

Mai 2010DEUTSCHE NORM
Normenausschuss Eisen und Stahl (FES) im DIN
Preisgruppe 12DIN Deutsches Institut für Normung e.V. · Jede Art der Vervielfältigung, auch auszugsweise, nur mit Genehmigung des DIN Deutsches Institut für Normung e.V., Berlin, gestattet.
ICS 77.140.75
!$[]O"1565844
www.din.de
DDIN EN 10305-5
Präzisionsstahlrohre –Technische Lieferbedingungen –
Teil 5: Geschweißte maßumgeformte Rohre mit quadratischem und
rechteckigem Querschnitt;
Deutsche Fassung EN 10305-5:2010
Steel tubes for precision applications –Technical delivery conditions –Part 5: Welded cold sized square and rectangular tubes;German version EN 10305-5:2010
Tubes de précision en acier –Conditions techniques de livraison –Partie 5: Tubes soudés calibrés avec section carrée et rectangulaire;Version allemande EN 10305-5:2010
©
Alleinverkauf der Normen durch Beuth Verlag GmbH, 10772 Berlin
Ersatz fürDIN EN 10305-5:2003-08
www.beuth.de
Gesamtumfang 24 Seiten
BA178AF3EC677050DBAC9B8DA5349567ADC990EEFF93F3A06AC57ABBC1FF10D149E65A0791F45F8595EC47B34A6B8DD1A00B89B15CDC6A1BE47973E66F973898797498B84A6336A2542F000608BD206AF0A67937B6B3BF96E66572C95F945221F309B99AAC88C7AEAB55B331AA9DAD02
A&
I-N
orm
enab
on
nem
ent
- F
aure
cia
Au
tosi
tze
Gm
bH
- K
d.-
Nr.
7054
584
- A
bo
-Nr.
0085
0200
/002
/001
- 2
010-
04-2
6 08
:21:
03

DIN EN 10305-5:2010-05
Nationales Vorwort
Dieses Dokument (EN 10305-5:2010) wurde vom Unterausschuss TC 29/SC 11 „Rohre für den Maschinenbau und allgemeine technische Anwendungen“ (Sekretariat: AFNOR, Frankreich) des Europäischen Komitees für die Eisen- und Stahlnormung (ECISS) ausgearbeitet.
Das zuständige deutsche Normungsgremium ist der Unterausschuss NA 021-00-09-09 UA „Präzisions-stahlrohre“ des Normenausschusses Eisen und Stahl (FES).
Das vorliegende Dokument enthält die technischen Anforderungen an geschweißte und maßumgeformte Rohre mit besonderer Maßgenauigkeit, die auch durch eine gute Oberflächenbeschaffenheit und definierte mechanische Eigenschaften charakterisiert sind.
Änderungen
Gegenüber DIN EN 10305-5:2003-08 wurden folgende Änderungen vorgenommen:
a) Option für die Eignung zum Schmelztauchverzinken festgelegt;
b) redaktionelle Überarbeitung.
Frühere Ausgaben
DIN 2395-1: 1981-08, 1994-09 DIN 2395-2: 1981-08, 1994-09 DIN EN 10305-5: 2003-08
2
BA178AF3EC677050DBAC9B8DA5349567ADC990EEFF93F3A06AC57ABBC1FF10D149E65A0791F45F8595EC47B34A6B8DD1A00B89B15CDC6A1BE47973E66F973898797498B84A6336A2542F000608BD206AF0A67937B6B3BF96E66572C95F945221F309B99AAC88C7AEAB55B331AA9DAD02
A&
I-N
orm
enab
on
nem
ent
- F
aure
cia
Au
tosi
tze
Gm
bH
- K
d.-
Nr.
7054
584
- A
bo
-Nr.
0085
0200
/002
/001
- 2
010-
04-2
6 08
:21:
03

EUROPÄISCHE NORM
EUROPEAN STANDARD
NORME EUROPÉENNE
EN 10305-5
Januar 2010
ICS 77.140.75 Ersatz für EN 10305-5:2003
Deutsche Fassung
Präzisionsstahlrohre — Technische Lieferbedingungen —
Teil 5: Geschweißte maßumgeformte Rohre mit quadratischem und rechteckigem Querschnitt
Steel tubes for precision applications — Technical delivery conditions —
Part 5: Welded cold sized square and rectangular tubes
Tubes de précision en acier — Conditions techniques de livraison —
Partie 5: Tubes soudés calibrés avec section carrée et rectangulaire
Diese Europäische Norm wurde vom CEN am 22. November 2009 angenommen. Die CEN-Mitglieder sind gehalten, die CEN/CENELEC-Geschäftsordnung zu erfüllen, in der die Bedingungen festgelegt sind, unter denen dieser Europäischen Norm ohne jede Änderung der Status einer nationalen Norm zu geben ist. Auf dem letzten Stand befindliche Listen dieser nationalen Normen mit ihren bibliographischen Angaben sind beim Management-Zentrum des CEN oder bei jedem CEN-Mitglied auf Anfrage erhältlich. Diese Europäische Norm besteht in drei offiziellen Fassungen (Deutsch, Englisch, Französisch). Eine Fassung in einer anderen Sprache, die von einem CEN-Mitglied in eigener Verantwortung durch Übersetzung in seine Landessprache gemacht und dem Management-Zentrum mitgeteilt worden ist, hat den gleichen Status wie die offiziellen Fassungen. CEN-Mitglieder sind die nationalen Normungsinstitute von Belgien, Bulgarien, Dänemark, Deutschland, Estland, Finnland, Frankreich, Griechenland, Irland, Island, Italien, Kroatien, Lettland, Litauen, Luxemburg, Malta, den Niederlanden, Norwegen, Österreich, Polen, Portugal, Rumänien, Schweden, der Schweiz, der Slowakei, Slowenien, Spanien, der Tschechischen Republik, Ungarn, dem Vereinigten Königreich und Zypern.
EUR OP ÄIS C HES KOM ITEE FÜR NOR M UNG EUROPEAN COMMITTEE FOR STANDARDIZATION C O M I T É E U R O P É E N D E N O R M A LI S A T I O N
Management-Zentrum: Avenue Marnix 17, B-1000 Brüssel
© 2010 CEN Alle Rechte der Verwertung, gleich in welcher Form und in welchem Verfahren, sind weltweit den nationalen Mitgliedern von CEN vorbehalten.
Ref. Nr. EN 10305-5:2010 D
BA178AF3EC677050DBAC9B8DA5349567ADC990EEFF93F3A06AC57ABBC1FF10D149E65A0791F45F8595EC47B34A6B8DD1A00B89B15CDC6A1BE47973E66F973898797498B84A6336A2542F000608BD206AF0A67937B6B3BF96E66572C95F945221F309B99AAC88C7AEAB55B331AA9DAD02
A&
I-N
orm
enab
on
nem
ent
- F
aure
cia
Au
tosi
tze
Gm
bH
- K
d.-
Nr.
7054
584
- A
bo
-Nr.
0085
0200
/002
/001
- 2
010-
04-2
6 08
:21:
03
EN 10305-5:2010 (D)
2
Inhalt
Seite
Vorwort ................................................................................................................................................................3 1 Anwendungsbereich .............................................................................................................................4 2 Normative Verweisungen......................................................................................................................4 3 Begriffe ...................................................................................................................................................5 4 Symbole ..................................................................................................................................................5 5 Einteilung und Bezeichnung ................................................................................................................5 5.1 Einteilung................................................................................................................................................5 5.2 Bezeichnung...........................................................................................................................................6 6 Bestellangaben ......................................................................................................................................6 6.1 Verbindliche Angaben...........................................................................................................................6 6.2 Optionen .................................................................................................................................................6 6.3 Bestellbeispiel........................................................................................................................................7 7 Herstellverfahren ...................................................................................................................................7 7.1 Stahlherstellung.....................................................................................................................................7 7.2 Rohrherstellung und Lieferzustand.....................................................................................................7 8 Anforderungen .......................................................................................................................................8 8.1 Allgemeines............................................................................................................................................8 8.2 Chemische Zusammensetzung............................................................................................................8 8.3 Mechanische Eigenschaften...............................................................................................................10 8.4 Oberflächenbeschaffenheit und innere Beschaffenheit ..................................................................11 8.5 Maße und Grenzabmaße .....................................................................................................................12 9 Prüfung .................................................................................................................................................17 9.1 Arten der Prüfung ................................................................................................................................17 9.2 Prüfbescheinigungen ..........................................................................................................................17 9.3 Zusammenfassung der Prüfungen ....................................................................................................18 10 Probenahme .........................................................................................................................................18 10.1 Prüfumfang...........................................................................................................................................18 10.2 Vorbereitung der Probenabschnitte und Proben .............................................................................18 11 Prüfverfahren .......................................................................................................................................19 11.1 Zugversuch...........................................................................................................................................19 11.2 Maßkontrolle.........................................................................................................................................19 11.3 Rauheitsmessung................................................................................................................................20 11.4 Sichtprüfung.........................................................................................................................................20 11.5 Zerstörungsfreie Prüfung ...................................................................................................................20 11.6 Wiederholungsprüfungen, Sortieren und Nachbehandlung ...........................................................20 12 Kennzeichnung ....................................................................................................................................20 13 Oberflächenschutz und Verpackung .................................................................................................21 Literaturhinweise ..............................................................................................................................................22
DIN EN 10305-5:2010-05
BA178AF3EC677050DBAC9B8DA5349567ADC990EEFF93F3A06AC57ABBC1FF10D149E65A0791F45F8595EC47B34A6B8DD1A00B89B15CDC6A1BE47973E66F973898797498B84A6336A2542F000608BD206AF0A67937B6B3BF96E66572C95F945221F309B99AAC88C7AEAB55B331AA9DAD02
A&
I-N
orm
enab
on
nem
ent
- F
aure
cia
Au
tosi
tze
Gm
bH
- K
d.-
Nr.
7054
584
- A
bo
-Nr.
0085
0200
/002
/001
- 2
010-
04-2
6 08
:21:
03
EN 10305-5:2010 (D)
3
Vorwort
Dieses Dokument (EN 10305-5:2010) wurde vom Technischen Komitee ECISS/TC 29 „Stahlrohre und Fittings für Stahlrohre“ erarbeitet, dessen Sekretariat vom UNI gehalten wird.
Diese Europäische Norm muss den Status einer nationalen Norm erhalten, entweder durch Veröffentlichung eines identischen Textes oder durch Anerkennung bis Juli 2010, und etwaige entgegenstehende nationale Normen müssen bis Juli 2010 zurückgezogen werden.
Es wird auf die Möglichkeit hingewiesen, dass einige Texte dieses Dokuments Patentrechte berühren können. CEN [und/oder CENELEC] sind nicht dafür verantwortlich, einige oder alle diesbezüglichen Patentrechte zu identifizieren.
Dieses Dokument ersetzt EN 10305-5:2003.
EN 10305, Präzisionsstahlrohre — Technische Lieferbedingungen besteht aus den folgenden Teilen:
⎯ Teil 1: Nahtlose kaltgezogene Rohre
⎯ Teil 2: Geschweißte kaltgezogene Rohre
⎯ Teil 3: Geschweißte maßgewalzte Rohre
⎯ Teil 4: Nahtlose kaltgezogene Rohre für Hydraulik- und Pneumatik-Druckleitungen
⎯ Teil 5: Geschweißte maßumgeformte Rohre mit quadratischem und rechteckigem Querschnitt
⎯ Teil 6: Geschweißte kaltgezogene Rohre für Hydraulik- und Pneumatik-Druckleitungen
Entsprechend der CEN/CENELEC-Geschäftsordnung sind die nationalen Normungsinstitute der folgenden Länder gehalten, diese Europäische Norm zu übernehmen: Belgien, Bulgarien, Dänemark, Deutschland, Estland, Finnland, Frankreich, Griechenland, Irland, Island, Italien, Kroatien, Lettland, Litauen, Luxemburg, Malta, Niederlande, Norwegen, Österreich, Polen, Portugal, Rumänien, Schweden, Schweiz, Slowakei, Slowenien, Spanien, Tschechische Republik, Ungarn, Vereinigtes Königreich und Zypern.
DIN EN 10305-5:2010-05
BA178AF3EC677050DBAC9B8DA5349567ADC990EEFF93F3A06AC57ABBC1FF10D149E65A0791F45F8595EC47B34A6B8DD1A00B89B15CDC6A1BE47973E66F973898797498B84A6336A2542F000608BD206AF0A67937B6B3BF96E66572C95F945221F309B99AAC88C7AEAB55B331AA9DAD02
A&
I-N
orm
enab
on
nem
ent
- F
aure
cia
Au
tosi
tze
Gm
bH
- K
d.-
Nr.
7054
584
- A
bo
-Nr.
0085
0200
/002
/001
- 2
010-
04-2
6 08
:21:
03

EN 10305-5:2010 (D)
4
1 Anwendungsbereich
Diese Europäische Norm legt die technischen Lieferbedingungen für geschweißte und maßumgeformte Präzisionsstahlrohre mit quadratischem und rechteckigem Querschnitt fest.
Rohre nach diesem Dokument sind durch genau definierte Grenzabmaße und eine festgelegte Oberflächen-rauheit charakterisiert. Typische Anwendungsgebiete sind der Fahrzeugbau, die Möbelindustrie und der Allgemeine Maschinenbau.
2 Normative Verweisungen
Die folgenden zitierten Dokumente sind für die Anwendung dieses Dokuments erforderlich. Bei datierten Verweisungen gilt nur die in Bezug genommene Ausgabe. Bei undatierten Verweisungen gilt die letzte Ausgabe des in Bezug genommenen Dokuments (einschließlich aller Änderungen).
EN 10020:2000, Begriffsbestimmungen für die Einteilung der Stähle
EN 10021:2006, Allgemeine Technische Lieferbedingungen für Stahl und Stahlerzeugnisse
EN 10027-1, Bezeichnungssysteme für Stähle — Teil 1: Kurznamen
EN 10027-2, Bezeichnungssysteme für Stähle — Teil 2: Nummernsystem
EN 10052:1993, Begriffe der Wärmebehandlung von Eisenwerkstoffen
EN 10168, Stahlerzeugnisse — Prüfbescheinigungen — Liste und Beschreibung der Angaben
EN 10204, Metallische Erzeugnisse — Arten von Prüfbescheinigungen
EN 10246-31), Zerstörungsfreie Prüfung von Stahlrohren — Teil 3: Automatische Wirbelstromprüfung naht-loser und geschweißter (ausgenommen unterpulvergeschweißter) Stahlrohre zum Nachweis von Fehlern
EN 10246-8 2 ), Zerstörungsfreie Prüfung von Stahlrohren — Teil 8: Automatische Ultraschallprüfung der Schweißnaht elektrisch geschweißter Stahlrohre zum Nachweis von Längsfehlern
EN 10256, Zerstörungsfreie Prüfung — Qualifizierung und Kompetenz von Personal der Stufen 1 und 2 für die zerstörungsfreie Prüfung
EN 10266:2003, Stahlrohre, Fittings und Hohlprofile für den Stahlbau — Symbole und Definition von Begriffen für die Verwendung in Erzeugnisnormen
EN ISO 377, Stahl und Stahlerzeugnisse — Lage und Vorbereitung von Probenabschnitten und Proben für mechanische Prüfungen (ISO 377:1997)
EN ISO 2566-1, Stahl — Umrechnung von Bruchdehnungswerten — Teil 1: Unlegierte und niedriglegierte Stähle (ISO 2566-1:1984)
EN ISO 4287, Geometrische Produktspezifikationen (GPS) — Oberflächenbeschaffenheit: Tastschnitt-verfahren — Benennungen, Definitionen und Kenngrößen der Oberflächenbeschaffenheit (ISO 4287:1997)
EN ISO 6892-1, Metallische Werkstoffe — Zugversuch — Teil 1: Prüfverfahren bei Raumtemperatur (ISO 6892-1:2009)
1) zurzeit in Überarbeitung, Nachfolgenorm EN ISO 10893-2, Zerstörungsfreie Prüfung von Stahlrohren — Teil 2: Automatisierte Wirbelstromprüfung nahtloser und geschweißter (ausgenommen unterpulvergeschweißter) Stahlrohre zum Nachweis von Unregelmäßigkeiten
2) zurzeit in Überarbeitung, Nachfolgenorm EN ISO 10893-11, Zerstörungsfreie Prüfung von Stahlrohren — Teil 11: Automatisierte Ultraschallprüfung der Schweißnaht geschweißter Stahlrohre zum Nachweis von Unregelmäßigkeiten in Längs- und/oder Querrichtung
DIN EN 10305-5:2010-05
BA178AF3EC677050DBAC9B8DA5349567ADC990EEFF93F3A06AC57ABBC1FF10D149E65A0791F45F8595EC47B34A6B8DD1A00B89B15CDC6A1BE47973E66F973898797498B84A6336A2542F000608BD206AF0A67937B6B3BF96E66572C95F945221F309B99AAC88C7AEAB55B331AA9DAD02
A&
I-N
orm
enab
on
nem
ent
- F
aure
cia
Au
tosi
tze
Gm
bH
- K
d.-
Nr.
7054
584
- A
bo
-Nr.
0085
0200
/002
/001
- 2
010-
04-2
6 08
:21:
03

EN 10305-5:2010 (D)
5
3 Begriffe
Für die Anwendung dieses Dokuments gelten die Begriffe nach EN 10020:2000, EN 10021:2006, EN 10052:1993 und EN 10266:2003 und die folgenden Begriffe.
3.1 Arbeitgeber Unternehmen, in dem eine Person tätig ist
ANMERKUNG Arbeitgeber kann entweder der Rohrhersteller sein oder eine dritte Partei, die zerstörungsfreie Prüfungen (ZfP) durchführt.
3.2 Hersteller Partei, die Rohre nach diesem Dokument fertigt oder liefert
ANMERKUNG Zur Lieferung der Rohre, siehe EN 10021:2006, Abschnitt 6.
3.3 Unvollkommenheit Ungänze in der Rohrwand oder auf der Rohroberfläche, die mit den Prüfverfahren nach diesem Dokument nachweisbar ist
ANMERKUNG Unvollkommenheiten einer Größe und/oder Häufigkeit, die die in diesem Dokument festgelegten Zulässigkeitsgrenzen nicht überschreiten, werden als unerheblich für den vorgesehenen Einsatzzweck des Erzeugnisses betrachtet.
3.4 Fehler Unvollkommenheit einer Größe und/oder Häufigkeit, die den in diesem Dokument festgelegten Zulässigkeits-kriterien nicht entspricht
ANMERKUNG Bei Fehlern wird davon ausgegangen, dass sie die bestimmungsgemäße Verwendung des betreffenden Erzeugnisses negativ beeinflussen oder einschränken.
3.5 Vormaterial-Coil Originalcoil nach dem Warmwalzen ohne weiteren Verfahrensschritt (Beizen, Längsteilung, Kaltwalzen oder Aufbringen von Überzügen)
4 Symbole
Für die Anwendung dieses Dokuments gelten die Symbole nach EN 10266:2003.
5 Einteilung und Bezeichnung
5.1 Einteilung
Nach dem Einteilungssystem nach EN 10020 sind die in Tabelle 2 aufgeführten Stähle unlegierte Qualitäts-stähle.
DIN EN 10305-5:2010-05
BA178AF3EC677050DBAC9B8DA5349567ADC990EEFF93F3A06AC57ABBC1FF10D149E65A0791F45F8595EC47B34A6B8DD1A00B89B15CDC6A1BE47973E66F973898797498B84A6336A2542F000608BD206AF0A67937B6B3BF96E66572C95F945221F309B99AAC88C7AEAB55B331AA9DAD02
A&
I-N
orm
enab
on
nem
ent
- F
aure
cia
Au
tosi
tze
Gm
bH
- K
d.-
Nr.
7054
584
- A
bo
-Nr.
0085
0200
/002
/001
- 2
010-
04-2
6 08
:21:
03
EN 10305-5:2010 (D)
6
5.2 Bezeichnung
Für die Rohre nach diesem Dokument umfasst die Stahlbezeichnung:
⎯ die Nummer dieser Europäischen Norm (EN 10305-5)
sowie entweder
a) den Kurznamen nach EN 10027-1 oder
b) die Werkstoffnummer nach EN 10027-2.
6 Bestellangaben
6.1 Verbindliche Angaben
Dem Besteller müssen bei der Anfrage und Bestellung folgende Angaben vorliegen:
a) Bestellmenge (Masse oder Gesamtlänge oder Stückzahl);
b) Begriff „Rohr“;
c) Maße (siehe 8.5.1);
d) Stahlbezeichnung (siehe 5.2);
e) Lieferzustand einschließlich der Oberflächenbeschaffenheit (siehe 7.2.1 und 7.2.2).
6.2 Optionen
Eine Reihe von Optionen sind in diesem Dokument festgelegt und nachstehend aufgeführt. Sollte der Besteller bei der Anfrage und Bestellung keinen Wunsch äußern, von den entsprechenden Optionen Gebrauch zu machen, so sind die Rohre in Übereinstimmung mit den Grundfestlegungen zu liefern (siehe 6.1).
1) Festlegung einer Stahlsorte, die nicht in diesem Dokument festgelegt ist (siehe 8.2);
2) Eignung zum Schmelztauchverzinken (siehe 8.2);
3) Oberflächenbeschaffenheit für die Weiterverarbeitung (siehe 8.4.1);
4) Lage der Schweißnaht (siehe 8.4.2);
5) Entfernung der inneren Schweißnahtüberhöhung (siehe 8.4.3);
6) Messung der Oberflächenrauheit (siehe 8.4.5);
7) spezielle Oberflächenrauheit (siehe 8.4.5);
8) zerstörungsfreie Prüfung der Schweißnaht zum Nachweis von Unvollkommenheiten in Längsrichtung (siehe 8.4.8);
9) verminderte Wanddicken-Grenzabmaße (siehe 8.5.3);
10) einseitiges Wanddicken-Grenzabmaß (siehe 8.5.3);
11) Genaulänge (siehe 8.5.5);
12) andere Festlegungen für die Länge und/oder die entsprechenden Grenzabmaße (siehe 8.5.5);
DIN EN 10305-5:2010-05
BA178AF3EC677050DBAC9B8DA5349567ADC990EEFF93F3A06AC57ABBC1FF10D149E65A0791F45F8595EC47B34A6B8DD1A00B89B15CDC6A1BE47973E66F973898797498B84A6336A2542F000608BD206AF0A67937B6B3BF96E66572C95F945221F309B99AAC88C7AEAB55B331AA9DAD02
A&
I-N
orm
enab
on
nem
ent
- F
aure
cia
Au
tosi
tze
Gm
bH
- K
d.-
Nr.
7054
584
- A
bo
-Nr.
0085
0200
/002
/001
- 2
010-
04-2
6 08
:21:
03
EN 10305-5:2010 (D)
7
13) verminderte Abweichung von der Geradheit (siehe 8.5.6);
14) festgelegte Endenvorbereitung (siehe 8.5.10);
15) Abnahmeprüfzeugnis 3.1 (siehe 9.1 und 9.2.1);
16) Prüfeinheit mit Rohren aus nur einer Schmelze (siehe 10.1.1);
17) alternative Kennzeichnung (siehe Abschnitt 12);
18) Lieferung ohne Korrosionsschutz (siehe Abschnitt 13);
19) festgelegter Korrosionsschutz (siehe Abschnitt 13);
20) Rohre nicht in Bunden verpackt oder festgelegtes Verpackungsverfahren (siehe Abschnitt 13).
6.3 Bestellbeispiel
12 000 m Rohre mit dem Format 50 mm × 30 mm und einer Wanddicke von 3 mm nach diesem Dokument, hergestellt aus der Stahlsorte E235 im normalgeglühten Zustand mit Oberflächenzustand S2 (gebeizt) und Abnahmeprüfzeugnis 3.1 nach EN 10204:
12 000 m Rohre — 50 × 30 × 3 — EN 10305-5 — E235+N — S2 — Option 15
7 Herstellverfahren
7.1 Stahlherstellung
Die Wahl des Stahlherstellungsverfahrens ist dem Hersteller überlassen. Das Siemens-Martin-Verfahren ist aber nicht zugelassen, wenn nicht ein sekundäres Stahlherstellungs- oder Pfannenbehandlungsverfahren angeschlossen ist.
Der Stahl muss vollberuhigt sein.
ANMERKUNG Die Anwendung unberuhigter oder halbberuhigter Stähle ist damit ausgeschlossen.
7.2 Rohrherstellung und Lieferzustand
7.2.1 Die Rohre sind aus Band durch elektrisches Schweißen zu fertigen. Die Rohre dürfen keine Bandverbindungsnähte enthalten. Ausgenommen hiervon sind Rohre in Coilform, für die der Lieferzustand +A und +N festgelegt werden kann.
Mögliche Güten der Oberflächenbeschaffenheit sind:
a) S1 (rohschwarz);
b) S2 (gebeizt);
c) S3 (kaltgewalzt);
d) S4 (mit Überzug vereinbarter Beschaffenheit).
ANMERKUNG Die Güten der Oberflächenbeschaffenheit S1 und S3 gelten für Band. Die Güten der Oberflächen-beschaffenheit S2 und S4 können für Band oder Rohr gelten. Der Besteller sollte, soweit erforderlich, die benötigte Ober-flächenbeschaffenheit bei der Anfrage und Bestellung angeben.
DIN EN 10305-5:2010-05
BA178AF3EC677050DBAC9B8DA5349567ADC990EEFF93F3A06AC57ABBC1FF10D149E65A0791F45F8595EC47B34A6B8DD1A00B89B15CDC6A1BE47973E66F973898797498B84A6336A2542F000608BD206AF0A67937B6B3BF96E66572C95F945221F309B99AAC88C7AEAB55B331AA9DAD02
A&
I-N
orm
enab
on
nem
ent
- F
aure
cia
Au
tosi
tze
Gm
bH
- K
d.-
Nr.
7054
584
- A
bo
-Nr.
0085
0200
/002
/001
- 2
010-
04-2
6 08
:21:
03
EN 10305-5:2010 (D)
8
7.2.2 Rohre aus den Stahlsorten E155, E195, E235, E275 und E355 sind in einem der in Tabelle 1 angegebenen Lieferzustände, mit Ausnahme des Lieferzustands +CR2, zu liefern. Rohre aus den Stahlsorten E190, E220, E260, E320, E370 und E420 sind im Lieferzustand +CR2 zu liefern.
7.2.3 Alle Tätigkeiten der zerstörungsfreien Prüfung (ZfP) sind durch qualifiziertes und kompetentes Personal der Stufen 1, 2 und/oder 3, das vom Arbeitgeber dafür bestätigt wurde, auszuführen. Die Qualifi-zierung muss nach EN 10256 oder nach zumindest gleichwertiger Spezifikation erfolgt sein.
Für das Personal der Stufe 3 wird die Zertifizierung nach EN 473 oder nach zumindest gleichwertiger Spezifi-kation empfohlen.
Die Autorisierung für die Durchführung der Prüfungen durch den Arbeitgeber muss auf der Grundlage einer schriftlichen Anweisung erteilt werden. Die ZfP-Operationen müssen von einer vom Arbeitgeber bestätigten Person der ZfP-Stufe 3 autorisiert sein.
ANMERKUNG Die Definition der Stufen 1, 2 und 3 kann geeigneten Normen, z. B. EN 473 und EN 10256, entnommen werden.
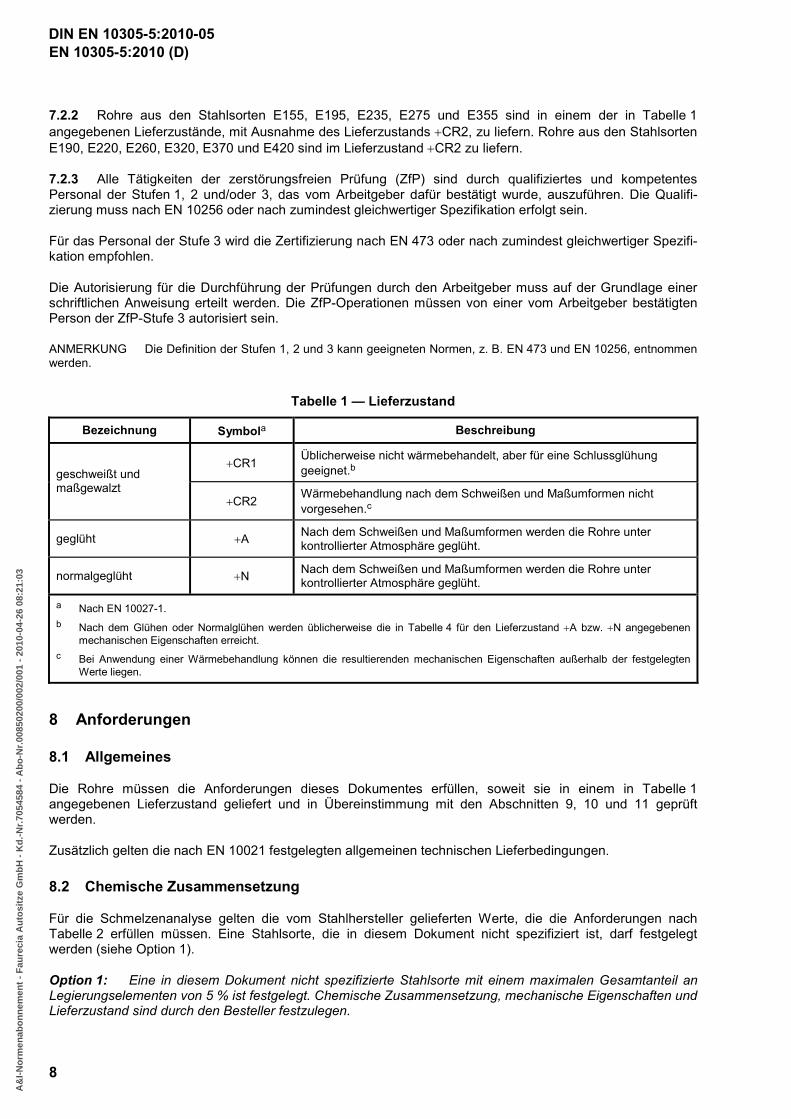
Tabelle 1 — Lieferzustand
Bezeichnung Symbola Beschreibung
+CR1 Üblicherweise nicht wärmebehandelt, aber für eine Schlussglühung geeignet.b geschweißt und
maßgewalzt +CR2 Wärmebehandlung nach dem Schweißen und Maßumformen nicht
vorgesehen.c
geglüht +A Nach dem Schweißen und Maßumformen werden die Rohre unter kontrollierter Atmosphäre geglüht.
normalgeglüht +N Nach dem Schweißen und Maßumformen werden die Rohre unter kontrollierter Atmosphäre geglüht.
a Nach EN 10027-1.
b Nach dem Glühen oder Normalglühen werden üblicherweise die in Tabelle 4 für den Lieferzustand +A bzw. +N angegebenen mechanischen Eigenschaften erreicht.
c Bei Anwendung einer Wärmebehandlung können die resultierenden mechanischen Eigenschaften außerhalb der festgelegten Werte liegen.
8 Anforderungen
8.1 Allgemeines
Die Rohre müssen die Anforderungen dieses Dokumentes erfüllen, soweit sie in einem in Tabelle 1 angegebenen Lieferzustand geliefert und in Übereinstimmung mit den Abschnitten 9, 10 und 11 geprüft werden.
Zusätzlich gelten die nach EN 10021 festgelegten allgemeinen technischen Lieferbedingungen.
8.2 Chemische Zusammensetzung
Für die Schmelzenanalyse gelten die vom Stahlhersteller gelieferten Werte, die die Anforderungen nach Tabelle 2 erfüllen müssen. Eine Stahlsorte, die in diesem Dokument nicht spezifiziert ist, darf festgelegt werden (siehe Option 1).
Option 1: Eine in diesem Dokument nicht spezifizierte Stahlsorte mit einem maximalen Gesamtanteil an Legierungselementen von 5 % ist festgelegt. Chemische Zusammensetzung, mechanische Eigenschaften und Lieferzustand sind durch den Besteller festzulegen.
DIN EN 10305-5:2010-05
BA178AF3EC677050DBAC9B8DA5349567ADC990EEFF93F3A06AC57ABBC1FF10D149E65A0791F45F8595EC47B34A6B8DD1A00B89B15CDC6A1BE47973E66F973898797498B84A6336A2542F000608BD206AF0A67937B6B3BF96E66572C95F945221F309B99AAC88C7AEAB55B331AA9DAD02
A&
I-N
orm
enab
on
nem
ent
- F
aure
cia
Au
tosi
tze
Gm
bH
- K
d.-
Nr.
7054
584
- A
bo
-Nr.
0085
0200
/002
/001
- 2
010-
04-2
6 08
:21:
03
EN 10305-5:2010 (D)
9
ANMERKUNG Beim späteren Schweißen von Rohren, die nach diesem Dokument hergestellt wurden, sollte die Tatsache berücksichtigt werden, dass das Verhalten des Stahles während und nach dem Schweißen nicht nur von der Stahlsorte und dem Lieferzustand, sondern auch davon abhängt, wie das Schweißen vorbereitet und durchgeführt wird.
Option 2: Die festgelegte Stahlsorte muss zum Schmelztauchverzinken geeignet sein (für Hinweise, siehe z. B. EN ISO 1461).
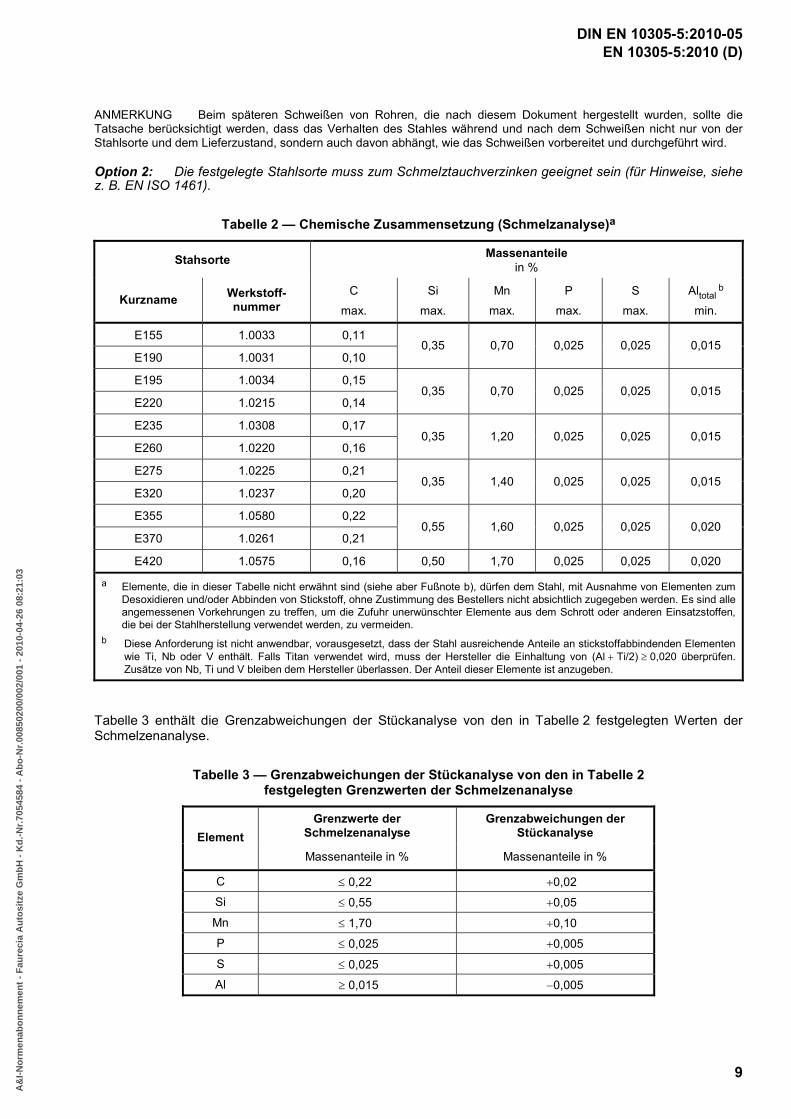
Tabelle 2 — Chemische Zusammensetzung (Schmelzanalyse)a
Stahsorte Massenanteile in %
Kurzname Werkstoff-nummer
C
max.
Si
max.
Mn
max.
P
max.
S
max.
Altotal b
min.
E155 1.0033 0,11
E190 1.0031 0,10 0,35 0,70 0,025 0,025 0,015
E195 1.0034 0,15
E220 1.0215 0,14 0,35 0,70 0,025 0,025 0,015
E235 1.0308 0,17
E260 1.0220 0,16 0,35 1,20 0,025 0,025 0,015
E275 1.0225 0,21
E320 1.0237 0,20 0,35 1,40 0,025 0,025 0,015
E355 1.0580 0,22
E370 1.0261 0,21 0,55 1,60 0,025 0,025 0,020
E420 1.0575 0,16 0,50 1,70 0,025 0,025 0,020
a Elemente, die in dieser Tabelle nicht erwähnt sind (siehe aber Fußnote b), dürfen dem Stahl, mit Ausnahme von Elementen zum Desoxidieren und/oder Abbinden von Stickstoff, ohne Zustimmung des Bestellers nicht absichtlich zugegeben werden. Es sind alle angemessenen Vorkehrungen zu treffen, um die Zufuhr unerwünschter Elemente aus dem Schrott oder anderen Einsatzstoffen, die bei der Stahlherstellung verwendet werden, zu vermeiden.
b Diese Anforderung ist nicht anwendbar, vorausgesetzt, dass der Stahl ausreichende Anteile an stickstoffabbindenden Elementen wie Ti, Nb oder V enthält. Falls Titan verwendet wird, muss der Hersteller die Einhaltung von (Al + Ti/2) ≥ 0,020 überprüfen. Zusätze von Nb, Ti und V bleiben dem Hersteller überlassen. Der Anteil dieser Elemente ist anzugeben.
Tabelle 3 enthält die Grenzabweichungen der Stückanalyse von den in Tabelle 2 festgelegten Werten der Schmelzenanalyse.
Tabelle 3 — Grenzabweichungen der Stückanalyse von den in Tabelle 2 festgelegten Grenzwerten der Schmelzenanalyse
Grenzwerte der Schmelzenanalyse
Grenzabweichungen der Stückanalyse Element
Massenanteile in % Massenanteile in %
C ≤ 0,22 +0,02
Si ≤ 0,55 +0,05
Mn ≤ 1,70 +0,10
P ≤ 0,025 +0,005
S ≤ 0,025 +0,005
Al ≥ 0,015 −0,005
DIN EN 10305-5:2010-05
BA178AF3EC677050DBAC9B8DA5349567ADC990EEFF93F3A06AC57ABBC1FF10D149E65A0791F45F8595EC47B34A6B8DD1A00B89B15CDC6A1BE47973E66F973898797498B84A6336A2542F000608BD206AF0A67937B6B3BF96E66572C95F945221F309B99AAC88C7AEAB55B331AA9DAD02
A&
I-N
orm
enab
on
nem
ent
- F
aure
cia
Au
tosi
tze
Gm
bH
- K
d.-
Nr.
7054
584
- A
bo
-Nr.
0085
0200
/002
/001
- 2
010-
04-2
6 08
:21:
03

EN 10305-5:2010 (D)
10
8.3 Mechanische Eigenschaften
Die mechanischen Eigenschaften der Rohre nach diesem Dokument müssen die Anforderungen nach Tabelle 4 oder Tabelle 5 erfüllen.
ANMERKUNG Eine nachfolgende Behandlung (kalt oder warm) kann die mechanischen Eigenschaften ändern.
Tabelle 4 — Mechanische Eigenschaften bei Raumtemperatur für die Lieferzustände +CR1, +A und +N
Stahlsorte Mindestwerte für den Lieferzustanda, b
+CR1 +A +N
Kurzname Werkstoff-nummer
Rmc
MPa A %
Rm
MPa A %
Rm
MPa ReH
MPa A %
E155 1.0033 290 15 260 28 270 bis 410 155 28
E195 1.0034 330 8 290 28 300 bis 440 195 28
E235 1.0308 390 7 315 25 340 bis 480 235 25
E275 1.0225 440 6 390 22 410 bis 550 275 22
E355 1.0580 540 5 450 22 490 bis 630 355 22
ANMERKUNG Die mechanischen und technologischen Eigenschaften des Schweißnahtbereichs können in den Lieferzuständen +CR1 und +A von den entsprechenden Eigenschaften des Grundwerkstoffs abweichen.
a Rm: Zugfestigkeit; ReH: obere Streckgrenze (siehe aber 11.1); A: Bruchdehnung. Wegen der Symbole für den Lieferzustand, siehe Tabelle 1.
b 1 MPa = 1 N/mm2. c In Abhängigkeit vom Umformgrad beim Bandwalzen und Maßumformen des geschweißten Rohres kann die Streckgrenze bis
nahe an die Zugfestigkeit heranreichen. Für Berechnungszwecke werden für den Lieferzustand +CR1 Werte der Streckgrenze von ReH ≥ 0,7 Rm empfohlen.
Tabelle 5 — Mechanische Eigenschaften (Mindestwerte) bei Raumtemperatur für den Lieferzustand +CR2 a,b
Stahlsorte Zugfestigkeit Streckgrenze Bruchdehnung
Rm ReH A Kurzname Werkstoffnummer
MPa MPa %
E190 1.0031 270 190 26
E220 1.0215 310 220 23
E260 1.0220 340 260 21
E320 1.0237 410 320 19
E370 1.0261 450 370 15
E420 1.0575 490 420 12
ANMERKUNG Die mechanischen und technologischen Eigenschaften des Schweißnahtbereichs können von den entsprechenden Eigenschaften des Grundwerkstoffs abweichen.
a Wegen des Symbols für den Lieferzustand, siehe Tabelle 1. b 1 MPa = 1 N/mm2.
DIN EN 10305-5:2010-05
BA178AF3EC677050DBAC9B8DA5349567ADC990EEFF93F3A06AC57ABBC1FF10D149E65A0791F45F8595EC47B34A6B8DD1A00B89B15CDC6A1BE47973E66F973898797498B84A6336A2542F000608BD206AF0A67937B6B3BF96E66572C95F945221F309B99AAC88C7AEAB55B331AA9DAD02
A&
I-N
orm
enab
on
nem
ent
- F
aure
cia
Au
tosi
tze
Gm
bH
- K
d.-
Nr.
7054
584
- A
bo
-Nr.
0085
0200
/002
/001
- 2
010-
04-2
6 08
:21:
03

EN 10305-5:2010 (D)
11
8.4 Oberflächenbeschaffenheit und innere Beschaffenheit
8.4.1 Die Rohre müssen den für das Herstellverfahren und — soweit zutreffend — für die angewendete Wärmebehandlung typischen Zustand der inneren und äußeren Oberfläche aufweisen.
Option 3: Eine für die Weiterverarbeitung geeignete Oberflächenbeschaffenheit ist durch den Besteller festgelegt.
Der Oberflächenzustand muss das Auffinden von Oberflächenunvollkommenheiten, die ein Nachbearbeiten erfordern, üblicherweise zulassen. Oberflächenunvollkommenheiten, die nach den Erfahrungen des Herstellers als Fehler nach 8.4.6 betrachtet werden könnten, sind nach 8.4.7 nachzubearbeiten, oder das Rohr oder der Teil des Rohres sind zurückzuweisen.
8.4.2 Die Position der Schweißnaht bleibt dem Hersteller überlassen, sofern nicht Option 4 festgelegt wurde.
Option 4: Die Position der Schweißnaht a), b), c) oder d) ist durch den Besteller festgelegt. Die Abweichung der Schweißnaht von der festgelegten Position ist:
a) schmale Seite (von der Mittellinie): ± 10 % der Seitenlänge oder ± 3 mm, es gilt der jeweils größere Wert;
b) breite Seite (von der Mittellinie): ± 10 % der Seitenlänge oder ± 3 mm, es gilt der jeweils größere Wert;
c) Ecke: die Schweißnaht muss innerhalb des Radius der Ecke liegen, definiert durch C1 und C2 (siehe Bild 1);
d) jede andere Position: vereinbarte Abweichung.
8.4.3 Die äußere Schweißnahtüberhöhung ist glatt abzuarbeiten. Die Höhe der inneren Schweißnaht ist nicht begrenzt, wenn nicht Option 5 festgelegt ist.
Option 5: Die Höhe der inneren Schweißnaht darf einen festgelegten Höchstwert nicht überschreiten, oder sie ist zu entfernen.
Im Schweißnahtbereich darf die Wanddicke nicht geringer als die festgelegte Mindestwanddicke sein.
8.4.4 Außerhalb des Nahtbereichs müssen die Rohre eine glatte äußere und innere Oberfläche mit einer Rauheit Ra ≤ 4 µm aufweisen.
8.4.5 Die Verifizierung der Oberflächenrauheit und/oder niedrigere Rauheitswerte kann/können festgelegt werden (siehe Optionen 6 und 7).
Option 6: Die Oberflächenrauheit ist nach 11.3 zu messen und anzugeben.
Option 7: Eine spezielle Oberflächenrauheit vereinbarter Art und mit vereinbarten Grenzabmaßen ist festgelegt. Die Rauheit ist zu messen und anzugeben.
8.4.6 Oberflächenunvollkommenheiten, die zur Unterschreitung der festgelegten Mindestwanddicke führen, sind als Fehler zu betrachten. Rohre, die diese Fehler enthalten, erfüllen nicht die Festlegungen dieses Dokuments.
8.4.7 Oberflächenunvollkommenheiten dürfen nur durch Schleifen oder spanende Bearbeitung nach-bearbeitet werden, soweit die Wanddicke im nachbearbeiteten Bereich die festgelegte Mindestwanddicke nicht unterschreitet. Alle nachbearbeiteten Bereiche müssen glatt in die Rohrkontur übergehen.
8.4.8 Die Verifizierung der inneren Beschaffenheit durch zerstörungsfreie Prüfung kann durch den Besteller festgelegt werden (siehe Option 8).
Option 8: Zerstörungsfreie Prüfung der Schweißnaht zum Nachweis von Unvollkommenheiten in Längsrichtung ist nach 11.5 festgelegt.
DIN EN 10305-5:2010-05
BA178AF3EC677050DBAC9B8DA5349567ADC990EEFF93F3A06AC57ABBC1FF10D149E65A0791F45F8595EC47B34A6B8DD1A00B89B15CDC6A1BE47973E66F973898797498B84A6336A2542F000608BD206AF0A67937B6B3BF96E66572C95F945221F309B99AAC88C7AEAB55B331AA9DAD02
A&
I-N
orm
enab
on
nem
ent
- F
aure
cia
Au
tosi
tze
Gm
bH
- K
d.-
Nr.
7054
584
- A
bo
-Nr.
0085
0200
/002
/001
- 2
010-
04-2
6 08
:21:
03

EN 10305-5:2010 (D)
12
)
8.4.9 Rohre im Lieferzustand +A oder +N müssen frei von losem Zunder sein, dürfen aber Verfärbungen aufweisen.
8.5 Maße und Grenzabmaße
8.5.1 Seitenlänge(n), Wanddicke und längenbezogene Masse
8.5.1.1 Die Rohre sind nach Seitenlänge(n) und Wanddicke festzulegen.
8.5.1.2 Vorzugsmaße für Seitenlänge(n), Wanddicke und Grenzabmaße enthält Tabelle 6.
8.5.1.3 Für die festgelegten Formate sind die Werte der längenbezogenen Masse in Tabelle 6 aufgeführt. Für andere Formate können diese Werte unter Anwendung der folgenden Gleichung berechnet werden.
M = 0,785 A , in kg/m (1)
Dabei ist
M die längenbezogene Masse, in kg/m;
A der Querschnitt, in Quadratzentimeter (cm2)
Für die Berechnung von A ist Gleichung (2) oder (3) anzuwenden:
a) für Wanddicken ≤ 2,5 mm,
( ) ( )(2
2
105,0422 TTHBTA π−−−+
= (2)
b) für Wanddicken > 2,5 mm,
( ) ( ) ( ) ( )( )2
22
1075,075,1422 TTTHBTA −π−−−+
= (3)
8.5.2 Grenzabmaße der Seitenlänge(n)
Für die Lieferzustände +CR1 und +CR2 gelten die in Tabelle 6 angegebenen Grenzabmaße. Für Zwischen-maße gelten die Grenzabmaße des nächstgrößeren Formats.
Für die Lieferzustände +A und +N sind die Grenzabmaße bei der Anfrage und Bestellung zu vereinbaren.
DIN EN 10305-5:2010-05
BA178AF3EC677050DBAC9B8DA5349567ADC990EEFF93F3A06AC57ABBC1FF10D149E65A0791F45F8595EC47B34A6B8DD1A00B89B15CDC6A1BE47973E66F973898797498B84A6336A2542F000608BD206AF0A67937B6B3BF96E66572C95F945221F309B99AAC88C7AEAB55B331AA9DAD02
A&
I-N
orm
enab
on
nem
ent
- F
aure
cia
Au
tosi
tze
Gm
bH
- K
d.-
Nr.
7054
584
- A
bo
-Nr.
0085
0200
/002
/001
- 2
010-
04-2
6 08
:21:
03

EN 10305-5:2010 (D)
13
Tabelle 6 — Maße, Grenzabmaße und längenbezogene Masse Maße in Millimeter
Seitenlänge Längenbezogene Masse in kg/ma für die Nennwanddicke T
H B (oder H) Grenzab-maße von H und B
1 1,25 1,5 2 2,5 3 4
15 15 ± 0,20 0,438 0,537 0,632 0,810
20 10 15 20
± 0,20 0,438 0,516 0,595
0,537 0,635 0,733
0,632 0,750 0,868
0,810 0,967 1,12
25 15 25 ± 0,25 0,595
0,752 0,733 0,930
0,868 1,10
1,12 1,44
0,595 0,733 0,868 1,12 0,673 0,831 0,985 1,28 0,752 0,930 1,10 1,44
30
10 15 20 30
± 0,25
0,909 1,13 1,34 1,75 2,15 2,39
34 20 ± 0,25 0,815 1,01 1,20 1,56
35 20 25 35
± 0,25 0,830 0,909 1,07
1,03 1,13 1,32
1,22 1,34 1,57
1,59 1,75 2,07
1,95 2,15 2,54
2,39 2,86
1,34 1,75 2,15 2,39 1,46 1,91 2,34 2,63 1,57 2,07 2,54 2,86
40
20 25 30 40
± 0,30
1,81 2,38 2,93 3,33 4,25
45 45 ± 0,30 2,05 2,69 3,33 3,80 4,88
50
20 25 30 40 50
± 0,30
1,57 1,69 1,81 2,05 2,28
2,07 2,22 2,38 2,69 3,01
2,54 2,74 2,93 3,33 3,72
2,86 3,10 3,33 3,80 4,28
4,25 4,88 5,51
60
20 30 40 50 60
± 0,35
2,38 2,69 3,01 3,32 3,64
2,93 3,33 3,72 4,11 4,50
3,33 3,80 4,28 4,75 5,22
4,88 5,51 6,14 6,76
70 40 70 ± 0,40 3,32
4,26 4,11 5,29
4,75 6,16
6,14 8,02
80
20 30 40 50 60 80
± 0,50
3,01 3,32 3,64 3,95 4,26 4,89
3,72 4,11 4,50 4,90 5,29 6,07
4,28 4,75 5,22 5,69 6,16 7,10
6,76 7,39 8,02 9,28
90 90 ± 0,60 5,52 6,86 8,04 10,5
100
40 50 60 80 100
± 0,65
4,26 4,58 4,89 5,52 6,15
5,29 5,68 6,07 6,86 7,64
6,16 6,63 7,10 8,04 8,99
8,02 8,65 9,28 10,5 11,8
120 40 60 ± 0,70 4,89
5,52 6,07 6,86
7,10 8,04
9,28 10,5
ANMERKUNG Die Rohre sind üblicherweise mit den Maßen verfügbar, für die Werte der längenbezogenen Masse festgelegt sind. Andere Maße (einschließlich anderer Wanddicken) können jedoch bestellt werden. a Die Nennwerte der längenbezogenen Masse basieren auf einer Dichte von 7,85 kg/dm3 und den Nennmaßen mit folgenden
äußeren Rundungsradien: T ≤ 2,5 mm: 0,5 T; T = 3 mm bis 4 mm: 1,75 T.
DIN EN 10305-5:2010-05
BA178AF3EC677050DBAC9B8DA5349567ADC990EEFF93F3A06AC57ABBC1FF10D149E65A0791F45F8595EC47B34A6B8DD1A00B89B15CDC6A1BE47973E66F973898797498B84A6336A2542F000608BD206AF0A67937B6B3BF96E66572C95F945221F309B99AAC88C7AEAB55B331AA9DAD02
A&
I-N
orm
enab
on
nem
ent
- F
aure
cia
Au
tosi
tze
Gm
bH
- K
d.-
Nr.
7054
584
- A
bo
-Nr.
0085
0200
/002
/001
- 2
010-
04-2
6 08
:21:
03
EN 10305-5:2010 (D)
14
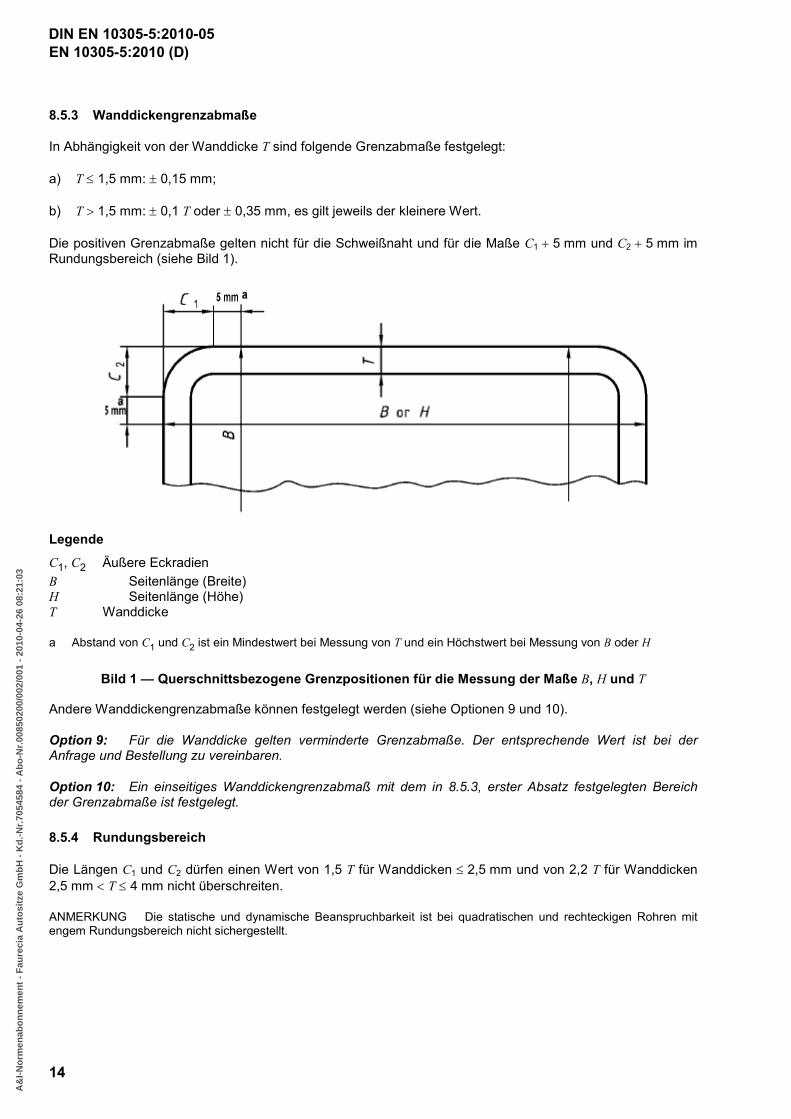
8.5.3 Wanddickengrenzabmaße
In Abhängigkeit von der Wanddicke T sind folgende Grenzabmaße festgelegt:
a) T ≤ 1,5 mm: ± 0,15 mm;
b) T > 1,5 mm: ± 0,1 T oder ± 0,35 mm, es gilt jeweils der kleinere Wert.
Die positiven Grenzabmaße gelten nicht für die Schweißnaht und für die Maße C1 + 5 mm und C2 + 5 mm im Rundungsbereich (siehe Bild 1).
Legende
C1, C2 Äußere Eckradien B Seitenlänge (Breite) H Seitenlänge (Höhe) T Wanddicke
a Abstand von C1 und C2 ist ein Mindestwert bei Messung von T und ein Höchstwert bei Messung von B oder H
Bild 1 — Querschnittsbezogene Grenzpositionen für die Messung der Maße B, H und T
Andere Wanddickengrenzabmaße können festgelegt werden (siehe Optionen 9 und 10).
Option 9: Für die Wanddicke gelten verminderte Grenzabmaße. Der entsprechende Wert ist bei der Anfrage und Bestellung zu vereinbaren.
Option 10: Ein einseitiges Wanddickengrenzabmaß mit dem in 8.5.3, erster Absatz festgelegten Bereich der Grenzabmaße ist festgelegt.
8.5.4 Rundungsbereich
Die Längen C1 und C2 dürfen einen Wert von 1,5 T für Wanddicken ≤ 2,5 mm und von 2,2 T für Wanddicken 2,5 mm < T ≤ 4 mm nicht überschreiten.
ANMERKUNG Die statische und dynamische Beanspruchbarkeit ist bei quadratischen und rechteckigen Rohren mit engem Rundungsbereich nicht sichergestellt.
DIN EN 10305-5:2010-05
BA178AF3EC677050DBAC9B8DA5349567ADC990EEFF93F3A06AC57ABBC1FF10D149E65A0791F45F8595EC47B34A6B8DD1A00B89B15CDC6A1BE47973E66F973898797498B84A6336A2542F000608BD206AF0A67937B6B3BF96E66572C95F945221F309B99AAC88C7AEAB55B331AA9DAD02
A&
I-N
orm
enab
on
nem
ent
- F
aure
cia
Au
tosi
tze
Gm
bH
- K
d.-
Nr.
7054
584
- A
bo
-Nr.
0085
0200
/002
/001
- 2
010-
04-2
6 08
:21:
03

EN 10305-5:2010 (D)
15
8.5.5 Länge und Grenzabmaße der Länge
Wenn nicht Option 11 oder Option 12 festgelegt ist, sind die Rohre in Standardlängen von 6 m mit Grenz-
abmaßen von mm liefern. 0100+
Option 11: Eine Genaulänge mit den in Tabelle 7 angegebenen Grenzabmaßen ist festgelegt. Für Längen ≤ 500 mm oder > 8 000 mm gelten vereinbarte Grenzabmaße.
Tabelle 7 — Grenzabmaße für Genaulängen
Länge L Grenzabmaße
≤ 500 +nach Vereinbarunga 0
500 < L ≤ 2 000 +3 0
2 000 < L ≤ 5 000 +5 0
5 000 < L ≤ 8 000 +10 0
> 8 000 +nach Vereinbarunga 0
a Siehe Option 11.
Option 12: Eine andere festgelegte Länge und/oder andere Grenzabmaße sind zu liefern.
8.5.6 Geradheit
Die Abweichung einer Rohrlänge L von der Geradheit e, gemessen nach Bild 2, darf 0,002 5 L für Seiten-längen ≤ 30 mm und 0,001 5 L für Seitenlängen > 30 mm nicht überschreiten.
ANMERKUNG Im Falle eines Rohres mit rechteckigem Querschnitt gilt die Begrenzung der Seitenlänge für die schmalere Seitenlänge.
Bezogen auf Längenabschnitte von 1 m darf die Abweichung von der Geradheit 3 mm nicht überschreiten, sofern nicht Option 13 festgelegt wurde.
Option 13: Eine maximale Abweichung von der Geradheit ist festgelegt.
Legende
L Rohrlänge e Abweichung von der Geradheit
Bild 2 — Messung der Abweichung von der Geradheit e
DIN EN 10305-5:2010-05
BA178AF3EC677050DBAC9B8DA5349567ADC990EEFF93F3A06AC57ABBC1FF10D149E65A0791F45F8595EC47B34A6B8DD1A00B89B15CDC6A1BE47973E66F973898797498B84A6336A2542F000608BD206AF0A67937B6B3BF96E66572C95F945221F309B99AAC88C7AEAB55B331AA9DAD02
A&
I-N
orm
enab
on
nem
ent
- F
aure
cia
Au
tosi
tze
Gm
bH
- K
d.-
Nr.
7054
584
- A
bo
-Nr.
0085
0200
/002
/001
- 2
010-
04-2
6 08
:21:
03

EN 10305-5:2010 (D)
16
8.5.7 Rechtwinkligkeit der Seiten
Die Abweichung der Seiten von der Rechtwinkligkeit, gemessen als die Differenz zwischen 90° und θ — wie in Bild 3 dargestellt — darf einen Wert von ± 1° nicht überschreiten.
ANMERKUNG Die Abweichung von der Rechtwinkligkeit beträgt 90° minus θ.
Bild 3 — Rechtwinkligkeit der Seiten
8.5.8 Konkavität und Konvexität
Die Konkavität und Konvexität sind in den Grenzabmaßen von B und H enthalten.
8.5.9 Verwindung
Die Verwindung V (siehe Bild 4) darf höchstens betragen:
a) ≤ 3 mm für B oder H ≤ 30 mm;
b) ≤ B/10 oder ≤ H/10 für B oder H > 30 mm.
Legende
V Verwindung
Bild 4 — Verwindung
8.5.10 Endenvorbereitung
Falls nicht Option 14 festgelegt wurde, sind die Rohre mit einem zur Rohrachse senkrechten Trennschnitt zu liefern. Die Enden müssen frei von übermäßigen Graten sein.
Option 14: Eine festgelegte Endenbearbeitung ist durchzuführen.
DIN EN 10305-5:2010-05
BA178AF3EC677050DBAC9B8DA5349567ADC990EEFF93F3A06AC57ABBC1FF10D149E65A0791F45F8595EC47B34A6B8DD1A00B89B15CDC6A1BE47973E66F973898797498B84A6336A2542F000608BD206AF0A67937B6B3BF96E66572C95F945221F309B99AAC88C7AEAB55B331AA9DAD02
A&
I-N
orm
enab
on
nem
ent
- F
aure
cia
Au
tosi
tze
Gm
bH
- K
d.-
Nr.
7054
584
- A
bo
-Nr.
0085
0200
/002
/001
- 2
010-
04-2
6 08
:21:
03

EN 10305-5:2010 (D)
17
9 Prüfung
9.1 Arten der Prüfung
Die Übereinstimmung mit den Anforderungen der Bestellung ist durch nicht spezifische Prüfung zu prüfen, wenn nicht Option 15 festgelegt ist.
Option 15: Spezifische Prüfung ist festgelegt.
9.2 Prüfbescheinigungen
9.2.1 Arten von Prüfbescheinigungen
Bei nicht spezifischer Prüfung ist ein Werkszeugnis 2.2 nach EN 10204 auszustellen.
Wird eine spezifische Prüfung verlangt, ist ein Abnahmeprüfzeugnis 3.1 nach EN 10204 auszustellen.
9.2.2 Inhalt der Prüfbescheinigungen
9.2.2.1 Der Inhalt der Prüfbescheinigungen muss den Anforderungen nach EN 10168 entsprechen, wie sie in 9.2.2.2 und 9.2.2.3 angegeben werden.
9.2.2.2 Für Rohre, die mit nicht spezifischer Prüfung geliefert werden, muss das Werkszeugnis 2.2 folgende Code-Bezeichnungen und Angaben enthalten:
A Geschäftsvorgänge und die daran beteiligten Parteien;
B Beschreibung der Erzeugnisse, für die die Prüfbescheinigung gilt;
C10 bis C13 Zugversuch;
C60 bis C69 andere Prüfungen;
C71 bis C92 chemische Zusammensetzung;
D01 Kennzeichnung, Oberflächenbeschaffenheit, Form und Maße;
Z Bestätigung.
9.2.2.3 Für Rohre, die mit spezifischer Prüfung geliefert werden, muss das Abnahmeprüfzeugnis 3.1 folgende Code-Bezeichnungen und Angaben enthalten:
A Geschäftsvorgänge und die daran beteiligten Parteien;
B Beschreibung der Erzeugnisse, für die die Prüfbescheinigung gilt;
C01 bis C02 Lage der Probenabschnitte und Probenrichtung;
C10 bis C13 Zugversuch;
C60 bis C69 andere Prüfungen;
C71 bis C92 chemische Zusammensetzung (Schmelzenanalyse);
D01 Kennzeichnung, Oberflächenbeschaffenheit, Form und Maße;
D02-D99 andere (optionale) Prüfungen (z. B. Rauheitsmessung, ZfP zum Nachweis von Fehlern);
Z Bestätigung.
DIN EN 10305-5:2010-05
BA178AF3EC677050DBAC9B8DA5349567ADC990EEFF93F3A06AC57ABBC1FF10D149E65A0791F45F8595EC47B34A6B8DD1A00B89B15CDC6A1BE47973E66F973898797498B84A6336A2542F000608BD206AF0A67937B6B3BF96E66572C95F945221F309B99AAC88C7AEAB55B331AA9DAD02
A&
I-N
orm
enab
on
nem
ent
- F
aure
cia
Au
tosi
tze
Gm
bH
- K
d.-
Nr.
7054
584
- A
bo
-Nr.
0085
0200
/002
/001
- 2
010-
04-2
6 08
:21:
03
EN 10305-5:2010 (D)
18
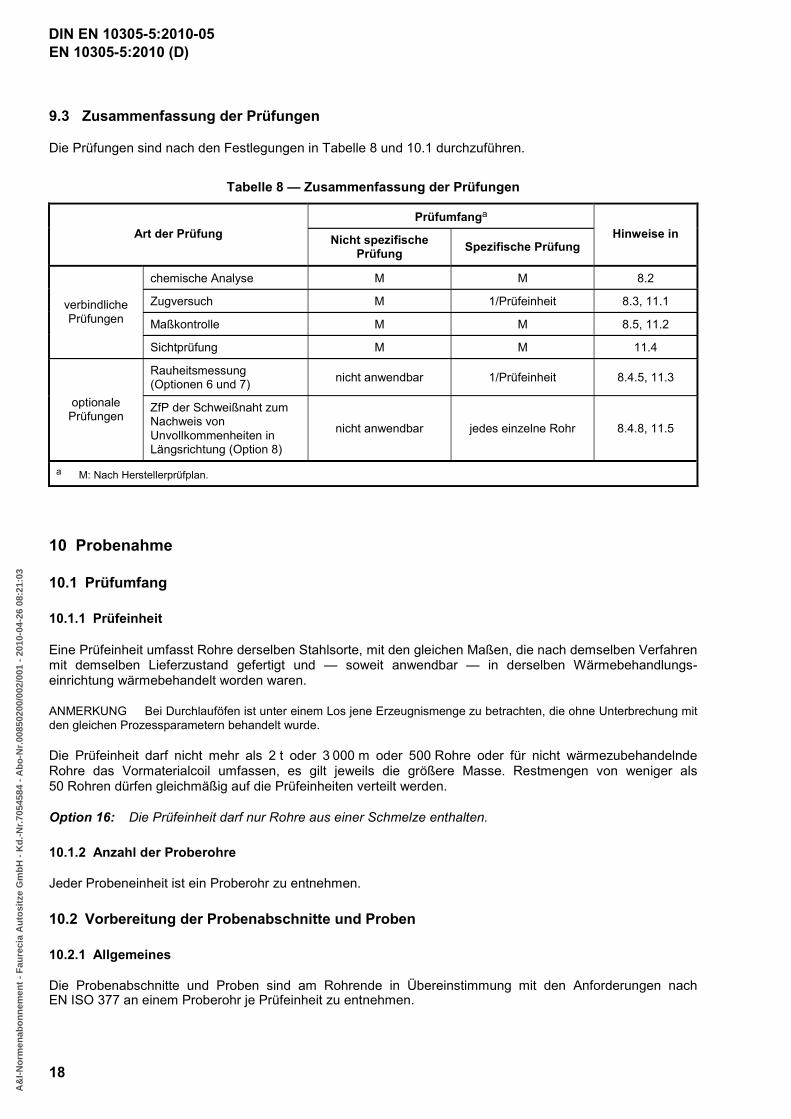
9.3 Zusammenfassung der Prüfungen
Die Prüfungen sind nach den Festlegungen in Tabelle 8 und 10.1 durchzuführen.
Tabelle 8 — Zusammenfassung der Prüfungen
Prüfumfanga Art der Prüfung Nicht spezifische
Prüfung Spezifische Prüfung Hinweise in
chemische Analyse M M 8.2
Zugversuch M 1/Prüfeinheit 8.3, 11.1
Maßkontrolle M M 8.5, 11.2 verbindliche Prüfungen
Sichtprüfung M M 11.4
Rauheitsmessung (Optionen 6 und 7) nicht anwendbar 1/Prüfeinheit 8.4.5, 11.3
optionale Prüfungen
ZfP der Schweißnaht zum Nachweis von Unvollkommenheiten in Längsrichtung (Option 8)
nicht anwendbar jedes einzelne Rohr 8.4.8, 11.5
a M: Nach Herstellerprüfplan.
10 Probenahme
10.1 Prüfumfang
10.1.1 Prüfeinheit
Eine Prüfeinheit umfasst Rohre derselben Stahlsorte, mit den gleichen Maßen, die nach demselben Verfahren mit demselben Lieferzustand gefertigt und — soweit anwendbar — in derselben Wärmebehandlungs-einrichtung wärmebehandelt worden waren.
ANMERKUNG Bei Durchlauföfen ist unter einem Los jene Erzeugnismenge zu betrachten, die ohne Unterbrechung mit den gleichen Prozessparametern behandelt wurde.
Die Prüfeinheit darf nicht mehr als 2 t oder 3 000 m oder 500 Rohre oder für nicht wärmezubehandelnde Rohre das Vormaterialcoil umfassen, es gilt jeweils die größere Masse. Restmengen von weniger als 50 Rohren dürfen gleichmäßig auf die Prüfeinheiten verteilt werden.
Option 16: Die Prüfeinheit darf nur Rohre aus einer Schmelze enthalten.
10.1.2 Anzahl der Proberohre
Jeder Probeneinheit ist ein Proberohr zu entnehmen.
10.2 Vorbereitung der Probenabschnitte und Proben
10.2.1 Allgemeines
Die Probenabschnitte und Proben sind am Rohrende in Übereinstimmung mit den Anforderungen nach EN ISO 377 an einem Proberohr je Prüfeinheit zu entnehmen.
DIN EN 10305-5:2010-05
BA178AF3EC677050DBAC9B8DA5349567ADC990EEFF93F3A06AC57ABBC1FF10D149E65A0791F45F8595EC47B34A6B8DD1A00B89B15CDC6A1BE47973E66F973898797498B84A6336A2542F000608BD206AF0A67937B6B3BF96E66572C95F945221F309B99AAC88C7AEAB55B331AA9DAD02
A&
I-N
orm
enab
on
nem
ent
- F
aure
cia
Au
tosi
tze
Gm
bH
- K
d.-
Nr.
7054
584
- A
bo
-Nr.
0085
0200
/002
/001
- 2
010-
04-2
6 08
:21:
03

EN 10305-5:2010 (D)
19
10.2.2 Proben für den Zugversuch
Die Proben sind nach EN ISO 6892-1 zu fertigen. Nach Wahl des Herstellers ist entweder ein Rohrabschnitt oder eine längs zur Rohrachse entnommene Streifenprobe zu verwenden. Streifenproben sind aus einer Seite, bei Rohren mit rechteckigem Querschnitt aus der breiten Seite, außerhalb des Rundungsprofils C + 5 mm (siehe Bild 1) zu entnehmen und dürfen nicht die Schweißnaht enthalten.
Für Wanddicken ab 3 mm sind Proportionalproben oder nicht proportionale Proben zu verwenden. Die Wahl des Probentyps ist dem Hersteller überlassen. Für Wanddicken unter 3 mm sind nicht proportionale Proben zu verwenden. Bei Proportionalproben beträgt die Messlänge L0 = 5,65 0S (S0 = Anfangsquerschnitt der Probe). Breite und Messlänge der nicht proportionalen Proben müssen die Anforderungen nach Tabelle 9 erfüllen.
Table 9 — Breite und Messlänge nicht proportionaler Zugproben
Maße in Millimeter
Seitenlänge Ba Probenbreite Messlänge
> 35 20 80
20 ≤ Ba ≤ 35 12,5 50
< 20 nach Vereinbarung nach Vereinbarung
a H bei Rohren mit rechteckigem Querschnitt.
10.2.3 Proben für Rauheitsmessungen an der Außenoberfläche
Die Probe sollte an derselben Stelle entnommen werden wie der Probenabschnitt für die mechanischen Prüfungen.
11 Prüfverfahren
11.1 Zugversuch
Der Zugversuch ist in Übereinstimmung mit EN ISO 6892-1 durchzuführen, und folgende Werte sind zu bestimmen:
a) die Zugfestigkeit Rm;
b) die obere Streckgrenze ReH. Ist keine ausgeprägte Streckgrenze vorhanden, so ist die 0,2%-Dehngrenze Rp0,2 oder die Dehngrenze für 0,5 % Gesamtdehnung Rt0,5 zu bestimmen. In strittigen Fällen gilt die 0,2%-Dehngrenze Rp0,2;
c) die Bruchdehnung bezogen auf eine Anfangsmesslänge L0 von 5,65 0S . Werden nicht proportionale Proben verwendet, ist die prozentuale Dehnung auf eine Anfangsmesslänge L0 = 5,65 0S unter Anwendung der Umrechnungstabellen in EN ISO 2566-1 umzurechnen.
11.2 Maßkontrolle
Die festgelegten Maße der Rohre (siehe Bild 1) sind auf Übereinstimmung mit diesem Dokument zu prüfen. Messungen sind in einem Abstand ≥ 100 mm von den Rohrenden durchzuführen.
DIN EN 10305-5:2010-05
BA178AF3EC677050DBAC9B8DA5349567ADC990EEFF93F3A06AC57ABBC1FF10D149E65A0791F45F8595EC47B34A6B8DD1A00B89B15CDC6A1BE47973E66F973898797498B84A6336A2542F000608BD206AF0A67937B6B3BF96E66572C95F945221F309B99AAC88C7AEAB55B331AA9DAD02
A&
I-N
orm
enab
on
nem
ent
- F
aure
cia
Au
tosi
tze
Gm
bH
- K
d.-
Nr.
7054
584
- A
bo
-Nr.
0085
0200
/002
/001
- 2
010-
04-2
6 08
:21:
03
EN 10305-5:2010 (D)
20
11.3 Rauheitsmessung
Rauheitsmessungen sind in axialer Richtung nach EN ISO 4287 außerhalb des Nahtbereichs durchzuführen.
11.4 Sichtprüfung
Die Rohre sind einer Sichtprüfung zu unterziehen, um Übereinstimmung mit den in 8.4.1 angegebenen Anforderungen sicherzustellen.
11.5 Zerstörungsfreie Prüfung
Die zerstörungsfreie Prüfung der Schweißnaht zum Nachweis von Unvollkommenheiten in Längsrichtung ist nach Wahl des Herstellers vor oder nach dem Maßumformen nach einem oder beiden der nachfolgend angegebenen Verfahren durchzuführen:
a) Wirbelstromprüfung nach EN 10246-3, Zulässigkeitsklasse E3 oder E3H und/oder
b) Ultraschallprüfung nach EN 10246-8, Zulässigkeitsklasse U3.
11.6 Wiederholungsprüfungen, Sortieren und Nachbehandlung
Für Wiederholungsprüfungen, Sortieren und Nachbehandlung gelten die Anforderungen nach EN 10021.
12 Kennzeichnung
12.1 Folgende Kennzeichnung ist, wenn nicht Option 17 festgelegt wurde, auf einem Anhänger anzubringen, der an der Verpackungseinheit oder, wenn für die Identifizierung notwendig, an jedem einzelnen Rohr befestigt ist:
a) Name oder Kennzeichen des Rohrherstellers;
b) Nennmaße;
c) Nummer dieser Europäischen Norm;
d) Kurzname oder Werkstoffnummer;
e) Lieferzustand, einschließlich der Oberflächenbeschaffenheit (Symbol);
f) Schmelzennummer bei Anwendung von Option 16;
g) bei spezifischer Prüfung — Identifizierungsnummer (z. B. Auftrags- oder Positionsnummer), die eine Zuordnung des Produkts oder der Liefereinheit zu der entsprechenden Bescheinigung gestattet.
Option 17: Eine alternative Kennzeichnung ist festgelegt.
DIN EN 10305-5:2010-05
BA178AF3EC677050DBAC9B8DA5349567ADC990EEFF93F3A06AC57ABBC1FF10D149E65A0791F45F8595EC47B34A6B8DD1A00B89B15CDC6A1BE47973E66F973898797498B84A6336A2542F000608BD206AF0A67937B6B3BF96E66572C95F945221F309B99AAC88C7AEAB55B331AA9DAD02
A&
I-N
orm
enab
on
nem
ent
- F
aure
cia
Au
tosi
tze
Gm
bH
- K
d.-
Nr.
7054
584
- A
bo
-Nr.
0085
0200
/002
/001
- 2
010-
04-2
6 08
:21:
03

EN 10305-5:2010 (D)
21
13 Oberflächenschutz und Verpackung
Die Rohre sind mit temporärem Korrosionsschutz zu liefern. Die Art des Oberflächenschutzes ist der Wahl des Herstellers überlassen, wenn nicht Option 18 oder 19 festgelegt ist.
ANMERKUNG 1 Die Beständigkeit gegen Korrosion ist von Lagerungsbedingungen abhängig.
Option 18: Die Rohre sind ohne korrosionsschützenden Überzug zu liefern.
Option 19: Die Rohre sind mit einem bei der Anfrage und Bestellung zu vereinbarenden korrosions-schützenden Überzug zu versehen.
ANMERKUNG 2 Ungeschützte Rohre sind in allen Stufen der Lagerung und des Transports anfällig für Korrosion.
Die Rohre sind in Bunden zu liefern, wenn nicht Option 20 festgelegt ist.
Option 20: Die Lieferung hat nicht in Bunden oder nach einem speziellen Verpackungsverfahren zu erfolgen.
DIN EN 10305-5:2010-05
BA178AF3EC677050DBAC9B8DA5349567ADC990EEFF93F3A06AC57ABBC1FF10D149E65A0791F45F8595EC47B34A6B8DD1A00B89B15CDC6A1BE47973E66F973898797498B84A6336A2542F000608BD206AF0A67937B6B3BF96E66572C95F945221F309B99AAC88C7AEAB55B331AA9DAD02
A&
I-N
orm
enab
on
nem
ent
- F
aure
cia
Au
tosi
tze
Gm
bH
- K
d.-
Nr.
7054
584
- A
bo
-Nr.
0085
0200
/002
/001
- 2
010-
04-2
6 08
:21:
03
EN 10305-5:2010 (D)
22
Literaturhinweise
[1] EN 473, Zerstörungsfreie Prüfung — Qualifizierung und Zertifizierung von Personal der zerstörungs-freien Prüfung — Allgemeine Grundlagen
[2] EN ISO 1461, Durch Feuerverzinken auf Stahl aufgebrachte Zinküberzüge (Stückverzinken) ― Anforderungen und Prüfungen (ISO 1461:2009)
DIN EN 10305-5:2010-05
BA178AF3EC677050DBAC9B8DA5349567ADC990EEFF93F3A06AC57ABBC1FF10D149E65A0791F45F8595EC47B34A6B8DD1A00B89B15CDC6A1BE47973E66F973898797498B84A6336A2542F000608BD206AF0A67937B6B3BF96E66572C95F945221F309B99AAC88C7AEAB55B331AA9DAD02
A&
I-N
orm
enab
on
nem
ent
- F
aure
cia
Au
tosi
tze
Gm
bH
- K
d.-
Nr.
7054
584
- A
bo
-Nr.
0085
0200
/002
/001
- 2
010-
04-2
6 08
:21:
03







