29. Oktober 2015 | Institut für Produktionstechnik und Umformmaschinen | Prof. Peter Groche | 1 Werkstoffwoche – Surface Engineering „Verschleißverhalten maßgeschneiderter Oberflächen in der Umformtechnik“ Prof. Dr.-Ing. Dipl.-Wirtsch.-Ing. Peter Groche, M.Sc. Manuel Steitz, M.Sc. Matthias Christiany Institut für Produktionstechnik und Umformmaschinen, Technische Universität Darmstadt
Transcript
29. Oktober 2015 | Institut für Produktionstechnik und Umformmaschinen | Prof. Peter Groche | 1
Werkstoffwoche – Surface Engineering
„Verschleißverhalten maßgeschneiderter Oberflächen in der
Umformtechnik“
Prof. Dr.-Ing. Dipl.-Wirtsch.-Ing. Peter Groche,
M.Sc. Manuel Steitz,
M.Sc. Matthias Christiany
Institut für Produktionstechnik und
Umformmaschinen,
Technische Universität Darmstadt
Einleitung und Motivation: Verschleiß in der Umformtechnik
Strategien zur Verschleißreduktion
Beispiel Surface Engineering
Methodik zur lastabhängigen Verschleißprognose
Zusammenfassung und Ausblick
Inhalt
29. Oktober 2015 | Institut für Produktionstechnik und Umformmaschinen | Prof. Peter Groche | 2
Verschlissene mikrostrukturierte Versuchsprobe
Definition und Bedeutung Verschleiß
Verschleißmechanismen:
Abrasion, Adhäsion, Oberflächenzerrüttung und tribochemische Reaktion
Jährlicher Verlust der Industrienationen durch Korrosion/ Verschleiß:
5% des BSP [Jost-Report]
Jährliche Kosten durch Reibung und Verschleiß in Deutschland:
35 Mrd. € [Gesellschaft für Tribologie]
Einleitung und Motivation
29. Oktober 2015 | Institut für Produktionstechnik und Umformmaschinen | Prof. Peter Groche | 3
„Verschleiß ist der fortschreitende Materialverlust aus der Oberfläche eines festen Körpers,
hervorgerufen durch mechanische Ursachen, d. h. Kontakt und Relativbewegung eines
festen, flüssigen oder gasförmigen Gegenkörpers.“ [GFT02]
Typische Belastungen in der Umformtechnik
Einleitung und Motivation
source: Bay, Azushima, Groche et al. 2010
Oberf
lächenverg
röß
eru
ng
Re
lativg
esch
win
dig
ke
it
Ko
nta
ktn
orm
als
pa
nnu
ng
29. Oktober 2015 | Institut für Produktionstechnik und Umformmaschinen | Prof. Peter Groche | 4
[DIN 8584-3]
Matrize
Blech
Niederhalter
Stempel
Aufbau Tiefziehwerkzeug
Zunehmende Verwendung AHSS in der Blechumformtechnik
Verstärkter Einsatz höchstfester Bleche in der Automobilindustrie:
Konstruktiver Leichtbau
Umweltschutzaspekte
Steigende Sicherheitsanforderungen
Einleitung und Motivation
29. Oktober 2015 | Institut für Produktionstechnik und Umformmaschinen | Prof. Peter Groche | 5
Karosseriestruktur MQB-Plattform von Volkswagen [Sun12]
[Sun12] Sundermeier, R.: Einsatz höchstfester Stähle in der Automobilindustrie; Vortrag, DVS-Seminar, Braunschweig, 13.06.2012
Herausforderungen durch die zunehmende Verwendung von AHSS in der
Blechumformtechnik
Einleitung und Motivation
29. Oktober 2015 | Institut für Produktionstechnik und Umformmaschinen | Prof. Peter Groche | 6
Maßnahmen zur Verschleißreduktion erforderlich
Höhere Kräfte zur Umformung höchstfester
Blechwerkstoffe erforderlich
Ansteigende tribologische Belastung der
Umformwerkzeuge
Verstärkten Verschleiß an den
Umformwerkzeugen und abnehmende
Prozesssicherheit
Unsicherheiten bei der Prozessauslegung
Abrasiver
Verschleiß
Adhäsiver
Verschleiß
Einleitung und Motivation
Verlässliche Informationen zur Lebensdauer von Werkzeugen erforderlich
Strategien zur Verschleißreduktion in der Blechumformtechnik
Werkzeug-
werkstoff
Hartstoff-
beschichtung Schmierung
Neue Werkstoffe
Pulvermetallurgische
Stähle
Neue Beschichtungen
Mehrschichtsysteme
Alternative
Schmierstoffe
Mehraufwand und höhere Kosten
Informationen zur Lebensdauer stehen nicht zur Verfügung
Zusätzlicher markseitiger Einfluss: zunehmende Variantenvielfalt und abnehmende Losgrößen
Umweltschutz
Rechtliche Beschränkungen
Tribologische
Beanspruchung
Kräfte senken
Geometrische
Anpassungen
29. Oktober 2015 | Institut für Produktionstechnik und Umformmaschinen | Prof. Peter Groche | 7
Aktuelle Strategien zur Verschleißreduktion - Zusammenfassung
Strategien zu Verschleißreduktion meist erfahrungsbasiert
Maßnahmen zumeist nicht optimal
Vorhersage des Werkzeugverschleißes kaum möglich
Auslegung tribolgischer Systeme mittels „trial and error“
Einleitung und Motivation
29. Oktober 2015 | Institut für Produktionstechnik und Umformmaschinen | Prof. Peter Groche | 8
Herstellung maßgeschneiderter Werkzeugoberflächen
Systematische experimentelle Verschleißuntersuchungen zur
Charakterisierung tribologischer Systeme
Streifenziehversuch PtU
Möglichkeiten Verschleißdetektion
29. Oktober 2015 | Institut für Produktionstechnik und Umformmaschinen | Prof. Peter Groche | 10
Analyse der Verschleißentwicklung
anhand eines Streifenziehversuchs
mit Ziehsickengeometrie
Hohe Verschleißraten aufgrund hoher
Belastungen und geringer
Kontaktflächen
Modellversuch für tribologische Untersuchungen in der Blechumformung
Werkzeuggeometrien im Streifenziehversuch [GRO09]
[GRO09] Groche, P.; Engels, M.; Müller, C.; Bauer, K.:
Optimierung des Abrieb- und Verschleißverhaltens von Werkzeugoberflächen durch Randschichtverfestigung. EFB-Forschungsbericht Nr. 296. Hannover. 2009
Streifenziehversuch mit Ziehsicken-Anordnung
Abbildung charakteristischer
Werkzeugbereiche
„offenes System“
Wiedergabe charakteristischer
tribologischer Lasten im Modellversuch
0
10
20
0 200 400 600 800 1000 1200
Rau
hei
t
Wer
kzeu
g [µ
m]
Hübe [ ]
0 Hub 10 Hub 100 Hub
1000 Hub 1107 Hub
Aufrauhung
0 µm
10
20
Möglichkeiten Verschleißdetektion
29. Oktober 2015 | Institut für Produktionstechnik und Umformmaschinen | Prof. Peter Groche | 11
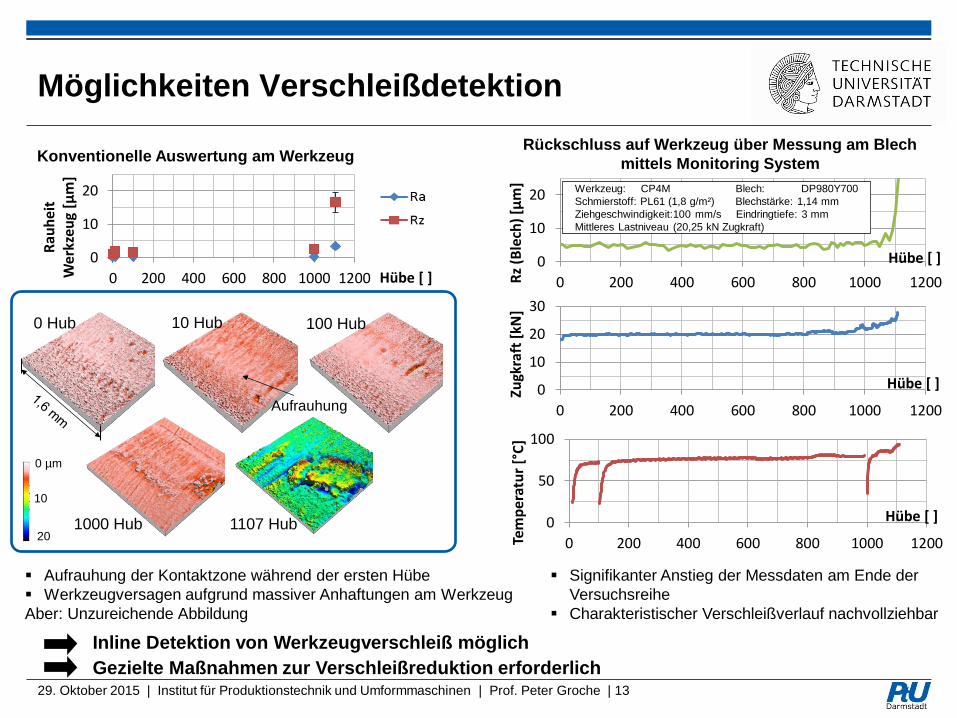
Konventionelle Auswertung am
Werkzeug
Ausbau und Vermessung der
Werkzeuge zu diskreten
Zeitpunkten
Versagenszeitpunkt nicht
bestimmbar
Unzureichende Abbildung
des Verschleißverhaltens
Inline-Detektion
wünschenswert
Monitoring System PtU
Möglichkeiten Verschleißdetektion
29. Oktober 2015 | Institut für Produktionstechnik und Umformmaschinen | Prof. Peter Groche | 12
Gute Übereinstimmung zwischen taktiler und optischer Messung
Idee: Blechrauheit als Indikator für die Bauteilqualität
Rückschluss auf Werkzeugzustand über Erfassung der Blechrauheit
Kontinuierliche Erfassung der Blechrauheit im Streifenziehversuch
-- Taktile Messung: Hommel 0.5 mm/s, 0.5 µm
-- Optische Messung: Volcanyon 5 mm/s, 5 µm
Pro
filh
öh
e [
µm
]
Messstrecke [mm]
5
10
-5
0
Profil 𝑹𝒂 [µm] 𝑹𝒛 [µm]
Taktil 1,85 10,4
Optisch 1,67 9,27
Linearachse
Sensor
(chromatisch konfokal)
Blechstreifen
Automatisierte Messdatenerfassung im Versuchsbetrieb
Verbesserte Abbildung der Schädigungsentwicklung möglich
Aufrauhung der Kontaktzone während der ersten Hübe
Werkzeugversagen aufgrund massiver Anhaftungen am Werkzeug
Aber: Unzureichende Abbildung
Inline Detektion von Werkzeugverschleiß möglich
0
10
20
30
0 200 400 600 800 1000 1200
Zugk
raft
[kN
]
Hübe [ ]
0
50
100
0 200 400 600 800 1000 1200Tem
per
atu
r [°
C]
Hübe [ ]
0
10
20
0 200 400 600 800 1000 1200Rz
(Ble
ch)
[µm
]
Hübe [ ] 0
10
20
0 200 400 600 800 1000 1200
Rau
hei
t
Wer
kzeu
g [µ
m]
Hübe [ ]
0 Hub 10 Hub 100 Hub
1000 Hub 1107 Hub
Aufrauhung
0 µm
10
20
Werkzeug: CP4M Blech: DP980Y700
Schmierstoff: PL61 (1,8 g/m²) Blechstärke: 1,14 mm
Ziehgeschwindigkeit:100 mm/s Eindringtiefe: 3 mm
Mittleres Lastniveau (20,25 kN Zugkraft)
Rückschluss auf Werkzeug über Messung am Blech
mittels Monitoring System Konventionelle Auswertung am Werkzeug
Möglichkeiten Verschleißdetektion
29. Oktober 2015 | Institut für Produktionstechnik und Umformmaschinen | Prof. Peter Groche | 13
Gezielte Maßnahmen zur Verschleißreduktion erforderlich