CNC Platinenfr ¨ ase BACHELORARBEIT zur Erlangung des akademischen Grades Bachelor of Science (BSc) im Rahmen des Studiums Technische Informatik eingereicht von Dominik Bunyai Matrikelnummer 0625305 an der Fakult ¨ at f ¨ ur Informatik der Technischen Universit¨ at Wien Betreuung: Betreuer: Univ.Ass. Dipl.-Ing. Dr.techn. Raimund Kirner Wien, 31. August 2009 (Unterschrift Verfasser) (Unterschrift Betreuer) Technische Universit¨ at Wien A-1040 Wien Karlsplatz 13 Tel. +43/(0)1/58801-0 http://www.tuwien.ac.at
Transcript
CNC Platinenfrase
BACHELORARBEIT
zur Erlangung des akademischen Grades
Bachelor of Science (BSc)
im Rahmen des Studiums
Technische Informatik
eingereicht von
Dominik Bunyai
Matrikelnummer 0625305
an derFakultat fur Informatik der Technischen Universitat Wien
Die gegenstandliche Arbeit befasst sich mit der Entwicklung einer compu-tergesteuerten Platinenfrase ohne groben Verlust an Genauigkeit und Leistungs-vermogen, trotz stark eingeschrankter Ressourcen.
Nach einer ausfuhrlichen Analyse der notwendigen Schritte bei der Herstel-lung einer elektronischen Leiterplatte widmet sich die Arbeit den einzelnen Be-standteilen, welche zum Aufbau einer computergesteuerte Platinenfrase benotigtwerden. Danach folgt eine Betrachtung der erreichten Leistungsmerkmale derhergestellten Platinenfrase und der Vergleich dieser mit einer kommerziell er-werbbaren Maschine.
Abgesehen von auftretenden Schwachen aufgrund der mangelnden mechani-schen Voraussetzungen kann auch eine mit geringerem Ressourcenaufwand her-gestellte computergesteuerte Platinenfrase zur Herstellung einer Platine verwen-det werden.
Abstract
This bachelor thesis deals with the development of a computer numericalcontrolled milling machine for printed circuits with minimised losses of accuracyand performance despite hard limited resources.
After a detailed analysis of needed steps for the production of printed circuits,this bachelor thesis shows the particular parts needed to assemble a computer nu-merical controlled machine. Subsequently this thesis gives a view to the achievedcharacteristics of the assembled machine and a comparison with an acquirablemachine.
Apart from some leaks due to the lacking mechanical construction, a com-puter numerical controlled machine built with smaller resources can also be usedto create printed circuits of high quality.
KAPITEL 1Einfuhrung
1.1 Idee
Die Idee fur das Projekt ”CNC 1 Platinenfrase” entstand, weil fur die Methode derPlatinenherstellung mittels Atzens, nicht genugend chemisches Fachwissen vorhan-den war. Zusatzlich mangelte es an vielen Hilfsmitteln, welche dafur benotigt werden.Weiters werden fur das Atzverfahren umweltbelastende Chemikalien benotigt.
Daher mussten andere - eventuell rein mechanische - Moglichkeiten der Platinen-herstellung gefunden werden. Schlussendlich fiel die Entscheidung auf die Methodedes Isolationsfrasens, welche einfach durchfuhrbar ist, qualitativ hochwertige Ergeb-nisse erzielt und zusatzlich die Umwelt schont.
1.2 Konzept
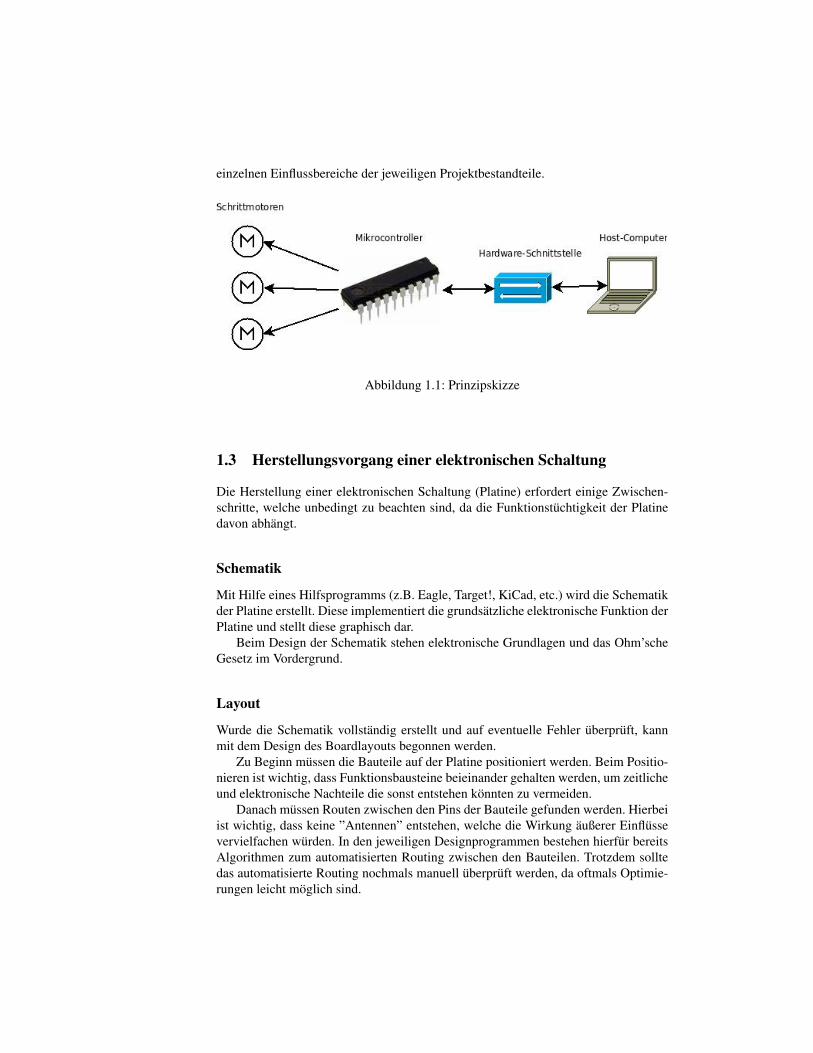
Drei anzusteuernden Motoren werden von einem Mikrocontroller betrieben. Dieserkann aufgrund empfangener Sensordaten die Korrektheit der einzelnen Arbeitsschrit-te uberprufen. Der Mikrocontroller erhalt seine Aufgaben von einem Host-Computeruber eine Hardware- Schnittstelle. Diese Hardware- Schnittstelle kann eine serielleSchnittstelle oder eine USB- Schnittstelle sein. Der Host-Computer stellt dem Benut-zer eine graphische Oberflache zur Verfugung, welche zur Einrichtung der Maschinegenutzt werden kann.
Prinzipskizze
In der Prinzipskizze (Abbildung 1.1) sieht man die einzelnen Bestandteile des Projektsund deren Kommunikationspfade. Hier sieht man auch die eindeutige Abgrenzung der
1 CNC - Computer Numerical Control, ist eine elektronische Methode zur Steuerung und Rege-lung von Werkzeugmaschinen (CNC- Maschinen), bzw. die dafur eingesetzten Gerate (Controller, Com-puter). [13]
5
einzelnen Einflussbereiche der jeweiligen Projektbestandteile.
Abbildung 1.1: Prinzipskizze
1.3 Herstellungsvorgang einer elektronischen Schaltung
Die Herstellung einer elektronischen Schaltung (Platine) erfordert einige Zwischen-schritte, welche unbedingt zu beachten sind, da die Funktionstuchtigkeit der Platinedavon abhangt.
Schematik
Mit Hilfe eines Hilfsprogramms (z.B. Eagle, Target!, KiCad, etc.) wird die Schematikder Platine erstellt. Diese implementiert die grundsatzliche elektronische Funktion derPlatine und stellt diese graphisch dar.
Beim Design der Schematik stehen elektronische Grundlagen und das Ohm’scheGesetz im Vordergrund.
Layout
Wurde die Schematik vollstandig erstellt und auf eventuelle Fehler uberpruft, kannmit dem Design des Boardlayouts begonnen werden.
Zu Beginn mussen die Bauteile auf der Platine positioniert werden. Beim Positio-nieren ist wichtig, dass Funktionsbausteine beieinander gehalten werden, um zeitlicheund elektronische Nachteile die sonst entstehen konnten zu vermeiden.
Danach mussen Routen zwischen den Pins der Bauteile gefunden werden. Hierbeiist wichtig, dass keine ”Antennen” entstehen, welche die Wirkung außerer Einflussevervielfachen wurden. In den jeweiligen Designprogrammen bestehen hierfur bereitsAlgorithmen zum automatisierten Routing zwischen den Bauteilen. Trotzdem solltedas automatisierte Routing nochmals manuell uberpruft werden, da oftmals Optimie-rungen leicht moglich sind.
Isolationsfrasung
Im Unterschied zur Platinenherstellung mittels Atzverfahren kommen hierbei keiner-lei Chemikalien zum Einsatz. Alle benotigten Hilfsmittel sind rein mechanischer Na-tur, konnen wiederverwendet werden und stellen daher auch eine geringere Umwelt-belastung dar.
Hierbei wird ein Stirnkopffraser in die mit Kupfer beschichtete Platine gerade soweit getaucht, dass nur die Kupferschicht entfernt wird. Bei dieser Methode konnenIsolationsbahnen mit einer minimalen Breite von 0.2mm gefrast werden. [3]
Da Fraser mit 0.2mm Durchmesser eine geringe Standzeit haben, mussallerdings pro Platine mit einem neuen Fraser gerechnet werden. [3]
Da fur dieses Projekt eine minimale Breite der Isolationsbahnen von 1mm aus-reicht, also Feinleitertechnik explizit ausgeschlossen wird, ist die Situation wesentlichgunstiger. Hierbei reichen Umdrehungszahlen zwischen 20.000 und 30.000U/min.Der Fraser halt wesentlich langer und die Bohrlocher konnen auch gleich mitgebohrtwerden. [3]
Beim Einrichten des Fraskopfes ist folgendes zu beachten: Da der Fraskopfmit jedem Einspannen eine andere Entfernung zum Werkstuck aufweist,muss er so eingerichtet werden, dass die Kupferschicht bei der Bearbei-tung des Werkstucks an allen Stellen entfernt wird. [8]
Hierbei gibt es entsprechende Toleranzbereiche, da man versucht, etwas tiefer indas Basismaterial einzutauchen um eventuelle Hohendifferenzen auszugleichen. DieKorrekturmaßnahmen mussen im Bearbeitungsverlauf Toleranzuberschreitungen in-folge von thermischen Deformationen des Systems Werkstuck / Werkzeug / Maschineund Werkzeugverschleiß kompensieren. Dazu mussen Werkstuckistmaße erfasst undausgewertet werden. [8]
Fur dieses Projekt reicht die Einrichtung des Werkzeugs mit Hilfe der Nullruckstellungan der tiefsten zu bearbeitenden Stelle.
Die Platine (nur nicht-fotobeschichtete Typen sollten verwendet werden) wird mitder zu bearbeitenden Kupferschicht nach oben in die Frase eingespannt. Im profes-sionellen Bereich kommt haufig die Vakuumbefestigung zum Einsatz: Dabei liegtdie Platine auf einer dicken, ebenen Metallplatte, die an der Oberseite viele feineOffnungen hat. Eine Pumpe saugt nach der exakten Platzierung der Platine Luft abund erzeugt so unter der Platine ein Vakuum, das die Platine unverruckbar auf derMetallplatte fixiert. Im Hobbybereich hat sich die Befestigung der Platine mittels dop-pelseitigem Klebeband (wie zur Verlegung von Bodenfliesen) bewahrt. [3]
Wichtig ist die genaue Platzierung der Platine in der Frasflache. Bezugs-punkt ist gewohnlich der Werkstucknullpunkt, der gleichzeitig der Schnitt-punkt der waagrechten X-Achse und der senkrechten Y-Achse ist. [5]
Nach der Herstellung sollte die erzeugte Platine auf eventuelle Kurzschlusse durchKupferruckstande uberpruft werden.
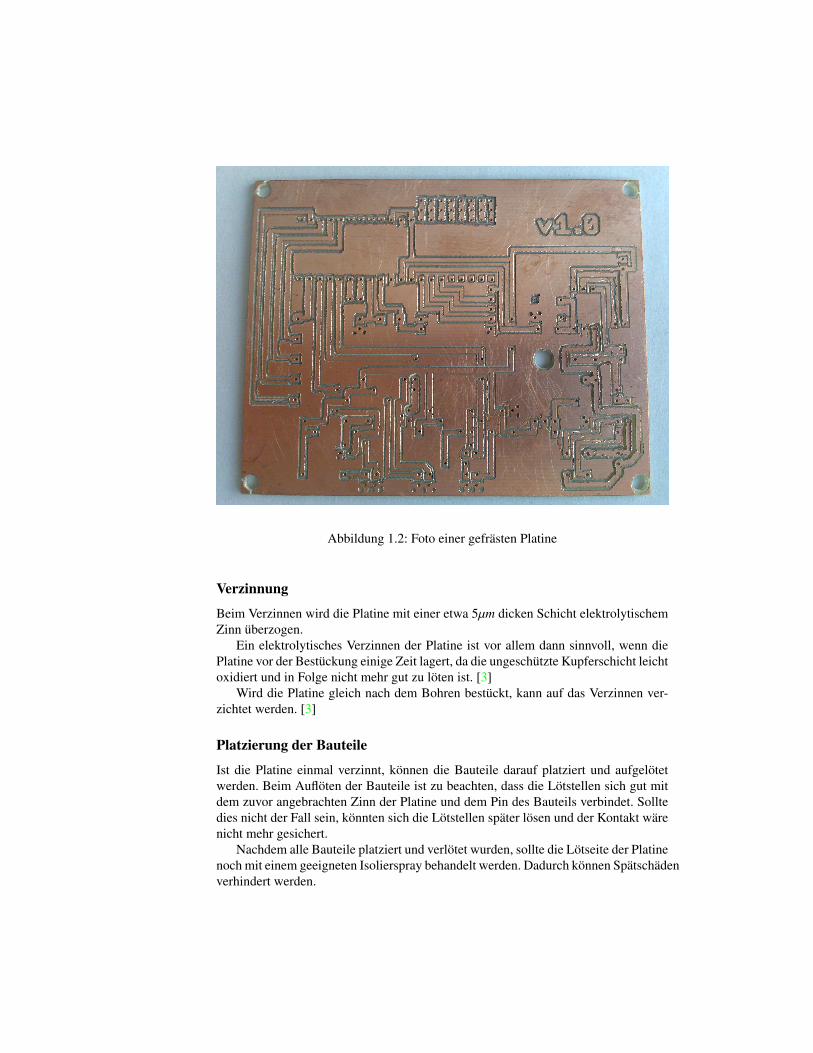
Abbildung 1.2 zeigt das Foto einer Platine, welche mit der im Laufe des Projektsentwickelten Maschine erzeugt wurde.
Abbildung 1.2: Foto einer gefrasten Platine
Verzinnung
Beim Verzinnen wird die Platine mit einer etwa 5µm dicken Schicht elektrolytischemZinn uberzogen.
Ein elektrolytisches Verzinnen der Platine ist vor allem dann sinnvoll, wenn diePlatine vor der Bestuckung einige Zeit lagert, da die ungeschutzte Kupferschicht leichtoxidiert und in Folge nicht mehr gut zu loten ist. [3]
Wird die Platine gleich nach dem Bohren bestuckt, kann auf das Verzinnen ver-zichtet werden. [3]
Platzierung der Bauteile
Ist die Platine einmal verzinnt, konnen die Bauteile darauf platziert und aufgelotetwerden. Beim Aufloten der Bauteile ist zu beachten, dass die Lotstellen sich gut mitdem zuvor angebrachten Zinn der Platine und dem Pin des Bauteils verbindet. Solltedies nicht der Fall sein, konnten sich die Lotstellen spater losen und der Kontakt warenicht mehr gesichert.
Nachdem alle Bauteile platziert und verlotet wurden, sollte die Lotseite der Platinenoch mit einem geeigneten Isolierspray behandelt werden. Dadurch konnen Spatschadenverhindert werden.
KAPITEL 2Aufbau
Aufbauend auf den zuvor erlauterten Herstellungsablauf wurden folgende Hardwareund Software speziell fur die automatisierte Isolationsfrasung mit darauf folgenderautomatisierter Bohrung entwickelt.
2.1 Mechanik
Die CNC- Maschine wurde in Portalbauart gefertigt. Dadurch wird eine besonderskompakte Bauweise mit hoher Belastbarkeit erzielt. [6]
Das Grundgerust besteht aus einem Holzaufbau mit einer Verstarkung aus Alu-minium. Darauf sind zwei Wagen mit Hilfe von Fuhrungsschienen befestigt. Aufdem unteren Wagen wird die zu bearbeitende Platine mit Schrauben oder doppelsei-tigem Klebeband befestigt. Auf dem oberen Wagen befindet sich die dritte Achse zurHohenverstellung.
Alle drei Achsen werden durch je eine Gewindestange ( Metrisches ISO- Gewin-de, Regelgewinde, ONORM M1501, DIN 13, M8, Steigung 1.25 mm [12] ) in Posi-tion gehalten. Diese werden auch dazu verwendet, durch Verdrehung die Position derWagen zu verandern. In kommerziellen Anwendungen werden die Gewindestangendurch Kugelgewindestangen ersetzt.
Mit dem Kugelgewindetrieb wird die drehende Bewegung der Vorschub-motorwelle in die Langsbewegung des Maschinenschlittens umgesetzt.Der Kugelgewindetrieb besteht aus der Spindelwelle und dem Muttern-system mit Kugelruckfuhrung. [2]
Die Positionsanderung wird von E547-52500 1 (Bipolaren Schrittmotoren) be-werkstelligt, welche eine Schrittgenauigkeit von 1.8 aufweisen und somit eine Um-drehung in 200 Teilschritte unterteilen. Diese Motoren ubertragen die Kraft mittelsZahnradern mit einer Ubersetzung von 1:1 auf die Gewindestangen.
1 Conrad Artikel-Nr. 198398 - 62
9
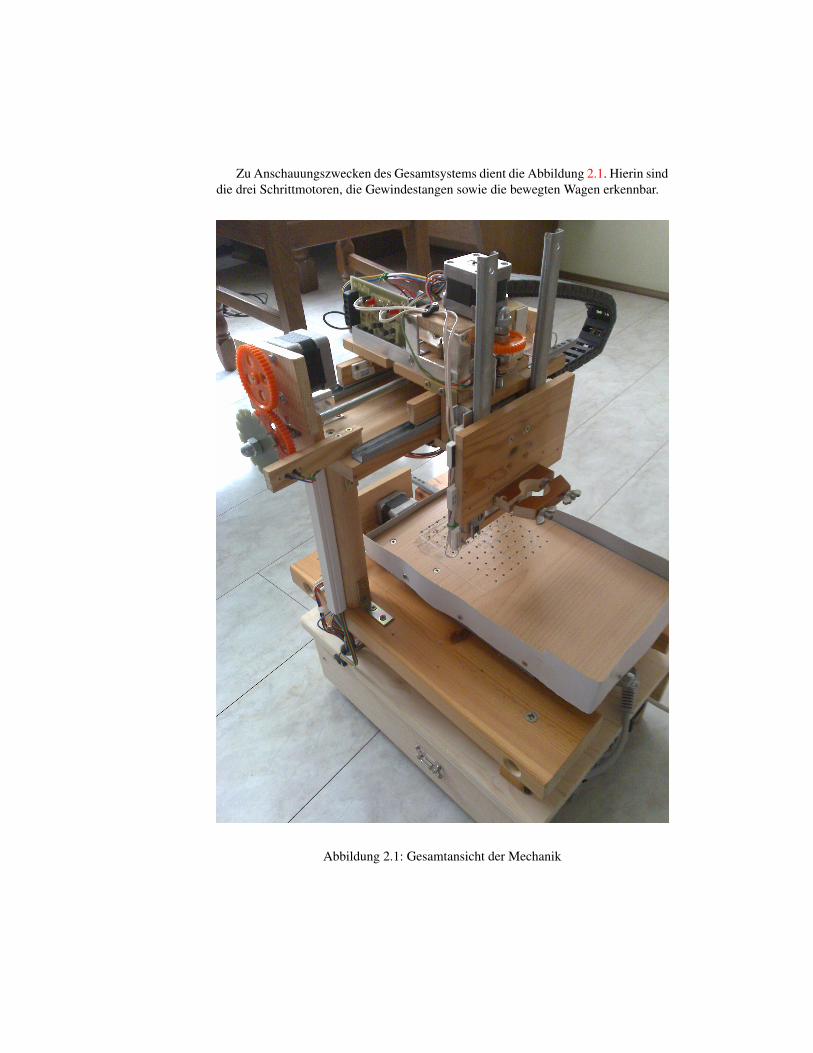
Zu Anschauungszwecken des Gesamtsystems dient die Abbildung 2.1. Hierin sinddie drei Schrittmotoren, die Gewindestangen sowie die bewegten Wagen erkennbar.
Abbildung 2.1: Gesamtansicht der Mechanik
2.2 Hardware
Die Stromversorgung ubernimmt ein typisches ATX- Computer Netzteil. Dieses lie-fert die notwendigen Spannungen und sichert die Schaltungen gegen Uberspannungen.
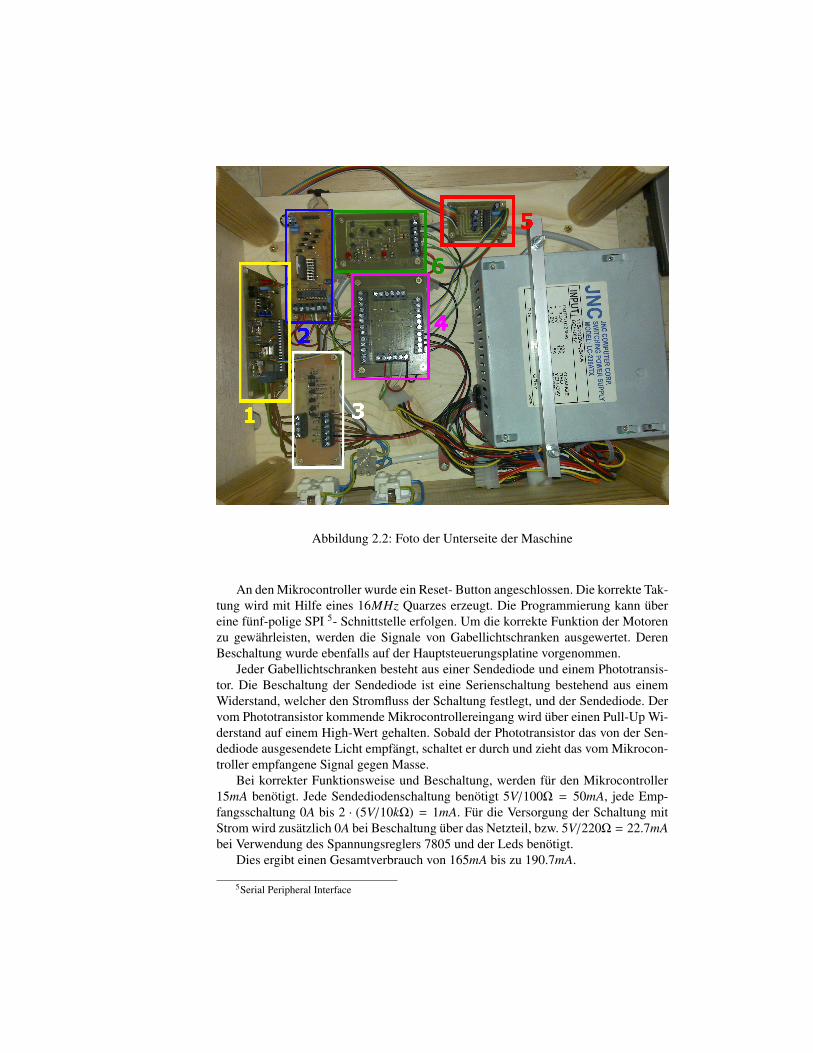
Als Herz der Hardware dient ein Mikrocontroller Atmel ATmega32 2 auf derHauptsteuerungsplatine welche im Abschnitt 2.2 naher erklart wird. In Abbildung 2.2ist die Hauptsteuerungsplatine mit einer gelben eins gekennzeichnet. Dieser Mikro-controller steuert alle Motoren mit Hilfe der Daten der Sensoren und der empfangenenDaten vom Steuercomputer.
In der ersten Fassung wurden Elektromotoren verwendet, welche mit dem L293Bruckentreiber angesteuert wurden. Da diese aber einen zu langen Anhalteweg auf-wiesen, musste zu den teureren Schrittmotoren gewechselt werden.
Die Ansteuerung der Schrittmotoren ubernehmen Schrittmotortreiberplatinen, wiesie in Abschnitt 2.2 erlautert werden. In Abbildung 2.2 ist die Schrittmotortreiber-platine mit einer blauen zwei gekennzeichnet.
Um die einzelnen Motoren zu aktivieren wird im Moment eine Motorselektions-platine eingesetzt. Diese steuert immer nur genau den gewunschten Motor an und wirdin Abschnitt 2.2 genauer beschrieben. In Abbildung 2.2 ist die Motorselektionsplatinemit einer weißen drei gekennzeichnet.
Die Verteilung des Stroms auf die verschiedenen Komponenten wird durch eineVerteilerplatine bewerkstelligt. Eine kurze Beschreibung der Schaltung findet sich inAbschnitt 2.2. In Abbildung 2.2 ist die Stromverteilerplatine mit einer magentafarbe-nen vier gekennzeichnet.
Zur Kommunikation mit dem Steuerungscomputer wird die RS232 3- Schnittstelleverwendet, wie sie in Abschnitt 2.2 beschrieben wird. In Abbildung 2.2 ist die RS232-Schnittstellenplatine mit einer roten funf gekennzeichnet. In Zukunft soll hierfur dieerst vor kurzem entwickelte avr-usb 4 Schnittstelle eingesetzt werden, wie es in Ab-schnitt 2.2 beschrieben wird.
Hauptsteuerungsplatine
Die Hauptsteuerungsplatine ubernimmt die Auswertung der Sensoren, dieSteuerung der Aktoren und die Kommunikation mit dem PC. Das Herzstuck ist derATmega32 von Atmel, welcher all diese Aufgaben erfullt.
Die Stromversorgung der gesamten Hauptsteuerungsplatine ubernimmt ein Span-nungsregulator 7805, welcher die Eingangsspannung auf +5V glattet. Die erlaubteEingangsspannung betragt 7.5 − 20V Gleichstrom, bzw. 5.3 − 14.14V Wechselstrom.Fur die Versorgung mittels Wechselstrom wurde ein eigener Eingang mit Gleichrich-terdioden versehen. Eine rote Led kennzeichnet eine Verpolung (welche keinen Scha-den anrichtet). Eine grune Led zeigt die korrekte Polung an.
3 RS-232 ist der Name der am meisten verwendeten seriellen asynchronen Schnittstelle, um Datenzwischen zwei elektronischen Geraten hin und her zu schicken. Der offizielle Name ist EIA RS-232C,genormt durch die amerikanische Electronic Industries Alliance.[14]
An den Mikrocontroller wurde ein Reset- Button angeschlossen. Die korrekte Tak-tung wird mit Hilfe eines 16MHz Quarzes erzeugt. Die Programmierung kann ubereine funf-polige SPI 5- Schnittstelle erfolgen. Um die korrekte Funktion der Motorenzu gewahrleisten, werden die Signale von Gabellichtschranken ausgewertet. DerenBeschaltung wurde ebenfalls auf der Hauptsteuerungsplatine vorgenommen.
Jeder Gabellichtschranken besteht aus einer Sendediode und einem Phototransis-tor. Die Beschaltung der Sendediode ist eine Serienschaltung bestehend aus einemWiderstand, welcher den Stromfluss der Schaltung festlegt, und der Sendediode. Dervom Phototransistor kommende Mikrocontrollereingang wird uber einen Pull-Up Wi-derstand auf einem High-Wert gehalten. Sobald der Phototransistor das von der Sen-dediode ausgesendete Licht empfangt, schaltet er durch und zieht das vom Mikrocon-troller empfangene Signal gegen Masse.
Bei korrekter Funktionsweise und Beschaltung, werden fur den Mikrocontroller15mA benotigt. Jede Sendediodenschaltung benotigt 5V/100Ω = 50mA, jede Emp-fangsschaltung 0A bis 2 · (5V/10kΩ) = 1mA. Fur die Versorgung der Schaltung mitStrom wird zusatzlich 0A bei Beschaltung uber das Netzteil, bzw. 5V/220Ω = 22.7mAbei Verwendung des Spannungsreglers 7805 und der Leds benotigt.
Dies ergibt einen Gesamtverbrauch von 165mA bis zu 190.7mA.
5Serial Peripheral Interface
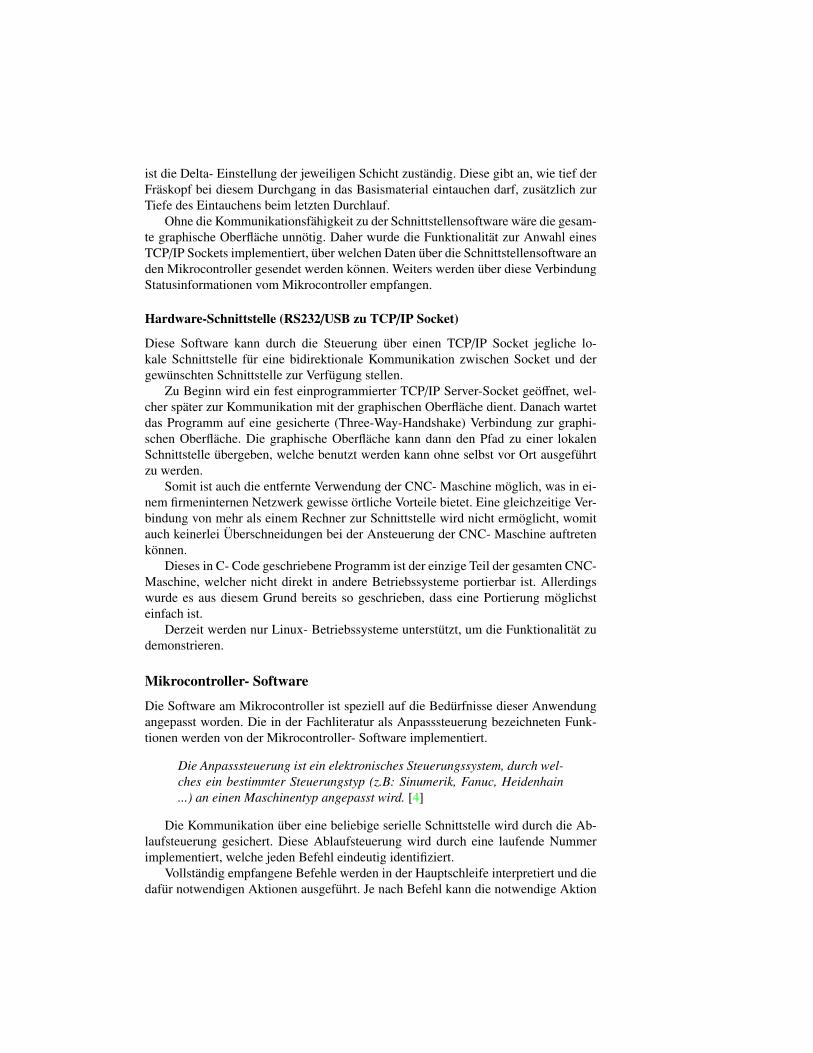
Schrittmotortreiberplatine
Die Schrittmotortreiberplatine dient zur Vereinfachung der Ansteuerung eines (unipo-laren, sowie bipolaren) Schrittmotors mit Hilfe der Bauteile L297 und L298. DiesePlatine benotigt lediglich folgende Eingange: Versorgungsspannung des Motors, Ver-sorgungsspannung der Logikelemente, Masse, Drehrichtung, Takt (PWM 6- Signal)sowie ein Enable Signal.
Zur Erzeugung einer bestimmten Rotation im Uhrzeigersinn muß derController lediglich die geeignete Anzahl von Impulsen ausgeben, waszu einem sehr einfachen Steuerschema fuhrt. [7]
Optional kann dem Treiber die Schrittgroße (Halb-/Vollschritt) mitgeteilt werden,diese ist standardmaßig durch einen 10kΩ Widerstand gegen High geschaltet. Halb-schrittbetrieb ist aquivalent zu einem High- Wert auf dem Step- Signal, Vollschritt zueinem Low- Wert. Die Versorgungsspannung der Logikelemente betragt +5V , wel-che dem Netzgerat entnommen werden konnen, jene der Schrittmotoren muss demDatenblatt des jeweiligen Motors entnommen werden.
Die in diesem Projekt verwendeten Motoren erfordern eine Versorgungsspannungvon 4.6V und werden demnach ebenfalls aus dem Netzgerat – mit +5V gespeist. DasTakt- Signal darf das maximale des L297 sowie jenes des Motors nicht ubersteigen.Weiters darf es nicht großer als die Taktfrequenz des L297 sein, welche durch ein RC-Glied mit R = 470Ω, C = 100nF, f = 1
2·π·R·C = 3386.28Hz festgelegt wurde.Das Enable Signal wird standardmaßig mit einem 10kΩ Widerstand gegen Masse
gezogen und muss auf einen High- Wert geschaltet werden, da der L297 sonst keiner-lei Signal weiterleitet.
Jeder Pin, welcher vom L298 zum Motor fuhrt, wurde durch je zwei Dioden gegenUberspannung gesichert, indem diese einfach ruckgeleitet wird.
Da die Außenbeschaltungen des L297 und des L298 zu vernachlassigen sind, wirdnur der Stromverbrauch der Treiber selbst in die Rechnung aufgenommen. Jede aktivePhase der Schrittmotoren benotigt laut Datenblatt 0.6A. Da zu jeder Zeit maximal 2Phasen aktiv sind, rechnen wir mit 1.2A.
Somit verbraucht die Gesamtschaltung 200mA + 2 ∗ 0.6A = 1.4A.
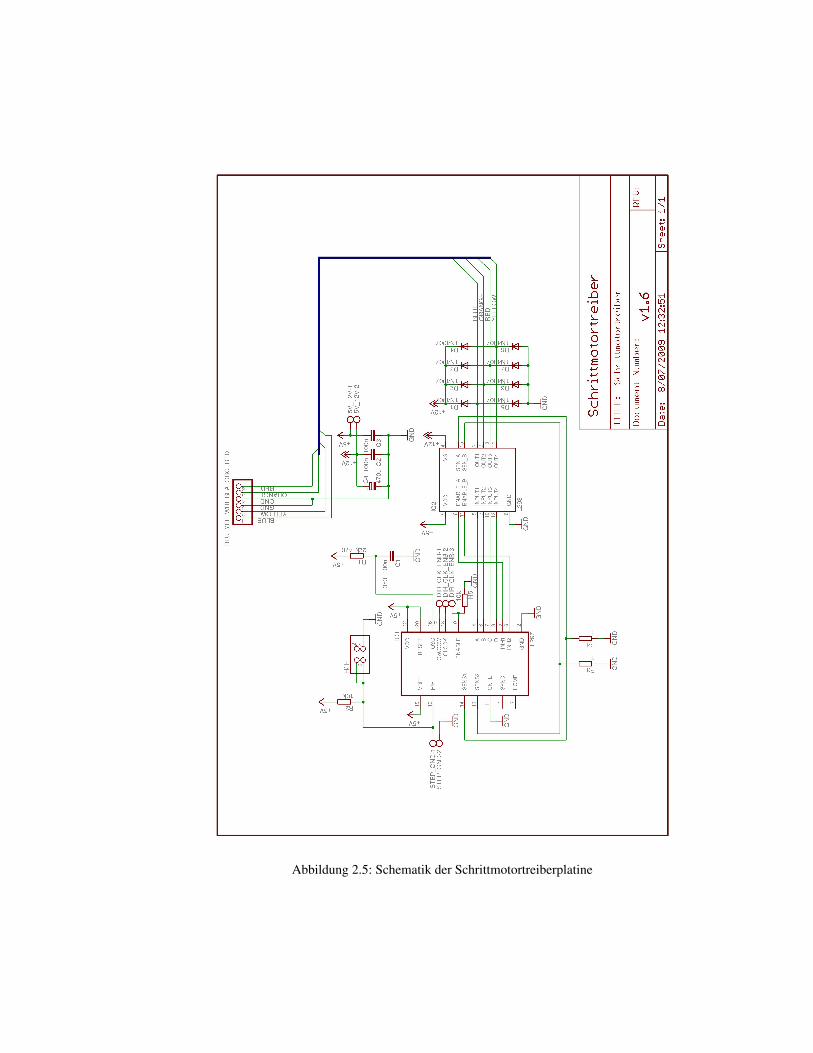
Endschalterplatine
Die Endschalterplatine implementiert eine hardwaremaßige Sicherung der Achsen-endpunkte. Diese Platine verhindert ein Ubertreten der jeweiligen Achsenendpunkte,indem eine geplante Bewegung in diese Richtung nur dann an die Schrittmotortreiber-platine weitergeleitet wird, falls der entsprechende magnetische Endschalter keineUbertretung anzeigt (inaktiv ist).
Folgende logische Operation wird von der Endschalterplatine implementiert (S tepOutwird an die Schrittmotortreiberplatine weitergeleitet, S tepIn und Dir sind die Einga-ben vom Mikrocontroller, EndU pClose und EndDownClose sind die Eingaben von
6Pulse Width Modulation
den Sensoren, welche einen wahren Wert darstellen, falls der jeweilige Endschaltergeschlossen (aktiv) ist):
S tepOut = S tepIn ∧ ¬(EndDownClose ∧ Dir) ∧ ¬(EndU pClose ∧ ¬Dir)
Da hierbei auf jeden Fall funf Transistorschaltungen verwendet werden,fallen 5 · 5V/10kΩ = 2.5mA Kosten an. Falls einer der beiden Endschalter aktiv ist,verursacht dies weitere Kosten in der Hohe von 5V/220Ω = 22.7mA.
Somit ergibt sich fur die Endschalterplatine ein Gesamtstromverbrauch von mini-mal 2.5mA und maximal von 25.2mA.
In Abbildung 2.2 ist die Endschalterplatine mit einer grunen sechs gekennzeich-net.
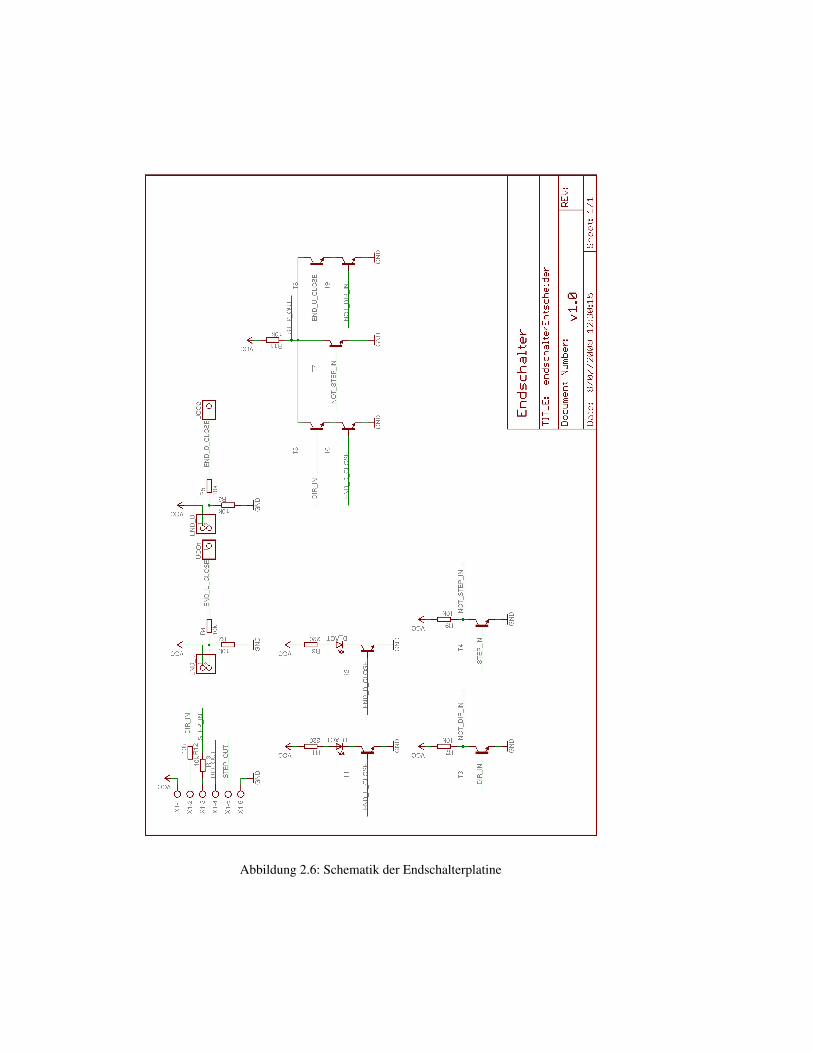
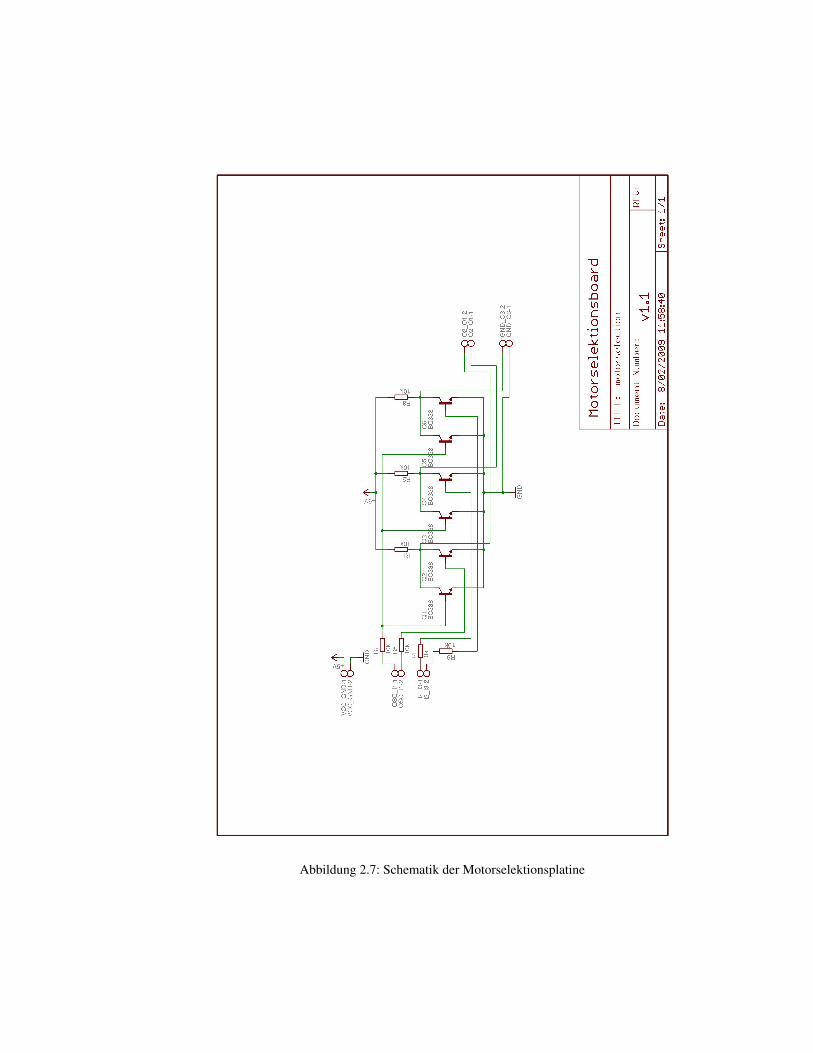
Motorselektionsplatine
Die Motorselektionsplatine demultiplext das Clocksignal mit Hilfe der drei Adress-leitungen. Die Schaltung benotigt auf jeden Fall 3 · 5V/10kΩ = 1.5mA. Jeder Eingangder zusatzlich auf High liegt verursacht weitere 0.5mA.
Da nur maximal zwei Eingange gleichzeitig aktiv sind, benotigt die Gesamtschal-tung zwischen 1.5mA und 2.5mA.
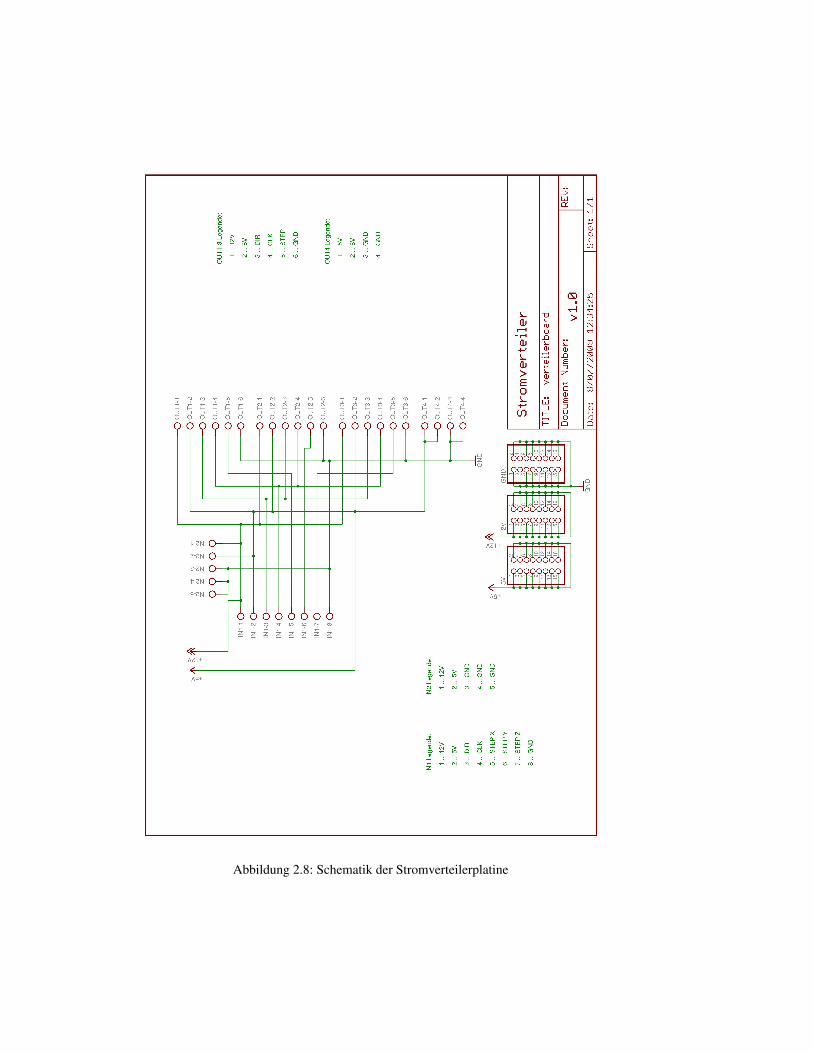
Stromverteilerplatine
Die Stromverteilerplatine dient ausschließlich der Verteilung des Stroms, sie hat furjede weitere verwendete Platine und jede Versorgungsschaltung genugend Ein- bzw.Ausgange.
Da es eine einfache Verteilung ohne jegliche Widerstande ist, wird von dieserPlatine vernachlassigbar wenig Strom verbraucht.
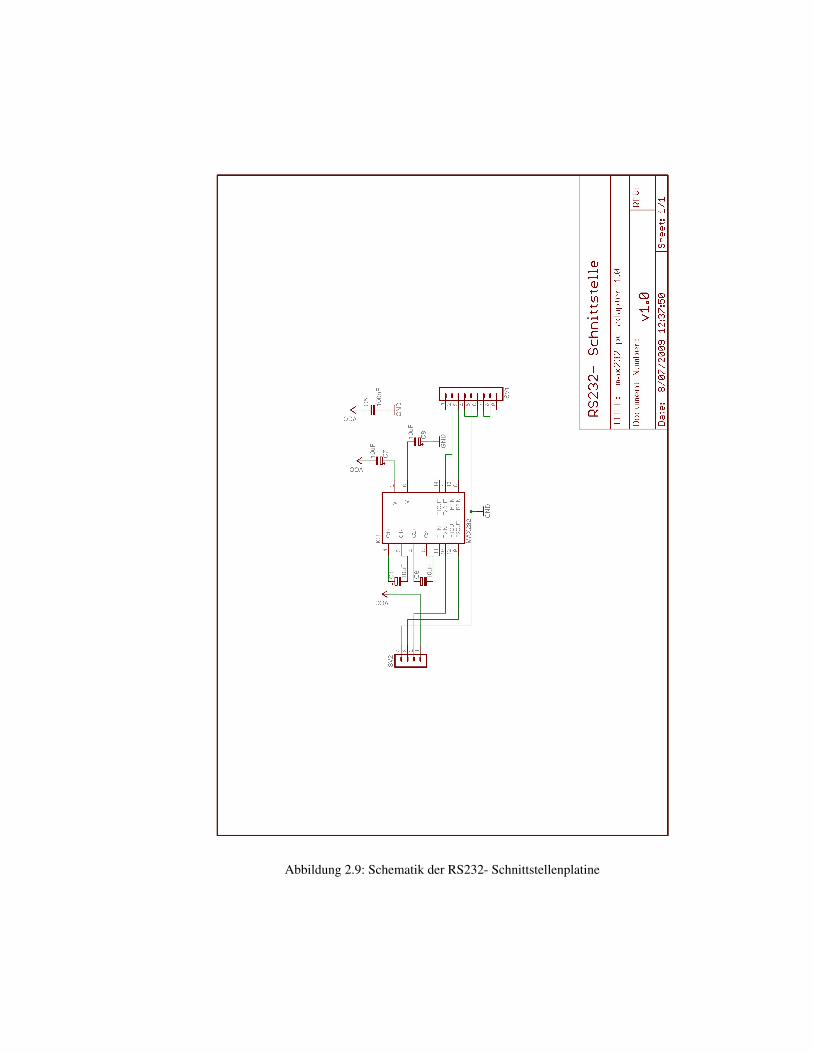
RS232- Schnittstellenplatine
Die RS232- Schnittstellenplatine implementiert eine einfache Pegelanderung von RS232-Pegel (+12V und −12V) zu Mikrocontrollern verstandlichen Pegel (+5V und 0V).Dies geschieht mit Hilfe eines MAX232 und einer Beschaltung laut MAX232- Da-tenblatt.
Diese Schaltung benotigt 10mA.
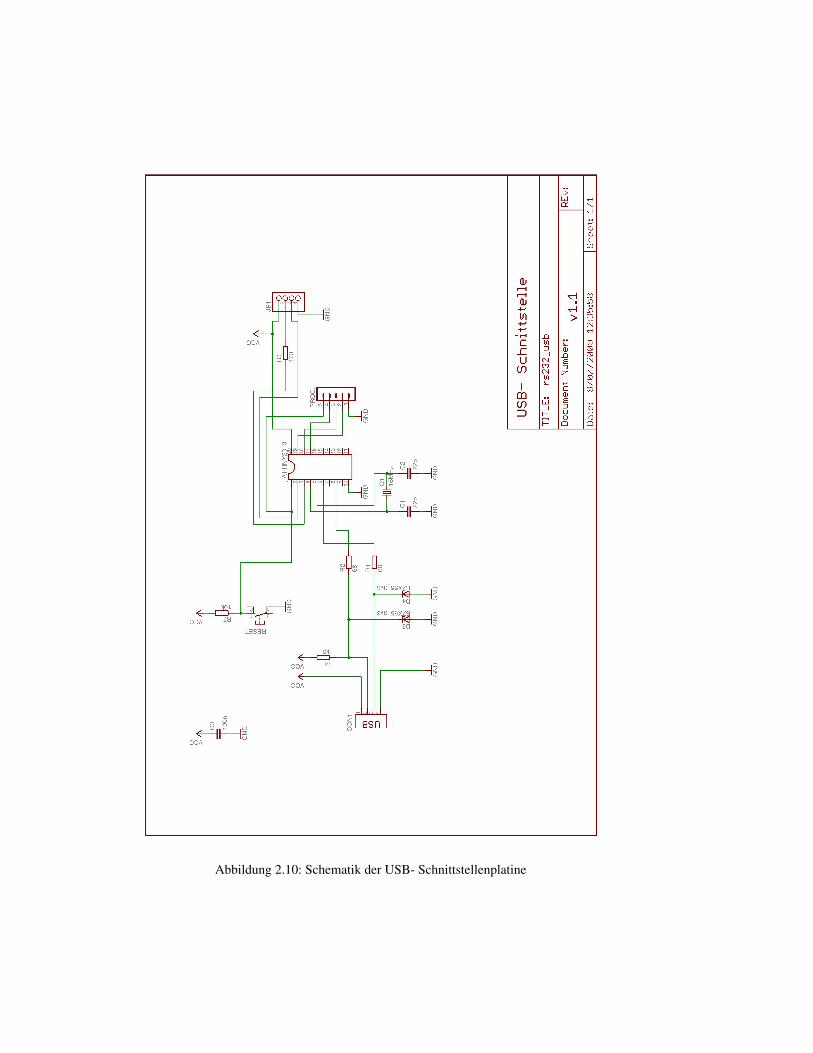
USB- Schnittstellenplatine
Die USB- Schnittstellenplatine besteht aus einem Mikrocontroller ATtiny2313, wel-cher das USB- Protokoll implementiert. Weiters besteht diese Platine aus Bauteilen,welche die notwendigen Spannungspegel der jeweiligen Schnittstellen erzeugen, bzw.nur maximal erlaubte Stromflusse zulassen.
Der Stromverbrauch der Platine betragt bei korrekter Funktionsweise 6mA.
Verbrauchszahlen der PlatinenPlatine Min. Max.Hauptsteuerungsplatine 165mA 190.7mA3x Schrittmotortreiberplatine 4.2A 4.2A3x Endschalterplatine 7.5mA 75.6mAMotorselektionsplatine 1.5mA 2.5mARS232- Schnittstellenplatine 10mA 10mASumme 4.384A 4.478A
Da die USB- Schnittstellenplatine noch nicht im Einsatz ist, wurde sie nicht miteinberechnet.
2.3 Software
Die benotigte Software zur Steuerung der CNC- Maschine setzt sich zusammen ausden Programmen fur den Steuerungscomputer und der Software des Mikrocontrol-lers. Wahrend die Software fur den Steuerungscomputer den aktuellen Arbeitsfort-schritt und weitere geplante Vorgange graphisch darzustellen hat, muss die Softwaredes Mikrocontrollers die drei Schrittmotoren verlasslich ansteuern und darf dabei dieerhaltenen Informationen der Sensoren nicht außer Acht lassen.
Steuerungscomputer- Software
Die Steuerungssoftware am Host-Computer lasst sich in die graphische Oberflacheund eine Schnittstelle zur Hardware unterteilen. Diese Schnittstelle zur Hardwarestellt der graphischen Oberflache einen TCP/IP Socket zur Verfugung, uber welchendann direkt mit dem Mikrocontroller kommuniziert werden kann.
Graphische Oberflache
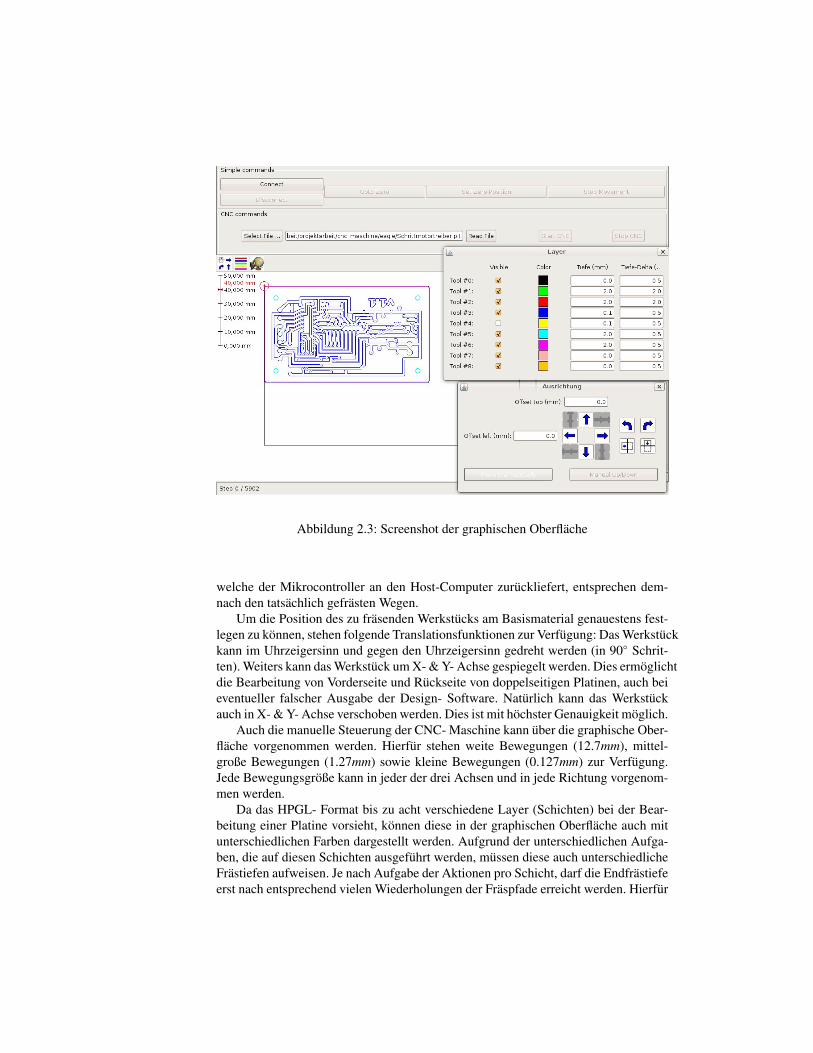
Die graphische Oberflache wurde in Java- Code implementiert. Sie gibt dem Benutzerder Software die Moglichkeit, jegliche Frasdaten im HPGL- Format zu importieren.Einen Screenshot der graphischen Oberflache sieht man in Abbildung 2.3.
Eine der Hauptaufgaben ist die Umwandlung des HPGL- Codes in einen demMikrocontroller verstandlichen Code. Da der Befehlssatz des Mikrocontrollers sehrgering gehalten wurde, werden einige HPGL- Befehle durch mehrere Befehle desMikrocontroller- Befehlssatzes ersetzt. Hierbei wurde besonders auf die Effektivitatdes erzielten Codes geachtet.
Durch objektorientierte Programmierung wurde das Erstellen und Einbinden vonModulen zum Importieren weiterer CNC- Input- Formate erleichtert. Diese mussennur den Befehlssatz der Mikrocontrollersoftware implementieren, welcher bewusstsehr gering gehalten wurde.
Der aktuelle Fortschritt wird graphisch dargestellt. Bereits abgefahrene Wege er-scheinen in der Grafik rot, noch zu fahrende Wege in der dem jeweiligen Layer zuge-ordneten Farbe. Die Anzeige der abgefahrenen Wege basiert auf den Informationen,
Abbildung 2.3: Screenshot der graphischen Oberflache
welche der Mikrocontroller an den Host-Computer zuruckliefert, entsprechen dem-nach den tatsachlich gefrasten Wegen.
Um die Position des zu frasenden Werkstucks am Basismaterial genauestens fest-legen zu konnen, stehen folgende Translationsfunktionen zur Verfugung: Das Werkstuckkann im Uhrzeigersinn und gegen den Uhrzeigersinn gedreht werden (in 90 Schrit-ten). Weiters kann das Werkstuck um X- & Y- Achse gespiegelt werden. Dies ermoglichtdie Bearbeitung von Vorderseite und Ruckseite von doppelseitigen Platinen, auch beieventueller falscher Ausgabe der Design- Software. Naturlich kann das Werkstuckauch in X- & Y- Achse verschoben werden. Dies ist mit hochster Genauigkeit moglich.
Auch die manuelle Steuerung der CNC- Maschine kann uber die graphische Ober-flache vorgenommen werden. Hierfur stehen weite Bewegungen (12.7mm), mittel-große Bewegungen (1.27mm) sowie kleine Bewegungen (0.127mm) zur Verfugung.Jede Bewegungsgroße kann in jeder der drei Achsen und in jede Richtung vorgenom-men werden.
Da das HPGL- Format bis zu acht verschiedene Layer (Schichten) bei der Bear-beitung einer Platine vorsieht, konnen diese in der graphischen Oberflache auch mitunterschiedlichen Farben dargestellt werden. Aufgrund der unterschiedlichen Aufga-ben, die auf diesen Schichten ausgefuhrt werden, mussen diese auch unterschiedlicheFrastiefen aufweisen. Je nach Aufgabe der Aktionen pro Schicht, darf die Endfrastiefeerst nach entsprechend vielen Wiederholungen der Fraspfade erreicht werden. Hierfur
ist die Delta- Einstellung der jeweiligen Schicht zustandig. Diese gibt an, wie tief derFraskopf bei diesem Durchgang in das Basismaterial eintauchen darf, zusatzlich zurTiefe des Eintauchens beim letzten Durchlauf.
Ohne die Kommunikationsfahigkeit zu der Schnittstellensoftware ware die gesam-te graphische Oberflache unnotig. Daher wurde die Funktionalitat zur Anwahl einesTCP/IP Sockets implementiert, uber welchen Daten uber die Schnittstellensoftware anden Mikrocontroller gesendet werden konnen. Weiters werden uber diese VerbindungStatusinformationen vom Mikrocontroller empfangen.
Hardware-Schnittstelle (RS232/USB zu TCP/IP Socket)
Diese Software kann durch die Steuerung uber einen TCP/IP Socket jegliche lo-kale Schnittstelle fur eine bidirektionale Kommunikation zwischen Socket und dergewunschten Schnittstelle zur Verfugung stellen.
Zu Beginn wird ein fest einprogrammierter TCP/IP Server-Socket geoffnet, wel-cher spater zur Kommunikation mit der graphischen Oberflache dient. Danach wartetdas Programm auf eine gesicherte (Three-Way-Handshake) Verbindung zur graphi-schen Oberflache. Die graphische Oberflache kann dann den Pfad zu einer lokalenSchnittstelle ubergeben, welche benutzt werden kann ohne selbst vor Ort ausgefuhrtzu werden.
Somit ist auch die entfernte Verwendung der CNC- Maschine moglich, was in ei-nem firmeninternen Netzwerk gewisse ortliche Vorteile bietet. Eine gleichzeitige Ver-bindung von mehr als einem Rechner zur Schnittstelle wird nicht ermoglicht, womitauch keinerlei Uberschneidungen bei der Ansteuerung der CNC- Maschine auftretenkonnen.
Dieses in C- Code geschriebene Programm ist der einzige Teil der gesamten CNC-Maschine, welcher nicht direkt in andere Betriebssysteme portierbar ist. Allerdingswurde es aus diesem Grund bereits so geschrieben, dass eine Portierung moglichsteinfach ist.
Derzeit werden nur Linux- Betriebssysteme unterstutzt, um die Funktionalitat zudemonstrieren.
Mikrocontroller- Software
Die Software am Mikrocontroller ist speziell auf die Bedurfnisse dieser Anwendungangepasst worden. Die in der Fachliteratur als Anpasssteuerung bezeichneten Funk-tionen werden von der Mikrocontroller- Software implementiert.
Die Anpasssteuerung ist ein elektronisches Steuerungssystem, durch wel-ches ein bestimmter Steuerungstyp (z.B: Sinumerik, Fanuc, Heidenhain...) an einen Maschinentyp angepasst wird. [4]
Die Kommunikation uber eine beliebige serielle Schnittstelle wird durch die Ab-laufsteuerung gesichert. Diese Ablaufsteuerung wird durch eine laufende Nummerimplementiert, welche jeden Befehl eindeutig identifiziert.
Vollstandig empfangene Befehle werden in der Hauptschleife interpretiert und diedafur notwendigen Aktionen ausgefuhrt. Je nach Befehl kann die notwendige Aktion
in Auftrag gegeben werden und auf den nachsten Befehl gewartet werden, beziehungs-weise mussen mehrere Aktionen hintereinander ausgefuhrt werden, was ein Wartenauf die Beendigung der einzelnen Aktionen erfordert.
Die Befehle, welche vom Steuerungscomputer empfangen werden, scheinen sofortdurch den Empfang eines seriellen Zeichens in einer Interrupt- Service- Routine auf.
Das Befehlsprotokoll, welches uber die serielle Schnittstelle empfangen wird,muss im Mikrocontroller decodiert werden. Um nicht all zu viel Zeit mit der De-codierung zu verlieren, werden die Befehle nur auf Ubereinstimmung in den ersten2 Zeichen mit einem bekannten Befehl uberpruft. Der Befehlssatz des Mikrocon-trollers wurde speziell entworfen, um nach 2 Befehlszeichen sofort eine eindeutigeUbereinstimmung mit einem bekannten Befehl zu erreichen.
Wenn ein vollstandiger Befehl empfangen wurde, wird uber eine Prioritatsentscheidungder Befehl sofort ausgefuhrt (z.B.: Notstopp), beziehungsweise die Abarbeitung erstnach der Vollendung des aktuellen Befehls gestartet.
Wird der Befehl empfangen, einen diagonalen Weg zuruckzulegen, wird versuchtdie zwei dafur benotigten Schrittmotoren moglichst parallel anzusteuern. Durch dendafur benotigten doppelten Stromverbrauch der Motoren waren allerdings nicht ge-sicherte Situationen moglich. Daher wird nun eine diagonale Bewegung ausgefuhrt,indem die zwei Motoren abwechselnd je einen Schritt machen. Um die dadurch ver-lorene Geschwindigkeit wett zu machen, wird in dieser Situation mit der doppeltenSchrittgeschwindigkeit gearbeitet.
Wenn es sich um eine Bewegung ungleich 0, 45 oder 90 handelt, kommt einahnliches Prinzip zum Zug. Jener Motor, der mehr Schritte in der selben Zeit uberwindenmuss, darf pro abwechselnder Bewegung mehr als einen Schritt fahren. Um hier keinezu großen Abweichungen zum Zielpfad zu erhalten, muss mit mehreren Nachkom-mastellen gerechnet werden.
Die Motorsynchronisation wird aus den Eingangsdaten der Gabellichtschrankenund den Sollschrittwerten der Motoren berechnet. Da die Encoderscheiben nicht je-den einzelnen der 200 moglichen Schritte pro Umdrehung eines Motors abdecken,mussten die 200 Schritte in 32 gleich große Teilschritte unterteilt werden. Daher mussnach 7, 13, 19 und 25 Schritten eine Synchronisation vorliegen. Ist dies nicht der Fall,wird der Motor langsam um je einen Schritt weiter gedreht, bis die Synchronisationwieder vorhanden ist. Liegt nach 100- facher versuchter Synchronisation immer nochkeine Synchronisation vor, wird automatisch ein Notstopp eingeleitet.
Wenn sich der Mikrocontroller im Notstopp befindet, wird keinerlei Aktion mehrausgefuhrt. Ein weiterer Betrieb ist erst nach einem Reset des Mikrocontrollers, be-ziehungsweise einer Trennung des Gesamtsystems vom Strom wieder moglich.
Protokollformate
Bekannte Zahlenformate sind Zeichenketten, 8-Bit Werte ohne Vorzeichen und 32-BitWerte mit Vorzeichen.
Die Lange einer Zeichenkette wird dieser immer als 8-Bit Wert ohne Vorzeichenvoraus gestellt.
Die Zahlenwerte werden in hexadezimaler Form als ASCII- codierte Zeichen ubertragen.Das bedeutet, die Zahl 30 wird als hexadezimale Zeichenfolge ’1’, ’E’ ubertragen.
Der Mikrocontroller sendet an den Host-Computer reinen Text ohne jegliche Langenangaben.
Bewegungsbefehle
Bewegungsbefehle werden vom Host-Computer an den Mikrocontroller gesendet, umden Fraskopf zu positionieren. Jeder Bewegungsbefehl muss vom Mikrocontrollerquittiert werden. Solange ein Bewegungsbefehl nicht quittiert wurde, wird dieser jedeSekunde erneut gesendet.
CMD ID CMD LEN COMMAND ARG CNT ARG0 ARG1
• CMD ID . . . Eindeutige laufende Befehlsnummer in 32-Bit Form, welche vomHost-Computer vergeben wird
• CMD LEN . . . Lange des darauf folgenden Befehls in 8-Bit Form
• COMMAND . . . Der auszufuhrende Befehl kann einer der folgenden sein:
abs . . . Initiiert eine Bewegung an die absolut angegebene Position
up . . . Gibt den Befehl zum Heben des Fraskopfes
do . . . Gibt den Befehl zum Senken des Fraskopfes
mr . . . Steht fur eine Bewegung in die positive X-Richtung
ml . . . Steht fur eine Bewegung in die negative X-Richtung
mf . . . Steht fur eine Bewegung in die positive Y-Richtung
mb . . . Steht fur eine Bewegung in die negative Y-Richtung
mu . . . Steht fur eine Bewegung in die positive Z-Richtung
md . . . Steht fur eine Bewegung in die negative Z-Richtung
• ARG CNT . . . Gibt die Anzahl der folgenden Argumente an (8-Bit Form).
• ARG0 . . . Dieser Parameter gibt die Bewegungsweite in Schritten an (32-bitForm). Wird der Befehl abs ausgefuhrt, steht ARG0 fur die Zielposition derX- Achse.
• ARG1 . . . Dieser Parameter gibt die Zielposition der Y- Achse an (32-bit Form).Daher ist ARG1 nur beim Befehl abs verwendbar.
Weitere Befehle des Host-Computers an den Mikrocontroller
Folgende Befehle werden vom Host-Computer an den Mikrocontroller gesendet, umeinfache Informationen zu ubermitteln.
CMD ID CMD LEN COMMAND 0
• CMD ID . . . Eindeutige laufende Befehlsnummer in 32-Bit Form,welche vom Host-Computer vergeben wird
• CMD LEN . . . Lange des darauf folgenden Befehls in 8-Bit Form
• COMMAND . . . Der auszufuhrende Befehl kann einer der folgenden sein:
gotoZero . . . Gibt dem Mikrocontroller den Befehl, an die Nullstelle zu fahren
setZero . . . Setzt die aktuelle Position als neue Nullstelle
actPos . . . Fragt die aktuelle Position des Fraskopfs vom Mikrocontroller ab
stop . . . Stoppt die aktuelle Bewegung
sp . . . Selektiert einen anderen Fraskopf. Diese Funktion ist derzeit noch nichtfunktional implementiert
Nachrichtenquittierung
Nachrichtenquittierungen werden vom Mikrocontroller an den Host-Computer gesen-det, um den Empfang von Nachrichten zu quittieren. Wird eine Nachricht nicht quit-tiert wird sie jede Sekunde nochmals gesendet.
done CMD ID
• CMD ID . . . Eindeutige laufende Befehlsnummer in Dezimalform, welche vomHost-Computer vergeben wird
Aktuelle Positionsangabe
Durch diese Positionsangabe teilt der Mikrocontroller dem Host-Computer mit, anwelcher absoluten Position er sich aktuell befindet.
now(X COORD,Y COORD,Z COORD)
• X COORD . . . X- Koordinaten der aktuellen Position in Dezimalform
• Y COORD . . . Y- Koordinaten der aktuellen Position in Dezimalform
• Z COORD . . . Z- Koordinaten der aktuellen Position in Dezimalform
Schnittstellenbefehle
Die folgenden Befehle dienen der graphischen Oberflache zur Kommunikation mitder Schnittstellensoftware:
• ”Hello” . . . Initiierung der Kommunikation zwischen graphischer Oberflacheund Schnittstellensoftware
• ”connection successfully” . . . Quittierung des Verbindungsaufbaus zwischen gra-phischer Oberflache und Schnittstellensoftware
Abbildung 2.4: Schematik der Hauptsteuerungsplatine
Abbildung 2.5: Schematik der Schrittmotortreiberplatine
Abbildung 2.6: Schematik der Endschalterplatine
Abbildung 2.7: Schematik der Motorselektionsplatine
Abbildung 2.8: Schematik der Stromverteilerplatine
Abbildung 2.9: Schematik der RS232- Schnittstellenplatine
Abbildung 2.10: Schematik der USB- Schnittstellenplatine
KAPITEL 3Leistungsmerkmale
Zu Beginn des Projekts wurden einige grundsatzliche Ziele als notwendig erachtet.Folgend ist ersichtlich, welche dieser anfangs gesetzten Ziele erfullt werden konnten,beziehungsweise welche Abhilfen stattdessen gefunden wurden.
3.1 Randbedingungen
Um eine CNC- Maschine umsetzen zu konnen, muss das Problem der Dateneingabegeklart werden. Da das Anschließen von USB 1- Sticks, SD 2- Karten oder gar Fest-platten viel zu aufwandig gewesen ware, war die Einigung auf die Verwendung einesSteuerungscomputers vorauszusehen.
Datenubertragung
Als Methode der Datenubertragung habe ich mich fur UART 3 entschieden, weil mit-tels eines MAX 3232 4 Treiberbausteins sehr einfach eine Verbindung zur RS232 5-Schnittstelle des Computers hergestellt werden kann. Diese Verbindung kann - vorerst- mit Hilfe des bereits in meinem Besitz befindlichen ”RS-232 to USB Converter” 6
an jeden USB- Port angeschlossen werden.
1USB - Universal Serial Bus2Secure Digital3UART - Universal asynchronous receiver/transmitter4MAX 3232 - http://www.maxim-ic.com/quick_view2.cfm/qv_pk/1068/t/al5RS232 - Recommended Standard 2326Profilic USB-Serial Controller
Zur Darstellung der CNC- Steuerkommandos, wird das HPGL 7- Format verwendet.Das freie Platinenplanungsprogramm Eagle Light Edition 8 kann Steuerdateien diesesFormats automatisiert erstellen.
Das HPGL- Format ist besonders gut zur Darstellung der CNC- Steuerkommandosgeeignet, da es von Hewlett-Packard zur Steuerung von Stiftplottern entwickelt wurde.Weiters wurde es von anderen Plotterherstellern zurAnsteuerung ihrer eigenen Plotter ubernommen. [15]
3.2 Genauigkeit
NC- Maschinen waren von der Industrie nie so schnell und intensiv ak-zeptiert und eingesetzt worden, wenn sie nicht im Stande gewesen warenmit derart geringen Toleranzen zu arbeiten. Als NC entwickelt wurde,suchte die Industrie nach Moglichkeiten die Produktionsraten zu erhohenund eine hohere Genauigkeit ihrer Produkte zu erzielen. [10]
Da die im Laufe dieses Projekts entwickelte CNC- Maschine hauptsachlich zurHerstellung von Platinen genutzt werden soll, liegt das Hauptaugenmerk auf der kor-rekten Fahrt uber den gewunschten Pfad bei einem moglichst kleinen Fehler. DieserFehler entspricht der Abweichung des Fraskopfes vom gewunschten Pfad.
Da mit Hilfe der CNC- Maschine die Herstellung von Platinen mit Chips imSSOP 9- Gehause ermoglicht werden soll – diese haben einen Pinabstand von 1.27mmbei einer maximalen Pinbreite von 0.45mm – muss die Maschine mit dem schmalstenverfugbaren Fraskopf (0.6mm) mit einem maximalen Fehler von ±0.11mm arbeiten.
Da das Grundgerust der Maschine derzeit noch aus Holz besteht, ist der Bear-beitungsfehler nicht auf weniger als etwa ±0.5mm reduzierbar. Das bedeutet, dassPlatinen mit Bauteilen im DIP 10- Gehause ohne Probleme herstellbar sind, Bauteileim SSOP- Gehause allerdings nocht nicht verwendet werden konnen.
3.3 Ausfuhrungsgeschwindigkeit
Die Lange des Pfades, welcher fur die Herstellung der anfangs genutzten 100x160 mmgroßen Platine benotigt wird, betragt 11560mm an Frasarbeiten und 5950mm Leer-gang.
Um eine halbwegs annehmbare Bearbeitungsdauer zu gewahrleisten, sollte dieCNC- Maschine im Leerlauf (ohne zusatzlichen Widerstand durch das Frasen) eineAusfuhrungsgeschwindigkeit von 10mm/s und im belasteten Frasemodus 1mm/s er-reichen konnen. Eine Bearbeitung der Beispielplatine wurde dann 3.38h in Anspruchnehmen.
Durch die bereits erwahnten Schwachen der Mechanik betragt die aktuell moglichemaximale Vorschubgeschwindigkeit nur 2mm/s im belasteten Modus. Anders als an-genommen ist diese Geschwindigkeit aber auch im nicht belasteten Modus moglich.Da wesentlich mehr Arbeitsstrecke im Frasmodus aufgewendet werden muss, redu-ziert sich daher die Gesamtarbeitsdauer fur unsere Beispielplatine auf 2.43 Arbeits-stunden.
3.4 Ausfallsicherheit
Die Hauptanforderung aus der Sicht des Anwenders einer numerischenSteuerung ist die Funktionserfullung und die Funktionssicherheit. [9]
Um dies zu gewahrleisten wurden einige grobe Fehlermoglichkeiten ins Auge ge-fasst und der Versuch gestartet diese durch geeignete Sicherheitsmaßnahmen zu um-gehen.
Reaktion bei Stromausfall
Da die CNC- Maschine auch nach einem Stromausfall genau an jenem Punkt fortset-zen soll, an welchem sie unterbrochen wurde, muss zu jedem Zeitpunkt die aktuellePosition aller drei Achsen moglichst genau im EEPROM 11 gespeichert sein. Sobaldwieder Strom uber das Netzteil fließt, fahrt die Maschine an die zuletzt als Nullpunktbekannte Position zuruck.
Erkennung von Fehlschritten
Da die Motoren uber ein Haltemoment von nur 0.196Nm verfugen, kann bei zu großemGegendruck ein Blockieren des Motors eintreten.
Wird die Eingangstaktfrequenz erhoht, so wird irgendwann ein Punkt er-reicht, an dem der nachste Taktimpuls vor der Richtungsanderung ein-tritt. [7]
Um solche Schrittfehler zu erkennen, wurden Encoderplatten angefertigt, welcheeine Umdrehung durch 16 Aussparungen in 32 Schritte unterteilen. Mittels Gabellicht-schranken werden diese Schritte abgenommen und vom Mikrocontroller verarbeitet.Bei Erkennung eines Fehlschritts wird 100 mal versucht, diesen Fehlschritt zu kor-rigieren. Ist dies nicht moglich, geht der Mikrocontroller in einen Notstopp- Zustanduber, welcher nur durch ein Reset des Mikrocontrollers wieder verlassen werden kann.
In kommerziellen Anwendungen werden oft mehrere Encoderplatten ver-wendet, deren Durchlassbereiche den Dual- oder den Gray- Code imple-mentieren. Der Gray- Code ist ein einschrittiger Code. Einschrittige Co-des erfordern weniger Aufwand an der Abtaststelle. Eine einfache Logikkann den Gray- Code in den Dual- Code umformen. [1]
Eine andere Moglichkeit, welche bereits seit den Anfangen der NC- Tech-nik verwendet wird, ist die Messung mittels Drehgeber. Diese werdenuber eine Kupplung an die Drehachse angebaut. Da das optische Sys-tem im Drehgeber gut gegen Verschmutzung und Flussigkeiten geschutztwerden kann, bildet dies ebenfalls eine kostensparende und zuverlassigeLosung. Die erreichbare Genauigkeit hangt von der Qualitat der Spindelab, aber auch von deren Temperatur und damit von der Einschaltdauerund der Vorspannung von Lagerung und Mutter. [1]
Sicherung der Achsenendpunkte
An jeder Achse wurden je zwei Reed- Schalter an den unbeweglichen Teilen, sowiezwei Magnete an den beweglichen Teilen so befestigt, dass die Reed- Schalter amEnde des Bearbeitungsbereiches aktiv werden.
Die Aktivitat der Reed- Schalter wirkt sich auf das Verhalten der Endschalter-platinen aus. Diese liefern, je nach Aktivitatswert des jeweiligen Schalters, das Takt-Eingangssignal an die Schrittmotortreiberplatine weiter oder – falls notwendig – ziehtdieses gegen einen Low- Wert.
KAPITEL 4Kommerzielle Gerate
Ein Hauptproblem beim Vergleich mit kommerziellen Geraten stellen firmeninterneGeheimnisse dar. Das heißt, dass viele Informationen nicht an externe Personen wei-tergegeben werden durfen. Dies erschwert den Vergleich naturlich immens, da keineobjektive Sichtweise auf die Gerate gewonnen werden kann.
Von sechs angeschriebenen fachspezifischen Firmen antwortete lediglich eine ein-zige. Diese eine Firma versuchte zwar zu kooperieren, durfte allerdings auch nicht allefur einen vollstandigen Vergleich benotigten Daten zur Verfugung stellen.
Daher kann der folgende Vergleich nur in groben Zugen die Hauptunterschiedezwischen einer kommerziell gefertigten und einer selbst konstruierten, handgefertig-ten Maschine aufzeigen.
4.1 Emco Concept Mill 105
Die Emco Concept Mill Baureihe besteht aus Dreh- und Frasmaschinen,welche zum Frasen von zerspanbaren Metallen und zerspanbaren Kunst-stoffen vorgesehen sind. [11]
Die hier angefuhrte Emco Concept Mill 105 ist die kleinste ihrer Baureihe und ent-spricht in den Bearbeitungsmaßen in etwa der im Laufe dieses Projekts entwickeltenMaschine.
Die folgenden Informationen sind vertraulich zu behandeln und wurden freundli-cherweise von der Firma Emco zu Verfugung gestellt.
Aufbau
Die Emco Concept Mill 105 wurde ebenfalls in Portalbauweise konstruiert und hateinen maximalen Verfahrweg von 200mm in der X- Achse, 150mm in der Y-Achseund 250mm in der Z- Achse.
33
Im Vergleich dazu hat die im Laufe dieses Projekt entwickelte Maschine einenmaximalen Verfahrweg von 150mm in der X- Achse, 130mm in der Y-Achse und50mm in der Z- Achse.
Weiters kann die Emco Concept Mill 105 vollautomatisch zwischen 10 Werkzeu-gen wechseln. Dadurch deckt sie naturlich ein großeres Einsatzgebiet ab.
Die Werkstuckeinspannung ubernimmt ein pneumatischer Schraubstock, wobeidie Frage ist, ob dieser fur das Einspannen von Platinen vollstandig geeignet ist.
Genauigkeit
Die Emco Concept Mill verfugt uber eine X/Y- Schrittauflosung von 0.0015±0.005mmund eine Z- Schrittauflosung von 0.001 ± 0.005mm.
Im Vergleich dazu verfugt die im Laufe dieses Projekt entwickelte Maschine ubereine X/Y- Schrittauflosung von 0.04± 0.5mm und eine Z- Schrittauflosung von 0.02±0.5mm.
Diese Unterschiede zeigen die Moglichkeiten einer kommerziell gefertigten Ma-schine am besten auf. Bei der vollstandigen Fertigung der Maschine aus Aluminiumware wohl eine Genauigkeit von ±0.1mm moglich. Dies wurde zwar alle im Vorausgesetzten Ziele erfullen, konnte allerdings bei weitem nicht an die Moglichkeiten einerkommerziell gefertigten Maschine heran kommen.
Ausfuhrungsgeschwindigkeit
Der Leervorschub der Emco Concept Mill 105 betragt 8.3mm/s, jener im Laufe desProjekts gefertigten Maschine 2mm/s. Eine hohere Geschwindigkeit ware bei genaue-rer Fertigung der Mechanik aus einem anderem Material moglich, wurde allerdings imaktuellen Umfeld – durch das verlorene Drehmoment – zu andauerndem Blockierendes Antriebs fuhren.
Der Arbeitsvorschub der Emco Concept Mill 105 betragt 0 − 8.3mm/s, jener imLaufe des Projekts gefertigten Maschine 2mm/s. Auch hier muss leider mit dem sel-ben Grund der nicht ausreichend genau gefertigten Mechanik argumentiert werden.
Ausfallsicherheit
Leider wollte die Firma Emco hierzu keinerlei Informationen preisgeben, ”da es sichum wettbewerbsrelevante Daten handelt, die laut Konzernrichtlinie nicht an externePersonen weitergegeben werden durfen”.
Im Gesamtvergleich erkennt man vor allem die großere Genauigkeit einer kom-merziell gefertigten Maschine, an welche man bei eigener Fertigung wohl kaum her-ankommen kann.
Jedoch ist das Erreichen der maximal moglichen Bearbeitungsgeschwindigkeit derMaterialien in Reichweite. Weiters sei zu erwahnen, dass die eingesetzten Ressourcenzur Entwicklung der CNC- Maschine (siehe Abschnitt 5) sicherlich weit unter jeneneiner kommerziell gefertigten Maschine liegen. Leider gab keine der angeschriebenenFirmen nahere Informationen uber Fertigungskosten oder einen aktuellen Verkaufs-preis bekannt.
KAPITEL 5Ressourcenaufwand
Folglich wurde eine kurze Auflistung der aufgewendeten Ressourcen zusammenge-stellt:
5.1 Zeitaufwand
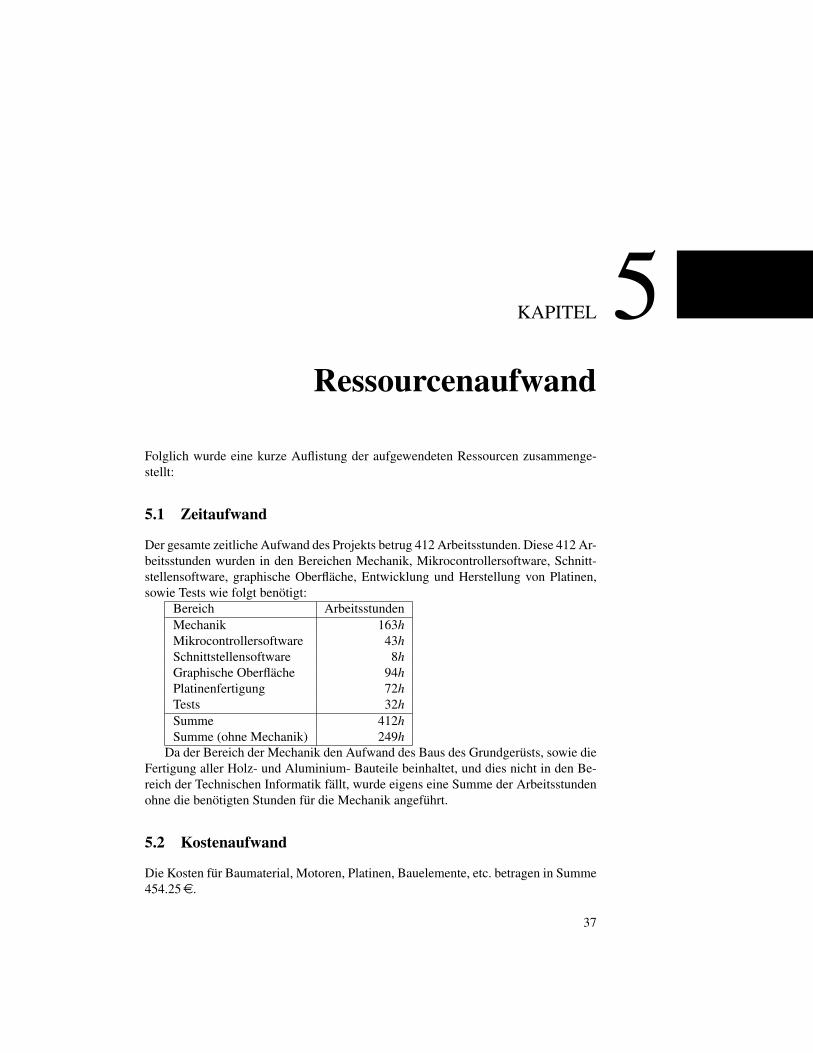
Der gesamte zeitliche Aufwand des Projekts betrug 412 Arbeitsstunden. Diese 412 Ar-beitsstunden wurden in den Bereichen Mechanik, Mikrocontrollersoftware, Schnitt-stellensoftware, graphische Oberflache, Entwicklung und Herstellung von Platinen,sowie Tests wie folgt benotigt:
Da der Bereich der Mechanik den Aufwand des Baus des Grundgerusts, sowie dieFertigung aller Holz- und Aluminium- Bauteile beinhaltet, und dies nicht in den Be-reich der Technischen Informatik fallt, wurde eigens eine Summe der Arbeitsstundenohne die benotigten Stunden fur die Mechanik angefuhrt.
5.2 Kostenaufwand
Die Kosten fur Baumaterial, Motoren, Platinen, Bauelemente, etc. betragen in Summe454.25e.
37
Ohne Einberechnung der Kosten, welche aufgrund der Arbeitsstunden entstehenwurden, ist die Entwicklung einer eigenen Frase wesentlich gunstiger als der Erwerbeines kommerziellen Gerats, wenn die weit geringere Genauigkeit kein Problem dar-stellt.
Literaturverzeichnis
[1] Digitale Langen- und Winkelmeßtechnik, Ernst, Verlag Moderne Industrie, 3.Auflage 1998
[2] Technologie von CNC-Holzbearbeitungsmaschinen, Beyer, Cornelsen VerlagSchwann-Girardet, 2. Auflage 1991
[3] Platinen selbst entwickeln und herstellen, Zierl, Franzis Verlag Gmbh, 2008