Die in dieser Information genannten technischen Produkteigenschaften basieren auf Castolin Eutectic-Qualitäts-standards und Verarbeitungsrichtlinien. Davon abweichende Verarbeitung oder Verwendung kann die Eigenschaften und Ergebnisse beeinflussen. Änderungen, die dem technischen Fortschritt dienen, behalten wir uns vor.
Die vorliegende Produkt- und Anwendungsbroschüre gibt Ihnen einen Überblick über unseren Bereich
"Hochlegierte Eisenwerkstoffe und Nickellegierungen"
Unser komplettes Lieferprogramm von schweiß-, löt- und spritztechnischen Zusatzwerk-stoffen umfasst die Produktgruppen:
– Gusseisenwerkstoffe– Un- und niedriglegierte Eisenwerkstoffe– Hochlegierte Eisenwerkstoffe und Nickellegierungen– Verschleißbeständige Werkstoffe und Kobalt-Hartlegierungen– Kupfer-, Aluminium-, Titan- und Magnesiumlegierungen– Hart- und Weichlote, Flussmittel– Metall- und Keramikpulver zum thermischen Spritzen und PTA-Schweißen.
Dieses Angebot wird ergänzt durch unsere CDP- und CVP-Verschleißschutzplatten sowie durch ein umfangreiches Programm moderner Stromquellen für das E-Hand-, WIG-, MIG/MAG- und Plasma-Schweißen sowie Plasma-Schneiden. Weiterhin sind Lötgeräte, Atemschutz- und Absauganlagen für den Mitarbeiter- und Umweltschutz lieferbar. Aus dem Werkstattprogramm sind hochwertige Werkzeuge und Hilfsmittel für Ihren Schweißplatz verfügbar.
Die aufgeführte Produktpalette wird durch ein umfassendes Service- und Dienstleistungs-paket sinnvoll abgerundet.
Castolin Eutectic-CastoLab
Ihre "verlängerte Werkbank" zur Ausführung von qualifizierten Schweiß- und Verschleiß-schutzarbeiten.
Castolin Institut
Ihr Ausbildungs- und Informationszentrum – von praxisorientierten Schulungen bis zu Managementseminaren.
Castolin Eutectic-Anwendungsspezialisten
Ihre Partner zur Lösung von schweiß-, löt- und spritztechnischen Problemen in der Praxis.
Nutzen Sie unser Wissen über vorbeugende Instandhaltung, Instandsetzung, Verbin-dungstechnik und Verschleißschutz für Ihr Unternehmen und fragen Sie Ihren Anwen-dungsspezialisten in Ihrer Nähe.
Es handelt sich um nichtrostende Stähle, die in Bezug auf Korrosionsbeständigkeit anderen Stählen weit überlegen sind. Ihre Beständigkeit verdanken sie ihrem Gehalt an Chrom (min. 12 %), dessen Oxid eine hauchdünne, zähe und korrosionsbeständige Schutzschicht bildet - die Passivschicht.
Im Hinblick auf die chemische Zusammensetzung unterscheidet man:
1. Nichtrostende Chromstähle
– Ferritisch-martensitische Chromstähle (13 – 18 % Cr und 0,1 – 0,4 % C): Hohe Härte, vergütbar. Gute Beständigkeit bei kombinierter Korrosions- und Abra- sionsbeanspruchung. – Ferritische und halbferritische Chromstähle (15 – 30 % Cr und max. 0,1 % C): Oxidationsbeständig bis ca. 1000 °C. Hitzebeständige Stähle sind mit Al und Si
legiert. Unempfindlich gegen schwefelhaltige Atmosphären.
Beim Schweißen besteht die Neigung zur Grobkornbildung in der Wärmeeinflusszone. Diese bewirkt eine Versprödung des Werkstoffes. Ein übermäßiges Einbringen von Wärme ist zu vermeiden. Nach Möglichkeit Strichraupen mit geringer Streckenener-gie schweißen, z. B. mit erhöhter Schweißgeschwindigkeit. Die Grobkornbildung wird z. B. durch Zusätze an N, Nb, Ta und Ti zum Grundwerkstoff verringert. Austenitische Schweißzusätze werden aufgrund der höheren Zähigkeit bevorzugt.
2. Nichtrostende Chrom-Nickel-Stähle
Austenitische (austenitisch-ferritische/ferritisch-austenitische) Chrom-Nickel-Stähle (14 – 30 % Cr und 6 – 36 % Ni): Typen 18/10 (18 % Cr, 10 % Ni) und 19/12/3 (19 % Cr, 12 % Ni, 3 % Mo) sind die häu-
figsten Werkstoffe. Hohe Zähigkeit und Dehnung. Hohe Warmfestigkeit. Gute Nass- und Hochtemperatur-Korrosionsbeständigkeit. Verbesserung der Korrosionsbeständigkeit, z. B. gegen Lochfraßkorrosion, durch Legierungszusätze von Mo und Cu.
Anmerkungen zur Korrosionsbeständigkeit austenitischer CrNi-Stähle
CrNi-Stähle können anfällig gegen interkristalline Korrosion sein. Verursacht wird die Anfälligkeit durch kurzzeitiges Wärmeeinbringen z. B. beim Schweißen. Dabei bilden sich entlang der Korngrenzen Chromkarbide und der zur Passivierung notwendige Chromgehalt der Matrix wird unterschritten.
Die Anfälligkeit gegen interkristalline Korrosion wird verringert, wenn– der C-Gehalt auf ein Minimum beschränkt wird (max. 0,03 %, L-Qualitäten),– der Kohlenstoff durch Karbidbildner Ti, Ta oder Nb gebunden wird (stabilisierte Stähle),– die geschweißte Konstruktion lösungsgeglüht und abgeschreckt wird (für Schweiß- konstruktionen kaum anwendbar, da Verzug, Verzunderung auftritt).
Anlauffarben sind, ebenso wie die Passivschicht, eine Oxidhaut, allerdings erheblich dicker ausgebildet, spröde und rissig. Ferner wird zu ihrer Bildung so viel Chrom verbraucht, dass die Passivschicht nicht länger existieren kann. Daher müssen Anlauffarben restlos entfernt werden, um die Korrosionsbeständigkeit erneut herzustellen.
Nickel und seine Legierungen verfügen über eine sehr gute Korrosionsbeständigkeit. Um speziellen Anforderungen wie Lochfraß-, Spaltkorrosion, interkristalliner Korrosion, Zunder- und Hitzebeständigkeit sowie hoher Warmfestigkeit gerecht zu werden, wurde eine Vielzahl von hochlegierten Nickelbasiswerkstoffen entwickelt.
Dazu gehören unter anderem:
1. Nickel-Kupfer-Legierungen
27 – 34 % Cu; min. 63 % Ni; Zusätze an Al, Mn und Ti: Beständig gegen Ätzalkalilösungen, nichtoxidierende Salze, Seewasser und übe r-
hitzten Dampf sowie dem Meerwasser ausgesetzten Bauteilen und dem chemischen Apparatebau.
2. Nickel-Chrom-Legierungen
13 – 30 % Cr; 58 – 72 % Ni; Zusätze an Mo, W, Ti, Co, Fe und Nb: Chemische Beständigkeit von reinem Nickel. Höherer Widerstand gegen basische
Stoffe. Äußerst korrosionsbeständig. Einsatzgebiete sind der chemische Apparatebau, Kraftwerkbau, Schiffbau und die Nahrungsmittelindustrie.
3. Nickel-Molybdän-Legierungen
12 – 30 % Mo; min. 50 % Ni; Zusätze an Co, Fe und W: Beständig gegen stark oxidierende Säuren und Lochfraßkorrosion. Für Bauteile im
Kontakt mit Bleichlösungen und oxidierenden Salzen.
Nach Möglichkeit dünne Strichraupen schweißen. Übermäßiges Einbringen von Wärme vermeiden. Geringe Streckenenergie. Ein hoher C-Gehalt im Grundwerkstoff, O2, CO2 und N2 führen zur Porenbildung. Si, S und Pb führen durch Bildung niedrigschmelzender Korngrenzenfilme zur Heißrissigkeit. Schwefelhaltige Atmosphäre ist unerwünscht (Bildung von Nickelsulfid).
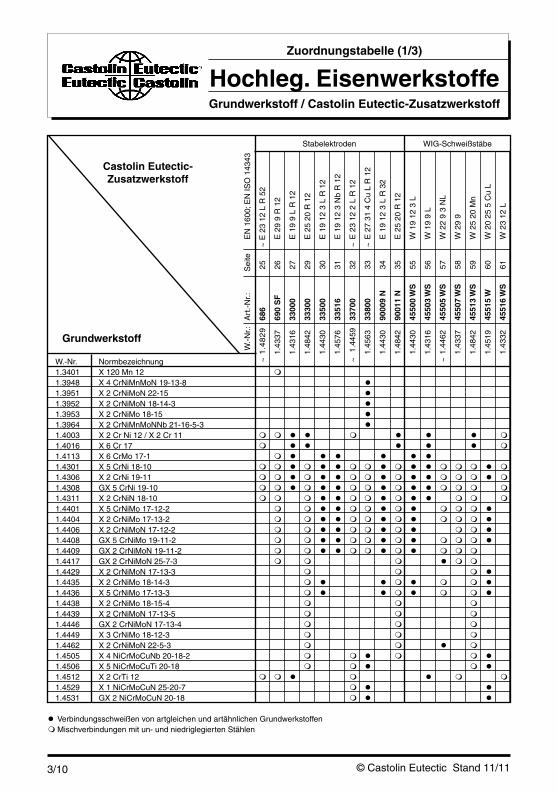
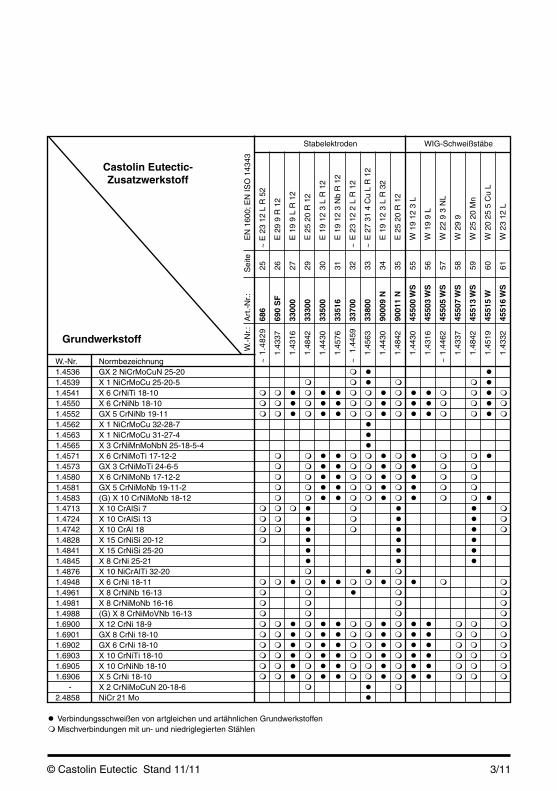
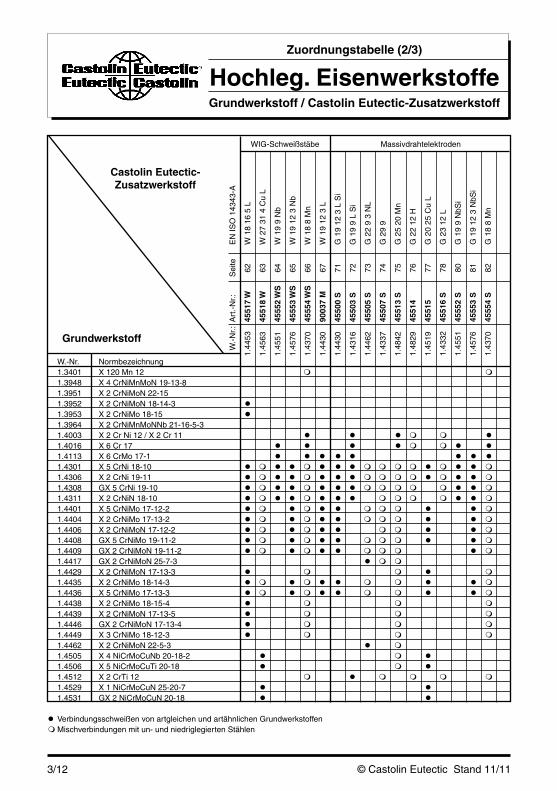
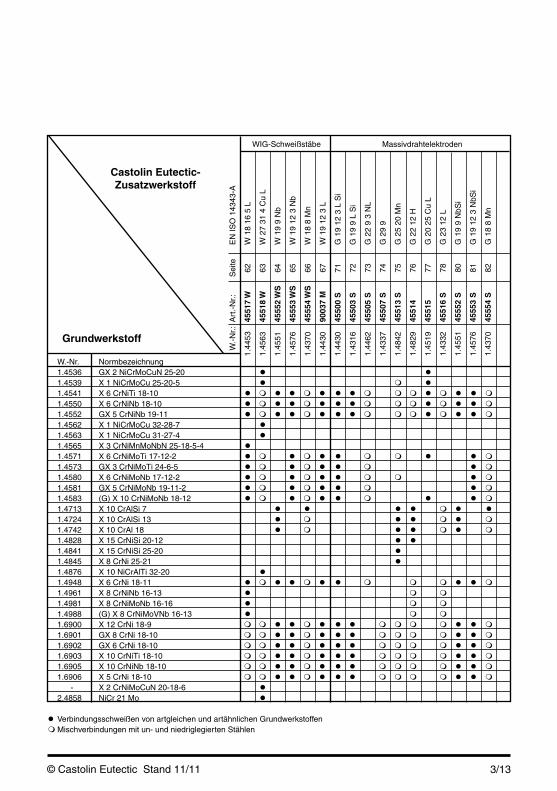
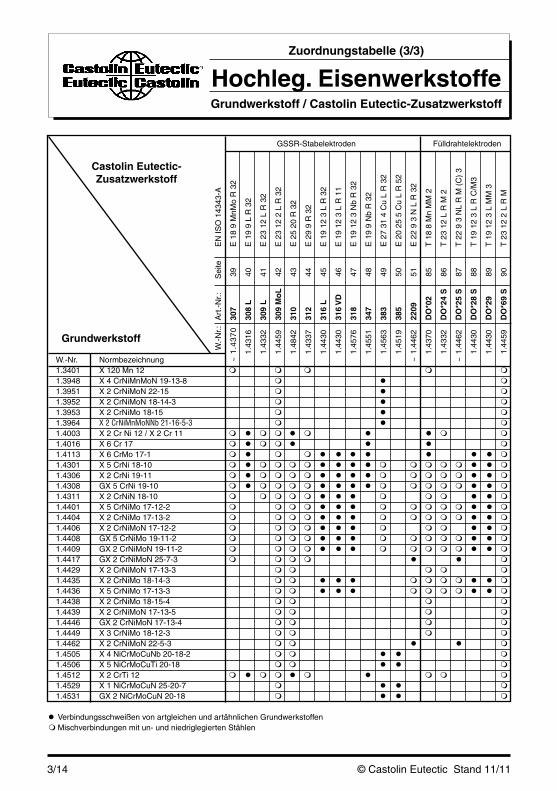
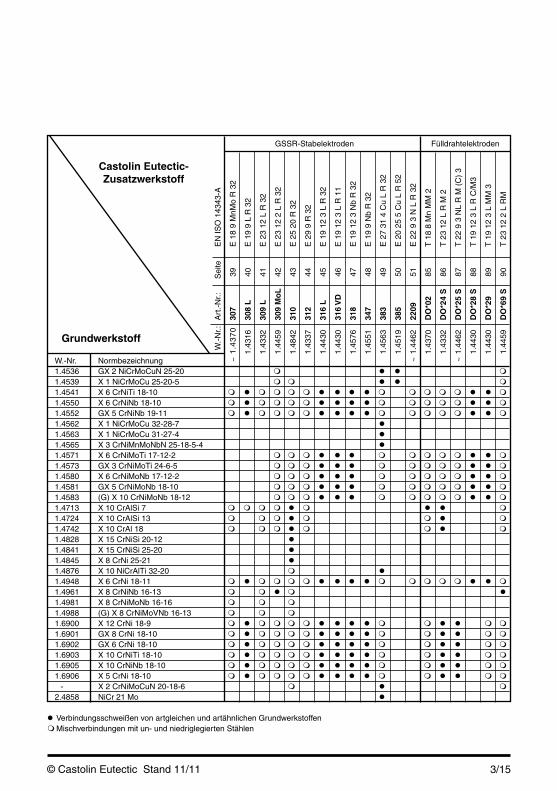
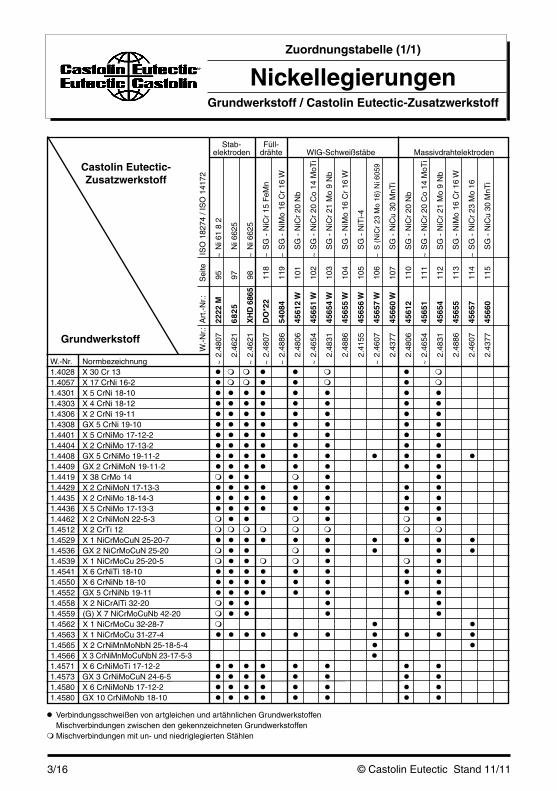
Anmerkung zu den ZuordnungstabellenDie in den Zuordnungstabellen angegebenen Werkstoffkombinationen sind möglich. Bei der Auswahl eines geeigneten Schweißzusatzes, z. B. bei besonders hohen Anforde-rungen an die Korrosions- und Zunderbeständigkeit, stehen wir Ihnen gerne zur Verfügung.
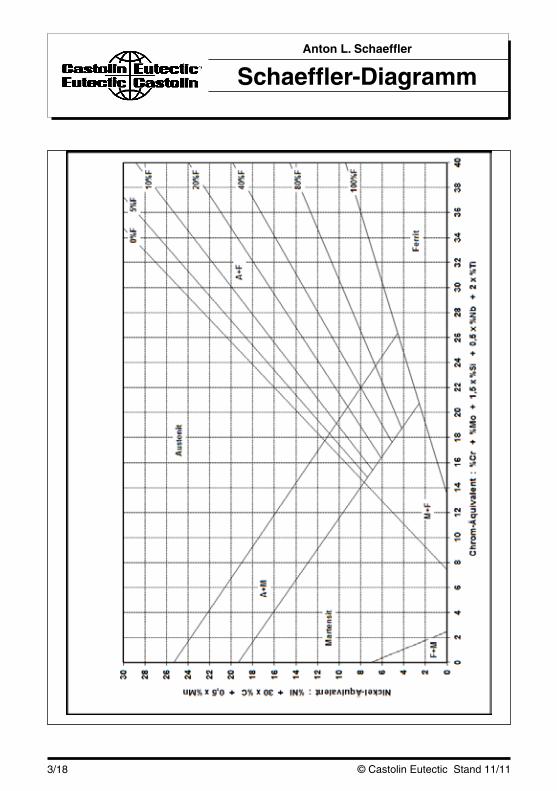
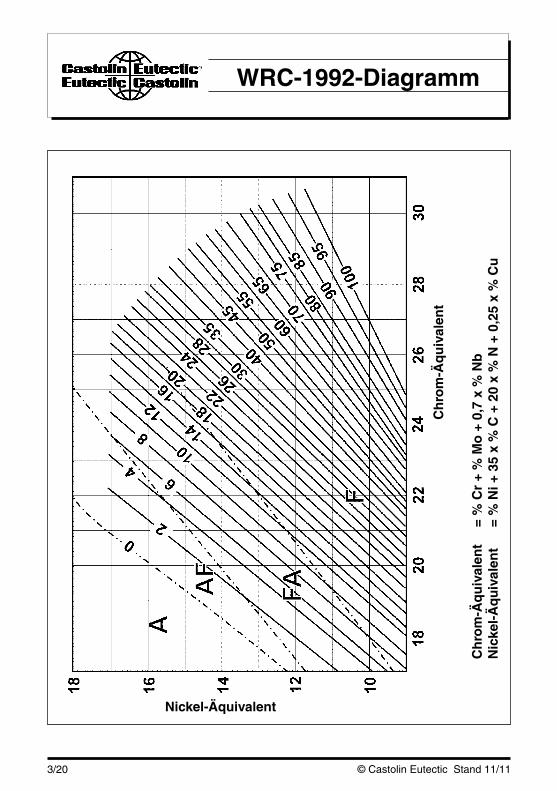
Ferner muss beim Verbindungs- und Auftragschweißen an niedriglegierten Baustählen auf den höheren Wärmeausdehnungs-Koeffizient der austenitischen CrNi-Stähle und deren Lage im Schaeffler-Diagramm geachtet werden.
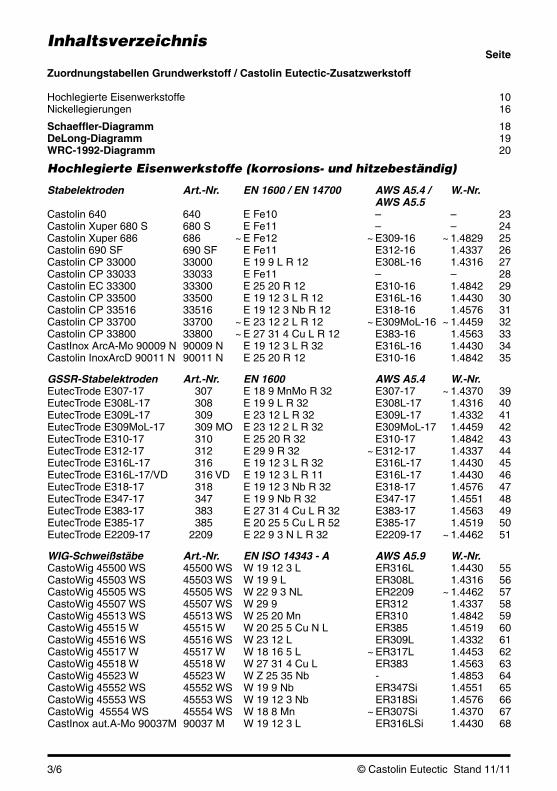
Hochlegierte Eisenwerkstoffe (korrosions- und hitzebeständig)
Stabelektroden Art.-Nr. EN 1600 / EN 14700 AWS A5.4 / W.-Nr. AWS A5.5Castolin 640 640 E Fe10 – – 23 Castolin Xuper 680 S 680 S E Fe11 – – 24Castolin Xuper 686 686 ~ E Fe12 ~ E309-16 ~ 1.4829 25 Castolin 690 SF 690 SF E Fe11 E312-16 1.4337 26Castolin CP 33000 33000 E 19 9 L R 12 E308L-16 1.4316 27Castolin CP 33033 33033 E Fe11 – – 28Castolin EC 33300 33300 E 25 20 R 12 E310-16 1.4842 29Castolin CP 33500 33500 E 19 12 3 L R 12 E316L-16 1.4430 30Castolin CP 33516 33516 E 19 12 3 Nb R 12 E318-16 1.4576 31Castolin CP 33700 33700 ~ E 23 12 2 L R 12 ~ E309MoL-16 ~ 1.4459 32Castolin CP 33800 33800 ~ E 27 31 4 Cu L R 12 E383-16 1.4563 33CastInox ArcA-Mo 90009 N 90009 N E 19 12 3 L R 32 E316L-16 1.4430 34Castolin InoxArcD 90011 N 90011 N E 25 20 R 12 E310-16 1.4842 35 GSSR-Stabelektroden Art.-Nr. EN 1600 AWS A5.4 W.-Nr. EutecTrode E307-17 307 E 18 9 MnMo R 32 E307-17 ~ 1.4370 39 EutecTrode E308L-17 308 E 19 9 L R 32 E308L-17 1.4316 40EutecTrode E309L-17 309 E 23 12 L R 32 E309L-17 1.4332 41EutecTrode E309MoL-17 309 MO E 23 12 2 L R 32 E309MoL-17 1.4459 42EutecTrode E310-17 310 E 25 20 R 32 E310-17 1.4842 43EutecTrode E312-17 312 E 29 9 R 32 ~ E312-17 1.4337 44EutecTrode E316L-17 316 E 19 12 3 L R 32 E316L-17 1.4430 45EutecTrode E316L-17/VD 316 VD E 19 12 3 L R 11 E316L-17 1.4430 46EutecTrode E318-17 318 E 19 12 3 Nb R 32 E318-17 1.4576 47EutecTrode E347-17 347 E 19 9 Nb R 32 E347-17 1.4551 48EutecTrode E383-17 383 E 27 31 4 Cu L R 32 E383-17 1.4563 49EutecTrode E385-17 385 E 20 25 5 Cu L R 52 E385-17 1.4519 50EutecTrode E2209-17 2209 E 22 9 3 N L R 32 E2209-17 ~ 1.4462 51 WIG-Schweißstäbe Art.-Nr. EN ISO 14343 - A AWS A5.9 W.-Nr. CastoWig 45500 WS 45500 WS W 19 12 3 L ER316L 1.4430 55CastoWig 45503 WS 45503 WS W 19 9 L ER308L 1.4316 56CastoWig 45505 WS 45505 WS W 22 9 3 NL ER2209 ~ 1.4462 57CastoWig 45507 WS 45507 WS W 29 9 ER312 1.4337 58CastoWig 45513 WS 45513 WS W 25 20 Mn ER310 1.4842 59CastoWig 45515 W 45515 W W 20 25 5 Cu N L ER385 1.4519 60CastoWig 45516 WS 45516 WS W 23 12 L ER309L 1.4332 61CastoWig 45517 W 45517 W W 18 16 5 L ~ ER317L 1.4453 62CastoWig 45518 W 45518 W W 27 31 4 Cu L ER383 1.4563 63CastoWig 45523 W 45523 W W Z 25 35 Nb - 1.4853 64CastoWig 45552 WS 45552 WS W 19 9 Nb ER347Si 1.4551 65CastoWig 45553 WS 45553 WS W 19 12 3 Nb ER318Si 1.4576 66CastoWig 45554 WS 45554 WS W 18 8 Mn ~ ER307Si 1.4370 67CastInox aut.A-Mo 90037M 90037 M W 19 12 3 L ER316LSi 1.4430 68
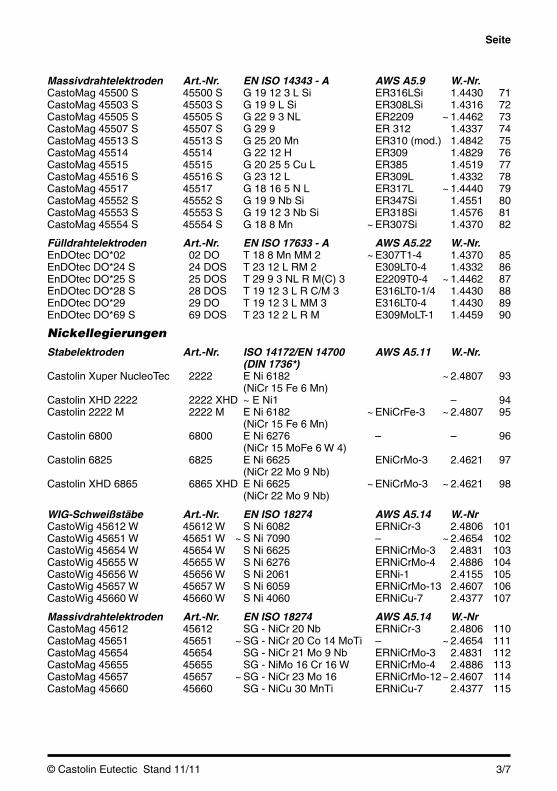
Massivdrahtelektroden Art.-Nr. EN ISO 14343 - A AWS A5.9 W.-Nr. CastoMag 45500 S 45500 S G 19 12 3 L Si ER316LSi 1.4430 71CastoMag 45503 S 45503 S G 19 9 L Si ER308LSi 1.4316 72CastoMag 45505 S 45505 S G 22 9 3 NL ER2209 ~ 1.4462 73CastoMag 45507 S 45507 S G 29 9 ER 312 1.4337 74CastoMag 45513 S 45513 S G 25 20 Mn ER310 (mod.) 1.4842 75CastoMag 45514 45514 G 22 12 H ER309 1.4829 76CastoMag 45515 45515 G 20 25 5 Cu L ER385 1.4519 77CastoMag 45516 S 45516 S G 23 12 L ER309L 1.4332 78CastoMag 45517 45517 G 18 16 5 N L ER317L ~ 1.4440 79CastoMag 45552 S 45552 S G 19 9 Nb Si ER347Si 1.4551 80CastoMag 45553 S 45553 S G 19 12 3 Nb Si ER318Si 1.4576 81CastoMag 45554 S 45554 S G 18 8 Mn ~ ER307Si 1.4370 82
Fülldrahtelektroden Art.-Nr. EN ISO 17633 - A AWS A5.22 W.-Nr. EnDOtec DO*02 02 DO T 18 8 Mn MM 2 ~ E307T1-4 1.4370 85EnDOtec DO*24 S 24 DOS T 23 12 L RM 2 E309LT0-4 1.4332 86EnDOtec DO*25 S 25 DOS T 29 9 3 NL R M(C) 3 E2209T0-4 ~ 1.4462 87EnDOtec DO*28 S 28 DOS T 19 12 3 L R C/M 3 E316LT0-1/4 1.4430 88EnDOtec DO*29 29 DO T 19 12 3 L MM 3 E316LT0-4 1.4430 89EnDOtec DO*69 S 69 DOS T 23 12 2 L R M E309MoLT-1 1.4459 90
Nickellegierungen Stabelektroden Art.-Nr. ISO 14172/EN 14700 AWS A5.11 W.-Nr. (DIN 1736*)Castolin Xuper NucleoTec 2222 E Ni 6182 ~ 2.4807 93 (NiCr 15 Fe 6 Mn) Castolin XHD 2222 2222 XHD ~ E Ni1 – 94Castolin 2222 M 2222 M E Ni 6182 ~ ENiCrFe-3 ~ 2.4807 95 (NiCr 15 Fe 6 Mn)Castolin 6800 6800 E Ni 6276 – – 96 (NiCr 15 MoFe 6 W 4)Castolin 6825 6825 E Ni 6625 ENiCrMo-3 2.4621 97 (NiCr 22 Mo 9 Nb)Castolin XHD 6865 6865 XHD E Ni 6625 ~ ENiCrMo-3 ~ 2.4621 98 (NiCr 22 Mo 9 Nb)
WIG-Schweißstäbe Art.-Nr. EN ISO 18274 AWS A5.14 W.-NrCastoWig 45612 W 45612 W S Ni 6082 ERNiCr-3 2.4806 101CastoWig 45651 W 45651 W ~ S Ni 7090 – ~ 2.4654 102CastoWig 45654 W 45654 W S Ni 6625 ERNiCrMo-3 2.4831 103CastoWig 45655 W 45655 W S Ni 6276 ERNiCrMo-4 2.4886 104CastoWig 45656 W 45656 W S Ni 2061 ERNi-1 2.4155 105CastoWig 45657 W 45657 W S Ni 6059 ERNiCrMo-13 2.4607 106CastoWig 45660 W 45660 W S Ni 4060 ERNiCu-7 2.4377 107
Massivdrahtelektroden Art.-Nr. EN ISO 18274 AWS A5.14 W.-NrCastoMag 45612 45612 SG - NiCr 20 Nb ERNiCr-3 2.4806 110CastoMag 45651 45651 ~ SG - NiCr 20 Co 14 MoTi – ~ 2.4654 111CastoMag 45654 45654 SG - NiCr 21 Mo 9 Nb ERNiCrMo-3 2.4831 112CastoMag 45655 45655 SG - NiMo 16 Cr 16 W ERNiCrMo-4 2.4886 113CastoMag 45657 45657 ~ SG - NiCr 23 Mo 16 ERNiCrMo-12 ~ 2.4607 114CastoMag 45660 45660 SG - NiCu 30 MnTi ERNiCu-7 2.4377 115
W.-Nr. Normbezeichnung 1.4028 X 30 Cr 13 1.4057 X 17 CrNi 16-2 1.4301 X 5 CrNi 18-10 1.4303 X 4 CrNi 18-12 1.4306 X 2 CrNi 19-11 1.4308 GX 5 CrNi 19-10 1.4401 X 5 CrNiMo 17-12-2 1.4404 X 2 CrNiMo 17-13-2 1.4408 GX 5 CrNiMo 19-11-2 1.4409 GX 2 CrNiMoN 19-11-2 1.4419 X 38 CrMo 14 1.4429 X 2 CrNiMoN 17-13-3 1.4435 X 2 CrNiMo 18-14-3 1.4436 X 5 CrNiMo 17-13-3 1.4462 X 2 CrNiMoN 22-5-3 1.4512 X 2 CrTi 12 1.4529 X 1 NiCrMoCuN 25-20-7 1.4536 GX 2 NiCrMoCuN 25-20 1.4539 X 1 NiCrMoCu 25-20-5 1.4541 X 6 CrNiTi 18-10 1.4550 X 6 CrNiNb 18-10 1.4552 GX 5 CrNiNb 19-11 1.4558 X 2 NiCrAlTi 32-20 1.4559 (G) X 7 NiCrMoCuNb 42-20 1.4562 X 1 NiCrMoCu 32-28-7 1.4563 X 1 NiCrMoCu 31-27-4 1.4565 X 2 CrNiMnMoNbN 25-18-5-4 1.4566 X 3 CrNiMnMoCuNbN 23-17-5-3 1.4571 X 6 CrNiMoTi 17-12-2 1.4573 GX 3 CrNiMoCuN 24-6-5 1.4580 X 6 CrNiMoNb 17-12-2 1.4580 GX 10 CrNiMoNb 18-10
Verbindungsschweißen von artgleichen und artähnlichen Grundwerkstoffen Mischverbindungen zwischen den gekennzeichneten Grundwerkstoffen Mischverbindungen mit un- und niedriglegierten Stählen
W.-Nr. Normbezeichnung 1.4581 GX 5 CrNiMoNb 19-11-2 1.4583 (G) X 10 CrNiMoNb 18-12 1.4724 X 10 CrAlSi 13 1.4742 X 10 CrAlSi 18 1.4828 X 15 CrNiSi 20-12 1.4841 X 15 CrNiSi 25-20 1.4876 X 10 NiCrAlTi 32-20 (H) 1.4948 X 6 CrNi 18-11 1.4961 X 8 CrNiNb 16-13 1.4981 X 8 CrNiMoNb 16-16 1.4988 (G) X 8 CrNiMoVNb 16-13 1.5662 X 8 Ni 9 1.6905 GX 10 CrNiNb 18-10 - X 2 CrNiMoCuN 20-18-6 2.4056 Ni 99,6 Si 2.4062 Ni 99,4 Fe 2.4066 Ni 99,2 2.4360 NiCu 30 Fe 2.4361 LC-NiCu 30 Fe 2.4365 G-NiCu 30 Nb 2.4375 NiCu 30 AL 2.4602 NiCr 21 Mo 14 W 2.4605 NiCr 23 Mo 16 AL 2.4610 NiMo 16 Cr 16 Ti 2.4619 NiCr 22 Mo 7 Cu 2.4641 NiCr 21 Mo 6 Cu 2.4660 NiCr 20 CuMo 2.4816 NiCr 15 Fe 2.4817 LC-NiCr 15 Fe 2.4819 NiMo 16 Cr 15 W 2.4856 NiCr 22 Mo 9 Nb 2.4858 NiCr 21 Mo 2.4869 NiCr 80-20 2.4951 NiCr 20 Ti 2.4952 NiCr 20 TiAL
Verbindungsschweißen von artgleichen und artähnlichen Grundwerkstoffen Mischverbindungen zwischen den gekennzeichneten Grundwerkstoffen
EigenschaftenRutilbasisch-umhüllte Stabelektrode mit hoch-legiertem, austenitischem CrNiMn-Schweißgut. Zunderbeständig bis 900 °C, korrosionsbeständig, heißrissunempfindlich und kaltverfestigungsfähig. Hohe Zähigkeit und Duktilität.
Technische DatenEN 14700: E Fe10
Schweißgut Mindestwerte (unbehandelt) bei 20 °C*)
Dehngrenze Rp0,2 [MPa] 450
Zugfestigkeit Rm [MPa] 650
Bruchdehnung A5 [%] 35
Kerbschlagarbeit AV [J] 55 (ISO-V)
Härte [HB] 200 – kaltverfestigt [HB] 400 *) entsprechend den geltenden Regelwerken. Ist-Werte sind höher.
AnwendungenZum Schweißen von zähen und dehnungsaus-gleichenden Pufferlagen vor Hartauftragungen, sowie für Panzerungen auf Werkstücken aus Manganhartstahl und Mischverbindungen.
Weiterhin zum Verbindungs- und Auftragschwei-ßen an Stählen, z. B. Stähle mit erhöhtem S-Gehalt, Stähle mit hohem C-Gehalt und Stahl-guss sowie hochfeste, legierte und niedriglegierte Vergütungs- und Werkzeugstähle, warmfeste und kaltzähe Stähle, CrNi- und Manganhartstähle sowie martensitische und ferritische Cr-Stähle.
VerarbeitungshinweiseRissiges und sonstwie geschädigtes Material ent-fernen. Schweißbereiche säubern. Rücktrocknen bei 350 °C / 2 h. Wärmeführung beim Schweißen auf das Bauteil, dessen Werkstoff und Abmes-sungen abstimmen. Zwischenlagentemperatur möglichst gering halten. Austenitische Mangan-hartstähle ohne Vorwärmung möglichst kalt (unter 250 °C) schweißen.
EigenschaftenHochlegierte CrNi-Stahl-Elektrode mit Sonder-umhüllung für den nahezu universellen Einsatz in Reparatur und vorbeugender Instandhaltung.Das Schweißgut besitzt hohe Widerstandsfä-higkeit gegen Drücke, Schläge und Kavitation bei guter Dehnung und hoher Festigkeit. Nicht rissanfällig. Es ist feilbar, aber nicht härtbar und ausgezeichnet rost- und korrosionsbeständig.Der Lichtbogen lässt sich sehr leicht zünden und wiederzünden. Die Stabelektrode ist hervorragend in allen Positionen an Gleich- oder Wechselstrom verschweißbar. Die Schweißraupe ist gleichmä-ßig feingefiedert und die Schlacke mühelos zu entfernen.
Technische DatenEN 14700: E Fe11
Schweißgut Mindestwerte (unbehandelt) bei 20 °C*)
Dehngrenze Rp0,2 [MPa] 640
Zugfestigkeit Rm [MPa] 810
Bruchdehnung A5 [%] 20
Härte [HV 30] 210
*) entsprechend den geltenden Regelwerken. Ist-Werte sind höher.
Stabelektrode
Castolin Xuper 680 Sfür schwer schweißbare Stähle
AnwendungenZum Verbindungs- und Auftragschweißen von schwer schweißbaren Stählen, z. B.: Stähle mit erhöhtem Schwefelgehalt und Kohlenstoffstähle, Werkzeug-, Schnellarbeits- und Warmarbeits-stähle, Manganhartstähle, Feder- und Vergü-tungs stähle sowie ferritische und martensitische Cr-Stähle.
Typische Anwendungsbeispiele sind:Reparaturen von gebrochenen Werkzeugen wie Bohrer, Meißel, Zangen und Schraubenschlüs-sel, Zieh-, Stanz-, Schnitt- und Presswerkzeuge sowie Hydraulik-Zylinder und Kolbenstangen, Wasserturbinen, Dampfventilsitze, Zahnräder, beschädigte oder ausgebrochene Zähne von Zahnkränzen, Mitnehmernocken, Anschläge, Schlagbolzen, Schlag- und Bohrmeißel.
VerarbeitungshinweiseRissiges und sonstwie geschädigtes Material ent-fernen. Schweißbereiche säubern. Rücktrocknen bei 350 °C / 1 h. Wärmeführung beim Schweißen auf das Bauteil, dessen Werkstoff und Abmessung- en abstimmen. Zwischenlagentemperatur bei großen Nahtquerschnitten auf 250 °C begrenzen. Austenitische Manganhartstähle ohne Vorwär-mung möglichst kalt (unter 250 °C) schweißen.
EigenschaftenRutilbasisch-umhüllte, hüllenlegierte Hochlei-stungsstabelektrode mit ca. 150 % Ausbringung. Austenitisch-ferritisches Schweißgut auf CrNi-Basis. Beständig gegen Nasskorrosion. Kavita-tionsbeständig. Zunderbständig bis ca. 900 °C.
Technische DatenEN 14700: E Fe12EN 1600: ~ E 23 12 L R 52W.-Nr.: ~ 1.4829 Schweißgut Mindestwerte (unbehandelt) bei 20 °C*)
Dehngrenze Rp0,2 [MPa] 600
Zugfestigkeit Rm [MPa] 770
Bruchdehnung A5 [%] 25
Härte [HB] 240 *) entsprechend den geltenden Regelwerken. Ist-Werte sind höher.
Hochleistungsstabelektrode
Castolin Xuper 686für Mischverbindungen und Auftragungen
AnwendungenZum Verbindungsschweißen von Schwarz-Weiß-Verbindungen und schwer schweißbaren Stählen. Ferner für Pufferlagen auf legierten und härtbaren Stählen.
Typische Anwendungsbeispiele sind:Korrosions- und kavitationsbeanspruchte Bauteile wie Läufer- und Leitschaufeln von Kaplanturbinen, Sitze von Ventilen für Wärmetauscherplatten.
VerarbeitungshinweiseRissiges und sonstwie geschädigtes Material entfernen. Schweißbereiche säubern. Rücktrock- nen bei 350 °C/1 h. Wärmeführung beim Schwei-ßen auf das Bauteil, dessen Werkstoff und Abmess- ungen abstimmen. Austenitische Man gan-hartstähle ohne Vorwärmung möglichst kalt (unter 250 °C) schweißen. Strichraupentechnik anwen-den. Zwischenlagentemperatur auf max. 250 °C begrenzen.
EigenschaftenRutilbasisch-umhüllte, hochlegierte CrNi-Stahl-Elektrode für den Einsatz in Reparatur und vorbeugender Instandhaltung.Das Schweißgut besitzt hohe Widerstandsfä-higkeit gegen Drücke, Schläge und Kavitation bei guter Dehnung und hoher Festigkeit. Nicht rissanfällig. Es ist feilbar, aber nicht härtbar und ausgezeichnet rost- und korrosionsbeständig.Der Lichtbogen lässt sich leicht zünden und wie-derzünden. Die Stabelektrode ist an Gleich- oder Wechselstrom verschweißbar. Die Schweißraupe ist feingefiedert und die Schlacke einfach zu ent-fernen. Zunderbeständig bis max. 1100°C.
Technische DatenEN 14700: E Fe11EN 1600: E 29 9 R 12AWS A5.4: E312-16W.-Nr. 1.4337
Schweißgut Mindestwerte (unbehandelt) bei 20 °C*)
Dehngrenze Rp0,2 [MPa] 490
Zugfestigkeit Rm [MPa] 740
Bruchdehnung A5 [%] 20
Kerbschlagarbeit AV [J] 25 (ISO-V)
Härte [HV 30] 220
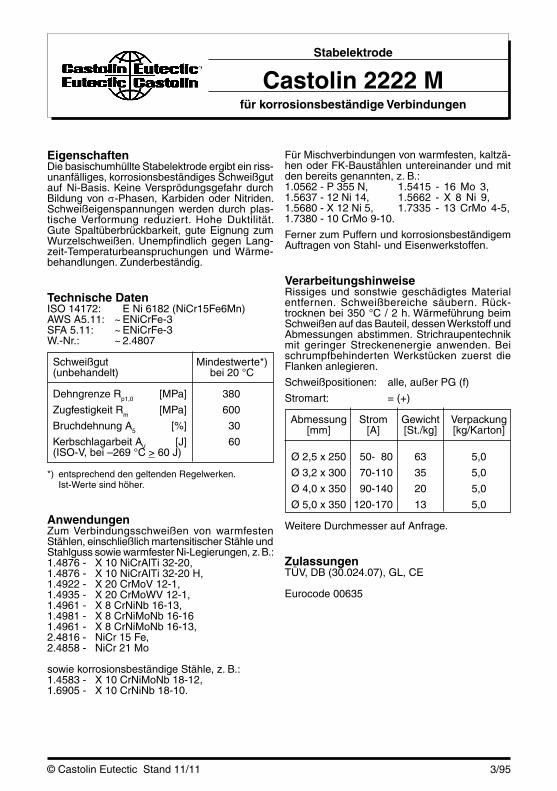
*) entsprechend den geltenden Regelwerken. Ist-Werte sind höher.
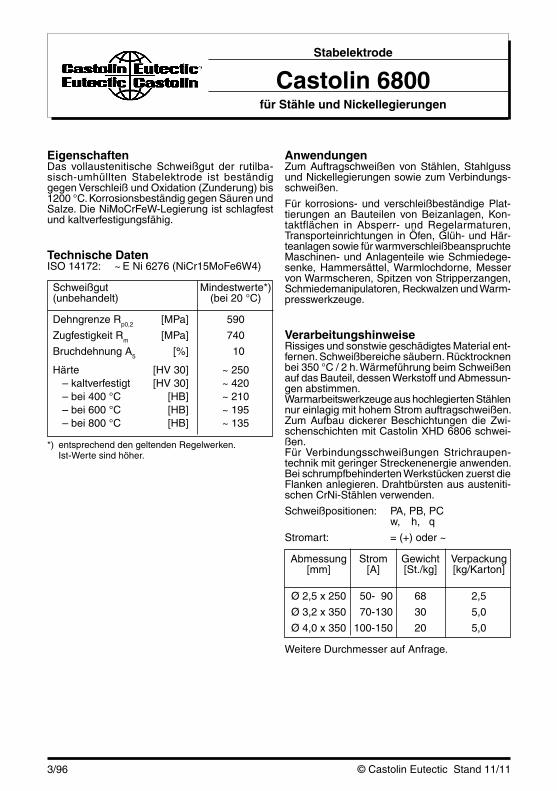
Stabelektrode
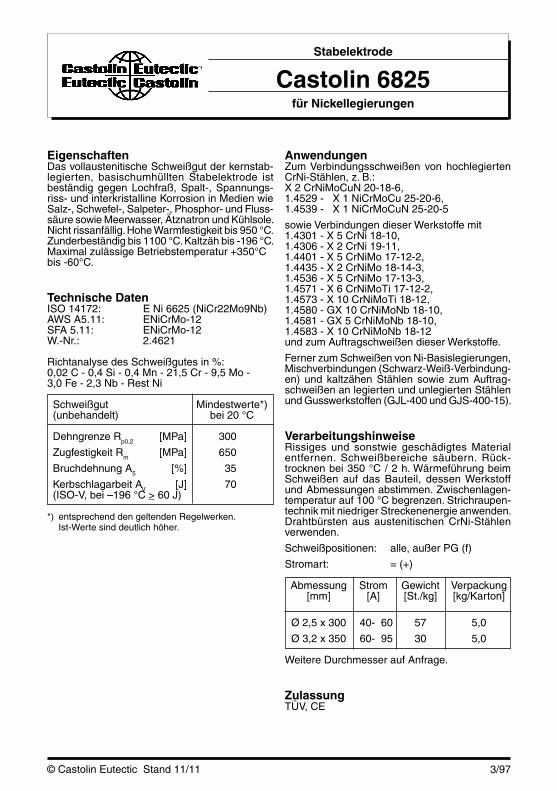
Castolin 690 SFfür schwer schweißbare Stähle
AnwendungenDie Elektrode wird für Verbindungen von un-, niedrig- und hochlegierten Stählen untereinan-der und zum Auftragschweißen dieser Stähle verwendet sowie für Pufferlagen.
Typische Anwendungsbeispiele sind:Auftragschweißungen an Press- und Ziehwerk-zeugen, Formen und Gesenken.
VerarbeitungshinweiseRissiges und sonstwie geschädigtes Material entfernen. Schweißbereiche säubern. Rück-trocknen bei 350 °C / 1 h. Wärmeführung beim Schweißen auf das Bauteil, dessen Werkstoff und Abmessungen abstimmen. Zwischenlagentem-peratur bei großen Nahtquerschnitten auf 250 °C begren zen. Austenitische Manganhartstähle ohne Vorwärmung möglichst kalt (unter 250 °C) schweißen.
EigenschaftenRutilbasisch-umhüllte Stabelektrode. Auste-nitisches Schweißgut mit geringem δ-Ferrit-Anteil. Beständig gegen interkristalline Korrosion bis 350 °C. Zunderbeständig bis 800 °C. Die tiefste Betriebstemperatur beträgt –110 °C. Hochglanz-polierbar.
Technische DatenEN 1600: E 19 9 L R 12AWS A5.4: E308L-16W.-Nr.: 1.4316
Richtanalyse des Schweißgutes in %:max. 0,03 C - max. 0,9 Si - 0,7 Mn - 19 Cr - 10 Ni - Rest Fe
Schweißgut Mindestwerte*) (unbehandelt) bei 20 °C
Dehngrenze Rp0,2 [MPa] 205
Zugfestigkeit Rm [MPa] 510
Bruchdehnung A5 [%] 30
Kerbschlagarbeit AV [J] 40 (ISO-V, bei –110 °C > 32 J) *) entsprechend den geltenden Regelwerken. Ist-Werte sind höher.
AnwendungenZum Verbindungsschweißen von nicht stabilisier-ten und stabilisierten CrNi-Stählen, z. B.:1.4301 - X 5 CrNi 18-10 (X 5 CrNi 18-9),1.4306 - X 2 CrNi 19-11 (X 2 CrNi 18-9), 1.4308 - GX 6 CrNi 18-9,1.4541 - X 6 CrNiTi 18-10, 1.4550 - X 6 CrNiNb 18-10 (X 10 CrNiNb 18-9),1.4552 - GX 5 CrNiNb 18-9,1.4948 - X 6 CrNi 18-11,1.6900 - X 12 CrNi 18-9,1.6901 - GX 8 CrNi 18-10,1.6902 - GX 6 CrNi 18-10,1.6903 - X 10 CrNiTi 18-10,1.6906 - X 5 CrNi 18-10
sowie entsprechend plattierter Stähle und zum Auftragschweißen dieser Werkstoffe.
Castolin CP 33000 wird in der chemischen Indus-trie, Textilindustrie, im Maschinen-, Apparate-, Rohrleitungs- und Behälterbau sowie der allge-meinen Lebensmittelindustrie und in Brauereien verwendet.
VerarbeitungshinweiseSchweißbereiche säubern. Rücktrocknen bei 350 °C / 1 h. Zwischenlagentemperatur auf 150 °C begrenzen. Drahtbürsten aus austeniti schen CrNi-Stählen verwenden.
AnwendungenZum Schweißen von zähen und dehnungsaus-gleichenden Pufferlagen vor Hartauftragungen, sowie für Panzerungen auf Werkstücken aus Manganhartstahl (1.3401 - X 120 Mn 12) und Mischverbindungen.
Weiterhin zum Verbindungs- und Auftragschwei-ßen an Stählen, z. B.: Stähle mit erhöhtem Schwefel-Gehalt, Stähle mit hohem C-Gehalt, Stahlguss, hochfeste, legierte und unlegierte Vergütungs- und Werkzeugstähle, warmfeste und kaltzähe Stähle, CrNi- und Manganhartstähle sowie martensitische und ferritische Cr-Stähle.
VerarbeitungshinweiseRissiges oder geschädigtes Material entfernen. Schweißbereiche säubern. Rücktrocknen bei 350 °C / 2 h. Wärmeführung beim Schweißen auf das Bauteil, dessen Werkstück und Abmessungen abstimmen. Zwischenlagentemperatur möglichst gering halten. Austenitische Manganhartstähle ohne Vorwärmung möglichst kalt (unter 250 °C) schweißen.
EigenschaftenRutilbasisch-umhüllte Stabelektrode. Hochlegiertes, austenitisches Schweißgut auf CrNiMnCu- Basis. Zunderbeständig bis 900 °C, korrosionsbeständig, nicht heißrissanfällig und kaltverfestigend.
Technische DatenEN 14700: E Fe11EN 1600: EZ 21 8 Cu R 12W.-Nr.: ~ 1.4370
Schweißgut Mindestwerte (unbehandelt) bei 20 °C*)
Streckgrenze Rp0,2 [MPa] 350
Zugfestigkeit Rm [MPa] 570
Bruchdehnung A5 [%] 35
Kerbschlagarbeit AV [J] 60 (ISO-V)
Härte [HB] ~ 190
– kaltverfestigt [HB] ~ 400
*) entsprechend den geltenden Regelwerken. Ist-Werte sind höher.
EigenschaftenRutilbasisch-umhüllte Stabelektrode. Voll auste-nitisches, korrosionsbeständiges Schweißgut. Zunderbeständig bis 1200 °C. Beständig in reduzierender, schwefelhaltiger Atmosphäre bis 650 °C.
Technische DatenEN 1600: E 25 20 R 72AWS A5.4: E310-16W.-Nr.: 1.4842
Richtanalyse des Schweißgutes in %:max. 0,1 C - 0,6 Si - 3,5 Mn - 25 Cr - 20 Ni - Rest Fe
Schweißgut Mindestwerte*) (unbehandelt) bei 20 °C
Streckgrenze ReH [MPa] 350
Zugfestigkeit Rm [MPa] 550
Bruchdehnung A5 [%] 20
Kerbschlagarbeit AV [J] 40 (ISO-V)
*) entsprechend den geltenden Regelwerken. Ist-Werte sind höher.
Stabelektrode
Castolin EC 33300für hitzebeständige Stähle
AnwendungenZum Verbindungsschweißen von artgleichen und artähnlichen, hitzebeständigen CrNi-Stählen, z.B.:1.4837 - GX 40 CrNiSi 25-12,1.4840 - GX 15 CrNi 25-20,1.4841 - X 15 CrNiSi 25-20,1.4843 - X 12 CrNi 25-20,1.4845 - X 12 CrNi 25-21.Für Mischverbindungen zwischen un- und nied-riglegierten Stählen, z. B.:P 235 GH, P 265 GH, P 295 GH nach EN 10028-2 sowie ähnliche für den Dampfkessel- und Druckbehälterbau anerkannte Baustähle und hochlegierten austenitischen CrNi-Stählen, z. B.:1.4301 - X 5 CrNi 18-10,1.4306 - X 2 CrNi 19-11,1.4401 - X 5 CrNiMo 17-12-2,1.4404 - X 2 CrNiMo 17-13-2,1.4541 - X 6 CrNiTi 18-10, 1.4550 - X 6 CrNiNb 18-10,1.4571 - X 6 CrNiMoTi 17-12-2,1.4573 - X 10 CrNiMoTi 18-12,1.4581 - GX 5 Cr NiMoNb 18-10,1.4583 - X 10 CrNiMoNb 18-12
und ähnlich legierten Austeniten.
VerarbeitungshinweiseSchweißbereiche säubern. Rücktrocknen bei 350 °C / 1 h. Wärmeführung beim Schweißen auf das Bauteil, dessen Werkstoff und Abmessungen abstimmen, bei artgleichen Grundwerkstoffen die Zwi schenlagentemperatur auf 150 °C begrenzen. Drahtbürsten aus austenitischen CrNi-Stählen verwenden.
EigenschaftenRutilbasisch-umhüllte, kernstablegierte Stabelek-trode mit austenitischem Schweißgut. Beständig gegen Lochfraß und interkristalline Korrosion bis 350 °C. Zunderbeständig bis 800 °C. Die tiefste Betriebstemperatur beträgt –100 °C. Hoch-glanzpolierbar.
Technische DatenEN 1600: E 19 12 3 L R 12AWS A5.4: E316L-16W.-Nr.: 1.4430
Richtanalyse des Schweißgutes in %:max. 0,03 C - max. 0,9 Si - 0,7 Mn - 19 Cr - 12 Ni - 2,8 Mo - Rest Fe
Schweißgut Mindestwerte*) (unbehandelt) bei 20 °C
Dehngrenze Rp0,2 [MPa] 295
Zugfestigkeit Rm [MPa] 580
Bruchdehnung A5 [%] 30
Kerbschlagarbeit AV [J] 40 (ISO-V, bei –100 °C > 32 J)
*) entsprechend den geltenden Regelwerken. Ist-Werte sind höher.
AnwendungenZum Verbindungsschweißen von nicht stabilisier-ten und stabilisierten CrNi-Stählen, z. B.:1.4301 - X 5 CrNi 18-10 (X 5 CrNi 18-9),1.4306 - X 2 CrNi 19-11 (X 2 CrNi 18-9), 1.4308 - GX 6 CrNi 18-9,1.4311 - X 2 CrNiN 18-10,1.4401 - X 5 CrNiMo 17-12-2 (X 5 CrNiMo 18-10),1.4404 - X 2 CrNiMo 17-13-2 (X 2 CrNiMo 18-10),1.4406 - X 2 CrNiMoN 17-12-2,1.4408 - GX 6 CrNiMo 18-10,1.4429 - X 2 CrNiMoN 17-13-3 (X 2 CrNiMoN 18-12),1.4435 - X 2 CrNiMo 18-14-3 (X 2 CrNiMo 18-12),1.4436 - X 5 CrNiMo 17-13-3 (X 5 CrNiMo 18-12),
Stabelektrode
Castolin CP 33500für nichtrostende Stähle
1.4541 - X 6 CrNiTi 18-10,1.4550 - X 6 CrNiNb 18-10 (X 10 CrNiNb 18-9),1.4552 - GX 5 CrNiNb 18-9,1.4571 - X 6 CrNiMoTi 17-12-2,1.4573 - X 10 CrNiMoTi 18-12,1.4580 - GX 10 CrNiMoNb 18-10,1.4581 - GX 5 CrNiMoNb 18-10,1.4583 - X 10 CrNiMoNb 18-12,1.4948 - X 6 CrNi 18-11
sowie entsprechend plattierter Stähle und zum Auftragschweißen dieser Werkstoffe.
Castolin CP 33500 wird in der chemischen Indus-trie, der Textilindustrie, im Maschinen-, Apparate-, Rohrleitungs- und Behälterbau sowie der allge-meinen Lebensmittelindustrie und in Brauereien verwendet.
VerarbeitungshinweiseSchweißbereiche säubern. Rücktrocknen bei 350 °C/ 1 h. Zwischenlagentemperatur auf 150 °C begrenz-en. Drahtbürsten aus austeniti schen CrNi-Stählen verwenden.
EigenschaftenRutilbasisch-umhüllte Stabelektrode mit Niob-sta-bilisiertem, austenitischem Schweißgut. Bestän-dig gegen Lochfraß und interkristalline Korrosion bis 400 °C. Zunderbeständig bis 800 °C. Die tiefste zulässige Betriebstemperatur beträgt -90°C.
Technische DatenEN 1600: E 19 12 3 Nb R 32AWS A5.4: E318-16W.-Nr.: 1.4576
Richtanalyse des Schweißgutes in %:max. 0,07 C - max. 0,9 Si - 0,7 Mn - 19 Cr - 12 Ni - 2,6 Mo - max. 1,1Nb - Rest Fe
Schweißgut Mindestwerte*) (unbehandelt) bei 20 °C
Dehngrenze Rp0,2 [MPa] 205
Zugfestigkeit Rm [MPa] 510
Bruchdehnung A5 [%] 30
Kerbschlagarbeit AV [J] 40 (ISO-V, bei –10 °C > 40 J)
*) entsprechend den geltenden Regelwerken. Ist-Werte sind höher.
AnwendungenZum Verbindungsschweißen von nicht stabilisier-ten und stabilisierten CrNi-Stählen, z. B.:1.4301 - X 5 CrNi 18-10 (X 5 CrNi 18-9),1.4306 - X 2 CrNi 19-11 (X 2 CrNi 18-9), 1.4308 - GX 6 CrNi 18-9,1.4401 - X 5 CrNiMo 17-12-2 (X 5 CrNiMo 18-10),1.4408 - GX 6 CrNiMo 18-10,1.4541 - X 6 CrNiTi 18-10,1.4550 - X 6 CrNiNb 18-10 (X 10 CrNiNb 18-9),1.4552 - GX 5 CrNiNb 18-9,1.4571 - X 6 CrNiMoTi 17-12-2,1.4573 - X 10 CrNiMoTi 18-12,1.4581 - GX 5 Cr NiMoNb 18-10,1.4583 - X 10 CrNiMoNb 18-12,1.4948 - X 6 CrNi 18-11,1.6900 - X 12 CrNi18-12,1.6901 - GX 8 CrNi 18-10,1.6902 - GX 6 CrNi 18-10,1.6903 - X 10 CrNiTi 18-10,1.6906 - X 5 CrNi18-10
sowie entsprechend plattierter Stähle und zum Auftragschweißen dieser Werkstoffe.
Castolin CP 33516 wird in der chemischen Indus-trie, der Textilindustrie, im Maschinen-, Apparate-, Rohrleitungs- und Behälterbau sowie der allge-meinen Lebensmittelindustrie und in Brauereien verwendet.
VerarbeitungshinweiseSchweißbereiche säubern. Rücktrocknen bei 350 °C/1 h. Zwischenlagentemperatur auf 150 °C begrenzen. Drahtbürsten aus austeniti schen CrNi-Stählen verwenden.
AnwendungenFür Mischverbindungen von nichtrostenden, austen- itischen Stählen, z. B.:1.4301 - X 5 CrNi 18-10 (X 5 CrNi 18-9),1.4306 - X 2 CrNi 19-11 (X 2 CrNi 18-9), 1.4401 - X 5 CrNiMo 17-12-2 8X 5 CrNiMo 18-10),1.4404 - X 2 CrNiMo 17-13-2 (X 2 CrNiMo 18-10),1.4435 - X 2 CrNiMo 18-14-3 (X 2 CrNiMo 18-12),1.4436 - X 5 CrNiMo 17-13-3 (X 5 CrNiMo 18-12),1.4541 - X 6 CrNiTi 18-10,1.4550 - X 6 CrNiNb 18-10 (X 10 CrNiNb 18-9),1.4552 - GX 5 CrNiNb 18-9,1.4571 - X 6 CrNiMoTi 17-12-2,1.4573 - X 10 CrNiMoTi 18-12,1.4581 - GX 5 Cr NiMoNb 18-10,1.4583 - X 10 CrNiMoNb 18-12,1.4948 - X 6 CrNi 18-9
und un- und niedriglegierten Stählen, wie:P 235 GH, P 265 GH, P 295 GH, S 255 N, P 355 N, S 380 N, S 420 N, P 460 N
Ferner zum Schweißen von Auftragungen und Pufferlagen auf den genannten Werkstoffen sowie auf härtbaren Stählen.
VerarbeitungshinweiseSchweißbereiche säubern. Rücktrocknen bei 350 °C/1 h. Zwischenlagentemperatur auf 150 °C begrenzen. Drahtbürsten aus austenitischen CrNi-Stählen verwenden.
EigenschaftenRutilumhüllte Stabelektrode mit austenitischem Schweißgut. Beständig gegen interkristalline Kor-rosion bis 300 °C. Zunderbeständig bis 1050 °C. Hochglanzpolierbar. Die tiefste zulässige Betriebstemperatur beträgt -20°C.
Technische DatenEN 1600: ~ E 23 12 2 L R 12AWS A5.4: ~ E 309MoL-16W.-Nr.: ~ 1.4459
Richtanalyse des Schweißgutes in %:0,02 C - 1,1 Si - 0,8 Mn - 20,5 Cr - 12,2 Ni - 2,5 Mo - Rest Fe
Schweißgut Mindestwerte*) (unbehandelt) bei 20°C
Dehngrenze Rp0,2 [MPa] 350
Zugfestigkeit Rm [MPa] 550
Bruchdehnung A5 [%] 25
Kerbschlagarbeit AV [J] 40 (ISO-V, bei –20 °C > 32 J)
Härte [HB] ca. 200
*) entsprechend den geltenden Regelwerken. Ist-Werte sind höher.
Stabelektrode
Castolin CP 33700für Mischverbindungen und Auftragungen
EigenschaftenRutilbasisch-umhüllte Stabelektrode mit vollau-stenitischem Schweißgut. Hohe Beständigkeit gegen Lochfraß, interkristalline Korrosion und Spannungsrisskorrosion bis 450 °C. Beständig ge-gen schwefelige Säure, Schwefel-, Phosphor- und Salpetersäure sowie den meisten organischen Säuren. Die tiefste zulässige Betriebstemperatur beträgt –196 °C. Zunderbeständig bis 1050 °C.
Technische DatenEN 1600: E 27 31 4 Cu L R 12AWS A5.4: E383-16W.-Nr.: 1.4563
Richtanalyse des Schweißgutes in %:0,025 C - 0,8 Si - 1 Mn - 27 Cr - 31 Ni - 3,5 Mo - 1 Cu - 0,1 N - Rest Fe
Schweißgut Mindestwerte*) (unbehandelt) bei 20 °C
Dehngrenze Rp0,2 [MPa] 220
Zugfestigkeit Rm [MPa] 550
Bruchdehnung A5 [%] 35
Kerbschlagarbeit AV [J] 55 (ISO-V)
*) entsprechend den geltenden Regelwerken. Ist-Werte sind höher.
Anwendungen Zum Verbindungsschweißen von artgleichen und artähnlichen Werkstoffen, z. B.:1.4505 - X 5 NiCrMoCuNb 20-18,1.4506 - X 5 NiCrMoCuTi 20-18,1.4531 - GX 2 NiCrMoCuN 20-18,1.4536 - GX 2 NiCrMoCuN 25-20,1.4563 - X 1 CrNiMoCu 31-27,2.4858 - NiCr 21 Mo
und für Mischverbindungen mit un- und niedrig-legierten Stählen, wie:P 235 GH, P 265 GH, P 295 GH, 16 Mo 3, P 355 N
sowie nichtrostenden Stählen:1.4301 - X 5 CrNi 18-10 (X 5 CrNi 18-9),1.4401 - X 5 CrNiMo 17-12-2 (X 5 CrNiMo 18-10),1.4404 - X 2 CrNiMo 17-13-2 (X 2 CrNiMo 18-10),1.4435 - X 2 CrNiMo 18-14-3 (X 2 CrNiMo 18-12),1.4436 - X 5 CrNiMo 17-13-3 (X 5 CrNiMo 18-12),1.4541 - X 6 CrNiTi 18-10,1.4583 - X 10 CrNiMoTi 18-12.
Typische Anwendungsbeispiele sind:Armaturen, Bau- und Anlageteile, Beiz- und Phos-phatieranlagen für aggressive Säuremischun gen, Anlagen für die Herstellung von Phosphorsäure sowie elektrische Tauchheiz ele mente, Wärmetau-scher und Rohrheizschlangen für Mischsäuren, Meerwasser oder mineral haltiges Wasser.
VerarbeitungshinweiseSchweißbereiche säubern. Rücktrocknen bei 350 °C / 1 h. Zwischenlagentemperatur auf 150 °C begrenzen. Drahtbürsten aus austeniti schen CrNi-Stählen verwenden.
Schweißpositionen: PA, PB, PC, PE, PF w, h, q, ü, s
EigenschaftenRutilbasisch-umhüllte, kernstablegierte Stabelek-trode mit ca. 120 % Ausbringung. Austenitisches Schweißgut mit ca. 10 % δ-Ferrit. Beständig gegen Lochfraß und interkristalline Korrosion bis 400 °C. Zunderbeständig bis 800 °C. Die tiefste Betriebs-temperatur beträgt -100 °C. Hochglanzpolierbar.
Technische DatenEN 1600: E 19 12 3 L R 32AWS A5.4: E316L-16W.-Nr.: 1.4430
Richtanalyse des Schweißgutes in %:max. 0,03 C - max. 0,9 Si - 1,5 Mn - 19 Cr - 12 Ni - 3 Mo - Rest Fe
Schweißgut Mindestwerte*) (unbehandelt) bei 20 °C
Dehngrenze Rp0,2 [MPa] 295
Zugfestigkeit Rm [MPa] 580
Bruchdehnung A5 [%] 30
Kerbschlagarbeit AV [J] 40 (ISO-V, bei –100 °C > 32 J)
*) entsprechend den geltenden Regelwerken. Ist-Werte sind deutlich höher.
AnwendungenZum Verbindungsschweißen von nicht stabilisier-ten und stabilisierten CrNi-Stählen, z. B.:1.4301 - X 5 CrNi 18-10 (X 5 CrNi 18-9),1.4306 - X 2 CrNi 19-11 (X 2 CrNi 18-9), 1.4308 - GX 6 CrNi 18-9,1.4311 - X 2 CrNiN 18-10,1.4401 - X 5 CrNiMo 17-12-2 (X 5 CrNiMo 18-10),1.4404 - X 2 CrNiMo 17-13-2 (X 2 CrNiMo 18-10),1.4406 - X 2 CrNiMoN 17-12-2,1.4408 - GX 6 CrNiMo 18-10,1.4429 - X 2 CrNiMoN 17-13-3 (X 2 CrNiMoN 18-12),1.4435 - X 2 CrNiMo 18-14-3 (X 2 CrNiMo 18-12),1.4436 - X 5 CrNiMo 17-13-3 (X 5 CrNiMo 18-12),
Stabelektrode
CastInox Arc A-Mo 90009 Nfür nichtrostende Stähle
1.4541 - X 6 CrNiTi 18-10,1.4550 - X 6 CrNiNb 18-10 (X 10 CrNiNb 18-9),1.4552 - GX 5 CrNiNb 18-9,1.4571 - X 6 CrNiMoTi 17-12-2,1.4573 - X 10 CrNiMoTi 18-12,1.4580 - GX 10 CrNiMoNb 18-10,1.4581 - GX 5 CrNiMoNb 18-10,1.4583 - X 10 CrNiMoNb 18-12,1.4948 - X 6 CrNi 18-11
sowie entsprechend plattierter Stähle und zum Auftragschweißen dieser Werkstoffe.
CastInox Arc A-Mo 90009 N wird in der chemi-schen Industrie, der Textilindustrie, im Maschi-nen-, Apparate-, Rohrleitungs- und Behälterbau sowie der allgemeinen Lebensmittelindustrie und in Brauereien verwendet.
VerarbeitungshinweiseSchweißbereiche säubern. Rücktrocknen bei 350 °C / 1 h. Zwischenlagentemperatur auf 150 °C begrenzen. Drahtbürsten aus austeniti schen CrNi-Stählen verwenden.
EigenschaftenRutilbasisch-umhüllte, kernstablegierte Stabelek-trode mit vollaustenitischem Schweißgut. Korro-sionsbeständig. Zunder bestän dig bis 1200 °C. Beständig in reduzierender, schwefelhaltiger Atmosphäre bis 650 °C.
Technische DatenEN 1600: E 25 20 R 12AWS A5.4: E310-16W.-Nr.: 1.4842
Richtanalyse des Schweißgutes in %:max. 0,15 C - 1,5 Mn - 25 Cr - 21 Ni - Rest Fe
Schweißgut Mindestwerte*) (unbehandelt) bei 20 °C
Dehngrenze Rp0,2 [MPa] 350
Zugfestigkeit Rm [MPa] 550
Bruchdehnung A5 [%] 20
Kerbschlagarbeit AV [J] 40 (ISO-V)
Stabelektrode
Castolin Inox Arc D 90011 Nfür hitzebeständige Stähle
AnwendungenZum Verbindungs- und Auftragschweißen von au stenitischen bzw. hitzebeständigen Stählen des Typs CrNi 25 20 sowie von artgleichen und artähnlichen Stählen oder Stahlgusssorten, z. B. hitzebeständige, ferritische Cr-Stähle.
Typische Anwendungsbeispiele sind:Bauteile von Industrieöfen, Dichtflächen von Ar-maturen im Hochtemperaturbereich, Hitzeverklei-dungen, Brennerstützrohren sowie Härtekörben.
VerarbeitungshinweiseRissiges und sonstwie geschädigtes Material ent- fernen. Schweißbereiche säubern. Rücktrocknen bei 350 °C / 1 h. Wärmeführung beim Schweißen auf das Bauteil, dessen Werkstoff und Abmes-sungen abstimmen. Bei artgleichen Grundwerk-stoffen die Zwi schenlagentemperatur auf 150 °C begrenzen. Drahtbürsten aus austeniti schen CrNi-Stählen verwenden.
EigenschaftenRutilumhüllte Stabelektrode mit 110 % Ausbring-ung. Weitgehend vollaustenitisches, unmag-netisierbares Schweißgut. Korrosionsbeständig bis 300 °C. Thermoschock- und zunderbestän-dig bis 850 °C. Hohe Zähigkeit und Duktilität. Kaltverfestigend.
Technische DatenEN 1600: E 18 9 MnMo R 32AWS A5.4: E307-17SFA 5.4: E307-17W.-Nr.: ~ 1.4370
Richtanalyse des Schweißgutes in %:0,1 C - max. 0,9 Si - 4,0 Mn - 19,5 Cr - 10 Ni -1,0 Mo - Rest Fe
Schweißgut Mindestwerte*) (unbehandelt) bei 20 °C
Dehngrenze Rp0,2 [MPa] 445
Zugfestigkeit Rm [MPa] 610
Bruchdehnung A5 [%] 40
Kerbschlagzähigkeit Av [J] 55 (ISO-V)
Härte [HB] 200
*) entsprechend den geltenden Regelwerken. Ist-Werte sind höher.
AnwendungenFür Mischverbindungen von austenitischen, nicht-rostenden Stählen, z. B.:1.4301 - X 5 CrNi 18-10 (X 5 CrNi 18-9),1.4306 - X 2 CrNi 19-11 (X 2 CrNi 18-9), 1.4308 - GX 6 CrNi 18-9,1.4401 - X 5 CrNiMo 17-12-2 (X 5 CrNiMo 18-10),1.4404 - X 2 CrNiMo 17-13-2 (X 2 CrNiMo 18-10),1.4408 - GX 6 CrNiMo 18-10,1.4435 - X 2 CrNiMo 18-14-3 (X 2 CrNiMo 18-12),1.4436 - X 5 CrNiMo 17-13-3 (X 5 CrNiMo 18-12),1.4541 - X 6 CrNiTi 18-10,1.4550 - X 6 CrNiNb 18-10 (X 10 CrNiNb 18-9),1.4552 - GX 5 CrNiNb 18-9,1.4571 - X 6 CrNiMoTi 17-12-2,1.4573 - X 10 CrNiMoTi 18 -12,1.4580 - X 6 CrNiMoNb 17-12-2,1.4583 - X 10 CrNiMoNb 18-12,1.4948 - X 6 CrNi 18-11
mit un- und niedriglegierten Stählen, z. B.:P 235 GH, P 265 GH, P 295 GH, 16 Mo 3, S 255 N bis P 355 N
sowie entsprechendem Stahlguss und Mangan-hartstählen. Ferner zum Schweißen von Puffer-lagen auf den genannten Stählen und härtbaren Stählen und zum Auftragschweißen.
VerarbeitungshinweiseSchweißbereiche säubern. Rücktrocknen bei 250 °C / 3 h. Zwischenlagentemperatur auf 150 °C begrenzen. Strichraupentechnik mit geringer Streckenenergie. Drahtbürsten aus austenitischen CrNi-Stählen verwenden.
EigenschaftenRutilumhüllte Stabelektrode mit ca. 110 % Aus-bringung. Austenitisches Schweißgut mit ca. 10 % δ-Ferrit. Beständig gegen interkristalline Korro sion bis 350 °C. Zunderbeständig bis 850 °C (Luft). Die tiefste zulässige Betriebstemperatur beträgt -196 °C. Hochglanzpolierbar.
Technische DatenEN 1600: E 19 9 L R 32AWS A5.4: E308L-17SFA 5.4: E308L-17W.-Nr.: 1.4316
Richtanalyse des Schweißgutes in %:0,02 C - 0,8 Si - 1 Mn - 20 Cr - 10,5 Ni - Rest Fe
Ferrit: 10 FN
Schweißgut Mindestwerte*) (unbehandelt) bei 20 °C
Dehngrenze Rp0,2 [MPa] 430
Zugfestigkeit Rm [MPa] 590
Bruchdehnung A5 [%] 40
Kerbschlagarbeit Av [J] 65 Härte [HB] ~ 200
*) entsprechend den geltenden Regelwerken. Ist-Werte sind höher.
Stabelektrode
EutecTrode E308L-17Artikel-Nr.: 308 L
AnwendungenZum Verbindungsschweißen von nicht stabilisierten sowie stabilisierten CrNi-Stählen, z. B.:1.4301 - X 5 CrNi 18-10 (X 5 CrNi 18-9),1.4306 - X 2 CrNi 19-11 (X 2 CrNi 18-9), 1.4308 - GX 5 CrNi 18-9,1.4311 - X 2 CrNiN 18-10,1.4541 - X 6 CrNiTi 18-10,1.4550 - X 6 CrNiNb 18-10 (X 10 CrNiNb 18-9),1.4552 - GX 5 CrNiNb 19 -10,1.4948 - X 6 CrNi 18-11,1.6900 - X 12 CrNi 18-9,1.6901 - GX 8 CrNi 18-10,1.6902 - GX 6 CrNi 18-10,1.6903 - X 10 CrNiTi 18-10,1.6906 - X 5 CrNi 18-10
sowie entsprechend plattierten Stählen und zum Auftragschweißen.
EutecTrode E308L-17 wird z. B. in der chemischen Industrie, Textilindustrie, im Maschinen-, Apparate-, Rohrleitungs- und Behälterbau sowie in der allgemei-nen Lebensmittelindustrie verwendet.
VerarbeitungshinweiseSchweißbereiche säubern. Rücktrocknen bei 250°C/3 h. Zwischenlagentemperatur auf 150 °C begrenz-en. Drahtbürsten aus austenitischen CrNi-Stählen verwenden.
AnwendungenFür Mischverbindungen von nichtrostenden, au-stenitischen Stählen, z. B.:1.4301 - X 5 CrNi 18-10 (X 5 CrNi 18-9),1.4306 - X 2 CrNi 19-11 (X 2 CrNi 18-9), 1.4308 - GX 6 CrNi 18-9,1.4311 - X 2 CrNiN 18-10,1.4401 - X 5 CrNiMo 17-12-2 (X 5 CrNiMo 18-10),1.4404 - X 2 CrNiMo 17-13-2 (X 2 CrNiMo 18-10),1.4408 - GX 6 CrNiMo 18-10,1.4435 - X 2 CrNiMo 18-14-3 (X 2 CrNiMo 18-12),1.4436 - X 5 CrNiMo 17-13-3 (X 5 CrNiMo 18-12),1.4541 - X 6 CrNiTi 18-10,1.4550 - X 6 CrNiNb 18-10 (X 10 CrNiNb 18-9),1.4552 - GX 5 CrNiNb 18-9,1.4571 - X 6 CrNiMoTi 17-12-2,1.4573 - X 10 CrNiMoTi 18-12,1.4580 - X 6 CrNiMoNb 17-12-2,1.4581 - GX 5 CrNiMoNb 18-10,1.4583 - X 10 CrNiMoNb 18-12,1.4948 - X 6 CrNi 18-11
mit un- und niedriglegierten Stählen, z. B.:P 235 GH, P 265 GH, P 295 GH, 16 Mo 3, S 255 N bis P 355 N
sowie entsprechendem Stahlguss, ferner für kor-rosionsbeständige Schweißplattierungen an den zuvor genannten un- und niedriglegierten Stählen und an warmfesten vergüteten Feinkornbaustäh-len nach AD 2000-Merkblatt HP 0, Gruppe 3.
VerarbeitungshinweiseSchweißbereiche säubern. Rücktrocknen bei 250 °C /3 h. Zwischenlagentemperatur auf 150 °C begrenzen. Drahtbürsten aus austenitischen CrNi-Stählen verwenden.
Ø 4,0 x 350 100-160 18 5,0 Weitere Durchmesser auf Anfrage.
ZulassungTÜV, CE
Eurocode 06150
EigenschaftenRutilumhüllte Stabelektrode mit ca. 115 % Aus-bringung. Austenitisches Schweißgut mit ca. 15 % δ-Ferrit. Beständig gegen interkristalline Korro-sion bis 400 °C. Zunderbeständig bis 1050 °C. Die tiefste zulässige Betriebstemperatur beträgt –60 °C. Maximale zulässige Betriebstemperatur von 350 °C.
Technische DatenEN 1600: E 23 12 L R 32AWS A5.4: E309L-17SFA 5.4: E309L-17W.-Nr.: 1.4332
Ferrit: 15 FN
Schweißgut Mindestwerte*) (unbehandelt) bei 20 °C
Dehngrenze Rp0,2 [MPa] 450
Zugfestigkeit Rm [MPa] 590
Bruchdehnung A5 [%] 40
Kerbschlagarbeit Av [J] 50 (ISO-V, bei –70 °C ~ 30 J)
Härte [HB] 210
Stabelektrode
EutecTrode E309L-17Artikel-Nr.: 309 L
*) entsprechend den geltenden Regelwerken. Ist-Werte sind höher.
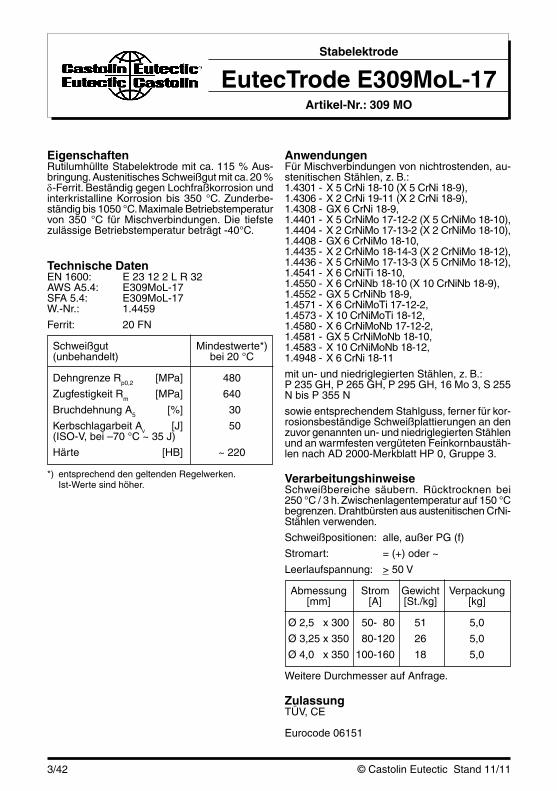
EigenschaftenRutilumhüllte Stabelektrode mit ca. 115 % Aus-bringung. Austenitisches Schweißgut mit ca. 20 % δ-Ferrit. Beständig gegen Lochfraßkorrosion und interkristalline Korrosion bis 350 °C. Zunderbe-ständig bis 1050 °C. Maximale Betriebstemperatur von 350 °C für Mischverbindungen. Die tiefste zulässige Betriebstemperatur beträgt -40°C.
Technische DatenEN 1600: E 23 12 2 L R 32AWS A5.4: E309MoL-17SFA 5.4: E309MoL-17W.-Nr.: 1.4459
Ferrit: 20 FN
Schweißgut Mindestwerte*) (unbehandelt) bei 20 °C
Dehngrenze Rp0,2 [MPa] 480
Zugfestigkeit Rm [MPa] 640
Bruchdehnung A5 [%] 30
Kerbschlagarbeit Av [J] 50 (ISO-V, bei –70 °C ~ 35 J)
Härte [HB] ~ 220
*) entsprechend den geltenden Regelwerken. Ist-Werte sind höher.
AnwendungenFür Mischverbindungen von nichtrostenden, au-stenitischen Stählen, z. B.:1.4301 - X 5 CrNi 18-10 (X 5 CrNi 18-9),1.4306 - X 2 CrNi 19-11 (X 2 CrNi 18-9), 1.4308 - GX 6 CrNi 18-9,1.4401 - X 5 CrNiMo 17-12-2 (X 5 CrNiMo 18-10),1.4404 - X 2 CrNiMo 17-13-2 (X 2 CrNiMo 18-10),1.4408 - GX 6 CrNiMo 18-10,1.4435 - X 2 CrNiMo 18-14-3 (X 2 CrNiMo 18-12),1.4436 - X 5 CrNiMo 17-13-3 (X 5 CrNiMo 18-12),1.4541 - X 6 CrNiTi 18-10,1.4550 - X 6 CrNiNb 18-10 (X 10 CrNiNb 18-9),1.4552 - GX 5 CrNiNb 18-9,1.4571 - X 6 CrNiMoTi 17-12-2,1.4573 - X 10 CrNiMoTi 18-12,1.4580 - X 6 CrNiMoNb 17-12-2,1.4581 - GX 5 CrNiMoNb 18-10,1.4583 - X 10 CrNiMoNb 18-12,1.4948 - X 6 CrNi 18-11
mit un- und niedriglegierten Stählen, z. B.:P 235 GH, P 265 GH, P 295 GH, 16 Mo 3, S 255 N bis P 355 N
sowie entsprechendem Stahlguss, ferner für kor-rosionsbeständige Schweißplattierungen an den zuvor genannten un- und niedriglegierten Stählen und an warmfesten vergüteten Feinkornbaustäh-len nach AD 2000-Merkblatt HP 0, Gruppe 3.
VerarbeitungshinweiseSchweißbereiche säubern. Rücktrocknen bei 250 °C / 3 h. Zwischenlagentemperatur auf 150 °C begrenzen. Drahtbürsten aus austenitischen CrNi-Stählen verwenden.
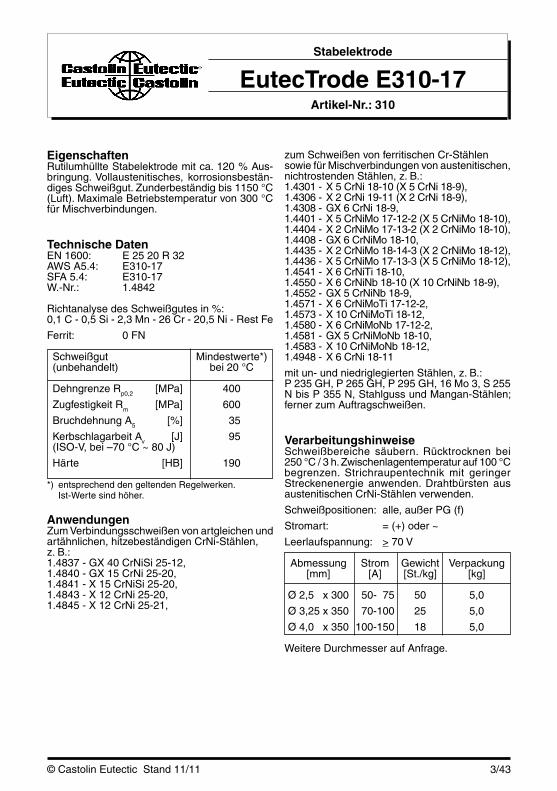
zum Schweißen von ferritischen Cr-Stählen sowie für Mischverbindungen von austenitischen, nichtrostenden Stählen, z. B.:1.4301 - X 5 CrNi 18-10 (X 5 CrNi 18-9),1.4306 - X 2 CrNi 19-11 (X 2 CrNi 18-9), 1.4308 - GX 6 CrNi 18-9,1.4401 - X 5 CrNiMo 17-12-2 (X 5 CrNiMo 18-10),1.4404 - X 2 CrNiMo 17-13-2 (X 2 CrNiMo 18-10),1.4408 - GX 6 CrNiMo 18-10,1.4435 - X 2 CrNiMo 18-14-3 (X 2 CrNiMo 18-12),1.4436 - X 5 CrNiMo 17-13-3 (X 5 CrNiMo 18-12),1.4541 - X 6 CrNiTi 18-10,1.4550 - X 6 CrNiNb 18-10 (X 10 CrNiNb 18-9),1.4552 - GX 5 CrNiNb 18-9,1.4571 - X 6 CrNiMoTi 17-12-2,1.4573 - X 10 CrNiMoTi 18-12,1.4580 - X 6 CrNiMoNb 17-12-2,1.4581 - GX 5 CrNiMoNb 18-10,1.4583 - X 10 CrNiMoNb 18-12,1.4948 - X 6 CrNi 18-11
mit un- und niedriglegierten Stählen, z. B.:P 235 GH, P 265 GH, P 295 GH, 16 Mo 3, S 255 N bis P 355 N, Stahlguss und Mangan-Stählen; ferner zum Auftragschweißen.
VerarbeitungshinweiseSchweißbereiche säubern. Rücktrocknen bei 250 °C / 3 h. Zwischenlagentemperatur auf 100 °C begrenzen. Strichraupentechnik mit geringer Streckenenergie anwenden. Drahtbürsten aus austenitischen CrNi-Stählen verwenden.
EigenschaftenRutilumhüllte Stabelektrode mit ca. 120 % Aus-bringung. Vollaustenitisches, korrosionsbestän-diges Schweißgut. Zunderbeständig bis 1150 °C (Luft). Maximale Betriebstemperatur von 300 °C für Mischverbindungen.
Technische DatenEN 1600: E 25 20 R 32AWS A5.4: E310-17SFA 5.4: E310-17W.-Nr.: 1.4842
Richtanalyse des Schweißgutes in %:0,1 C - 0,5 Si - 2,3 Mn - 26 Cr - 20,5 Ni - Rest Fe
Ferrit: 0 FN
Schweißgut Mindestwerte*) (unbehandelt) bei 20 °C
Dehngrenze Rp0,2 [MPa] 400
Zugfestigkeit Rm [MPa] 600
Bruchdehnung A5 [%] 35
Kerbschlagarbeit Av [J] 95 (ISO-V, bei –70 °C ~ 80 J)
Härte [HB] 190
*) entsprechend den geltenden Regelwerken. Ist-Werte sind höher.
AnwendungenZum Verbindungsschweißen von artgleichen und artähnlichen, hitzebeständigen CrNi-Stählen, z. B.:1.4837 - GX 40 CrNiSi 25-12,1.4840 - GX 15 CrNi 25-20,1.4841 - X 15 CrNiSi 25-20,1.4843 - X 12 CrNi 25-20,1.4845 - X 12 CrNi 25-21,
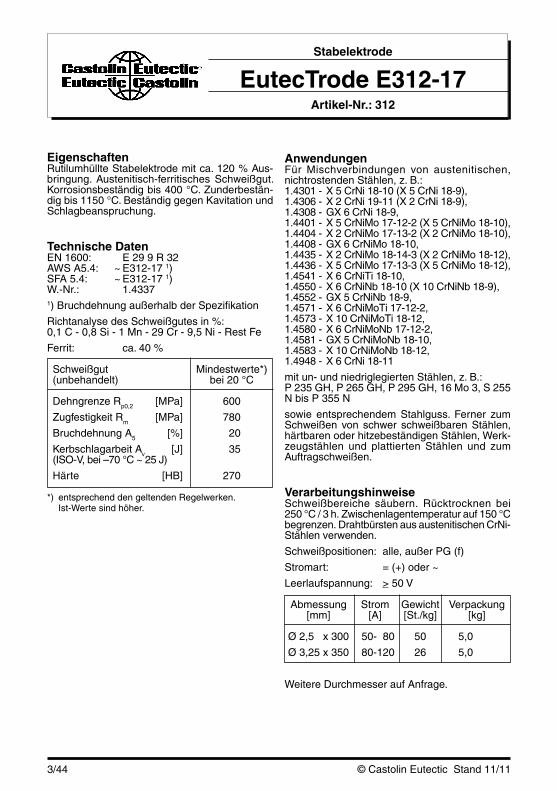
EigenschaftenRutilumhüllte Stabelektrode mit ca. 120 % Aus-bringung. Austenitisch-ferritisches Schweißgut. Korrosionsbeständig bis 400 °C. Zunderbestän-dig bis 1150 °C. Beständig gegen Kavitation und Schlagbeanspruchung.
Technische DatenEN 1600: E 29 9 R 32AWS A5.4: ~ E312-17 1)SFA 5.4: ~ E312-17 1)W.-Nr.: 1.43371) Bruchdehnung außerhalb der Spezifikation
Richtanalyse des Schweißgutes in %:0,1 C - 0,8 Si - 1 Mn - 29 Cr - 9,5 Ni - Rest Fe
Ferrit: ca. 40 %
Schweißgut Mindestwerte*) (unbehandelt) bei 20 °C
Dehngrenze Rp0,2 [MPa] 600
Zugfestigkeit Rm [MPa] 780
Bruchdehnung A5 [%] 20
Kerbschlagarbeit Av [J] 35 (ISO-V, bei –70 °C ~ 25 J)
Härte [HB] 270
*) entsprechend den geltenden Regelwerken. Ist-Werte sind höher.
AnwendungenFür Mischverbindungen von austenitischen, nichtrostenden Stählen, z. B.:1.4301 - X 5 CrNi 18-10 (X 5 CrNi 18-9),1.4306 - X 2 CrNi 19-11 (X 2 CrNi 18-9), 1.4308 - GX 6 CrNi 18-9,1.4401 - X 5 CrNiMo 17-12-2 (X 5 CrNiMo 18-10),1.4404 - X 2 CrNiMo 17-13-2 (X 2 CrNiMo 18-10),1.4408 - GX 6 CrNiMo 18-10,1.4435 - X 2 CrNiMo 18-14-3 (X 2 CrNiMo 18-12),1.4436 - X 5 CrNiMo 17-13-3 (X 5 CrNiMo 18-12),1.4541 - X 6 CrNiTi 18-10,1.4550 - X 6 CrNiNb 18-10 (X 10 CrNiNb 18-9),1.4552 - GX 5 CrNiNb 18-9,1.4571 - X 6 CrNiMoTi 17-12-2,1.4573 - X 10 CrNiMoTi 18-12,1.4580 - X 6 CrNiMoNb 17-12-2,1.4581 - GX 5 CrNiMoNb 18-10,1.4583 - X 10 CrNiMoNb 18-12,1.4948 - X 6 CrNi 18-11
mit un- und niedriglegierten Stählen, z. B.:P 235 GH, P 265 GH, P 295 GH, 16 Mo 3, S 255 N bis P 355 N
sowie entsprechendem Stahlguss. Ferner zum Schweißen von schwer schweißbaren Stählen, härtbaren oder hitzebeständigen Stählen, Werk-zeugstählen und plattierten Stählen und zum Auftragschweißen.
VerarbeitungshinweiseSchweißbereiche säubern. Rücktrocknen bei 250 °C / 3 h. Zwischenlagentemperatur auf 150 °C begrenzen. Drahtbürsten aus austenitischen CrNi-Stählen verwenden.
EigenschaftenRutilumhüllte Stabelektrode mit ca. 110 % Aus-bringung. Austenitisches Schweißgut mit ca. 10 % δ-Ferrit. Beständig gegen Lochfraß und interkris-talline Korrosion bis 400 °C. Zunderbeständig bis 850 °C (Luft). Die tiefste zulässige Betriebstempe-ratur beträgt -120 °C. Hochglanzpolierbar.
Technische DatenEN 1600: E 19 12 3 L R 32AWS A5.4: E316L-17W.-Nr.: 1.4430
Richtanalyse des Schweißgutes in %:0,02 C - 0,8 Si - 1 Mn - 18 Cr - 11,5 Ni - 2,8 Mo - Rest Fe
Ferrit: 10 FN
Schweißgut Mindestwerte*) (unbehandelt) bei 20 °C
Dehngrenze Rp0,2 [MPa] 440
Zugfestigkeit Rm [MPa] 590
Bruchdehnung A5 [%] 40
Kerbschlagarbeit Av [J] 65 (ISO-V, bei –70 °C ~ 50 J)
Härte [HB] 210
*) entsprechend den geltenden Regelwerken. Ist-Werte sind höher.
AnwendungenZum Verbindungsschweißen von nicht stabilisier-ten und stabilisierten CrNi-Stählen, z. B.:1.4301 - X 5 CrNi 18-10 (X 5 CrNi 18-9),1.4306 - X 2 CrNi 19-11 (X 2 CrNi 18-9), 1.4308 - GX 6 CrNi 18-9,1.4311 - X 2 CrNiN 18-10,1.4401 - X 5 CrNiMo 17-12-2 (X 5 CrNiMo 18-10),1.4404 - X 2 CrNiMo 17-13-2 (X 2 CrNiMo 18-10),1.4406 - X 2 CrNiMoN 17-12-2,
1.4408 - GX 6 CrNiMo 18-10,1.4429 - X 2 CrNiMoN 17-13-3 1.4435 - X 2 CrNiMo 18-14-3 (X 2 CrNiMo 18-12),1.4436 - X 5 CrNiMo 17-13-3 (X 5 CrNiMo 18-12),1.4541 - X 6 CrNiTi 18-10,1.4550 - X 6 CrNiNb 18-10 (X 10 CrNiNb 18-9),1.4552 - GX 5 CrNiNb 18-9,1.4571 - X 6 CrNiMoTi 17-12-2,1.4573 - X 10 CrNiMoTi 18-12,1.4580 - GX 10 CrNiMoNb 18-10,1.4581 - GX 5 CrNiMoNb 18-10,1.4583 - X 10 CrNiMoNb 18-12,1.4948 - X 6 CrNi 18-11
sowie entsprechend plattierten Stählen und zum Auftragschweißen.
EutecTrode E316L-17 wird z. B. in der chemischen Industrie, der Textilindustrie, im Maschinen-, Apparate-, Rohrleitungs- und Behälterbau sowie der allgemeinen Lebensmittelindustrie und in Brauereien verwendet.
VerarbeitungshinweiseSchweißbereiche säubern. Rücktrocknen bei 250 °C / 3 h. Zwischenlagentemperatur auf 150 °C begrenzen. Drahtbürsten aus austeniti schen CrNi-Stählen verwenden.
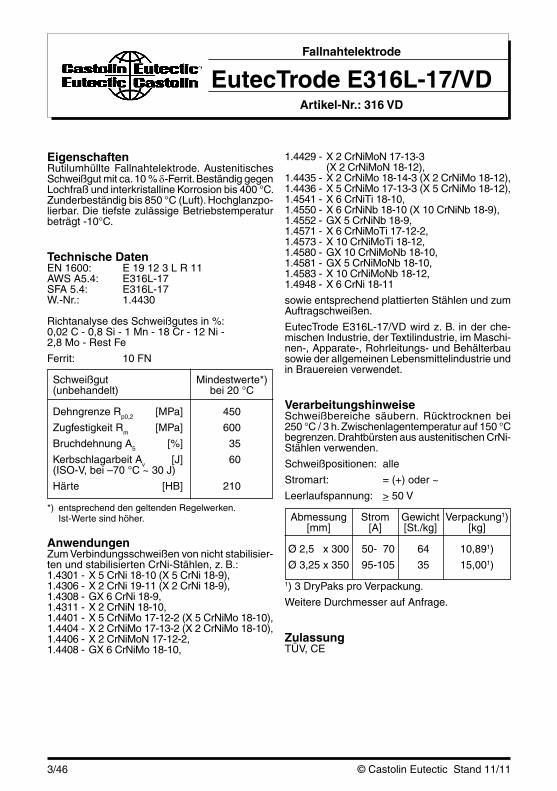
1.4429 - X 2 CrNiMoN 17-13-3 (X 2 CrNiMoN 18-12),1.4435 - X 2 CrNiMo 18-14-3 (X 2 CrNiMo 18-12),1.4436 - X 5 CrNiMo 17-13-3 (X 5 CrNiMo 18-12),1.4541 - X 6 CrNiTi 18-10,1.4550 - X 6 CrNiNb 18-10 (X 10 CrNiNb 18-9),1.4552 - GX 5 CrNiNb 18-9,1.4571 - X 6 CrNiMoTi 17-12-2,1.4573 - X 10 CrNiMoTi 18-12,1.4580 - GX 10 CrNiMoNb 18-10,1.4581 - GX 5 CrNiMoNb 18-10,1.4583 - X 10 CrNiMoNb 18-12,1.4948 - X 6 CrNi 18-11
sowie entsprechend plattierten Stählen und zum Auftragschweißen.
EutecTrode E316L-17/VD wird z. B. in der che-mischen Industrie, der Textilindustrie, im Maschi-nen-, Apparate-, Rohrleitungs- und Behälterbau sowie der allgemeinen Lebensmittelindustrie und in Brauereien verwendet.
VerarbeitungshinweiseSchweißbereiche säubern. Rücktrocknen bei 250 °C / 3 h. Zwischenlagentemperatur auf 150 °C begrenzen. Drahtbürsten aus austeniti schen CrNi-Stählen verwenden.
EigenschaftenRutilumhüllte Fallnahtelektrode. Austenitisches Schweißgut mit ca. 10 % δ-Ferrit. Beständig gegen Lochfraß und interkristalline Korrosion bis 400 °C. Zunderbeständig bis 850 °C (Luft). Hochglanzpo-lierbar. Die tiefste zulässige Betriebstemperatur beträgt -10°C.
Technische DatenEN 1600: E 19 12 3 L R 11AWS A5.4: E316L-17SFA 5.4: E316L-17W.-Nr.: 1.4430
Richtanalyse des Schweißgutes in %:0,02 C - 0,8 Si - 1 Mn - 18 Cr - 12 Ni - 2,8 Mo - Rest Fe
Ferrit: 10 FN
Schweißgut Mindestwerte*) (unbehandelt) bei 20 °C
Dehngrenze Rp0,2 [MPa] 450
Zugfestigkeit Rm [MPa] 600
Bruchdehnung A5 [%] 35
Kerbschlagarbeit Av [J] 60 (ISO-V, bei –70 °C ~ 30 J)
Härte [HB] 210
*) entsprechend den geltenden Regelwerken. Ist-Werte sind höher.
AnwendungenZum Verbindungsschweißen von nicht stabilisier-ten und stabilisierten CrNi-Stählen, z. B.:1.4301 - X 5 CrNi 18-10 (X 5 CrNi 18-9),1.4306 - X 2 CrNi 19-11 (X 2 CrNi 18-9), 1.4308 - GX 6 CrNi 18-9,1.4311 - X 2 CrNiN 18-10,1.4401 - X 5 CrNiMo 17-12-2 (X 5 CrNiMo 18-10),1.4404 - X 2 CrNiMo 17-13-2 (X 2 CrNiMo 18-10),1.4406 - X 2 CrNiMoN 17-12-2,1.4408 - GX 6 CrNiMo 18-10,
AnwendungenZum Verbindungsschweißen von nicht stabilisier-ten sowie stabilisierten CrNi-Stählen, z. B.:1.4301 - X 5 CrNi 18-10 (X 5 CrNi 18-9),1.4306 - X 2 CrNi 19-11 (X 2 CrNi 18-9), 1.4308 - GX 6 CrNi 18-9,1.4401 - X 5 CrNiMo 17-12-2 (X 5 CrNiMo 18-10),1.4404 - X 2 CrNiMo 17-13-2 (X 2 CrNiMo 18-10),1.4408 - GX 6 CrNiMo 18-10,1.4435 - X 2 CrNiMo 18-14-3 (X 2 CrNiMo 18-12),1.4436 - X 5 CrNiMo 17-13-3 (X 5 CrNiMo 18-12),1.4541 - X 6 CrNiTi 18-10,1.4550 - X 6 CrNiNb 18-10 (X 10 CrNiNb 18-9),1.4552 - GX 5 CrNiNb 18-9,1.4571 - X 6 CrNiMoTi 17-12-2,1.4573 - X 10 CrNiMoTi 18-12,1.4580 - X 6 CrNiMoNb 17-12-2,1.4581 - GX 5 CrNiMoNb 18-10,1.4583 - X 10 CrNiMoNb 18-12,1.4948 - X 6 CrNi 18-11
sowie entsprechend plattierten Stählen und zum Auftragschweißen.
VerarbeitungshinweiseSchweißbereiche säubern. Rücktrocknen bei 250 °C / 3 h. Zwischenlagentemperatur auf 150 °C begrenzen. Drahtbürsten aus austeniti schen CrNi-Stählen verwenden.
Ø 4,0 x 350 100-160 18 12,301) 1) 3 DryPaks pro Verpackung.
Weitere Durchmesser auf Anfrage.
ZulassungTÜV, CE
EigenschaftenRutilumhüllte Stabelektrode mit ca. 110 % Aus-bringung. Austenitisches, Nb-stabilisiertes Schweißgut mit ca. 10 % δ-Ferrit. Beständig gegen Lochfraß und interkristalline Korrosion bis 400 °C. Zunderbeständig bis 850 °C (Luft). Die tiefste zulässige Betriebstemperatur beträgt -10°C.
Technische DatenEN 1600: E 19 12 3 Nb R 32AWS A5.4: E318-17SFA 5.4: E318-17W.-Nr.: 1.4576
Richtanalyse des Schweißgutes in %:0,03 C - 0,8 Si - 0,9 Mn - 18 Cr - 12 Ni - 2,7 Mo - Nb > 10 x C - Rest Fe
Ferrit 10 FN
Schweißgut Mindestwerte*) (unbehandelt) bei 20 °C
Dehngrenze Rp0,2 [MPa] 470
Zugfestigkeit Rm [MPa] 620
Bruchdehnung A5 [%] 35
Kerbschlagarbeit Av [J] 60 (ISO-V, bei --70 °C ~ 40 J)
Härte [HB] 220
Stabelektrode
EutecTrode E318-17Artikel-Nr.: 318
*) entsprechend den geltenden Regelwerken. Ist-Werte sind höher.
AnwendungenZum Verbindungsschweißen von nicht stabilisierten sowie stabilisierten CrNi-Stählen, z. B.:1.4301 - X 5 CrNi 18-10 (X 5 CrNi 18-9),1.4306 - X 2 CrNi 19-11 (X 2 CrNi 18-9), 1.4308 - GX 5 CrNi 18-9,1.4541 - X 6 CrNiTi 18-10,1.4550 - X 6 CrNiNb 18-10 (X 10 CrNiNb 18-9),1.4552 - GX 5 CrNiNb 19-10,1.4948 - X 6 CrNi 18-11,1.6900 - X 12 CrNi 18-9,1.6901 - GX 8 CrNi 18-10,1.6902 - GX 6 CrNi 18-10,1.6903 - X 10 CrNiTi 18-10,1.6906 - X 5 CrNi 18-10
sowie entsprechend plattierten Stählen und zum Auftragschweißen.
EutecTrode E347-17 wird z. B. in der chemischen Industrie, Textilindustrie, im Maschinen-, Apparate-, Rohrleitungs- und Behälterbau sowie in der allgemei-nen Lebensmittelindustrie verwendet.
VerarbeitungshinweiseSchweißbereiche säubern. Rücktrocknen bei 250 °C / 3 h. Zwischenlagentemperatur auf 150 °C begrenzen. Drahtbürsten aus austeniti schen CrNi-Stählen verwenden.
EigenschaftenRutilumhüllte Stabelektrode mit ca. 110 % Aus- bringung. Austenitisches, Nb-stabilisiertes Schweißgut mit ca. 10 % δ-Ferrit. Beständig gegen interkristalline Korrosion bis 400 °C. Zun-derbeständig bis 850 °C (Luft). Tiefste zulässige Betriebstemperatur -120°C
Technische DatenEN 1600: E 19 9 Nb R 32AWS A5.4: E347-17ISO 3581-A: E 19.9 Nb R 32W.-Nr.: 1.4551
Ferrit: 10 FN
Schweißgut Mindestwerte*) (unbehandelt) bei 20 °C
Dehngrenze Rp0,2 [MPa] > 350
Zugfestigkeit Rm [MPa] > 550
Bruchdehnung A5 [%] > 25
Kerbschlagarbeit Av [J] 65 (ISO-V, bei –120 °C > 32 J)
Härte [HB] 225
*) entsprechend den geltenden Regelwerken. Ist-Werte sind höher.
sowie nichtrostenden Stählen, wie:1.4301 - X 5 CrNi 18-10 (X 5 CrNi 18-9),1.4401 - X 5 CrNiMo 17-12-2 (X 5 CrNiMo 18-10),1.4404 - X 2 CrNiMo 17-13-2 (X 2 CrNiMo 18-10),1.4435 - X 2 CrNiMo 18-14-3 (X 2 CrNiMo 18-12),1.4436 - X 5 CrNiMo 17-13-3 (X 5 CrNiMo 18-12),1.4541 - X 6 CrNiTi 18-10,1.4550 - X 6 CrNiNb 18-10 (X 10 CrNiNb 18-9),1.4552 - GX 5 CrNiNb 18-9,1.4571 - X 6 CrNiMoTi 17-12-2,1.4573 - X 10 CrNiMoTi 18-12,1.4580 - X 6 CrNiMoNb 17-12-2,1.4581 - GX 5 CrNiMoNb 18-10,1.4583 - X 10 CrNiMoNb 18-12.
Typische Anwendungsbeispiele sind:Armaturen, Bau- und Anlageteile, Beiz- und Phos-phatieranlagen für aggressive Säuremischungen, Anlagen für die Herstellung von Phosphorsäure sowie elektrische Tauchheizelemente, Wärmetau-scher und Rohrheiz schlan gen für Mischsäuren, Meerwasser oder mineral haltiges Wasser.
VerarbeitungshinweiseSchweißbereiche säubern. Rücktrocknen bei 250 °C / 3 h. Zwischenlagentemperatur auf 150 °C begrenzen. Strichraupentechnik mit geringer Stre-ckenenergie. Drahtbürsten aus auste ni tischen CrNi-Stählen verwenden.
EigenschaftenRutilumhüllte Stabelektrode mit 110 % Aus-bringung. Vollaustenitisches Schweißgut. Hohe Beständigkeit gegen Lochfraß, interkristalline Kor-rosion und Spannungsrisskorrosion bis 450 °C. Beständig gegen schwefelige Säure, Schwefel-, Phosphor- und Salpetersäure sowie den meis-ten organischen Säuren. Zunderbeständig bis 1050 °C.
Technische DatenEN 1600: E 27 31 4 Cu L R 32AWS A5.4: E383-17SFA 5.4: E383-17W.-Nr.: 1.4563
Richtanalyse des Schweißgutes in %:0,02 C - max. 0,9 Si - 1,5 Mn - 27,5 Cr - 31 Ni - 4 Mo - 1,1 Cu - Rest Fe
Schweißgut Mindestwerte*) (unbehandelt) bei 20 °C
Dehngrenze Rp0,2 [MPa] 420
Zugfestigkeit Rm [MPa] 620
Bruchdehnung A5 [%] 35
Kerbschlagarbeit Av [J] 60 (ISO-V, bei –40 °C ~ 55 J)
*) entsprechend den geltenden Regelwerken. Ist-Werte sind höher.
AnwendungenZum Verbindungsschweißen von artgleichen und artähnlichen Werkstoffen, z. B.:1.4439 - GX 3 CrNiMoN 17-13-5,1.4505 - X 5 NiCrMoCuNb 20-18,1.4506 - X 5 NiCrMoCuTi 20-18,1.4529 - X 1 NiCrMoCuN 25-20-7,1.4539 - X 1 NiCrMoCuN 25-20-5,1.4531 - GX 2 NiCrMoCuN 20-18,1.4536 - GX NiCrMoCu 25-20,1.4563 - X 1 CrNiMoCu 31-27,2.4858 - NiCr 21 Mo
und für Mischverbindungen mit un- und niedrig-legierten Stählen, wie:P 235 GH, P 265 GH, P 295 GH, 16 Mo 3, P 355 N
sowie Verbindungen mit nicht stabilisierten und stabilisierten, austenitischen CrNi-Stählen, z. B.: 1.4301 - X 5 CrNi 18-10 (X 5 CrNi 18-9),1.4306 - X 2 CrNi 19-11 (X 2 CrNi 18-9), 1.4401 - X 5 CrNiMo 17-12-2 (X 5 CrNiMo 18-10),1.4404 - X 2 CrNiMo 17-13-2 (X 2 CrNiMo 18-10),1.4406 - X 2 CrNiMoN 17-12-2,1.4408 - GX 6 CrNiMo 18-10,1.4429 - X 2 CrNiMoN 17-13-3 1.4435 - X 2 CrNiMo 18-14-3 (X 2 CrNiMo 18-12),1.4436 - X 5 CrNiMo 17-13-3 (X 5 CrNiMo 18-12),1.4541 - X 6 CrNiTi 18-10,1.4550 - X 6 CrNiNb 18-10 (X 10 CrNiNb 18-9),1.4552 - GX 5 CrNiNb 18-9,1.4571 - X 6 CrNiMoTi 17-12-2,1.4573 - X 10 CrNiMoTi 18-12,1.4580 - GX 10 CrNiMoNb 18-10,1.4581 - GX 5 CrNiMoNb 18-10,1.4583 - X 10 CrNiMoNb 18-12
und entsprechend plattierten Stählen und zum Auftragschweißen.
VerarbeitungshinweiseSchweißbereiche säubern. Rücktrocknen bei 250 °C / 3 h. Zwischenlagentemperatur auf 100 °C begrenzen. Strichraupentechnik mit niedriger Stre-ckenenergie anwenden. Drahtbürsten aus austeni-tischen CrNi-Stählen verwenden.
EigenschaftenRutilumhüllte Hochleistungsstabelektrode mit ca. 140 % Ausbringung. Vollaustenitisches Schweiß-gut. Beständig gegen interkristalline Korrosion. Korrosionsbeständig in nicht oxidierenden Medien (bis 90 %-ige Schwefelsäure, Phosphorsäure und organische Säuren). Lochfraßbeständig in chlorid-haltigen Lösungen. Zunderbeständig bis 1000 °C (Luft). Die tiefste zulässige Betriebstemperatur beträgt -60°C.
Technische DatenEN 1600: E 20 25 5 Cu L R 52AWS A5.4: E385-17SFA 5.4: E385-17W.-Nr.: 1.4519
Richtanalyse des Schweißgutes in %:0,03 C - 0,5 Si - 1,5 Mn - 20 Cr - 25 Ni -4,5 Mo - 1,5 Cu - Rest Fe
Ferrit: 0 FN
Schweißgut Mindestwerte*) (unbehandelt) bei 20 °C
Dehngrenze Rp0,2 [MPa] 410
Zugfestigkeit Rm [MPa] 590
Bruchdehnung A5 [%] 40
Kerbschlagarbeit Av [J] 80 (ISO-V, bei -–70 °C ~ 70 J, bei –196 °C ~ 60 J)
Härte [HB] ~ 200
*) entsprechend den geltenden Regelwerken. Ist-Werte sind höher.
AnwendungenZum Verbindungsschweißen von artgleichen und artähnlichen CrNi-Stählen, z. B.:1.4505 - X 4 NiCrMoCuNb 20-18-2,1.4506 - X 5 NiCrMoCuTi 20-18,1.4529 - X 1 NiCrMoCuN 25-20-7,1.4531 - GX 2 NiCrMoCuN 20-18,1.4536 - GX 2 NiCrMoCuN 25-20,
EigenschaftenRutilumhüllte Stabelektrode mit ca. 110 % Aus-bringung. Austenitisch-ferritisches Schweißgut. Besonders gut gegen Lochfraß, Spalt- und Span-nungsrisskorrosion in chloridhaltigen Medien bis Betriebstemperaturen von 250 °C bestän- dig. Zunderbeständig bis 850 °C. Die tiefste zulässige Betriebstemperatur beträgt -10 °C, im reinen Schweißgut bis -40°C nachgewiesen. Hochglanzpolierbar.
Technische DatenEN 1600: E 22 9 3 N L R 32AWS A5.4: E2209-17SFA 5.4: E2209-17W.-Nr.: ~ 1.4462
Richtanalyse des Schweißgutes in %:0,02 C - 0,9 Si - 0,9 Mn - 22,5 Cr - 9,5 Ni - 3,1 Mo - 0,14 N - Rest Fe
Ferrit ca. 30 %
Schweißgut Mindestwerte*) (unbehandelt) bei 20 °C
Dehngrenze Rp0,2 [MPa] > 450
Zugfestigkeit Rm [MPa] > 550
Bruchdehnung A5 [%] > 20
Kerbschlagarbeit Av [J] > 45 (ISO-V, bei –70 °C ~ 35 J)
Härte [HB] ~ 240
*) entsprechend den geltenden Regelwerken. Ist-Werte sind höher.
AnwendungenZum Verbindungsschweißen von ferritisch-austenitischen Duplexstählen, z. B.:1.4417 - X 2 CrNiMoSi 19-5,1.4462 - X 2 CrNiMoN 22-5-3
und für Mischverbindungen mit un- und niedrig-legierten Stählen, z. B.:P 235 GH, P 265 GH, S 255 N, P 295 GH, P 355 N,16 Mo 3
sowie den nichtrostenden Stählen 1.4301 - X 5 CrNi 18-10 (X 5 CrNi 18-9),1.4306 - X 2 CrNi 19-11 (X 2 CrNi 18-9), 1.4308 - GX 6 CrNi 18-9,
1.4401 - X 5 CrNiMo 17-12-2 (X 5 CrNiMo 18-10),1.4408 - GX 6 CrNiMo 18-10,1.4435 - X 2 CrNiMo 18-14-3 (X 2 CrNiMo 18-12),1.4436 - X 5 CrNiMo 17-13-3 (X 5 CrNiMo 18-12),1.4541 - X 6 CrNiTi 18-10,1.4552 - GX 5 CrNiNb 18-9,1.4571 - X 6 CrNiMoTi 17-12-2,1.4573 - X 10 CrNiMoTi 18-12,1.4580 - GX 10 CrNiMoNb 18-10,1.4581 - GX 5 CrNiMoNb 18-10,1.4583 - X 10 CrNiMoNb 18-10,1.6900 - X 12 CrNi 18-9,1.6901 - GX 8 CrNi 18-10,1.6902 - GX 6 CrNi 18-10,1.6903 - X 10 CrNiTi 18-10,1.6906 - X 5 CrNi 18-10.
Typische Anwendungsbeispiele sind:Pumpenteile, Entwässerungsrohre in allen Indus-triezweigen, Schnecken, Armaturen im chemi-schen Anlagen- und Tankbau sowie Bauteile der Off-Shore-Technik und des Schiffbaus.
VerarbeitungshinweiseSchweißbereiche säubern. Rücktrocknen bei 250°C / 3 h. Wärmezuführung auf den Grundwerk-stoff abzustimmen. Zwischenlagentemperatur zwischen 100°C und 150°C halten. Schnelles Abkühlen vermeiden, zur besseren Austenitbil-dung auf 100°C vorwärmen. Strichraupentechnik mit mäßiger Wärmeeinbringung (1,5 bis 2,5 kJ/mm) schweißen. Drahtbürsten aus austenitischen CrNi-Stählen verwenden.
EigenschaftenAustenitisches Schweißgut mit niedrigem Koh-lenstoffgehalt und ca. 10 % δ-Ferrit. Beständig gegen Lochfraß und interkristalline Korrosion bis 400 °C. Zunderbeständig bis 800 °C. Die tiefste Betriebstemperatur beträgt -196 °C. Hochglanz-polierbar.
Technische DatenEN ISO 14343 - A: W 19 12 3 L(EN 12072: W 19 12 3 L)*AWS A5.9: ER316LW.-Nr.: 1.4430
Richtanalyse des Schweißgutes in %:0,02 C - 0,45 Si - 1,4 Mn - 18,5 Cr - 12,5 Ni -2,6 Mo - Rest Fe
Schweißgut Mindestwerte*) (unbehandelt) bei 20 °C
Dehngrenze Rp0,2 [MPa] 470
Zugfestigkeit Rm [MPa] 650
Bruchdehnung A5 [%] 38
Kerbschlagarbeit AV [J] 140 (ISO-V, bei –196 °C > 32 J)
*) entsprechend den geltenden Regelwerken. Ist-Werte sind höher.
AnwendungenZum Verbindungsschweißen von nicht stabilisier-ten und stabilisierten CrNi-Stählen, z. B.:1.4301 - X 5 CrNi 18-10 (X 5 CrNi 18-9),1.4306 - X 2 CrNi 19-11 (X 2 CrNi 18-9), 1.4308 - GX 6 CrNi 18-9,1.4311 - X 2 CrNiN 18-10,1.4401 - X 5 CrNiMo 17-12-2 (X 5 CrNiMo 18-10),1.4404 - X 2 CrNiMo 17-13-2 (X 2 CrNiMo 18-10),1.4406 - X 2 CrNiMoN 17-12-2,1.4408 - GX 6 CrNiMo 18-10,1.4429 - X 2 CrNiMoN 17-13-3 1.4435 - X 2 CrNiMo 18-14-3 (X 2 CrNiMo 18-12),1.4436 - X 5 CrNiMo 17-13-3 (X 5 CrNiMo 18-12),1.4541 - X 6 CrNiTi 18-10,1.4550 - X 6 CrNiNb 18-10 (X 10 CrNiNb 18-9),1.4552 - GX 5 CrNiNb 18-9,1.4571 - X 6 CrNiMoTi 17-12-2,1.4573 - X 10 CrNiMoTi 18-12,1.4580 - X 6 CrNiMoNb 17-12-2,1.4581 - GX 5 CrNiMoNb 17-12-2,1.4583 - X 10 CrNiMoNb 18-12,1.4948 - X 6 CrNi 18-11
sowie entsprechend plattierten Stählen und zum Auftragschweißen dieser Werkstoffe.
CastoWig 45500 WS wird in der chemischen Industrie, der Textilindustrie, im Maschinen-, Apparate-, Rohrleitungs- und Behälterbau sowie der allgemeinen Lebensmittelindustrie und in Brauereien verwendet.
VerarbeitungshinweiseSchweißbereiche säubern. Zwischenlagentem-peratur auf 150 °C begrenzen. Auf kontinuierliche Zusatzwerkstoff-Zufuhr achten. Bei Wurzelschwei-ßungen ausreichend formieren. Drahtbürsten aus austenitischen CrNi-Stählen verwenden.
EigenschaftenAustenitisches Schweißgut mit geringem δ-Ferrit-Anteil. Beständig gegen interkristalline Korrosion bis 350 °C. Zunderbeständig bis 800 °C. Die tiefste zulässige Betriebstemperatur beträgt - 296 °C. Hoch glanzpolierbar.
Technische DatenEN ISO 14343 - A: W 19 9 LAWS A5.9: ER308LW.-Nr.: 1.4316
Richtanalyse des Schweißgutes in %:0,01 C - 0,45 Si - 1,8 Mn - 20 Cr - 9,8 Ni -Rest Fe
Schweißgut Mindestwerte*) (unbehandelt) bei 20 °C
Dehngrenze Rp0,2 [MPa] > 400
Zugfestigkeit Rm [MPa] > 570
Bruchdehnung A5 [%] > 35
Kerbschlagarbeit AV [J] > 100 (ISO-V, bei –196 °C ~ 88 J)
*) entsprechend den geltenden Regelwerken. Ist-Werte sind höher.
WIG-Schweißstab
CastoWig 45503 WSfür nichtrostende Stähle
AnwendungenZum Verbindungsschweißen von nicht stabilisierten und stabilisierten CrNi-Stählen, z. B.:1.4301 - X 5 CrNi 18-10 (X 5 CrNi 18-9),1.4306 - X 2 CrNi 19-11 (X 2 CrNi 18-9), 1.4308 - GX 6 CrNi 18-9,1.4541 - X 6 CrNiTi 18-10, 1.4552 - GX 5 CrNiNb 18-9,1.4948 - X 6 CrNi 18-11
sowie entsprechend plattierten Stählen und zum Auftragschweißen dieser Werkstoffe.
CastoWig 45503 WS wird in der chemischen In-dustrie, Textilindustrie, im Maschinen-, Apparate-, Rohrleitungs- und Behälterbau sowie der allge-meinen Lebensmittelindustrie und in Brauereien verwendet.
VerarbeitungshinweiseSchweißbereiche säubern. Zwischenlagentempe- ratur auf 150 °C begrenzen. Auf kontinuierliche Zusatzwerkstoff-Zufuhr achten. Bei Wurzelschwei-ßungen ausreichend formieren. Drahtbürsten aus austenitischen CrNi-Stählen verwenden.
Schweißpositionen: alle, außer PG (f)
Stromart: = (–)
Schutzgas: EN ISO 14175 – I1 (100 % Ar)
Abmessung Gewicht Verpackung [mm] [St./kg] [kg]
Ø 1,0 x 1000 172 5,0
Ø 1,6 x 1000 67 5,0
Ø 2,0 x 1000 42 5,0
Ø 2,4 x 1000 27 5,0
Ø 3,2 x 1000 18 5,0 Weitere Durchmesser auf Anfrage.
EigenschaftenDas ferritisch-austenitische Schweißgut ist beson-ders gut gegen Lochfraß, Spalt- und Spannungs-risskorrosion in chloridhaltigen Medien bis zu Betriebstemperaturen von 250 °C beständig. Niedrigste zulässige Betriebstemperatur - 40 °C.
Technische DatenEN ISO 14343 - A: W 22 9 3 NLAWS A5.9: ER2209W.-Nr.: ~ 1.4462
Richtanalyse des Schweißgutes in %:0,03 C - 0,65 Si - 1,6 Mn - 23 Cr - 8,2 Ni - 3,2 Mo - 0,15 N - Rest Fe
Schweißgut Mindestwerte*) (unbehandelt) bei 20 °C
Dehngrenze Rp0,2 [MPa] > 560
Zugfestigkeit Rm [MPa] > 720
Bruchdehnung A5 [%] > 24
Kerbschlagarbeit Av [J] > 100 (ISO-V, bei – 60 °C > 32 J)
*) entsprechend den geltenden Regelwerken. Ist-Werte sind höher.
AnwendungenZum Verbindungsschweißen von ferritisch-aus-tenitischen Duplex-Stählen, z. B.:1.4417 - X 2 CrNiMoSi 19-5,1.4462 - X 2 CrNiMoN 22-5-3
und für Mischverbindungen mit un- und niedrig-legierten Stählen, wie:P 265 GH, StE 255, 17 Mn 4, StE 355
sowie den nichtrostenden Stählen1.4301 - X 5 CrNi 18-10 (X 5 CrNi 18-9),1.4306 - X 2 CrNi 19-11 (X 2 CrNi 18-9), 1.4308 - GX 6 CrNi 18-9,1.4401 - X 5 CrNiMo 17-12-2 (X 5 CrNiMo 18-10),1.4404 - X 2 CrNiMo 17-13-2 (X 2 CrNiMo 18-10),1.4435 - X 2 CrNiMo 18-14-3 (X 2 CrNiMo 18-12),1.4436 - X 5 CrNiMo 17-13-3 (X 5 CrNiMo 18-12),1.4541 - X 6 CrNiTi 18-10,1.4550 - X 6 CrNiNb 18-10 (X 10 CrNiNb 18-9),1.4552 - GX 5 CrNiNb 18-9,1.4571 - X 6 CrNiMoTi 17-12-2,1.4583 - X 10 CrNiMoNb 18-10.
CastoWig 45505 WS kann zum Auftragschwei-ßen von Pumpenteilen, Entwässe rungs rohren in allen Industriesparten, Schnecken, Armaturen im chemischen Anlagen- und Tankbau sowie in der Off-Shore-Technik und im Schiffbau verwendet werden.
VerarbeitungshinweiseSchweißbereiche säubern. Wärmeführung beim Schweißen auf den Grundwerkstoff abstimmen. Zwischenlagentemperatur zwischen 100 °C und 150 °C halten. Schnelles Abkühlen des Werk-stückes vermeiden, zur besseren Austenitbildung auf 100 °C vorwärmen. Mit mäßiger Wärmeeinbringung (0,5 bis 2,5 kJ/mm) verschweißen. Auf kontinuierliche Zusatz-werkstoff-Zufuhr achten. Bei Wurzelschwei ßungen ausreichend formieren. Drahtbürsten aus austenitischen CrNi-Stählen verwenden.
Schweißpositionen: PA, PB, PC, PE, PF w, h, q, ü, s
Stromart: = (–)
Schutzgas: EN ISO 14175 – I1 (100 % Ar)
Abmessung Gewicht Verpackung [mm] [St./kg] [kg]
Ø 1,6 x 1000 67 5,0
Ø 2,0 x 1000 41 5,0
Ø 2,4 x 1000 30 5,0 Weitere Durchmesser auf Anfrage.
EigenschaftenFerritisch-austenitisches Schweißgut mit einer Zunderbeständigkeit bis 1150 °C. Beständig gegen Korrosion, Kavitation und Schlagbean-spruchung.
Technische DatenEN ISO 14343-A: W 29 9(EN 12072: W 29 9)*AWS A5.9: ER312W.-Nr.: 1.4337
Richtanalyse des Schweißgutes in %:0,1 C - 0,4 Si - 1,8 Mn - 30 Cr - 9,2 Ni - Rest Fe
Schweißgut Mindestwerte*) (unbehandelt) bei 20 °C
Dehngrenze Rp0,2 [MPa] 530
Zugfestigkeit Rm [MPa] 750
Bruchdehnung A5 [%] 20
Kerbschlagarbeit AV [J] 88 (ISO-V)
*) entsprechend den geltenden Regelwerken. Ist-Werte sind höher.
AnwendungenZum Schweißen von Auftragungen, Verbindun-gen und Pufferlagen an härtbaren und schwer schweiß baren Stählen wie Manganhartstahl, CrNiMn-Stählen und un-/niedriglegierten Baustäh-len höherer Festigkeit sowie für Mischverbin-dungen zwischen artverschiedenen Werkstoffen.
VerarbeitungshinweiseRissiges und sonstwie geschädigtes Material entfernen. Schweißbereiche säubern. Wärme-führung beim Schweißen auf das Bauteil, dessen Werkstoff und Abmessungen abstimmen. Zwischen lagentemperatur bei großen Nahtquer-schnitten auf 250 °C begrenzen. Austenitische Manganhartstähle ohne Vorwärmung möglichst kalt (unter 250 °C), schweißen. Auf kontinuierliche Zusatzwerkstoff-Zufuhr achten. Bei Wurzelschwei-ßungen ausreichend formieren.
Schweißpositionen: alle, außer PG (f)
Stromart: = (–)
Schutzgas: EN ISO 14175 – I1 (100 % Ar)
Abmessung Gewicht Verpackung [mm] [St./kg] [kg]
Ø 1,0 x 1000 169 1,0/5,0
Ø 1,6 x 1000 68 1,0/5,0
Ø 2,0 x 1000 42 1,0/5,0
Ø 2,4 x 1000 29 5,0
Ø 3,2 x 1000 16 5,0 Weitere Durchmesser auf Anfrage.
EigenschaftenVollaustenitisches Schweißgut mit einer Zunder-bestän dig keit bis 1200 °C. Beständig in reduzie-render, schwefelhaltiger Atmosphäre bis maximal 650 °C. Kaltzäh bis -196°C. Korrosionsbeständig.
Technische DatenEN ISO 14343 - A: W 25 20 Mn(EN 12072: W 25 20 Mn)*AWS A5.9: ER310 (mod.)W.-Nr.: 1.4842
Richtanalyse des Schweißgutes in %:0,12 C - 0,9 Si - 3,2 Mn - 25 Cr - 20,5 Ni -Rest Fe
Schweißgut Mindestwerte*) (unbehandelt) bei 20 °C
Dehngrenze Rp0,2 [MPa] > 400
Zugfestigkeit Rm [MPa] > 600
Bruchdehnung A5 [%] > 30
Kerbschlagarbeit AV [J] > 80 (ISO-V, bei –196 °C > 32 J)
AnwendungenZum Verbindungs- und Auftragschweißen von austenitischen bzw. hitzebeständigen Stählen des Typs CrNi 25-20 sowie von artgleichen und artähnlichen Stählen oder Stahlgusssorten, z. B. hitzebeständige, austenitische CrNi-Stähle: 1.4841; 1.4845; 1.4828; 1.4840; 1.4846; 1.4826bzw. ferritisch-perlitische Cr-Stähle: 1.4710; 1.4713; 1.4724; 1.4740; 1.4742; 1.4762
Typische Anwendungsbeispiele sind:Bauteile von Industrieöfen, Dichtflächen von Armaturen im Hochtemperaturbereich, Hitzever-kleidungen, Brennerstützrohre sowie Härtekörbe.
VerarbeitungshinweiseRissiges und sonstwie geschädigtes Material entfernen. Schweißbereiche säubern. Wärmefüh-rung beim Schweißen auf das Bauteil, dessen Werkstoff und Abmessungen abstimmen. Bei artgleichen Grundwerkstoffen die Zwi schenla gen -temperatur auf 150 °C begrenzen. Auf kontinuier-liche Zusatzwerkstoff-Zufuhr achten. Bei Wurzel-schweißungen ausreichend formieren.
Schweißpositionen: alle, außer PG (f)
Stromart: = (–)
Schutzgas: EN ISO 14175 – I1 (100 % Ar)
Abmessung Gewicht Verpackung [mm] [St./kg] [kg]
Ø 1,6 x 1000 68 5,0
Ø 2,0 x 1000 42 5,0
Ø 2,4 x 1000 29 5,0
Ø 3,2 x 1000 19 5,0 Weitere Durchmesser auf Anfrage.
WIG-Schweißstab
CastoWig 45513 WSfür hitzebeständige Stähle
* zurück gezogen
*) entsprechend den geltenden Regelwerken. Ist-Werte sind höher.
1.4406 - X 2 CrNiMoN 17-12-2,1.4408 - GX 6 CrNiMo 18-10,1.4429 - X 2 CrNiMoN 17-13-3 1.4435 - X 2 CrNiMo 18-14-3 (X 2 CrNiMo 18-12),1.4436 - X 5 CrNiMo 17-13-3 (X 5 CrNiMo 18-12),1.4541 - X 6 CrNiTi 18-10,1.4550 - X 6 CrNiNb 18-10 (X 10 CrNiNb 18-9),1.4552 - GX 5 CrNiNb 18-9,1.4571 - X 6 CrNiMoTi 17-12-2,1.4573 - X 10 CrNiMoTi 18-12,1.4580 - GX 10 CrNiMoNb 18-10,1.4583 - X 10 CrNiMoNb 18-12
und entsprechend plattierten Stählen und zum Auftragschweißen.
VerarbeitungshinweiseSchweißbereich säubern. Zwischenlagentem-peratur auf 150 °C begrenzen. Auf kontinuierliche Zusatzwerkstoff-Zufuhr achten. Strichraupentech-nik mit geringer Streckenenergie anwenden. Bei Wurzelschweißungen ausreichend formieren. Drahtbürsten aus austenitischen CrNi-Stählen verwenden.
Schweißpositionen: PA, PB, PC, PE, PF w, h, q, ü, s
Stromart: = (--)
Schutzgas: EN ISO 14175 -- I1 (100 % Ar)
Abmessung Gewicht Verpackung [mm] [St./kg] [kg]
Ø 1,6 x 1000 67 5,0
Ø 2,0 x 1000 42 5,0
Ø 2,4 x 1000 29 5,0
Ø 3,2 x 1000 19 5,0 Weitere Durchmesser auf Anfrage.
ZulassungenTÜV, CE
EigenschaftenVollaustenitisches Schweißgut. Beständig gegen interkristalline Korrosion. Korrosionsbeständig in nicht oxidierenden Medien (bis 90 %-ige Schwe-felsäure, Phosphorsäure und organische Säuren). Lochfraßbeständig in chloridhaltigen Lösungen. Zunderbeständig bis 1000 °C (Luft). Tiefste zuläs-sige Betriebstemperatur beträgt -196 °C.
Technische DatenEN ISO 14343 - A: W 20 25 5 Cu N L(EN 12072: W 20 25 5 Cu L)*AWS A5.9: ER385 (mod.)W.-Nr.: 1.4519 (mod.)
Richtanalyse des Schweißgutes in %:max. 0,015 C - 0,7 Si - 3,7 Mn - 19,5 Cr - 25,5 Ni - 6,0 Mo - 1,4 Cu - 0,12 N - Rest Fe
Ferrit: 0 FN
Schweißgut Mindestwerte*) (unbehandelt) bei 20 °C
Dehngrenze Rp0,2 [MPa] 440
Zugfestigkeit Rm [MPa] 670
Bruchdehnung A5 [%] 40
Kerbschlagarbeit Av [J] 115 (ISO-V, bei --196 °C > 72 J)
*) entsprechend den geltenden Regelwerken. Ist-Werte sind höher.
Anwendungen Zum Verbindungsschweißen von artgleichen und artähnlichen CrNi-Stählen, z. B.:1.4505 - X 4 NiCrMoCuNb 20-18-2,1.4506 - X 5 NiCrMoCuTi 20-18,1.4529 - X 1 NiCrMoCuN 25-20-7,1.4531 - GX 2 NiCrMoCuN 20-18,1.4536 - GX 2 NiCrMoCuN 25-20,1.4539 - X 1 NiCrMoCuN 25-20-5,1.4585 - GX 7 CrNiMoCuNb 18-18
sowie Verbindungen mit nicht stabilisierten und stabilisierten, austenitischen CrNi-Stählen, z. B.: 1.4301 - X 5 CrNi 18-10 (X 5 CrNi 18-9),1.4306 - X 2 CrNi 19-11 (X 2 CrNi 18-9), 1.4401 - X 5 CrNiMo 17-12-2 (X 5 CrNiMo 18-10),1.4404 - X 2 CrNiMo 17-13-2 (X 2 CrNiMo 18-10),
CastoWig 45516 WSfür Mischverbindungen und Auftragungen
EigenschaftenAustenitisches Schweißgut mit ca. 15 % δ-Ferrit. Beständig gegen interkristalline Korrosion bis 400 °C. Zunderbeständig bis 1050 °C. Die tiefste Betriebstemperatur beträgt --80 °C. Maximale Be-triebstemperatur bei Mischverbindungen 300 °C.
Technische DatenEN ISO 14343 - A: W 23 12 LAWS A5.9: ER309LW.-Nr.: 1.4332
Richtanalyse des Schweißgutes in %:0,02 C - 0,45 Si - 1,8 Mn - 24 Cr - 13,5 Ni -Rest Fe
Schweißgut Mindestwerte*) (unbehandelt) bei 20 °C
Dehngrenze Rp0,2 [MPa] > 420
Zugfestigkeit Rm [MPa] > 580
Bruchdehnung A5 [%] > 34
Kerbschlagarbeit AV [J] > 80
ISO-V bei -120 °C > 32
*) entsprechend den geltenden Regelwerken. Ist-Werte sind höher.
AnwendungenFür Mischverbindungen zwischen nichtrostenden, austenitischen Stählen, z. B.:1.4301 - X 5 CrNi 18-10 (X 5 CrNi 18-9),1.4308 - GX 6 CrNi 18-9,1.4401 - X 5 CrNiMo 17-12-2 (X 5 CrNiMo 18-10),1.4408 - GX 6 CrNiMo 18-10,1.4435 - X 2 CrNiMo 18-14-3 (X 2 CrNiMo 18-12),1.4541 - X 6 CrNiTi 18-10,1.4552 - GX 5 CrNiNb 18-9,1.4571 - X 6 CrNiMoTi 17-12-2,1.4573 - X 10 CrNiMoTi 18-12,1.4581 - GX 5 Cr NiMoNb 18-10,1.4583 - X 10 CrNiMoNb 18-12
mit un- und niedriglegierten Stählen, z. B.:P 235 GH, P 265 GH, P 295 GH, 16 Mo 3, S 255 N bis P 355 N
sowie entsprechendem Stahlguss. Ferner für kor-rosionsbeständige Schweißplattierungen an den zuvor genannten un- und niedriglegierten Stählen und an warmfesten, vergüteten Feinkornbaustählen nach AD 2000-Merkblatt HP 0, Gruppe 3.
VerarbeitungshinweiseSchweißbereiche säubern. Zwischenlagentem-peratur auf 150 °C begrenzen. Auf kontinuierliche Zusatzwerkstoff-Zufuhr achten. Bei Wurzelschwei-ßungen ausreichend formieren. Drahtbürsten aus austenitischen CrNi-Stählen verwenden.
Schweißpositionen: PA, PB, PC, PF w, h, q, s
Stromart: = (–)
Schutzgas: EN ISO 14175 – I1 (100 % Ar)
Abmessung Gewicht Verpackung [mm] [St./kg] [kg]
Ø 1,6 x 1000 65 5,0
Ø 2,0 x 1000 41 5,0
Ø 2,4 x 1000 28 5,0 Weitere Durchmesser auf Anfrage.
Zum Beispiel beim Einsatz in der chemischen Industrie, in Rauchgasentschwefelungs- und Meerwasserentsalzungsanlagen.Für Mischver-bindungen mit un- und niedriglegierten Stählen, wie: P 235 GH, P 265 GH, 16 Mo 3
VerarbeitungshinweiseSchweißbereiche säubern. Auf kontinuierliche Zusatzwerkstoff-Zufuhr achten und Schmelzbad klein halten. Zwischenlagentemperatur auf 150 °C begrenzen. Bei Wurzelschweißungen ausreichend formieren. Drahtbürsten aus austenitischen CrNi-Stählen verwenden.
EigenschaftenAustenitisches, nicht magnetisierbares Schweiß-gut mit geringem C-Gehalt. Beständig gegen Lochfraß und interkristalline Korrosion in chlorid-haltigen Medien bis 400 °C. Die tiefste Betriebs-temperatur beträgt U: -269 °C, L: -196 °C.
Technische DatenEN ISO 14343 - A: W 18 16 5 NLAWS A5.9: ER317L (mod)W.-Nr.: 1.4453
Richtanalyse des Schweißgutes in %:0,02 C - 0,4 Si - 5,5 Mn - 19 Cr - 17 Ni - 4,3 Mo - Rest Fe
Schweißgut Mindestwerte*) (unbehandelt) bei 20 °C
Dehngrenze Rp0,2 [MPa] > 350
Zugfestigkeit Rm [MPa] > 550
Bruchdehnung A5 [%] > 30
Kerbschlagarbeit AV [J] > 70 (ISO-V, bei –10 °C > 40 J)
*) entsprechend den geltenden Regelwerken. Ist-Werte sind deutlich höher.
AnwendungenZum Verbindungsschweißen von nicht stabilisier-ten und stabilisierten CrNi-Stählen, z. B.:1.4301 - X 5 CrNi 18-10 (X 5 CrNi 18-9),1.4306 - X 2 CrNi 19-11 (X 2 CrNi 18-9), 1.4401 - X 5 CrNiMo 17-12-2 (X 5 CrNiMo 18-10),1.4404 - X 2 CrNiMo 17-13-2 (X 2 CrNiMo 18-10),1.4406 - X 2 CrNiMoN 17-12-2,1.4429 - X 2 CrNiMoN 17-13-3 (X 2 CrNiMoN 18-12),1.4435 - X 2 CrNiMo 18-14-3 (X 2 CrNiMo 18-12),1.4436 - X 5 CrNiMo 17-13-3 (X 5 CrNiMo 18-12),1.4438 - X 2 CrNiMo 18-16-4,1.4439 - X 2 CrNiMoN 17-13-5,1.4449 - X 5 CrNiMo 17-13,1.4541 - X 6 CrNiTi 18-10,1.4550 - X 6 CrNiNb 18-10 (X 10 CrNiNb 18-9),1.4552 - GX 5 CrNiNb 18-9,1.4571 - X 6 CrNiMoTi 17-12-2,1.4573 - X 10 CrNiMoTi 18-12,1.4580 - GX 10 CrNiMoNb 18-10,1.4583 - X 10 CrNiMoNb 18-12
Anwendungen Zum Verbindungsschweißen von artgleichen und artähnlichen Werkstoffen, z. B.: 1.4563 - X 1 CrNiMoCu 31-27, 2.4858 - NiCr 21 Mo
und für Mischverbindungen mit un- und niedrigle-gierten Stählen, wie: P 265 GH, StE 255, 17 Mn 4, 15 Mo 3, StE 355
sowie nichtrostenden Stählen:1.4301 - X 5 CrNi 18-10 (X 5 CrNi 18-9),1.4306 - X 2 CrNi 19-11 (X 2 CrNi 18-9),1.4401 - X 5 CrNiMo 17-12-2 (X 5 CrNiMo 18-10),1.4404 - X 2 CrNiMo 17-13-2 (X 2 CrNiMo 18-10),1.4408 - GX 6 CrNiMo 18-10,1.4435 - X 2 CrNiMo 18-14-3 (X 2 CrNiMo 18-12),1.4436 - X 5 CrNiMo 17-13-3 (X 5 CrNiMo 18-12),1.4541 - X 6 CrNiTi 18-10,1.4550 - X 6 CrNiNb 18-10 (X 10 CrNiNb 18-9),1.4552 - GX 5 CrNiNb 18-9,1.4571 - X 6 CrNiMoTi 17-12-2,1.4573 - X 10 CrNiMoTi 18-12,1.4580 - GX 10 CrNiMoNb 18-10,1.4581 - GX 5 CrNiMoNb 18-10,1.4583 - X 10 CrNiMoNb 18-12,1.4948 - X 6 CrNi 18-11.
VerarbeitungshinweiseSchweißbereich säubern. Zwischenlagentem-peratur auf 150 °C begrenzen. Auf kontinuierliche Zusatzwerkstoff-Zufuhr achten. Bei Wurzelschwei-ßungen ausreichend formieren. Drahtbürsten aus austenitischen CrNi-Stählen verwenden.
Schweißpositionen: PA, PB, PC, PE, PF w, h, q, ü, s
Stromart: = (–)
Schutzgas: EN ISO 14175 – I1 (100 % Ar)
Abmessung Gewicht Verpackung [mm] [St./kg] [kg]
Ø 1,6 x 1000 67 5,0
Ø 2,4 x 1000 29 5,0 Weitere Durchmesser auf Anfrage.
ZulassungenTÜV, CE
EigenschaftenVollaustenitisches Schweißgut mit hoher Bestän-digkeit gegen Lochfraß, interkristalline Korrosion und Spannungsrisskorrosion bis 550 °C. Bestän-dig gegen schwefelige Säure, Schwefel-, Phos-phor- und Salpetersäure sowie die meisten orga-nischen Säuren. Die tiefste zulässige Betriebs- temperatur beträgt - 196 °C. Zunderbeständig bis 1050 °C. Maximal zulässige Betriebstemperatur bei Mischverbindungen beträgt 300 °C.
Technische DatenEN ISO 14343 - A: W 27 31 4 Cu L(EN 12072: W 27 31 4 Cu L)*AWS A5.9: ER383W.-Nr.: 1.4563
Richtanalyse des Schweißgutes in %:max. 0,02 C - 0,5 Si - 1 Mn - 27 Cr - 31 Ni - 3,5 Mo - 1 Cu - Rest Fe
Schweißgut Mindestwerte*) (unbehandelt) bei 20 °C
Dehngrenze Rp0,2 [MPa] 430
Zugfestigkeit Rm [MPa] 630
Bruchdehnung A5 [%] 35
Kerbschlagarbeit AV [J] 165 (ISO-V)
* zurück gezogen
*) entsprechend den geltenden Regelwerken. Ist-Werte sind höher.
EigenschaftenSchweißgut ist in schwefelarmer und aufkohlen-der Atmosphäre bis 1150 °C korrosionsbeständig.
Technische DatenEN 12072: W 23 35 Nb*EN ISO 14343-A: W Z 25 35 NbW.-Nr.: 1.4853SFA 5.9: ---
Richtanalyse des Schweißgutes in %:0,40 C - 0,9 Si - 1,8 Mn - 26 Cr - 35 Ni - 1,3 Nb - Rest Fe
Schweißgut Richtwerte (unbehandelt) bei 20 °C
Dehngrenze Rp0,2 [MPa] > 400
Zugfestigkeit Rm [MPa] > 600
Bruchdehnung A5 [%] > 8
Kerbschlagarbeit AV [J] ---
AnwendungenZum Verbindungs- und Auftragschweißen von artgleichen und artähnlichen hitzebeständigen Stählen sowie von artgleichen und artähnlichen hitzebeständigen Stahlgusssorten wie:
1.4837; 1.4852; 1.4857; 1.4848; 1.4849; 1.4865
Typische Anwendungsbeispiele sind:Bauteile von Industrieöfen, Dichtflächen von Armaturen im Hochtemperaturbereich, Hitze-verkleidungen in der petrochemischen Industrie.
VerarbeitungshinweiseRissiges und sonstwie geschädigtes Material entfernen. Schweißbereiche säubern. Wärme-führung beim Schweißen auf das Bauteil, dessen Werkstoff und Abmessungen abstimmen. Bei artgleichen Grundwerkstoffen die Zwischen-lagentemperatur auf 150 °C begrenzen. Auf kontinuierliche Zusatzwerkstoff-Zufuhr achten. Bei Wurzelschweißungen ausreichend formieren.
EigenschaftenNiob-stabilisiertes, austenitisches Schweißgut mit geringem δ-Ferrit-Anteil. Beständig gegen interkris- talline Korrosion bis 400 °C. Zunderbeständig bis 800 °C. Die tiefste zulässige Betriebstemperatur beträgt –196 °C.
Technische DatenEN ISO 14343 - A: W 19 9 Nb(EN 12072: W 19 9 Nb)*AWS A5.9: ER347SiW.-Nr.: 1.4551
Richtanalyse des Schweißgutes in %:0,05 C - 0,5 Si - 1,8 Mn - 19,4 Cr - 9,54 Ni -0,6 Nb - Rest Fe
Schweißgut Mindestwerte*) (unbehandelt) bei 20 °C
Dehngrenze Rp0,2 [MPa] 460
Zugfestigkeit Rm [MPa] 660
Bruchdehnung A5 [%] 35
Kerbschlagarbeit AV [J] 140 (ISO-V, bei –196 °C > 32 J)
*) entsprechend den geltenden Regelwerken.
Ist-Werte sind höher.
AnwendungenZum Verbindungsschweißen von nicht stabilisier-ten und stabilisierten CrNi-Stählen, z. B.:1.4301 - X 5 CrNi 18-10 (X 5 CrNi 18-9),1.4306 - X 2 CrNi 19-11 (X 2 CrNi 18-9), 1.4308 - GX 6 CrNi 18-9,1.4541 - X 6 CrNiTi 18-10,1.4550 - X 10 CrNiNb 18-9, 1.4552 - GX 5 CrNiNb 18-9,1.4948 - X 6 CrNi 18-11,1.6905 - X 10 CrNiNb 18-10
sowie entsprechend plattierten Stählen und zum Auftragschweißen dieser Werkstoffe.
Artgleiche Verbindungsschweißungen im che-mischen Apparate- und Behälterbau, im Rohr-leitungsbau, in der Nahrungsmittel- und Geträn-keindustrie, in der Textil- und Zelluloseindustrie sowie in Färbereien. Ferner für Auftragungen an Dichtflächen von Armaturen und Flanschen.
VerarbeitungshinweiseSchweißbereiche säubern. Zwischenlagentem-peratur auf 150 °C begrenzen. Auf kontinuierliche Zusatzwerkstoff-Zufuhr achten. Bei Wurzel-schweißungen ausreichend formieren. Drahtbür-sten aus austenitischen CrNi-Stählen verwenden.
Schweißpositionen: PA, PB, PC, PE, PF w, h, q, ü, s
Stromart: = (–)
Schutzgas: EN ISO 14175 – I1 (100 % Ar)
Abmessung Gewicht Verpackung [mm] [St./kg] [kg]
Ø 1,0 x 1000 161 5,0
Ø 1,6 x 1000 68 5,0
Ø 2,0 x 1000 41 5,0
Ø 2,4 x 1000 28 5,0
Ø 3,2 x 1000 19 5,0 Weitere Durchmesser auf Anfrage.
EigenschaftenNiob-stabilisiertes, austenitisches Schweißgut mit ca. 10 % δ-Ferrit. Beständig gegen Loch-fraß und interkristalline Korrosion bis 400 °C. Zunderbeständig bis 800 °C. Maximal zulässige Betriebstemperatur -120 °C bis +400 °C.
Technische DatenEN ISO 14343 - A: W 19 12 3 Nb(EN 12072: W 19 12 3 Nb)*AWS A5.9: ER318W.-Nr.: 1.4576
Richtanalyse des Schweißgutes in %:0,03 C - 0,5 Si - 1,7 Mn - 19,6 Cr - 11,4 Ni -2,7 Mo - 0,6 Nb - Rest Fe
Schweißgut Mindestwerte*) (unbehandelt) bei 20 °C
Dehngrenze Rp0,2 [MPa] 500
Zugfestigkeit Rm [MPa] 650
Bruchdehnung A5 [%] 32
Kerbschlagarbeit AV [J] 108 (ISO-V, bei –120 °C > 32 J)
*) entsprechend den geltenden Regelwerken. Ist-Werte sind höher.
AnwendungenZum Verbindungsschweißen von nicht stabilisier-ten und stabilisierten CrNi-Stählen, z. B.:1.4301 - X 5 CrNi 18-10 (X 5 CrNi 18-9),1.4306 - X 2 CrNi 19-11 (X 2 CrNi 18-9), 1.4308 - GX 6 CrNi 18-9,1.4401 - X 5 CrNiMo 17-12-2 (X 5 CrNiMo 18-10),1.4404 - X 2 CrNiMo 17-13-2 (X 2 CrNiMo 18-10),1.4408 - GX 6 CrNiMo 18-10,1.4435 - X 2 CrNiMo 18-14-3 (X 2 CrNiMo 18-12),1.4436 - X 5 CrNiMo 17-13-3 (X 5 CrNiMo 18-12),1.4541 - X 6 CrNiTi 18-10,1.4550 - X 6 CrNiNb 18-10 (X 10 CrNiNb 18-9),1.4552 - GX 5 CrNiNb 18-9,1.4571 - X 6 CrNiMoTi 17-12-2,1.4573 - X 10 CrNiMoTi 18-12,1.4580 - GX 10 CrNiMoNb 18-10,1.4581 - GX 5 CrNiMoNb 18-10,1.4583 - X 10 CrNiMoNb 18-12,1.4948 - X 6 CrNi 18-11
sowie entsprechend plattierten Stählen und zum Auftragschweißen dieser Werkstoffe.
CastoWig 45553 WS wird z. B. zum Verbin-dungsschweißen von Rohrlei tungen, Armaturen, Apparaten und Behältern aus Papierfabriken und Färbereien sowie aus der chemi schen Industrie verwendet.
VerarbeitungshinweiseSchweißbereiche säubern. Zwischenlagentem-peratur auf 150 °C begrenzen. Auf kontinuierliche Zusatzwerkstoff-Zufuhr achten. Bei Wurzel-schweißungen ausreichend formieren. Drahtbür-sten aus austenitischen CrNi-Stählen verwenden.
Schweißpositionen: PA, PB, PC, PE, PF w, h, q, ü, s
CastoWig 45554 WSfür Mischverbindungen und Auftragungen
EigenschaftenWeitgehend vollaustenitisches, nicht magnetisier-bares Schweißgut. Thermoschockbeständig. Zun-derbeständig bis 850 °C. Korrosionsbeständig bis 300 °C. Die tiefste zulässige Einsatztemperatur beträgt -110 °C. Kaltverfestigend.
Technische DatenEN ISO 14343 - A: W 18 8 Mn(EN 12072: W 18 8 Mn)*AWS A5.9: ER307 (mod.)W.-Nr.: 1.4370
Richtanalyse des Schweißgutes in %:0,08 C - 0,9 Si - 7 Mn - 19,2 Cr - 9,0 Ni -Rest Fe
Schweißgut Mindestwerte*) (unbehandelt) bei 20 °C
Dehngrenze Rp0,2 [MPa] 450
Zugfestigkeit Rm [MPa] 650
Bruchdehnung A5 [%] 35
Kerbschlagarbeit AV [J] 112 (ISO-V, bei –110 °C > 32 J)
*) entsprechend den geltenden Regelwerken. Ist-Werte sind höher.
AnwendungenFür Mischverbindungen zwischen nichtrostenden, austenitischen Stählen, z. B.:1.4301 - X 5 CrNi 18-10 (X 5 CrNi 18-9),1.4308 - GX 6 CrNi 18-9,1.4401 - X 5 CrNiMo 17-12-2 (X 5 CrNiMo 18-10),1.4408 - GX 6 CrNiMo 18-10,1.4435 - X 2 CrNiMo 18-14-3 (X 2 CrNiMo 18-12),1.4541 - X 6 CrNiTi 18-10,1.4552 - GX 5 CrNiNb 18-9,1.4571 - X 6 CrNiMoTi 17-12-2,1.4573 - X 10 CrNiMoTi 18-12,1.4581 - GX 5 Cr NiMoNb 18-10,1.4583 - X 10 CrNiMoNb 18-12
und un- und niedriglegierten Stählen, z. B.:P 265 GH, 17 Mn 4, 15 Mo 3, StE 355 N.
Ferner zum Schweißen von Auftragungen und Pufferlagen an den genannten Werkstoffen und an härtbaren Stählen.
VerarbeitungshinweiseSchweißbereiche säubern. Zwischenlagentem-peratur auf 150 °C begrenzen. Auf kontinuier- liche Zusatzwerkstoff-Zufuhr achten. Bei Wurzelschweißungen ausreichend formieren. Drahtbürsten aus austenitischen CrNi-Stählen verwenden.
Schweißpositionen: PA, PB, PC, PE, PF w, h, q, ü, s
Stromart: = (–)
Schutzgas: EN ISO 14175 – I1 (100 % Ar)
Abmessung Gewicht Verpackung [mm] [St./kg] [kg]
Ø 1,0 x 1000 167 5,0
Ø 1,6 x 1000 65 5,0
Ø 2,0 x 1000 41 5,0
Ø 2,4 x 1000 28 5,0
Ø 3,2 x 1000 18 5,0 Weitere Durchmesser auf Anfrage.
EigenschaftenAustenitisches Schweißgut mit niedrigem C-Gehalt und ca. 10 % δ-Ferrit. Beständig gegen Lochfraß und interkristalline Korrosion bis 400 °C. Zunderbeständig bis 800 °C. Die tiefste zulässige Betriebstemperatur beträgt -196 °C. Hochglanz-polierbar.
Technische DatenEN ISO 14343 - A: W 19 12 3 L Si(EN 12072: W 19 12 3 L)*AWS A5.9: ER316LSiW.-Nr.: 1.4430
Richtanalyse des Schweißgutes in %:max. 0,025 C - 1 Si - 1,5 Mn - 19 Cr - 12 Ni - 2,8 Mo - Rest Fe
Schweißgut Mindestwerte*) (unbehandelt) bei 20 °C Dehngrenze Rp0,2 [MPa] > 380
Zugfestigkeit Rm [MPa] > 580
Bruchdehnung A5 [%] > 35
Kerbschlagarbeit AV [J] > 70 (ISO-V, bei –196 °C > 32 J)
*) entsprechend den geltenden Regelwerken. Ist-Werte sind deutlich höher.
AnwendungenZum Verbindungsschweißen von nicht stabilisier-ten und stabilisierten CrNi-Stählen, z. B.:1.4301 - X 5 CrNi 18-10 (X 5 CrNi 18-9),1.4306 - X 2 CrNi 19-11 (X 2 CrNi 18-9), 1.4308 - GX 6 CrNi 18-9,1.4311 - X 2 CrNiN 18-10,1.4401 - X 5 CrNiMo 17-12-2 (X 5 CrNiMo 18-10),1.4404 - X 2 CrNiMo 17-13-2 (X 2 CrNiMo 18-10),1.4406 - X 2 CrNiMoN 17-12-2,1.4408 - GX 6 CrNiMo 18-10,1.4429 - X 2 CrNiMoN 17-13-3 (X 2 CrNiMoN 18-12),1.4435 - X 2 CrNiMo 18-14-3 (X 2 CrNiMo 18-12),1.4436 - X 5 CrNiMo 17-13-3 (X 5 CrNiMo 18-12),
1.4541 - X 6 CrNiTi 18-10,1.4550 - X 6 CrNiNb 18-10 (X 10 CrNiNb 18-9),1.4552 - GX 5 CrNiNb 18-9,1.4571 - X 6 CrNiMoTi 17-12-2,1.4573 - X 10 CrNiMoTi 18-12,1.4580 - GX 10 CrNiMoNb 18-10,1.4581 - GX 5 CrNiMoNb 18-10,1.4583 - X 10 CrNiMoNb 18-12,1.4948 - X 6 CrNi 18-11
sowie entsprechend plattierter Stähle und zum Auftragschweißen dieser Werkstoffe.
CastInox aut. A-Mo 90037 M wird in der chemi-schen Industrie, der Textilindustrie, im Maschi-nen-, Apparate-, Rohrleitungs- und Behälterbau sowie der allgemeinen Lebensmittelindustrie und in Brauereien verwendet.
VerarbeitungshinweiseSchweißbereiche säubern. Zwischenlagentem-peratur auf 150 °C begrenzen. Auf kontinuierliche Zusatzwerkstoff-Zufuhr achten. Bei Wurzelschweißungen ausreichend formieren. Drahtbürsten aus austenitischen CrNi-Stählen verwenden.
EigenschaftenAustenitisches Schweißgut mit niedrigem C-Gehalt und ca. 10 % δ-Ferrit. Beständig gegen Lochfraß und interkristalline Korrosion bis 400 °C. Zunderbeständig bis 800 °C. Die tiefste Betriebs-temperatur beträgt -196 °C. Hochglanzpolierbar.
Technische DatenEN ISO 14343 - A: G 19 12 3 LSi(EN 12072: G 19 12 3 LSi)*AWS A5.9: ER316LSiW.-Nr.: 1.4430
Richtanalyse des Schweißgutes in %:0,03 C - 1,85 Si - 1,75 Mn - 19,0 Cr - 12,5 Ni -2,75 Mo - Rest Fe
Schweißgut Mindestwerte*) (unbehandelt) bei 20 °C
Dehngrenze Rp0,2 [MPa] 370
Zugfestigkeit Rm [MPa] 560
Bruchdehnung A5 [%] 37
Kerbschlagarbeit AV [J] 80 (ISO-V, bei –196 °C ~ 40 J)
*) entsprechend den geltenden Regelwerken. Ist-Werte sind höher.
AnwendungenZum Verbindungsschweißen von nicht stabilisier-ten und stabilisierten CrNi-Stählen, z. B.:1.4301 - X 5 CrNi 18-10 (X 5 CrNi 18-9),1.4306 - X 2 CrNi 19-11 (X 2 CrNi 18-9), 1.4308 - GX 6 CrNi 18-9,1.4311 - X 2 CrNiN 18-10,1.4401 - X 5 CrNiMo 17-12-2 (X 5 CrNiMo 18-10),1.4404 - X 2 CrNiMo 17-13-2 (X 2 CrNiMo 18-10),1.4406 - X 2 CrNiMoN 17-12-2,1.4408 - GX 6 CrNiMo 18-10,1.4429 - X 2 CrNiMoN 17-13-3,1.4435 - X 2 CrNiMo 18-14-3 (X 2 CrNiMo 18-12),1.4436 - X 5 CrNiMo 17-13-3 (X 5 CrNiMo 18-12),1.4541 - X 6 CrNiTi 18-10,1.4550 - X 6 CrNiNb 18-10 (X 10 CrNiNb 18-9),1.4552 - GX 5 CrNiNb 18-9,1.4571 - X 6 CrNiMoTi 17-12-2,1.4573 - X 10 CrNiMoTi 18-12,1.4580 - GX 10 CrNiMoNb 18-10,1.4581 - GX 5 CrNiMoNb 18-10,1.4583 - X 10 CrNiMoNb 18-12,1.4948 - X 6 CrNi 18-11
sowie entsprechend plattierten Stählen und zum Auftragschweißen dieser Werkstoffe.
CastoMag 45500 S wird in der chemischen In-dustrie, der Textilindustrie, im Maschinen-, Appa- rate, Rohrleitungs- und Behälterbau sowie der allgemeinen Lebensmittelindustrie und in Braue-reien verwendet.
Verarbeitungshinweise Schweißbereiche säubern. Zwischenlagentem-peratur auf 150 °C begrenzen. Mit Kurz-, Sprüh- oder Impulslichtbogen schweißen, Puls-Arc-Tech-nik bevorzugen. Drahtbürsten aus austenitischen CrNi-Stählen verwenden.
Schweißpositionen: alle
Stromart: = (+)
Schutzgas: EN ISO 14175: M12 Inoxline C2 (max. 2,5 % CO2 - 97,5 % Ar); M13 Inoxline X2 (max. 2,0 % O2 - 98,0 % Ar)
EigenschaftenAustenitisches Schweißgut mit geringem δ-Ferrit-Anteil. Beständig gegen interkristalline Korrosion bis 350 °C. Zunderbeständig bis 800 °C. Die tiefste Betriebstemperatur beträgt -269 °C. Hochglanz-polierbar.
Technische DatenEN ISO 14343 - A – G 19 9 LSiAWS A5.9: ER308LSiW.-Nr.: 1.4316
Richtanalyse des Schweißgutes in %:0,02 C - 0,85 Si - 1,3 Mn - 19,5 Cr - 9,7 Ni -Rest Fe
Schweißgut Mindestwerte*) (unbehandelt) bei 20 °C
Dehngrenze Rp0,2 [MPa] > 320
Zugfestigkeit Rm [MPa] > 510
Bruchdehnung A5 [%] > 30
Kerbschlagarbeit AV [J] > 75 (ISO-V, bei –196 °C > 32 J)
*) entsprechend den geltenden Regelwerken. Ist-Werte sind deutlich höher.
AnwendungenZum Verbindungsschweißen von nicht stabilisierten und stabilisierten CrNi-Stählen, z. B.:1.4301 - X 5 CrNi 18-10 (X 5 CrNi 18-9),1.4306 - X 2 CrNi 19-11 (X 2 CrNi 18-9), 1.4308 - GX 6 CrNi 18-9,1.4311 - X 2 CrNiN 18-10,1.4541 - X 6 CrNiTi 18-10, 1.4552 - GX 5 CrNiNb 18-9,1.4948 - X 6 CrNi 18-11
sowie entsprechend plattierten Stählen und zum Auftragschweißen dieser Werkstoffe.
CastoMag 45503 S wird in der chemischen Industrie, Textilindustrie, im Maschinen-, Apparate-, Rohr-leitungs- und Behälterbau sowie der allgemeinen Lebensmittelindustrie und in Brauereien verwendet.
Verarbeitungshinweise Schweißbereiche säubern. Zwischenlagentempe-ratur auf 150 °C begrenzen. Mit Kurz-, Sprüh- oder Impulslichtbogen schweißen, Puls-Arc-Technik bevorzugen. Drahtbürsten aus austenitischen CrNi-Stählen verwenden.
Schweißpositionen: PA, PB, PC, PF w, h, q, s
Stromart: = (+)
Schutzgas nach EN ISO 14175: M12 - Inoxline C2 (max. 2,5 % Co2 - Rest Ar) M13 - Inoxline X2 (max. 2,0 % O2 - Rest Ar)
EigenschaftenDas ferritisch-austenitische Schweißgut ist be-sonders gut gegen Lochfraß, Spalt- und Span-nungsrisskorrosion in chloridhaltigen Medien bis zu Betriebstemperaturen von 250 °C beständig. Niedrigste zulässige Betriebstemperatur -40 °C.
Technische DatenEN ISO 14343 - A: G 22 9 3 NLAWS A5.9: ER2209W.-Nr.: ~ 1.4462
Richtanalyse des Schweißgutes in %:0,02 C - 0,4 Si - 1,6 Mn - 23 Cr - 8,2 Ni - 3,2 Mo - 0,15 N - Rest Fe
Schweißgut Mindestwerte*) (unbehandelt) bei 20 °C
Dehngrenze Rp0,2 [MPa] > 600
Zugfestigkeit Rm [MPa] > 750
Bruchdehnung A5 [%] > 24
Kerbschlagarbeit Av [J] > 70 (ISO-V, bei –40 °C > 32 J)
*) entsprechend den geltenden Regelwerken. Ist-Werte sind deutlich höher.
AnwendungenZum Verbindungsschweißen von ferritisch-austen-itischen Duplex-Stählen, z. B.:1.4417 - X 2 CrNiMoSi 19-5,1.4462 - X 2 CrNiMoN 22-5-3
und für Mischverbindungen mit un- und niedrig-legierten Stählen, wie:P 265 GH, 17 Mn 4, StE 355, 16 Mo 3
sowie den nichtrostenden Stählen 1.4301 - X 5 CrNi 18-10 (X 5 CrNi 18-9),1.4306 - X 2 CrNi 19-11 (X 2 CrNi 18-9), 1.4401 - X 5 CrNiMo 17-12-2 (X 5 CrNiMo 18-10),1.4404 - X 2 CrNiMo 17-13-2 (X 2 CrNiMo 18-10),1.4435 - X 2 CrNiMo 18-14-3 (X 2 CrNiMo 18-12),1.4436 - X 5 CrNiMo 17-13-3 (X 5 CrNiMo 18-12),1.4541 - X 6 CrNiTi 18-10,1.4550 - X 6 CrNiNb 18-10 (X 10 CrNiNb 18-9),1.4552 - GX 5 CrNiNb 18-9,1.4571 - X 6 CrNiMoTi 17-12-2,1.4573 - X 10 CrNiMoTi 18-12,1.4580 - GX 10 CrNiMoNb 18-10,1.4581 - GX 5 CrNiMoNb 18-10,1.4583 - X 10 CrNiMoNb 18-12.
CastoMag 45505 S kann zum Auftragschwei-ßen von Pumpenteilen, Entwäs serungs rohren in allen Industriesparten, Schnecken, Armaturen im chemischen Anlagen- und Tankbau sowie in der Off-Shore-Technik und im Schiffbau verwendet werden.
VerarbeitungshinweiseSchweißbereiche säubern. Wärmeführung beim Schweißen auf den Grundwerkstoff abstimmen. Zwischenlagentemperatur zwischen 100 °C und 150 °C halten. Schnelles Abkühlen des Werkstückes vermeiden, ggf. zur besseren Austenitbildung auf 100 °C vorwärmen. Eine Wärmeeinbringung von 0,5 bis 2,5 kJ/mm muss eingehalten werden. Mit Kurz-, Sprüh- oder Impulslichtbogen schweißen, Puls-Arc-Technik bevorzugen. Drahtbürsten aus austenitischen CrNi-Stählen verwenden.
Schweißpositionen: PA, PB, PC, PF w, h, q, s
Stromart: = (+)
Schutzgas nach EN ISO 14175: M12 - Inoxline C2 (max. 2,5 % Co2 - Rest Ar) M13 - Inoxline X2 (max. 2,0 % O2 - Rest Ar)
AnwendungenZum Schweißen von Auftragungen, Verbindung-en und Pufferlagen an härtbaren und schwer schweißbaren Stählen wie Manganhartstahl X 120 Mn 12, CrNiMn-Stählen und un-/niedrigle-gierten Baustählen höherer Festigkeit sowie für Mischverbindungen zwischen artverschiedenen Werkstoffen.
VerarbeitungshinweiseRissiges und sonstwie geschädigtes Material entfernen. Schweißbereiche säubern. Wärme-führung beim Schweißen auf das Bauteil, des-sen Werkstoff und Abmessungen abstimmen. Zwischenlagentemperatur bei großen Nahtquer-schnitten auf 250 °C begrenzen. Austenitische Manganhartstähle ohne Vorwärmung, möglichst kalt (unter 250 °C), schweißen. Mit Kurz-, Sprüh- oder Im pulslichtbogen schweißen, Puls-Arc-Technik bevorzugen.
Schweißpositionen: alle
Stromart: = (+)
Schutzgas: EN ISO 14175: M12 Inoxline C2 (max. 2,5 % CO2 - 97,5 % Ar); M13 Inoxline X2 (max. 2,0 % O2 - 98,0 % Ar)
Ø Spulenform Verpackung [mm] (EN 759) [kg]
1,0 BS 300 15,0
1,2 BS 300 15,0
Weitere Durchmesser auf Anfrage.
EigenschaftenFerritisch-austenitisches Schweißgut mit einer Zunderbeständigkeit bis 1150 °C. Beständig gegen Korrosion, Kavitation und Schlagbean-spruchung.
Technische DatenEN ISO 14343-A: G 29 9(EN 12072: G 29 9)*AWS A5.9: ER312W.-Nr.: 1.4337
Richtanalyse des Schweißgutes in %:0,1 C - 0,4 Si - 1,8 Mn - 30 Cr - 9,2 Ni - Rest Fe
Schweißgut Mindestwerte (unbehandelt) bei 20 °C
Dehngrenze Rp0,2 [MPa] 510
Zugfestigkeit Rm [MPa] 720
Bruchdehnung A5 [%] 25
Kerbschlagarbeit AV [J] 76 (ISO-V)
*) entsprechend den geltenden Regelwerken. Ist-Werte sind deutlich höher.
AnwendungenZum Verbindungs- und Auftragschweißen von austenitischen bzw. hitzebeständigen Stählen des Typs CrNi 25-20 sowie von artgleichen und artähnlichen Stählen oder Stahlgusssorten, z. B. hitzebeständige, austenitische CrNi-Stähle: 1.4826; 1.4828; 1.4840; 1.4841; 1.4845; 1.4846bzw. ferritisch-perlitische Cr-Stähle:1.4710; 1.4713; 1.4724; 1.4740; 1.4742; 1.4762
Typische Anwendungsbeispiele sind:Bauteile von Industrieöfen, Dichtflächen von Armaturen im Hochtemperaturbereich, Hitzever-kleidungen, Brennerstützrohre sowie Härtekörbe.
VerarbeitungshinweiseRissiges und sonstwie geschädigtes Material entfernen. Schweißbereiche säubern. Wärme-führung beim Schweißen auf das Bauteil, dessen Werkstoff und Abmessungen abstimmen. Bei artgleichen Grundwerkstoffen die Zwi schen- lagentemperatur auf 150 °C begrenzen. Mit Kurz-, Sprüh- oder Im pulslichtbogen schwei-ßen, Puls-Arc-Technik bevorzugen.
Schweißpositionen: alle
Stromart: = (+)
Schutzgas: EN ISO 14175: M12 Inoxline C2 (max. 2,5 % CO2 - 97,5 % Ar); M13 Inoxline X2 (max. 2,0 % O2 - 98,0 % Ar)
Ø Spulenform Verpackung [mm] (EN 759) [kg]
0,8 BS 300 15,0
1,0 BS 300 15,0
1,2 BS 300 15,0
Weitere Durchmesser auf Anfrage.
EigenschaftenVollaustenitisches Schweißgut mit einer Zunder-bestän dig keit bis 1200 °C. Beständig in reduzie-render, schwefelhaltiger Atmosphäre bis 650 °C. Korrosionsbeständig. Kaltzäh bis -196°C.
Technische DatenEN ISO 14343 - A: G 25 20 Mn(EN 12072: G 25 20 Mn)*AWS A5.9: ER310 (mod.)W.-Nr.: 1.4842
Richtanalyse des Schweißgutes in %:0,12 C - 0,8 Si - 3,0 Mn - 25 Cr - 20,8 Ni -Rest Fe
Schweißgut Mindestwerte (unbehandelt) bei 20 °C
Dehngrenze Rp0,2 [MPa] > 350
Zugfestigkeit Rm [MPa] > 540
Bruchdehnung A5 [%] > 30
Kerbschlagarbeit AV [J] > 63 (ISO-V, bei –196 °C > 32 J)
*) entsprechend den geltenden Regelwerken. Ist-Werte sind deutlich höher.
EigenschaftenAustenitisches Schweißgut mit δ-Ferrit. Zun-derbeständig bis 950 °C. Nicht anfällig gegen Heißrissbildung.
Technische DatenEN ISO 14343 - A: G 22 12 HAWS A5.9: ~ ER309SiSFA 5.9: ~ ER309SiW.-Nr.: 1.4829
Richtanalyse des Schweißgutes in %:0,1 C - 0,9 Si - 1,6 Mn - 22 Cr - 11,2 Ni - Rest Fe
Schweißgut Mindestwerte*) (unbehandelt) bei 20 °C
Dehngrenze Rp0,2 [MPa] > 350
Zugfestigkeit Rm [MPa] > 540
Bruchdehnung A5 [%] > 30
Kerbschlagarbeit AV [J] > 70 (ISO-V) *) entsprechend den geltenden Regelwerken. Ist-Werte sind deutlich höher.
AnwendungenZum Verbindungsschweißen von hitze- und zun-derbeständigen Stählen, z.B.:1.4826 - GX 40 CrNiSi 22-9,1.4828 - X 15 CrNiSi 20-12,1.4829 - X 12 CrNi 22-12, 1.4832 - GX 25 CrNiSi 20-14,1.4878 - X 12 CrNiTi 18-91.4710 - GX 30 CrSi 61.4713 - X 10 CrAl 71.4742 - X 10 CrAl 181.4740 - GX 40 CrSi 17
sowie artähnliche CrNi-Stähle. Ferner zum In- stand setzungsschweißen an Bauteilen aus schwer schweißbaren, hochfesten Stählen.
VerarbeitungshinweiseRissiges und sonstwie geschädigtes Material ent fernen. Schweißbereiche säubern. Wärme-führung beim Schweißen auf das Bauteil, dessen Werkstoff und Abmessungen abstimmen. Zwi-schenlagentemperatur auf 150 °C begrenzen. Mit Kurz-, Sprüh- oder Impuls-Lichtbogen schweißen, Puls-Arc-Technik bevorzugen. Strichraupentech-nik mit geringer Streckenenergie anwenden. Aufmischung gering halten.
Schweißpositionen: alle, außer PG (f)
Stromart: = (+)
Schutzgas nach EN ISO 14175: M12 - Inoxline C2 (max. 2,5 % Co2 - Rest Ar)
EigenschaftenVollaustenitisches Schweißgut. Beständig gegen interkristalline Korrosion. Korrosionsbeständig in nicht oxidierenden Medien (bis 90 %-ige Schwe-felsäure, Phosphorsäure und organische Säuren). Lochfraßbeständig in chloridhaltigen Lösungen. Zunderbeständig bis 1000 °C (Luft). Zulässige Betriebstemperatur -10°C bis +350°C.
Technische DatenEN ISO 14343 - A: G 20 25 5 Cu LEN 12072: G 20 25 5 Cu L AWS A5.9: ER385 (mod.)W.-Nr.: 1.4519 (mod.)
Richtanalyse des Schweißgutes in %:max. 0,020 C - 0,7 Si - 3,7 Mn - 19,5 Cr - 25,5 Ni - 6,0 Mo - 1,4 Cu - 0,12 N - Rest Fe
Ferrit: 0 FN
Schweißgut Mindestwerte*) (unbehandelt) bei 20 °C
Dehngrenze Rp0,2 [MPa] 410
Zugfestigkeit Rm [MPa] 650
Bruchdehnung A5 [%] 39
Kerbschlagarbeit Av [J] 100 (ISO-V, bei --196 °C > 32 J)
*) entsprechend den geltenden Regelwerken. Ist-Werte sind deutlich höher.
Anwendungen Zum Verbindungsschweißen von artgleichen und artähnlichen CrNi-Stählen, z. B.:1.4505 - X 4 NiCrMoCuNb 20-18-2,1.4506 - X 5 NiCrMoCuTi 20-18,1.4529 - X 1 NiCrMoCuN 25-20-7,1.4531 - GX 2 NiCrMoCuN 20-18,1.4536 - GX 2 NiCrMoCuN 25-20,1.4539 - X 1 NiCrMoCuN 25-20-5,1.4585 - GX 7 CrNiMoCuNb 18-18
sowie Verbindungen mit nicht stabilisierten und stabilisierten, austenitischen CrNi-Stählen, z. B.: 1.4301 - X 5 CrNi 18-10 (X 5 CrNi 18-9),1.4306 - X 2 CrNi 19-11 (X 2 CrNi 18-9), 1.4401 - X 5 CrNiMo 17-12-2 (X 5 CrNiMo 18-10),
1.4404 - X 2 CrNiMo 17-13-2 (X 2 CrNiMo 18-10),1.4406 - X 2 CrNiMoN 17-12-2,1.4408 - GX 6 CrNiMo 18-10,1.4429 - X 2 CrNiMoN 17-13-3 1.4435 - X 2 CrNiMo 18-14-3 (X 2 CrNiMo 18-12),1.4436 - X 5 CrNiMo 17-13-3 (X 5 CrNiMo 18-12),1.4541 - X 6 CrNiTi 18-10,1.4550 - X 6 CrNiNb 18-10 (X 10 CrNiNb 18-9),1.4552 - GX 5 CrNiNb 18-9,1.4571 - X 6 CrNiMoTi 17-12-2,1.4573 - X 10 CrNiMoTi 18-12,1.4580 - GX 10 CrNiMoNb 18-10,1.4583 - X 10 CrNiMoNb 18-12
und entsprechend plattierten Stählen und zum Auftragschweißen.
VerarbeitungshinweiseSchweißbereich säubern. Zwischenlagentempe-ratur auf 150 °C begrenzen. Mit Kurz-, Sprüh- oder Im pulslichtbogen schweißen, Puls-Arc-Technik bevorzugen. Strichraupentechnik mit geringer Streckenenergie anwenden. Drahtbürsten aus austenitischen CrNi-Stählen verwenden.
Schweißpositionen: PA, PB w, h
Stromart: = (+)
Schutzgas nach EN ISO 14175: M12 Inoxline C2 (max. 2,5 % CO2, 97,5 % Ar); M13 Inoxline X2 (max. 2 % O2, 98,0 % Ar)
CastoMag 45516 SAustenische Stähle und Mischverbindungen
EigenschaftenAustenitisches Schweißgut mit ca. 15 % δ-Ferrit. Beständig gegen interkristalline Korrosion bis 400 °C. Zunderbeständig bis 1050 °C. Die tiefste Betriebstemperatur beträgt --80 °C. Maximale Betriebstemperatur von 300 °C für Mischverbin-dungen.
Technische DatenEN ISO 14343 - A: G 23 12 LAWS A5.9: ER309LSiW.-Nr.: 1.4332
Richtanalyse des Schweißgutes in %:0,02 C - 0,5 Si - 1,8 Mn - 24 Cr - 13,5 Ni -Rest Fe
Schweißgut Mindestwerte*) (unbehandelt) bei 20 °C
Dehngrenze Rp0,2 [MPa] 400
Zugfestigkeit Rm [MPa] > 550
Bruchdehnung A5 [%] > 30
Kerbschlagarbeit AV [J] > 55 (ISO-V)
*) entsprechend den geltenden Regelwerken. Ist-Werte sind deutlich höher.
mit un- und niedriglegierten Stählen, z. B.:P 265 GH, 17 Mn 4, 15 Mo 3, StE 255 bis StE 355
sowie entsprechendem Stahlguss, ferner für kor-rosionsbeständige Schweißplattierungen an den zuvor genannten un- und niedriglegierten Stählen und an warmfesten vergüteten Feinkornbaustäh-len nach AD-Merkblatt HP0, Gruppe 3.
VerarbeitungshinweiseSchweißbereiche säubern. Zwischenlagentempe-ratur auf 150 °C begrenzen. Mit Kurz-, Sprüh- oder Impulslichtbogen schweißen, Puls-Arc-Technik bevorzugen. Drahtbürsten aus austenitischen CrNi-Stählen verwenden.
Schweißpositionen: PA; PC; PF
Stromart: = (+)
Schutzgas nach EN ISO 14175: M12 - Inoxline C2 (max. 2,5 % Co2 - Rest Ar) M13 - Inoxline X2 (max. 2,0 % O2 - Rest Ar)
EigenschaftenNiob-stabilisiertes, austenitisches Schweißgut mit geringem δ-Ferrit-Anteil. Beständig gegen interkris- talline Korrosion bis 400 °C. Zunderbeständig bis 800 °C. Die tiefste zulässige Betriebstemperatur beträgt –196 °C.
Technische DatenEN ISO 14343 - A: G 19 9 NbSi(EN 12072: G 19 9 NbSi)*AWS A5.9: ER347SiW.-Nr.: 1.4551
Richtanalyse des Schweißgutes in %:0,05 C - 0,8 Si - 1,3 Mn - 19,5 Cr - 9,8 Ni -0,7 Nb - Rest Fe
Schweißgut Mindestwerte*) (unbehandelt) bei 20 °C
Dehngrenze Rp0,2 [MPa] 430
Zugfestigkeit Rm [MPa] 630
Bruchdehnung A5 [%] 33
Kerbschlagarbeit AV [J] 110 (ISO-V, bei –196 °C > 32 J)
*) entsprechend den geltenden Regelwerken. Ist-Werte sind deutlich höher.
AnwendungenZum Verbindungsschweißen von nicht stabilisierten und stabilisierten CrNi-Stählen, z. B.:1.4301 - X 5 CrNi 18-10 (X 5 CrNi 18-9),1.4306 - X 2 CrNi 19-11 (X 2 CrNi 18-9), 1.4308 - GX 6 CrNi 18-9,1.4541 - X 6 CrNiTi 18-10,1.4550 - X 10 CrNiNb 18-9, 1.4552 - GX 5 CrNiNb 18-9,1.4948 - X 6 CrNi 18-11,1.6905 - X 10 CrNiNb 18-10
sowie entsprechend plattierten Stählen und zum Auftragschweißen dieser Werkstoffe.
Artgleiche Verbindungsschweißungen im chemischen Apparate- und Behälterbau, im Rohrleitungsbau, in der Nahrungsmittel- und Getränkeindustrie, in der Textil- und Zelluloseindustrie sowie in Färbereien. Ferner für Auftragungen an Dichtflächen von Arma-turen und Flanschen.
Verarbeitungshinweise Schweißbereiche säubern. Zwischenlagentem-peratur auf 150 °C begrenzen. Mit Kurz-, Sprüh- oder Impulslichtbogen schweißen, Puls-Arc-Technik bevorzugen. Drahtbürsten aus austenitischen CrNi-Stählen verwenden.
Schweißpositionen: alle, außer PG (f)
Stromart: = (+)
Schutzgas nach EN ISO 14175: M12 Inoxline C2 (max. 2,5 % CO2 - 97,5 % Ar); M13 Inoxline X2 (max. 2 % O2 - 98 % Ar)
EigenschaftenNiob-stabilisiertes, austenitisches Schweißgut mit ca. 10 % δ-Ferrit. Beständig gegen Lochfraß und interkristalline Korrosion bis 400 °C. Zunder-beständig bis 800 °C. Die tiefste zulässige Betriebstemperatur beträgt -120 °C.
Technische DatenEN ISO 14343 - A: G 19 12 3 NbSi(EN 12072: G 19 12 3 NbSi)*AWS A5.9: ER318SiW.-Nr.: 1.4576
Richtanalyse des Schweißgutes in %:0,035 C - 0,80 Si - 1,6 Mn - 19,5 Cr - 11,5 Ni -2,8 Mo - 0,7 Nb - Rest Fe
Schweißgut Mindestwerte*) (unbehandelt) bei 20 °C
Dehngrenze Rp0,2 [MPa] 490
Zugfestigkeit Rm [MPa] 670
Bruchdehnung A5 [%] 33
Kerbschlagarbeit AV [J] 100 (ISO-V, bei –120 °C > 32 J)
*) entsprechend den geltenden Regelwerken. Ist-Werte sind deutlich höher.
AnwendungenZum Verbindungsschweißen von nicht stabilisier-ten und stabilisierten CrNi-Stählen, z. B.:1.4301 - X 5 CrNi 18-10 (X 5 CrNi 18-9),1.4306 - X 2 CrNi 19-11 (X 2 CrNi 18-9), 1.4308 - GX 6 CrNi 18-9,1.4401 - X 5 CrNiMo 17-12-2 (X 5 CrNiMo 18-10),1.4404 - X 2 CrNiMo 17-13-2 (X 2 CrNiMo 18-10),1.4408 - GX 6 CrNiMo 18-10,1.4435 - X 2 CrNiMo 18-14-3 (X 2 CrNiMo 18-12),1.4436 - X 5 CrNiMo 17-13-3 (X 5 CrNiMo 18-12),1.4541 - X 6 CrNiTi 18-10,1.4550 - X 6 CrNiNb 18-10 (X 10 CrNiNb 18-9),1.4552 - GX 5 CrNiNb 18-9,1.4571 - X 6 CrNiMoTi 17-12-2,1.4573 - X 10 CrNiMoTi 18-12,1.4580 - GX 10 CrNiMoNb 18-10,1.4581 - GX 5 CrNiMoNb 18-10,1.4583 - X 10 CrNiMoNb 18-12,1.4948 - X 6 CrNi 18-11
sowie entsprechend plattierten Stählen und zum Auftragschweißen dieser Werkstoffe.
CastoMag 45553 S wird z. B. zum Verbindungs-schweißen von Rohrlei tungen, Armaturen, Appa-raten und Behältern aus Papierfabriken und Färbereien sowie aus der chemi schen Industrie verwendet.
Verarbeitungshinweise Schweißbereiche säubern. Zwischenlagentem-peratur auf 150 °C begrenzen. Mit Kurz-, Sprüh- oder Impulslichtbogen schweißen, Puls-Arc-Tech-nik bevorzugen. Drahtbürsten aus austenitischen CrNi-Stählen verwenden.
Schweißpositionen: alle
Stromart: = (+)
Schutzgas: EN ISO 14175: M12 Inoxline C2 (max. 2,5 % CO2 - 97,5 % Ar); M13 Inoxline X2 (max. 2 % O2 - 98 % Ar) Ø Spulenform Verpackung [mm] (EN 759) [kg]
CastoMag 45554 Sfür Mischverbindungen und Auftragungen
EigenschaftenWeitgehend vollaustenitisches, nicht magnetisier-bares Schweißgut. Thermoschockbeständig. Zun-derbeständig bis 850 °C sowie korrosionsbestän-dig bis 300 °C. Die tiefste zulässige Einsatztem-peratur beträgt -110 °C. Kaltverfestigend.
Technische DatenEN ISO 14343 - A: G 18 8 Mn(EN 12072: G 18 8 Mn)*AWS A5.9: ~ ER307SiSFA 5.9: ~ ER307SiW.-Nr.: 1.4370
Richtanalyse des Schweißgutes in %:0,08 C - 0,8 Si - 7 Mn - 19 Cr - 8,5 Ni -Rest Fe
Schweißgut Mindestwerte*) (unbehandelt) bei 20 °C
Dehngrenze Rp0,2 [MPa] 420
Zugfestigkeit Rm [MPa] 620
Bruchdehnung A5 [%] 35
Kerbschlagarbeit AV [J] 100 (ISO-V, bei –110 °C > 32 J)
AnwendungenFür Mischverbindungen von nichtrostenden, aus-tenitischen Stählen, z. B.:1.4301 - X 5 CrNi 18-10 (X 5 CrNi 18-9),1.4308 - GX 6 CrNi 18-9,1.4401 - X 5 CrNiMo 17-12-2 (X 5 CrNiMo 18-10),1.4408 - GX 6 CrNiMo 18-10,1.4435 - X 2 CrNiMo 18-14-3 (X 2 CrNiMo 18-12),1.4541 - X 6 CrNiTi 18-10,1.4552 - GX 5 CrNiNb 18-9,1.4571 - X 6 CrNiMoTi 17-12-2,1.4573 - X 10 CrNiMoTi 18-12,1.4581 - GX 5 Cr NiMoNb 18-10,1.4583 - X 10 CrNiMoNb 18-12
und un- und niedriglegierten Stählen entspre-chend 17 Mn 4, 15 Mo 3, StE 355 und P 265 GH. Ferner zum Schweißen von Auftragungen und Pufferlagen an den genannten Werkstoffen und an härtbaren Stählen.
VerarbeitungshinweiseSchweißbereiche säubern. Zwischenlagentem-peratur auf 150 °C begrenzen. Mit Kurz-, Sprüh- oder Impulslichtbogen schweißen, Puls-Arc-Tech-nik bevorzugen. Drahtbürsten aus austenitischen CrNi-Stählen verwenden.
Schweißpositionen: PA, PB, PC, PF, PG
Stromart: = (+)
Schutzgas: EN ISO 14175: M12 Inoxline C2 (max. 2,5 % CO2 - 97,5 % Ar); M13 Inoxline X2 (max. 2,0 % O2 - 98,0 % Ar)
Ø Spulenform Verpackung [mm] (EN 759) [kg]
0,8 BS 300 15,0
1,0 BS 300 15,0
1,2 BS 300 15,0
1,6 BS 300 15,0
Weitere Durchmesser auf Anfrage.
ZulassungenTÜV, DB (43.024.07), GL, CE
*) entsprechend den geltenden Regelwerken. Ist-Werte sind deutlich höher.
EnDOtec DO*02für Mischverbindungen und Auftragungen
EigenschaftenDas vollaustenitische Schweißgut der schla-ckefreien Fülldrahtelektrode ist rostbeständig, kaltverfestigend und besitzt eine hohe Dehnung. Zunderbeständig bis 850 °C. Die tiefste, zulässige Betriebstemperatur beträgt -80 °C. Höchste zulässige Betriebstemperatur: 300 °C.
Technische DatenEN ISO 17633 - A: T 18 8 Mn MM 2(EN 12073: T 18 8 Mn MM 2)*AWS A5.22: ~ E307T1-4SFA 5.22: ~ E307T1-4W.-Nr.: 1.4370
Richtanalyse des Schweißgutes in %:max. 0,1 C - 0,6 Si - 6 Mn - 18 Cr - 8 Ni - Rest Fe
Schweißgut Mindestwerte*) (unbehandelt) bei 20 °C
Dehngrenze Rp0,2 [MPa] > 350
Zugfestigkeit Rm [MPa] > 550
Bruchdehnung A5 [%] > 25
Kerbschlagarbeit AV [J] > 40 (ISO-V, bei –80 °C > 32 J)
Härte [HV 30] ca. 200 – kaltverfestigt [HV 30] ca. 400
*) entsprechend den geltenden Regelwerken. Ist-Werte sind höher.
AnwendungenFür Mischverbindungen von nichtrostenden, au-stenitischen Stählen, z. B.:1.4301 - X 5 CrNi 18-10 (X 5 CrNi 18-9),1.4308 - GX 6 CrNi 18-9,1.4401 - X 5 CrNiMo 17-12-2 (X 5 CrNiMo 18-10),1.4408 - GX 6 CrNiMo 18-10,1.4435 - X 2 CrNiMo 18-14-3 (X 2 CrNiMo 18-12),1.4436 - X 5 CrNiMo 17-13-3 (X 5 CrNiMo 18-12),1.4541 - X 6 CrNiTi 18-10,1.4550 - X 6 CrNiNb 18-10 (X 10 CrNiNb 18-9),1.4571 - X 6 CrNiMoTi 17-12-2,1.4573 - X 10 CrNiMoTi 18-12,1.4580 - GX 10 CrNiMoNb 18-10,1.4581 - GX 5 CrNiMoNb 18-10,1.4583 - X 10 CrNiMoNb 18-12
mit un- und niedriglegierten Stählen, wie:P 265 GH, S 255 N bis P 460 NL 2
sowie entsprechendem Stahlguss. Ferner zum Schweißen von Auftragungen und Pufferlagen an härtbaren Stählen.
Verarbeitungshinweise Rissiges und sonstwie geschädigtes Material entfernen. Schweißbereiche säubern. Mit Kurz-, Sprüh- oder Impulslichtbogen schweißen, Puls-Arc-Technik bevorzugen. Zwischenlagentempe-ratur auf 150 °C begrenzen. Drahtbürsten aus austenitischen CrNi-Stählen verwenden. Kunst-stofführungsseele und Kontaktdüse, wie zum Schweißen von Aluminium, werden empfohlen.
Schweißpositionen: alle, außer PG (f)
Stromart: = (+)
Schutzgas: EN ISO 14175: M12 Inoxline C2 (max. 2,5 % CO2 - 97,5 % Ar); M13 Inoxline X2 (max. 2,0 % O2 - 98,0 % Ar); M21 Ferroline C8 (max. 8,0 % Co2 - 92,0 % Ar)
EigenschaftenSchlackebildende Fülldrahtelektrode mit auste-nitisch-ferritischem Schweißgut. Beständig gegen interkristalline Korrosion bis 300 °C. Zunderbe-ständig bis 1050 °C. Kaltverfestigend. Kaltzäh bis -60 °C. Maximal zulässige Betriebstemperatur -60 °C bis 300 °C.
Technische DatenEN ISO 17633 - A: T 23 12 L R M(C) 3(EN 12073: T 23 12 L R M 2)*AWS A5.22: E309LT0-4W.-Nr.: 1.4332
Richtanalyse des Schweißgutes in %:0,025 C - 0,9 Si - 1,5 Mn - 23 Cr - 13 Ni - Rest Fe
Schweißgut Mindestwerte*) (unbehandelt) bei 20 °C
Dehngrenze Rp0,2 [MPa] > 320
Zugfestigkeit Rm [MPa] > 520
Bruchdehnung A5 [%] > 30
Kerbschlagarbeit AV [J] > 45 (ISO-V, bei –60 °C > 32 J)
Härte [HB] ca. 200
*) entsprechend den geltenden Regelwerken. Ist-Werte sind höher.
AnwendungenFür Mischverbindungen von nichtrostenden, au-stenitischen Stählen, z. B.:1.4301 - X 5 CrNi 18-10 (X 5 CrNi 18-9),1.4306 - X 2 CrNi 19-11 (X 2 CrNi 18-9), 1.4308 - GX 6 CrNi 18-9,1.4401 - X 5 CrNiMo 17-12-2 (X 5 CrNiMo 18-10),1.4404 - X 2 CrNiMo 17-13-2 (X 2 CrNiMo 18-10),1.4408 - GX 6 CrNiMo 18-10,1.4435 - X 2 CrNiMo 18-14-3 (X 2 CrNiMo 18-12),1.4436 - X 5 CrNiMo 17-13-3 (X 5 CrNiMo 18-12),1.4541 - X 6 CrNiTi 18-10,1.4550 - X 6 CrNiNb 18-10 (X 10 CrNiNb 18-9),1.4552 - GX 5 CrNiNb 18-9,1.4571 - X 6 CrNiMoTi 17-12-2,1.4573 - X 10 CrNiMoTi 18-12,1.4580 - GX 10 CrNiMoNb 18-10,1.4581 - GX 5 CrNiMoNb 18-10,1.4583 - X 10 CrNiMoNb 18-12,1.4948 - X 6 CrNi 18-11
mit un- und niedriglegierten Stählen, wie:P 265 GH, 17 Mn 4, StE 255 bis StE 355
sowie entsprechendem Stahlguss. Ferner zum Schweißen von Auftragungen und Pufferlagen auf härtbare Stähle.
Verarbeitungshinweise Schweißbereiche säubern. Zwischenlagentem-peratur auf 150 °C begrenzen. Drahtbürsten aus austenitischen CrNi-Stählen verwenden. Kunst-stofführungsseele und Kontaktdüse, wie zum Schweißen von Aluminium, werden empfohlen.
Schweißpositionen: PA, PB w, h
Stromart: = (+)
Schutzgas: EN ISO 14175: M21 Ferroline C 18 (max. 18 % Co2 - 82 % Ar) C1 100 % Co2
Ø Spulenform Gewicht [mm] (EN 759) [kg]
1,2 B 300 15,0
Weitere Durchmesser auf Anfrage.
ZulassungenTÜV, DB (43.024.04), GL, CE
Fülldrahtelektrode
EnDOtec DO*24 Sfür Mischverbindungen und Auftragungen
EigenschaftenSchlackehaltige Fülldrahtelektrode mit ferritisch-austenitischem Schweißgut. Besonders hohe Beständigkeit gegen Lochfraß, Spalt- und Span-nungsrisskorrosion in chloridhaltigen Medien. Zulässige Betriebstemperaturen von –60 °C bis 250 °C.
Technische DatenEN ISO 17633 - A: T 22 9 3 N L R M(C) 3(EN 12073: T 22 93 NL R M(C) 3)*AWS A5.22: E2209T0-4SFA 5.22: E2209T0-1W.-Nr.: ~ 1.4462
Richtanalyse des Schweißgutes in %:max. 0,03 C - max. 1 Si - 1,1 Mn - 22,5 Cr - 9 Ni - 3,2 Mo - 0,15 N - Rest Fe
Schweißgut Mindestwerte*) (unbehandelt) bei 20 °C
Dehngrenze Rp0,2 [MPa] > 450
Zugfestigkeit Rm [MPa] > 690
Bruchdehnung A5 [%] > 20
Kerbschlagarbeit Av [J] 40 (ISO-V, bei –60 °C > 32 J)
*) entsprechend den geltenden Regelwerken. Ist-Werte sind höher.
AnwendungenZum Verbindungsschweißen von ferritisch-austenitischen Duplex-Stählen, z. B.:1.4417 - X 2 CrNiMoSi 19-5,1.4462 - X 2 CrNiMoN 22-5-3
und für Mischverbindungen mit un- und niedrig-legierten Stählen, wie:P 265 GH, 17 Mn 4, StE 355, 15 Mo 3
sowie den nichtrostenden Stählen 1.4301 - X 5 CrNi 18-10 (X 5 CrNi 18-9),1.4306 - X 2 CrNi 19-11 (X 2 CrNi 18-9), 1.4401 - X 5 CrNiMo 17-12-2 (X 5 CrNiMo 18-10),1.4404 - X 2 CrNiMo 17-13-2 (X 2 CrNiMo 18-10),1.4435 - X 2 CrNiMo 18-14-3 (X 2 CrNiMo 18-12),1.4436 - X 5 CrNiMo 17-13-3 (X 5 CrNiMo 18-12),
1.4541 - X 6 CrNiTi 18-10,1.4550 - X 6 CrNiNb 18-10 (X 10 CrNiNb 18-9),1.4552 - GX 5 CrNiNb 18-9,1.4571 - X 6 CrNiMoTi 17-12-2,1.4573 - X 10 CrNiMoTi 18-12,1.4580 - GX 10 CrNiMoNb 18-10,1.4581 - GX 5 CrNiMoNb 18-10,1.4583 - X 10 CrNiMoNb 18-12.
Typische Anwendungsbeispiele sind:Pumpenteile, Entwässerungsrohre und Behälter in allen Industriesparten; Schnecken, Armatu-ren und Bauteile im chemischen Anlagen- und Tankbau sowie in der Off-Shore-Technik und im Schiffbau.
VerarbeitungshinweiseSchweißbereiche säubern. Wärmeführung beim Schweißen auf den Grundwerkstoff abstimmen. Zwischenlagentemperatur zwischen 100 °C und 150 °C halten. Schnelles Abkühlen des Werkstü-ckes vermeiden, ggf. zur besseren Austenitbildung auf 100 °C vorwärmen. Eine Wärmeeinbringung von 0,5 bis 2,5 kJ/mm muss eingehalten wer-den. Mit Kurz-, Sprüh- oder Impulslichtbogen schweißen, Puls-Arc-Technik bevorzugen. Leicht schleppende Brennerführung. Drahtbürsten aus austenitischen CrNi-Stählen verwenden.
Schweißpositionen: PA, PB w, h
Stromart: = (+)
Schutzgas: EN ISO 14175: M21 Ferroline C 18 (max. 18 % Co2 - 82 % Ar) C1 (100 % Co2) Ø Spulenform Gewicht [mm] (EN 759) [kg]
EigenschaftenRutilhaltige Fülldrahtelektrode mit austenitischem Schweißgut und ca. 10 % δ-Ferrit. Beständig ge-gen Lochfraß und interkristalline Korrosion bis 400 °C. Zunderbeständig bis 800 °C. Hochglanz-polierbar. Zulässige Betriebstemperatur - 60 °C bis 400 °C. Mischverbindungen bis max. 300 °C zulässig.
Technische DatenEN ISO 17633 - A: T 19 12 3 L R M (C) 3(EN 12073: T 19 12 3 L R C/M 3)*AWS A5.22: E316LT0-1/4SFA 5.22: E316LT1-1W.-Nr.: 1.4430
Richtanalyse des Schweißgutes in %:max. 0,04 C - max. 1,0 Si - max. 2 Mn - 19 Cr - 12 Ni - 2,8 Mo - Rest Fe
Schweißgut Mindestwerte*) (unbehandelt) bei 20 °C
Dehngrenze Rp0,2 [MPa] 320
Zugfestigkeit Rm [MPa] 510
Bruchdehnung A5 [%] 30
Kerbschlagarbeit AV [J] 40 (ISO-V, bei –60 °C > 32 J)
*) entsprechend den geltenden Regelwerken. Ist-Werte sind höher.
AnwendungenZum Verbindungsschweißen von nicht stabilisier-ten und stabilisierten CrNi-Stählen, z. B.:1.4301 - X 5 CrNi 18-10 (X 5 CrNi 18-9),1.4306 - X 2 CrNi 19-11 (X 2 CrNi 18-9), 1.4308 - GX 6 CrNi 18-9,1.4401 - X 5 CrNiMo 17-12-2 (X 5 CrNiMo 18-10),1.4404 - X 2 CrNiMo 17-13-2 (X 2 CrNiMo 18-10),1.4408 - GX 6 CrNiMo 18-10,1.4435 - X 2 CrNiMo 18-14-3 (X 2 CrNiMo 18-12),1.4436 - X 5 CrNiMo 17-13-3 (X 5 CrNiMo 18-12),1.4541 - X 6 CrNiTi 18-10,1.4550 - X 6 CrNiNb 18-10 (X 10 CrNiNb 18-9),1.4552 - GX 5 CrNiNb 18-9,1.4571 - X 6 CrNiMoTi 17-12-2,1.4573 - X 10 CrNiMoTi 18-12,1.4580 - GX 10 CrNiMoNb 18-10,1.4581 - GX 5 CrNiMoNb 18-10,
1.4583 - X 10 CrNiMoNb 18-12,1.4948 - X 6 CrNi 18-11
und entsprechendem Stahlguss.
EnDOtec DO*28 S wird u. a. in der Nahrungsmit-telindustrie, dem chemischen Apparatebau und der Papierindustrie verwendet.
Verarbeitungshinweise Schweißbereiche säubern. Zwischenlagentem-peratur auf 150 °C begrenzen. Drahtbürsten aus austenitischen CrNi-Stählen verwenden. Kunst-stofführungsseele und Kontaktdüse, wie zum Schweißen von Aluminium, werden empfohlen.
Schweißpositionen: PA, PB, PC, PF w, h, q, s,
Stromart: = (+)
Schutzgas: EN ISO 14175: M21 Ferroline C 18 (max. 18 % Co2 - 82 % Ar) C1 (100 % Co2*)
Ø Spulenform Gewicht [mm] (EN 759) [kg]
0,9**) BS 300 12,5
1,2 BS 300 15,0
Weitere Durchmesser auf Anfrage.
ZulassungenTÜV, DB (43.024.05), GL, CE
*) bei Schweißstromstärke > 230 A verwenden!**) nicht nach VdTÜV 1000 überprüft.
EigenschaftenSchlackefreie Fülldrahtelektrode mit austeni-tischem Schweißgut und ca. 10 % δ-Ferrit. Beständig gegen Lochfraß und interkristalline Korrosion bis 350 °C. Zunderbeständig bis 800 °C. Hochglanzpolierbar. Tiefste zulässige Betriebs-temperatur –60 °C.
Technische DatenEN ISO 17633 - A: T 19 12 3 L MM 3(EN 12073: T 19 12 3 L MM 2)*AWS A5.22: E316LT0-4SFA 5.22: E316LT0-1W.-Nr.: 1.4430
Richtanalyse des Schweißgutes in %:max. 0,03 C - 1 Si - 1,5 Mn - 18,5 Cr - 12,5 Ni - 2,5 Mo - 0,5 Cu - Rest Fe
Schweißgut Mindestwerte*) (unbehandelt) bei 20 °C
Dehngrenze Rp0,2 [MPa] 320
Zugfestigkeit Rm [MPa] 510
Bruchdehnung A5 [%] 30
Kerbschlagarbeit AV [J] 40 (ISO-V, bei –60 °C > 32 J)
*) entsprechend den geltenden Regelwerken. Ist-Werte sind höher.
AnwendungenZum Verbindungsschweißen von nicht stabilisier-ten und stabilisierten CrNi-Stählen, z. B.:1.4301 - X 5 CrNi 18-10 (X 5 CrNi 18-9),1.4306 - X 2 CrNi 19-11 (X 2 CrNi 18-9), 1.4308 - GX 6 CrNi 18-9,1.4311 - X 2 CrNiN 18-10,1.4401 - X 5 CrNiMo 17-12-2 (X 5 CrNiMo 18-10),1.4404 - X 2 CrNiMo 17-13-2 (X 2 CrNiMo 18-10),1.4408 - GX 6 CrNiMo 18-10,1.4435 - X 2 CrNiMo 18-14-3 (X 2 CrNiMo 18-12),1.4436 - X 5 CrNiMo 17-13-3 (X 5 CrNiMo 18-12),1.4541 - X 6 CrNiTi 18-10,1.4550 - X 6 CrNiNb 18-10 (X 10 CrNiNb 18-9),1.4552 - GX 5 CrNiNb 18-9,1.4571 - X 6 CrNiMoTi 17-12-2,1.4573 - X 10 CrNiMoTi 18-12,1.4580 - GX 10 CrNiMoNb 18-10,1.4581 - GX 5 CrNiMoNb 18-10,1.4583 - X 10 CrNiMoNb 18-12,1.4948 - X 6 CrNi 18-11
Fülldrahtelektrode
EnDOtec DO*29für nichtrostende Stähle
sowie entsprechend plattierter Stähle und zum Auftragschweißen dieser Werkstoffe.
EnDOtec DO*29 wird u. a. in der Nahrungsmittel-industrie, dem chemischen Apparatebau und der Papierindustrie verwendet.
Verarbeitungshinweise Schweißbereiche säubern. Zwischenlagentem-peratur auf 150 °C begrenzen. Mit Kurz-, Sprüh- oder Impulslichtbogen schweißen, Puls-Arc-Tech-nik bevorzugen. Drahtbürsten aus austenitischen CrNi-Stählen verwenden. Kunststofführungs seele und Kontaktdüse, wie zum Schweißen von Alumi-nium, werden empfohlen.
Schweißpositionen: PA, PB, PC, PF w, h, q, s
Stromart: = (+)
Schutzgas: EN ISO 14175: M12 Inoxline C2 (max. 2,5 % CO2 - 97,5 % Ar); M13 Inoxline X2 (max. 2,0 % O2 - 98,0 % Ar); M21 Ferroline C8 (max 8,0 % Co2 - 92,0 % Ar)
EigenschaftenSchlackebildende Fülldrahtelektrode mit aus-tenitisch-ferritischem Schweißgut. Beständig gegen interkristalline Korrosion bis 350 °C. Zunderbeständig bis 1050 °C. Kaltverfestigend. Kaltzäh bis -60 °C.
Technische DatenEN ISO 17633 - A: T23 12 2 L R M (C) 3(EN 12073: T 23 12 2 L R M 3)*W.-Nr.: 1.4459AWS A5.22: E309MoL T0-1 / E309Mol T0-4
Richtanalyse des Schweißgutes in %:0,03 C - 0,8 Si - 1,4 Mn - 23 Cr - 13,5 Ni -2,8 Mo - Rest Fe
Schweißgut Mindestwerte*) (unbehandelt) bei 20 °C
Dehngrenze Rp0,2 [MPa] > 450
Zugfestigkeit Rm [MPa] > 550
Bruchdehnung A5 [%] > 25
Kerbschlagarbeit AV [J] > 47 bei -60°C > 32 J
AnwendungenZum Verbindungsschweißen von nicht stabilisier-ten und stabilisierten CrNi-Stählen, z. B.:1.4301 - X 5 CrNi 18-10 (X 5 CrNi 18-9),1.4308 - GX 6 CrNi 18-9,1.4401 - X 5 CrNiMo 17-12-2 (X 5 CrNiMo 18-10),1.4408 - GX 6 CrNiMo 18-10,1.4435 - X 2 CrNiMo 18-14-3 (X 2 CrNiMo 18-12),1.4541 - X 6 CrNiTi 18-10,1.4552 - GX 5 CrNiNb 18-9,1.4571 - X 6 CrNiMoTi 17-12-2,1.4573 - X 10 CrNiMoTi 18-12,1.4580 - GX 10 CrNiMoNb 18-10,1.4583 - X 10 CrNiMoNb 18-12,
sowie für Auftragungen auf unlegierte Stähle wie:P 265 GH, StE 255 N, 17 Mn 4, StE 355 und entsprechendem Stahlguss.
EnDOtec DO*69 S wird u. a. in der Nahrungsmit-telindustrie, dem chemischen Apparatebau und der Papierindustrie verwendet.
Verarbeitungshinweise Schweißbereiche säubern. Zwischenlagentem-peratur auf 150 °C begrenzen. Drahtbürsten aus austenitischen CrNi-Stählen verwenden. Kunst-stofführungsseele und Kontaktdüse, wie zum Schweißen von Aluminium, werden empfohlen.
Schweißpositionen: PA, PB, PC w, h, q
Stromart: = (+)
Schutzgas: EN ISO 14175: M21 Ferroline C 18 (max. 18 % Co2 - 82 % Ar) C1 100 % Co2
Ø Spulenform Gewicht [mm] (EN 759) [kg]
1,2 BS 300 15,0
Weitere Durchmesser auf Anfrage.
* zurück gezogen
*) entsprechend den geltenden Regelwerken. Ist-Werte sind höher.
AnwendungenZum Verbindungs- und Auftragschweißen von Nickellegierungen und un-, niedrig- und hoch-legierten Stählen. Ferner zum Schweißen von schwer schweißbaren Stählen, z. B.: Vergütungs- und Werkzeugstähle.
Typische Anwendungsbeispiele sind:Bauteile und Anlagen für den Tief- oder Hochtem-peratureinsatz.
VerarbeitungshinweiseRissiges und sonstwie geschädigtes Material ent-fernen. Schweißbereiche säubern. Rücktrock nen bei 350 °C / 2 h. Wärmeführung beim Schwei-ßen auf das Bauteil, dessen Werkstoff und Abmessungen abstimmen. Strichraupentechnik mit geringer Streckenenergie anwenden. Bei schrumpf behinderten Werk stücken zuerst die Flan ken anlegieren. Drahtbürsten aus austeniti-schen CrNi-Stählen verwenden.
EigenschaftenDas Schweißgut auf NiCr-Basis der basischum-hüllten Stabelektrode ist korrosionsbeständig, zunderbeständig und tieftemperaturzäh. Hohe Duktilität. Abbau der Schweißeigenspannungen durch plastische Verformung. Keine Versprö-dungsgefahr durch σ-Phasen-, Karbid- oder Nitridbildung.
Technische DatenEN 14700: ~ E Ni1EN ISO 14172: Ni6182 (NiCr 15 Fe 6 Mn)W.-Nr.: ~ 2.4807
Schweißgut Mindestwerte*) (unbehandelt) bei 20 °C
Dehngrenze Rp0,2 [MPa] > 360
Zugfestigkeit Rm [MPa] > 550
Bruchdehnung A5 [%] > 27
Kerbschlagarbeit AV [J] 120 (ISO-V)
Härte [HV 30] 200
*) entsprechend den geltenden Regelwerken. Ist-Werte sind höher.
EigenschaftenDas NiCrFeMn-Schweißgut der rutilbasisch-umhüllten Hochleistungsstabelektrode mit einer Ausbringung von 150 % ist korrosionsbeständig, zunderbeständig und tieftemperaturzäh. Nicht rissanfällig. Hohe Duktilität. Schweißeigenspan-nungen werden durch plastische Verformung reduziert. Keine Versprödungsgefahr durch σ-Phasen-, Karbid- oder Nitridbildung.
AnwendungenFür korrosionsbeständige Schweißplattierungen auf Stählen sowie zum Verbindungsschweißen von hochwarmfesten Ni-Legierungen, kaltzähen Stählen, schwer schweißbaren Stählen, härtbaren Stählen, Schwarz-Weiß-Verbindungen und stark schrumpfbehinderten Bauteilen.
VerarbeitungshinweiseRissiges oder sonstwie geschädigtes Material entfernen. Schweißbereiche säubern. Rücktrock nen bei 350 °C / 2 h. Wärmeführung beim Schweißen auf das Bauteil, dessen Werk-stoff und Abmessungen abstimmen. Strichrau-pentechnik mit geringer Streckenenergie an-wenden. Bei schrumpfbehinderten Werk stücken zuerst die Flan ken anlegieren. Drahtbürsten aus austenitischen CrNi-Stählen verwenden.
EigenschaftenDie basischumhüllte Stabelektrode ergibt ein riss-unanfälliges, korrosionsbeständiges Schweißgut auf Ni-Basis. Keine Versprödungsgefahr durch Bildung von σ-Phasen, Karbiden oder Nitriden. Schweißeigenspannungen werden durch plas-tische Verformung reduziert. Hohe Duktilität. Gute Spaltüberbrückbarkeit, gute Eignung zum Wurzel schweißen. Unempfindlich gegen Lang-zeit-Temperaturbeanspru chungen und Wärme-behandlungen. Zunderbeständig.
Technische DatenISO 14172: E Ni 6182 (NiCr15Fe6Mn)AWS A5.11: ~ ENiCrFe-3SFA 5.11: ~ ENiCrFe-3W.-Nr.: ~ 2.4807
Schweißgut Mindestwerte*) (unbehandelt) bei 20 °C
Dehngrenze Rp1,0 [MPa] 380
Zugfestigkeit Rm [MPa] 600
Bruchdehnung A5 [%] 30
Kerbschlagarbeit AV [J] 60 (ISO-V, bei –269 °C > 60 J)
*) entsprechend den geltenden Regelwerken. Ist-Werte sind höher.
AnwendungenZum Verbindungsschweißen von warmfesten Stählen, einschließlich martensitischer Stähle und Stahlguss sowie warmfester Ni-Legierungen, z. B.: 1.4876 - X 10 NiCrAlTi 32-20,1.4876 - X 10 NiCrAlTi 32-20 H,1.4922 - X 20 CrMoV 12-1,1.4935 - X 20 CrMoWV 12-1,1.4961 - X 8 CrNiNb 16-13,1.4981 - X 8 CrNiMoNb 16-16 1.4961 - X 8 CrNiMoNb 16-13,2.4816 - NiCr 15 Fe,2.4858 - NiCr 21 Mo
sowie korrosionsbeständige Stähle, z. B.: 1.4583 - X 10 CrNiMoNb 18-12,1.6905 - X 10 CrNiNb 18-10.
Für Mischverbindungen von warmfesten, kaltzä-hen oder FK-Baustählen untereinander und mit den bereits genannten, z. B.: 1.0562 - P 355 N, 1.5415 - 16 Mo 3, 1.5637 - 12 Ni 14, 1.5662 - X 8 Ni 9, 1.5680 - X 12 Ni 5, 1.7335 - 13 CrMo 4-5, 1.7380 - 10 CrMo 9-10.
Ferner zum Puffern und korrosionsbeständigem Auftragen von Stahl- und Eisenwerkstoffen.
VerarbeitungshinweiseRissiges und sonstwie geschädigtes Material entfernen. Schweißbereiche säubern. Rück-trocknen bei 350 °C / 2 h. Wärmeführung beim Schweißen auf das Bauteil, dessen Werkstoff und Abmessungen abstimmen. Strichraupentechnik mit geringer Streckenenergie anwenden. Bei schrumpfbehinderten Werk stücken zuerst die Flan ken anlegieren.
EigenschaftenDas vollaustenitische Schweißgut der rutilba-sisch-umhüllten Stabelektrode ist beständig gegen Verschleiß und Oxidation (Zunderung) bis 1200 °C. Korrosionsbeständig gegen Säuren und Salze. Die NiMoCrFeW-Legierung ist schlagfest und kaltverfestigungsfähig.
Technische DatenISO 14172: ~ E Ni 6276 (NiCr15MoFe6W4)
Härte [HV 30] ~ 250 – kaltverfestigt [HV 30] ~ 420 – bei 400 °C [HB] ~ 210 – bei 600 °C [HB] ~ 195 – bei 800 °C [HB] ~ 135
*) entsprechend den geltenden Regelwerken. Ist-Werte sind höher.
AnwendungenZum Auftragschweißen von Stählen, Stahlguss und Nickellegierungen sowie zum Verbindungs-schweißen.
Für korrosions- und verschleißbeständige Plat-tierungen an Bauteilen von Beizanlagen, Kon-taktflächen in Absperr- und Regelarmaturen, Transporteinrichtungen in Öfen, Glüh- und Här-teanlagen sowie für warmverschleißbeanspruchte Maschinen- und Anlagenteile wie Schmiedege-senke, Hammersättel, Warmlochdorne, Messer von Warmscheren, Spitzen von Stripperzangen, Schmiedemanipulatoren, Reckwalzen und Warm-presswerkzeuge.
VerarbeitungshinweiseRissiges und sonstwie geschädigtes Material ent-fernen. Schweißbereiche säubern. Rücktrocknen bei 350 °C / 2 h. Wärmeführung beim Schweißen auf das Bauteil, dessen Werkstoff und Abmessun-gen abstimmen. Warmarbeitswerk zeuge aus hochlegierten Stählen nur ein lagig mit hohem Strom auftragschweißen. Zum Aufbau dickerer Beschichtungen die Zwi-schenschichten mit Castolin XHD 6806 schwei-ßen. Für Ver bindungsschweißungen Strichraupen-technik mit geringer Streckenenergie anwenden. Bei schrumpf behinderten Werk stücken zuerst die Flan ken anlegieren. Drahtbürsten aus austeniti-schen CrNi-Stählen verwenden.
EigenschaftenDas vollaustenitische Schweißgut der kernstab-legierten, basischumhüllten Stabelektrode ist beständig gegen Lochfraß, Spalt-, Spannungs-riss- und interkristalline Korrosion in Medien wie Salz-, Schwefel-, Salpeter-, Phosphor- und Fluss-säure sowie Meerwasser, Ätznatron und Kühlsole. Nicht rissanfällig. Hohe Warmfestigkeit bis 950 °C. Zunderbeständig bis 1100 °C. Kaltzäh bis -196 °C. Maximal zulässige Betriebstemperatur +350°C bis -60°C.
Technische DatenISO 14172: E Ni 6625 (NiCr22Mo9Nb)AWS A5.11: ENiCrMo-12SFA 5.11: ENiCrMo-12W.-Nr.: 2.4621
Richtanalyse des Schweißgutes in %:0,02 C - 0,4 Si - 0,4 Mn - 21,5 Cr - 9,5 Mo - 3,0 Fe - 2,3 Nb - Rest Ni
Schweißgut Mindestwerte*) (unbehandelt) bei 20 °C
Dehngrenze Rp0,2 [MPa] 300
Zugfestigkeit Rm [MPa] 650
Bruchdehnung A5 [%] 35
Kerbschlagarbeit AV [J] 70 (ISO-V, bei –196 °C > 60 J)
*) entsprechend den geltenden Regelwerken. Ist-Werte sind deutlich höher.
Stabelektrode
Castolin 6825für Nickellegierungen
AnwendungenZum Verbindungsschweißen von hochlegierten CrNi-Stählen, z. B.:X 2 CrNiMoCuN 20-18-6,1.4529 - X 1 NiCrMoCu 25-20-6,1.4539 - X 1 NiCrMoCuN 25-20-5
sowie Verbindungen dieser Werkstoffe mit 1.4301 - X 5 CrNi 18-10,1.4306 - X 2 CrNi 19-11,1.4401 - X 5 CrNiMo 17-12-2,1.4435 - X 2 CrNiMo 18-14-3,1.4536 - X 5 CrNiMo 17-13-3,1.4571 - X 6 CrNiMoTi 17-12-2,1.4573 - X 10 CrNiMoTi 18-12,1.4580 - GX 10 CrNiMoNb 18-10,1.4581 - GX 5 CrNiMoNb 18-10,1.4583 - X 10 CrNiMoNb 18-12und zum Auftragschweißen dieser Werkstoffe.
Ferner zum Schweißen von Ni-Basislegierungen, Mischverbindungen (Schwarz-Weiß-Verbindung-en) und kaltzähen Stählen sowie zum Auftrag-schweißen an legierten und unlegierten Stählen und Gusswerkstoffen (GJL-400 und GJS-400-15).
VerarbeitungshinweiseRissiges und sonstwie geschädigtes Material entfernen. Schweißbereiche säubern. Rück-trocknen bei 350 °C / 2 h. Wärmeführung beim Schweißen auf das Bauteil, dessen Werkstoff und Abmessungen abstimmen. Zwischenlagen-temperatur auf 100 °C begrenzen. Strichraupen-technik mit niedriger Streckenenergie anwenden. Drahtbürsten aus austenitischen CrNi-Stählen verwenden.
AnwendungenZum Verbindungsschweißen von Ni-Basislegie-rungen, kaltzähen Ni-Stählen, hochlegierten CrNi-Stählen sowie von un- und niedriglegierten Stählen. Ferner zum Schweißen von Mischverbin-dungen (Schwarz-Weiß-Verbindungen) und zum Auftragschweißen an un- und niedriglegierten Stählen.
VerarbeitungshinweiseRissiges und sonstwie geschädigtes Material entfernen. Schweißbereiche säubern. Rück-trocknen bei 350 °C / 2 h. Wärmeführung beim Schweißen auf das Bauteil, dessen Werkstoff und Abmessungen abstimmen. Zwischenlagen-temperatur auf 100 °C begrenzen. Strichraupen-technik mit niedriger Streckenenergie anwenden. Drahtbürsten aus austenitischen CrNi-Stählen verwenden.
EigenschaftenRutilbasisch-umhüllte, hüllenlegierte Hochleis-tungsstabelektrode mit 150 % Ausbringung. Vollaustenitisches Schweißgut auf Ni-Basis. Be-ständig gegen Lochfraß, Spalt- und Spannungs-risskorrosion. Hochwarmfest und zunderbestän-dig bis 1100 °C. Nicht rissanfällig und kaltzäh bis --196 °C.
Technische DatenISO 14172: ~ E Ni 6625 (NiCr22Mo9Nb)AWS A5.11: ~ E NiCrMo-3 1)W.-Nr.: ~ 2.46211)1) erhöhter Kupfergehalt
Richtanalyse des Schweißgutes in %:max. 0,03 C - 1,25 Mn - max. 6 Fe - 22 Cr -9 Mo - 1,75 Cu - 3,5 Nb/Ta - Rest Ni
Schweißgut Mindestwerte*) (unbehandelt) bei 20 °C
Dehngrenze Rp0,2 [MPa] 450
Zugfestigkeit Rm [MPa] 750
Bruchdehnung A5 [%] 30
Kerbschlagarbeit AV [J] 80 (ISO-V)
*) entsprechend den geltenden Regelwerken. Ist-Werte sind höher.
EigenschaftenDas Schweißgut auf Ni-Basis ist zunderbestän dig bis 1000 °C, warmfest bis 900 °C und kaltzäh bis --269 °C. Nicht rissanfällig. Korrosionsbeständig gegen Medien, z. B.: Chlor (trocken), Chloride, Fettsäuren, Phosphorsäure, Salizylsäure und Natronlauge.
Richtanalyse des Schweißgutes in %:max. 0,025 C - max. 0,3 Si - 4 Mn - max. 2 Fe -19 Cr - 2,5 Nb - Rest Ni
Schweißgut Mindestwerte*) (unbehandelt) bei 20 °C
Dehngrenze Rp0,2 [MPa] 360
Zugfestigkeit Rm [MPa] 600
Bruchdehnung A5 [%] 35
Kerbschlagarbeit AV [J] 80 (ISO-V, bei –196 °C > 60 J)
*) entsprechend den geltenden Regelwerken. Ist-Werte sind deutlich höher.
AnwendungenZum artgleichen Verbindungsschweißen von 2.4816 - NiCr 15 Fe auch geeignet für:2.4851 - NiCr 23 Fe2.4869 - NiCr 80-202.4669 - NiCr 15 Fe 7Ti 2Al2.4951 - NiCr 20 Ti2.4952 - NiCr 20Ti Al
sowie für Mischverbindungen zwischen hoch-legierten Stählen, z. B.:1.4539 - X 2 NiCrMoCu 25-20-5,1.4583 - X 10 CrNiMoNb 18-12,1.4961 - X 8 CrNiNb 16-13,1.4981 - X 8 CrNiMoNb 16-16,1.4988 - X 8 CrNiMoVNb 16-13
und un- und niedriglegierten sowie kaltzähen Stählen, z. B.:1.0345 - P 235 GH, 1.0425 - P 265 GH, 1.0461 - S 255 N, 1.0481 - P 295 GH, 1.0562 - P 355 N, 1.4922 - X 20 CrMoV 11-1,1.5415 - 16 Mo 3, 1.5637 - 12 Ni 14, 1.5662 - X 8 Ni 9, 1.5680 - X 12 Ni 5, 1.6311 - 20 MnMoNi 4-5, 1.6368 - 15 NiCuMoNb 5-6-4, 1.7335 - 13 CrMo 4-5, 1.7380 - 10 CrMo 9-10.
Besonders geeignet für Schwarz-Weiß-Verbindungen mit Betriebstemperatur über 300 °C. Maximale zulässige Betriebstemperatur +550°C.
Ferner für mehrlagige Auftragungen auf niedrigle-gierte Stähle.
VerarbeitungshinweiseRissiges und sonstwie geschädigtes Material entfernen. Schweißbereiche säubern. Wärmefüh-rung beim Schweißen auf das Bauteil, dessen Werkstoff und Abmessungen abstimmen. Zwi-schenlagentemperatur auf 150 °C begrenzen. Auf kontinuierliche Zusatzwerkstoff-Zufuhr achten. Bei Wurzelschweißungen ausreichend formieren. Drahtbürsten aus austenitischen CrNi-Stählen ver-wenden.
Schweißpositionen: PA, PB, PC, PE, PF w, h, q, ü, s
EigenschaftenDas Schweißgut auf Ni-Basis ist beständig ge-gen Nass- und Hochtemperaturkorrosion (Zun- derung) bis 1000 °C. Es besitzt eine hohe Warm-festigkeit bis 900 °C. Härtesteigerung durch Warmauslagern.
Technische DatenEN ISO 18274: ~~ S Ni7090 (NiCr 20 Co 18 Ti 3)(DIN 1736: ~ SG - NiCr 20 Co 14 MoTi)*W.-Nr.: ~ 2.4654
Richtanalyse des Schweißgutes in %:0,03 C - 0,3 Si - 0,3 Mn - max. 2 Fe - 20 Cr -4,5 Mo - 14 Co - 1,5 Al - 3 Ti - Rest Ni
Schweißgut Mindestwerte*) bei 20 °C
Härte – unbehandelt [HB] 245
– ausgehärtet [HB] 375 (840 °C / 4 h / Luft, 760 °C / 16 h / Luft)
*) entsprechend den geltenden Regelwerken. Ist-Werte sind höher.
AnwendungenZur Herstellung von Warmarbeitswerkzeugen durch Auftragschweißen an un- und niedriglegier-ten sowie hochlegierten Stählen bzw. Stahlguss. Ferner zum Auftrag- und Verbindungsschweißen an artgleichen und artähnlichen Grundwerkstof-fen und hochfesten Stählen.
Typische Anwendungsbeispiele sind:Schmiedegesenke, Warmpress- und Stauch-werkzeuge, sowie Bauteile des Ofenbaus, der chemischen und petrochemischen Industrie. Ferner Wellen, Läufer, Ringe, Düsen, Ventile und Schaufeln aus Gasturbinen und Triebwerken.
VerarbeitungshinweiseRissiges und sonstwie geschädigtes Material entfernen. Schweißbereiche säubern. Wärme-führung beim Schweißen auf das Bauteil, dessen Werkstoff und Abmessungen abstimmen. Zwi-schenlagentemperatur auf 150 °C begrenzen. Auf kontinuierliche Zusatzwerkstoff-Zufuhr achten. Strichraupentechnik mit geringer Streckenener-gie anwenden. Bei mehrlagigen Schweißungen die Decklage möglichst kalt schweißen. Wegen des Ti- und Al-Gehaltes muss ein einwandfreier Gasschutz sichergestellt sein. Bei Wurzelschwei-ßungen ausreichend formieren. Drahtbürsten aus austenitischen CrNi-Stählen verwenden.
AnwendungenZum Verbindungsschwei ßen von korrosionsbe-ständigen CrNiMo-Stählen, Mo-legierten Nickel-werkstoffen und REA-Werkstoffen, z. B.:X 2 CrNiMoCuN 20-18-6,1.4529 - X 2 CrNiMoCu 25-20-6,1.4539 - X 2 NiCrMoCu 25-20-5,1.4583 - X 10 CrNiMoNb 18-12,1.4876 - X 10 NiCrAlTi 32-20,1.4876 - X 10 NiCrAlTi 32-20 H,2.4619 - NiCr 22 Mo 7 Cu,2.4641 - NiCr 21 Mo 6 Cu,2.4856 - NiCr 22 Mo 9 Nb,2.4858 - NiCr 21 Mo
sowie für Mischverbindungen dieser Werkstoffe und un- und niedriglegierter Stähle, z. B.:P 235 GH, P 265 GH, P 295 GH, P 355 N, 16 Mo 3
und für Verbindungen von kaltzähen Ni-Stählen, wie 1.5662 - X 8 Ni 9.
VerarbeitungshinweiseSchweißbereiche säubern. Wärme führung beim Schweißen auf das Bauteil, dessen Werkstoff und Abmessungen abstimmen. Zwischenlagen-temperatur auf 150 °C begrenzen. Auf kontinu-ierliche Zusatzwerkstoffzufuhr achten. Bei Wur-zelschweißungen ausreichend formieren. Drahtbürsten aus austenitischen CrNi-Stählen verwenden.
Schweißpositionen: PA, PB, PC, PF, PE w, h, q, s, ü
CastoWig 45654 Wfür Nickellegierungen und korrosionsbeständige Stähle
EigenschaftenDas austenitische Schweißgut ist kaltverfesti- gend, kaltzäh bis –196 °C und anlassbeständig bis 650 °C. Hohe Zeitstandfe stigkeit bis 950 °C. Beständig gegen Nasskorrosion in chlorhaltigen Medien sowie in sauren, neutralen und alkali-schen wässrigen Lösungen, z. B.: Schwefel-, Salz-, Salpeter-, Phosphor- und Flusssäure, Meerwasser, Ätznatron und Kühlsole. Zunder-beständig bis 1200 °C in schwefelfreier Atmo-sphäre und max. 500 °C in schwefelhaltiger Atmosphäre. Zulassige Betriebstemperatur von -196 °C bis +550 °C.
Technische DatenEN ISO 18274: S Ni 6625 (NiCr 22 Mo 9 Nb)AWS A5.14: ERNiCrMo-3W.-Nr.: 2.4831
Richtanalyse des Schweißgutes in %:max. 0,1 C - max. 0,5 Si - max. 0,5 Mn - 22 Cr - 9 Mo - max. 5 Fe - 3,5 Nb - max. 0,4 Ti - max. 0,4 Al - Rest Ni
Schweißgut Mindestwerte*) (unbehandelt) bei 20 °C
Dehngrenze Rp0,2 [MPa] > 460
Zugfestigkeit Rm [MPa] > 740
Bruchdehnung A5 [%] > 35
Kerbschlagarbeit AV [J] > 100 (ISO-V, bei –196 °C > 100 J)
*) entsprechend den geltenden Regelwerken. Ist-Werte sind höher.
AnwendungenZum Verbindungsschweißen von Nickellegierung-en und Nickelgusswerkstoffen, z. B.:2.4610 - NiMo 16 Cr 16 Ti,2.4819 - NiMo 16 Cr 15 W,2.4856 - NiCr 22 Mo 9 Nb
und Verbindungen dieser Legierungen mit un- und niedriglegierten Stählen, wie P 265 GH und S 255 N bis S 355 N
sowie mit hochlegierten CrNi-Stählen, z. B.: 1.4529 - X 2 NiCrMoCu 25-20-6,1.4539 - X 2 NiCrMoCu 25-20-6,1.4583 - X 10 CrNiMoNb 18-12.
Typische Anwendungsbeispiele sind:Verbindungen und Auftragungen an Komponen-ten, die in Kontakt mit organischen und chlorid- haltigen Medien stehen, sowie an Bauteilen von Rauchgas ent schwe felungs- und Müllverbren-nungsanlagen.
VerarbeitungshinweiseSchweißbereiche säubern. Wärmeführung beim Schweißen auf das Bauteil, dessen Werkstoff und Abmessungen abstimmen. Zwischenlagen-temperatur auf 150 °C begrenzen. Auf konti-nuierliche Zusatzwerkstoff-Zufuhr achten. Bei Wurzelschweißungen ausreichend formieren. Drahtbürsten aus austenitischen CrNi-Stählen verwenden.
Schweißpositionen: PA, PB, PC, PE, PF w, h, q, ü, s
EigenschaftenDas Schweißgut auf Ni-Basis ist beständig gegen Nasskorrosion bis 400 °C, wie Lochfraß-, Spalt- und Spannungsrisskorrosion in oxidierenden und reduzierenden Medien, z. B. Seewasser, Ameisen- und Essigsäure. Zunderbeständig bis 1100 °C und max. 550 °C in schwefelhaltiger Atmosphäre.
Technische DatenEN ISO 18274: S Ni 6276 (NiCr15 Mo 16 Fe 6 W 4)(DIN 1736: SG - NiMo 16 Cr 16 W)*AWS A5.14: ERNiCrMo-4W.-Nr.: 2.4886
Richtanalyse des Schweißgutes in %:max. 0,01 C - max. 0,08 Si - max. 1 Mn - 16 Cr - 16 Mo - 5,5 Fe - 3,7 W - 0,2 V - max. 2,5 Co - Rest Ni
Schweißgut Mindestwerte*) (unbehandelt) bei 20 °C
Dehngrenze Rp0,2 [MPa] > 400
Zugfestigkeit Rm [MPa] > 700
Bruchdehnung A5 [%] > 25
Kerbschlagarbeit AV [J] > 72 (ISO-V, bei –196 °C > 60 J)
*) entsprechend den geltenden Regelwerken. Ist-Werte sind deutlich höher.
WIG-Schweißstab
CastoWig 45655 Wfür Nickellegierungen und Mischverbindungen
Ferner zum artfremden Verbindungs- und Auf- tragschweißen (Gusseisen-Kaltschweißen) von Gusseisen mit Lamellen- bzw. Kugelgraphit, au-stenitischem Gusseisen, weißem und schwarzem Temperguss sowie Verbindungs schweißungen mit Stahl oder Stahlguss. Ferner zum Fertigungs-schweißen.
Typische Anwendungsbeispiele sind:Rohrleitungen, Fittings, Behälter, Apparate, Heiz-schlangen, Verdampfungselemente, Pumpen, Armaturenteile, Mischerteile, Wärmetauscher sowie Press- und Ziehwerkzeuge, Großarmaturen und Schieber, Walzwerkzylinder und Dichtungs-ringe aus Gusseisen.
VerarbeitungshinweiseSchweißbereiche säubern. Wärmeführung beim Schweißen auf das Bauteil, dessen Werkstoff und Abmessungen abstimmen. Werkstücke mit geringer Streckenenergie in Strichraupentechnik schweißen. Zwischenlagentemperatur auf 150 °C begrenzen. Auf kontinuierliche Zusatzwerkstoff-zufuhr achten. Bei Wurzelschweißungen ausreichend formieren. Drahtbürsten aus austenitischen CrNi-Stählen verwenden.
Beim Schweißen von Gusseisen gilt ferner:Rissiges und sonstwie geschädigtes Material, sowie die Gusshaut entfernen. Im Allgemeinen ohne Vorwärmung schweißen. Schrumpfbehinderte Werkstücke, insbesondere aus lamellarem Gusseisen, mit kurzen Raupen (1-3 cm lang) schweißen. Unmittelbar nach dem Schweißen die Schweißraupen im rotwarmen Zustand abhämmern. Werkstücke im Ofen oder unter Isolierstoffen langsam erkalten lassen.
AnwendungenZum Verbindungsschweißen von korrisionsbe-ständigen CrNi-Stählen, Nickellegierungen und REA-Werkstoffen, z. B.: 1.4529 - X 1 NiCrMoCuN 25-20-6,1.4562 - X 1 NiCrMoCu 32-28-7,1.4565 - X 3 CrNiMnMoNbN 23-17-5-3,2.4602 - NiCr 21 Mo 14 W,2.4605 - NiCr 23 Mo 16 Al,2.4610 - NiMo 16 Cr 16 Ti,2.4819 - NiMo 16 Cr 15 W
sowie für Mischverbindungen dieser Werkstoffe mit 2.4856 - NiCr 22 Mo 9 Nb
und un- und niedriglegierten Stählen, z. B.:P 265 GH, 17 Mn 4, S 255 N bis S 355 N
ferner zur Regeneration von Bauteilen aus die-sen Werkstoffen durch Auftragschweißen und Plattieren.
VerarbeitungshinweiseSchweißbereiche säubern. Wärmeführung beim Schweißen auf das Bauteil, dessen Werkstoff und Abmessungen abstimmen. Zwischenlagentempe-ratur auf 150 °C begrenzen. Mit Kurz-, Sprüh- oder Impuls-Lichtbogen schweißen, Puls-Arc-Technik bevorzugen. Drahtbürsten aus austenitischen CrNi-Stählen verwenden.
CastoWig 45657 Wfür Nickellegierungen und Mischverbindungen
EigenschaftenDas C- und Si-arme Schweißgut auf Ni-Basis ist beständig gegen eine Vielzahl von korrosiven Medien sowohl unter oxidierenden als auch redu-zierenden Bedingungen, z. B. Salz-, Schwefel-, Phosphor- und Salpetersäure, auch im verunrei-nigtem Zustand und bei höheren Temperaturen. Zunderbeständig bis 1100 °C und max. 500 °C in schwefelhaltiger Atmosphäre.
Technische DatenEN ISO 18274: SNi6059 (NiCr23 Mo 16)W.-Nr.: 2.4607AWS A5.14: ERNiCrMo-13
Richtanalyse des Schweißgutes in %:max. 0,01 C - max. 0,1 Si - 0,5 MN - 23 Cr -16 Mo - 0,2 Al - max. 0,3 Co -Rest Ni
Schweißgut Mindestwerte*) (unbehandelt) bei 20 °C
Dehngrenze Rp0,2 [MPa] > 400
Zugfestigkeit Rm [MPa] > 700
Bruchdehnung A5 [%] > 25
Kerbschlagarbeit AV [J] > 72 (ISO-V), bei -196 °C > 60 J)
*) entsprechend den geltenden Regelwerken. Ist-Werte sind höher.
EigenschaftenDas Schweißgut auf NiCu-Basis ist beständig gegen Kavitation und Gleitverschleiß - geschmiert und ungeschmiert. Zulässige Betriebstemperatur von -80 °C bis 425 °C (Mischverbindungen bis 300 °C).
und Fluorwasserstoff, Fluor, Heißdampf, Wasserstoff, schwefelhaltige Verbrennungs-gase.
Technische DatenEN ISO 18274: S Ni 40 60 (NiCu30 Mn 3 Ti)(DIN 1736: SG - NiCu 30 MnTi)*AWS A5.14: ERNiCu-7W.-Nr.: 2.4377
Richtanalyse des Schweißgutes in %:max. 0,1 C - max. 1 Si - 3,5 Mn - 31 Cu -2,5 Ti - 1,5 Fe - max. 1 Al - Rest Ni
Schweißgut Mindestwerte*) (unbehandelt) bei 20 °C
Dehngrenze Rp0,2 [MPa] > 200
Zugfestigkeit Rm [MPa] > 450
Bruchdehnung A5 [%] > 30
Kerbschlagarbeit AV [J] > 100 (ISO-V, bei –80 °C > 60 J)
*) entsprechend den geltenden Regelwerken. Ist-Werte sind höher.
AnwendungenZum artgleichen Verbindungsschweißen von 2.4360 - NiCu 30 Fe
sowie für Mischverbindungen mit un- und niedrig-legierten Stählen, z. B.:P 265 G, 17 Mn 4,, S 255 N, S 355 Nund zum Auftragschweißen dieser Werkstoffe.
Typische Anwendungsbeispiele sind:Rohrleitungen, Fittings, Behälter, Apparate, Heiz-schlangen, Verdampfungselemente, Pumpen, Armaturenteile, Mischerteile, Wärmetauscher, Absaugvorrichtungen für Dämpfe sowie Beiz-haken und -körbe aus Kokereien, der Chemie-, Salz-, Lebensmittel- und der Pharmaindustrie.
VerarbeitungshinweiseSchweißbereiche säubern. Wärmeführung beim Schweißen auf das Bauteil, dessen Werkstoff und Abmessungen abstimmen. Zwischenlagentem-peratur auf 150 °C begrenzen. Auf kontinuierliche Zusatzwerkstoff-Zufuhr achten. Bei Wurzel-schweißungen ausreichend formieren. Drahtbür-sten aus austenitischen CrNi-Stählen verwenden.
EigenschaftenDas Schweißgut auf Ni-Basis ist zunderbeständig bis 1000 °C, warmfest bis 900 °C und kaltzäh bis –196 °C. Nicht rissanfällig. Korrosionsbeständig gegen Medien, z. B.: Chlor (trocken), Chloride, Fettsäuren, Phosphorsäure, Salizylsäure und Na-tronlauge. Maximal zulässige Betriebstemperatur von -196°C bis +900°C.
Technische DatenEN ISO 18274: S Ni6082 (NiCr 20 Mn 3 Nb)(DIN 1736: SG - NiCr 20 Nb)*AWS A5.14: ERNiCr-3W.-Nr.: 2.4806
Richtanalyse des Schweißgutes in %:max. 0,03 C - max. 0,3 Si - 2,8 Mn - max. 2 Fe -19,5 Cr - 2,5 Nb - Rest Ni
Schweißgut Mindestwerte*) (unbehandelt) bei 20 °C
Dehngrenze Rp0,2 [MPa] 360
Zugfestigkeit Rm [MPa] 600
Bruchdehnung A5 [%] 35
Kerbschlagarbeit AV [J] 80 (ISO-V, bei –196 °C > 60 J)
*) entsprechend den geltenden Regelwerken. Ist-Werte sind höher.
AnwendungenZum artgleichen Verbindungsschweißen von 2.4816 - NiCr 15 Fe
sowie für Mischverbindungen zwischen hochle-gierten Stählen, z. B.:1.4539 - X 2 NiCrMoCu 25-20-5,1.4583 - X 10 CrNiMoNb 18-12,1.4961 - X 8 CrNiNb 16-13,1.4981 - X 8 CrNiMoNb 16-16,1.4988 - X 8 CrNiMoVNb 16-13
und un- und niedriglegierten sowie kaltzähen Stählen, z. B.:1.0345 - P 235 GH, 1.0425 - P 265 GH, 1.0461 - S 255 N, 1.0481 - P 295 GH, 1.0562 - P 355 N, 1.4922 - X 20 CrMoV 11-1,1.5415 - 16 Mo 3, 1.5637 - 12 Ni 14, 1.5662 - X 8 Ni 9, 1.5680 - 12 Ni 5, 1.6311 - 20 MnMoNi 4-5, 1.6368 - 15 NiCuMoNb 5-6-4, 1.7335 - 13 CrMo 4-5, 1.7380 - 10 CrMo 9-10.
Ferner für mehrlagige Auftragungen auf niedrig-legierten Stählen.
VerarbeitungshinweiseRissiges und sonstwie geschädigtes Material entfernen. Schweißbereiche säubern. Wärme-führung beim Schweißen auf das Bauteil, dessen Werkstoff und Abmessungen abstimmen. Zwi-schenlagentemperatur auf 150 °C begrenzen. Mit Kurz-, Sprüh- oder Impulslichtbogen schweißen, Puls-Arc-Technik bevorzugen. Drahtbürsten aus austenitischen CrNi-Stählen verwenden.
EigenschaftenDas Schweißgut auf Ni-Basis ist beständig gegen Nass- und Hochtemperaturkorrosion (Zunderung) bis 1000 °C. Es besitzt eine hohe Warmfestigkeit bis 900 °C. Härtesteigerung durch Warmaus-lagern.
Technische DatenEN ISO 18274 ~ S Ni7090 (NiCr 20 Co 18 Ti 3)(DIN 1736: ~ SG - NiCr 20 Co 14 MoTi)*W.-Nr.: ~ 2.4654
Richtanalyse des Schweißgutes in %:0,03 C - 0,3 Si - 0,3 Mn - max. 2 Fe - 20 Cr -4,5 Mo - 14 Co - 1,5 Al - 3 Ti - Rest Ni
Schweißgut Mindestwerte*) (unbehandelt) bei 20 °C
Härte [HB] 245
– ausgehärtet [HB] 375 (840 °C / 4 h / Luft, 760 °C / 16 h / Luft
*) entsprechend den geltenden Regelwerken. Ist-Werte sind höher.
AnwendungenZur Herstellung von Warmarbeitswerkzeugen durch Auftragschweißen an un- und niedriglegier-ten sowie hochlegierten Stählen bzw. Stahlguss. Ferner zum Auftrag- und Verbindungsschweißen an artgleichen und artähnlichen Grundwerkstof-fen und hochfesten Stählen.
Typische Anwendungsbeispiele sind:Schmiedegesenke, Warmpress- und Stauchwerk-zeuge, sowie Bauteile des Ofenbaus, der chemi-schen und petrochemischen Industrie, ferner Wellen, Läufer, Ringe, Düsen, Ventile und Schau-feln aus Gasturbinen und Triebwerken.
VerarbeitungshinweiseRissiges und sonstwie geschädigtes Material entfernen. Schweißbereiche säubern. Wärme-führung beim Schweißen auf das Bauteil, des-sen Werkstoff und Abmessungen abstimmen. Zwischenlagentemperatur auf 150 °C begrenz-en. Mit Kurz-, Sprüh- oder Impulslichtbogen schweißen, Puls-Arc-Technik bevorzugen. Strichraupentechnik mit geringer Streckenener-gie anwenden. Bei mehrlagigen Schweißungen die Decklage möglichst kalt schweißen. Wegen des Ti- und Al-Gehaltes muss ein einwandfreier Gasschutz sichergestellt sein. Drahtbürsten aus austenitischen CrNi-Stählen verwenden.
Schweißpositionen: alle, außer PG (f)
Stromart: = (+)
Schutzgas: EN ISO 14175 – I1 (100 % Ar) M11 Inoxline He 30 H2C (max. 0,12 % Co2; 2 % H2; 30 % He und 68,8 % Ar)
EigenschaftenDas austenitische Schweißgut ist kaltverfesti-gend, kaltzäh bis –196 °C und anlaßbeständig bis 650 °C. Hohe Zeitstandfe stigkeit bis 950 °C. Be-ständig gegen Nasskorrosion in chlorhaltigen Me-dien sowie in sauren, neutralen und alkalischen wässrigen Lösungen, z. B.: Schwefel-, Salz-, Salpeter-, Phosphor- und Flusssäure, Meerwas-ser, Ätznatron und Kühlsole. Zunderbeständig bis 1200 °C in schwefelfreier Atmosphäre und max. 500 °C in schwefelhaltiger Atmosphäre. Zulässige Betriebstemperatur -196 °C bis 550 °C.
Technische DatenEN ISO 18274: S Ni 6625 (NiCr 22 Mo 9 Nb)AWS A5.14: ERNiCrMo-3W.-Nr.: 2.4831
Richtanalyse des Schweißgutes in %:max. 0,03 C - max. 0,25 Si - max. 0,2 Mn - 22 Cr - 9 Mo - max. 1,5 Fe - 3,6 Nb - Rest Ni
Schweißgut Mindestwerte*) (unbehandelt) bei 20 °C
Dehngrenze Rp0,2 [MPa] > 420
Zugfestigkeit Rm [MPa] > 740
Bruchdehnung A5 [%] > 25
Kerbschlagarbeit AV [J] 96 (ISO-V, bei –196 °C > 60 J)
*) entsprechend den geltenden Regelwerken. Ist-Werte sind höher.
Massivdrahtelektrode
CastoMag 45654für Nickellegierungen und korrosionsbeständige Stähle
AnwendungenZum Verbindungsschwei ßen von korrosionsbe-ständigen CrNiMo-Stählen, Mo-legierten Nickel-werkstoffen und REA-Werkstoffen, z. B.:X 2 CrNiMoCuN 20-18-6,1.4529 - X 2 CrNiMoCu 25-20-6,1.4539 - X 2 NiCrMoCu 25-20-5,1.4583 - X 10 CrNiMoNb 18-12,1.4876 - X 10 NiCrAlTi 32-20,1.4876 - X 10 NiCrAlTi 32-20 H,2.4619 - NiCr 22 Mo 7 Cu,2.4641 - NiCr 21 Mo 6 Cu,2.4856 - NiCr 22 Mo 9 Nb,2.4858 - NiCr 21 Mo
sowie für Mischverbindungen dieser Werkstoffe mit un- und niedriglegierten Stählen, z. B.:P 235 GH, P 265 GH, P 295 GH, P 355 N, 16 Mo 3
Ferner für Verbindungen von kaltzähen Ni-Stäh-len, wie 1.5662 - X 8 Ni 9.
VerarbeitungshinweiseSchweißbereiche säubern. Wärme führung beim Schweißen auf das Bauteil, dessen Werkstoff und Abmessungen abstimmen. Zwischenlagentempe-ratur auf 150 °C begrenzen. Mit Kurz-, Sprüh- oder Impulslichtbogen schweißen, Puls-Arc-Technik bevorzugen. Drahtbürsten aus austenitischen CrNi-Stählen verwenden.
AnwendungenZum Verbindungsschweißen von Nickellegierun-gen und Nickelgusswerkstoffen, z. B.:2.4610 - NiMo 16 Cr 16 Ti,2.4819 - NiMo 16 Cr 15 W,2.4856 - NiCr 22 Mo 9 Nb
und Verbindungen dieser Legierungen mit un- und niedriglegierten Stählen, wie P 265 GH und S 255 N bis S 355 N
sowie mit hochlegierten CrNi-Stählen, z. B.: 1.4529 - X 2 NiCrMoCu 25-20-6,1.4539 - X 2 NiCrMoCu 25-20-6,1.4583 - X 10 CrNiMoNb 18-12.
Typische Anwendungsbeispiele sind:Verbindungen und Auftragungen an Komponen-ten, die in Kontakt mit organischen und chlorid-haltigen Medien stehen, sowie an Bauteilen von Rauchgas ent schwe felungs- und Müllverbren-nungsanlagen.
Auch anwendbar für:Korrosiv und thermisch beanspruchte Bauteile aus Rohgas-Leitungsstutzen, Rührwerke, Gas-mischer, Gebläse, Kaminauskleidungen, Wärme-tauscher sowie verschleiß- und hochtemperatur-beanspruchte Bauteile wie Warmschermesser, Warmabgratwerkzeuge, Schmiedegesenke, Pressmatrizen und Ventilsitze.
VerarbeitungshinweiseSchweißbereiche säubern. Wärmeführung beim Schweißen auf das Bauteil, dessen Werkstoff und Abmessungen abstimmen. Zwischenlagentem-peratur auf 150 °C begrenzen. Mit Kurz-, Sprüh- oder Impulslichtbogen schweißen, Puls-Arc-Tech-nik bevorzugen. Strichraupentechnik mit geringer Streckenenergie anwenden. Drahtbürsten aus austenitischen CrNi-Stählen verwenden.
Schweißpositionen: alle, außer PG (f)
Stromart: = (+)
Schutzgas: EN ISO 14175: l1 Argon (100 % Ar)
Ø Spulenform Gewicht [mm] (EN 759) [kg]
1,2 B 300 12,0-15,0
Weitere Abmessungen auf Anfrage.
EigenschaftenDas Schweißgut auf Ni-Basis ist beständig gegen Nasskorrosion bis 400 °C, wie Lochfraß-, Spalt- und Spannungsrisskorrosion in oxidierenden und reduzierenden Medien, z. B. Seewasser, Ameisen- und Essigsäure. Zunderbeständig bis 1100 °C und max. 550 °C in schwefelhaltiger Atmosphäre.
CastoMag 45657für Nickellegierungen und Mischverbindungen
EigenschaftenDas C- und Si-arme Schweißgut auf Ni-Basis ist beständig gegen eine Viel zahl von korrosiven Medien sowohl unter oxidierenden als auch redu-zierenden Bedingungen, z. B. Salz-, Schwefel-, Phosphor- und Salpetersäure, auch im verunrei-nigtem Zu stand und bei höheren Temperaturen. Zunderbeständig bis 1100 °C und max. 500 °C in schwefelhaltiger Atmosphäre.
Technische DatenEN ISO 18274: SNi6059 (NiCr 23 Mo 16)W.-Nr.: 2.4607AWS A5.14: ERNiCrMo-13
Richtanalyse des Schweißgutes in %:max. 0,01 C - max. 0,1 Si - 23 Cr - 16 Mo - 0,3 Al - Rest Ni
Schweißgut Mindestwerte*) (unbehandelt) bei 20 °C
Dehngrenze Rp0,2 [MPa] > 400
Zugfestigkeit Rm [MPa] > 700
Bruchdehnung A5 [%] > 25
Kerbschlagarbeit AV [J] > 72 (ISO-V, bei -196 °C ≥ 60 J)
*) entsprechend den geltenden Regelwerken. Ist-Werte sind höher.
AnwendungenZum Verbindungsschweißen von korrosionsbe-ständigen CrNi-Stählen, Nickellegierungen und REA-Werkstoffen, z. B.:1.4529 - X 1 NiCrMoCuN 25 20 6,1.4562 - X 1 NiCrMoCu 32 28 7,2.4602 - NiCr 21 Mo 14 W,2.4605 - NiCr 23 Mo 16 Al,2.4819 - NiMo 16 Cr 15 W
sowie Mischverbindungen dieser Werkstoffe mit2.4856 - NiCr 22 Mo 9 Nb
und un- und niedriglegierten Stählen, z. B.: P 235 GH, P 265 GH, 17 Mn 4, S 255 N bis S 355 N,
ferner zur Regeneration von Bauteilen aus die-sen Werkstoffen durch Auftragschweißen und Plattieren.
VerarbeitungshinweiseSchweißbereiche säubern. Wärmeführung beim Schweißen auf das Bauteil, dessen Werkstoff und Abmessungen abstimmen. Zwischenlagentempe-ratur auf 150 °C begrenzen. Mit Kurz-, Sprüh- oder Impuls-Lichtbogen schweißen, Puls-Arc-Technik bevorzugen. Drahtbürsten aus austenitischen CrNi-Stählen verwenden.
CastoMag 45660für Nickel-, Kupfer- und Eisenwerkstoffe
EigenschaftenDas Schweißgut auf NiCu-Basis ist beständig gegen Kavitation und Gleitverschleiß - geschmiert und ungeschmiert. Betriebstemperaturbereich von -10 °C bis 400 °C (Mischverbindungen bis 300 °C).
Gute Korrosionsbeständigkeit gegen:
– Wasser - destilliertes, neutrales, hartes, wei-ches; Meerwasser, Kochsalzlösungen;
Technische DatenEN ISO 18274: S Ni4060 (NiCu 30 Mn3Ti)(DIN 1736: SG - NiCu 30 MnTi)*AWS A5.14: ERNiCu-7W.-Nr.: 2.4377
Richtanalyse des Schweißgutes in %:max. 0,1 C - max. 1 Si - 3,5 Mn - 31 Cu -2,5 Ti - 1,5 Fe - max. 1 Al - Rest Ni
Schweißgut Mindestwerte*) (unbehandelt) bei 20 °C
Dehngrenze Rp0,2 [MPa] > 200
Zugfestigkeit Rm [MPa] > 450
Bruchdehnung A5 [%] > 30
Kerbschlagarbeit AV [J] > 100 (ISO-V, bei –10 °C > 60 J)
*) entsprechend den geltenden Regelwerken. Ist-Werte sind höher.
AnwendungenZum artgleichen Verbindungsschweißen von 2.4360 - NiCu 30 Fe
sowie für Mischverbindungen mit un- und niedrigle-gierten Stählen, z. B.:P 265 GH, 17 Mn 4
sowie Werkstoffe innnerhalb der Analysengrenzen nach AD 2000-Merkblatt HP 0, Tabelle 1. Ferner für Mischverbin dungen zwischen2.0872 - CuNi 10 Fe, 2.0882 - CuNi 30 Fe und P 265 GH.
Typische Anwendungsbeispiele sind:Rohrleitungen, Fittings, Behälter, Apparate, Heiz-schlangen, Verdampfungselemente, Pumpen, Ar-maturenteile, Mischerteile, Wärmetauscher, Absaug-vorrichtungen für Dämpfe sowie Beizhaken und-körbe aus Kokereien, der Chemie-, Salz-, Lebens-mittel- und der Pharmaindustrie.
VerarbeitungshinweiseSchweißbereiche säubern. Wärmeführung beim Schweißen auf das Bauteil, dessen Werkstoff und Abmessungen abstimmen. Zwischenlagentem peratur auf 150 °C begrenzen. Mit Kurz-, Sprüh- oder Impulslichtbogen schweißen, Puls-Arc-Technik bevorzugen. Drahtbürsten aus austenitischen CrNi-Stählen verwenden.
Schweißpositionen: PA (w)
Stromart: = (+)
Schutzgas: EN ISO 14175 – I1 (100 % Ar) Ø Spulenform Gewicht [mm] (EN 759) [kg]
EigenschaftenDas austenitische Schweißgut auf Ni-Basis der schlackefreien Fülldrahtelektrode ist nicht rissan-fällig, hochwarmfest, kaltzäh und kaltverfestigend. Korrosions- und zunderbeständig bis 900 °C. Keine Versprödungsgefahr durch Bildung von σ-Phasen, Karbiden oder Nitriden. Schweißeigen-spannungen werden durch plastische Verformung abgebaut. Hohe Duktilität.
Richtanalyse des Schweißgutes in %:max. 0,1 C - max. 1 Si - 6 Mn - 6,5 Fe - 15 Cr - 2 Nb - Rest Ni
Schweißgut Mindestwerte*) (unbehandelt) bei 20 °C
Dehngrenze Rp0,2 [MPa] 370
Zugfestigkeit Rm [MPa] 670
Bruchdehnung A5 [%] 30
Kerbschlagarbeit AV [J] 100 (ISO-V, bei –196 °C ~ 80 J)
AnwendungenZum Verbindungsschweißen von artähnlichen, hochwarmfesten Nickellegierungen und korro si-onsbeständigen Stählen sowie für Mischverbin-dungen an kaltzähen oder härtbaren Stählen. Ferner zum Schweißen von schrumpfbe hinderten Verbindungen und großen Werkstücken sowie für korrosionsbeständige Auftragungen an Stähle.
VerarbeitungshinweiseRissiges und sonstwie geschädigtes Material entfernen. Schweißbereiche säubern. Wärme-führung beim Schweißen auf das Bauteil, des-sen Werkstoff und Abmessungen abstimmen. Zwischenlagentemperatur auf 150 °C begrenzen. Mit Kurz-, Sprüh- oder Impulslichtbogen schwei-ßen, Puls-Arc-Technik bevorzugen. Drahtbürsten aus austenitischen CrNi-Stählen verwenden. Kunststofführungsseele und Kontaktdüse wie zum Schweißen von Aluminium werden empfohlen.
Schweißpositionen: PA, PB, PC, PE, PG w, h, q, ü, f
EigenschaftenSchlackefreie Fülldrahtelektrode mit hochwarm-festem und nicht rissanfälligem Schweißgut. Beständig gegen Nasskorrosion und Hochtem-peraturkorrosion bis 1100 °C. Zunderbeständig bis 1200 °C. Hoher Gleitverschleißwiderstand bei gleichzeitiger Druck- und Schlagbeanspruchung, auch bei hohen Temperaturen. Thermoschock-beständig. Kaltverfestigend.
Richtanalyse des Schweißgutes in %:max. 0,08 C - max. 0,75 Si - max. 1 Mn - max. 2 Fe - max. 0,5 Co - max. 0,03 S - 15 Cr - 16 Mo - 4 W - Rest Ni(C- und Si-Gehalt außerhalb der Norm)
Schweißgut Mindestwerte*) (unbehandelt) bei 20 °C
Dehngrenze Rp0,2 [MPa] 500
Zugfestigkeit Rm [MPa] 750
Bruchdehnung A5 [%] 25
Kerbschlagarbeit AV [J] 35 (ISO-V, bei –20 °C ~ 30 J)
Härte [HV 30] 250 – kaltverfestigt [HV 30] 350
AnwendungenZum Auftragschweißen von warmverschleiß-beanspruchten Werkzeugstählen sowie zum artähnlichen Verbindungs- und Auftragschweißen von korrosions- und verschleißbeanspruchten Bauteilen.
Typische Anwendungsbeispiele sind: Verschleißbeanspruchte Werkzeuge, wie Warm-lochdorne, Schmiedegesenke, Messer von Warm-scheren, Spitzen von Stripperzangen, Reckwal-zen, Warmpresswerkzeuge, Schmiedesättel sowie korrosions- und verschleißbestän dige Komponen-ten aus Beizanlagen, Kontaktflächen in Absperr- und Regelarmaturen, Trans porteinrichtungen in Öfen, Glüh- und Härteanlagen.
VerarbeitungshinweiseRissiges und sonstwie geschädigtes Material entfernen. Schweißbereiche säubern. Wärmefüh-rung beim Schweißen auf das Bauteil, des sen Werkstoff und Abmessungen abstimmen. Zwischenlagentemperatur auf 150 °C begrenzen. Mit Kurz-, Sprüh- oder Impulslichtbogen schwei-ßen, Puls-Arc-Technik bevorzugen. Zum Aufbau großer Schichtdicken und bei niedriglegierten Warmarbeitsstählen die Zwischenschichten mit EnDOtec DO*16 schweißen. Drahtbürsten aus austenitischen CrNi-Stählen verwenden.
Kunststofführungsseele und Kontaktdüse, wie zum Schweißen von Aluminium, werden empfohlen.