400 Besucher beim 3. MAPAL Dialog Trochoides Fräsen – Fitnessprogramm für die Fräsmaschine Optimierungen bei der Dialysegeräte- Fertigung MMS-Technologie: Ressourcenschonung und Energieeffizienz Informationen, Ideen, Interna Nr. 51 | Mai 2013
Transcript
Seite 1 | MAPAL Impulse
400 Besucher beim 3. MAPAL Dialog
Trochoides Fräsen –Fitnessprogramm für die Fräsmaschine
Optimierungen bei der Dialysegeräte- Fertigung
MMS-Technologie:Ressourcenschonung und Energieeffizienz
Informationen, Ideen, Interna Nr. 51 | Mai 2013
Seite 2 | MAPAL Impulse
Gute Marktposition durch
neue Innovationen ständig ausbauen.
EDITORIAL
A B S O L U T P R Ä Z I S I O N
Sehr geehrte Leser,liebe Geschäftsfreunde,
nach einem sehr positiven Geschäfts-jahr 2012, in dem wir ein Wachstum von rund 10 % verzeichnen konnten, blicken wir trotz vieler Meldungen von einer aufziehenden Krisenstimmung vorsichtig optimistisch auf das Jahr 2013. Worauf baut unsere positive Grundstimmung? Zum einen gehört MAPAL in vielen Produktbereichen, insbesondere bei der Feinbearbeitung zu den Marktführern, andererseits sind wir aufgrund unserer umfangreichen Produktpalette sehr breit aufgestellt und können Schwankungen einzel-ner Branchen besser ausgleichen. Mit unserem internationalen Produktions- und Vertriebsnetz in 21 Ländern bieten wir darüber hinaus ein Höchstmaß an Kundenähe und können flexibel auf unterschiedliche Marktanforderungen reagieren. Nicht zuletzt sind wir als Familienunternehmen unabhängig von externen Investoren und möglichen kurzfristigen Strategiewechseln und so-mit als langfristiger Partner für unsere
Kunden kalkulierbar. All diese Fakto-ren, in Kombination mit den hohen Kompetenzen und Fähigkeiten unserer Mitarbeiter, sind wesentliche Vorausset-zungen, um unsere gute Marktposition zu behaupten, und durch immer neue Innovationen weiter auszubauen.
Somit stand auch die MAPAL Technolo-gie im Mittelpunkt vieler internationa-ler Messen und Kongresse. Die Mög-lichkeiten, die sich durch die MAPAL Systemlösungen aber auch durch High Performance Standard Produkte zum Bohren, Fräsen, Reiben und Drehen erschließen, sind dabei von großem Nutzen für den Kunden. Ganz aktuell haben unsere Entwicklungsingenieure ein neues Werkzeug für das trochoide Fräsen entwickelt, welches hinsichtlich Performance seinesgleichen sucht. Das Ergebnis sind kürzere Bearbeitungszei-ten, eine bessere Werkzeugausnutzung sowie ein spürbar geringerer Werk-zeugverschleiß. In Kombination mit dem neuen Hydrodehnspannfutter High TorqueChuck, welches eine Thermobe-ständigkeit von 170° C aufweist, wird das Fräsen in allen Belangen höchst effizient.
Mit der MMS-Technologie bieten wir eine vollständig ausgereifte Produkt-palette für den Zerspanungsprozess mit Minimalmengenschmierung, der unter dem aktuellen Aspekt immer weiter steigender Energiepreise spürbar an Be-
deutung gewinnt. Viele Kunden setzen diese Technologie ein, um einerseits Energiekosten von rund 30 % einzuspa-ren und den Kühlmittelverbrauch auf ein Minimum zu reduzieren, anderer-seits aber auch die Umwelt zu entlasten und bessere Arbeitsbedingungen für die Mitarbeiter zu schaffen. Bei allen MAPAL Entwicklungen stehen die Maxime Wirtschaftlichkeit, Energie-effizienz und Ressourcenschonung im Vordergrund, um unseren Kunden einen technologischen Vorsprung und eine nachhaltige Produktion zu ermöglichen.
Viel Spaß beim Lesen
Ihr Dr. Dieter Kress
Seite 3 | MAPAL Impulse
INHALT
MAPAL auf der CIMT in Beijing und den Turning Days in Villingen-Schwenningen
Der steigenden Nachfrage nach energie- und ressourcenschonenden Präzisionswerkzeugen und Bearbei-tungsmethoden hat MAPAL mit einem gelungenen Messeauftritt auf der CIMT in Beijing Rechnung getragen. Es konnten viele neue Kundenkon-takte angebahnt werden. Neben den Produktneuheiten war der ReTooling Service, also das Umrüsten vorhande-ner Maschinen auf neue Bauteile ein gefragtes Thema bei unseren Spezia-
listen. Die CIMT ist mit gut 175.000 Besuchern die größte Ausstellung für die Metallbearbeitung in China.
Auch bei der Fachmesse Turning Days in Villingen-Schwenningen präsen-tierte sich MAPAL und konnte seine Kompetenz im Bereich Werkzeuge für Drehmaschinen sowie Spannzeuge er-folgreich unter Beweis stellen. HSK-T, das Versacut Hartdrehen sowie MAPAL Umrüstadaptionen für Drehmaschinen auf HSK-T standen im Mittelpunkt des Interesses zahlreicher Messebesucher.
MAPAL mit neuem Leiter Marketing und Corporate Communi-cations
Seit Februar 2013 verantwortet Andreas Enzenbach (47) das internationale Produkt-marketing sowie die
interne und externe Kommunikation. Enzen-bach verfügt über langjährige Erfahrungen im internationalen Investitionsgütermarketing in den Branchen Maschinen- und Anlagenbau und ist Spezialist für Kommunikationsstrategien.
Armin Kasper neuer Regional Sales Di-rector für China und Taiwan
Seit April 2013 ist Armin Kasper als Regional Sales Director der MAPAL Gruppe verantwortlich tätig
für die wichtigsten Wachstumsregionen China und Taiwan. Kasper verfügt als langjähriger Verkaufsleiter von MAPAL WWS, Spezialist für PKD-Werkzeuge und Key Account Manager über große Fachkenntnisse und Erfahrung im internationalen Vertrieb. Er wird unsere Ver-triebsfirma MAPAL China damit sehr wesentlich im Vertrieb unserer Werkzeuge unterstützen können.
Aktuelles
– MAPAL auf internationalen Messen– Aktuelles aus der MAPAL Gruppe
NEWSTICKER
MAPAL Gruppe Aktuelles aus der MAPAL Gruppe Seite 3 MAPAL Dialog: Erfolgreiche Kundentage Seite 8
Produkt Highlights Vollhartmetall-Aktion TTD: Ja, ich will. Seite 6 Hybrid-Werkzeuge Seite 7 Trochoides Fräsen Seite 10 PKD-Werkzeuge mit gelaserten Schneiden Seite 12 MAPAL Einstellgerät UNISET® Seite 16
Praxis Reports Fresenius Medical Care: Maßgeschneiderte Werkzeuglösungen Seite 18 MAPAL Polen: LFP Wasserpumpengehäuse Seite 20 MAPAL und Ford: Optimale Prozesse Seite 22
Impressum Seite 24
175.000 Besucher auf der CIMT in Peking. Bereiche Drehen und Spannen im Fokus: die Turning Days in Villingen-Schwenningen.
Seite 4 | MAPAL Impulse
Neues Gebäude für MAPAL C&S
Die Bauarbeiten für den neuen Firmensitz der MAPAL C&S s.r.o im tschechischen Mlada Boleslav, in der Nähe von Prag liegend, haben im Mai begonnen. „Unser derzeitiges Gebäude ist zu klein für die weitere Entwick-lung“, so Petr Pokorny, Geschäftsfüh-rer der Niederlassung in Tschechien. In nächster Umgebung befinden sich auch die Produktionsanlagen des Au-tomobilherstellers SKODA. Das neue Gebäude von MAPAL C&S umfasst einen zweigeschossigen Verwaltungs-trakt und eine 1.000 Quadratmeter große Produktionshalle. Sie stellen damit eine deutliche Kapazitätser-höung für die Fertigung von PKD-Werkzeugen und den Nachschliff von VHM-Werkzeugen dar. MAPAL investiert rund 1,2 Mio Euro in dieses Projekt, das bis Jahresende fertigge-stellt sein soll.
Mit MAPAL am Puls der Zeit
Verbesserte Bohrprozesse bei Voll-hartmetall-Bohrern, die MAPAL Tangential-Technologie und univer-selle Hochdruckspannfutter waren im Februar die Schwerpunktthemen beim 8. Amberger Werkzeugseminar. Das Seminar der Oberpfälzer hat sich in den letzten Jahren als bedeutendes Fachforum für industrielle Anwender etabliert. Rund 120 Teilnehmer aus allen Bereichen der metallverarbei-tenden Industrie sowie Studienabsol-venten und Wissenschaftler verfolgten die Vorträge der MAPAL Referenten und überzeugten sich im Rahmen der Vorführungen von deren praktischen Umsetzung. Auch die Gelegenheit zum persönlichen Gespräch mit unseren Experten wurde intensiv genutzt.
Werkzeuganwendungen und Zer-spanprozesse wandeln sich stetig. Ein Wissensvorsprung sichert Wettbewerbs-vorteile. Seminare, Workshops, Foren oder Tagungen bieten Informationen aus erster Hand. Die Experten von MAPAL sind regelmäßig auf vielen Vortragsveran-staltungen präsent. In spannend aufbe-reiteten Referaten vermitteln sie neues Know-how und stellen aktuelle Trends und Entwicklungen in der Werkzeugtech-nologie vor.
Eine Übersicht über die nächsten Semi-nare und Vortragsveranstaltungen mit MAPAL Beteiligung finden Sie auf unserer Homepage unter www.mapal.com/aktuel-les/fachvortraege. Die Liste wird laufend aktualisiert.
Umrüstadaptionen für Drehmaschinen bieten höhere Genauigkeit bei gestei-gerter Produktivität
Speziell für den Einsatz von stehen-den Werkzeugen auf Drehmaschinen wurde 2008 der HSK-T genormt. Er zeichnet sich aus durch hohe Wech-sel- und Wiederholgenauigkeit, hohe Passgenauigkeit, hohe Steifigkeit sowie eine exakte radiale Positions-genauigkeit.
Der größte Vorteil des HSK-T gegenüber bestehenden Systemen ist der sehr schnelle und einfache Werkzeugwechsel. Während mit bisher eingesetzten, genormten Schnittstellen oft 10 bis 15 Minuten für Werkzeugwechsel erforderlich waren, reduziert sich der Zeitauf-wand mit HSK-T auf weniger als 30 Sekunden. Gepaart mit einer sehr hohen Wechselgenauigkeit ergibt
Durch eine Erhöhung der Energieeffizienz von Produktionsprozessen
eine größere Wertschöpfung mit geringerem Energieeinsatz
erzeugen.
Aktuelle Themen aus der MAPAL Gruppe
3D-Ansicht des neu geplanten Firmensitzes MAPAL C&S in der Tschechei.
Der größte Vorteil des HSK-T gegenüber bestehenden Systemen ist der sehr schnelle und einfache Werkzeugwechsel. Während mit bisher eingesetzten, genormten Schnittstellen oft 10 bis 15 Minuten für Werkzeugwechsel erforderlich waren, reduziert sich der Zeitauf-waren, reduziert sich der Zeitauf-waren, reduziert sich der Zeitaufwand mit HSK-T auf weniger als 30 Sekunden. Gepaart mit einer sehr hohen Wechselgenauigkeit ergibt
Seite 5 | MAPAL Impulse
sich für den Anwender eine signifi-kante Reduzierung der Maschinenstill-standszeiten und damit eine deutliche Produktivitätssteigerung. Neben einer Komplettumrüstung ist auch eine par-tielle Umrüstung bestehender Revolver möglich. Bei Stationen mit häufigen Werkzeugwechseln ist ein Umrüsten auf HSK-T besonders vorteilhaft, da die Investition überschaubar ist und sich kurzfristig amortisiert. Maschi-nenübergreifend und herstellerunab-hängig bietet MAPAL Umrüstadaptio-nen von allen gängigen Schnittstellen von Drehmaschinen auf HSK-T sowie eine breite Auswahl an Drehhaltern.
Aktuelles
– Neubau bei MAPAL C&S in der tschechischen Republik– Mit HSK-T Produktivität steigern– Technologie Report 2 zum Thema Energieeffizienz
TECHNOLOGIE
REP RT
HSK-T Revolver.
2. MAPAL Technologie Report
Welche Faktoren beeinflussen den Energieverbrauch beim Zerspanprozess und wo lässt sich sparen? Darum geht es im 2. MAPAL Technologie Report. Prof. Dr.-Ing. Eckehard Kalhöfer vom Stiftungslehrstuhl Spanende Fertigung in Aalen und Dr. Jochen Kress, Mitglied der Geschäftsleitung, haben dazu den Energieverbrauch von Werkzeugmaschi-nen und einzelner Prozessschritte ana-lysiert. Ihr Bericht zeigt, wie sich bereits durch geringe Investitionen, etwa in
den Einsatz energieeffizienter Werk-zeuge und optimaler Zerspanprozesse, zum Teil erhebliche Energie- und damit Kosteneinsparungen erzielen lassen. Der Technologie Report liegt dieser Impul-se-Ausgabe bei. Möchten Sie unsere wissenschaftlichen Veröffentlichun-gen auch weiterhin regelmäßig lesen? Dann nutzen Sie jetzt unser kostenloses Abonnement. Das Anmeldeformular finden Sie auf unserer Homepage unter www.mapal.com/aktuelles/technologie-report/anmeldung.
HSK-T Revolver.
Seite 6 | MAPAL Impulse
Wechsel mit Köpfchen mit dem Wech-selkopf-Bohrer TTD von MAPAL
Wechselkopf-Werkzeugsysteme sind aus der modernen Fertigung nicht mehr wegzudenken. Steigende Rohstoffpreise, eine Verschlankung der Lager und die Betrachtung der Lebenszykluskosten im Unterschied zum reinen Anschaffungspreis spre-chen für den Einsatz von Wechsel-kopf-Systemen. MAPAL hat für alle
Anwendungsgebiete hochproduktive Systeme auf den Markt gebracht, die monolithischen Werkzeugen in nichts nachstehen – im Gegenteil. Mit einem Fokus auf hochpräzisen, sehr stabi-len Trennstellen ist es gelungen, den Einsatz des teuren Hartmetalls auf den Werkzeugkopf zu beschränken, und die Bearbeitungen insgesamt stabil und präzise auszuführen.
Im Bereich des Vollbohrens setzt MAPAL auf den Wechselkopf-Bohrer TTD. Im Mittelpunkt – die Torque Transfer Schnittstelle TTS, die eine optimale Drehmomentübergabe ermöglicht und gleichzeitig hohe Wechsel- und Rundlaufgenauigkeiten erreicht. So erreicht der Wechselkopf-Bohrer TTD das Leistungsniveau eines Vollhartmetall-Bohrers zu geringeren Kosten.
Erfolgsgeschichten aus den unter-schiedlichsten Anwenderbranchen und Werkstückmaterialien unterstreichen die Leistungsfähigkeit des Wechsel-kopf-Bohrers TTD. So werden bei-spielsweise in Getriebegehäusen aus GJL-200 die Befestigungsbohrungen ø 28 mm mit einem Wechselkopf-Bohrer TTD von MAPAL gebohrt. Die Vorga-ben des Kunden hinsichtlich der Maß-haltigkeit des Durchmessers können optimal erfüllt werden. Ein deutliches Einsparpotenzial realisiert der TTD aber durch die Verdoppe-lung der Vorschub-geschwindigkeit im Vergleich zum vorher eingesetzten Vollhart-metall-Bohrer. Mit 1.430 mm/min und
140 m/min Schnittgeschwindigkeit können 200 Bohrungen prozesssicher mit einem Wechsel-Bohrkopf bearbei-tet werden.
In einem Anwendungsfall aus der Stahlbearbeitung werden Gegenhalter für Abkantmaschinen aus ST52 mit dem Wechselkopf-Bohrer TTD gebohrt. Je Bauteil sind 83 Bohrungen mit 20 mm Durchmesser und einer Länge von 106 mm einzubringen. Durch den Einsatz des MAPAL Werkzeugs konnte die Bearbeitungszeit von 39,7 auf 18,1 Sekunden reduziert werden – das entspricht einer Verkürzung der Bearbeitungszeit um 54 %. Zusammen mit einer Standwegerhöhung um 77 % und bezogen auf die Jahresprodukti-onsmenge des Kunden reduziert der TTD die Kosten pro Bohrung um 60 %! Auch in modernen Werkstück-material-Kombinationen gibt es er-folgreiche Einsatzbeispiele des Wech-selkopf-Bohrers TTD. So zum Beispiel die Bearbeitung der Bohrungen für die Verbindung einer CFK-Schiffsan-triebswelle mit einer Stahl-Nabe. Mit einem Kombinationswerkzeug von MAPAL mit TTD-Vollbohrstufe und einer Senkstufe mit PKD-bestückten ISO-Wendeschneidplatten konnte die Bearbeitungszeit um über 80 % redu-ziert werden.
Steigende Rohstoffpreise, eine Verschlankung der Lager und die
Betrachtung der Lebenszykluskosten sprechen für Wechselkopf-
Systeme.
Highlights aus den ProduktbereichenMAPAL Technologie Report
Welche Faktoren beein-flussen den Energiever-brauch beim Zerspan-prozess und wo lässt sich sparen? Darum geht es im 2. MAPAL Technologie Report. Prof. Dr.-Ing. Eckehard Kalhöfer vom Stif-tungslehrstuhl Spanen-de Fertigung in Aalen und Dr. Jochen Kress, Mitglied der Geschäfts-leitung, haben dazu den Energieverbrauch von Werkzeugmaschi-
Einfach nebenstehenden QR-Code scannen oder www.mapal.com/aktion
*Gültig bei Bestellung eines TTD-Wechselkopfes mit Halter.Vollständige Aktionsbedingungen finden Sie unter www.mapal.com/aktion
Testen Sie den MAPAL Wechselkopf-Bohrer TTDund nutzen Sie das Leistungs- niveau eines Vollhartmetall- Bohrers zu geringeren Kosten.
…WECHSELN… …ohne Risiko. Schnell und e�zient produzieren mit dem Wechselkopf- Bohrer TTD.*
Prof. Dr.-Ing. Eckehard Kalhöfer vom Stiftungslehrstuhl Spanende Fertigung in Aalen und Dr. Jochen Kress, Mitglied der Geschäftsleitung, haben dazu den Energieverbrauch von Werkzeugmaschi
MAPAL Technologie Report
Welche Faktoren beeinflussen den Energieverbrauch beim Zerspanprozess und wo lässt sich sparen? Darum geht es im 2. MAPAL Technologie Report. Prof. Dr.-Ing. Eckehard
JA, I
CH
WIL
L…
Ja, ich will…Die aktuelle Aktion für den MAPAL Wechsel- kopf-Bohrer TTD ist noch gültig bis Ende Juni.Mehr dazu auf unserer Homepage www.mapal.com
Seite 7 | MAPAL Impulse
Hohe Produktivität mit MAPAL Hybrid-werkzeugen
Maßgeschneiderte Kombinationswerk-zeuge eröffnen ein hohes Potenzial für Produktivitätsgewinn und Pro-zesssicherheit. Im konkreten Fall eines MAPAL Kunden sollten an einem PKW-Schwenklager aus AlSiMg1 zwei Anschlussbohrungen mit den Durchmessern 31 mm und 36 mm besonders wirtschaftlich vor- und fertigbearbeitet werden. Dies stellt die Werkzeugauslegung vor zwei Heraus-forderungen. Zum einen erfordert der niedrige Siliziumgehalt der Alumini-umlegierung ein innovatives Werk-zeugkonzept, das für einen optimalen Spanbruch der ansonsten langen Fließspäne sorgt. Zum anderen muss, um die geforderten Taktzeitvorgaben einzuhalten, besonders produktiv vor- und fertigbearbeitet werden, da beide Durchmesser hohe Aufmaße aufwei-sen.
MAPAL hat zur Lösung der gestellten Aufgabe zwei Kombinationswerkzeuge entwickelt, die sowohl die Vorbearbei-tung als auch die Fertigbearbeitung in einem Werkzeugkörper vereinen.
Die Vorbearbeitung wurde bei beiden Werkzeugen als Vollbohrstufe mit wechselbaren ISO-Wendeschneidplat-ten ausgeführt. Die passende Schnei-dengeometrie sowie spiralisierte und zusätzlich polierte Spanräume mit einem Drallwinkel von 15° sorgen für einen prozesssicheren Spanbruch und Spantransport. Durch den großen Kernquerschnitt der Vollbohrstufe sind die Werkzeuge stabil und arbei-ten besonders laufruhig. Im Anschluss an die Vollbohrstufen folgen dann die Stufen zur Fertigbearbeitung mit den festgelöteten PKD-Schneiden. Bei der Prozessauslegung wurden die Bearbeitungen optimal auf die beiden Werkzeuge verteilt.
Zunächst wird mit dem Werkzeug eins (siehe Abbildung) der große Durchmesser mit den Wende-schneidplatten gebohrt. Dann bearbeitet die nächste Stufe am Ende der Bohrung eine Anspie-gelung mit den entsprechenden Fasen. Mit Werkzeug zwei wird der kleine Durchmesser ins Volle gebohrt und mit den nächsten Stufen fertigbearbeitet und an-gefast. Danach wird mit die-
sem Werkzeug durch zirkulieren die Fase am Bohrungsaustritt hergestellt. Dasselbe Werkzeug fährt nun zum größeren Durchmesser, macht dort die Fertigbearbeitung der Bohrung und zirkuliert auch an dieser Bohrung die Fase am Austritt.
Die MAPAL Spezialisten haben auch bei dieser Bearbeitung sowohl bei der Prozess- als auch bei der Werkzeug-auslegung die maximale Produktivität und Wirtschaftlichkeit erreicht. Die beiden Kombinationswerkzeuge erle-digen alle Bearbeitungen, für die übli-cherweise mindestens vier Werkzeuge notwendig sind. Außerdem werden bei den MAPAL Hybridwerkzeugen die unterschiedlichen Zerspanungssyste-me so kombiniert, dass eine hervor-
ragende Leistungsfähigkeit, ein einfaches Handling und eine wirtschaftliche Wiederaufbe-reitung erreicht werden.
Highlights aus den Produktbereichen
Aktuelles:
– Ja ich will – Wechseln ohne Risiko– Intelligente Kombination von Zerspansystemen
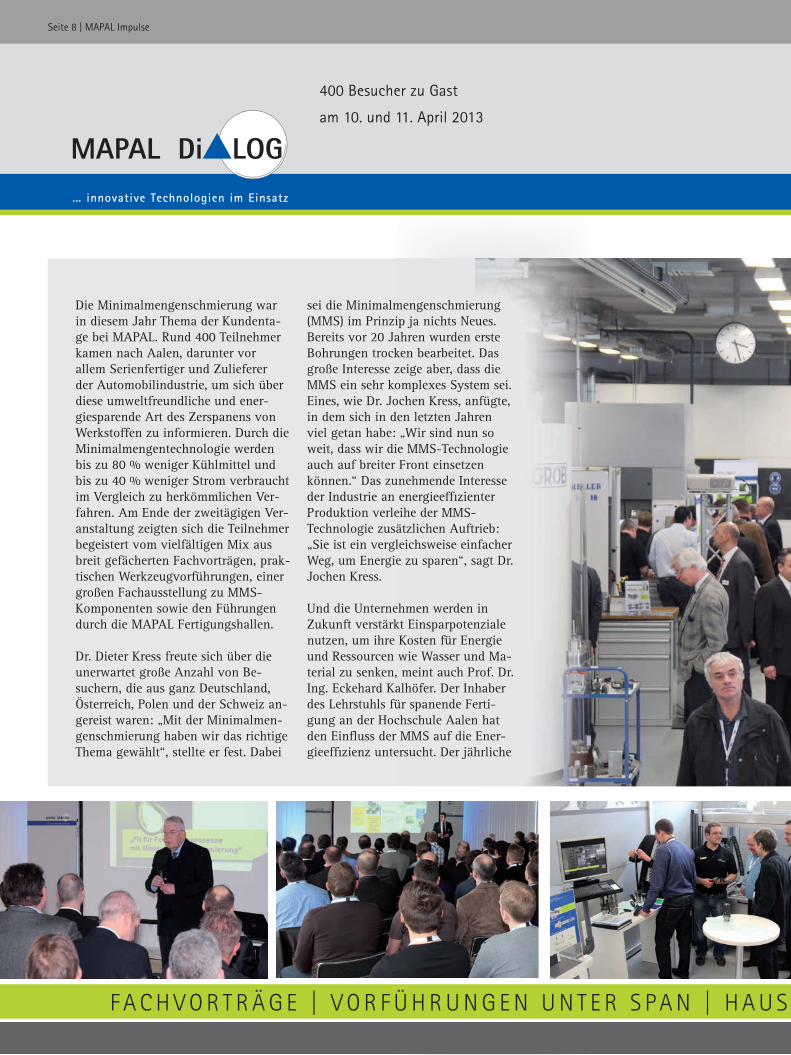
Die Minimalmengenschmierung war in diesem Jahr Thema der Kundenta-ge bei MAPAL. Rund 400 Teilnehmer kamen nach Aalen, darunter vor allem Serienfertiger und Zulieferer der Automobilindustrie, um sich über diese umweltfreundliche und ener-giesparende Art des Zerspanens von Werkstoffen zu informieren. Durch die Minimalmengentechnologie werden bis zu 80 % weniger Kühlmittel und bis zu 40 % weniger Strom verbraucht im Vergleich zu herkömmlichen Ver-fahren. Am Ende der zweitägigen Ver-anstaltung zeigten sich die Teilnehmer begeistert vom vielfältigen Mix aus breit gefächerten Fachvorträgen, prak-tischen Werkzeugvorführungen, einer großen Fachausstellung zu MMS-Komponenten sowie den Führungen durch die MAPAL Fertigungshallen.
Dr. Dieter Kress freute sich über die unerwartet große Anzahl von Be-suchern, die aus ganz Deutschland, Österreich, Polen und der Schweiz an-gereist waren: „Mit der Minimalmen-genschmierung haben wir das richtige Thema gewählt“, stellte er fest. Dabei
sei die Minimalmengenschmierung (MMS) im Prinzip ja nichts Neues. Bereits vor 20 Jahren wurden erste Bohrungen trocken bearbeitet. Das große Interesse zeige aber, dass die MMS ein sehr komplexes System sei. Eines, wie Dr. Jochen Kress, anfügte, in dem sich in den letzten Jahren viel getan habe: „Wir sind nun so weit, dass wir die MMS-Technologie auch auf breiter Front einsetzen können.“ Das zunehmende Interesse der Industrie an energieeffizienter Produktion verleihe der MMS-Technologie zusätzlichen Auftrieb: „Sie ist ein vergleichsweise einfacher Weg, um Energie zu sparen“, sagt Dr. Jochen Kress.
Und die Unternehmen werden in Zukunft verstärkt Einsparpotenziale nutzen, um ihre Kosten für Energie und Ressourcen wie Wasser und Ma-terial zu senken, meint auch Prof. Dr. Ing. Eckehard Kalhöfer. Der Inhaber des Lehrstuhls für spanende Ferti-gung an der Hochschule Aalen hat den Einfluss der MMS auf die Ener-gieeffizienz untersucht. Der jährliche
… innovative Technologien im Einsatz
MAPAL Di LOG
400 Besucher zu Gast
am 10. und 11. April 2013
F A C H V O R T R Ä G E | V O R F Ü H R U N G E N U N T E R S P A N | H A U S A U S S T E L L U N G | E R F A H R U N G E N | M E I N U N G S A U S T A U S C H
Seite 9 | MAPAL Impulse
Erfolgreiche Kundentage bei MAPAL
Grundbedarf einer betriebsbereiten Werkzeugmaschine liegt bei 66.000 kWh. Bei Verwendung von zentra-len Kühlschmierstoff-Anlagen, so Prof. Kalhöfer, sei der Energiebe-darf groß im Vergleich zum Ener-giebedarf des Bearbeitungsprozes-ses selbst. Anhand verschiedener Modellrechnungen belegte er, dass sich der Stromverbrauch durch Minimalmengenschmierung um bis zu 40 % senken lasse. „Damit lässt sich richtig viel Geld sparen“, sagte der Wissenschaftler.
Die MMS-Technologie fordere aber einen gewissen Einsatz, so Dr. Jochen Kress. Alle Komponenten, also Werkzeug, Maschine, Vorrich-tung und vor allem der Prozess müssen optimal ineinander greifen. Über die besonderen Merkmale von MMS-Werkzeugen und die richti-ge Prozessauslegung hinsichtlich Schmierung, Transport von Spänen und Kühlung informierten mit Christian Schmidt und Joachim Vaas zwei ausgewiesene MAPAL Spezialisten. Passende Spannfutter
wurden von Michael Neumann vorge-stellt: MAPAL hat ein Baukastensys-tem für Spannzeuge entwickelt.
„Wir begleiten den Kunden während der gesamten Prozessauslegung, von der Planung über die Pilotierung bis zur Produktion“, beschreibt Dr. Jochen Kress das Produkt- und Dienstleis-tungsportfolio. MAPAL verfüge über einen großen Maschinenpark für Tests und Optimierungen und habe viel Erfahrung mit allen Werkstoffen. Auch anspruchsvolle Prozesse wie die Pleuel-Bearbeitung ließen sich mit MMS umsetzen.
Wie MMS-fähige Bearbeitungsmaschi-nen konstruiert sein sollten, darü-ber berichteten Peter Vogl, Direktor Konstruktion & Technik der GROB Werke GmbH & Co. KG in Mindelheim und Werner Roth, Leiter Application Engineering der Maschinenfabrik Heller, Nürtingen in ihren Vorträgen. Die Hersteller von Bearbeitungszen-tren, Sondermaschinen und Trans-ferstraßen haben bereits zahlreiche MMS-Projekte gemeinsam mit MAPAL
F A C H V O R T R Ä G E | V O R F Ü H R U N G E N U N T E R S P A N | H A U S A U S S T E L L U N G | E R F A H R U N G E N | M E I N U N G S A U S T A U S C H
Fortsetzung auf nächster Seite.
Seite 10 | MAPAL ImpulseSeite 10 | MAPAL Impulse
realisiert. Derzeit verfüge etwa jede fünfte der von den Unternehmen ausgelieferten Maschinen über MMS-Technik, sagte Roth. Von einer leicht steigenden Tendenz in der Großserien-fertigung sprach Vogl. Die Maschinen sind so ausgelegt, dass die Zufuhr von Schmiermittel durch das Werkzeug sowohl durch Ein-Kanal-, wie auch Zwei-Kanalsysteme erfolgen kann.
Dr. Dirk Sellmer, Leiter der Abteilung Forschung und Entwicklung bei MAPAL gab einen Überblick über verschiedene MMS-Zufuhraggregate. Ob man die Ein- oder Zwei-Kanal-Variante wähle, sei grundsätzlich eine Philosophiefrage, meinte der Experte. Das gelte auch für die Wahl des richti-gen Schmierstoffs, über den ebenfalls häufig diskutiert werde. Fettalkohole wie Esteröle sind seiner Ansicht nach gleichermaßen als Schmierstoffe ge-eignet. „Es kommt auf die Anwendung an“. Entzündlich seien Aerosole nicht, allerdings könnten Spanstäube in Kombination mit Wandöl Explosionen auslösen. Moderne Absauganlagen verhindern das.
Marcus Krauss, Sales Manager der Firma Keller Lufttechnik, Kirchheim unter Teck, beobachtet einen Trend zu kleinen, dezentralen Anlagen. Die Vorteile: „Sie brauchen wenig Platz, lassen sich flexibel nutzen und können direkt über die Werkzeugma-schine gesteuert werden.“ Ford zum Beispiel setze Einzelabscheider ein, um die Rückluft wieder in den Raum zu blasen.
Gleichermaßen spannend wie auf-schlussreich war für viele Teilneh-mer der MAPAL Kundentage der Bericht eines Anwenders der MMS-Technologie. Bei Punch Powerglide, Strasbourg, werden pro Jahr rund 300.000 Getriebe für Autos gefertigt, entschloss man sich vor zwei Jahren bei der Produktion von Converter Housings, auf Minimalmengenschmie-rung umzustellen. Gutes Umwelt-Management und Kosteneinsparungen seien ausschlaggebende Gründe ge-
F A C H V O R T R Ä G E | V O R F Ü H R U N G E N U N T E R S P A N | H A U S A U S S T E L L U N G | E R F A H R U N G E N | M E I N U N G S A U S T A U S C H
… innovative Technologien im Einsatz
MAPAL Di LOG
Die Entwicklung der MMS-Systemkomponenten ist so weit, dass
diese Technologie nun auf breiter Front eingesetzt werden kann.
Fortsetzung von Seite 5.
Seite 11 | MAPAL ImpulseSeite 11 | MAPAL Impulse
wesen, erklärte Planungsleiter Roland Muller. „Am Anfang hatten wir noch einige Probleme mit Werkzeugbrü-chen und Lärmemissionen, aber die ließen sich rasch lösen.“ Die Taktzeit konnte durch MMS reduziert werden, das Umfeld sei sauber und die Leute positiv eingestellt. Mullers Fazit: „Ich bin überzeugt, wir haben es richtig gemacht.“
Andreas Broß (Gebr. Heller Maschinenfabrik GmbH, Nürtingen):
„Man hat sehr viel Input in sehr kurzer Zeit bekommen.“
Olaf Kiener (Julius Schüle Druckguss GmbH, Schwäbisch Gmünd):
„Es war eine perfekte Veran-staltung, die meine Erwartun-gen übertro�en hat.“
Wolfgang Müller (Opel, Kaiserslautern):
„Ein sehr guter Mix zwischen Theorie und Praxis. Weil auch viele externe Hersteller hier waren, war es eine pralle Vorstellung.“
Michael Zinz (Deutz AG, Ulm):
„Die Vorträge waren kurzweilig, die Werks-führung und die Ausstellung sehr interessant. Wir sind rundum zufrieden.“
F A C H V O R T R Ä G E | V O R F Ü H R U N G E N U N T E R S P A N | H A U S A U S S T E L L U N G | E R F A H R U N G E N | M E I N U N G S A U S T A U S C H
Danke für Ihr FeedBack zu dieser Veranstaltung –eine Zusammenfassung der Kundentage finden Sie auch online unter www.mapal.com/aktuelles/kundentage-mapal-dialog/
Ihre MAPAL Impulse-Redaktion
Alexander Koch (Schunk GmbH & Co. KG, Lau¥en am Neckar):
„Der Dialog war sehr gut organisiert, inte-ressant und abwechslungsreich. Ich habe viel über die MMS-Technik erfahren.“
Besucher im Interview
„Fit für Fertigungsprozesse mit Minimalmengenschmierung“
Seite 12 | MAPAL Impulse
A B S O L U T P R Ä Z I S I O N
Fitnessprogramm für die CNC-Fräsmaschine
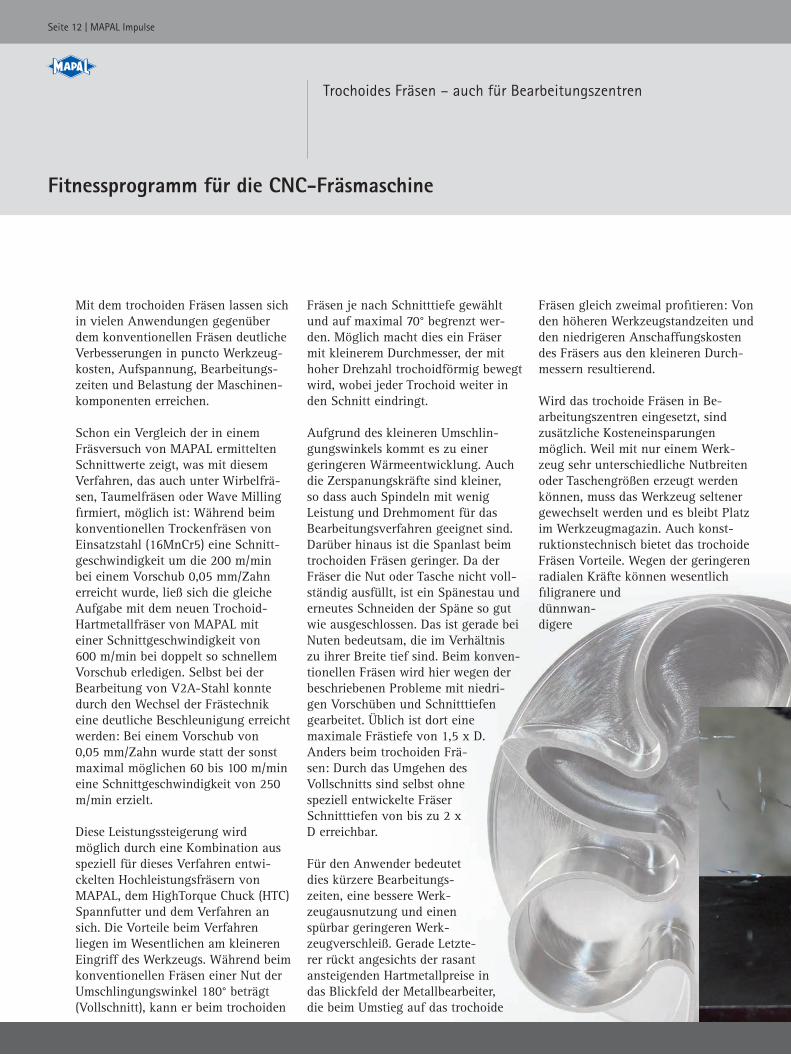
Mit dem trochoiden Fräsen lassen sich in vielen Anwendungen gegenüber dem konventionellen Fräsen deutliche Verbesserungen in puncto Werkzeug-kosten, Aufspannung, Bearbeitungs-zeiten und Belastung der Maschinen-komponenten erreichen.
Schon ein Vergleich der in einem Fräsversuch von MAPAL ermittelten Schnittwerte zeigt, was mit diesem Verfahren, das auch unter Wirbelfrä-sen, Taumelfräsen oder Wave Milling firmiert, möglich ist: Während beim konventionellen Trockenfräsen von Einsatzstahl (16MnCr5) eine Schnitt-geschwindigkeit um die 200 m/min bei einem Vorschub 0,05 mm/Zahn erreicht wurde, ließ sich die gleiche Aufgabe mit dem neuen Trochoid-Hartmetallfräser von MAPAL mit einer Schnittgeschwindigkeit von 600 m/min bei doppelt so schnellem Vorschub erledigen. Selbst bei der Bearbeitung von V2A-Stahl konnte durch den Wechsel der Frästechnik eine deutliche Beschleunigung erreicht werden: Bei einem Vorschub von 0,05 mm/Zahn wurde statt der sonst maximal möglichen 60 bis 100 m/min eine Schnittgeschwindigkeit von 250 m/min erzielt.
Diese Leistungssteigerung wird möglich durch eine Kombination aus speziell für dieses Verfahren entwi-ckelten Hochleistungsfräsern von MAPAL, dem HighTorque Chuck (HTC) Spannfutter und dem Verfahren an sich. Die Vorteile beim Verfahren liegen im Wesentlichen am kleineren Eingriff des Werkzeugs. Während beim konventionellen Fräsen einer Nut der Umschlingungswinkel 180° beträgt (Vollschnitt), kann er beim trochoiden
Fräsen je nach Schnitttiefe gewählt und auf maximal 70° begrenzt wer-den. Möglich macht dies ein Fräser mit kleinerem Durchmesser, der mit hoher Drehzahl trochoidförmig bewegt wird, wobei jeder Trochoid weiter in den Schnitt eindringt.
Aufgrund des kleineren Umschlin-gungswinkels kommt es zu einer geringeren Wärmeentwicklung. Auch die Zerspanungskräfte sind kleiner, so dass auch Spindeln mit wenig Leistung und Drehmoment für das Bearbeitungsverfahren geeignet sind. Darüber hinaus ist die Spanlast beim trochoiden Fräsen geringer. Da der Fräser die Nut oder Tasche nicht voll-ständig ausfüllt, ist ein Spänestau und erneutes Schneiden der Späne so gut wie ausgeschlossen. Das ist gerade bei Nuten bedeutsam, die im Verhältnis zu ihrer Breite tief sind. Beim konven-tionellen Fräsen wird hier wegen der beschriebenen Probleme mit niedri-gen Vorschüben und Schnitttiefen gearbeitet. Üblich ist dort eine maximale Frästiefe von 1,5 x D. Anders beim trochoiden Frä-sen: Durch das Umgehen des Vollschnitts sind selbst ohne speziell entwickelte Fräser Schnitttiefen von bis zu 2 x D erreichbar.
Für den Anwender bedeutet dies kürzere Bearbeitungs-zeiten, eine bessere Werk-zeugausnutzung und einen spürbar geringeren Werk-zeugverschleiß. Gerade Letzte-rer rückt angesichts der rasant ansteigenden Hartmetallpreise in das Blickfeld der Metallbearbeiter, die beim Umstieg auf das trochoide
Fräsen gleich zweimal profitieren: Von den höheren Werkzeugstandzeiten und den niedrigeren Anschaffungskosten des Fräsers aus den kleineren Durch-messern resultierend.
Wird das trochoide Fräsen in Be-arbeitungszentren eingesetzt, sind zusätzliche Kosteneinsparungen möglich. Weil mit nur einem Werk-zeug sehr unterschiedliche Nutbreiten oder Taschengrößen erzeugt werden können, muss das Werkzeug seltener gewechselt werden und es bleibt Platz im Werkzeugmagazin. Auch konst-ruktionstechnisch bietet das trochoide Fräsen Vorteile. Wegen der geringeren radialen Kräfte können wesentlich filigranere und dünnwan-digere
Trochoides Fräsen – auch für Bearbeitungszentren
Seite 13 | MAPAL ImpulseSeite 13 | MAPAL Impulse
Kundennutzen
– Kürzere Bearbeitungszeit und bessere Werkzeugausnutzung– Höhere Zerspanvolumina und Vorschübe
Bauteile realisiert und höhere Genau-igkeiten erreicht werden. Gleichzeitig werden die Spindellager geschont und die Werkzeugstandzeit erhöht sich.
Die Produktfamilie OptiMill® von MAPAL hält für das trochoide Tro-ckenfräsen geeignete Fräser mit DIN-Schaftlänge 2xD bereit. Für Anwendungen mit noch höheren Anforderungen hat MAPAL jetzt ganz neue Fräser mit einer Schneidlänge von 3xD und einem Durchmesser von 6 bis 20 mm entwickelt und ins Lieferprogramm aufgenommen. Eine besonders ausgeführte Ungleichtei-lung (EU-Teilung) der fünf Schneiden in Kombination mit einer innovativen Geometrieauslegung des Schneidkeils reduziert hier die Schwingungsanre-
gung. Eine während des Herstel-lungsprozesses vorgenommene
Auswuchtung (Wuchtgüte 2,5) senkt das Vibrati-
onsrisiko noch weiter. So kann der zum Patent angemeldete Fräser selbst bei extrem hohen Drehzahlen prob-lemlos eingesetzt werden. Damit es bei den nun möglichen gewordenen größeren Schnitttiefen wegen der dabei entstehenden längeren Späne nicht zum Klemmen kommt, haben die Werkzeugkonstrukteure darüber hinaus einen Spanteiler integriert, der die Späne halbiert. Dies stellt ein problemloses Abführen der Späne aus dem Maschinenraum sicher.Eine spezielle Werkzeugaufnahme ist für das trochoide Fräsen mit den MAPAL Fräsern nicht erforderlich. Soll das Potenzial des trochoiden Fräsens und der neuen Fräser jedoch voll ausgeschöpft werden, empfiehlt sich der Einsatz des neuen MAPAL HTC Spannfutters. Das Futter vereint die sehr guten Dämpfungseigenschaf-ten der Hydro-Dehnspanntechnik mit den hohen Haltekräften der Schrumpf-
technologie. Dabei überträgt das HTC hohe Drehmomente prozesssicher. Selbst eine Aufheizung auf 170° kann dem HTC-Futter nichts anhaben, wie Fräsversuche bestätigt haben. Es kann daher in der Regel auf eine Kühlung verzichtet werden.
Kleinere bzw. filigranere Teile, höhere Genauigkeiten und der anhaltende Zwang zur weiteren Reduzierung der Werkzeug-, Betriebs- und Wartungs-kosten lassen den Ruf nach effiziente-ren Fräsverfahren lauter werden. Dank der Verfügbarkeit leistungsfähiger Werkzeuge wie den neuen MAPAL Trochoid-Fräsern und der zunehmen-den Verbreitung leistungsfähiger CNC-Steuerungen und CAM-Software steht einem breiten Einsatz des Trochoid-Fräsverfahrens jetzt nichts mehr im Weg. Die Zeit ist reif für das trochoide Fräsen!
MAPAL OptiMill®-Fräser im Einsatz.
Bild rechts: Trochoid-Fräser gespannt im MAPAL HighTorque Chuck.
Innovative Fertigungstechnologie für Außenbearbeitungswerkzeuge:
PKD-Werkzeuge mit gelaserten Schneiden
Produktivität und Qualität deutlich gesteigert
A B S O L U T P R Ä Z I S I O N
Das Kompetenzzentrum für PKD-Werkzeuge in der MAPAL Gruppe, die MAPAL WWS GmbH in Pforzheim, ist die größte und technologisch führende Produktionsstätte für PKD-Werkzeuge weltweit. In Zusammenarbeit mit der ebenfalls zur MAPAL Gruppe gehö-renden LASERPLUSS AG (siehe Box rechts) ist eine weitere signifikante Entwicklung auf der Produktions-seite gelungen: Durch den Einsatz von RayCutter® 5-Achs-CNC-Laser-bearbeitungsmaschinen zum Finish-Lasern von PKD-Schneiden konnte die Stabilität und damit die Produktivität und Qualität von komplexen Außen-bearbeitungswerkzeugen deutlich gesteigert werden. In Pforzheim ist man überzeugt von der neuen Tech-nologie und baut die Kapazitäten aus. Die RayCutter® werden seit ca. drei Jahren in der Produktion eingesetzt. Die Entwicklung der neuen Bear-beitungsmethode für Außenbearbei-tungswerkzeuge startete 2011, und das Verfahren wurde 2012 sehr erfolgreich eingeführt. Bis Mitte 2013 werden fünf RayCutter® in der Fertigung PKD-Werkzeugschneiden bearbeiten.
Bearbeitung eines Schlauchanschlusses grundlegend überarbeitet
In einem Anwendungsfall wurde die Erzeugung einer komplexen Außen-kontur eines Schlauchanschlusses aus AlSi7 von MAPAL grundlegend optimiert. Das Bauteil wird auf einem vierspindligen Bearbeitungszentrum in hohen Stückzahlen gefertigt, absolute Prozesssicherheit und hohe Qualität der bearbeiteten Fläche in Sachen Maßhaltigkeit und Oberflächengüte müssen daher gewährleistet sein. Auch
muss die komplette Außenkontur in einem Bearbeitungszyklus gefertigt werden. Der Kunde war mit der durch den bisherigen Prozess erzeugten Qualität des Bauteils unzufrieden. Der bearbeitete Bereich wies eine schlechte Oberfläche mit deutlich sichtbaren Rattermarken auf. Zudem gab es innerhalb der vier Spindeln eine un-terschiedliche Maßhaltigkeit, die das Einhalten der Toleranzen erschwerte.
Das ursprünglich eingesetzte Werk-zeug war mit aufgeschraubten Schneideinsätzen aufgebaut und dementsprechend labil. Die filigranen Schneideinsätze mussten einzeln ein-gestellt werden und neigten dazu, sich während der Bearbeitung zu verstel-len. Dies führte dazu, dass oftmals nur eine der beiden Schneiden tatsächlich im Eingriff war. Bei einer Drehzahl von 5.000 min-1 konnte ein Zahn-vorschub von nur 0,1 mm gefahren werden.
Gelaserte Schneiden erhalten die Sta-bilität des Werkzeugs
Die Spezialisten von MAPAL konstru-ierten ein PKD-Außenbearbeitungs-werkzeug in Monoblockbauweise, um die Bearbeitung stabiler zu machen und die Laufruhe zu erhöhen. Die Bauweise ermöglicht hohe Genauig-keiten in Länge, Form und Durchmes-ser. Der besondere Clou ist jedoch die Bearbeitung der Schneiden. Anders als bisher üblich werden diese Schnei-den gelasert statt drahterodiert. Diese innovative Technologie hat bei dieser komplexen Art der Außenbearbeitung signifikant positive Auswirkungen auf die Bearbeitungsqualität und Produk-
tivität. Denn um in herkömmlicher Art die Schneidkonturen in Monoblock-werkzeugen drahterodieren zu kön-nen, muss der Grundkörper frei gesetzt werden. Dadurch wird der Hinterbau der Schneide sehr instabil. In der Fol-ge neigt das Werkzeug zum Vibrieren, die Schnittwerte müssen teilweise drastisch reduziert werden. Werden die Schneiden nach dem neuen Verfahren finish-gelasert, bleibt der Schneiden-unterbau stabil und Vibrationen wird vorgebeugt. Lediglich Störkonturen müssen berücksichtigt werden. Die verbesserte Werkzeugstabilität ermög-licht somit deutliche Steigerungen in der Bearbeitungsqualität und Produk-tivität sowie eine effektive Zwei- bzw. Mehrschneidigkeit. Christian Molch, Geschäfts-führer bei MAPAL WWS, sagt dazu: „Diese von MAPAL und LA-SERPLUSS entwickelte LaserTech-nologie eignet sich hervorra-gend dafür, komple-xe, sehr filigrane Geometrien bei Außen-bearbei-tungswerk-zeugen zu erzeugen. Das Ver-
LASE
R-T
ECH
NO
LOG
IE
Bild aus der Ferti-gung – Schneiden-bearbeitung auf dem RayCutter®.
Seite 15 | MAPAL Impulse
Produktivität und Qualität deutlich gesteigert
Kundennutzen
– Hohe Prozesssicherheit– Tiefe Axialeinstiche möglich– Deutlich höhere Schnittwerte
fahren arbeitet berührungslos, und geometrisch gibt es praktisch keine Einschränkungen. Damit ist MAPAL auch auf dem Gebiet der komplexen PKD-Außenbearbeitungswerkzeuge technologisch führend.“
Taktzeit um 23 % reduziert
Im Serieneinsatz beim Kunden wurden die Potenziale der neuen Werkzeug-generation bestätigt. Das Bauteil zeigt nach der Bearbeitung eine sehr gute, ratterfreie Oberfläche sowie eine hohe Geometrietreue, und das bei deutlich erhöhten Arbeitswerten (n = 8.500 min-1, fz = 0,16 mm). Der Kunde hat mehrere positive Effekte durch den Einsatz des MAPAL PKD-Außenbe-arbeitungswerkzeugs. Er spart Hand-lingskosten, da das komplizierte und auf-
wändige Einstellen entfällt. Das Monoblock-Werkzeug ist darüber hinaus in der Anschaffung fast 50 % günstiger als das Wettbewerbswerk-zeug. Alles entscheidend aber ist das Erreichen höchster Durchmesser- und Längentoleranzen sowie Oberflächen-güten bei höheren Schnittwerten. Da-durch gelingt eine Taktzeitreduzierung von 23 %.
Sehr tiefe axiale Einstiche möglich
In einem weiteren Anwendungsbei-spiel werden auf einem Bearbeitungs-zentrum sehr tiefe Axialeinstiche gefertigt.
Ursprünglich wurde die Bearbei-tung mit Einstechwerkzeugen mit geklemmten Hartmetall-Schneiden durchgeführt. Der zuständige MA-PAL Außendienstmitarbeiter und die Spezialisten in Pforzheim haben für die Bearbeitung Einstechwerkzeuge mit gelaserten Schneiden für die Vor- und Fertigbearbeitung entwickelt. Die Vorbearbeitung wird mit einem zweischneidigen Werkzeug ins Volle durchgeführt – mit beeeindruckenden Schnittdaten: n = 6.000 min-1, fz = 0,05 mm und 300 mm/min Vorschub-geschwindigkeit. Das Werkzeug für die Fertigbearbeitung ist einschneidig ausgeführt und bearbeitet das Werk-stück mit einer Drehzahl von 8.000 min-1, 0,1 mm Zahnvorschub und einer Vorschubgeschwindigkeit von 800 mm/min.
– Hohe Prozesssicherheit– Tiefe Axialeinstiche möglich– Deutlich höhere Schnittwerte
Taktzeit um 23 % reduziert
Im Serieneinsatz beim Kunden wurden die Potenziale der neuen Werkzeuggeneration bestätigt. Das Bauteil zeigt nach der Bearbeitung eine sehr gute, ratterfreie Oberfläche sowie eine hohe
INFODie LASERPLUSS AG in Kirschweiler bei Idar-Oberstein hat sich auf die Herstellung von La-seranlagen für Präzisionsanwendungen zum Schneiden von Metallen und Hartsto£en, Be-schriften und Gravieren sämtlicher Materialien und Schweißen von Kunststo£en spezialisiert. Das 1997 gegründete Unternehmen mit Dipl.-Ing. Werner Schulz an der Spitze gehört seit 2009 zur MAPAL Gruppe.
Bild oben: Wirtschaftliche Außenbearbeitung mit PKD-Werkzeugen von MAPAL.Bild unten: Bearbeitete Anschlusskontur an einem Musterbauteil.
Die RayCutter® 5-Achs-CNC-Laserbearbeitungsma-schine der LASERPLUSS AG.
Seite 16 | MAPAL Impulse
A B S O L U T P R Ä Z I S I O N
Einstellgerät UNISET-V vision – entwickelt für Komplettlösungen
Messen und Einstellen von Komplettbearbeitungswerkzeugen
Die Planung neuer Projekte ist zeitintensiv und teuer. Immer mehr Kunden nutzen daher das umfassende Angebot von MAPAL, die komplette Bauteilauslegung und Lieferung aller Komponenten zu übernehmen. Denn neben den technologisch führenden und hochproduktiven Werkzeugen bietet MAPAL das komplette Know-how rund um die Zerspanung. Das beinhaltet sowohl maßgeschneiderte Dienstleistungen als auch hochpräzise Peripheriegeräte zum Einstellen und Messen der Werkzeuge.
Prozesssicherheit und Bauteilqualität durch exaktes Messen
Bei der Werkzeugauslegung für die Komplettbearbeitung spielen Feinbe-arbeitungswerkzeuge eine entschei-dende Rolle. Da es sich häufig um den letzten Fertigungsschritt handelt, müssen alle Toleranzanforderungen an das Bauteil hinsichtlich Oberflächen-güte, Maß-, Form- und Lagegenau-igkeit prozesssicher erreicht werden. Als Spezialist für die Feinbearbeitung setzt MAPAL auf leistengeführte und µ-genau einstellbare Feinbohrwerk-zeuge. Mit diesen Werkzeugen können engste Toleranzen erreicht werden. Durch die vorhandenen Einstellmög-lichkeiten am Werkzeug kann auf Besonderheiten des Werkstückmateri-als oder der Maschine flexibel reagiert werden. Das exakte Messen und Einstellen dieser Werkzeuge ist dabei Voraussetzung für eine hohe Prozess-sicherheit und Bauteilqualität. Erreicht wird dies durch ein präzises Mess- und Einstellgerät, das in die Prozesskette integriert wird.
Höchste Messgenauigkeit mit UNISET-V vision Für eine wirtschaftliche Serienpro-duktion ist es besonders wichtig, dass Werkzeuge in höchster Präzision schnell und rational gemessen und eingestellt werden können, um eine ständige Verfügbarkeit am Bear-beitungszentrum zu gewährleisten und Stillstandszeiten zu vermeiden. Am Beispiel eines Komplettbear-beitungsprozesses von Kupplungs- und Getriebegehäusen wird dies deutlich. Die optimale Bearbeitung der oft dünnwandigen und großen Aluminium-Guss Bauteile erfordert umfangreiches Know-how bei der Werkzeugauslegung. Insbesondere die Wellenlagerbohrungen haben hohe Anforderungen an Form-, Lage- und Oberflächengüte sowie Durchmesser. Die Lösung sind komplexe, mehrstufi-ge Kombinationswerkzeuge, die neben der hohen Genauigkeit die Bearbei-tungszeiten deutlich reduzieren. Neben fest gelöteten PKD-Aufbohrwerkzeu-gen sind dies Werkzeuge mit einstell-baren Schneiden und Führungsleisten, sowie Planmesserköpfe mit einstell-baren PKD-Fräseinsätzen für die Finish-Bearbeitung von Dichtflächen. Zum µ-genauen Einstellen der Werk-zeuge hat MAPAL mit der Gerätese-rie UNISET-V ein CNC-gesteuertes Einstellgerät entwickelt, das durch die Kombination aus taktilen und optischen Messverfahren perfekt auf die Anforderungen dieser Werkzeuge ausgelegt sind.
Taktiles Messverfahren zum Einstellen leistengeführter Feinbohrwerkzeuge
Das vertikale Einstellgerät UNISET-V vision ist mit elektronischen Messtas-tern ausgestattet, die es ermöglichen leistengeführte Feinbohrwerkzeuge auf 1 µm genau einzustellen. In Abhän-gigkeit der Position von Führungsleis-ten und Schneide wird entweder die Überstandsmessung oder die Schwing-bügelmessung angewendet. Sobald der Messablauf für ein Werkzeug über die Teach-in Programmierung im Gerät einmalig definiert und gespeichert wurde, erfolgt das zukünftige Vermes-sen des Werkzeugs automatisiert über die CNC-Steuerung. Besonders bei komplexen und mehrstufigen Werk-zeugen für die Wellenlagerbohrungen können so die Nebenzeiten im Mess-raum deutlich reduziert werden.
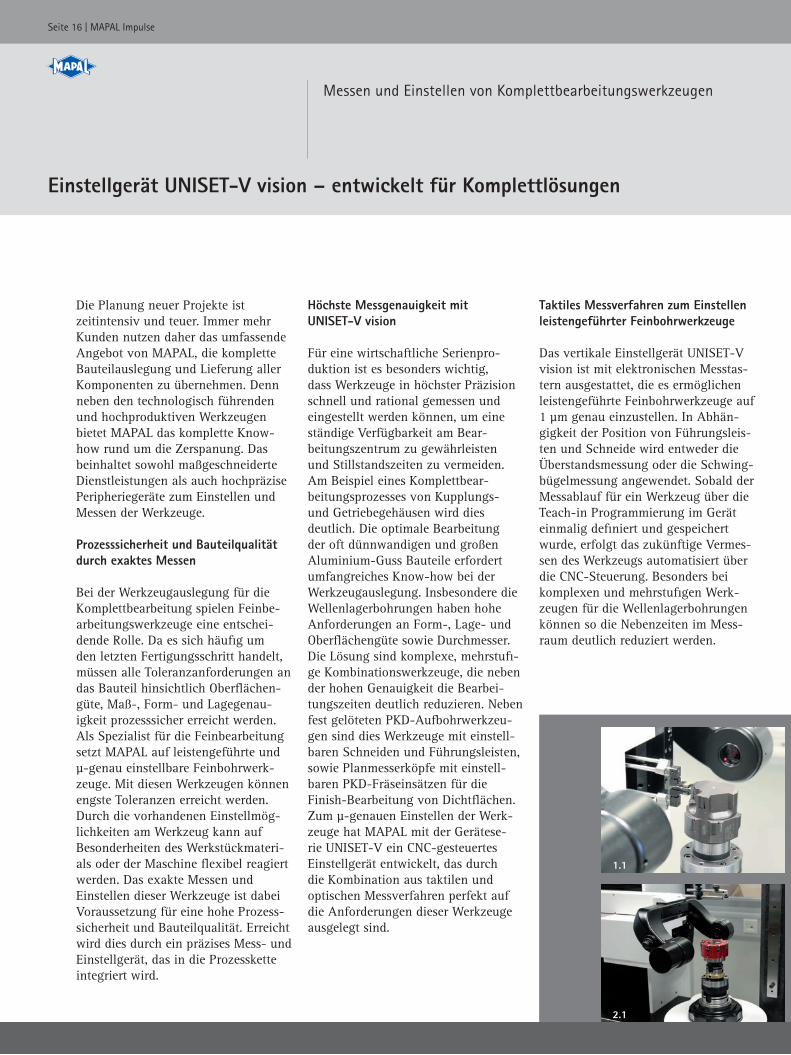
1.1
2.1
Seite 17 | MAPAL Impulse
Kundennutzen
– Universelles Einstell- und Messgerät für herstellerunabhängige Werkzeugkonzepte– Vollautomatische Messabläufe durch CNC-Steuerung– Höchste Genauigkeit durch grundsoliden mechanischen Aufbau
Hochmodernes Kamerasystem zur optischen Messung
PKD-Planmesserköpfe der EcoMill Serie sind anspruchsvolle und effizi-ente Werkzeuge. Voraussetzung für ihren prozesssicheren Einsatz und lange Standzeiten sind Schneiden, die sich in definierten Toleranzen bewegen. Für die Finish-Bearbeitung kommen PKD-Planmesserköpfe zum Einsatz, die eine exakte und effektive Einstellung des Planlaufs aller Schnei-den erforderlich machen. Mit dem UNISET-V vision wird vollautoma-tisiert jede PKD-Kassette des Plan-messerkopfs angefahren und mit dem optischen Kamerasystem vermessen. Bei Bedarf kann dann der Planlauf am Justierelement des Fräsers einfach und schnell korrigiert werden. Parallel wird
der Einstellvorgang optisch auf dem Monitor mit Touchscreen-Funktion des UNISET-V vision überwacht.Mit der optischen Messeinrichtung werden zudem alle weiteren am Kom-plettbearbeitungsprozess beteiligten Werkzeuge vermessen. Alle relevanten Messdaten wie zum Beispiel Werk-zeuglängen oder Durchmesser kön-nen mit dem UNISET-V vision dem Werkzeug zugeordnet werden. Entwe-der werden die Messdaten via Baluff-Chip direkt im Werkzeug gespeichert, oder durch Bekleben eines gedruckten Labels direkt am Werkzeugkörper angebracht. Bei beiden Verfahren wird sichergestellt, dass beim Einsatz der Werkzeuge auf dem Bearbeitungszen-trum keine zeitaufwändigen Korrektu-ren notwendig werden.
Ein einziges Einstellgerät für alle An-forderungen
Die unterschiedlichen Messverfahren für verschiedenste Werkzeugsysteme, die hohe Präzision durch den soliden mechanischen Grundaufbau und die CNC-gesteuerte Elektronik machen das UNISET-V vision zum Alleskönner im Werkzeugeinstellraum. Insbesondere bei Werkzeugen für die Komplett-bearbeitung sorgt das UNISET-V vision durch die hohe Flexibilität und das einfache Handling für echte Produktivitätsvorteile und ist daher ein nicht wegzudenkender Bestandteil in der gesamten Prozesskette.
1.1 | Bei der Überstandsmessung zum Einstellen leistengeführter Feinbohrwerkzeuge werden die Messtaster zunächst auf die Position der Führungsleisten angefahren und der Messbereich wird auf null gesetzt. Anschließend werden die justierbaren Schneiden angefahren und an der höchsten Stelle wird der Messbereich erneut genullt. Durch den geringen Anpressdruck beim Anfahren auf die Schneide und der reduzierten Messkraft können auch empfindliche PKD-bestückte Schneidplatten sicher und ohne die Gefahr von Beschädigungen vermessen werden.
1.2 | Der Bediener stellt nun die definierten Nennmaße wie Überstand der Schneide zur Füh-rungsleiste und Werkzeugdurchmesser ein.
2.1 | Optisches Vermessen eines PKD-Planmes-serkopfes der EcoMill Serie.
2.2 | Einstellen des Planlaufs am Justierelement des Fräsers.
Vertikales Einstellgerät UNISET-V vision.
Das UNISET-V vision ermöglicht das Einstellen und Messen aller Werk-zeugkonzepte, die zur Komplett-bearbeitung von Kupplungs- und Ge-triebegehäusen eingesetzt werden.
1.2
2.2
Seite 18 | MAPAL Impulse
Optimierungspotenziale in der spanenden Fertigung erkennen
und nutzen – Produktivitätssteigerung durch maßgeschneiderte
Werkzeuglösungen
A B S O L U T P R Ä Z I S I O N
Bearbeitung von Dialysegeräten signifikant optimiert
Mannlosen Werkzeugmaschinen-betrieb gesichert, Bearbeitungszeit halbiert, Werkzeugstandzeit um das 20fache gesteigert, Oberflächenquali-tät sichtbar verbessert – das sind nur einige der beeindruckenden Ergebnisse der jüngsten Prozessoptimierungen in der spanenden Fertigung von Fresenius Medical Care am Standort Schweinfurt. Seit 1979 entwickelt und fertigt das Unternehmen in der unterfränkischen Industriestadt mit großem Erfolg Dialysemaschinen für den internationalen Markt. Mehr als 40.000 Systeme verlassen jährlich das Werk, das sich im internationalen Wettbewerb durch effektives Arbeiten und klare Arbeitsabläufe behauptet. Strategie von Fresenius Medical Care ist es dabei, sich hinsichtlich der Qualität der Dialyseprodukte und den Fertigungskosten von den Mitbewer-bern abzuheben.
Für die Umsetzung dieser Ziele setzt der weltweit führende Hersteller von Dialysegeräten in der spanenden Fertigung seit dem Jahr 2000 auf das Know-how und die Werkzeuge von MAPAL. „In enger Zusammenarbeit ist es uns in den zurückliegenden Monaten wiederholt gelungen, Pro-duktionsabläufe weiter zu straffen, Werkzeugkosten zu senken und Quali-tätsverbesserungen zu erreichen“, be-richtet Ludwig Schmittlein, der bei der Fresenius Medical Care Deutschland GmbH für den Technischen Support Fräsen in der spanenden Fertigung verantwortlich ist.
Prozessoptimierung ermöglicht mann-lose Fertigung
So kann ein aus Polypropylen beste-
hender ‚Multiblock‘ nach einer Werk-zeugumstellung nun auch mannlos und damit rund um die Uhr gefertigt werden. Vor der Umstellung wurden die notwendigen Sacklöcher für diese Baugruppe in drei Schritten realisiert: Wegen des großen Durchmessers von 42 mm wurde erst mit einem Stan-dard-Bohrer vorgebohrt, die Bohrung dann aufgebohrt und anschließend mit einem Fräser auf das Maß bearbeitet. „Dieses Vorgehen hatte den Nachteil, dass beim Aufbohren lange Bohrspäne anfielen, die zum einen die Werkzeug-maschine verdreckten und zum ande-ren sehr viel Platz im Spanauffang-behälter in Anspruch nahmen. Beides zusammen verhinderte einen mann-losen Betrieb über Nacht“, beschreibt Benedikt Hetterich, Leiter des Bereichs Fräsen und der Qualitätssicherung in der Spanenden Fertigung von Freseni-us, die Ausgangssituation. Da der Maschinenaufbau ein Fräsen aus dem Vollen mechanisch nicht zuließ, schlugen die MAPAL Ingenieure mit Blick auf die Erfahrungen bei anderen Anwendern als Lösung einen Hartmetall-Wechselkopf-Bohrer TTD mit 180° Geometrie und einen PKD-bestückten Fräser vor, mit dem das Sackloch nach dem Bohren in einer Helix auszirkuliert wird. „Wir arbeiten damit seit ca. einem Jahr sehr erfolgreich“, freut sich Ludwig Schmittlein. „Die Späne sind platzsparend klein, das Aufbohren entfällt kom-plett und der Fräser kann mit einem viel höheren Vorschub arbeiten, sodass wir mannlos und zudem schneller arbeiten können als vorher.“
Auch ein weiteres Optimierungsprojekt jüngeren Datums stand bei Fresenius ganz im Zeichen der Durchsatzsteige-rung: Der ebenfalls aus einem Poly-propylenblock hergestellte „Filter-block“ für das Therapie System 4008 von Fresenius muss mit einem 91 mm tiefen Sackloch versehen werden. Allerdings ist dieses nicht geradwan-dig, sondern verjüngt sich mit 1 Grad nach unten, weist am Übergang vom geraden Lochboden zur Seitenwand einen Radius auf und besitzt zur Öff-nung hin einen geraden Teil. Wie beim Multifunktionsblock kamen hier zum Vor- und Aufbohren bis vor kurzem Standard-Bohrer zum Einsatz. Von einem CAD-Programm gesteuert wur-de dann die 1°-Schräge mit 0,2 mm Schnitttiefe mit einem Radienfräser abgezeilt. Alleine dieser Vorgang dauerte 30 Minuten und es konnte zu Übergangsmarkierungen und Rillen in der Oberfläche kommen. „Mit der in enger Abstimmung mit uns durch die
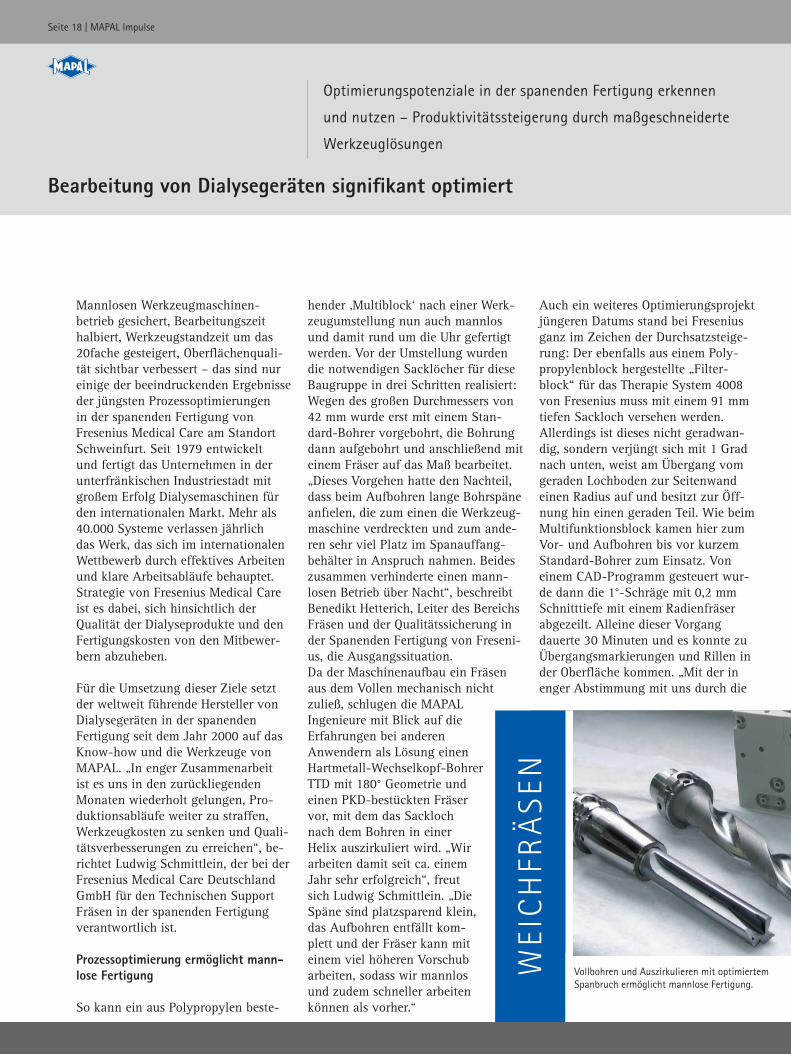
Vollbohren und Auszirkulieren mit optimiertem Spanbruch ermöglicht mannlose Fertigung.
MAPAL Fachleute entwickelten Alter-native benötigen wir dafür inzwischen gerade einmal 16 Minuten für die komplette Bearbeitung des Bauteils“, berichtet Ludwig Schmittlein nicht ohne Stolz.
Die Kammeröffnung des Filterblocks wird nunmehr mit einem Wechsel-kopf-Bohrer TTD in Sonderausführung in einem Schritt gebohrt. Der Boh-rer ist in der MEGA-180° Geometrie ausgeführt, die die Bearbeitung eines ebenen Bohrungsgrundes von Bohrun-gen in einem Arbeitsgang ermöglicht. Die Kontur wird dann mit einem kun-denspezifischen Hartmetall-Formfräser mit einer Zustellung gefräst. „Damit haben wir auch in diesem Anwen-dungsfall mit den neuen Werkzeugen kurze Späne, eine hohe Oberflächen-güte und fließende Übergänge erzielt“, fügt Benedikt Hetterich ergänzend an. Darüber hinaus profitiert Fresenius von längeren Werkzeugstandzeiten,
wie sein Kollege betont: „Während wir mit einem Eckenradiusfräser ca. 600 Teile produzieren konnten, haben wir jetzt bereits die Marke 1.500 über-schritten und müssen den Wechselkopf trotzdem noch nicht tauschen.“
Eine noch deutlichere Steigerung der Standzeiten konnte Fresenius durch die Werkzeugoptimierung im Falle eines Bauteils aus Polypropylen mit 30 % Glasfaseranteil erreichen: Vor dem Wechsel wurde ein Einstich mit Hilfe eines konventionellen VHM-Zirkularfräsers erzeugt. „Das Werkzeug ist zwar günstig in der Anschaffung, musste jedoch bereits nach 600 Teilen wegen Verschleißes ausgetauscht werden“, blickt Benedikt Hetterich zurück. „Seit zwei Jahren verwenden wir stattdessen einen Zirkularfräser mit PKD-Schneidstoff, der knapp das Dreifache kostet, dafür aber mindes-tens 16.000 Teile übersteht!“ Bei einer jährlichen Ausstoßmenge von 36.000
Stück bedeutet das alleine bei den Werkzeugkosten jedes Jahr Einsparun-gen von knapp 6.000 Euro.Doch damit nicht genug. In part-nerschaftlicher Kooperation mit den Werkzeugspezialisten von MAPAL konnten die verantwortlichen Frese-nius-Mitarbeiter in den vergangenen Jahren an vielen Stellen noch weitere ähnliche Verbesse-rungen erreichen. „Wir sind mit der Betreuung durch MAPAL und der Qualität der Werk-zeuge daher einfach rundum glücklich“, sind sich Bene-dikt Hetterich und Ludwig Schmittlein denn auch einig.
Dialysegerät
Seite 20 | MAPAL Impulse
Komplettbearbeitung mit minimaler Anzahl an Werkzeugen
und minimaler Anzahl unterschiedlicher Wendeschneidplatten.
A B S O L U T P R Ä Z I S I O N
Komplettbearbeitung von Wasserpumpengehäusen
In Polen ist MAPAL seit 2002 mit einer eigenen Niederlassung vertre-ten. Das Team um Geschäftsführer Aleksander Zielonka besteht aus 27 Mitarbeitern in Vertrieb und Service. Die umfassende Betreuung der Kunden vor Ort mit technologisch führenden Werkzeuglösungen ist die Prämisse der MAPAL Narzedzia Precyzyjne Spółka z.O.O.. Dabei steht eine partnerschaft-liche Zusammenarbeit mit Kunden und Maschinenherstellern im Fokus. Ein Beispiel dafür ist ein Ende 2012 realisiertes Projekt.
1868 wurde die Leszczyn ska Fabryka Pomp (LFP) gegründet. Die Privati-sierung des Unternehmens und eine neue strategische Ausrichtung rückte den Fokus auf die Entwicklungsak-tivitäten. Heute ist LFP in Polen der führende Hersteller von Pumpen und Pumpensystemen, und weltweit einer der modernsten Hersteller von Guss-bauteilen.
SW (Schwäbische Werkzeugmaschinen GmbH) als ein wichtiger technologi-scher Partner von MAPAL hatte bei LFP die Tür geöffnet. So konnten be-reits in der Vergangenheit einige klei-nere Werkzeuglieferungen stattfinden, die die professionelle Betreuung und die Qualität der Werkzeuge belegten.
Weniger Werkzeuge für höhere Pro-duktivität
2012 wurde die SW von LFP beauf-tragt, für die Bearbeitung neuer Refe-renzen von Wasserpumpengehäusen aus EN-GJL250 die Maschine und die Vorrichtung zu liefern. Der Maschi-nenhersteller schlug wiederum MAPAL
Polen als geeigneten Werkzeug- und Technologiepartner vor, um die Vorga-ben des Kunden zu erfüllen: Kom-plettbearbeitung mit einer minimalen Anzahl an Werkzeugen und einer minimalen Anzahl an unterschiedli-chen Wendeschneidplatten.
Robert Adamczak, Direktor Technik und Innovation bei LFP, beschreibt die Zusammenarbeit als sehr gut und reibungslos: „Die Wasserpumpenge-häuse werden auf einem SW BA600-2 Bearbeitungszentrum mit MAPAL Werkzeugtechnologie bearbeitet. Unsere Vorgaben an eine geringere Werkzeuganzahl sowie eine niedrigere Taktzeit im Vergleich zum Wettbewerb wurden von der MAPAL Lösung per-fekt erfüllt. Auch in der Umsetzungs-phase kamen wir deutlich schneller und problemloser zum Ziel.“
Neueste Werkzeugtechnologie im Einsatz
Die Werkzeugtechnologie für die Pum-pengehäuse entstand aus einer Zusam-menarbeit von Robert Adamczak und Piotr Nowacki (Projektleiter) seitens LFP, Lukasz Barteczka, Projektingeni-eur im technischen Vertrieb bei SW, und dem MAPAL Team, bestehend aus Gebietsverkaufsleiter Piotr Jadrzyk, Außendienstleiter Marcin Wawrzon-kowski und Martin Rottenbiller, der im Stammhaus in Aalen die Aktivitäten koordinierte. Das Projekt zeichnet sich durch folgende Highlights aus:Die Vorbearbeitung der Hauptbohrung der Wasserpumpengehäuse erfolgt mit zwei mehrstufigen ISO-Aufbohrwerk-zeugen in Tangentialtechnologie. Bei ähnlichen Projekten bei LFP kamen
dafür drei Werkzeuge zum Einsatz. Zu dieser Einsparung an Werkzeugen kommt hinzu, dass die Bearbeitung mit den MAPAL Werkzeugen deutlich schneller ist. Mit einer Schnittge-schwindigkeit von 120 m/min und einem Zahnvorschub von 0,2 mm nimmt die Vorbearbeitung weitaus weniger Zeit in Anspruch als prog-nostiziert. Für die Hauptbohrung sind eine Rundheit von 0,05 mm und eine Koaxialität von 0,025 mm gefordert. Daher erfolgt die Fertigbearbeitung mit einem mehrstufigen Feinbohr-werkzeug mit Führungsleisten mit ei-ner Drehzahl von 540 min-1 und einem Vorschub von 0,15 mm/U. So können die Qualitätsvorga-ben prozesssicher erfüllt und alle Stufen der Hauptbohrung gleichzeitig bearbeitet werden. Bei den zuvor bei LFP einge-setzten ISO-Bohrstangen traten häufig Probleme in der Ko-axialität der einzelnen Stufen zueinander auf.
Außeneinstich wird interpoliert
Für die Bearbeitung eines Außeneinstichs wird das In-terpolationsdrehverfahren ein-gesetzt. Niedrigere Werkzeug-kosten bei gleichzeitig höherer Werkstückqualität waren die ausschlaggebenden Argumente für diese Bearbeitungstechno-logie. Die eingesetzte Maschine von SW ist aufgrund ihrer Dynamik und Steifigkeit für das Interpolationsdrehen sehr gut geeignet. K
Auch die Forderung von LFP nach einer Minimierung und Vereinheit-lichung der eingesetzten Schneid-platten konnte MAPAL erfüllen: Für alle Werkstückvarianten werden die gleichen Wendeschneidplatten ver-wendet, sodass sich die Lagerhaltung auf nur wenige verschiedene Typen beschränkt. Für unterschiedliche Bohrungsabmessungen der Varianten stehen verschiedene Werkzeuggrund-körper zur Verfügung. Ein im Aufbau befindliches Abruflager bei MAPAL in Poznan für die benötigten Wen-
deschneidplatten soll noch weiteres Optimierungspotenzial freisetzen.
Projektrealisierung in Rekordzeit
Durch die reibungslose Zusammenar-beit der beteiligten Partner wurde die Bearbeitung bereits nach einer Woche abgenommen, was gewöhnlich bis zu zwei Monate dauert. Die Produk-tion konnte daher früher als geplant aufgenommen werden. Grund genug
für LFP, bei künftigen Projekten wie-der auf MAPAL zu setzen, wie Piotr Nowacki, Haupttechnologe bei LFP, bestätigt: „Unsere Entscheidung, die MAPAL Technologie einzusetzen, war definitiv richtig. Wir sind überzeugt, dass die Zusammenarbeit auch bei künftigen Projekten viele technische und wirtschaftliche Vorteile für eine effiziente Produktion mit sich bringen wird.“
Eine partnerschaftliche Zusammenarbeit (v.l.n.r.): Piotr Nowacki (LFP Haupttechnologe), Łukasz Bar-teczka (Projektingenieur bei SW) und Piotr Jądrzyk (zuständiger Außendienstmitarbeiter von MAPAL Polen).
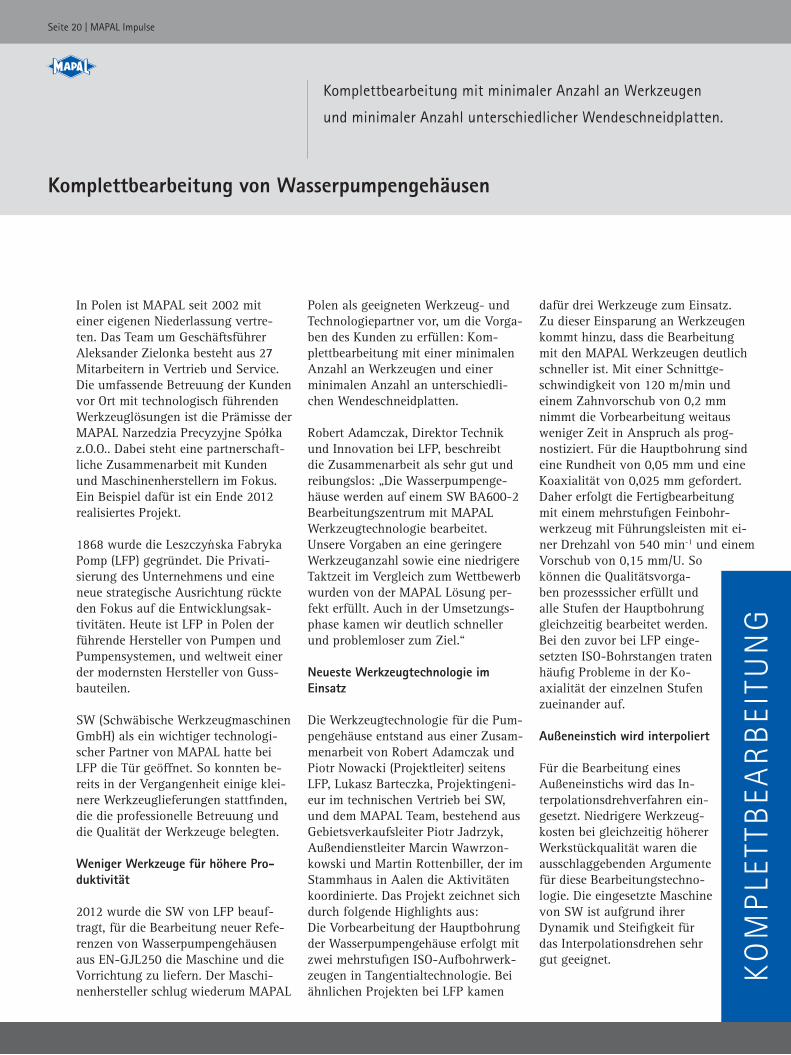
Vorbearbeitung der Hauptbohrung mit einem Kombinationswerkzeug mit ISO-Wendeschneidplatten.
Die Fertigbearbeitung erfolgt mit einem mehrstufigen Führungsleis-tenwerkzeug.
Ihr Ansprechpartner vor Ort in Polen:
Alexander Zielonka | [email protected] Interpolationsdrehen wird für die Herstellung eines Außeneinstichs verwendet.
KO
MPL
ETTB
EAR
BEI
TUN
G
Seite 22 | MAPAL Impulse
A B S O L U T P R Ä Z I S I O N
Bearbeitung des Sigma-Motors in Taubaté erfolgreich durch
moderne Werkzeugtechnologie und enge Zusammenarbeit
Weltweite Zusammenarbeit für optimale Prozesse – MAPAL und Ford
Der Produktionsstandort Tauba-té der Ford Motor Company wurde 1974 gegründet und gilt in Brasilien als Vorreiter in der Produktion von Motoren, Getrieben und anderen Automotive-Bauteilen. Ford Taubaté produziert pro Jahr 430.000 Motoren und 500.000 Getriebe. Dabei kom-men modernste Produktionsprozesse für die Bearbeitung und die Montage des Gussteils zum Einsatz. Im Januar diesen Jahres konnte Ford Taubaté zwei große Meilensteine erreichen: die Gesamtproduktionszahl der Motoren überschritt die fünf Millionen, die der Getriebe die vier Millionen Grenze.
Im Dezember 2009 wurde bei Ford eine neue Baureihe von Sigma Mo-toren eingeführt. Diese innovative Motorengeneration wurde entwickelt, um global als Plattform zu dienen. Als leicht, langlebig, wirtschaftlich, mit niedrigen Lärmaufkommen und emis-sionsarm beschreibt Ford den Sigma Motor, der in Deutschland, England, Rumänien und Brasilien produziert wird. Für die neue Motorenfertigung wurden in Taubaté 600 Millionen US-Dollar investiert. Die Produktionska-pazität an Motoren konnte so verdop-pelt werden.
Zusammenarbeit auf globaler Ebene
Ford trat mit der Aufgabe an MAPAL heran, den Bearbeitungsprozess für den Sigma Motor auszulegen, den ersten Motor, bei dem Motorblock, Zylinderkopf und Getriebegehäuse aus Aluminium sind. Um die Anforderun-
gen an den Bearbeitungsprozess opti-mal zu erfüllen und an allen Produk-tionsstandorten dieselbe Technologie zu gewährleisten, arbeiteten mehrere MAPAL Standorte weltweit zusammen. MAPAL England war für das Enginee-ring und die Gesamtkoordination des Projekts verantwortlich. Die Werkzeu-ge wurden in Aalen und den deut-schen Kompetenzzentren entwickelt und im Versuchszentrum getestet und eingefahren. Für die Produktion in Brasilien ist João Paulo Souza ständig vor Ort in Taubaté und zusammen mit dem Team um Technical Manager Ro-gerio Rodrigues für den reibungslosen Ablauf zuständig. Für das Einfahren beim Maschinenhersteller war Duilio Dalla Rosa zuständig, der heute den Sigma Camaçari Industrial Complex in Camaçari betreut. Ford Taubaté hatte bereits 2008 mit MAPAL do Brazil eine Partnerschaft geschlossen, die die Lieferung von technologisch führen-den Werkzeugen sowie Optimierungs-Dienstleistungen in der Produktion von Ford beinhaltete.
Am Beispiel des Sigma-Motors wird deutlich, dass vor Ort noch erhebliches Potenzial erschlossen werden kann, um die Produktion wirtschaftlicher und sicherer zu machen. Nachfolgend werden einige Highlights aus dem Projekt Sigma in Taubaté vorgestellt.
Kosten halbiert bei der Bearbeitung der Zylinderbohrungen
Bei der Bearbeitung der Guss-Zylinderbohrungen konnten die Bearbeitungskosten durch einen kontinuierlichen Verbesserungs- und Optimierungsprozess um mehr als 50 % reduziert werden. Für die Bearbeitung wurde ursprünglich ein sechsschneidiges Werkzeug mit PcBN-Schneiden eingesetzt. Das Stand-zeitende war nach 250 Bauteilen pro Schneidkante erreicht. Die Spezialisten von MAPAL do Brazil konnten im Zuge von Optimierungsmaßnahmen die Schneidenanzahl im Werkzeug reduzieren und dabei gleichzeitig die Standzeit verdreifachen. Die Zykluszeit ist mit den heutigen Arbeitswerten (n = 2.400 min-1 und vc = 583 m/min, vf = 1.296 mm/min) unverändert geblieben.
Mehr Zähne bringen höhere Fräsgeschwindigkeit und bessere Standzeit
Die Dichtflächen zwischen Motor-block und Zylinderkopf werden mit einem EcoFeed Planfräser mit Durchmesser 250 mm und 36 Zähnen bearbeitet. Die EcoFeed Planfräser sind mit Einweg-Frä-seinsätzen ausgestattet und weisen so einen deutlich reduzierten Lo-gistikaufwand beim Handling auf. Perfekte Oberflächengüten erreicht der EcoFeed durch eine exakte Positionierung der Fräseinsätze im Grundkörper und die feinfühlige
Seite 23 | MAPAL Impulse
Kundennutzen
– Länderübergreifende Projektabwicklung– Tiefes Know-how vor Ort für optimierte Prozesse– Kostenreduktion um mehr als 50 %
Das Team von MAPAL do Brazil von links nach rechts: Technical Manager Rogerio Rodrigues, Duilio Dalla Rosa, Geschäftsführer Sidney Pimen-ta Paiva und Mairon Cezar aus dem Engineering Team sowie João Paulo Souza, den im Werk Taubaté verantwortlichen Ingenieur.
Keiljustierung der Schneiden. In der Oberflächenbearbeitung bei Ford Tau-baté konnten Optimierungen vor Ort die Performance des EcoFeed erheb-lich verbessern. Während ursprüng-lich 8.500 Motorblöcke und 3.700 Zylinderköpfe mit je einem Werkzeug bearbeitet werden konnten, sind die Standzeiten heute noch eindrucksvol-ler: Ein EcoFeed Planfräser bearbei-tet 25.000 Motorblöcke und 15.000 Zylinderköpfe mit einer Schnittge-schwindigkeit von 3.000 m/min und einer Vorschubgeschwindigkeit von 11.000 mm/min.
Im Team erfolgreich
Die erfolgreiche Zusammenarbeit mit Ford zeigt, dass MAPAL weltweit mit Know-how, Einsatz und einem Team an Spezialisten für die Kunden zur Verfügung steht. In der heutigen Zeit, in der Projekte oft länderübergrei-fend stattfinden, ist es unerlässlich, in allen Märkten dasselbe Produkt- und Engineering-Know-how bieten zu können. Mit Niederlassungen in 21 Ländern, einem kontinuierlichen Wissensaustausch auf allen Ebenen und dem Fokus auf einer engen und
vertrauensvollen Beziehung zu den Kunden ist MAPAL ein prädestinierter, zuverlässiger Partner.
fend stattfinden, ist es unerlässlich, in allen Märkten dasselbe Produkt- und Engineering-Know-how bieten zu können. Mit Niederlassungen in 21 Ländern, einem kontinuierlichen Wissensaustausch auf allen Ebenen und dem Fokus auf einer engen und
Werkzeug zur Bearbeitung von Ventilsitz- und Ventilführung.Deutlich erhöhte Wirtschaftlichkeit in der Bearbeitung der Planflächen von Motorblock und Zylinderkopf – der EcoFeed.Die Motorenfertigung bei Ford Taubaté.
8.500
25.000
3.700
15.000
Bearbeitung Motorblöcke:
Bearbeitung Zylinderköpfe:
bisher:
neu:
bisher:
neu:
3-fache Standzeit
IMP5
1-D-
01-1
40-0
513-
WD
Ged
ruck
t in
Deu
tsch
land
. Änd
erun
gen
der t
echn
isch
en D
aten
vor
beha
lten.
Verantwortlich für den Inhalt:Andreas Enzenbach
Redaktion: A. Enzenbach , O. Munz, S. Raab, K. Rehor, S. Schmick