32
Projektieren von Getränkeabfüllanlagen Lehrstuhl für Lebensmittelverpackungstechnik Dr.-Ing. Tobias Voigt -
1
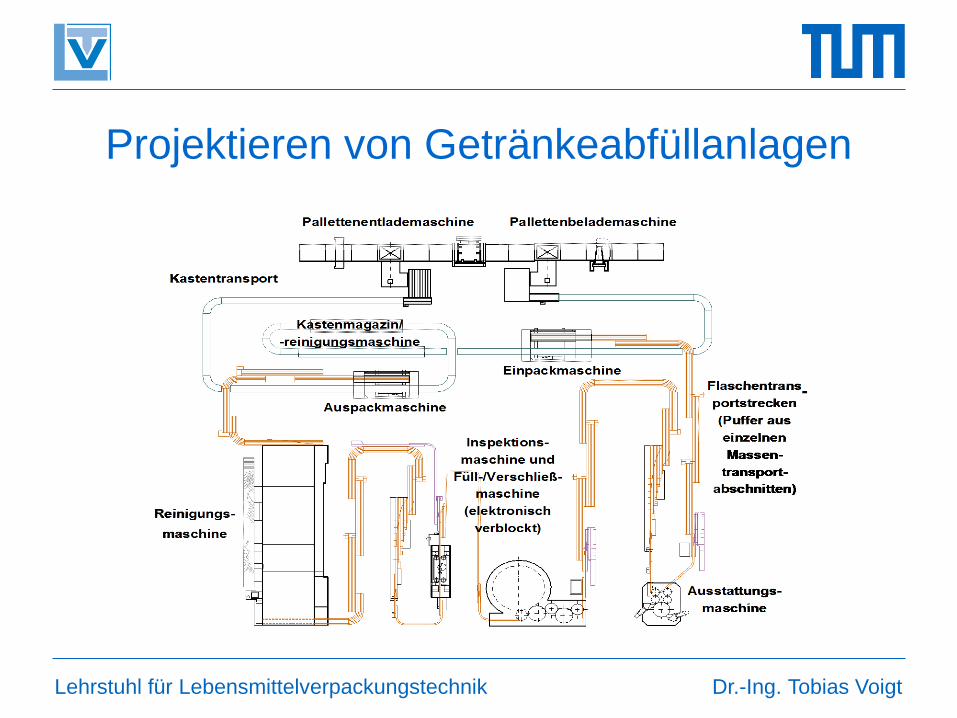
Projektieren von Getränkeabfüllanlagen
Lehrstuhl für Lebensmittelverpackungstechnik Dr.-Ing. Tobias Voigt
-
2
Planung und Auslegung
Projektierung komplexer Linien am Beispiel von Getränkeabfüllanlagen
• Ermitteln der Anlagennennausbringung
• Ermitteln der Nennausbringung der einzelnen Aggregate
• Pufferdimensionierung
• Dimensionieren der Kastentransporteure
Computergestützte Durchführung von Garantieabnahmeversuchen
Garantiekennzahlen und Ausschreibungskriterien
Computergestützte Durchführung einer Garantieabnahme mit
Ergebnisbeispiel
Beispielzeitplan für ein erfolgreiches Neuanlagenprojekt
Projektieren von Getränkeabfüllanlagen
3
Ermitteln der
Anlagennennausbringung
4
Aufgabe
Berechnen Sie die Nennausbringung QNA [Flaschen/h] der zu planenden
Mehrwegabfüllanlage. Folgende Angaben sind zu berücksichtigen:
Flaschentyp: 0,5l-NRW-Flasche 0,5-l/Flasche
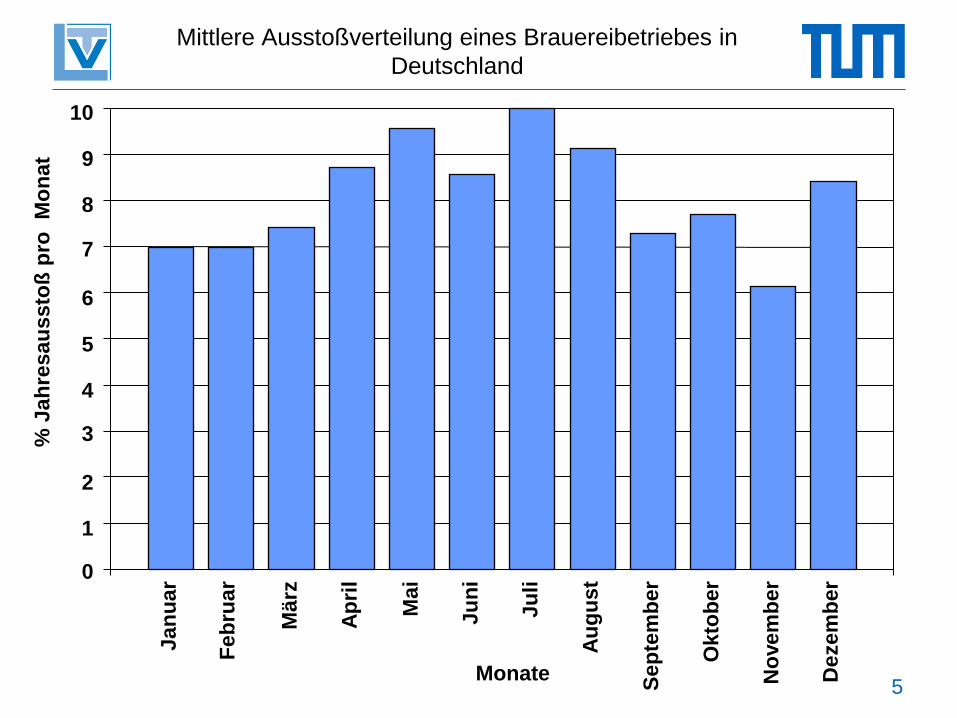
Jahresaustoß JA: 500 000 hl
10 % vom Jahresausstoß im Spitzenmonat Spitzenmonatsfaktor fS=
12/10 = 1,2
Arbeitszeit tWA:
- 8 h/Schicht
- 12 Schichten/Woche
- 50 Wochen/Jahr
Zu erwartender Anlagenausnutzungsgrad A = 70 %
5
Mittlere Ausstoßverteilung eines Brauereibetriebes in
Deutschland
Jan
uar
Feb
ruar
März
Ap
ril
Mai
Ju
ni
Ju
li
Au
gu
st
Sep
tem
ber
Ok
tob
er
Dezem
ber
No
vem
ber
0
7
6
5
4
2
3
1
10
9
8
% J
ah
res
au
ssto
ß p
ro
Mo
nat
Monate
6
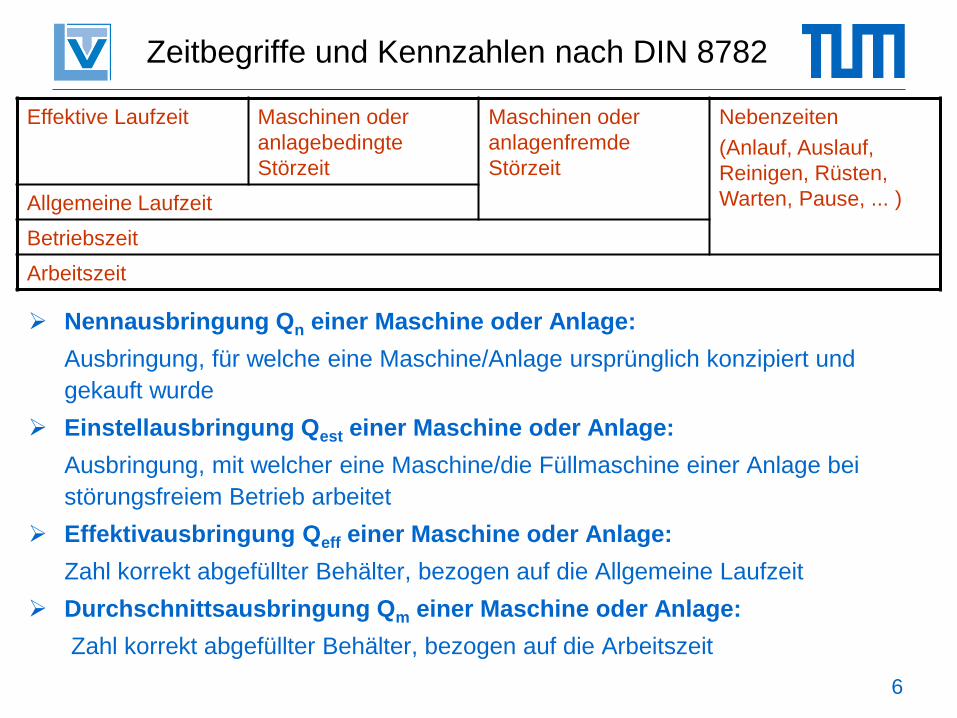
Zeitbegriffe und Kennzahlen nach DIN 8782
Nennausbringung Qn einer Maschine oder Anlage:
Ausbringung, für welche eine Maschine/Anlage ursprünglich konzipiert und
gekauft wurde
Einstellausbringung Qest einer Maschine oder Anlage:
Ausbringung, mit welcher eine Maschine/die Füllmaschine einer Anlage bei
störungsfreiem Betrieb arbeitet
Effektivausbringung Qeff einer Maschine oder Anlage:
Zahl korrekt abgefüllter Behälter, bezogen auf die Allgemeine Laufzeit
Durchschnittsausbringung Qm einer Maschine oder Anlage:
Zahl korrekt abgefüllter Behälter, bezogen auf die Arbeitszeit
Effektive Laufzeit Maschinen oder
anlagebedingte
Störzeit
Maschinen oder
anlagenfremde
Störzeit
Nebenzeiten
(Anlauf, Auslauf,
Reinigen, Rüsten,
Warten, Pause, ... ) Allgemeine Laufzeit
Betriebszeit
Arbeitszeit
7
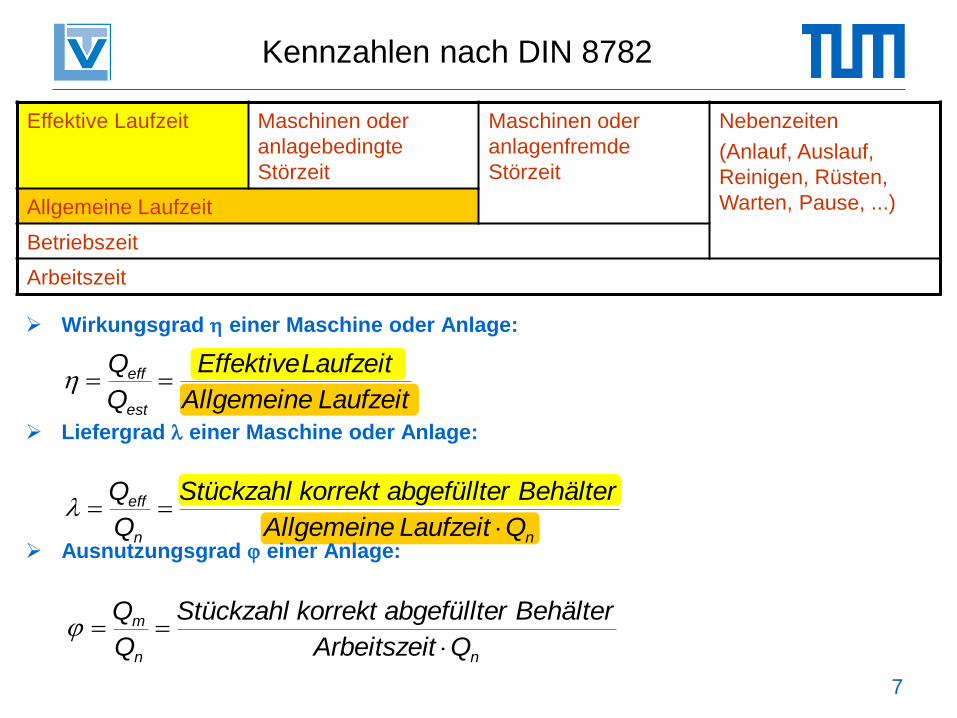
Kennzahlen nach DIN 8782
Wirkungsgrad einer Maschine oder Anlage:
Liefergrad einer Maschine oder Anlage:
Ausnutzungsgrad einer Anlage:
LaufzeitAllgemeine
LaufzeitEffektive
Q
Q
est
eff
nn
eff
QLaufzeit Allgemeine
Behälter rabgefüllte korrekt Stückzahl
Q
Q
nn
m
QtArbeitszei
Behälter rabgefüllte korrekt Stückzahl
Q
Q
Effektive Laufzeit Maschinen oder
anlagebedingte
Störzeit
Maschinen oder
anlagenfremde
Störzeit
Nebenzeiten
(Anlauf, Auslauf,
Reinigen, Rüsten,
Warten, Pause, ...) Allgemeine Laufzeit
Betriebszeit
Arbeitszeit
8
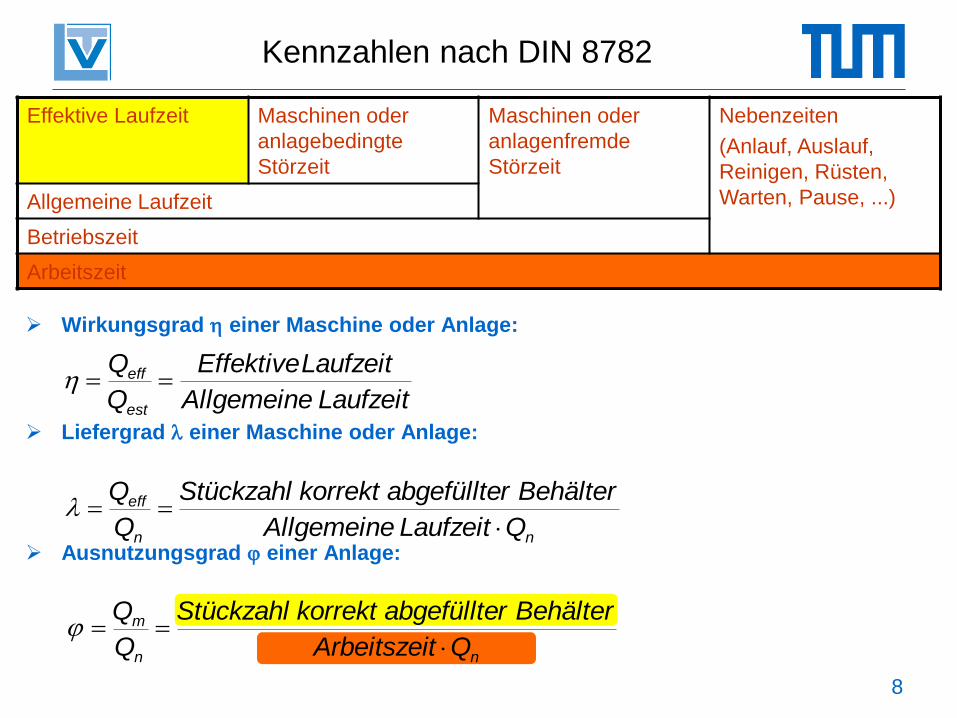
Kennzahlen nach DIN 8782
Wirkungsgrad einer Maschine oder Anlage:
Liefergrad einer Maschine oder Anlage:
Ausnutzungsgrad einer Anlage:
LaufzeitAllgemeine
LaufzeitEffektive
Q
Q
est
eff
nn
eff
QLaufzeit Allgemeine
Behälter rabgefüllte korrekt Stückzahl
Q
Q
nn
m
QtArbeitszei
Behälter rabgefüllte korrekt Stückzahl
Q
Q
Effektive Laufzeit Maschinen oder
anlagebedingte
Störzeit
Maschinen oder
anlagenfremde
Störzeit
Nebenzeiten
(Anlauf, Auslauf,
Reinigen, Rüsten,
Warten, Pause, ...) Allgemeine Laufzeit
Betriebszeit
Arbeitszeit
9
Aufgabe
Berechnen Sie die Nennausbringung QNA [Flaschen/h] der zu planenden
Mehrwegabfüllanlage. Folgende Angaben sind zu berücksichtigen:
Flaschentyp: 0,5-l-NRW-Flasche 0,5-l/Flasche
Jahresaustoß PA: 500 000 hl
10 % vom Jahresausstoß im Spitzenmonat Spitzenmonatsfaktor fS=
12/10 = 1,2
Arbeitszeit tWA:
- 8 h/Schicht
- 12 Schichten/Woche
- 50 Wochen/Jahr
Zu erwartender Anlagenausnutzungsgrad A = 70 %
10
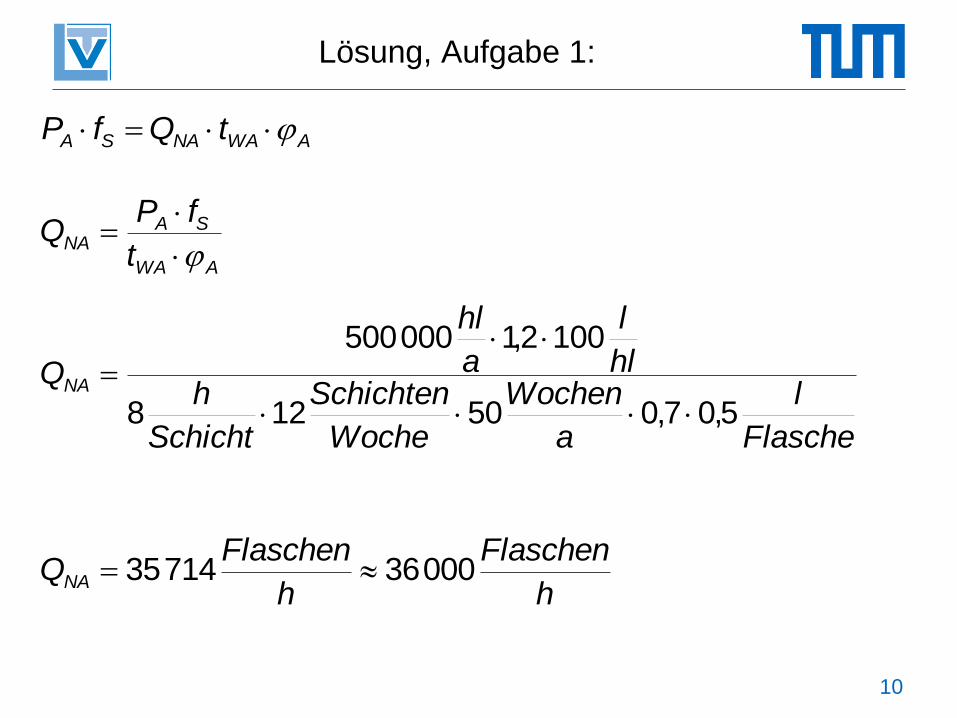
Lösung, Aufgabe 1:
AWANASA tQfP
AWA
SANA
t
fPQ
Flasche
l
a
Wochen
Woche
Schichten
Schicht
hhl
l
a
hl
QNA
5,07,050128
1002,1000500
h
Flaschen
h
FlaschenQNA 0003671435
11
Ausbringungsbegrenzung bei Füllmaschinen
Die Nennausbringung von Füllmaschinen ist begrenzt durch:
Technologische Gründe:
Abfüllbedingungen (Abfülldruck und –temperatur) Fülldauer eines Behälters
Füllverfahren (Vorevakuierung, Vorspannen, Entlasten)
CO2 Gehalt des Getränks
Zuführungsgeschwindigkeit der Flaschen
Physikalische Gründe:
Flaschenbruchgefahr im Füllereinlauf (vmax ca. 1,4 m/s)
Zentrifugalkraft auf den Inhalt (Überschwappen, Lufteinschluss)
Fertigungstechnik des Ringkessels
Transport auf öffentlichen Straßen
Maximaldurchsatz bei 0,5-l-Flaschen etwa 72 000 Flaschen/h
12
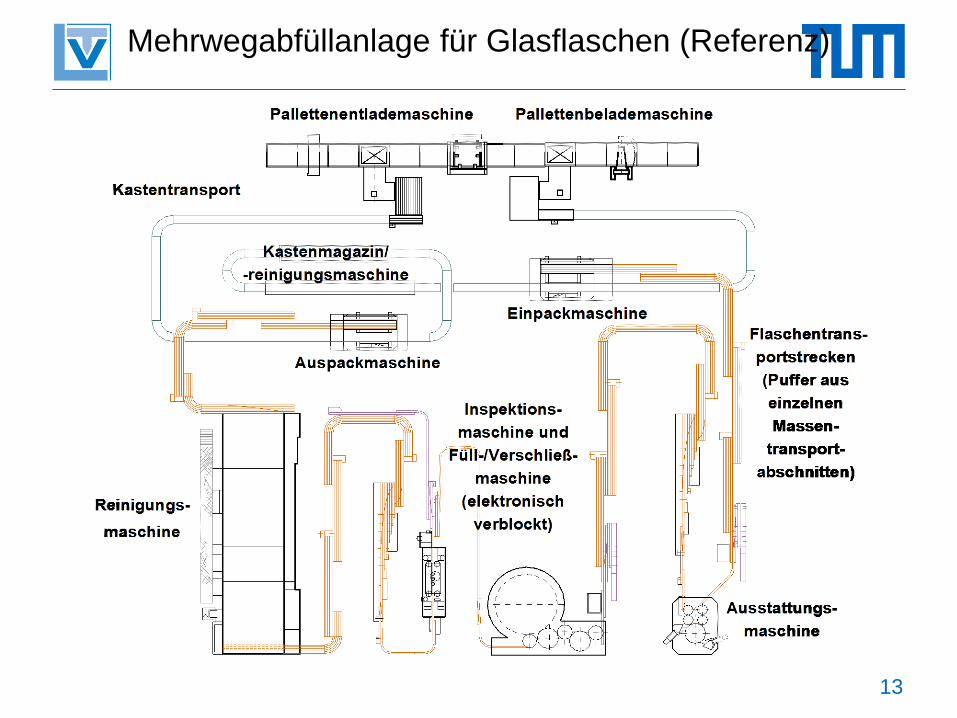
Ermitteln der Nennausbringung
der einzelnen Aggregate
13
Mehrwegabfüllanlage für Glasflaschen (Referenz)
-
14
Ziel: kontinuierlicher Betrieb der Füllmaschine
Die Füllmaschine wird bei Getränkeabfüllanlagen als Zentralaggregat
(Leitmaschine) betrachtet, und soll möglichst kontinuierlich betrieben
werden.
Gründe:
Produktverweilzeit im Ringkessel möglichst gering
Sauerstoffaufnahme, HDE-Bedingungen
CO2-Verlust
Gleichbleibende Füllbedingungen
Materialschonender Betrieb
Kein erhöhen der Eigenstöranfälligkeit durch Fremdstörungen
Höhere Ausbringungen der vor- und nachgeschalteten Aggregate
15
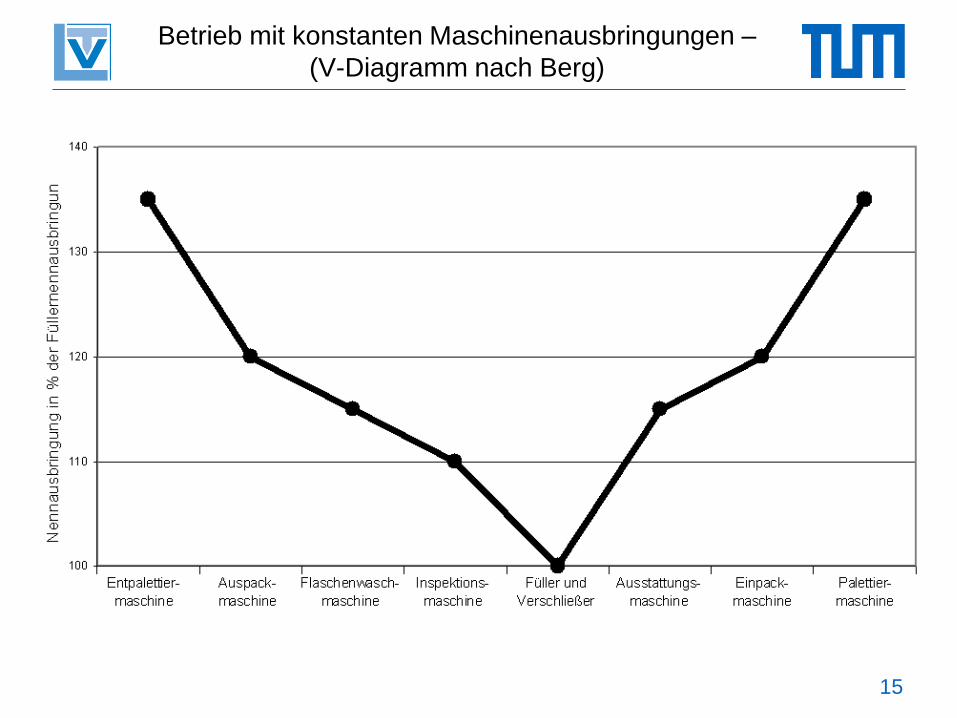
Betrieb mit konstanten Maschinenausbringungen –
(V-Diagramm nach Berg)
16
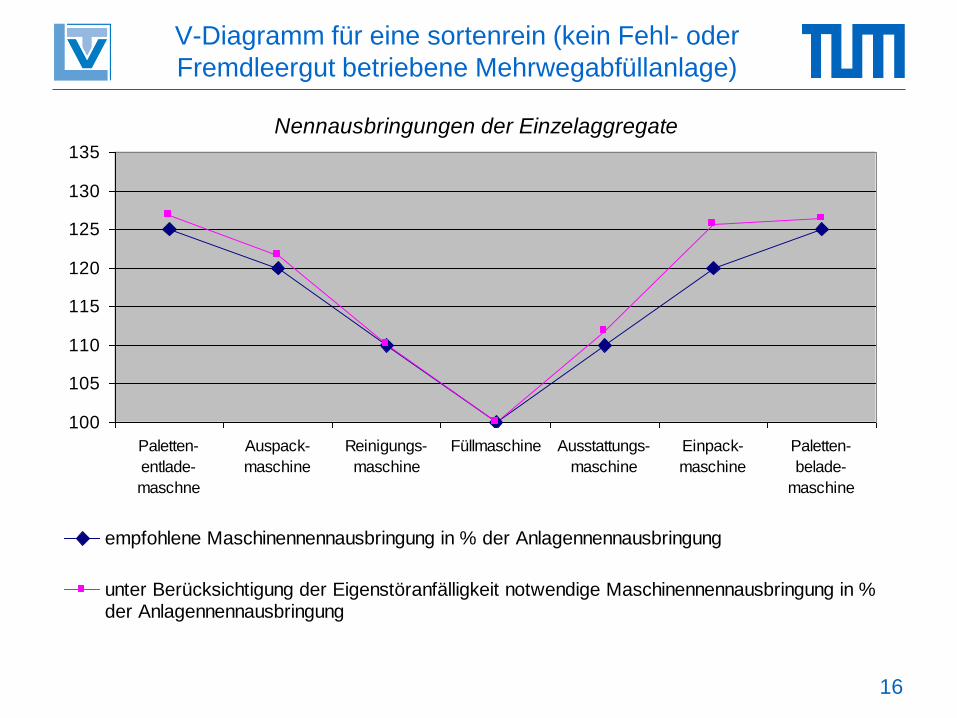
V-Diagramm für eine sortenrein (kein Fehl- oder
Fremdleergut betriebene Mehrwegabfüllanlage)
Nennausbringungen der Einzelaggregate
100
105
110
115
120
125
130
135
Paletten-
entlade-
maschne
Auspack-
maschine
Reinigungs-
maschine
Füllmaschine Ausstattungs-
maschine
Einpack-
maschine
Paletten-
belade-
maschine
empfohlene Maschinennennausbringung in % der Anlagennennausbringung
unter Berücksichtigung der Eigenstöranfälligkeit notwendige Maschinennennausbringung in %der Anlagennennausbringung
17
Auslegen der Pufferstrecken
(Transportpuffer)
18
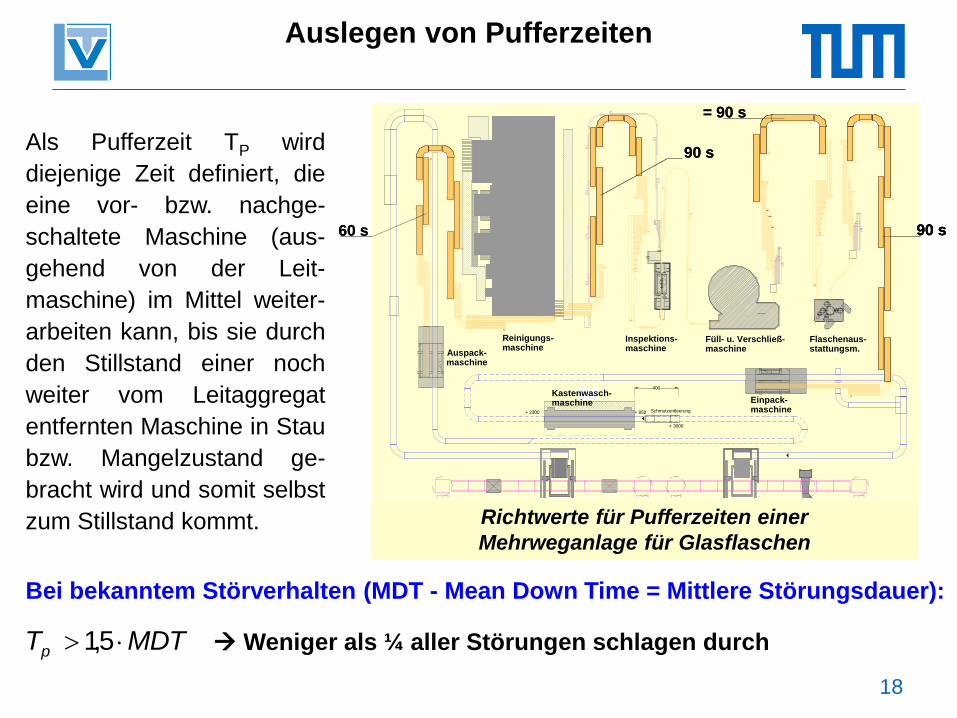
Auslegen von Pufferzeiten
400
Schmutzentleerung
+ 3000
wascherKasten-
+ 850+ 2300
60 s
90 s
= 90 s
90 s
Auspack-maschine
Inspektions-maschine
Reinigungs-maschine
Füll- u. Verschließ-maschine
Flaschenaus-stattungsm.
Einpack-maschine
Kastenwasch-maschine
Paletten-belade-maschine
Paletten-entlade-maschine
400
Schmutzentleerung
+ 3000
wascherKasten-
+ 850+ 2300
60 s
90 s 90 s
= 90 s= 90 s
90 s 90 s
Auspack-maschine
Inspektions-maschine
Reinigungs-maschine
Füll- u. Verschließ-maschine
Flaschenaus-stattungsm.
Einpack-maschine
Kastenwasch-maschine
Paletten-belade-maschine
Paletten-entlade-maschine
Richtwerte für Pufferzeiten einer
Mehrweganlage für Glasflaschen
Bei bekanntem Störverhalten (MDT - Mean Down Time = Mittlere Störungsdauer):
MDTTp 5,1 Weniger als ¼ aller Störungen schlagen durch
Als Pufferzeit TP wird
diejenige Zeit definiert, die
eine vor- bzw. nachge-
schaltete Maschine (aus-
gehend von der Leit-
maschine) im Mittel weiter-
arbeiten kann, bis sie durch
den Stillstand einer noch
weiter vom Leitaggregat
entfernten Maschine in Stau
bzw. Mangelzustand ge-
bracht wird und somit selbst
zum Stillstand kommt.
19
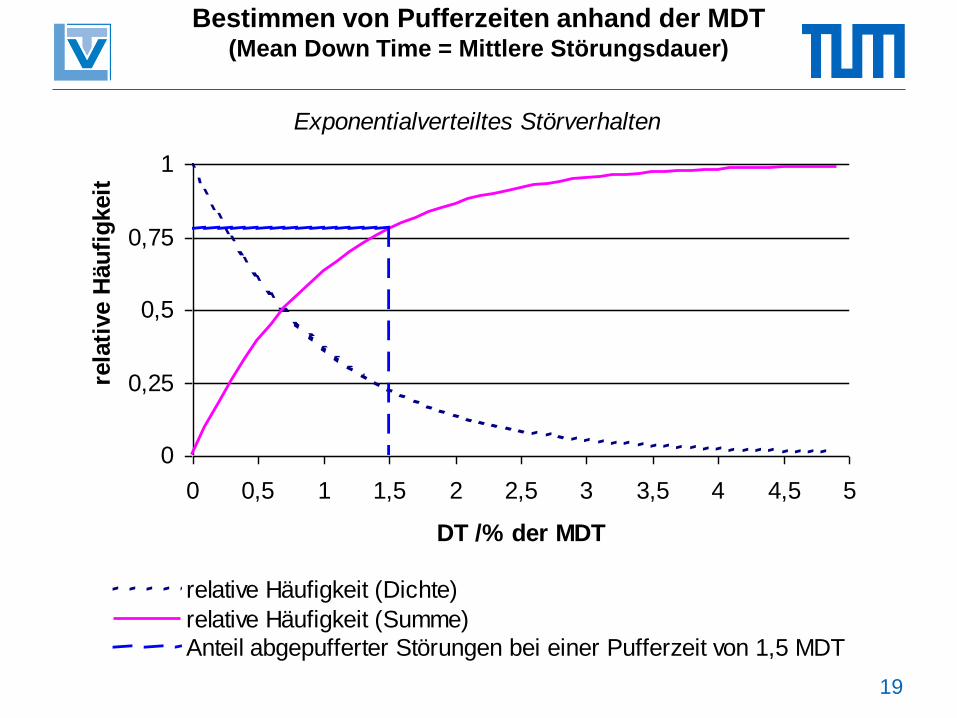
Bestimmen von Pufferzeiten anhand der MDT (Mean Down Time = Mittlere Störungsdauer)
Exponentialverteiltes Störverhalten
0
0,25
0,5
0,75
1
0 0,5 1 1,5 2 2,5 3 3,5 4 4,5 5
DT /% der MDT
rela
tive H
äu
fig
keit
relative Häufigkeit (Dichte)
relative Häufigkeit (Summe)
Anteil abgepufferter Störungen bei einer Pufferzeit von 1,5 MDT
20
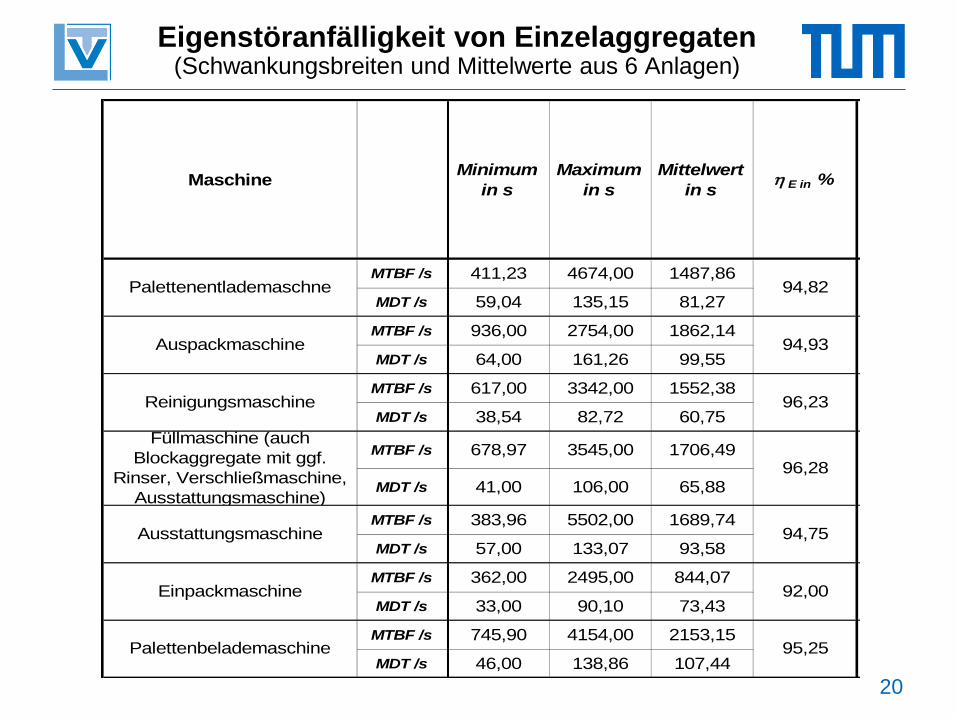
Eigenstöranfälligkeit von Einzelaggregaten (Schwankungsbreiten und Mittelwerte aus 6 Anlagen)
Minimum
in s
Maximum
in s
Mittelwert
in s E in %
empfohlene
Maschinen-
nennausbringung in
% der Anlagen-
nennausbringung
unter
Berücksichtigung
der Eigenstör-
anfälligkeit
notwendige
Maschinen-
nennausbringung in
% der Anlagen-
nennausbringung
411,23 4674,00 1487,86
59,04 135,15 81,27
936,00 2754,00 1862,14
64,00 161,26 99,55
617,00 3342,00 1552,38
38,54 82,72 60,75
678,97 3545,00 1706,49
41,00 106,00 65,88
383,96 5502,00 1689,74
57,00 133,07 93,58
362,00 2495,00 844,07
33,00 90,10 73,43
745,90 4154,00 2153,15
46,00 138,86 107,44
94,82 125,00 131,83
94,93 120,00 126,42
96,23 110,00 114,30
96,28 100,00 103,86
94,75 110,00 116,09
92,00 120,00 130,44
95,25 125,00 131,24
Maschine
MTBF /s
MDT /s
MTBF /s
MDT /s
MTBF /s
MDT /s
MTBF /s
MDT /s
MTBF /s
MDT /s
MTBF /s
MDT /s
MTBF /s
MDT /s
Palettenentlademaschne
Auspackmaschine
Reinigungsmaschine
Füllmaschine (auch
Blockaggregate mit ggf.
Rinser, Verschließmaschine,
Ausstattungsmaschine)
Ausstattungsmaschine
Einpackmaschine
Palettenbelademaschine
Minimum
in s
Maximum
in s
Mittelwert
in s E in %
empfohlene
Maschinen-
nennausbringung in
% der Anlagen-
nennausbringung
unter
Berücksichtigung
der Eigenstör-
anfälligkeit
notwendige
Maschinen-
nennausbringung in
% der Anlagen-
nennausbringung
411,23 4674,00 1487,86
59,04 135,15 81,27
936,00 2754,00 1862,14
64,00 161,26 99,55
617,00 3342,00 1552,38
38,54 82,72 60,75
678,97 3545,00 1706,49
41,00 106,00 65,88
383,96 5502,00 1689,74
57,00 133,07 93,58
362,00 2495,00 844,07
33,00 90,10 73,43
745,90 4154,00 2153,15
46,00 138,86 107,44
94,82 125,00 131,83
94,93 120,00 126,42
96,23 110,00 114,30
96,28 100,00 103,86
94,75 110,00 116,09
92,00 120,00 130,44
95,25 125,00 131,24
Maschine
MTBF /s
MDT /s
MTBF /s
MDT /s
MTBF /s
MDT /s
MTBF /s
MDT /s
MTBF /s
MDT /s
MTBF /s
MDT /s
MTBF /s
MDT /s
Palettenentlademaschne
Auspackmaschine
Reinigungsmaschine
Füllmaschine (auch
Blockaggregate mit ggf.
Rinser, Verschließmaschine,
Ausstattungsmaschine)
Ausstattungsmaschine
Einpackmaschine
Palettenbelademaschine
21
Aufgabe
Berechnen Sie die Pufferzeiten aller Transportpuffer
Ihrer Mehrwegabfüllanlage nach der 1,5 MDT-Regel.
Berücksichtigen Sie, ob es sich um einen dem
Zentralaggregat vor- oder nachgeschalteten Puffer
handelt, d. h.: Legen Sie die Pufferzeiten so aus,
dass das Zentralaggregat kontinuierlich arbeitet.
22
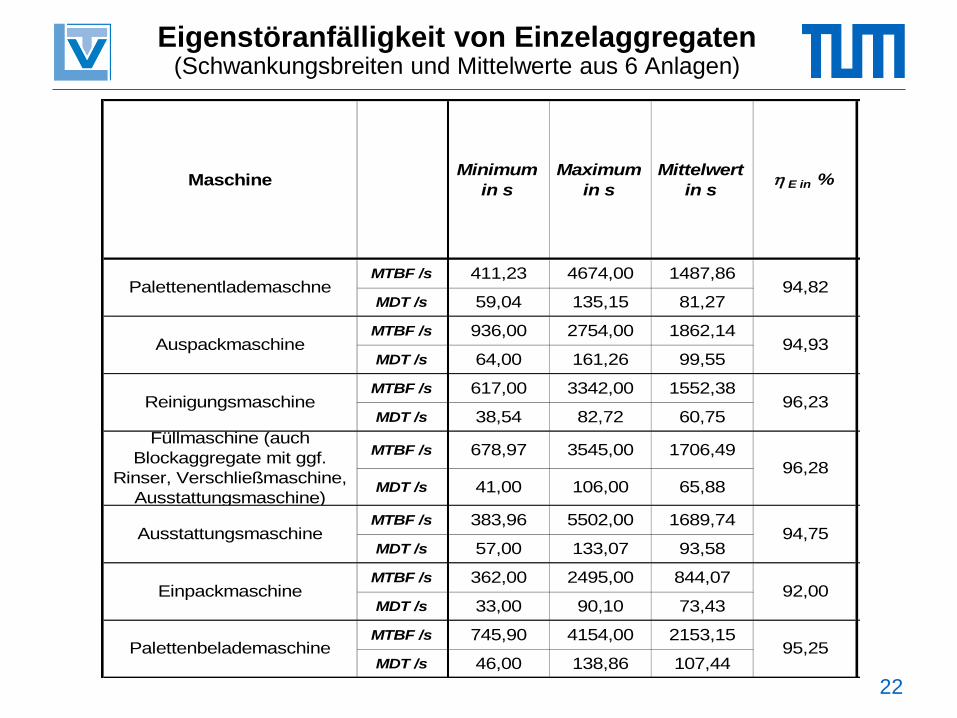
Eigenstöranfälligkeit von Einzelaggregaten (Schwankungsbreiten und Mittelwerte aus 6 Anlagen)
Minimum
in s
Maximum
in s
Mittelwert
in s E in %
empfohlene
Maschinen-
nennausbringung in
% der Anlagen-
nennausbringung
unter
Berücksichtigung
der Eigenstör-
anfälligkeit
notwendige
Maschinen-
nennausbringung in
% der Anlagen-
nennausbringung
411,23 4674,00 1487,86
59,04 135,15 81,27
936,00 2754,00 1862,14
64,00 161,26 99,55
617,00 3342,00 1552,38
38,54 82,72 60,75
678,97 3545,00 1706,49
41,00 106,00 65,88
383,96 5502,00 1689,74
57,00 133,07 93,58
362,00 2495,00 844,07
33,00 90,10 73,43
745,90 4154,00 2153,15
46,00 138,86 107,44
94,82 125,00 131,83
94,93 120,00 126,42
96,23 110,00 114,30
96,28 100,00 103,86
94,75 110,00 116,09
92,00 120,00 130,44
95,25 125,00 131,24
Maschine
MTBF /s
MDT /s
MTBF /s
MDT /s
MTBF /s
MDT /s
MTBF /s
MDT /s
MTBF /s
MDT /s
MTBF /s
MDT /s
MTBF /s
MDT /s
Palettenentlademaschne
Auspackmaschine
Reinigungsmaschine
Füllmaschine (auch
Blockaggregate mit ggf.
Rinser, Verschließmaschine,
Ausstattungsmaschine)
Ausstattungsmaschine
Einpackmaschine
Palettenbelademaschine
Minimum
in s
Maximum
in s
Mittelwert
in s E in %
empfohlene
Maschinen-
nennausbringung in
% der Anlagen-
nennausbringung
unter
Berücksichtigung
der Eigenstör-
anfälligkeit
notwendige
Maschinen-
nennausbringung in
% der Anlagen-
nennausbringung
411,23 4674,00 1487,86
59,04 135,15 81,27
936,00 2754,00 1862,14
64,00 161,26 99,55
617,00 3342,00 1552,38
38,54 82,72 60,75
678,97 3545,00 1706,49
41,00 106,00 65,88
383,96 5502,00 1689,74
57,00 133,07 93,58
362,00 2495,00 844,07
33,00 90,10 73,43
745,90 4154,00 2153,15
46,00 138,86 107,44
94,82 125,00 131,83
94,93 120,00 126,42
96,23 110,00 114,30
96,28 100,00 103,86
94,75 110,00 116,09
92,00 120,00 130,44
95,25 125,00 131,24
Maschine
MTBF /s
MDT /s
MTBF /s
MDT /s
MTBF /s
MDT /s
MTBF /s
MDT /s
MTBF /s
MDT /s
MTBF /s
MDT /s
MTBF /s
MDT /s
Palettenentlademaschne
Auspackmaschine
Reinigungsmaschine
Füllmaschine (auch
Blockaggregate mit ggf.
Rinser, Verschließmaschine,
Ausstattungsmaschine)
Ausstattungsmaschine
Einpackmaschine
Palettenbelademaschine
23
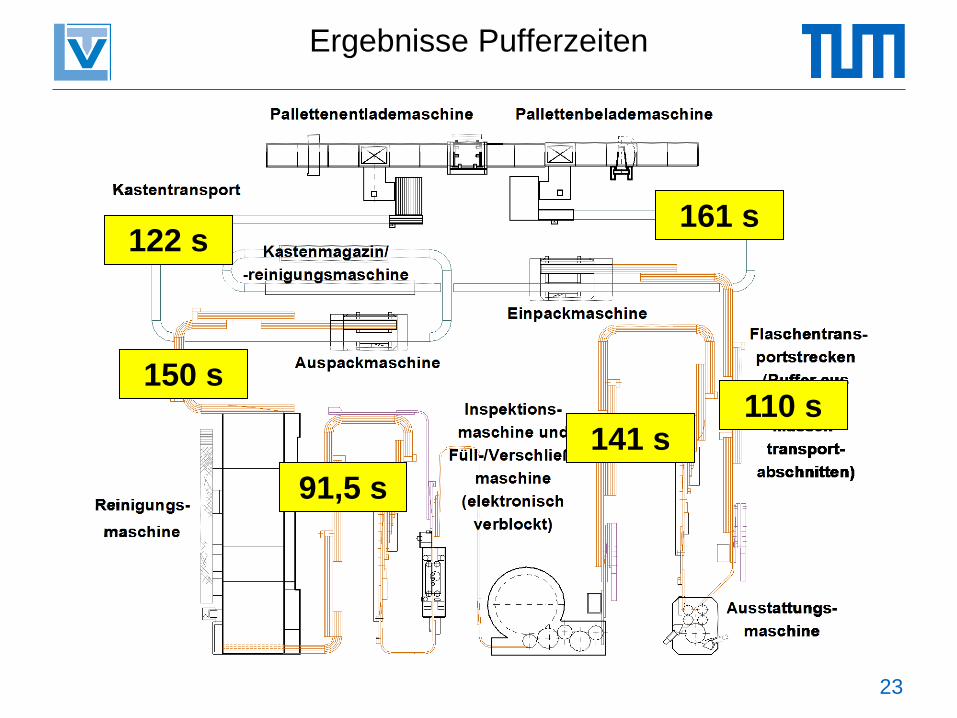
Ergebnisse Pufferzeiten
-
122 s
150 s
91,5 s
141 s 110 s
161 s
24
Dimensionieren der Transportpuffer
25
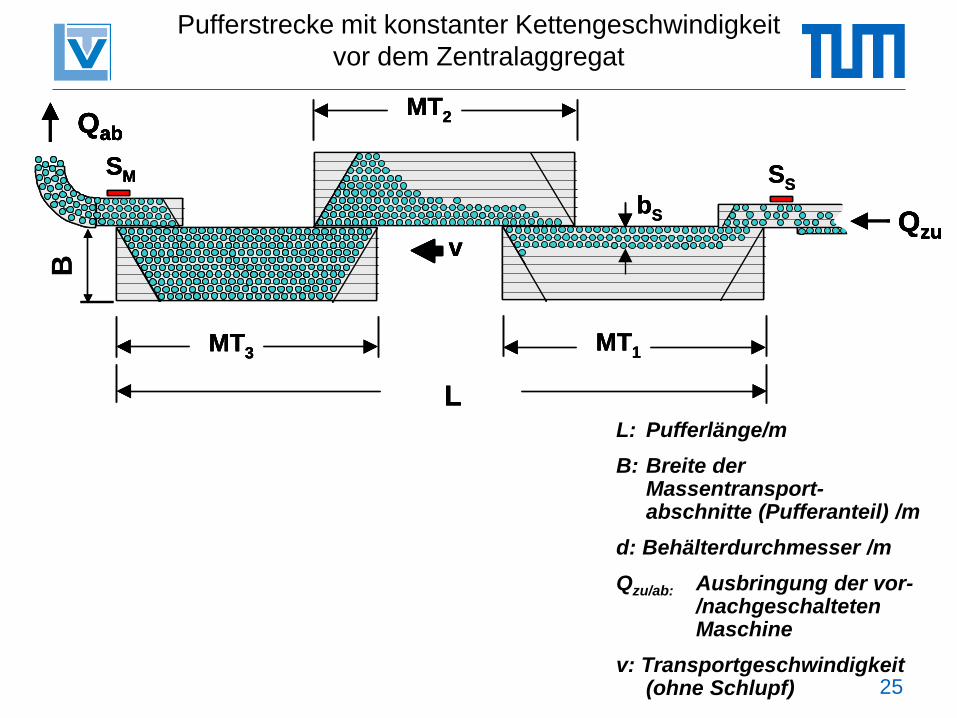
Pufferstrecke mit konstanter Kettengeschwindigkeit
vor dem Zentralaggregat
SM SS
vQzu
Qab
bS
L
MT3MT1
B
MT2
SM SS
vQzu
Qab
bS
SMSM SS
vvQzu
Qab
QzuQzu
QabQab
bS
LL
MT3MT3MT1MT1
B
MT2MT2
L: Pufferlänge/m
B: Breite der Massentransport-abschnitte (Pufferanteil) /m
d: Behälterdurchmesser /m
Qzu/ab: Ausbringung der vor- /nachgeschalteten Maschine
v: Transportgeschwindigkeit (ohne Schlupf)
26
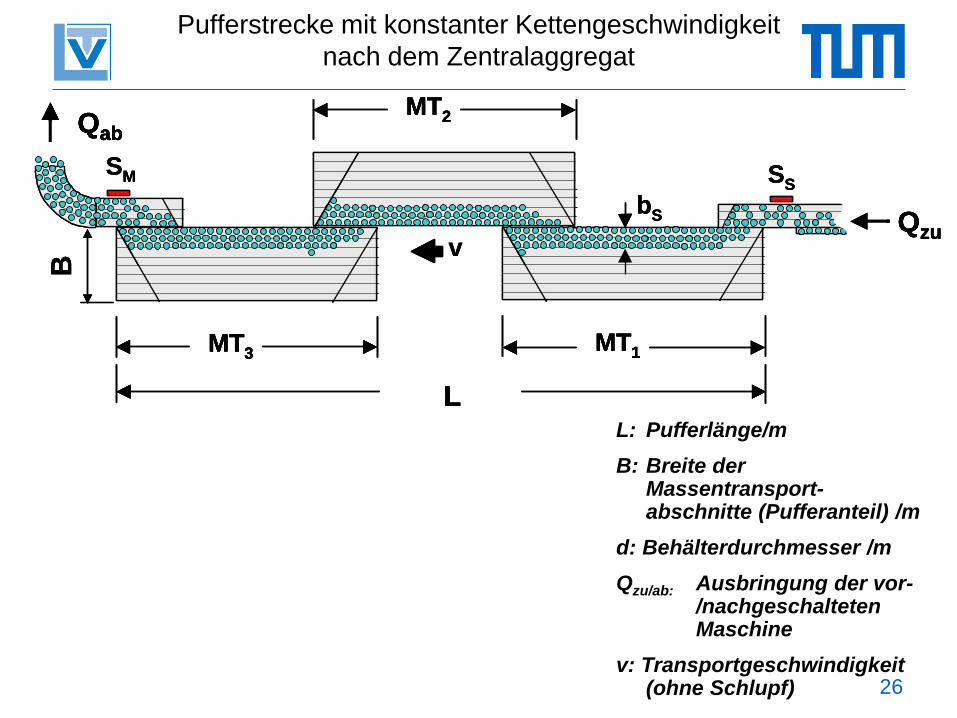
Pufferstrecke mit konstanter Kettengeschwindigkeit
nach dem Zentralaggregat
SM SS
vQzu
Qab
bS
L
MT3MT1
B
MT2
SM SS
vQzu
Qab
bS
SM SS
vQzuQzu
QabQab
bS
L
MT3MT1
B
MT2
LL
MT3MT3MT1MT1
B
MT2MT2
L: Pufferlänge/m
B: Breite der Massentransport-abschnitte (Pufferanteil) /m
d: Behälterdurchmesser /m
Qzu/ab: Ausbringung der vor- /nachgeschalteten Maschine
v: Transportgeschwindigkeit (ohne Schlupf)
27
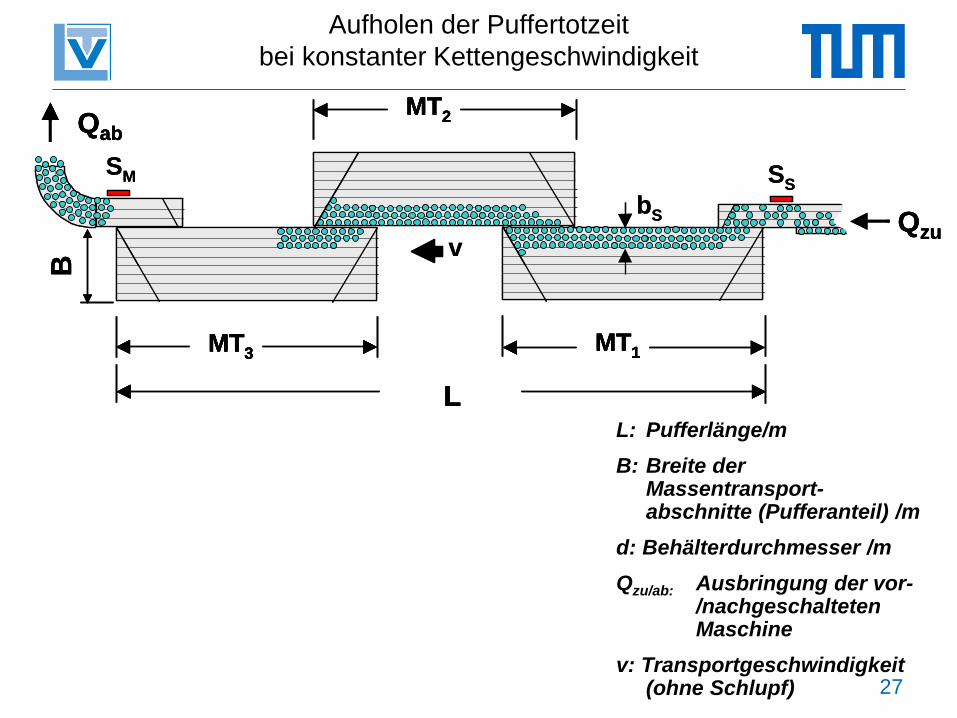
Aufholen der Puffertotzeit
bei konstanter Kettengeschwindigkeit
SM SS
vQzu
Qab
bS
L
MT3MT1
B
MT2
SM SS
vQzuQzu
QabQab
bS
L
MT3MT1
B
MT2
LL
MT3MT3MT1MT1
B
MT2MT2
L: Pufferlänge/m
B: Breite der Massentransport-abschnitte (Pufferanteil) /m
d: Behälterdurchmesser /m
Qzu/ab: Ausbringung der vor- /nachgeschalteten Maschine
v: Transportgeschwindigkeit (ohne Schlupf)
28
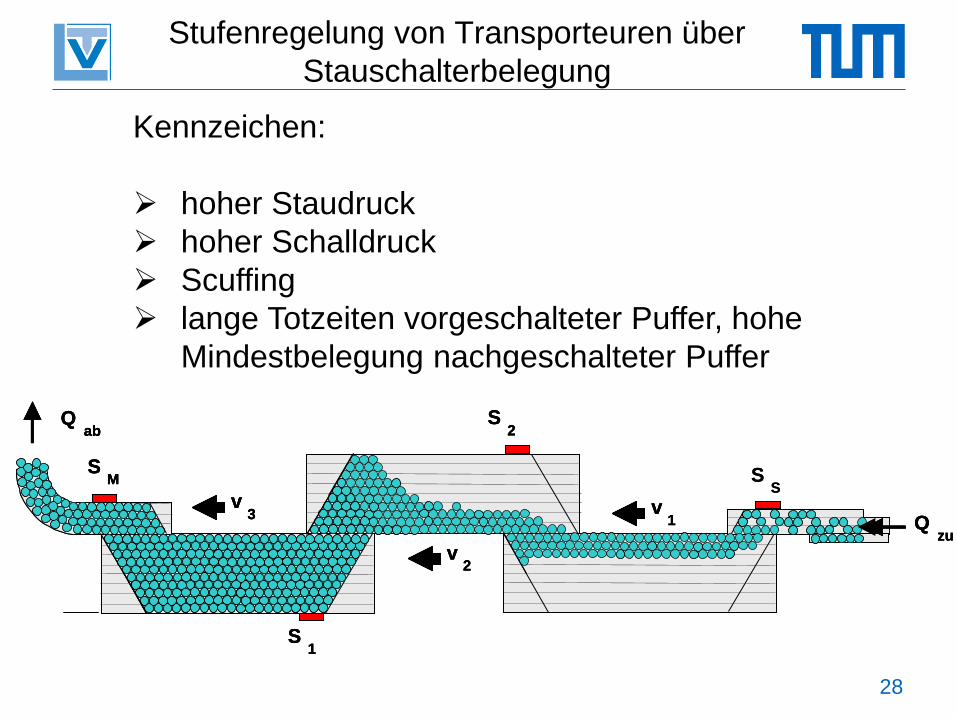
Stufenregelung von Transporteuren über
Stauschalterbelegung
S M S
S
S 2
S 1
v 2
v 3 v
1
S M
S M S
S
S 2
S 2
S 1
S 1
v 2
v 2
v 3
v 3 v
1 v
1 Q zu
Q ab
Q zu
Q zu
Q ab
Q ab
Kennzeichen:
hoher Staudruck
hoher Schalldruck
Scuffing
lange Totzeiten vorgeschalteter Puffer, hohe
Mindestbelegung nachgeschalteter Puffer
29
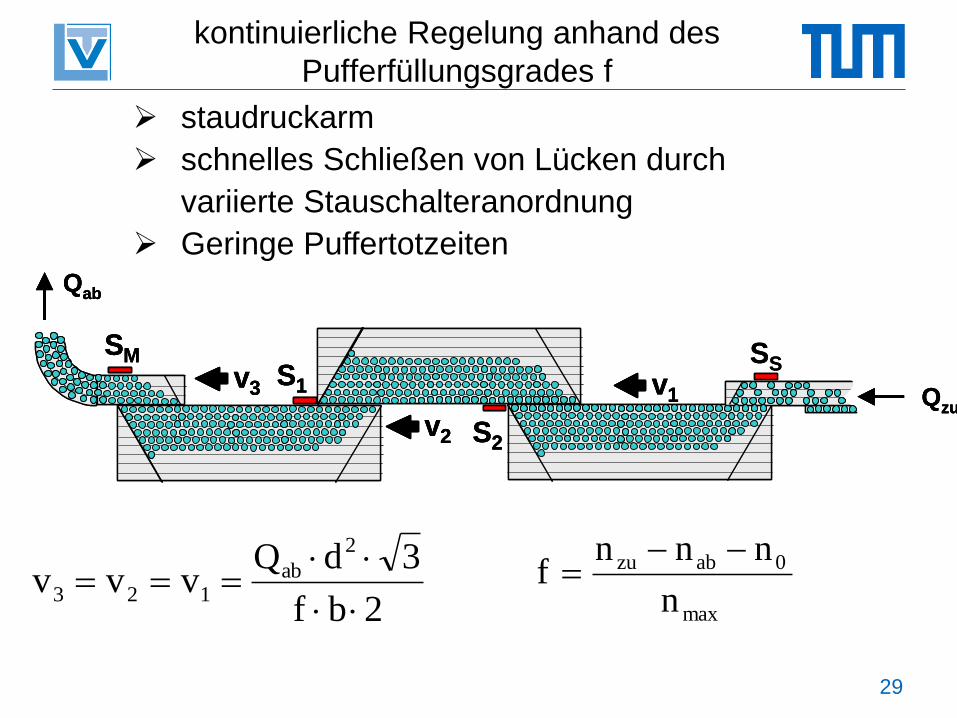
kontinuierliche Regelung anhand des
Pufferfüllungsgrades f
staudruckarm
schnelles Schließen von Lücken durch
variierte Stauschalteranordnung
Geringe Puffertotzeiten
max
0abzu
n
nnnf
2bf
3dQvvv
2
ab123
SM SS
v2
v3 v1S1
S2
SMSM SS
v2v2
v3v3 v1v1S1S1
S2S2
Qzu
Qab
QzuQzu
QabQab
30
Dimensionieren der
Kastentransporteure
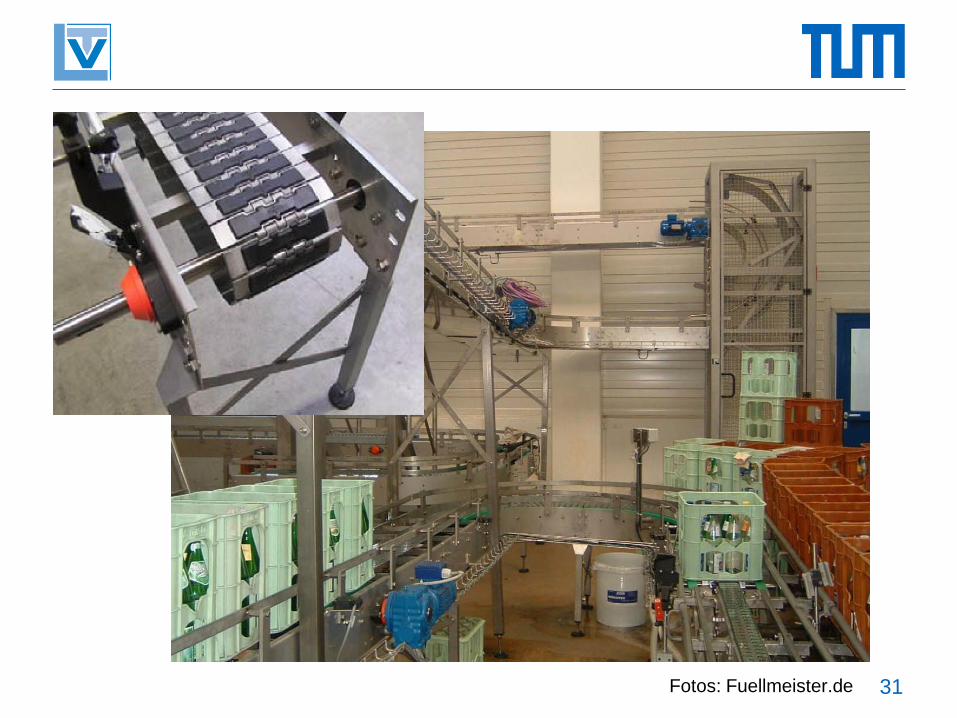
31 Fotos: Fuellmeister.de
32
Aufgabe
Ermitteln Sie die zum Erreichen der berechneten Pufferzeit zwischen
Einpackmaschine und Palettenbelademaschine notwendige Länge
des Kastentransporteurs. Folgende Hinweise und Angaben sind zu
berücksichtigen:
Es handelt sich um staufähige Förderstrecken (z. B.
Edelstahlscharnierbandketten).
Die Kettengeschwindigkeit (= maximale Transportgeschwindigkeit) beträgt
0,5 m/s.
Berücksichtigen Sie beim vorgeschalteten Kastentransport die Totzeit, beim
nachgeschalteten den Mindestfüllungsgrad.
Auf der Transportstrecke werden Modulkästen mit einer Breite von 0,3 m und
eine Gefache für zwanzig Flaschen pro Kasten quer gefördert.
Die Einpackmaschine ist mit 120 %, die Palettenbelademaschine mit 125 %
Nennausbringung bezogen auf die Nennausbringung der Füllmaschine
ausgelegt








![Simulationsgestützte Planung und Nutzung von Getränke ...fml.mw.tum.de/fml/images/Publikationen/Abschlussbericht_Simulation... · Tabelle 1: [DIN 8782 Seite 3] .....13 Tabelle 2:](https://static.unterlagen.site/doc/80x56/5ae969997f8b9a36698b99df/simulationsgesttzte-planung-und-nutzung-von-getrnke-fmlmwtumdefmlimagespublikationenabschlussberichtsimulationtabelle.jpg)








