24
Ti l A i l 18 Pk f Titel Arial 18 Pkt. fett Von der Prozessoptimierung zum Produktionssystem
Ti l A i l 18 Pk fTitel Arial 18 Pkt. fettVon der Prozessoptimierung zum Produktionssystem

KERN-LIEBERS – ein globales UnternehmenStand 30.06.2008
EstlandEstland
Polen
2 x Tschechien2 x Tschechien
18 x Deutschland
Großbritannien
Korea
2 x Rumänien
2 x ItalienSpanien4 x USA
4 x Mexiko Thailand
7 x ChinaJapan
Korea
Iran
2 x Portugal
e o
2 x IndienMalaysia
a a d
Südafrika
18.09.2008 KERN-LIEBERS Firmengruppe 2
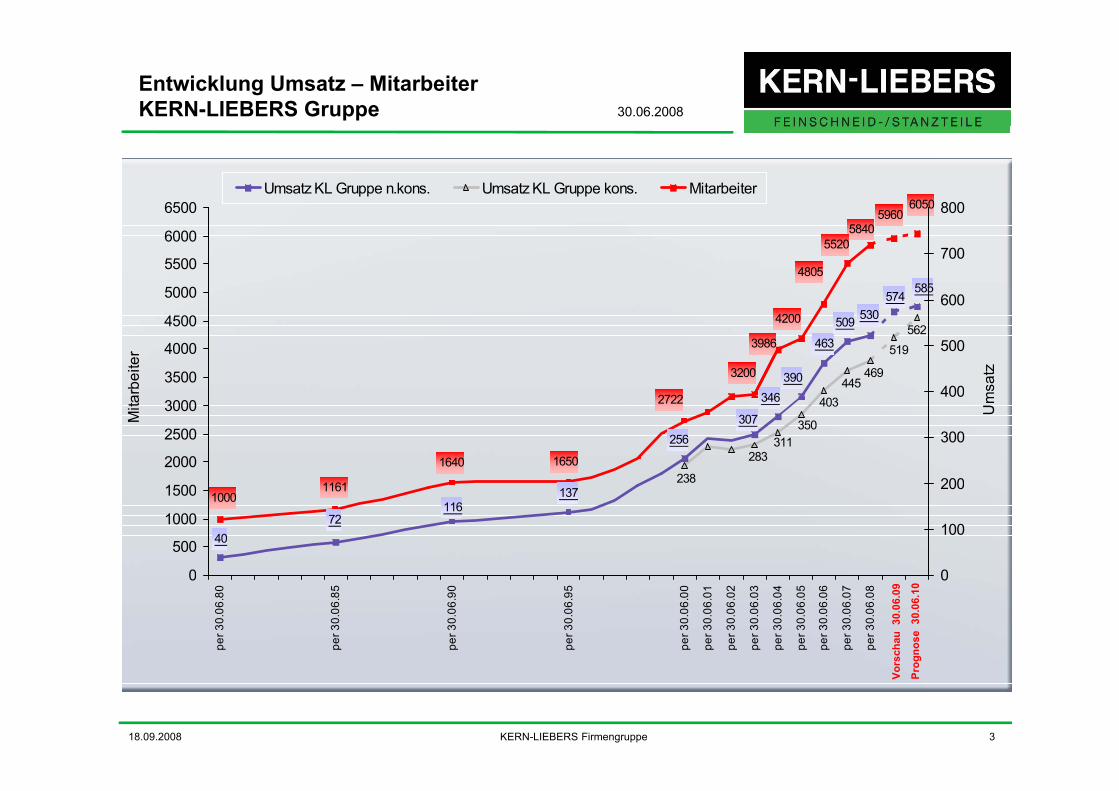
Entwicklung Umsatz – MitarbeiterKERN-LIEBERS Gruppe 30.06.2008
605059606500 800
Umsatz KL Gruppe n.kons. Umsatz KL Gruppe kons. Mitarbeiter
574585
4805
58405520
5960
5000
5500
6000
600
700
390346
463
509 530
445469
519562
4200
2722
3200
3986
3500
4000
4500
arbe
iter
400
500
msa
tz
346
307256
238
283311
350
403
1161
16501640
2722
1500
2000
2500
3000
Mita
200
300
400
Um
137116
7240
11611000
0
500
1000
1500
0
100
200
0
per 3
0.06
.80
per 3
0.06
.85
per 3
0.06
.90
per 3
0.06
.95
per 3
0.06
.00
per 3
0.06
.01
per 3
0.06
.02
per 3
0.06
.03
per 3
0.06
.04
per 3
0.06
.05
per 3
0.06
.06
per 3
0.06
.07
per 3
0.06
.08
0
ogno
se 3
0.06
.10
rsch
au 3
0.06
.09
18.09.2008 KERN-LIEBERS Firmengruppe 3
Pro
Vor
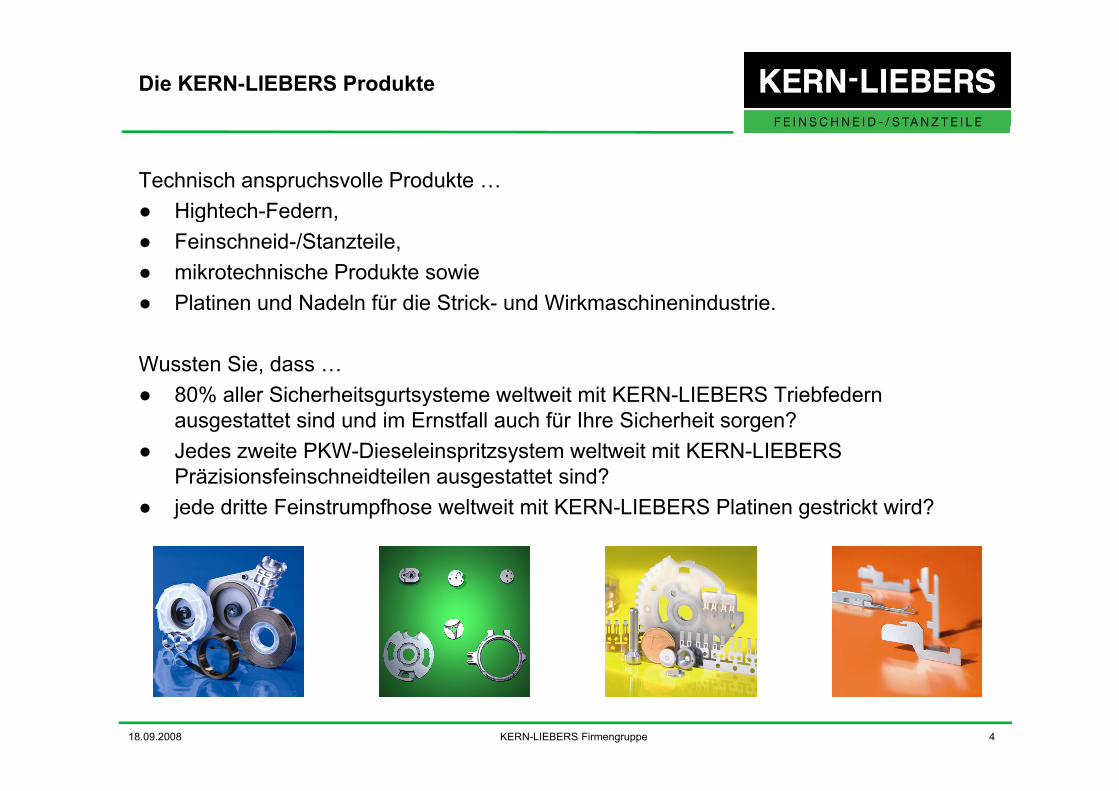
Die KERN-LIEBERS Produkte
Technisch anspruchsvolle Produkte …● Hightech-Federn,● Hightech Federn,● Feinschneid-/Stanzteile,● mikrotechnische Produkte sowie● Platinen und Nadeln für die Strick- und Wirkmaschinenindustrie● Platinen und Nadeln für die Strick und Wirkmaschinenindustrie.
Wussten Sie, dass …● 80% aller Sicherheitsgurtsysteme weltweit mit KERN-LIEBERS Triebfedern● 80% aller Sicherheitsgurtsysteme weltweit mit KERN-LIEBERS Triebfedern
ausgestattet sind und im Ernstfall auch für Ihre Sicherheit sorgen? ● Jedes zweite PKW-Dieseleinspritzsystem weltweit mit KERN-LIEBERS
Präzisionsfeinschneidteilen ausgestattet sind?g● jede dritte Feinstrumpfhose weltweit mit KERN-LIEBERS Platinen gestrickt wird?
18.09.2008 KERN-LIEBERS Firmengruppe 4
Kunden der KERN-LIEBERS Firmengruppe
18.09.2008 KERN-LIEBERS Firmengruppe 5
Kundenanforderungen
1980 Erstes Qualitätsmanagement-Handbuch
1996 Erstzertifizierung nach ISO 9001:1994
1999 Aufstockungsaudit und Zertifizierung zu besonderen Anforderungen der A t bili d t i h QS 9000 d VDA 6 1Automobilindustrie nach QS 9000 und VDA 6.1
2002 Erstzertifizierung nach Umweltnorm ISO 14001:1996
2003 System-Update zu besonderen Anforderungen der Automobilindustrie nach ISO/TS 16949:2002
2005 System Update nach Umweltnorm ISO 14001:20042005 System-Update nach Umweltnorm ISO 14001:2004
Einheitliche SystematikyNachhaltigkeitKeine ÜberraschungenK i i li h V b
18.09.2008 KERN-LIEBERS Firmengruppe 6
Kontinuierliche Verbesserung
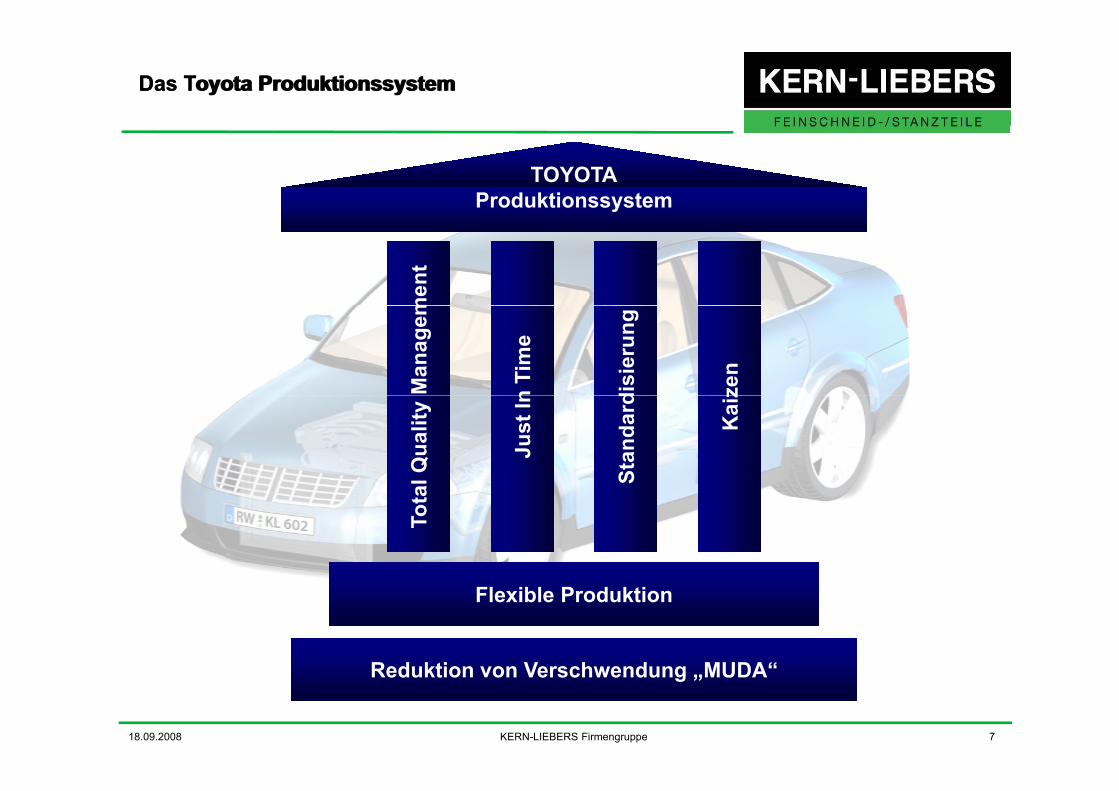
Das Toyota ProduktionssystemDas Toyota Produktionssystem
TOYOTAProduktionssystem
men
tM
anag
em
n Ti
me
disi
erun
g
zen
l Qua
lity
Just
In
Stan
dard
Kai
z
Tota
R d kti V h d MUDA“
Flexible Produktion
18.09.2008 KERN-LIEBERS Firmengruppe 7
Reduktion von Verschwendung „MUDA“
Position einer mittelständischen UnternehmensgruppePosition einer mittelständischen Unternehmensgruppe
Wie kann KERN-LIEBERS den steigenden Anforderungen an Variantenvielfalt und kurzen Lieferzeiten gerecht werden?kurzen Lieferzeiten gerecht werden?
● Wichtige Faktoren für KERN-LIEBERS:1. Flexibilität2. Innovation3. Kosten → Nutzen
● Unterschied KERN-LIEBERS zu OEM´s:1. Unterschiedliche Kunden aus der Textilindustrie, Medizintechnik, Verbrauchsgüter-
industrie und Automobilindustrie.2. Operiert in zahlreichen kleinen und flexiblen Organisationseinheiten mit exzellenten
Marktkenntnissen. 3. Verhältnis von Innovation zu ständiger Verbesserung und Erhaltung. OEM‘s fertigen
nach ähnlichen Abläufen und Verfahren, die über viele Jahre optimiert wurden. KERN-LIEBERS setzt verschiedenste und neue Fertigungsverfahren ein, um technologisch auf dem neuesten Stand zu sein
18.09.2008 KERN-LIEBERS Firmengruppe 8
technologisch auf dem neuesten Stand zu sein.
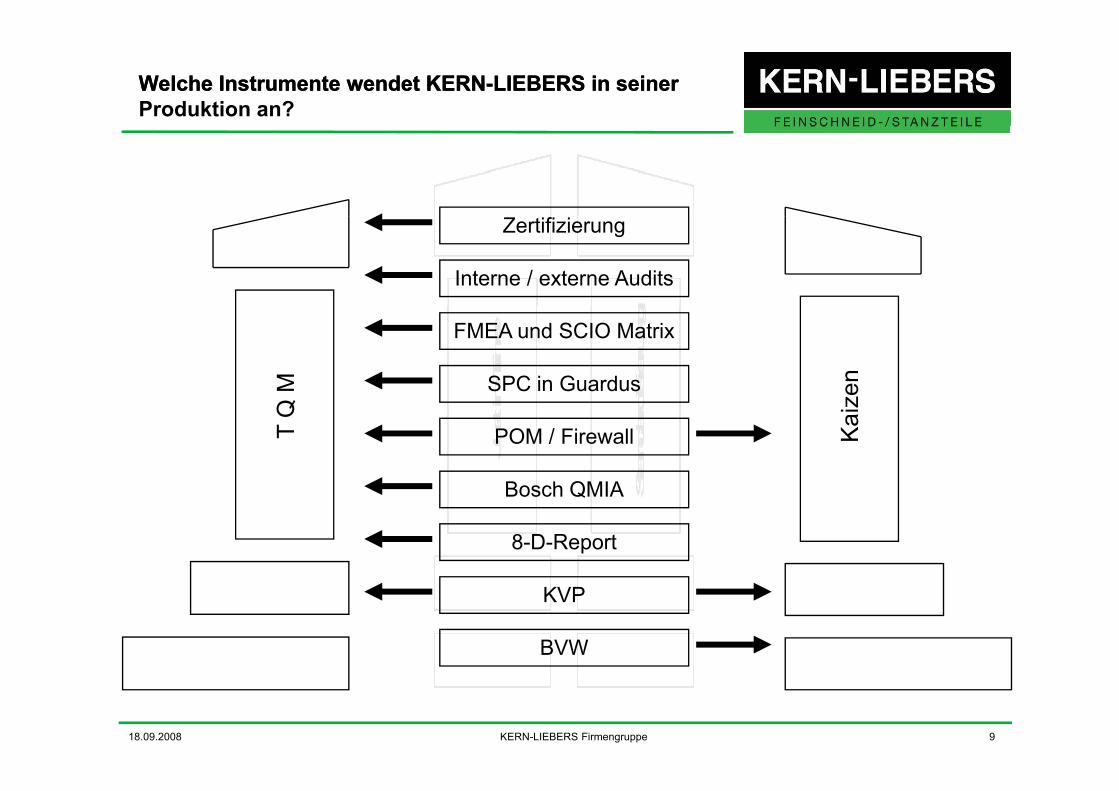
Welche Instrumente wendet KERN-LIEBERS in seiner Produktion an?Welche Instrumente wendet KERN-LIEBERS in seiner
Zertifizierung
Interne / externe AuditsM en
FMEA und SCIO Matrix
SPC in Guardus
T Q
Kai
z
Bosch QMIA
POM / Firewall
Bosch QMIA
8-D-Report
BVW
KVP
18.09.2008 KERN-LIEBERS Firmengruppe 9
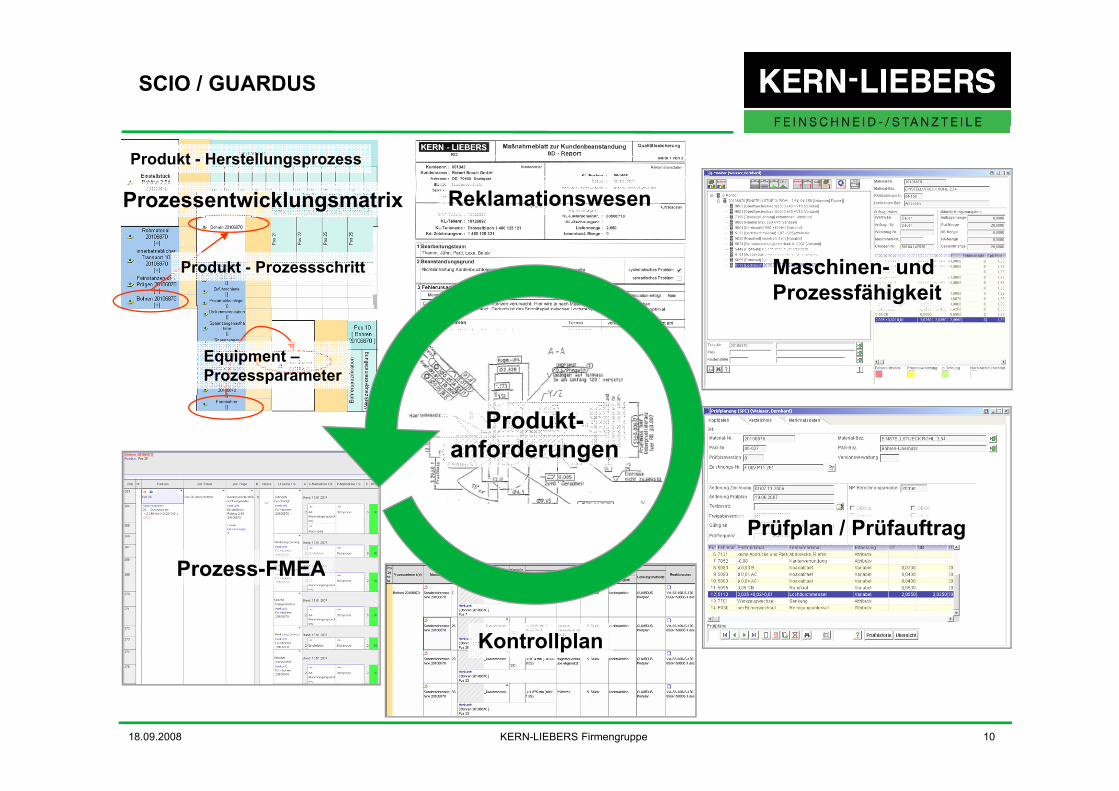
SCIO / GUARDUS
Produkt - Herstellungsprozess
Prozessentwicklungsmatrix Reklamationswesen
Produkt - Prozessschritt Maschinen- und Prozessfähigkeit
Equipment –Prozessparameter
Produkt-anforderungen
Prozess-FMEA
Prüfplan / Prüfauftrag
Prozess FMEA
Kontrollplan
18.09.2008 KERN-LIEBERS Firmengruppe 10
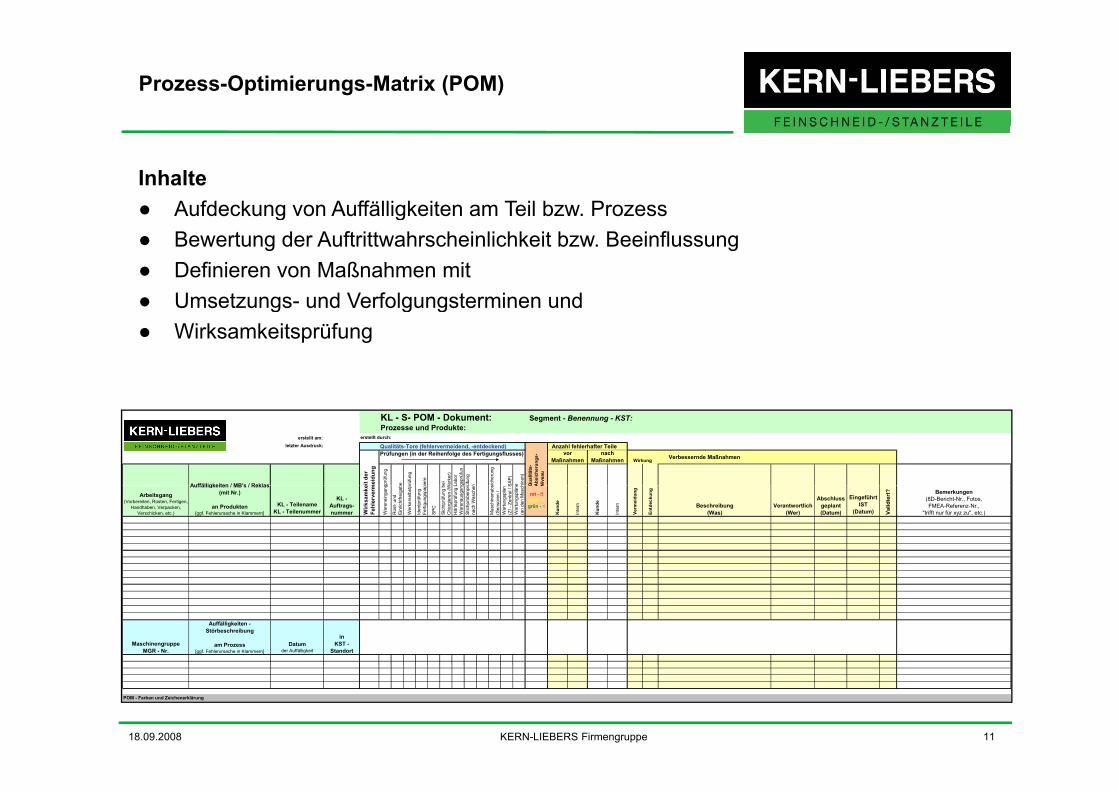
Prozess-Optimierungs-Matrix (POM)
Inhalte● Aufdeckung von Auffälligkeiten am Teil bzw. Prozessu dec u g o u ä g e e a e b o ess● Bewertung der Auftrittwahrscheinlichkeit bzw. Beeinflussung● Definieren von Maßnahmen mit● Umsetzungs- und Verfolgungsterminen und● Umsetzungs und Verfolgungsterminen und● Wirksamkeitsprüfung
erstellt am:letzter Ausdruck: Qualitäts-Tore (fehlervermeidend, -entdeckend) Anzahl fehlerhafter Teile
Prüfungen (in der Reihenfolge des Fertigungsflusses) Wirkung Verbessernde Maßnahmen
nach Maßnahmen
erstellt durch:
üfun
g n S
AP)
e hine
n)
vor Maßnahmen
Labo
r gs
prüf
un
e prüf
ung
pier
e
Auffälligkeiten / MB's / Reklas gprü
fung
eit d
er
mei
dung
KL - S- POM - Dokument: Segment - Benennung - KST: Prozesse und Produkte:
sich
erun
g
bei
Wer
ker)
Qua
lität
s-A
bsic
heru
ngs-
Niv
eau
KL - Teilename KL - Teilenummer
Eingeführt IST
(Datum)Beschreibung
(Was)Stic
hpro
benp
rüna
ch W
asch
en
War
tung
spla
n (Z
I - Z
entra
l / S
War
tung
splä
ne(a
n de
n M
asch
Kun
de
Valid
iert
?
Här
tepr
üfun
g L
War
enau
sgan
g
Inte
rn
Abschlussgeplant(Datum)Ve
rmei
dung
Entd
ecku
ng
Verantwortlich(Wer)R
üst-
und
Ein
richt
freig
ab
Wer
kers
elbs
tp
Iden
tprü
fung
Fe
rtigu
ngsp
ap
SPC
Arbeitsgang(Vorbereiten, Rüsten, Fertigen,
Handhaben, Verpacken, Verschicken, etc.)
Auffälligkeiten / MB s / Reklas (mit Nr.)
an Produkten [ggf. Fehlerursache in Klammern] W
aren
eing
ang
Wirk
sam
keFe
hler
verm
KL - Auftrags-nummer M
asch
inen
abs
(Sen
sore
n /
Inte
rn
Sic
htpr
üfun
g b
Cha
rgie
ren
(W
rot - !!gelb - !grün - √
Kun
de
Bemerkungen(8D-Bericht-Nr., Fotos,FMEA-Referenz-Nr.,
"trifft nur für xyz zu", etc.)
Q A N
Datum der Auffälligkeit
Maschinengruppe MGR - Nr.
Auffälligkeiten - Störbeschreibung
am Prozess[ggf. Fehlerursache in Klammern]
in KST -
Standort
18.09.2008 KERN-LIEBERS Firmengruppe 11
POM - Farben und Zeichenerklärung
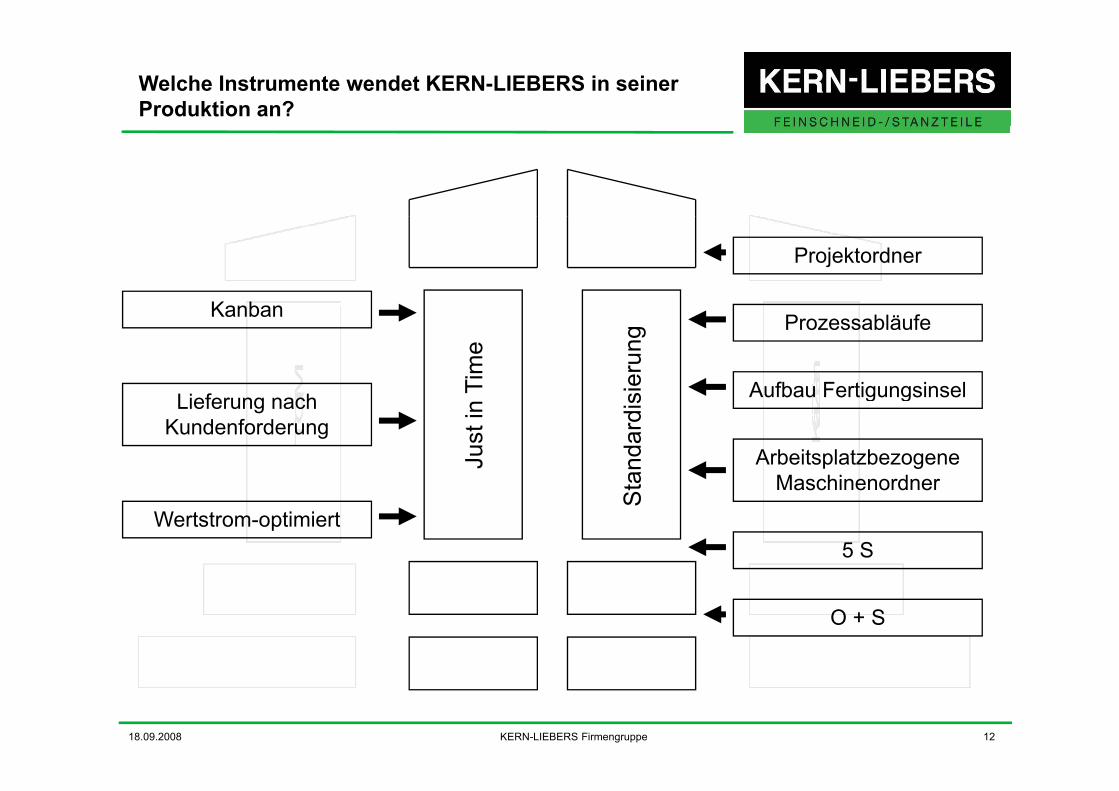
Welche Instrumente wendet KERN-LIEBERS in seinerProduktion an?
Kanban
Projektordner
Tim
e
sier
ung
Kanban
Li f h
Prozessabläufe
Aufbau Fertigungsinsel
Just
in
tand
ardi
sLieferung nachKundenforderung
Aufbau Fertigungsinsel
Arbeitsplatzbezogene Maschinenordner
St
Wertstrom-optimiert
Maschinenordner
5 S
O + S
18.09.2008 KERN-LIEBERS Firmengruppe 12
Wertstromdesign bei KERN-LIEBERS
Was verstehen wir darunter?Geeignete Methode, um:Geeignete Methode, um:● die Fertigung eines Produktes mit Material- und
Informationsfluss darzustellen● alle wichtigen Kenndaten aufzuzeigeng g
Durchlaufzeit, Bearbeitungszeiten, Rüstzeiten, Maschinenverfügbarkeit, Transportwege, Bestände, Mitarbeiteranzahl, verfügbare Arbeitszeit …
● Abtaktverluste zwischen Prozessen zu visualisieren
Nutzen für uns?● Verständnis des aktuellen Produktionsablaufes● Ausweisung von Verbesserungspotentialen● Vermeidung von Verschwendungg g● Optimale Gestaltung von Fertigungslayout und Materialfluss
Kosten- und Zeiteinsparung
18.09.2008 KERN-LIEBERS Firmengruppe 13
Kosten und Zeiteinsparung
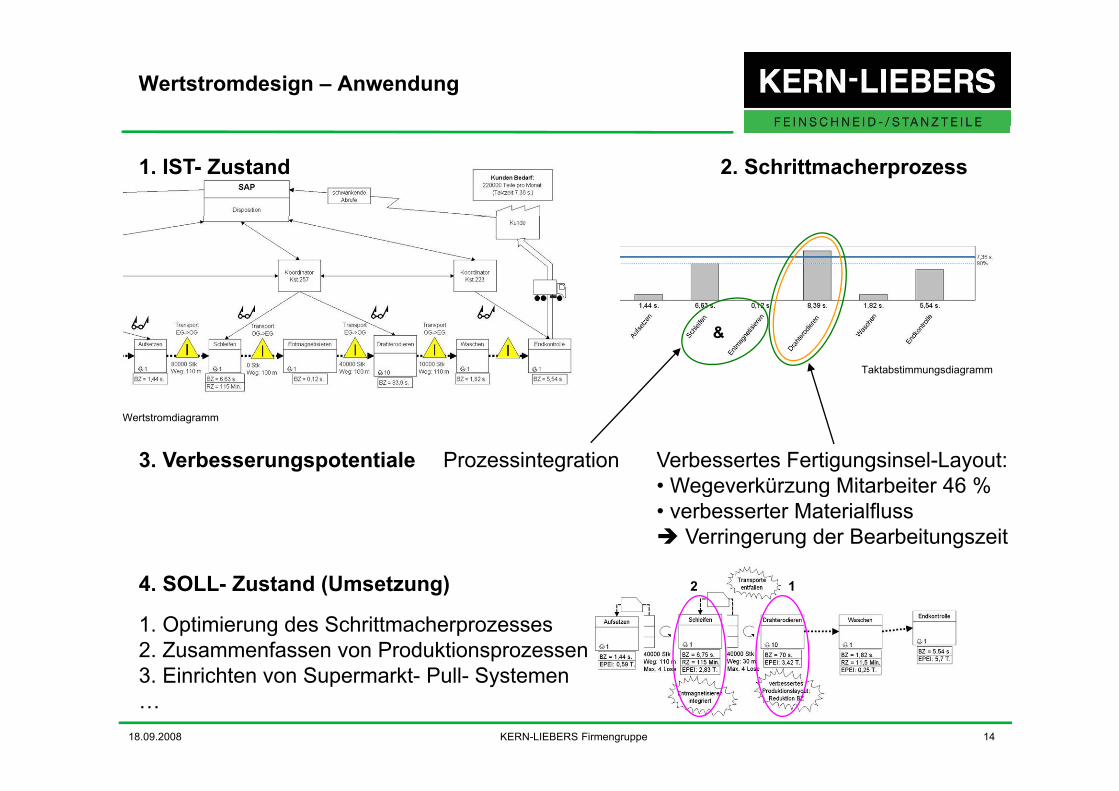
Wertstromdesign – Anwendung
1. IST- Zustand 2. Schrittmacherprozess
&
Taktabstimmungsdiagramm
3. Verbesserungspotentiale Prozessintegration Verbessertes Fertigungsinsel-Layout:• Wegeverkürzung Mitarbeiter 46 %
Wertstromdiagramm
• Wegeverkürzung Mitarbeiter 46 %• verbesserter Materialfluss
Verringerung der Bearbeitungszeit
4. SOLL- Zustand (Umsetzung)
1. Optimierung des Schrittmacherprozesses2. Zusammenfassen von Produktionsprozessen
12
18.09.2008 KERN-LIEBERS Firmengruppe 14
3. Einrichten von Supermarkt- Pull- Systemen…
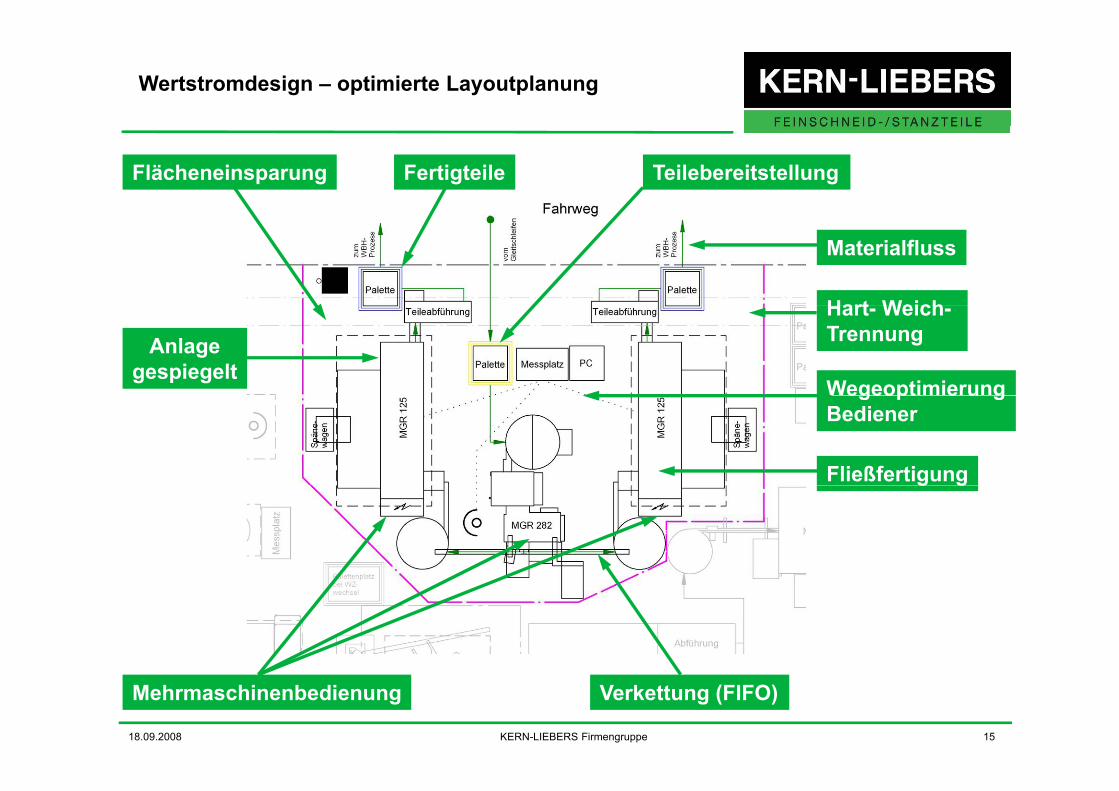
Wertstromdesign – optimierte Layoutplanung
Flächeneinsparung TeilebereitstellungFertigteile
Hart Weich
Materialfluss
Wegeoptimierung
Hart- Weich-TrennungAnlage
gespiegeltegeopt e u g
Bediener
Fließfertigungg g
18.09.2008 KERN-LIEBERS Firmengruppe 15
Mehrmaschinenbedienung Verkettung (FIFO)
Wertstromdesign – Software im Einsatz
Wertstromvisualisierung
● Erstellung von Wertstromdiagrammen des IST- und SOLL- Zustandes● Taktabstimmungsdiagramme
Computergestützte Prozesssimulation
● Pilotprojekt: Aktorgehäuse PCR, Planungsphase● Modellgenerierung:● Input: Prozessbeschreibung, -ablauf, Anlagen- und Maschinendaten, Lieferpläne, p g, , g , p ,
Transportmittel, Mitarbeiteranzahl, Schichtsystem● Analyse dynamischer Prozesse: Durchlaufzeiten, Engpass- & Kapazitätsanalysen● Output: Erkenntnisse zu verschiedenen Szenarien und zur Layoutplanung● Output: Erkenntnisse zu verschiedenen Szenarien und zur Layoutplanung
Identifikation von EngpassprozessenAbschätzung verschiedener Szenarien als ungünstigB ti O t d G öß d T il ff
18.09.2008 KERN-LIEBERS Firmengruppe 16
Bestimmung von Ort und Größe der Teilepuffer● Datenauswertung läuft, Ergebnisinterpretation teilweise schwierig
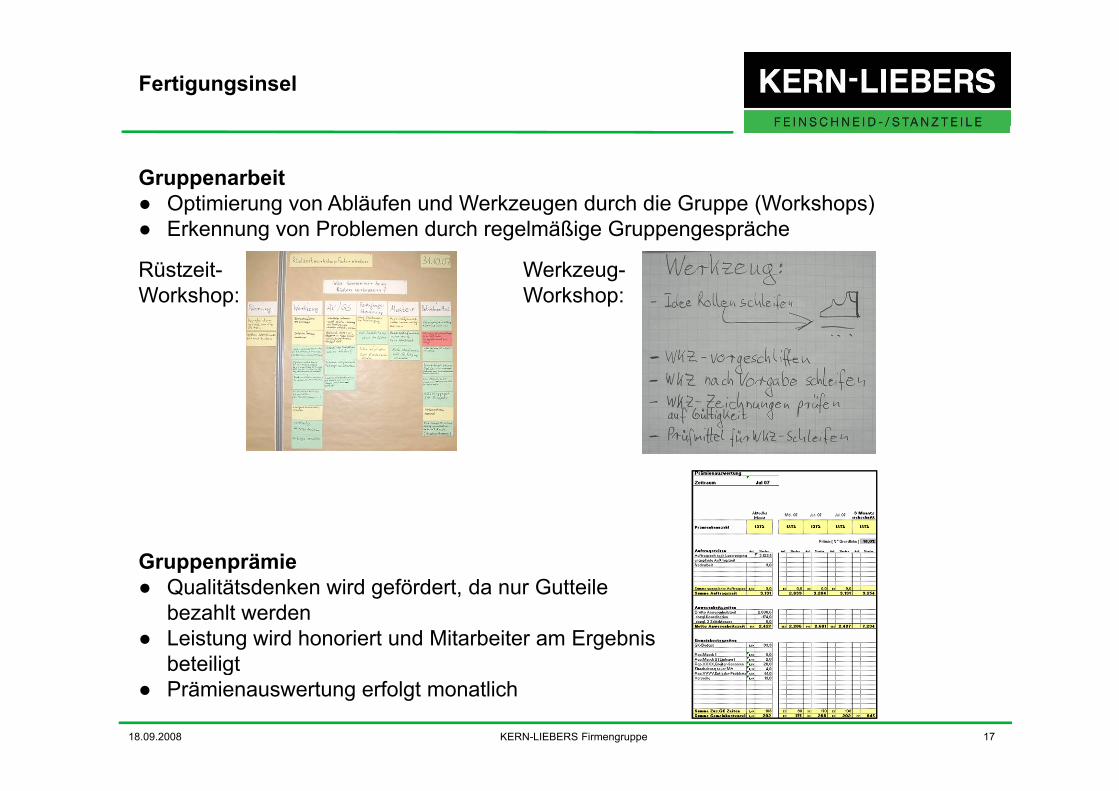
Fertigungsinsel
Gruppenarbeit● Optimierung von Abläufen und Werkzeugen durch die Gruppe (Workshops)● Erkennung von Problemen durch regelmäßige Gruppengespräche
Rüstzeit-Workshop:
Werkzeug-Workshop:p p
Gruppenprämie● Qualitätsdenken wird gefördert, da nur Gutteile
bezahlt werden● Leistung wird honoriert und Mitarbeiter am Ergebnis
beteiligt
18.09.2008 KERN-LIEBERS Firmengruppe 17
beteiligt● Prämienauswertung erfolgt monatlich
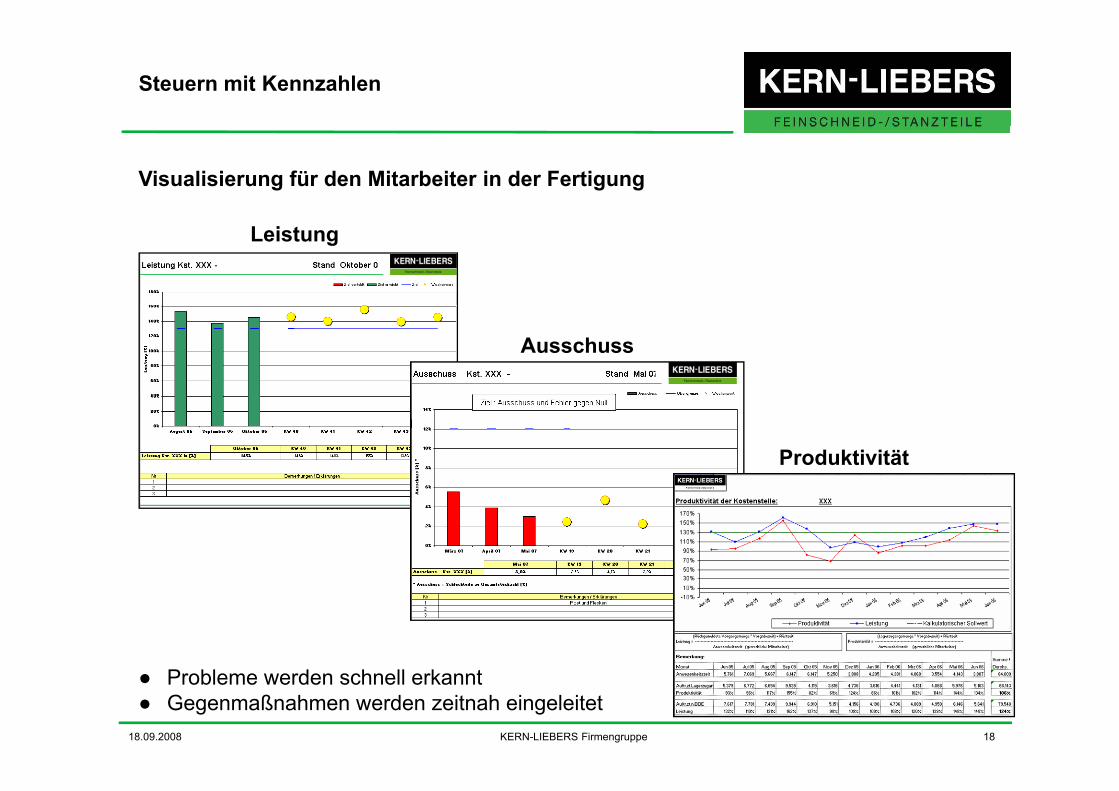
Steuern mit Kennzahlen
Visualisierung für den Mitarbeiter in der Fertigung
Leistung
Ausschuss
Produktivität
18.09.2008 KERN-LIEBERS Firmengruppe 18
● Probleme werden schnell erkannt● Gegenmaßnahmen werden zeitnah eingeleitet

Reduktion von Verschwendung „MUDA“Einsatz von REFA und MTM
● Ablaufoptimierungen anhand Wegeanalysenz. B. Spaghettidiagramm eines Rüstvorganges
● Arbeitsplatzgestaltung in der Produktion z. B. Prüfplätze in der Fertigung
vorher nachhervorher nachher
Ergebnis
20% mehr
lautschlechte Luft
leise (separater Raum)klimatisiert
Leistung
18.09.2008 KERN-LIEBERS Firmengruppe 19
unübersichtlich Arbeitsplätzeergonomisch schlecht gestaltet
klar definierte Arbeitsplätzeergonomisch gut gestaltet
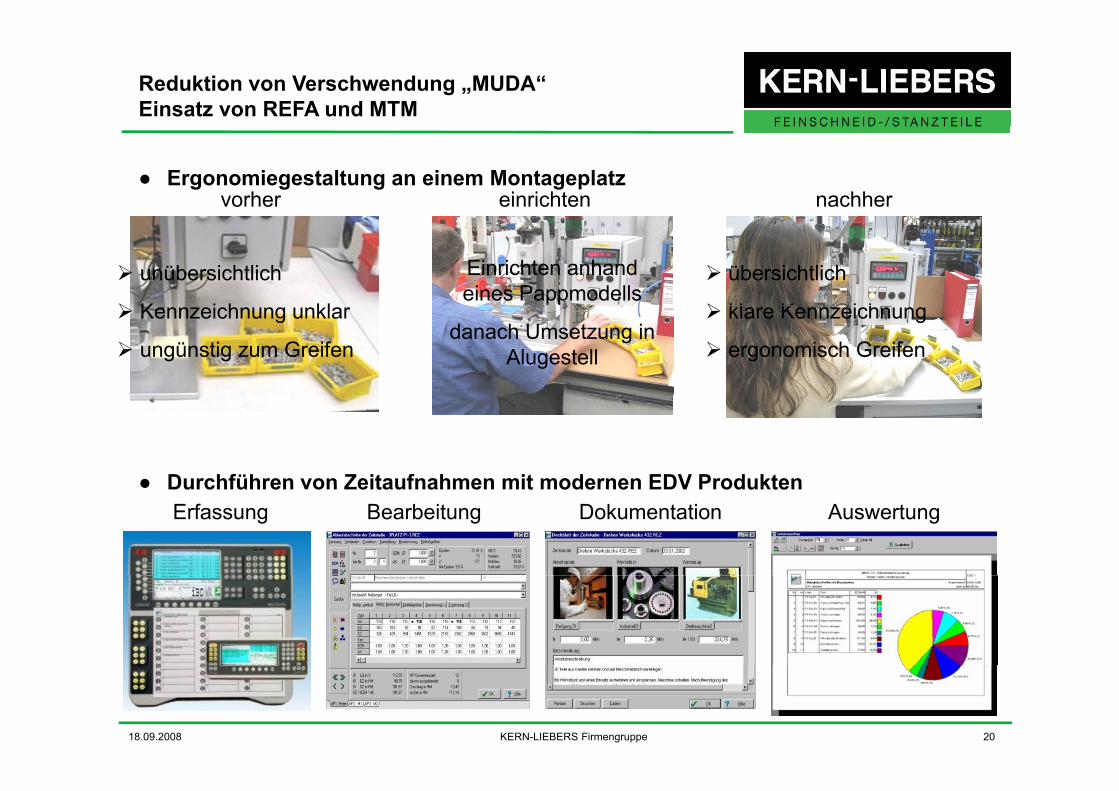
Reduktion von Verschwendung „MUDA“Einsatz von REFA und MTM
● Ergonomiegestaltung an einem Montageplatzvorher einrichten nachher
unübersichtlich
K i h kl
übersichtlich
kl K i h
Einrichten anhand eines Pappmodells
Kennzeichnung unklar
ungünstig zum Greifen
klare Kennzeichnung
ergonomisch Greifendanach Umsetzung in
Alugestell
● Durchführen von Zeitaufnahmen mit modernen EDV Produkten● Durchführen von Zeitaufnahmen mit modernen EDV ProduktenErfassung Bearbeitung Dokumentation Auswertung
18.09.2008 KERN-LIEBERS Firmengruppe 20
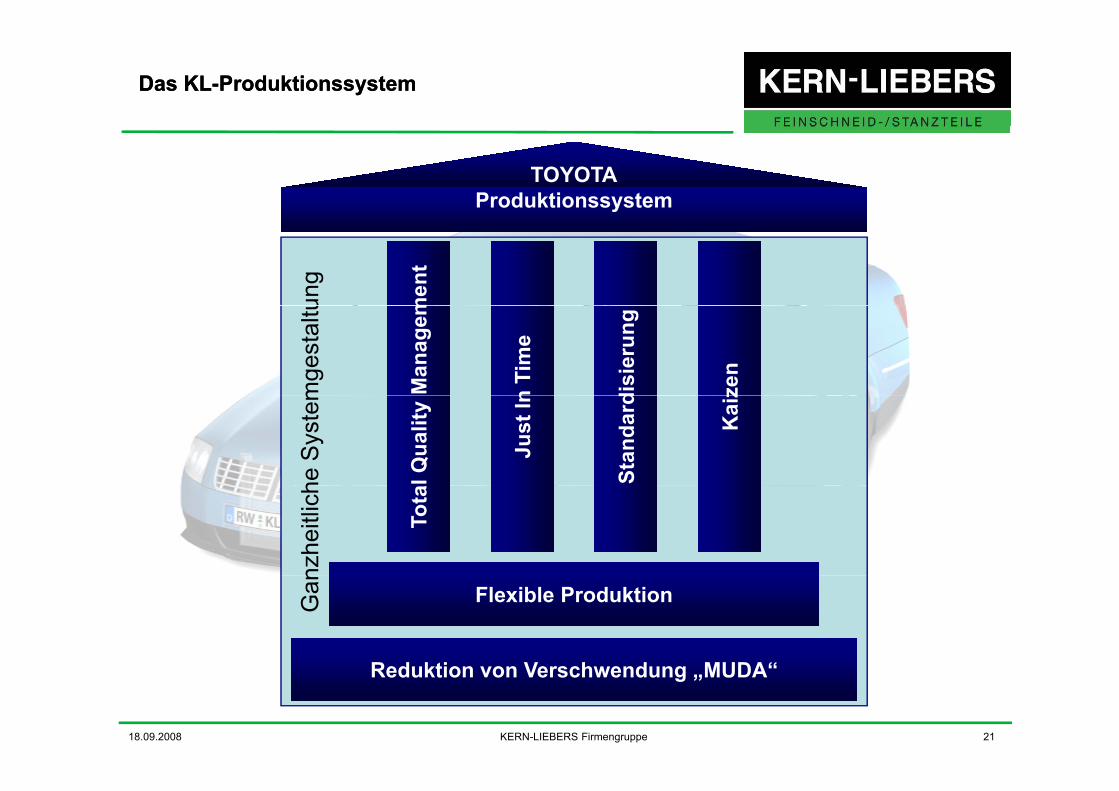
Das KL-ProduktionssystemDas KL-Produktionssystem
TOYOTAProduktionssystem
ung
men
t
mge
stal
tu
Man
agem
n Ti
me
disi
erun
g
zen
he S
yste
m
l Qua
lity
Just
In
Stan
dard
Kai
z
nzhe
itlic
h
Tota
Gan
R d kti V h d MUDA“
Flexible Produktion
18.09.2008 KERN-LIEBERS Firmengruppe 21
Reduktion von Verschwendung „MUDA“
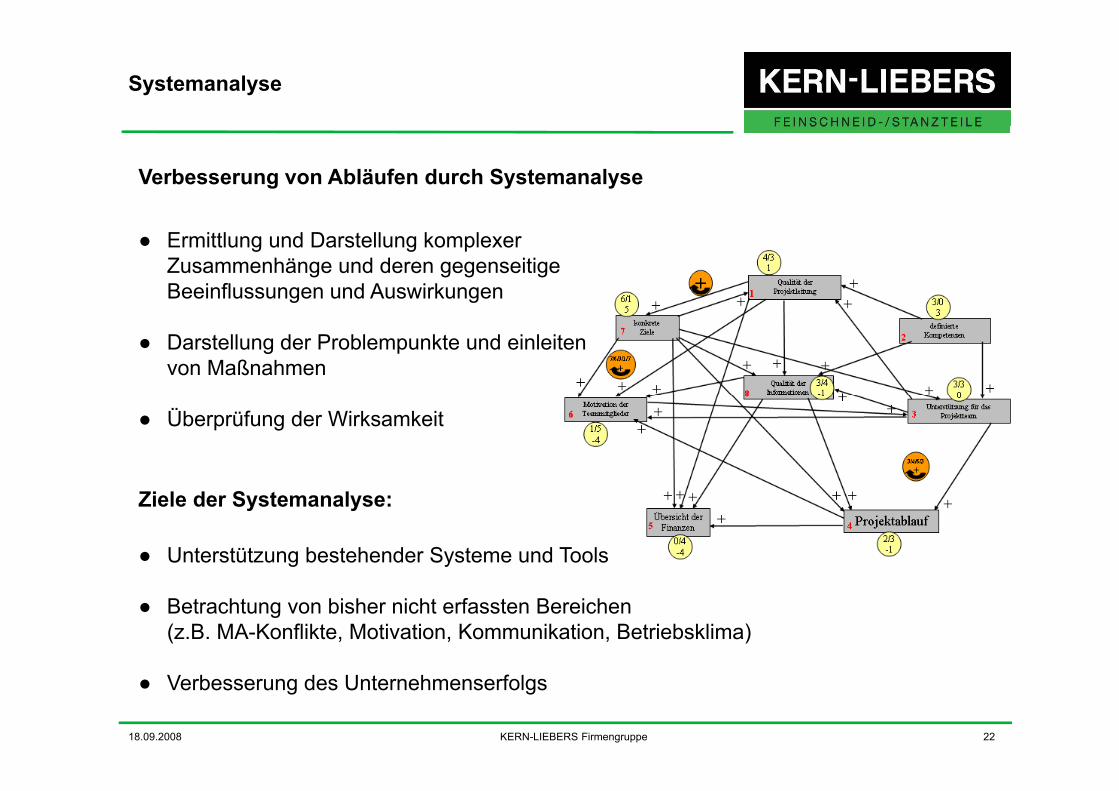
Systemanalyse
Verbesserung von Abläufen durch Systemanalyse
● Ermittlung und Darstellung komplexer Zusammenhänge und deren gegenseitige Beeinflussungen und Auswirkungen
● Darstellung der Problempunkte und einleiten von Maßnahmen
● Überprüfung der Wirksamkeit
Ziele der Systemanalyse:
● Unterstützung bestehender Systeme und Tools
● Betrachtung von bisher nicht erfassten Bereichen(z.B. MA-Konflikte, Motivation, Kommunikation, Betriebsklima)
18.09.2008 KERN-LIEBERS Firmengruppe 22
● Verbesserung des Unternehmenserfolgs
Chancen für einen Mittelständler
Unterstützende Randbedingungen● Langfristorientierung des Mittelstands
Nutzen:● Stabilisierung von Prozessen● Stabilisierung von Prozessen
● Effizienzverbesserung
● Bündelung von Gestaltungswissen
● Unterstützung von Parallelaktivitäten:Globalisierungsstrategie– Globalisierungsstrategie
– Wachstumsstrategie, u. a. durch Zukäufe– Implementierung von Standard-ERP-Software (SAP)
18.09.2008 KERN-LIEBERS Firmengruppe 23

Ti l A i l 18 Pk fTitel Arial 18 Pkt. fettVielen Dank für Ihre Aufmerksamkeit!

















