
Ergänzende zfP an Schweißver-bindungen
zfP
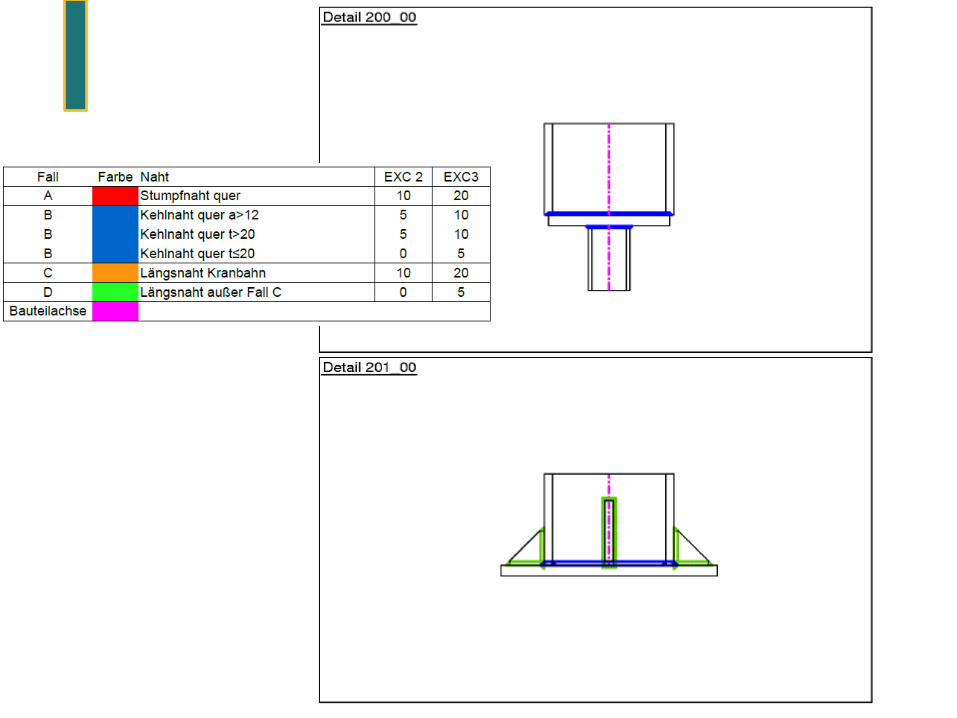
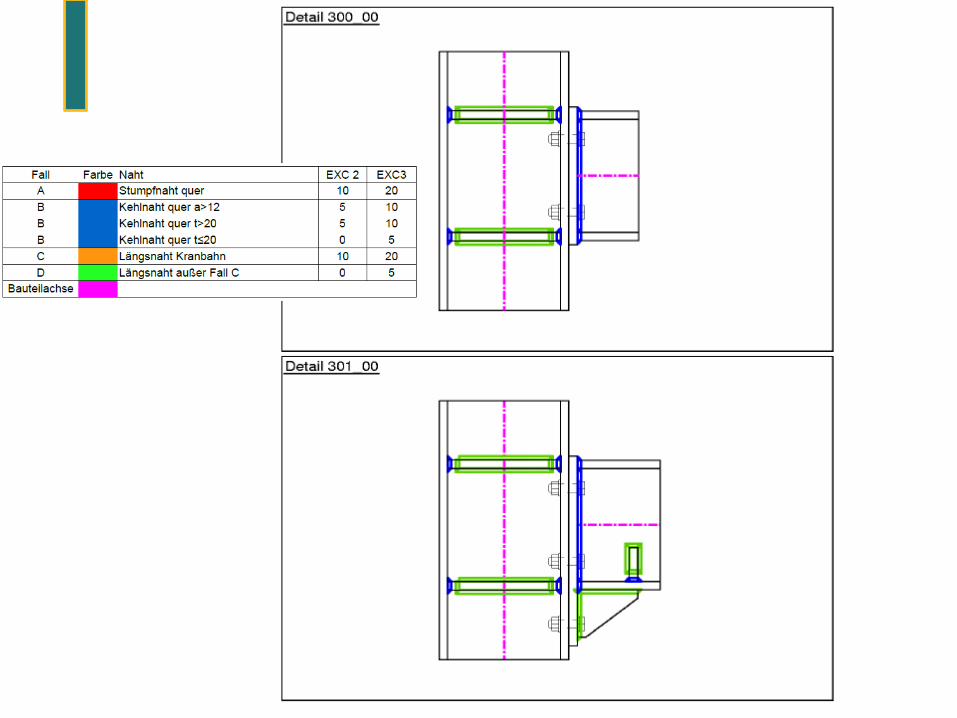
Ein Beispiel für die Umsetzung der DIN EN 1090-2 Tab. 23 und 24
Stahlsorten-auswahl im Hinblick auf
Eigenschaften in Dickenrichtung
Ein Umsetzungsbespiel für standardisierte
Trägeranschlüsse nach DASt
P. Baade, M.Eng., IWE
Gliederung
• Firmenvorstellung
ZfP
• Einführung
• Problemstellung
• Lösungsansatz
• Vereinfachen der Vorgaben
• Prüfkatalog
Stahlsortenauswahl
• Einführung
• Nachweisführung
• Vereinfachung
• Entwicklung Standard
Butzkies Stahlbau GmbH
• Inhabergeführter Mittelständler• Gegründet 1912, als Schmiedebetrieb• Leistungsspektrum:
– Tragwerkplanung – Anschlussstatik, Ausführungsplanung– Fertigung– Korrosionsschutz– Montage– Schlüsselfertigbau
• Jahresdurchsatz Stahlbau: ca. 10 - 12.000 to• Ca. 165 Mitarbeiter• Zertifizierungen: SCC, 9001, 1090 EXC 3, 17660

Butzkies Stahlbau
• Fertigung: (Jahresleistung 2017 inkl. AV 120.000 Std.)– 2 Säge-Bohr-Anlagen (bis 1300 mm)– 1 Trägerausklinkanlage– 2 Brenn-Bohr-Anlagen (bis 2500 mm)– 2 Durchlaufstrahlanlagen– 1 Winkelstanze bis L200x200x20– 1 Trägerpresse bis HEB 600– Roboterschweißanlage (H-Rahmen 2500mm)– 7 Zusammenbauplätze– Krankapazität bis 20 to
• Korrosionsschutz: (Jahresleistung 2017: 30.000 Std.)– Strahlen bis Sa 2,5– Airlessbeschichtung in Ein- und Mehrschichtsysteme– Brandschutzbeschichtungen

Ergänzende ZfP von Schweißnähten
• zfP• Ein Beispiel für
die Umsetzung der DIN EN 1090-2 Tab. 23 und 24
Vorwort
• Normen geben ein Handwerkszeug für alle Anwender der jeweiligen Norm
• Nicht alle diese Vorschriften treffen speziell auf jeden Anwender der Norm zu
• Verallgemeinerungen in diesem Vortrag gelten speziell für die Fertigung der Fa. Butzkies
• Jeder verantwortliche muss individuell für seinen Verantwortungsbereich prüfen inwiefern Vereinfachungen auch auf seine Produktion zutreffen
Einführung
• Bereits DIN 18800 forderte durch Werkseigene Produktionskontrolle eine ergänzende ZfP
• Umfang jedoch erst in DIN EN 1090 geregelt
• DIN EN 1090-2 Tab 23 gibt Wartezeit vor
• DIN EN 1090-2 Tab 24 gibt Umfang vor
Wie ist zu Prüfen?
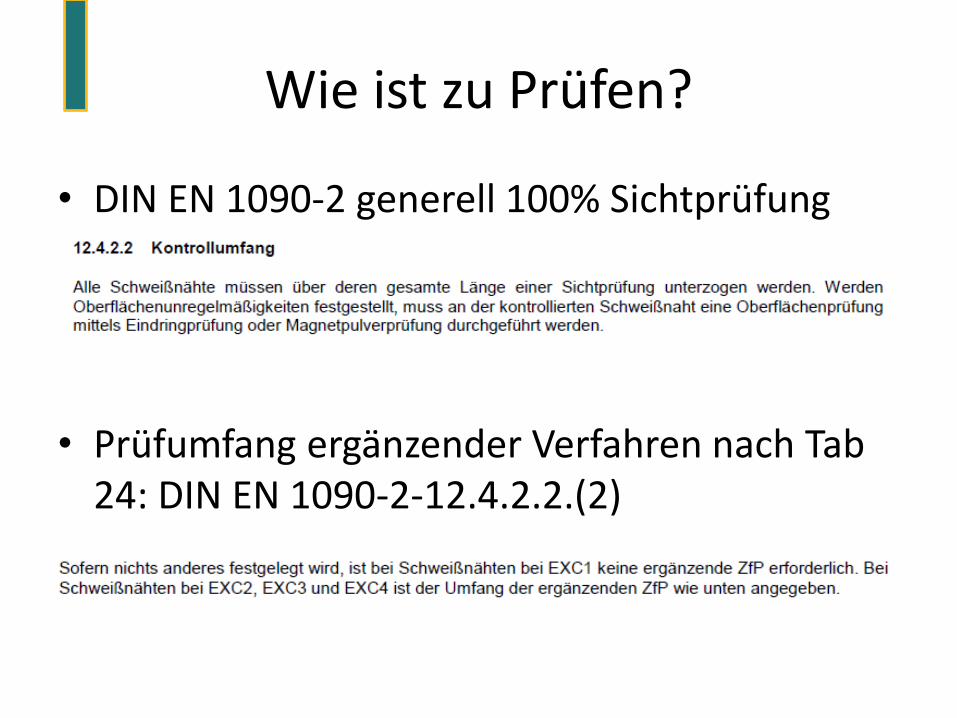
• DIN EN 1090-2 generell 100% Sichtprüfung
• Prüfumfang ergänzender Verfahren nach Tab 24: DIN EN 1090-2-12.4.2.2.(2)
Problemstellung
• Wo wird festgelegt welches Bauteil in welchem Umfang, wann zu Prüfen ist
• Tab 24 suggeriert Abhängigkeit von Belastung und Prüfumfang klingt nach Vorgabe durch TB
• Vorgabe vom TB hätte einige :– Wer schweißt das BT
– Welche Naht ist handwerklich schwierig
– Ggf. sollten erste Schweißungen eines BT‘s intensiver geprüft werden
– Wo wird Festlegung dokumentiert? Zeichnung?
Lösungsansatz
• Tab 23 und Tab 24 ingenieurmäßig vereinfachen Umsetzung in der Werkstatt für Großteil der Nähte ermöglichen
• Dazu einen Katalog erarbeiten der Standardanschlüsse und deren Bewertung wiedergibt
• Vorteile: – ZfP als Instrument und Werkzeug für die
Schweißaufsicht und WPK erhalten– Keine Abhängigkeit von fehlenden Angaben bezüglich
zfP

Zuerst zur Wartezeit

Zuerst zur Wartezeit
a≤6
6<a ≤ 12
12<a
Stähle oberhalb von S460 bei Butzkies kein Standard, Streckenergie über 3 kJ/mm ebenso
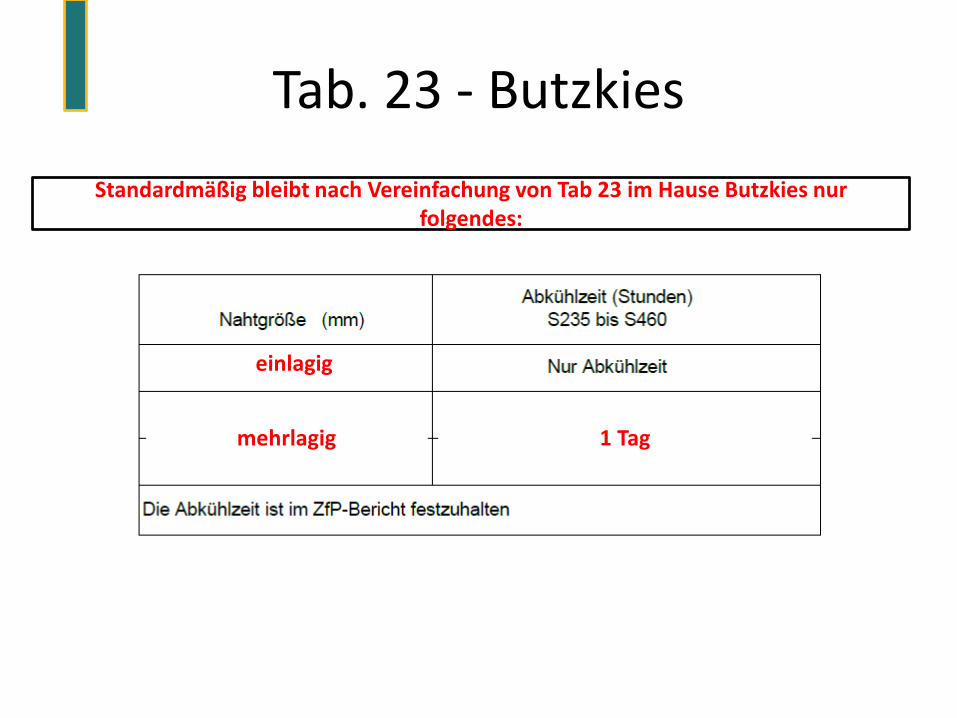
Tab. 23 - Butzkies
einlagig
mehrlagig 1 Tag
Standardmäßig bleibt nach Vereinfachung von Tab 23 im Hause Butzkies nur folgendes:
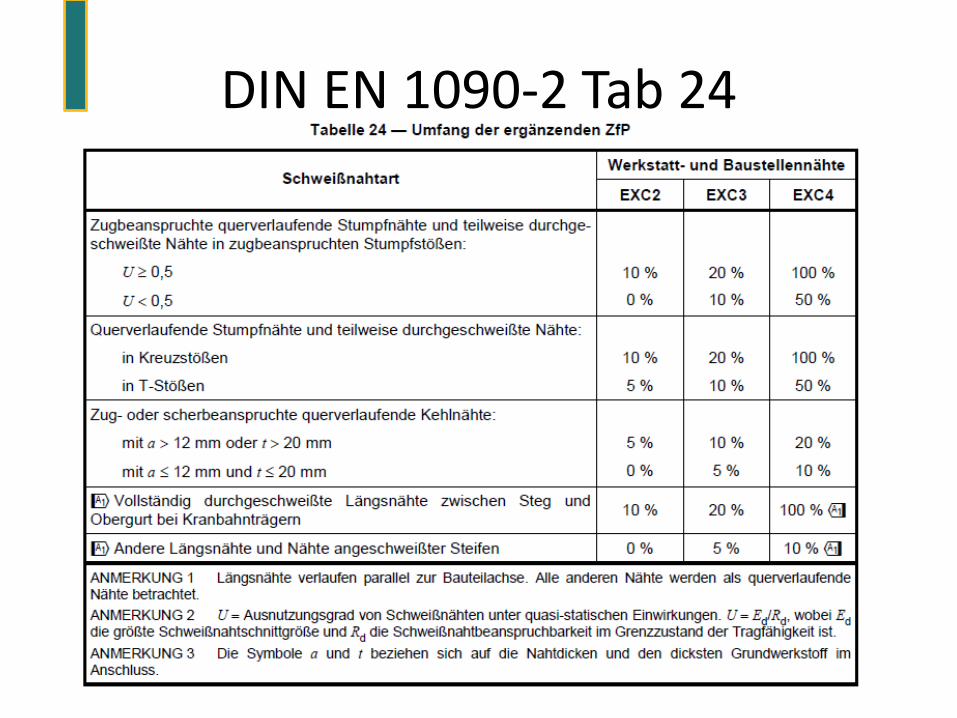
DIN EN 1090-2 Tab 24
Entspricht Fall A, Zug in querverlaufenden Nähten kann wegen Momentenwirkung nie ausgeschlossen werden.
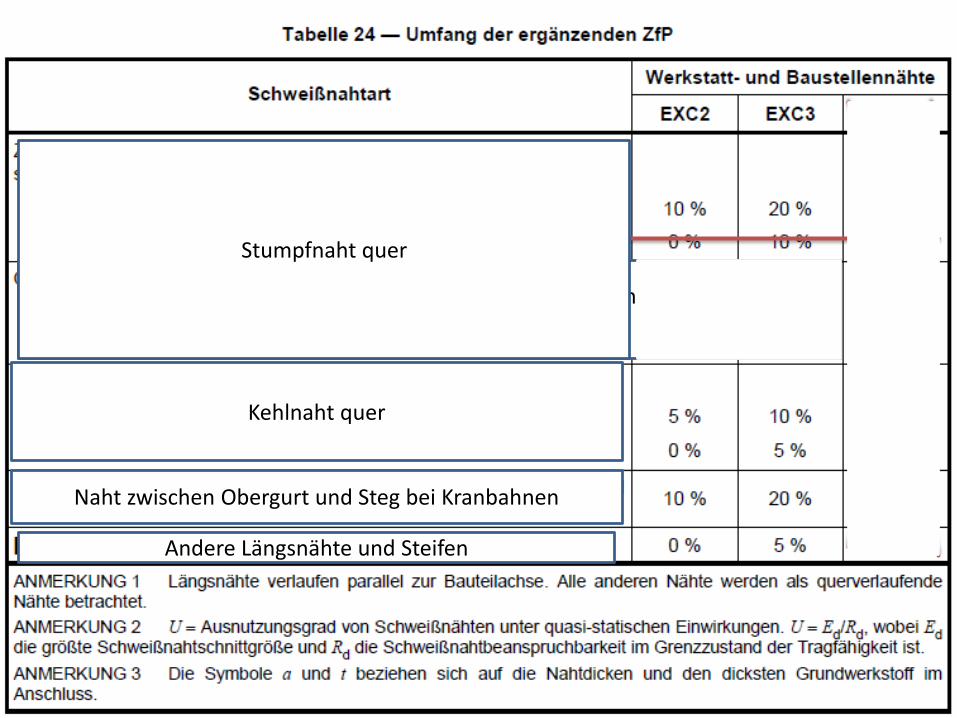
Stumpfnaht quer
Kehlnaht quer
Naht zwischen Obergurt und Steg bei Kranbahnen
Andere Längsnähte und Steifen

Tab. 24 – Butzkies
E DIN EN 1090-2:2016-12
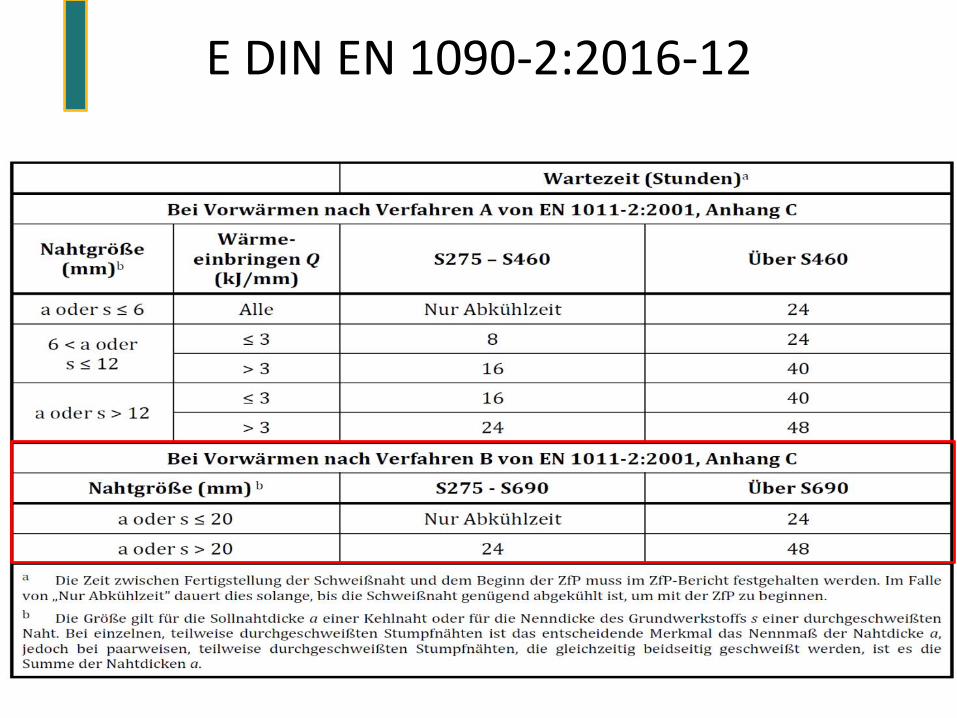
• Nach Auffassung der Normenmacher wurde Tab 23 falsch interpretiert
• Jetzt gibt es ein Verfahren A und Verfahren B• Verfahren A kommt aus dem UK (Vorwärmen
mittels erhöhter Streckenenergie beim Schweißen)
• Verfahren B kennen wir aus Deutschland, erst Vorwärmen, dann schweißen
• Führt zu erheblichen Reduzierungen der Wartezeiten nach Verfahren B
E DIN EN 1090-2:2016-12

E DIN EN 1090-2:2016-12
E DIN EN 1090-2:2016-12
• Auch sonst liefert die neue 1090 einige Neuerungen/ Änderungen:– Musterprüfung gilt nicht mehr für jede neue WPS sondern nur
für eine neue WPQR– Für EXC 4 soll der Prüfumfang jeder Schweißnaht
individualvertraglich geregelt werden– Es wird betont das Tab 24 für die routinemäßige zfP und nicht
die projektspezifische zfP zu sehen ist (Jahreszeitraum)– Mehr Möglichkeiten diesen zfP-Umfang nach ermessen der SAP
zu reduzieren (z.B. durch regelm. Audits)– Sofern festgelegt dürfen Schweißnahtklassen festgelegt werden– Schweißnähte mit Unregelmäßigkeiten können nach
Rücksprache und ermessen der Verantwortlichen verbleiben u.v.m.
Zum Katalog
• Für die Umsetzung wurde ein Katalog mit konstruktiven Details und deren standardmäßiger Prüfumfang angefertigt
• Mit diesen Beispielen ist nun ein Prüfer in der Lage den Prüfumfang am Bauteil festzulegen.
• Zum Verständnis werden hier zwei Beispiele gegeben.
• Tab. 24 lässt Interpreationsspielraum. Auf der sicheren Seite liegend wurden die Flanschnähte von Steifen bei Butzkies als Fall B, Kehlnaht quer angesetzt, eine Einstufung in Fall D Steifen wäre aber durchaus auch vorstellbar.

Gliederung
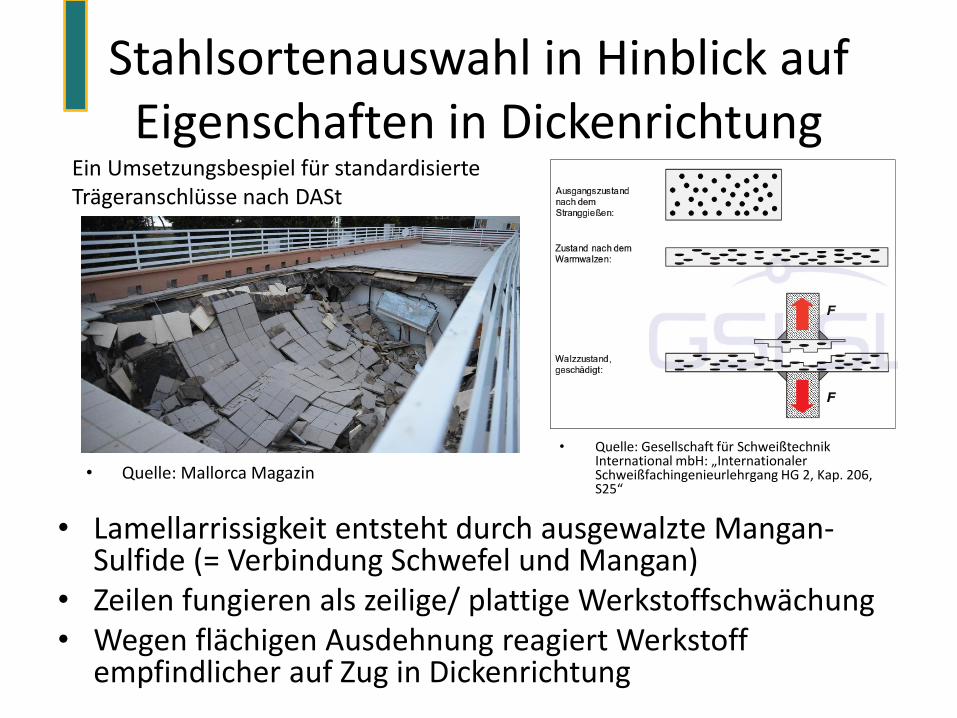
• Lamellarrissigkeit entsteht durch ausgewalzte Mangan-Sulfide (= Verbindung Schwefel und Mangan)
• Zeilen fungieren als zeilige/ plattige Werkstoffschwächung• Wegen flächigen Ausdehnung reagiert Werkstoff
empfindlicher auf Zug in Dickenrichtung
Stahlsortenauswahl in Hinblick auf Eigenschaften in Dickenrichtung
Ein Umsetzungsbespiel für standardisierte Trägeranschlüsse nach DASt
• Quelle: Gesellschaft für Schweißtechnik International mbH: „Internationaler Schweißfachingenieurlehrgang HG 2, Kap. 206, S25“
• Quelle: Mallorca Magazin
• Geregelt in DIN EN 1993-1-10• Regelungen gelten für Stähle S235 bis S460• Ursache für Regelungen ist Terrassenbruchgefahr• Terrassenbruchgefahr kann bei ausreichenden
Verformungsvermögen in Dickenrichtung vernachlässigt werden
• Brucheinschnürung Z ist die auf Anfangsquerschnitt bezogene Querschnittsänderung nach Bruch
• Zugprobe in Dickenrichtung gibt Verformungsvermögen f. Belastungen in Dickenrichtung an
• Brucheinschnürung in Längsrichtung i.d.R. bei ca. 35%
Stahlsortenauswahl in Hinblick auf Eigenschaften in Dickenrichtung
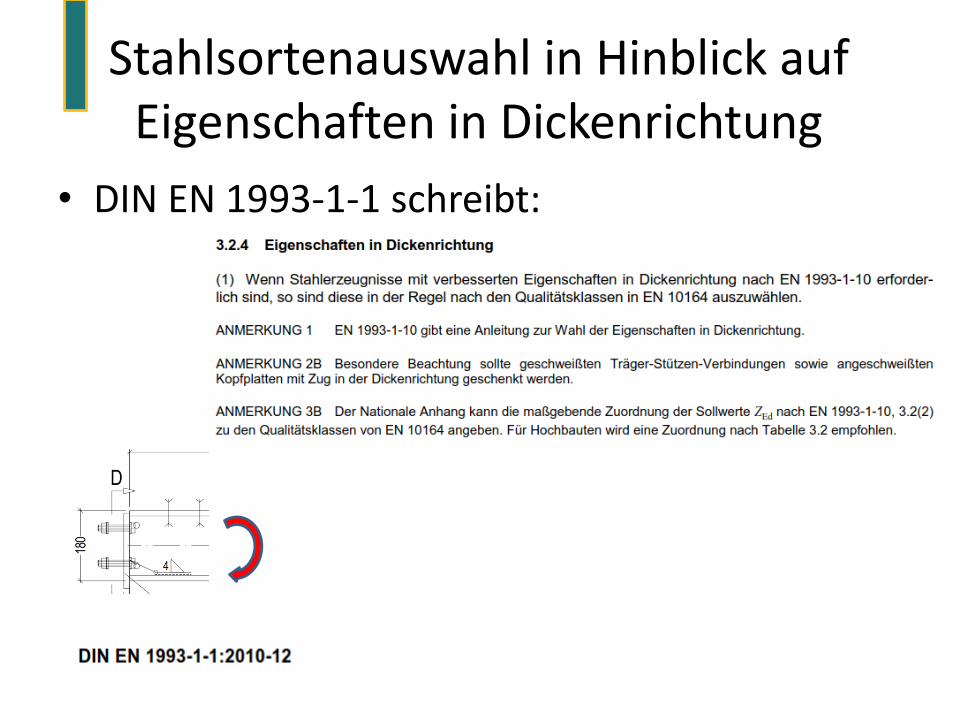
• DIN EN 1993-1-1 schreibt:
Stahlsortenauswahl in Hinblick auf Eigenschaften in Dickenrichtung
Stahlsortenauswahl in Hinblick auf Eigenschaften in Dickenrichtung
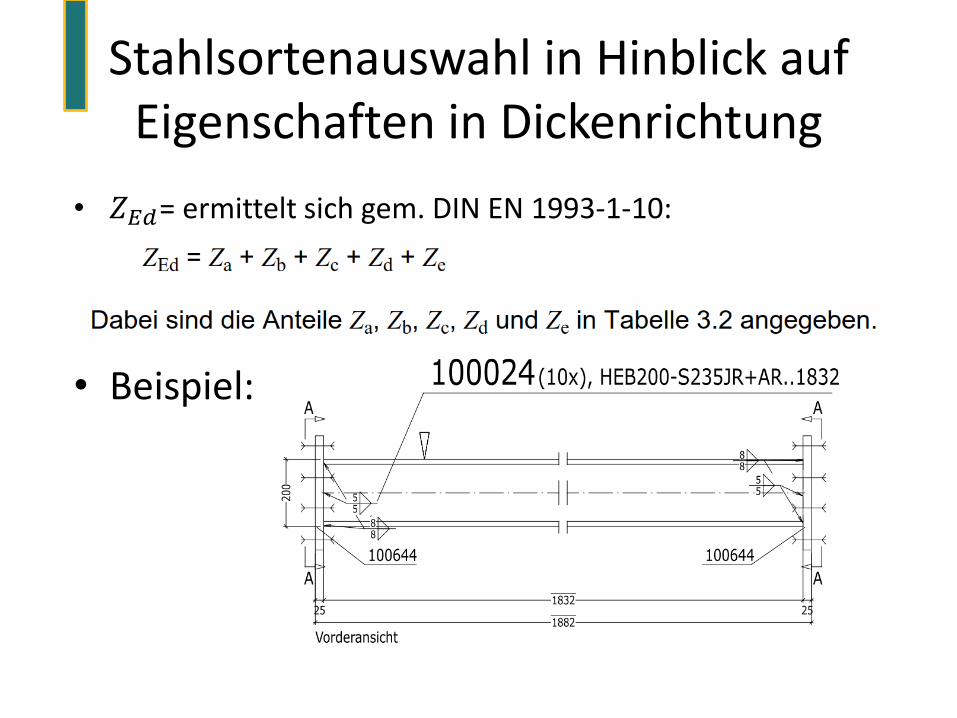
• 𝑍𝐸𝑑= ermittelt sich gem. DIN EN 1993-1-10:
• Beispiel:

Stahlsortenauswahl in Hinblick auf Eigenschaften in Dickenrichtung
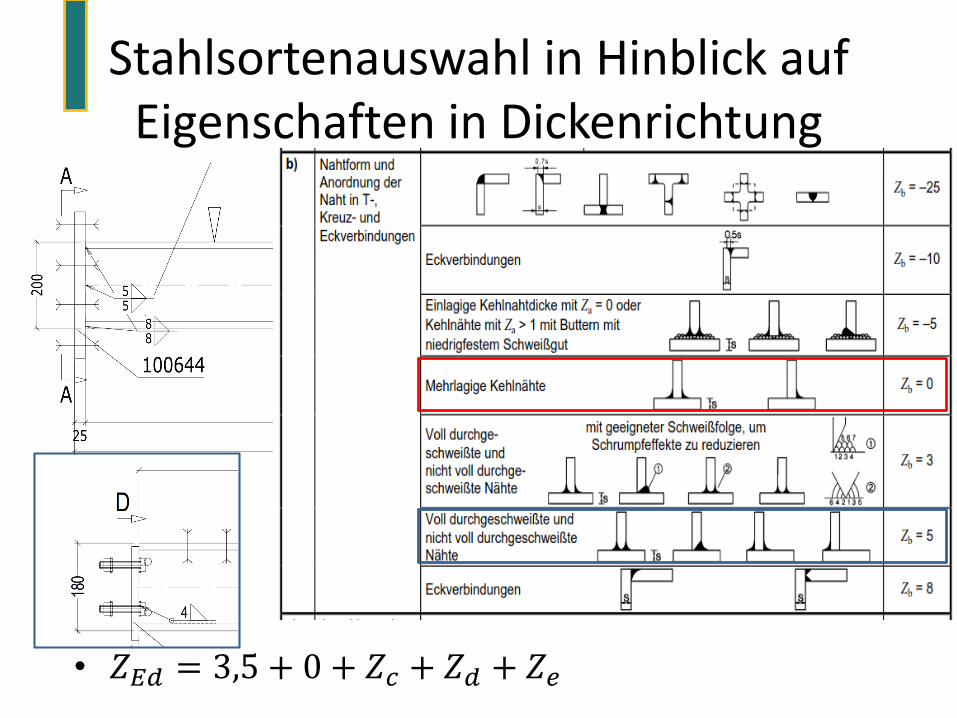
• 𝑍𝐸𝑑 = 3,5 + 𝑍𝑏 + 𝑍𝑐 + 𝑍𝑑 + 𝑍𝑒
Stahlsortenauswahl in Hinblick auf Eigenschaften in Dickenrichtung
• 𝑍𝐸𝑑 = 3,5 + 0 + 𝑍𝑐 + 𝑍𝑑 + 𝑍𝑒
• Bei 𝑍𝑏kann ein Konstrukteur viel richtig/ falsch machen
• Die konstruktive Gestaltung der Naht kann hier über Z von Z=-10 bis Z=5 entscheiden
• Ist die Stirnplatte wie im Beispiel leicht eingerückt, schließt die Schweißnaht die „Lamellen“ im Blech alle an Z=-10 (Eckverbindung), auf der sicheren Seite liegend jedoch nicht angesetzt.
• Steht die Stirnplatte hingegen leicht über, liegt die Schweißnaht nur außen am Blech Z=5
Stahlsortenauswahl in Hinblick auf Eigenschaften in Dickenrichtung
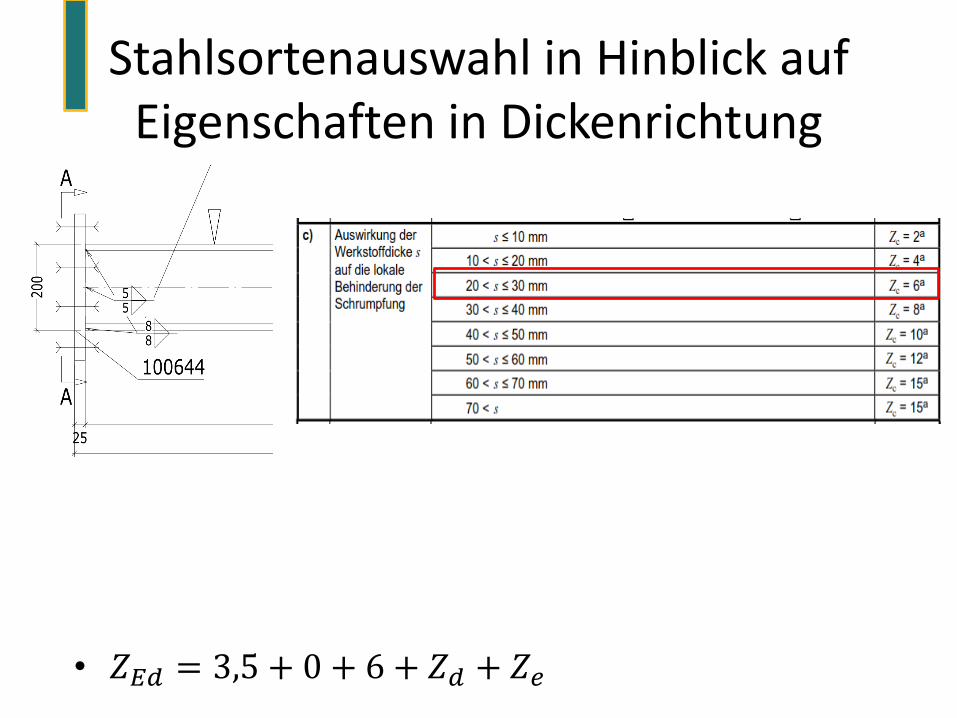
Stahlsortenauswahl in Hinblick auf Eigenschaften in Dickenrichtung
• 𝑍𝐸𝑑 = 3,5 + 0 + 6 + 𝑍𝑑 + 𝑍𝑒

Stahlsortenauswahl in Hinblick auf Eigenschaften in Dickenrichtung
• 𝑍𝐸𝑑 = 3,5 + 0 + 6 + 0 + 𝑍𝑒
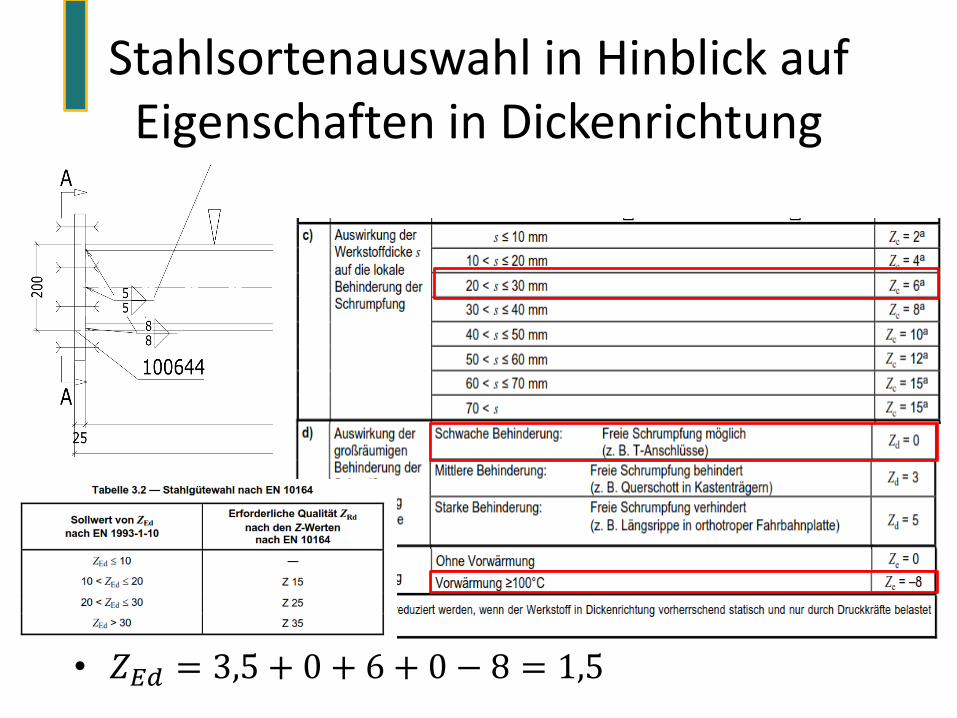
Stahlsortenauswahl in Hinblick auf Eigenschaften in Dickenrichtung
• 𝑍𝐸𝑑 = 3,5 + 0 + 6 + 0 − 8 = 1,5

• Bei standardisierten Trägeranschlüssen nach DAStsind 𝑍𝑏 und 𝑍𝑑 = 0
• Variablen bleiben:– Werkstoffdicke
– Nahtdicke
– Vorwärmen
• Hinweis: thermomechanische Stähle neigen nicht zu Terrassenbrüchen, da sie einen niedrigeren Schwefelgehalt, und damit kaum Mangan-Sulfid-Verbindungen aufweisen
Stahlsortenauswahl in Hinblick auf Eigenschaften in Dickenrichtung
• Quellen: – DIN EN 1090-2:2011-10– E DIN EN 1090-2:2016-12– DIN EN 1993-1-10:2010-12
Vielen Dank für Ihre Aufmerksamkeit







