

Meusburger Georg GmbH & Co KG | Kesselstr. 42 | 6960 Wolfurt | Austria
T 00 43 (0) 55 74 / 67 06-0 | F -11 | [email protected] | www.meusburger.com
» Profi tieren Sie ab sofort von unserem perfekt abgestimmten Sortiment an Werkzeugträgern und Wendeplatten für den Werkzeug- und Formenbau
» Profi t from our perfectly coordinated range of tool carriers
and indexable inserts for die and mould making
Wendeschneidplatten-Werkzeuge
Indexable Insert Tools
Kennen Sie folgende Problematik? Das oftmals nahezu unüberschaubare Angebot an Wendeplatten bzw. Werkzeugträger und
komplizierte Bestellvorgänge stellen Sie vor die Herausforderung, die passende Auswahl zu
treff en.
Meusburger hat ein perfekt auf den Werkzeug- und Formenbau abgestimmtes Sortiment an
Wendeschneidplatten-Werkzeugen geschaff en, welches Ihnen bei Ihrer Entscheidungsfi ndung
helfen soll. Das einfache Bestellverfahren spart Ihnen nicht nur Zeit, sondern auch Geld. Die
qualitativ hochwertigen Wendeplatten und Werkzeugträger sind wie gewohnt sofort ab Lager
lieferbar.
Wendeschneidplatten-WerkzeugeIndexable insert tools
Are you familiar with the following problem? You are often confronted with a vast range of indexable inserts or tool carriers and complicated
ordering processes. Imagine the challenge of making the right choice.
Meusburger has created a range of indexable insert tools, perfectly coordinated to die
and mould making which should help you during your decision making. The simple ordering
process not only saves you time but also money. As always with Meusburger, the high-quality
indexable inserts and tool carriers are available from stock.

Wendeschneidplatten-Werkzeuge
Indexable Insert Tools
WZT 2112 WP Eckfräser 90° mit StahlschaftIndexable shoulder milling cutter 90° with steel shank
90°
WZT 2114WP Eckfräser 90° mit EinschraubgewindeIndexable shoulder milling cutter 90° with screw-in thread
90°
WZT 2116 WP Eckfräser 90° als AufsteckfräserIndexable shoulder milling cutter 90°, shell-type
90°
WZP 211 Eckfräser 90°-WendeplatteIndexable insert for shoulder milling cutter 90°
90°
WZT 5132 WP Hochvorschubfräser mit StahlschaftIndexable high-feed milling cutter with steel shank
WZT 5134WP Hochvorschubfräser mit EinschraubgewindeIndexable high-feed milling cutter with screw-in thread
WZT 5136 WP Hochvorschubfräser als AufsteckfräserIndexable high-feed milling cutter, shell-type
WZP 513 Hochvorschub-WendeplatteHigh-feed indexable insert
WZT 2512 WP Rundplattenfräser mit StahlschaftIndexable round insert milling cutter with steel shank
WZT 2514WP Rundplattenfräser mit EinschraubgewindeIndexable round insert milling cutter with screw-in thread
WZT 2516 WP Rundplattenfräser als AufsteckfräserIndexable round insert milling cutter, shell-type
WZP 251 Rundplattenfräser-WendeplatteIndexable insert for round insert milling cutter
WZA 140 VHM Aufnahme für EinschraubfräserSolid carbide retainer for screw-in cutter
WZT 903 WP Vollbohrer 3xdIndexable solid drill 3xd
WZT 905 WP Vollbohrer 5xdIndexable solid drill 5xd
WZP 90 Vollbohrer-WendeplatteIndexable insert for solid drill
Vorteile, allgemeine InformationenBenefi ts and general information

WZT 1801WP 3D-Vollradiusfräser mit VHM-SchaftIndexable 3D full-radius milling cutter with carbide shank
WZT 1802WP 3D-Vollradiusfräser mit StahlschaftIndexable 3D full-radius milling cutter with steel shank
WZT 1804WP 3D-Vollradiusfräser mit EinschraubgewindeIndexable 3D full-radius milling cutter with screw-in thread
WZP 180 3D-Vollradius-Wendeplatte3D full-radius indexable insert
WZT 1701 WP 3D-Torusfräser mit VHM-SchaftIndexable 3D-torus milling cutter with carbide shank
WZT 1702 WP 3D-Torusfräser mit StahlschaftIndexable 3D-torus milling cutter with steel shank
WZT 1704 WP 3D-Torusfräser mit EinschraubgewindeIndexable 3D-torus milling cutter with screw-in thread
WZP 170 3D-Torus-Wendeplatte3D-torus indexable insert
Zubehör
Accessories
WZE 100 Torx®-Schraube für WendeplatteTorx® screw for indexable insert
WZE 200 Powerschraube für AufsteckfräserPower screw for shell-type milling cutter
V 30600 Torx®-SchraubendreherTorx® screwdriver
90°
Bestellvorgang
Werkzeugsysteme
1. Auswahl des Werkzeugsystems
2. Werkzeugträger entsprechend der Werkzeugaufnahme auswählen
3. Durchmesser des Werkzeugträgers bestimmen
4. Plattengröße (PG) passend zum Werkzeugträger auswählen
5. Plattensorte (PS) entsprechend dem Einsatzgebiet defi nieren
6. Artikel in den Warenkorb legen und bestellen
WP Eckfräser 90° WP 3D-Vollradiusfräser
WP Hochvorschubfräser WP Torusfräser
WP Rundplattenfräser WP Vollbohrer
Ordering process
Tool systems
1. Select the tool system
2. Select tool carrier according to tool holder
3. Determine diameter of tool carrier
4. Select plate size (PG) matching the tool carrier
5. Defi ne plate type (PS) according to the application
6. Place item in the shopping basket and order
Indexable shoulder milling cutter 90° Indexable 3D full-radius milling cutter
Indexable high-feed milling cutter Indexable torus milling cutter
Indexable round insert milling cutter Indexable solid drill
Graphit/graphite
Schruppen/Roughing
Aluminium/aluminum
Stahl/steel
hochchromige Stähle/steel with high chromium content
gehärtete Stähle/hardened steel
5
4
2
1
Materialhärte/material hardness
Bearbeitungart/Machining type
3.35473.4365
1.17301.21621.23111.2312
1.20831.2085
1.21621.23431.2379
1.23431.2714HH1.27671.2842
1.23161.2379
1.27671.2842
Schlichten/Finishing WP-Bohren/Indexable drillingSemischlichten/Semi finishing
M54F54
M45F45
MU542
R80
F20
F10
FX854MX85463 HRCFU854
MU85455 HRC
MA54
8
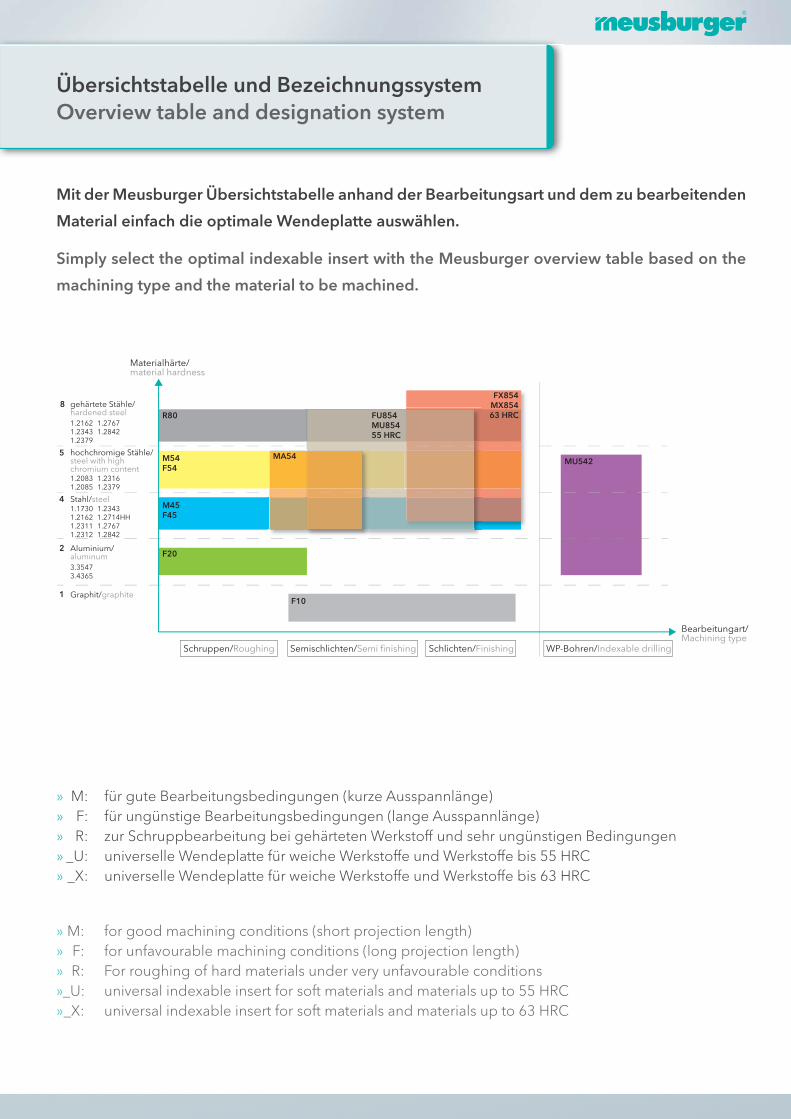
Übersichtstabelle und Bezeichnungssystem
Mit der Meusburger Übersichtstabelle anhand der Bearbeitungsart und dem zu bearbeitenden
Material einfach die optimale Wendeplatte auswählen.
» M: für gute Bearbeitungsbedingungen (kurze Ausspannlänge)» F: für ungünstige Bearbeitungsbedingungen (lange Ausspannlänge)» R: zur Schruppbearbeitung bei gehärteten Werkstoff und sehr ungünstigen Bedingungen» _U: universelle Wendeplatte für weiche Werkstoff e und Werkstoff e bis 55 HRC» _X: universelle Wendeplatte für weiche Werkstoff e und Werkstoff e bis 63 HRC
Overview table and designation system
Simply select the optimal indexable insert with the Meusburger overview table based on the
machining type and the material to be machined.
» M: for good machining conditions (short projection length)» F: for unfavourable machining conditions (long projection length)» R: For roughing of hard materials under very unfavourable conditions» _U: universal indexable insert for soft materials and materials up to 55 HRC» _X: universal indexable insert for soft materials and materials up to 63 HRC
90°
+
+
AirJet
< 58HRC
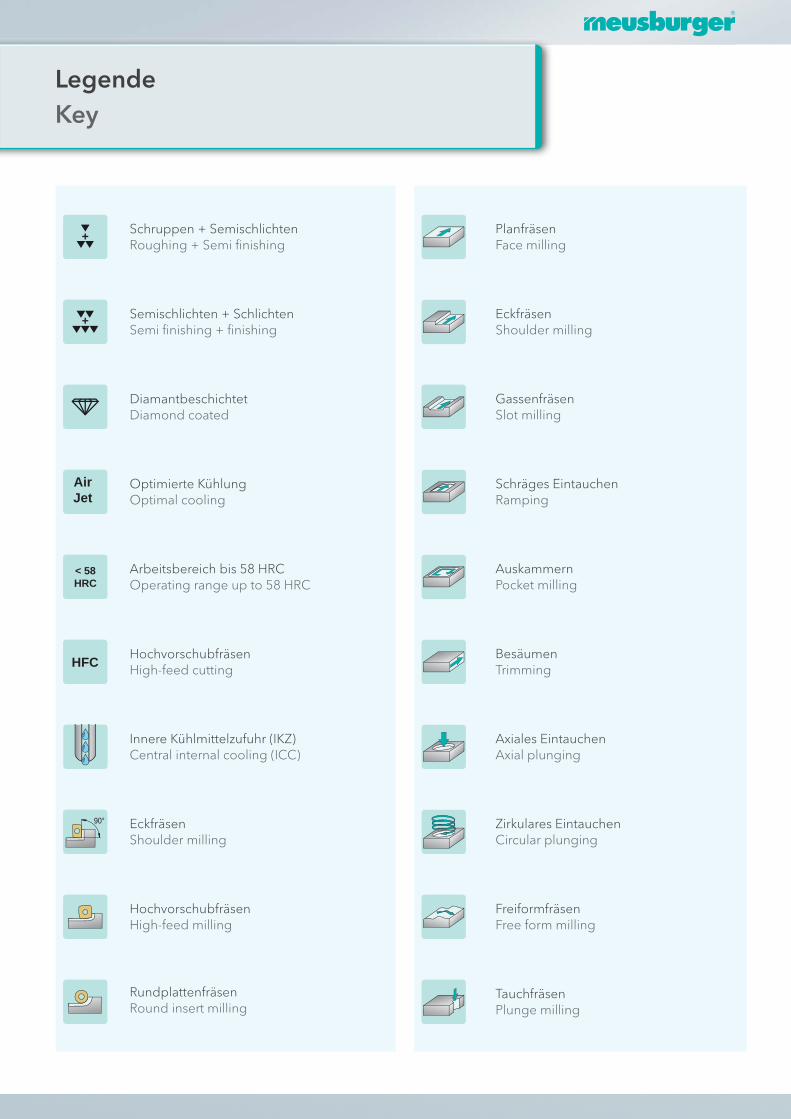
HFC
Eckfräsen
Hochvorschubfräsen
Rundplattenfräsen
Schräges Eintauchen
Zirkulares Eintauchen
Semischlichten + Schlichten
Planfräsen
Auskammern
Freiformfräsen
Hochvorschubfräsen
Diamantbeschichtet
Eckfräsen
Besäumen
Tauchfräsen
Optimierte Kühlung
Gassenfräsen
Axiales EintauchenInnere Kühlmittelzufuhr (IKZ)
Schruppen + Semischlichten
Arbeitsbereich bis 58 HRC
Shoulder milling
High-feed milling
Round insert milling
Ramping
Circular plunging
Semi finishing + finishing
Face milling
Pocket milling
Free form milling
High-feed cutting
Diamond coated
Shoulder milling
Trimming
Plunge milling
Optimal cooling
Slot milling
Axial plungingCentral internal cooling (ICC)
Roughing + Semi finishing
Operating range up to 58 HRC
LegendeKey

3xd
Kopierfräsen
Kopierfräsen
Zirkularfräsen
Paketbohren
Anbohren einer spitzen Kontur
Außenkonturfräsen
Außenkonturfräsen
Planfräsen
Bohren auf unebenen Flächen
Reihenbohrungen sind bedingt möglich
Nutenfräsen
Eckfräsen
Bohren ins Volle
Anbohren auf einer Kante
Anbohren einer Zentrierung oder Sicke
Länge des Bohrers mit max. Bohrtiefe
Taschenfräsen
Durchbohren einer Querbohrung
Anbohren einer balligen Fläche
Copy milling
Copy milling
Circular milling
Stack drilling
Drilling a sharp contour
Contour milling
Contour milling
Face milling
Drilling on uneven surfaces
Chain drilling depending on material
Slot milling
Shoulder milling
Solid drilling
Drilling on an edge
Drilling on a centre hole or bead
Length of the drill with maximum drilling depth
Pocket milling
Cross hole drilling
Drilling on a convex surface
90°
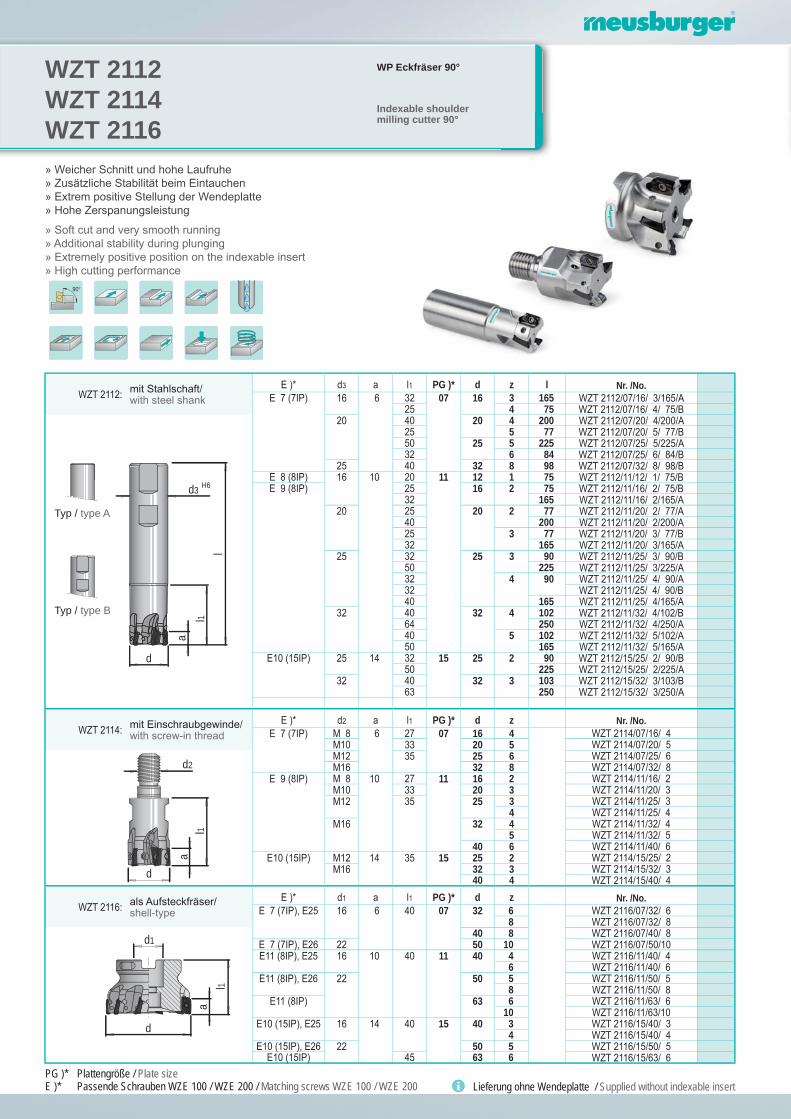
Indexable shoulder milling cutter 90°
WZT 2112WZT 2114WZT 2116
WP Eckfräser 90°
WZT 2112: mit Stahlschaft/ with steel shank
E )* d3 a l1 PG )* d z lE 7 (7IP) 16 6 32 07 16 3 165
25 4 7520 40 20 4 200
25 5 7750 25 5 22532 6 84
25 40 32 8 98E 8 (8IP) 16 10 20 11 12 1 75E 9 (8IP) 25 16 2 75
32 16520 25 20 2 77
40 20025 3 7732 165
25 32 25 3 9050 22532 4 9032 40 165
32 40 32 4 10264 25040 5 10250 165
E10 (15IP) 25 14 32 15 25 2 9050 225
32 40 32 3 10363 250
WZT 2114: mit Einschraubgewinde/ with screw-in thread
E )* d2 a l1 PG )* d zE 7 (7IP) M 8 6 27 07 16 4
M10 33 20 5M12 35 25 6M16 32 8
E 9 (8IP) M 8 10 27 11 16 2M10 33 20 3M12 35 25 3
4M16 32 4
540 6
E10 (15IP) M12 14 35 15 25 2M16 32 3
40 4
WZT 2116: als Aufsteckfräser/ shell-type
E )* d1 a l1 PG )* d zE 7 (7IP), E25 16 6 40 07 32 6
840 8
E 7 (7IP), E26 22 50 10E11 (8IP), E25 16 10 40 11 40 4
6E11 (8IP), E26 22 50 5
8E11 (8IP) 63 6
10E10 (15IP), E25 16 14 40 15 40 3
4E10 (15IP), E26 22 50 5
E10 (15IP) 45 63 6
d
l1a
d2
al1
d
d1
d3
d
l1a
H6
l
Typ / type A
Typ / type B
Nr. /No.WZT 2114/07/16/ 4WZT 2114/07/20/ 5WZT 2114/07/25/ 6WZT 2114/07/32/ 8WZT 2114/11/16/ 2WZT 2114/11/20/ 3WZT 2114/11/25/ 3WZT 2114/11/25/ 4WZT 2114/11/32/ 4WZT 2114/11/32/ 5WZT 2114/11/40/ 6WZT 2114/15/25/ 2WZT 2114/15/32/ 3WZT 2114/15/40/ 4
Nr. /No.WZT 2116/07/32/ 6WZT 2116/07/32/ 8WZT 2116/07/40/ 8WZT 2116/07/50/10WZT 2116/11/40/ 4WZT 2116/11/40/ 6WZT 2116/11/50/ 5WZT 2116/11/50/ 8WZT 2116/11/63/ 6WZT 2116/11/63/10WZT 2116/15/40/ 3WZT 2116/15/40/ 4WZT 2116/15/50/ 5WZT 2116/15/63/ 6
Nr. /No.WZT 2112/07/16/ 3/165/AWZT 2112/07/16/ 4/ 75/BWZT 2112/07/20/ 4/200/AWZT 2112/07/20/ 5/ 77/BWZT 2112/07/25/ 5/225/AWZT 2112/07/25/ 6/ 84/BWZT 2112/07/32/ 8/ 98/BWZT 2112/11/12/ 1/ 75/BWZT 2112/11/16/ 2/ 75/BWZT 2112/11/16/ 2/165/AWZT 2112/11/20/ 2/ 77/AWZT 2112/11/20/ 2/200/AWZT 2112/11/20/ 3/ 77/BWZT 2112/11/20/ 3/165/AWZT 2112/11/25/ 3/ 90/BWZT 2112/11/25/ 3/225/AWZT 2112/11/25/ 4/ 90/AWZT 2112/11/25/ 4/ 90/BWZT 2112/11/25/ 4/165/AWZT 2112/11/32/ 4/102/BWZT 2112/11/32/ 4/250/AWZT 2112/11/32/ 5/102/AWZT 2112/11/32/ 5/165/AWZT 2112/15/25/ 2/ 90/BWZT 2112/15/25/ 2/225/AWZT 2112/15/32/ 3/103/BWZT 2112/15/32/ 3/250/A
» Weicher Schnitt und hohe Laufruhe» Zusätzliche Stabilität beim Eintauchen» Extrem positive Stellung der Wendeplatte» Hohe Zerspanungsleistung
Lieferung ohne Wendeplatte / Supplied without indexable insertE )* Passende Schrauben WZE 100 / WZE 200 / Matching screws WZE 100 / WZE 200PG )* Plattengröße / Plate size
» Soft cut and very smooth running» Additional stability during plunging» Extremely positive position on the indexable insert» High cutting performance

WZP 211 b l s d1 ISO System PG )* R PS )*4.9 7.8 3.18 2.5 XDKT 070304FR-F20 WZP 211 07 0.4 F 20
XDKT 070304SR-F50 F 45XDKT 070304SR-F50 F 54XDKT 070304SR-M50 M45XDKT 070304SR-M50 M54XDKT 070308FR-F20 0.8 F 20XDKT 070308SR-F50 F 45XDKT 070308SR-F50 F 54XDKT 070308SR-M50 M45XDKT 070308SR-M50 M54
6.8 10.6 3.5 2.8 XDKT 11T304SR-F50 WZP 211 11 0.4 F 45XDKT 11T304SR-M50 M45XDKT 11T308SR-F50 0.8 F 45XDKT 11T308SR-M50 M45XDKT 11T308SR-F50 F 54XDKT 11T308SR-M50 M54XDKT 11T312SR-F50 1.2 F 54XDKT 11T312SR-M50 M54XDKT 11T308SR-R60 0.8 R 80XDHT 11T302FR-27P 0.2 F 20XDHT 11T304FR-27P 0.4XDHT 11T308FR-27P 0.8XDHT 11T312FR-27P 1.2XDHT 11T316FR-27P 1.6
9.3 14.8 5.56 4.5 XDKT 150508SR-F50 WZP 211 15 0.8 F 45XDKT 150508SR-F50 F 54XDKT 150508SR-M50 M45XDKT 150508SR-M50 M54XDKT 150508SR-R60 R 80
R
s
d1
15°
b
l
Verpackungseinheit: 1 Stk. = 10 WendeplattenPacking unit: 1 pce. = 10 indexable inserts
PG )* Plattengröße / Plate sizePS )* Plattensorte / Plate type
Nr. /No.WZP 211/07/0.4/F20WZP 211/07/0.4/F45WZP 211/07/0.4/F54WZP 211/07/0.4/M45WZP 211/07/0.4/M54WZP 211/07/0.8/F20WZP 211/07/0.8/F45WZP 211/07/0.8/F54WZP 211/07/0.8/M45WZP 211/07/0.8/M54WZP 211/11/0.4/F45WZP 211/11/0.4/M45WZP 211/11/0.8/F45WZP 211/11/0.8/M45WZP 211/11/0.8/F54WZP 211/11/0.8/M54WZP 211/11/1.2/F54WZP 211/11/1.2/M54WZP 211/11/0.8/R80WZP 211/11/0.2/F20WZP 211/11/0.4/F20WZP 211/11/0.8/F20WZP 211/11/1.2/F20WZP 211/11/1.6/F20WZP 211/15/0.8/F45WZP 211/15/0.8/F54WZP 211/15/0.8/M45WZP 211/15/0.8/M54WZP 211/15/0.8/R80
» Leichtschneidende Geometrie» Weicher Schnitt durch Helix im Schneidkantenverlauf» Maximale Laufruhe» Vibrationsfreies Arbeiten» Speziell für die Materialien im Werkzeug- und Formenbau
Eckfräser 90°-Wendeplatte
WZP 211
» Easy cutting geometry» Soft cut through helix in cutting edge» Very smooth running» Vibration-free work» Specifi cally for the materials in tool and mould making
Indexable insert for shoulder milling cutter 90°
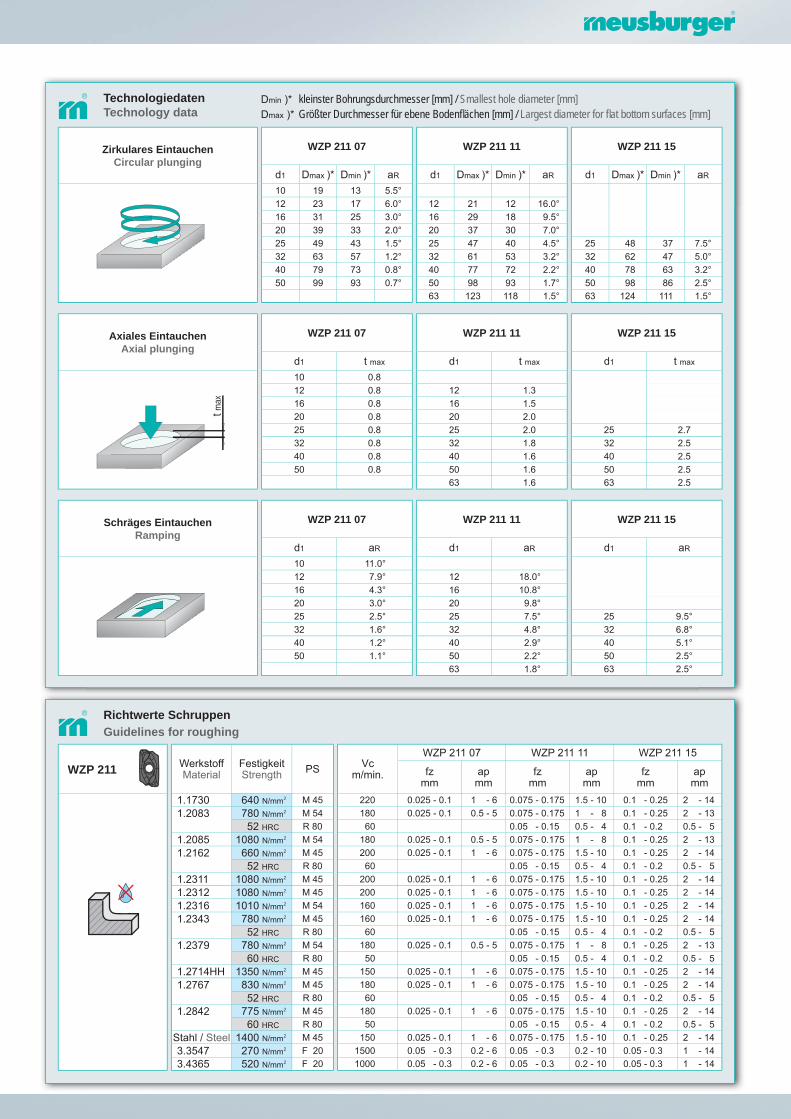
TechnologiedatenTechnology data
Zirkulares EintauchenCircular plunging
WZP 211 07 WZP 211 11 WZP 211 15
d1 Dmax )* Dmin )* aR d1 Dmax )* Dmin )* aR d1 Dmax )* Dmin )* aR
10 19 13 5.5°12 23 17 6.0° 12 21 12 16.0°16 31 25 3.0° 16 29 18 9.5°20 39 33 2.0° 20 37 30 7.0°25 49 43 1.5° 25 47 40 4.5° 25 48 37 7.5°32 63 57 1.2° 32 61 53 3.2° 32 62 47 5.0°40 79 73 0.8° 40 77 72 2.2° 40 78 63 3.2°50 99 93 0.7° 50 98 93 1.7° 50 98 86 2.5°
63 123 118 1.5° 63 124 111 1.5°
Axiales EintauchenAxial plunging
WZP 211 07 WZP 211 11 WZP 211 15
d1 t max d1 t max d1 t max
10 0.812 0.8 12 1.316 0.8 16 1.520 0.8 20 2.025 0.8 25 2.0 25 2.732 0.8 32 1.8 32 2.540 0.8 40 1.6 40 2.550 0.8 50 1.6 50 2.5
63 1.6 63 2.5
Schräges EintauchenRamping
WZP 211 07 WZP 211 11 WZP 211 15
d1 aR d1 aR d1 aR
10 11.0°12 7.9° 12 18.0°16 4.3° 16 10.8°20 3.0° 20 9.8°25 2.5° 25 7.5° 25 9.5°32 1.6° 32 4.8° 32 6.8°40 1.2° 40 2.9° 40 5.1°50 1.1° 50 2.2° 50 2.5°
63 1.8° 63 2.5°
t max
Richtwerte SchruppenGuidelines for roughing
WerkstoffMaterial
FestigkeitStrength PS Vc
m/min.
WZP 211 07 WZP 211 11 WZP 211 15
fz mm
ap mm
fz mm
ap mm
fz mm
ap mm
1.1730 640 N/mm² M 45 220 0.025 - 0.1 1 - 6 0.075 - 0.175 1.5 - 10 0.1 - 0.25 2 - 141.2083 780 N/mm² M 54 180 0.025 - 0.1 0.5 - 5 0.075 - 0.175 1 - 8 0.1 - 0.25 2 - 13
52 HRC R 80 60 0.05 - 0.15 0.5 - 4 0.1 - 0.2 0.5 - 51.2085 1080 N/mm² M 54 180 0.025 - 0.1 0.5 - 5 0.075 - 0.175 1 - 8 0.1 - 0.25 2 - 131.2162 660 N/mm² M 45 200 0.025 - 0.1 1 - 6 0.075 - 0.175 1.5 - 10 0.1 - 0.25 2 - 14
52 HRC R 80 60 0.05 - 0.15 0.5 - 4 0.1 - 0.2 0.5 - 51.2311 1080 N/mm² M 45 200 0.025 - 0.1 1 - 6 0.075 - 0.175 1.5 - 10 0.1 - 0.25 2 - 141.2312 1080 N/mm² M 45 200 0.025 - 0.1 1 - 6 0.075 - 0.175 1.5 - 10 0.1 - 0.25 2 - 141.2316 1010 N/mm² M 54 160 0.025 - 0.1 1 - 6 0.075 - 0.175 1.5 - 10 0.1 - 0.25 2 - 141.2343 780 N/mm² M 45 160 0.025 - 0.1 1 - 6 0.075 - 0.175 1.5 - 10 0.1 - 0.25 2 - 14
52 HRC R 80 60 0.05 - 0.15 0.5 - 4 0.1 - 0.2 0.5 - 51.2379 780 N/mm² M 54 180 0.025 - 0.1 0.5 - 5 0.075 - 0.175 1 - 8 0.1 - 0.25 2 - 13
60 HRC R 80 50 0.05 - 0.15 0.5 - 4 0.1 - 0.2 0.5 - 51.2714HH 1350 N/mm² M 45 150 0.025 - 0.1 1 - 6 0.075 - 0.175 1.5 - 10 0.1 - 0.25 2 - 141.2767 830 N/mm² M 45 180 0.025 - 0.1 1 - 6 0.075 - 0.175 1.5 - 10 0.1 - 0.25 2 - 14
52 HRC R 80 60 0.05 - 0.15 0.5 - 4 0.1 - 0.2 0.5 - 51.2842 775 N/mm² M 45 180 0.025 - 0.1 1 - 6 0.075 - 0.175 1.5 - 10 0.1 - 0.25 2 - 14
60 HRC R 80 50 0.05 - 0.15 0.5 - 4 0.1 - 0.2 0.5 - 5Stahl / Steel 1400 N/mm² M 45 150 0.025 - 0.1 1 - 6 0.075 - 0.175 1.5 - 10 0.1 - 0.25 2 - 143.3547 270 N/mm² F 20 1500 0.05 - 0.3 0.2 - 6 0.05 - 0.3 0.2 - 10 0.05 - 0.3 1 - 143.4365 520 N/mm² F 20 1000 0.05 - 0.3 0.2 - 6 0.05 - 0.3 0.2 - 10 0.05 - 0.3 1 - 14
WZP 211
Dmax )*kleinster Bohrungsdurchmesser [mm] / Smallest hole diameter [mm]Dmin )*Größter Durchmesser für ebene Bodenfl ächen [mm] / Largest diameter for fl at bottom surfaces [mm]
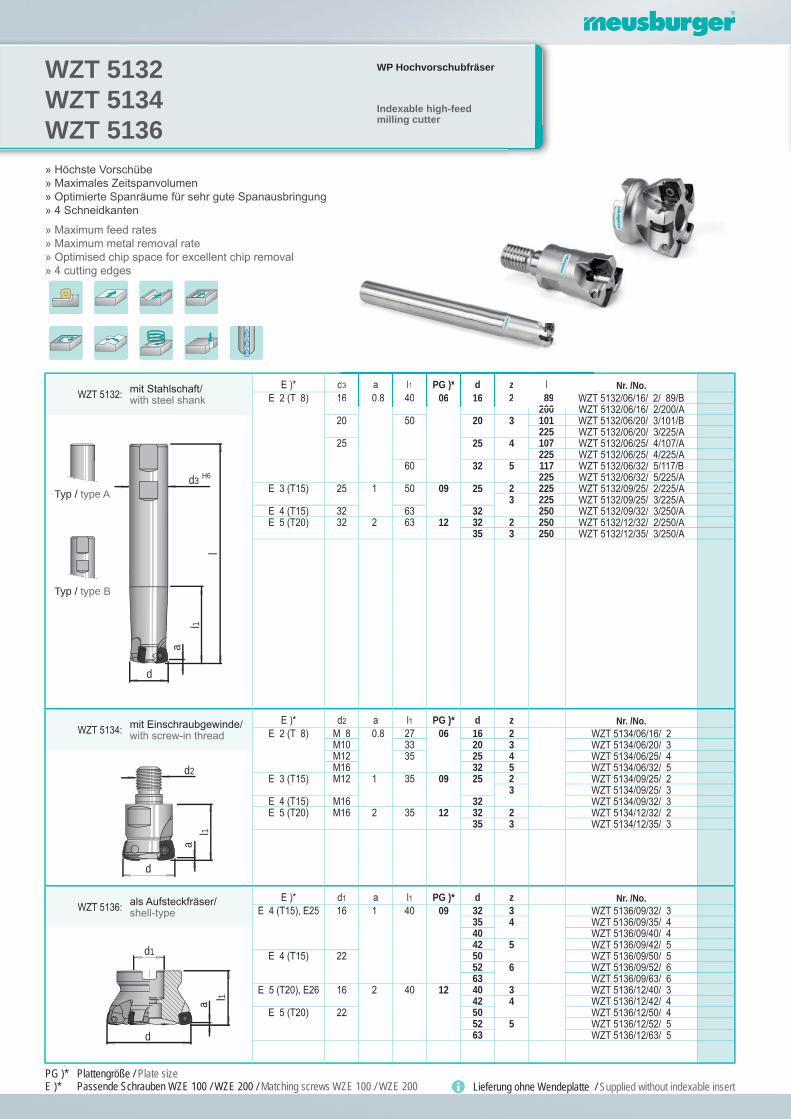
WZT 5132: mit Stahlschaft/ with steel shank
E )* d3 a l1 PG )* d z lE 2 (T 8) 16 0.8 40 06 16 2 89
20020 50 20 3 101
22525 25 4 107
22560 32 5 117
225E 3 (T15) 25 1 50 09 25 2 225
3 225E 4 (T15) 32 63 32 250E 5 (T20) 32 2 63 12 32 2 250
35 3 250
WZT 5134: mit Einschraubgewinde/ with screw-in thread
E )* d2 a l1 PG )* d zE 2 (T 8) M 8 0.8 27 06 16 2
M10 33 20 3M12 35 25 4M16 32 5
E 3 (T15) M12 1 35 09 25 23
E 4 (T15) M16 32E 5 (T20) M16 2 35 12 32 2
35 3
WZT 5136: als Aufsteckfräser/ shell-type
E )* d1 a l1 PG )* d zE 4 (T15), E25 16 1 40 09 32 3
35 44042 5
E 4 (T15) 22 5052 663
E 5 (T20), E26 16 2 40 12 40 342 4
E 5 (T20) 22 5052 563
Typ / type A
Typ / type B
d
l1a
l
d3 H6
d
l1a
d2
a l1
d
d1
d3 a l1 PG )* d z l6 0.8 40 06 16 2 89
200
Nr. /No.WZT 5132/06/16/ 2/ 89/BWZT 5132/06/16/ 2/200/AWZT 5132/06/20/ 3/101/BWZT 5132/06/20/ 3/225/AWZT 5132/06/25/ 4/107/AWZT 5132/06/25/ 4/225/AWZT 5132/06/32/ 5/117/BWZT 5132/06/32/ 5/225/AWZT 5132/09/25/ 2/225/AWZT 5132/09/25/ 3/225/AWZT 5132/09/32/ 3/250/AWZT 5132/12/32/ 2/250/AWZT 5132/12/35/ 3/250/A
Nr. /No.WZT 5134/06/16/ 2WZT 5134/06/20/ 3WZT 5134/06/25/ 4WZT 5134/06/32/ 5WZT 5134/09/25/ 2WZT 5134/09/25/ 3WZT 5134/09/32/ 3WZT 5134/12/32/ 2WZT 5134/12/35/ 3
Nr. /No.WZT 5136/09/32/ 3WZT 5136/09/35/ 4WZT 5136/09/40/ 4WZT 5136/09/42/ 5WZT 5136/09/50/ 5WZT 5136/09/52/ 6WZT 5136/09/63/ 6WZT 5136/12/40/ 3WZT 5136/12/42/ 4WZT 5136/12/50/ 4WZT 5136/12/52/ 5WZT 5136/12/63/ 5
WP Hochvorschubfräser
» Höchste Vorschübe» Maximales Zeitspanvolumen» Optimierte Spanräume für sehr gute Spanausbringung» 4 Schneidkanten
WZT 5132WZT 5134WZT 5136
Lieferung ohne Wendeplatte / Supplied without indexable insertE )* Passende Schrauben WZE 100 / WZE 200 / Matching screws WZE 100 / WZE 200PG )* Plattengröße / Plate size
Indexable high-feed milling cutter
» Maximum feed rates» Maximum metal removal rate» Optimised chip space for excellent chip removal» 4 cutting edges
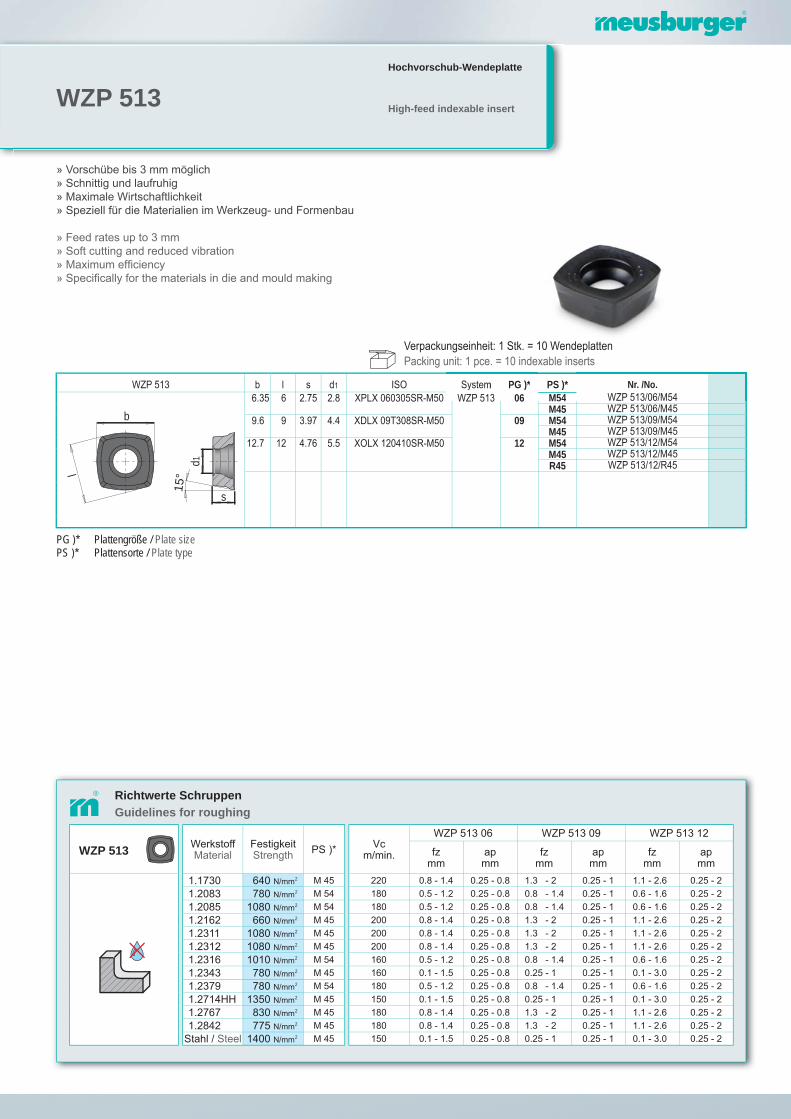
WZP 513 b l s d1 ISO System PG )* PS )* 6.35 6 2.75 2.8 XPLX 060305SR-M50 WZP 513 06 M54
M45 9.6 9 3.97 4.4 XDLX 09T308SR-M50 09 M54
M4512.7 12 4.76 5.5 XOLX 120410SR-M50 12 M54
M45R45
15°
b
l
s
d1
System PG )* PS )*WZP 513 06 M54
Verpackungseinheit: 1 Stk. = 10 WendeplattenPacking unit: 1 pce. = 10 indexable inserts
Nr. /No.WZP 513/06/M54WZP 513/06/M45WZP 513/09/M54WZP 513/09/M45WZP 513/12/M54WZP 513/12/M45WZP 513/12/R45
Richtwerte SchruppenGuidelines for roughing
WerkstoffMaterial
FestigkeitStrength PS )* Vc
m/min.
WZP 513 06 WZP 513 09 WZP 513 12
fz mm
ap mm
fz mm
ap mm
fz mm
ap mm
1.1730 640 N/mm² M 45 220 0.8 - 1.4 0.25 - 0.8 1.3 - 2 0.25 - 1 1.1 - 2.6 0.25 - 21.2083 780 N/mm² M 54 180 0.5 - 1.2 0.25 - 0.8 0.8 - 1.4 0.25 - 1 0.6 - 1.6 0.25 - 21.2085 1080 N/mm² M 54 180 0.5 - 1.2 0.25 - 0.8 0.8 - 1.4 0.25 - 1 0.6 - 1.6 0.25 - 21.2162 660 N/mm² M 45 200 0.8 - 1.4 0.25 - 0.8 1.3 - 2 0.25 - 1 1.1 - 2.6 0.25 - 21.2311 1080 N/mm² M 45 200 0.8 - 1.4 0.25 - 0.8 1.3 - 2 0.25 - 1 1.1 - 2.6 0.25 - 21.2312 1080 N/mm² M 45 200 0.8 - 1.4 0.25 - 0.8 1.3 - 2 0.25 - 1 1.1 - 2.6 0.25 - 21.2316 1010 N/mm² M 54 160 0.5 - 1.2 0.25 - 0.8 0.8 - 1.4 0.25 - 1 0.6 - 1.6 0.25 - 21.2343 780 N/mm² M 45 160 0.1 - 1.5 0.25 - 0.8 0.25 - 1 0.25 - 1 0.1 - 3.0 0.25 - 21.2379 780 N/mm² M 54 180 0.5 - 1.2 0.25 - 0.8 0.8 - 1.4 0.25 - 1 0.6 - 1.6 0.25 - 21.2714HH 1350 N/mm² M 45 150 0.1 - 1.5 0.25 - 0.8 0.25 - 1 0.25 - 1 0.1 - 3.0 0.25 - 21.2767 830 N/mm² M 45 180 0.8 - 1.4 0.25 - 0.8 1.3 - 2 0.25 - 1 1.1 - 2.6 0.25 - 21.2842 775 N/mm² M 45 180 0.8 - 1.4 0.25 - 0.8 1.3 - 2 0.25 - 1 1.1 - 2.6 0.25 - 2
Stahl / Steel 1400 N/mm² M 45 150 0.1 - 1.5 0.25 - 0.8 0.25 - 1 0.25 - 1 0.1 - 3.0 0.25 - 2
WZP 513
Hochvorschub-Wendeplatte
WZP 513
» Vorschübe bis 3 mm möglich» Schnittig und laufruhig» Maximale Wirtschaftlichkeit» Speziell für die Materialien im Werkzeug- und Formenbau
PG )* Plattengröße / Plate sizePS )* Plattensorte / Plate type
High-feed indexable insert
» Feed rates up to 3 mm» Soft cutting and reduced vibration » Maximum effi ciency» Specifi cally for the materials in die and mould making
Schnittbreite für ebene FlächenCut width for the plane surfaces
WZP 513 06 WZP 513 09 WZP 513 12
R theo B R ap max R theo B R ap max R theo B R ap max
1.2 5.3 0.5 0.8 2 5.9 0.8 1 3 8.3 1.0 2
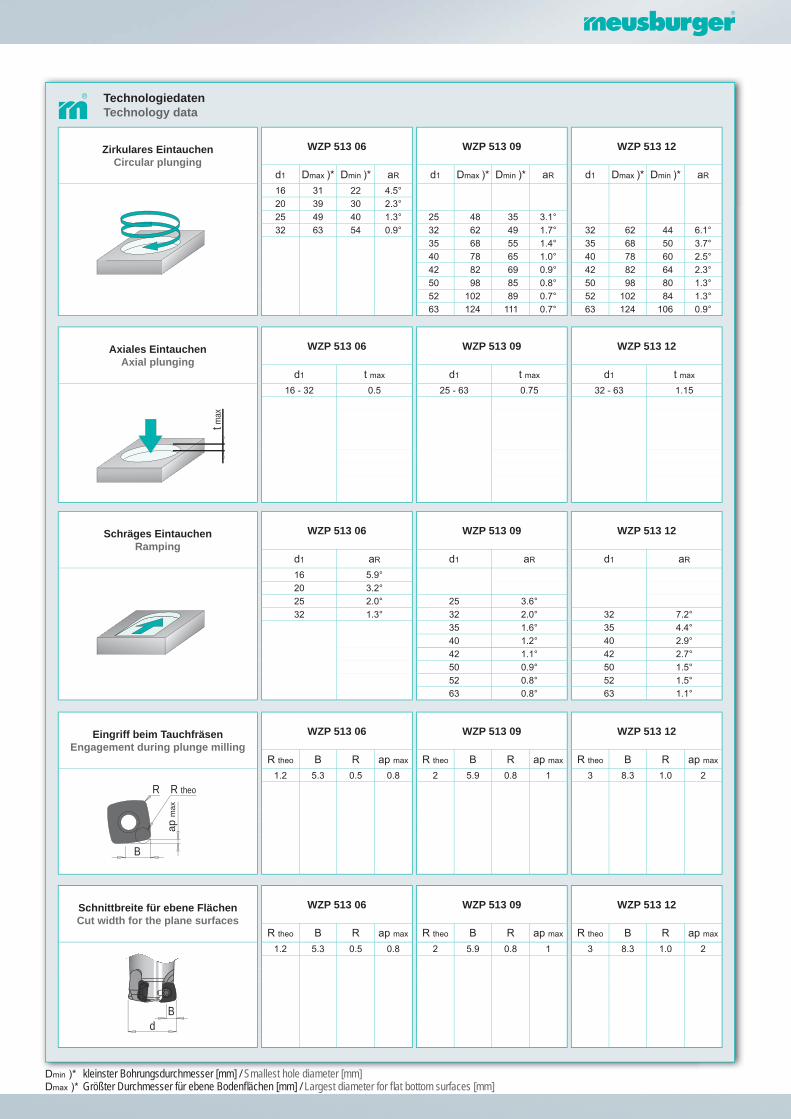
TechnologiedatenTechnology data
Zirkulares EintauchenCircular plunging
WZP 513 06 WZP 513 09 WZP 513 12
d1 Dmax )* Dmin )* aR d1 Dmax )* Dmin )* aR d1 Dmax )* Dmin )* aR
16 31 22 4.5°20 39 30 2.3°25 49 40 1.3° 25 48 35 3.1°32 63 54 0.9° 32 62 49 1.7° 32 62 44 6.1°
35 68 55 1.4° 35 68 50 3.7°40 78 65 1.0° 40 78 60 2.5°42 82 69 0.9° 42 82 64 2.3°50 98 85 0.8° 50 98 80 1.3°52 102 89 0.7° 52 102 84 1.3°63 124 111 0.7° 63 124 106 0.9°
Axiales EintauchenAxial plunging
WZP 513 06 WZP 513 09 WZP 513 12
d1 t max d1 t max d1 t max
16 - 32 0.5 25 - 63 0.75 32 - 63 1.15
Schräges EintauchenRamping
WZP 513 06 WZP 513 09 WZP 513 12
d1 aR d1 aR d1 aR
16 5.9°20 3.2°25 2.0° 25 3.6°32 1.3° 32 2.0° 32 7.2°
35 1.6° 35 4.4°40 1.2° 40 2.9°42 1.1° 42 2.7°50 0.9° 50 1.5°52 0.8° 52 1.5°63 0.8° 63 1.1°
Eingriff beim TauchfräsenEngagement during plunge milling
WZP 513 06 WZP 513 09 WZP 513 12
R theo B R ap max R theo B R ap max R theo B R ap max
1.2 5.3 0.5 0.8 2 5.9 0.8 1 3 8.3 1.0 2
t max
Bd
ap m
ax
R R theo
B
Dmax )*kleinster Bohrungsdurchmesser [mm] / Smallest hole diameter [mm]Dmin )*Größter Durchmesser für ebene Bodenfl ächen [mm] / Largest diameter for fl at bottom surfaces [mm]
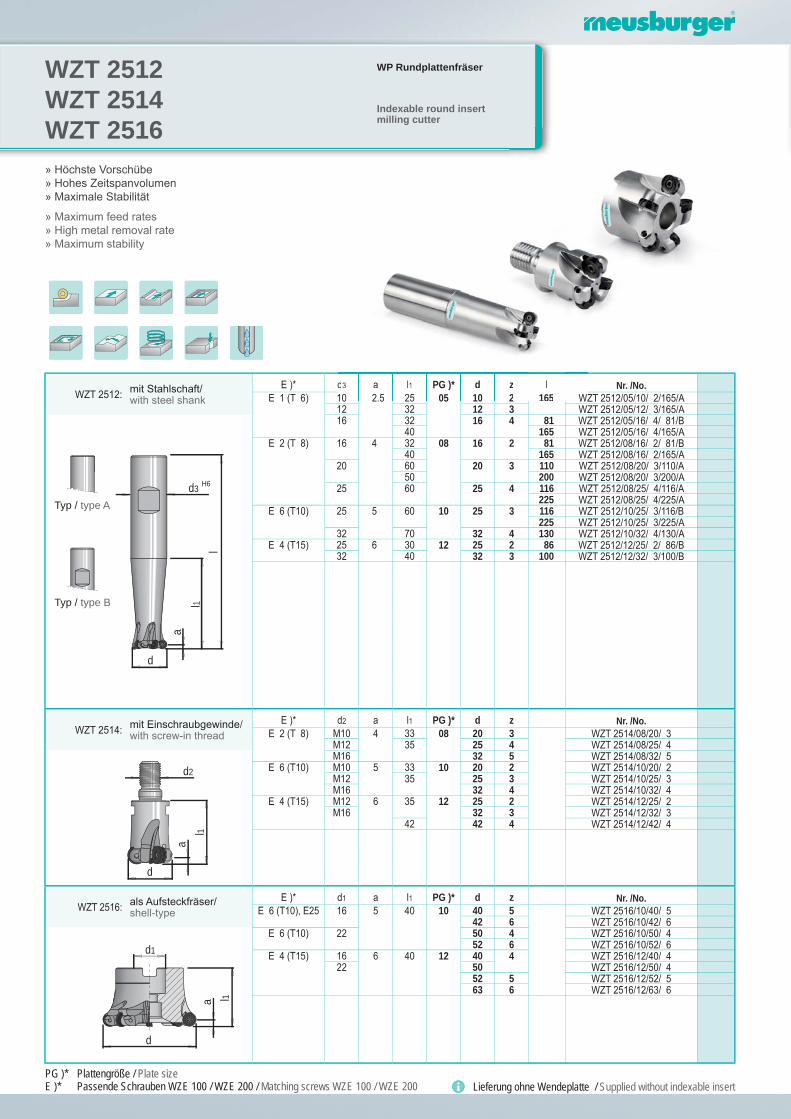
WZT 2512: mit Stahlschaft/ with steel shank
E )* d3 a l1 PG )* d z lE 1 (T 6) 10 2.5 25 05 10 2 165
12 32 12 316 32 16 4 81
40 165E 2 (T 8) 16 4 32 08 16 2 81
40 16520 60 20 3 110
50 20025 60 25 4 116
225E 6 (T10) 25 5 60 10 25 3 116
22532 70 32 4 130
E 4 (T15) 25 6 30 12 25 2 8632 40 32 3 100
WZT 2514: mit Einschraubgewinde/ with screw-in thread
E )* d2 a l1 PG )* d zE 2 (T 8) M10 4 33 08 20 3
M12 35 25 4M16 32 5
E 6 (T10) M10 5 33 10 20 2M12 35 25 3M16 32 4
E 4 (T15) M12 6 35 12 25 2M16 32 3
42 42 4
WZT 2516: als Aufsteckfräser/ shell-type
E )* d1 a l1 PG )* d zE 6 (T10), E25 16 5 40 10 40 5
42 6E 6 (T10) 22 50 4
52 6E 4 (T15) 16 6 40 12 40 4
22 5052 563 6
l1a
l
Typ / type A
Typ / type B
d
d3 H6
d
d2
l1a
a l1
d
d1
d3 a l1 PG )* d z l10 2.5 25 05 10 2 165
Nr. /No.WZT 2512/05/10/ 2/165/AWZT 2512/05/12/ 3/165/AWZT 2512/05/16/ 4/ 81/BWZT 2512/05/16/ 4/165/AWZT 2512/08/16/ 2/ 81/BWZT 2512/08/16/ 2/165/AWZT 2512/08/20/ 3/110/AWZT 2512/08/20/ 3/200/AWZT 2512/08/25/ 4/116/AWZT 2512/08/25/ 4/225/AWZT 2512/10/25/ 3/116/BWZT 2512/10/25/ 3/225/AWZT 2512/10/32/ 4/130/AWZT 2512/12/25/ 2/ 86/BWZT 2512/12/32/ 3/100/B
Nr. /No.WZT 2514/08/20/ 3WZT 2514/08/25/ 4WZT 2514/08/32/ 5WZT 2514/10/20/ 2WZT 2514/10/25/ 3WZT 2514/10/32/ 4WZT 2514/12/25/ 2WZT 2514/12/32/ 3WZT 2514/12/42/ 4
Nr. /No.WZT 2516/10/40/ 5WZT 2516/10/42/ 6WZT 2516/10/50/ 4WZT 2516/10/52/ 6WZT 2516/12/40/ 4WZT 2516/12/50/ 4WZT 2516/12/52/ 5WZT 2516/12/63/ 6
WZT 2512WZT 2514WZT 2516
WP Rundplattenfräser
» Höchste Vorschübe» Hohes Zeitspanvolumen» Maximale Stabilität
Lieferung ohne Wendeplatte / Supplied without indexable insertE )* Passende Schrauben WZE 100 / WZE 200 / Matching screws WZE 100 / WZE 200PG )* Plattengröße / Plate size
Indexable round insert milling cutter
» Maximum feed rates» High metal removal rate» Maximum stability
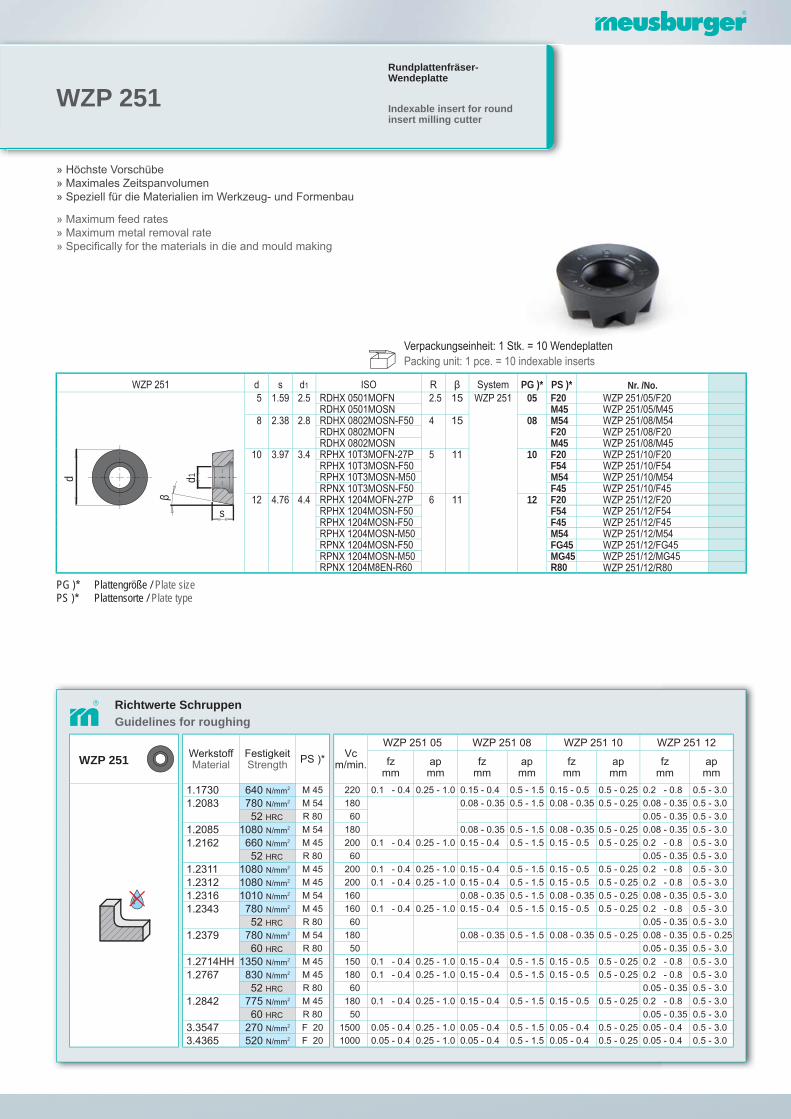
WZP 251 d s d1 ISO R β System PG )* PS )* 5 1.59 2.5 RDHX 0501MOFN 2.5 15 WZP 251 05 F20
RDHX 0501MOSN M45 8 2.38 2.8 RDHX 0802MOSN-F50 4 15 08 M54
RDHX 0802MOFN F20RDHX 0802MOSN M45
10 3.97 3.4 RPHX 10T3MOFN-27P 5 11 10 F20RPHX 10T3MOSN-F50 F54RPHX 10T3MOSN-M50 M54RPNX 10T3MOSN-F50 F45
12 4.76 4.4 RPHX 1204MOFN-27P 6 11 12 F20RPHX 1204MOSN-F50 F54RPHX 1204MOSN-F50 F45RPHX 1204MOSN-M50 M54RPNX 1204MOSN-F50 FG45RPNX 1204MOSN-M50 MG45RPNX 1204M8EN-R60 R80
d d1
s
Verpackungseinheit: 1 Stk. = 10 WendeplattenPacking unit: 1 pce. = 10 indexable inserts
Nr. /No.WZP 251/05/F20WZP 251/05/M45WZP 251/08/M54WZP 251/08/F20WZP 251/08/M45WZP 251/10/F20WZP 251/10/F54WZP 251/10/M54WZP 251/10/F45WZP 251/12/F20WZP 251/12/F54WZP 251/12/F45WZP 251/12/M54WZP 251/12/FG45WZP 251/12/MG45WZP 251/12/R80
Richtwerte SchruppenGuidelines for roughing
WerkstoffMaterial
FestigkeitStrength PS )* Vc
m/min.
WZP 251 05 WZP 251 08 WZP 251 10 WZP 251 12
fz mm
ap mm
fz mm
ap mm
fz mm
ap mm
fz mm
ap mm
1.1730 640 N/mm² M 45 220 0.1 - 0.4 0.25 - 1.0 0.15 - 0.4 0.5 - 1.5 0.15 - 0.5 0.5 - 0.25 0.2 - 0.8 0.5 - 3.01.2083 780 N/mm² M 54 180 0.08 - 0.35 0.5 - 1.5 0.08 - 0.35 0.5 - 0.25 0.08 - 0.35 0.5 - 3.0
52 HRC R 80 60 0.05 - 0.35 0.5 - 3.01.2085 1080 N/mm² M 54 180 0.08 - 0.35 0.5 - 1.5 0.08 - 0.35 0.5 - 0.25 0.08 - 0.35 0.5 - 3.01.2162 660 N/mm² M 45 200 0.1 - 0.4 0.25 - 1.0 0.15 - 0.4 0.5 - 1.5 0.15 - 0.5 0.5 - 0.25 0.2 - 0.8 0.5 - 3.0
52 HRC R 80 60 0.05 - 0.35 0.5 - 3.01.2311 1080 N/mm² M 45 200 0.1 - 0.4 0.25 - 1.0 0.15 - 0.4 0.5 - 1.5 0.15 - 0.5 0.5 - 0.25 0.2 - 0.8 0.5 - 3.01.2312 1080 N/mm² M 45 200 0.1 - 0.4 0.25 - 1.0 0.15 - 0.4 0.5 - 1.5 0.15 - 0.5 0.5 - 0.25 0.2 - 0.8 0.5 - 3.01.2316 1010 N/mm² M 54 160 0.08 - 0.35 0.5 - 1.5 0.08 - 0.35 0.5 - 0.25 0.08 - 0.35 0.5 - 3.01.2343 780 N/mm² M 45 160 0.1 - 0.4 0.25 - 1.0 0.15 - 0.4 0.5 - 1.5 0.15 - 0.5 0.5 - 0.25 0.2 - 0.8 0.5 - 3.0
52 HRC R 80 60 0.05 - 0.35 0.5 - 3.01.2379 780 N/mm² M 54 180 0.08 - 0.35 0.5 - 1.5 0.08 - 0.35 0.5 - 0.25 0.08 - 0.35 0.5 - 0.25
60 HRC R 80 50 0.05 - 0.35 0.5 - 3.01.2714HH 1350 N/mm² M 45 150 0.1 - 0.4 0.25 - 1.0 0.15 - 0.4 0.5 - 1.5 0.15 - 0.5 0.5 - 0.25 0.2 - 0.8 0.5 - 3.01.2767 830 N/mm² M 45 180 0.1 - 0.4 0.25 - 1.0 0.15 - 0.4 0.5 - 1.5 0.15 - 0.5 0.5 - 0.25 0.2 - 0.8 0.5 - 3.0
52 HRC R 80 60 0.05 - 0.35 0.5 - 3.01.2842 775 N/mm² M 45 180 0.1 - 0.4 0.25 - 1.0 0.15 - 0.4 0.5 - 1.5 0.15 - 0.5 0.5 - 0.25 0.2 - 0.8 0.5 - 3.0
60 HRC R 80 50 0.05 - 0.35 0.5 - 3.03.3547 270 N/mm² F 20 1500 0.05 - 0.4 0.25 - 1.0 0.05 - 0.4 0.5 - 1.5 0.05 - 0.4 0.5 - 0.25 0.05 - 0.4 0.5 - 3.03.4365 520 N/mm² F 20 1000 0.05 - 0.4 0.25 - 1.0 0.05 - 0.4 0.5 - 1.5 0.05 - 0.4 0.5 - 0.25 0.05 - 0.4 0.5 - 3.0
WZP 251
» Höchste Vorschübe» Maximales Zeitspanvolumen» Speziell für die Materialien im Werkzeug- und Formenbau
Rundplattenfräser-Wendeplatte
WZP 251
PG )* Plattengröße / Plate sizePS )* Plattensorte / Plate type
Indexable insert for round insert milling cutter
» Maximum feed rates» Maximum metal removal rate» Specifi cally for the materials in die and mould making
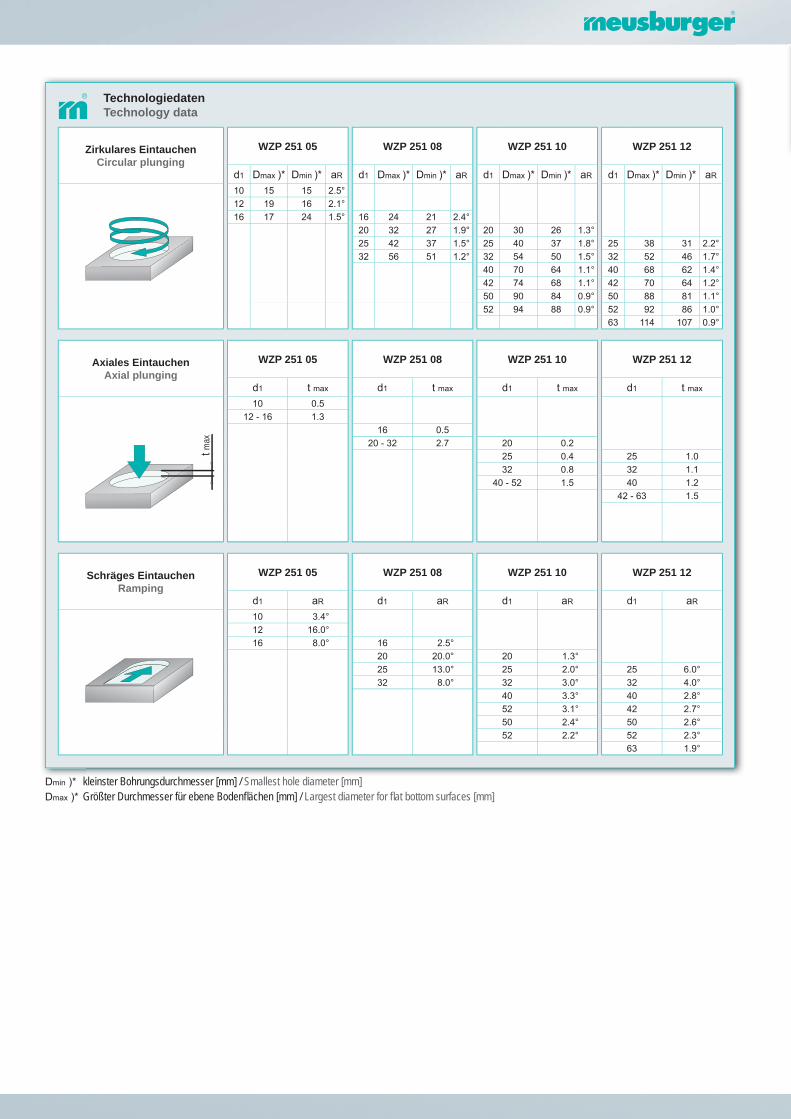
TechnologiedatenTechnology data
Zirkulares EintauchenCircular plunging
WZP 251 05 WZP 251 08 WZP 251 10 WZP 251 12
d1 Dmax )* Dmin )* aR d1 Dmax )* Dmin )* aR d1 Dmax )* Dmin )* aR d1 Dmax )* Dmin )* aR
10 15 15 2.5°12 19 16 2.1°16 17 24 1.5° 16 24 21 2.4°
20 32 27 1.9° 20 30 26 1.3°25 42 37 1.5° 25 40 37 1.8° 25 38 31 2.2°32 56 51 1.2° 32 54 50 1.5° 32 52 46 1.7°
40 70 64 1.1° 40 68 62 1.4°42 74 68 1.1° 42 70 64 1.2°50 90 84 0.9° 50 88 81 1.1°52 94 88 0.9° 52 92 86 1.0°
63 114 107 0.9°
Axiales EintauchenAxial plunging
WZP 251 05 WZP 251 08 WZP 251 10 WZP 251 12
d1 t max d1 t max d1 t max d1 t max
10 0.512 - 16 1.3
16 0.520 - 32 2.7 20 0.2
25 0.4 25 1.032 0.8 32 1.1
40 - 52 1.5 40 1.242 - 63 1.5
Schräges EintauchenRamping
WZP 251 05 WZP 251 08 WZP 251 10 WZP 251 12
d1 aR d1 aR d1 aR d1 aR
10 3.4°12 16.0°16 8.0° 16 2.5°
20 20.0° 20 1.3°25 13.0° 25 2.0° 25 6.0°32 8.0° 32 3.0° 32 4.0°
40 3.3° 40 2.8°52 3.1° 42 2.7°50 2.4° 50 2.6°52 2.2° 52 2.3°
63 1.9°
t max
Dmax )*kleinster Bohrungsdurchmesser [mm] / Smallest hole diameter [mm]Dmin )*Größter Durchmesser für ebene Bodenfl ächen [mm] / Largest diameter for fl at bottom surfaces [mm]
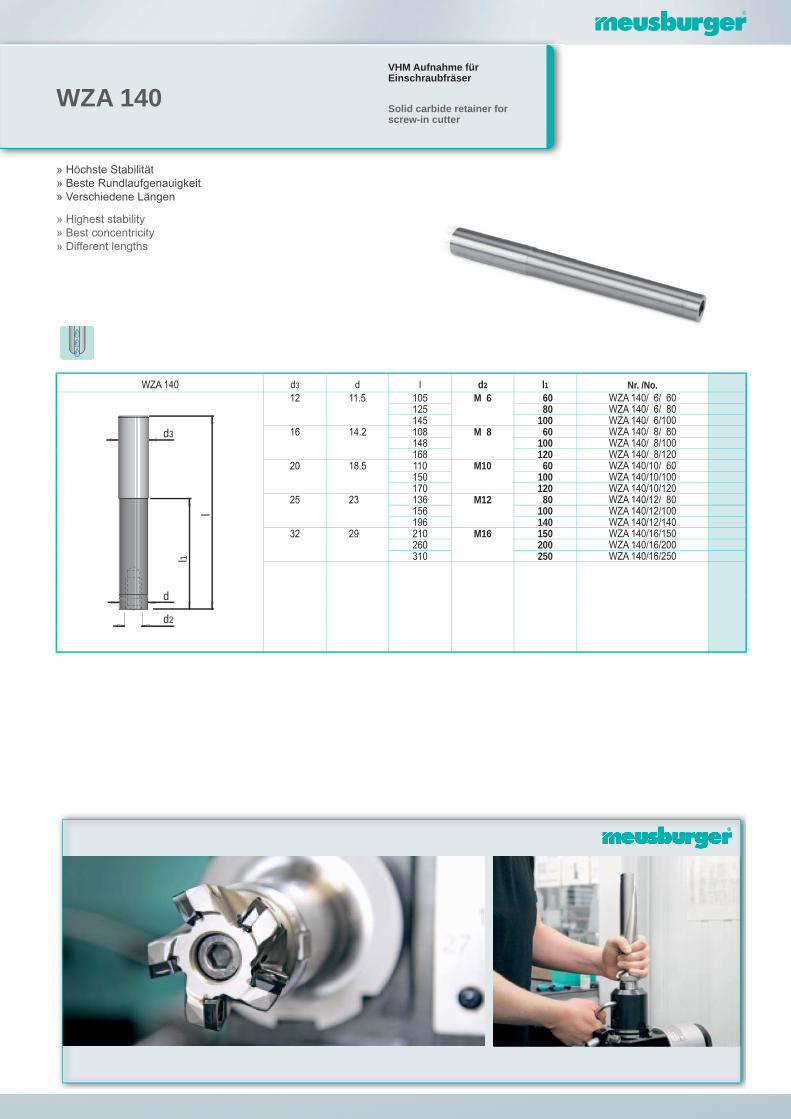
WZA 140 d3 d l d2 l112 11.5 105 M 6 60
125 80145 100
16 14.2 108 M 8 60148 100168 120
20 18.5 110 M10 60150 100170 120
25 23 136 M12 80156 100196 140
32 29 210 M16 150260 200310 250l1
l
d
d3
d2
Nr. /No.WZA 140/ 6/ 60WZA 140/ 6/ 80WZA 140/ 6/100WZA 140/ 8/ 60WZA 140/ 8/100WZA 140/ 8/120WZA 140/10/ 60WZA 140/10/100WZA 140/10/120WZA 140/12/ 80WZA 140/12/100WZA 140/12/140WZA 140/16/150WZA 140/16/200WZA 140/16/250
VHM Aufnahme für Einschraubfräser
WZA 140
» Höchste Stabilität» Beste Rundlaufgenauigkeit» Verschiedene Längen
Solid carbide retainer for screw-in cutter
» Highest stability» Best concentricity» Different lengths
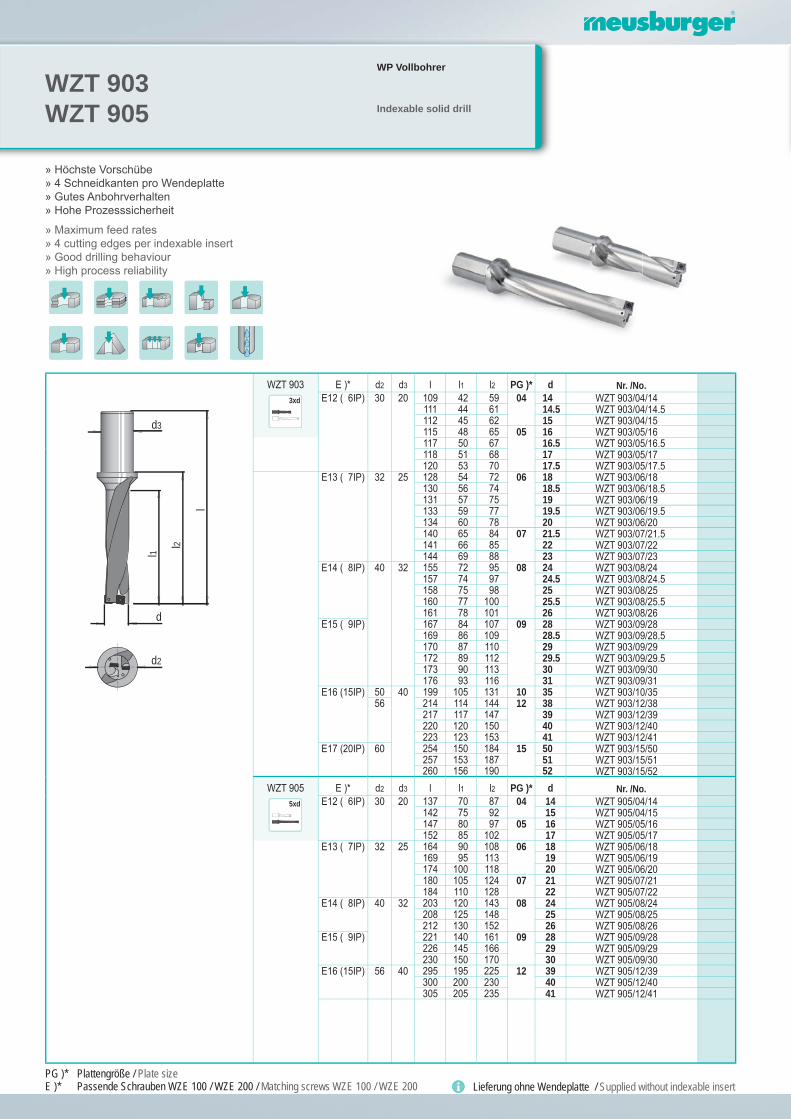
WZT 903 E )* d2 d3 l l1 l2 PG )* dE12 ( 6IP) 30 20 109 42 59 04 14
111 44 61 14.5112 45 62 15115 48 65 05 16117 50 67 16.5118 51 68 17120 53 70 17.5
E13 ( 7IP) 32 25 128 54 72 06 18130 56 74 18.5131 57 75 19133 59 77 19.5134 60 78 20140 65 84 07 21.5141 66 85 22144 69 88 23
E14 ( 8IP) 40 32 155 72 95 08 24157 74 97 24.5158 75 98 25160 77 100 25.5161 78 101 26
E15 ( 9IP) 167 84 107 09 28169 86 109 28.5170 87 110 29172 89 112 29.5173 90 113 30176 93 116 31
E16 (15IP) 50 40 199 105 131 10 3556 214 114 144 12 38
217 117 147 39220 120 150 40223 123 153 41
E17 (20IP) 60 254 150 184 15 50257 153 187 51260 156 190 52
WZT 905 E )* d2 d3 l l1 l2 PG )* dE12 ( 6IP) 30 20 137 70 87 04 14
142 75 92 15147 80 97 05 16152 85 102 17
E13 ( 7IP) 32 25 164 90 108 06 18169 95 113 19174 100 118 20180 105 124 07 21184 110 128 22
E14 ( 8IP) 40 32 203 120 143 08 24208 125 148 25212 130 152 26
E15 ( 9IP) 221 140 161 09 28226 145 166 29230 150 170 30
E16 (15IP) 56 40 295 195 225 12 39300 200 230 40305 205 235 41
3xd
5xd
l1
l2
l
d3
d2
d
Nr. /No.WZT 903/04/14WZT 903/04/14.5WZT 903/04/15WZT 903/05/16WZT 903/05/16.5WZT 903/05/17WZT 903/05/17.5WZT 903/06/18WZT 903/06/18.5WZT 903/06/19WZT 903/06/19.5WZT 903/06/20WZT 903/07/21.5WZT 903/07/22WZT 903/07/23WZT 903/08/24WZT 903/08/24.5WZT 903/08/25WZT 903/08/25.5WZT 903/08/26WZT 903/09/28WZT 903/09/28.5WZT 903/09/29WZT 903/09/29.5WZT 903/09/30WZT 903/09/31WZT 903/10/35WZT 903/12/38WZT 903/12/39WZT 903/12/40WZT 903/12/41WZT 903/15/50WZT 903/15/51WZT 903/15/52
Nr. /No.WZT 905/04/14WZT 905/04/15WZT 905/05/16WZT 905/05/17WZT 905/06/18WZT 905/06/19WZT 905/06/20WZT 905/07/21WZT 905/07/22WZT 905/08/24WZT 905/08/25WZT 905/08/26WZT 905/09/28WZT 905/09/29WZT 905/09/30WZT 905/12/39WZT 905/12/40WZT 905/12/41
» Höchste Vorschübe» 4 Schneidkanten pro Wendeplatte» Gutes Anbohrverhalten» Hohe Prozesssicherheit
WP Vollbohrer
WZT 903WZT 905
Lieferung ohne Wendeplatte / Supplied without indexable insertE )* Passende Schrauben WZE 100 / WZE 200 / Matching screws WZE 100 / WZE 200PG )* Plattengröße / Plate size
Indexable solid drill
» Maximum feed rates» 4 cutting edges per indexable insert» Good drilling behaviour» High process reliability
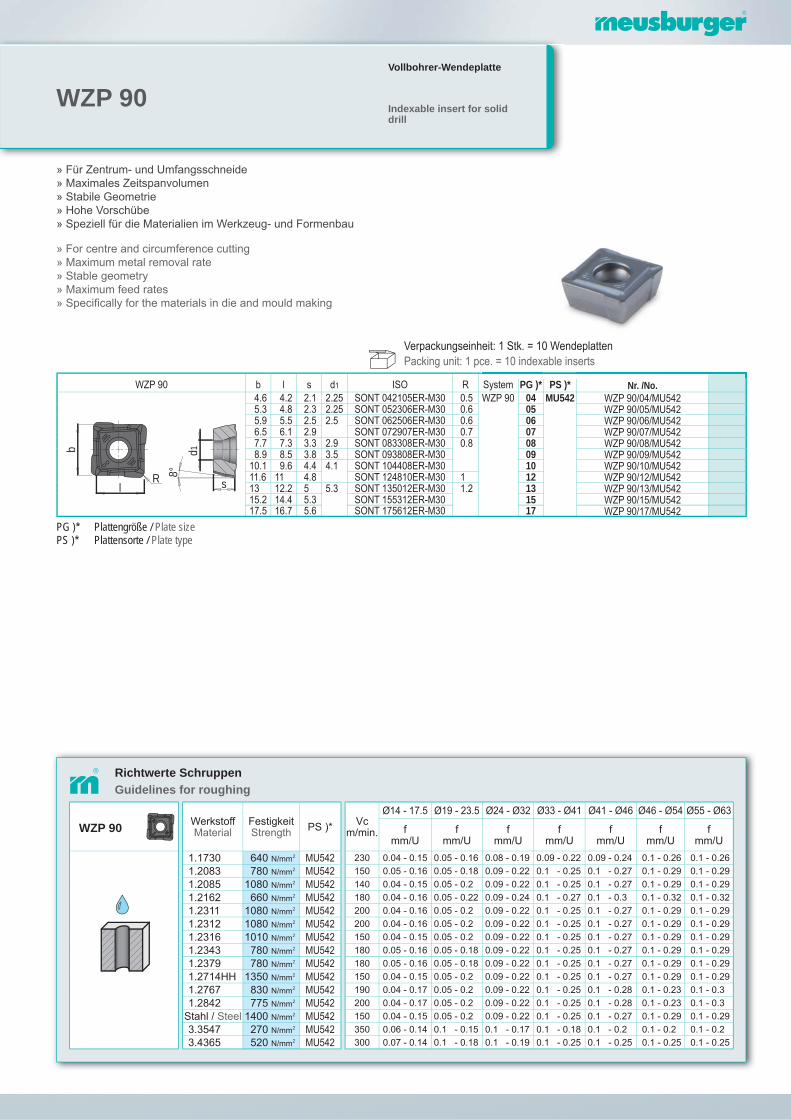
WZP 90 b l s d1 ISO R System PG )* PS )* 4.6 4.2 2.1 2.25 SONT 042105ER-M30 0.5 WZP 90 04 MU542 5.3 4.8 2.3 2.25 SONT 052306ER-M30 0.6 05 5.9 5.5 2.5 2.5 SONT 062506ER-M30 0.6 06 6.5 6.1 2.9 SONT 072907ER-M30 0.7 07 7.7 7.3 3.3 2.9 SONT 083308ER-M30 0.8 08 8.9 8.5 3.8 3.5 SONT 093808ER-M30 0910.1 9.6 4.4 4.1 SONT 104408ER-M30 1011.6 11 4.8 SONT 124810ER-M30 1 1213 12.2 5 5.3 SONT 135012ER-M30 1.2 1315.2 14.4 5.3 SONT 155312ER-M30 1517.5 16.7 5.6 SONT 175612ER-M30 17
Richtwerte SchruppenGuidelines for roughing
WerkstoffMaterial
FestigkeitStrength PS )* Vc
m/min.
Ø14 - 17.5 Ø19 - 23.5 Ø24 - Ø32 Ø33 - Ø41 Ø41 - Ø46 Ø46 - Ø54 Ø55 - Ø63
f mm/U
f mm/U
f mm/U
f mm/U
f mm/U
f mm/U
f mm/U
1.1730 640 N/mm² MU542 230 0.04 - 0.15 0.05 - 0.16 0.08 - 0.19 0.09 - 0.22 0.09 - 0.24 0.1 - 0.26 0.1 - 0.261.2083 780 N/mm² MU542 150 0.05 - 0.16 0.05 - 0.18 0.09 - 0.22 0.1 - 0.25 0.1 - 0.27 0.1 - 0.29 0.1 - 0.291.2085 1080 N/mm² MU542 140 0.04 - 0.15 0.05 - 0.2 0.09 - 0.22 0.1 - 0.25 0.1 - 0.27 0.1 - 0.29 0.1 - 0.291.2162 660 N/mm² MU542 180 0.04 - 0.16 0.05 - 0.22 0.09 - 0.24 0.1 - 0.27 0.1 - 0.3 0.1 - 0.32 0.1 - 0.321.2311 1080 N/mm² MU542 200 0.04 - 0.16 0.05 - 0.2 0.09 - 0.22 0.1 - 0.25 0.1 - 0.27 0.1 - 0.29 0.1 - 0.291.2312 1080 N/mm² MU542 200 0.04 - 0.16 0.05 - 0.2 0.09 - 0.22 0.1 - 0.25 0.1 - 0.27 0.1 - 0.29 0.1 - 0.291.2316 1010 N/mm² MU542 150 0.04 - 0.15 0.05 - 0.2 0.09 - 0.22 0.1 - 0.25 0.1 - 0.27 0.1 - 0.29 0.1 - 0.291.2343 780 N/mm² MU542 180 0.05 - 0.16 0.05 - 0.18 0.09 - 0.22 0.1 - 0.25 0.1 - 0.27 0.1 - 0.29 0.1 - 0.291.2379 780 N/mm² MU542 180 0.05 - 0.16 0.05 - 0.18 0.09 - 0.22 0.1 - 0.25 0.1 - 0.27 0.1 - 0.29 0.1 - 0.291.2714HH 1350 N/mm² MU542 150 0.04 - 0.15 0.05 - 0.2 0.09 - 0.22 0.1 - 0.25 0.1 - 0.27 0.1 - 0.29 0.1 - 0.291.2767 830 N/mm² MU542 190 0.04 - 0.17 0.05 - 0.2 0.09 - 0.22 0.1 - 0.25 0.1 - 0.28 0.1 - 0.23 0.1 - 0.31.2842 775 N/mm² MU542 200 0.04 - 0.17 0.05 - 0.2 0.09 - 0.22 0.1 - 0.25 0.1 - 0.28 0.1 - 0.23 0.1 - 0.3
Stahl / Steel 1400 N/mm² MU542 150 0.04 - 0.15 0.05 - 0.2 0.09 - 0.22 0.1 - 0.25 0.1 - 0.27 0.1 - 0.29 0.1 - 0.293.3547 270 N/mm² MU542 350 0.06 - 0.14 0.1 - 0.15 0.1 - 0.17 0.1 - 0.18 0.1 - 0.2 0.1 - 0.2 0.1 - 0.23.4365 520 N/mm² MU542 300 0.07 - 0.14 0.1 - 0.18 0.1 - 0.19 0.1 - 0.25 0.1 - 0.25 0.1 - 0.25 0.1 - 0.25
b d1
lR s
8°
WZP 90
Verpackungseinheit: 1 Stk. = 10 WendeplattenPacking unit: 1 pce. = 10 indexable inserts
Nr. /No.WZP 90/04/MU542WZP 90/05/MU542WZP 90/06/MU542WZP 90/07/MU542WZP 90/08/MU542WZP 90/09/MU542WZP 90/10/MU542WZP 90/12/MU542WZP 90/13/MU542WZP 90/15/MU542WZP 90/17/MU542
» Für Zentrum- und Umfangsschneide» Maximales Zeitspanvolumen» Stabile Geometrie» Hohe Vorschübe» Speziell für die Materialien im Werkzeug- und Formenbau
Vollbohrer-Wendeplatte
WZP 90
PG )* Plattengröße / Plate sizePS )* Plattensorte / Plate type
Indexable insert for solid drill
» For centre and circumference cutting» Maximum metal removal rate» Stable geometry» Maximum feed rates» Specifi cally for the materials in die and mould making

WZT 1801: mit VHM-Schaft/ with carbide shank
E )* d1 d3 l1 d PG )* lE18 (T 6) 5.8 6 20 6 06 100
70 150100 200
E19 (T 8) 7 8 25 8 08 8025 10040 150
E20 (T15) 8.8 10 35 10 10 8035 12050 150
E21 (T20) 10.5 12 35 12 12 8035 12050 160
E22 (T20) 14 16 40 16 16 10040 14055 175
WZT 1802: mit Stahlschaft/ with steel shank
E )* d1 d3 l1 d PG )* lE21 (T20) 10.5 12 32 12 12 90
13046 150
E22 (T20) 14 16 36 16 16 100140
53 160E23 (T20) 18 20 45 20 20 160
61 175E24 (T30) 22.4 25 45 25 25 160
70 190
WZT 1804: mit Einschraubgewinde/ with screw-in thread
E )* d3 l1 d PG )* d2E19 (T 8) 10 25 8 08 M 6E20 (T15) 10 10E21 (T20) 12 12
13 26 12 12 M 8E22 (T20) 16 16E23 (T20) 18 30 20 20 M10E24 (T30) 21 40 25 25 M12
d
d3
d2
l1
d
l1l
d1
d3
d
l1l
d1
d3
+
+
+
Nr. /No.WZT 1801/06/100WZT 1801/06/150WZT 1801/06/200WZT 1801/08/ 80WZT 1801/08/100WZT 1801/08/150WZT 1801/10/ 80WZT 1801/10/120WZT 1801/10/150WZT 1801/12/ 80WZT 1801/12/120WZT 1801/12/160WZT 1801/16/100WZT 1801/16/140WZT 1801/16/175
Nr. /No.WZT 1802/12/ 90WZT 1802/12/130WZT 1802/12/150WZT 1802/16/100WZT 1802/16/140WZT 1802/16/160WZT 1802/20/160WZT 1802/20/175WZT 1802/25/160WZT 1802/25/190
Nr. /No.WZT 1804/08/ 6WZT 1804/10/ 6WZT 1804/12/ 6WZT 1804/12/ 8WZT 1804/16/ 8WZT 1804/20/10WZT 1804/25/12
» Hohe Steifi gkeit und Vibrationsdämpfung» Hohe Rundlaufgenauigkeit und Wuchtgüte» Hochpräziser Plattensitz
WZT 1801WZT 1802WZT 1804
WP 3D-Vollradiusfräser
Lieferung ohne Wendeplatte / Supplied without indexable insertE )* Passende Schrauben WZE 100 / WZE 200 / Matching screws WZE 100 / WZE 200PG )* Plattengröße / Plate size
Indexable 3D full-radius milling cutter
» High stiffness and vibration dampening» High concentricity and balance quality» High-precision insert seat
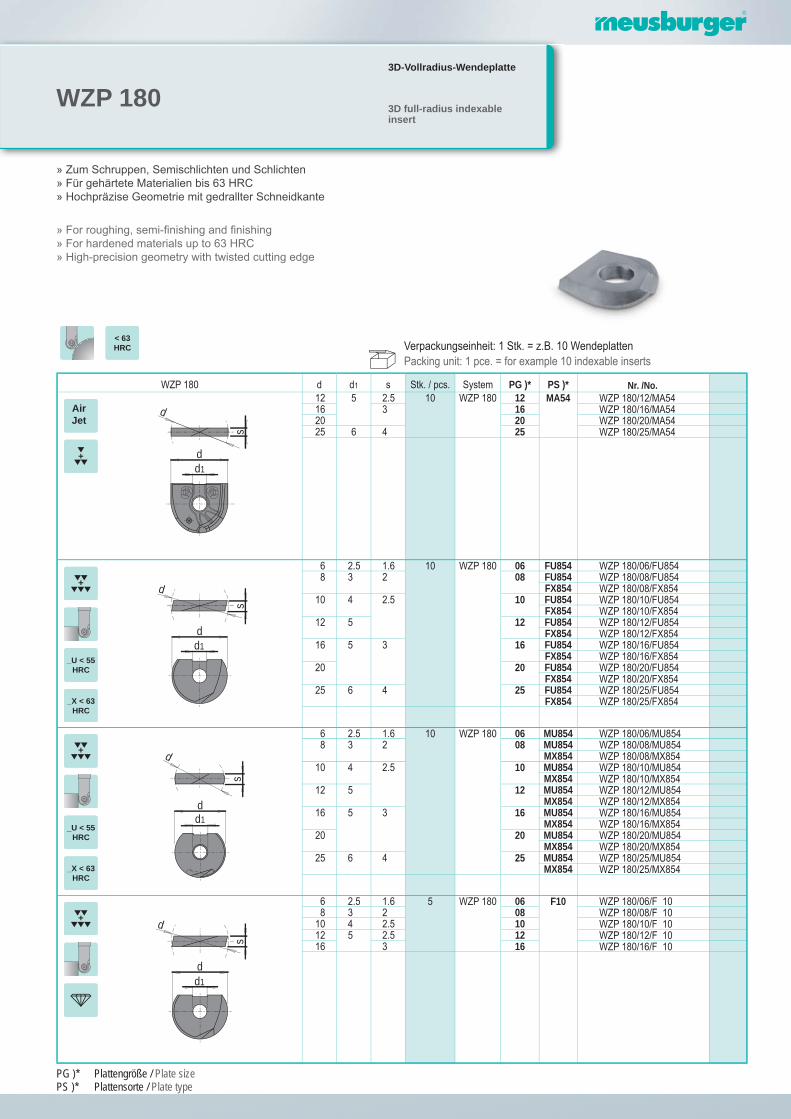
WZP 180 d d1 s Stk. / pcs. System PG )* PS )*12 5 2.5 10 WZP 180 12 MA5416 3 1620 2025 6 4 25
6 2.5 1.6 10 WZP 180 06 FU8548 3 2 08 FU854
FX85410 4 2.5 10 FU854
FX85412 5 12 FU854
FX85416 5 3 16 FU854
FX85420 20 FU854
FX85425 6 4 25 FU854
FX854
6 2.5 1.6 10 WZP 180 06 MU8548 3 2 08 MU854
MX85410 4 2.5 10 MU854
MX85412 5 12 MU854
MX85416 5 3 16 MU854
MX85420 20 MU854
MX85425 6 4 25 MU854
MX854
6 2.5 1.6 5 WZP 180 06 F108 3 2 08
10 4 2.5 1012 5 2.5 1216 3 16
d
s
d1d
d1d
s
d
d1d
d
s
d1d
s
d
AirJet
+
_U < 55HRC
_U < 55HRC
_X < 63HRC
_X < 63HRC
+
+
+
Verpackungseinheit: 1 Stk. = z.B. 10 WendeplattenPacking unit: 1 pce. = for example 10 indexable inserts
< 63HRC
Nr. /No.WZP 180/12/MA54WZP 180/16/MA54WZP 180/20/MA54WZP 180/25/MA54
WZP 180/06/FU854WZP 180/08/FU854WZP 180/08/FX854WZP 180/10/FU854WZP 180/10/FX854WZP 180/12/FU854WZP 180/12/FX854WZP 180/16/FU854WZP 180/16/FX854WZP 180/20/FU854WZP 180/20/FX854WZP 180/25/FU854WZP 180/25/FX854
WZP 180/06/MU854WZP 180/08/MU854WZP 180/08/MX854WZP 180/10/MU854WZP 180/10/MX854WZP 180/12/MU854WZP 180/12/MX854WZP 180/16/MU854WZP 180/16/MX854WZP 180/20/MU854WZP 180/20/MX854WZP 180/25/MU854WZP 180/25/MX854
WZP 180/06/F 10WZP 180/08/F 10WZP 180/10/F 10WZP 180/12/F 10WZP 180/16/F 10
» Zum Schruppen, Semischlichten und Schlichten» Für gehärtete Materialien bis 63 HRC» Hochpräzise Geometrie mit gedrallter Schneidkante
3D-Vollradius-Wendeplatte
WZP 180
PG )* Plattengröße / Plate sizePS )* Plattensorte / Plate type
3D full-radius indexable insert
» For roughing, semi-fi nishing and fi nishing» For hardened materials up to 63 HRC» High-precision geometry with twisted cutting edge

Richtwerte SchruppenGuidelines for roughing
WerkstoffMaterial
FestigkeitStrength PS )* Vc
m/min.
d12 16 20 25
fz (mm/z)1.1730 640 N/mm² MA54 180 0.250 0.350 0.400 0.4501.2083 780 N/mm² MA54 160 0.250 0.350 0.400 0.4501.2085 1080 N/mm² MA54 160 0.250 0.350 0.400 0.4501.2162 660 N/mm² MA54 180 0.250 0.350 0.400 0.4501.2311 1080 N/mm² MA54 180 0.250 0.350 0.400 0.4501.2312 1080 N/mm² MA54 200 0.250 0.350 0.400 0.4501.2316 1010 N/mm² MA54 160 0.250 0.350 0.400 0.4501.2343 780 N/mm² MA54 180 0.250 0.350 0.400 0.4501.2379 780 N/mm² MA54 160 0.250 0.350 0.400 0.4501.2714HH 1350 N/mm² MA54 180 0.250 0.350 0.400 0.4501.2767 830 N/mm² MA54 180 0.250 0.350 0.400 0.4501.2842 775 N/mm² MA54 180 0.250 0.350 0.400 0.450Stahl / Steel 1400 N/mm² MA54 160 0.250 0.350 0.400 0.450
ap (mm) 3.00 4.00 5.00 6.25ae (mm) 1.20 1.60 2.00 2.50
Richtwerte SchlichtenGuidelines for fi nishing
WerkstoffMaterial
FestigkeitStrength PS )* Vc
m/min.
d6 8 10 12 16 20 25
fz (mm/z)1.1730 640 N/mm² FU854 290 0.100 0.150 0.200 0.250 0.300 0.400 0.4001.2083 780 N/mm² FU854 290 0.100 0.150 0.200 0.250 0.300 0.400 0.400
52 HRC FX854 240 0.100 0.150 0.200 0.250 0.300 0.400 0.4001.2085 1080 N/mm² FU854 290 0.100 0.150 0.200 0.250 0.300 0.400 0.4001.2162 660 N/mm² FU854 290 0.100 0.150 0.200 0.250 0.300 0.400 0.400
52 HRC FX854 240 0.100 0.150 0.200 0.250 0.300 0.400 0.4001.2311 1080 N/mm² FU854 290 0.100 0.150 0.200 0.250 0.300 0.400 0.4001.2312 1080 N/mm² FU854 290 0.100 0.150 0.200 0.250 0.300 0.400 0.4001.2316 1010 N/mm² FU854 290 0.100 0.150 0.200 0.250 0.300 0.400 0.4001.2343 780 N/mm² FU854 290 0.100 0.150 0.200 0.250 0.300 0.400 0.400
52 HRC FX854 240 0.100 0.150 0.200 0.250 0.300 0.400 0.4001.2379 780 N/mm² FU854 290 0.100 0.150 0.200 0.250 0.300 0.400 0.400
60 HRC FX854 180 0.100 0.150 0.200 0.250 0.300 0.400 0.4001.2714HH 1350 N/mm² FU854 290 0.100 0.150 0.200 0.250 0.300 0.400 0.4001.2767 830 N/mm² FU854 290 0.100 0.150 0.200 0.250 0.300 0.400 0.400
52 HRC FX854 240 0.100 0.150 0.200 0.250 0.300 0.400 0.4001.2842 775 N/mm² FU854 290 0.100 0.150 0.200 0.250 0.300 0.400 0.400
60 HRC FX854 160 0.100 0.150 0.200 0.250 0.300 0.400 0.400Stahl / Steel 1400 N/mm² FU854 290 0.100 0.150 0.200 0.250 0.300 0.400 0.400
ap (mm) 0.10 0.15 0.15 0.20 0.25 0.25 0.30ae (mm) 0.12 0.16 0.20 0.24 0.32 0.40 0.50
WZP 180
WZP 180
Richtwerte SchlichtenGuidelines for fi nishing
WerkstoffMaterial
KorngrößeGrit size PS )* Vc
m/min.
d6 8 10 12 16
fz (mm/z)Graphit / graphite 1 - 4 μ F10 400 0.120 0.150 0.180 0.200 0.300Graphit / graphite 5 - 8 μ F10 450 0.120 0.150 0.180 0.200 0.300Graphit / graphite 9 - 12 μ F10 500 0.120 0.150 0.180 0.200 0.300Graphit / graphite 13 - 25 μ F10 600 0.120 0.150 0.180 0.200 0.300
ap (mm) 0.10 0.15 0.20 0.20 0.30ae (mm) 0.12 0.16 0.20 0.24 0.32
WZP 180
ap
ae
ap
ae
ap
ae
PS )* Plattensorte / Plate type
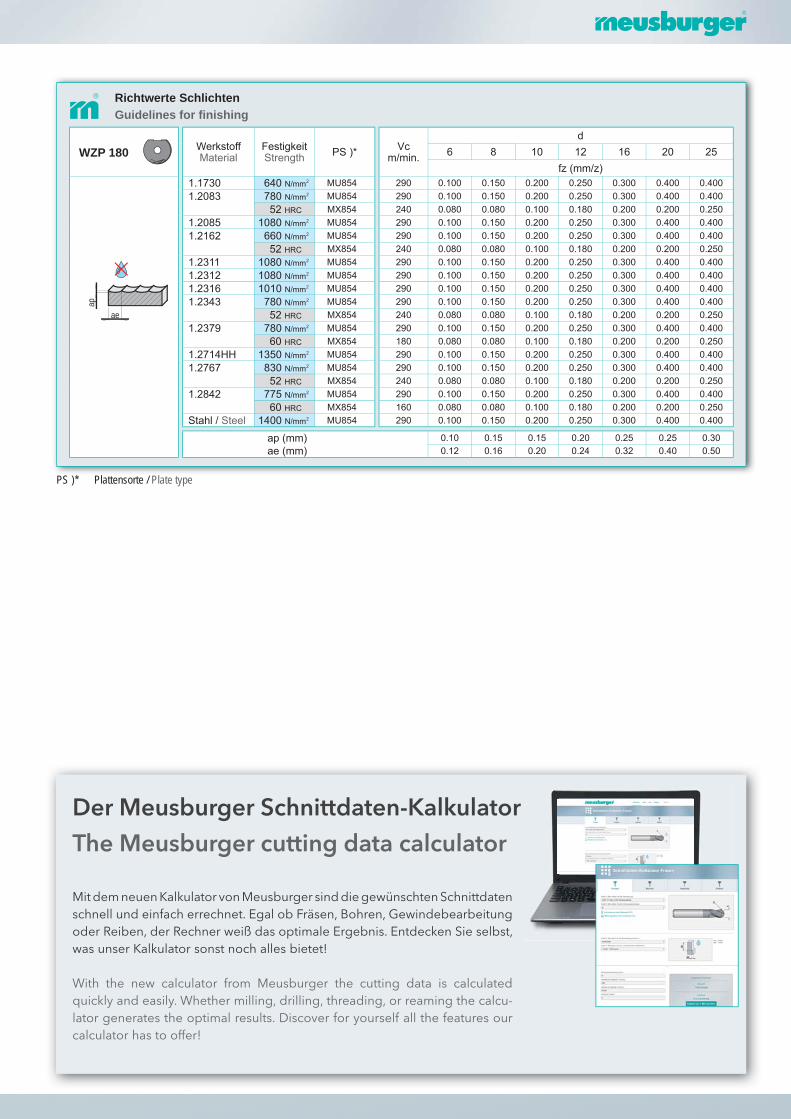
Der Meusburger Schnittdaten-KalkulatorThe Meusburger cutting data calculator
Mit dem neuen Kalkulator von Meusburger sind die gewünschten Schnittdaten schnell und einfach errechnet. Egal ob Fräsen, Bohren, Gewindebearbeitung oder Reiben, der Rechner weiß das optimale Ergebnis. Entdecken Sie selbst, was unser Kalkulator sonst noch alles bietet!
With the new calculator from Meusburger the cutting data is calculated quickly and easily. Whether milling, drilling, threading, or reaming the calcu-lator generates the optimal results. Discover for yourself all the features our calculator has to off er!
Richtwerte SchlichtenGuidelines for fi nishing
WerkstoffMaterial
FestigkeitStrength PS )* Vc
m/min.
d6 8 10 12 16 20 25
fz (mm/z)1.1730 640 N/mm² MU854 290 0.100 0.150 0.200 0.250 0.300 0.400 0.4001.2083 780 N/mm² MU854 290 0.100 0.150 0.200 0.250 0.300 0.400 0.400
52 HRC MX854 240 0.080 0.080 0.100 0.180 0.200 0.200 0.2501.2085 1080 N/mm² MU854 290 0.100 0.150 0.200 0.250 0.300 0.400 0.4001.2162 660 N/mm² MU854 290 0.100 0.150 0.200 0.250 0.300 0.400 0.400
52 HRC MX854 240 0.080 0.080 0.100 0.180 0.200 0.200 0.2501.2311 1080 N/mm² MU854 290 0.100 0.150 0.200 0.250 0.300 0.400 0.4001.2312 1080 N/mm² MU854 290 0.100 0.150 0.200 0.250 0.300 0.400 0.4001.2316 1010 N/mm² MU854 290 0.100 0.150 0.200 0.250 0.300 0.400 0.4001.2343 780 N/mm² MU854 290 0.100 0.150 0.200 0.250 0.300 0.400 0.400
52 HRC MX854 240 0.080 0.080 0.100 0.180 0.200 0.200 0.2501.2379 780 N/mm² MU854 290 0.100 0.150 0.200 0.250 0.300 0.400 0.400
60 HRC MX854 180 0.080 0.080 0.100 0.180 0.200 0.200 0.2501.2714HH 1350 N/mm² MU854 290 0.100 0.150 0.200 0.250 0.300 0.400 0.4001.2767 830 N/mm² MU854 290 0.100 0.150 0.200 0.250 0.300 0.400 0.400
52 HRC MX854 240 0.080 0.080 0.100 0.180 0.200 0.200 0.2501.2842 775 N/mm² MU854 290 0.100 0.150 0.200 0.250 0.300 0.400 0.400
60 HRC MX854 160 0.080 0.080 0.100 0.180 0.200 0.200 0.250Stahl / Steel 1400 N/mm² MU854 290 0.100 0.150 0.200 0.250 0.300 0.400 0.400
ap (mm) 0.10 0.15 0.15 0.20 0.25 0.25 0.30ae (mm) 0.12 0.16 0.20 0.24 0.32 0.40 0.50
WZP 180
ap
ae
PS )* Plattensorte / Plate type

WZT 1701: mit VHM-Schaft/ with carbide shank
E )* d1 d3 l1 d PG )* lE19 (T 8) 7 8 27 8 08 82
10242 152
E20 (T15) 8.8 10 37 10 10 8237 12252 152
E21 (T20) 10.5 12 37 12 12 82122
52 162E22 (T20) 14 16 42 16 16 102
14257 177
E23 (T20) 18 20 52 20 20 102142
77 192E24 (T30) 22.4 25 62 25 25 162
92 212
WZT 1702: mit Stahlschaft/ with steel shank
E )* d1 d3 l1 d PG )* lE21 (T20) 10.5 12 34 12 12 92
13248 152
E22 (T20) 14 16 38 16 16 102142
55 162E23 (T20) 18 20 47 20 20 162
63 177E24 (T30) 22.4 25 47 25 25 162
72 192
WZT 1704: mit Einschraubgewinde/ with screw-in thread
E )* d3 l1 d PG )* d2E19 (T 8) 10 25 8 08 M 6E20 (T15) 10 10E21 (T20) 12 12E21 (T20) 13 28 12 12 M 8E22 (T20) 16 16E23 (T20) 18 32 20 20 M10E24 (T30) 21 42 25 25 M12
d
d3d2
l1
d
l1l
d1
d3
d
l1l
d1
d3
+
+
+
l1 d PG )* l27 8 08 82
Lieferung ohne Wendeplatte / Supplied without indexable insertE )* Passende Schrauben WZE 100 / WZE 200 / Matching screws WZE 100 / WZE 200PG )* Plattengröße / Plate size
Nr. /No.WZT 1701/08/ 82WZT 1701/08/102WZT 1701/08/152WZT 1701/10/ 82WZT 1701/10/122WZT 1701/10/152WZT 1701/12/ 82WZT 1701/12/122WZT 1701/12/162WZT 1701/16/102WZT 1701/16/142WZT 1701/16/177WZT 1701/20/102WZT 1701/20/142WZT 1701/20/192WZT 1701/25/162WZT 1701/25/212
Nr. /No.WZT 1702/12/ 92WZT 1702/12/132WZT 1702/12/152WZT 1702/16/102WZT 1702/16/142WZT 1702/16/162WZT 1702/20/162WZT 1702/20/177WZT 1702/25/162WZT 1702/25/192
Nr. /No.WZT 1704/08/ 6WZT 1704/10/ 6WZT 1704/12/ 6WZT 1704/12/ 8WZT 1704/16/ 8WZT 1704/20/10WZT 1704/25/12
WP 3D-Torusfräser
» Hohe Steifi gkeit und Vibrationsdämpfung» Hohe Rundlaufgenauigkeit und Wuchtgüte» Hochpräziser Plattensitz
WZT 1701WZT 1702WZT 1704
Indexable 3D-torus milling cutter
» High stiffness and vibration dampening» High concentricity and balance quality» High-precision insert seat
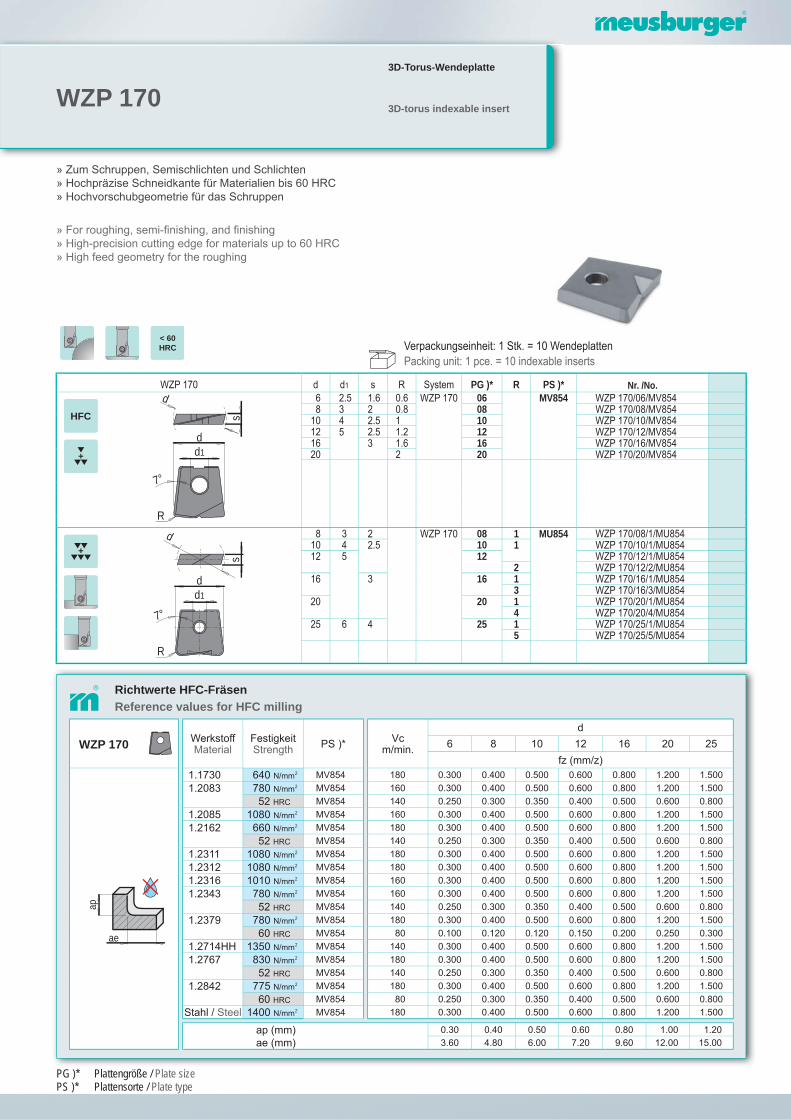
WZP 170 d d1 s R System PG )* R PS )* 6 2.5 1.6 0.6 WZP 170 06 MV854 8 3 2 0.8 0810 4 2.5 1 1012 5 2.5 1.2 1216 3 1.6 1620 2 20
8 3 2 WZP 170 08 1 MU85410 4 2.5 10 112 5 12
216 3 16 1
320 20 1
425 6 4 25 1
5
d1
s
d
7°
d
R
R
7°
d
s
d1d
HFC
+
< 60HRC
+
Richtwerte HFC-FräsenReference values for HFC milling
WerkstoffMaterial
FestigkeitStrength PS )* Vc
m/min.
d6 8 10 12 16 20 25
fz (mm/z)1.1730 640 N/mm² MV854 180 0.300 0.400 0.500 0.600 0.800 1.200 1.5001.2083 780 N/mm² MV854 160 0.300 0.400 0.500 0.600 0.800 1.200 1.500
52 HRC MV854 140 0.250 0.300 0.350 0.400 0.500 0.600 0.8001.2085 1080 N/mm² MV854 160 0.300 0.400 0.500 0.600 0.800 1.200 1.5001.2162 660 N/mm² MV854 180 0.300 0.400 0.500 0.600 0.800 1.200 1.500
52 HRC MV854 140 0.250 0.300 0.350 0.400 0.500 0.600 0.8001.2311 1080 N/mm² MV854 180 0.300 0.400 0.500 0.600 0.800 1.200 1.5001.2312 1080 N/mm² MV854 180 0.300 0.400 0.500 0.600 0.800 1.200 1.5001.2316 1010 N/mm² MV854 160 0.300 0.400 0.500 0.600 0.800 1.200 1.5001.2343 780 N/mm² MV854 160 0.300 0.400 0.500 0.600 0.800 1.200 1.500
52 HRC MV854 140 0.250 0.300 0.350 0.400 0.500 0.600 0.8001.2379 780 N/mm² MV854 180 0.300 0.400 0.500 0.600 0.800 1.200 1.500
60 HRC MV854 80 0.100 0.120 0.120 0.150 0.200 0.250 0.3001.2714HH 1350 N/mm² MV854 140 0.300 0.400 0.500 0.600 0.800 1.200 1.5001.2767 830 N/mm² MV854 180 0.300 0.400 0.500 0.600 0.800 1.200 1.500
52 HRC MV854 140 0.250 0.300 0.350 0.400 0.500 0.600 0.8001.2842 775 N/mm² MV854 180 0.300 0.400 0.500 0.600 0.800 1.200 1.500
60 HRC MV854 80 0.250 0.300 0.350 0.400 0.500 0.600 0.800Stahl / Steel 1400 N/mm² MV854 180 0.300 0.400 0.500 0.600 0.800 1.200 1.500
ap (mm) 0.30 0.40 0.50 0.60 0.80 1.00 1.20ae (mm) 3.60 4.80 6.00 7.20 9.60 12.00 15.00
ap
ae
WZP 170
Nr. /No.WZP 170/06/MV854WZP 170/08/MV854WZP 170/10/MV854WZP 170/12/MV854WZP 170/16/MV854WZP 170/20/MV854
WZP 170/08/1/MU854WZP 170/10/1/MU854WZP 170/12/1/MU854WZP 170/12/2/MU854WZP 170/16/1/MU854WZP 170/16/3/MU854WZP 170/20/1/MU854WZP 170/20/4/MU854WZP 170/25/1/MU854WZP 170/25/5/MU854
3D-Torus-Wendeplatte
WZP 170
» Zum Schruppen, Semischlichten und Schlichten» Hochpräzise Schneidkante für Materialien bis 60 HRC» Hochvorschubgeometrie für das Schruppen
Verpackungseinheit: 1 Stk. = 10 WendeplattenPacking unit: 1 pce. = 10 indexable inserts
PG )* Plattengröße / Plate sizePS )* Plattensorte / Plate type
3D-torus indexable insert
» For roughing, semi-fi nishing, and fi nishing» High-precision cutting edge for materials up to 60 HRC » High feed geometry for the roughing

Richtwerte SchruppenGuidelines for roughing
WerkstoffMaterial
FestigkeitStrength PS )* Vc
m/min.
d6 8 10 12 16 20 25
fz (mm/z)1.1730 640 N/mm² MU854 180 0.200 0.250 0.300 0.350 0.400 0.450 0.4501.2083 780 N/mm² MU854 140 0.200 0.250 0.300 0.350 0.400 0.450 0.450
52 HRC MU854 120 0.200 0.250 0.300 0.350 0.400 0.450 0.4501.2085 1080 N/mm² MU854 140 0.200 0.250 0.300 0.350 0.400 0.450 0.4501.2162 660 N/mm² MU854 180 0.200 0.250 0.300 0.350 0.400 0.450 0.450
52 HRC MU854 120 0.200 0.250 0.300 0.350 0.400 0.450 0.4501.2311 1080 N/mm² MU854 180 0.200 0.250 0.300 0.350 0.400 0.450 0.4501.2312 1080 N/mm² MU854 180 0.200 0.250 0.300 0.350 0.400 0.450 0.4501.2316 1010 N/mm² MU854 140 0.200 0.250 0.300 0.350 0.400 0.450 0.4501.2343 780 N/mm² MU854 140 0.200 0.250 0.300 0.350 0.400 0.450 0.450
52 HRC MU854 120 0.200 0.250 0.300 0.350 0.400 0.450 0.4501.2379 780 N/mm² MU854 180 0.200 0.250 0.300 0.350 0.400 0.450 0.450
60 HRC MU854 100 0.200 0.250 0.300 0.350 0.400 0.450 0.4501.2714HH 1350 N/mm² MU854 180 0.200 0.250 0.300 0.350 0.400 0.450 0.4501.2767 830 N/mm² MU854 180 0.200 0.250 0.300 0.350 0.400 0.450 0.450
52 HRC MU854 120 0.200 0.250 0.300 0.350 0.400 0.450 0.4501.2842 775 N/mm² MU854 180 0.200 0.250 0.300 0.350 0.400 0.450 0.450
60 HRC MU854 100 0.200 0.250 0.300 0.350 0.400 0.450 0.450Stahl / Steel 1400 N/mm² MU854 180 0.200 0.250 0.300 0.350 0.400 0.450 0.450
ap (mm) r + 0.5 r + 0.5 r + 1.0 r + 1.0 r + 1.0 r + 1.5 r + 1.5ae (mm) 1.50 2.00 2.50 3.00 4.00 5.00 6.25
ap
ae
WZP 170
Richtwerte SchlichtenGuidelines for fi nishing
WerkstoffMaterial
FestigkeitStrength PS )* Vc
m/min.
d6 8 10 12 16 20 25
fz (mm/z)1.1730 640 N/mm² MU854 220 0.100 0.120 0.180 0.220 0.220 0.220 0.2501.2083 780 N/mm² MU854 200 0.100 0.120 0.180 0.220 0.220 0.220 0.250
52 HRC MU854 180 0.060 0.080 0.120 0.150 0.180 0.180 0.2001.2085 1080 N/mm² MU854 200 0.100 0.120 0.180 0.220 0.220 0.220 0.2501.2162 660 N/mm² MU854 220 0.100 0.120 0.180 0.220 0.220 0.220 0.250
52 HRC MU854 180 0.060 0.080 0.120 0.150 0.180 0.180 0.2001.2311 1080 N/mm² MU854 200 0.100 0.120 0.180 0.220 0.220 0.220 0.2501.2312 1080 N/mm² MU854 220 0.100 0.120 0.180 0.220 0.220 0.220 0.2501.2316 1010 N/mm² MU854 200 0.100 0.120 0.180 0.220 0.220 0.220 0.2501.2343 780 N/mm² MU854 200 0.100 0.120 0.180 0.220 0.220 0.220 0.250
52 HRC MU854 180 0.060 0.080 0.120 0.150 0.180 0.180 0.2001.2379 780 N/mm² MU854 220 0.100 0.120 0.180 0.220 0.220 0.220 0.250
60 HRC MU854 120 0.060 0.080 0.120 0.150 0.180 0.180 0.2001.2714HH 1350 N/mm² MU854 200 0.100 0.120 0.180 0.220 0.220 0.220 0.2501.2767 830 N/mm² MU854 220 0.100 0.120 0.180 0.220 0.220 0.220 0.250
52 HRC MU854 180 0.060 0.080 0.120 0.150 0.180 0.180 0.2001.2842 775 N/mm² MU854 220 0.100 0.120 0.180 0.220 0.220 0.220 0.250
60 HRC MU854 120 0.060 0.080 0.120 0.150 0.180 0.180 0.200Stahl / Steel 1400 N/mm² MU854 220 0.100 0.120 0.180 0.220 0.220 0.220 0.250
ap (mm) 0.10 0.15 0.25 0.30 0.30 0.40 0.50ae (mm) 3.00 4.00 5.00 6.00 8.00 10.00 12.50
apae
WZP 170
PS )* Plattensorte / Plate type
2
l
d
l
l1
d
T )*
dT
IP )*
dT
2
l
d
SW
Verpackungseinheit: 1 Stk. = 10 SchraubenPacking unit: 1 pce. = 10 screws
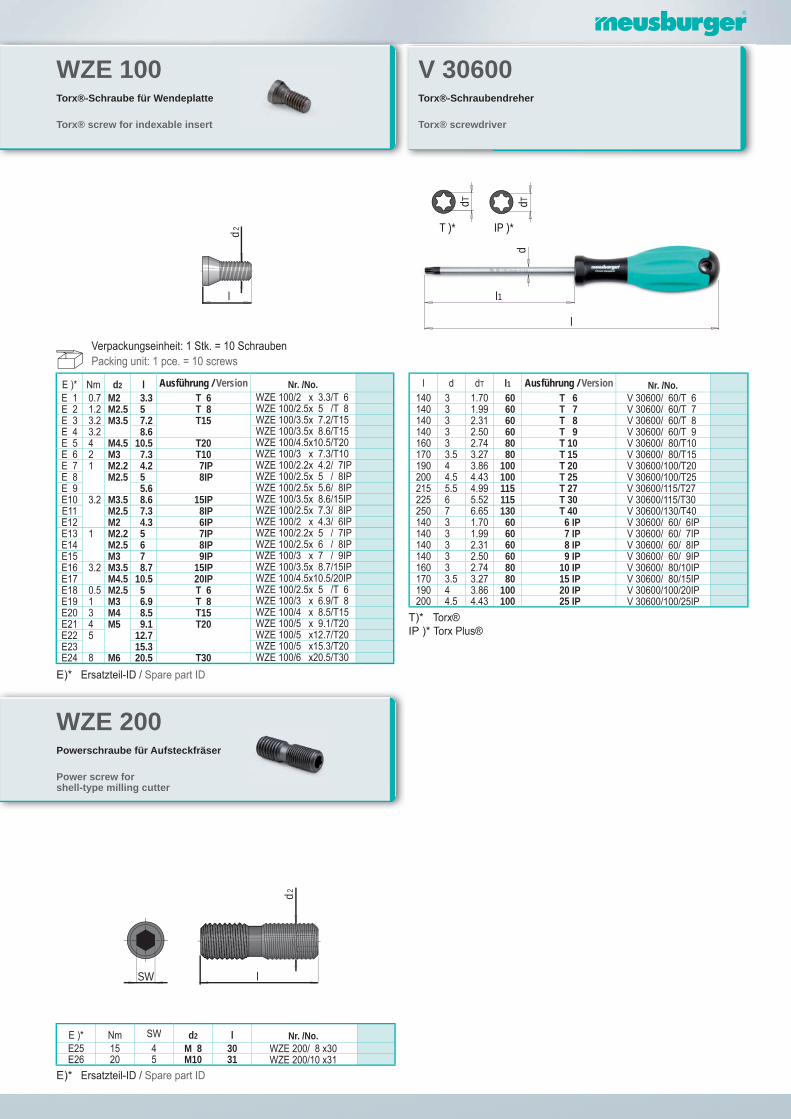
l d dT l1 Ausführung / Version140 3 1.70 60 T 6140 3 1.99 60 T 7140 3 2.31 60 T 8140 3 2.50 60 T 9160 3 2.74 80 T 10170 3.5 3.27 80 T 15190 4 3.86 100 T 20200 4.5 4.43 100 T 25215 5.5 4.99 115 T 27225 6 5.52 115 T 30250 7 6.65 130 T 40140 3 1.70 60 6 IP140 3 1.99 60 7 IP140 3 2.31 60 8 IP140 3 2.50 60 9 IP160 3 2.74 80 10 IP170 3.5 3.27 80 15 IP190 4 3.86 100 20 IP200 4.5 4.43 100 25 IP
Nr. /No.V 30600/ 60/T 6V 30600/ 60/T 7V 30600/ 60/T 8V 30600/ 60/T 9V 30600/ 80/T10V 30600/ 80/T15V 30600/100/T20V 30600/100/T25V 30600/115/T27V 30600/115/T30V 30600/130/T40V 30600/ 60/ 6IPV 30600/ 60/ 7IPV 30600/ 60/ 8IPV 30600/ 60/ 9IPV 30600/ 80/10IPV 30600/ 80/15IPV 30600/100/20IPV 30600/100/25IP
E )* Nm SW d2 lE25 15 4 M 8 30E26 20 5 M10 31
Nr. /No.WZE 200/ 8 x30WZE 200/10 x31
E )* Nm d2 l Ausführung / VersionE 1 0.7 M2 3.3 T 6E 2 1.2 M2.5 5 T 8E 3 3.2 M3.5 7.2 T15E 4 3.2 8.6E 5 4 M4.5 10.5 T20E 6 2 M3 7.3 T10E 7 1 M2.2 4.2 7IPE 8 M2.5 5 8IPE 9 5.6E10 3.2 M3.5 8.6 15IPE11 M2.5 7.3 8IPE12 M2 4.3 6IPE13 1 M2.2 5 7IPE14 M2.5 6 8IPE15 M3 7 9IPE16 3.2 M3.5 8.7 15IPE17 M4.5 10.5 20IPE18 0.5 M2.5 5 T 6E19 1 M3 6.9 T 8E20 3 M4 8.5 T15E21 4 M5 9.1 T20E22 5 12.7E23 15.3E24 8 M6 20.5 T30
Nr. /No.WZE 100/2 x 3.3/T 6WZE 100/2.5x 5 /T 8WZE 100/3.5x 7.2/T15WZE 100/3.5x 8.6/T15WZE 100/4.5x10.5/T20WZE 100/3 x 7.3/T10WZE 100/2.2x 4.2/ 7IPWZE 100/2.5x 5 / 8IPWZE 100/2.5x 5.6/ 8IPWZE 100/3.5x 8.6/15IPWZE 100/2.5x 7.3/ 8IPWZE 100/2 x 4.3/ 6IPWZE 100/2.2x 5 / 7IPWZE 100/2.5x 6 / 8IPWZE 100/3 x 7 / 9IPWZE 100/3.5x 8.7/15IPWZE 100/4.5x10.5/20IPWZE 100/2.5x 5 /T 6WZE 100/3 x 6.9/T 8WZE 100/4 x 8.5/T15WZE 100/5 x 9.1/T20WZE 100/5 x12.7/T20WZE 100/5 x15.3/T20WZE 100/6 x20.5/T30
Torx®-Schraube für Wendeplatte Torx®-Schraubendreher
WZE 100 V 30600
Powerschraube für Aufsteckfräser
WZE 200
E)* Ersatzteil-ID / Spare part ID
E)* Ersatzteil-ID / Spare part ID
T)* Torx®IP )* Torx Plus®
Torx® screw for indexable insert Torx® screwdriver
Power screw for shell-type milling cutter







