In diesem Kapitel werden Basisanforderungen an die Produktion, welche für Herstellung und Instandhaltung gleichermaßen gelten, erklärt. Im Vordergrund stehen dabei primär vorbereitende Tätigkeiten, also Anforderungen, die aus luftrechtlicher oder ökonomischer Perspektive erfüllt sein müssen, um mit Produktionsaktivitäten beginnen zu können. Hier-zu zählt insbesondere die im ersten Unterabschnitt in Grundzügen dargestellte Herstel-lungs- und Instandhaltungsplanung ebenso wie die Bereitstellung der in Unterkapitel 6.2 ausführlich erklärten Arbeitskarten. Gleichermaßen unverzichtbar für die Durchführung luftfahrtindustrieller Herstellung und Instandhaltung, wenn auch wenig spektakulär ist das Management technischer Dokumentation. Dieses ist in Unterkapitel 6.3 ausgeführt. In einem Exkurs werden zudem die Basisdokumente der Instandhaltung erklärt. Dem schließt sich eine Darstellung der luftrechtlich notwendigen Produktionsanforderungen (TOP-Voraussetzungen) in Unterkapitel 6.4 an. Partiell weisen diese Ähnlichkeit mit den darauffolgend dargestellten Anforderungen an Infrastruktur, Arbeitsumgebung und Be-triebsmittel auf.
Der letzte Teil dieses Kapitels widmet sich Freigabe- und Konformitätsbescheinigun-gen, die keine Produktionsvoraussetzung, sondern ein Produktionsergebnis sind. In die-sem Zusammenhang wird zunächst auf deren Zweck detailliert eingegangen, im weiteren Verlauf werden zudem die für den EASA-Raum bedeutenden Freigabe- und Konformitäts-bescheinigungen erklärt.
6.1 Grundlagen der Herstellungs- und Instandhaltungsplanung
Am Beginn eines jeden Herstellungs- oder Instandhaltungsprozesses steht die struktu-rierte Vorbereitung. Diese umfasst die systematische Informationsgewinnung über den zukünftigen Ablauf durchzuführender Arbeit sowie die gedankliche Vorwegnahme des
6Grundlagen des luftfahrttechnischen Produktionsmanagements
136
notwendigen Handelns.1 Von erfolgreichen Planungsaktivitäten kann dann gesprochen werden, wenn die Planung mit ihrem Wirken zu dem aus luftrechtlicher und ökonomi-scher Perspektive erwarteten Ergebnis oder dessen Übererfüllung beigeträgt.
Art und Umfang der Planungsaktivitäten sind seitens der EASA nicht explizit geregelt. Diese müssen jedoch der Größe des luftfahrttechnischen Betriebs und der Komplexität des jeweiligen Herstellungs- oder Instandhaltungsereignisses gerecht werden.2 Das ent-sprechende Planungssystem kann daher einerseits durch einfache Strukturen, Prozesse und Tools für die Herstellung simpler Bauteile oder die Durchführung kleiner Instand-haltungsereignisse für ein oder wenige Flugzeugmuster gekennzeichnet sein. Andererseits sind z. B. bei einer Serienfertigung unterschiedlicher Aircraft-Typen oder einer mehrglei-sigen Base-Maintenance komplexe Planungssysteme einschließlich individueller IT-Tools erforderlich.
Unbenommen von der Betriebsgröße bzw. dem Arbeitsumfang hat jeder genehmigte luftfahrttechnische Betrieb ein Arbeitskarten- bzw. Arbeitsblattsystem bereitzustellen.3 Mit dessen Hilfe ist das geplante Arbeitspaket durch Zerlegung in einzelne Arbeitsschrit-te zu strukturieren und übersichtlich zu halten. Zudem lassen sich durch Zerlegung des Arbeitspakets die für eine Abarbeitung erforderlichen Personalbedarfe bestimmen. Über einen Buttom-Up orientierten Planungsansatz lassen sich dabei nicht nur der Umfang, sondern auch die (Gewerke-) Qualifikationen und die Bereitstellungszeitpunkte des Per-sonals vorhersagen. Das Bindeglied zwischen der Abarbeitungsreihenfolge einerseits und den entsprechenden Approved Data andererseits stellen dabei Arbeitskarten her.
Für die Arbeitsdurchführung sind neben der Festlegung von Arbeitsschritten, der Be-reitstellung von Arbeitskarten für die Produktion und der Bestimmung der dortigen Per-sonalbedarfe auch der für eine Arbeitsdurchführung erforderliche Materialbedarf zu er-mitteln und bereitzustellen. Die Materialplanung erfolgt im Normalfall jedoch nicht über die Arbeitsplanung, sondern über den Einkauf und die Logistik. Deren Aufgabe ist es, die beauftragen Materialbedarfe zu identifizieren, die Bedarfstermine festzulegen und die ter-mingerechte Bereitstellung sicherzustellen.
6.2 Arbeitskarten
Alle im Rahmen der Herstellung und Instandhaltung durchzuführenden Arbeiten sind strukturiert anzuweisen, d. h. in klare Arbeitsschritte zu untergliedern. Nur so lassen sich die Tätigkeiten auf der operativen Ebene systematisch durchführen und eine Rückverfol-gung derselben gewährleisten.4
1 In Anlehnung an Platz; Schmelzer (1986), 131f.2 vgl. IR Continuing Airworthiness EASA Part 145–145.A.47 (a) und IR Certification EASA Part 21–21A. 145.3 vgl. IR Continuing Airworthiness EASA Part 145–145A.45 (e).4 Ähnlich AMC M.A.401 (c).
6 Grundlagen des luftfahrttechnischen Produktionsmanagements
137
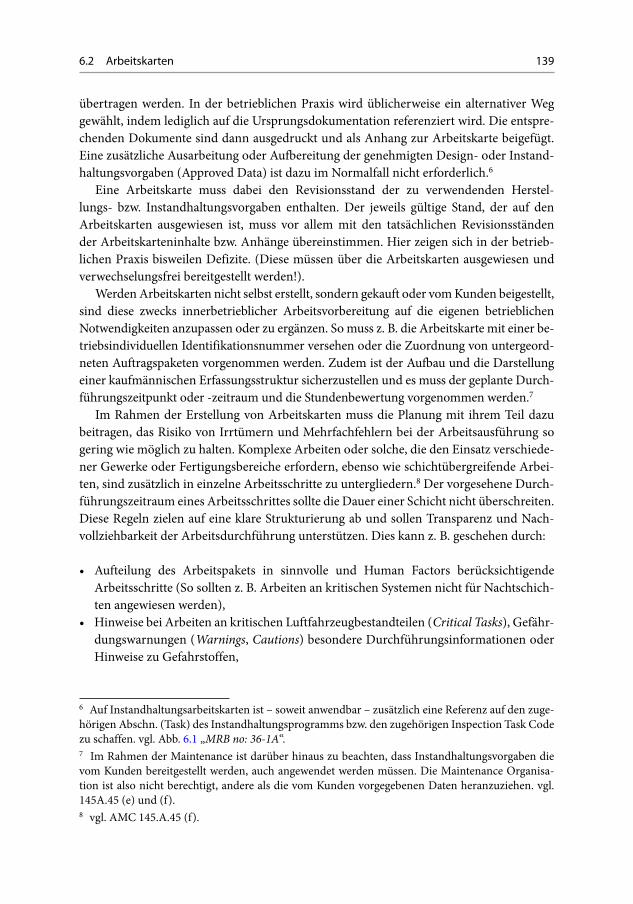
Um dies zu erreichen, werden die geplanten Aufgaben und Tätigkeiten in Arbeitskarten (auch: Job Cards, Job- oder Shop Orders, Routers, Laufkarten) abgebildet und soweit erfor-derlich, ablauforganisatorisch zugeordnet. Abbildung 6.1 zeigt exemplarisch eine Instand-haltungsarbeitskarte der SWISS.
Mit Hilfe von Arbeitskarten wird das gesamte Arbeitspaket in einzelne Arbeitsabschnit-te und -schritte aufgegliedert. Arbeitskarten unterstützen so das Produktionspersonal bei der Strukturierung ihrer anstehenden Arbeit.
Dabei stellen Arbeitskarten zugleich unmittelbare Arbeitsanweisungen auf der unters-ten operativen Hierarchieebene dar, weil sie im Normalfall eine (Grob-) Beschreibung bzw. Inhaltsangabe der durchzuführenden Arbeitsschritte beinhalten. Detaillierte Angaben zur Ausführung der dort angewiesenen Tätigkeiten finden sich üblicherweise in den Anhän-gen zur Arbeitskarte. Während Arbeitskarten vorgeben, was und von wem durchzuführen ist, finden sich in den Anhängen die Design- bzw. Instandhaltungsvorgaben, die erklären, wie eine Arbeit auszuführen ist.
Erstellung und Änderung von Arbeitskarten Arbeitskarten sind nach einem betrieblich fest definierten Verfahren zu erstellen und zu ändern. Die Erstellung von Job Cards oder deren Änderung darf nur von qualifiziertem und betrieblich berechtigtem Personal vorgenom-men werden. Selbst erstellte Arbeitskarten müssen einen innerbetrieblichen Freigabepro-zess durchlaufen haben, bevor diese in die Produktion gelangen.
Job Cards können in Papierform oder digital zur Verfügung gestellt werden. Üblicher-weise werden Arbeitskarten in englischer Sprache abgefasst.
Für die Erstellung von Arbeitskarten ist es sinnvoll, das gesamte Arbeitspaket zunächst in größere Einzelteile und anschließend in Arbeitsaufgaben zu unterteilen. In den Arbeits-karten ist die Arbeitsdurchführung schließlich sinnvoll, in Arbeitsschritte zu zerlegen. Diese sind überschaubar, sachlogisch und eindeutig darzustellen. Hinsichtlich der Struk-turierung bietet sich – soweit möglich – eine Aufteilung der Arbeit entsprechend des Pro-zessflusses an: Vorbereitung, Arbeitsdurchführung sowie Arbeitsabschluss einschließlich Prüfungen und Tests. Die Formulierungen müssen korrekt, vollständig, klar und verständ-lich sein.
Auf den Arbeitskarten ist die Berechtigung bzw. der Qualifikationsgrad des Durchfüh-renden auszuweisen. Dies ist im betrieblichen Alltag nicht immer eindeutig definiert.
Seitens der Planungsabteilung ist im Rahmen der Erstellung oder Änderung von Arbeitskarten zu beachten, dass ausschließlich genehmigte Design- bzw. Instandhaltungs-vorgaben (Approved Data) angewiesen werden.5 Dabei können diese Tätigkeitsvorgaben auf unterster Arbeitsebene unmittelbar und vollständig aus dem Ursprungsdokument (z. B. Designvorgaben, genehmigte Instandhaltungshandbücher) auf die Arbeitskarten
5 Eine Ausnahme bildet die Herstellung, wenn für diese noch keine finale behördliche Geneh-migung, d. h. noch kein TC bzw. STC vorliegt (z. B. Prototyp oder Einzelfertigung). In diesem Fall muss es sich jedoch um Design Data handeln, die zwar nicht behördlich, so doch aber durch den zuständigen Entwicklungsbetrieb freigegeben wurden.
6.2 Arbeitskarten
138 6 Grundlagen des luftfahrttechnischen Produktionsmanagements
Abb. 6.1 Instandhaltungsarbeitskarte der SWISS (aus AMOS System)
139
übertragen werden. In der betrieblichen Praxis wird üblicherweise ein alternativer Weg gewählt, indem lediglich auf die Ursprungsdokumentation referenziert wird. Die entspre-chenden Dokumente sind dann ausgedruckt und als Anhang zur Arbeitskarte beigefügt. Eine zusätzliche Ausarbeitung oder Aufbereitung der genehmigten Design- oder Instand-haltungsvorgaben (Approved Data) ist dazu im Normalfall nicht erforderlich.6
Eine Arbeitskarte muss dabei den Revisionsstand der zu verwendenden Herstel-lungs- bzw. Instandhaltungsvorgaben enthalten. Der jeweils gültige Stand, der auf den Arbeitskarten ausgewiesen ist, muss vor allem mit den tatsächlichen Revisionsständen der Arbeitskarteninhalte bzw. Anhänge übereinstimmen. Hier zeigen sich in der betrieb-lichen Praxis bisweilen Defizite. (Diese müssen über die Arbeitskarten ausgewiesen und verwechselungsfrei bereitgestellt werden!).
Werden Arbeitskarten nicht selbst erstellt, sondern gekauft oder vom Kunden beigestellt, sind diese zwecks innerbetrieblicher Arbeitsvorbereitung auf die eigenen betrieblichen Notwendigkeiten anzupassen oder zu ergänzen. So muss z. B. die Arbeitskarte mit einer be-triebsindividuellen Identifikationsnummer versehen oder die Zuordnung von untergeord-neten Auftragspaketen vorgenommen werden. Zudem ist der Aufbau und die Darstellung einer kaufmännischen Erfassungsstruktur sicherzustellen und es muss der geplante Durch-führungszeitpunkt oder -zeitraum und die Stundenbewertung vorgenommen werden.7
Im Rahmen der Erstellung von Arbeitskarten muss die Planung mit ihrem Teil dazu beitragen, das Risiko von Irrtümern und Mehrfachfehlern bei der Arbeitsausführung so gering wie möglich zu halten. Komplexe Arbeiten oder solche, die den Einsatz verschiede-ner Gewerke oder Fertigungsbereiche erfordern, ebenso wie schichtübergreifende Arbei-ten, sind zusätzlich in einzelne Arbeitsschritte zu untergliedern.8 Der vorgesehene Durch-führungszeitraum eines Arbeitsschrittes sollte die Dauer einer Schicht nicht überschreiten. Diese Regeln zielen auf eine klare Strukturierung ab und sollen Transparenz und Nach-vollziehbarkeit der Arbeitsdurchführung unterstützen. Dies kann z. B. geschehen durch:
• Aufteilung des Arbeitspakets in sinnvolle und Human Factors berücksichtigende Arbeitsschritte (So sollten z. B. Arbeiten an kritischen Systemen nicht für Nachtschich-ten angewiesen werden),
• Hinweise bei Arbeiten an kritischen Luftfahrzeugbestandteilen ( Critical Tasks), Gefähr-dungswarnungen ( Warnings, Cautions) besondere Durchführungsinformationen oder Hinweise zu Gefahrstoffen,
6 Auf Instandhaltungsarbeitskarten ist – soweit anwendbar – zusätzlich eine Referenz auf den zuge-hörigen Abschn. (Task) des Instandhaltungsprogramms bzw. den zugehörigen Inspection Task Code zu schaffen. vgl. Abb. 6.1 „MRB no: 36-1A“.7 Im Rahmen der Maintenance ist darüber hinaus zu beachten, dass Instandhaltungsvorgaben die vom Kunden bereitgestellt werden, auch angewendet werden müssen. Die Maintenance Organisa-tion ist also nicht berechtigt, andere als die vom Kunden vorgegebenen Daten heranzuziehen. vgl. 145A.45 (e) und (f).8 vgl. AMC 145.A.45 (f).
6.2 Arbeitskarten
140
• korrekte Anweisung von Zweitkontrollen. Beispielsweise ist bei einer Instandhaltungs-aufgabe, in deren Verlauf mehrere Komponenten desselben Typs in mehr als ein System desselben Luftfahrzeugs einzubauen sind, darauf zu achten, dass nicht ein und dieselbe Person mit der Durchführung und der Inspektion der Arbeiten beauftragt wird,9
• Hinweise auf einzusetzende Betriebsmittel,• Schichtkonforme Verteilung der Abstempelpunkte, da sich diese aus Gründen der
Nachvollziehbarkeit nicht über mehrere Berechtigte verteilen dürfen.
Zudem muss ein Lenkungsprozess existieren, in dem u. a. beschrieben ist, wie Fehler in Arbeitskarten identifiziert, kommuniziert und korrigiert werden.
Arbeitskarten als Dokumentationsmedium Der Einsatz von Arbeitskartensystemen ist sowohl in der Herstellung als auch in der Instandhaltung nicht nur aus Gründen der Durchführungsstrukturierung, sondern auch zum Zwecke einer transparenten Nachvoll-ziehbarkeit vorgeschrieben.10
Arbeitskarten dienen nämlich neben ihrer Strukturierungsfunktion als Dokumenta-tionsmedium. Damit Arbeitskarten dieser Funktion gerecht werden, sind die durchge-führten Arbeiten von dem Herstellungs- bzw. Instandhaltungsberechtigen abzuzeichnen, dem die Abarbeitung der Arbeitskarte zugewiesen wurde. Die Bescheinigung erfolgt im Normalfall mit personenbezogenem Stempel und Unterschrift oder Kurzzeichen.11 In ei-nigen Betrieben geschieht dies mit Hilfe eines elektronischen Verfahrens. Durch Beschei-nigung der durchgeführten Arbeiten dokumentiert der Mitarbeiter, dass
• die Arbeiten entsprechend den Herstellungs- bzw. Instandhaltungsvorgaben und unter Einhaltung der Verfahren des betrieblichen Qualitätssystems durchgeführt wurden und
• die eingesetzten Betriebsmittel zugelassen und verwendetes Material mit einem gülti-gen Herkunftsnachweis versehen waren und
• der Mitarbeiter zur Durchführung der Arbeit berechtigt gewesen ist. Der Mitarbeiter bestätigt mit der Bescheinigung die Übereinstimmung der eigenen Berechtigung mit der in der Arbeitskarte ausgewiesenen Berechtigungsvorgabe.
9 Steht indes nur eine Person für die Durchführung der angewiesenen Aufgabe zur Verfügung (z. B. auf Outstations), ist seitens der Arbeitsplanung sicherzustellen, dass auf der Arbeitskarte eine er-neute Inspektion der Arbeiten des gleichen Mitarbeiters nach abgeschlossener Arbeitsdurchführung angewiesen wird. vgl. 145.A.65 (b) (3).10 vgl. IR Continuing Airworthiness EASA Part 145–145A.45 (e); IR Certification EASA Part 21/G–21.139 (b).11 Bei Verwendung von Kurzzeichen muss eine Referenzliste vorhanden sein, damit diese dem ent-sprechenden Mitarbeiter zugeordnet werden können.
6 Grundlagen des luftfahrttechnischen Produktionsmanagements
141
6.3 Management technischer Dokumente
Jeder luftfahrttechnische Betrieb muss über ein revisionssicheres Dokumentenmanage-ment verfügen.12 Ein solches muss vor allem in der Lage sein, die für Herstellung bzw. Instandhaltung unmittelbar relevanten technischen Dokumente in ihrer jeweils gültigen Version vorzuhalten und den entsprechenden Betriebsteilen bei Bedarf zur Verfügung zu stellen.
Der Mindestumfang kontrolliert bereitzustellender Dokumente orientiert sich am be-trieblichen Genehmigungsumfang des jeweiligen Herstellungs- bzw. Instandhaltungs-standorts. Grundsätzlich zählen dazu die für eine Herstellung notwendigen Approved Design Data (d. h. jegliche Herstellungsdokumentation) und die für eine Instandhaltung erforderlichen Approved Maintenance Data sowie das Instandhaltungsprogramm. Zudem umfasst die technische Dokumentation – unabhängig, ob Herstellung oder Instandhaltung – die betriebseigenen technischen Anweisungen (z. B. NDT Manuals) und anzuwenden-den Standards, die von der EASA als gute Herstellungs- oder Instandhaltungsnormen an-erkannt sind.13
Diese Vielzahl an Dokumenten kann nur dann transparent gesteuert werden, wenn der Betrieb über einen kontrollierten, innerbetrieblichen Dokumentenfluss verfügt, der auch rückwirkend nachvollziehbar ist. Es muss mithin ein Dokumentenmanagement etabliert sein, das im Wesentlichen die folgenden Aufgaben erfüllt:14
• Prüfung der Dokumente vor ihrer Herausgabe hinsichtlich Eignung und Angemessen-heit. Insofern sind technische Dokumente vor ihrer Herausgabe freizugeben. Doku-mente externer Herkunft sind entsprechend zu kennzeichnen.
• Bewertung der Dokumente im Hinblick auf Aktualität und Richtigkeit. Bedarfsorien-tiert ist eine Aktualisierung bzw. Korrektur und ggf. eine erneute Dokumentenfreigabe vorzunehmen.
• Sicherstellung, dass die jeweils aktuell gültige Fassung der technischen Dokumente an den betrieblichen Einsatzorten verfügbar ist und zugleich Verhinderung einer unbe-absichtigten Nutzung veralteter Dokumente.
• Kennzeichnung geänderter Dokumententeile einschließlich des Revisionsstatus.
Soweit Herstellungs- und Instandhaltungsbetriebe eigene technische Dokumente heraus-geben (z. B. Arbeitskarten, Standards, Gefahrstofflisten), sind diese vor deren Herausgabe auf Eignung und Angemessenheit zu prüfen und formal von einer dazu berechtigten Per-
12 Die Notwendigkeit zur Steuerung der technischen Dokumentation ergibt sich für die Herstellung aus der IR Certification EASA Part 21–21A.165 (c) und (d) sowie für die Instandhaltung aus der IR Continuing Airworthiness EASA Part 145–145.A.45. Im Rahmen der europäischen Normen EN 9100 und EN 9110 ist das Dokumentenmanagement jeweils in Abschn. 4.2.3 geregelt.13 vgl. IR Continuing Airworthiness EASA Part 145–145.A.45 (b) 4 sowie AMC 145.A.45 (b) 2–4.14 In Anlehnung an EN 9100er Reihe Abschn. 4.2.3.
6.3 Management technischer Dokumente
142
son freizugeben. Unter Umständen sind hierbei Zweitkontrollen durchzuführen. Externe Dokumente sind vor der betrieblichen Inverkehrbringung auf ihre Anwendbarkeit bzw. Gültigkeit zu prüfen.15 Unter Umständen ist darüber hinaus ein Vollständigkeitsabgleich durchzuführen, auf den beim Empfänger jedoch nicht selten bei der heutzutage elektroni-schen Dokumentenverteilung im betrieblichen Alltag verzichtet wird.
Es muss ein Verfahren existieren, dass die Aktualität und Richtigkeit der Dokumente sicherstellt. Dieses hat üblicherweise vor der Herausgabe durch den Dokumentenverant-wortlichen zu erfolgen. Darüber hinaus müssen die betrieblichen Prozesse geeignet sein, falsche, unvollständige oder missverständliche Informationen in den technischen Doku-menten zu identifizieren und eine entsprechende Rückmeldung an den Herausgeber bzw. Ersteller sicherzustellen.16
Zudem muss der Betrieb die Verfügbarkeit aller für die Arbeitsdurchführung erfor-derlichen Herstellungs- bzw. Instandhaltungsangaben jederzeit sicherstellen. Damit ist ge-meint, dass die Dokumente im Dock oder in der Fachwerkstatt in unmittelbarer Nähe der Arbeitsdurchführung zur Verfügung stehen müssen. In Abhängigkeit der Betriebsgröße ist, insbesondere den Produktionsmitarbeitern, eine angemessene Anzahl an Leseplätzen bzw. PC-Arbeitsplätzen zur Verfügung zu stellen, so dass die technischen Dokumente auch studiert werden können.17
Für die Verteilung von kontrollierten Dokumenten müssen luftfahrttechnische Be-triebe über ein dokumentiertes Verfahren verfügen. Dieses muss nicht nur die einmalige Bereitstellung gewährleisten, sondern zugleich in der Lage sein, die Verbreitung von Aktu-alisierungen (Revisionen) zu managen. Dies schließt die Steuerung ungültiger Dokumente explizit ein. Dabei liegt die Herausforderung oftmals darin, alte Dokumentenrevisionen in Papierform einzuziehen und deren Vernichtung oder Archivierung sicherzustellen. Nachlässigkeit, Bequemlichkeit oder mangelnde Einsicht der Notwendigkeit können im betrieblichen Alltag rasch dazu führen, dass die Arbeitsdurchführung auf Basis veralteter technischer Dokumente erfolgt. Nicht wenige Betriebe geben sich bereits damit zufrie-den, wenn es ihnen gelingt, wenigstens den weiteren Gebrauch ungültiger Dokumente zu unterbinden.
Für eine Nachvollziehbarkeit sind kontrollierte Dokumente mit einer Revisionsver-folgung zu versehen, welche Seitenanzahl, Revisionsnummer, Ausgabe-Datum, eine Än-derungshistorie sowie eine personen- und abteilungsbezogene Verantwortlichkeit für die Änderungen enthält. In vielen Fällen ist technischen Dokumenten zur besseren Identifi-zierung der Änderungen eine Übersicht vorangestellt, die diese für die jeweils überarbeite-ten Seiten auflistet (List of Effective Pages – LEP).
15 Wenn ein Betreiber/Kunde Instandhaltungsangaben zur Verfügung stellt, muss dieser entweder eine schriftliche Bestätigung abgeben, wonach alle Instandhaltungsangaben auf dem neuesten Stand sind oder der Betreiber/Kunde hat die Maintenance Organisation über den zu verwendenden Re-visionsstand der Instandhaltungsvorgaben zu informieren. Ähnlich: IR Continuing Airworthiness EASA Part 145–145A.45 (g).16 vgl. AMC 145.A.45 (c) (1).17 vgl. AMC M.A.401 (c).
6 Grundlagen des luftfahrttechnischen Produktionsmanagements
143
Das Management der technischen Dokumentation obliegt im Normalfall einer darauf spezialisierten Unterabteilung, die diese Aufgabe zentral für den gesamten luftfahrttechni-schen Betrieb wahrnimmt. Dieser fallen dann folgende Aufgaben zu:18
• Entgegennahme der Dokumentation vom Herausgeber (z. B. Entwicklungsbetrieb, Be-hörde). Zudem umfasst diese Aufgabe die Abonnierung der relevanten technischen Dokumentation, deren Zuordnung sowie Prüfung und – soweit vorhanden – die Ein-spielung in das eigene IT basierte Dokumentationssystem.
• Verbreitung und Bekanntmachung der Erstausgaben bzw. Änderungen in den betroffe-nen Betriebsteilen. Hierzu zählt auch der Austausch der veralteten technischen Doku-mente. Ist ein Herstellungsbetrieb zugleich TC- oder STC-Halter (d. h. herausgebender Entwicklungsbetrieb), so kommt der zentralen technischen Dokumentation zusätzlich die Aufgabe zu, Betriebs- und Instandhaltungsdokumente des eigenen Engineerings in-tern zu steuern und eine externe Verteilung an die Kunden (Operator, Instandhaltungs-betriebe) sicherzustellen.
• Aufrechterhaltung und Weiterentwicklung eines vollständigen, stets aktuellen Doku-mentationssystems mit einem rückverfolgbaren Dokumentenfluss. Hierzu zählt neben der laufenden Betriebsüberwachung, u. a. die Reklamationsbearbeitung sowie die Archivierung veralteter Dokumente.
Die Herausgabe und Aktualisierung interner Vorgabedokumentation (z. B. Qualitätsma-nagementhandbücher, Verfahrensanweisungen/Prozessbeschreibungen) obliegt im Nor-malfall nicht der für die technische Dokumentation zuständigen Abteilung, sondern über-wiegend dem Qualitätsmanagement ggf. unter Mitwirkung der betroffenen Fachbereiche.
6.3.1 Exkurs: Basisdokumentation in der Instandhaltung
Ein wesentlicher Teil der Dokumentation in der Maintenance sind Handbücher, nach denen die Instandhaltungsarbeiten an Luftfahrzeugen, Bau- und Ausrüstungsteilen so-wie an Triebwerken und Propellern durchgeführt werden. Diese Dokumentation wird vom Entwicklungsbetrieb (TC-Halter) des jeweiligen Herstellers herausgegeben, so dass es sich bei diesen Handbüchern um Approved Maintenance Data handelt. Im Folgenden wird die besonders häufig verwendete Instandhaltungsdokumentation exemplarisch er-läutert.
(In der Herstellung gibt es indes keine vergleichbaren Standard-Handbücher, hier wird auf produktionsspezifische Arbeitsvorgaben zurückgegriffen.)
Aircraft-Maintenance Manual (AMM) Das AMM ist das Instandhaltungshandbuch für ein Luftfahrzeug. Das AMM enthält Beschreibungen von Flugzeugsystemen sowie zugehörige
18 In Anlehnung an Kinnison (2004), S. 125.
6.3 Management technischer Dokumente
144 6 Grundlagen des luftfahrttechnischen Produktionsmanagements
Arbeitsanweisungen für den Einbau, Ausbau, die Fehleridentifizierung und Überholung sowie Vorgaben zu Funktionstests und technischen Einstellungen. Darüber hinaus finden sich darin Angaben zu Inspektionen und Instandhaltung der Flugzeugstruktur. Zum Teil macht das AMM auch Vorgaben hinsichtlich der einzusetzenden Betriebsmittel.
Das AMM ist auf die individuelle Flugzeugkonfiguration angepasst. Der Aufbau des AMM orientiert sich an den ATA Kapiteln. Einige Flugzeughersteller geben zwei verschie-dene AMM-Typen heraus. So gibt es z. B. bei Embraer ein AMM für Struktur & Systeme sowie ein Weiteres für Bauteile und Funktionstests.
Component Maintenance Manual (CMM) Das CMM ist das Instandhaltungshandbuch für Bauteile. Soweit anwendbar enthält dies eine Funktionsbeschreibung, Arbeitsanweisungen für das Zerlegen, die Reinigung, Befundung und Reparatur sowie für den Zusammenbau. Darüber hinaus gibt das CMM üblicherweise auch Informationen zu Funktionstests und zur Freigabe. Sofern erforderlich, werden besondere Werkzeuge ( Special Tools) aufgeführt. Bei komplexeren Bauteilen ist dem CMM ein eigener IPC angefügt.
Engine Manual (EM) Das EM ist das Instandhaltungshandbuch für ein Triebwerk. Hierin enthalten sind u. a. Zerlegungs- und Wiederaufbauanweisungen, Instandhaltungs- und Überholungskrititerien, Reparaturprozesse, Testvorgaben sowie Betriebsmittelhinweise und Angaben zu Betriebsstoffen. Engine Manuals sind spezifisch auf Triebwerkstypen ausgelegt.
Structure Repair Manual (SRM) Das SRM ist das Reparaturhandbuch für die Flugzeug-struktur. Darin ist das Vorgehen für Standardreparaturen erklärt. Dies umschließt u. a. allgemeine Reparatur-Praktiken, Materialinformationen, Vorgaben zu Inspektionen (Kor-rosion, Risse) Vorgaben zu (statischen) Reparaturanforderungen, Schadenskriterien sowie Schadenstoleranzen (Schäden außerhalb der Limits erfordern jedoch die Einbindung des Herstellers bzw. des zuständigen Entwicklungsbetriebs).
Zum SRM wird oftmals zusätzlich das AMM herangezogen, um zu bestimmten Sach-verhalten eine detaillierte Beschreibung zu erhalten. Ein SRM wird spezifisch auf ein Luft-fahrzeug-Muster herausgegeben.
Wiring Diagram Manual (WDM) Im WDM ist der Aufbau und die Zusammensetzung aller elektrischen und elektronischen Systeme erklärt. Neben Schaltbildern enthält es u. a. Informationen ( Standard Practices) zum Vorgehen zur Fehlereingrenzung und -identi-fizierung, Vorgehen bei einfachen Reparaturen, Kabellegungen oder zum Umgang mit Kabelbindungen und Kabelschuhen. Desweiteren enthält es Teilelisten ( Electrical- und Electronic Equipment Lists) sowie Messdaten ( Charts and Lists). Letztere dienen dazu, bei notwendigen Kontrollen während des Wartungsereignisses Soll-Ist Vergleiche vorzuneh-men (z. B. Widerstandsmessungen).
Das WDM wird teilweise nicht nur musterbezogen, sondern auf Flugzeugserialnum-mernebene herausgegeben.
145
Illustrated Parts Catalog (IPC) Im IPC sind die Bestandteile eines Luftfahrzeugs und/oder einer Komponente aufgeführt. Ein solcher Katalog setzt sich u. a. zusammen aus Baul-teilillustrationen (z. B. Explosionszeichnungen) und einer Teileliste mit zugehörigen Part-nummern, teilweise inkl. Austauschbarkeiten. Detaillierte Beschreibungen von Subassies finden sich üblicherweise nur dann im IPC, wenn der IPC-Herausgeber (zuständiger Entwicklungsbetrieb), selbst auch für dieses Bauteil verantwortlich zeichnet. Komplexe Bauteile verfügen zum Teil entweder über eigene IPCs oder diese Elemente sind in das entsprechende CMM integriert.
Die Struktur eines IPCs orientiert sich im Normalfall an den ATA-Kapiteln (Luftfahr-zeug) bzw. den Modulen bei Triebwerken und Propeller. IPCs werden musterbezogen pu-bliziert.
Minimum Equipment List (MEL) In der MEL ist festgelegt, welche Systeme und Aus-rüstungsgegenstände mindestens funktionstüchtig verfügbar sein müssen, um die Luft-tüchtigkeit des Luftfahrzeugs zu gewährleisten. In der MEL sind zudem betriebliche Einschränkungen hinsichtlich des technischen und zeitlichen Umfangs definiert. Die MEL ist keine eigentliche Instandhaltungsanweisung, macht aber insbesondere im Rahmen der Line-Maintenance Vorgaben für die Zurückstellung von Beanstandungen (vgl. Kap. 8.7).
Engineering Order (EO) Engineering Orders sind Umsetzungsanweisungen für Instand-haltungsmaßnahmen oder Modifikationen, welche durch das Engineering eines Luftfahrt-betriebs (bzw. 21/J Organisation) angewiesen werden. EOs haben ihren Ursprung dabei in ADs, SBs, Inspektionen oder Modifikationen. Die EO enthält eine genaue Beschrei-bung der durchzuführenden Maßnahme, einen präzisen Durchführungszeitpunkt sowie Angaben zur ausführenden Organisationseinheit. Darüber hinaus sind in einer EO immer Angaben zum betroffenen Flugzeugkennzeichen bzw. zur Bauteilserialnummer aufge-führt. Eine Engineering Order muss vor Herausgabe eine innerbetriebliche Freigabe (übli-cherweise mindestens durch den Leiter der Engineering-Abteilung) durchlaufen haben.
6.4 TOP-Voraussetzungen
Als TOP-Voraussetzungen werden die Technischen, Organisatorischen und Personellen Bedingungen bezeichnet, die erfüllt sein müssen, um eine luftfahrttechnische Herstel-lungs- oder Instandhaltungsleistung ausführen zu dürfen. Die TOP-Voraussetzungen sind dabei nicht nur einmalig bei Aufbau oder Erweiterung des Genehmigungsumfangs zu prü-fen und gegenüber der zuständigen Luftaufsichtsbehörde nachzuweisen. Der Betrieb muss sich vor jedem Auftrag vergewissern, dass die TOP-Voraussetzungen für die angebotene Leistung mit Beginn der Auftragsabarbeitung erfüllt werden können (Eigenprüfverfah-ren). Mit den Arbeiten darf nicht begonnen werden, wenn die Erfüllung der TOP-Voraus-setzungen nicht sichergestellt ist.
6.4 TOP-Voraussetzungen
146
Bei umfangreichen Instandhaltungs- und Herstellungsleistungen (z. B. Base-Mainte-nance oder Flugzeugherstellung) ist der Betrieb auch während des Ereignisses verpflichtet, die Einhaltung der TOP-Voraussetzungen aktiv zu überwachen. Ergänzend zur perma-nenten betrieblichen Selbstkontrolle kann die zuständige Luftaufsichtsbehörde stichpro-benartig die Einhaltung der TOP-Voraussetzungen während der Arbeitsdurchführung oder nachträglich überprüfen.
Der Umfang der Prüfung orientiert sich in der Praxis stark an den spezifischen Herstel-lungs- bzw. Instandhaltungsbedingungen. Einzelfertigungen oder Großereignisse erfor-dern üblicherweise eine umfassendere und sorgfältigere Prüfung der TOP-Bedingungen als Serienfertigungen oder standardisierte Arbeiten an Bauteilen.
Die Verantwortlichkeit für die Einhaltung der TOP-Voraussetzungen liegt bei den be-trieblichen Führungskräften. Für die Überwachung der Einhaltung werden diese üblicher-weise unterstützt durch das Qualitätsmanagement, Support Staff oder Führungskräfte der unteren Leitungsebene (z. B. Meister, Schicht- oder Projektleiter, Produktionsingenieure) denen die unmittelbare Auftragsbearbeitung obliegt.
Sofern eine Vergabe von Arbeiten im Rahmen der verlängerten Werkbank geplant ist, müssen die TOP-Voraussetzungen sowohl durch den Auftraggeber als auch vom Auftrag-nehmer entsprechend dem Umfang der geplanten Arbeiten erfüllt sein.
Um den Abstraktionsgrad des TOP-Begriffs zu reduzieren, werden im Folgenden die dahinter stehenden Anforderungen näher ausgeführt. Eine eindeutige Kategorisierung gerade nach technischen und organisatorischen Voraussetzungen gestaltet sich aufgrund fließender Übergänge nicht immer einfach. Für die betriebliche Praxis ist dies letztlich ir-relevant, sofern die Verantwortlichkeiten aller Themenfelder geklärt und den benannten Personen bekannt sind.
6.4.1 Technische Voraussetzungen
Vor Arbeitsaufnahme ist zu prüfen und sicherzustellen, dass die geplanten Arbeiten in einer beherrschten Arbeitsumgebung vorgenommen werden. Dazu muss der Betrieb über geeignete Hallen, Werkstätten und Docksysteme verfügen, die Schutz vor Wetter bzw. klimatischen Bedingungen geben und angemessene Lichtverhältnisse gewährleisten. Angemessene Arbeitsbedingungen müssen jedoch nicht nur grundsätzlich vorhanden sein, sondern auch im geplanten Zeitraum für die Arbeitsdurchführung zur Verfügung stehen.
Es ist ebenfalls zu prüfen, ob der Betrieb über die erforderlichen Werkzeuge und Prüf-geräte verfügt bzw. ob sichergestellt ist, dass diese zum Zeitpunkt der Arbeitsdurchführung verfügbar sind. Die gängigen Betriebsmittel müssen dem Betrieb dauerhaft zur Verfügung stehen. Die eingesetzten Werkzeuge müssen geeignet und zugelassen sowie vor unbefug-ten Zugriff geschützt werden, Prüfgeräte zudem kalibriert sein. Sofern es sich nicht um Standard-Werkzeuge handelt, ergeben sich die Bedarfe aus AMM und CMM, bei der Her-stellung aus den Designvorgaben des Entwicklungsbetriebs. Neben Werkzeugen und Prüf-
6 Grundlagen des luftfahrttechnischen Produktionsmanagements
147
mitteln sind auch Großbetriebsmittel (Dock- und Krananlagen, Arbeitsbühnen) in eine Prüfung einzubeziehen.
Desweiteren ist vor Arbeitsaufnahme sicherzustellen, dass die technische Dokumen-tation in der aktuell gültigen Version vorliegt. Die wesentlichen technischen Dokumente sind u. a. Designvorgaben, Instandhaltungshandbücher, das Instandhaltungsprogramm und Arbeitskarten.
Im Materialbereich ist sicherzustellen, dass die zur Durchführung der Arbeit vorgege-benen Materialien zeitgerecht beschafft und bereitgestellt werden können. Auch die Vo-raussetzungen für eine fachgerechte Lagerhaltung sind zu berücksichtigen. Neben kon-trollierten Lagerbedingungen (z. B. Temperatur, Luftfeuchtigkeit, Staubanteil, Ordnung) erfordert die Erfüllung der TOP-Voraussetzungen eine Trennung von verwendbarem ( ser-viceable) und nicht-verwendbarem ( unserviceable) Material, die kontinuierliche Kontrolle lagerzeitbegrenzter Materialien sowie die Rückverfolgbarkeit der Materialbewegungen. Ebenso muss Material, das von den Kunden (Kundenbeistellmaterial) bereitgestellt wird, separat gelagert werden.
6.4.2 Organisatorische Voraussetzungen
Die organisatorischen TOP-Voraussetzungen sind weniger auf ein individuelles Ereignis als vielmehr auf Ereignistypen ausgerichtet. Es gilt allgemein, dass für die Durchführung der Arbeiten eine Aufbau- und Ablauforganisation existieren muss, die dem Umfang und der Komplexität des anstehenden Ereignisses angemessen ist. Die Betriebsstruktur kann somit in Abhängigkeit der durchzuführenden Arbeiten durchaus stark variieren, von einer einfach aufgebauten Organisation z. B. für die Fertigung einer einzigen Bauteilkleinserie bis zu einer komplexen Unternehmenssturktur mit komplexem Planungssystem und auf-wendiger Produktionssteuerung bei der Flugzeugherstellung.
Neben einer angemessenen Organisationsstruktur bildet ein wirksames Qualitätssys-tem die zweite Säule der organisatorischen Voraussetzungen. Im Zuge der TOP-Prüfung zählt hierzu insbesondere eine gültige und für die Mitarbeiter zugängliche Vorgabedoku-mentation in Form von Anweisungen für Arbeitsabläufe, Prozessbeschreibungen sowie Regelungen im Hinblick auf Zuständigkeiten und Befugnisse.
Der hohe Abstraktionsgrad der organisatorischen Voraussetzungen und die Schwie-rigkeit einer unmittelbaren Verantwortungszuordnung führen in der betrieblichen Praxis vielfach dazu, dass diese TOP-Bedingungen nicht explizit bei jedem Auftrag überwacht werden.
Den organisatorischen TOP-Voraussetzungen wird ebenfalls die Prüfung des behördli-chen Genehmigungsumfangs zugeschrieben. Anders als die bisher genannten Prüfungsbe-standteile ist diese Aufgabe klar zuzuordnen – üblicherweise dem Qualitätsmanagement. Dieses muss dann sicherstellen, dass die jeweils erforderliche Behördengenehmigung im Umfang der geplanten Herstellung oder Instandhaltung vorliegt. Eine besondere Auf-merksamkeit ist dabei in der täglichen Praxis den ergänzenden Anforderungen der Luft-
6.4 TOP-Voraussetzungen
148
fahrbehörden außerhalb des EASA-Raums zu widmen. Diese erkennen zwar zumeist die EASA-Zulassungen für luftfahrttechnische Betriebe und die EASA-Freigabebescheinigun-gen grundsätzlich an, verlangen jedoch zum Teil die Erfüllung weiterer länderspezifischer Regeln (Behörden-Supplements). Gerade bei einem sehr breiten Produktportfolio und einer hohen Zahl von Behördenzulassungen mit unterschiedlichen Zusatzanforderungen sind diese im Alltag mit einer angemessenen Nachhaltigkeit nicht immer leicht in den Be-trieb zu tragen.
Handelt es sich um einen Herstellungsauftrag, ist zudem vorab sicherzustellen, dass die Zusammenarbeit mit dem zuständigen Entwicklungsbetrieb (über ein PO/DO Arrange-ment) vertraglich fixiert ist.
6.4.3 Personelle Voraussetzungen
Die Sicherstellung der TOP-Voraussetzungen schließt die Prüfung der Personalverfügbar-keit ein. Zum Zeitpunkt der Arbeitsdurchführung muss hinreichend qualifiziertes Perso-nal für die Auftragsbearbeitung zur Verfügung stehen. In der Produktion umfasst dies die Facharbeitskräfte, insbesondere das freigabeberechtigte Personal sowie in der Base-Main-tenance zusätzlich das Support Staff. Bei der Durchführung von Instandhaltungsarbeiten im Rahmen des EASA Part 145 muss der Anteil des Eigenpersonals 50 % betragen. Für die Herstellung ist der Fremdpersonalanteil seitens der EASA nicht reglementiert.
Neben hinreichend Produktionspersonal ist im Zuge der TOP-Prüfung zu klären, ob im Zeitraum der Auftragsbearbeitung ausreichend qualifiziertes Planungspersonal verfüg-bar ist. Hierzu zählen insbesondere Arbeits- und Materialplaner sowie Produktions- und Entwicklungsingenieure.
Die betriebliche Praxis zeigt, dass die Erfüllung der TOP-Voraussetzungen nicht nur aus luftrechtlicher Perspektive, sondern auch aus kaufmännischem Blickwinkel Beachtung verdient. Wenngleich die personellen Ressourcen grundsätzlich vorhanden sind, ist eine vorausschauende Feinplanung der Kapazitäten nicht immer gegeben. Eine unstrukturierte Auftragsfreigabe birgt jedoch das Risiko, dass zum geplanten Zeitpunkt hinreichend qua-lifiziertes Personal zwar grundsätzlich vorhanden ist, nicht aber für die benötigten Fach-gebiete oder Gewerke. Dies kann schlimmstenfalls zur Verschiebung vereinbarter Liefer-termine oder zur Absage bereits kontrahierter Aufträge führen.
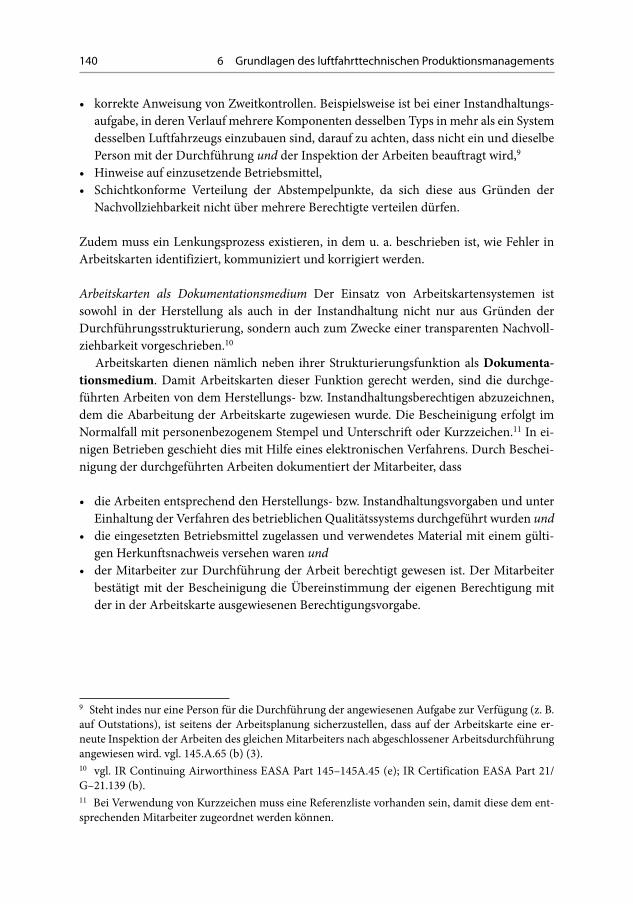
Die TOP-Voraussetzungen sind grundsätzlich vor jedem neuen Herstellungs- und In-standhaltungsereignis zu prüfen. Das Risiko der Nicht-Erfüllung ist zwar gering, wenn sich der Betrieb im Rahmen seiner Standard-Prozesse und Aufträge bewegt; es wird jedoch virulent, sobald von diesen abgewichen wird. Dies ist zum Beispiel gegeben, wenn Eng-pässe zu bewältigen sind, Kunden mit bisher nicht betreuter Halternationalität akquiriert wurden, neue Flugzeug-Triebwerks-Kombinationen instandzuhalten sind oder kurzfristig Maintenance an einem neuen Standort durchzuführen ist. In solchen Fällen ist u. a. genau zu prüfen, ob hinreichend qualifiziertes Personal verfügbar ist und die erforderlichen Be-triebsmittel vorhanden sind. Abbildung 6.2 bietet einen Überblick über die wesentlichen TOP-Voraussetzungen.
6 Grundlagen des luftfahrttechnischen Produktionsmanagements
149
6.5 Infrastruktur, Arbeitsumgebung und Betriebsmittel
6.5.1 Infrastruktur und Arbeitsumgebung
Herstellungs- und Instandhaltungsbetriebe benötigen für die Durchführung ihrer Auf-gaben anforderungsgerechte Arbeitsorte (Betriebsstätten).19 Neben Flugzeughallen, Frei-flächen und Räumlichkeiten für Werkstätten20 sind auch Lagerungsmöglichkeiten, Büros
19 vgl. IR Continuing Airworthiness EASA Part 145–145.A.25 und 145.A.40 für die Instandhal-tung sowie IR Certification 21A.126 und 21A.145 für Herstellungsbetriebe. vgl. darüber hinaus EN 9100er Reihe Abschn. 6.3.20 Die Fazilitäten müssen unter anderem so beschaffen sein, dass dem Produktionspersonal ein Bereich zur Verfügung steht, in dem Vorgaben studiert und die Arbeitsdurchführung bescheinigt werden kann, vgl. AMC 145.A.25 (a).
Abb. 6.2 TOP-Voraussetzungen
TOP Voraus-
setzungen
Technisch
Pers
onell
OrganisatorischAngemessene Aufbau- und
Ablauforganisation
Wirksames Qualitätssystem
Behördliche Genehmigungen
Regelwerkkonforme Vorgabedokumentation
Leistungsfähiges Planungs- und
Steuerungssystem
Bei 21/G Betrieben: Vorhandensein PO/DO
Arrangement
Hinreichend qualifiziertes
Personal(entsprechend
Auftrags-anforderungen)
ausreichend freigabeberechtigtes
Personal
In der Instandhaltung:1) mind. 50 % Eigenpersonal
2) bei Base MaintenanceEinsatz von Support Staff
Material vorhanden + rückverfolgbar
Akzeptable Umwelt / Arbeitsbedingungen
Technische Dokumentation
vorhanden in der richtigen Revision
Ausrüstung + Werkzeuge vorhanden,
einwandfrei, zugelassen, ggf.
kalibriert
Ordentliche Lagerbedingungen
-
ö
)
ü
- /
ü
6.5 Infrastruktur, Arbeitsumgebung und Betriebsmittel
150
und zugehörige Versorgungseinrichtungen erforderlich. Zur Infrastruktur zählen darüber hinaus z. B. unterstützende Informations- und Kommunikationstechnik und Transport-einrichtungen.
Die erforderlichen Betriebsstätten müssen jedoch nicht nur verfügbar sein, es ist zu-gleich sicherzustellen, dass sich die Arbeitsumgebung in einem „beherrschten“ Zustand befindet.21 Das bedeutet, dass Hallen, Werkstätten und Büroräume für die Durchführung der jeweiligen Arbeiten geeignet sind und insbesondere den spezifischen Anforderungen des Luftfahrtbetriebs gerecht werden. Neben einer angemessenen Ausstattung und Zu-gänglichkeit zählen hierzu insbesondere:
• angemessene Temperaturen, Luftfeuchtigkeit, Ventilation,• ganzjähriger Schutz vor den Witterungseinflüssen (Wind, Regen, Schnee, Eis, Sand),• möglichst geringe Staubanteile und andere Luftverschmutzungen,• Beleuchtung,• minimale, zumindest aber vertretbare Lärmkulisse,• arbeitsplatzspezifische Durchführungsvorkehrungen, beispielsweise im Hinblick auf
den Umweltschutz oder die Arbeitssicherheit (z. B. in den Werkstätten des Non-De-structive Testings),
• Feuerlöscheinrichtungen, Notausgänge und Alarmanweisungen etc.,• Erste Hilfe Einrichtungen, Augenspülflaschen.
Die vorgenannte Wortwahl ist in Teilen den Implementing Rules entnommen und bewegt sich auf einem unspezifischem Beschreibungsniveau.22 Als Faustregel kann daher gelten, dass die Arbeitsbedingungen derart beschaffen sein müssen, dass diese keine Beeinträch-tigung der Leistungsfähigkeit oder übermäßige Ablenkung des Personals verursachen.23
6.5.2 Betriebsmittel
Neben der Infrastruktur müssen Herstellungs- und Instandhaltungsbetriebe für den ge-nehmigten Arbeitsumfang über geeignete und ggf. zugelassene Anlagen, Ausrüstung und
21 vgl. IR Continuing Airworthiness EASA Part 145–145.A.25 und GM to 21A.145 (a).22 vgl. IR Continuing Airworthiness EASA Part 145–145.A.25 (c) und GM to 21A.145 (a) Die ge-setzlichen Vorgaben des EASA Part 145 sind umfassender und somit detaillierter als die des EASA Part 21/G. Daher sind die Instandhaltungsvorschriften inkl. AMC auf der operativen Beschreibungs-ebene als Richtschnur für Herstellbetriebe geeignet.23 Gerade in der Line-Maintenance ist die Arbeitsumgebung bisweilen nicht optimal. Existieren unannehmbare Arbeitsbedingungen im Hinblick auf Witterung, Beleuchtung, Staub, andere Luft-verschmutzungen etc, „müssen die jeweiligen Instandhaltungs- oder Inspektionsarbeiten ausgesetzt werden, bis annehmbare Bedingungen wieder hergestellt sind“, IR Continuing Airworthiness EASA Part 145–145.A.25 (c) (6).
6 Grundlagen des luftfahrttechnischen Produktionsmanagements
151
Werkzeuge verfügen.24 Solche Betriebsmittel müssen dem Betrieb üblicherweise auf Dauer zur Verfügung stehen.
Der Betrieb hat dabei die Betriebstüchtigkeit, Genauigkeit und Kennzeichnung der Werkzeuge, Ausrüstungen und des Prüfgeräts sicherzustellen. Hierzu müssen betriebliche Verfahren definiert sein. Dabei ist zu beachten, dass insbesondere eine ggf. erforderliche Kalibrierung nach einem offiziell anerkannten Standard25 unter Berücksichtigung fester Prüfintervalle durchzuführen ist.
Zudem muss durch regelmäßige Kontrollen die Vollständigkeit bzw. der Verlust von Werkzeugen und Ausrüstungen festgestellt werden. Die betriebliche Praxis zeigt, dass Be-triebsmittel nach Abschluss von Instandhaltungs- oder Herstellungsarbeiten bisweilen im Luftfahrzeug vergessen werden. Somit verbleibt das Objekt dort während des Flugbe-triebs und stellt schlimmstenfalls eine Gefährdung der Lufttüchtigkeit dar. Daher sind in Herstellung und Instandhaltung periodisch auszuführende Kontrollprozesse festzulegen. Zudem ist ein Vorgehen für die Fälle zu definieren, in denen Betriebsmittel abhanden ge-kommen sind.
Bisweilen sind in den Herstellungs- oder Instandhaltungsvorgaben (z. B. AMM, CMM) Betriebsmittel fest definiert oder es werden spezielle Anforderungen an diese vorgegeben. Da es sich bei diesen Anweisungen um Approved Data handelt, ist der Herstellungs- bzw. Instandhaltungsbetrieb dann verpflichtet, die betroffene Arbeitsdurchführung mit den entsprechend vorgegebenen Betriebsmitteln auszuführen.
Die Verwaltung und Steuerung der Betriebsmittel erfolgt in modernen Luftfahrtbetrie-ben über Mitarbeiterausweise oder personenbezogene Chipkarten. Vergleichbar mit dem Verfahren in einer öffentlichen Bibliothek erhalten die Mitarbeiter an der Betriebsmittel-ausgabestelle gegen Vorlage ihres Ausweises die angefragten Werkzeuge und Ausrüstun-gen. Das Betriebsmittelkonto des Mitarbeiters wird mit der Ausgabe entsprechend belastet und bei Rückgabe entlastet. Durch diese elektronischen Buchungsverfahren ist die Nach-vollziehbarkeit durch Zuordnung der Betriebsmittel auf Personen oder Luftfahrzeuge im Herstellungs- oder Instandhaltungsprozess jederzeit bekannt. In einigen Betrieben ist die IT soweit ausgereift, dass Mitarbeiter so ihre Werkzeuge auch schichtübergreifend ohne Einbeziehung der Werkzeugverwahrstelle an andere Mitarbeiter weitergeben können.
Neben den Werkzeugen und Ausrüstungen, die nur über die Betriebsmittelausgabe-stelle zu beziehen sind, verfügen die Produktionsmitarbeiter in vielen luftfahrttechnischen Betrieben über persönliche Betriebsmittel. Diese befinden sich dann im dauerhaften Ver-fügungs- und Verantwortungsbereich des Mitarbeiters. Bei diesen persönlichen Betriebs-mitteln handelt es sich um Standard-Werkzeuge des täglichen Bedarfs (z. B. Schraubendre-her, Maulschlüssel, Spiegel, Zange), die u. a. dazu dienen, die Betriebsmittelausgabestelle zu entlasten.
24 vgl. IR Continuing Airworthiness EASA Part 145–145.A.40 (c) für die Instandhaltung sowie GM to 21A.145 (a) and GM No. 2 to 21A.126 (a) (3).25 vgl. EN 9100 Abschn. 7.6. Für Prüfungen und Kalibrierungen kann üblicherweise auch auf die Vorgaben des Betriebsmittelherstellers im Betriebsmittelhandbuch zurückgegriffen werden.
6.5 Infrastruktur, Arbeitsumgebung und Betriebsmittel
152
Auch diese persönlichen Werkzeuge müssen einer Kontrolle und Überwachung durch die Betriebsorganisation unterliegen.
6.6 Freigabe- und Konformitätsbescheinigungen
6.6.1 Zweck und Ablauf von Freigabe- und Konformitätsbestätigungen
In der Luftfahrtindustrie sind alle durchgeführten Arbeiten aus Gründen der Nachvoll-ziehbarkeit und einer eindeutigen personenbezogenen Zuordnung vom Ausführenden oder einem unmittelbar Verantwortlichen abzuzeichnen. Dazu wird die Durchführung angewiesener Arbeiten auf der Arbeitskarte oder der zugehörigen Dokumentation be-scheinigt. Der Abschluss der Arbeitsdurchführung an Luftfahrzeugen sowie Bau- und Ausrüstungsteilen ist darüber hinaus durch Ausstellung eines offiziellen Freigabe- oder Konformitätszertifikats zu bestätigen.26
Mit der Freigabebescheinigung bestätigt der freigebende Mitarbeiter im Namen des genehmigten luftfahrttechnischen Betriebs, dass die Herstellungs- oder Instandhaltungs-arbeiten:
• durch einen behördlich anerkannten Herstellungs- oder Instanhdaltungsbetrieb im Rahmen des zugelassenen Genehmigungsumfangs und
• entsprechend den genehmigten betrieblichen Verfahren und• gemäß den gültigen Instandhaltungsvorgaben bzw. den zugelassenen Konstruktions-
daten des Entwicklungsbetriebs (Approved Data) und• vollständig entsprechend des verlangten Arbeitsumfangs.
ordnungsgemäß durchgeführt wurden und sich das freigegebene Luftfahrzeug bzw. Bau-teil in einem betriebssicheren Zustand befindet. Eine Freigabebescheinigung darf nicht ausgestellt werden, wenn Tatbestände bekannt sind, die die Flugsicherheit ernsthaft be-einträchtigen.27 Insoweit darf ein Luftfahrzeug nur dann (wieder) in Betrieb genommen werden, wenn für dieses selbst sowie für alle darin verbauten Komponenten eine gültige Freigabe- und Konformitätsbescheinigung vorliegt.
Unterschieden wird zwischen Luftfahrzeug- und Bauteilfreigabebescheinigungen. Dies gilt für die Instandhaltung und Herstellung gleichermaßen.
Der Prozess einer Freigabe untergliedert sich in zwei Prüfungsbestandteile und in die Ausstellung des Freigabedokuments. Einerseits ist die Hardware, also die ausgeführte
26 Alternativ werden auch folgende Begriffe verwendet: Freigabebescheinigung, Lufttüchtigkeits-Etikett oder Airworthiness Approval Tag, vgl. IR Certification EASA Part 21–21A.163 und IR Con-tinuing Airworthiness EASA Part 145–145.A.50 (d).27 vgl. IR Continuing Airworthiness EASA Part 145–145.A.50 i.V.m.145.A.70 und 145.A.45 für die Instandhaltung sowie IR Certification EASA Part 21–21A.165 (c) (1) für die Herstellung.
6 Grundlagen des luftfahrttechnischen Produktionsmanagements
153
Arbeit zu inspizieren, andererseits ist die mitgelieferte bzw. die während der Arbeitsdurch-führung erstellte Dokumentation zu prüfen. Diese Tätigkeiten laufen der Freigabe zeitlich unmittelbar voraus. Nachdem die ordnungsgemäße und vollständige Arbeitsdurchfüh-rung festgestellt wurde, darf die entsprechende Freigabebescheinigung ausgestellt wer-den.28 Eine Freigabebescheinigung muss vor dem Einbau (Komponente) bzw. vor dem Flugbetrieb (Luftfahrzeug), jedoch erst nach Vollendung aller Herstellungs- bzw. Instand-haltungsarbeiten ausgestellt werden.
Ein Freigabedokument darf ausschließlich durch entsprechend qualifiziertes und be-rechtigtes Freigabepersonal ( Releasing-/Certifying Staff) ausgestellt werden. Dabei handelt das freigabeberechtigte Personal zwar hinsichtlich der Freigabeentscheidung unabhängig von Weisungen der Vorgesetzten, spricht die Freigabe aber nicht im eigenen Namen aus, sondern in dem des behördlich anerkannten Betriebs.
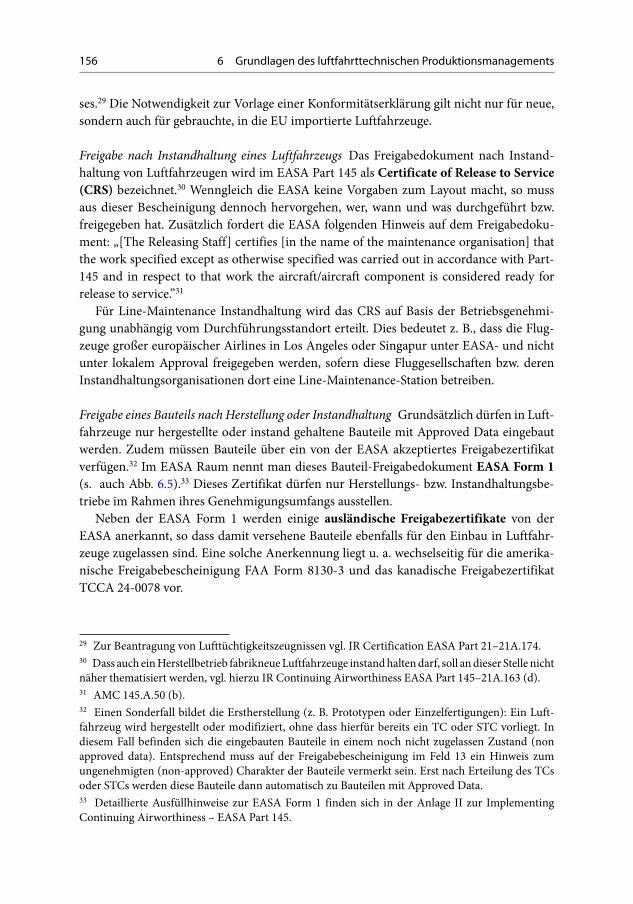
In einem Freigabezertifikat sind wesentliche Angaben zur durchgeführten Arbeit ent-halten. Hierzu zählen u. a. eine eindeutige Kurzbeschreibung des freigegebenden Produkts, Datum der Ausstellung, die Angabe und Unterschrift des freigebenden Mitarbeiters, ggf. (elektronischer) Stempel sowie die Nennung des Betriebs in dessen Namen die Freigabe ( Release) erfolgt (vgl. EASA Form 1 in Abb. 6.5). Für die Bescheinigung kann entweder ein Papiervordruck oder ein elektronisch generiertes Freigabedokument herangezogen werden.
Nach Ausstellung werden Freigabebescheinigungen für Luftfahrzeuge direkt dem Kun-den übergeben. Anders ist dies im Rahmen von Bauteilfreigaben, bei denen das Origi-nalzertifikat nach Vollendung der Herstellungs- bzw. Instandhaltungsarbeiten so lange am Bauteil verbleibt, bis dieses im Luftfahrzeug eingebaut ist. Erst im Anschluss wird das Freigabedokument der Luftfahrzeugdokumentation zugeführt und nach Abschluss aller Arbeiten dem Luftfahrzeughalter oder eigentümer übergeben. Unabhängig von der Art der Freigabebescheinigung muss der Herstellungs- oder Instandhaltungsbetrieb eine Ko-pie der Freigabebescheinigung aufbewahren.
6.6.2 Arten der Freigabebescheinigung
Die wesentlichen Freigabe- und Konformitätsbescheinigungen in Herstellung und In-standhaltung sind im EASA Raum:
• die Konformitätserklärung entsprechend EASA Form 52, die als luftfahrtbehördlich anerkanntes Freigabedokument nach Herstellung eines Luftfahrzeugs ausgestellt wird,
• die Freigabebescheinigung mit der Luftfahrzeuge nach Instandhaltung erneut zum Flugbetrieb zugelassen werden (Certificate of Release to Service – CRS),
• die Freigabebescheinigung EASA Form 1, die sowohl in der Herstellung als auch in der Instandhaltung für die Freigabe von Bauteilen verwendet wird,
28 vgl. IR Certification EASA Part 21–21A.165 (c) (1) sowie IR Continuing Airworthiness EASA Part 145–145.A.50 (a) und 145.A.75 (e).
6.6 Freigabe- und Konformitätsbescheinigungen
154
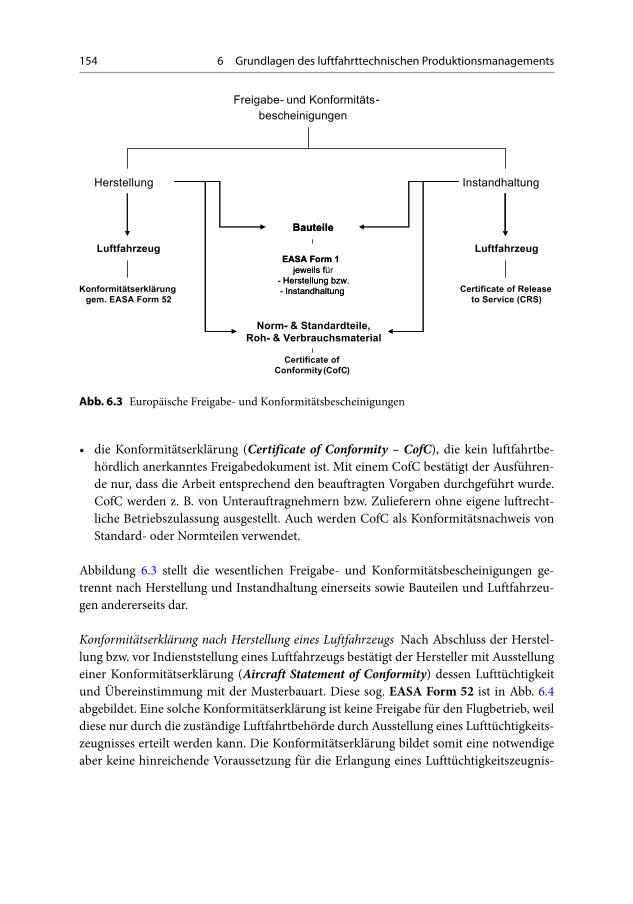
• die Konformitätserklärung (Certificate of Conformity – CofC), die kein luftfahrtbe-hördlich anerkanntes Freigabedokument ist. Mit einem CofC bestätigt der Ausführen-de nur, dass die Arbeit entsprechend den beauftragten Vorgaben durchgeführt wurde. CofC werden z. B. von Unterauftragnehmern bzw. Zulieferern ohne eigene luftrecht-liche Betriebszulassung ausgestellt. Auch werden CofC als Konformitätsnachweis von Standard- oder Normteilen verwendet.
Abbildung 6.3 stellt die wesentlichen Freigabe- und Konformitätsbescheinigungen ge-trennt nach Herstellung und Instandhaltung einerseits sowie Bauteilen und Luftfahrzeu-gen andererseits dar.
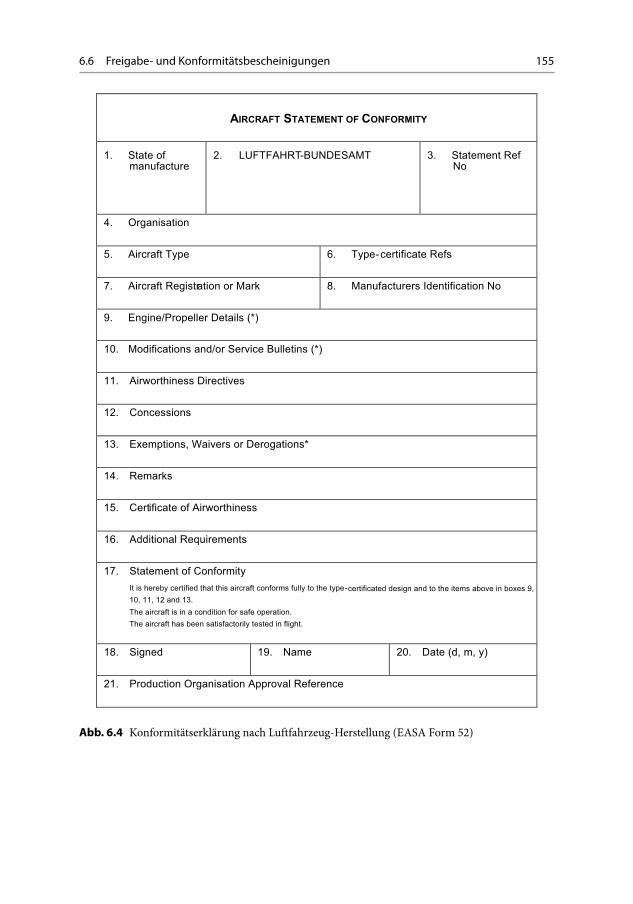
Konformitätserklärung nach Herstellung eines Luftfahrzeugs Nach Abschluss der Herstel-lung bzw. vor Indienststellung eines Luftfahrzeugs bestätigt der Hersteller mit Ausstellung einer Konformitätserklärung (Aircraft Statement of Conformity) dessen Lufttüchtigkeit und Übereinstimmung mit der Musterbauart. Diese sog. EASA Form 52 ist in Abb. 6.4 abgebildet. Eine solche Konformitätserklärung ist keine Freigabe für den Flugbetrieb, weil diese nur durch die zuständige Luftfahrtbehörde durch Ausstellung eines Lufttüchtigkeits-zeugnisses erteilt werden kann. Die Konformitätserklärung bildet somit eine notwendige aber keine hinreichende Voraussetzung für die Erlangung eines Lufttüchtigkeitszeugnis-
Abb. 6.3 Europäische Freigabe- und Konformitätsbescheinigungen
Herstellung
Freigabe- und Konformitäts-bescheinigungen
Instandhaltung
Certificate of Release to Service (CRS)
Konformitätserklärung
gem. EASA Form 52
Luftfahrzeug
Bauteile
LuftfahrzeugEASA Form 1
jeweils f- Herstellung bzw.- Instandhaltung
Norm- & Standardteile,Roh- & Verbrauchsmaterial
Certificate of Conformity(CofC)
Bauteile
EASA Form 1 jeweils für
- Herstellung bzw.- Instandhaltung
--
6 Grundlagen des luftfahrttechnischen Produktionsmanagements
1556.6 Freigabe- und Konformitätsbescheinigungen
Abb. 6.4 Konformitätserklärung nach Luftfahrzeug-Herstellung (EASA Form 52)
AIRCRAFT STATEMENT OF CONFORMITY
1. State of manufacture
2. LUFTFAHRT-BUNDESAMT 3. Statement Ref No
4. Organisation
5. Aircraft Type 6. Type-certificate Refs
7. Aircraft Registration or Mark 8. Manufacturers Identification No
9. Engine/Propeller Details (*)
10. Modifications and/or Service Bulletins (*)
11. Airworthiness Directives
12. Concessions
13. Exemptions, Waivers or Derogations*
14. Remarks
15. Certificate of Airworthiness
16. Additional Requirements
17. Statement of ConformityIt is hereby certified that this aircraft conforms fully to the type-certificated design and to the items above in boxes 9, 10, 11, 12 and 13.The aircraft is in a condition for safe operation.The aircraft has been satisfactorily tested in flight.
18. Signed 19. Name 20. Date (d, m, y)
21. Production Organisation Approval Reference
156
ses.29 Die Notwendigkeit zur Vorlage einer Konformitätserklärung gilt nicht nur für neue, sondern auch für gebrauchte, in die EU importierte Luftfahrzeuge.
Freigabe nach Instandhaltung eines Luftfahrzeugs Das Freigabedokument nach Instand-haltung von Luftfahrzeugen wird im EASA Part 145 als Certificate of Release to Service (CRS) bezeichnet.30 Wenngleich die EASA keine Vorgaben zum Layout macht, so muss aus dieser Bescheinigung dennoch hervorgehen, wer, wann und was durchgeführt bzw. freigegeben hat. Zusätzlich fordert die EASA folgenden Hinweis auf dem Freigabedoku-ment: „[The Releasing Staff] certifies [in the name of the maintenance organisation] that the work specified except as otherwise specified was carried out in accordance with Part-145 and in respect to that work the aircraft/aircraft component is considered ready for release to service.”31
Für Line-Maintenance Instandhaltung wird das CRS auf Basis der Betriebsgenehmi-gung unabhängig vom Durchführungsstandort erteilt. Dies bedeutet z. B., dass die Flug-zeuge großer europäischer Airlines in Los Angeles oder Singapur unter EASA- und nicht unter lokalem Approval freigegeben werden, sofern diese Fluggesellschaften bzw. deren Instandhaltungsorganisationen dort eine Line-Maintenance-Station betreiben.
Freigabe eines Bauteils nach Herstellung oder Instandhaltung Grundsätzlich dürfen in Luft-fahrzeuge nur hergestellte oder instand gehaltene Bauteile mit Approved Data eingebaut werden. Zudem müssen Bauteile über ein von der EASA akzeptiertes Freigabezertifikat verfügen.32 Im EASA Raum nennt man dieses Bauteil-Freigabedokument EASA Form 1 (s. auch Abb. 6.5).33 Dieses Zertifikat dürfen nur Herstellungs- bzw. Instandhaltungsbe-triebe im Rahmen ihres Genehmigungsumfangs ausstellen.
Neben der EASA Form 1 werden einige ausländische Freigabezertifikate von der EASA anerkannt, so dass damit versehene Bauteile ebenfalls für den Einbau in Luftfahr-zeuge zugelassen sind. Eine solche Anerkennung liegt u. a. wechselseitig für die amerika-nische Freigabebescheinigung FAA Form 8130-3 und das kanadische Freigabezertifikat TCCA 24-0078 vor.
29 Zur Beantragung von Lufttüchtigkeitszeugnissen vgl. IR Certification EASA Part 21–21A.174.30 Dass auch ein Herstellbetrieb fabrikneue Luftfahrzeuge instand halten darf, soll an dieser Stelle nicht näher thematisiert werden, vgl. hierzu IR Continuing Airworthiness EASA Part 145–21A.163 (d).31 AMC 145.A.50 (b).32 Einen Sonderfall bildet die Erstherstellung (z. B. Prototypen oder Einzelfertigungen): Ein Luft-fahrzeug wird hergestellt oder modifiziert, ohne dass hierfür bereits ein TC oder STC vorliegt. In diesem Fall befinden sich die eingebauten Bauteile in einem noch nicht zugelassen Zustand (non approved data). Entsprechend muss auf der Freigabebescheinigung im Feld 13 ein Hinweis zum ungenehmigten (non-approved) Charakter der Bauteile vermerkt sein. Erst nach Erteilung des TCs oder STCs werden diese Bauteile dann automatisch zu Bauteilen mit Approved Data.33 Detaillierte Ausfüllhinweise zur EASA Form 1 finden sich in der Anlage II zur Implementing Continuing Airworthiness – EASA Part 145.
6 Grundlagen des luftfahrttechnischen Produktionsmanagements
157
Abb
. 6.5
Bau
teil-
Frei
gabe
besc
hein
igun
g EA
SA F
orm
1
3. F
orm
Tra
ckin
gN
umbe
r
5.or
der/
Con
trac
t In
voic
e
12.S
tatu
s/W
ork
13.R
emar
ks
19. P
art 1
45.A
.50
Rel
ease
to s
ervi
ce
Oth
er R
egul
atio
n sp
ecif
ied
in b
lock
13
Cer
tifie
s th
at u
nles
soth
erw
ise
spec
ifie
d in
blo
ck 1
3, th
e w
ork
iden
tifie
d in
blo
ck
12 a
nd d
escr
ibed
in b
lock
13,
was
acc
ompl
ishe
d in
acc
orda
nce
with
Par
t 145
and
in
resp
ect t
hat w
ork
the
item
s ar
e co
nsid
ered
read
y fo
r rel
ease
to s
ervi
ce
21. C
ertif
icat
e /A
ppro
val R
ef N
o.
23. D
ate(
d/m
/y)
11. S
eria
l/Bat
ch N
o
2.
AU
THO
RIS
ED R
ELEA
SE
CER
TIFI
CA
TE
EASA
FO
RM
1
4. A
ppro
ved
Org
aniz
atio
n na
me
and
Add
ress
20. A
utho
rize
d Si
gnat
ure
22. N
ame
10. Q
ty9.
Elig
ibili
ty
14. C
ertif
ies
that
the
item
s id
entif
ied
abov
e w
ere
man
ufac
ture
d
in c
onfo
rmity
to:
appr
oved
des
ign
data
and
are
in c
ondi
tion
for s
afe
oper
atio
n
Non
-app
rove
d de
sign
dat
a sp
ecif
ied
in b
lock
13
16. A
ppro
val/A
utho
riza
tion/
Num
ber
18. D
ate(
d/m
/y)8.
Par
t No
1 A
ppro
ving
Com
pete
ntA
utho
ri-ty
/Cou
ntry
7. D
escr
iptio
n
15. A
utho
rize
d Si
gnat
ure
17. N
ame
6.It
em
Wor
k
6.6 Freigabe- und Konformitätsbescheinigungen
158
Auf eine EASA Form 1 kann zugunsten einer Konformitätserklärung (Certificate of Conformity – CofC) verzichtet werden, wenn es sich bei den in ein Luftfahrzeug einge-bauten Artikeln um Standard- bzw. Normteile sowie um Roh- oder Verbrauchsmaterial handelt. Diese müssen als solche in den Herstellungs- bzw. Instandhaltungsvorgaben vor-gegeben sein und exakt der darin ausgewiesenen Spezifikation entsprechen. Zudem müs-sen diese Artikel mit einem Übereinstimmungsnachweis versehen sein,34 der eine char-gengenaue Rückverfolgung zum Hersteller oder Lieferanten ermöglicht.
Literatur
Deutsches Institut für Normung e. V.: DIN EN 9100:2009- Qualitätsmanagementsysteme – Anfor-derungen an Organisationen der Luftfahrt, Raumfahrt und Verteidigung. DIN EN 9100-2010-07, 2010
Deutsches Institut für Normung e. V.: DIN EN 9110:2009 Luft- und Raumfahrt; Qualitätsmanage-ment – Qualitätssicherungsmodelle für Instandhaltungsbetriebe. Deutsche und Englische Fassung EN 9110-2009, 2009
European Comission: Commission Regulation (EC) on the continuing airworthiness of aircraft and aeronautical products, parts and appliances, and on the approval of organisations and personnel involved in these tasks [Implementing Rule Continuing Airworthiness]. No. 2042/2003, 2003
European Comission: Commission Regulation (EC) laying down implementing rules for the airwort-hiness and environmental certification of aircraft and related products, parts and appliances, as well as for the certification of design and production organisations [Implementing Rule Certification]. No. 1702/2003, 2003
European Aviation Safety Agency – EASA: Acceptable Means of Compliance and Guidance Material to Part 21. Decision of the Executive Director of the Agency No. 2003/1/RM, 2003
European Aviation Safety Agency – EASA: Acceptable Means of Compliance and Guidance Material to to Commission Regulation (EC) No. 2042/2003. Decision No. 2003/19/RM of the Executive Director of the Agency, 2003
Kinnison, H.A.: Aviation Maintenance Management. New York u. a., 2004Platz, J.; Schmelzer, H.: Projektmanagement in der industriellen Forschung und Entwicklung. Berlin,
Heidelberg, New York, 1986Wöhe, G.: Einführung in die allgemeine Betriebswirtschaftslehre. 18. Aufl., München, 1993Zolldonz, H.-D.: Grundlagen des Qualitätsmanagements. München, Wien, 2002
34 Norm-/Standardteile müssen dabei stets einem allgemein anerkannten Standard (z. B. ISO, DIN) entsprechen.
6 Grundlagen des luftfahrttechnischen Produktionsmanagements











![Krأ¼per [Hrsg.] Krأ¼per Grundlagen des NomosLehrbuch Grundlagen des Rechts Grundlagen des Rechts 2.](https://static.unterlagen.site/doc/80x56/5e13311d788d476f2e41761d/krper-hrsg-krper-grundlagen-des-nomoslehrbuch-grundlagen-des-rechts-grundlagen.jpg)














