
I
fml – Lehrstuhl für Fördertechnik Materialfluss Logistik
Prof. Dr.-Ing. Dipl.-Wi.-Ing. W. A. Günthner
Technische Universität München
Abschlussbericht LEAN:log
Allgemeine Angaben: Aktenzeichen 859-09 Forschungsprojekt LEAN:log – Lösungen für Effizienzsteigerungen in automobilen Netzwerken durch Logistik Antragsteller: Prof. Dr.-Ing. Dipl.-Wi.-Ing. Willibald A. Günthner Lehrstuhl für Fördertechnik Materialfluss Logistik (fml) Technische Universität München Boltzmannstraße 15 85748 Garching bei München Berichtszeitraum: 01.10.2011 bis 30.09.2012 Förderzeitraum: 01.10.2009 bis 30.09.2012

II

III
Inhaltsverzeichnis
1 Zusammenfassung 1
2 Ergebnisse 5
2.1 Handlungsfeld Fundament 5
2.1.1 Ausgangssituation 5
2.1.2 Ergebnisse im letzten Jahr 6
2.1.3 Soll-Ist-Vergleich 14
2.2 Handlungsfeld Prozesse 15
2.2.1 Ausgangssituation 15
2.2.2 Ergebnisse im letzten Jahr 17
2.2.3 Soll-Ist-Vergleich 28
2.3 Handlungsfeld Mensch 30
2.3.1 Ausgangssituation 30
2.3.2 Ergebnisse im letzten Jahr 31
2.3.3 Soll-Ist-Vergleich 36
2.4 Handlungsfeld Technik 36
2.4.1 Ausgangssituation 36
2.4.2 Ergebnisse im letzten Jahr 38
2.4.3 Soll-Ist-Vergleich 45
2.5 Dokumentation der Projektergebnisse 47
2.5.1 LEAN:log – Wiki 47
2.5.2 Buch „Schlanke Logistikprozesse. Handbuch für den Planer“ 48
2.5.3 Buch „Lean Logistics – Methodisches Vorgehen und praktische Anwendung in der Automobilindustrie“ 49
3 Auswirkungen auf die Wettbewerbsfähigkeit 51
4 Zusammenarbeit zwischen den Partnern 53
5 Erfahrungen 55
6 Literatur 57
7 Publikationen 59

IV
7.1 Vorträge 59
7.2 Konferenzbeiträge und Beiträge in Fachzeitschriften 60
7.3 Bücher und Beiträge in Fachbüchern 60
7.4 Seminare und Messeauftritte 61
7.5 Studienarbeiten 61
1
1 Zusammenfassung
Die Fahrzeugindustrie steht vor einer Vielzahl an Herausforderungen, denen es ge-
recht zu werden gilt. Durch die zunehmende Abgabe von Leistungsumfängen sei-
tens der OEM an Zulieferer und Logistikdienstleister findet die Fahrzeugproduktion
in einem komplexen, mehrstufigen Wertschöpfungsnetzwerk statt. Die Logistik als
Schnittstellenfunktion zwischen Wertschöpfungsstufen und -partnern ist dabei von
zunehmender Bedeutung, da sie die Aufgabe der termin- und mengengerechten
Versorgung mit Gütern sowie die Koordination und Steuerung der entsprechenden
physischen Prozesse zu erfüllen hat.
Zur Realisierung dieses Vorhabens mangelt es heute häufig noch an entsprechen-
den Konzepten und Methoden.
Die zentrale Aufgabenstellung für das Forschungsprojekt LEAN:log leitete sich aus
der beschriebenen Forschungslücke ab und umfasste die Entwicklung von Konzep-
ten und Werkzeugen zur Gestaltung von wertschöpfungsorientierten und ressour-
ceneffizienten, d.h. schlanken Logistikprozessen. Dabei galt es, eine systematische
Projekt- und Planungsunterstützung für alle Phasen eines Lean-Logistics-Projektes
zur Anwendung in der unternehmerischen Praxis zu erarbeiten.
Die nachhaltige Implementierung schlanker Logistik erfordert einen ganzheitlichen
Ansatz, weswegen der Fokus neben Methoden und Werkzeugen zur Prozessopti-
mierung ebenso auf die Verankerung der Lean-Philosophie in den Köpfen der Mit-
arbeiter gerichtet wurde. Außerdem wurden technische sowie organisatorische
Möglichkeiten zur Realisierung schlanker Versorgungsketten in Betracht gezogen.
Die Grundlage aller Überlegungen war ein gemeinsames Verständnis für das Thema
Lean Logistics. Das Forschungsprojekt gliederte sich demzufolge in die aufeinander
abgestimmten Handlungsfelder Fundament, Prozesse, Mensch und Technik.
Im Handlungsfeld „Fundament“ wurden die Grundlagen für die drei weiteren Hand-
lungsfelder gelegt. In gemeinsamen Diskussionen mit den Industriepartnern konnte
ein einheitliches Verständnis für Lean Logistics geschaffen werden. Die Grundge-
danken („Konzentration auf den Wert“, „Orientierung am Wertstrom“ etc.) wurden
als Leitlinien formuliert, an denen sich alle im Projekt entwickelten Analyse- und Pla-
nungsmethoden orientieren. Um die Auswirkungen „schlanker“ Planung messbar zu

Zusammenfassung
2
machen, wurde ein Kennzahlensystem zur Bewertung der Kundenorientierung und
Ressourceneffizienz von Logistikprozessen entwickelt. Schließlich wurde die Frage
beantwortet, wie Unternehmen, die ihre Logistik schlank gestalten wollen, konkret
vorgehen sollten. Die notwendigen Schritte, zu beteiligende Personen und unterstüt-
zende Methoden und Werkzeuge wurden in einem Phasenmodell strukturiert und
dokumentiert. Dieses bildet neben der Funktion als Referenzmodell den Rahmen für
alle in den weiteren Handlungsfeldern erarbeiteten Projektergebnisse.
Im zentralen Handlungsfeld „Prozesse“ wurden Methoden und Werkzeuge für die
Analyse und Planung von Logistikprozessen unter Berücksichtigung der genannten
Lean-Logistics-Leitlinien erarbeitet. In einem ersten Schritt wurde eine Methodik zur
ganzheitlichen Aufnahme und Analyse logistischer Prozessketten entwickelt. Dazu
wurde die in der Praxis weit verbreitete und anerkannte Wertstromanalyse speziell
für die Analyse von Logistikprozessen angepasst. Mit Hilfe der entstandenen logis-
tikorientierten Wertstromanalyse lassen sich logistische Abläufe über standardisierte
Logistikfunktionen und spezifische Prozessattribute abbilden. Neben dem physi-
schen Materialfluss werden auch administrative logistische Tätigkeiten sowie die
Steuerung aller Prozessschritte berücksichtigt. Die abgebildeten Prozesse können
außerdem hinsichtlich notwendiger Funktionen bzw. Verschwendungen im Prozess
untersucht werden.
Als Unterstützung für die Planung schlanker Versorgungsprozesse auf Wertstrom-
Ebene wurde ein Vorgehen entworfen, welches auf der Prozessaufnahmemethodik
aufbaut, und sich an den Leitlinien schlanker Logistik orientiert. Es ermöglicht die
systematische Gestaltung von Logistikprozessketten unter Nutzung von Prozess-,
Steuerungs- und Technikbausteinen. Die Konfiguration wird durch Entscheidungs-
regeln unterstützt. Die Methode ist in einem Leitfaden dokumentiert, der u. a. die
Nachvollziehbarkeit der Planungsergebnisse sicherstellt. Für die anschließende
Feinplanung wurden weiterhin Auslegungsverfahren für die logistischen Prozess-
bausteine entwickelt. Zum einen werden darin unterschiedliche Realisierungsformen
für die jeweiligen Bausteine aufgezeigt, bewertet und eine Entscheidungsunterstüt-
zung zur Konzeptauswahl zur Verfügung gestellt. Außerdem umfassen die Verfahren
Anleitungen zur Dimensionierung der Bausteine und zur Ermittlung von Kenngrößen.
Um anschließend derart das dynamische Verhalten der geplanten und ausgelegten
Prozessketten sowie den Einfluss von Störgrößen untersuchen zu können, wurde ein
ebenfalls modular aufgebautes Simulationsmodell entwickelt. In dieses können die
Zusammenfassung
3
definierten Prozessketten einfach überführt und Experimente durchgeführt werden.
Anhand aussagekräftiger Kennzahlen kann die abgebildete Prozesskette analysiert
und bewertet werden.
Im Handlungsfeld „Mensch“ bestand die Grundintention darin, bei Logistikmitarbei-
tern ein Bewusstsein für schlanke Logistikprozesse zu schaffen und die Grundidee
von Lean Logistics auf allen Hierarchieebenen zu verankern. Zunächst wurden ver-
schiedene Zielgruppen definiert. Danach wurden aus den Aufgaben in den einzelnen
Phasen von Lean-Logistics-Projekten zielgruppenspezifische Schulungsinhalte ab-
geleitet. In den Schulungsfokus rückten hierbei neben Führungskräften ebenso Pla-
ner sowie operatives Personal.
Ferner wurden unterschiedliche Formen der Wissensvermittlung hinsichtlich der Eig-
nung zur Vermittlung der genannten Inhalte bewertet und zugeordnet. Für wesentli-
che Schulungsinhalte wurde schließlich ein interaktives Planspiel erarbeitet, welches
das optimale Zusammenwirken von Logistik- und Produktionsplanung aufzeigen soll
und darüber hinaus zur Vermittlung einer methodischen Vorgehensweise bei der
Planung von schlanken Logistikprozessen dient. Die entwickelte Schulungsmaß-
nahme wurde abschließend bei den Industriepartnern evaluiert.
Im Handlungsfeld „Technik“ wurden konkrete Ansätze und technische Lösungen
aufgezeigt, um schlanke Logistikprozessketten in der unternehmerischen Praxis rea-
lisieren zu können. Das Hauptaugenmerk lag hierbei auf der Gestaltung schlanker
Prozessschnittstellen wie etwa Be- und Entladevorgängen entlang der Wertschöp-
fungskette, welche in der Regel eine Unterbrechung des Materialflusses zur Folge
haben und somit dem Grundgedanken einer schlanken Logistik widersprechen.
In diesem Kontext wurde ein Vorgehensmodell entworfen, anhand dessen sich so-
wohl physische als auch menschliche sowie informationstechnische Schnittstellen
im Prozessverlauf identifizieren und nach Lean-Kriterien bewerten lassen. Das Vor-
gehen wurde im Rahmen eines KVP-Projektes bei einem Industriepartner validiert.
Darüber hinaus wurden allgemeingültige Strategien und Prinzipien definiert, auf de-
ren Basis technische und organisatorische Handlungsempfehlungen zum schlanken
Schnittstellendesign abgeleitet wurden. Ziel war es, neben einem Analysewerkzeug
gleichermaßen ein breites Portfolio an verschiedensten Optimierungsansätzen für
Prozessschnittstellen zu erarbeiten.

Zusammenfassung
4
Sämtliche im Forschungsprojekt LEAN:log erarbeiteten Werkzeuge, Methoden und
Vorgehensmodelle wurden in einem Wiki zusammengeführt, welches den Industrie-
partnern zur Verfügung steht. Darüber hinaus ist ein Handbuch für Logistikplaner
entstanden, worin die Werkzeuge zur Gestaltung schlanker Logistikprozesse in pra-
xistauglicher Form beschrieben werden. Das Handbuch wird Mitte 2013 erscheinen.
Ergebnisse aus dem Projekt sowie zahlreiche Anwendungsbeispiele der Industrie-
partner werden ebenso im Mitte 2013 erscheinenden Buch „Lean Logistics – Me-
thodisches Vorgehen und praktische Anwendung in der Automobilindustrie“ der
breiten Öffentlichkeit zugänglich gemacht.
Ergebnisse
5
2 Ergebnisse
2.1 Handlungsfeld Fundament
2.1.1 Ausgangssituation
Die Grundlage für die Aktivitäten im dritten Projektjahr war ein einheitliches Ver-
ständnis hinsichtlich der Ziele von Lean Logistics. Eine elementare Erkenntnis dabei:
ein schlankes Logistiksystem erfüllt als Ziel immer die Kundenorientierung unter
bestmöglicher Ressourceneffizienz, d.h. möglichst verschwendungsarm. Die Bewer-
tung der Kundenorientierung erfolgt mittels eines Erfüllungsgrads der geforderten
logistischen Leistung, gemessen anhand der fünf logistischen R’s (richtiges Produkt
am richtigen Ort zur richtigen Zeit in der richtigen Menge und richtigen Qualität). Die
Effizienz des logistischen Prozesses wird beurteilt über die Ressourcenverschwen-
dung während der Aufgabendurchführung. Dabei finden die klassischen Einsatzfak-
toren der Logistik, Personal, Fläche, Material und Energie sowie das eingesetzte
Kapital Anwendung.
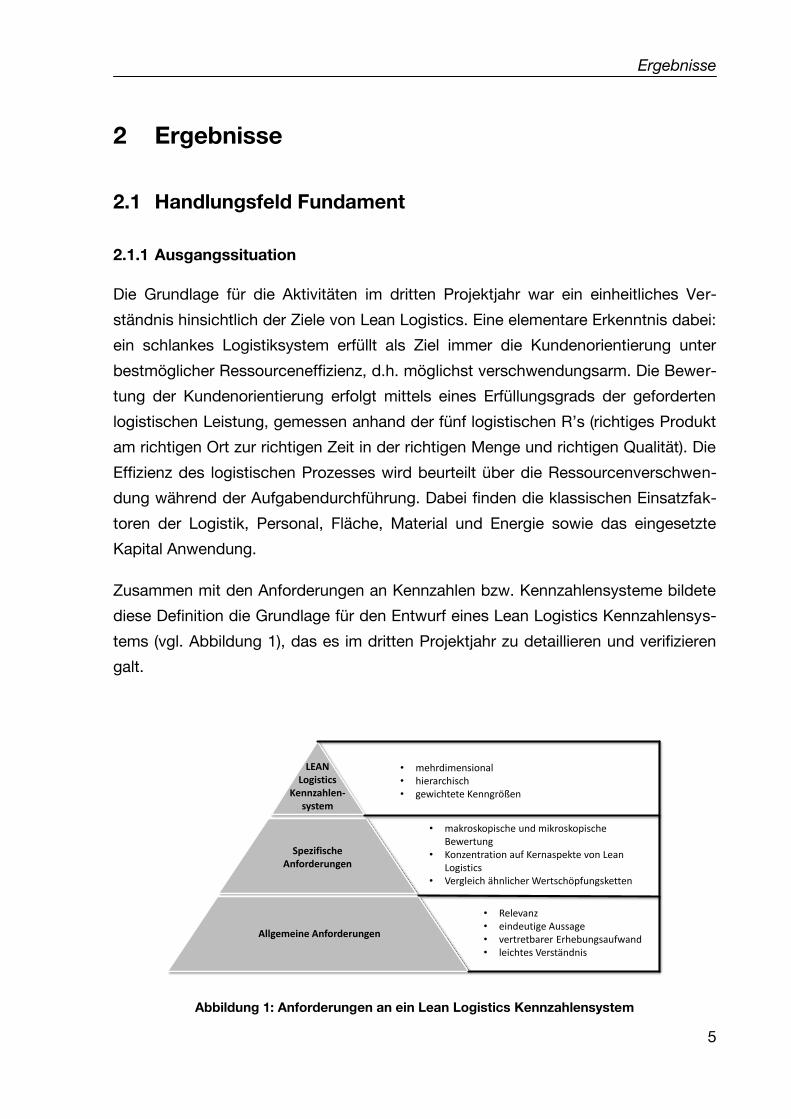
Zusammen mit den Anforderungen an Kennzahlen bzw. Kennzahlensysteme bildete
diese Definition die Grundlage für den Entwurf eines Lean Logistics Kennzahlensys-
tems (vgl. Abbildung 1), das es im dritten Projektjahr zu detaillieren und verifizieren
galt.
Abbildung 1: Anforderungen an ein Lean Logistics Kennzahlensystem
LEANLogistics
Kennzahlen-system
Spezifische Anforderungen
Allgemeine Anforderungen
• mehrdimensional• hierarchisch• gewichtete Kenngrößen
• makroskopische und mikroskopische Bewertung
• Konzentration auf Kernaspekte von Lean Logistics
• Vergleich ähnlicher Wertschöpfungsketten
• Relevanz• eindeutige Aussage• vertretbarer Erhebungsaufwand• leichtes Verständnis

Ergebnisse
6
Um Unternehmen bei der Einführung von Lean in der Logistik zu unterstützen, wur-
den darüber hinaus wesentliche Aktivitäten in einem strukturierten Vorgehen einge-
gliedert. Alle Schritte, einzubindende Personen und unterstützende Methoden und
Werkzeuge sind in Form eines Phasenmodells (vgl. Abbildung 2) abgebildet. Das
Modell soll als strukturiertes Referenzvorgehen zur Orientierung dienen. Diese sollte
im letzten Projektjahr vervollständigt und umfassend dokumentiert werden.
Abbildung 2: Phasenmodell Lean Logistics
2.1.2 Ergebnisse im letzten Jahr
Vervollständigung Phasenmodell Lean Logistics
Im letzten Projektjahr wurde die Modellstruktur erweitert, das Modell inhaltlich ver-
vollständigt und umfassend dokumentiert. Die Inhalte wurden basierend auf Recher-
chen und Workshops mit den Industrieunternehmen, die sich selbst in unterschiedli-
chen Entwicklungsphasen befinden, erarbeitet. Dadurch konnten die Erfahrungen
aus vielen Lean-Einführungen in die Modellerstellung einfließen und sichergestellt
werden, dass ein bewährtes Gesamtvorgehen zur Verfügung gestellt wird.
Zur Abbildung der einzelnen Phasen wurde die in Abbildung 3 für die Phase „Pilotie-
rung“ dargestellte Strukturierung gewählt. Für jede Phase ist beschrieben, welche
Voraussetzungen erfüllt sein müssen, um die jeweilige Phase sinnvoll zu beginnen.
EMOTIONALISIERUNG
IST-ANALYSE UND PLANUNG
UMSETZUNG
BETRIEB
Ist-Analyse, Bewertung und
HandlungsfelderSoll-Konzeption
Kontinuierliche Verbesserung
Org
anis
atio
nse
ntw
ickl
un
g
Ko
mm
un
ikat
ionManagement-
Commitment und Kommunikation
PilotierungRef lexion und Entscheidung
IST-ANALYSE UND PLANUNG
Umsetzung und Ref lexion
BETRIEB
Stufe 1
Stufe 2
Stufe 3
Stufe 4
…Phase:…Stufe:
Legende:

Ergebnisse
7
Damit am Ende der Phase definierte Ergebnisse vorliegen, müssen eine Reihe von
Aufgaben erfüllt werden. An dieser Stelle ist der eigentliche Inhalt des Modells hin-
terlegt, denn hier ist detailliert beschrieben, welche Schritte wann konkret durchge-
führt werden sollten, wie dabei vorgegangen werden sollte, welche Methoden und
Werkzeuge zu Hilfe genommen werden können, wer dazu eingebunden werden
muss (Beteiligte), welches Wissen und welche Kenntnisse benötigt werden und wo-
rauf geachtet werden muss. Erfahrungen und weitere Hinweise zur Durchführung
sind schließlich als Erfolgsfaktoren und Risiken gesammelt.
Abbildung 3: Aufbau einer Phase am Beispiel der Phase "Pilotierung"
Die Dokumentation erfolgte auf Wunsch der Projektpartner in einem Wiki. Dieses
Medium bietet den Vorteil, dass sich darin Wissen und Erfahrungen der Autoren kol-
laborativ ausdrücken lassen, d.h. es ermöglicht das gemeinsame Erarbeiten und
Weiterentwickeln von Inhalten [Ebe-05, S.10]. Außerdem können Inhalte miteinander
verlinkt und dadurch auf verschiedenen Wegen zugänglich gemacht werden. Das
System steht den Projektpartnern zum einen als Referenz zur Verfügung, kann und
soll von diesen aber im Sinne eines Wissensmanagement-Instruments ebenfalls um
neue Erfahrungen und Erkenntnisse erweitert werden.
Daneben werden die Beschreibungen der Phasen in [Gün-13] in Buchform der brei-
ten Öffentlichkeit zugänglich gemacht.
Phase Pilotierung
Lean-Pilot (Bereich, Dauer, Budget, Team, Ressourcen) ist definiert
Vorübergehender „Welpenschutz“ ist garantiert
Umgesetzter und ausgewerteter Lean-Pilot als Leuchtturm
Sichtbare und messbare ProzessverbesserungenErfahrungen aus der Pilot-Durchführung als „Lessons to learn“
Durchführung einer Grundlagenschulung für das Pilotteam
Vorgabe „optimistischer“ Ziele
Durchführung der Ist-Analyse
Entwurf eines Soll-Konzepts inkl. Umsetzungsplan
Umsetzung des Konzepts und kontinuierliche Erfolgskontrolle
Wertstromanalyse und -design
Tätigkeits- oder Verschwendungsanalyse
Kreidekreis
Spaghetti-Diagramm
5W (5-Warum-Fragen)
Zykluszeiten-Analyse
Pilotteam
Externer Lean-Experte
Wirkliche Wissensvermittlung – Mindset und Methodenkompetenz
Wahres, eigenes Bild, statt alter Daten oder Daten aus IT-Systemen
Anspruchsvolle Zielsetzung
Kontinuierliche Überzeugungsarbeit
Anlaufbegleitung bis eine stabiler Prozess vorliegt
Visualisierung von Erfolgen
Wo stehe ich aktuell?
Was kann ich
erreichen?
Was sollte ich dazu tun?
Wie kann ich vorgehen?
Welche Werkzeuge und Methoden
unterstützen mich dabei?
Wen brauche ich
dazu?
Worauf sollte ich achten?
Voraussetzungen
Ergebnisse
Aufgaben
Methoden
Beteiligte
Erfolgsfaktoren und Risiken

Ergebnisse
8
Eine intensive Anwendung des Modells im Unternehmen erfolgte bspw. durch das
Unternehmen F.X. Meiller (vgl. [Dic-12]). Im Rahmen der Einführung des Meiller-
Produktionssystems (MPS) wurde das Modell zur Orientierung und ständigen Prü-
fung der Vorgehensweise herangezogen (vgl. Abbildung 4) und um Erfahrungen,
bspw. hinsichtlich der Mitarbeitereinbindung ergänzt. Dabei hat sich das Modell als
äußerst hilfreiche Referenz erwiesen.
Abbildung 4: Prüfung der Voraussetzungen der Phase "Pilotierung" im Rahmen der Einführung des Meiller-Produktionssystems ([Dic-12])
Im Hinblick auf die Zielsetzung des Forschungsprojektes bildet das Phasenmodell
den Rahmen, in den die Ergebnisse aller anderen Arbeitspakete integriert sind und
stellt dadurch das zielgerichtete Zusammenwirken der Grundlagen, Methoden und
Werkzeuge zur Analyse und Planung von Prozessen und Technik sowie des Schu-
lungskonzeptes sicher.
Erarbeitung der Leitlinien schlanker Logistik
Das letztendlich erlangte gemeinsame Verständnis von Lean Logistics wurde in zehn
Leitlinien für eine schlanke Logistik festgehalten, die Lean Logistics auszeichnen und
möglich machen. Diese basieren auf den Ergebnissen einer Recherche in Literatur
und Medien, umfassenden Erfahrungen mit Theorie und Anwendung von Lean-
Management-Methoden, vielfältigem Wissen aus der betrieblichen und unternehme-
rischen Praxis und Diskussionen mit den beteiligten Logistikexperten.
Die zehn Leitlinien bilden die Grundlage für die Gestaltung schlanker Logistikprozes-
se. Sie dienen auf dem Weg zu nachhaltigem Unternehmenserfolg als Leitplanken,
die Orientierung und Rückhalt bieten. Dazu weisen sie den Weg. Sie sind nicht die
Lösung. Man muss sich auf den Weg machen, Mut zur Veränderung und Weiterent-
Ergebnisse von Phase 1, Voraussetzungen von Phase 2:
• Emotionalisiertesund veränderungsbereites Top-Management
• Klares Bekenntnis zur Durchführung eines definierten Lean-Piloten
• Transparenz im Unternehmen hinsichtlich geplanter Schritte
• Definition eines Lean-Piloten (Bereich, Dauer, Budget, Team, Ressourcen)
• Garantie eines vorübergehenden „Welpenschutzes“

Ergebnisse
9
wicklung haben und immer mehr Verschwendung eliminieren, um so Potenzial zu
schaffen für die Erzeugung von Wert für den Kunden. Demzufolge orientieren sich
auch die in den weiteren Handlungsfeldern erarbeiteten Methoden an den Leitlinien.
In Abbildung 5 sind diese in der Übersicht dargestellt.
Abbildung 5: Zehn Leitlinien für eine schlanke Logistik
Ziel- und Kennzahlensystem
Das Hauptaugenmerk innerhalb des Handlungsfeldes Fundament im dritten Projekt-
jahr lag in der Detaillierung und Verifikation eines Ziel- und Kennzahlensystems, um
Prozesse der Logistik nach Lean-Gesichtspunkten messen und bewerten zu kön-
nen.
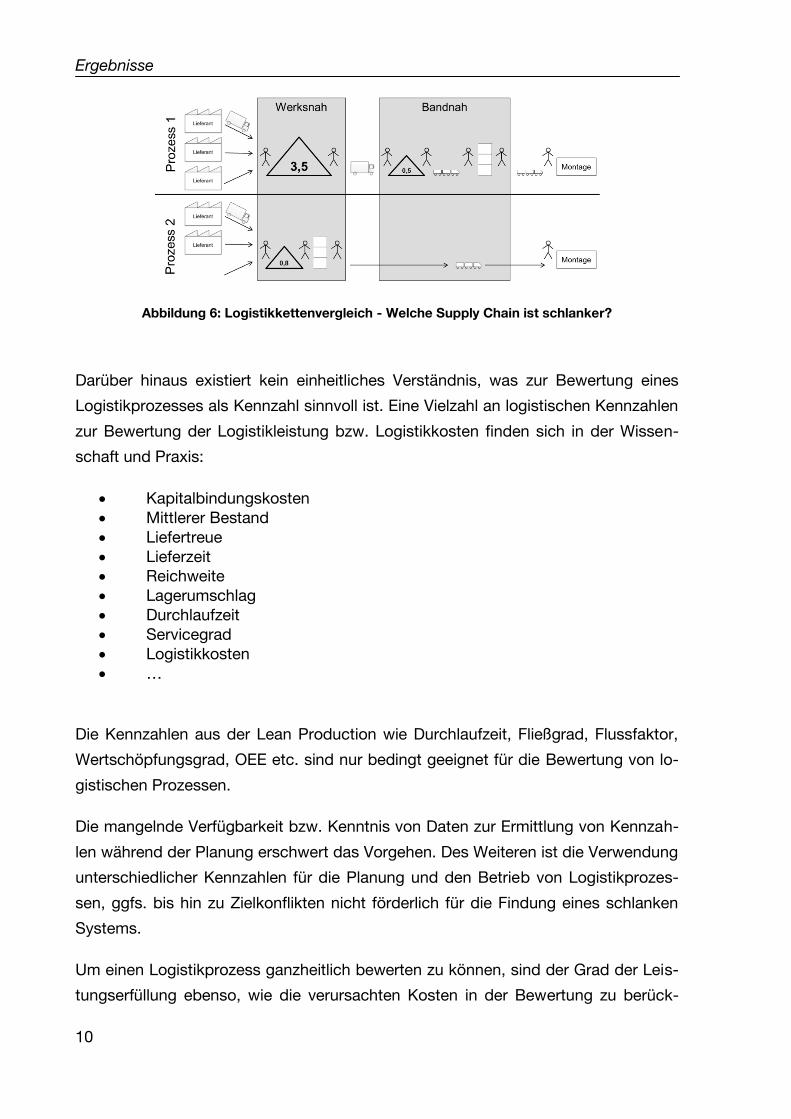
Die Realität bei der Ausplanung von Logistikprozessen sieht zumeist so aus, dass
Kostenziele vorliegen, Vorgaben hinsichtlich lean sich meist auf „der Prozess muss
möglichst schlank sein“ beschränken. Insbesondere bei der Planung bzw. Optimie-
rung schlanker Logistikprozesse stellt sich die Frage, wann ein Prozess als schlan-
ker gilt als ein Alternativprozess. Der Erfahrungsschatz des Planers beeinflusst maß-
geblich die Bewertung, was schlank und was ggfs. schlanker ist (vgl. Abbildung 6).
1 - Auf den Wert konzentrieren 6 - Mitarbeiterpotenzial bewusst nutzen
2 - Am Wertstrom orientieren 7 - Standards setzen
3 - Prozesse in Fluss bringen 8 - Langfristig denken
4 - Ziehende Prozesse realisieren (Pull) 9 - Prozesse robust gestalten
5 - Perfektion anstreben 10 - In ganzheitlichen Prozessen denken
Ergebnisse
10
Abbildung 6: Logistikkettenvergleich - Welche Supply Chain ist schlanker?
Darüber hinaus existiert kein einheitliches Verständnis, was zur Bewertung eines
Logistikprozesses als Kennzahl sinnvoll ist. Eine Vielzahl an logistischen Kennzahlen
zur Bewertung der Logistikleistung bzw. Logistikkosten finden sich in der Wissen-
schaft und Praxis:
Kapitalbindungskosten Mittlerer Bestand Liefertreue Lieferzeit Reichweite Lagerumschlag Durchlaufzeit Servicegrad Logistikkosten …
Die Kennzahlen aus der Lean Production wie Durchlaufzeit, Fließgrad, Flussfaktor,
Wertschöpfungsgrad, OEE etc. sind nur bedingt geeignet für die Bewertung von lo-
gistischen Prozessen.
Die mangelnde Verfügbarkeit bzw. Kenntnis von Daten zur Ermittlung von Kennzah-
len während der Planung erschwert das Vorgehen. Des Weiteren ist die Verwendung
unterschiedlicher Kennzahlen für die Planung und den Betrieb von Logistikprozes-
sen, ggfs. bis hin zu Zielkonflikten nicht förderlich für die Findung eines schlanken
Systems.
Um einen Logistikprozess ganzheitlich bewerten zu können, sind der Grad der Leis-
tungserfüllung ebenso, wie die verursachten Kosten in der Bewertung zu berück-
Ergebnisse
11
sichtigen. Gegenüber der ursprünglichen Grundidee aus dem zweiten Projektjahr,
eine aggregierten Kennzahl zu entwickeln, ergab die folgende Forschungsarbeit,
dass die beiden Faktoren in mindestens zwei Kennzahlen in einem Lean Logistics
Kennzahlensystem abgebildet werden müssen.
Berücksichtigung der Logistikleistung
Die Logistikleistung ist wie oben beschrieben ein Maßstab für die Erfüllung der Lie-
ferzeit- und Liefertreueanforderung. Zentraler Gedanke im Lean Management ist die
strikte Orientierung am Kunden. Orientierung am Kunden bedeutet konsequente
Ausrichtung an den Anforderungen des Kunden, allerdings auch keine Übererfül-
lung.
Die Beschreibung der Kundenanforderung erfolgt dabei über die 5R der Logistik,
richtiges Produkt am richtigen Ort, zum richtigen Zeitpunkt, in der richtigen Menge in
der geforderten Qualität. Dahinter verbergen sich in der Literatur und Praxis existie-
rende Einzelkennzahlen, die die Güte der Erfüllung der einzelnen Anforderungen be-
werten:
Fehllieferquote – Richtiges Teil Zielliefertreue – Richtiger Ort Termintreue – Richtiger Termin Liefermengentreue – Richtige Menge Lieferqualitätstreue – Richtige Qualität
Alle diese Einzelkennzahlen zur Beschreibung der Güte bedingen sinnvollerweise
eine einheitliche Basis – möglich bzw. in der Praxis vorzufinden sind eine Viel zahl
unterschiedlicher, z. B. Teil bzw. Produkt, Lieferung, Logistikauftrag. Im Lean Logis-
tics Kennzahlensystem ist die stringente Orientierung am Kunden eine elementare
Anforderung. Dies muss auch Berücksichtigung in der Auswahl der Basis für die
Einzelkennzahlen bilden. Als geeignet erscheint der einzelne Kundenauftrag, da die-
ser die Anforderungen am besten wiederspiegelt.
Festzustellen ist, dass in der Praxis ggfs. nur einzelne von den Kennzahlen verfügbar
sind bzw. bereits in einer aggregierten Form vorliegen (z. B. Anliefertreue beinhaltet
Fehllieferquote, Zielliefertreue und Termintreue). Im Sinne der Anforderung, das Ver-
hältnis zwischen Datenerhebungsaufwand und Informationswert möglichst effizient
zu gestalten, ist eine weitere Aggregation zu einer Spitzenkennzahl sinnvoll und er-
Ergebnisse
12
möglicht zudem die einfachere Handhabbarkeit im Betrieb, z. B. im Rahmen eines
Monitoring.
Entscheidend ist, ob ein Kundenauftrag „Richtig“ in allen Dimensionen (Art, Ort,
Termin, Menge, Qualität) geliefert wird. Daraus ergibt sich folgende Definition für die
Gesamtliefertreue im Sinne Lean Logistics:
Berücksichtigung der Logistikkosten
Eine Maxime in der Prozessgestaltung schlanker Logistikprozesse ist die Reduzie-
rung von Verschwendung, allen Aktivitäten, die nicht zur Steigerung des logistischen
Werts bzw. der logistischen Leistung beitragen.
Diese Faktoren sind heute nicht Bestandteil der Logistikprozesskostenkalkulation.
Durch die, wenn auch versteckte, Verschwendung entstehen allerdings unmittelbar
folgende zusätzliche Kosten in den Gesamtkostenbestandteilen eines Logistikpro-
zesses.
Mitarbeiter- bzw. Personalkosten (z. B. aus Wartezeiten oder unnötigen Handlingsschritten)
Materialkosten (z. B. aus ungenügender Prozessgestaltung) Flächenkosten (z. B. bei überdimensionierten Beständen oder Überlie-
ferungen) Kapitalkosten (z. B. aufgrund notwendiger Regaltechnik bedingt durch
überdimensionierte Bestände) Equipmentkosten (z. B. aufgrund ungenügender Prozessgestaltung) Energiekosten (z. B. aufgrund überflüssigem Transport)
Wenngleich diese nicht zwingend sichtbar als Verschwendungskosten sind, sondern
in den jeweiligen Prozesskosten „versteckt“, so führt eine Reduzierung der Ver-
schwendung automatisch zu einer Erhöhung der Ressourceneffizienz. Dies belegt,
dass schlanke Logistikprozesse auch zwingend kosteneffizient sein müssen.
Ergebnisse
13
Die Kennzahlen zur Erfassung des Teilziels Effizienz werden in der Ressourceneffi-
zienz in Form der Gesamtprozesskosten zusammengefasst, die sich wie folgt be-
rechnen lässt:
Die Gesamtprozesskosten setzen sich aus den oben bereits aufgeführten Kostenbe-
standteilen (Personal-, Material-, Flächen, Kapital-, Equipment-, und Energiekosten)
zusammen.
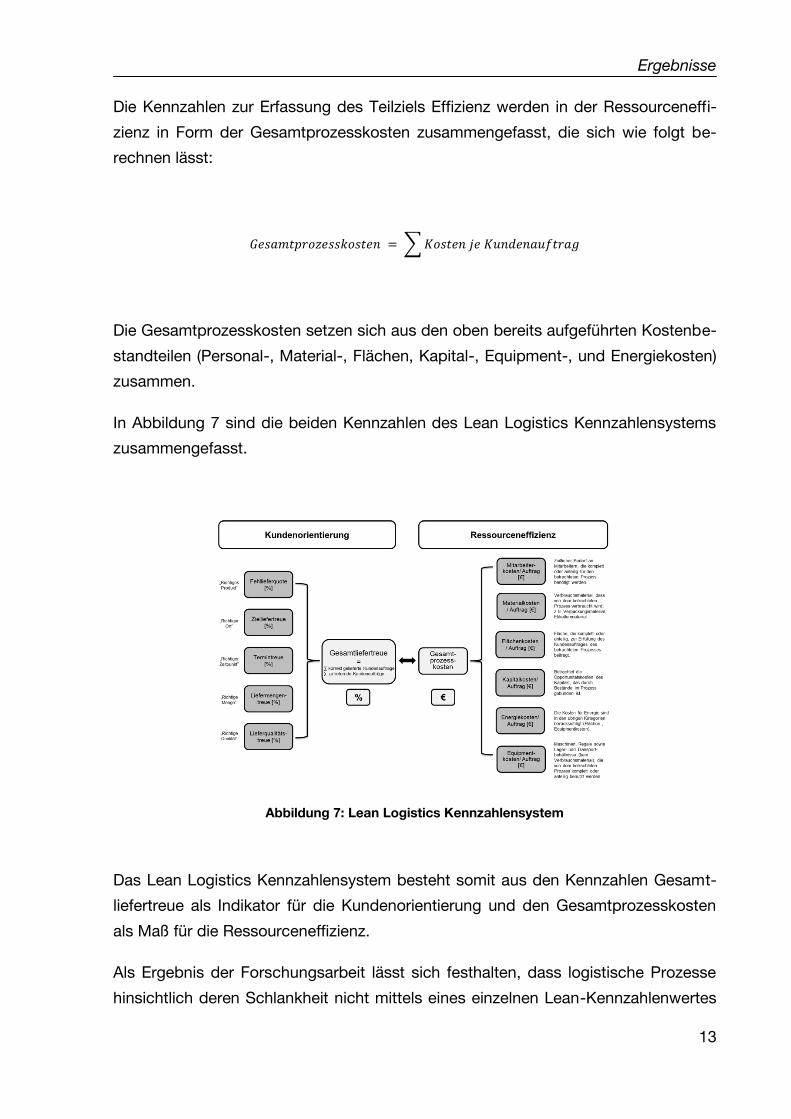
In Abbildung 7 sind die beiden Kennzahlen des Lean Logistics Kennzahlensystems
zusammengefasst.
Abbildung 7: Lean Logistics Kennzahlensystem
Das Lean Logistics Kennzahlensystem besteht somit aus den Kennzahlen Gesamt-
liefertreue als Indikator für die Kundenorientierung und den Gesamtprozesskosten
als Maß für die Ressourceneffizienz.
Als Ergebnis der Forschungsarbeit lässt sich festhalten, dass logistische Prozesse
hinsichtlich deren Schlankheit nicht mittels eines einzelnen Lean-Kennzahlenwertes
Ergebnisse
14
bewertet werden können. Vielmehr muss der Anwender je nach Unternehmensziel-
setzung individuell abwägen, in welchem Maße Gesamtliefertreue und Gesamtkos-
ten bei der Entscheidung für eine untersuchte Wertschöpfungskette berücksichtigt
werden.
Durch das Lean Logistics Kennzahlensystem ist es somit möglich, verschiedene
Prozessalternativen miteinander hinsichtlich ihrer Schlankheit zu vergleichen. Damit
wird auch die Grundlage für die Planung wertschöpfungsstufenübergreifender
schlanker Supply Chains in der Automobilindustrie geschaffen. Das vorliegende Be-
wertungssystem ist durch seine breite Auslegung auch für die Optimierung von be-
stehenden Prozessen geeignet.
Die Verifikation des Ziel- und Kennzahlensystems Lean Logistics im Sinne einer kon-
tinuierlichen Anwendbarkeit konnte über den Einsatz bei Industriepartnern erfolgen.
Insbesondere der Einsatz bei wertschöpfungsstufenübergreifenden Versorgungsket-
ten ermöglichte die Transparenz hinsichtlich einer globalen Schlankheit. Eine Er-
kenntnis hierbei: nicht nur das notwendige Werkzeug (hier in Form des Kennzahlen-
systems) muss vorliegen, sondern auch die Voraussetzungen für eine wertschöp-
fungsstufenübergreifende Zusammenarbeit der Automobilhersteller und deren Zu-
lieferer. Eine Veränderung der heutigen strikten Verantwortlichkeiten gilt es aufzu-
brechen und ggfs. über weitere Forschungsarbeit Vorschläge für eine Neuorganisa-
tion zu machen.
2.1.3 Soll-Ist-Vergleich
Laut Antragsstellung waren im Handlungsfeld „Fundament“ die folgenden Aufgaben
zu erfüllen:
AP 1.1: Einheitliches Verständnis und Zieldefinition von Lean Logistics und Wissenstransfer
AP 1.2: Entwicklung eines Kennzahlensystems „Lean Logistics“ und Erfolgs-messung
Im Verlauf des Projektes konnte durch intensive Diskussionen ein gemeinsames
Verständnis für Lean Logistics hergestellt werden. Dieses spiegelt sich unter ande-
rem wieder in den beschriebenen Leitlinien für eine schlanke Logistik sowie im Ziel-
system für eine schlanke Logistik mit den wesentlichen Säulen „Kundenorientierung“

Ergebnisse
15
und „Ressourceneffizienz“. Dieses Zielsystem bildet wiederum die Grundlage für das
entwickelte Kennzahlensystem zur Bewertung von Logistikprozessen.
Darüber hinaus wurden im Lean Logistics Phasenmodell wesentliche Schritte für
eine Einführung von Lean Logistics in Unternehmen festgehalten.
2.2 Handlungsfeld Prozesse
2.2.1 Ausgangssituation
Ziel des Handlungsfelds Prozesse war die Bereitstellung von Methoden zur Analyse
und Bewertung von Logistikprozessen sowie zur systematischen Planung und Aus-
legung schlanker Logistikprozessketten. Die zu erstellenden Methoden sollten bau-
steinbasiert sein und durch Simulation gestützt werden.
In den ersten beiden Projektjahren wurde mit der logistikorientierten Wertstromana-
lyse eine Methode zur Prozessanalyse und –bewertung entwickelt. Mit dieser kön-
nen gezielt Logistikprozesse aufgenommen und hinsichtlich Wertschöpfung bzw.
Verschwendung untersucht werden. Das Vorgehen orientiert sich an der klassischen
Wertstromanalyse. Jedoch werden spezifische Logistikbausteine zur Verfügung ge-
stellt, um Logistikprozessschritte hinsichtlich ihrer Funktion zu kategorisieren und
relevante Kenngrößen zu erfassen. Zusätzlich werden Informationsfluss und Steue-
rung der Logistikprozesse detailliert abgebildet. Mithilfe der Verschwendungsarten
für die Logistik und eines Vergleichs der Anforderungen auf Kunden- und Lieferan-
tenseite des Prozesses kann anschließend der Prozess analysiert und nach Verbes-
serungsmöglichkeiten gesucht werden.
Darauf aufbauend wurde ein Vorgehen zur Gestaltung schlanker Logistikprozesse
konzipiert. Dieses umfasst mehrere Planungs-, Berechnungs- und Bewertungs-
schritte und ermöglicht schlussendlich das Design einer „schlanken“ Logistikpro-
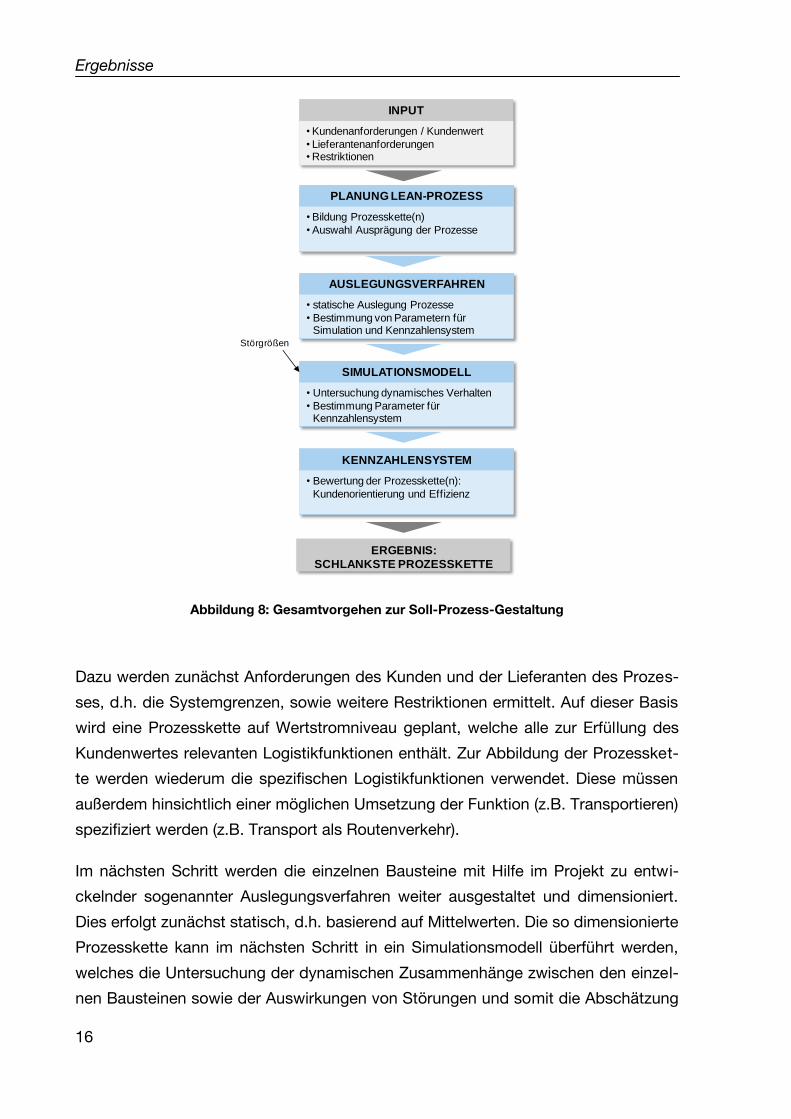
zesskette für einen definierten Anwendungsfall (vgl. Abbildung 8).
Ergebnisse
16
Abbildung 8: Gesamtvorgehen zur Soll-Prozess-Gestaltung
Dazu werden zunächst Anforderungen des Kunden und der Lieferanten des Prozes-
ses, d.h. die Systemgrenzen, sowie weitere Restriktionen ermittelt. Auf dieser Basis
wird eine Prozesskette auf Wertstromniveau geplant, welche alle zur Erfüllung des
Kundenwertes relevanten Logistikfunktionen enthält. Zur Abbildung der Prozessket-
te werden wiederum die spezifischen Logistikfunktionen verwendet. Diese müssen
außerdem hinsichtlich einer möglichen Umsetzung der Funktion (z.B. Transportieren)
spezifiziert werden (z.B. Transport als Routenverkehr).
Im nächsten Schritt werden die einzelnen Bausteine mit Hilfe im Projekt zu entwi-
ckelnder sogenannter Auslegungsverfahren weiter ausgestaltet und dimensioniert.
Dies erfolgt zunächst statisch, d.h. basierend auf Mittelwerten. Die so dimensionierte
Prozesskette kann im nächsten Schritt in ein Simulationsmodell überführt werden,
welches die Untersuchung der dynamischen Zusammenhänge zwischen den einzel-
nen Bausteinen sowie der Auswirkungen von Störungen und somit die Abschätzung
PLANUNG LEAN-PROZESS
AUSLEGUNGSVERFAHREN
SIMULATIONSMODELL
KENNZAHLENSYSTEM
• Bildung Prozesskette(n)
• Auswahl Ausprägung der Prozesse
• statische Auslegung Prozesse
• Bestimmung von Parametern für Simulation und Kennzahlensystem
• Untersuchung dynamisches Verhalten
• Bestimmung Parameter für Kennzahlensystem
• Bewertung der Prozesskette(n):
Kundenorientierung und Effizienz
Störgrößen
INPUT
• Kundenanforderungen / Kundenwert
• Lieferantenanforderungen• Restriktionen
ERGEBNIS:
SCHLANKSTE PROZESSKETTE

Ergebnisse
17
der „dynamischen“ Liefertreue des Prozesses ermöglicht. Am Ende kann die Pro-
zesskette mit Hilfe des Kennzahlensystems aus dem Handlungsfeld Fundament be-
wertet werden. Auf dieser Basis können auch mehrere Prozessketten miteinander
verglichen werden.
2.2.2 Ergebnisse im letzten Jahr
Im letzten Projektjahr wurde das genannte Gesamtvorgehen vollständig ausgearbei-
tet, in Form von Methoden und Werkzeugen umgesetzt und dokumentiert, sowie an
ausgewählten Beispielen der Partnerunternehmen durchgeführt.
Vorgehen zur Planung Lean-Prozess
Erster Schritt im Vorgehen zur Soll-Prozess-Gestaltung ist die grobe Planung eines
Lean-Logistikprozesses auf Wertstromniveau. Dies umfasst die Definition notwendi-
ger Prozessschritte, sowie eine Auswahl geeigneter Ausprägungsformen für die Pro-
zessschritte. Dazu ist auf der Grundlage der Leitlinien für eine schlanke Logistik, der
Erkenntnisse aus dem Wertstromdesign und der konventionellen Logistikplanung
und vieler Expertengespräche innerhalb des Forschungsprojekts LEAN:log ein Leit-
faden zur Planung eines schlanken Logistikprozesses auf Wertstromniveau entstan-
den. Mit Hilfe des Leitfadens gelingt es, die Grobplanung von Logistikprozessen zu
standardisieren und die Ergebnisse der Planung nachvollziehbar zu machen. Unab-
hängig von den Erfahrungen des einzelnen Planers ist es auf diese Weise möglich,
sicherzustellen, dass die wesentlichen Elemente der logistischen Prozesse beleuch-
tet werden und der logistische Wertstrom strukturiert erarbeitet wird. Gleichzeitig ist
der Planer aufgefordert, seine Erfahrungen zu nutzen und einzubringen. Ein Stan-
dard festigt die erreichte Kompetenz auf einem Gebiet und sorgt im besten Fall für
gleichbleibend hohe Qualität und Effizienz, ohne die Weiterentwicklung und Verbes-
serung zu behindern. Dies ist auch der Anspruch des Leitfadens.
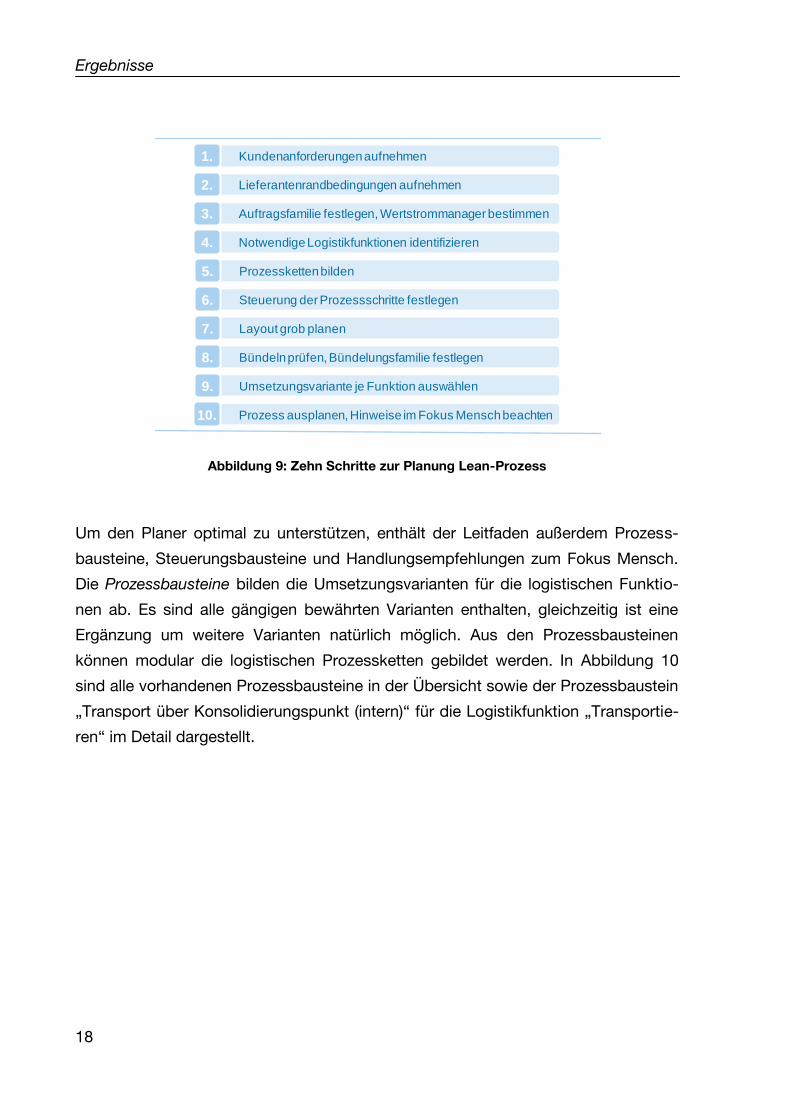
Im Laufe von zehn Planungsschritten (vgl. Abbildung 9) entwickelt der Planer eine
schlanke logistische Prozesskette. Dabei konzentriert er sich explizit auf die drei As-
pekte Materialfluss, Informationsfluss (Steuerung) und den Mitarbeiter als „Manager“
seines Prozesses. Die einzelnen Planungsschritte sind im Leitfaden detailliert be-
schrieben. Bei zu treffenden Entscheidungen wird der Planer mit Handlungsempfeh-
lungen unterstützt.
Ergebnisse
18
Abbildung 9: Zehn Schritte zur Planung Lean-Prozess
Um den Planer optimal zu unterstützen, enthält der Leitfaden außerdem Prozess-
bausteine, Steuerungsbausteine und Handlungsempfehlungen zum Fokus Mensch.
Die Prozessbausteine bilden die Umsetzungsvarianten für die logistischen Funktio-
nen ab. Es sind alle gängigen bewährten Varianten enthalten, gleichzeitig ist eine
Ergänzung um weitere Varianten natürlich möglich. Aus den Prozessbausteinen
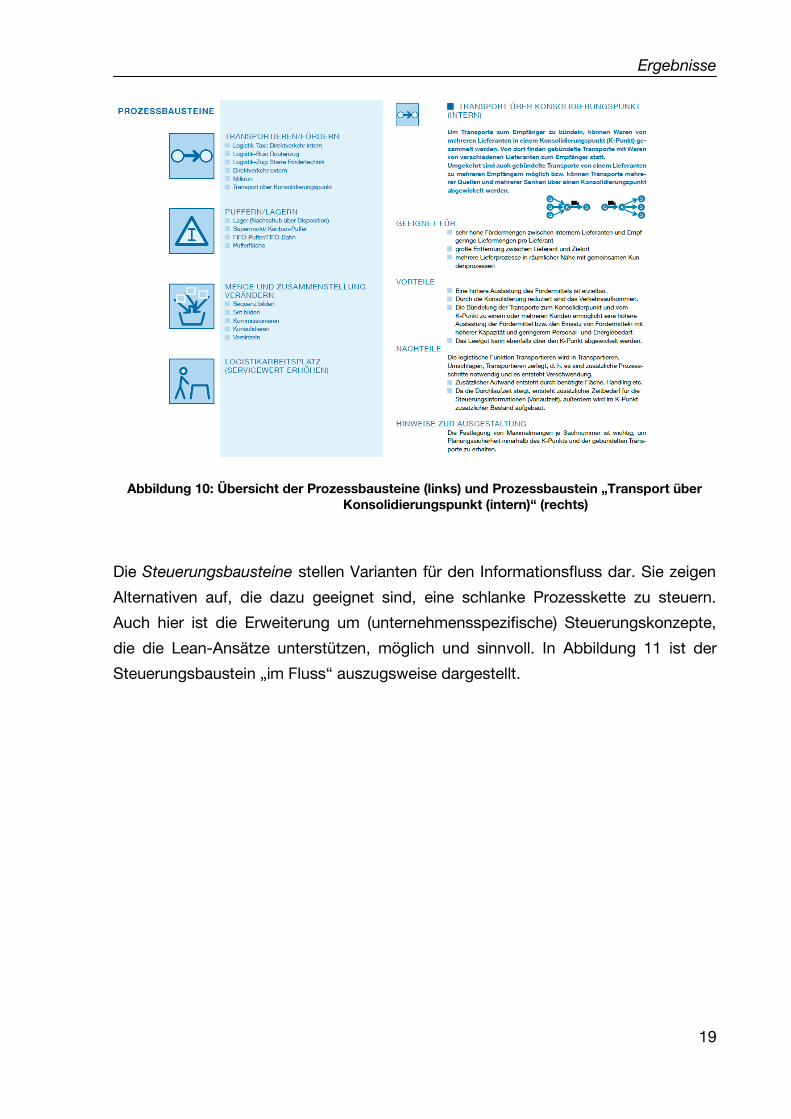
können modular die logistischen Prozessketten gebildet werden. In Abbildung 10
sind alle vorhandenen Prozessbausteine in der Übersicht sowie der Prozessbaustein
„Transport über Konsolidierungspunkt (intern)“ für die Logistikfunktion „Transportie-
ren“ im Detail dargestellt.
Kundenanforderungen aufnehmen1.
Lieferantenrandbedingungen aufnehmen2.
Auftragsfamilie festlegen, Wertstrommanager bestimmen3.
Notwendige Logistikfunktionen identifizieren4.
Prozessketten bilden5.
Steuerung der Prozessschritte festlegen6.
Layout grob planen7.
Bündeln prüfen, Bündelungsfamilie festlegen8.
Umsetzungsvariante je Funktion auswählen9.
Prozess ausplanen, Hinweise im Fokus Mensch beachten10.
Ergebnisse
19
Abbildung 10: Übersicht der Prozessbausteine (links) und Prozessbaustein „Transport über Konsolidierungspunkt (intern)“ (rechts)
Die Steuerungsbausteine stellen Varianten für den Informationsfluss dar. Sie zeigen
Alternativen auf, die dazu geeignet sind, eine schlanke Prozesskette zu steuern.
Auch hier ist die Erweiterung um (unternehmensspezifische) Steuerungskonzepte,
die die Lean-Ansätze unterstützen, möglich und sinnvoll. In Abbildung 11 ist der
Steuerungsbaustein „im Fluss“ auszugsweise dargestellt.

Ergebnisse
20
Abbildung 11: Steuerungsbaustein „im Fluss“ (Auszug)
Um bei der Umsetzungsplanung den Menschen im Prozess nicht zu vergessen,
sondern ihn – im Gegenteil – optimal bei der Zielerreichung (Fehlerfreiheit bei gleich-
zeitiger Ressourceneffizienz) zu unterstützen, enthält der Leitfaden außerdem Hand-
lungsempfehlungen zum Null-Fehler-Prinzip. Darin ist bspw. festgehalten, wie, um
eine Bereitstellung am richtigen Ort sicherzustellen, Flächen gekennzeichnet werden
sollten, oder wie, um Verwechslungen zu vermeiden, Waren beschriftet werden soll-
ten.
Der vollständige Leitfaden ist projektintern im LEAN:log-Wiki dokumentiert und wird
Anfang 2013 als Teil eines Handbuchs für den Planer veröffentlicht [Günt13b].
Der Leitfaden wurde in zahlreichen Expertengesprächen und mit Hilfe von Fragebö-
gen validiert. Alle beteiligten Logistikplaner kannten den Inhalt und Struktur des Leit-
fadens und haben auf dieser Basis einen Fragebogen ausgefüllt. Insgesamt wurde
der Leitfaden mit acht Experten diskutiert, zusätzlich haben 15 Planer den Fragebo-
gen ausgefüllt. Das Feedback war durchwegs positiv. Viele konstruktive Anmerkun-
Ergebnisse
21
gen konnten direkt umgesetzt werden und führten zu einer Verbesserung des Leitfa-
dens.
Auslegungsverfahren für logistische Prozessmodule
Die Auslegungsverfahren sollen, wie oben beschrieben, zur Ausgestaltung und Di-
mensionierung einzelner Logistikprozessbausteine dienen. Als Ergebnis der Ausle-
gung eines Bausteins soll zum einen ein hinsichtlich Prozess, Technik und Steue-
rung beschriebenes Konzept stehen. Zum zweiten sind als Kenngrößen zur Bewer-
tung der Effizienz Flächenbedarf, Bestände im Baustein, Equipmentbedarf und Mit-
arbeiterbedarf bestimmt.
Wurde im zweiten Projektjahr der Schwerpunkt auf die Entwicklung von Verfahren
zur Dimensionierung gelegt, so wurden im letzten Projektjahr die Auslegungsverfah-
ren um die Inhalte zur Ausgestaltung der Bausteine erweitert, die Regeln zur Dimen-
sionierung der Bausteine vervollständigt und die Struktur der Auslegungsverfahren
geringfügig angepasst.
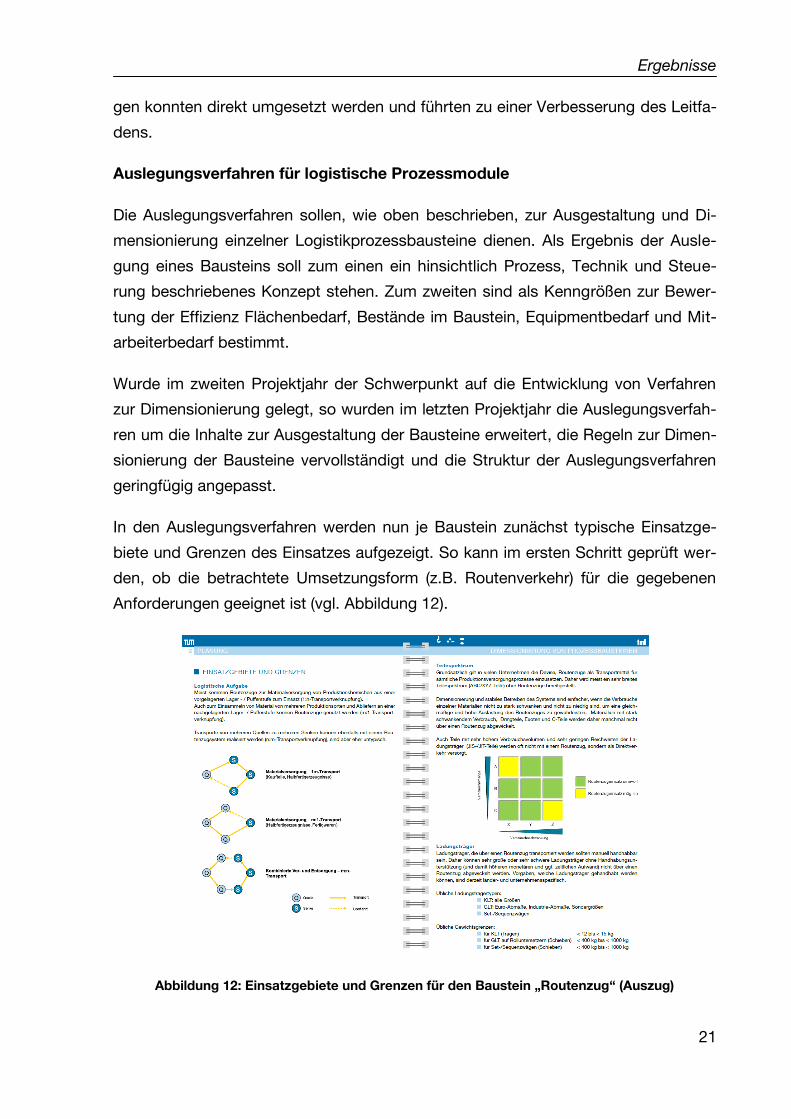
In den Auslegungsverfahren werden nun je Baustein zunächst typische Einsatzge-
biete und Grenzen des Einsatzes aufgezeigt. So kann im ersten Schritt geprüft wer-
den, ob die betrachtete Umsetzungsform (z.B. Routenverkehr) für die gegebenen
Anforderungen geeignet ist (vgl. Abbildung 12).
Abbildung 12: Einsatzgebiete und Grenzen für den Baustein „Routenzug“ (Auszug)
Ergebnisse
22
Je Baustein sind Gestaltungsmöglichkeiten für alle wesentlichen Elemente aufge-
zeigt, typische Gesamtkonzepte beschrieben und Gestaltungsempfehlungen für
unterschiedliche logistische Anforderungen bereitgestellt. Als Gestaltungsmöglich-
keiten werden ausschließlich in schlanken Logistikkonzepten bewährte Lösungen
zur Auswahl gestellt, um so die Betrachtung von wenig geeigneten Lösungen von
vorn herein auszuschließen. Gestaltungsempfehlungen und Entscheidungsregeln
leiten sich aus der Einschätzung der am Projekt beteiligten Experten sowie aus Lite-
raturrecherchen ab und orientieren sich außerdem an den Leitlinien schlanker Logis-
tik.
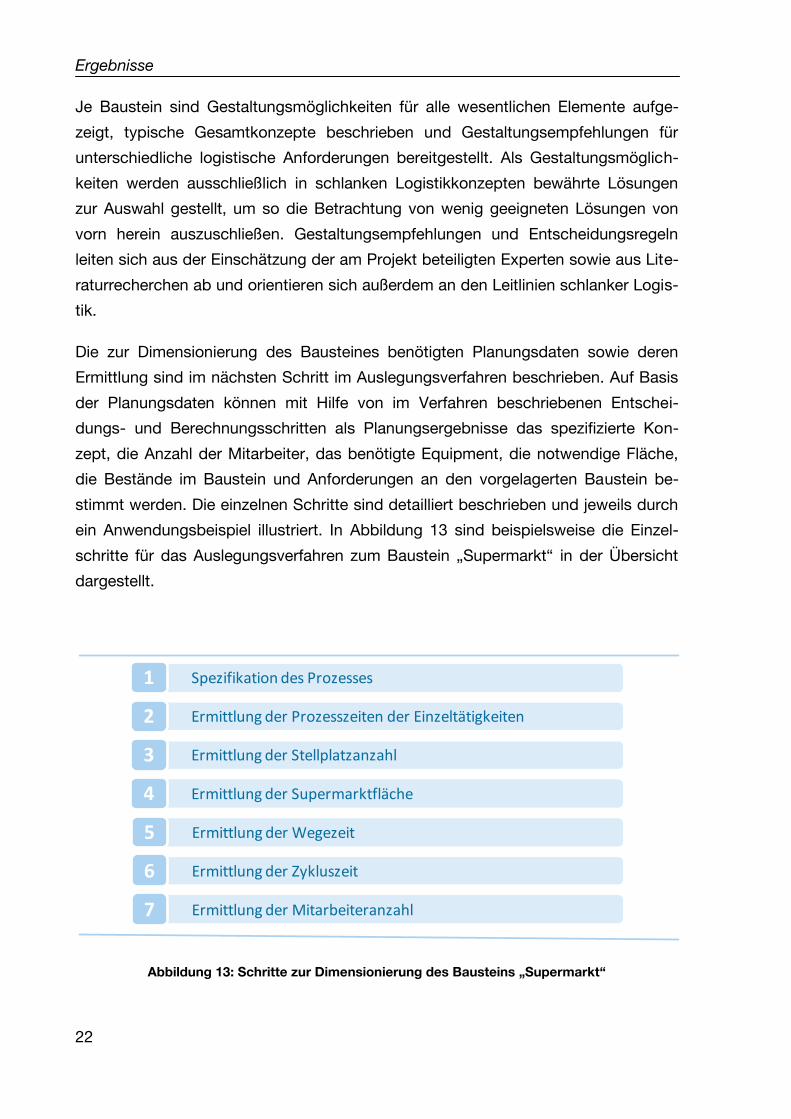
Die zur Dimensionierung des Bausteines benötigten Planungsdaten sowie deren
Ermittlung sind im nächsten Schritt im Auslegungsverfahren beschrieben. Auf Basis
der Planungsdaten können mit Hilfe von im Verfahren beschriebenen Entschei-
dungs- und Berechnungsschritten als Planungsergebnisse das spezifizierte Kon-
zept, die Anzahl der Mitarbeiter, das benötigte Equipment, die notwendige Fläche,
die Bestände im Baustein und Anforderungen an den vorgelagerten Baustein be-
stimmt werden. Die einzelnen Schritte sind detailliert beschrieben und jeweils durch
ein Anwendungsbeispiel illustriert. In Abbildung 13 sind beispielsweise die Einzel-
schritte für das Auslegungsverfahren zum Baustein „Supermarkt“ in der Übersicht
dargestellt.
Abbildung 13: Schritte zur Dimensionierung des Bausteins „Supermarkt“
Spezifikation des Prozesses1
Ermittlung der Prozesszeiten der Einzeltätigkeiten2
Ermittlung der Stellplatzanzahl3
Ermittlung der Supermarktfläche4
Ermittlung der Wegezeit5
Ermittlung der Zykluszeit6
Ermittlung der Mitarbeiteranzahl7
Ergebnisse
23
Die Auslegungsverfahren sind bewusst nicht als automatisiertes Software-Tool,
sondern in Form von einheitlichen Methodenbeschreibungen umgesetzt. Schließlich
kennen Logistikplaner ihre zu planenden Prozesse sowie zu beachtende Randbe-
dingungen und Besonderheiten i.d.R. besonders gut. Daher sollen sie nicht ersetzt
werden, sondern ihre Erfahrungen und ihr Wissen gezielt in die Planung einfließen
lassen, dabei jedoch methodisch angeleitet und bei zu treffenden Entscheidungen
unterstützt werden. Dadurch wird sichergestellt, dass ein umsetzbares, nachvoll-
ziehbares und akzeptiertes Planungsergebnis erzielt wird.
Die Auslegungsverfahren sind so gestaltet, dass sie als allein stehende Methode zur
Auslegung eines Logistikbausteins verwendet werden können. Besonders sinnvoll
ist jedoch die Anwendung anschließend an eine im Planungsleitfaden beschriebene
Wertstromplanung, da in diesem Fall bereits gewährleistet ist, dass eine geeignete
Umsetzungsform gewählt ist und dass Planungsdaten bereits vorliegen. Dann die-
nen die Auslegungsverfahren als wesentlicher Schritt zwischen Wertstromplanung
und Umsetzung. Bausteine sollten im Rahmen einer Wertstromplanung nacheinan-
der „line-back“; d.h. vom Kunden aus, ausgelegt werden, dann wird die Kundenan-
forderung durch die Prozesskette „weitergereicht“.
Die Inhalte der Auslegungsverfahren wurden auf Basis ausführlicher Recherchen
sowie in enger Abstimmung mit den im Projekt beteiligten Industriepartnern erarbei-
tet. Inhalte und Praxistauglichkeit wurden in Projekttreffen diskutiert und durch Lo-
gistikplaner aus den Unternehmen geprüft. Das Feedback war durchweg positiv,
Anmerkungen wurden in die Verfahren eingearbeitet. Außerdem wurden die Ausle-
gungsverfahren für die Bausteine „Supermarkt“ und „Routenzug“ auf ausgewählten
wissenschaftlichen Konferenzen vorgestellt.
Die Dokumentation erfolgte projektintern im LEAN:log-Wiki. Ausgewählte Ausle-
gungsverfahren für besonders häufig eingesetzte Bausteine werden außerdem im
Handbuch für den Planer [Günt-13b] veröffentlicht.
Umsetzung eines Konzeptes zur Simulation von Logistikprozessen mittels der
Software Plant Simulation
Das im Projekt zu entwickelnde Simulationsmodell soll dazu dienen, zum einen das
dynamische Verhalten geplanter Logistikprozesse sowie den Einfluss von Störgrö-
ßen untersuchen zu lassen. Zum anderen gilt es mittels der Simulation eine Bewer-
tung von Prozessketten anhand der im Handlungsfeld Fundament erarbeiteten Ziele
Ergebnisse
24
und Kennzahlen zu gewährleisten. Als wichtige Kenngrößen sollen sich neben der
Liefertreue ebenso Durchlaufzeiten, Bestandsverläufe sowie Kapazitätsauslastungen
ermitteln lassen.
Im zweiten Projektjahr wurde bereits ein Konzept für eine Simulationsumgebung er-
arbeitet, welches im dritten Jahr mit Hilfe der Software Plant Simulation umgesetzt
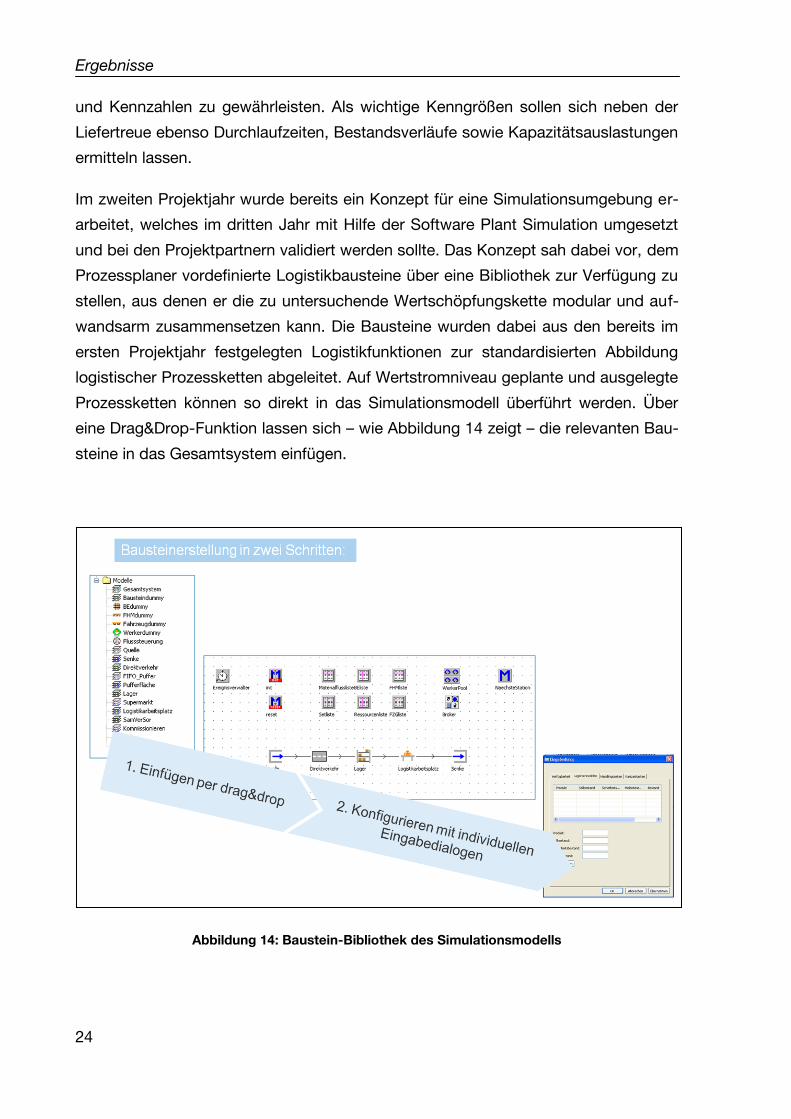
und bei den Projektpartnern validiert werden sollte. Das Konzept sah dabei vor, dem
Prozessplaner vordefinierte Logistikbausteine über eine Bibliothek zur Verfügung zu
stellen, aus denen er die zu untersuchende Wertschöpfungskette modular und auf-
wandsarm zusammensetzen kann. Die Bausteine wurden dabei aus den bereits im
ersten Projektjahr festgelegten Logistikfunktionen zur standardisierten Abbildung
logistischer Prozessketten abgeleitet. Auf Wertstromniveau geplante und ausgelegte
Prozessketten können so direkt in das Simulationsmodell überführt werden. Über
eine Drag&Drop-Funktion lassen sich – wie Abbildung 14 zeigt – die relevanten Bau-
steine in das Gesamtsystem einfügen.
Abbildung 14: Baustein-Bibliothek des Simulationsmodells

Ergebnisse
25
Um die zunächst datenlosen Bausteine anschließend parametrisieren zu können,
werden diese separat aufgerufen und die relevanten Daten wie Lagerkapazitäten,
Bearbeitungszeiten, Fahrwege oder Verfügbarkeiten über entsprechende Register-
karten hinterlegt. Neben den bausteinspezifischen Daten wurde auch ein allgemeiner
Datenpool vorgesehen, welcher übergeordnete Informationen für das Gesamtsystem
enthält. Darin finden sich beispielsweise Angaben über verwendete Ladungsträger
und deren Eigenschaften sowie Daten zu den genutzten Ressourcen wieder. Damit
ein Materialfluss simuliert werden kann, müssen die spezifizierten Bausteine in
einem nächsten Schritt über Kanten miteinander verbunden werden. Außerdem
muss festgelegt werden, auf welche Art und Weise jeder einzelne Baustein im Sys-
tem angestoßen wird und wie sich deren Zusammenspiel gestaltet. Zu diesem
Zweck wurde über eine ebenfalls vordefinierte Auswahl an Steuerungsarten die
Möglichkeit geschaffen, die einzelnen Logistikbausteine miteinander zu verknüpfen.
Vor der Durchführung eines Simulationslaufes müssen abschließend noch die je
Baustein genutzten Ressourcen festgelegt werden. Danach kann das erstellte Simu-
lationsmodell initialisiert und gestartet werden. Nach jedem Simulationslauf erfolgt
eine Auswertung der Ergebnisse über einen Bericht im html-Format, welcher sowohl
die resultierenden System-Kennzahlen als auch die durch den Anwender eingege-
benen System-Parameter enthält. Auf diese Weise können die erzielten Ergebnisse
dokumentiert werden und lassen sich im Nachgang reproduzierbar vergleichen.
Über entsprechende Variationen der System-Parameter kann letztlich über mehrere
Simulationsläufe hinweg der optimale Betriebspunkt für die geplante Prozesskette
bestimmt werden.
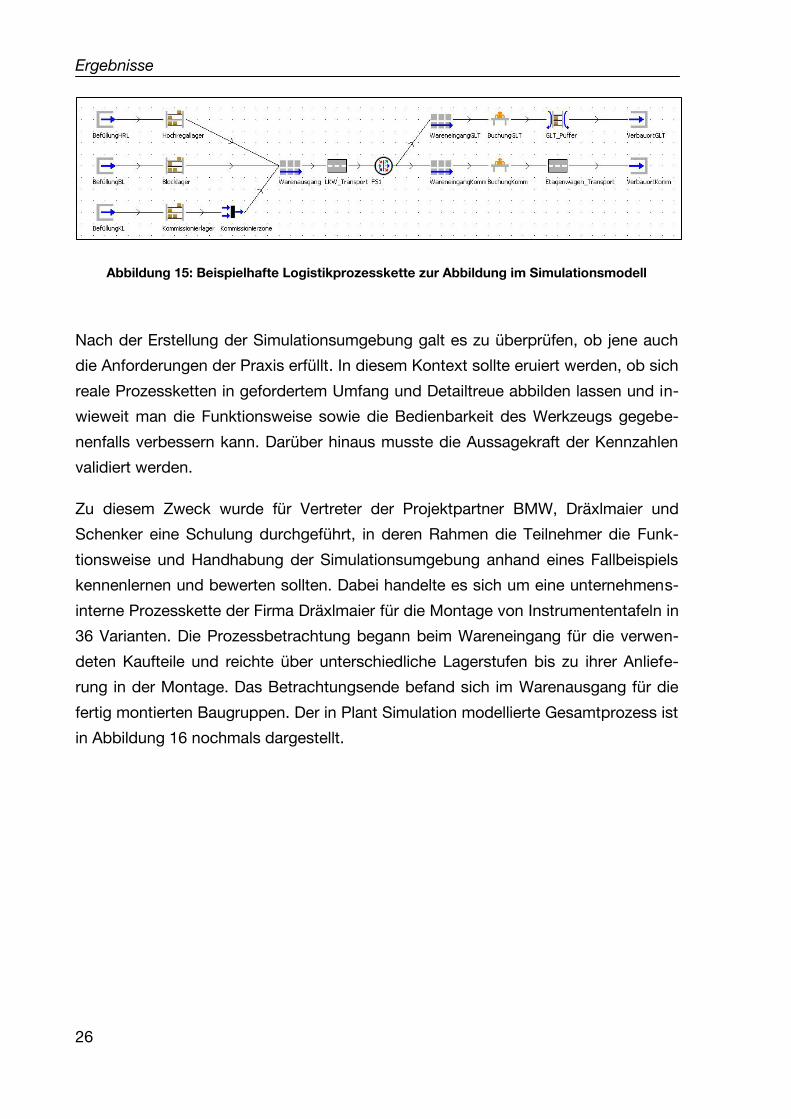
In Abbildung 15 ist exemplarisch eine Logistikprozesskette dargestellt, anhand jener
die prinzipielle Funktionsfähigkeit der generierten Simulationsumgebung im Rahmen
einer Verifikation nachgewiesen werden konnte. Das herangezogene Beispiel betrifft
einen unternehmensübergreifenden Versorgungsprozess beim Projektpartner BMW
am Standort Dingolfing. Dabei wurden sämtliche Prozesse beginnend beim Teileab-
ruf im BMW-Werk über die Tätigkeiten beim Logistikdienstleister bis zur Anlieferung
der Waren an den jeweiligen Bedarfsorten modelliert.
Ergebnisse
26
Abbildung 15: Beispielhafte Logistikprozesskette zur Abbildung im Simulationsmodell
Nach der Erstellung der Simulationsumgebung galt es zu überprüfen, ob jene auch
die Anforderungen der Praxis erfüllt. In diesem Kontext sollte eruiert werden, ob sich
reale Prozessketten in gefordertem Umfang und Detailtreue abbilden lassen und in-
wieweit man die Funktionsweise sowie die Bedienbarkeit des Werkzeugs gegebe-
nenfalls verbessern kann. Darüber hinaus musste die Aussagekraft der Kennzahlen
validiert werden.
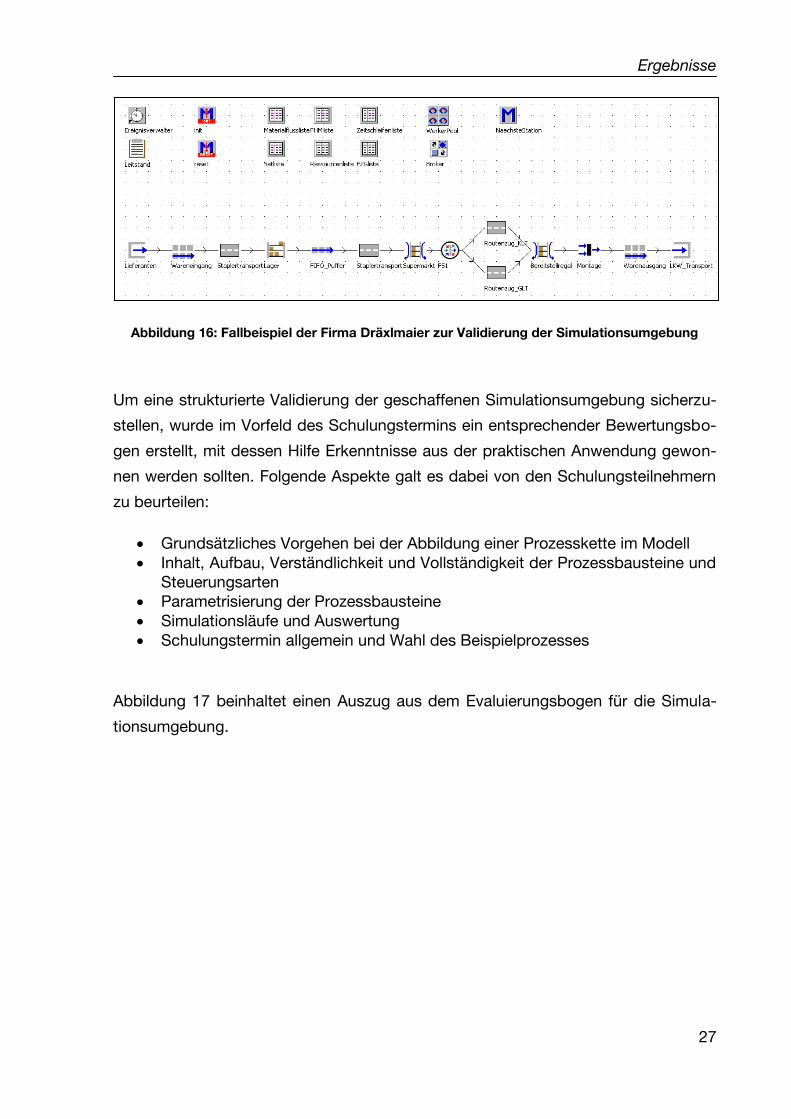
Zu diesem Zweck wurde für Vertreter der Projektpartner BMW, Dräxlmaier und
Schenker eine Schulung durchgeführt, in deren Rahmen die Teilnehmer die Funk-
tionsweise und Handhabung der Simulationsumgebung anhand eines Fallbeispiels
kennenlernen und bewerten sollten. Dabei handelte es sich um eine unternehmens-
interne Prozesskette der Firma Dräxlmaier für die Montage von Instrumententafeln in
36 Varianten. Die Prozessbetrachtung begann beim Wareneingang für die verwen-
deten Kaufteile und reichte über unterschiedliche Lagerstufen bis zu ihrer Anliefe-
rung in der Montage. Das Betrachtungsende befand sich im Warenausgang für die
fertig montierten Baugruppen. Der in Plant Simulation modellierte Gesamtprozess ist
in Abbildung 16 nochmals dargestellt.
Ergebnisse
27
Abbildung 16: Fallbeispiel der Firma Dräxlmaier zur Validierung der Simulationsumgebung
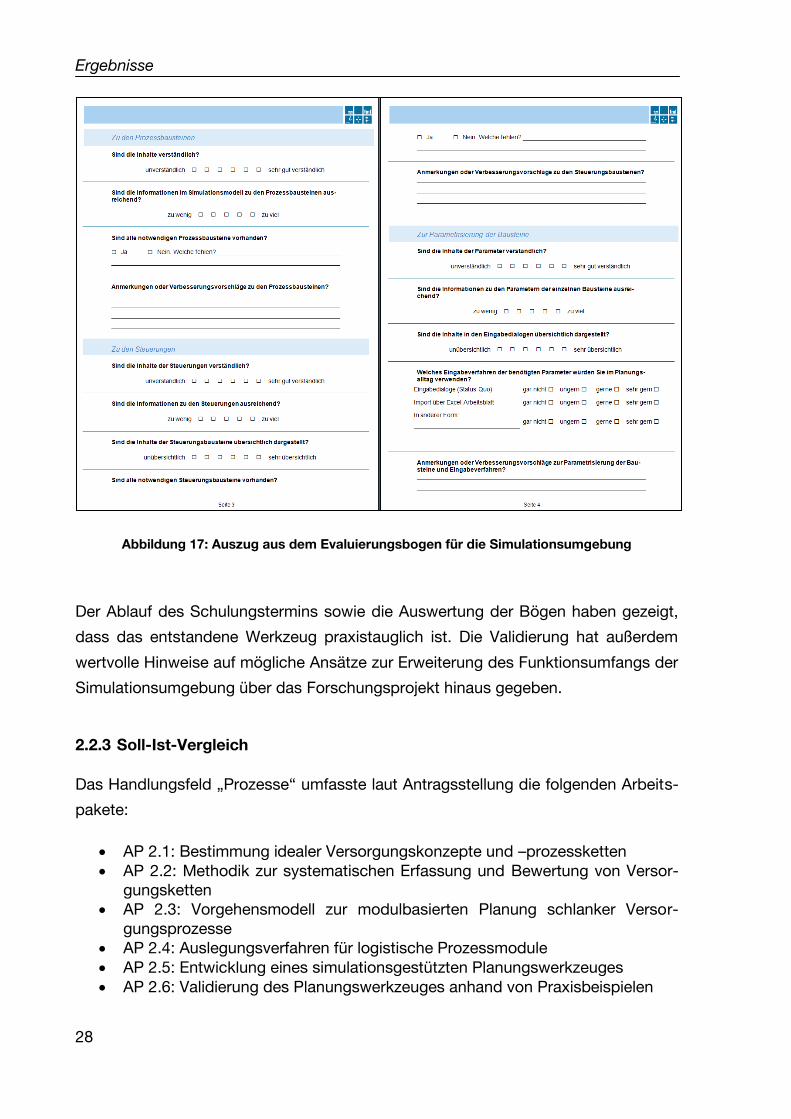
Um eine strukturierte Validierung der geschaffenen Simulationsumgebung sicherzu-
stellen, wurde im Vorfeld des Schulungstermins ein entsprechender Bewertungsbo-
gen erstellt, mit dessen Hilfe Erkenntnisse aus der praktischen Anwendung gewon-
nen werden sollten. Folgende Aspekte galt es dabei von den Schulungsteilnehmern
zu beurteilen:
Grundsätzliches Vorgehen bei der Abbildung einer Prozesskette im Modell Inhalt, Aufbau, Verständlichkeit und Vollständigkeit der Prozessbausteine und
Steuerungsarten Parametrisierung der Prozessbausteine Simulationsläufe und Auswertung Schulungstermin allgemein und Wahl des Beispielprozesses
Abbildung 17 beinhaltet einen Auszug aus dem Evaluierungsbogen für die Simula-
tionsumgebung.
Ergebnisse
28
Abbildung 17: Auszug aus dem Evaluierungsbogen für die Simulationsumgebung
Der Ablauf des Schulungstermins sowie die Auswertung der Bögen haben gezeigt,
dass das entstandene Werkzeug praxistauglich ist. Die Validierung hat außerdem
wertvolle Hinweise auf mögliche Ansätze zur Erweiterung des Funktionsumfangs der
Simulationsumgebung über das Forschungsprojekt hinaus gegeben.
2.2.3 Soll-Ist-Vergleich
Das Handlungsfeld „Prozesse“ umfasste laut Antragsstellung die folgenden Arbeits-
pakete:
AP 2.1: Bestimmung idealer Versorgungskonzepte und –prozessketten AP 2.2: Methodik zur systematischen Erfassung und Bewertung von Versor-
gungsketten AP 2.3: Vorgehensmodell zur modulbasierten Planung schlanker Versor-
gungsprozesse AP 2.4: Auslegungsverfahren für logistische Prozessmodule AP 2.5: Entwicklung eines simulationsgestützten Planungswerkzeuges AP 2.6: Validierung des Planungswerkzeuges anhand von Praxisbeispielen
Ergebnisse
29
Insgesamt sind im Handlungsfeld Prozesse aufeinander aufbauende Methoden und
Modelle zur Aufnahme, Analyse, Grobplanung, Auslegung und Simulation von Logis-
tikprozessketten hinsichtlich der Ziele und Prinzipien schlanker Logistik entstanden.
Zur Aufnahme und Analyse bestehender Logistikprozesse dient die logistikorientier-
te Wertstromanalyse, mit der systematisch Prozesse erfasst und im Hinblick auf
Verschwendung bzw. Wertschöpfung im Logistikprozess bewertet werden können.
In dieser werden Prozessschritte sowie Prozessteuerung anhand vorgegebener, lo-
gistikspezifischer Bausteine abgebildet.
Dieselben Bausteine kommen auch im Vorgehensmodell zur Soll-Prozess-
Gestaltung zum Einsatz.
Um zunächst einen schlanken Logistikprozess auf Wertstromniveau zu planen,
kommt der entwickelte Planungsleitfaden zum Einsatz. Mit dessen Hilfe lassen sich
Logistikprozessketten in Abhängigkeit gegebener Kundenanforderungen systema-
tisch schrittweise erzeugen und hinsichtlich geeigneter Umsetzungsformen spezifi-
zieren. Wird mithilfe des Planungsleitfadens losgelöst von Restriktionen geplant, so
werden ideale Prozessketten erzeugt. Dabei gibt es nicht „die“ ideale Prozesskette,
sondern die für definierte Anforderungen auf Kunden- und Lieferantenseite ideale
Prozesskette.
Derart geplante Prozessketten können anschließend mit den im Projekt entwickelten
Auslegungsverfahren feiner ausgeplant und dimensioniert werden. In den Ausle-
gungsverfahren sind dazu Gestaltungsempfehlungen und Berechnungsmethoden
hinterlegt.
Mit Hilfe des entwickelten Simulationsmodells können geplante logistische Prozess-
ketten hinsichtlich des dynamischen Zusammenwirkens der einzelnen Prozessbau-
steine und der Auswirkung von Störungen untersucht werden. Mit Hilfe definierter
Berichte und Kennzahlen kann die abgebildete Prozesskette analysiert und Optimie-
rungspotenziale aufgedeckt werden. Ggf. kann im Planungsvorgehen zurückge-
sprungen werden, um iterativ eine bessere Konfiguration zu bestimmen.
Zur Validierung wurden alle Methoden anhand verschiedener Praxisbeispiele der
Industriepartner durch die Forschungspartner sowie Planer aus den Unternehmen
angewendet, bewertet und notwendige Verbesserungen eingearbeitet.
Ergebnisse
30
Insgesamt werden Planer somit bei der Analyse und Gestaltung schlanker Logistik-
prozesse durchgängig unterstützt, womit ein schnelleres, standardisiertes Planen
möglich wird. Dennoch kann und soll der Planer seine Erfahrungen und Kenntnisse
einfließen lassen, um somit ein nachvollziehbares, akzeptiertes und gutes Planungs-
ergebnis zu erhalten.
2.3 Handlungsfeld Mensch
2.3.1 Ausgangssituation
Aufgabe im Handlungsfeld Mensch war es, Schulungsinhalte zur Wissens- und
Kompetenzvermittlung an unterschiedliche Zielgruppen im Rahmen der Einführung
schlanker Logistik in Unternehmen zu erarbeiten. Für die Schulungsinhalte sollten
geeignete Wissensvermittlungsformen ausgewählt und die Inhalte entsprechend
umgesetzt werden. Am Ende sollte ein zielgruppenorientiertes Planspiel für den Wis-
senstransfer von Lean Logistics entstehen.
In den ersten beiden Projektjahren wurden dazu auf Basis der Beteiligten laut Pha-
senmodell Lean Logistics relevante zu schulende Zielgruppen ermittelt. Diese, sowie
deren Rollen und Funktionen (Top-Management, Mittleres Management, Externer
Lean-Experte, Internes Lean-Expertenteam, etc.) wurden detailliert beschrieben.
Außerdem wurden je Phase notwendiges Wissen und benötigte Kenntnisse festge-
legt und daraus Lernziele und Lerninhalte abgeleitet. Parallel dazu wurden verschie-
dene Wissensvermittlungsmethoden hinsichtlich Anwendungsschwerpunkten, Vor-
und Nachteilen, Vorbereitungsaufwand, Skalierbarkeit, Reproduzierbarkeit, Kosten
pro Lernendem und Eignung für verschiedene Wissensarten bewertet und die Er-
gebnisse als Steckbrief je Methode festgehalten. Anhand dieser Bewertung wurden
Wissensvermittlungsmethoden je Phase und Rolle ausgewählt.
Für einige Wissensinhalte ergab sich hierbei auch das Planspiel als ideale Methode.
Für ausgewählte Inhalte sollte im dritten Projektjahr ein entsprechendes Planspiel
entwickelt, umgesetzt und getestet werden. Wunsch der Projektpartner war es, da-
bei die Themen „Emotionalisierung“ und „Der Weg vom Ist- zum Soll-Prozess“ inte-
griert in einem Planspiel darzustellen.
Ergebnisse
31
2.3.2 Ergebnisse im letzten Jahr
Ein Planspiel dient i.d.R. zur Simulation von Handlungs- oder Ereignis-Situationen,
die intransparent, komplex oder unsicher sind [Blö-08, S.14]. Im Planspiel lassen
sich Zusammenhänge und Wechselwirkungen verstehen und einschätzen, indem
Handlungen und ihre Folgen erlebt und auch erlernt werden [Blö-08, S.16]. Dadurch,
dass die Spielteilnehmer den Verlauf aktiv beeinflussen können, wird dieser Lernef-
fekt noch verstärkt.
Demnach eignet sich das Planspiel als Wissensvermittlungsmethode insbesondere
zur Vermittlung von Sachwissen (Kenntnis über bestimmte Sachverhalte und dazu-
gehörige Erklärungen) und metakognitivem Wissen (bewertendes Wissen über die
eigenen Kenntnisse und Kompetenzen einer Person), bedingt auch zur Vermittlung
von Methoden- oder Prozesswissen, also zum Erlernen von Vorgehensweisen (Wis-
sensklassifikation nach [Bop-08, S. 28]). Das von den Projektpartnern gewünschte
Thema „Emotionalisierung“ kann folglich sehr gut durch ein Planspiel vermittelt wer-
den. Ein sinnvolles Vorgehen zur Soll-Prozess-Gestaltung soll im Planspiel dadurch
erlernt werden, dass die Handlungen einer „guten“ oder „schlechten“ Planung für
die Spieler erlebbar werden, und dadurch zukünftig reflektierter und methodischer
vorgegangen wird.
Zur eigentlichen Spielentwicklung wurde, angelehnt an das von [Sie-95] vorgeschla-
gene Vorgehen zur Planspielentwicklung, vorgegangen.
Zunächst wurden allgemeine Informationen zur Zielgruppe, geplanter Dauer des
Spiels und Anzahl der Spieler gemäß den Anforderungen der Projektpartner ge-
sammelt: Das Spiel soll sich insbesondere an Prozessplaner aus Produktion und
Logistik richten, einen Tag dauern und für fünf bis zehn Spieler geeignet sein. Das
Spiel soll modular aufgebaut und dadurch für verschiedene Teilnehmergruppen an-
wendbar sein.
Informationen zum Problem bzw. Ausbildungsinhalt, der im Planspiel vermittelt wer-
den soll, wurden gemeinsam gesammelt und abstrahiert.
Dabei wurde herausgearbeitet, dass das Hauptproblem bei der Planung schlanker
Logistikprozesse in der Praxis darin besteht, dass Produktions- und vorgelagerte
Logistikprozesse von den jeweiligen Planern meist sehr isoliert gestaltet werden.
Dies führt im operativen Betrieb oftmals zu gravierenden Problemen an den Schnitt-
stellen sowie geringer Effizienz und Qualität des Gesamtprozesses.
Ergebnisse
32
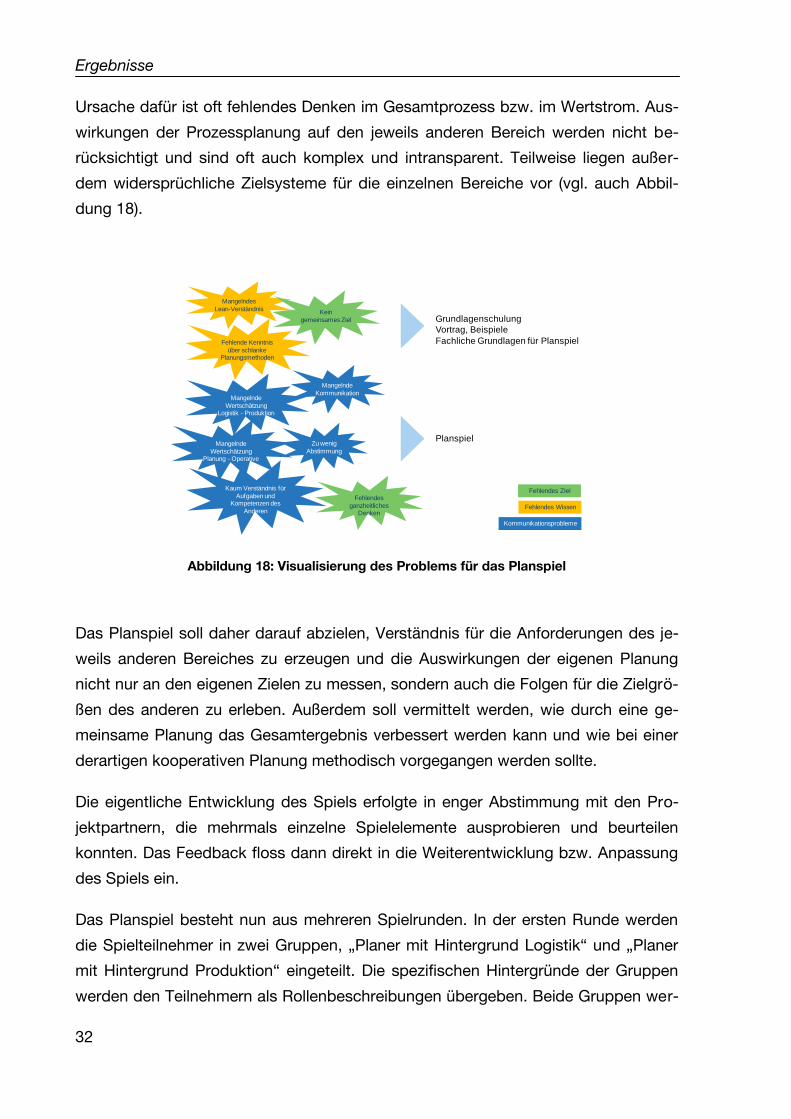
Ursache dafür ist oft fehlendes Denken im Gesamtprozess bzw. im Wertstrom. Aus-
wirkungen der Prozessplanung auf den jeweils anderen Bereich werden nicht be-
rücksichtigt und sind oft auch komplex und intransparent. Teilweise liegen außer-
dem widersprüchliche Zielsysteme für die einzelnen Bereiche vor (vgl. auch Abbil-
dung 18).
Abbildung 18: Visualisierung des Problems für das Planspiel
Das Planspiel soll daher darauf abzielen, Verständnis für die Anforderungen des je-
weils anderen Bereiches zu erzeugen und die Auswirkungen der eigenen Planung
nicht nur an den eigenen Zielen zu messen, sondern auch die Folgen für die Zielgrö-
ßen des anderen zu erleben. Außerdem soll vermittelt werden, wie durch eine ge-
meinsame Planung das Gesamtergebnis verbessert werden kann und wie bei einer
derartigen kooperativen Planung methodisch vorgegangen werden sollte.
Die eigentliche Entwicklung des Spiels erfolgte in enger Abstimmung mit den Pro-
jektpartnern, die mehrmals einzelne Spielelemente ausprobieren und beurteilen
konnten. Das Feedback floss dann direkt in die Weiterentwicklung bzw. Anpassung
des Spiels ein.
Das Planspiel besteht nun aus mehreren Spielrunden. In der ersten Runde werden
die Spielteilnehmer in zwei Gruppen, „Planer mit Hintergrund Logistik“ und „Planer
mit Hintergrund Produktion“ eingeteilt. Die spezifischen Hintergründe der Gruppen
werden den Teilnehmern als Rollenbeschreibungen übergeben. Beide Gruppen wer-
Mangelnde
Kommunikation
Kaum Verständnis für
Aufgaben und Kompetenzen des
Anderen
Mangelnde
Wertschätzung Logistik - Produktion
Mangelnde
Wertschätzung Planung - Operative
Fehlende Kenntnis
über schlanke Planungsmethoden
Mangelndes
Lean-Verständnis
Kommunikationsprobleme
Fehlendes Wissen
Fehlendes
ganzheitliches Denken
Fehlendes ZIel
Kein
gemeinsames Ziel
Zu wenig
Abstimmung
Grundlagenschulung
Vortrag, Beispiele
Fachliche Grundlagen für Planspiel
Planspiel
Ergebnisse
33
den mit der gleichen, für die Automobilbranche typischen Planungsaufgabe konfron-
tiert: die Bereitstellung und den Logistikprozess für eine neue Teilefamilie in der
automobilen Endmontage soll geplant werden. Allerdings verfolgen die beiden
Gruppen dabei unterschiedliche, für die zwei Gruppen charakteristische Zielsetzun-
gen. Als Produktionsplaner ist es bspw. wichtig, Teile so bereitzustellen, dass diese
bei der Montage möglichst schnell und einfach einzeln gegriffen und verbaut werden
können. Aus Sicht eines Logistikplaners ist es hingegen sinnvoll, Teile in möglichst
großen Mengen bereitzustellen, um Aufwand im vorgelagerten Logistikprozess zu
reduzieren. Als Ergebnis der ersten Spielrunde sollen die Teilnehmer ein Layout, eine
Ablaufbeschreibung und eine Bewertung des Prozesses in ihrem jeweiligen Zielsys-
tem erstellen (vgl. Abbildung 19).
Abbildung 19: Planungsergebnisse der Gruppen "Produktionsplaner" (links) und „Logistikpla-ner" (rechts) aus einer Spieldurchführung mit den Projektpartnern
Im Anschluss daran werden die beiden Planungsergebnisse verglichen. In allen
Durchführungen des Planspiels hat sich gezeigt, dass dabei jedes Mal unterschiedli-
che, aber wie zu erwarten immer recht gegensätzliche Planungsergebnisse vorge-
stellt werden. In einer gemeinsamen Diskussion wird deutlich gemacht, welche
Auswirkungen die Planungsentscheidungen auf die jeweils andere Gruppe haben
und welche Schwierigkeiten dadurch verursacht werden. Bei einer Bewertung der
Planungsergebnisse mit dem Zielsystem der jeweils anderen Gruppe zeigt sich zu-
sätzlich, dass die Lösungen für die andere Gruppe einen enormen Aufwand verursa-
Ergebnisse
34
chen, obwohl eigentlich beide Gruppen im Sinne eines Unternehmensoptimums an
einem effizienten Gesamtprozess interessiert sein sollten.
In einem anschließenden Schulungsblock kann je nach Vorkenntnissen der Teilneh-
mer als Vorbereitung auf die zweite Spielrunde das ebenfalls im Projekt entwickelte
Vorgehen zur Soll-Prozess-Gestaltung in einem kurzen Vortrag vorgestellt werden.
An diesem Vorgehen orientieren sich die Spieler in einer zweiten Spielrunde. Zu Be-
ginn wird ein gemeinsames Zielsystem entwickelt. Dabei stellen die Spieler fest,
dass ihre Ziele prinzipiell identisch sind (bspw. „geringer zeitlicher Aufwand“) und im
Sinne eines Gesamtoptimums lediglich aus einem gemeinsamen Blickwinkel be-
trachtet werden müssen. Es werden neue, gemischte Gruppen gebildet und wiede-
rum die gleiche Planungsaufgabe bearbeitet. Dabei stellen die Teilnehmer zum einen
fest, dass durch die methodische Anleitung nicht nur schneller eine Lösung für das
Planungsproblem gefunden werden kann, sondern auch Anforderungen und Erfah-
rungen beider Seiten in die Planung einfließen und sich dadurch viele potenziell
später auftretende Probleme im Vorfeld vermeiden lassen.
Bei einer anschließenden Diskussion in der gesamten Gruppe zeigt sich dann, dass
durch die kooperative Planung von beiden Seiten akzeptierte und in Summe effizien-
tere Lösungen mit geringen Problemen an den Schnittstellen entstehen.
Soll der Schwerpunkt mehr auf das Erlernen von Lean-Grundlagen und -Methoden
gelegt werden, kann das Planspiel zusätzlich um eine Grundlagenschulung vor dem
eigentlichen Spiel ergänzt werden.
Das Planspiel wurde zunächst intern, dann in mehreren Terminen mit insgesamt
über 20 Logistik- und Produktionsplanern aller beteiligten Industrieunternehmen ge-
spielt und anhand von Fragebögen von den Teilnehmern bewertet. Dabei wurde von
den Teilnehmern bestätigt, dass das abgebildete Problem in ihrem beruflichen Alltag
regelmäßig auftritt (vgl. Abbildung 20), dass durch das Spiel Verständnis und Wert-
schätzung für die jeweils andere Gruppe gewachsen sind und dass in Zukunft ver-
sucht werden wird, das bisherige Verhalten zu ändern (vgl. Abbildung 21). In einer im
Nachgang durchgeführten nochmaligen Befragung wurde außerdem bestätigt, dass
die Erkenntnisse aus dem Planspiel in den Köpfen der Teilnehmer verankert wurden
und folglich ein nachhaltiger Schulungserfolg eingetreten ist. Demzufolge kann das
Planspiel die gesetzten Ziele voll erfüllen.

Ergebnisse
35
Abbildung 20: Befragung von Prozessexperten zur isolierten Planung von Produktion und Lo-gistik (n=22)
Abbildung 21: Befragung von Prozessexperten aus Produktion und Logistik zum Mindset nach dem Planspiel (n=22)
Weiterhin hat sich gezeigt, dass zum Spielen gewisse Vorkenntnisse im Bereich der
Produktions- und Logistikplanung erforderlich sind, um im vorgegebenen Zeitraum
zu einem sinnvollen Planungsergebnis zu kommen. Bei der genannten Zielgruppe
kann jedoch i.d.R. davon ausgegangen werden, dass diese Voraussetzung erfüllt ist.
Das Planspiel wurde außerdem beim 28. Europäischen Planspielforum im Rahmen
eines Workshops von Planspiel-Experten hinsichtlich der Lehrmethode geprüft und
für gut befunden.
Ergebnisse
36
2.3.3 Soll-Ist-Vergleich
Laut Antragsstellung sollten im Handlungsfeld „Mensch“ die folgenden Aufgaben
bearbeitet werden:
AP 3.1: Zielgruppendefinition und Zuordnung erforderlicher Schulungsinhalte für Lean Logistics
AP 3.2: Entwicklung geeigneter Schulungsmethoden AP 3.3: Bewertungssystem zur Messung der Nachhaltigkeit der entwickelten
Schulungsinhalte und Durchführung von Studien
Als Ergebnis sollte am Ende ein zielgruppenorientiertes Planspiel für den Wissens-
transfer von „Lean Logistics“ stehen.
Wie oben bereits beschrieben, wurden auf Basis des Phasenmodells Lean Logistics
relevante zu schulende Zielgruppen sowie Lernziele und Lerninhalte festgelegt. Auf
der Grundlage einer detaillierten Untersuchung möglicher Wissensvermittlungsme-
thoden wurden jeweils geeignete Schulungsmethoden zugeordnet. Grundlagen- und
Methodenvermittlung sowie Sensibilisierung für eine ganzheitliche, schlanke Logis-
tikplanung wird durch das entwickelte Planspiel vermittelt. Dessen Eignung zur
nachhaltigen Vermittlung der genannten Inhalte konnte in ausführlichen Studien
nachgewiesen werden.
2.4 Handlungsfeld Technik
2.4.1 Ausgangssituation
Die Planung schlanker Versorgungsprozessketten erweist sich als äußerst komplexe
Aufgabenstellung, zumal eine immer stärkere Vernetzung zwischen den OEM, Logis-
tikdienstleistern und Lieferanten zu beobachten ist. Die große Herausforderung liegt
darin, die vielseitigen Abhängigkeiten und etwaige Störfaktoren bereits bei der Defi-
nition von Soll-Prozessen umfassend zu berücksichtigen. Der Fokus bei der Soll-
Prozess-Gestaltung liegt jedoch zumeist auf den Prozessen selbst und deren effizi-
enter Abwicklung und weniger auf der Verknüpfung der einzelnen Prozessschritte
sowie deren Anbindung an IT-Systeme. Um eine ganzheitliche Prozessgestaltung
sicherzustellen, ist es jedoch essenziell, auch Prozessschnittstellen bei der Planung
zu berücksichtigen. Neben physischen gilt es dabei gleichermaßen menschliche
Schnittstellen bei Verantwortungsübergängen entlang des Materialflusses sowie in-
Ergebnisse
37
formationstechnische Schnittstellen in Betracht zu ziehen. Mit Prozessschnittstellen
gehen in der Regel Flussunterbrechungen sowie ein hoher Ressourcenaufwand ein-
her, wodurch den Grundprinzipien des Lean Thinking widersprochen wird. Eine nicht
eindeutig festgelegte Aufgabenzuordnung zwischen zwei Verantwortungsbereichen
kann beispielsweise die Ursache dafür sein, dass der Warenfluss zwischenzeitlich
ins Stocken gerät. Bei physischen Schnittstellen wechselt das Material per Definition
von einem abgebenden Arbeitsmittel auf ein aufnehmendes Arbeitsmittel. Derartige
Übergabeprozesse bergen die Gefahr von Beschädigungen am Transportgut, wo-
durch Nacharbeitsprozesse angestoßen werden müssen oder gar Ausschuss er-
zeugt wird. Auch sind derartige Schnittstellenprozesse häufig mit einem zusätzlichen
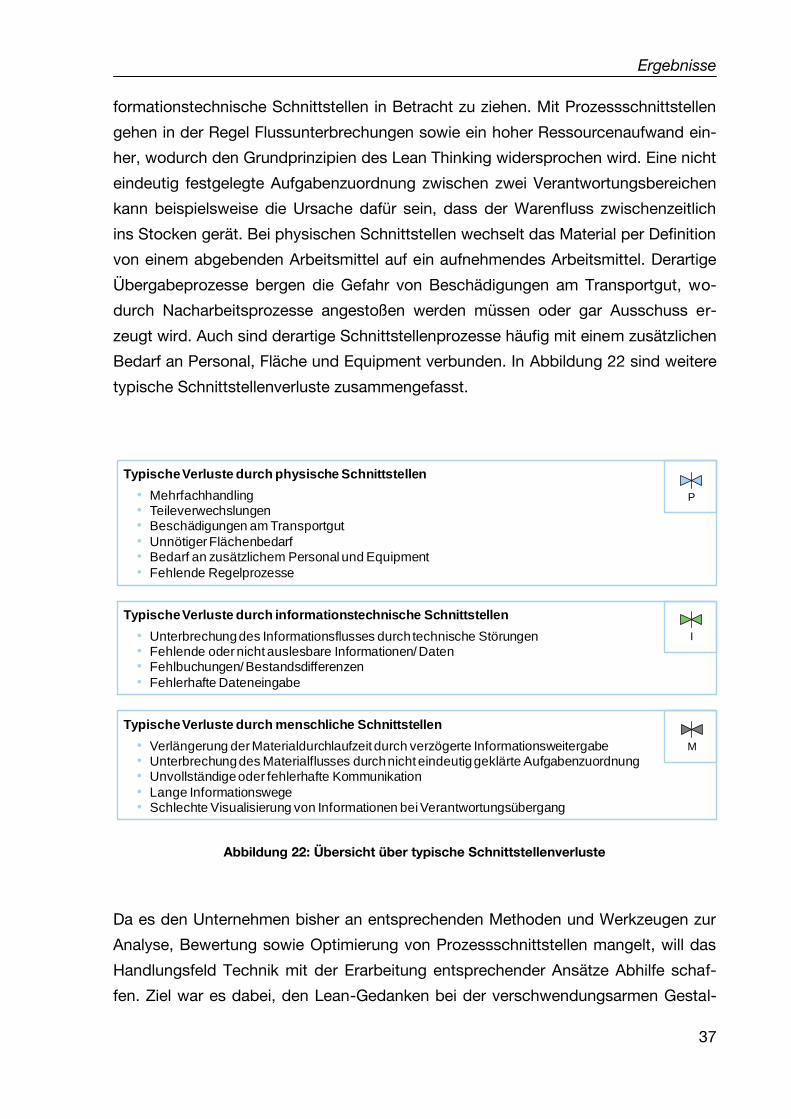
Bedarf an Personal, Fläche und Equipment verbunden. In Abbildung 22 sind weitere
typische Schnittstellenverluste zusammengefasst.
Abbildung 22: Übersicht über typische Schnittstellenverluste
Da es den Unternehmen bisher an entsprechenden Methoden und Werkzeugen zur
Analyse, Bewertung sowie Optimierung von Prozessschnittstellen mangelt, will das
Handlungsfeld Technik mit der Erarbeitung entsprechender Ansätze Abhilfe schaf-
fen. Ziel war es dabei, den Lean-Gedanken bei der verschwendungsarmen Gestal-
Typische Verluste durch physische Schnittstellen
• Mehrfachhandling• Teileverwechslungen• Beschädigungen am Transportgut
• Unnötiger Flächenbedarf• Bedarf an zusätzlichem Personal und Equipment
• Fehlende Regelprozesse
P
I
Typische Verluste durch informationstechnische Schnittstellen
• Unterbrechung des Informationsflusses durch technische Störungen• Fehlende oder nicht auslesbare Informationen/ Daten• Fehlbuchungen/ Bestandsdifferenzen
• Fehlerhafte Dateneingabe
Typische Verluste durch menschliche Schnittstellen
• Verlängerung der Materialdurchlaufzeit durch verzögerte Informationsweitergabe• Unterbrechung des Materialflusses durch nicht eindeutig geklärte Aufgabenzuordnung• Unvollständige oder fehlerhafte Kommunikation
• Lange Informationswege• Schlechte Visualisierung von Informationen bei Verantwortungsübergang
M

Ergebnisse
38
tung einzelner Prozessschritte entlang einer Logistikkette ebenso auf die Schnittstel-
len als deren verknüpfende Elemente zu transferieren.
2.4.2 Ergebnisse im letzten Jahr
Die beiden zentralen Aufgabenpakete für das letzte Projektjahr aus dem Handlungs-
feld Technik bestanden darin, das im zweiten Projektjahr entwickelte Vorgehensmo-
dell zur Analyse und Bewertung von Prozessschnittstellen im Detail zu verfeinern
und gleichermaßen zu validieren. Ebenso galt es, den Handlungsleitfaden zum
schlanken Schnittstellendesign um konkrete Praxisbeispiele zu erweitern. Während
der Fokus im zweiten Projektjahr noch vorrangig auf physischen Schnittstellen lag,
wurden im letzten Jahr zusätzlich informationstechnische sowie menschliche
Schnittstellen in die Betrachtung integriert.
Verfeinerung und Validierung des Vorgehensmodells zur Analyse und Bewer-
tung von Prozessschnittstellen
Der Zweck der Validierungsmaßnahme lag zum einen darin, die Praxistauglichkeit
des Vorgehens zu überprüfen. Zum anderen galt es auch, die einzelnen Ablaufschrit-
te hinsichtlich ihrer optimalen Reihenfolge zu hinterfragen sowie die Vollständigkeit
der Methode sicherzustellen. Dazu dienten in erster Linie ausgewählte Prozesse bei
der BMW Group sowie beim Dienstleister Schenker. Dabei handelte es sich bspw.
um einen unternehmensübergreifenden Versorgungsprozess vom Teileabruf beim
OEM über die Tätigkeiten beim Logistikdienstleister bis zur Anlieferung der Waren
an den jeweiligen Bedarfsorten. Betrachtungsgegenstand dabei waren sämtliche
Bauteile, die in der Hinterachsgetriebefertigung im BMW-Komponentenwerk am
Standort Dingolfing per Kanban-Steuerung beim ca. 15 Kilometer entfernten Logis-
tikdienstleister Kühne&Nagel abgerufen wurden.
Der erste Schritt im Rahmen der Validierung war die Aufnahme und Dokumentation
der gesamten Prozesse mittels der bereits im ersten Projektjahr entwickelten logis-
tikorientierten Wertstromanalyse. Der aufgezeichnete Wertstrom beinhaltete bereits
alle darin enthaltenen Prozessschnittstellen, welche entsprechend als physisch, in-
formationstechnisch bzw. menschlich typisiert wurden. Abbildung 23 zeigt den Ge-
samtprozess mit allen identifizierten Schnittstellen und Prozessschwachstellen.
Ergebnisse
39
Abbildung 23: Gesamtprozess mit allen Schnittstellen
Neben der reinen Erfassung der Schnittstellen im Prozessmodell erfolgte eine Be-
schreibung dieser über einen separaten Aufnahmebogen, um die Nachvollziehbar-
keit jeder einzelnen Schnittstelle zu einem späteren Zeitpunkt zu erleichtern. In Ab-
bildung 24 ist exemplarisch ein Auszug aus dem Erfassungsbogen für physische
Schnittstellen dargestellt.
M11
M12
3
LE verfahren auf WE-Puffer
AUFTRAG
ERZEUGEN
Bestellung auslösen:
Eingabe Regelkreisnr. auf
Kanban-Karte in MDE und
anschließendes Legen der
Karte in Kasten „Bestellt“
Ort1
Auftrag
Beh
PZ
Frq
Res
Org
20 min Bestellzeit je Line-
Runner
Line-Runner + MDE-Gerät
SAMMELN
Kanban-Karte in Kasten
„Offen“ werfen
Fkt
Beh
PZ
Frq
Ort
Res
Org
MA Fertigung
Bei Anbruch des KLT
Mengenabruf
4
LE verfahren auf WE-Puffer
INFORMATION
ÜBERMITTELN
Nachschubauftrag an VK
Wörth übermitteln
Inf
Art
Ort1
Ort2
PZ
Frq
Res
Org Batchlauf ca. alle 10 min
5
LE verfahren auf WE-Puffer
AUFTRAG
ERZEUGEN
Abrufbelege (zweifache
Ausführung, Status „rot“)
Ort1
Auftrag
Beh
PZ
Frq
Res
Org
Drucker für Mengen- und
Behälterabrufe
SAP
Werk 2.1
SORTIEREN
Mengenabrufe: nach
Montagebereich BMW
Behälterabrufe:
- HRL: nach Regalgasse
- Blocklager: nach Lagertyp
K-Belege: Zu WA-Mitarbeiter
Fkt
Beh
PZ
Frq
Ort
Res
Org
2 WE-Mitarbeiter
I16 Fächer für HRL
(16 Gassen)
IFächer für
Blocklager
IFächer für
Kommissionierzone
8
LE verfahren auf WE-Puffer
INFORMATION
ÜBERMITTELN
Holen Auftragsbündel aus
Auftragstafel
Inf
Art
Ort1
Ort2
PZ
Frq
Res
Org
Kommissionierer bzw.
Lagermitarbeiter
Kommissionier-/
Auslagerzeitplan
Auftragstafel
SORTIEREN
Sortieren aller Abrufbelege
nach optimaler
Kommissionierreihenfolge
à 2 Stapel: Behälterbelege +
Belege für Ladeliste
Fkt
Beh
PZ
Frq
Ort
Res
Org
Kommissionierer
11
LE verfahren auf WE-Puffer
KOMMISSIONIEREN
Pos
Picks
Beh
PZ
Frq
Res
Org
Kommissionierer +
Etagenwagen auf
Gabelhubwagen
12
LE verfahren auf WE-Puffer
PRÜFEN
Abgleichen Menge auf
Abrufbeleg mit Füllmenge im
Behälter (gemäß
Behälterbeleg vom Lieferant)
Ort
PZ
Res Kommissionierer
13
LE verfahren auf WE-Puffer
DOKUMENTIEREN
Bei Mengendiskrepanz:
Füllmengenkorrektur auf
Abrufbeleg für Ladeliste
Ort
PZ
Res Kommissionierer
14
LE verfahren auf WE-Puffer
ETIKETTIEREN
Beilegen Abrufbeleg in
Behälter
Ort
PZ
Res Kommissionierer
LE verfahren auf WE-PufferBehälter auf Etagenwagen
Best
Beh
PZ
Frq
Res
Org
Ort
I 16
LE verfahren auf WE-Puffer
ETIKETTIEREN
Anheften Belege für Ladeliste
an Etagenwagen
Ort
PZ
Res Kommissionierer
17
LE verfahren auf WE-Puffer
FÖRDERN
Bewegen Etagenwagen zu
Sammelstelle
Ort1
Ort2
Beh
PZ
Frq
Res
Org
Kommissionierer +
Gabelhubwagen
LE verfahren auf WE-PufferEtagenwagen an
Sammelstelle
Best
Beh
PZ
Frq
Res
Org
Ort
1 Sammelstelle je Route
I 25
LE verfahren auf WE-Puffer
FÖRDERN
Bewegen Etagenwagen und
GLT zu WA-Fläche (aktiv,
passiv)
Ort1
Ort2
Beh
PZ
Frq
Res
Org
Sammelfahrer (1 je Route) +
Gabelstapler (kurze Gabeln)
1 akitve + 1 passive Fläche
je Route
LE verfahren auf WE-PufferEtagenwagen und GLT auf
WA-Fläche
Best
Beh
PZ
Frq
Res
Org
Ort
Max. 15 Hub
Abstellen auf Aktivfläche bis
ca. 10 min vor LKW-Ankunft
I 34
LE verfahren auf WE-Puffer
FÖRDERN
Verladen Etagenwagen und
GLT auf LKW
Ort1
Ort2
Beh
PZ
Frq
Res
Org
Verlader +
Gabelstapler (lange Gabeln)
28
LE verfahren auf WE-Puffer
INFORMATION
ÜBERMITTELN
Bringen Belege für Ladeliste
zu WE-/WA-Büro
Inf
Art
Ort1
Ort2
PZ
Frq
Res
Org
Sammelfahrer
Je Route eine Ablage
(farblich markiert)
SAMMELN
Belege für Ladeliste von
Etagenwagen und GLT
abnehmen
Fkt
Beh
PZ
Frq
Ort
Res
Org
Sammelfahrer
27
LE verfahren auf WE-Puffer
PRÜFEN
Bei GLT:
Abgleichen Abrufbeleg mit
Lieferantenbeleg
Ort
PZ
Res Sammelfahrer
29 BUCHEN
Bei HRL und Blocklager:
Erfassen HU auf Abrufbeleg
und Buchung auf Transport
(Status „gelb“)
Ort
PZ
Res
Org
WA-Mitarbeiter +
Handscanner
HRL: Scannen HU auf Beleg
Blocklager: Man. Eingabe
HU (handgeschr.) auf Beleg
+ Reduzierung Bestand bei
Pseudo-HU-Nr. um 1 GLT
32
LE verfahren auf WE-Puffer
AUFTRAG
ERZEUGEN
Ladeliste erzeugen (Erfassen
aller HU’s auf eine
Transportnummer)
Ort1
Auftrag
Beh
PZ
Frq
Res
Org
WA-Mitarbeiter +
Handscanner
HRL: Scannen HU auf Beleg
Blocklager: Man. Eingabe
HU (handgeschr.) auf Beleg
Kommissionierzone:
Scannen Ausliefer-HU auf
K-Beleg
SAP
VK Wörth
35
LE verfahren auf WE-Puffer
INFORMATION
ÜBERMITTELN
Holen Ladeliste aus WE-/
WA-Büro + Unterschreiben
Inf
Art
Ort1
Ort2
PZ
Frq
Res
Org
LKW-Fahrer
3x Ladeliste (für Spedition,
LDL und BMW)
36
LE verfahren auf WE-Puffer
TRANSPORTIEREN
Fahrt von VK Wörth zum
Werk 2.1
Ort1
Ort2
Beh
PZ
Frq
Res
Org
LKW-Fahrer + LKW
Fahrplan
38
LE verfahren auf WE-Puffer
FÖRDERN
Entladen Etagenwagen und
GLT auf WE-Pufferflächen
Ort1
Ort2
Beh
PZ
Frq
Res
Org
WE-Fahrer + Gabelstapler I
Etagenwagen
WE-Puffer
40
LE verfahren auf WE-Puffer
BUCHEN
Scannen TA auf Abrufbeleg
und Buchung auf Lagerort
(Status „grün“)
Ort
PZ
Res WE-Fahrer + Handscanner
I
GLT
LE verfahren auf WE-PufferRegallager
Best
Beh
PZ
Frq
Res
Org
Ort
2-Behälter-Prinzip
I41
LE verfahren auf WE-Puffer
FÖRDERN
Verteilen der GLT auf die
entsprechenden Lagerorte
Ort1
Ort2
Beh
PZ
Frq
Res
Org
WE-Fahrer + Gabelstapler
43 FÖRDERN
Verteilen der Behälter auf
Bedarfsorte in Fertigung
Ort1
Ort2
Beh
PZ
Frq
Res
Org
Line-Runner +
Gabelhubwagen
Routenzug-Prinzip
44
LE verfahren auf WE-Puffer
FÖRDERN
Einschieben Behälter in
Durchlaufregal
Ort1
Ort2
Beh
PZ
Frq
Res
Org
Line-Runner
45 ETIKETTIEREN
Anbringen Kanban-Karte aus
Kasten „Bestellt“ an Behälter
Ort
PZ
Res Line-Runner
SAMMELN
Herausnehmen Abrufbeleg
aus Behälter und sammeln
Fkt
Beh
PZ
Frq
Ort
Res
Org
Line-Runner
Bestellzeit-
fenster
LE verfahren auf WE-PufferBereitstellregal in Fertigung
Best
Beh
PZ
Frq
Res
Org
Ort
2-Behälter-Prinzip
I 48
LE verfahren auf WE-Puffer
BUCHEN
Gebündeltes Scannen TA auf
Abrufbelege und Buchung
auf Fertigung (Status „grün“)
am Ende der Tour
Ort
PZ
Res Line-Runner + Handscanner
50
LE verfahren auf WE-Puffer
AUFTRAG
ERZEUGEN
Bestellung auslösen:
Manuelle Eingabe der
Sachnummer am Regal
durch Staplerfahrer in MDE
Ort1
Auftrag
Beh
PZ
Frq
Res
Org
Fertigungsfahrer + MDE-
Gerät
Weiße Schilder
Behälterabruf
LE verfahren auf WE-PufferRegallager
Best
Beh
PZ
Frq
Res
Org
Ort
2-Behälter-Prinzip
I 51
LE verfahren auf WE-Puffer
FÖRDERN
Auslagern GLT und
Bereitstellen in Fertigung
Ort1
Ort2
Beh
PZ
Frq
Res
Org
Fertigungsfahrer +
Gabelstapler
LE verfahren auf WE-PufferBereitstellplatz in Fertigung
Best
Beh
PZ
Frq
Res
Org
Ort
2-Behälter-Prinzip
I
Bestellzeit-
fenster
LE verfahren auf WE-PufferBereitstellregal in Fertigung
Best
Beh
PZ
Frq
Res
Org
Ort
2-Behälter-Prinzip
I
19
LE verfahren auf WE-Puffer
FÖRDERN
Auslagern GLT und
Zwischenpuffern auf
Sammelstelle
Ort1
Ort2
Beh
PZ
Frq
Res
Org
Lagermitarbeiter +
Schmalgangstapler
LE verfahren auf WE-PufferGLT an Sammelstelle
Best
Beh
PZ
Frq
Res
Org
Ort
1 Sammelstelle je Gasse
I20
LE verfahren auf WE-Puffer
ETIKETTIEREN
Anheften beider Abrufbelege
an GLT
Ort
PZ
Res Lagermitarbeiter
22
LE verfahren auf WE-Puffer
FÖRDERN
Auslagern GLT und
Zwischenpuffern auf
Sammelstelle
Ort1
Ort2
Beh
PZ
Frq
Res
Org
Lagermitarbeiter +
Gabelstapler
LE verfahren auf WE-PufferGLT an Sammelstelle
Best
Beh
PZ
Frq
Res
Org
Ort
1 Sammelstelle insgesamt
I23
LE verfahren auf WE-Puffer
ETIKETTIEREN
Anheften beider Abrufbelege
an GLT sowie manuelles
Vermerken der tatsächlichen
HU’s (aus WE-Beleg) auf
Abrufbelegen
Ort
PZ
Res
Org
Lagermitarbeiter
Auf Abrufbeleg zunächst
Pseudo-HU, die real nicht
existiert
P1
M1 I1
P2
P3 P4
I2 I3
P5 P6
M2
Ablagefächer
M3
P7 P9
P13
P11 P12
P10
10
LE verfahren auf WE-Puffer
FÖRDERN
Holen Etagenwagen
Ort1
Ort2
Beh
PZ
Frq
Res
Org
Kommissionierer +
Gabelhubwagen
P8
P14 P15
P16
P17 P18 P19
P20 P21
P22
M4
P23
M5
P24 P25
P28 P29
I4 I7
30
LE verfahren auf WE-Puffer
BUCHEN
Bei Kommissionierung:
Scannen Anbruchbehälter-
HU auf Abrufbeleg, manuelle
Eingabe der
Entnahmemenge und
Buchung dieser auf Transport
(Status „gelb“)
Ort1
Auftrag
Beh
PZ
Frq
Res
Org
WA-Mitarbeiter +
Handscanner
IAblagefläche für
K-Belege
31AUFTRAG
ERZEUGEN
K-Belege mit Ausliefer-HU
(zweifache Ausführung)
ausdrucken
Ort
PZ
Res
Org
Drucker für Mengenabrufe
P26 P27
HU-Nummer
I5
HU-Nr. +
Entnahmemenge
SAP
VK Wörth
Nachschub-
auftrag
Regelkreisnr. Abrufbelege
I6
K-Belege
M6
HU-Nummern
P30 P31
M7 M8
P32
37
LE verfahren auf WE-Puffer
INFORMATION
ÜBERMITTELN
Übergeben Ladeliste an
WE Werk 2.1
Inf
Art
Ort1
Ort2
PZ
Frq
Res
Org
LKW-Fahrer
P33
M9
21
7
P34 P35
SAP
Werk 2.1
I8
TA-Nr.
P36 P37
P38 P39 P40
P41 P42 P43
SAP
Werk 2.1
I9
TA-Nr.
SAP
Werk 2.1
I10
Sachnummer
P44 P45
M10
6 9 15 18 26
21
24
33
39
42
46 47
49 52
Mindestmengenabruf
automatisch
2 4
27 30
3
36
20
38
19
18
23
24
2935
39
26
25
31
9
33
32
37
28
1
5
6
7
8
16
1211
1017
15
21 22
34
40
41
4344
42
1314
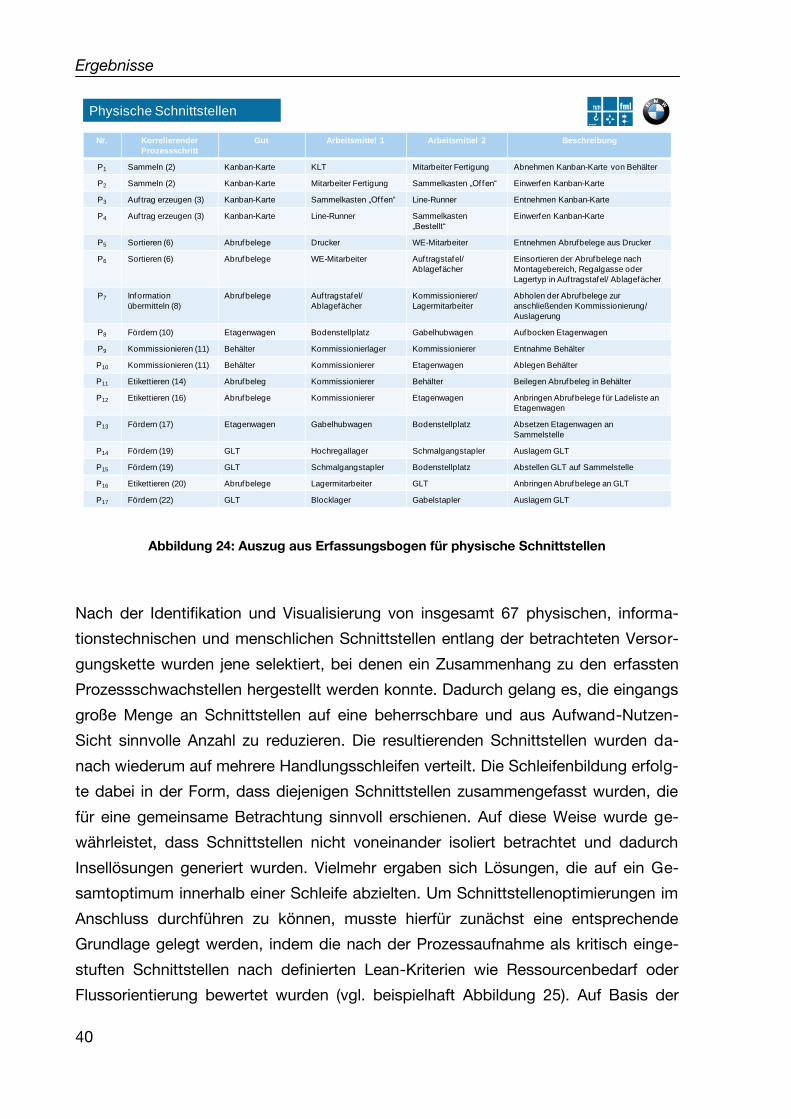
Ergebnisse
40
Abbildung 24: Auszug aus Erfassungsbogen für physische Schnittstellen
Nach der Identifikation und Visualisierung von insgesamt 67 physischen, informa-
tionstechnischen und menschlichen Schnittstellen entlang der betrachteten Versor-
gungskette wurden jene selektiert, bei denen ein Zusammenhang zu den erfassten
Prozessschwachstellen hergestellt werden konnte. Dadurch gelang es, die eingangs
große Menge an Schnittstellen auf eine beherrschbare und aus Aufwand-Nutzen-
Sicht sinnvolle Anzahl zu reduzieren. Die resultierenden Schnittstellen wurden da-
nach wiederum auf mehrere Handlungsschleifen verteilt. Die Schleifenbildung erfolg-
te dabei in der Form, dass diejenigen Schnittstellen zusammengefasst wurden, die
für eine gemeinsame Betrachtung sinnvoll erschienen. Auf diese Weise wurde ge-
währleistet, dass Schnittstellen nicht voneinander isoliert betrachtet und dadurch
Insellösungen generiert wurden. Vielmehr ergaben sich Lösungen, die auf ein Ge-
samtoptimum innerhalb einer Schleife abzielten. Um Schnittstellenoptimierungen im
Anschluss durchführen zu können, musste hierfür zunächst eine entsprechende
Grundlage gelegt werden, indem die nach der Prozessaufnahme als kritisch einge-
stuften Schnittstellen nach definierten Lean-Kriterien wie Ressourcenbedarf oder
Flussorientierung bewertet wurden (vgl. beispielhaft Abbildung 25). Auf Basis der
Nr. Korrelierender
Prozessschritt
Gut Arbeitsmittel 1 Arbeitsmittel 2 Beschreibung
P1 Sammeln (2) Kanban-Karte KLT Mitarbeiter Fertigung Abnehmen Kanban-Karte von Behälter
P2 Sammeln (2) Kanban-Karte Mitarbeiter Fertigung Sammelkasten „Of fen“ Einwerfen Kanban-Karte
P3 Auftrag erzeugen (3) Kanban-Karte Sammelkasten „Of fen“ Line-Runner Entnehmen Kanban-Karte
P4 Auftrag erzeugen (3) Kanban-Karte Line-Runner Sammelkasten
„Bestellt“
Einwerfen Kanban-Karte
P5 Sortieren (6) Abrufbelege Drucker WE-Mitarbeiter Entnehmen Abrufbelege aus Drucker
P6 Sortieren (6) Abrufbelege WE-Mitarbeiter Auf tragstafel/
Ablagefächer
Einsortieren der Abrufbelege nach
Montagebereich, Regalgasse oder
Lagertyp in Auf tragstafel/ Ablagefächer
P7 Information
übermitteln (8)
Abrufbelege Auf tragstafel/
Ablagefächer
Kommissionierer/
Lagermitarbeiter
Abholen der Abrufbelege zur
anschließenden Kommissionierung/
Auslagerung
P8 Fördern (10) Etagenwagen Bodenstellplatz Gabelhubwagen Aufbocken Etagenwagen
P9 Kommissionieren (11) Behälter Kommissionierlager Kommissionierer Entnahme Behälter
P10 Kommissionieren (11) Behälter Kommissionierer Etagenwagen Ablegen Behälter
P11 Etikettieren (14) Abrufbeleg Kommissionierer Behälter Beilegen Abrufbeleg in Behälter
P12 Etikettieren (16) Abrufbelege Kommissionierer Etagenwagen Anbringen Abrufbelege für Ladeliste an
Etagenwagen
P13 Fördern (17) Etagenwagen Gabelhubwagen Bodenstellplatz Absetzen Etagenwagen an
Sammelstelle
P14 Fördern (19) GLT Hochregallager Schmalgangstapler Auslagern GLT
P15 Fördern (19) GLT Schmalgangstapler Bodenstellplatz Abstellen GLT auf Sammelstelle
P16 Etikettieren (20) Abrufbelege Lagermitarbeiter GLT Anbringen Abrufbelege an GLT
P17 Fördern (22) GLT Blocklager Gabelstapler Auslagern GLT
Physische Schnittstellen
Ergebnisse
41
Bewertungsergebnisse in Kombination mit den einzelnen Auftrittshäufigkeiten der
Schnittstellen konnte der Fokus im Rahmen der anschließenden Optimierungsphase
auf die wesentlichen Schnittstellen gelegt werden.
Bei der Anwendung hat sich gezeigt, dass mit der beschriebenen Methode Schnitt-
stellen einfach und transparent identifiziert und analysiert sowie Verbesserungsmög-
lichkeiten aufgedeckt werden können. Dieses bestätigten auch die beteiligten Pro-
jektpartner. Kritikpunkte hinsichtlich der Anwendbarkeit (bspw. ein hoher Aufwand
aufgrund der großen Anzahl an Bewertungskriterien) wurden aufgenommen und das
Vorgehen direkt entsprechend überarbeitet. Bspw. kann je nach Zielsetzung und
verfügbarer Zeit die Bewertung nun auch lediglich aufgrund der Oberkriterien (Res-
sourcenaufwand etc.) durchgeführt werden.
Das Vorgehensmodell ist sowohl im Wiki, als auch in den beiden im Projekt entstan-
denen Büchern und zielgruppenorientiert dokumentiert.
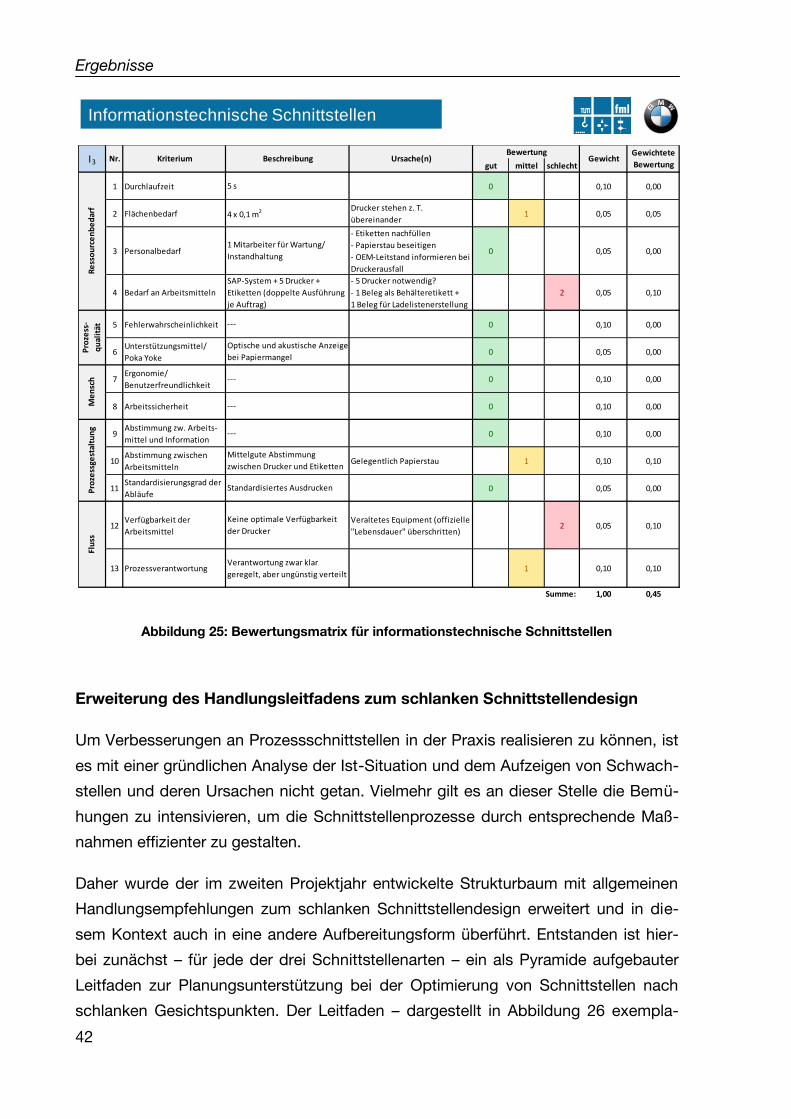
Ergebnisse
42
Abbildung 25: Bewertungsmatrix für informationstechnische Schnittstellen
Erweiterung des Handlungsleitfadens zum schlanken Schnittstellendesign
Um Verbesserungen an Prozessschnittstellen in der Praxis realisieren zu können, ist
es mit einer gründlichen Analyse der Ist-Situation und dem Aufzeigen von Schwach-
stellen und deren Ursachen nicht getan. Vielmehr gilt es an dieser Stelle die Bemü-
hungen zu intensivieren, um die Schnittstellenprozesse durch entsprechende Maß-
nahmen effizienter zu gestalten.
Daher wurde der im zweiten Projektjahr entwickelte Strukturbaum mit allgemeinen
Handlungsempfehlungen zum schlanken Schnittstellendesign erweitert und in die-
sem Kontext auch in eine andere Aufbereitungsform überführt. Entstanden ist hier-
bei zunächst – für jede der drei Schnittstellenarten – ein als Pyramide aufgebauter
Leitfaden zur Planungsunterstützung bei der Optimierung von Schnittstellen nach
schlanken Gesichtspunkten. Der Leitfaden – dargestellt in Abbildung 26 exempla-
gut mittel schlecht
1 Durchlaufzeit 0 0,10 0,00
2 Flächenbedarf Drucker stehen z. T.
übereinander1 0,05 0,05
3 Personalbedarf
- Etiketten nachfüllen
- Papierstau beseitigen
- OEM-Leitstand informieren bei
Druckerausfall
0 0,05 0,00
4 Bedarf an Arbeitsmitteln
- 5 Drucker notwendig?
- 1 Beleg als Behälteretikett +
1 Beleg für Ladelistenerstellung
2 0,05 0,10
5 Fehlerwahrscheinlichkeit 0 0,10 0,00
6Unterstützungsmittel/
Poka Yoke0 0,05 0,00
7Ergonomie/
Benutzerfreundlichkeit 0 0,10 0,00
8 Arbeitssicherheit 0 0,10 0,00
9Abstimmung zw. Arbeits-
mittel und Information0 0,10 0,00
10Abstimmung zwischen
ArbeitsmittelnGelegentlich Papierstau 1 0,10 0,10
11Standardisierungsgrad der
Abläufe0 0,05 0,00
12Verfügbarkeit der
Arbeitsmittel
Veraltetes Equipment (offizielle
"Lebensdauer" überschritten)2 0,05 0,10
13 Prozessverantwortung 1 0,10 0,10
Summe: 1,00 0,45
Gewichtete
Bewertung
Re
sso
urc
en
be
dar
f
5 s
4 x 0,1 m2
1 Mitarbeiter für Wartung/
Instandhaltung
SAP-System + 5 Drucker +
Etiketten (doppelte Ausführung
je Auftrag)
Nr. Kriterium Beschreibung Ursache(n)Bewertung
Gewicht
Pro
zess
-
qu
alit
ät ---
Optische und akustische Anzeige
bei Papiermangel
Me
nsc
h ---
---
Pro
zess
gest
altu
ng
---
Mittelgute Abstimmung
zwischen Drucker und Etiketten
Standardisiertes Ausdrucken
Flu
ss
Keine optimale Verfügbarkeit
der Drucker
Verantwortung zwar klar
geregelt, aber ungünstig verteilt
I3
Informationstechnische Schnittstellen
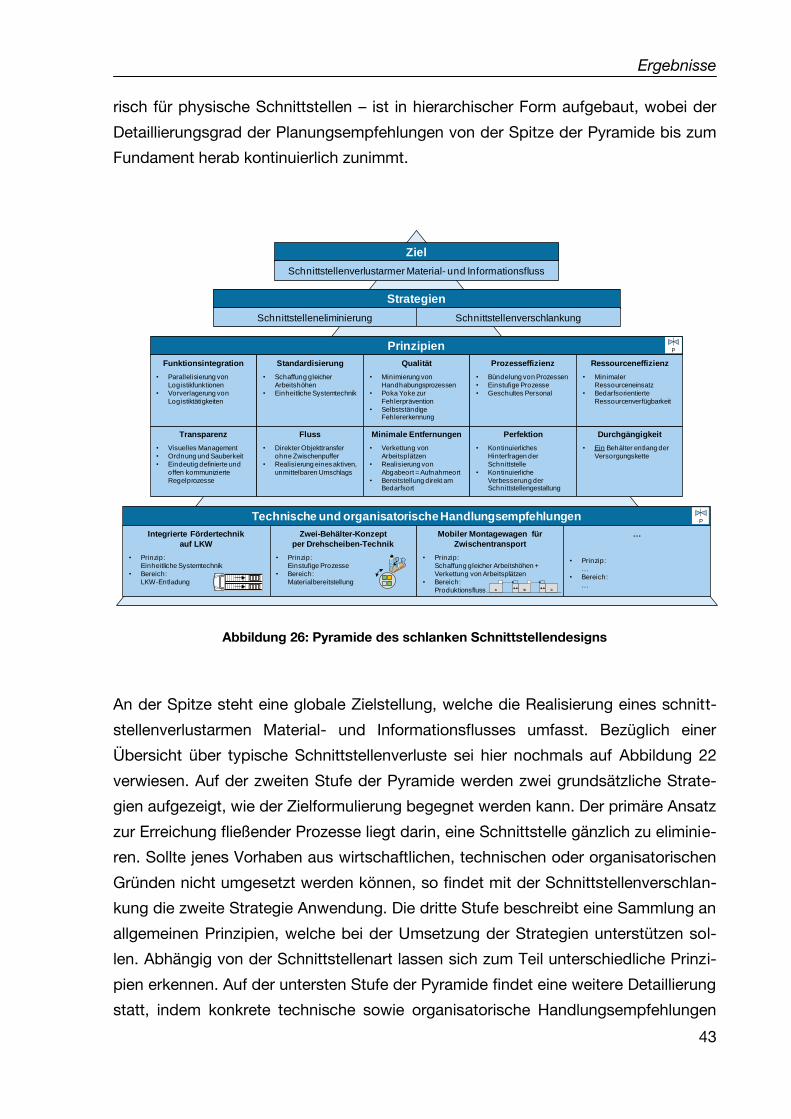
Ergebnisse
43
risch für physische Schnittstellen – ist in hierarchischer Form aufgebaut, wobei der
Detaillierungsgrad der Planungsempfehlungen von der Spitze der Pyramide bis zum
Fundament herab kontinuierlich zunimmt.
Abbildung 26: Pyramide des schlanken Schnittstellendesigns
An der Spitze steht eine globale Zielstellung, welche die Realisierung eines schnitt-
stellenverlustarmen Material- und Informationsflusses umfasst. Bezüglich einer
Übersicht über typische Schnittstellenverluste sei hier nochmals auf Abbildung 22
verwiesen. Auf der zweiten Stufe der Pyramide werden zwei grundsätzliche Strate-
gien aufgezeigt, wie der Zielformulierung begegnet werden kann. Der primäre Ansatz
zur Erreichung fließender Prozesse liegt darin, eine Schnittstelle gänzlich zu eliminie-
ren. Sollte jenes Vorhaben aus wirtschaftlichen, technischen oder organisatorischen
Gründen nicht umgesetzt werden können, so findet mit der Schnittstellenverschlan-
kung die zweite Strategie Anwendung. Die dritte Stufe beschreibt eine Sammlung an
allgemeinen Prinzipien, welche bei der Umsetzung der Strategien unterstützen sol-
len. Abhängig von der Schnittstellenart lassen sich zum Teil unterschiedliche Prinzi-
pien erkennen. Auf der untersten Stufe der Pyramide findet eine weitere Detaillierung
statt, indem konkrete technische sowie organisatorische Handlungsempfehlungen
Ziel
Schnittstellenverlustarmer Material- und Informationsfluss
Strategien
Schnittstelleneliminierung Schnittstellenverschlankung
Prinzipien
Funktionsintegration
• Parallelisierung von
Logistikfunktionen
• Vorverlagerung von
Logistiktätigkeiten
Transparenz
• Visuelles Management
• Ordnung und Sauberkeit
• Eindeutig definierte und
offen kommunizierte
Regelprozesse
Standardisierung
• Schaffung gleicher
Arbeitshöhen
• Einheitliche Systemtechnik
Fluss
• Direkter Objekttransfer
ohne Zwischenpuffer
• Realisierung eines aktiven,
unmittelbaren Umschlags
Qualität
• Minimierung von
Handhabungsprozessen
• Poka Yoke zur
Fehlerprävention
• Selbstständige Fehlererkennung
Minimale Entfernungen
• Verkettung von
Arbeitsplätzen
• Realisierung von
Abgabeort = Aufnahmeort
• Bereitstellung direkt am Bedarfsort
Prozesseffizienz
• Bündelung von Prozessen
• Einstufige Prozesse
• Geschultes Personal
Perfektion
• Kontinuierliches
Hinterfragen der
Schnittstelle
• Kontinuierliche
Verbesserung der Schnittstellengestaltung
Technische und organisatorische Handlungsempfehlungen
Durchgängigkeit
• Ein Behälter entlang der
Versorgungskette
Ressourceneffizienz
• Minimaler
Ressourceneinsatz
• Bedarfsorientierte
Ressourcenverfügbarkeit
P
Integrierte Fördertechnik
auf LKW
• Prinzip:
Einheitliche Systemtechnik
• Bereich:
LKW-Entladung
Zwei-Behälter-Konzept
per Drehscheiben-Technik
• Prinzip:
Einstufige Prozesse
• Bereich:
Materialbereitstellung
Mobiler Montagewagen für
Zwischentransport
• Prinzip:
Schaffung gleicher Arbeitshöhen +
Verkettung von Arbeitsplätzen
• Bereich:
Produktionsfluss
…
• Prinzip:
…
• Bereich:
…CBA
P
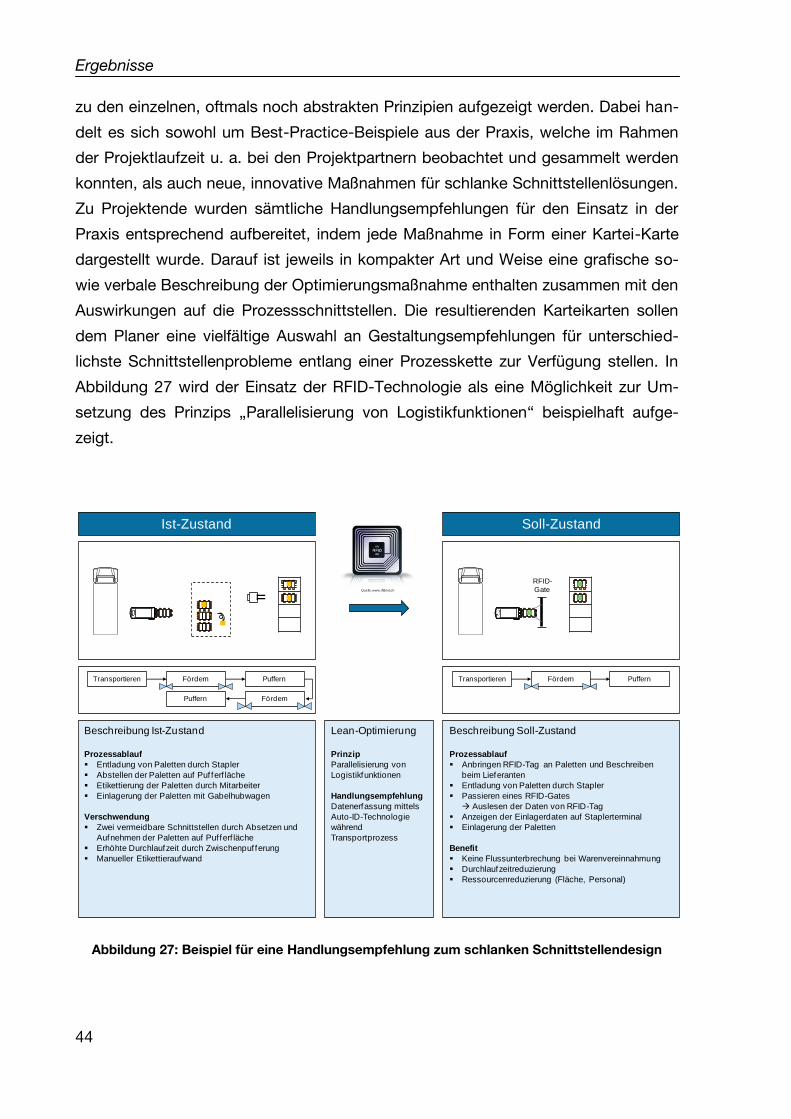
Ergebnisse
44
zu den einzelnen, oftmals noch abstrakten Prinzipien aufgezeigt werden. Dabei han-
delt es sich sowohl um Best-Practice-Beispiele aus der Praxis, welche im Rahmen
der Projektlaufzeit u. a. bei den Projektpartnern beobachtet und gesammelt werden
konnten, als auch neue, innovative Maßnahmen für schlanke Schnittstellenlösungen.
Zu Projektende wurden sämtliche Handlungsempfehlungen für den Einsatz in der
Praxis entsprechend aufbereitet, indem jede Maßnahme in Form einer Kartei-Karte
dargestellt wurde. Darauf ist jeweils in kompakter Art und Weise eine grafische so-
wie verbale Beschreibung der Optimierungsmaßnahme enthalten zusammen mit den
Auswirkungen auf die Prozessschnittstellen. Die resultierenden Karteikarten sollen
dem Planer eine vielfältige Auswahl an Gestaltungsempfehlungen für unterschied-
lichste Schnittstellenprobleme entlang einer Prozesskette zur Verfügung stellen. In
Abbildung 27 wird der Einsatz der RFID-Technologie als eine Möglichkeit zur Um-
setzung des Prinzips „Parallelisierung von Logistikfunktionen“ beispielhaft aufge-
zeigt.
Abbildung 27: Beispiel für eine Handlungsempfehlung zum schlanken Schnittstellendesign
Beschreibung Ist-Zustand
Prozessablauf
Entladung von Paletten durch Stapler
Abstellen der Paletten auf Puf ferf läche
Etikettierung der Paletten durch Mitarbeiter
Einlagerung der Paletten mit Gabelhubwagen
Verschwendung
Zwei vermeidbare Schnittstellen durch Absetzen und
Aufnehmen der Paletten auf Puf ferf läche
Erhöhte Durchlaufzeit durch Zwischenpuf ferung
Manueller Etikettieraufwand
Beschreibung Soll-Zustand
Prozessablauf
Anbringen RFID-Tag an Paletten und Beschreiben
beim Lieferanten
Entladung von Paletten durch Stapler
Passieren eines RFID-Gates
à Auslesen der Daten von RFID-Tag
Anzeigen der Einlagerdaten auf Staplerterminal
Einlagerung der Paletten
Benefit
Keine Flussunterbrechung bei Warenvereinnahmung
Durchlaufzeitreduzierung
Ressourcenreduzierung (Fläche, Personal)
Lean-Optimierung
Prinzip
Parallelisierung von
Logistikfunktionen
Handlungsempfehlung
Datenerfassung mittels
Auto-ID-Technologie
während
Transportprozess
Ist-Zustand Soll-Zustand
RFID-
Gate
Transportieren Fördern Puffern
Puffern Fördern
Transportieren Fördern Puffern
Quelle: www.rfidnet.ch
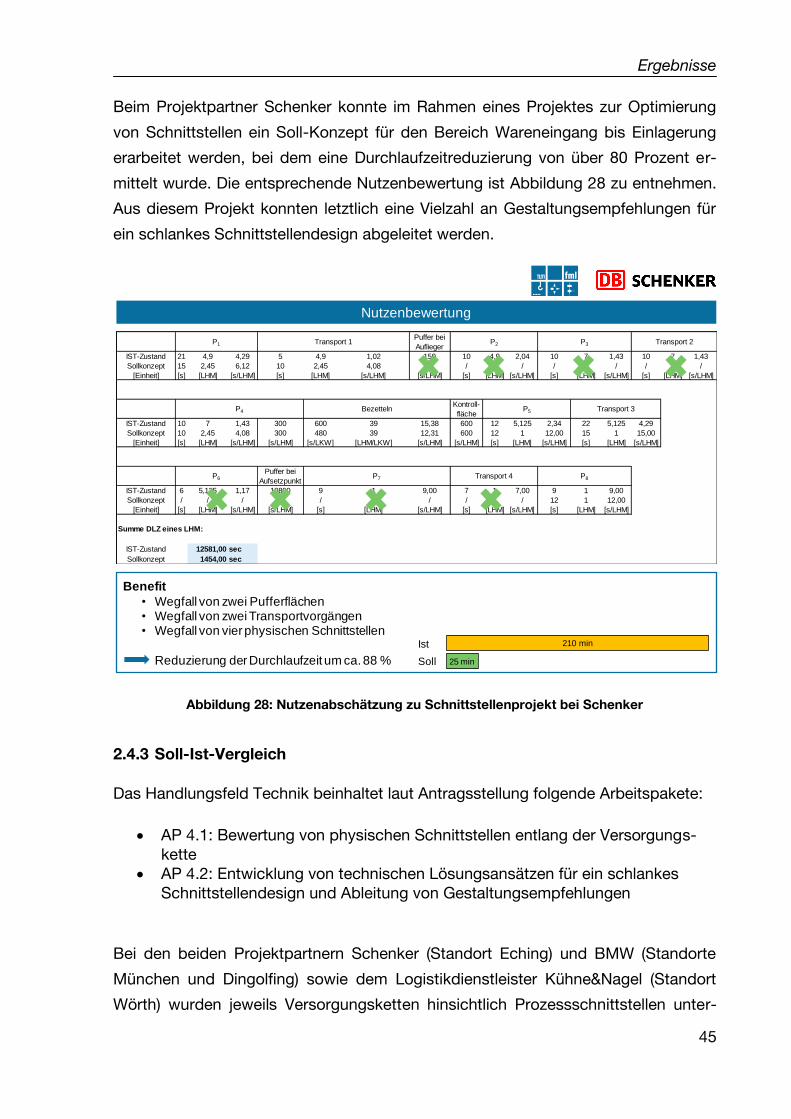
Ergebnisse
45
Beim Projektpartner Schenker konnte im Rahmen eines Projektes zur Optimierung
von Schnittstellen ein Soll-Konzept für den Bereich Wareneingang bis Einlagerung
erarbeitet werden, bei dem eine Durchlaufzeitreduzierung von über 80 Prozent er-
mittelt wurde. Die entsprechende Nutzenbewertung ist Abbildung 28 zu entnehmen.
Aus diesem Projekt konnten letztlich eine Vielzahl an Gestaltungsempfehlungen für
ein schlankes Schnittstellendesign abgeleitet werden.
Abbildung 28: Nutzenabschätzung zu Schnittstellenprojekt bei Schenker
2.4.3 Soll-Ist-Vergleich
Das Handlungsfeld Technik beinhaltet laut Antragsstellung folgende Arbeitspakete:
AP 4.1: Bewertung von physischen Schnittstellen entlang der Versorgungs-kette
AP 4.2: Entwicklung von technischen Lösungsansätzen für ein schlankes Schnittstellendesign und Ableitung von Gestaltungsempfehlungen
Bei den beiden Projektpartnern Schenker (Standort Eching) und BMW (Standorte
München und Dingolfing) sowie dem Logistikdienstleister Kühne&Nagel (Standort
Wörth) wurden jeweils Versorgungsketten hinsichtlich Prozessschnittstellen unter-
Puffer bei
Auflieger
IST-Zustand 21 4,9 4,29 5 4,9 1,02 150 10 4,9 2,04 10 7 1,43 10 7 1,43
Sollkonzept 15 2,45 6,12 10 2,45 4,08 / / / / / / / / / /
[Einheit] [s] [LHM] [s/LHM] [s] [LHM] [s/LHM] [s/LHM] [s] [LHM] [s/LHM] [s] [LHM] [s/LHM] [s] [LHM] [s/LHM]
Kontroll-
fläche
IST-Zustand 10 7 1,43 300 600 39 15,38 600 12 5,125 2,34 22 5,125 4,29
Sollkonzept 10 2,45 4,08 300 480 39 12,31 600 12 1 12,00 15 1 15,00
[Einheit] [s] [LHM] [s/LHM] [s/LHM] [s/LKW] [LHM/LKW] [s/LHM] [s/LHM] [s] [LHM] [s/LHM] [s] [LHM] [s/LHM]
Puffer bei
Aufsetzpunkt
IST-Zustand 6 5,125 1,17 10800 9 1 9,00 7 1 7,00 9 1 9,00
Sollkonzept / / / / / / / / / / 12 1 12,00
[Einheit] [s] [LHM] [s/LHM] [s/LHM] [s] [LHM] [s/LHM] [s] [LHM] [s/LHM] [s] [LHM] [s/LHM]
Summe DLZ eines LHM:
IST-Zustand 12581,00 sec
Sollkonzept 1454,00 sec
Bezetteln P5 Transport 3
Transport 4P6 P7 P8
P4
P1 Transport 1 P2 P3 Transport 2
210 min
25 min
Benefit
• Wegfall von zwei Pufferflächen• Wegfall von zwei Transportvorgängen• Wegfall von vier physischen Schnittstellen
Reduzierung der Durchlaufzeit um ca. 88 % Soll
Nutzenbewertung
Ist
Ergebnisse
46
sucht und die damit einhergehenden Schwachstellen aufgezeigt. Als Hilfsmittel hier-
zu wurde ein Schnittstellenerfassungsbogen entwickelt. Eine Erkenntnis aus den
ersten beiden Prozessaufnahmen war, dass die ausschließliche Betrachtung von
physischen Schnittstellen aus Ganzheitlichkeitsaspekten nicht ausreichend ist. Aus
diesem Grund wurden bei den nachfolgenden Analysen sowohl menschliche als
auch informationstechnische Schnittstellen als weitere Untersuchungsgegenstände
hinzugefügt. Für die anschließende Bewertung der Prozessschnittstellen wurden für
alle drei Schnittstellenarten geeignete Bewertungskriterien festgelegt auf Grundlage
der im Handlungsfeld Fundament erarbeiteten Ziele und Prinzipien für schlanke Lo-
gistiksysteme. Die einzelnen Kriterien wurden anschließend jeweils in einer Bewer-
tungsmatrix zusammengefasst, so dass am Ende insgesamt drei Matrizen für physi-
sche, menschliche und informationstechnische Schnittstellen resultierten (vgl. Abbil-
dung 25). Damit wurde eine Methode zur standardisierten Erfassung, Dokumentation
und Bewertung unterschiedlichster Schnittstellen geschaffen.
Weiterhin ist ein Planungsmodell entstanden, welches den Weg zur Realisierung
schlanker Prozessschnittstellen auf mehreren Detaillierungsstufen beschreibt (vgl.
Abbildung 26). Von grundsätzlichen Strategien über allgemeine Prinzipien bis hin zu
konkreten Handlungsempfehlungen werden darin Möglichkeiten vorgestellt, sowohl
physische als auch menschliche und informationstechnische Schnittstellen nach
schlanken Gesichtspunkten zu gestalten. Der Fokus wurde dabei auf die Entwick-
lung von Handlungsempfehlungen gelegt, wobei neben der ursprünglich angedach-
ten reinen Betrachtung von technischen Ansätzen ebenso organisatorische Lösun-
gen in Betracht gezogen wurden. Daraus resultierte eine Sammlung an unterschied-
lichsten Gestaltungsempfehlungen, welche sich zusammensetzt aus bereits be-
stehenden intelligenten Praxislösungen bei den Industriepartnern, Erkenntnissen
zum Thema Schnittstellendesign aus der einschlägigen Fachliteratur und neuen Ge-
staltungsideen. Durch die Dokumentation der einzelnen Maßnahmen auf jeweils
einer Kartei-Karte gelang es einerseits, die relevanten Informationen zu verdichten
und andererseits ein praxistaugliches Arbeitsmedium für den Logistikplaner zur Ver-
fügung zu stellen.
Ergebnisse
47
2.5 Dokumentation der Projektergebnisse
2.5.1 LEAN:log – Wiki
Im LEAN:log-Wiki werden alle wesentlichen im Forschungsprojekt erarbeiteten Er-
gebnisse in einfach handhabbarer Form zur Verfügung gestellt.
Dieses Medium bietet nicht nur den Vorteil, dass Inhalte einfach und intuitiv zugäng-
lich sind, sondern auch dass Inhalte gemeinsam weiterentwickelt werden können,
dass Inhalte verknüpft werden können und zusätzliche Dokumente und Dateien (z.B.
Software-Tools) direkt zum Download zur Verfügung gestellt werden können.
Sämtliche Inhalte sind in das Lean Logistics-Phasenmodell eingeordnet und können
durch Navigation durch dieses in der richtigen Phase „gefunden“ werden. Unabhän-
gig davon kann auch direkt zu sämtlichen Methoden und Werkzeugen über ein Me-
thodenverzeichnis mit Kurzbeschreibungen navigiert sowie über eine Suchfunktion
gesucht werden.
Das Wiki ist weiterhin ergänzt um ein Glossar mit Begriffsdefinitionen sowie eine
Sammlung weiterer Methoden aus dem Lean-Umfeld. Alle Methodenbeschreibun-
gen sind zum einfachen Gebrauch gleich strukturiert. Sämtliche Inhalte können auch
als PDF heruntergeladen werden und sind nach Bedarf um weitere Dokumente bzw.
Software-Werkzeuge ergänzt.
Abbildung 29: Auszug LEAN:log-Wiki
Ergebnisse
48
2.5.2 Buch „Schlanke Logistikprozesse. Handbuch für den Planer“
Im Methodenhandbuch „Schlanke Logistikprozesse. Handbuch für den Planer“ sind
die wesentlichen im Projekt erarbeiteten Methoden in für den täglichen Planungsall-
tag aufbereiteter, strukturierter und optisch ansprechender Form zusammengefasst.
Es richtet sich demnach direkt an Logistikplaner, die ihre Prozesse lean gestalten
möchten.
Die Inhalte sind in die wesentlichen Planungsaufgaben „Planung“ und „Analyse“
eingeordnet und ergänzt um die grundlegenden Leitlinien für eine schlanke Logistik,
die entwickelten Planungsbausteine sowie Empfehlungen zur Umsetzung und zum
fehlerfreien Betrieb schlanker Prozesse. Ergänzt werden die Methoden durch ein
durchgängiges Fallbeispiel. Auf reale Prozesse in einem Werk eines Automobilher-
stellers werden die vorgestellten Methoden detailliert angewendet und dadurch so-
wohl Nutzen als auch Vorgehensweise verdeutlicht.
Abbildung 30: Auszug aus Handbuch (Entwurf)

Ergebnisse
49
2.5.3 Buch „Lean Logistics – Methodisches Vorgehen und praktische Anwendung in der Automobilindustrie“
Das Buch „Lean Logistics – Methodisches Vorgehen und praktische Anwendung in
der Automobilindustrie“ richtet sich an Entscheider, Planer und Interessierte aus
Praxis und Wissenschaft. Hintergründe, aktuelle Entwicklungen und Trends ordnen
das Thema Lean Logistics in einen größeren Kontext ein. Anhand des Phasenmo-
dells Lean Logistics wird ein Weg hin zu schlankeren Logistikprozessen aufgezeigt
und anschließend für die einzelnen Phasen detailliert beschrieben. Diese eher theo-
retischen Inhalte werden ergänzt durch Fachbeiträge der Projektpartner sowie wei-
terer Autoren aus der Praxis, in welchen zahlreiche Anwendungsbeispiele, Erfahrun-
gen sowie Hürden und Erfolge vorgestellt werden.
Abbildung 31: Buch "Lean Logistics"
LEAN LOGISTICSMETHODISCHES VORGEHEN UND
PRAKTISCHE ANWENDUNG IN DER AUTOMOBILINDUSTRIE
WILLIBALD A. GÜNTHNER, JULIA BOPPERT (HRG.)
Springer

Ergebnisse
50
Auswirkungen auf die Wettbewerbsfähigkeit
51
3 Auswirkungen auf die Wettbewerbsfähigkeit
Durch die Zusammenarbeit im Forschungsprojekt ergaben sich sowohl für die teil-
nehmenden Unternehmen aus unterschiedlichen Stufen der automobilen Wert-
schöpfungskette als auch für den Automobilstandort Bayern Vorteile in Bezug auf
die Wettbewerbsfähigkeit.
Die Aufteilung des Projektes in die Handlungsfelder Fundament, Prozesse, Mensch
und Technik und die in regelmäßigen Abständen stattgefundenen Projektrunden
verschafften den teilnehmenden Firmen eine ganzheitliche Sichtweise auf das The-
menfeld Lean Logistics in der Automobilindustrie. Durch das bereits im ersten Pro-
jektjahr erworbene Grundverständnis hinsichtlich Prinzipien und Methoden der
Lean-Philosophie sowie die Sensibilisierung für potenzielle Verschwendungsarten in
der Logistik wurde den Projektpartnern ein breites Informationsspektrum geliefert,
um den Lean-Gedanken in ihren Unternehmen fundiert entfalten zu können. In die-
sem Kontext wurde den Teilnehmern im Projekt auch vermittelt, in welcher Form der
Wissenstransfer bei den verschiedenen Zielgruppen in einem Unternehmen am bes-
ten durchzuführen ist.
Neben dem Transfer von Theoriewissen profitierten die Projektpartner vor allem aber
durch praktische Anwendungen der im Projekt erarbeiteten Methoden und Werk-
zeuge. Bspw. wurden bei allen Partnern Prozessanalysen durchgeführt, bei denen
sowohl die Firmen durch das Aufzeigen von Schwachstellen profitierten als auch der
Lehrstuhl durch das Erlangen von Erkenntnissen bei der Adaption der klassischen
Wertstromanalyse an Logistikbedürfnisse. Der Projektpartner F.X. Meiller durfte bei
der dort stattfindenden Einführung eines Lean-Prozesssystems begleitet werden,
konnte sich durchgehend am Phasenmodell Lean Logistics orientieren und dadurch
deutlich zielgerichteter und effizienter vorgehen. Das Vorgehensmodell zur Optimie-
rung von Prozessschnittstellen wurde sowohl bei Schenker am Standort Eching als
auch bei BMW am Standort Dingolfing erfolgreich angewandt und in diesem Zuge
Optimierungspotenziale bei den Unternehmen transparent dargelegt. Das am Lehr-
stuhl entwickelte Vorgehen konnte hierbei sukzessive verbessert und an die betrieb-
lichen Anforderungen angepasst werden.
Weiterhin wurden alle erarbeiteten Grundlagen, Methoden und Werkzeuge zur Ge-
staltung und Auslegung schlanker Prozesse über das Wiki in einfach handhabbarer
Auswirkungen auf die Wettbewerbsfähigkeit
52
Form zur Verfügung gestellt. Die Nutzung des Wikis durch zahlreiche Unterneh-
mensvertreter spricht für eine intensive Nutzung der bereitgestellten Methoden.
Das erarbeitete Planspiel zur Sensibilisierung der unterschiedlichen Sichtweisen
zwischen Produktion und Logistik bei der Prozessplanung und -gestaltung und zur
Vermittlung eines schlanken Planungsvorgehens wurde mit zahlreichen Vertretern
aller Projektpartner gespielt. Durchgängig wurde von diesen bestätigt, dass zukünf-
tig gemeinsam und effizienter geplant werden wird. Die im Projekt entwickelte und
bei den Partnern bereits validierte Simulationsumgebung zur Modellierung, Analyse,
Auslegung und Bewertung schlanker Logistikprozesse unterstützt darüber hinaus
einen zukünftig effizienteren Planungsablauf.
Zusätzlich zu den partizipierenden Firmen wird auch Bayern durch das Forschungs-
projekt LEAN:log nachhaltig als Zukunftsstandort für die Automobilindustrie ge-
stärkt. Durch die bayernweit abgehaltenen Fachvorträge und die Ausstellung von
Projektinhalten auf Kongressen konnten Forschungsergebnisse publiziert werden,
die auf großes Interesse seitens der dort vertretenen Industrie gestoßen sind. Ferner
wurden alle wesentlichen erarbeiteten Methoden und Werkzeuge in Form des
Handbuchs „Schlanke Logistikprozesse. Handbuch für den Planer“ aufbereitet. Mit-
te 2013 wird ferner das Buch mit dem Titel „Lean Logistics – Methodisches Vorge-
hen und praktische Anwendung in der Automobilindustrie“ zur flächendeckenden
Verbreitung ausgewählter Projektinhalte veröffentlicht.
Zusammenarbeit zwischen den Partnern
53
4 Zusammenarbeit zwischen den Partnern
Aufgrund der Struktur des Forschungsprojektes mit mehreren eingebundenen Indus-
trieunternehmen und unterschiedlichen Verantwortlichen je Handlungsfeld wurde der
Austausch zwischen den Projektbeteiligten sowie die Erarbeitung der Projektinhalte
auf verschiedenen Ebenen mit jeweils unterschiedlichen Schwerpunkten organisiert.
Vornehmlich zur Ergebnispräsentation fanden vierteljährlich ganztägige Projektrun-
den mit allen Partnern statt. In diesen Runden wurden von den Verantwortlichen je
Handlungsfeld Ergebnisse seit der vorangegangenen Runde präsentiert, gemeinsam
diskutiert, Festlegungen zu offenen Punkten getroffen und die weitere Vorgehens-
weise abgestimmt. Die Treffen fanden am Lehrstuhl fml oder bei einem der Indus-
triepartner vor Ort statt. In diesem Fall beinhalteten die Treffen jeweils die Besichti-
gung und Diskussion von erfolgreich umgesetzten oder auch kritischen Lean-
Logistics-Prozessen bei den jeweiligen Unternehmen.
Zur konkreten Erarbeitung der Projektinhalte fanden weiterhin themenbezogene
Arbeitstreffen mit den einzelnen Partnern, i.d.R. bei den Unternehmen vor Ort, statt.
Über einen begrenzten Zeitraum wurde in diesen Treffen die intensive Bearbeitung
einzelner Arbeitspakete (z.B. Ist-Analyse) gemeinsam durchgeführt. Dies umfasste
bspw. Prozessanalysen, Workshops und Schulungen. Es wurden jeweils Unterneh-
mensvertreter aus den betroffenen Bereichen aktiv in die Treffen eingebunden. Zwi-
schen den einzelnen Treffen arbeiteten Mitarbeiter der Industrieunternehmen und
Forschungspartner in enger Abstimmung selbstständig an den jeweiligen Themen.
Die (unternehmensspezifischen und aufgabenspezifischen) Themen wurden gezielt
so gestaltet, dass sowohl für den Forschungspartner als auch die Unternehmen ein
konkreter Nutzen realisierbar war.
In internen Treffen der Verantwortlichen je Handlungsfeld und Projektbearbeiter
(Lehrstuhl fml, trilogIQa und BLSG) wurden weiterhin verschiedene Lösungsansätze
für die Fragestellungen im Projekt aus wissenschaftlicher Sicht beleuchtet, disku-
tiert, bewertet und ausgewählt. Struktur und Inhalt der zu entwickelnden Methoden
und Werkzeuge wurden konzipiert, in einen gemeinsamen Rahmen eingeordnet und
die Vorgehensweise zur Erarbeitung abgestimmt.
Zusammenarbeit zwischen den Partnern
54
Insgesamt hat sich diese gestufte Form der Projektorganisation bewährt, insbeson-
dere vor dem Hintergrund, dass die Arbeit im Forschungsprojekt für alle Unterneh-
mensvertreter in das reguläre Tagesgeschäft integriert werden musste. Dabei war
die Zusammenarbeit und Kommunikation unter allen Beteiligten stets zielorientiert
und partnerschaftlich.
Erfahrungen
55
5 Erfahrungen
Die Arbeitsweise im Projekt LEAN:log hat sich rückblickend als sehr geeignet erwie-
sen, um sehr gute praxisrelevante Ergebnisse zu erhalten. In den regelmäßigen
Arbeitstreffen und Projektrunden wurden einerseits konkrete Inhalte erarbeitet, an-
dererseits wurden neue Vorschläge, Konzepte und Vorgehensweisen ausgiebig dis-
kutiert. Auf diese Weise entstand ein hervorragendes Zusammenspiel von Industrie
und Wissenschaft, das im Ergebnis zu strukturierten, theoretisch abgesicherten Me-
thoden und Werkzeugen geführt hat. Diese berücksichtigen umfangreiches Praxis-
wissen und Erfahrungen, welche bereits vollständig in die Methodik integriert wer-
den konnten. Durch diese enge und intensive Zusammenarbeit konnte das Wissen
der Praxispartner kontinuierlich in die Projektarbeit einfließen und beschränkte sich
nicht auf ein abschließendes Feedback im Rahmen einer Evaluierung.
Damit alle Projektpartner fortwährend und komfortabel auf die erarbeiteten Projekt-
ergebnisse zugreifen können, ist ein projektinternes Wiki aufgebaut worden, welches
nun zum Projektende alle Methoden und Werkzeuge detailliert beschrieben enthält.
Die Informationen sind untereinander verknüpft, um ein einfaches Zurechtfinden zu
erreichen. Dieses Vorgehen hat sich bewährt. Vor allem nach Projektabschluss kön-
nen die Projektpartner weiterhin optimal mit den entwickelten Methoden arbeiten.
Der Zugriff zum Wiki ist im Moment über das Internet möglich. Es besteht jedoch
auch die Möglichkeit, die gesamte Plattform inklusive aller Inhalte lokal in den
Unternehmen der Praxispartner zu betreiben, dort weiter zu pflegen und ausschließ-
lich unternehmensintern zugänglich zu machen.
Damit darüber hinaus die wesentlichen Werkzeuge und Methoden der Industrie pra-
xistauglich zugänglich gemacht werden können, entsteht ein Handbuch für den Pla-
ner zum Thema Schlanke Logistikprozesse, das Anfang 2013 erscheinen wird. Gro-
ßes Interesse von Seiten der Industrie an einer derartigen Veröffentlichung ist so-
wohl aus dem Feedback im Rahmen der Fragebogenaktion als auch bei der öffentli-
chen LEAN:log-Abschlussveranstaltung deutlich geworden.
Zudem ist es gemeinsam gelungen, unter intensiver und begeisterter Mitarbeit der
Industriepartner im Buch „Lean Logistics. Methodisches Vorgehen und praktische
Anwendung in der Automobilindustrie“ ausgewählte Methoden sowie zahlreiche
Beispiele aus der Praxis der beteiligten Industriepartner zusammenzufassen.

Erfahrungen
56
Literatur
57
6 Literatur
[Arn-08] Arnold, D.; Isermann, H.; Kuhn, A.; Tempelmaier, H.; Furmans, K.:
Handbuch Logistik. Springer, Berlin u. a., 2008
[Blö-08] Blötz, U. (Hrsg): Planspiele in der beruflichen Bildung, W. Bertelsmann
Verlag GmbH & Co. KG, Bielefeld, 2008.
[Bop-08] Boppert, J.: Entwicklung eines wissensorientierten Konzepts zur adap-
tiven Logistikplanung (Dissertation), Lehrstuhl für Fördertechnik Mate-
rialfluss Logistik (fml) der Technischen Universität München, 2008.
[Dic-12] Dichtl, S.: Einführung des Meiller-Produktionssystems: Schwierigkei-
ten, Hürden und Erfolge. Vortrag beim Logistikseminar „Erschließung
von Produktivitätspotenzialen in der Logistik“. Garching, 11. Oktober
2012
[Ebe-05] Ebersbach, A.; Glaser, M.; Heigl, R.: WikiTools: Kooperation im Web.
Springer, Berlin u.a., 2005
[Gün-13a] Günthner, W.A.; Boppert, J. (Hrsg.): Lean Logistics – Methodisches
Vorgehen und praktische Anwendung in der Automobilindustrie. Sprin-
ger, Berlin u. a., 2013 (im Erscheinen)
Günthner, W. A.; Durchholz, J.; Klenk, E.; Boppert, J. (Hrsg.): Schlanke Logistikpro-
zesse. Handbuch für den Planer. Springer, Frankfurt am Main, Lehr-
stuhl für Fördertechnik Materialfluss Logistik, TU München, 2013 (im
Erscheinen)

Literatur
58
Publikationen
59
7 Publikationen
7.1 Vorträge
Boppert, J.; Klenk, E.: Lean ProLog – Planspiel zur ganzheitlichen und kooperativen
Planung schlanker Produktion und Logistik. 28. Europäisches Planspielforum. Köln,
25.09.2012
Dichtl, S.: Schlanke Logistik bei einem traditionellen Aufbauhersteller. 4. Cluster-
Forum Schlanker Materialfluss, Bayern Innovativ. München, 05.10.2011
Durchholz, J.; Klenk, E.: Zum schlanken Unternehmen in vier Stufen. Logistikseminar
2012 – Erschließung von Produktivitätspotenzialen in der Logistik. Logistik-
Innovations-Zentrum. Garching, 11.10.2012
Endörfer, A.; Knössl, T.: Bewertung und Optimierung von Schnittstellen im Lager.
Logistik Innovativ 2012, Bayern Innovativ. Prien am Chiemsee, 10.05.2012
Klenk, E.; Knössl, T.: Wertstromdesign für die Logistik - Verschwendung und Wert-
schöpfung in Logistikprozessen identifizieren. 3. Cluster-Forum Schlanker Material-
fluss, Bayern Innovativ. Coburg, 06.10.2010
Klenk, E.; Knössl, T.: Logistikorientierte Wertstromanalyse - Identifikation von Wert-
schöpfung und Verschwendung in der Logistik. Logistikseminar 2010 – Erschließung
von Produktivitätspotenzialen in der Logistik. Logistik-Innovations-Zentrum. Gar-
ching, 14.10.2010
Knössl, T.: Logistiknetzwerke schlank gestalten - Ganzheitliche Planung von mehr-
stufigen Logistikprozessketten nach Lean-Aspekten. Hochschultag Oberbayern,
München, 10.05.2011
Knössl, T.: Projekt Synchrone Logistik im BMW-Komponentenwerk Dingolfing - Me-
thode zur Optimierung der Bestandsqualität durch schlanke Schnittstellen. Logistik-
seminar 2012 – Erschließung von Produktivitätspotenzialen in der Logistik. Logistik-
Innovations-Zentrum. Garching, 11.10.2012
Publikationen
60
Wiech, T.: Lean-Methoden in der operativen Logistik bei BMW. Logistikseminar 2011
– Erschließung von Produktivitätspotenzialen in der Logistik. Logistik-Innovations-
Zentrum. Garching, 13.10.2011
7.2 Konferenzbeiträge und Beiträge in Fachzeitschriften
Boppert, J.; Klenk, E.: Wertstromanalyse. LOG.Kompass 1|2 2012, Hamburg 2012
Günthner, W. A.; Conze, M.; Knössl, T.; Schadl, M.: Der richtige Behälter. Logistik
Heute 3/2012, München 2012.
Galka, S.; Klenk, E.; Günthner, W.A.: Analytical planning of production supermarkets
for production supply. Proceedings of the 7th Conferencia Internacional de Ingeniería
Mecánica 2012. Santa Clara, Cuba, 2012
Klenk, E.; Galka, S.; Günthner, W.A.: Dimensioning of takted in-plant milk-run sys-
tems for material delivery. Proceedings of the 7th German-Russian Logistics Work-
shop DR-LOG 2012 (Flexibility and adaptibility of global supply chains). St. Peters-
burg, 2012
Klenk, E.; Galka, S.; Günthner, W.A.: Analysis of parameters influencing in-plant
milk-run design for production supply. Proceedings of the International Material
Handling Research Colloquium 2012. Gardanne / Aix-En-Provence, 2012
7.3 Bücher und Beiträge in Fachbüchern
Boppert, J.; Klenk, E.; Günthner, W. A.: Wissensvermittlung und Kompetenzerwerb
in Lean Logistics Projekten. In: Göpfert, I. (Hrsg.): Automobillogistik – Stand und Zu-
kunftstrends. Springer Gabler, Wiesbaden, 2012.
Boppert, J.; Klenk, E.: Methodenwissen durch Planspiele vermitteln – geht das? Er-
fahrungen aus der Anwendung des Planspiels LEAN:ProLog – Gemeinsame Planung
schlanker Prozesse für Produktion und Logistik. In: Schwägele, S.; Zürn, B.; Traut-
wein, F. (Hrsg.): Planspiele – Lernen im Methodenmix. ZMS-Schriftenreihe, Bd. 4,
Norderstedt, 2012
Günthner, W.A.; Boppert., J. (Hrsg.): Lean Logistics – Methodisches Vorgehen und
praktische Anwendung in der Automobilindustrie. Springer, Berlin u. a., 2013 (im Er-
scheinen)

Publikationen
61
Günthner, W. A.; Durchholz, J.; Klenk, E.; Boppert, J. : Schlanke Logistikprozesse.
Handbuch für den Planer. Springer, Frankfurt am Main, Lehrstuhl für Fördertechnik
Materialfluss Logistik, TU München, 2013 (im Erscheinen)
Günthner, W. A.; Klenk, E.; Knössl, T.: Neue Wege zur Gestaltung schlanker Logis-
tikprozesse. In: Wolf-Kluthausen, H. (Hrsg.): Jahrbuch der Logistik 2011, free Bera-
tung GmbH. Korschenbroich: 2011. S. 100 ff.
7.4 Seminare und Messeauftritte
Ausstellung LEAN:log. 5. Cluster-Forum Schlanker Materialfluss, Bayern Innovativ.
München, 26.09.2012
Abschlussseminar LEAN:log. Logistikseminar 2012 – Erschließung von Produktivi-
tätspotenzialen in der Logistik. Logistik-Innovations-Zentrum. Garching, 11.10.2012
Projektposter LEAN:log
7.5 Studienarbeiten
Becker, F.: Entwicklung eines Lean-Index zur Bewertung des Schlankheitsgrades
von produzierenden Unternehmen. Diplomarbeit. März 2013
Blaim, G.: Technikbausteine für die schlanke Logistikplanung. Semesterarbeit. De-
zember 2012
Chen, W.: Entwicklung eines Prozesses zur Planung und operativen Steuerung für
das Transportkonzept Milkrun für die europäischen Werke der BMW Group. Diplom-
arbeit. Januar 2011
Eckl, T.: Auswahl von Logistikprozessen für die Automobilindustrie anhand einer Tei-
lekategorisierung. Bachelorarbeit. September 2012
Frost, M.: Entwicklung eines Vorgehensmodells zur Bewertung von Kommissionier-
systemen nach Lean-Kriterien. Semesterarbeit. Februar 2012
Gangkofner, A.: Entwicklung von technischen Konzepten zur Realisierung schlanker
Wareneingangs- und Warenausgangsprozess. Semesterarbeit. Juli 2010
Publikationen
62
Goßmann, C.: Analyse, Bewertung und Optimierung von technischen Schnittstellen
entlang einer Logistikprozesskette der Schenker Deutschland AG. Diplomarbeit. Ok-
tober 2011
Grad, F.: Konzeption eines generischen Materialflusssystems am Beispiel des Ka-
rosseriebaus der BMW Group. Diplomarbeit. April 2012
Krempl, K.: Vorgehensmodell zur Implementierung von Maßnahmen der Produk-
tionslogistik zur Realisierung einer Stabilen Produktion und Auftragsreihenfolge in
einem Automobilwerk. Diplomarbeit. Oktober 2012
Luzzi, M.: Entwicklung eines Modells zur Dimensionierung und Steuerung von inter-
nen Routenverkehren in der Automobillogistik. Semesterarbeit. Mai 2011
Meindl, F.: Entwicklung eines Audits für Produktionsprozesse nach Lean Production.
Semesterarbeit. November 2010
Micheli, R.: Entwicklung eines Verfahrens zur Bewertung intralogistischer Fördermit-
tel nach Lean-Aspekten. Masterarbeit. September 2010
Okroy, M.: Entwicklung eines flexiblen und ergonomischen Setbehälters zur Unter-
stützung einer schlanken Versorgungsprozesskette. Semesterarbeit. Dezember 2010
Schweizer, J.: Entwicklung eines Modells zur Dimensionierung und Steuerung von
Kanban-Supermärkten in der Automobillogistik. Semesterarbeit. April 2011
Silberzahn, K.: Verbindung von Wertstromanalyse und Methods-Time-Measurement
und Anwendung auf die Lagerkommissionierung. Semesterarbeit. Juni 2010
Staab, T.: Erstellung eines modularen Simulationsmodells zur Unterstützung einer
schlanken Logistik-Prozessgestaltung. Semesterarbeit. April 2012
Staab, T.: Entwicklung eines Modells zur Simulation von Routenzugverkehren. Di-
plomarbeit. Dezember 2012
Steinecker, C.: Konzeptionelle Anwendung von Lean-Prinzipien auf die Versorgungs-
steuerung einer automobilen Lieferkette. Bachelorarbeit. September 2011
Steinmetz, B.: Entwicklung von Standardprozessen für die Bevorratung von Instand-
haltungsersatzteilen. Masterarbeit. Dezember 2012

Publikationen
63
Westerholt, E.: Entwicklung eines Vorgehens zur Auswahl und Bewertung schlanker
Anlieferkonzepte in der Automobillogistik. Diplomarbeit. April 2011







