Salzgitter Supply Chain Concept for Industrial Assembling of Offshore-Wind-Jackets Verbesserung der Wettbewerbsfähigkeit von Jackets durch innovative Fertigungsstrategien Increasing competitiveness of Jackets by innovative manufacturing strategies Dr. S. Brauser / Salzgitter Mannesmann Renewables Dr. M. Los / St3 Offshore
Transcript
Salzgitter Supply Chain Concept for Industrial Assembling of Offshore-Wind-Jackets
Verbesserung der Wettbewerbsfähigkeit von Jackets durch innovative Fertigungsstrategien
Increasing competitiveness of Jackets by innovative manufacturing strategies
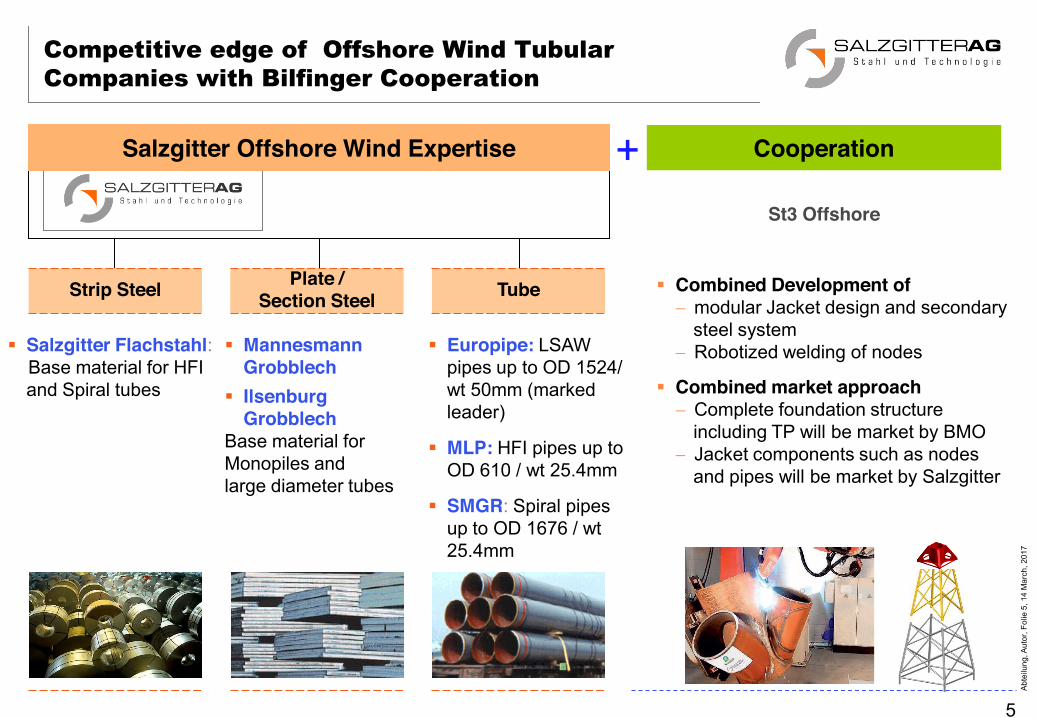
Competitive edge of Offshore Wind Tubular Companies with Bilfinger Cooperation
5
engl
isch
� Salzgitter Flachstahl: Base material for HFI
and Spiral tubes
� Mannesmann Grobblech
� Ilsenburg Grobblech
Base material for Monopiles and large diameter tubes
� Europipe: LSAW pipes up to OD 1524/ wt 50mm (marked leader)
� MLP: HFI pipes up to OD 610 / wt 25.4mm
� SMGR: Spiral pipes up to OD 1676 / wt 25.4mm
Strip Steel Plate / Section Steel Tube
St3 Offshore
Salzgitter Offshore Wind Expertise Cooperation
� Combined Development of � modular Jacket design and secondary ° steel system � Robotized welding of nodes
� Combined market approach � Complete foundation structure ° including TP will be market by BMO � Jacket components such as nodes ° and pipes will be market by Salzgitter
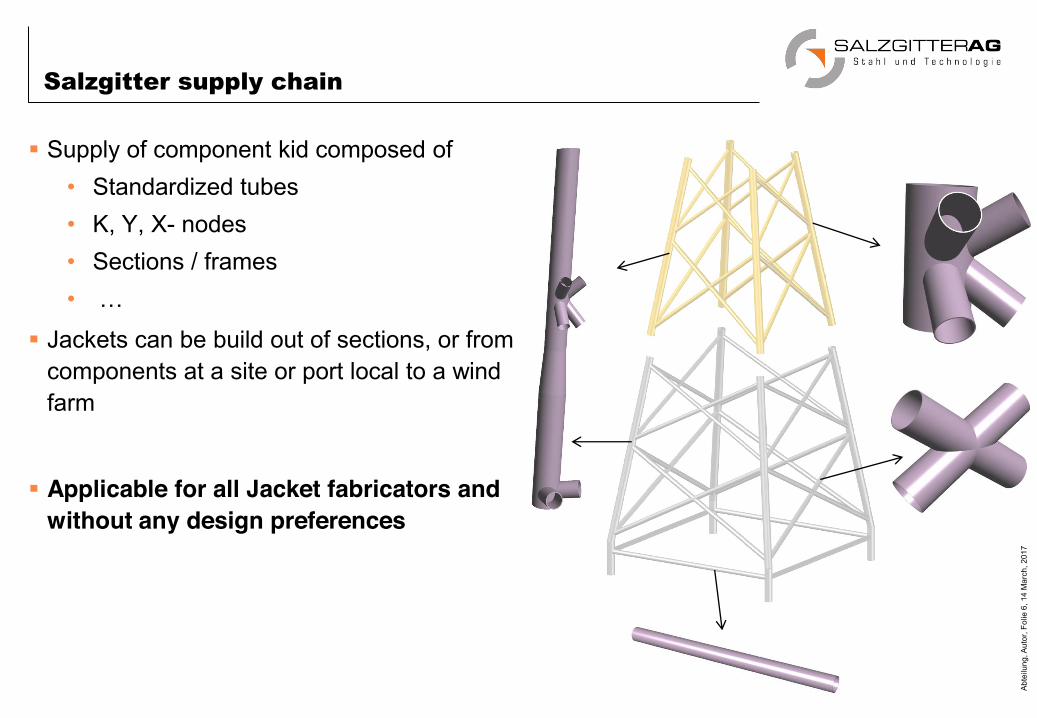
� Jackets can be build out of sections, or from components at a site or port local to a wind farm
� Applicable for all Jacket fabricators and without any design preferences
Abte
ilung
, Aut
or, F
olie
8, 1
4 M
arch
, 201
7
Agenda
1 Salzgitter Group
2 Salzgitter Supply Chain Concept
3 Serial manufacturing of Jackets
� Robotized welding of nodes
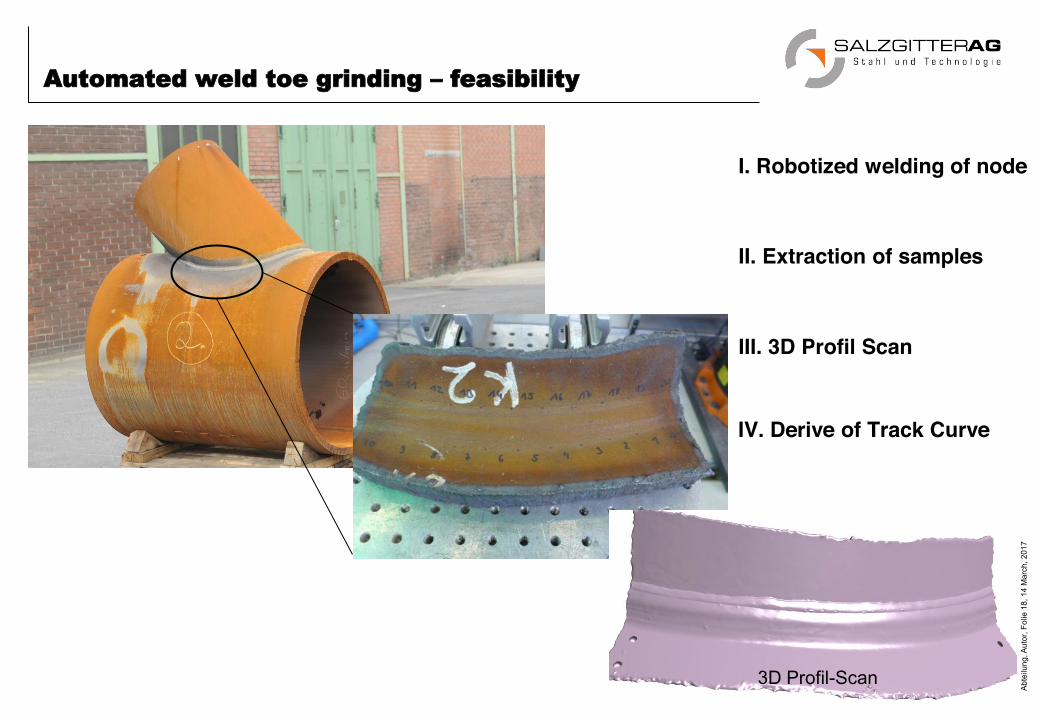
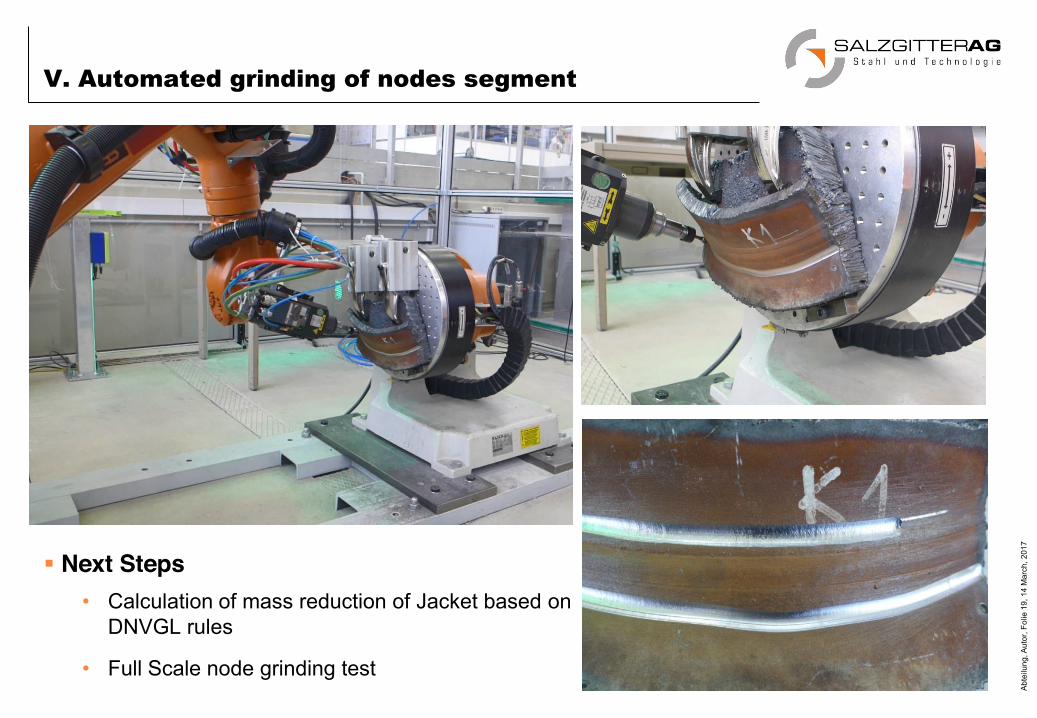
� Robotized grinding of nodes
engl
isch
engl
isch
Abte
ilung
, Aut
or, F
olie
9, 1
4 M
arch
, 201
7
Serial manufacturing of Jackets
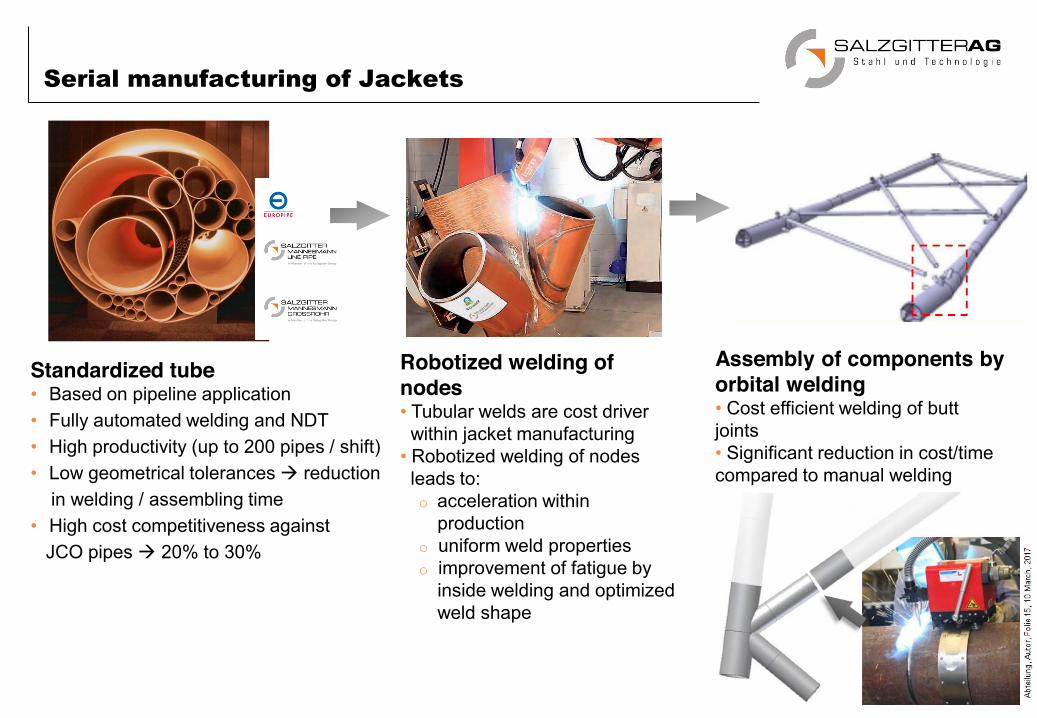
Standardized tube • Based on pipeline application • Fully automated welding and NDT • High productivity (up to 200 pipes / shift) • Low geometrical tolerances Æ reduction in welding / assembling time • High cost competitiveness against JCO pipes Æ 20% to 30%
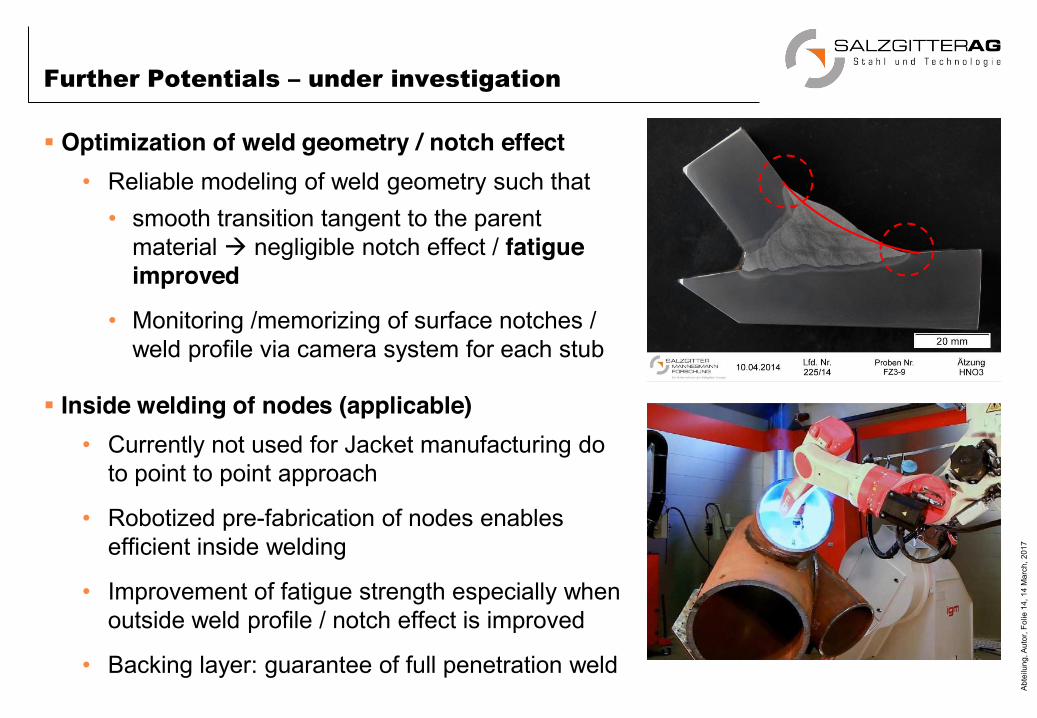
Robotized welding of nodes • Tubular welds are cost driver ..within jacket manufacturing • Robotized welding of nodes ..leads to: o acceleration within …production o uniform weld properties o improvement of fatigue by …inside welding and optimized …weld shape
Assembly of components by orbital welding • Cost efficient welding of butt joints • Significant reduction in cost/time compared to manual welding