
Produktinformationen
Un-/mittel- und hochlegierte Schweißdrähte von Böhler

4
Auswahlhilfe
Unser gesamtes Sortiment an Schweißzusatzwerkstoffen finden Sie in unserem Handbuch bzw. im Internet unter www.boehler-welding.com
Unlegierte StähleRe ≤ 355 N/mm2
Spezialanwendungen18Cr 8Ni Mn
23Cr 12Ni L
FOX A 7
FOX CN 23/12-A
A 7-FDA 7 PW-FDCN 23/12-FDCN 23/12 PW-FD
A 7 CN-IG
CN 23/12-IG
A 7-IGA 7-MCCN 23/12-IGCN 23/12-MC
A 7 CN-UP+BB 203
CN 23/12-UP+BB 202
Hitzebeständige Stähle21Cr 33Ni Mn
22Cr 12Ni25Cr 20Ni
N08810/800H309310
FOX CN 21/33 MnFOX FF, FOX FF-AFOX FFBFOX FFB-A
CN 21/33 Mn-IGFF-IGFFB-IG
CN 21/33 Mn-IGFF-IGFFB-IG
Warmfeste Stähle0.5Mo
1Cr 0.5Mo
21/4Cr 1Mo9Cr 1Mo +V(W)
Nickelbasis WerkstoffeAlloy 600
Alloy 625Alloy 617
N06600
N06625N06617
FOX NIBAS 70/20
FOX NIBAS 625FOX NIBAS 617
NIBAS 70/20-FDNIBAS 70/20 Mn-FDNIBAS 625 PW-FD
NIBAS 70/20-IG
NIBAS 625-IGNIBAS 617-IG
NIBAS 70/20-IG
NIBAS 625-IGNIBAS 617-IG
NIBAS 70/20-UP+BB 444
NIBAS 625-UP+BB 444NIBAS 617-UP+BB 444
BB 305, 306, 400
Schweißverfahren
GrundwerkstoffeASTM (Beispiele)
SMAW FCAW GTAW (GW) GMAW SAW
FOX EV 60FOX 2.5 NiFOX EV 63FOX EV 70FOX EV 85FOX alform 700
Ti 60-FD
Hochfeste StähleRe ≤ 460 N/mm2
Re ≤ 500 N/mm2
Re ≤ 550 N/mm2
Re ≤ 690 N/mm2
Re ≤ 890 N/mm2
Wetterfeste Baustähle
A572 Gr. G5
SA508 CI.2A302 Gr. A-DUSS-T1
HY-100
Corten
2.5 Ni-IG
alform 700-MC alform 700-IG X 70-IGalform 900-IGX 90-IGNiCu1-IG
2.5 Ni-IG
3 NiMo 1-UP+BB 243 NiCrMo 2.5 UP+BB 24alform 700-UP+ alform BB 700
FOX DMO TiFOX DMO KbFOX DCMS TiFOX DCMS KbFOX CM 2 KbFOX C 9 MV
FOX P 92
DMO Ti-FD
DCMS Ti-FDCM 2 Ti-FDC 9 MV Ti-FD
P 92 Ti-FD
DMO-IG (DMO)
DCMS-IGCM 2-IGC 9 MV-IG
P 92-IG
P/T1
P/T11
P/T22P/T91
P/T92
DMO-IG
DCMS-IGCM 2-IGC 9 MV-IGC 9 MV-MC
EMS 2 Mo+BB 24
EMS 2 CrMo+BB 24CM 2-UP+BB 24C 9 MV-UP+BB 910
P 92-UP+BB 910
FOX OHVFOX ETIFOX KEFOX EV 50FOX EV 50-A
Ti 52-FD EML 5 EMK 6EMK 8HL 51-FD
EMS 2+BB 24EMS 3+BB 24
Sa106A+B 766666
6 677
77
11
101010101012
10
121211121111
11
1111
12
13
141516
131314141515
16
13
141516
16
13
14151516
13
141516
16
1717181819192020
2222
17
18
19
20
21
2122
17
18
19
20
22
17
18
19
20
2121
22
17
18
19
20
21
22
23232424
23
24
23
24
23232424
23
24
25252526
252526
252526
272728
27
2828
27
2829
27
2829
27
2829
29
Seite
Seite
Seite
Seite
Seite
Nicht rostende Stähle19Cr 9 Ni L
19Cr 9Ni 3 Mo L
19Cr 9Ni Nb
19Cr 12Ni 3Mo Nb
13Cr 4Ni
20Cr 25Ni 5Mo CuNL22Cr 5Ni
304L
316L
347
316 Ti
S41500
904LS31803
FOX EAS 2-A
FOX EAS 4 M-A
FOX SAS 2-A
FOX SAS 4-A
FOX CN 13/4
FOX CN 20/25 MFOX CN 22/9 N
EAS 2-FDEAS 2 PW-FDEAS 4 M-FDEAS 4 PW-FDSAS 2-FDSAS 2 PW-FDSAS 4-FDSAS 4 PW-FD
CN 22/9 N-FDCN 22/9 PW-FD
EAS 2-IG
EAS 4 M-IG
SAS 2-IG
SAS 4-IG
CN 22/9 N-IG
EAS 2-IG (Si)
EAS 4 M-IG (Si)
SAS 2-IG (Si)
SAS 4-IG (Si)
CN 13/4-IGCN 13/4-MC
CN 22/9N-IG
EAS 2-UP+BB 202
EAS 4 M-UP+BB 202
SAS 2-UP+BB 202
SAS 4-UP+BB 202
CN 13/4-UP+BB 203
CN 22/9 N-UP+BB 202
Schweißpulver
www.boehler-welding.com

5BÖHLER WELDING Bestseller
Auswahlhilfe Pipeline
Niedrigfeste Rohrstähle
API
EN
A, B
X42 - X52
X56 - X60
L210
L290MB-L360MB
L385M-L415MB
FOX CEL
FOX CEL
FOX CELFOX CEL 70-PFOX CEL 75FOX CEL 80-PFOX CEL 85
FOX CEL
FOX CEL
FOX CELFOX CEL 70-PFOX CEL 75FOX CEL 80-PFOX CEL 85
BVD 85
FOX BVD 85
FOX BVD 85
FOX BVD 85
FOX BVD 85
FOX BVD 85
FOX EV PIPE
FOX EV PIPEFOX EV 60 PIPE
FOX EV PIPEFOX EV 60 PIPE
FOX EV PIPE
FOX EV PIPEFOX EV 60 PIPE
FOX EV PIPEFOX EV 60 PIPE
SG 3-PSG 8-P
SG 3-PSG 8-P
SG 3-PSG 8-P
SG 3-PSG 8-P
Pipeshield 71 T8-FD
Pipeshield 71 T8-FD
Pipeshield 71 T8-FD
Pipeshield 71 T8-FD
Hochfeste Rohrstähle
API
EN
X65
X70
X80
L450MB
L485MB
L555MB
FOX CELFOX CEL 80-PFOX CEL 85
FOX CELFOX CEL 80-PFOX CEL 85FOX CEL 90
FOX CELFOX CEL 90
FOX CELFOX CEL 80-PFOX CEL 85
FOX CELFOX CEL 80-PFOX CEL 85FOX CEL 90
FOX CELFOX CEL 90
FOX BVD 85
FOX BVD 90
FOX BVD 90
FOX BVD 85
FOX BVD 90
FOX BVD 90
FOX EV 60 PIPE
FOX EV 70 PIPE
FOX EV 70 PIPE
FOX EV 60 PIPE
FOX EV 70 PIPE
FOX EV 70 PIPE
SG 3-PSG 8-P
SG 8-PNiMo 1-IG
NiMo 1-IG
SG 3-PSG 8-P
SG 8-PNiMo 1-IG
NiMo 1-IG
Ti 70 PIPE-FDPipeshield 71 T8-FD
Ti 70 PIPE-FDPipeshield 81 T8-FD
Pipeshield 71 T8-FD
Pipeshield 81 T8-FD
StahlmarkenAPIEN
CEL BVD Pipe
Elektroden Draht Fülldraht-elektroden
Seite
Seite
Seite
Seite
Seite
8
8
88888
8
8
88888
8
8
8
8
8
8
9
99
99
9
99
99
888
8889
89
888
8889
89
8
8
8
8
8
8
9
9
9
9
9
9
99
99
9
99
99
9
99
99
9
9
9
9
9
9
99
99
99
99
www.boehler-welding.com

6
Unlegierte Stähle
SMAW Re 460 N/mm2
Rm 520 N/mm2
A5 25%Av 75 J
2.02.53.24.05.0
TÜV-D, DB, ÖBB, TÜV-A ABS, DNV, LR, LTSS, SEPROZ, CE
Rutil-Cellulose umhüllte Stabelektrode mit sehr guter Verschweißbarkeit in alle Positionen auch senkrecht fallend.
Universalelektrode, besonders für Kleintransformatioren. Biegbare Hülle, sehr stabiler Lichtbogen. Vielseitige Anwendung im Stahl-, Fahrzeug-,Kessel-, Behälter- und Schiffbau.
FOX OHV
EN ISO 2560-A: E 38 0 RC 11
AWS A5.1: E6013
BÖHLER
StandardENAWS
Schweiß-verfahren
MechanischeGütewerteRichtwerte
Ø
mm
Eigenschaften und AnwendungenZulassungen
SMAW Re 460 N/mm2
Rm 520 N/mm2
A5 26%Av 65 J
1.52.02.53.24.05.0
TÜV-D, TÜV-A,ABS, BV, DNV,GL, LR, LTSS,SEPROZ, CE
Rutil umhüllte Stabelektrode mit bester Verschweißbarkeit in allenPositionen, mit Ausnahme der Fallnaht.
Für Hobby, Handwerk und Industrie. Besonders glatte Nähte, selbstlösende Schlacke. Ausgezeichnete Wiederzündeigenschaften und einfachste Handhabung.
FOX ETI
EN ISO 2560-A: E 38 0 RC 11
AWS A5.1: E6013
SMAW Re 430 N/mm2
Rm 490 N/mm2
A5 26%Av 75 J
2.02.53.24.0
LR, SEPROZ, ÖBB
Rutil-Cellulose umhüllte Stabelektrode mit angenehmer Verschweißbarkeitin allen Positionen, auch senkrecht fallend. Bevorzugt für Bauschlosserund Montagearbeiten.
Ausgezeichnetes Schweiß- und Fließverhalten. Gute Zünd- undWiederzündeigenschaften, sicherer Einbrand, flache Naht.
FOX KE
EN ISO 2560-A: E 38 0 RC 11
AWS A5.1: E6013
SMAW Re 490 N/mm2
Rm 560 N/mm2
A5 27%Av 190 J
100 J…-50°C
2.02.53.24.05.06.0
TÜV-D , DB, ÖBB, TÜV-A, ABS, BV, DNV, LR, GL RMR,RINA, LTSS, VUZ,SEPROZ, PDO,CRS, CE, NAKS
Basisch umhüllte Stabelektrode für hochwertige Schweißverbindungen.Ausgezeichnete Festigkeits- und Zähigkeitseigenschaften bis -50°C.Schweißgutausbringung ca. 110%. In allen Positionen, mit Ausnahme derFallnaht, gut verschweißbar.
Sehr niedrige Wasserstoffgehalte im Schweißgut (unter AWS-Bedingungen HD ≤4 ml/100g).
FOX EV 50
EN ISO 2560-A: E 42 5 B 42 H5
AWS A5.1: E7018-1H4R
SMAW Re 440 N/mm2
Rm 550 N/mm2
A5 28%Av 180 J
2.53.24.05.0
TÜV-D, DB, ÖBB, CE
Basisch umhüllte Doppelmantelelektrode in allen Positionen, außerFallnaht, außergewöhnlich gut verschweißbar.
Eignet sich aufgrund des sehr gut gerichteten Lichtbogens besonders für Schweißungen in Zwangslage.
FOX EV 50-A
EN ISO 2560-A: E 42 3 B 12 H10
AWS A5.1: E7016
GTAW Re 500 N/mm2
Rm 600 N/mm2
A5 26%Av 220 J
1.62.02.43.0
TÜV-D, DB, ÖBB, TÜV-A,Statoil, CE
Verkupferter Schweißstab für das Schweißen von unlegierten und niedriglegierten Stählen.
Der WIG-Schweißstab eignet sich für dünnwandige Bleche und Rohresowie für Wurzelschweißungen. Der relativ niedrige Si-Gehalt macht denSchweißstab besonders geeignet für Schweißverbindungen, die nachträglichemailliert oder verzinkt werden sollen.
EML 5
EN ISO 636-A: W 46 5W2Si
AWS A5.18: ER70S-3
GMAW Re 440 N/mm2
Rm 530 N/mm2
A5 30%Av 160 J
0.81.01.21.6
TÜV-D, DB, ÖBB, TÜV-A, ABS, CWB, DNV, GL, LR,LTSS, SEPROZ, CE
Universell anwendbare verkupferte Drahtelektrode mit einem sowohlunter Mischgasen als auch unter CO2 weitgehend spritzerfreiemWerkstoffübergang.
EMK 6
EN ISO 14341-A: G 42 4 M G3Si1G 42 4 C G3Si1
AWS A5.18: ER70S-6
GMAW Re 470 N/mm2
Rm 600 N/mm2
A5 26%Av 120 J
0.81.01.2
TÜV-D, DB, ÖBB, ABS, DNV,GL, LR, SEPROZ,CE, NAKS
Verkupferte Drahtelektrode mit universeller Einsetzbarkeit im Behälter-,Kessel- und Konstruktionsbau.
Sie zeigt unter Mischgasen als auch unter CO2 einen weitgehend spritzerfreien Werkstoffübergang.
EMK 8
EN ISO 14341-A: G 46 4 M G4Si1G 46 4 C G4Si1
AWS A5.18: ER70S-6
www.boehler-welding.com

7BÖHLER WELDING Bestseller
BÖHLER
StandardENAWS
Schweiß-verfahren
MechanischeGütewerteRichtwerte
Ø
mm
Eigenschaften und AnwendungenZulassungen
SAW Re 440 N/mm2
Rm 520 N/mm2
A5 33%Av 185 J
140 J…-60°C
2.02.53.03.24.0
TÜV-A
Draht: TÜV-D,KTA 1408.1 , DB,ÖBB, TÜV-A,SEPROZ, CE
Die Drahtelektrode EMS 2 ist im Schiffbau, Stahlbau sowie Kessel- und Behälterbau universell einsetzbar.
Sie eignet sich für das Verbindungsschweißen von allgemeinen Baustählen und Feinkornbaustählen.
Draht: EMS 2
EN 756: S2
AWS A5.17: EM12K
Pulver: BB 24
EN 760: SA FB 1 65 DC H5
SAW Re 455 N/mm2
Rm 550 N/mm2
A5 32%Av 180 J
160 J…-40°C
4.0 Draht: TÜV-D,KTA 1408.1, DB,ÖBB, TÜV-A,SEPROZ, CE
Die Drahtelektrode EMS 3 ist im Schiffbau, Stahlbau sowie Kessel- und Behälterbau universell einsetzbar.
Sie eignet sich für das Verbindungsschweißen von allgemeinen Baustählen und Feinkornbaustählen.
Draht: EMS 3
EN 756: S3
AWS A5.17: EH10K
Pulver: BB 24
EN 760: SA FB 1 65 DC H5
FCAW Re 500 N/mm2
Rm 580 N/mm2
A5 26%Av 180 J
1.01.21.6
TÜV-D, DB, ABS, GL, LR,DNV, BV, CRS, CE
Rutile Fülldrahtelektrode mit rasch erstarrender Schlacke. Hervorragende Schweißeigenschaften in allen Positionen.
Ausgezeichnete mechanische Gütewerte, gute Schlackenentfernbarkeitund geringe Spritzverluste. Zwangslagen können mit erhöhtemSchweißstrom äußerst wirtschaftlich geschweißt werden.
Ti 52-FD
EN ISO 17632-A:T 46 4 P M 1 H10T 42 2 P C 1 H5
AWS A5.20: E71T-1MJH8
GMAW Re 500 N/mm2
Rm 610 N/mm2
A5 27%Av 130 J
1.01.21.6
TÜV-D, DB, ABS, BV, DNV,GL, CE, LR
Metallpulvergefüllte Hochleistungs- Fülldrahtelektrode für halb- und vollautomatische Verbindungsschweißungen an unlegierten Bau- undFeinkornbaustählen bei Einsatztemperaturen von -40 bis +450°C.
Die speziell abgestimmte Pulvermischung ermöglicht eine sehr hoheAusbringung und eine Abschmelzleistung von bis zu 9 kg/h.
HL 51-FD
EN ISO 17632-A:T 46 4 M M 1 H5
AWS A5.18:E70C-6MH4
FCAW Re 500 N/mm2
Rm 600 N/mm2
A5 25%Av 70 J…-20°C
60 J…-40°C
1.01.21.6
TÜV-D, DB, GL Verkupferte Rutile Fülldrahtelektrode mit geschlossenem Röhrchen. Für den Stahl-, Fahrzeug- und Behälterbau sowie für den Schiffs- undRohrleitungsbau.
Geringe Spritzverluste und gute Schlackenentfernbarkeit. Hervorragende Modellierbarkeit und auf Grund der rasch erstarrendenSchlacke ausgezeichnete Verwendung in der Zwangslagenposition.
Ti 52 T-FD
DIN EN 758: T 46 4 P M 1 H5T 46 2 P C 1 H5
AWS A5.20: E 71 T-1 H4
GMAW Re 500 N/mm2
Rm 600 N/mm2
A5 25%Av 110 J…-20°C
80 J…-40°C≥47 J…-60°C
1.01.21.6
TÜV-D, DB, GL Verkupferte Metallpulver-Fülldrahtelektrode mit geschlossenem Röhrchen für ein- und mehrlagiges Schweißen ohne Zwischenreinigung. Einsetzbar im Kurz- und Sprühlichtbogenbereich. Für Roboter-schweißungen geeignet durch gute Zünd- und Wiederzündeigenschaften.Sehr gute Spaltüberbrückbarkeit.
Für den Stahl-, Schiff-, Fahrzeug- und Behälterbau sowie für denRohrleitungsbau. Kaltzäh bis -60°C.
HL 51 T-MC
DIN EN 758: T 46 6 M M 1 H5
AWS A5.18: E 70 C-1 6M H4
www.boehler-welding.com

8
Pipeline
BÖHLER
StandardENAWS
Schweiß-verfahren
MechanischeGütewerteRichtwerte
Ø
mm
Eigenschaften und AnwendungenZulassungen
SMAW Re 510 N/mm2
Rm 560 N/mm2
A5 27%Av 170 J
65 J…-50°C
3.24.04.5
TÜV-D, GdF,SEPROZ, CE
Basisch umhüllte Fallnahtelektrode für hochwertige Schweißverbindungenan Großrohrleitungen sowie im Konstruktionsbau. Im Pipelinebau geeignetfür die Füll- und Decklagenschweißung.
Die Fallnahtschweißung ermöglicht eine bis zu 100% höhereAbschmelzleistung gegenüber der Steignahtschweißung. Das gilt für alle BÖHLER BVD-Elektroden!
FOX BVD 85
EN ISO 2560-A: E 46 5 1Ni B 45
AWS A5.5: E8045-P2E8018-G
SMAW Re 600 N/mm2
Rm 650 N/mm2
A5 27%Av 170 J
80 J…-50°C
3.24.04.5
TÜV-D, GdF,Statoil, GdF,SEPROZ, CE,NAKS, VNIIST
Basisch umhüllte Fallnahtelektrode für hochwertige Schweißverbindungenan Großrohrleitungen sowie im Konstruktionsbau. Im Pipelinebau geeignetfür die Füll- und Decklagenschweißung.
Besonders rissfestes Schweißgut mit hoher Zähigkeit.
FOX BVD 90
EN 757: E 55 5 Z2Ni B 45
AWS A5.5: E9018-GE9045-P2 (mod.)
SMAW Re 450 N/mm2
Rm 520 N/mm2
A5 26%Av 110 J
45 J…-40°C
2.53.24.05.0
TÜV-D, TÜV-A,DNV, Statoil,SEPROZ, PDO, VNIIST (ø 3.2-4.0 mm), GdF, CE
Zellulose umhüllte Stabelektrode für die Fallnahtschweißung der Wurzel, Hotpass, Füll- und Decklagenan Großrohrleitungen. Hohe Wirtschaftlichkeit gegenüber Steignahtschweißung auch inKombination mit basischen Fallnahtelektroden.
Bestens geeignet für die Schweißung der Wurzellage.
FOX CEL
EN ISO 2560-A: E 38 3 C 21
AWS A5.1: E6010
SMAW Re 480 N/mm2
Rm 550 N/mm2
A5 23%Av 100 J
45 J…-40°C
3.24.05.0
TÜV-A Höherfeste zellulose umhüllte Stabelektrode für Fallnahtschweißung an Großrohrleitungen. Hohe Wirtschaftlichkeit gegenüberSteignahtschweißung.
BÖHLER Zellulose umhüllten Stabelektroden werden vor allem für dieHotpass, Füll- und Decklagenschweißung verwendet und sind daher auchbesonders gut dafür geeignet.
FOX CEL 75
EN ISO 2560-A: E 42 3 C 25
AWS A5.5: E7010-P1
SMAW Re 490 N/mm2
Rm 570 N/mm2
A5 23%Av 110 J
3.24.05.0
TÜV-D, TÜV-A ,ABS, GdF,SEPROZ, PDO, CE
Höherfeste Zellulose umhüllte Stabelektrode für Fallnahtschweißung an Großrohrleitungen.
BÖHLER Zellulose umhüllten Stabelektroden bieten eine hoheWirtschaftlichkeit gegenüber Steignahtschweißung.
FOX CEL 85
EN ISO 2560-A: E 46 4 1Ni C 25
AWS A5.5: E8010-P1
SMAW Re 610 N/mm2
Rm 650 N/mm2
A5 21%Av 90 J
45 J…-40°C
4.05.0
TÜV-D, TÜV-A,GdF, Statoil,SEPROZ, VNIIST, CE
Hochfeste Zellulose umhüllte Stabelektrode für Fallnahtschweißung an Großrohrleitungen vor allem der Stahlgüten X70 und X80.
FOX CEL 90
EN ISO 2560-A: E 50 3 1Ni C 25
AWS A5.5: E9010-P1E9010-G
SMAW Re 475 N/mm2
Rm 550 N/mm2
A5 23%Av 100 J
3.24.05.0
TÜV-D, CE Höherfeste cellulose umhüllte Stabelektrode für Fallnahtschweißung anGroßrohrleitungen.
BÖHLER FOX CEL 70-P zeichnet sich durch einen intensiverenLichtbogen und ein flüssigeres Schweißbad im Vergleich zur BÖHLER FOX CEL 75 aus.
FOX CEL 70-P
EN ISO 2560-A:E 42 3 C 25
AWS A5.5: E7010-P1
SMAW Re 490 N/mm2
Rm 570 N/mm2
A5 23%Av 90 J
45 J…-40°C
3.24.05.0
TÜV-D, CE Höherfeste cellulose umhüllte Stabelektrode für Fallnahtschweißung anGroßrohrleitungen.
BÖHLER FOX CEL 80-P zeichnet sich durch einen intensiverenLichtbogen und ein flüssigeres Schweißbad im Vergleich zur BÖHLER FOX CEL 85 aus.
FOX CEL 80-P
EN ISO 2560-A:E 46 3 1Ni C 25
AWS A5.5: E8010-P1
www.boehler-welding.com
9BÖHLER WELDING Bestseller
Pipeline
BÖHLER
StandardENAWS
Schweiß-verfahren
MechanischeGütewerteRichtwerte
Ø
mm
Eigenschaften und AnwendungenZulassungen
SMAW Re 550 N/mm2
Rm 590 N/mm2
A5 29%Av 170 J
2.53.24.05.0
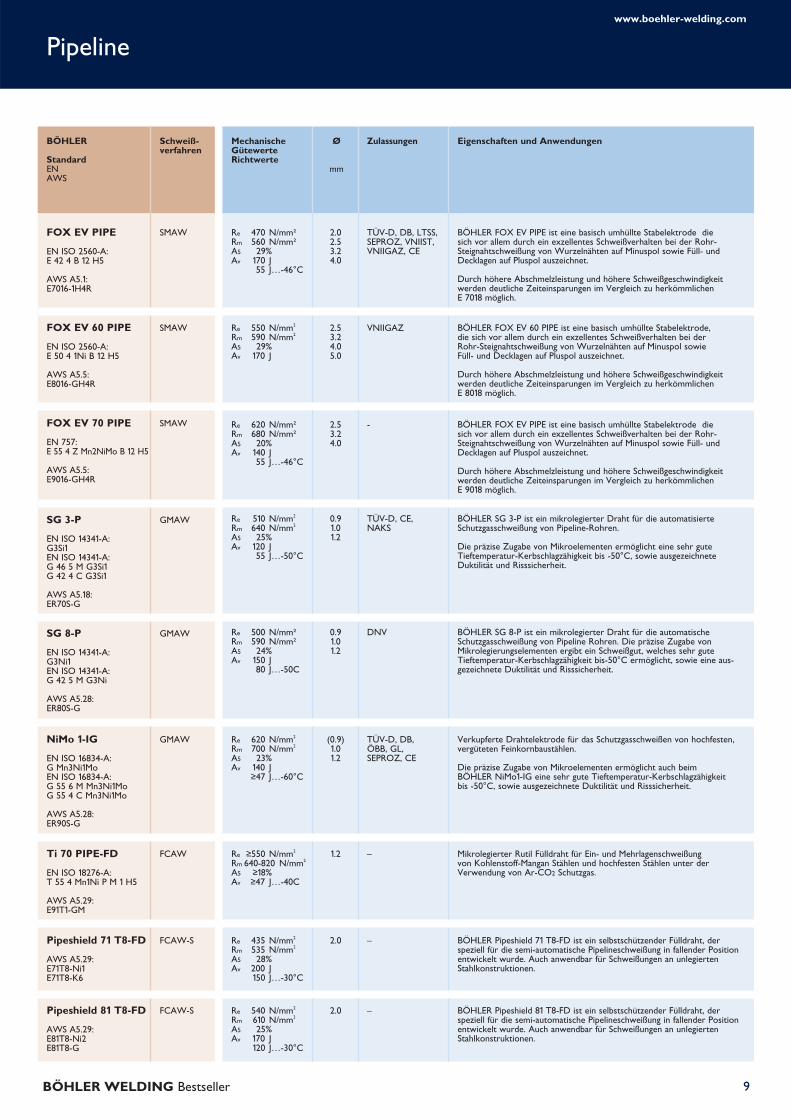
VNIIGAZ BÖHLER FOX EV 60 PIPE ist eine basisch umhüllte Stabelektrode, die sich vor allem durch ein exzellentes Schweißverhalten bei der Rohr-Steignahtschweißung von Wurzelnähten auf Minuspol sowieFüll- und Decklagen auf Pluspol auszeichnet.
Durch höhere Abschmelzleistung und höhere Schweißgeschwindigkeitwerden deutliche Zeiteinsparungen im Vergleich zu herkömmlichen E 8018 möglich.
FOX EV 60 PIPE
EN ISO 2560-A: E 50 4 1Ni B 12 H5
AWS A5.5: E8016-GH4R
GMAW Re 510 N/mm2
Rm 640 N/mm2
A5 25%Av 120 J
55 J…-50°C
0.91.01.2
TÜV-D, CE, NAKS
BÖHLER SG 3-P ist ein mikrolegierter Draht für die automatisierteSchutzgasschweißung von Pipeline-Rohren.
Die präzise Zugabe von Mikroelementen ermöglicht eine sehr guteTieftemperatur-Kerbschlagzähigkeit bis -50°C, sowie ausgezeichneteDuktilität und Risssicherheit.
SG 3-P
EN ISO 14341-A: G3Si1 EN ISO 14341-A: G 46 5 M G3Si1G 42 4 C G3Si1
AWS A5.18: ER70S-G
GMAW Re 620 N/mm2
Rm 700 N/mm2
A5 23%Av 140 J
≥47 J…-60°C
(0.9)1.01.2
TÜV-D, DB, ÖBB, GL,SEPROZ, CE
Verkupferte Drahtelektrode für das Schutzgasschweißen von hochfesten,vergüteten Feinkornbaustählen.
Die präzise Zugabe von Mikroelementen ermöglicht auch beim BÖHLER NiMo1-IG eine sehr gute Tieftemperatur-Kerbschlagzähigkeit bis -50°C, sowie ausgezeichnete Duktilität und Risssicherheit.
NiMo 1-IG
EN ISO 16834-A: G Mn3Ni1Mo EN ISO 16834-A: G 55 6 M Mn3Ni1MoG 55 4 C Mn3Ni1Mo
AWS A5.28: ER90S-G
FCAW Re ≥550 N/mm2
Rm 640-820 N/mm2
A5 ≥18%Av ≥47 J…-40C
1.2 – Mikrolegierter Rutil Fülldraht für Ein- und Mehrlagenschweißung von Kohlenstoff-Mangan Stählen und hochfesten Stählen unter derVerwendung von Ar-CO2 Schutzgas.
Ti 70 PIPE-FD
EN ISO 18276-A: T 55 4 Mn1Ni P M 1 H5
AWS A5.29: E91T1-GM
SMAW Re 470 N/mm²Rm 560 N/mm²A5 29%Av 170 J
55 J…-46°C
2.02.53.24.0
TÜV-D, DB, LTSS,SEPROZ, VNIIST,VNIIGAZ, CE
BÖHLER FOX EV PIPE ist eine basisch umhüllte Stabelektrode die sich vor allem durch ein exzellentes Schweißverhalten bei der Rohr-Steignahtschweißung von Wurzelnähten auf Minuspol sowie Füll- undDecklagen auf Pluspol auszeichnet.
Durch höhere Abschmelzleistung und höhere Schweißgeschwindigkeitwerden deutliche Zeiteinsparungen im Vergleich zu herkömmlichen E 7018 möglich.
FOX EV PIPE
EN ISO 2560-A: E 42 4 B 12 H5
AWS A5.1:E7016-1H4R
SMAW Re 620 N/mm²Rm 680 N/mm²A5 20%Av 140 J
55 J…-46°C
2.53.24.0
- BÖHLER FOX EV PIPE ist eine basisch umhüllte Stabelektrode die sich vor allem durch ein exzellentes Schweißverhalten bei der Rohr-Steignahtschweißung von Wurzelnähten auf Minuspol sowie Füll- undDecklagen auf Pluspol auszeichnet.
Durch höhere Abschmelzleistung und höhere Schweißgeschwindigkeitwerden deutliche Zeiteinsparungen im Vergleich zu herkömmlichen E 9018 möglich.
FOX EV 70 PIPE
EN 757: E 55 4 Z Mn2NiMo B 12 H5
AWS A5.5:E9016-GH4R
GMAW Re 500 N/mm²Rm 590 N/mm²A5 24%Av 150 J
80 J…-50C
0.91.01.2
DNV BÖHLER SG 8-P ist ein mikrolegierter Draht für die automatischeSchutzgasschweißung von Pipeline Rohren. Die präzise Zugabe vonMikrolegierungselementen ergibt ein Schweißgut, welches sehr guteTieftemperatur-Kerbschlagzähigkeit bis-50°C ermöglicht, sowie eine aus-gezeichnete Duktilität und Risssicherheit.
SG 8-P
EN ISO 14341-A: G3Ni1EN ISO 14341-A: G 42 5 M G3Ni
AWS A5.28:ER80S-G
FCAW-S Re 435 N/mm2
Rm 535 N/mm2
A5 28%Av 200 J
150 J…-30°C
2.0 – BÖHLER Pipeshield 71 T8-FD ist ein selbstschützender Fülldraht, derspeziell für die semi-automatische Pipelineschweißung in fallender Positionentwickelt wurde. Auch anwendbar für Schweißungen an unlegiertenStahlkonstruktionen.
Pipeshield 71 T8-FD
AWS A5.29: E71T8-Ni1E71T8-K6
FCAW-S Re 540 N/mm2
Rm 610 N/mm2
A5 25%Av 170 J
120 J…-30°C
2.0 – BÖHLER Pipeshield 81 T8-FD ist ein selbstschützender Fülldraht, derspeziell für die semi-automatische Pipelineschweißung in fallender Positionentwickelt wurde. Auch anwendbar für Schweißungen an unlegiertenStahlkonstruktionen.
Pipeshield 81 T8-FD
AWS A5.29: E81T8-Ni2E81T8-G
www.boehler-welding.com

Hochfeste Stähle
10
SMAW Re 510 N/mm2
Rm 610 N/mm2
A5 27%Av 180 J
110 J…-60°C
2.53.24.05.0
TÜV-D, TÜV-A,DNV, RMR,Statoil, LTSS,SEPROZ, CRS, CE
Ni-legierte, basisch umhüllte Stabelektrode mit ausgezeichnetenGütewerten, vor allem hoher Zähigkeit und Risssicherheit für höherfesteFeinkornbaustähle.
Geeignet für einen Temperaturbereich von -60°C bis +350°C
Sehr niedriger Wasserstoffgehalt im Schweißgut (HD ≤4 ml/100 g).
FOX EV 60
EN ISO 2560-A: E 46 6 1Ni B 42 H5
AWS A5.5: E8018-C3H4R
BÖHLER
StandardENAWS
Schweiß-verfahren
MechanischeGütewerteRichtwerte
Ø
mm
Eigenschaften und AnwendungenZulassungen
SMAW Re 580 N/mm2
Rm 630 N/mm2
A5 26%Av 170 J
90 J…-40°C
2.53.24.05.0
TÜV-D, DB, ÖBB, TÜV-A,RMR, SEPROZ, CE
Basisch umhüllte Stabelektrode für unlegierte und niedriglegierte Stählehöherer Festigkeit und einem Kohlenstoffgehalt bis 0.6%. Auch für dieSchienenstoßschweißung geeignet.
Sehr niedriger Wasserstoffgehalt im Schweißgut (HD ≤4 ml/100 g).
FOX EV 63
EN ISO 2560-A: E 50 4 B 42 H5
AWS A5.5: E8018-GH4R
SMAW Re 650 N/mm2
Rm 700 N/mm2
A5 24%Av 160 J
70 J…-60°C
3.24.0
TÜV-D, SEPROZ, CE
Mo-Ni-legierte, basisch umhüllte Stabelektrode mit hoher Zähigkeit und Rissfestigkeit für hochfeste Feinkornbaustähle.
Geeignet für den Temperaturbereich -60°C bis +350°C.
Sehr niedriger Wasserstoffgehalt im Schweißgut (HD ≤4 ml/100 g).
FOX EV 70
EN 757: E 55 6 1NiMo B 4 2 H5
AWS A5.5: E9018-GH4RE9018-D1H4R (mod.)
SMAW Re 780 N/mm2
Rm 840 N/mm2
A5 20%Av 110 J
60 J…-60°C
2.53.24.05.0
TÜV-D, DB, ÖBB, SEPROZ, CE
Mn-Mo-Mi-legierte, basisch umhüllte Stabelektrode mit hoher Zähigkeitund Rissfestigkeit für hochfeste Feinkornbaustähle.
Sehr niedriger Wasserstoffgehalt im Schweißgut (HD ≤4 ml/100 g).
FOX EV 85
EN 757: E 69 6 Mn2NiCrMo B 42 H5
AWS A5.5: E11018-GH4RE11018MH4R (mod.)
SMAW Re 490 N/mm2
Rm 570 N/mm2
A5 30%Av 180 J
110 J…-80°C
2.53.24.05.0
TÜV-D, DB, ÖBB, ABS,BV,WIWEB, DNV, GL, LR,RINA,Statoil,SEPROZ, CE
Ni-legierte, basisch umhüllte Stabelektrode für unlegierte und Ni-legierteFeinkornbaustähle. Zähes, rissfestes Schweißgut.
Das Schweißgut ist kaltzäh bis -80°C. Sehr niedriger Wasserstoffgehalt im Schweißgut (HD ≤4 ml/100 g).
FOX 2.5 Ni
EN ISO 2560-A: E 46 8 2Ni B 42 H5
AWS A5.5: E8018-C1H4R
GMAW Re 510 N/mm2
Rm 600 N/mm2
A5 22%Av 170 J
≥47 J…-80°C
1.01.2
TÜV-D, DB, ÖBB, TÜV-A, ABS, BV, DNV,GL, LR, SEPROZ,CE
2.5% Ni-legierte Drahtelektrode, verkupfert, zum Schutzgasschweißen von kaltzähen Feinkornbaustählen und nickellegierten Stählen.
Einsetzbar in Abhängigkeit vom Schutzgas kaltzäh bis -80°C.
2.5 Ni-IG
EN ISO 14341-A: G2Ni2EN ISO 14341-A: G 46 8 M G2Ni2G 46 6 C G2Ni2
AWS A5.28: ER80S-Ni2
www.boehler-welding.com

Hochfeste Stähle
11BÖHLER WELDING Bestseller
GMAW Re 800 N/mm2
Rm 900 N/mm2
A5 19%Av 190 J
≥47 J…-50°C
1.01.2
TÜV-D, DB, ÖBB, TÜV-A, GL, SEPROZ, CE, ABS, BV,DNV, LR, RMR
Verkupferte Drahtelektrode für das Schweißen von hochfesten, vergüteten Feinkornbaustählen, mit Mindeststreckgrenze von 690 N/mm2.Gute Tieftemperatur-Kerbschlagarbeit bis -50°C.
X 70-IG
EN ISO 16834-A: G Mn3Ni1CrMo EN ISO 16834-A: G 69 5 M Mn3Ni1CrMo
AWS A5.28: ER110S-G
BÖHLER
StandardENAWS
Schweiß-verfahren
MechanischeGütewerteRichtwerte
Ø
mm
Eigenschaften und AnwendungenZulassungen
GMAW Re 915 N/mm2
Rm 960 N/mm2
A5 20%Av 130 J
≥47 J…-60°C
1.01.2
TÜV-D, DB, ÖBB, TÜV-A, GL, SEPROZ, CE
Verkupferte Drahtelektrode für das Schweißen von hochfesten, vergüteten Feinkornbaustählen mit Mindeststreckgrenze von 890 N/mm2.
Gute Tieftemperaturkerbschlagarbeit bis -60°C.
X 90-IG
EN ISO 16834-A: G Mn4Ni2CrMo EN ISO 16834-A: G 89 6 M Mn4Ni2CrMo
AWS A5.28: ER120S-G
GMAW Re 500 N/mm2
Rm 580 N/mm2
A5 26%Av 130 J
≥47 J…-40°C
1.01.2
DB, ÖBB, CE Ni-Cu-legierte Drahtelektrode, verkupfert für das Metall-Schutzgasschweißen an wetterfesten Baustählen, Baustählen undSonderbaustählen.
Durch das zulegierte Kupfer zeichnet sich das Schweißgut mit erhöhterBeständigkeit gegen atmosphärische Korrosion aus.
NiCu 1-IG
EN ISO 14341-A: G 42 4 M G0G 42 4 C G0
AWS A5.28: ER80S-G
SAW Re 580 N/mm2
Rm 650 N/mm2
A5 21%Av 180 J
60 J…-40°C
4.0 TÜV-D
Draht: TÜV-D, CE, NAKS
Draht/Pulver-Kombination für das Verbindungsschweißen hochfester vergüteter Baustähle. Das Pulver zeichnet sich durch ein neutrales metallurgisches Verhalten aus.
Das Schweißgut weist gute Zähigkeitseigenschaften bei tiefenTemperaturen auf. Niedriger Wasserstoffgehalt im Schweißgut (HD ≤5 ml/100 g unter AWS-Bedingung).
Draht: 3 NiMo 1-UP
EN 14295: S 3Ni1Mo
AWS A5.23: EF3 (mod.)
Pulver: BB 24
EN 760: SA FB 1 65 DC H5
GTAW Re 510 N/mm2
Rm 600 N/mm2
A5 26%Av 280 J
80 J…-60°C
2.02.43.0
TÜV-D, TÜV-A,BV, GL, Statoil,SEPROZ, CE
2.5% Ni-legierter WIG-Schweißstab, verkupfert, zum Schweißen von kaltzähen Feinkornbaustählen und Nickelstählen.
Kaltzäh bis -80°C.
2.5 Ni-IG
EN ISO 636-A: W2Ni2EN ISO 636-A: W 46 8W2Ni2
AWS A5.28: ER80S-Ni2
FCAW Re ≥500 N/mm2
Rm ≥560 N/mm2
A5 ≥20%Av ≥120 J
≥47 J…-60°C
1.2 – Diese Rutil-Fülldrahtelektrode bietet hervorragende Schweißeigenschaftenund ausgezeichnete mechanische Gütewerte in allen Positionen bis -60°C.
Gute Schlackenentfernbarkeit, geringe Spritzverluste, glatte feingezeich-nete Nahtoberfläche, hohe Röntgensicherheit, kerbfreie Nahtübergänge.Zwangslagen können mit angehobenem Schweißstrom und daher äußerstwirtschaftlich mit erhöhter Abschmelzleistung geschweißt werden.
Ti 60-FD
EN ISO 17632-A:T 50 6 1Ni P M 1 H5
AWS A5.20:E81T1-Ni1MJH4
SAW Re 740 N/mm2
Rm 850 N/mm2
A5 20%Av 120 J
85 J…-40°C
3.04.0
– Draht/Pulver-Kombination mit spezieller Eignung für hochfesteFeinkornbaustähle. Die Kombination zeigt eine guteTieftemperaturzähigkeit.
Das Schweißgut ist für nachträgliche Vergütung geeignet.
Draht: 3 NiCrMo 2.5-UP
EN 14295: S 3Ni2.5CrMo
AWS A5.23: EM4 (mod.)
Pulver: BB 24
EN 760: SA FB 1 65 DC H5
www.boehler-welding.com

12
Hochfeste Stähle, alform welding system
BÖHLER
StandardENAWS
Schweiß-verfahren
MechanischeGütewerteRichtwerte
Ø
mm
Eigenschaften und AnwendungenZulassungen
SMAW Re 780 N/mm2
Rm 840 N/mm2
A5 20%Av 110 J
60 J…-60°C
2.53.24.05.0
TÜV-D, DB, ÖBB, SEPROZ, CE
Mn-Mo-Mi-legierte, basisch umhüllte Stabelektrode mit hoher Zähigkeitund Rissfestigkeit für hochfeste Feinkornbaustähle.
Sehr niedriger Wasserstoffgehalt im Schweißgut (HD ≤4 ml/100 g).
FOX alform 700
EN 757: E 69 6 Mn2NiCrMo B 42 H5
AWS A5.5: E11018-GH4RE11018MH4R (mod.)
GMAW Rp0.2 790 N/mm2
Rm 880 N/mm2
A5 16%Av 90 J
47 J…-50°C
1.01.2
– Massivdrahtelektrode, hochfest, mittellegiert, für das Schutzgasschweißenvon vergüteten und thermomechanisch behandelten Feinkornbaustählen.
Der Draht erzielt optimierte und geprüfte Schweißergebnisse mit dementsprechenden alform-Stahl 700 M.
alform 700-IG
EN ISO 16834-A: G 79 5 M Mn4Ni1.5CrMo
AWS A5.28: ER110S-G
GMAW Rp0.2 769 N/mm2
Rm 832 N/mm2
A5 18.4%Av 145 J
63 J…-60°C
1.2 – Metallpulverfülldraht, für das Schweißen von hochfesten thermo-mechanisch vergüteten (TM – thermo-mechanical treated steel)Feinkornbaustählen mit einer Streckgrenze von mind. 690 MPa. Der Fülldraht sichert niedrigste Wasserstoffwerte von 2-3 ml / 100g.
alform 700-MC
EN ISO 18276-A: T 69 5 Mn2NiCrMo M M 1 H5
AWS A5.28: E120C-K4 H4
SAW Rp0.2 720 N/mm2
Rm 830 N/mm2
A5 17%Av 120 J
47 J…-60°C
3.04.0
– Mittellegierte Draht/Pulverkombination, für das Schweißen von vergütetenund thermomechanisch behandelten Feinkornbaustählen.
Es werden optimierte und geprüfte Schweißergebnisse mit dementsprechenden alform-Stahl 700 M erzielt.
Draht: alform 700-UP
EN ISO 26304-ASZ3Ni2.5CrMo
AWS A5.23: EG
Pulver: alform BB 700
EN 760: SA FB 1 65 AC H3
GMAW Rp0.2 890 N/mm2
Rm 950 N/mm2
A5 15%Av 90 J
47 J…-60°C
1.01.2
– Massivdrahtelektrode, hochfest, mittellegiert, für das Schutzgasschweißenvon vergüteten und thermomechanisch behandelten Feinkornbaustählen.
Der Draht erzielt optimierte und geprüfte Schweißergebnisse mit dementsprechenden alform-Stahl 900 M x-treme.
alform 900-IG
EN ISO 16834-AG 89 6 M Mn4Ni2CrMo
AWS A5.28: ER120S-G
www.boehler-welding.com
13BÖHLER WELDING Bestseller
Warmfeste Stähle
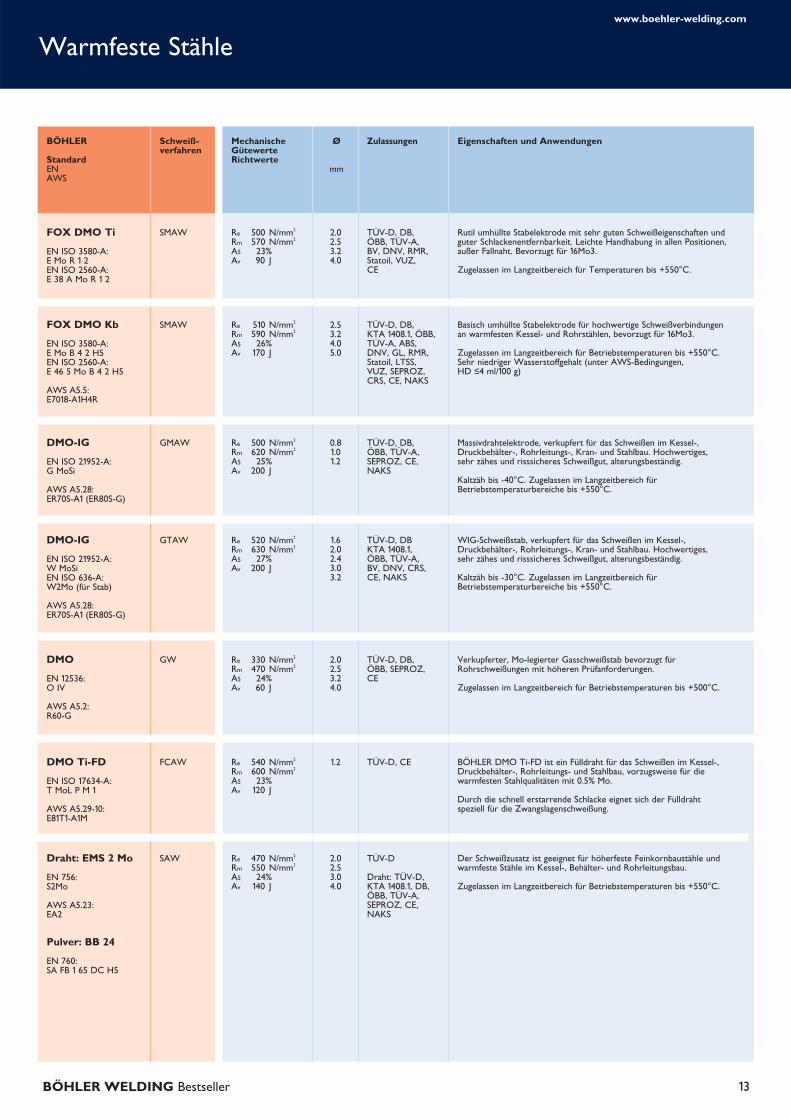
SMAW Re 510 N/mm2
Rm 590 N/mm2
A5 26%Av 170 J
2.53.24.05.0
TÜV-D, DB,KTA 1408.1, ÖBB,TÜV-A, ABS,DNV, GL, RMR,Statoil, LTSS, VUZ, SEPROZ,CRS, CE, NAKS
Basisch umhüllte Stabelektrode für hochwertige Schweißverbindungen an warmfesten Kessel- und Rohrstählen, bevorzugt für 16Mo3.
Zugelassen im Langzeitbereich für Betriebstemperaturen bis +550°C. Sehr niedriger Wasserstoffgehalt (unter AWS-Bedingungen, HD ≤4 ml/100 g)
FOX DMO Kb
EN ISO 3580-A: E Mo B 4 2 H5EN ISO 2560-A: E 46 5 Mo B 4 2 H5
AWS A5.5: E7018-A1H4R
BÖHLER
StandardENAWS
Schweiß-verfahren
MechanischeGütewerteRichtwerte
Ø
mm
Eigenschaften und AnwendungenZulassungen
GMAW Re 500 N/mm2
Rm 620 N/mm2
A5 25%Av 200 J
0.81.01.2
TÜV-D, DB, ÖBB, TÜV-A, SEPROZ, CE,NAKS
Massivdrahtelektrode, verkupfert für das Schweißen im Kessel-,Druckbehälter-, Rohrleitungs-, Kran- und Stahlbau. Hochwertiges, sehr zähes und risssicheres Schweißgut, alterungsbeständig.
Kaltzäh bis -40°C. Zugelassen im Langzeitbereich fürBetriebstemperaturbereiche bis +550°C.
DMO-IG
EN ISO 21952-A: G MoSi
AWS A5.28: ER70S-A1 (ER80S-G)
GTAW Re 520 N/mm2
Rm 630 N/mm2
A5 27%Av 200 J
1.62.02.43.03.2
TÜV-D, DBKTA 1408.1, ÖBB, TÜV-A, BV, DNV, CRS,CE, NAKS
WIG-Schweißstab, verkupfert für das Schweißen im Kessel-,Druckbehälter-, Rohrleitungs-, Kran- und Stahlbau. Hochwertiges, sehr zähes und risssicheres Schweißgut, alterungsbeständig.
Kaltzäh bis -30°C. Zugelassen im Langzeitbereich fürBetriebstemperaturbereiche bis +550°C.
DMO-IG
EN ISO 21952-A: W MoSiEN ISO 636-A: W2Mo (für Stab)
AWS A5.28: ER70S-A1 (ER80S-G)
GW Re 330 N/mm2
Rm 470 N/mm2
A5 24%Av 60 J
2.02.53.24.0
TÜV-D, DB, ÖBB, SEPROZ, CE
Verkupferter, Mo-legierter Gasschweißstab bevorzugt fürRohrschweißungen mit höheren Prüfanforderungen.
Zugelassen im Langzeitbereich für Betriebstemperaturen bis +500°C.
DMO
EN 12536: O IV
AWS A5.2: R60-G
FCAW Re 540 N/mm2
Rm 600 N/mm2
A5 23%Av 120 J
1.2 TÜV-D, CE BÖHLER DMO Ti-FD ist ein Fülldraht für das Schweißen im Kessel-,Druckbehälter-, Rohrleitungs- und Stahlbau, vorzugsweise für die warmfesten Stahlqualitäten mit 0.5% Mo.
Durch die schnell erstarrende Schlacke eignet sich der Fülldraht speziell für die Zwangslagenschweißung.
DMO Ti-FD
EN ISO 17634-A: T MoL P M 1
AWS A5.29-10: E81T1-A1M
SMAW Re 500 N/mm2
Rm 570 N/mm2
A5 23%Av 90 J
2.02.53.24.0
TÜV-D, DB, ÖBB, TÜV-A, BV, DNV, RMR,Statoil, VUZ, CE
Rutil umhüllte Stabelektrode mit sehr guten Schweißeigenschaften undguter Schlackenentfernbarkeit. Leichte Handhabung in allen Positionen,außer Fallnaht. Bevorzugt für 16Mo3.
Zugelassen im Langzeitbereich für Temperaturen bis +550°C.
FOX DMO Ti
EN ISO 3580-A: E Mo R 1 2EN ISO 2560-A: E 38 A Mo R 1 2
SAW Re 470 N/mm2
Rm 550 N/mm2
A5 24%Av 140 J
2.02.53.04.0
TÜV-D
Draht: TÜV-D,KTA 1408.1, DB,ÖBB, TÜV-A,SEPROZ, CE,NAKS
Der Schweißzusatz ist geeignet für höherfeste Feinkornbaustähle undwarmfeste Stähle im Kessel-, Behälter- und Rohrleitungsbau.
Zugelassen im Langzeitbereich für Betriebstemperaturen bis +550°C.
Draht: EMS 2 Mo
EN 756: S2Mo
AWS A5.23: EA2
Pulver: BB 24
EN 760: SA FB 1 65 DC H5
www.boehler-welding.com

14
Warmfeste Stähle
BÖHLER
StandardENAWS
Schweiß-verfahren
MechanischeGütewerteRichtwerte
Ø
mm
Eigenschaften und AnwendungenZulassungen
SMAW Re 510 N/mm2
Rm 610 N/mm2
A5 21%Av 100 J
2.53.24.0
TÜV-D, DB, ÖBB, TÜV-A, ABS, DNV, GL,SEPROZ, CE
Rutil umhüllte Stabelektrode kerndrahtlegiert, sehr guteSchweißeigenschaften und gute Schlackenentfernbarkeit. In allen Positionen außer Fallnaht sehr gut verschweißbar. Bevorzugt für 13CrMo4-5.
Zugelassen im Langzeitbereich für Temperaturen bis +570°C.
FOX DCMS Ti
EN ISO 3580-A: E CrMo1 R 1 2
AWS A5.5: E8013-GE8013-B2 (mod.)
SMAW Re 530 N/mm2
Rm 630 N/mm2
A5 23%Av 160 J
2.53.24.05.0
TÜV-D, DB, ÖBB, TÜV-A, ABS, DNV, GL,LTSS, VUZ,SEPROZ, CE
Basisch umhüllte Stabelektrode kerndrahtlegiert, für hochwertigeSchweißnähte an Kessel- und Rohrstählen und artähnlichen Stahlqualitäten.Bevorzugt für 13CrMo4-5.
Zugelassen im Langzeitbereich für Betriebstemperaturbereiche bis+570°C. Geeignet für Step cooling-Anwendung (Bruscato ≤15 ppm).
FOX DCMS Kb
EN ISO 3580-A: E CrMo1 B 4 2 H5
AWS A5.5: E8018-B2H4R
GMAW Re 460 N/mm2
Rm 570 N/mm2
A5 23%Av 150 J
0.81.01.21.6
TÜV-D, DB, ÖBB, TÜV-A,SEPROZ, CE
Massivdrahtelektrode, verkupfert für das Schweißen im Kessel-,Druckbehälter- und Rohrleitungsbau, ferner für Schweißarbeiten an Vergütungs- und Einsatzstählen. Bevorzugt für 13CrMo4-5.
Zugelassen im Langzeitbereich für Betriebstemperaturbereiche bis +570°C.
DCMS-IG
EN ISO 21952-A: G CrMo1Si
AWS A5.28: ER80S-GER80S-B2 (mod.)
GTAW Re 490 N/mm2
Rm 590 N/mm2
A5 25%Av 250 J
1.62.02.43.0
TÜV-D, TÜV-A,SEPROZ, CE
WIG-Schweißstäbe, verkupfert für das Schweißen im Kessel-,Druckbehälter- und Rohrleitungsbau, ferner für Schweißarbeiten anVergütungs- und Einsatzstählen. Bevorzugt für 13CrMo4-5.
Zugelassen im Langzeitbereich für Betriebstemperaturbereiche bis +570°C. Geeignet für Step cooling-Anwendung (Bruscato ≤15 ppm).
DCMS-IG
EN ISO 21952-A: W CrMo1Si
AWS A5.28: ER80S-GER80S-B2 (mod.)
FCAW Re ≥470 N/mm2
Rm ≥550 N/mm2
A5 ≥20%Av ≥47 J
1.2 TÜV-D, CE Der Schweißzusatz BÖHLER DCMS Ti-FD ist ein niedrig legierter, schlackeführender Fülldraht mit rutiler Füllung für das Schweißen im Kessel-, Druckbehälter-, Rohrleitungsbau, vorzugsweise für diewarmfesten Stahlgüten mit 1% Chrom- und 0.5% Molybdän- Legierung.
Durch die schnell erstarrende Schlacke eignet sich der Fülldraht speziellfür die Zwangslagenschweißung.
DCMS Ti-FD
EN ISO 17634-A: (T CrMo1 P M 1)
AWS A5.29-10: E81T1-B2M
SAW Re 470 N/mm2
Rm 550 N/mm2
A5 22%Av 47 J
2.53.04.0
TÜV-D
Draht: TÜV-D,TÜV-A, SEPROZ,CE
Dieser Zusatzwerkstoff ist geeignet für warmfeste Stähle im Kessel-,Behälter und Rohrleitungsbau. Zugelassen im Langzeitbereich fürBetriebstemperaturen bis +570°C, Bruscato ≤15 ppm.
Draht: EMS 2 CrMo
EN ISO 24598-A: S CrMo1
AWS A5.23: EB2
Pulver: BB 24
EN 760: SA FB 1 65 DC H5
www.boehler-welding.com
Warmfeste Stähle
15BÖHLER WELDING Bestseller
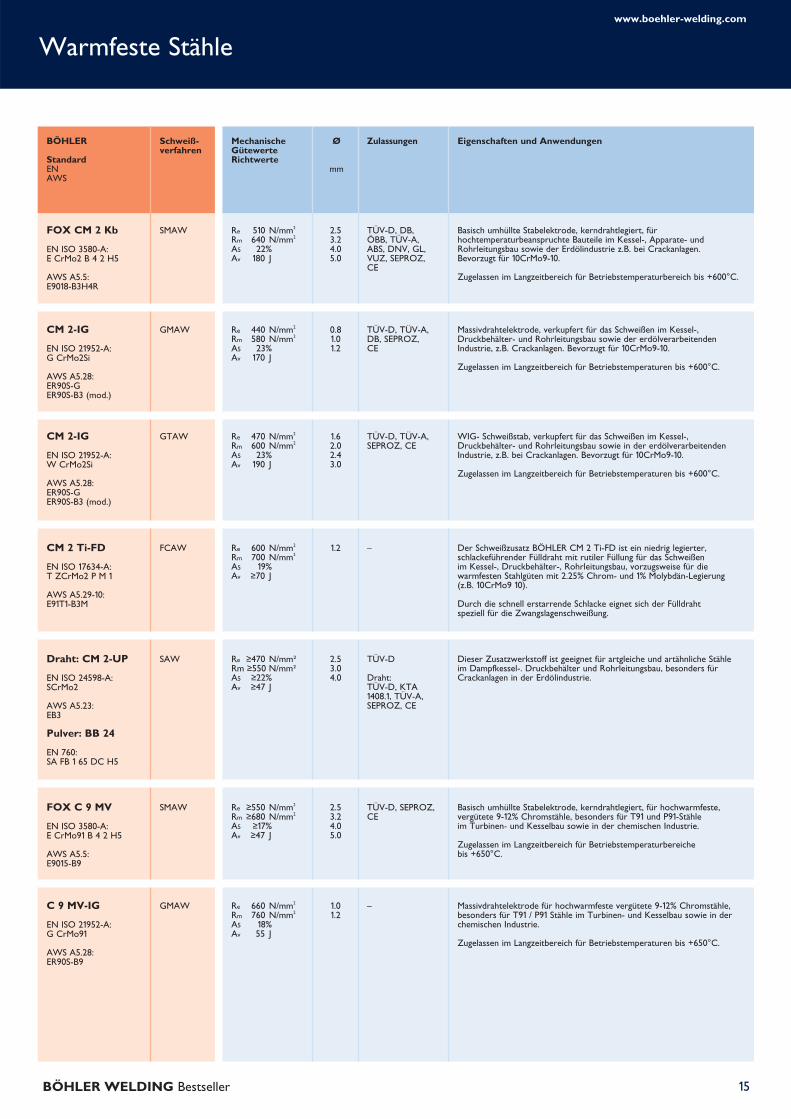
SMAW Re 510 N/mm2
Rm 640 N/mm2
A5 22%Av 180 J
2.53.24.05.0
TÜV-D, DB, ÖBB, TÜV-A, ABS, DNV, GL,VUZ, SEPROZ, CE
Basisch umhüllte Stabelektrode, kerndrahtlegiert, für hochtemperaturbeanspruchte Bauteile im Kessel-, Apparate- undRohrleitungsbau sowie der Erdölindustrie z.B. bei Crackanlagen. Bevorzugt für 10CrMo9-10.
Zugelassen im Langzeitbereich für Betriebstemperaturbereich bis +600°C.
FOX CM 2 Kb
EN ISO 3580-A: E CrMo2 B 4 2 H5
AWS A5.5: E9018-B3H4R
BÖHLER
StandardENAWS
Schweiß-verfahren
MechanischeGütewerteRichtwerte
Ø
mm
Eigenschaften und AnwendungenZulassungen
GMAW Re 440 N/mm2
Rm 580 N/mm2
A5 23%Av 170 J
0.81.01.2
TÜV-D, TÜV-A,DB, SEPROZ, CE
Massivdrahtelektrode, verkupfert für das Schweißen im Kessel-,Druckbehälter- und Rohrleitungsbau sowie der erdölverarbeitendenIndustrie, z.B. Crackanlagen. Bevorzugt für 10CrMo9-10.
Zugelassen im Langzeitbereich für Betriebstemperaturen bis +600°C.
CM 2-IG
EN ISO 21952-A: G CrMo2Si
AWS A5.28: ER90S-GER90S-B3 (mod.)
GTAW Re 470 N/mm2
Rm 600 N/mm2
A5 23%Av 190 J
1.62.02.43.0
TÜV-D, TÜV-A,SEPROZ, CE
WIG- Schweißstab, verkupfert für das Schweißen im Kessel-,Druckbehälter- und Rohrleitungsbau sowie in der erdölverarbeitendenIndustrie, z.B. bei Crackanlagen. Bevorzugt für 10CrMo9-10.
Zugelassen im Langzeitbereich für Betriebstemperaturen bis +600°C.
CM 2-IG
EN ISO 21952-A: W CrMo2Si
AWS A5.28: ER90S-GER90S-B3 (mod.)
FCAW Re 600 N/mm2
Rm 700 N/mm2
A5 19%Av ≥70 J
1.2 – Der Schweißzusatz BÖHLER CM 2 Ti-FD ist ein niedrig legierter, schlackeführender Fülldraht mit rutiler Füllung für das Schweißen im Kessel-, Druckbehälter-, Rohrleitungsbau, vorzugsweise für diewarmfesten Stahlgüten mit 2.25% Chrom- und 1% Molybdän-Legierung(z.B. 10CrMo9 10).
Durch die schnell erstarrende Schlacke eignet sich der Fülldraht speziell für die Zwangslagenschweißung.
CM 2 Ti-FD
EN ISO 17634-A: T ZCrMo2 P M 1
AWS A5.29-10: E91T1-B3M
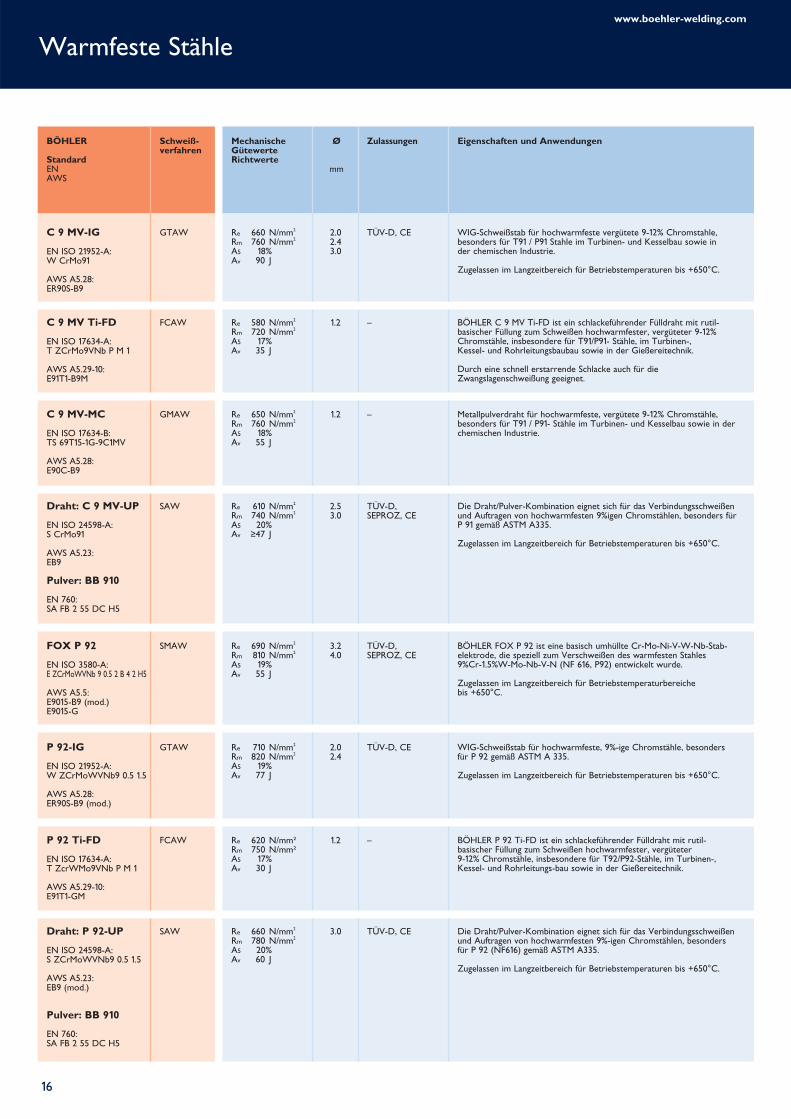
SMAW Re ≥550 N/mm2
Rm ≥680 N/mm2
A5 ≥17%Av ≥47 J
2.53.24.05.0
TÜV-D, SEPROZ,CE
Basisch umhüllte Stabelektrode, kerndrahtlegiert, für hochwarmfeste, vergütete 9-12% Chromstähle, besonders für T91 und P91-Stähle im Turbinen- und Kesselbau sowie in der chemischen Industrie.
Zugelassen im Langzeitbereich für Betriebstemperaturbereiche bis +650°C.
FOX C 9 MV
EN ISO 3580-A: E CrMo91 B 4 2 H5
AWS A5.5: E9015-B9
GMAW Re 660 N/mm2
Rm 760 N/mm2
A5 18%Av 55 J
1.01.2
– Massivdrahtelektrode für hochwarmfeste vergütete 9-12% Chromstähle,besonders für T91 / P91 Stähle im Turbinen- und Kesselbau sowie in derchemischen Industrie.
Zugelassen im Langzeitbereich für Betriebstemperaturen bis +650°C.
C 9 MV-IG
EN ISO 21952-A: G CrMo91
AWS A5.28: ER90S-B9
SAW Re ≥470 N/mm²Rm ≥550 N/mm²A5 ≥22%Av ≥47 J
2.53.04.0
TÜV-D
Draht:TÜV-D, KTA1408.1, TÜV-A,SEPROZ, CE
Dieser Zusatzwerkstoff ist geeignet für artgleiche und artähnliche Stähleim Dampfkessel-. Druckbehälter und Rohrleitungsbau, besonders fürCrackanlagen in der Erdölindustrie.
Draht: CM 2-UP
EN ISO 24598-A: SCrMo2
AWS A5.23:EB3
Pulver: BB 24
EN 760:SA FB 1 65 DC H5
www.boehler-welding.com
16
Warmfeste Stähle
BÖHLER
StandardENAWS
Schweiß-verfahren
MechanischeGütewerteRichtwerte
Ø
mm
Eigenschaften und AnwendungenZulassungen
GTAW Re 660 N/mm2
Rm 760 N/mm2
A5 18%Av 90 J
2.02.43.0
TÜV-D, CE WIG-Schweißstab für hochwarmfeste vergütete 9-12% Chromstahle,besonders für T91 / P91 Stahle im Turbinen- und Kesselbau sowie in der chemischen Industrie.
Zugelassen im Langzeitbereich für Betriebstemperaturen bis +650°C.
C 9 MV-IG
EN ISO 21952-A: W CrMo91
AWS A5.28: ER90S-B9
FCAW Re 580 N/mm2
Rm 720 N/mm2
A5 17%Av 35 J
1.2 – BÖHLER C 9 MV Ti-FD ist ein schlackeführender Fülldraht mit rutil- basischer Füllung zum Schweißen hochwarmfester, vergüteter 9-12%Chromstähle, insbesondere für T91/P91- Stähle, im Turbinen-, Kessel- und Rohrleitungsbaubau sowie in der Gießereitechnik.
Durch eine schnell erstarrende Schlacke auch für dieZwangslagenschweißung geeignet.
C 9 MV Ti-FD
EN ISO 17634-A: T ZCrMo9VNb P M 1
AWS A5.29-10: E91T1-B9M
GMAW Re 650 N/mm2
Rm 760 N/mm2
A5 18%Av 55 J
1.2 – Metallpulverdraht für hochwarmfeste, vergütete 9-12% Chromstähle,besonders für T91 / P91- Stähle im Turbinen- und Kesselbau sowie in derchemischen Industrie.
C 9 MV-MC
EN ISO 17634-B: TS 69T15-1G-9C1MV
AWS A5.28: E90C-B9
SAW Re 610 N/mm2
Rm 740 N/mm2
A5 20%Av ≥47 J
2.53.0
TÜV-D, SEPROZ, CE
Die Draht/Pulver-Kombination eignet sich für das Verbindungsschweißenund Auftragen von hochwarmfesten 9%igen Chromstählen, besonders fürP 91 gemäß ASTM A335.
Zugelassen im Langzeitbereich für Betriebstemperaturen bis +650°C.
Draht: C 9 MV-UP
EN ISO 24598-A: S CrMo91
AWS A5.23: EB9
Pulver: BB 910
EN 760: SA FB 2 55 DC H5
SMAW Re 690 N/mm2
Rm 810 N/mm2
A5 19%Av 55 J
3.24.0
TÜV-D, SEPROZ, CE
BÖHLER FOX P 92 ist eine basisch umhüllte Cr-Mo-Ni-V-W-Nb-Stab-elektrode, die speziell zum Verschweißen des warmfesten Stahles 9%Cr-1.5%W-Mo-Nb-V-N (NF 616, P92) entwickelt wurde.
Zugelassen im Langzeitbereich für Betriebstemperaturbereiche bis +650°C.
FOX P 92
EN ISO 3580-A: E ZCrMoWVNb 9 0.5 2 B 4 2 H5
AWS A5.5: E9015-B9 (mod.)E9015-G
SAW Re 660 N/mm2
Rm 780 N/mm2
A5 20%Av 60 J
3.0 TÜV-D, CE Die Draht/Pulver-Kombination eignet sich für das Verbindungsschweißenund Auftragen von hochwarmfesten 9%-igen Chromstählen, besonders für P 92 (NF616) gemäß ASTM A335.
Zugelassen im Langzeitbereich für Betriebstemperaturen bis +650°C.
Draht: P 92-UP
EN ISO 24598-A: S ZCrMoWVNb9 0.5 1.5
AWS A5.23: EB9 (mod.)
Pulver: BB 910
EN 760: SA FB 2 55 DC H5
GTAW Re 710 N/mm2
Rm 820 N/mm2
A5 19%Av 77 J
2.02.4
TÜV-D, CE WIG-Schweißstab für hochwarmfeste, 9%-ige Chromstähle, besonders für P 92 gemäß ASTM A 335.
Zugelassen im Langzeitbereich für Betriebstemperaturen bis +650°C.
P 92-IG
EN ISO 21952-A: W ZCrMoWVNb9 0.5 1.5
AWS A5.28: ER90S-B9 (mod.)
FCAW Re 620 N/mm²Rm 750 N/mm²A5 17%Av 30 J
1.2 – BÖHLER P 92 Ti-FD ist ein schlackeführender Fülldraht mit rutil-basischer Füllung zum Schweißen hochwarmfester, vergüteter 9-12% Chromstähle, insbesondere für T92/P92-Stähle, im Turbinen-,Kessel- und Rohrleitungs-bau sowie in der Gießereitechnik.
P 92 Ti-FD
EN ISO 17634-A: T ZcrWMo9VNb P M 1
AWS A5.29-10:E91T1-GM
www.boehler-welding.com
Nicht rostende Stähle
17BÖHLER WELDING Bestseller
BÖHLER
StandardENAWS
Schweiß-verfahren
MechanischeGütewerteRichtwerte
Ø
mm
Eigenschaften und AnwendungenZulassungen
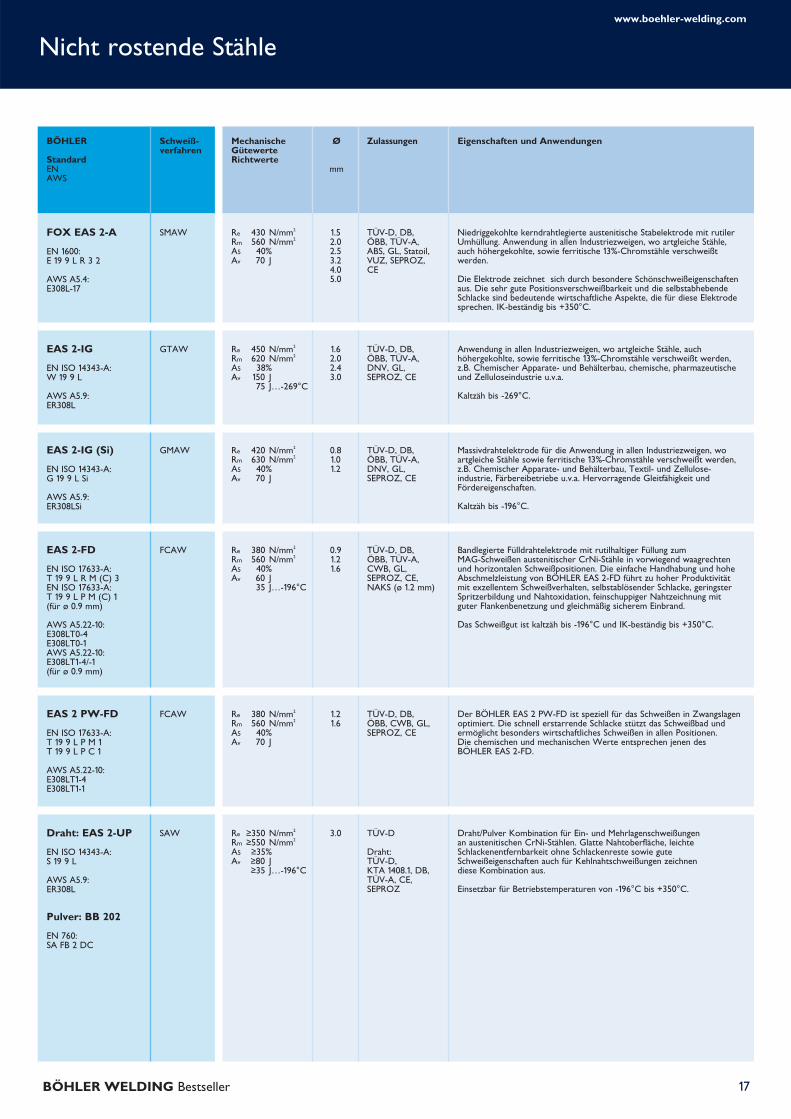
SMAW Re 430 N/mm2
Rm 560 N/mm2
A5 40%Av 70 J
1.52.02.53.24.05.0
TÜV-D, DB, ÖBB, TÜV-A, ABS, GL, Statoil,VUZ, SEPROZ,CE
Niedriggekohlte kerndrahtlegierte austenitische Stabelektrode mit rutilerUmhüllung. Anwendung in allen Industriezweigen, wo artgleiche Stähle,auch höhergekohlte, sowie ferritische 13%-Chromstähle verschweißtwerden.
Die Elektrode zeichnet sich durch besondere Schönschweißeigenschaftenaus. Die sehr gute Positionsverschweißbarkeit und die selbstabhebendeSchlacke sind bedeutende wirtschaftliche Aspekte, die für diese Elektrodesprechen. IK-beständig bis +350°C.
FOX EAS 2-A
EN 1600: E 19 9 L R 3 2
AWS A5.4: E308L-17
GTAW Re 450 N/mm2
Rm 620 N/mm2
A5 38%Av 150 J
75 J…-269°C
1.62.02.43.0
TÜV-D, DB, ÖBB, TÜV-A,DNV, GL,SEPROZ, CE
Anwendung in allen Industriezweigen, wo artgleiche Stähle, auch höhergekohlte, sowie ferritische 13%-Chromstähle verschweißt werden,z.B. Chemischer Apparate- und Behälterbau, chemische, pharmazeutischeund Zelluloseindustrie u.v.a.
Kaltzäh bis -269°C.
EAS 2-IG
EN ISO 14343-A: W 19 9 L
AWS A5.9: ER308L
GMAW Re 420 N/mm2
Rm 630 N/mm2
A5 40%Av 70 J
0.81.01.2
TÜV-D, DB, ÖBB, TÜV-A,DNV, GL,SEPROZ, CE
Massivdrahtelektrode für die Anwendung in allen Industriezweigen, woartgleiche Stähle sowie ferritische 13%-Chromstähle verschweißt werden,z.B. Chemischer Apparate- und Behälterbau, Textil- und Zellulose-industrie, Färbereibetriebe u.v.a. Hervorragende Gleitfähigkeit undFördereigenschaften.
Kaltzäh bis -196°C.
EAS 2-IG (Si)
EN ISO 14343-A: G 19 9 L Si
AWS A5.9: ER308LSi
FCAW Re 380 N/mm2
Rm 560 N/mm2
A5 40%Av 60 J
35 J…-196°C
0.91.21.6
TÜV-D, DB, ÖBB, TÜV-A,CWB, GL,SEPROZ, CE,NAKS (ø 1.2 mm)
Bandlegierte Fülldrahtelektrode mit rutilhaltiger Füllung zum MAG-Schweißen austenitischer CrNi-Stähle in vorwiegend waagrechtenund horizontalen Schweißpositionen. Die einfache Handhabung und hoheAbschmelzleistung von BÖHLER EAS 2-FD führt zu hoher Produktivitätmit exzellentem Schweißverhalten, selbstablösender Schlacke, geringsterSpritzerbildung und Nahtoxidation, feinschuppiger Nahtzeichnung mitguter Flankenbenetzung und gleichmäßig sicherem Einbrand.
Das Schweißgut ist kaltzäh bis -196°C und IK-beständig bis +350°C.
EAS 2-FD
EN ISO 17633-A: T 19 9 L R M (C) 3EN ISO 17633-A: T 19 9 L P M (C) 1 (für ø 0.9 mm)
AWS A5.22-10: E308LT0-4E308LT0-1AWS A5.22-10: E308LT1-4/-1 (für ø 0.9 mm)
FCAW Re 380 N/mm2
Rm 560 N/mm2
A5 40%Av 70 J
1.21.6
TÜV-D, DB, ÖBB, CWB, GL,SEPROZ, CE
Der BÖHLER EAS 2 PW-FD ist speziell für das Schweißen in Zwangslagenoptimiert. Die schnell erstarrende Schlacke stützt das Schweißbad undermöglicht besonders wirtschaftliches Schweißen in allen Positionen. Die chemischen und mechanischen Werte entsprechen jenen desBÖHLER EAS 2-FD.
EAS 2 PW-FD
EN ISO 17633-A: T 19 9 L P M 1T 19 9 L P C 1
AWS A5.22-10: E308LT1-4E308LT1-1
SAW Re ≥350 N/mm2
Rm ≥550 N/mm2
A5 ≥35%Av ≥80 J
≥35 J…-196°C
3.0 TÜV-D
Draht:TÜV-D, KTA 1408.1, DB, TÜV-A, CE,SEPROZ
Draht/Pulver Kombination für Ein- und Mehrlagenschweißungen an austenitischen CrNi-Stählen. Glatte Nahtoberfläche, leichteSchlackenentfernbarkeit ohne Schlackenreste sowie guteSchweißeigenschaften auch für Kehlnahtschweißungen zeichnen diese Kombination aus.
Einsetzbar für Betriebstemperaturen von -196°C bis +350°C.
Draht: EAS 2-UP
EN ISO 14343-A: S 19 9 L
AWS A5.9: ER308L
Pulver: BB 202
EN 760: SA FB 2 DC
www.boehler-welding.com

18
Nicht rostende Stähle
BÖHLER
StandardENAWS
Schweiß-verfahren
MechanischeGütewerteRichtwerte
Ø
mm
Eigenschaften und AnwendungenZulassungen
SMAW Re 460 N/mm2
Rm 600 N/mm2
A5 36%Av 70 J
1.52.02.53.24.05.0
TÜV-D, DB, ÖBB,TÜV-A, ABS,DNV, GL, LR,Statoil, VUZ,SEPROZ, CE
Niedriggekohlte kerndrahtlegierte austenitische Stabelektrode mit rutilerUmhüllung. Anwendung in allen Industriezweigen, wo artgleiche Stähle,auch höhergekohlte, sowie ferritische 13%-Chromstähle verschweißtwerden.
Die Elektrode zeichnet sich durch besondere Schönschweißeigenschaftenaus. Die sehr gute Positionsverschweißbarkeit und die selbstabhebendeSchlacke sind bedeutende wirtschaftliche Aspekte, die für diese Elektrodesprechen. IK-beständig bis +400°C.
FOX EAS 4 M-A
EN 1600: E 19 12 3 L R 3 2
AWS A5.4: E316L-17
GTAW Re 470 N/mm2
Rm 650 N/mm2
A5 38%Av 140 J
1.62.02.43.0
TÜV-D, DB, ÖBB, TÜV-A,DNV, GL,SEPROZ, CE
Anwendung in allen Industriezweigen, wo artgleiche Stähle, auch höhergekohlte, sowie ferritisch 13%-Chromstähle verschweißt werden, z.B. Chemischer Apparate- und Behälterbau, chemische pharmazeutischeund Zellulose-, Kunstseide- und Textilindustrie u.v.a.
Kaltzäh bis -196°C
EAS 4 M-IG
EN ISO 14343-A: W 19 12 3 L
AWS A5.9: ER316L
GMAW Re 450 N/mm2
Rm 630 N/mm2
A5 38%Av 120 J
≥80 J…-196°C
0.81.01.2
TÜV-D, DB, ÖBB, TÜV-A,DNV, GL, Statoil,SEPROZ, CE
Massivdrahtelektrode für die Anwendung in allen Industriezweigen, wo artgleiche Stähle sowie ferritische 13%-Chromstähle verschweißt werden, z.B. Chemischer Apparate- und Behälterbau, Textil- undZelluloseindustrie, Färbereibetriebe, Getränkeerzeugung,Kunstharzanlagen u.v.a. Durch Mo-Zusatz auch für chloridhaltige Medien geeignet.
Kaltzäh bis -196°C
EAS 4 M-IG (Si)
EN ISO 14343-A: G 19 12 3 L Si
AWS A5.9: ER316LSi
FCAW Re 400 N/mm2
Rm 560 N/mm2
A5 38%Av 55 J
35 J…-120°C
0.91.21.6
TÜV-D, DB, ÖBB, TÜV-A,CWB, GL,LR, SEPROZ, CE, DNV
Bandlegierte Fülldrahtelektrode mit rutilhaltiger Füllung zum MAG-Schweißen austenitischer CrNiMo-Stähle in vorwiegend waagrechten und horizontalen Schweißpositionen. Die einfacheHandhabung und hohe Abschmelzleistung von BÖHLER EAS 4 M-FD führt zu hoher Produktivität mit exzellentem Schweißverhalten, selbstablösender Schlacke, geringster Spritzerbildung und Nahtoxidation,feinschuppiger Nahtzeichnung mit guter Flankenbenetzung und gleichmäßig sicherem Einbrand.
Das Schweißgut ist kaltzäh bis -120°C und IK-beständig bis +400°C.
EAS 4 M-FD
EN ISO 17633-A: T 19 12 3 L R M (C) 3EN ISO 17633-A: T 19 12 3 L P M (C) 1 (für ø 0.9 mm)
AWS A5.22-10: E316LT0-4E316LT0-1AWS A5.22-10: E316LT1-4/-1 (für ø 0.9 mm)
FCAW Re 400 N/mm2
Rm 560 N/mm2
A5 38%Av 65 J
1.21.6
TÜV-D, DB, ÖBB, CWB, LR, GL,SEPROZ, CE, DNV
Der BÖHLER EAS 4 PW-FD ist speziell für das Schweißen in Zwangslagenoptimiert. Die schnell erstarrende Schlacke stützt das Schweißbad undermöglicht besonders wirtschaftliches Schweißen in allen Positionen. Die chemischen und mechanischen Werte entsprechen jenen desBÖHLER EAS 4 M-FD.
IK-beständig bis +400°C.
EAS 4 PW-FD
EN ISO 17633-A: T 19 12 3 L P M 1T 19 12 3 L P C 1
AWS A5.22-10: E316LT1-4E316LT1-1
SAW Re ≥350 N/mm2
Rm ≥560 N/mm2
A5 ≥35%Av ≥80 J
≥32 J…-120°C
3.0 TÜV-D
Draht: TÜV-D,KTA 1408.1, DB,ÖBB, TÜV-A,SEPROZ, CE
Draht/Pulver Kombination für Ein- und Mehrlagenschweißungen an austenitischen CrNiMo-Stählen. Glatte Nahtoberfläche, leichte Schlackenentfernbarkeit ohne Schlackenreste sowie guteSchweißeigenschaften auch für Kehlnahtschweißungen zeichnen diese Kombination aus.
Einsetzbar für Betriebstemperaturen von -120°C bis +400°C.
Draht: EAS 4 M-UP
EN ISO 14343-A: S 19 12 3 L
AWS A5.9: ER316L
Pulver: BB 202
EN 760: SA FB 2 DC
www.boehler-welding.com
Nicht rostende Stähle
19BÖHLER WELDING Bestseller
BÖHLER
StandardENAWS
Schweiß-verfahren
MechanischeGütewerteRichtwerte
Ø
mm
Eigenschaften und AnwendungenZulassungen
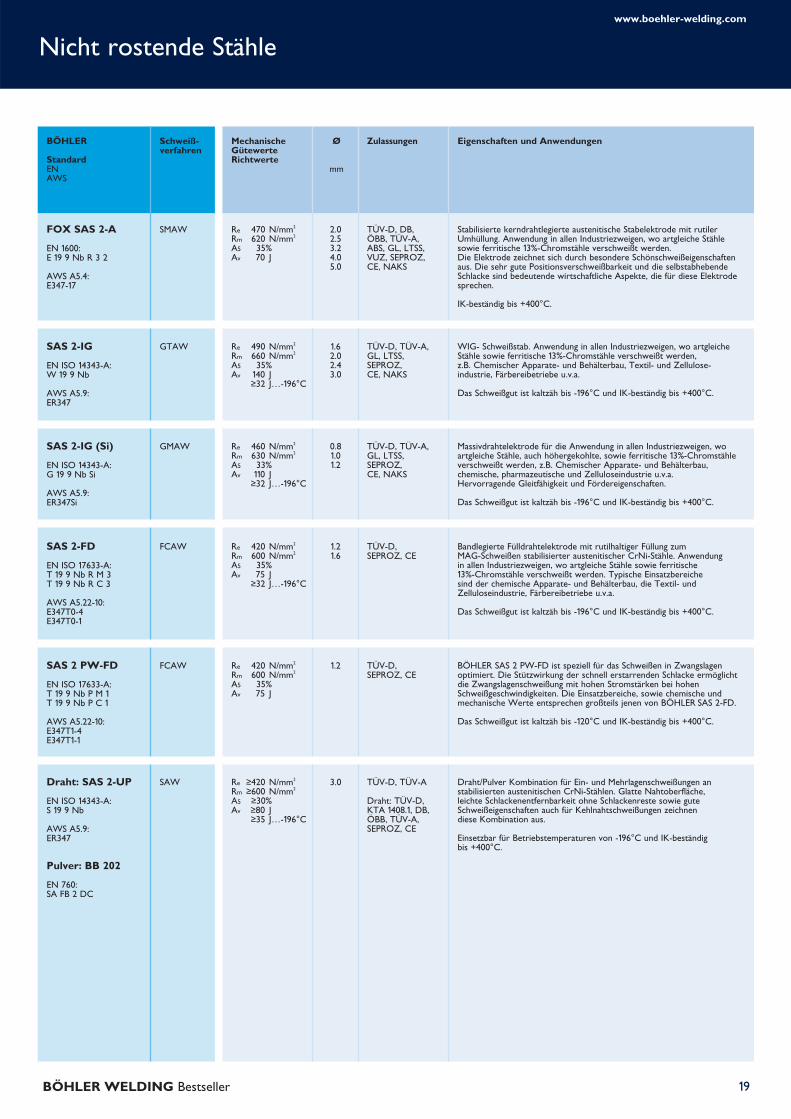
SMAW Re 470 N/mm2
Rm 620 N/mm2
A5 35%Av 70 J
2.02.53.24.05.0
TÜV-D, DB, ÖBB, TÜV-A, ABS, GL, LTSS,VUZ, SEPROZ,CE, NAKS
Stabilisierte kerndrahtlegierte austenitische Stabelektrode mit rutilerUmhüllung. Anwendung in allen Industriezweigen, wo artgleiche Stählesowie ferritische 13%-Chromstähle verschweißt werden.Die Elektrode zeichnet sich durch besondere Schönschweißeigenschaftenaus. Die sehr gute Positionsverschweißbarkeit und die selbstabhebendeSchlacke sind bedeutende wirtschaftliche Aspekte, die für diese Elektrodesprechen.
IK-beständig bis +400°C.
FOX SAS 2-A
EN 1600: E 19 9 Nb R 3 2
AWS A5.4: E347-17
GTAW Re 490 N/mm2
Rm 660 N/mm2
A5 35%Av 140 J
≥32 J…-196°C
1.62.02.43.0
TÜV-D, TÜV-A,GL, LTSS,SEPROZ, CE, NAKS
WIG- Schweißstab. Anwendung in allen Industriezweigen, wo artgleicheStähle sowie ferritische 13%-Chromstähle verschweißt werden, z.B. Chemischer Apparate- und Behälterbau, Textil- und Zellulose-industrie, Färbereibetriebe u.v.a.
Das Schweißgut ist kaltzäh bis -196°C und IK-beständig bis +400°C.
SAS 2-IG
EN ISO 14343-A: W 19 9 Nb
AWS A5.9: ER347
GMAW Re 460 N/mm2
Rm 630 N/mm2
A5 33%Av 110 J
≥32 J…-196°C
0.81.01.2
TÜV-D, TÜV-A,GL, LTSS,SEPROZ, CE, NAKS
Massivdrahtelektrode für die Anwendung in allen Industriezweigen, woartgleiche Stähle, auch höhergekohlte, sowie ferritische 13%-Chromstähleverschweißt werden, z.B. Chemischer Apparate- und Behälterbau, chemische, pharmazeutische und Zelluloseindustrie u.v.a.Hervorragende Gleitfähigkeit und Fördereigenschaften.
Das Schweißgut ist kaltzäh bis -196°C und IK-beständig bis +400°C.
SAS 2-IG (Si)
EN ISO 14343-A: G 19 9 Nb Si
AWS A5.9: ER347Si
FCAW Re 420 N/mm2
Rm 600 N/mm2
A5 35%Av 75 J
≥32 J…-196°C
1.21.6
TÜV-D, SEPROZ, CE
Bandlegierte Fülldrahtelektrode mit rutilhaltiger Füllung zum MAG-Schweißen stabilisierter austenitischer CrNi-Stähle. Anwendung in allen Industriezweigen, wo artgleiche Stähle sowie ferritische 13%-Chromstähle verschweißt werden. Typische Einsatzbereiche sind der chemische Apparate- und Behälterbau, die Textil- undZelluloseindustrie, Färbereibetriebe u.v.a.
Das Schweißgut ist kaltzäh bis -196°C und IK-beständig bis +400°C.
SAS 2-FD
EN ISO 17633-A: T 19 9 Nb R M 3T 19 9 Nb R C 3
AWS A5.22-10: E347T0-4E347T0-1
FCAW Re 420 N/mm2
Rm 600 N/mm2
A5 35%Av 75 J
1.2 TÜV-D, SEPROZ, CE
BÖHLER SAS 2 PW-FD ist speziell für das Schweißen in Zwangslagenoptimiert. Die Stützwirkung der schnell erstarrenden Schlacke ermöglichtdie Zwangslagenschweißung mit hohen Stromstärken bei hohenSchweißgeschwindigkeiten. Die Einsatzbereiche, sowie chemische undmechanische Werte entsprechen großteils jenen von BÖHLER SAS 2-FD.
Das Schweißgut ist kaltzäh bis -120°C und IK-beständig bis +400°C.
SAS 2 PW-FD
EN ISO 17633-A: T 19 9 Nb P M 1T 19 9 Nb P C 1
AWS A5.22-10: E347T1-4E347T1-1
SAW Re ≥420 N/mm2
Rm ≥600 N/mm2
A5 ≥30%Av ≥80 J
≥35 J…-196°C
3.0 TÜV-D, TÜV-A
Draht: TÜV-D,KTA 1408.1, DB,ÖBB, TÜV-A,SEPROZ, CE
Draht/Pulver Kombination für Ein- und Mehrlagenschweißungen an stabilisierten austenitischen CrNi-Stählen. Glatte Nahtoberfläche, leichte Schlackenentfernbarkeit ohne Schlackenreste sowie guteSchweißeigenschaften auch für Kehlnahtschweißungen zeichnen diese Kombination aus.
Einsetzbar für Betriebstemperaturen von -196°C und IK-beständig bis +400°C.
Draht: SAS 2-UP
EN ISO 14343-A: S 19 9 Nb
AWS A5.9: ER347
Pulver: BB 202
EN 760: SA FB 2 DC
www.boehler-welding.com

20
Nicht rostende Stähle
BÖHLER
StandardENAWS
Schweiß-verfahren
MechanischeGütewerteRichtwerte
Ø
mm
Eigenschaften und AnwendungenZulassungen
SMAW Re 490 N/mm2
Rm 640 N/mm2
A5 32%Av 60 J
2.02.53.24.05.0
TÜV-D, DB, ÖBB, TÜV-A,LTSS, VUZ,SEPROZ, CE,NAKS
Stabilisierte kerndrahtlegierte austenitische Stabelektrode mit rutilerUmhüllung. Anwendung in allen Industriezweigen, wo artgleiche Stählesowie ferritische 13%-Chromstähle verschweißt werden.Die Elektrode zeichnet sich durch besondere Schönschweißeigenschaftenaus. Die sehr gute Positionsverschweißbarkeit und die selbstabhebendeSchlacke sind bedeutende wirtschaftliche Aspekte, die für diese Elektrodesprechen.
FOX SAS 4-A
EN 1600: E 19 12 3 Nb R 3 2
AWS A5.4: E318-17
GTAW Re 520 N/mm2
Rm 700 N/mm2
A5 35%Av 120 J
1.0*1.2*1.62.02.43.0
TÜV-D, KTA 1408.1, DB, ÖBB, TÜV-A, GL,SEPROZ, CE
Anwendung in allen Industriezweigen, wo artgleiche Stähle sowie ferritische 13%-Chromstähle verschweißt werden.
Einsatzgebiete sind auch hier der Chemischer Apparate- und Behälterbau,Textil- und Zelluloseindustrie, Färbereibetriebe, Getränkeerzeugung,Kunstharzanlagen u.v.a.
SAS 4-IG
EN ISO 14343-A: W 19 12 3 Nb
AWS A5.9: ER318
GMAW Re 490 N/mm2
Rm 670 N/mm2
A5 33%Av 100 J
0.81.01.2
TÜV-D, TÜV-A, DB, ÖBB, SEPROZ,CE, NAKS
Massivdrahtelektrode für die Anwendung in allen Industriezweigen, wo artgleiche Stähle auch höher gekohlte, sowie ferritische 13%-Chromstähle verschweißt werden.
Einsatzgebiete: Chemischer Apparate- und Behälterbau, Textil- und Zelluloseindustrie, Färbereibetriebe, Getränkeerzeugung,Kunstharzanlagen u.v.a
SAS 4-IG (Si)
EN ISO 14343-A: G 19 12 3 Nb Si
AWS A5.9: ER318 (mod.)
FCAW Re 430 N/mm2
Rm 570 N/mm2
A5 35%Av 65 J
35 J…-120°C
1.21.6
– Bandlegierte Fülldrahtelektrode mit rutilhaltiger Füllung zum MAG-Schweißen Ti oder Nb stabilisierter austenitischer CrNiMo-Stähle in vorwiegend waagrechten und horizontalen Schweißpositionen.
Das Schweißgut ist kaltzäh bis -120°C und IK-beständig bis +400°C.
SAS 4-FD
EN ISO 17633-A: T 19 12 3 Nb R M 3T 19 12 3 Nb R C 3
FCAW Re 430 N/mm2
Rm 570 N/mm2
A5 35%Av 65 J
1.2 – BÖHLER SAS 4 PW-FD ist speziell für das Schweißen in Zwangslagenoptimiert. Die Stützwirkung der schnell erstarrenden Schlacke ermöglichtdie Zwangslagenschweißung mit hohen Stromstärken bei hohenSchweißgeschwindigkeiten. Die Einsatzbereiche, sowie chemische und mechanische Werte entsprechen jenen von BÖHLER SAS 4-FD. IK-beständig bis +400°C.
SAS 4 PW-FD
EN ISO 17633-A: T 19 12 3 Nb P M 1T 19 12 3 Nb P C 1
SAW Re ≥430 N/mm2
Rm ≥600 N/mm2
A5 ≥30%Av ≥80 J
≥32 J…-120°C
3.0 TÜV-D, TÜV-A,
Draht: TÜV-D,KTA 1408.1, DB,ÖBB, TÜV-A,SEPROZ, CE
Draht/Pulver Kombination für Ein- und Mehrlagenschweißungen an stabilisierten austenitischen CrNiMo-Stählen. Glatte Nahtoberfläche, leichte Schlackenentfernbarkeit ohne Schlackenreste sowie guteSchweißeigenschaften auch für Kehlnahtschweißungen zeichnen dieseKombination aus.
Einsetzbar für Betriebstemperaturen von -120°C und IK-beständig bis +400°C.
Draht: SAS 4-UP
EN ISO 14343-A: S 19 12 3 Nb
AWS A5.9: ER318
Pulver: BB 202
EN 760: SA FB 2 DC
www.boehler-welding.com

Nicht rostende Stähle
21BÖHLER WELDING Bestseller
BÖHLER
StandardENAWS
Schweiß-verfahren
MechanischeGütewerteRichtwerte
Ø
mm
Eigenschaften und AnwendungenZulassungen
SMAW Re 890 N/mm2
Rm 1090 N/mm2
A5 12%Av 32 J
2.53.24.05.0
TÜV-D, LTSS,SEPROZ, CE
Basisch umhüllte Stabelektrode für artgleiche korrosionsbeständige, martensitische und martensitischferritische Walz-, Schmiede- undGussstähle. Anwendung im Wasserturbinen- und Verdichterbau sowie Dampfkraftwerksbau. Beständig gegen Wasser-, Dampf- undSeewasseratmosphäre.
Besonders niedrige Wasserstoffgehalte HD ≤5 ml/100 g Schweißgut.
FOX CN 13/4
EN 1600: E 13 4 B 6 2
AWS A5.4: E410NiMo-15
GMAW Re 950 N/mm2
Rm 1210 N/mm2
A5 12%Av 36 J
1.2 TÜV-D, SEPROZ, CE
Massivdrahtelektrode für artgleiche korrosionsbeständige, martensitischeund martensitisch-ferritische Walz-, Schmiede- und Gussstähle.
Anwendung im Wasserturbinen- und Verdichterbau sowieDampfkraftwerksbau. Beständig gegen Wasser-, Dampf- undSeewasseratmosphäre.
CN 13/4-IG
EN ISO 14343-A: G 13 4
AWS A5.9: ER410NiMo (mod.)
SAW Re ≥600 N/mm2
Rm ≥800 N/mm2
A5 ≥15%Av ≥50 J
3.0 SEPROZ, CE
Draht: SEPROZ
Draht-/Pulver-Kombination für artgleiche korrosionsbeständige, martensitische und martensitischferritische Walz-, Schmiede- undGussstähle. Anwendung im Wasserturbinen- und Verdichterbau sowie Dampfkraftwerksbau. Beständig gegen Wasser-, Dampf- undSeewasseratmosphäre.
Niedriger Wasserstoffgehalt von HD ≤5 ml/100 g Schweißgut.
Draht: CN 13/4-UP
EN ISO 14343-A: S 13 4
AWS A5.9: ER410NiMo (mod.)
Pulver: BB 203
EN 760: SA FB 2 DC
GMAW Re 800 N/mm2
Rm 990 N/mm2
A5 12%Av 40 J
1.21.6
SEPROZ Metallpulverfülldraht für artgleiche korrosionsbeständige, weichmartensitische und martensitischferritische Walz-, Schmiede- und Gussstähle. Anwendung im Wasserturbinen- und Verdichterbau.BÖHLER CN 13/4-MC zeichnet sich durch sehr gute Zähigkeits-eigenschaften des wärmebehandelten Schweißgutes, sowie sehr niedrigen Wasserstoffgehalten im Schweißgut (unter AWS Bedingungen HD max. 4 ml/100 g) und optimalen Fördereigenschaften aus.
CN 13/4-MC
EN ISO 17633-A: T 13 4 MM 2
AWS A5.9: EC410NiMo(mod.)
SMAW Re 440 N/mm2
Rm 650 N/mm2
A5 ≥35%Av ≥75 J
2.53.24.0
TÜV-D, TÜV-A, Statoil,SEPROZ, CE
Kerndrahtlegierte, basisch mit rutilen Anteilen umhüllte Stabelektrode desTyps 904 L mit überdurchschnittlich hohem Mo-Gehalt und sehr hoherWirksumme (PREN ≥45) des Schweißgutes für das Lochfraßpotential (gem. %Cr+3.3x%Mo+30x%N).Spezieller Einsatz in der Schwefel- und Phosphorsäureproduktion in derZellstoffindustrie, in Rauchgasentschwefelungsanlagen und darüber hinausin der Düngemittelindustrie, Petrochemie, Fettsäureverarbeitung, Essig-und Ameisensäureherstellung, Meerwasserentsalzung, in Beizanlagen sowiefür Wärmetauscher, die mit Meer- oder Brackwasser betrieben werden.
Auch als WIG-Schweißstab und Massivdrahtelektrode erhältlich.
FOX CN 20/25 M
EN 1600: E 20 25 5 Cu N L B 2 2
AWS A5.4: E385-15 (mod.)
www.boehler-welding.com

22
Nicht rostende Stähle
BÖHLER
StandardENAWS
Schweiß-verfahren
MechanischeGütewerteRichtwerte
Ø
mm
Eigenschaften und AnwendungenZulassungen
SMAW Re 650 N/mm2
Rm 820 N/mm2
A5 25%Av 55 J
2.53.24.05.0
TÜV-D, TÜV-A,ABS, DNV, GL,LR, RINA, Statoil,SEPROZ, CE
Kerndrahtlegierte, rutil umhüllte Stabelektrode für das Schweißen ferritisch-austenitischer Duplexstähle, z. B. 1.4462, UNS 31803.Einsatzgebiete vor allem Offshore-Technik und chemische Industrie.
Neben erhöhter Festigkeit und Zähigkeit besitzt das Schweißgut durch den hohen Ferritanteil eine hohe Beständigkeit gegenSpannungsrisskorrosion.
FOX CN 22/9 N
EN 1600: E 22 9 3 N L R 3 2
AWS A5.4: E2209-17
GTAW Re 600 N/mm2
Rm 800 N/mm2
A5 33%Av 150 J
1.62.02.43.2
TÜV-D, TÜV-A,ABS, DNV, GL,LR, Statoil, CE
WIG-Schweißstab für das Schweißen ferritisch-austenitischerDuplexstähle. Das Schweißgut besitzt durch eine gezielteLegierungsabstimmung neben hohen Festigkeits- undZähigkeitseigenschaften noch ausgezeichnete Beständigkeit gegenüberSpannungsrisskorrosion und Lochfraß (ASTM G48 / Methode A).
CN 22/9 N-IG
EN ISO 14343-A: W 22 9 3 N L
AWS A5.9: ER2209
FCAW Re 600 N/mm2
Rm 800 N/mm2
A5 27%Av 60 J
1.2 TÜV-D, ABS,CWB, DNV, GL, LR, RINA,SEPROZ, CE, DB
BÖHLER CN 22/9 N-FD ist eine bandlegierte Fülldrahtelektrode mit rutilhaltiger Füllung, für das Schweißen von Duplex-Stahl vorwiegend in waagrechten und horizontalen Schweißpositionen.
Einfache Handhabung, hohe Abschmelzleistung sowie geringeNacharbeiten führen zu einem sehr wirtschaftlichen Ergebnis.
CN 22/9 N-FD
EN ISO 17633-A: T 22 9 3 NL R M 3T 22 9 3 NL R C 3
AWS A5.22-10: E2209T0-4E2209T0-1
FCAW Re 600 N/mm2
Rm 800 N/mm2
A5 27%Av 80 J
1.2 TÜV-D, ABS,CWB, DNV, GL, LR, RINA,SEPROZ, CE
BÖHLER CN 22/9 PW-FD ist eine bandlegierte Fülldrahtelektrode mitrutilhaltiger Füllung, für das Schweißen in Position von Duplexstählen imchem. Apparate- und Anlagenbau, im Chemikalien- und Behälterbau sowiefür Tankschiffe für den Transport von Chemikalien und in derOffshoreindustrie.
Auch beim Positionstyp für diese Duplexqualität ergeben sich ausgezeich-nete Werte für die Abschmelzleistung. Die Stützwirkung der Schlackeermöglicht die Zwangslagenschweißung mit hohen Stromstärken beihohen Schweißgeschwindigkeiten.
CN 22/9 PW-FD
EN ISO 17633-A: T 22 9 3 NL P M 1T 22 9 3 NL P C 1
AWS A5.22-10: E2209T1-4E2209T1-1
SAW Re ≥550 N/mm2
Rm ≥750 N/mm2
A5 ≥27%Av ≥100 J
3.0 TÜV-D, TÜV-A,ABS, DNV, GL,LR, CE
Draht/Pulver Kombination für Ein- und Mehrlagenschweißungen von DUPLEX-Stählen (1.4462 / UNS S31803).
Glatte Nahtoberfläche, leichte Schlackenentfernbarkeit ohneSchlackenreste sowie gute Schweißeigenschaften auch fürKehlnahtschweißungen zeichnen diese Kombination aus. Die Einsatzgebiete finden sich im chemischen Apparatebau, der Papier- und Zellstoffindustrie und weiters im Kraftwerksbau sowie im On- und Offshorebereich.
Draht: CN 22/9 N-UP
EN ISO 14343-A: S 22 9 3 N L
AWS A5.9: ER2209
Pulver: BB 202
EN 760: SA FB 2 DC
GMAW Re 660 N/mm²Rm 830 N/mm²A5 28%Av 85 J
≥32 J…-40°C
1.01.2
TÜV-D, TÜV-A,DB, DNV, GL,Statoil, SEPROZ,CE
Massivdrahtelektrode, für das Schweißen ferritisch-austenitischerDuplexstähle. Das Schweißgut besitzt durch eine gezielteLegierungsabstimmung neben hohen Festigkeits- undZähigkeitseigenschaften noch ausgezeichnete Beständigkeit gegenüberSpannungsrisskorrosion und Lochfraß.
CN 22/9 N-IG
EN ISO 14343-A: G 2 9 3 NL
AWS A5.9:ER2209
www.boehler-welding.com
Sonderanwendungen, hochlegiert
23BÖHLER WELDING Bestseller
BÖHLER
StandardENAWS
Schweiß-verfahren
MechanischeGütewerteRichtwerte
Ø
mm
Eigenschaften und AnwendungenZulassungen
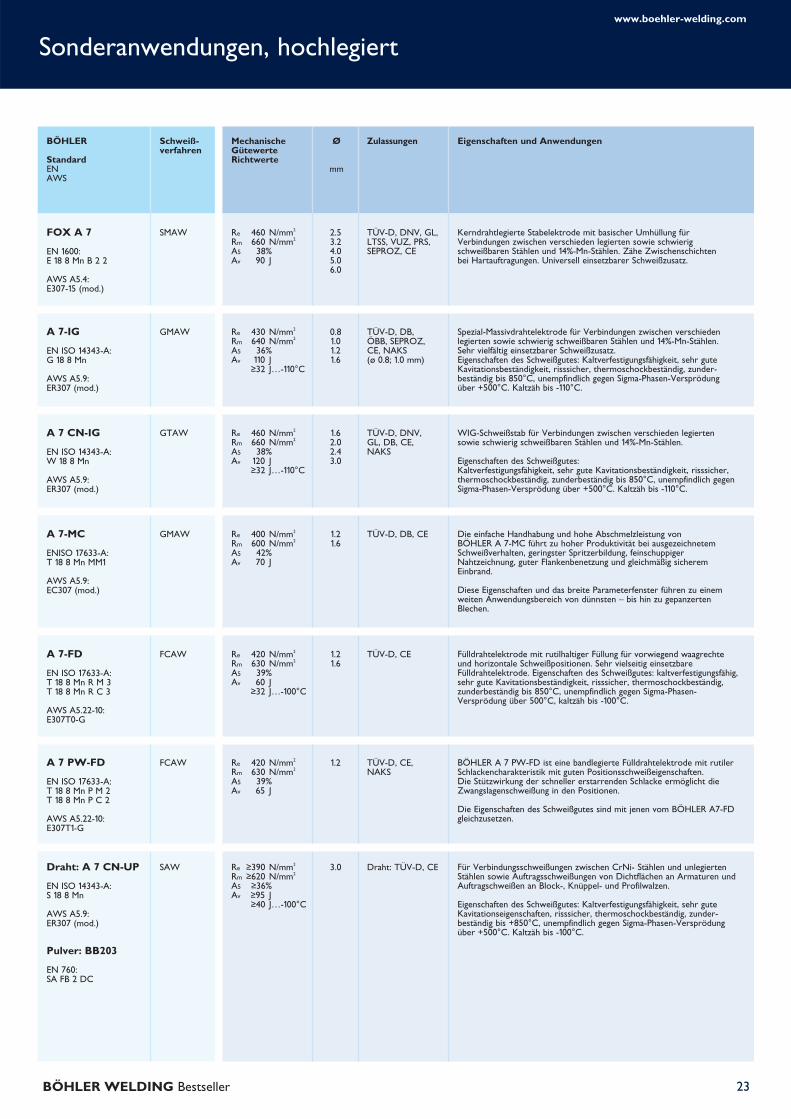
SMAW Re 460 N/mm2
Rm 660 N/mm2
A5 38%Av 90 J
2.53.24.05.06.0
TÜV-D, DNV, GL,LTSS, VUZ, PRS,SEPROZ, CE
Kerndrahtlegierte Stabelektrode mit basischer Umhüllung fürVerbindungen zwischen verschieden legierten sowie schwierig schweißbaren Stählen und 14%-Mn-Stählen. Zähe Zwischenschichten bei Hartauftragungen. Universell einsetzbarer Schweißzusatz.
FOX A 7
EN 1600: E 18 8 Mn B 2 2
AWS A5.4: E307-15 (mod.)
GMAW Re 430 N/mm2
Rm 640 N/mm2
A5 36%Av 110 J
≥32 J…-110°C
0.81.01.21.6
TÜV-D, DB, ÖBB, SEPROZ,CE, NAKS (ø 0.8; 1.0 mm)
Spezial-Massivdrahtelektrode für Verbindungen zwischen verschiedenlegierten sowie schwierig schweißbaren Stählen und 14%-Mn-Stählen. Sehr vielfältig einsetzbarer Schweißzusatz.Eigenschaften des Schweißgutes: Kaltverfestigungsfähigkeit, sehr guteKavitationsbeständigkeit, risssicher, thermoschockbeständig, zunder-beständig bis 850°C, unempfindlich gegen Sigma-Phasen-Versprödung über +500°C. Kaltzäh bis -110°C.
A 7-IG
EN ISO 14343-A: G 18 8 Mn
AWS A5.9: ER307 (mod.)
GTAW Re 460 N/mm2
Rm 660 N/mm2
A5 38%Av 120 J
≥32 J…-110°C
1.62.02.43.0
TÜV-D, DNV, GL, DB, CE, NAKS
WIG-Schweißstab für Verbindungen zwischen verschieden legierten sowie schwierig schweißbaren Stählen und 14%-Mn-Stählen.
Eigenschaften des Schweißgutes:Kaltverfestigungsfähigkeit, sehr gute Kavitationsbeständigkeit, risssicher,thermoschockbeständig, zunderbeständig bis 850°C, unempfindlich gegenSigma-Phasen-Versprödung über +500°C. Kaltzäh bis -110°C.
A 7 CN-IG
EN ISO 14343-A: W 18 8 Mn
AWS A5.9: ER307 (mod.)
GMAW Re 400 N/mm2
Rm 600 N/mm2
A5 42%Av 70 J
1.21.6
TÜV-D, DB, CE Die einfache Handhabung und hohe Abschmelzleistung von BÖHLER A 7-MC führt zu hoher Produktivität bei ausgezeichnetemSchweißverhalten, geringster Spritzerbildung, feinschuppigerNahtzeichnung, guter Flankenbenetzung und gleichmäßig sicheremEinbrand.
Diese Eigenschaften und das breite Parameterfenster führen zu einemweiten Anwendungsbereich von dünnsten – bis hin zu gepanzertenBlechen.
A 7-MC
ENISO 17633-A: T 18 8 Mn MM1
AWS A5.9: EC307 (mod.)
FCAW Re 420 N/mm2
Rm 630 N/mm2
A5 39%Av 60 J
≥32 J…-100°C
1.21.6
TÜV-D, CE Fülldrahtelektrode mit rutilhaltiger Füllung für vorwiegend waagrechte und horizontale Schweißpositionen. Sehr vielseitig einsetzbareFülldrahtelektrode. Eigenschaften des Schweißgutes: kaltverfestigungsfähig,sehr gute Kavitationsbeständigkeit, risssicher, thermoschockbeständig,zunderbeständig bis 850°C, unempfindlich gegen Sigma-Phasen-Versprödung über 500°C, kaltzäh bis -100°C.
A 7-FD
EN ISO 17633-A: T 18 8 Mn R M 3T 18 8 Mn R C 3
AWS A5.22-10: E307T0-G
FCAW Re 420 N/mm2
Rm 630 N/mm2
A5 39%Av 65 J
1.2 TÜV-D, CE, NAKS
BÖHLER A 7 PW-FD ist eine bandlegierte Fülldrahtelektrode mit rutilerSchlackencharakteristik mit guten Positionsschweißeigenschaften.Die Stützwirkung der schneller erstarrenden Schlacke ermöglicht dieZwangslagenschweißung in den Positionen.
Die Eigenschaften des Schweißgutes sind mit jenen vom BÖHLER A7-FD gleichzusetzen.
A 7 PW-FD
EN ISO 17633-A: T 18 8 Mn P M 2T 18 8 Mn P C 2
AWS A5.22-10: E307T1-G
SAW Re ≥390 N/mm2
Rm ≥620 N/mm2
A5 ≥36%Av ≥95 J
≥40 J…-100°C
3.0 Draht: TÜV-D, CE Für Verbindungsschweißungen zwischen CrNi- Stählen und unlegiertenStählen sowie Auftragsschweißungen von Dichtflächen an Armaturen undAuftragschweißen an Block-, Knüppel- und Profilwalzen.
Eigenschaften des Schweißgutes: Kaltverfestigungsfähigkeit, sehr guteKavitationseigenschaften, risssicher, thermoschockbeständig, zunder-beständig bis +850°C, unempfindlich gegen Sigma-Phasen-Versprödungüber +500°C. Kaltzäh bis -100°C.
Draht: A 7 CN-UP
EN ISO 14343-A: S 18 8 Mn
AWS A5.9: ER307 (mod.)
Pulver: BB203
EN 760: SA FB 2 DC
www.boehler-welding.com

24
Sonderanwendungen, hochlegiert
BÖHLER
StandardENAWS
Schweiß-verfahren
MechanischeGütewerteRichtwerte
Ø
mm
Eigenschaften und AnwendungenZulassungen
SMAW Re 440 N/mm2
Rm 570 N/mm2
A5 40%Av 60 J
≥32 J…-60°C
2.53.24.05.0
TÜV-D, DB, ÖBB, TÜV-A, ABS, BV, DNV,GL, LR, VUZ,SEPROZ, CE
Kerndrahtlegierte niedriggekohlte, austenitische Stabelektrode mit rutiler Umhüllung. Durch erhöhten Ferritgehalt (FN~17) im Schweißgut,hohe Risssicherheit bei schwierig schweißbaren Werkstoffen.Austenit-Ferrit-Verbindungen und Schweißplattierungen.
Einsatztemperaturen von -60°C bis +300°C.
FOX CN 23/12-A
EN 1600: E 23 12 L R 3 2
AWS A5.4:E309L-17
GMAW Re 420 N/mm2
Rm 570 N/mm2
A5 32%Av 130 J
≥32 J…-80°C
0.81.01.2
TÜV-D, DB, ÖBB, TÜV-A,DNV, GL,SEPROZ, CE
Massivdrahtelektrode mit erhöhtem Ferritgehalt (FN~16) im Schweißgut.Hohe Risssicherheit bei schwierig schweißbaren Werkstoffen, Austenit-Ferrit-Verbindungen und Schweißplattierungen.
Betriebstemperaturen von -80°C bis +300°C.
CN 23/12-IG
EN ISO 14343-A:G 23 12 L
AWS A5.9: ER309L
GTAW Re 440 N/mm2
Rm 590 N/mm2
A5 34%Av 150 J
≥32 J…-120°C
1.62.02.4
TÜV-D, TÜV-A,GL, SEPROZ, DB, CE
WIG-Schweißstab mit erhöhtem Ferritgehalt (FN~16) im Schweißgut.Hohe Risssicherheit bei schwierig schweißbaren Werkstoffen, Austenit-Ferrit-Verbindungen und Schweißplattierungen.
Betriebstemperaturen von -120°C bis +300°C.
CN 23/12-IG
EN ISO 14343-A: W 23 12 L
AWS A5.9: ER309L
GMAW Re 400 N/mm2
Rm 540 N/mm2
A5 32%Av 90 J
70 J…-120°C
1.21.6
– Metallpulverdraht für das Schweißen von Mischverbindungen zwischenhochlegierten Cr- und CrNi(Mo)-Stählen und un- und niedriglegiertenStählen.
BÖHLER CN 23/12-MC zeichnet sich durch eine sehr gute Schweiß-,Benetzungs- und Fördereigenschaften, sowie durch hohemetallurgische Sicherheit nach Aufmischung unterschiedlicher Werkstoffe aus.
Betriebstemperatur von -120°C bis +300°C.
CN 23/12-MC
EN ISO 17633-A: T 23 12 L MM1
AWS A5.9: EC309L
FCAW Re 400 N/mm2
Rm 540 N/mm2
A5 35%Av 60 J
45 J…-60°C
0.91.21.6
TÜV-D, DB, ÖBB, TÜV-A,CWB, GL, LR,SEPROZ, CE,RINA, DNV
Bandlegierte Fülldrahtelektrode mit rutilhaltiger Füllung zum MAG-Schweißen von Mischverbindungen zwischen hochlegierten Cr- und CrNi(Mo)-Stählen mit un- bzw. niedriglegierten Stählen sowie für Schweißplattierungen in vorwiegend waagrechten und horizontalenSchweißpositionen.
Betriebstemperatur von -60°C bis +300°C.
CN 23/12-FD
EN ISO 17633-A: T 23 12 L R M (C) 3EN ISO 17633-A: T 23 12 L P M (C) 1 (für ø 0.9 mm)
AWS A5.22-10: E309LT0-4(1)AWS A5.22-10: E309LT1-4/-1 (für ø 0.9 mm)
FCAW Re 400 N/mm2
Rm 540 N/mm2
A5 35%Av 65 J
1.21.6
TÜV-D, DB, ABS, LR, GL,CWB, SEPROZ,ÖBB, CE, DNV,RINA
BÖHLER CN 23/12 PW-FD ist eine bandlegierte Fülldrahtelektrode mit rutiler Schlackencharakteristik für das Positionsschweißen vonMischverbindungen zwischen hochlegierten Cr- und CrNi(Mo)-Stählen mit un- bzw. niedrig legierten Stählen. Die Stützwirkung der schnellererstarrenden Schlacke ermöglicht die Zwangslagenschweißung in denPositionen.
Betriebstemperaturen von -60°C bis +300°C.
CN 23/12 PW-FD
EN ISO 17633-A: T 23 12 L P M 1T 23 12 L P C 1
AWS A5.22-10: E309LT1-4E309LT1-1
SAW Re ≥350 N/mm2
Rm ≥600 N/mm2
A5 ≥35%Av ≥100 J
3.0 DNV
Draht: TÜV-D, CE
Draht/Pulver Kombination für Ein- und Mehrlagenschweißungen, glatteNahtoberfläche, leichte Schlackenentfernbarkeit ohne Schlackenreste,sowie gute Schweißeigenschaften für Kehlnahtschweißungen zeichnetdiese Kombination aus. Austenitisches Gefüge mit Ferritanteilen. Hohe Risssicherheit bei schwierig schweißbaren Werkstoffen, Austenit-Ferrit-Verbindungen und Schweißplattierungen.
Betriebstemperatur max. +300°C.
Draht: CN 23/12-UP
EN ISO 14343-A: S 23 12 L
AWS A5.9: ER309L
Pulver: BB 202
EN 760: SA FB 2 DC
www.boehler-welding.com

Hitzebeständige Stähle
25BÖHLER WELDING Bestseller
BÖHLER
StandardENAWS
Schweiß-verfahren
MechanischeGütewerteRichtwerte
Ø
mm
Eigenschaften und AnwendungenZulassungen
SMAW Re ≥410 N/mm2
Rm ≥600 N/mm2
A5 25%Av 70 J
2.53.24.0
TÜV-D, CE Basisch umhüllte Stabelektrode für Verbindungs- undAuftragsschweißungen artgleicher und artähnlicher hitzebeständiger Stähle und Stahlgusssorten.
Typische Legierungen für das Schweißen von Schleudergussrohren fürÖfen in der petrochemischen Industrie.
FOX CN 21/33 Mn
EN 1600: E Z21 33 B 4 2
–
GMAW Re ≥400 N/mm2
Rm ≥600 N/mm2
A5 ≥17%Av ≥50 J
1.01.2
– Massivdrahtelektrode für Verbindungs- und Auftragschweißungen artgleicher und artähnlicher hitzebeständiger Stähle und Stahlgusssorten.
Typische Legierungen für das Schweißen von Schleudergussrohren für Öfen in der petrochemischen Industrie.
CN 21/33 Mn-IG
EN ISO 14343-A: G Z21 33 MnNb
–
GTAW Re ≥400 N/mm2
Rm ≥600 N/mm2
A5 ≥17%Av ≥50 J
2.02.43.2
TÜV-D, CE WIG-Schweißstab für Verbindungs- und Auftragschweißungen artgleicherund artähnlicher hitzebeständiger Stähle und Stahlgusssorten.
Typische Legierungen für das Schweißen von Schleudergussrohren für Öfen in der petrochemischen Industrie.
CN 21/33 Mn-IG
EN ISO 14343-A: W Z21 33 MnNb
GMAW Re 480 N/mm2
Rm 620 N/mm2
A5 34%Av 110 J
1.01.2
TÜV-A, SEPROZ Massivdrahtelektrode für artgleiche, hitzebeständige Walz-, Schmiede- und Gussstähle sowie für hitzebeständige, ferritische Cr-Si-Al-Stähle, z.B. Glühereien, Härtereien, Dampfkesselbau,Erdölindustrie, Keramische Industrie.
Zunderbeständig bis +1.000°C.
FF-IG
EN ISO 14343-A: G 22 12 H
AWS A5.9: ER309 (mod.)
GTAW Re 500 N/mm2
Rm 630 N/mm2
A5 32%Av 115 J
1.62.02.4
TÜV-A, SEPROZ WIG-Schweißstab für artgleiche, hitzebeständige Walz-, Schmiede- undGussstähle sowie für hitzebeständige, ferritische Cr-Si-Al-Stähle. z.B.Glühereien, Härtereien, Dampfkesselbau, Erdölindustrie, KeramischeIndustrie. Austenitisches Schweißgut mit ca. 8%-Ferritanteil.
Zunderbeständig bis +1.000°C.
FF-IG
EN ISO 14343-A: W 22 12 H
AWS A5.9: ER309 (mod.)
SMAW Re 420 N/mm2
Rm 600 N/mm2
A5 36%Av 100 J
2.53.24.05.0
TÜV-D, Statoil,SEPROZ, CE
Kerndrahtlegierte, basisch umhüllte Stabelektrode für artgleiche, hitzebeständige Walz-, Schmiede- und Gussstähle, z.B. Glühereien,Härtereien, Dampfkesselbau, Erdölindustrie, Keramische Industrie.Verbindungsschweißungen an hitzebeständigen Cr-Si-Al-Stählen, dieschwefelhaltigen Gasen ausgesetzt sind, müssen als Schlusslage mit FOX FA geschweißt werden.
Zunderbeständig bis +1.200°C.
FOX FFB
EN 1600: E 25 20 B 2 2
AWS A5.4: E310-15 (mod.)
SMAW Re 440 N/mm²Rm 600 N/mm²A5 35%Av 80 J
2.53.24.0
TÜV-D, TÜV-A,SEPROZ, CE
Kerndrahtlegierte, basisch umhüllte Stabelektrode für artgleiche, hitzebeständige Walz-, Schmiede- und Gussstähle sowie für hitzebeständige ferritische CrSiAl-Stähle.
Zunderbeständig bis +1.000°C.
FOX FF
EN 1600: E 22 12 B 2 2
AWS A5.4:E309-15
SMAW Re 460 N/mm²Rm 610 N/mm²A5 37%Av 60 J
2.53.24.0
TÜV-D, TÜV-A,SEPROZ, CE
Kerndrahtlegierte, rutilumhüllte Stabelektrode für artgleiche, hitzebeständige Walz-, Schmiede- und Gussstähle sowie für hitzebeständige ferritische Cr-Si-Al-Stähle, z.B. Glühereien, Härtereien, Dampfkesselbau, Erdölindustrie, Keramische Industrie.
Zunderbeständig bis +1.000°C.
FOX FF-A
EN 1600: E 22 12 R 3 2
AWS A5.4:E309-17
www.boehler-welding.com

26
Hitzebeständige Stähle
BÖHLER
StandardENAWS
Schweiß-verfahren
MechanischeGütewerteRichtwerte
Ø
mm
Eigenschaften und AnwendungenZulassungen
GTAW Re 420 N/mm2
Rm 630 N/mm2
A5 33%Av 85 J
1.62.02.4
SEPROZ WIG-Schweißstab für artgleiche, hitzebeständige Walz-, Schmiede- undGussstähle, z.B. Glühereien, Härtereien, Dampfkesselbau, Erdölindustrie,Keramische Industrie. Vollaustenitisches Schweißgut. Bevorzugt beiAngriffen oxidierender, stickstoffhaltiger sowie sauerstoffarmer Gase.
Zunderbeständig bis +1.200°C.
FFB-IG
EN ISO 14343-A: W 25 20 Mn
AWS A5.9: ER310 (mod.)
GMAW Re 400 N/mm2
Rm 620 N/mm2
A5 38%Av 95 J
0.81.01.2
SEPROZ Massivdrahtelektrode für artgleiche, hitzebeständige Walz-, Schmiede- und Gussstähle, z.B. Glühereien, Härtereien, Dampfkesselbau,Erdölindustrie, Keramische Industrie. Vollaustenitisches Schweißgut.Bevorzugt bei Angriffen oxidierender, stickstoffhaltiger sowie sauerstoffarmer Gase.
Zunderbeständig bis +1.200°C.
FFB-IG
EN ISO 14343-A: G 25 20 Mn
AWS A5.9: ER310 (mod.)
SMAW Re 430 N/mm2
Rm 620 N/mm2
A5 35%Av 75 J
2.02.53.24.0
Statoil, VUZ,SEPROZ
Kerndrahtlegierte, rutilumhüllte Stabelektrode für artgleiche, hitzebeständige Walzstähle, z.B. Glühereien, Härtereien, Dampfkesselbau, Erdölindustrie, Keramische Industrie.
Zunderbeständig bis +1.200°C.
FOX FFB-A
EN 1600: E 25 20 R 3 2
AWS A5.4: E310-16
www.boehler-welding.com

Nickelbasis Werkstoffe
27BÖHLER WELDING Bestseller
BÖHLER
StandardENAWS
Schweiß-verfahren
MechanischeGütewerteRichtwerte
Ø
mm
Eigenschaften und AnwendungenZulassungen
SMAW Re 420 N/mm2
Rm 680 N/mm2
A5 40%Av 120 J
80 J…-196°C
2.53.24.05.0
TÜV-D, TÜV-A,Statoil, LTSS, VUZ, SEPROZ,CE, NAKS, KTA 1408.1
Kerndrahtlegierte Spezial-Stabelektrode entsprechend AWS ENiCrFe-3mit basischer Sonderumhüllung, für hochwertige Schweißungen vonNickelbasislegierungen, warm- und hochwarmfester Stähle, hitze-beständigen sowie kaltzähen Werkstoffen, weiters für niedriglegierteschwer schweißbare Stähle und Mischverbindungen. Ferner für Ferrit-Austenit-Verbindungen bei Betriebstemperaturen ≥ 300°C oder Wärmebehandlungen.
Eignung im Druckbehälterbau für -196°C bis +650°C, sonst bis zurZunderbeständigkeit von +1.200°C (schwefelfreie Atmosphäre).
FOX NIBAS 70/20DE: FOX NiCr 70 Nb
EN ISO 14172: E Ni 6082(NiCr20Mn3Nb)
AWS A5.11: ENiCrFe-3 (mod.)
GTAW Re 440 N/mm2
Rm 680 N/mm2
A5 42%Av 190 J
100 J…-196°C
1.62.02.4
TÜV-D, TÜV-A,Statoil, NAKS,SEPROZ, CE
WIG-Schweißstab für hochwertige Schweißverbindungen vonNickelbasislegierungen, warm und hochwarmfesten Werkstoffen, hitzebeständigen sowie kaltzähen Werkstoffen, weiters für niedriglegierteschwer schweißbare Stähle und Mischverbindungen geeignet. Ferner fürFerrit-Austenit-Verbindungen bei Betriebstemperaturen ≥ +300°C oderWärmebehandlungen.
Eignung im Druckbehälterbau für -196°C bis +550°C, sonst bis zurZunderbeständigkeit von +1.200°C (schwefelfreie Atmosphäre).
NIBAS 70/20-IGDE: NiCr 70 Nb-IG A
EN ISO 18274: S Ni 6082(NiCr20Mn3Nb)
AWS A5.14: ERNiCr-3
GMAW Re 420 N/mm2
Rm 680 N/mm2
A5 40%Av 160 J
80 J…-196°C
0.81.01.2
TÜV-D, TÜV-A,Statoil, NAKS,SEPROZ, CE
MAG-Drahtelektrode für hochwertige Schweißverbindungen vonNickelbasislegierungen, warm- und hochwarmfesten Werkstoffen, hitzebeständigen sowie kaltzähen Werkstoffen, weiters für niedriglegierteschwer schweißbare Stähle und Mischverbindungen geeignet. Ferner fürFerrit-Austenit-Verbindungen bei Betriebstemperaturen +300°C oderWärmebehandlungen.
Eignung im Druckbehälterbau für -196°C bis +550°C, sonst bis zurZunderbeständigkeit von +1.200°C (schwefelfreie Atmosphäre).
NIBAS 70/20-IGDE: NiCr 70 Nb-IG A
EN ISO 18274: S Ni 6082(NiCr20Mn3Nb)
AWS A5.14: ERNiCr-3
FCAW Re 400 N/mm2
Rm 650 N/mm2
A5 39%Av 135 J
110 J…-196°C
1.21.6
TÜV-D, CE Fülldrahtelektrode mit rutilhaltiger Füllung mit basischen Anteilen für vorwiegend waagrechte und horizontale Schweißpositionen. Die einfacheHandhabung und hohe Abschmelzleistung führt zu hoher Produktivität mitexzellentem Schweißverhalten, selbstablösender Schlacke, geringsterSpritzerbildung und Nahtoxidation, feinschuppiger Nahtzeichnung mitguter Flankenbenetzung und gleichmäßig sicherem Einbrand.Für hochwertige Schweißverbindungen von Nickelbasislegierungen, warmund hochwarmfesten Werkstoffen, hitzebeständigen sowie kaltzähenWerkstoffen, weiters für niedriglegierte schwer schweißbare Stähle undMischverbindungen geeignet. Ferner für Ferrit- Austenit-Verbindungen beiBetriebstemperaturen ≥ +300°C oder Wärmebehandlungen. Eignung im Druckbehälterbau für -196°C bis +550°C, sonst bis zurZunderbeständigkeit von +1.200°C (schwefelfreie Atmosphäre).
NIBAS 70/20-FD
EN ISO 14172: Typ Ni 6082(NiCr20Mn3Nb)
AWS A5.34: ENiCr3T0-4
SAW Re >380 N/mm2
Rm >580 N/mm2
A5 >35%Av >80 J
80 J…-196°C
2.4 TÜV-D, CE Für hochwertige Schweißverbindungen von Nickelbasislegierungen, warm und hochwarmfesten Werkstoffen, hitzebeständigen sowie kaltzähen Werkstoffen, weiters für niedriglegierte schwer schweißbareStähle und Mischverbindungen geeignet. Ferner für Ferrit-Austenit-Verbindungen bei Betriebstemperaturen ≥ +300°C oderWärmebehandlungen.
Eignung im Druckbehälterbau für -196°C bis +550°C, sonst bis zur Zunderbeständigkeit von 1.200°C (schwefelfreie Atmosphäre).
BÖHLER BB 444 ist ein agglomeriertes, fluorid-basisches Schweißpulver mit hoher Basizität.
Draht: NIBAS 70/20-UP
EN ISO 18274: S Ni 6082(NiCr20Mn3Nb)
AWS A5.14: ERNiCr-3
Pulver: BB 444
EN 760: SA-FB 2 AC
FCAW Re 380 N/mm²Rm 640 N/mm²A5 41%Av 130 J
115 J…-196°C
1.2 – Fülldrahtelektrode mit rutilhaltiger Füllung mit basischen Anteilen für vorwiegend waagrechte und horizontale Schweißpositionen. Die niedriggekohlte Ni-Cr-Mn-Nb-Legierung hat eine ausgezeichneteBeständigkeit gegenüber Heißrissen. Geeignet für das Verbindungs- und Auftragsschweißen von artgleichen Nickel-Basis-Werkstoffen sowie Mischverbindungen von Kohlenstoff mit CrNi-Stählen und fürPlattierungen auf un- und niedriglegierten Stählen. Der Draht ist auch für das Schweißen von kaltzähen Nickelstählen geeignet. Das Schweißgut ist von -196°C bis +650°C einsetzbar, bzw. zunderbeständig bis +1.200°C.
NIBAS 70/20 Mn-FD
EN ISO 14172: Typ Ni 6082(NiCr20Mn3Nb)
AWS A5.34:ENiCr3T0-4 (mod.)
www.boehler-welding.com

Nickelbasis Werkstoffe
28
BÖHLER
StandardENAWS
Schweiß-verfahren
MechanischeGütewerteRichtwerte
Ø
mm
Eigenschaften und AnwendungenZulassungen
GTAW Re 540 N/mm2
Rm 800 N/mm2
A5 38%Av 100 J
130 J…-196°C
1.62.02.4
TÜV-D, TÜV-A,Statoil, SEPROZ,CE
WIG-Schweißstab für hochwertige Schweißverbindungen von hoch Mo-legierten Nickelbasislegierungen (z.B. Alloy 625 und Alloy 825) sowie CrNiMo-Stählen mit hohem Mo-Gehalt (z.B. „6 Mo“-Stähle).Weiters ist diese Type auch für warm- und hochwarmfeste Stähle, hitzebeständige sowie kaltzähe Werkstoffe, Mischverbindungen und niedrig legierte, schwer schweißbare Stähle geeignet. Eignung im Druckbehälterbau für -196°C bis +550°C, sonst bis zurZunderbeständigkeit von +1.200°C (S-freie Atmosphäre).
NIBAS 625-IGDE: NiCr 625-IG A
EN ISO 18274: S Ni 6625(NiCr22Mo9Nb)
AWS A5.14: ERNiCrMo-3
GMAW Re 510 N/mm2
Rm 780 N/mm2
A5 40%Av 130 J
80 J…-196°C
1.01.2
TÜV-D, TÜV-A,Statoil, SEPROZ,CE
MAG-Drahtelektrode für hochwertige Schweißverbindungen von hochMo-legierten Nickelbasislegierungen (z.B. Alloy 625 und Alloy 825) sowie CrNiMo-Stählen mit hohem Mo-Gehalt (z.B. „6 Mo“-Stähle).Weiters ist diese Type auch für warm- und hochwarmfeste Stähle, hitzebeständige sowie kaltzähe Werkstoffe, Mischverbindungen und niedrig legierte, schwer schweißbare Stähle geeignet. Eignung im Druckbehälterbau für -196°C bis +550°C, sonst bis zurZunderbeständigkeit von +1.200°C (S-freie Atmosphäre).
NIBAS 625-IGDE: NiCr 625-IG A
EN ISO 18274: S Ni 6625(NiCr22Mo9Nb)
AWS A5.14: ERNiCrMo-3
FCAW Re 500 N/mm2
Rm 740 N/mm2
A5 40%Av 90 J
80 J…-196°C
1.2 TÜV-D, CE Fülldrahtelektrode mit rutilhaltiger Füllung für hochwertige Schweiß-verbindungen von hoch Mo-legierten Nickelbasislegierungen (z.B. Alloy625 und Alloy 825) sowie CrNiMo-Stählen mit hohem Mo-Gehalt (z.B. „6 Mo“-Stähle). Weiters ist diese Type auch für warm- und hochwarmfeste Stähle, hitzebeständige sowie kaltzähe Werkstoffe,Mischverbindungen und niedrig legierte schwer schweißbare Stähle geeignet. Eignung im Druckbehälterbau für -196°C bis +550°C, sonst bis zurZunderbeständigkeit von +1.200°C (S-freie Atmosphäre).
NIBAS 625 PW-FD
EN ISO 14172: Typ Ni 6625(NiCr22Mo9Nb)
AWS A5.34:ENiCrMo3T1-4
SAW Re ≥420 N/mm2
Rm ≥700 N/mm2
A5 ≥40%Av ≥80 J
2.4 TÜV-D, CE Draht/Pulver Kombination geeignet für hochwertige Schweißverbindungenvon 6%-Mo-legierten Superausteniten wie S31254, N08926, N08367 undNickelbasis Legierungen (z.B. Alloy 625 und Alloy 825).
BÖHLER BB 444 ist ein agglomeriertes, fluorid- basisches Schweißpulver mit hoher Basizität.
Draht: NIBAS 625-UP
EN ISO 18274: S Ni 6625(NiCr22Mo9Nb)
AWS A5.14: ERNiCrMo-3
Pulver: BB 444
EN 760: SA-FB 2 AC
SMAW Re 530 N/mm2
Rm 800 N/mm2
A5 40%Av 80 J
45 J…-196°C
2.53.24.0
TÜV-D, TÜV-A,Statoil, NAKS,LTSS, SEPROZ, CE
Kerndrahtlegierte Spezial-Stabelektrode mit basischer Sonderumhüllungfür hochwertige Schweißverbindungen von hoch Mo-legierten Nickelbasis-Legierungen (z.B. Alloy 625 und Alloy 825) sowie CrNiMo-Stählen mithohem Mo-Gehalt (z.B. 6%Mo-Stähle). Weiters ist diese Type auch für warm- und hochwarmfeste Stähle, hitzebeständige sowie kaltzäheWerkstoffe, Mischverbindungen und niedrig legierte, schwer schweißbareStähle geeignet. Eignung im Druckbehälterbau für -196°C bis +550°C,sonst bis zur Zunderbeständigkeit von +1.200°C (schwefelfreieAtmosphäre).
FOX NIBAS 625DE: FOX NiCr 625
EN ISO 14172: E Ni 6625(NiCr22Mo9Nb)
AWS A5.11: ENiCrMo-3
SMAW Re ≥450 N/mm2
Rm ≥700 N/mm2
A5 ≥35%Av ≥100 J
2.53.24.0
TÜV-D, CE Basisch umhüllte Stabelektrode für Verbindungsschweißungen an hochhitzebeständigen und artähnlichen Nickelbasis-Legierungen, hochwarmfesten Austeniten und Gusslegierungen.
Auch als WIG-Schweißstab, Massivdrahtelektrode und als Draht/Pulver-Kombination erhältlich.
FOX NIBAS 617
EN ISO 14172: E Ni 6117(NiCr22Co12Mo)
AWS A5.11: ENiCrCoMo-1(mod.)
www.boehler-welding.com

Nickelbasis Werkstoffe
29BÖHLER WELDING Bestseller
BÖHLER
StandardENAWS
Schweiß-verfahren
MechanischeGütewerteRichtwerte
Ø
mm
Eigenschaften und AnwendungenZulassungen
GTAW Re ≥450 N/mm²Rm ≥700 N/mm²A5 ≥30%Av ≥60 J
2.02.4
TÜV-D, CE WIG-Stab vor allem für Verbindungen an hochhitzebeständigen undartähnlichen Nickelbasis-Legierungen, hochwarmfesten Austeniten und Gusslegierungen. Das Schweißgut ist warmrisssicher und fürBetriebstemperaturen bis +1.000°C einsetzbar.
Zunderbeständig bis +1.100°C in oxidierenden bzw. aufkohlenderAtmosphäre, z.B. Gasturbinen
NIBAS 617-IG
EN ISO 18274: S Ni 6617(NiCr22Co12Mo9)
AWS A5.14:ERNiCrCoMo-1
GMAW Re ≥400 N/mm²Rm ≥700 N/mm²A5 ≥40%Av ≥100 J
1.01.2
TÜV-D, CE Massivdrahtelektrode vor allem für Verbindungsschweißungen an hochhitzebeständigen und artähnlichen Nickelbasis-Legierungen, hochwarmfesten Austeniten und Gusslegierungen. Das Schweißgut istwarmrisssicher und für Betriebstemperaturen bis +1.000°C einsetzbar.
Zunderbeständig bis +1.100°C in oxidierenden bzw. aufkohlendenAtmosphären, z.B. Gasturbinen.
NIBAS 617-IG
EN ISO 18274: S Ni 6617(NiCr22Co12Mo9)
AWS A5.14:ERNiCrCoMo-1
SAW Re ≥420 N/mm²Rm ≥700 N/mm²A5 ≥35%Av ≥80 J
2.0 – Draht/Pulver Kombination für artähnliche Nickelbasis-Legierungen, hochwarmfeste Austenite und Gusslegierungen wie z.B. Alloy 617,N06007, 2.4663.
Hohe Beständigkeit gegen heiße Gase in oxidierenden bzw. aufkohlenden Atmosphären.
NIBAS 617-UP
EN ISO 18274: S Ni 6617(NiCr22Co12Mo9)
AWS A5.14:ERNiCrCoMo-1
Pulver: BB 444
EN 760:SA FB 2 AC
Schweißpulver
BÖHLER
StandardENAWS
Schweiß-verfahren
Eigenschaften und AnwendungenZulassungen
SAW TÜV-D: P 24-UP
Agglomeriertes Schweißpulver für das Verbindungsschweißen vonniedriglegierten und warmfesten Stählen. Anwendbar an Gleich- undWechselstrom. Es eignet sich auch besonders für das Schweißen vonRohr-Steg-Rohr-Verbindungen bzw. von Flossenrohren (Kesselwände) inVerbindung mit den UP-Drahtelektroden BÖHLER EMS2, EMS 2 Mo, EMS2 CrMo, CM 2-UP, P 23-UP und P 24-UP. Sehr gute Schlackenlösbarkeit.
BB 305
EN 760: SA AR 1 76 AC H5
Draht: P 24-UP
SAW TÜV-D: EMS 2,EMS 2 Mo
Agglomeriertes Schweißpulver für das Verbindungsschweißen an allgemeinen Baust- und Rohrstählen mit Gleich- und Wechselstrom.Geeignet für das Eindraht- und Mehrdrahtschweißen mit hoherSchweißgeschwindigkeit in Lage und Gegenlage sowie für dasKehlnahtschweißen. Guter Schlackenabgang.
BB 306
EN 760: SA AR 1 77 AC H5
Draht: EMS 2, EMS 2 Mo
SAW TÜV-D: EMS 2, EMS2 Mo,DB (51.014.03/03)
Agglomeriertes Schweißpulver für das Verbindungs- und Auftrags-schweißen von allgemeine Baustählen, Feinkornbau-, Kesselbau- undRohrstählen. Das Schweißpulver zeichnet sich durch geringen Silizium-und mittleren Manganzubrand aus. BÖHLER BB 400 ist verschweißbar anGleich- und Wechselstrom. Universellen Einsatz durch sehr gute Schweißeigenschaften, gute technologische Eigenschaften mit unterschiedlichen Drahtelektroden.
BB 400
EN 760: SA AB 1 67 AC H5
Draht: EMS 2, EMS 2 Mo, EMS 3
www.boehler-welding.com

Referenzen
© B
SGA
© B
SGA
© B
SGA
© B
SGA
Kuppel für eine Kapplan-Rohrturbine, BÖHLER Ti 52-FD
Steirische Pipeline „Südschiene“, BÖHLER FOX CEL, BÖHLER FOX CEL 80-P
Kühlturmkomplex, Deir Ali Gas Plant Project,BÖHLER FOX EV 50
Schiffsbau & Instandhaltung, BÖHLER Ti 52-FD, BÖHLER FOX HL 180 Ti
www.boehler-welding.com







