Dipl.-Ing. Jörg-Henry Schwabe Schwingungstechnische Auslegung von Betonrohrfertigern Von der Fakultät für Maschinenbau und Verfahrenstechnik der Technischen Universität Chemnitz genehmigte Dissertation zur Erlangung des akademischen Grades Doktoringenieur (Dr.-Ing.) Weimar, im April 2002
Von der Fakultät für Maschinenbau und Verfahrenstechnik derTechnischen Universität Chemnitz genehmigte Dissertationzur Erlangung des akademischen GradesDoktoringenieur (Dr.-Ing.)
Weimar, im April 2002
2
Die vorliegende Arbeit entstand während meiner Tätigkeit als wissenschaftlicher Mitarbeiter
am Institut für Fertigteiltechnik und Fertigbau Weimar e.V.
Mein besonderer Dank gilt Herrn Prof. H. Dresig für die wissenschaftliche Betreuung der
Arbeit. Seine wertvollen Anregungen, das dem Thema entgegengebrachte Interesse und die
konstruktiven Hinweise zur Erstellung der Arbeit haben wesentlich zu deren Gelingen
beigetragen.
Herzlich bedanken möchte ich mich bei Herrn Dr. H. Kuch. Ohne seine persönliche
Förderung dieser Arbeit und das wissenschaftliche Profil des von ihm gegründeten IFF
Weimar e.V. wäre die Entstehung der Arbeit nicht möglich gewesen.
Mein Dank gilt weiterhin Herrn Prof. W. Franke von der TU Chemnitz für die Anregungen
und Hinweise. Ebenfalls möchte ich mich bei Herrn Prof. L. Sperling von der TU Magdeburg
bedanken, da aus der Zusammenarbeit mit ihm auch wichtige Anregungen für diese Arbeit
resultierten.
Die Tatsache, daß die vorliegende Arbeit während meiner Tätigkeit am IFF Weimar e.V.
entstand, das als wirtschaftsnahe Forschungseinrichtung anerkannt ist, konnte diese Arbeit
in ganz besonderer Weise durch industrielle und praxisrelevante Gesichtspunkte und
Erfahrungen bereichern. Den Kollegen und Geschäftspartnern möchte ich an dieser Stelle
für die Zusammenarbeit und Unterstützung danken.
3
Inhaltsverzeichnis
Seite
1 Einleitung 6
2 Ausrüstungen zur Herstellung von Beton- und Stahlbetonrohren 9
2.1 Herstellungsverfahren 9
2.2 Formgebungs- und Verdichtungsausrüstungen von Rohrfertigern mit
Kernvibration 10
2.2.1 Rohrfertiger mit stehendem Kern 10
2.2.2 Rohrfertiger mit steigendem Kern 11
3 Verdichtung von Betongemenge 13
3.1 Grundlagen 13
3.1.1 Beschreibung der Verdichtungsvorgänge 13
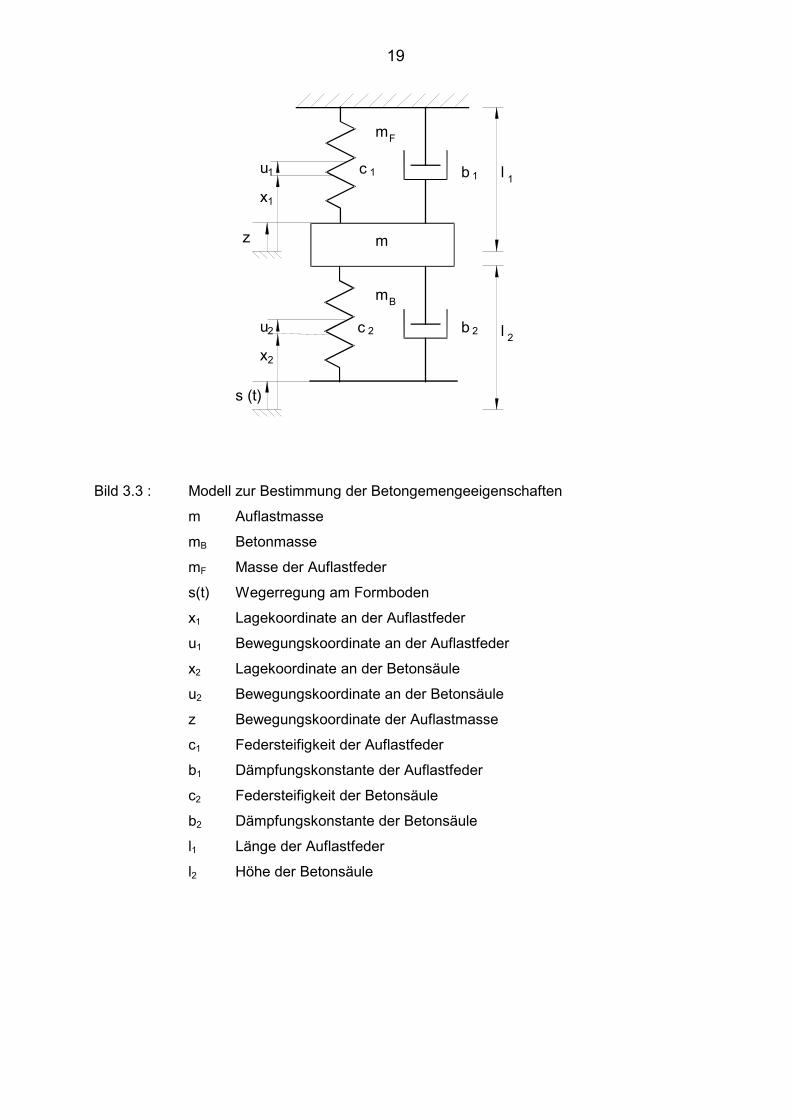
3.1.2 Modellierung des Bewegungsverhaltens des Betongemenges
bei der Vibrationsverdichtung 16
3.1.3 Bestimmung der dynamischen Eigenschaften des Betongemenges 18
3.1.4 Einflußgrößen auf die Verdichtung 22
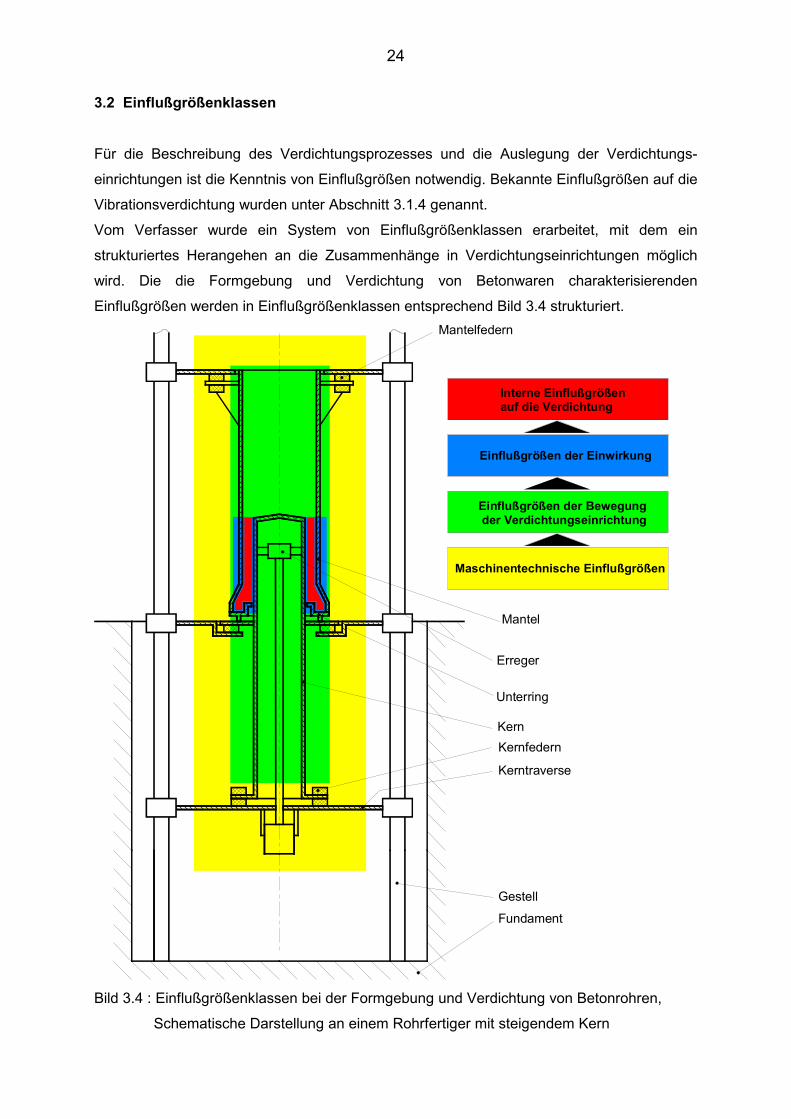
3.2 Einflußgrößenklassen 24
4 Horizontale Vibrationsverdichtung in Rohrfertigern 28
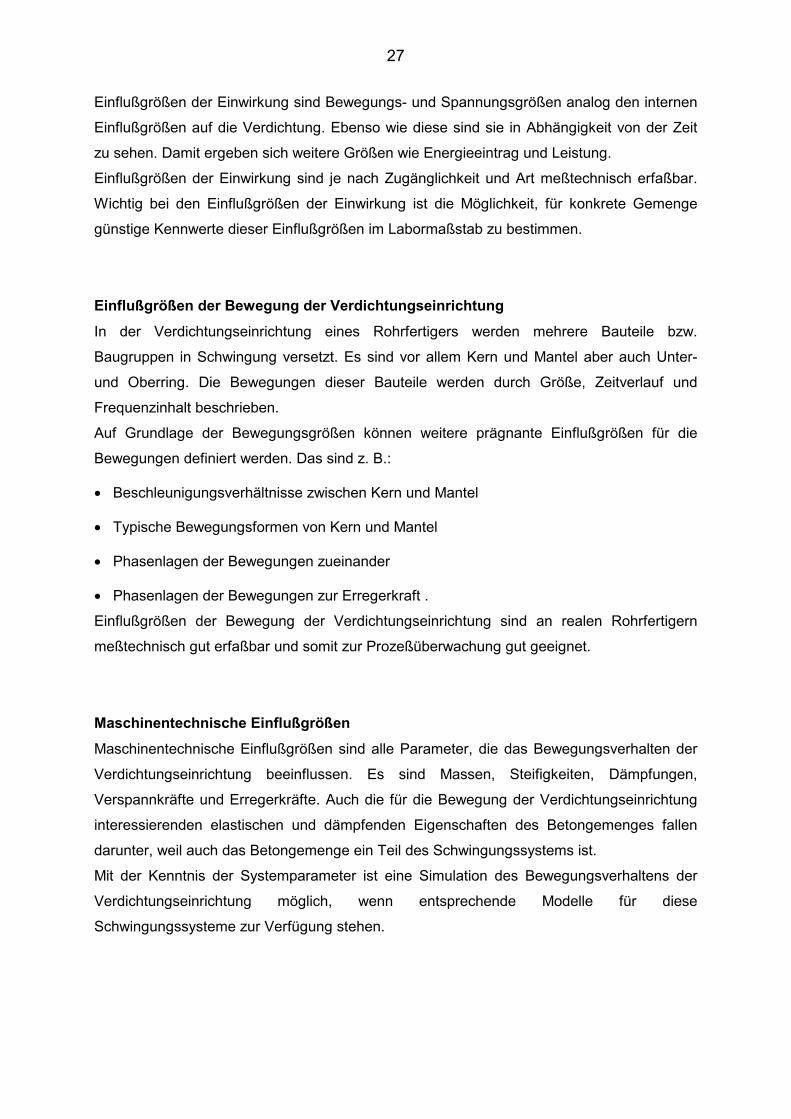
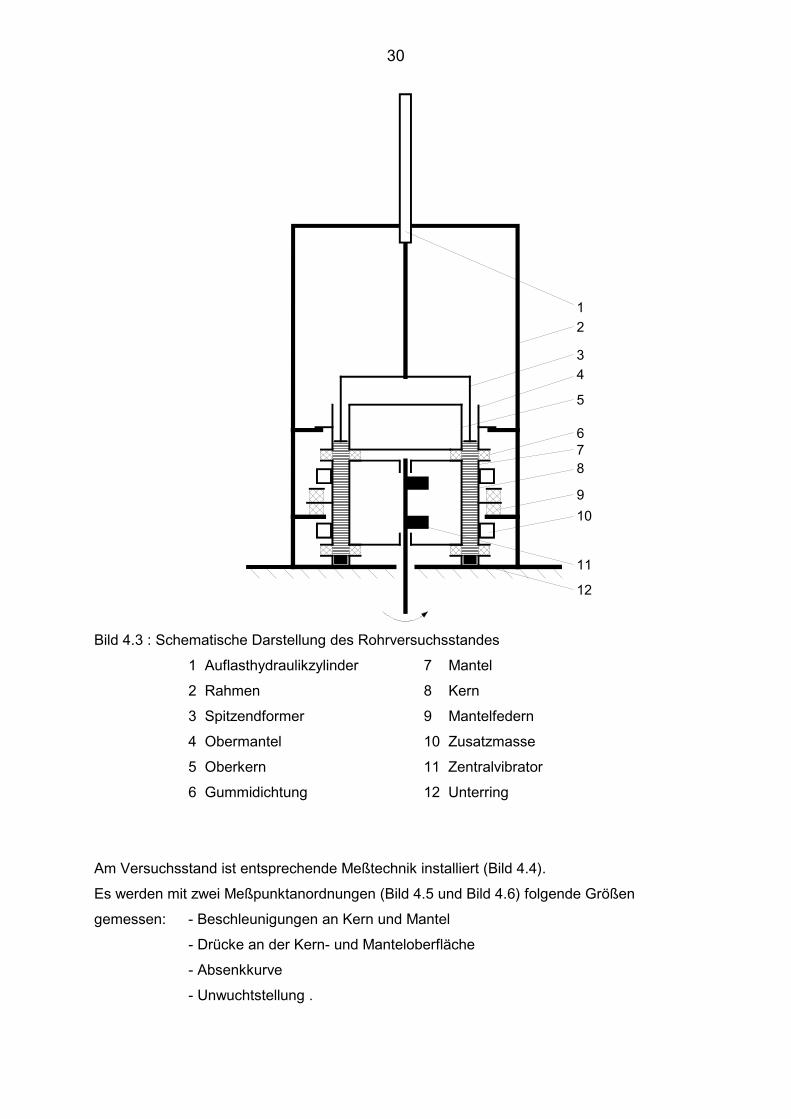
4.1 Aufbau und Zielstellungen eines Versuchsstandes 28
4.2 Untersuchung der Bewegungsvorgänge 33
4.2.1 Systemeigenschaften 33
4.2.2 Bewegungsvorgänge an der befüllten Einrichtung 35
4.2.3 Rohdichteentwicklung 37
4.3 Einflußgrößen der Einwirkung 38
4.4 Dynamische Eigenschaften des Betongemenges 46
5 Modellierung und Berechnung der Verdichtungseinrichtung
von Rohrfertigern 47
5.1 Erregersysteme für die Kernvibration 49
5.1.1 Erregersysteme mit einer Antriebswelle 49
5.1.2 Erregersysteme mit zwei separaten Antriebswellen 49
5.1.3 Selbstsynchronisation 54
5.2 Linearer Modellansatz und Abschätzung nichtlinearer Einflüsse 65
5.2.1 Rückwirkung des Schwingungssystems auf die Vibrationserregung 65
5.2.2 Einfluß gyroskopischer Momente 68
5.2.3 Voraussetzungen für lineare Modelle von Rohrfertigern 71
4
5.3 Ebene diskrete Modelle 73
5.3.1 Rohrversuchsstand 73
5.3.2 Modell für einen Rohrfertiger mit steigendem Kern 76
5.4 Räumliches Modell 78
5.4.1 Modellbeschreibung 78
5.4.2 Beispielrechnung 80
5.5 Finite-Elemente-Modelle 83
6 Auslegung der Verdichtungseinrichtung und Ansätze
zur Verfahrensverbesserung 88
6.1 Typische Mängel an Rohren und ihre Ursache 88
6.1.1 Verdichtungsgrad 88
6.1.2 Lokale Verdichtungsmängel 90
6.1.3 Muffenverdichtung 92
6.1.4 Bewehrungsschatten 93
6.2 Auslegung der Verdichtungseinrichtung 95
6.2.1 Anforderungen an Rohrfertiger aus technologischer Sicht 95
6.2.2 Schwingformen für Rohrfertiger mit stehendem Kern 96
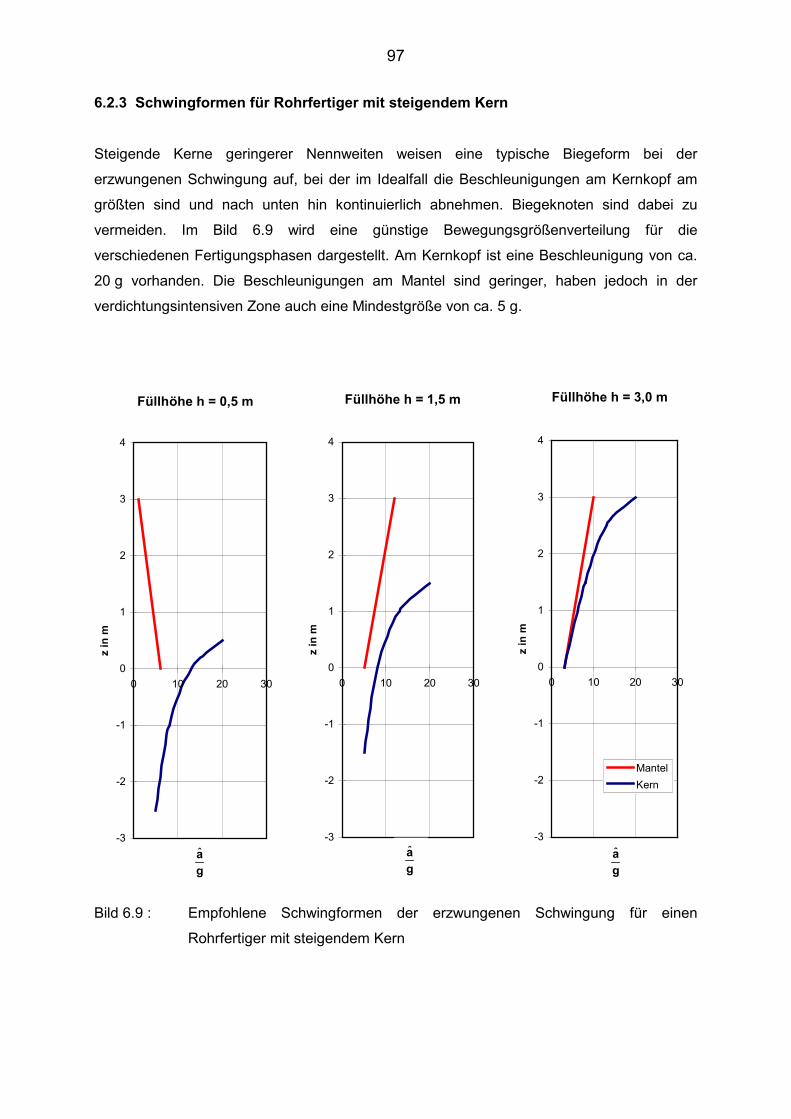
6.2.3 Schwingformen für Rohrfertiger mit steigendem Kern 97
6.2.4 Vorgehen bei der Auslegung 98
6.3 Ansätze zur Weiterentwicklung der Verdichtungseinrichtung 100
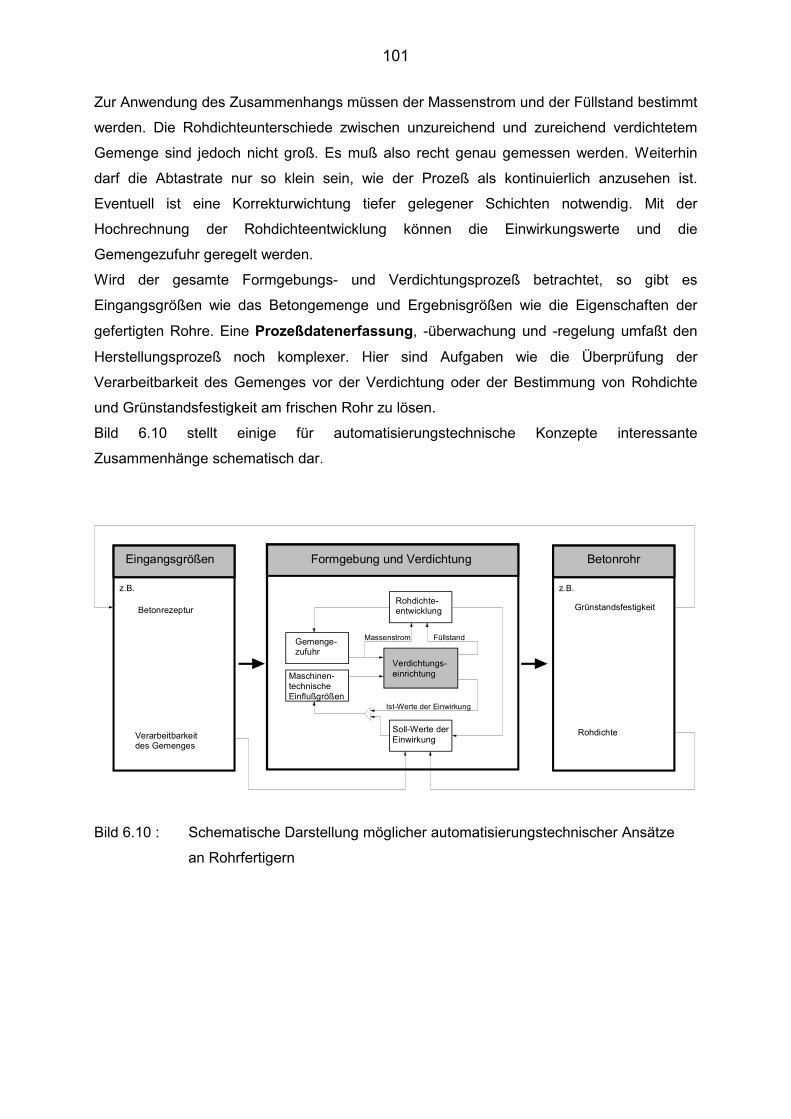
6.3.1 Automatisierungstechnisches Konzept 100
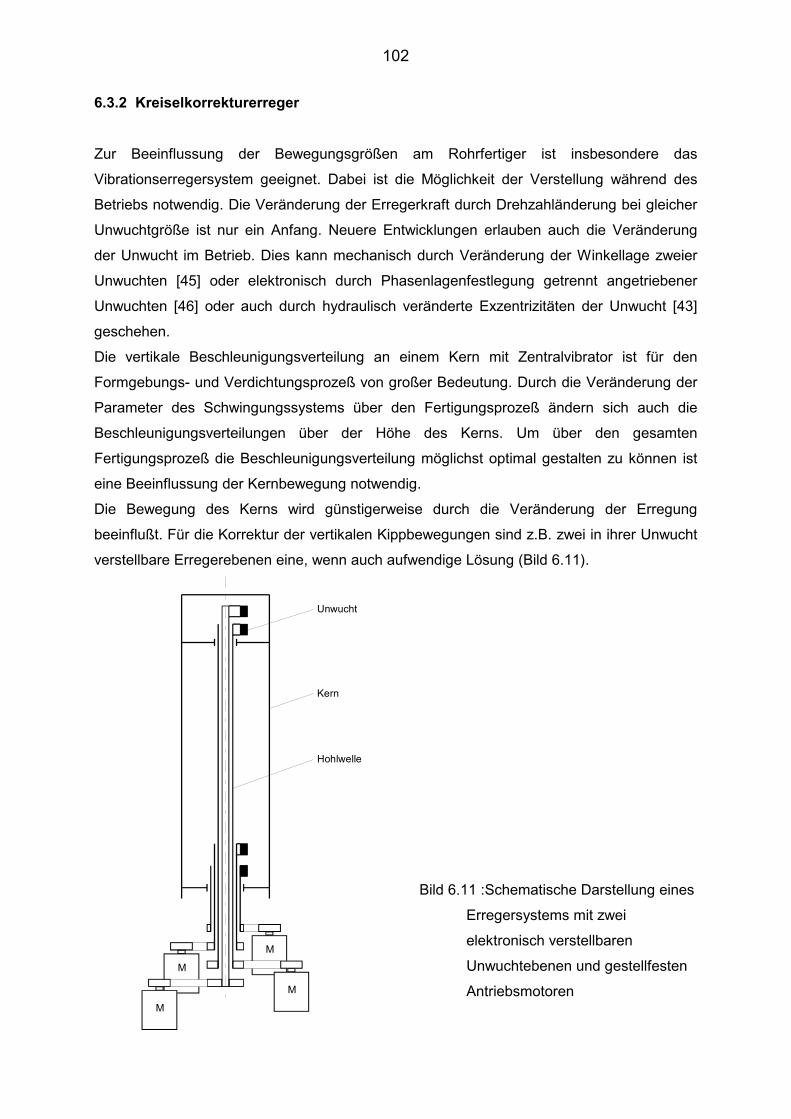
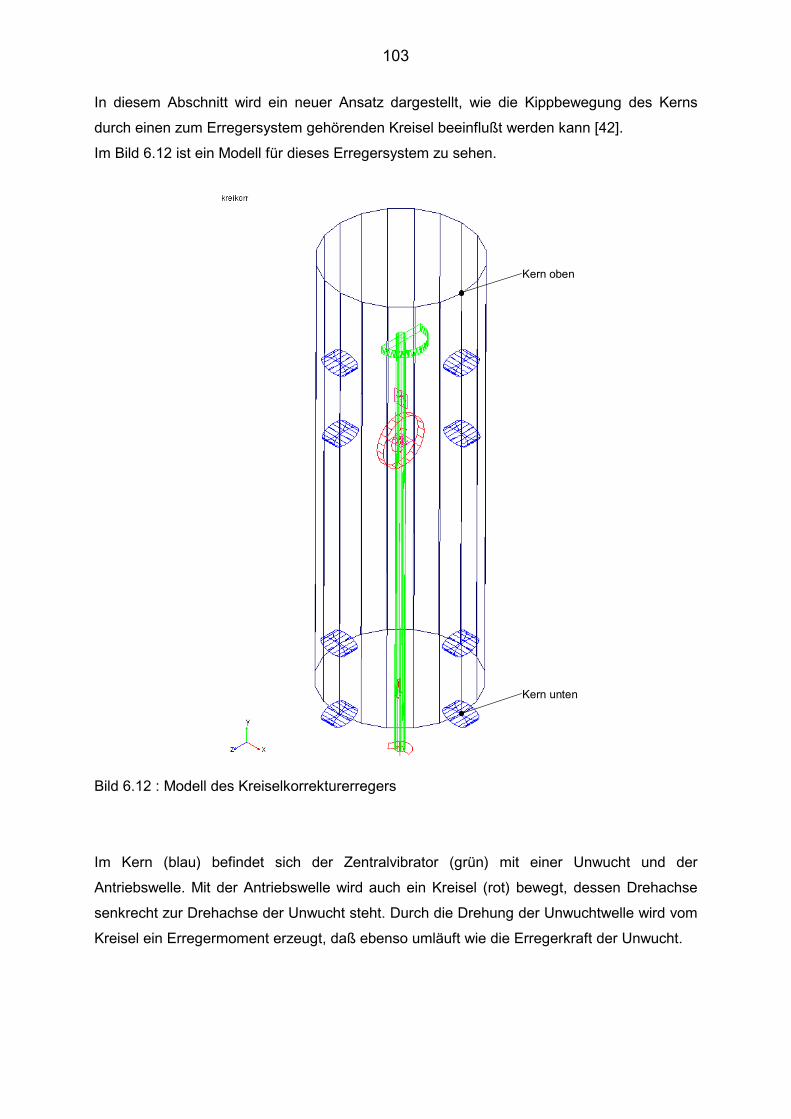
6.3.2 Kreiselkorrekturerreger 102
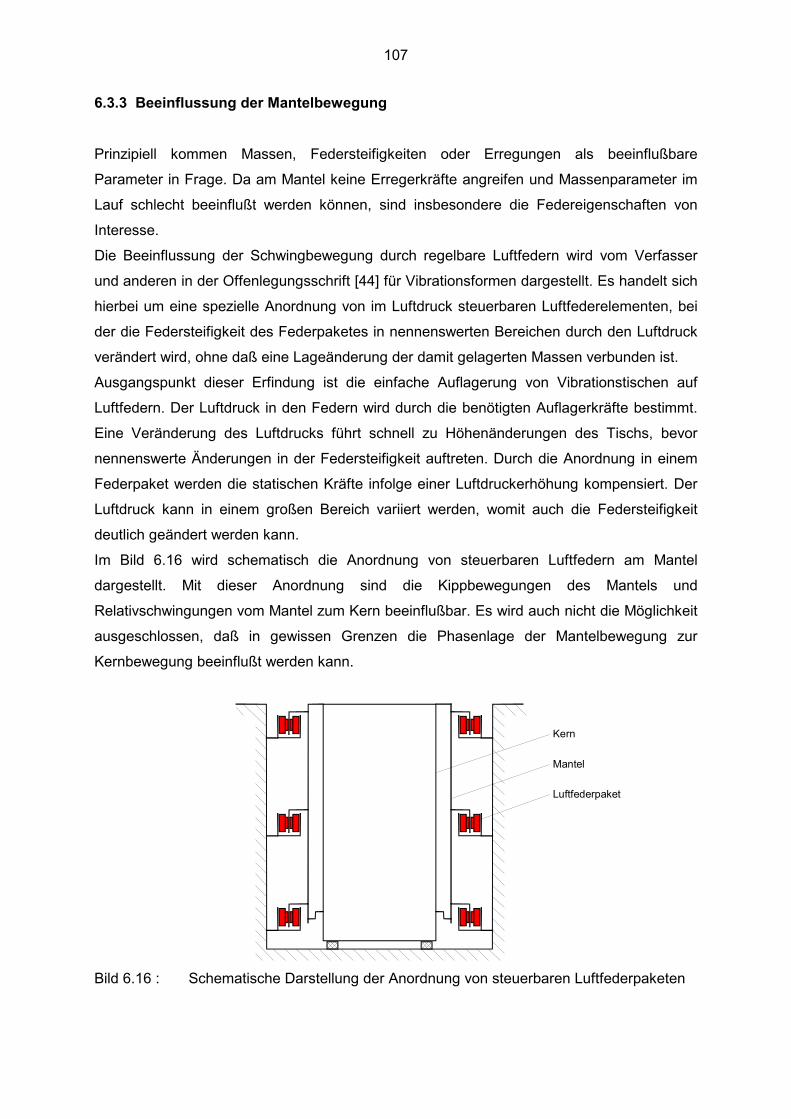
6.3.3 Beeinflussung der Mantelbewegung 107
7 Zusammenfassung 108
Literaturverzeichnis 110
5
Verzeichnis häufig verwendeter Größen und Indizes
Zeichen Größe Einheit
a Beschleunigung m/s2
b Dämpfungskonstante Ns/m
c Federkonstante N/m
d Durchmesser m
f Frequenz Hz
g Erdbeschleunigung m/s2
m Masse kg
p Druck bar
r Radius m
t Zeit s
v Geschwindigkeit m/s
x,y,z Wegkoordinaten m
D Dämpfungsgrad
DN Nenndurchmesser mm
E Elastizitätsmodul N/m2
F Kraft N
J Trägheitsmoment kgm2
M Moment Nm
P Leistung W
W Arbeit Nm
Phasenwinkel rad
Abstimmungsverhältnis
Winkelkoordinate rad
Dichte kg/m3
Eigenkreisfrequenz 1/s
Erregerkreisfrequenz 1/s
Indizes
K Kern
Kr Kreisel
M Mantel
U Unwucht
6
1 Einleitung
Beton- und Stahlbetonrohre werden zum Bau von Be- und Entwässerungskanälen und
-leitungen verwendet. Sie sind damit Produkte für die Sanierung und Entwicklung von
Infrastruktur weltweit.
In der Bundesrepublik Deutschland wurden 1998 ca. 3,5 Millionen t Beton- und
Stahlbetonrohre hergestellt [9]. Das Haupteinsatzgebiet sind Kanäle und Leitungen für
Abwasser als Freispiegelleitungen. Bei den knapp 300000 km Abwasserkanälen auf
öffentlichem und rund 600000 km Leitungen auf privatem Grund wird auf Jahre hinaus ein
enormer Sanierungsbedarf gesehen [14]. Der Finanzbedarf zur Sanierung der gesamten
öffentlichen Kanalisation wurde 1998 auf 100 Mrd. DM geschätzt [1]. Die ökologische
Bedeutung dichter und dauerhafter Abwasserkanäle liegt auf der Hand.
Betonrohre und Stahlbetonrohre unterscheiden sich in der Einbettung von Bewehrungsstahl
in Form von einem oder mehreren Bewehrungskörben im Stahlbetonrohr. Wenn im
folgenden nur der Begriff Rohr verwandt wird, so werden im allgemeinen Beton- und
Stahlbetonrohre gemeint ohne zu vergessen, daß es neben vielen Gemeinsamkeiten auch
Unterschiede in der Herstellung und Anwendung gibt.
Es sind verschiedene Bauformen von Rohren bekannt, wie kreisrund, eiförmig oder
Sonderquerschnitte, mit oder ohne Fuß, mit Glocken- oder Falzmuffe. Das sehr häufig
verwandte kreisrunde Betonrohr ist im Bild 1.1 mit einigen Begriffen und geometrischen
Größen dargestellt.
l
d
Spitzende Muffe
Bild 1.1: Betonrohr mit Kreisquerschnitt ohne Fuß, mit Muffe nach [37]d Innendurchmesser; Nennweite DN = genormter Innendurchmesser in mml Baulänge
7
An Betonrohre werden Anforderungen wie Beschaffenheit, Maßhaltigkeit, Festigkeit,
Wasserdichtheit des Rohres und der Rohrverbindung und Widerstandsfähigkeit gegen
chemische Angriffe gestellt. Neben den Ausgangsstoffen ist der Formgebungs- und
Verdichtungsprozeß maßgebend für die Qualität der Rohre verantwortlich. Das effektivste
und industriell wichtigste Herstellungsverfahren für Beton- und Stahlbetonrohre ist die
Vibrationsverdichtung mit Sofortentschalung. Der Weiterentwicklung der dazu benötigten
maschinentechnischen Ausrüstungen ist diese Arbeit gewidmet.
Ziel der Arbeit ist es, die Grundlagen für eine schwingungstechnische Auslegung von
Betonrohrfertigern zu schaffen. Dazu sind folgende Aufgaben zu lösen :
1. Der Verdichtungsprozeß von Betongemenge in Rohrfertigern ist zu untersuchen und es
sind die Einflußgrößen auf die Vibrationsverdichtung herauszuarbeiten.
2. Die Bewegungsvorgänge in Rohrfertigern sind zu analysieren und es sind Modelle aufzu-
bauen, mit denen das Bewegungsverhalten der Rohrmaschinen berechnet werden kann.
Bei der Modellbildung ist das Betongemenge mit zu berücksichtigen.
3. Für die schwingungstechnische Auslegung der Verdichtungseinrichtungen sind
Grundsätze zu erarbeiten. Dabei sind mögliche Mängel bei der Rohrherstellung zu
beachten. Es sind Ansätze für die Weiterentwicklung der Rohrfertiger zu entwickeln.
Der Lösungsweg soll theoretische Betrachtungen, Modellbildungen analytischer und
numerischer Art, experimentelle Untersuchungen im kleintechnischen Maßstab und
praktische Untersuchungen an Rohrfertigern in der Industrie einschließen.
Betrachtungsgegenstand sind Rohrfertiger mit stehendem oder steigendem
vibrationserregten Kern für Rohre der Dimensionen DN 300 bis DN 3600 und Baulängen bis
5 m. Bei prinzipiell gleicher Bauart und Funktionsweise werden auch Schachtringfertiger
dazu gezählt. Hingegen werden Großrohrformen mit mehreren Außenvibratoren nicht
tangiert, da hier die Eigenschaften einer Vibrationsform dominieren.
Rohrfertiger werden von einer Reihe mittelständischer Unternehmen wie z.B. Baumgärtner
( D ), Colle ( I ), IPM ( USA), Niemeyer ( D ), OMAG ( D ); Pedershaab ( DK ), Prinzing ( D ),
Schlosser-Pfeiffer ( D ), Schlüsselbauer ( A ), Züblin ( D ) angeboten. Deutsche Maschinen-
hersteller nehmen dabei eine gute Weltmarktstellung ein.
Die Auslegung der Maschinen beruht fast ausschließlich auf dem Erfahrungsschatz der
jeweiligen Herstellerfirmen. Eine schwingungstechnische Modellierung, Berechnung und
Auslegung der Formgebungs- und Verdichtungseinrichtungen ist weitgehend unbekannt. Ein
Grund dafür sind sicher die schwer zu erfassenden Eigenschaften des Betongemenges bei
der Vibrationsverdichtung. Nicht selten auftretende Verdichtungsmängel an den Rohren und
Zuverlässigkeitsprobleme der Maschinen zeigen, daß eine Optimierung und Weiter-
entwicklung der Maschinen mit empirischen Mitteln schwer möglich ist.
8
Zur Modellierung und Berechnung von Rohrfertigern bietet sich auch die Anwendung
numerischer Simulationsmethoden an, wie dies in vielen ingenieurtechnischen Bereichen
zum Standard geworden ist. Bei der Entwicklung von Rohrfertigern jedoch fand z.B. die
Finite-Elemente-Methode noch keinen breiten Einzug, was u.a. mit der mittelständischen
Struktur der Anbieter derartiger Ausrüstungen und den geringen wissenschaftlichen
Durchdringungsgrad der Rohrfertiger in Verbindung zu bringen ist. So wurde vom Verfasser
die Anwendung numerischer Simulationsmethoden für Rohrfertiger vorangetrieben.
Systematische Untersuchungen zur Rohrherstellung führte z.B. Hillenbrand [19] durch. Erste
Modellansätze für Betonrohrfertiger wurden von Fricke [17] entwickelt. In Weimar wurden
diese Modellvorstellungen mit den Arbeiten von Förster [16] und Endisch [13] durch
maschinendynamische Modelle für verschiedene konkrete Rohrmaschinen weiterentwickelt.
Seitdem wurden am Institut für Fertigteiltechnik und Fertigbau Weimar e.V. die
Forschungsarbeiten auf diesem Gebiet durch meßtechnische Untersuchungen an
Rohrmaschinen, labortechnische Versuche sowie Modellberechnungen [30] [48] [6]
kontinuierlich fortgesetzt. Als verwandtes Thema ist auch die Arbeit von Baumgärtner [4] zur
Herstellung von Beton- und Stahlbetonrohren mit dem Rotationspreßverfahren zu nennen,
die 1997 am IFF Weimar e.V. entstand.
Historisch gesehen wurde die Entwicklung der schwingungstechnischen Auslegung von
Verdichtungseinrichtungen zunächst an Vibrationsformen und vor allem an
Betonsteinfertigern vorangetrieben [52][21][32][53]. Als Kenngrößen der Vibrations-
verdichtung wurden die Erregerfrequenz sowie Bewegungsgrößen herausgearbeitet. Später
kamen Erkenntnisse zu Schwingformen der erzwungenen Schwingung und zu spektralen
Anteilen der Bewegungsgrößen an Schockvibrationsfertigern hinzu. An Rohrmaschinen ist
bislang die Angabe der Erregerfrequenz und der Erregerkraftamplitude des Zentralvibrators
häufig die einzige schwingungstechnische Spezifizierung der Verdichtungseinrichtung.
Die Notwendigkeit einer komplexeren Betrachtung der Formgebungs- und
Verdichtungsausrüstung von Rohrfertigern leitet sich auch aus folgenden Tendenzen in der
Rohrindustrie ab:
Im Wettbewerb mit Rohren aus anderen Werkstoffen wie Steinzeug oder Kunststoff
steigt das Qualitätsbewußtsein und der Zwang zur Produktivitätserhöhung.
Mit der Entwicklung neuer Baustoffe wie dem Hochleistungsbeton [39] oder
faserbewehrten Beton entstehen neue Anforderungen an den Verarbeitungsprozeß.
Durch neue Baustoffe sind neue Produkte wie z.B. dünnwandigere Rohre möglich. Hier
treffen alte Erfahrungswerte für die Auslegung der Verdichtungseinrichtungen nicht zu.
9
2 Ausrüstungen zur Herstellung von Beton- und Stahlbetonrohren2.1 Herstellungsverfahren
Eine Systematisierung der Herstellungsverfahren wird in Tabelle 2.1 vorgenommen. Eine
Beschreibung der einzelnen Herstellungsverfahren ist u.a. in [29] erfolgt.
Der Schwerpunkt der vorliegenden Arbeit wird auf die Vibrationsverfahren mit
Sofortentschalung gelegt. Diese Verfahren sind im Vergleich zu den Vibrationsverfahren mit
Schalungserhärtung sehr produktiv. Während bei der Schalungserhärtung die
Formgebungs- und Verdichtungsausrüstung erst nach mindestens 5 bis 8 Stunden das
nächste Rohr produzieren kann, werden bei der Sofortentschalung mehrere Rohre pro
Stunde gefertigt.
Tabelle 2.1: Systematisierung der Verfahren zur Rohrherstellung
Herstellungsverfahren für Beton- und Stahlbetonrohre
Mit Erhärtung in der Schalung
Vibrationsverfahren Horizontale Verfahren
in Formen mit
Außenvibratoren
und / oder Innen-
vibratoren
auf
Vibrations-
tischen Schleudern Walzen
Mit Sofortentschalung
Vibrationsverfahren
Rollenkopf-
verfahren
mit
stehendem Kern
mit
steigendem Kern
Kombinierte
Verfahren
Die Rohrmaschine stellt das Herzstück einer Anlage zur Rohrherstellung dar, zu der weitere
Komponenten wie Betonmischanlage, Bewehrungsschweißmaschine, Transportsystem für
die Rohre, Transportsystem formgebender Teile ( z.B. Unterringkreislauf ), Rohrprüfung und
Lagerung gehören (Bild 2.1).
10
Rohr-maschine
Betonmischer
Bewehrungs-schweiß-maschine
Rohr-transport Erhärtung Unterring-
entschalungRohr-prüfung Lagerung
Bild 2.1: Schema einer Produktionslinie für Stahlbetonrohre
2.2 Formgebungs- und Verdichtungsausrüstungen von Rohrfertigern mit
Kernvibration
2.2.1 Rohrfertiger mit stehendem Kern
Bild 2.2 zeigt die schematische Darstellung einer Rohrmaschine mit stehendem Kern.
3
4
6
2
5
7
8
1
Bild 2.2 : Schematische Darstellung eines Rohrfertigers mit stehendem Kern
1 Mantelfeder 4 Kern 7 Kernfeder
2 Vibratorenbaum 5 Mantel 8 Rahmen
3 Vibrator 6 Unterring
11
Der elastisch gelagerte Kern (4) steht in fester Position zum elastisch aufgehängten Mantel
(5). Ein Unterring (6) wird vom Mantel und/oder von einem höhenverstellbaren Kernflansch
gehalten. Das kontinuierlich eingebrachte Betongemenge wird fortlaufend verdichtet. Dazu
wird der Kern von mehreren Unwuchterregern in Schwingung versetzt. Um die
Vibrationserreger für verschiedene Kerndimensionen verwenden zu können, werden
Vibratorenbäume (2) verwandt, die sich in mehreren Ebenen im Kern verspannen. Nach
abgeschlossener Befüllung formt ein Auflastring durch einen Dreh-Preß-Vorgang das
Spitzende. Die Rohre werden sofort entschalt, wobei Reihenfolge und Entschalbewegungen
variieren. Die Rohre erhärten auf dem Unterring stehend.
2.2.2 Rohrfertiger mit steigendem Kern
Rohrfertiger mit steigendem Kern unterscheiden sich von Rohrfertigern mit stehendem Kern
darin, daß im Rohrfertigungsprozeß der Kern im Mantel aufsteigt. Das Verfahren ist unter
anderem entwickelt worden, weil sich das Einfüllen des Betons zwischen Kern und Mantel
über die gesamte Rohrlänge bei Stahlbetonrohren durch geringe Rohrwanddicken und den
Bewehrungskorb unsicher gestaltet.
Die schematische Darstellung eines Rohrfertigers mit steigendem Kern zeigt Bild 2.3. Auf
einer beweglichen Traverse befindet sich ein elastisch gelagerter Kern (3). In den Kern
werden nur im oberen Kernbereich Erregerkräfte eingeleitet. Der Zentralvibrator (4) wird
über Wellen oder direkt am Vibrator befindliche Motoren angetrieben. Der Kern führt
während der Rohrfertigung eine steigende Bewegung zum elastisch aufgehängten Mantel
(2) aus, wodurch eine verdichtungsintensive Zone am Kernkopf dem Rohrwachstum folgt.
Nach Abschluß der Befüllung wird das Rohrende vom Sitzendformer (9) in einem Dreh-
Preß-Vorgang geformt. Der Unterring (6) ist getrennt elastisch gelagert.
12
1
2
34
5
6
7
8
9
Bild 2.3 : Schematische Darstellung eines Rohrfertigers mit steigendem Kern
1 Mantelfeder 4 Vibrator 7 Unterringfeder
2 Mantel 5 Rahmen 8 Kernfeder
3 Kern 6 Unterring 9 Spitzendformer
13
3 Verdichtung von Betongemenge3.1 Grundlagen
3.1.1 Beschreibung der Verdichtungsvorgänge
Die Bestandteile eines Betongemenges können in die 3 Gruppen Feinmörtel,
Zuschlaghaufwerk und Lufteinschlüsse eingeteilt werden [35] [41]. Der Feinmörtel stellt die
Dispersion von Zement und mehlfeinen Zuschlägen in Wasser dar. Das körnige
Zuschlaghaufwerk besteht aus den größeren Zuschlagkörnern. Die dritte Gruppe sind die
Lufteinschlüsse verschiedener Größe.
Bei der Beschreibung des Verhaltens des Betongemenges während der
Vibrationsverdichtung wird oft zwischen der phänomenologischen und der korpuskularen
Betrachtungsweise unterschieden.
Die korpuskulare Betrachtungsweise ist dadurch gekennzeichnet, daß innere Vorgänge
des strukturierten Mediums im Blickpunkt stehen. Es werden die plastisch-viskos-elastischen
Wechselwirkungen der einzelnen Gemengebestandteile beschrieben. Die korpuskulare
Betrachtungsweise eignet sich daher besonders zur Beschreibung betongemengeinterner
Vorgänge wie der Partikelbewegung, Umordnung der Bestandteile, Verflüssigung,
Verdichtung, Entmischung, Luftmigration usw.
Bei der phänomenologischen Betrachtungsweise wird das Betongemenge als
homogenes Medium mit entsprechenden elastischen, plastischen und viskosen
Eigenschaften beschrieben. Mit dieser Betrachtungsweise kann z.B. das Verhalten des
gesamten Betongemenges in der Wechselwirkung mit der Verdichtungseinrichtung
modelliert werden. Das Betongemenge kann als homogenes Medium modelliert werden,
wenn die Korngrößen des Betongemenges vernachlässigbar klein gegenüber den
Abmessungen des Körpers und der zu betrachtenden Vorgänge sind. Das Problem besteht
dann darin, dem homogenen Medium die wesentlichen Eigenschaften des real strukturierten
Stoffes zuzuordnen.
Die phänomenologische und die korpuskulare Betrachtungsweise ergeben sich zum Teil aus
unterschiedlichen Fragestellungen und können sich ergänzen. Daher wird auch eine strenge
Trennung zwischen beiden nicht für notwendig gehalten.
14
Allgemein wird die Vibrationsverdichtung dadurch beschrieben, daß das Betongemenge
quasi thixotrophe Eigenschaften besitzt und unter der Wirkung von Vibration sich verflüssigt.
Durch die Vibration können sich die Körner der Zuschlagstoffe umlagern und die Porosität
wird durch die Beseitigung der eingeschlossenen Luft stark gesenkt [2].
Die Verflüssigung bzw. Verminderung der inneren Reibung wird oft daran dargestellt, daß
ein senkrecht auf die Betonoberfläche aufgesetzter Stahlstab erst unter der
Vibrationswirkung einsinkt [54] bzw. der Scherwiderstand während der Vibration abnimmt
[34] [54].
Der Prozeß der Vibrationsverdichtung kann in zwei oder drei zeitliche Phasen unterteilt
werden. Sehr umfassend wird z.B. von Afanasiev [2] der Prozeß in drei Phasen beschrieben:
Phase I: Es findet eine Umordnung der zufällig angeordneten Körner und Luftporen statt.
Die instabile Struktur geht mittels der dynamischen Belastung durch Umordnen
und gegenseitiges Orientieren der Körner der Zuschlagstoffe in eine stabile
Struktur über.
Es ist ein schnelles Absinken der Oberfläche zu beobachten. Ein großer Teil der
eingeschlossenen Luft kann entweichen. In dieser Phase dominieren trockene
Reibungskräfte (Coulombsche Reibung).
Phase II: Das Gemenge erwirbt Eigenschaften einer zähen Flüssigkeit. Die flüssigen
Bestandteile bedecken die Oberfläche der groben Zuschlagstoffe. Die
Gemengebestandteile nähern sich weiter durch Umverteilung und gegenseitiges
Verschieben der Körner innerhalb des erreichbaren Volumens an. Es treten
gleichzeitig trockene Reibung, Elastizität und viskoser Widerstand auf.
Phase III: Es ist die Phase der Kompressionsverdichtung. Ein unbedeutender
Dichtezuwachs wird durch die Beseitigung der Lufteinschlüsse erreicht. Die
Coulombsche Reibung wird vollständig durch viskosen Widerstand ersetzt.
Der Verdichtungsprozeß ist als ununterbrochener dynamischer Prozeß mit fließendem
Übergang der rheologischen Zustände vom Anfang bis zum Ende zu sehen (Bild 3.1). Wie
schnell die einzelnen Phasen erreicht und durchlaufen werden, ist sowohl von der Art der
Einwirkung auf das Betongemenge als auch von der Art des zu verdichtenden
Bild 4.11 : Beispiel für eine Rohdichteentwicklung am Rohrversuchsstand
Die Rohdichteentwicklung wird auf Grundlage der bekannten Querschnittsgeometrie, der
Betonmasse und der gemessenen Absenkkurve bestimmt. In den ersten 5 Sekunden ist der
Dichtezuwachs am größten. Nach ca. 25 s findet praktisch kein Dichtezuwachs mehr statt,
die Vibrationsverdichtung könnte beendet werden. Das bedeutet aber nicht gleichzeitig, daß
die maximal erreichbare Dichte vorliegt. Auf die Auswertung von Absenkkurven und daraus
abzuleitender Maßnahmen z.B. zur Qualitätssicherung wird in [28] eingegangen.
Für die Auslegung von Rohrfertigern ist auf den zeitlichen Zusammenhang der
Rohdichteentwicklung nochmals hinzuweisen. Wenn z.B. die Enddichte bei einer Einwirkung
nach 30 s erreicht wird und die verdichtungsintensive Zone am Kopf eines steigenden Kerns
eine Höhe von ca. 0,5 m hat, so darf die Steiggeschwindigkeit nicht mehr als 1 m/min
betragen.
38
4.3 Einflußgrößen der Einwirkung
Ziel der maschinendynamischen Auslegung von Rohrfertigern ist die Realisierung solcher
Einwirkungskennwerte auf das Betongemenge, die zu einer qualitätsgerechten Verdichtung
der Rohre führen. Die experimentelle Untersuchung günstiger Einwirkungskennwerte gibt
somit die Zielgrößen für die Auslegung vor.
Die folgenden Darstellungen geben Ergebnisse experimenteller Untersuchungen wieder.
Dabei ist die durch die Verdichtung erreichte Rohdichte eine maßgebende Größe für die
späteren Festbetoneigenschaften. Es wird der Einfluß verschiedener Größen der Einwirkung
auf die Rohdichte dargestellt. Die Verdichtungszeit beträgt jeweils 30 s.
Beschleunigung
Als eine sehr wichtige Einflußgröße ist die Beschleunigung zu nennen. Im Bild 4.12 ist die
Abhängigkeit der Rohdichte von der Beschleunigungsamplitude an Kern und Mantel am
Versuchsstand ohne Mantelgewichte dargestellt.
2100
2200
2300
2400
0 20 40 60 80 100 120
Beschleunigungsamplitude in ms-2
Roh
dich
te in
kgm
-3 Kern 35 Hz
Kern 45 Hz
Kern 60 Hz
Mantel 35 Hz
Mantel 45 Hz
Mantel 60 Hz
Bild 4.12 : Abhängigkeit der Rohdichte von den Beschleunigungsamplituden
an Kern und Mantel bei 0,46 bar Auflastdruck
39
Zunächst wird im Bild 4.12 deutlich, daß zur Erreichung einer hohen Rohdichte
entsprechend hohe Beschleunigungen notwendig sind. So wird eine Beschleunigungs-
amplitude von mindestens 6 g empfohlen, was den schon 1994 [29] formulierten
Erfahrungswert (siehe Abschnitt 3.1.4) bestätigt. Ab 9 g ist keine wesentliche Erhöhung der
Rohdichte mehr zu beobachten.
Weiterhin ist zu erwähnen, daß es sich im Diagramm um gleichphasige Bewegungen von
Kern und Mantel handelt und die Beschleunigungsamplituden von Kern und Mantel
annähernd gleich sind.
Im Bild 4.12 sind die Ergebnisse bei verschiedenen Erregerfrequenzen gegenübergestellt.
Innerhalb einer Erregerfrequenz wurde durch Verstellung der Unwucht die Beschleunigung
variiert. Bei geringeren Erregerfrequenzen sind maschinentechnisch bedingt die mit der
maximalen Unwuchtstellung erreichbaren maximalen Beschleunigungsamplituden kleiner als
bei hohen Erregerfrequenzen. Daß bei geringeren Erregerfrequenzen kleinere Rohdichten
erreicht werden ist daher zunächst einmal auf die kleineren Beschleunigungsamplituden
zurückzuführen, die bei den geringeren Erregerfrequenzen nur möglich sind.
Im Bild 4.13 wurden Trendkurven für die Abhängigkeit der Rohdichte von der
Beschleunigungsamplitude am Kern gebildet.
2000
2100
2200
2300
2400
2500
0 20 40 60 80 100 120
Beschleunigungsamplitude in ms-2
Roh
dich
te in
kgm
-3
Meßwerte f=35 Hz
Meßwerte f=45 Hz
Meßwerte f=60 HzTrendlinie f=35 Hz
Trendlinie f=45 Hz
Trendlinie f=60 Hz
a)
2000
2100
2200
2300
2400
2500
0 20 40 60 80 100 120
Beschleunigungsamplitude in ms-2
Roh
dich
te in
kgm
-3
MeßwerteTrendkurve
b)
Bild 4.13 : Trendkurven für die Abhängigkeit der Rohdichte von derBeschleunigungsamplitude am Kerna) lineare Regressionsgeraden für jeweils eine Erregerfrequenzb) hyperbolische Trendkurve
40
Im Bild 4.13 a) sind lineare Regressionsgeraden für die Meßwerte in jeweils einer
Erregerfrequenz dargestellt.
Bild 4.13 b) zeigt eine Trendkurve für alle Meßwerte. Der Wahl des funktionalen
Zusammenhangs liegen folgende Überlegungen zu Grunde:
Die Änderung der Rohdichte ist bei sehr kleinen Beschleunigungen nur gering. Die
Trendkurve muß sich bei kleinen Beschleunigungen asymptotisch der Ausgangsdichte
nähern.
Das Gemenge ist nur bis zu einem bestimmten Maximalwert der Rohdichte verdichtbar.
Wird der Bereich ausgeschlossen, bei dem sich durch sehr große Beschleunigungen
wieder Auflockerungen einstellen, muß sich die Trendkurve also bei großen
Beschleunigungen asymptotisch der Maximaldichte nähern.
Der funktionale Zusammenhang soll nur so viele Koeffizienten wie nötig beinhalten.
Dabei ist eine inhaltliche Deutung der Koeffizienten beabsichtigt.
Als einfache Funktion, die sich nach oben und unten unterschiedlichen konstanten
Funktionswerten nähert, wurde der hyperbolische Tangens gewählt. Die im Bild 4.13 b)
dargestellte Funktion hat die Form:
1)aa(vtanh2
)a( maAmax
A
(4.7)
mit Rohdichte
a Beschleunigungsamplitude
A Anfangsdichte ( 3A kgm2060
)
max Maximaldichte ( 3max kgm2370
)
av Faktor für die Änderungsgeschwindigkeit ( 21a sm05,0v
)
ma Änderungszentrum; Beschleunigungsamplitude, die das Zentrum der
Dichteänderung markiert ( am = 35 ms-2 )
41
Erregerfrequenz
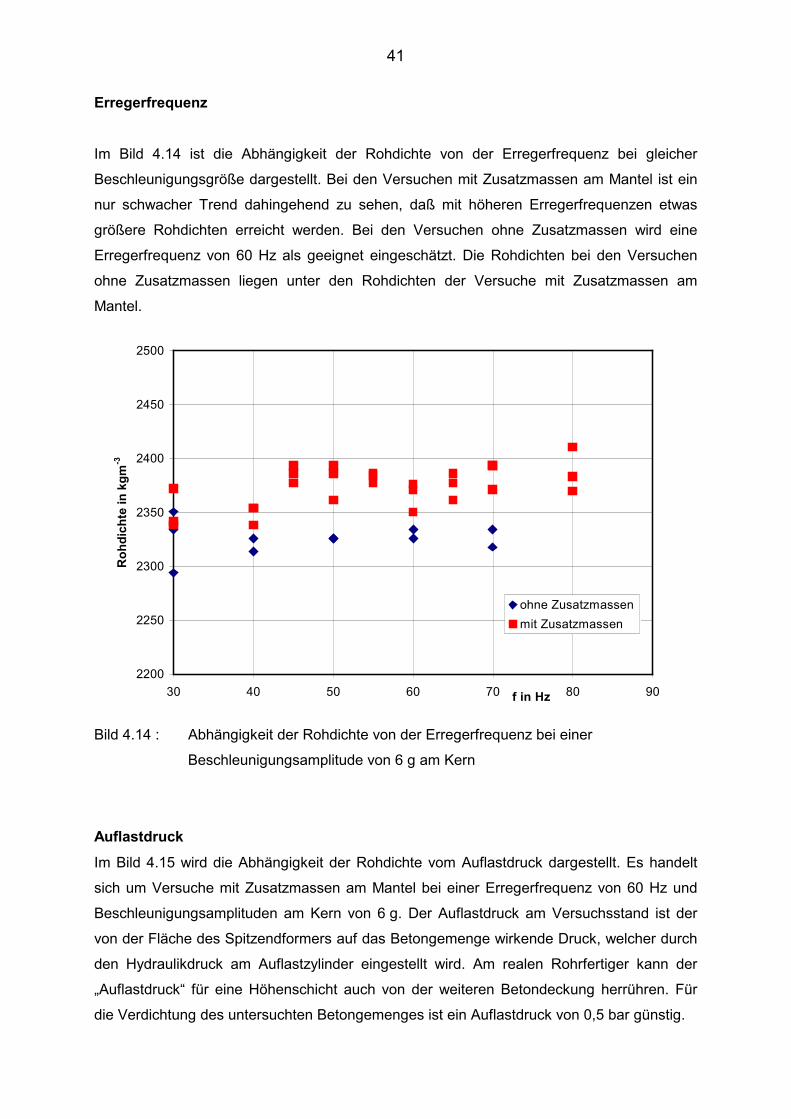
Im Bild 4.14 ist die Abhängigkeit der Rohdichte von der Erregerfrequenz bei gleicher
Beschleunigungsgröße dargestellt. Bei den Versuchen mit Zusatzmassen am Mantel ist ein
nur schwacher Trend dahingehend zu sehen, daß mit höheren Erregerfrequenzen etwas
größere Rohdichten erreicht werden. Bei den Versuchen ohne Zusatzmassen wird eine
Erregerfrequenz von 60 Hz als geeignet eingeschätzt. Die Rohdichten bei den Versuchen
ohne Zusatzmassen liegen unter den Rohdichten der Versuche mit Zusatzmassen am
Mantel.
2200
2250
2300
2350
2400
2450
2500
30 40 50 60 70 80 90f in Hz
Roh
dich
te in
kgm
-3
ohne Zusatzmassenmit Zusatzmassen
Bild 4.14 : Abhängigkeit der Rohdichte von der Erregerfrequenz bei einer
Beschleunigungsamplitude von 6 g am Kern
AuflastdruckIm Bild 4.15 wird die Abhängigkeit der Rohdichte vom Auflastdruck dargestellt. Es handelt
sich um Versuche mit Zusatzmassen am Mantel bei einer Erregerfrequenz von 60 Hz und
Beschleunigungsamplituden am Kern von 6 g. Der Auflastdruck am Versuchsstand ist der
von der Fläche des Spitzendformers auf das Betongemenge wirkende Druck, welcher durch
den Hydraulikdruck am Auflastzylinder eingestellt wird. Am realen Rohrfertiger kann der
„Auflastdruck“ für eine Höhenschicht auch von der weiteren Betondeckung herrühren. Für
die Verdichtung des untersuchten Betongemenges ist ein Auflastdruck von 0,5 bar günstig.
42
2200
2250
2300
2350
2400
2450
2500
0 0,1 0,2 0,3 0,4 0,5 0,6 0,7
Auflastdruck in bar
Roh
dich
te in
kgm
-3
Bild 4.15 : Abhängigkeit der Rohdichte vom Auflastdruck
PhasenlageEin interessanter Zusammenhang ist im Bild 4.16 zu erkennen. Es wird die Rohdichte über
der Phasenverschiebung der Bewegungen von Kern und Mantel dargestellt. Die Phasen-
verschiebung wird wie folgt definiert. Wenn der Kern eine Bewegung der Form
tsinx)t(x KK (4.8)
ausführt, bewegt sich der Mantel in der gleichen Koordinatenrichtung in der Form
)tsin(x)t(x MM . (4.9)
Bei den im Bild 4.16 dargestellten Versuchen beträgt die Beschleunigungsamplitude am
Kern stets 6 g, nur Erregerfrequenz und Mantelmasse werden variiert. Die Versuche ohne
Zusatzmassen am Mantel zeigen immer eine gleichphasige Bewegung von Kern und Mantel.
Bei den Versuchen mit Mantelzusatzmassen sind bei höheren Erregerfrequenzen schon
größere Phasenverschiebungen zu beobachten. Auch am System mit Zusatzmassen wird
durch den verfügbaren Erregerfrequenzbereich die zweite Eigenfrequenz, die das
gegenphasige Schwingen von Kern und Mantel beinhaltet, nicht deutlich überschritten.
Daher werden keine höheren Phasenverschiebungen erreicht.
43
2200
2250
2300
2350
2400
2450
2500
0 20 40 60 80 100 120
Phasenverschiebung in Grad
Roh
dich
te in
kgm
-3
30 Hz m. Z.40 Hz m. Z.45 Hz m. Z.50 Hz m. Z.55 Hz m. Z.60 Hz m. Z.65 Hz m. Z.70 Hz m. Z.80 Hz m. Z.30 Hz o. Z.40 Hz o. Z.50 Hz o. Z.60 Hz o. Z.70 Hz o. Z.
Bild 4.16 : Abhängigkeit der Rohdichte von der Phasenlage der Bewegung zwischen
Kern und Mantel
m. Z. mit Zusatzmassen am Mantel
o. Z. ohne Zusatzmassen am Mantel
Die Aussage des Diagramms im Bild 4.16 ist klar: mit einer größeren Phasenverschiebung
der Bewegung zwischen Kern und Mantel steigt die Verdichtungswirkung.
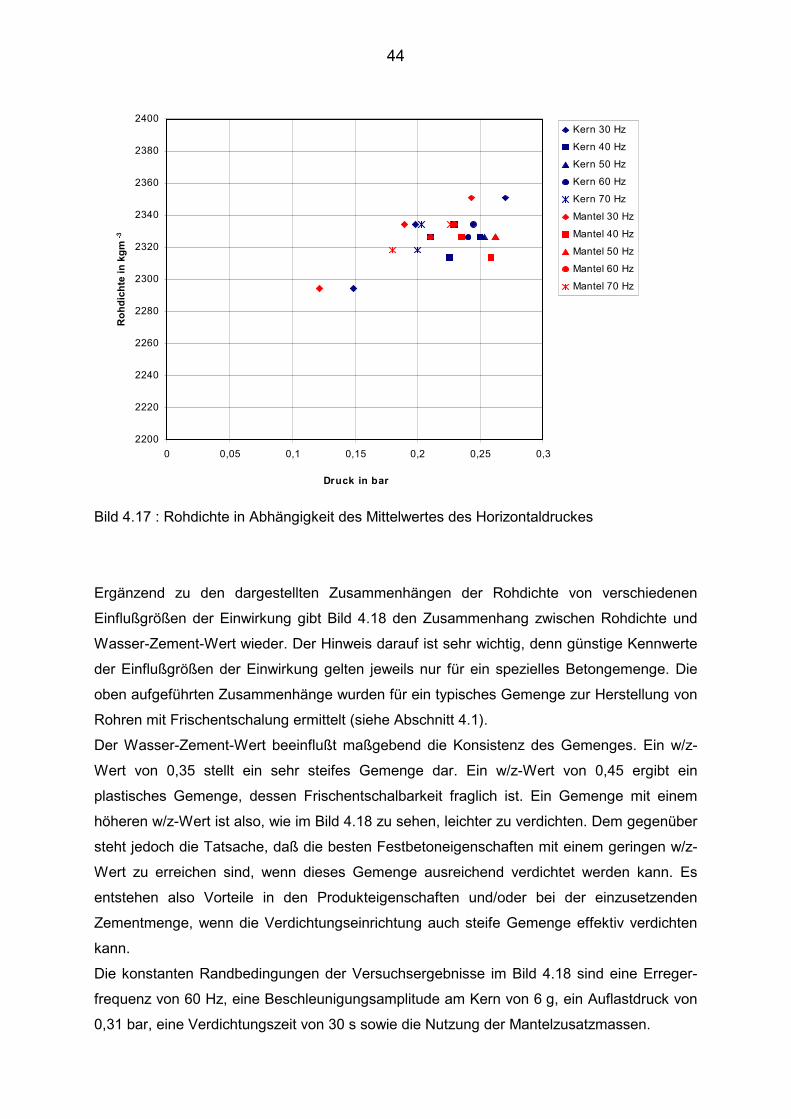
HorizontaldruckAm Versuchsstand wurden über Drucksensoren an der Kontaktfläche zwischen Kern und
Beton sowie Mantel und Beton horizontale Drücke gemessen. Diese Drucksignale weisen
einen Mittelwert auf um den sich Druckschwingungen in der Erregerfrequenz ausprägen.
Dabei darf nicht unerwähnt bleiben, daß die Bestimmung der Druckgrößen mit
handelsüblichen Drucksensoren schwierig war. Im Bild 4.17 ist als ein Beispiel für den
Einfluß des Horizontaldruckes die Rohdichte über dem Mittelwert des Druckes am Kern und
am Mantel dargestellt. Es sind Versuche ohne Zusatzmassen am Mantel mit einer
Beschleunigungsamplitude am Kern von 6 g und einem Auflastdruck von 0,31 bar. Je mehr
sich der Horizontaldruck dem Vertikaldruck nähert, um so höher liegt die erreichte
Rohdichte.
44
2200
2220
2240
2260
2280
2300
2320
2340
2360
2380
2400
0 0,05 0,1 0,15 0,2 0,25 0,3
Druck in bar
Roh
dich
te in
kgm
-3
Kern 30 Hz
Kern 40 Hz
Kern 50 Hz
Kern 60 Hz
Kern 70 Hz
Mantel 30 Hz
Mantel 40 Hz
Mantel 50 Hz
Mantel 60 Hz
Mantel 70 Hz
Bild 4.17 : Rohdichte in Abhängigkeit des Mittelwertes des Horizontaldruckes
Ergänzend zu den dargestellten Zusammenhängen der Rohdichte von verschiedenen
Einflußgrößen der Einwirkung gibt Bild 4.18 den Zusammenhang zwischen Rohdichte und
Wasser-Zement-Wert wieder. Der Hinweis darauf ist sehr wichtig, denn günstige Kennwerte
der Einflußgrößen der Einwirkung gelten jeweils nur für ein spezielles Betongemenge. Die
oben aufgeführten Zusammenhänge wurden für ein typisches Gemenge zur Herstellung von
Rohren mit Frischentschalung ermittelt (siehe Abschnitt 4.1).
Der Wasser-Zement-Wert beeinflußt maßgebend die Konsistenz des Gemenges. Ein w/z-
Wert von 0,35 stellt ein sehr steifes Gemenge dar. Ein w/z-Wert von 0,45 ergibt ein
plastisches Gemenge, dessen Frischentschalbarkeit fraglich ist. Ein Gemenge mit einem
höheren w/z-Wert ist also, wie im Bild 4.18 zu sehen, leichter zu verdichten. Dem gegenüber
steht jedoch die Tatsache, daß die besten Festbetoneigenschaften mit einem geringen w/z-
Wert zu erreichen sind, wenn dieses Gemenge ausreichend verdichtet werden kann. Es
entstehen also Vorteile in den Produkteigenschaften und/oder bei der einzusetzenden
Zementmenge, wenn die Verdichtungseinrichtung auch steife Gemenge effektiv verdichten
kann.
Die konstanten Randbedingungen der Versuchsergebnisse im Bild 4.18 sind eine Erreger-
frequenz von 60 Hz, eine Beschleunigungsamplitude am Kern von 6 g, ein Auflastdruck von
0,31 bar, eine Verdichtungszeit von 30 s sowie die Nutzung der Mantelzusatzmassen.
45
2200
2250
2300
2350
2400
2450
2500
0,35 0,4 0,45
w/z- Wert
Roh
dich
te in
kgm
-3
Bild 4.18 : Rohdichte in Abhängigkeit des w/z-Wertes bei gleichen Maschinenparametern
Zusammenfassung der Versuchsergebnisse
Aus den experimentellen Untersuchungen zur Verdichtung des betrachteten Beton-
gemenges sind folgende Anforderungen an den Rohrfertiger abzuleiten:
Am Kern sind an den Einleitungsstellen der Schwingungen in das zu verdichtende
Betongemenge Beschleunigungsamplituden von mindestens 60 ms-2 zu realisieren.
Zur Wahl der Erregerfrequenz wird auf Grundlage der Versuche ohne Zusatzmassen am
Mantel eine Erregerfrequenz von 60 Hz als geeignet angesehen.
Bei der Abstimmung des Schwingungssystems des Rohrfertigers sind
Bewegungsformen der erzwungenen Schwingung zu bevorzugen, die eine
Phasenverschiebung der Bewegung von Kern und Mantel und damit eine
Relativbewegung zwischen Kern und Mantel aufweisen.
Es ist ein Auflastdruck von 0,5 bar aufzubringen.
Jede Höhenschicht des Rohres benötigt eine Einwirkungszeit der geeigneten Kennwerte.
Bei der Mindestbeschleunigung von 6 g beträgt diese 30 s. Bei höheren
Beschleunigungsamplituden kann die Einwirkungszeit verringert werden.
Weiterhin zeigen die Versuche, daß das Verdichtungsergebnis stark vom w/z-Wert des
Betongemenges beeinflußt werden kann. Die als günstig ermittelten Kennwerte der
Einflußgrößen der Einwirkung gelten für das untersuchte Betongemenge. Abweichende
Gemengerezepturen können abweichende Kennwerte benötigen.
46
4.4 Dynamische Eigenschaften des Betongemenges
Die horizontalen elastischen und dämpfenden Eigenschaften der untersuchten Höhenschicht
des Betonrohres werden entsprechend dem im Abschnitt 3.1.3 dargestellten Vorgehen
ermittelt. Für das bei der Rohrfertigung betrachtete horizontale System ist bei der Nutzung
der Gleichungen (3.14) und (3.15) zu beachten, daß die Masse m vom Mantel und die Feder
c1 von der Mantelfeder gebildet wird (vergleiche Bild 3.3). Weiterhin ist ein Bezug der
horizontalen Federsteifigkeit c2 der Höhenschicht auf deren Höhe h vorteilhaft, womit eine
auf die axiale Länge bezogene Federsteifigkeit CL definiert wird :
hcC 2
L . (4.10)
Bild 4.19 zeigt die Abhängigkeit der bezogenen Federsteifigkeit des Betongemenges
zwischen Kern und Mantel vom wirkenden Auflastdruck. Die Werte basieren auf
ausgewählten Versuchsergebnissen bei einer Erregerfrequenz von 60 Hz und einer
Kernbeschleunigung von 60 m/s2.
0
20000000
40000000
60000000
80000000
100000000
0 0,1 0,2 0,3 0,4 0,5 0,6 0,7Auflastdruck in bar
Bez
ogen
e Fe
ders
teifi
gkei
t in
Nm
-1/m
Bild 4.19 : Bezogene Federsteifigkeit in Abhängigkeit des Auflastdrucks
Analog der Gleichung (4.10) ist eine bezogene Dämpfungskonstante BL durch
hbB 2
L (4.11)
zu definieren. Bei einer Erregerfrequenz von 60 Hz und einer freien Oberfläche wurde eine
durchschnittliche bezogene Dämpfungskonstante von BL = 60000 Nsm-1/m ermittelt. Bei
einem Auflastdruck von 0,31 bar ist bei einer Erregerfrequenz von 80 Hz eine durch-
schnittliche bezogene Dämpfungskonstante von BL = 120000 Nsm-1/m bestimmt worden.
47
5. Modellierung und Berechnung der Verdichtungseinrichtung vonRohrfertigern
Im folgenden Abschnitt werden verschiedene Modelle für Rohrfertiger gebildet. Dabei wird
von einfachen Modellen ausgehend die Komplexität der Modelle gesteigert. Die Modelle
unterscheiden sich in der Anzahl der Freiheitsgrade, der Anzahl der Modellparameter, der
Art der Bewegungsgleichungen und insbesondere auch in den Fragestellungen, die mit den
Modellen betrachtet werden sollen. Die Tabelle 5.1 gibt einen Überblick über die Modelle in
diesem Abschnitt.
Zunächst werden die Erregerkräfte von Kernvibratoren und die Selbstsynchronisation von
Unwuchtrotoren an Kernen von Rohrfertigern betrachtet. An einfachen Teilsystemen werden
weitere Einflüsse für die Modellbildung untersucht, bevor Modelle zur Berechnung von
Bewegungsgrößen an Verdichtungseinrichtungen von Rohrfertigern dargestellt werden.
Diese Modelle stellen zunächst diskrete Systeme starrer Körper dar. Mit Hilfe der Finite-
Elemente-Methode werden dann auch Modelle mit Bauteilverformungen betrachtet.
Tabelle 5.1 : Modelle für Rohrfertiger im Abschnitt 5
Modell Bild /
Seite
Anzahl der
Freiheits-
grade
Beschreibung
Ebenes Modell eines
Kerns mit zwei gleichen
Unwuchtrotoren
Bild 5.6
Seite 58
5 Untersuchung der Selbstsynchronisation,
nichtlineare Einflüsse
Kern mit zwei zentralen
Unwuchtrotoren
Bild 5.7
Seite 63
8 Untersuchung der Selbstsynchronisation,
nichtlineare Einflüsse
Kern mit
angetriebenem
Unwuchtrotor
Bild 5.8
Seite 65
2 / 4 Untersuchung der Rückwirkung des
Schwingungssystems auf den
Unwuchtrotor, nichtlineare Einflüsse,
Modellbildung und numerische
Berechnung mit einem
Mehrkörperdynamik-System
Kern mit Kreisel Bild 5.12
Seite 69
6 Untersuchung des Einflusses
gyroskopischer Momente, analytische
Lösung
48
Tabelle 5.1 : Modelle für Rohrfertiger im Abschnitt 5 (Fortsetzung)
Modell Bild /
Seite
Anzahl der
Freiheits-
grade
Beschreibung
Diskretes Modell für
den Rohrversuchsstand
Bild 5.15
Seite 73
2 Lineares Modell zur Berechnung von
translatorischen Bewegungsgrößen an
Kern und Mantel, analytische Lösung
Ebenes diskretes
Modell für einen
Rohrfertiger mit
steigendem Kern
Bild 5.18
Seite 76
6 Lineares Modell zur Berechnung von
Bewegungsgrößen an Kern und Mantel
einschließlich Kippschwingungen
Räumliches Modell für
einen Rohrfertiger mit
stehendem Kern
Bild 5.20
Seite 78
13 Modellbildung und numerische
Berechnung mit einem
Mehrkörperdynamik-System, langsame
zeitabhängige Veränderung von
Parametern
Finite-Elemente-Modell
eines Kerns
Bild 5.27
Seite 83
ca. 35000 Berechnung einer konkreten
Kernkonstruktion mit Hilfe der Finite-
Elemente-Methode
Finite-Elemente-Modell
eines Rohrfertigers mit
steigendem Kern
Bild 5.28
Seite 83
ca. 12000 Berechnung einer Verdichtungseinrichtung
mit Biegeverformungen des Kerns mit
Hilfe der Finite-Elemente-Methode
Ebenes Finite-
Elemente-Modell für
den Rohrversuchsstand
Bild 5.29
Seite 84
1600 Untersuchung der Verteilung von
Beschleunigungen und Spannungen
innerhalb des Betongemenges,
Modellbildung und numerische
Berechnung mit Hilfe der Finite-Elemente-
Methode
49
5.1 Erregersysteme für die Kernvibration
Die Verdichtungseinrichtung wird durch die Kernvibratoren zu Schwingungen angeregt.
Deshalb soll anfangs auf die verschiedenen Möglichkeiten der Erzeugung der Erregerkräfte
von Kernvibratoren eingegangen werden.
5.1.1 Erregersysteme mit einer Antriebswelle
Die Erregerkraft wird durch umlaufende Unwuchten erzeugt, die sich auf einer gemeinsamen
Antriebswelle befinden. Das Antriebsmoment wird von Elektromotoren, Hydraulikmotoren
oder auch von einem pneumatischen Antrieb erzeugt. Durch die Verstellung von einzelnen
Unwuchtsegmenten zueinander kann die Gesamtunwuchtgröße eingestellt werden. Diese
Einstellung ist im einfacheren Fall nur im Stillstand der Vibratoren möglich. Bei einer
mechanischen Verstellung der Winkellagen von Unwuchtsegmenten im Betrieb wird die
Möglichkeit eröffnet, Verstellungen innerhalb der Fertigungszeit eines Rohres vorzunehmen.
Bei Rohrmaschinen mit stehendem Kern sind z.T. mehrere Unwuchtebenen einzeln
verstellbar, so daß z.B. am Kernkopf höhere Erregerkräfte erzeugt werden als am Fuß.
Basiert die Verstellung darauf, daß zu an der Welle festen Segmenten (alle mit
Winkellage 0°) verstellbare Unwuchtsegmente angeordnet werden, so besteht bei der
Einstellung unterschiedlicher Kräfte in den Ebenen die Gefahr, daß die resultierenden
Erregerkraftvektoren der Ebenen nicht eine gemeinsame Winkellage an der Antriebswelle
einnehmen.
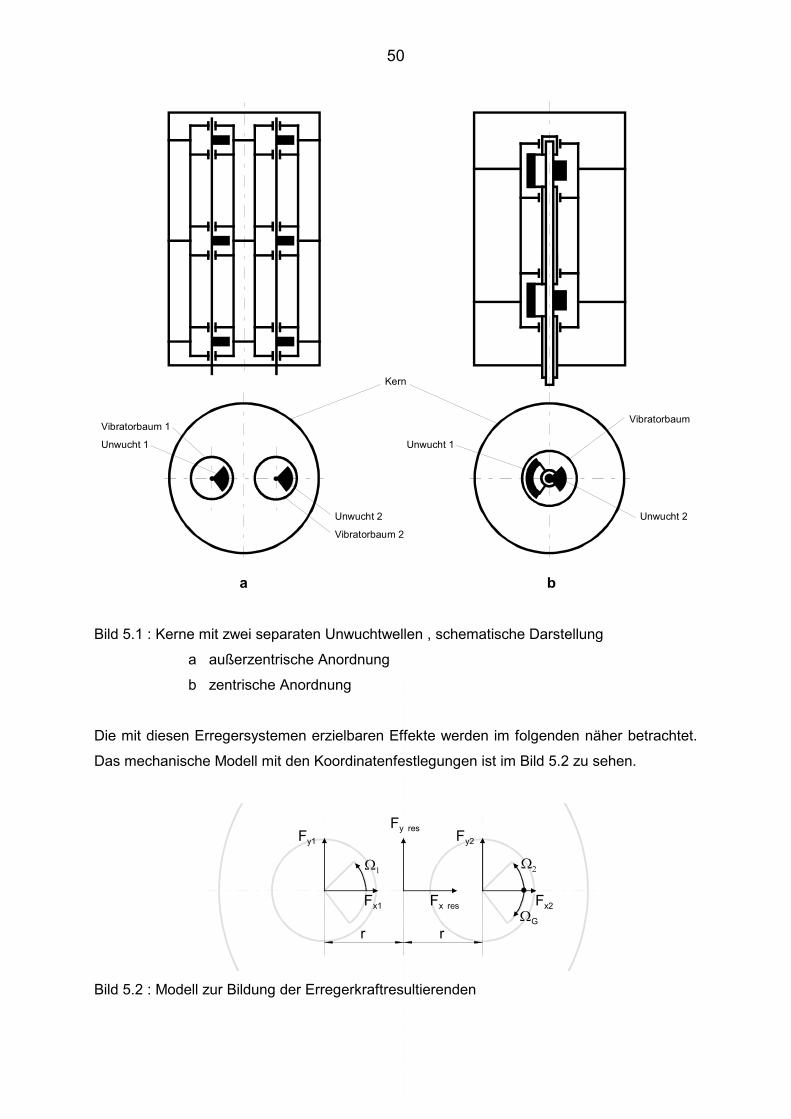
5.1.2 Erregersysteme mit zwei separaten Antriebswellen
Das Erregersystem besteht aus zwei mit Unwuchten versehenen Antriebswellen, deren
Drehachsen parallel zur Mittelachse des Kernzylinders liegen. Die Drehachsen können
außerzentrisch (Bild 5.1 a) liegen oder beide mit der Mittelachse des Kernzylinders
zusammenfallen (Bild 5.1 b), was konstruktiv mit einer Welle-Hohlwelle-Kombination lösbar
ist.
Die Antriebswellen können gleichen Drehsinn, entgegengesetzten Drehsinn, gleiche
Drehzahl oder (meist geringfügige) unterschiedliche Drehzahlen aufweisen. Bei gleichen
Drehzahlen ist eine Selbstsynchronisation oder eine Zwangssynchronisation zu
gewünschten Phasenlagen der Antriebswellen zueinander möglich. Erfolgt diese
Zwangssynchronisation z.B. durch den Antrieb mit Servomotoren ist eine Verstellung der
Phasenlagen im Betrieb möglich.
50
Kern
Vibratorbaum 1
Unwucht 1
Vibratorbaum
Vibratorbaum 2
Unwucht 2 Unwucht 2
Unwucht 1
a b
Bild 5.1 : Kerne mit zwei separaten Unwuchtwellen , schematische Darstellung
a außerzentrische Anordnung
b zentrische Anordnung
Die mit diesen Erregersystemen erzielbaren Effekte werden im folgenden näher betrachtet.
Das mechanische Modell mit den Koordinatenfestlegungen ist im Bild 5.2 zu sehen.
Fy1
Fx1
Fy res
Fx res
Fy2
Fx2
r rG
Bild 5.2 : Modell zur Bildung der Erregerkraftresultierenden
51
Die Erregerkraftresultierende dieser Erregersysteme läßt sich unter der Voraussetzung, daß
die Kräfte als an einem starren Körper angreifend betrachtet werden können, wie folgt
charakterisieren:
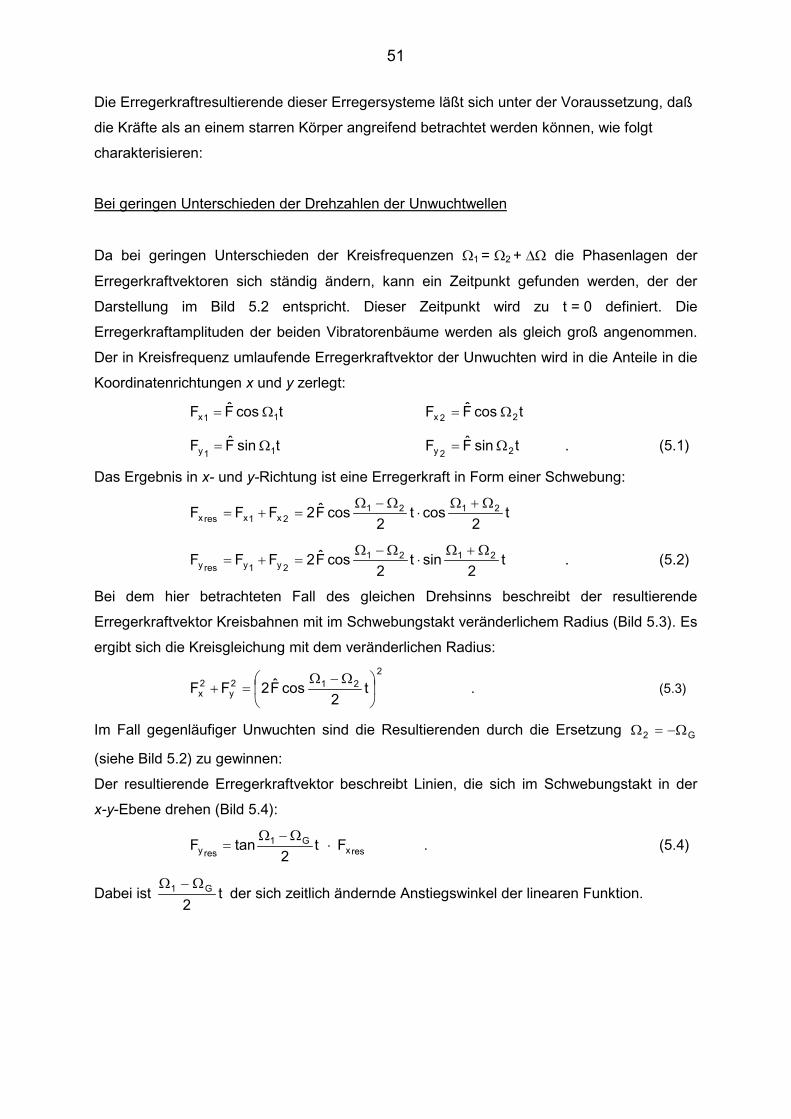
Bei geringen Unterschieden der Drehzahlen der Unwuchtwellen
Da bei geringen Unterschieden der Kreisfrequenzen 1 = 2 + die Phasenlagen der
Erregerkraftvektoren sich ständig ändern, kann ein Zeitpunkt gefunden werden, der der
Darstellung im Bild 5.2 entspricht. Dieser Zeitpunkt wird zu t = 0 definiert. Die
Erregerkraftamplituden der beiden Vibratorenbäume werden als gleich groß angenommen.
Der in Kreisfrequenz umlaufende Erregerkraftvektor der Unwuchten wird in die Anteile in die
Koordinatenrichtungen x und y zerlegt:
t cos FF 11x t cos FF 22x
t sin FF 11y t sin FF 22y . (5.1)
Das Ergebnis in x- und y-Richtung ist eine Erregerkraft in Form einer Schwebung:
t2
cos t2
cos F2FFF 21212x1xresx
t2
sin t2
cos F2FFF 21212y1yresy
. (5.2)
Bei dem hier betrachteten Fall des gleichen Drehsinns beschreibt der resultierende
Erregerkraftvektor Kreisbahnen mit im Schwebungstakt veränderlichem Radius (Bild 5.3). Es
ergibt sich die Kreisgleichung mit dem veränderlichen Radius:2
212y
2x t
2 cos F2FF
. (5.3)
Im Fall gegenläufiger Unwuchten sind die Resultierenden durch die Ersetzung G2
(siehe Bild 5.2) zu gewinnen:
Der resultierende Erregerkraftvektor beschreibt Linien, die sich im Schwebungstakt in der
x-y-Ebene drehen (Bild 5.4):
resxG1
resy F t2
tanF
. (5.4)
Dabei ist t2
G1 der sich zeitlich ändernde Anstiegswinkel der linearen Funktion.
52
-3
-2
-1
0
1
2
3
-3 -2 -1 0 1 2 3
FFy
FFx
Bild 5.3 : Beispiel für die Bahnkurve des resultierenden Erregerkraftvektors bei
gleichläufigen Unwuchten mit geringen Drehzahlunterschieden
-3
-2
-1
0
1
2
3
-3 -2 -1 0 1 2 3FFx
FFy
Bild 5.4 : Beispiel für die Bahnkurve des resultierenden Erregerkraftvektors bei
gegenläufigen Unwuchten mit geringen Drehzahlunterschieden
53
Bei gleichen Drehzahlen der Unwuchtwellen
Unter Beachtung einer mit der Synchronisation festgelegten Phasenlage der Unwuchten
zueinander sind die Einzelkräfte der Unwuchtwellen:
t cos FF 1x )t( cos FF 2x
t sin FF1y )t( sin FF
2y . (5.5)Die resultierenden Kräfte ergeben sich zu :
2t cos
2cos F2F resx
2t sin
2cos F2F
resy . (5.6)
Der resultierende Kraftvektor beschreibt Kreisbahnen mit dem Radius 2
cosF2 (Bild 5.5):
22
resy2
resx 2cosF2FF
. (5.7)
Bei einer außerzentrischen Anordnung ( 0r ) ist nur für 0 die resultierende
Momentenwirkung auf die Kernzylinderachse 0Mres , für andere Winkel wird ein
dynamisches Moment auf den Kern übertragen. Bei 0 ist die resultierende
Kraftamplitude F2Fres .
Bei Unwuchtwellen mit gegenläufigem Drehsinn ist :t cos FF 1x )t(- cos FF 2x
t sin FF1y )t(- sin FF
2y . (5.8)Die resultierenden Kräfte ergeben sich zu :
2t cos
2cosF2F resx
2t cos
2sinF2F
resy . (5.9)
Der resultierende Kraftvektor (Bild 5.5) beschreibt eine Gerade mit der Gleichung
resxresy F2
tanF
. (5.10)
Der Anstiegswinkel 2 beschreibt die Winkellage der gerichteten Kraftresultierenden.
Bei einer außerzentrischen Anordnung ( 0r ) ist nur für 180 die resultierende
Momentenwirkung auf die Kernzylinderachse 0Mres , für andere Winkel wird ein
dynamisches Moment auf den Kern übertragen. Bei 180 ist die resultierende
Kraftamplitude F2Fres und die Kraft wirkt in y-Richtung.
54
-3
-2
-1
0
1
2
3
-3 -1 1 3
gleichläufigeUnwuchtengegenläufigeUnwuchten
FFy
FFx
Bild 5.5 : Beispiele für die Bahnkurven des resultierenden Erregerkraftvektors bei
gleichläufigen und bei gegenläufigen synchronisierten Unwuchten
5.1.3 Selbstsynchronisation
Unter Selbstsynchronisation wird im Rahmen der Unwuchterregung das Phänomen
verstanden, daß sich unabhängig angetriebene, statisch und dynamisch unwuchtige
Rotoren, die sich auf einem Schwingungssystem befinden, in eine gemeinsame Drehzahl
und eine feste Phasenlage zueinander begeben.
Zur Theorie der Selbstsynchronisation wurden von I.I. Blekhman [7] [8] umfassende
Grundlagen gelegt. In Deutschland sind vor allem die Arbeiten von L. Sperling [49] [50] zu
dieser Thematik hervorzuheben. Auf dem Gebiet der Vibrationsverdichtungseinrichtungen
sind mit [5] in jüngster Zeit insbesondere experimentelle Untersuchungen und numerische
Simulationen mit Hilfe der Mehrkörperdynamik und der Finite-Elemente-Methode zur
Selbstsynchronisation von Unwuchterregern an biegeweichen Vibrationsformen erfolgt.
In diesem Abschnitt soll auf die Selbstsynchronisation nur in soweit eingegangen werden,
wie sie für die betrachteten Erregersysteme von Rohrfertigern von Interesse ist.
55
Auf das Erregersystem mit zwei separaten Antriebswellen zurückkommend ist festzustellen,
daß wenn die Phasenlage der Unwuchten nicht durch eine Zwangsmaßnahme eingestellt
wird, die Unwuchten aufgrund der Selbstsynchronisation eine feste Phasenlage zueinander
einnehmen. Diese Phasenlage ist von den Eigenschaften des Schwingungssystems
abhängig, auf dem sich die Unwuchten befinden. An zwei einfachen, für Rohrfertiger
relevanten Unwuchtanordnungen soll die Selbstsynchronisation der Unwuchtrotoren
betrachtet werden. Dazu wird ein von Sperling [51] dargestelltes Vorgehen mit der
Formulierung von harmonischen Einflußkoeffizienten genutzt, welches im folgenden kurz
umrissen wird.
Die Selbstsynchronisation von Unwuchtrotoren auf Schwingungssystemen basiert auf den
Wechselwirkungen zwischen dem Schwingungssystem und den Rotoren. Dabei
beaufschlagen die Rotoren das Schwingungssystem mit entsprechenden Unwuchtkräften
und -momenten und das Schwingungssystem wirkt mit aus der Schwingbewegung
herrührenden Momenten auf die Rotoren zurück. Nach der Methode der direkten
Bewegungsteilung wird die Rotation der Unwuchtrotoren in drei Anteile zerlegt:
)t,t()t(t)t( iii . (5.11)
Dabei ist )t(i ein langsam veränderlicher Anteil und )t,t(i ein kleiner schneller
periodischer Anteil. Für eine erste Näherung 0iB des rückwirkenden Momentes iB wird
)t,t(i vernachlässigt und i als konstant angenommen. Durch eine Mittelung des
rückwirkenden Momentes 0iB wird das Vibrationsmoment 0
iV erhalten:
2
0
0i
0i tdB
21V . (5.12)
Das Vibrationsmoment repräsentiert den Einfluß der Schwingungen auf den langsam
veränderlichen Anteil der Rotorbewegung. Das Vibrationsmoment ist mit dem
Rüttelrichtmoment vergleichbar, das von Magnus/Popp in [36] für den Stabilisierungseffekt
eines aufrecht stehenden Pendels mit schwingendem Aufhängepunkt beschrieben wird.
Die Bewegungsgrößen des Schwingungssystems werden durch die Definition von
harmonischen Einflußkoeffizienten kyiy
kxiy
kyix
kxix A,A,A,A beschrieben.
56
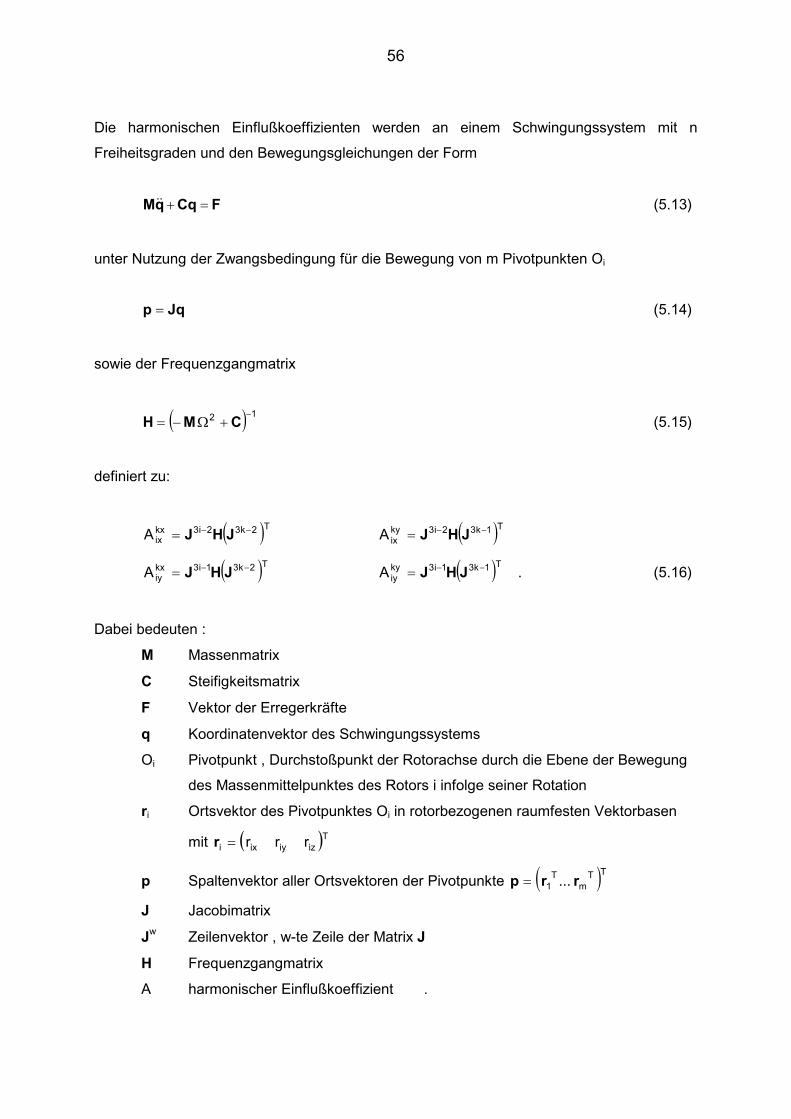
Die harmonischen Einflußkoeffizienten werden an einem Schwingungssystem mit n
Freiheitsgraden und den Bewegungsgleichungen der Form
FCqqM (5.13)
unter Nutzung der Zwangsbedingung für die Bewegung von m Pivotpunkten Oi
Jqp (5.14)
sowie der Frequenzgangmatrix
12
CMH (5.15)
definiert zu:
T2k32i3kxixA
JHJ T1k32i3kyixA
JHJ
T2k31i3kxiyA
JHJ T1k31i3kyiyA
JHJ . (5.16)
Dabei bedeuten :
M Massenmatrix
C Steifigkeitsmatrix
F Vektor der Erregerkräfte
q Koordinatenvektor des Schwingungssystems
Oi Pivotpunkt , Durchstoßpunkt der Rotorachse durch die Ebene der Bewegung
des Massenmittelpunktes des Rotors i infolge seiner Rotation
ri Ortsvektor des Pivotpunktes Oi in rotorbezogenen raumfesten Vektorbasen
mit Tiziyixi rrrr
p Spaltenvektor aller Ortsvektoren der Pivotpunkte TTm
T1 ... rrp
J Jacobimatrix
Jw Zeilenvektor , w-te Zeile der Matrix J
H Frequenzgangmatrix
A harmonischer Einflußkoeffizient .
57
Der harmonische Einflußkoeffizient kyixA hat z.B. folgende Bedeutung :
Eine Erregung tcos mit der Einheitskraftamplitude im Pivotpunkt kO in kye -Richtung ruft
im Pivotpunkt iO in ixe -Richtung stationäre Schwingungen tcosAkyix hervor.
Das Antriebsmoment eines Unwuchtrotors wird durch die Beziehung
iii0ii M)(M . (5.17)
beschrieben, wobei in i der Anstieg der linearisierten Motorkennlinie und eine
Drehdämpfungskonstante vereint sind. Mit
i
i0i
M
(5.18)
werden sogenannte Partialwinkelgeschwindigkeiten eingeführt.
Für die selbstsynchronisierte Bewegung werden die synchrone Winkelgeschwindigkeit
und die konstanten Nullphasen
i gesucht. Es sind die Lösungen der Gleichungen :
)(V ii0i
. (5.19)
Die Gleichungen 5.19 werden auch als sogenannte Existenzbedingungen für
selbstsynchronisierte Bewegungen bezeichnet. Wenn die Existenzbedingungen überhaupt
reelle Lösungen haben, können die zugehörigen Bewegungen stabil oder instabil sein, was
weiterhin eine Stabilitätsbetrachtung notwendig macht. Für den Sonderfall zweier gleicher
Rotoren ( 2121 , ) lassen sich die Existenz- und Stabilitätsbedingungen nach [51]
zusammenfassen zu:
MinimumCsinAAcosAAff21 x2
y1y2x1
y2y1
x2x121
0
(5.20)
mit 0 Potentialfunktion
if Betrag der Zentrifugalkraft , 2UiUii rmf
A harmonische Einflußkoeffizienten
synchrone Phasendifferenz ,
21
C Zusammenfassung von phasenwinkelunabhängigen Größen der
Potentialfunktion .
58
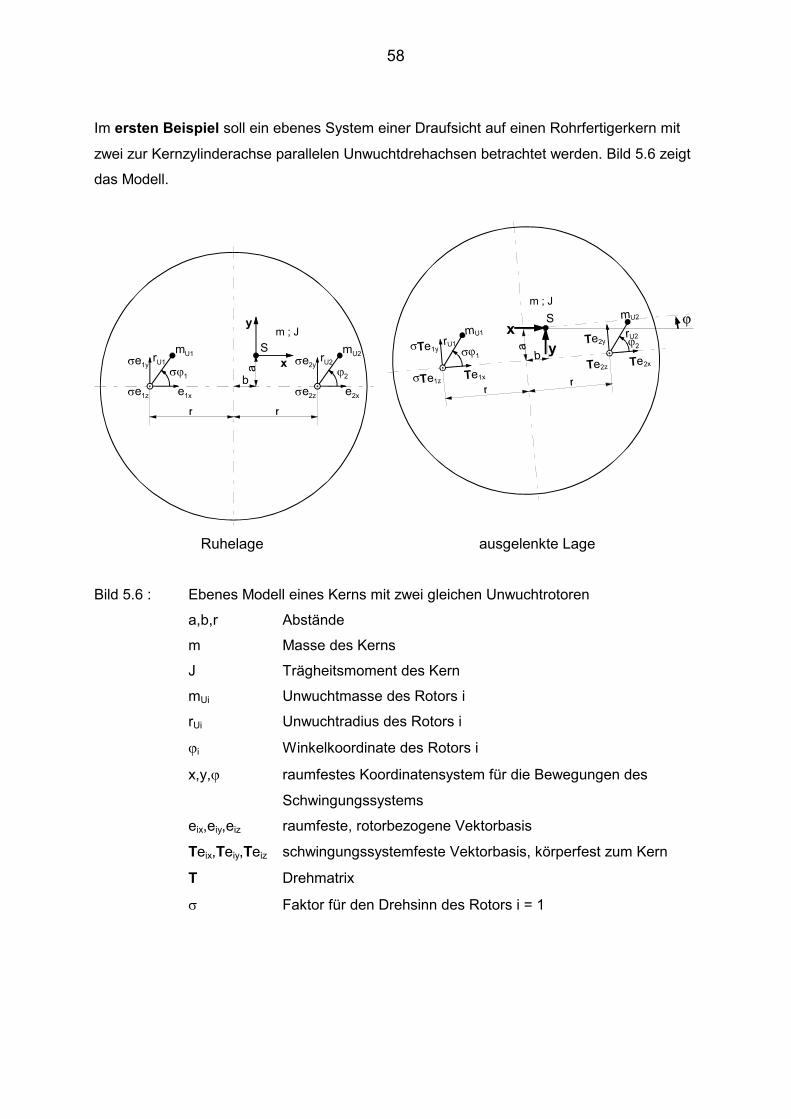
Im ersten Beispiel soll ein ebenes System einer Draufsicht auf einen Rohrfertigerkern mit
zwei zur Kernzylinderachse parallelen Unwuchtdrehachsen betrachtet werden. Bild 5.6 zeigt
das Modell.
e1x
e1y
e1z
mU1rU11
e2x
e2y
e2z
mU2rU22
r r
b
a
S
Te1x
Te1y
Te1z
mU1rU1
1 Te2x
Te2y
Te2z
mU2
rU22
rr
b
a
xy
Sm ; J
m ; J
x
y
Ruhelage ausgelenkte Lage
Bild 5.6 : Ebenes Modell eines Kerns mit zwei gleichen Unwuchtrotoren
a,b,r Abstände
m Masse des Kerns
J Trägheitsmoment des Kern
mUi Unwuchtmasse des Rotors i
rUi Unwuchtradius des Rotors i
i Winkelkoordinate des Rotors i
x,y, raumfestes Koordinatensystem für die Bewegungen des
Schwingungssystems
eix,eiy,eiz raumfeste, rotorbezogene Vektorbasis
Teix,Teiy,Teiz schwingungssystemfeste Vektorbasis, körperfest zum Kern
T Drehmatrix
Faktor für den Drehsinn des Rotors i = 1
59
Es sollen folgende Voraussetzungen gelten:
- der Kern ist ein starrer Körper
- das Schwingungssystem kann als ebenes System betrachtet werden
- die Starrkörpereigenfrequenzen des Kerns auf seinen elastischen Lagern sind viel
kleiner als die Betriebsfrequenz, so daß für die weiche Lagerung c = 0 angenommen
wird
- es werden nur kleine Schwingbewegungen betrachtet
- die raumfesten und schwingungssystemfesten Einheitsvektoren unterscheiden sich auf
Grund der Kleinheit der Schwingungen nur durch kleine Richtungsunterschiede
- die Dämpfung wird vernachlässigt
- die Rotoren sind nur statisch unwuchtig
- die Rotormassen und –trägheitsmomente sind klein gegenüber den repräsentativen
Parametern des Schwingungssystems
- die Rotoren sind gleich .
Mit dem Faktor wird der Drehsinn des Rotors i = 1 angegeben. Ist 1 drehen die
Rotoren gleichsinnig, ist 1 haben die Rotoren einen entgegengesetzten Drehsinn.
Am Pivotpunkt i = 2 werden Erregerkräfte in der Form
tcosF)t(F x2x2 in e2x –Richtung und (5.21)
tcosF)t(F y2y2 in e2y –Richtung (5.22)
angenommen.
Die Bewegungsgleichungen sind :
x2Fxm (5.23)
y2Fym (5.24)
y2x2 F)br(aFJ . (5.25)
Die Schwerpunktbewegung ergibt sich zu :
tcosmF)t(x 2
x2
(5.26)
tcosmF
)t(y 2y2
(5.27)
tcosJ
F)br(Fa)t( 2
y2x2
. (5.28)
Die Bewegung des Pivotpunktes i = 1 ist damit :
ax)t(x1 (5.29)
)br(y)t(y1 . (5.30)
60
Zur Bildung der harmonischen Einflußfaktoren x2x1A und x2
y1A wird eine Einheitskraft-
amplitude EF eingeführt und Ex2 F1F sowie Ey2 F0F gesetzt. Dann ergeben sich die
Bewegungen zu:
tcosmF)t(x 2
E
(5.31)
0)t(y (5.32)
tcosJ
Fa)t( 2E
(5.33)
tcosFJa
m1)t(x E2
2
21
(5.34)
tcosFJ
a)br()t(y E21
. (5.35)
In (5.34) und (5.35) sind die harmonischen Einflußfaktoren ersichtlich:
2
2
2x2x1 J
am
1A
(5.36)
2x2y1 J
a)br(A
. (5.37)
Zur Bildung der harmonischen Einflußfaktoren y2x1A und y2
y1A wird Ex2 F0F und Ey2 F1F
gesetzt. Dann ergeben sich die Bewegungen zu:
0)t(x (5.38)
tcosmF)t(y 2
E
(5.39)
tcosFJ
br)t( E2
(5.40)
tcosFJ
)br(a)t(x E21
(5.41)
tcosFJ
)br)(br(m
1)t(y E221
. (5.42)
In (5.41) und (5.42) sind die harmonischen Einflußfaktoren ersichtlich:
2y2x1 J
)br(aA
(5.43)
22
y2y1 J
)br)(br(m
1A (5.44)
61
Die Existenz- und Stabilitätsbedingung (Gleichung 5.20) für das betrachtete System lautet
somit:
MinimumCsinJ
)1(b)1(racosJ
abrm1ff
21
22
222
2210
(5.45)
In Tabelle 5.2 werden die Lösungen für einige interessante Sonderfälle dargestellt. Diese
Sonderfälle sind vom Verfasser durch das dargestellte Vorgehen unter Verwendung
harmonischer Einflußfaktoren betrachtet worden. Die Lösungen stimmen mit bekannten
Lösungen von Sonderfällen überein bzw. es können Übereinstimmungen aus komplexeren
Lösungen z.B. in [8] abgeleitet werden.
Für den Fall 1 und r = 0 ergibt sich mit Einführung von
batan (5.46)
und der Festlegung 01 sowie unter Nutzung der Beziehung für den doppelten Winkel
xtan1xtan2x2tan 2
(5.47)
der Winkel
2 aus der Umformung
)2tan(2tantan1tan2
ba1
ba2
baab2tan 2
2
222
(5.48)
und einer Prüfung der Winkel ,, 2 in allen Quadranten und unter Beachtung des
Vorzeichens des Produktes ba der Phasenwinkel zu
22 . (5.49)
Da wiederum der resultierende Erregerkraftvektor in diesem Fall entsprechend dem
Abschnitt 5.1.2 eine Gerade mit den Anstiegswinkel 2
2
beschreibt, kann gezeigt werden,
daß sich die Unwuchten in der Art synchronisieren, daß der resultierende Erregerkraftvektor
eine zum Schwerpunkt zeigende Gerade beschreibt.
62
Tabelle 5.2: Stabile Phasendifferenzen für Sonderfälle des Systems
Sonderfall Existenz- und Stabilitätsbedingung Phasendifferenz
Symbolbild
Gleichläufig,
gleiche
Drehachse
1 ; r = 0
MinimumcosJ
abm
22
22
2
180
S
für 2J
)br(m 22
180
S
Gleichläufig,
1 ; a = 0 Minimumcos
Jrb
m2
2
22
2
für 2J
)br(m 22
0
S
Gegenläufig,
1 ; b = 0 Minimumcos
Jar2
22
180
S
Gegenläufig,
gleiche
Drehachse
1 ; r = 0
Minimum
sinJ
ab2cosJ
ba22
22
22 baab2tan
für 0ba :
180° <
< 360°
für 0ba :
0° <
< 180°
S
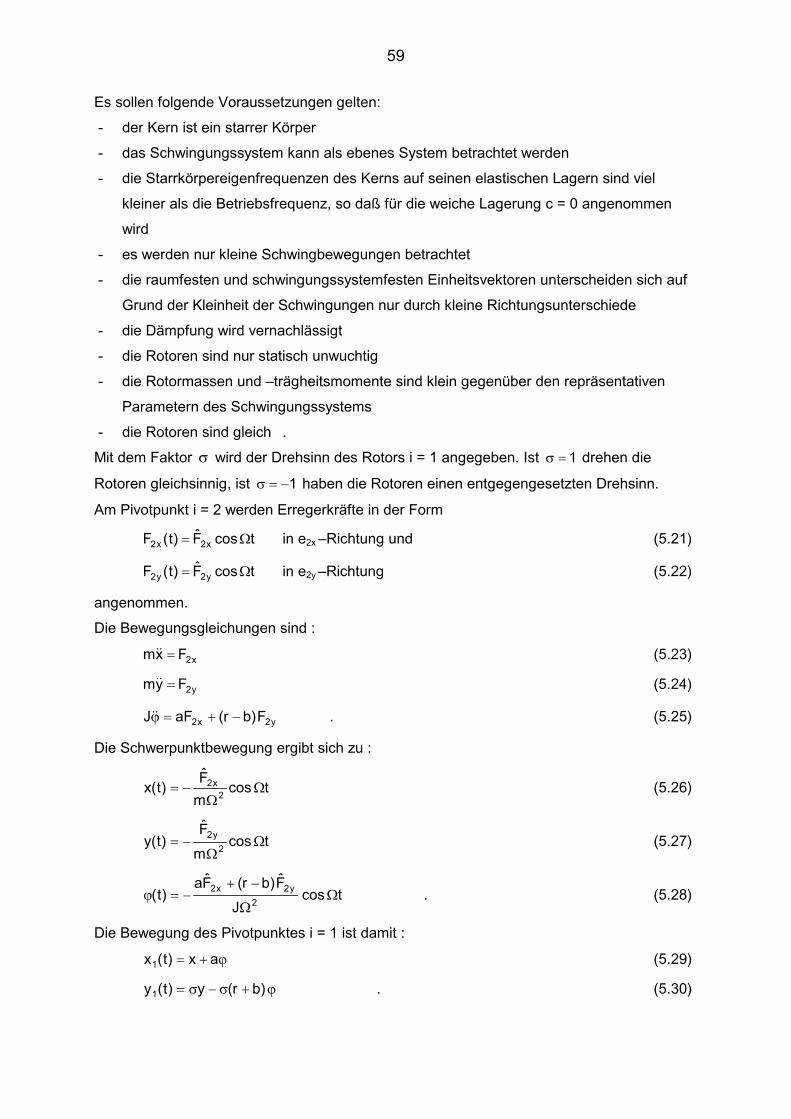
Das zweite Beispiel zeigt ein räumliches Modell eines rotationssymmetrischen starren
Körpers mit zwei gleichläufigen Unwuchten deren Drehachsen mit der Symmetrieachse
zusammenfallen. Das Modell spiegelt einen tief abgestimmten Kern eines Rohrfertigers mit
zwei nicht zwangsgekoppelten Zentralerregern wider. Es gelten sinngemäß die gleichen
Modellvoraussetzungen und -bezeichnungen wie im ersten Beispiel. Bild 5.7 zeigt das
Modell mit den gewählten Koordinaten und Variablen.
63
e1x e1y
e1z
mU1rU1
e2x e2y
e2z ba
S
e1xe1y
e1z
e2xe2y
e2z ba
S
mU2rU2
Te1x Te1y
Te1z
mU1rU1
Te2x Te2y
Te2z
ba
S
Te1xTe1y
Te1z
Te2xTe2y
Te2z ba
S
mU2rU2
zy
x
xz
y
Ruhelage ausgelenkte Lage
Bild 5.7 : Modell eines Kerns mit zwei zentralen Unwuchtrotoren, Darstellung von
jeweils zwei Seitenansichten sowie der Draufsichten in der Ruhelage
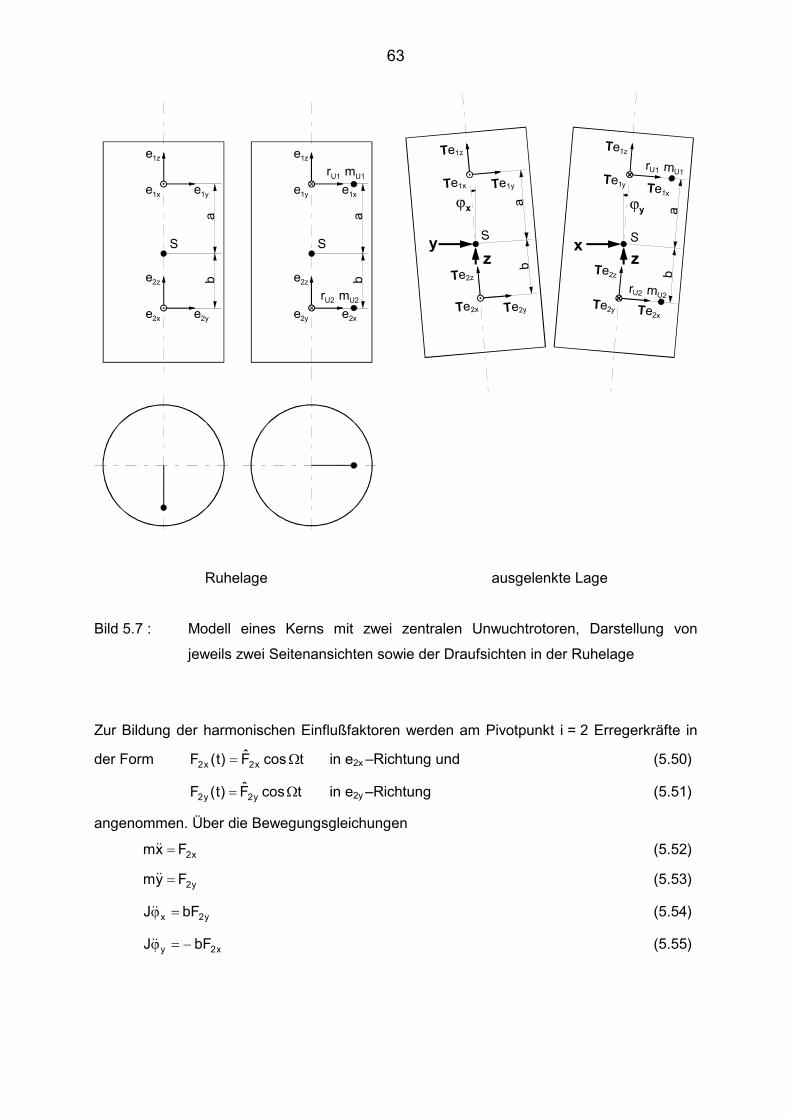
Zur Bildung der harmonischen Einflußfaktoren werden am Pivotpunkt i = 2 Erregerkräfte in
der Form tcosF)t(F x2x2 in e2x –Richtung und (5.50)
tcosF)t(F y2y2 in e2y –Richtung (5.51)
angenommen. Über die Bewegungsgleichungen
x2Fxm (5.52)
y2Fym (5.53)
y2x bFJ (5.54)
x2y bFJ (5.55)
64
werden die Bewegungen des Körpers zu
tcosmF)t(x 2
x2
(5.56)
tcosmF
)t(y 2y2
(5.57)
tcosJFb
)t( 2y2
x
(5.58)
tcosJFb)t( 2
x2y
(5.59)
ermittelt. Die Bewegung des Pivotpunktes i = 1 ergibt sich damit zu
tcosJFba
mF)t(x 2
x22
x21
(5.60)
tcosJFb
amF
)t(y 2y2
2y2
1
. (5.61)
Die harmonischen Einflußkoeffizienten sind:
22x2x1 J
abm
1A
(5.62)
0A x2y1 (5.63)
0A y2x1 (5.64)
22y2y1 J
abm
1A
. (5.65)
Die Existenz- und Stabilitätsbedingung für die synchrone Phasendifferenz
lautet:
Minimumcosm1
Jab2
2
. (5.66)
Die Auswertung der Gleichung (5.66) ergibt:
fürm1
Jab
ist 0 (5.67)
fürm1
Jab
ist 180 . (5.68)
Mit einem hinreichend großen Abstand der Unwuchten ist also eine gleichphasige Erregung
des Kerns möglich. Für a = b sind die Lösungen in den Gleichungen (5.67) und (5.68) mit
den in [12] dargestellten Lösungen für die Selbstsynchronisation an einem Vibratorkörper mit
zwei Unwuchterregern in parallelen Ebenen vergleichbar.
65
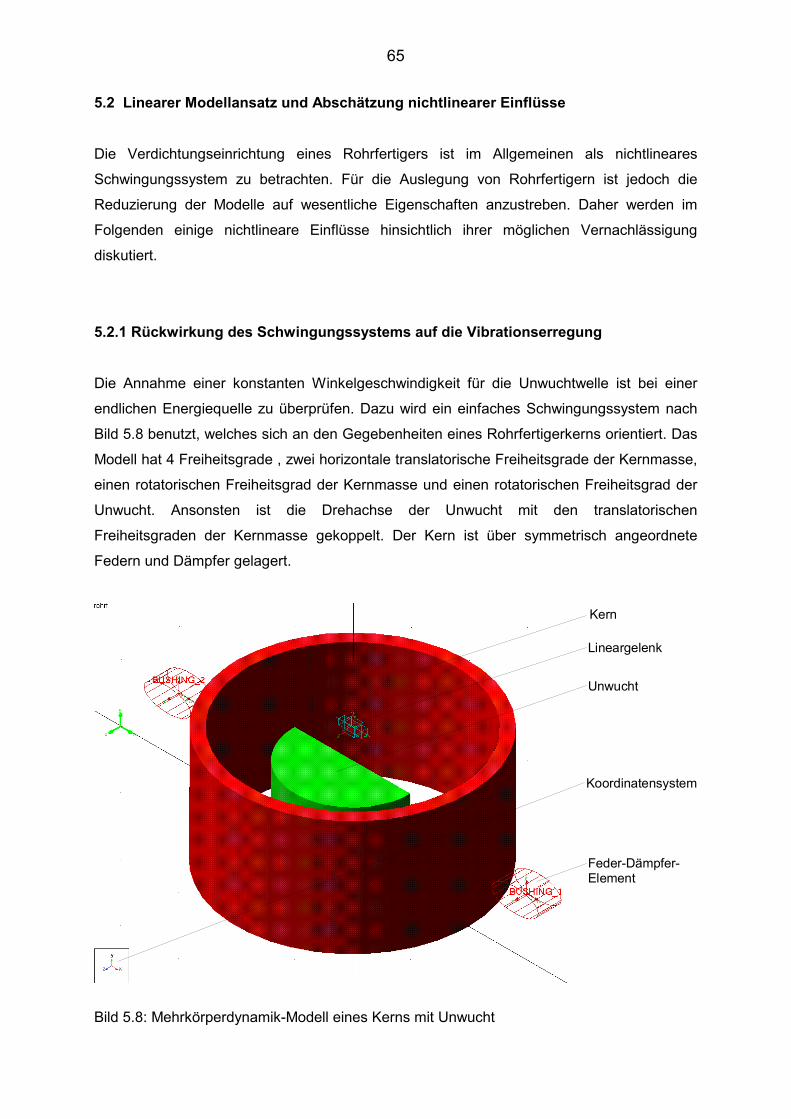
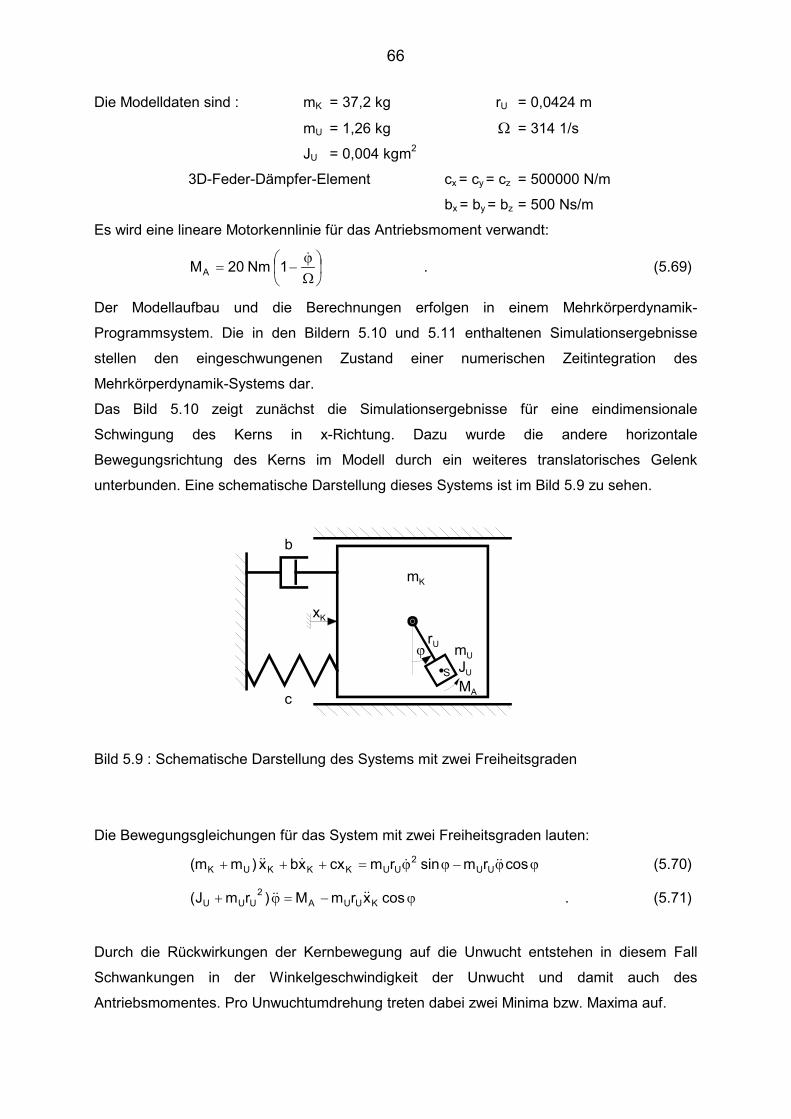
5.2 Linearer Modellansatz und Abschätzung nichtlinearer Einflüsse
Die Verdichtungseinrichtung eines Rohrfertigers ist im Allgemeinen als nichtlineares
Schwingungssystem zu betrachten. Für die Auslegung von Rohrfertigern ist jedoch die
Reduzierung der Modelle auf wesentliche Eigenschaften anzustreben. Daher werden im
Folgenden einige nichtlineare Einflüsse hinsichtlich ihrer möglichen Vernachlässigung
diskutiert.
5.2.1 Rückwirkung des Schwingungssystems auf die Vibrationserregung
Die Annahme einer konstanten Winkelgeschwindigkeit für die Unwuchtwelle ist bei einer
endlichen Energiequelle zu überprüfen. Dazu wird ein einfaches Schwingungssystem nach
Bild 5.8 benutzt, welches sich an den Gegebenheiten eines Rohrfertigerkerns orientiert. Das
Modell hat 4 Freiheitsgrade , zwei horizontale translatorische Freiheitsgrade der Kernmasse,
einen rotatorischen Freiheitsgrad der Kernmasse und einen rotatorischen Freiheitsgrad der
Unwucht. Ansonsten ist die Drehachse der Unwucht mit den translatorischen
Freiheitsgraden der Kernmasse gekoppelt. Der Kern ist über symmetrisch angeordnete
Federn und Dämpfer gelagert.
Kern
Lineargelenk
Unwucht
Koordinatensystem
Feder-Dämpfer-Element
Bild 5.8: Mehrkörperdynamik-Modell eines Kerns mit Unwucht
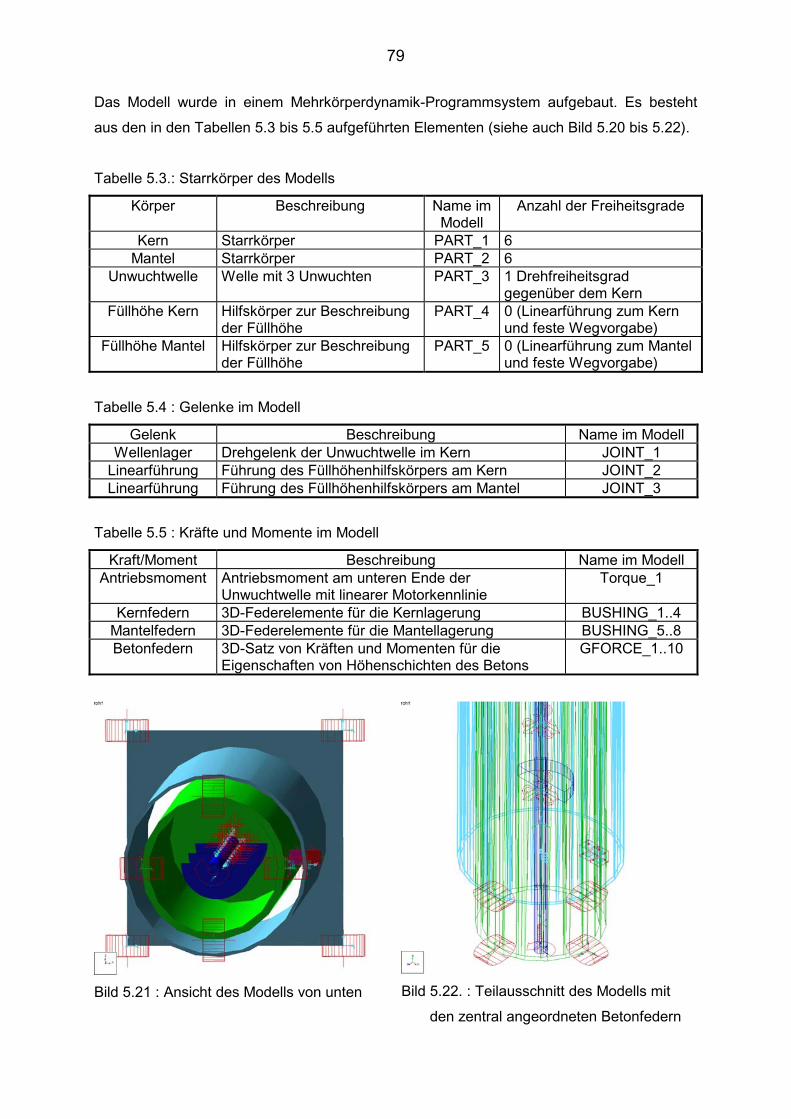
Unwuchtwelle Welle mit 3 Unwuchten PART_3 1 Drehfreiheitsgradgegenüber dem Kern
Füllhöhe Kern Hilfskörper zur Beschreibungder Füllhöhe
PART_4 0 (Linearführung zum Kernund feste Wegvorgabe)
Füllhöhe Mantel Hilfskörper zur Beschreibungder Füllhöhe
PART_5 0 (Linearführung zum Mantelund feste Wegvorgabe)
Tabelle 5.4 : Gelenke im Modell
Gelenk Beschreibung Name im ModellWellenlager Drehgelenk der Unwuchtwelle im Kern JOINT_1
Linearführung Führung des Füllhöhenhilfskörpers am Kern JOINT_2Linearführung Führung des Füllhöhenhilfskörpers am Mantel JOINT_3
Tabelle 5.5 : Kräfte und Momente im Modell
Kraft/Moment Beschreibung Name im ModellAntriebsmoment Antriebsmoment am unteren Ende der
Unwuchtwelle mit linearer MotorkennlinieTorque_1
Kernfedern 3D-Federelemente für die Kernlagerung BUSHING_1..4Mantelfedern 3D-Federelemente für die Mantellagerung BUSHING_5..8Betonfedern 3D-Satz von Kräften und Momenten für die
Eigenschaften von Höhenschichten des BetonsGFORCE_1..10
Bild 5.21 : Ansicht des Modells von unten Bild 5.22. : Teilausschnitt des Modells mit
den zentral angeordneten Betonfedern
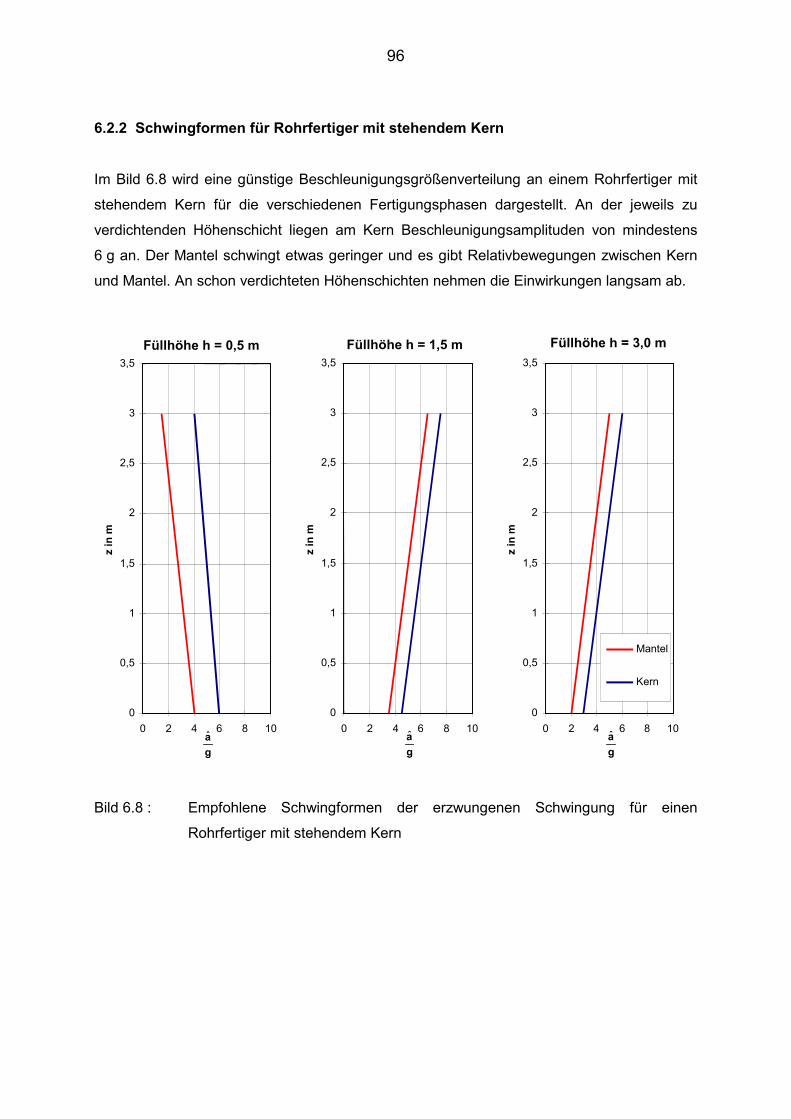
80
Das Modell ist parametrisch aufgebaut. In Abhängigkeit der Vorgabe einer
Steiggeschwindigkeit für die Füllhöhen-Hilfskörper werden die Kräfte der Betonschichten
zugeschaltet. Dabei sollte die Änderung der Füllhöhe, wie an den Maschinen auch, langsam
geschehen. Damit entsteht ein Schwingungssystem, dessen Parameter sich langsam
ändern.
5.4.2 Beispielrechnung
Die Beispielrechnung zeigt eine Verdichtungseinrichtung bei der Fertigung eines
Betonrohres DN 400 , Länge 2500 mm, Wandstärke 45 mm. Die Betonhöhenschichten sind
250 mm hoch. Die Eigenschaften der Höhenschichten können aus experimentellen
Untersuchungen am Rohrversuchsstand direkt ermittelt werden.
Die Steiggeschwindigkeit beträgt 0,5 m/s, welches schneller als am realen Fertiger ist,
jedoch trotzdem eine gleitende Veränderung quasistationärer Schwingungszustände zuläßt.
Die Erregerfrequenz beträgt 50 Hz.
Die Bilder 5.23 bis 5.25 zeigen die Beschleunigungen an oberen und unteren Punkten von
Kern und Mantel (siehe Bild 5.20).
0.0
2.5
h in m
Bild 5.23 : Horizontale Beschleunigungen am Kern
h Füllhöhe des Betons
81
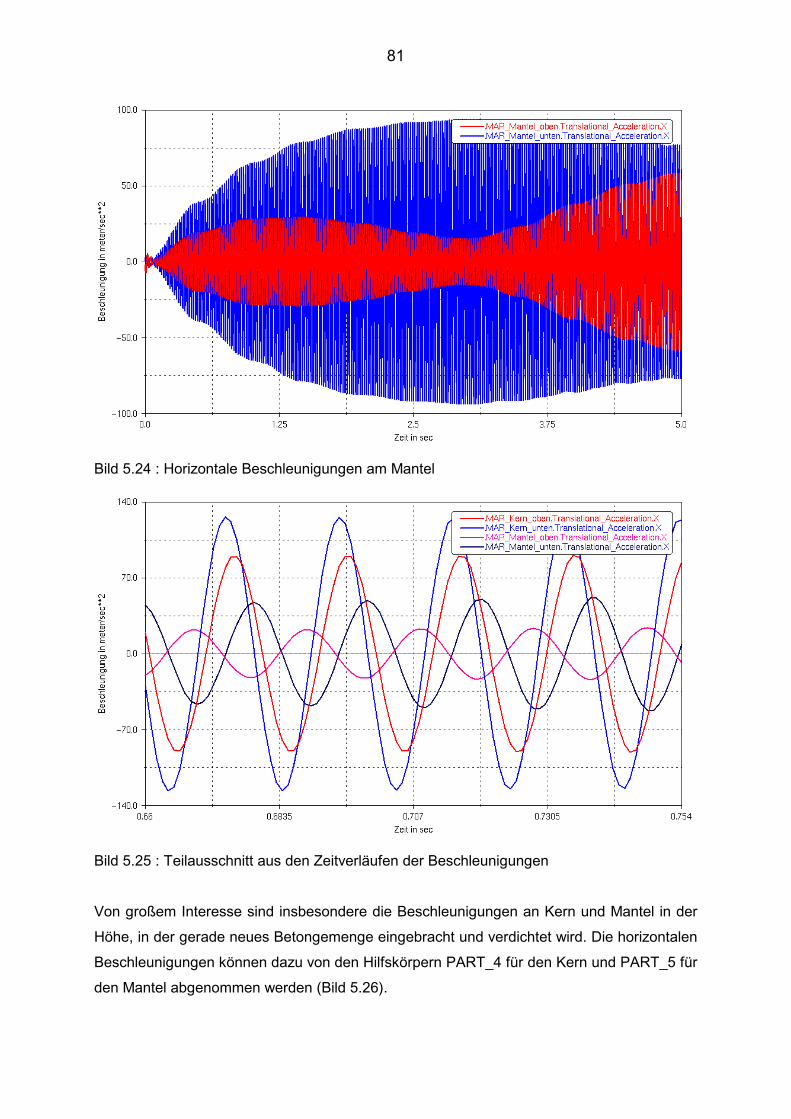
Bild 5.24 : Horizontale Beschleunigungen am Mantel
Bild 5.25 : Teilausschnitt aus den Zeitverläufen der Beschleunigungen
Von großem Interesse sind insbesondere die Beschleunigungen an Kern und Mantel in der
Höhe, in der gerade neues Betongemenge eingebracht und verdichtet wird. Die horizontalen
Beschleunigungen können dazu von den Hilfskörpern PART_4 für den Kern und PART_5 für
den Mantel abgenommen werden (Bild 5.26).
82
Bild 5.26 : Horizontale Beschleunigungen an Kern und Mantel jeweils in der Höhe der
Betonfüllung
Part_4 Kern in Höhe der Betonfüllung
Part_5 Mantel in Höhe der Betonfüllung
Aus den Berechnungen des Modells sind folgende Erkenntnisse zu ziehen:
Die Schwingungsverhältnisse an einem Rohrfertiger ändern sich über den Fertigungsverlauf.
Dadurch wird nicht jede Höhenschicht des Rohres mit den gleichen Schwingungsgrößen
verdichtet. Die Verdichtungseinrichtung kann bei einer Festeinstellung der Maschinen-
parameter nur ein Kompromiß für den ganzen Fertigungsprozeß sein. Vorteilhafter für eine
effektive und qualitätsgerechte Formgebung und Verdichtung ist jedoch eine sich während
des Fertigungsprozesses an den momentanen Erfordernissen orientierende Veränderung
der Parameter über die Prozeßzeit.
83
5.5 Finite-Elemente-Modelle
Die Annahme, daß Kern und Mantel von Rohrfertigern starre Körper sind, ist nicht immer
gerechtfertigt bzw. es muß überprüft werden, ob Kern und Mantel als Starrkörper angesehen
werden können. Dazu bietet sich die Anwendung der Finite-Elemente-Methode an. Die
folgenden Bilder zeigen Anwendungsbeispiele, die vom Verfasser bearbeitet wurden.
Im Bild 5.27 ist der Kern eines Rohrfertigers mit stehendem Kern inklusive des Rüttlerbaums
zu sehen. Ein einfaches Modell für die Verdichtungseinrichtung eines Rohrfertigers mit
steigendem Kern ist im Bild 5.28 dargestellt. In diesem Modell ist insbesondere die
charakteristische Biegeform des Kerns von Interesse, auf die im Abschnitt 6.2 noch näher
eingegangen wird. In derartigen Modellen für das Gesamtsystem einer Verdichtungs-
einrichtung kann das Betongemenge durch eine Volumenelementschicht modelliert werden.
Bild 5.27: Momentaufnahme der
Schwingbewegung eines
Kerns mit stark übertriebenen
Verformungen
Bild 5.28 : Momentaufnahme der
Schwingbewegung eines
einfachen Modells für einen
Rohrfertiger mit steigendem
Kern
84
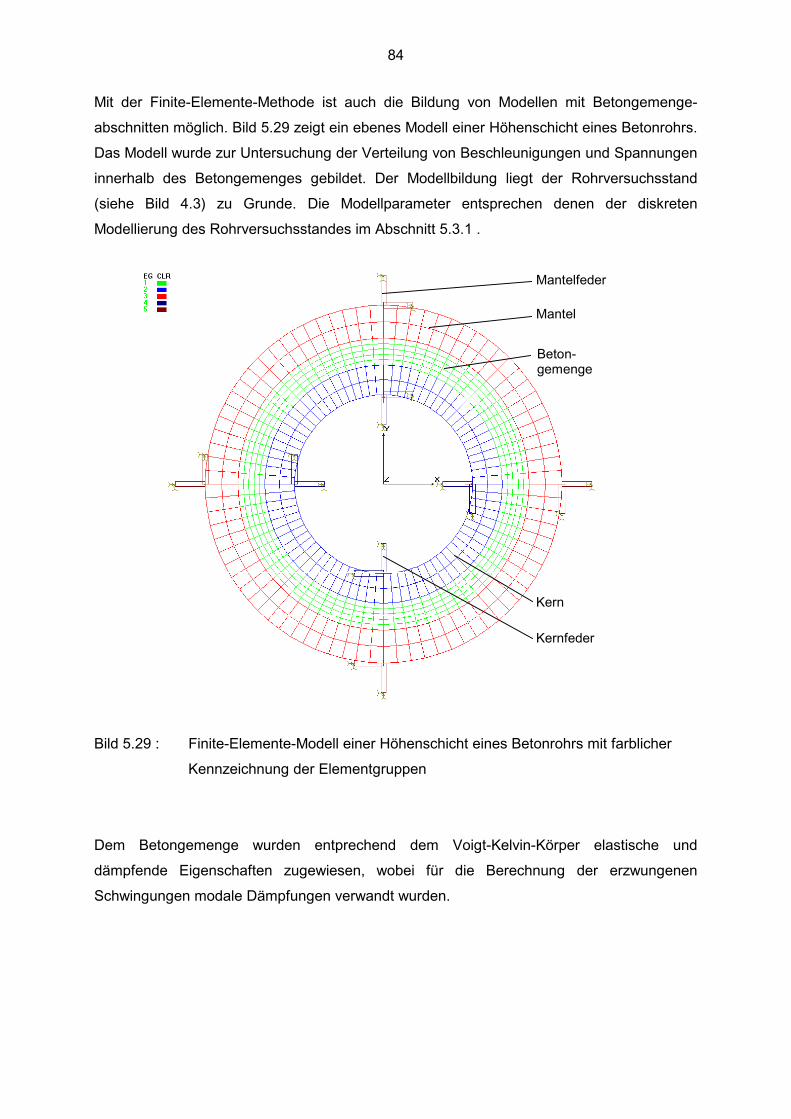
Mit der Finite-Elemente-Methode ist auch die Bildung von Modellen mit Betongemenge-
abschnitten möglich. Bild 5.29 zeigt ein ebenes Modell einer Höhenschicht eines Betonrohrs.
Das Modell wurde zur Untersuchung der Verteilung von Beschleunigungen und Spannungen
innerhalb des Betongemenges gebildet. Der Modellbildung liegt der Rohrversuchsstand
(siehe Bild 4.3) zu Grunde. Die Modellparameter entsprechen denen der diskreten
Modellierung des Rohrversuchsstandes im Abschnitt 5.3.1 .
Mantelfeder
Mantel
Beton-gemenge
Kern
Kernfeder
Bild 5.29 : Finite-Elemente-Modell einer Höhenschicht eines Betonrohrs mit farblicher
Kennzeichnung der Elementgruppen
Dem Betongemenge wurden entprechend dem Voigt-Kelvin-Körper elastische und
dämpfende Eigenschaften zugewiesen, wobei für die Berechnung der erzwungenen
Schwingungen modale Dämpfungen verwandt wurden.
85
In Tabelle 5.6 werden die Eigenfrequenzen und Eigenformen des Modells aufgeführt. Im
untersuchten Erregerfrequenzbereich können Kern und Mantel als starre Körper betrachtet
werden. Zwei für die erzwungenen Schwingungen wichtige Eigenformen sind in den Bildern
5.30 und 5.31 dargestellt.
Tabelle 5.6 : Untere Eigenfrequenzen und Eigenformen des Modells nach Bild 5.29
Nr.
Eigen-
frequenz
in Hz
Beschreibung der Eigenform
1 15,1 Gleichphasige Translationsschwingung von Kern und Mantel
in x-Richtung (Bild 5.30)
2 15,1 Gleichphasige Translationsschwingung von Kern und Mantel
in y-Richtung
3 16,2 Gleichphasige Drehschwingung von Kern und Mantel um die z-Achse
4 33,1 Gegenphasige Drehschwingung von Kern und Mantel um die z-Achse
5 45,6 Gegenphasige Translationsschwingung von Kern und Mantel
in x-Richtung (Bild 5.31)
6 45,6 Gegenphasige Translationsschwingung von Kern und Mantel
in y-Richtung
7 140,1 Verformungsschwingungen innerhalb des Betongemenges
8 140,1 Verformungsschwingungen innerhalb des Betongemenges
9 140,8 Verformungsschwingungen innerhalb des Betongemenges
Bild 5.30 : Eigenform bei der 1. Eigen-
frequenz von 15 ,1 Hz
Bild 5.31 : Eigenform bei der 5. Eigen-
frequenz von 45,6 Hz
86
Bild 5.32 zeigt die Schwingwegamplituden an Kern und Mantel bei der stationären
erzwungenen Schwingung infolge der Unwuchterregung am Kern. Die Punkte im Diagramm
des Bildes 5.32 stellen jeweils Ergebnisse zu einem Frequenzschritt dar, die vom Finite-
Elemente-Programmsystem durch modale Entkopplung berechnet wurden.
in mMK x;x
Bild 5.32 : Schwingwegamplituden von Kern und Mantel in Abhängigkeit der Erregerfrequenz
Bei 15 Hz ist die Resonanz mit der 1. Eigenfrequenz des Systems, deren Eigenform die
gleichphasige Schwingung von Kern und Mantel in den elastischen Lagern beinhaltet, zu
sehen. Bei 45 Hz liegt die 5. Eigenfrequenz, zu der die Eigenform einer gegenphasigen
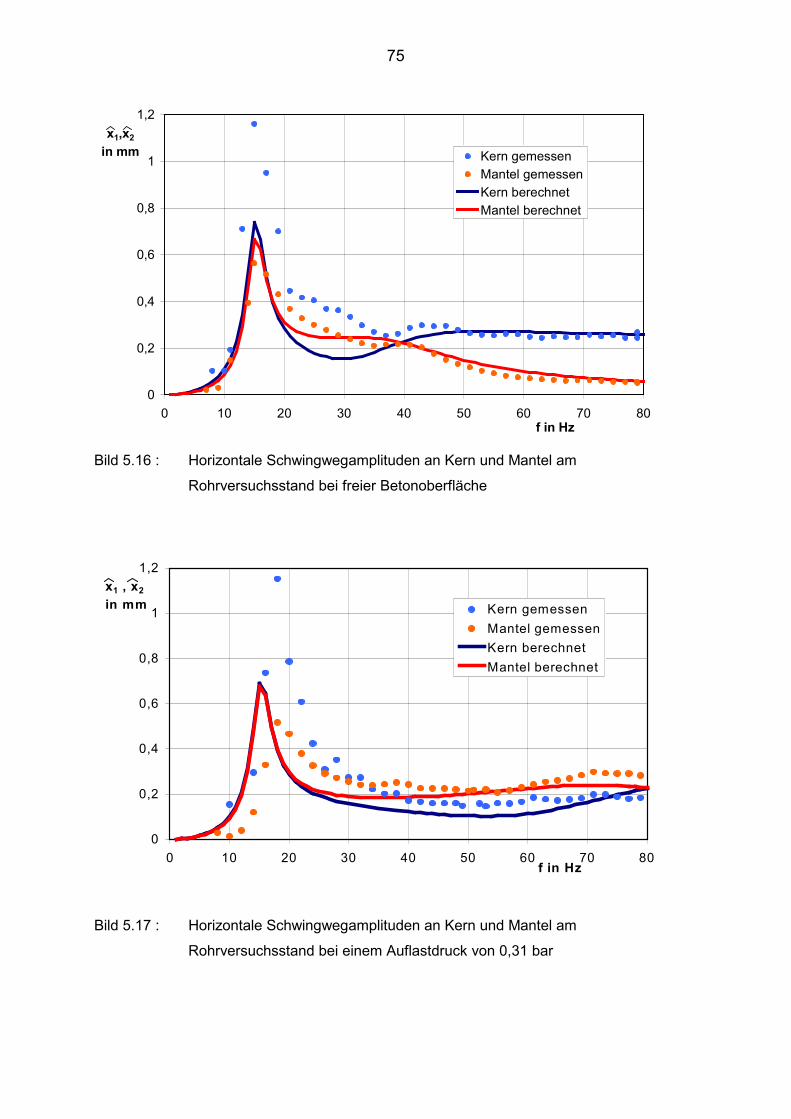
Schwingung von Kern und Mantel gehört. Bild 5.32 ist mit dem Bild 5.16 des diskreten
Modells vergleichbar.
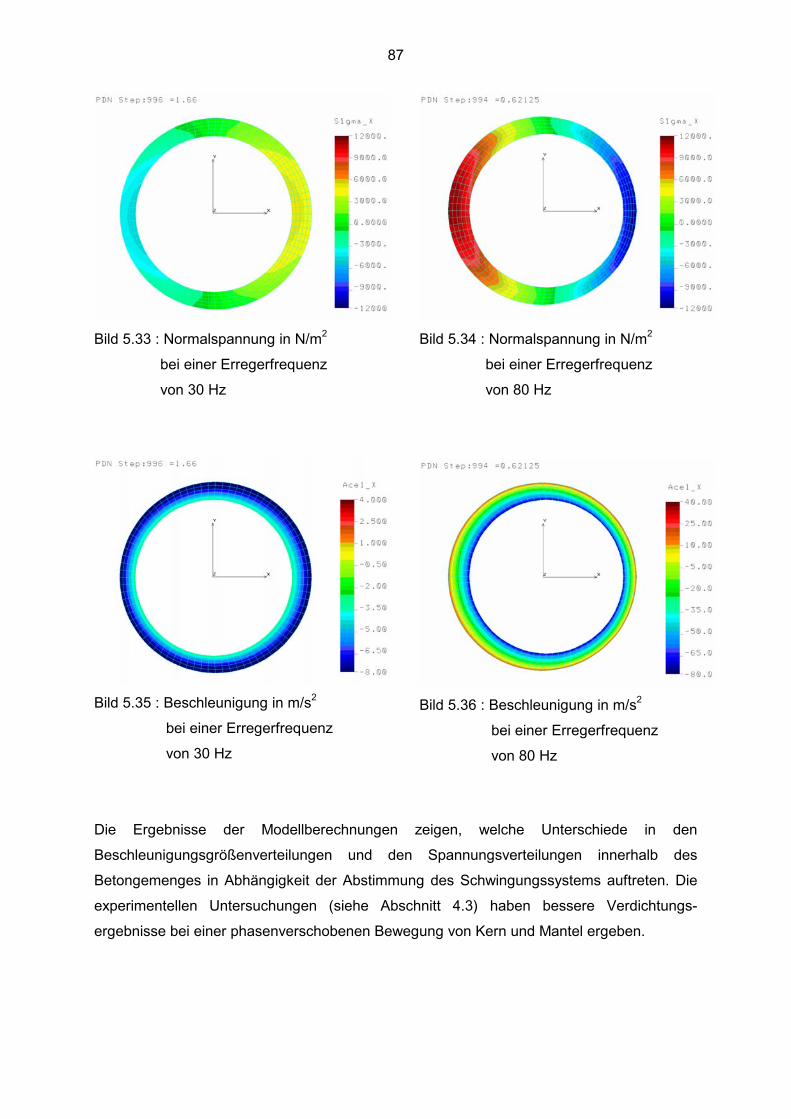
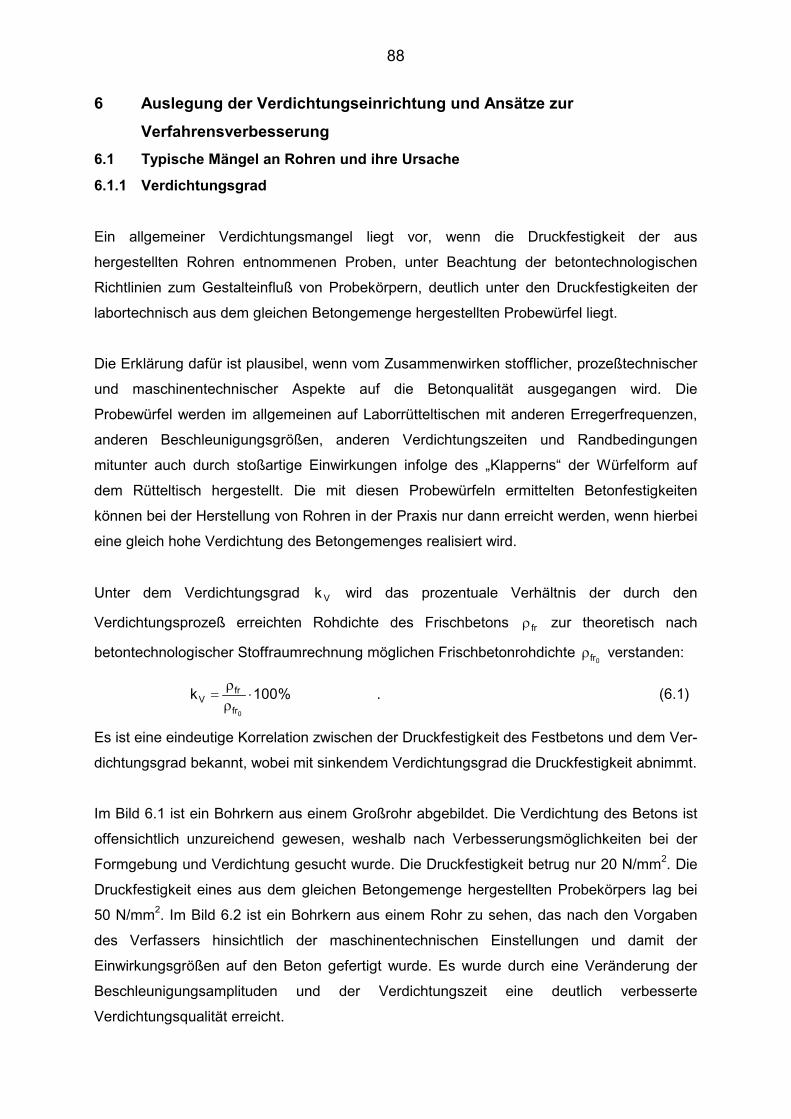
Die Bilder 5.33 bis 5.36 sind Ergebnisse von Zeitschrittanalysen. Es werden für zwei
unterschiedliche Erregerfrequenzen jeweils zu einem Zeitpunkt auftretende Normal-
spannungsverteilungen und Beschleunigungsverteilungen im Gemenge gegenübergestellt.
Bei einer Erregerfrequenz von 30 Hz entsteht eine gleichphasige Bewegung von Kern und
Mantel. Über den gesamten Betonquerschnitt liegen Beschleunigungen vergleichbarer
Größe vor (Bild 5.35). Die Relativbewegungen zwischen Kern und Mantel sind gering. Die
dynamischen Spannungen (Bild 5.33) sind kleiner als bei der gegenphasigen Bewegung bei
der Erregerfrequenz von 80 Hz (Bild 5.34). Hier sind stärkere Relativbewegungen
vorhanden. Im Betonquerschnitt ist jedoch eine Zone mit geringeren Beschleunigungen zu
sehen (Bild 5.36).
87
Bild 5.33 : Normalspannung in N/m2
bei einer Erregerfrequenz
von 30 Hz
Bild 5.35 : Beschleunigung in m/s2
bei einer Erregerfrequenz
von 30 Hz
Bild 5.34 : Normalspannung in N/m2
bei einer Erregerfrequenz
von 80 Hz
Bild 5.36 : Beschleunigung in m/s2
bei einer Erregerfrequenz
von 80 Hz
Die Ergebnisse der Modellberechnungen zeigen, welche Unterschiede in den
Beschleunigungsgrößenverteilungen und den Spannungsverteilungen innerhalb des
Betongemenges in Abhängigkeit der Abstimmung des Schwingungssystems auftreten. Die
experimentellen Untersuchungen (siehe Abschnitt 4.3) haben bessere Verdichtungs-
ergebnisse bei einer phasenverschobenen Bewegung von Kern und Mantel ergeben.
88
6 Auslegung der Verdichtungseinrichtung und Ansätze zurVerfahrensverbesserung
6.1 Typische Mängel an Rohren und ihre Ursache
6.1.1 Verdichtungsgrad
Ein allgemeiner Verdichtungsmangel liegt vor, wenn die Druckfestigkeit der aus
hergestellten Rohren entnommenen Proben, unter Beachtung der betontechnologischen
Richtlinien zum Gestalteinfluß von Probekörpern, deutlich unter den Druckfestigkeiten der
labortechnisch aus dem gleichen Betongemenge hergestellten Probewürfel liegt.
Die Erklärung dafür ist plausibel, wenn vom Zusammenwirken stofflicher, prozeßtechnischer
und maschinentechnischer Aspekte auf die Betonqualität ausgegangen wird. Die
Probewürfel werden im allgemeinen auf Laborrütteltischen mit anderen Erregerfrequenzen,
anderen Beschleunigungsgrößen, anderen Verdichtungszeiten und Randbedingungen
mitunter auch durch stoßartige Einwirkungen infolge des „Klapperns“ der Würfelform auf
dem Rütteltisch hergestellt. Die mit diesen Probewürfeln ermittelten Betonfestigkeiten
können bei der Herstellung von Rohren in der Praxis nur dann erreicht werden, wenn hierbei
eine gleich hohe Verdichtung des Betongemenges realisiert wird.
Unter dem Verdichtungsgrad Vk wird das prozentuale Verhältnis der durch den
Verdichtungsprozeß erreichten Rohdichte des Frischbetons fr zur theoretisch nach