

KÜNFTIGE MÖGLICHKEITEN SCHNELLER LCM-PROZESSE
MATERIALIEN, KENNWERTE UND PROZESSE
Prof. Dr.-Ing. G. ZiegmannInstitut für Polymerwerkstoffe und Kunststofftechnik
DLR Wissenschaftstag 2011Stade, 29. September 2011

Prof. Dr.-Ing. G. ZiegmannInstitut für Polymerwerkstoffe und Kunststofftechnik 2Künftige Möglichkeiten schneller LCM-Prozesse
Projektrahmen 5,5 Millionen €
Projektvolumen (EFRE / MWK Niedersachsen)
10 Promotionsstellen Projektlaufzeit bis
31.10.2014
CFK Nord Stade Airbus (CTC)DLRIFAM
Clausthal-ZellerfeldTU Clausthal
Niedersachsen
HannoverLeibniz Universität Hannover
BraunschweigTU Braunschweig

Prof. Dr.-Ing. G. ZiegmannInstitut für Polymerwerkstoffe und Kunststofftechnik 3Künftige Möglichkeiten schneller LCM-Prozesse
Eingliederung in die Forschungslandschaft
Hochschulforschung
Quelle: CTC Stade
OEM
CFK Nord Stade
Anwendungs-orientierte
Vorlaufforschung
Serienfertigung RecyclingSerien-reifmachung
HP CFK

Prof. Dr.-Ing. G. ZiegmannInstitut für Polymerwerkstoffe und Kunststofftechnik 4Künftige Möglichkeiten schneller LCM-Prozesse
Projektorganisation
1.1 1.2 1.3
2.1 2.2 2.3
3.1 3.2 3.3
4TP 1: Bauweisen
TP 2: Werkstoffe und Prozesse
TP 3: Fertigungs- und Automatisierungstechnik
Projektleitung
Lenkungskreis Professorenrunde
IFW
PuK
IFL
IFW
PuK
IFL
IFW
PuK
IFL
IFW
IFW
PuK
IFL
IFW
PuK
IFL
IFWMWK
PAG
Airbus/CTC

Prof. Dr.-Ing. G. ZiegmannInstitut für Polymerwerkstoffe und Kunststofftechnik 5Künftige Möglichkeiten schneller LCM-Prozesse
Bauweisen und Strukturen: IFL, TU Braunschweig
TP 1 Optimierung innovativer CFK-Bauweisen aus fertigungstechnischer Sicht unter Beachtung strukturmechanischer Kriterien
Werkstoffe und Prozesse: PuK, TU Clausthal
TP 2 Neue Lösungsansätze für Werkstoffsysteme und serientaugliche Prozesse/Prozessketten für komplexe, hoch beanspruchte Strukturen
Anlagen- und Automatisierungstechnik: IFW, LU Hannover
TP 3 Werkstoff- und prozesstechnologisch orientierte Automatisierungs- und Anlagenkonzepte für die prozesssichere Herstellung von CFK-Bauteilen
Prozesskette: IFW, LU Hannover
TP 4 Multikriterielle ökonomische Bewertung und Auslegung zukünftiger CFK-Fertigungsprozesse
Teilprojektziele
Prof. Dr.-Ing. G. ZiegmannInstitut für Polymerwerkstoffe und Kunststofftechnik 6Künftige Möglichkeiten schneller LCM-Prozesse
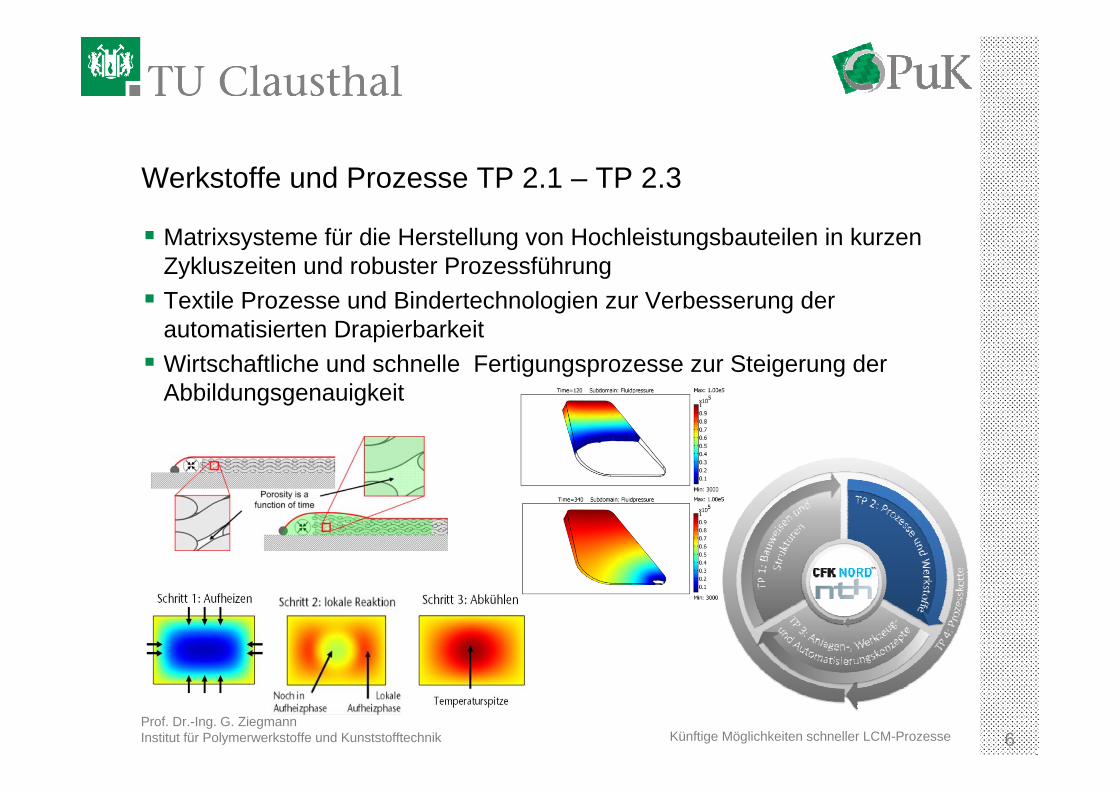
Werkstoffe und Prozesse TP 2.1 – TP 2.3
Matrixsysteme für die Herstellung von Hochleistungsbauteilen in kurzen Zykluszeiten und robuster Prozessführung Textile Prozesse und Bindertechnologien zur Verbesserung der
automatisierten Drapierbarkeit Wirtschaftliche und schnelle Fertigungsprozesse zur Steigerung der
Abbildungsgenauigkeit
Prof. Dr.-Ing. G. ZiegmannInstitut für Polymerwerkstoffe und Kunststofftechnik 7Künftige Möglichkeiten schneller LCM-Prozesse
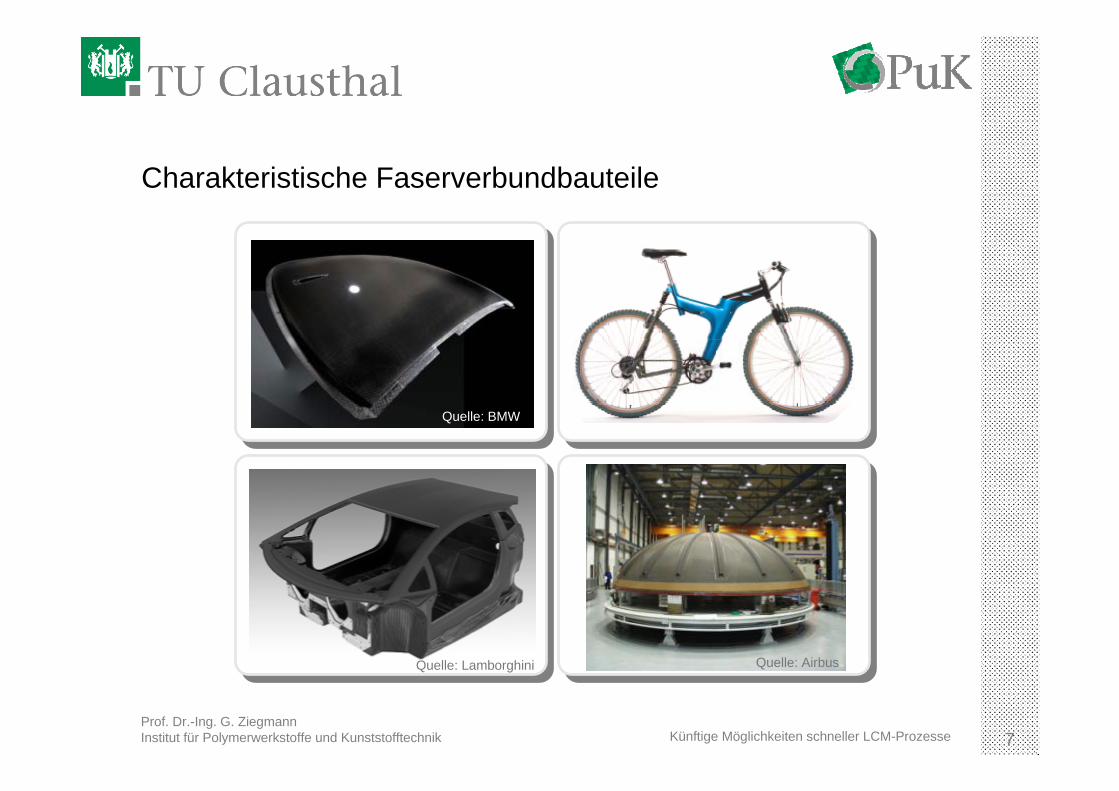
Charakteristische Faserverbundbauteile
Quelle: Lamborghini Quelle: Airbus
Quelle: BMW
Prof. Dr.-Ing. G. ZiegmannInstitut für Polymerwerkstoffe und Kunststofftechnik 8Künftige Möglichkeiten schneller LCM-Prozesse
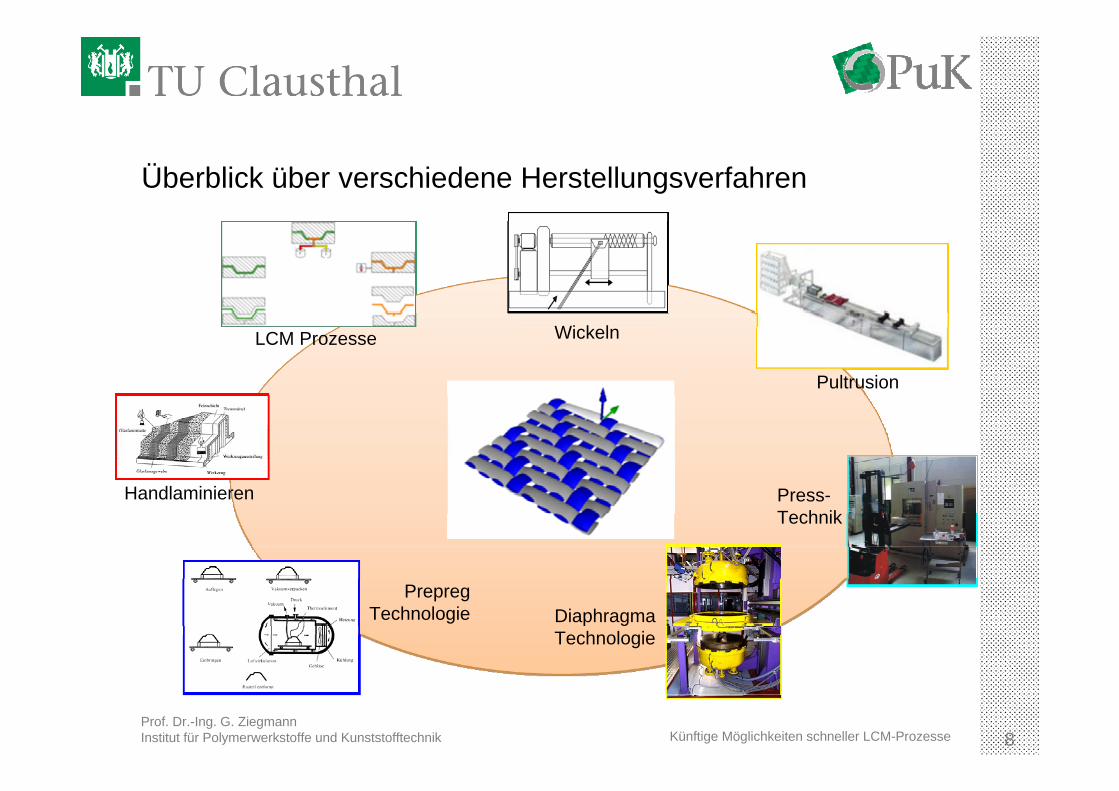
Überblick über verschiedene Herstellungsverfahren
Prepreg Technologie
WickelnLCM Prozesse
Press-Technik
Pultrusion
Handlaminieren
Diaphragma Technologie
Prof. Dr.-Ing. G. ZiegmannInstitut für Polymerwerkstoffe und Kunststofftechnik 9Künftige Möglichkeiten schneller LCM-Prozesse
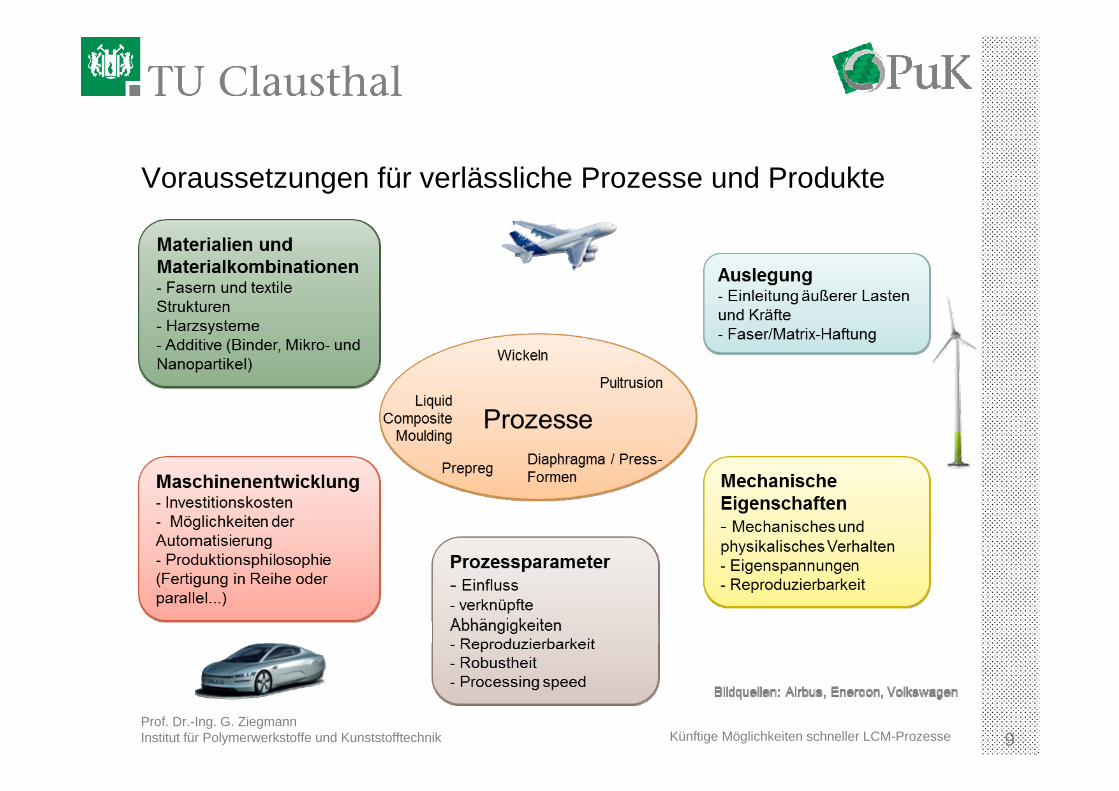
Voraussetzungen für verlässliche Prozesse und Produkte

Prof. Dr.-Ing. G. ZiegmannInstitut für Polymerwerkstoffe und Kunststofftechnik 10Künftige Möglichkeiten schneller LCM-Prozesse
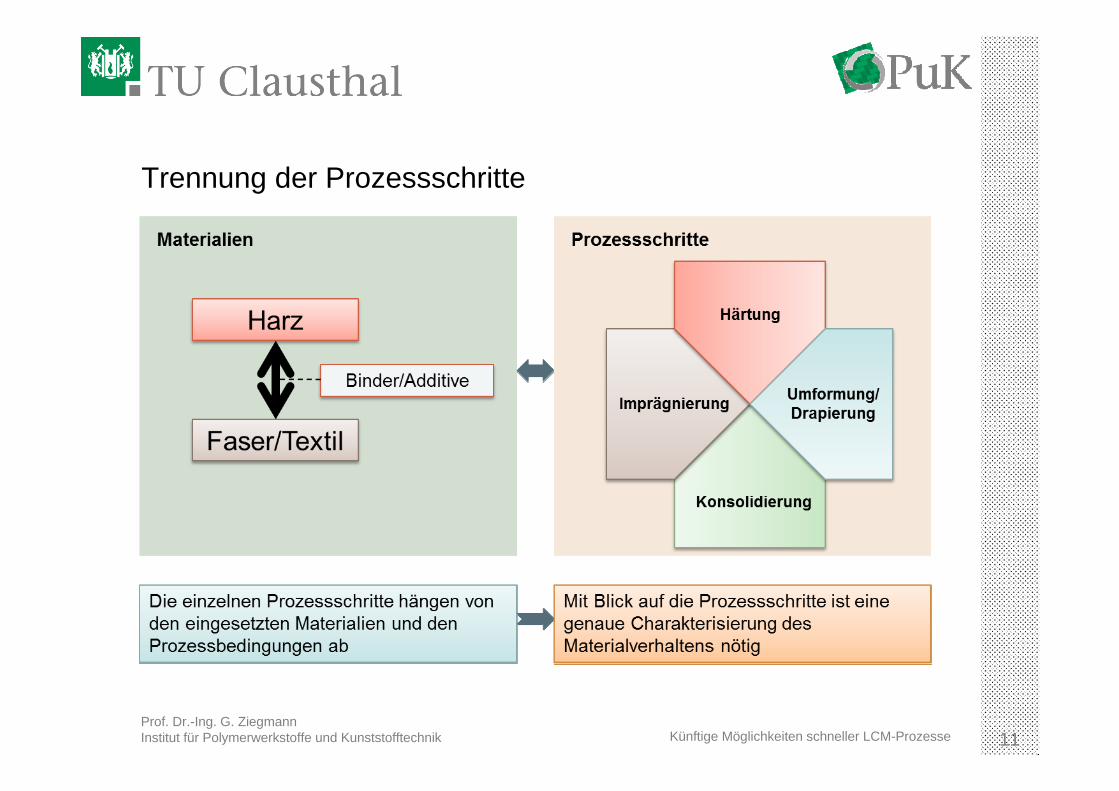
Trennung der Prozessschritte
Die Herstellung von Faserverbundbauteilen kann in einige grundlegende Schritte unterteilt werden
Härtung
Imprägnierung Umformung/Drapierung
Konsolidierung
Press-Prepreg-Technologie
Impr
ägni
erun
g
Här
tung
Um
form
ung
Dra
pier
ung
Kons
olid
ieru
ng
Impr
ägni
erun
g
Här
tung
Um
form
ung/
Dra
pier
ung
Kons
olid
ieru
ng
LCM-Prozesse
Prof. Dr.-Ing. G. ZiegmannInstitut für Polymerwerkstoffe und Kunststofftechnik 11Künftige Möglichkeiten schneller LCM-Prozesse
Trennung der Prozessschritte
Prof. Dr.-Ing. G. ZiegmannInstitut für Polymerwerkstoffe und Kunststofftechnik 12Künftige Möglichkeiten schneller LCM-Prozesse
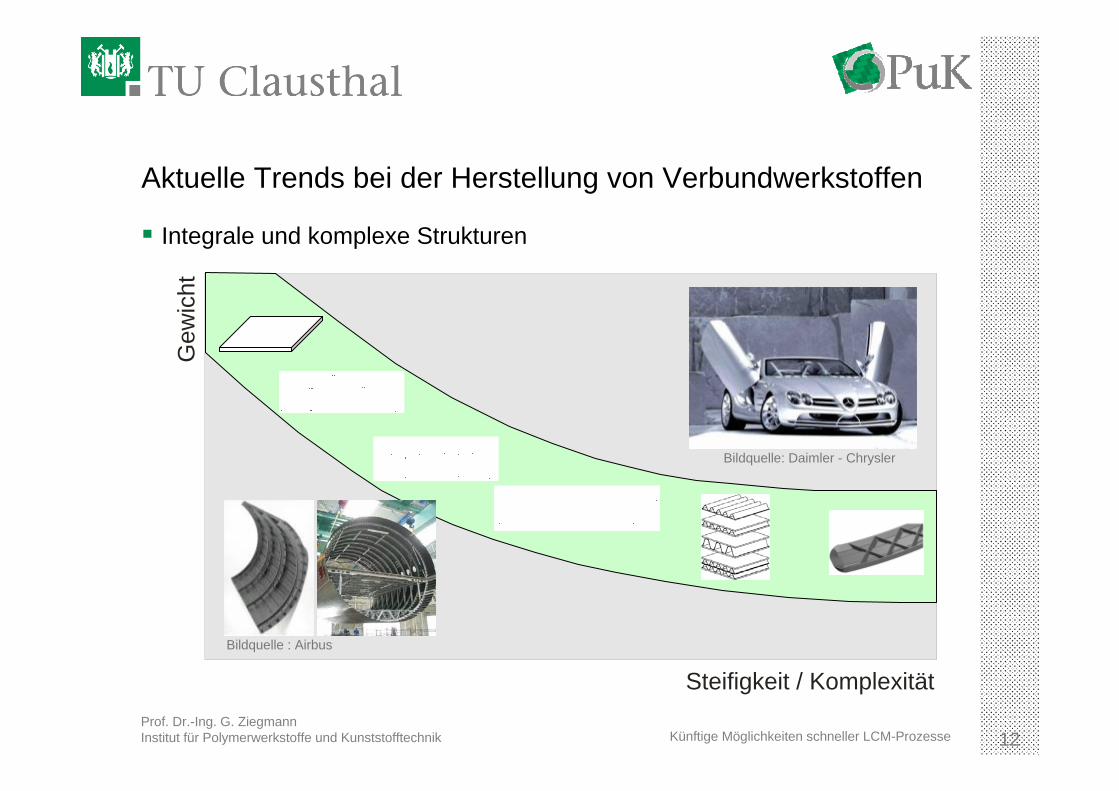
Aktuelle Trends bei der Herstellung von Verbundwerkstoffen
Integrale und komplexe Strukturen
Gew
icht
Steifigkeit / Komplexität
Bildquelle: Daimler - Chrysler
Bildquelle : Airbus
Prof. Dr.-Ing. G. ZiegmannInstitut für Polymerwerkstoffe und Kunststofftechnik 13Künftige Möglichkeiten schneller LCM-Prozesse
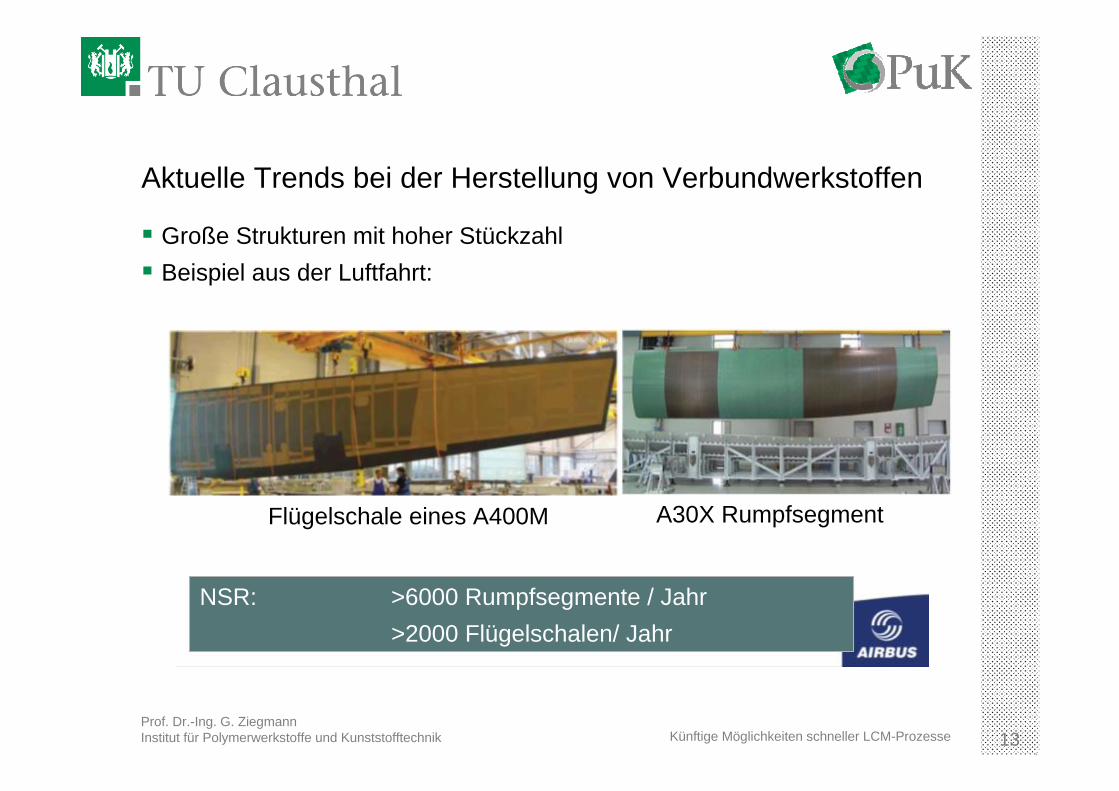
Aktuelle Trends bei der Herstellung von Verbundwerkstoffen
Große Strukturen mit hoher Stückzahl Beispiel aus der Luftfahrt:
Flügelschale eines A400M A30X Rumpfsegment
NSR: >6000 Rumpfsegmente / Jahr>2000 Flügelschalen/ Jahr

Prof. Dr.-Ing. G. ZiegmannInstitut für Polymerwerkstoffe und Kunststofftechnik 14Künftige Möglichkeiten schneller LCM-Prozesse
Abhängigkeiten der Zykluszeit
Sekunden?
Stunden?
Minuten?
Prof. Dr.-Ing. G. ZiegmannInstitut für Polymerwerkstoffe und Kunststofftechnik 15Künftige Möglichkeiten schneller LCM-Prozesse
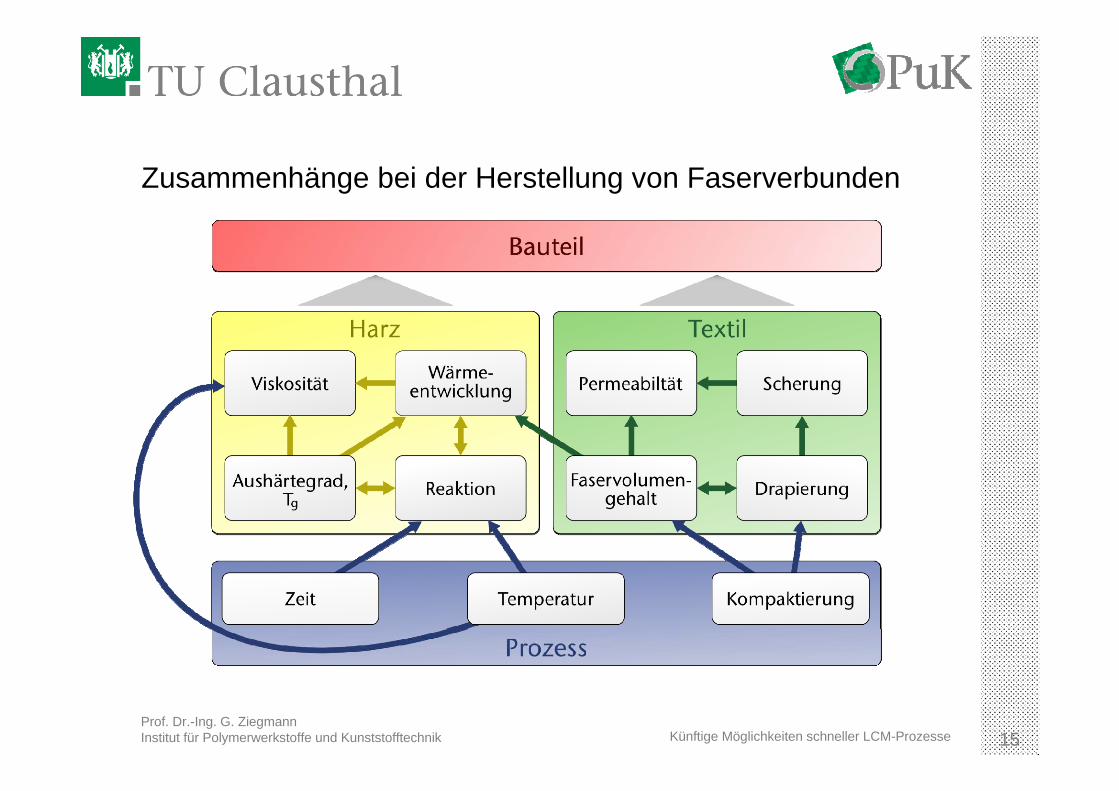
Zusammenhänge bei der Herstellung von Faserverbunden
Prof. Dr.-Ing. G. ZiegmannInstitut für Polymerwerkstoffe und Kunststofftechnik 16Künftige Möglichkeiten schneller LCM-Prozesse
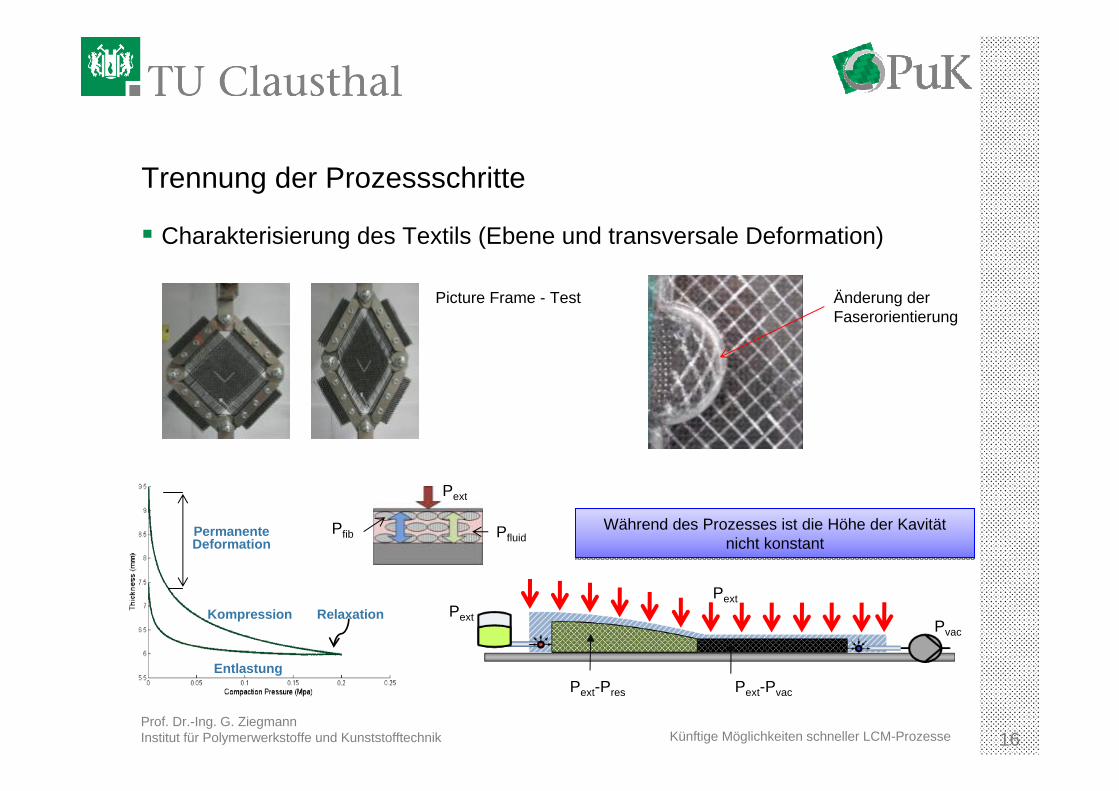
Charakterisierung des Textils (Ebene und transversale Deformation)
Trennung der Prozessschritte
Kompression Relaxation
Entlastung
Permanente Deformation
Während des Prozesses ist die Höhe der Kavität nicht konstant
Während des Prozesses ist die Höhe der Kavität nicht konstant
Pfib
Pext
Pfluid
Picture Frame - Test Änderung der Faserorientierung
Pext
Pvac
Pext-PvacPext-Pres
Pext
Prof. Dr.-Ing. G. ZiegmannInstitut für Polymerwerkstoffe und Kunststofftechnik 17Künftige Möglichkeiten schneller LCM-Prozesse
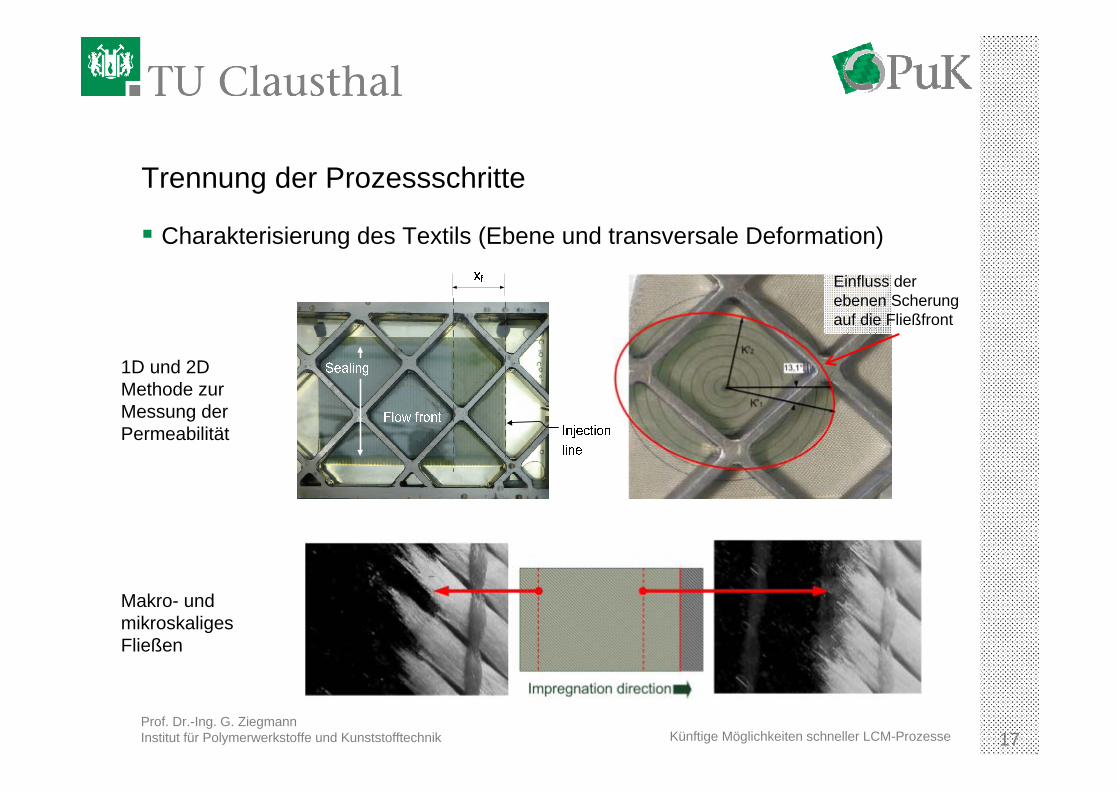
Charakterisierung des Textils (Ebene und transversale Deformation)
Trennung der Prozessschritte
1D und 2D Methode zur Messung der Permeabilität
Einfluss der ebenen Scherung auf die Fließfront
Makro- und mikroskaliges Fließen
Prof. Dr.-Ing. G. ZiegmannInstitut für Polymerwerkstoffe und Kunststofftechnik 18Künftige Möglichkeiten schneller LCM-Prozesse
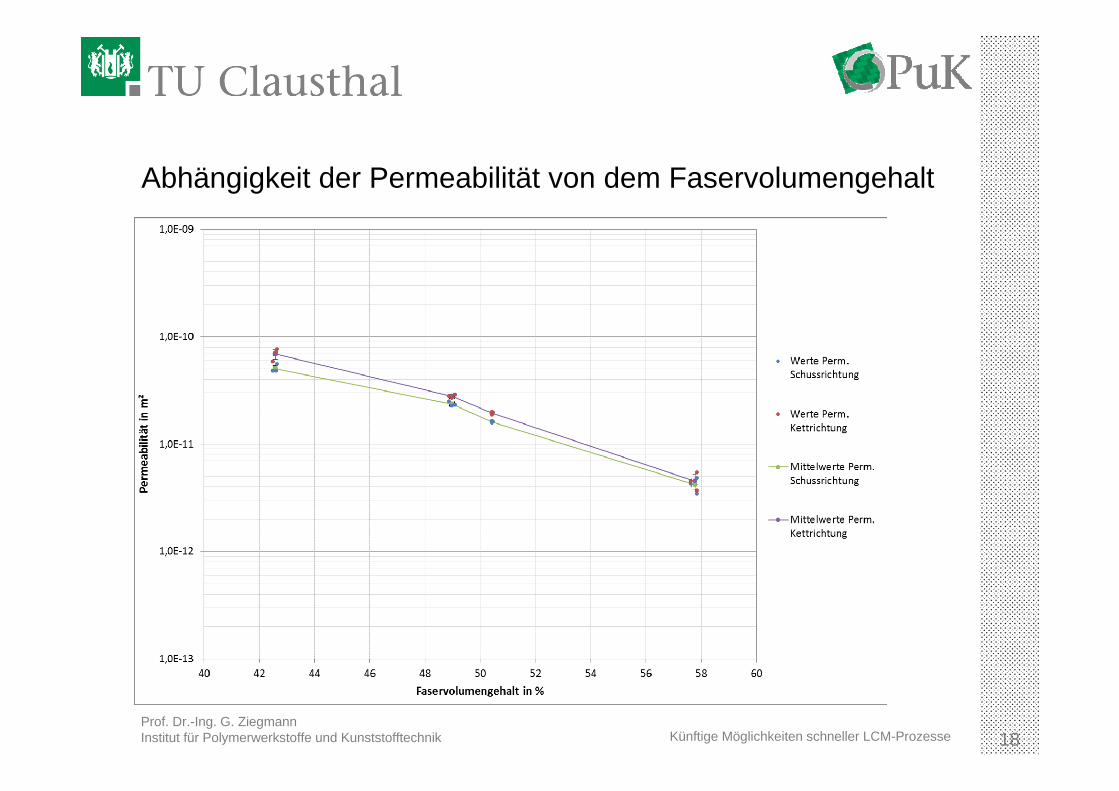
Abhängigkeit der Permeabilität von dem Faservolumengehalt
Prof. Dr.-Ing. G. ZiegmannInstitut für Polymerwerkstoffe und Kunststofftechnik 19Künftige Möglichkeiten schneller LCM-Prozesse
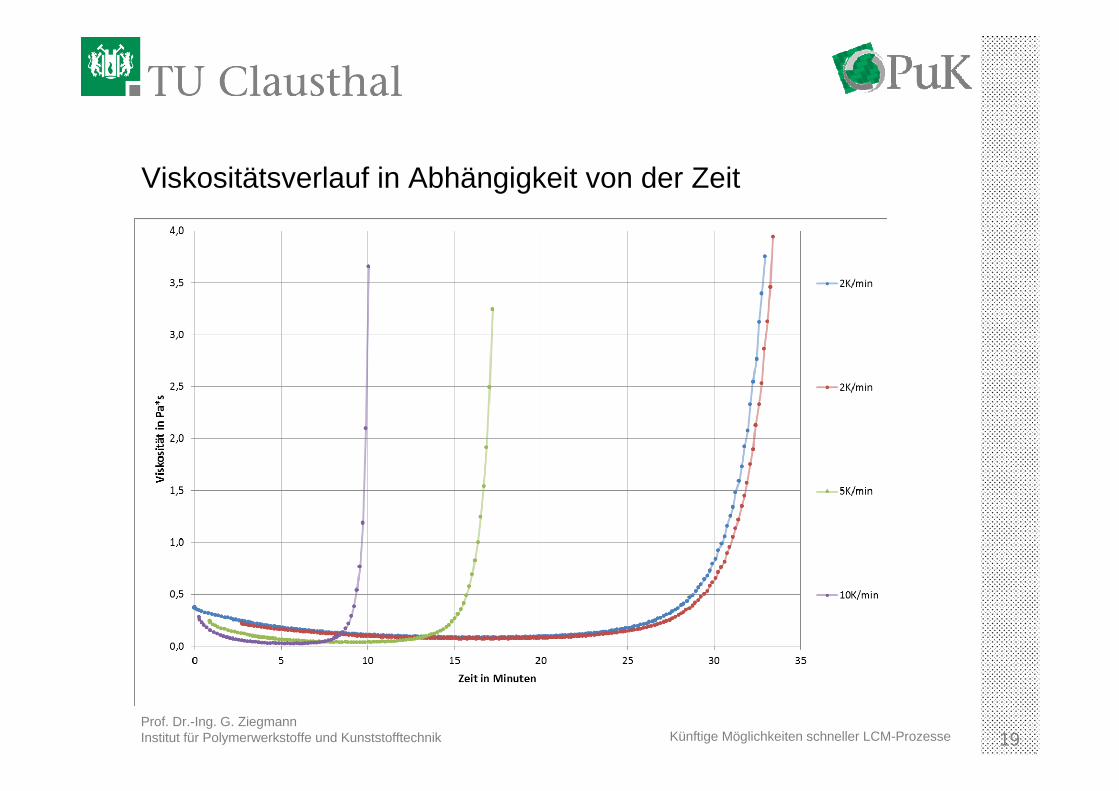
Viskositätsverlauf in Abhängigkeit von der Zeit
Prof. Dr.-Ing. G. ZiegmannInstitut für Polymerwerkstoffe und Kunststofftechnik 20Künftige Möglichkeiten schneller LCM-Prozesse
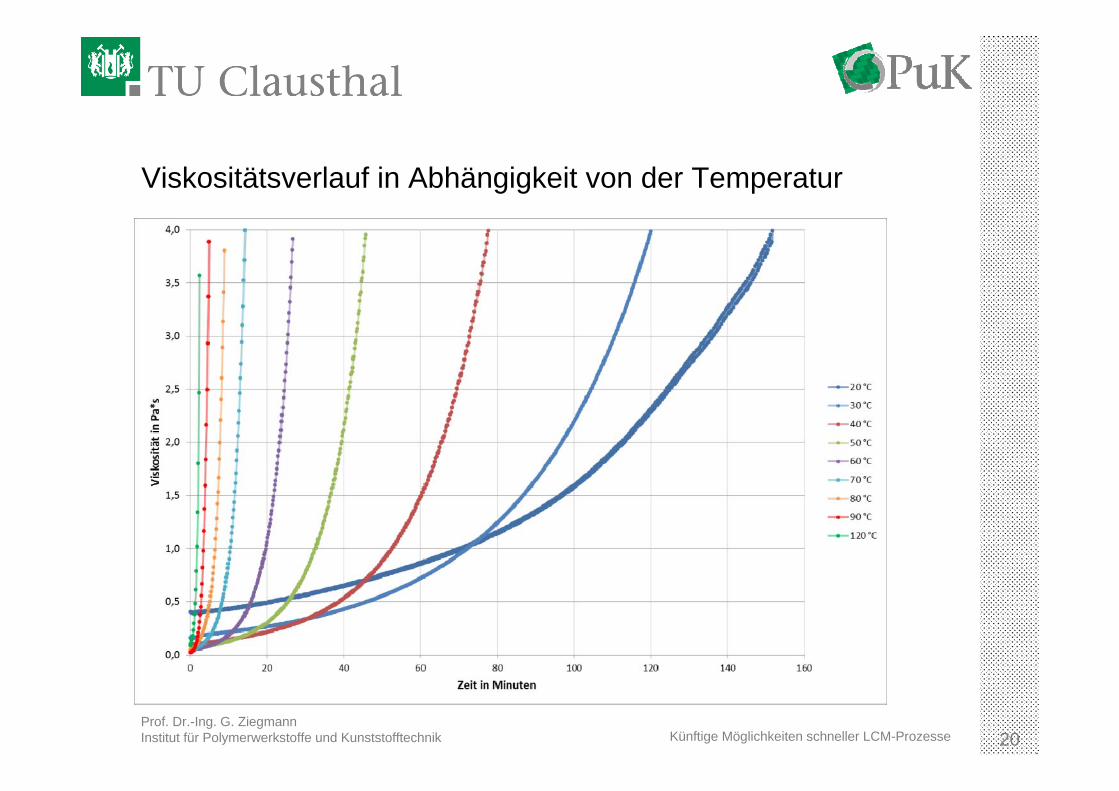
Viskositätsverlauf in Abhängigkeit von der Temperatur

Prof. Dr.-Ing. G. ZiegmannInstitut für Polymerwerkstoffe und Kunststofftechnik 21Künftige Möglichkeiten schneller LCM-Prozesse
Viskositätsverlauf in Abhängigkeit von der Temperatur

Prof. Dr.-Ing. G. ZiegmannInstitut für Polymerwerkstoffe und Kunststofftechnik 22Künftige Möglichkeiten schneller LCM-Prozesse
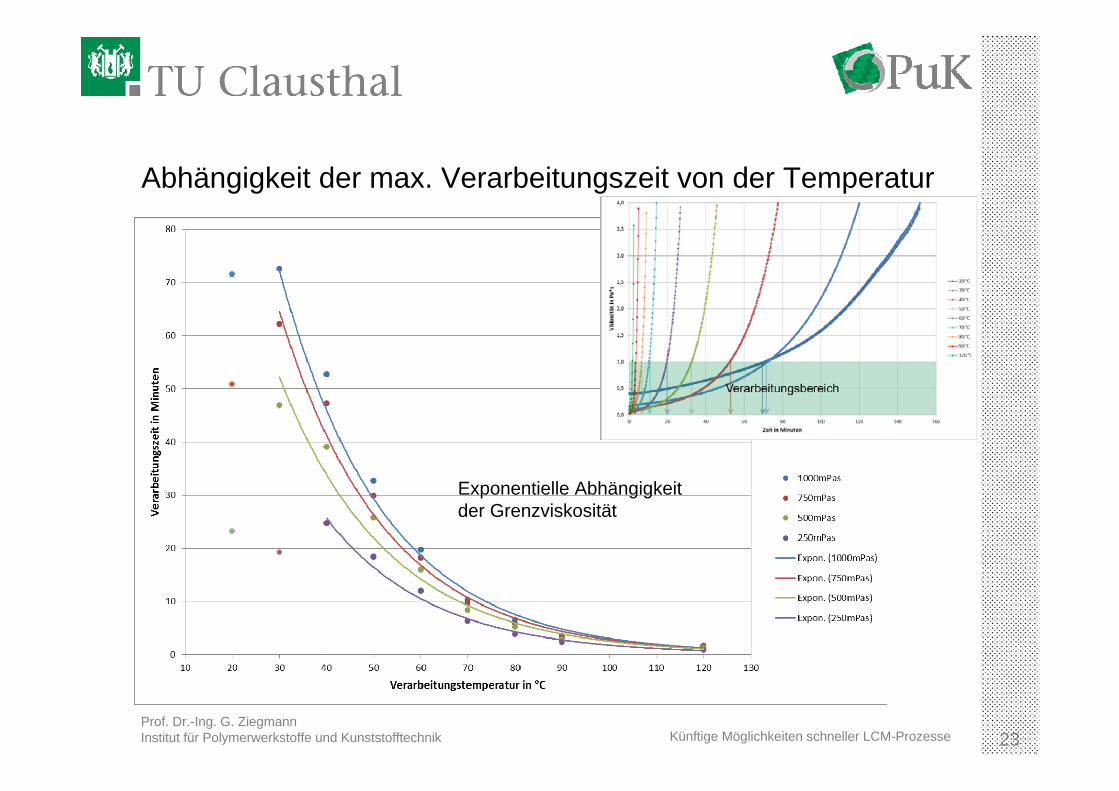
Abhängigkeit der max. Verarbeitungszeit von der Temperatur
Prof. Dr.-Ing. G. ZiegmannInstitut für Polymerwerkstoffe und Kunststofftechnik 23Künftige Möglichkeiten schneller LCM-Prozesse
Abhängigkeit der max. Verarbeitungszeit von der Temperatur
Exponentielle Abhängigkeitder Grenzviskosität
Prof. Dr.-Ing. G. ZiegmannInstitut für Polymerwerkstoffe und Kunststofftechnik 24Künftige Möglichkeiten schneller LCM-Prozesse
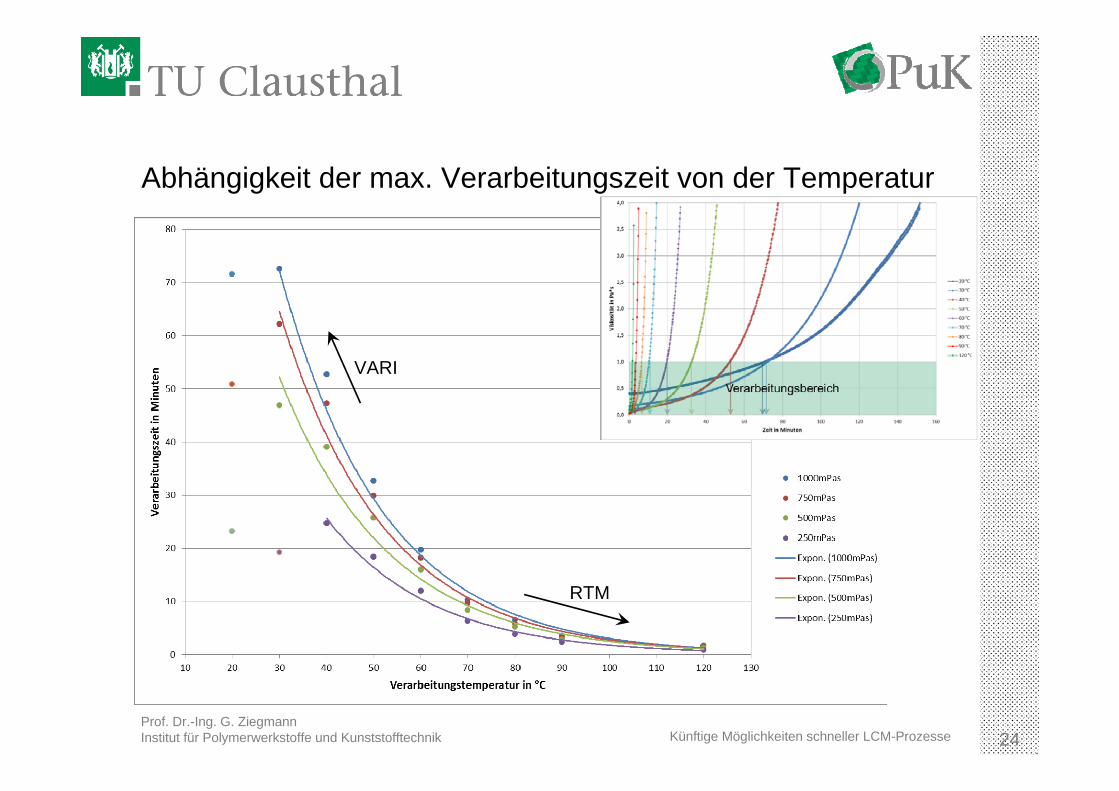
Abhängigkeit der max. Verarbeitungszeit von der Temperatur
VARI
RTM
Prof. Dr.-Ing. G. ZiegmannInstitut für Polymerwerkstoffe und Kunststofftechnik 25Künftige Möglichkeiten schneller LCM-Prozesse
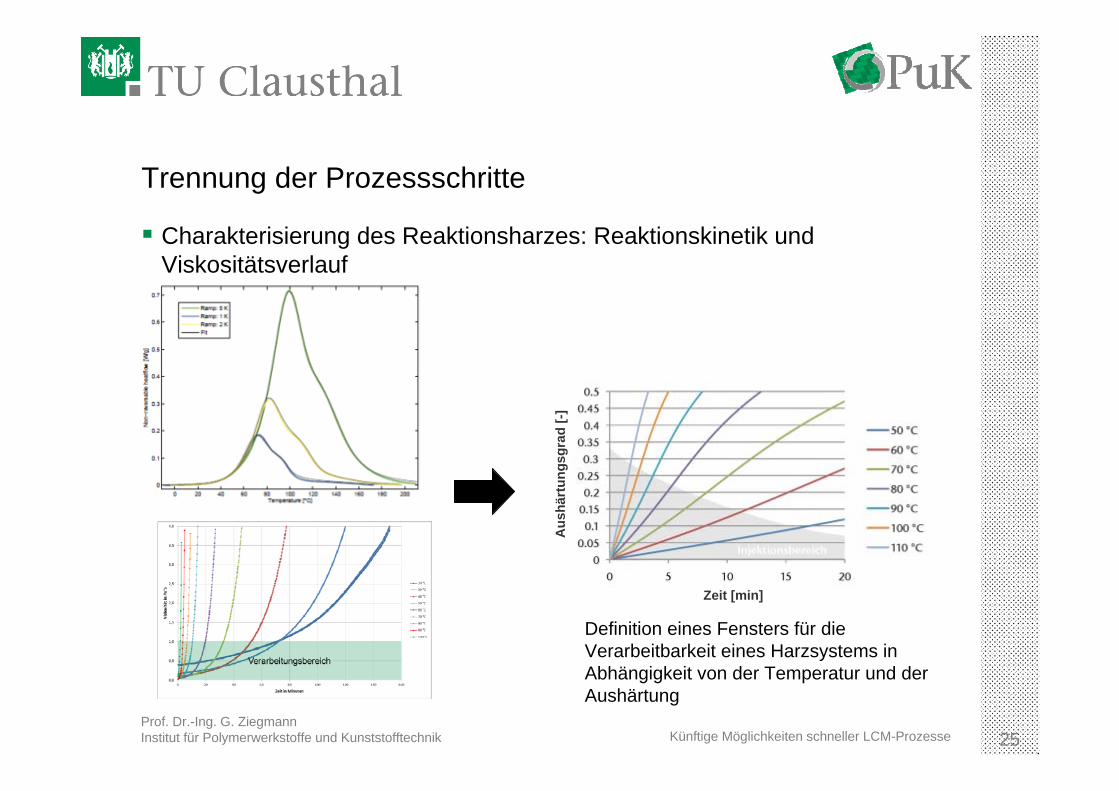
Charakterisierung des Reaktionsharzes: Reaktionskinetik und Viskositätsverlauf
Definition eines Fensters für die Verarbeitbarkeit eines Harzsystems in Abhängigkeit von der Temperatur und der Aushärtung
Zeit [min]
Aus
härt
ungs
grad
[-]
Trennung der Prozessschritte

Prof. Dr.-Ing. G. ZiegmannInstitut für Polymerwerkstoffe und Kunststofftechnik 26Künftige Möglichkeiten schneller LCM-Prozesse
Reaktionszeiten?
Maximale Harztemperaturen?
Gleichmäßigkeit der Aushärtung?
Harzauswahl?
Optimierung der Aushärtung
Maximal zulässige Temperatur

Prof. Dr.-Ing. G. ZiegmannInstitut für Polymerwerkstoffe und Kunststofftechnik 27Künftige Möglichkeiten schneller LCM-Prozesse
Simulationsergebnisse
Allgemeine Energiebilanz: QT
tTcp
)(
)(
QTtTcp
)(
in Aufheizphase: Große Deformationen, Änderung aller Parameter
Prof. Dr.-Ing. G. ZiegmannInstitut für Polymerwerkstoffe und Kunststofftechnik 28Künftige Möglichkeiten schneller LCM-Prozesse
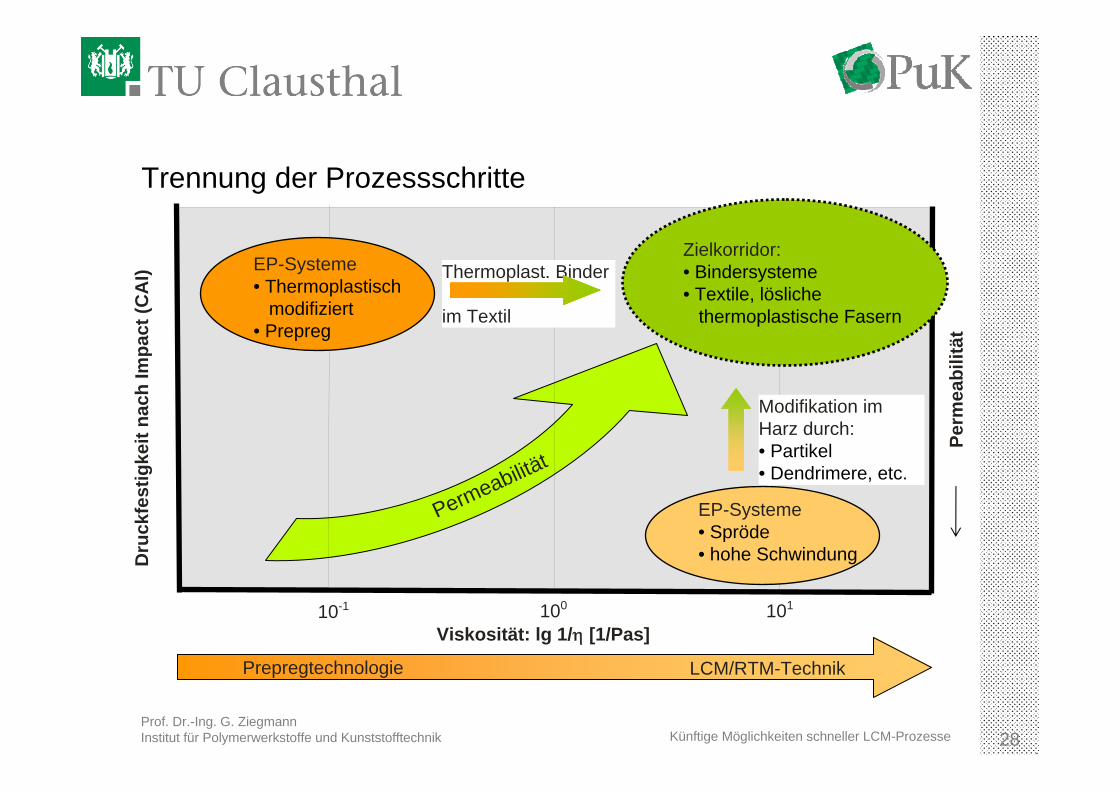
Trennung der Prozessschritte
10-1
Dru
ckfe
stig
keit
nach
Impa
ct (C
AI)
100 101
Viskosität: lg 1/ [1/Pas]
EP-Systeme• Spröde• hohe Schwindung
EP-Systeme• Thermoplastisch
modifiziert• Prepreg
Thermoplast. Binder
im Textil
Modifikation im Harz durch:• Partikel• Dendrimere, etc.
Permeabilität
Zielkorridor:• Bindersysteme• Textile, lösliche
thermoplastische Fasern
Perm
eabi
lität
Prepregtechnologie LCM/RTM-Technik
Prof. Dr.-Ing. G. ZiegmannInstitut für Polymerwerkstoffe und Kunststofftechnik 29Künftige Möglichkeiten schneller LCM-Prozesse
Konzepte für die Zukunft
Schnelle Herstellungsverfahren: Hochdruck RTMCompression RTMQuick Step Spaltimprägnierung Flexible Injection
Automation der Prozesse: Automatic tape/fibre placement Flexible Robotersysteme Auto RTM

Prof. Dr.-Ing. G. ZiegmannInstitut für Polymerwerkstoffe und Kunststofftechnik 30Künftige Möglichkeiten schneller LCM-Prozesse
Schnelle Herstellungsverfahren
Quelle: Bhat et al., Process analysis of compression resin transfer molding, Composites: Part A 40 (2009) 431–441
Endkunturnahe Werkstücke!
Compression Resin Transfer Moulding:
Definierte Faserausrichtung
Schnelle Imprägnierung
Schnelle Härtung

Prof. Dr.-Ing. G. ZiegmannInstitut für Polymerwerkstoffe und Kunststofftechnik 31Künftige Möglichkeiten schneller LCM-Prozesse
Schnelle Herstellungsverfahren
x x
2 s 25 s 35 s 40 sFließfront
gx
Glasfaser-Preform
800
mm
Transparenz während der
Imprägnierung
Anguss
Untere Werkzeughälfte
Preform
Obere Werkzeughälfte
Quelle: IKV Aachen
Spaltimprägnierung

Prof. Dr.-Ing. G. ZiegmannInstitut für Polymerwerkstoffe und Kunststofftechnik 32Künftige Möglichkeiten schneller LCM-Prozesse
Schnelle Herstellungsverfahren
Quick Step
Quelle: Cost effective processing of automotive parts, Reinforced Plastics Conference Asia 2005, http://www.quickstep.com.au/what-is-quickstep/whitepapers
Prof. Dr.-Ing. G. ZiegmannInstitut für Polymerwerkstoffe und Kunststofftechnik 33Künftige Möglichkeiten schneller LCM-Prozesse
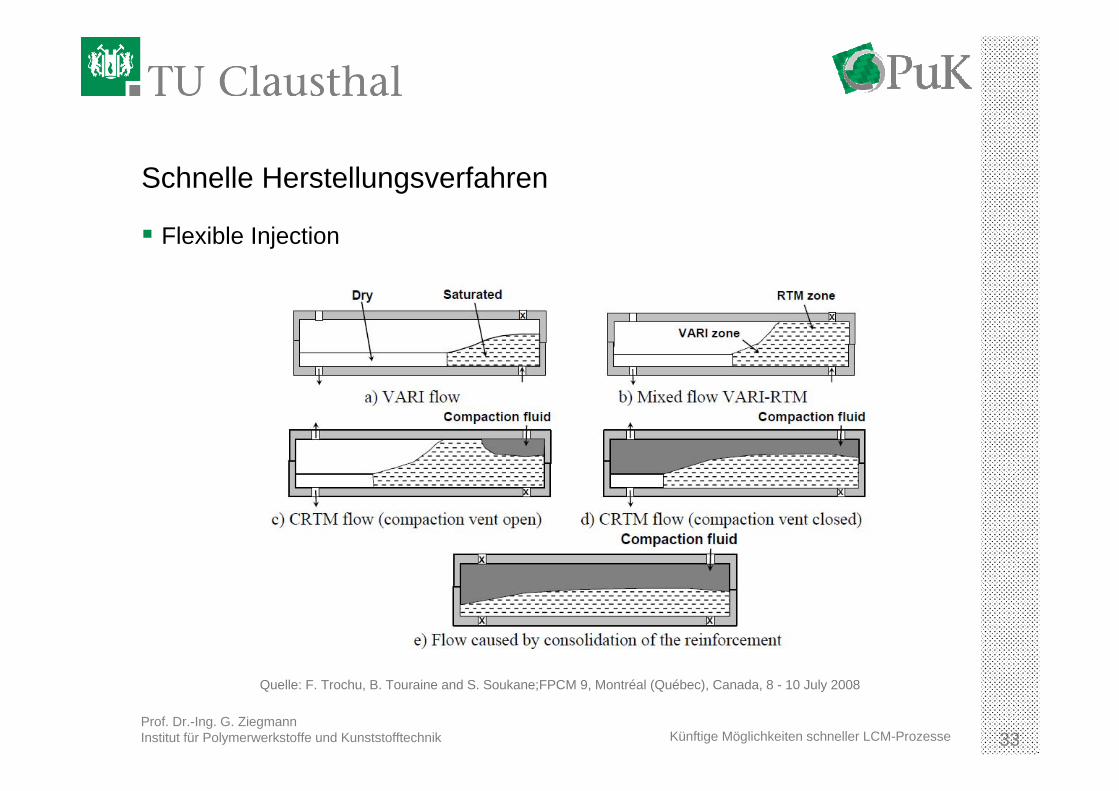
Schnelle Herstellungsverfahren
Quelle: F. Trochu, B. Touraine and S. Soukane;FPCM 9, Montréal (Québec), Canada, 8 - 10 July 2008
Flexible Injection

Prof. Dr.-Ing. G. ZiegmannInstitut für Polymerwerkstoffe und Kunststofftechnik 34Künftige Möglichkeiten schneller LCM-Prozesse
Schnelle Herstellungsverfahren
Hochdruck RTM
Bildquelle: KraussMaffei
Prof. Dr.-Ing. G. ZiegmannInstitut für Polymerwerkstoffe und Kunststofftechnik 35Künftige Möglichkeiten schneller LCM-Prozesse
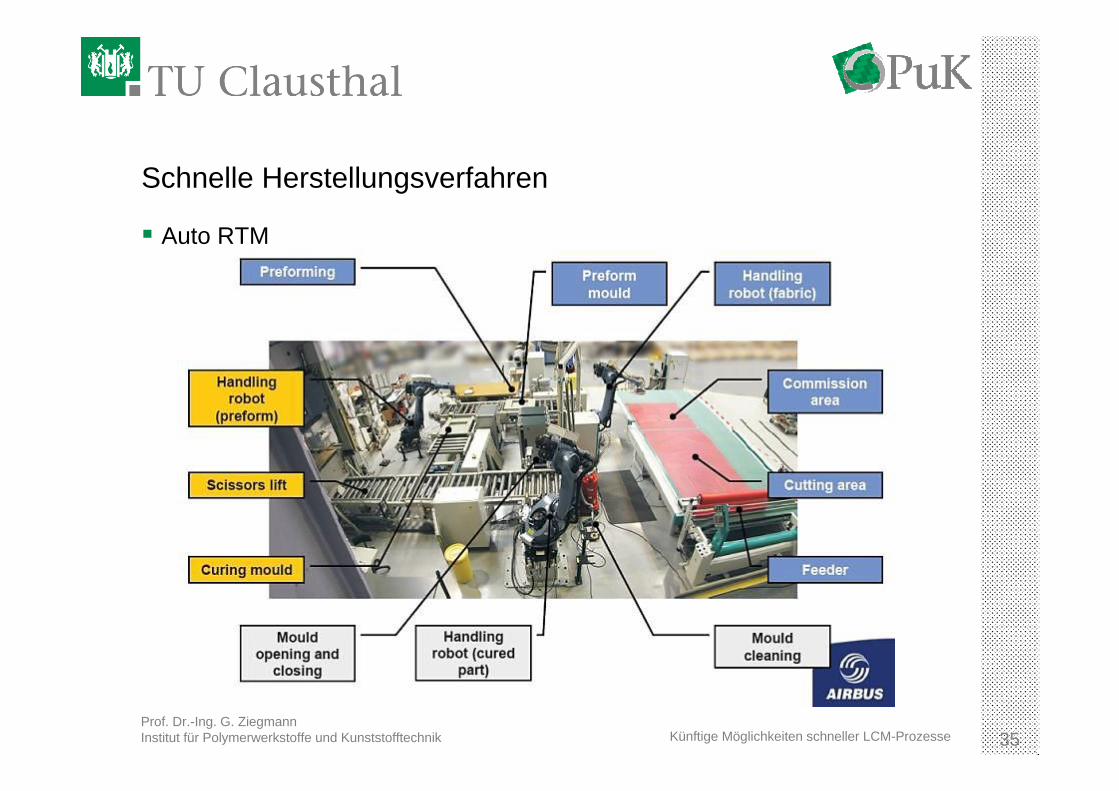
Schnelle Herstellungsverfahren
Auto RTM

Prof. Dr.-Ing. G. ZiegmannInstitut für Polymerwerkstoffe und Kunststofftechnik 36Künftige Möglichkeiten schneller LCM-Prozesse
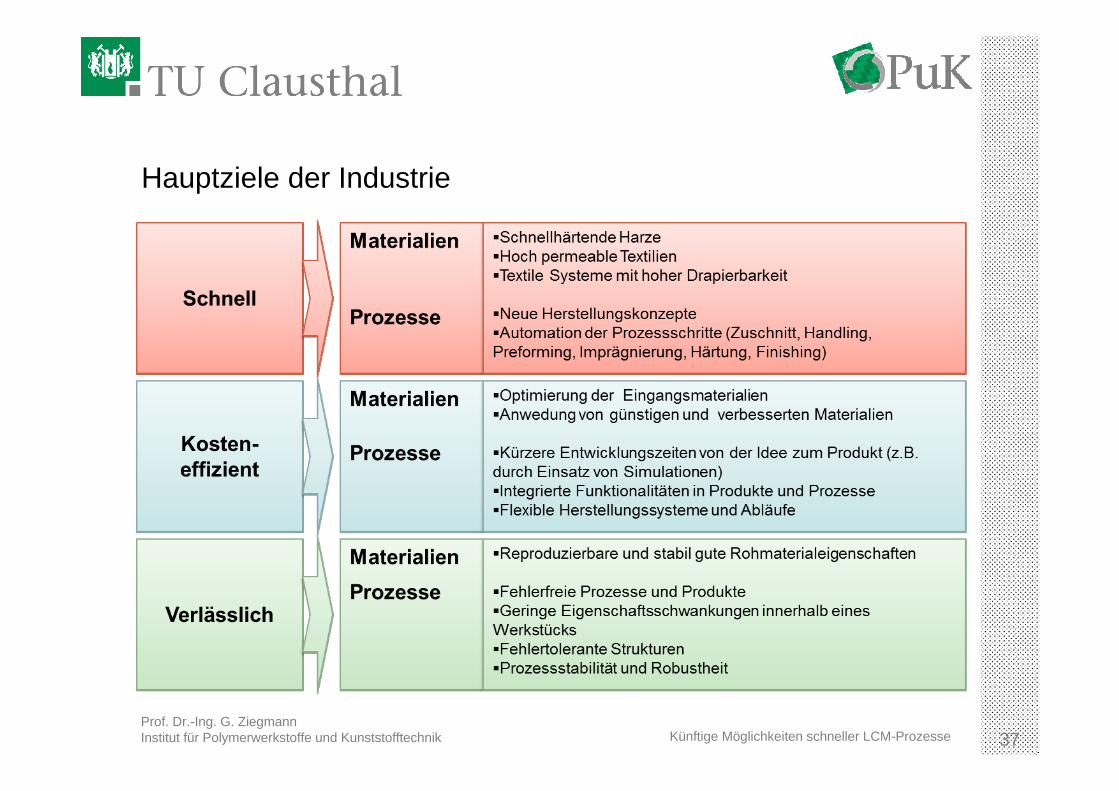
Hauptziele der Industrie
Hauptkriterien für die Serienproduktion
Prof. Dr.-Ing. G. ZiegmannInstitut für Polymerwerkstoffe und Kunststofftechnik 37Künftige Möglichkeiten schneller LCM-Prozesse
Hauptziele der Industrie

Prof. Dr.-Ing. G. ZiegmannInstitut für Polymerwerkstoffe und Kunststofftechnik 38Künftige Möglichkeiten schneller LCM-Prozesse
Zusammenfassung und Ausblick
Textile Strukturen- Definierte Fließkanäle- Reproduzierbarer Textilaufbau- Bindertechnologien
Harzsysteme- Hohe Fließfähigkeit- Definierte Viskositätsentwicklung- Definierte / einstellbare Kennwerte (Impact, CAI,
Wärmeformbeständigkeit, etc.) Verarbeitungsprozesse
- Injektions-/Vakuumkonzepte- Energieeintragung- Aushärtegeschwindigkeit- Automatisierungskonzepte

Prof. Dr.-Ing. G. ZiegmannInstitut für Polymerwerkstoffe und Kunststofftechnik 39Künftige Möglichkeiten schneller LCM-Prozesse
Vielen Dank für Ihre Aufmerksamkeit
Prof. Dr.-Ing. Gerhard Ziegmann
Institut für Polymerwerkstoffe und KunststofftechnikTechnische Universität Clausthal
Agricolastrasse 638678 Clausthal-Zellerfeld, DeutschlandTel: ++49 5323 72 2080Fax: ++49 5323 72 2324 E-Mail: [email protected]
Prof. Dr.-Ing. G. ZiegmannInstitut für Polymerwerkstoffe und Kunststofftechnik 40Künftige Möglichkeiten schneller LCM-Prozesse
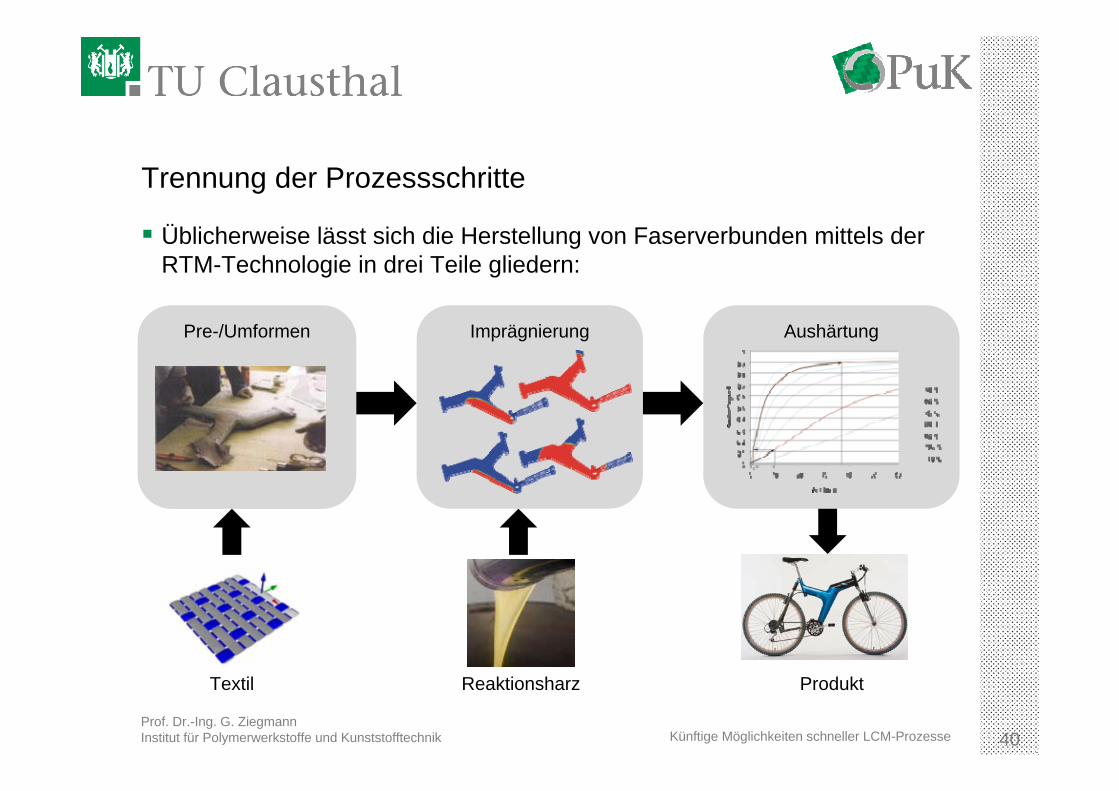
Trennung der Prozessschritte
Üblicherweise lässt sich die Herstellung von Faserverbunden mittels der RTM-Technologie in drei Teile gliedern:
Textil Reaktionsharz
Pre-/Umformen Imprägnierung Aushärtung
Produkt

Prof. Dr.-Ing. G. ZiegmannInstitut für Polymerwerkstoffe und Kunststofftechnik 41Künftige Möglichkeiten schneller LCM-Prozesse
Schnelle Herstellungsverfahren (Für Großstrukturen)
Bildquelle: ETH Zürich
Gewickelte Außenhaut eines Neigungszug-Wagons im Maßstab1:2,5
Wickelmaschine für Großstrukturen
Wickeltechnologie

Prof. Dr.-Ing. G. ZiegmannInstitut für Polymerwerkstoffe und Kunststofftechnik 42Künftige Möglichkeiten schneller LCM-Prozesse
Schnelle Herstellungsverfahren (Für Großstrukturen)







