41
Bedienungsanleitung der Werkzeugüberwachung Toolinspect Maierhöfen, 01.2014 Dieses Dokument dient lediglich zur Information. Technische Änderungen sind vorbehalten. Version: 7.1.187
Bedienungsanleitung
der
Werkzeugüberwachung
Toolinspect
Maierhöfen, 01.2014 Dieses Dokument dient lediglich zur Information. Technische Änderungen sind vorbehalten. Version: 7.1.187
_______________________________________________________________________________ MCU GmbH&Co.KG Am Gehrenbach 8 D-88167 Maierhöfen Tel.: +49 (0)8383 92219 76 Fax: +49 (0)8383 92219 77 Mail: [email protected]
1
Inhaltsverzeichnis: 1.) Leistungsbeschreibung .............................................................................................. 2 2.) Systembeschreibung .................................................................................................. 2 3.) Bedienungsanleitung .................................................................................................. 3
3.1 Bedienung und Visualisierung 1 ............................................................................ 4 3.2 Bedienung und Visualisierung 2 ............................................................................ 5 3.3 Anzeigen ............................................................................................................... 6
3.4 Überwachungsarten .................................................................................................. 6 3.5 Statusanzeigen: ...................................................................................................... 10
3.6 Bearbeitungsnummer .............................................................................................. 11
3.7 Offsetnummer / Programmnummer......................................................................... 11 3.8 Zusatzfunktionen ..................................................................................................... 12
3.9 Datenexportfunktionen ............................................................................................ 17 3.10 Screen Shot Funktion ............................................................................................ 19
4.) Adaptive Regelung (Option) ..................................................................................... 19 4.1 Oberfläche der AC-Regelung: ................................................................................. 19
4.2 ACR – neu lernen:................................................................................................... 20 4.3 ACR – Auswertung: ................................................................................................. 20
5.) Werkzeugverschleißüberwachung (Option) ............................................................ 21 5.1 Alarme ..................................................................................................................... 21
5.2 Bedienungsanleitung und Visualisierung Verschleiß 1............................................ 22 5.3 Bedienungsanleitung und Visualisierung Verschleiß2............................................. 23
6.) Maschinendatenerfassung MDE (Option) ............................................................... 24 6.1 MDE Aufruf über Toolinspect Software: ................................................................ 24
6.2 Graphische Darstellung: .......................................................................................... 25 6.3 Funktionsbeschreibung MDE Hauptbild: ................................................................. 26 6.4 Auswahl des Zeitraums (MDE- Hauptbild): ............................................................. 27 6.5 Tabellarische Darstellung: ....................................................................................... 28 6.6 Filterung von Maschinendaten: ............................................................................... 29 6.7 Funktionsbeschreibung MDE (zweite Menüseite): .................................................. 30
6.8 MDE Exportfunktionen: ........................................................................................... 31 7.) Hinweise zu Alarmmeldungen und empfohlene Vorgehensweisen ...................... 34
7.1 Visualisierungsmeldung: Keine Verbindung möglich: ............................................. 35
7.2 Hardwarefehlerdiagnose ......................................................................................... 35
8. ) Safecard (Option) ..................................................................................................... 36
8.1 Austausch einer Toolinspect Box mit Safecard ....................................................... 36 9.) Verwendete M- und H-Funktionen von den Maschinenhersteller ......................... 37
10.) Technische Daten ................................................................................................... 38 10.1 Umgebungsbedingungen ...................................................................................... 38 10.2 Leistungsbeschreibung ......................................................................................... 38
10.3 Verbindung zur CNC Steuerung ........................................................................... 38 10.4 Visualisierung ........................................................................................................ 38
10.5 Gewährleistung ..................................................................................................... 38 11.) Vertrieb ..................................................................................................................... 39 12.) Anlagen .................................................................................................................... 40

_______________________________________________________________________________ MCU GmbH&Co.KG Am Gehrenbach 8 D-88167 Maierhöfen Tel.: +49 (0)8383 92219 76 Fax: +49 (0)8383 92219 77 Mail: [email protected]
2
1.) Leistungsbeschreibung Das Gerät Toolinspect dient zur Überwachung von Werkzeugen an Zerspanungsmaschinen. Die für diese Aufgabe erforderlichen Daten werden vorzugsweise über eine Profibus-DP Schnittstelle von einer CNC Steuerung auf das Gerät übertragen. Die Überwachungsstrategie wird selbständig durch die integrierte Software, Werkzeug- bzw. bearbeitungsabhängig ausgewählt. Die erforderlichen Parameter werden für jeden Maschinentyp einmalig ermittelt und eingegeben. Danach sind keine Änderungen von Parametern und Grenzen bzw. Anpassungen über die Visualisierungsoberfläche erforderlich.
2.) Systembeschreibung Übersicht:
Die Hardware kommuniziert mit der CNC Steuerung über Profibus-DP oder auch über Analogsignale. Die Visualisierungssoftware im Bedienfeld der Steuerung wird über eine TCP/IP Schnittstelle mit dem Hardwaremodul verbunden. Zur Überwachung können pro Kanal* (max. 4 Kanäle pro Modul) 3 Drehmoment- bzw. Kraftwerte und jeweils der Weg einer Vorschubachse herangezogen werden. Z.B. Weg= Z-Achse Drehmoment1= Spindeldrehmoment Drehmoment2= Vorschubkraft der Z-Achse Drehmoment3= Vorschubkraft der X-Achse *Kanal heißt dass mit einer Box vier zeitparallele Bearbeitungen überwacht werden können. Z.B. ein vierspindliges Bearbeitungszentrum oder vier Stationen einer Rundtaktmaschine
_______________________________________________________________________________ MCU GmbH&Co.KG Am Gehrenbach 8 D-88167 Maierhöfen Tel.: +49 (0)8383 92219 76 Fax: +49 (0)8383 92219 77 Mail: [email protected]
3
3.) Bedienungsanleitung
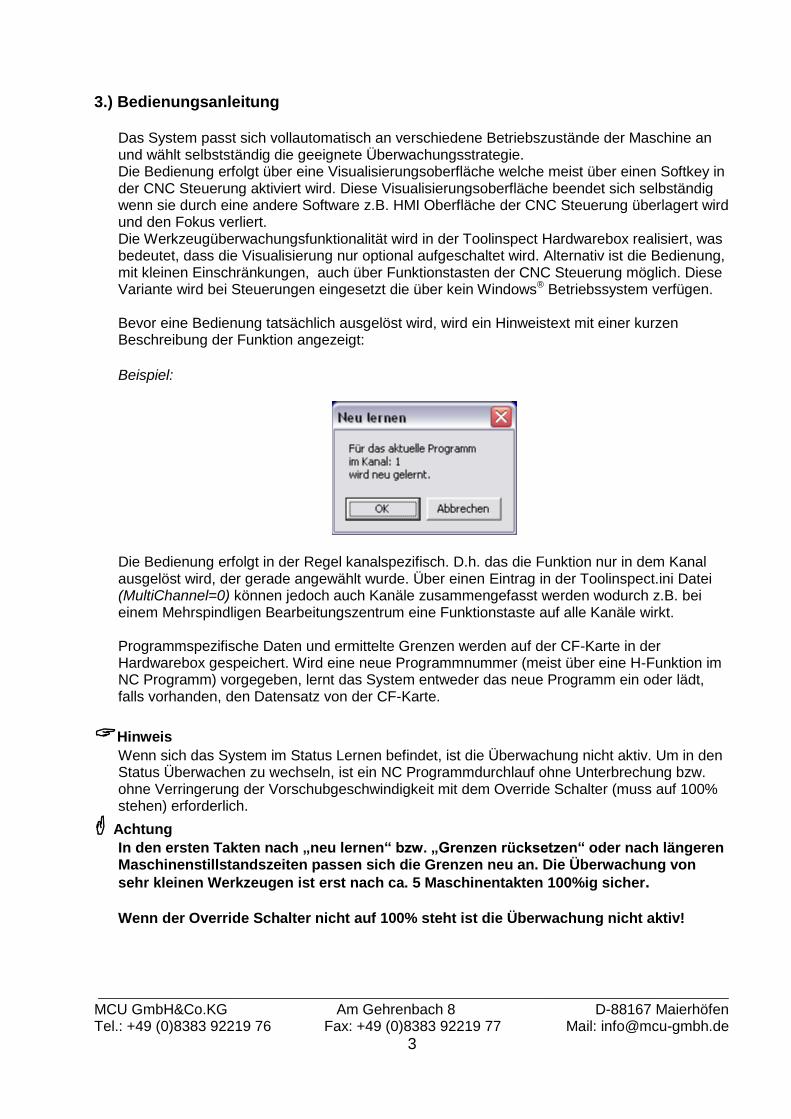
Das System passt sich vollautomatisch an verschiedene Betriebszustände der Maschine an und wählt selbstständig die geeignete Überwachungsstrategie. Die Bedienung erfolgt über eine Visualisierungsoberfläche welche meist über einen Softkey in der CNC Steuerung aktiviert wird. Diese Visualisierungsoberfläche beendet sich selbständig wenn sie durch eine andere Software z.B. HMI Oberfläche der CNC Steuerung überlagert wird und den Fokus verliert. Die Werkzeugüberwachungsfunktionalität wird in der Toolinspect Hardwarebox realisiert, was bedeutet, dass die Visualisierung nur optional aufgeschaltet wird. Alternativ ist die Bedienung, mit kleinen Einschränkungen, auch über Funktionstasten der CNC Steuerung möglich. Diese Variante wird bei Steuerungen eingesetzt die über kein Windows® Betriebssystem verfügen. Bevor eine Bedienung tatsächlich ausgelöst wird, wird ein Hinweistext mit einer kurzen Beschreibung der Funktion angezeigt:
Beispiel:
Die Bedienung erfolgt in der Regel kanalspezifisch. D.h. das die Funktion nur in dem Kanal ausgelöst wird, der gerade angewählt wurde. Über einen Eintrag in der Toolinspect.ini Datei (MultiChannel=0) können jedoch auch Kanäle zusammengefasst werden wodurch z.B. bei einem Mehrspindligen Bearbeitungszentrum eine Funktionstaste auf alle Kanäle wirkt. Programmspezifische Daten und ermittelte Grenzen werden auf der CF-Karte in der Hardwarebox gespeichert. Wird eine neue Programmnummer (meist über eine H-Funktion im NC Programm) vorgegeben, lernt das System entweder das neue Programm ein oder lädt, falls vorhanden, den Datensatz von der CF-Karte.
Hinweis
Wenn sich das System im Status Lernen befindet, ist die Überwachung nicht aktiv. Um in den Status Überwachen zu wechseln, ist ein NC Programmdurchlauf ohne Unterbrechung bzw. ohne Verringerung der Vorschubgeschwindigkeit mit dem Override Schalter (muss auf 100% stehen) erforderlich.
Achtung
In den ersten Takten nach „neu lernen“ bzw. „Grenzen rücksetzen“ oder nach längeren Maschinenstillstandszeiten passen sich die Grenzen neu an. Die Überwachung von
sehr kleinen Werkzeugen ist erst nach ca. 5 Maschinentakten 100%ig sicher. Wenn der Override Schalter nicht auf 100% steht ist die Überwachung nicht aktiv!
_______________________________________________________________________________ MCU GmbH&Co.KG Am Gehrenbach 8 D-88167 Maierhöfen Tel.: +49 (0)8383 92219 76 Fax: +49 (0)8383 92219 77 Mail: [email protected]
4
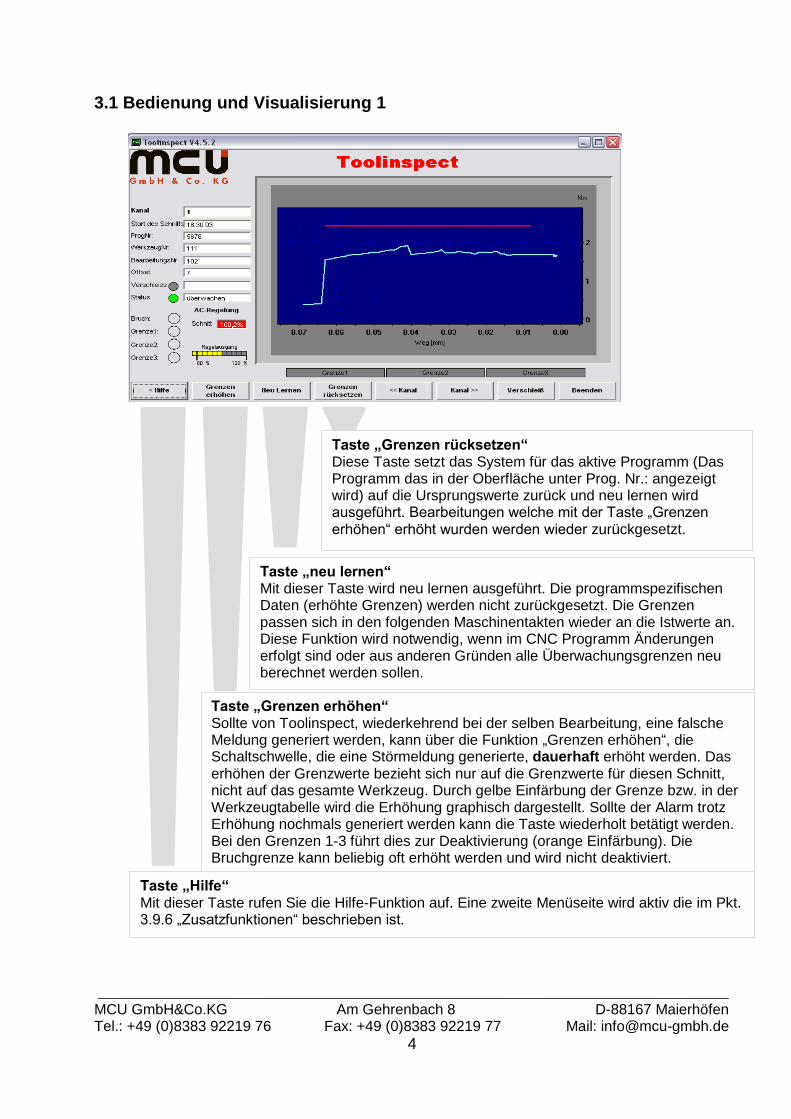
3.1 Bedienung und Visualisierung 1
Taste „Grenzen rücksetzen“ Diese Taste setzt das System für das aktive Programm (Das Programm das in der Oberfläche unter Prog. Nr.: angezeigt wird) auf die Ursprungswerte zurück und neu lernen wird ausgeführt. Bearbeitungen welche mit der Taste „Grenzen erhöhen“ erhöht wurden werden wieder zurückgesetzt.
Taste „neu lernen“ Mit dieser Taste wird neu lernen ausgeführt. Die programmspezifischen Daten (erhöhte Grenzen) werden nicht zurückgesetzt. Die Grenzen passen sich in den folgenden Maschinentakten wieder an die Istwerte an. Diese Funktion wird notwendig, wenn im CNC Programm Änderungen erfolgt sind oder aus anderen Gründen alle Überwachungsgrenzen neu berechnet werden sollen.
Taste „Grenzen erhöhen“ Sollte von Toolinspect, wiederkehrend bei der selben Bearbeitung, eine falsche Meldung generiert werden, kann über die Funktion „Grenzen erhöhen“, die Schaltschwelle, die eine Störmeldung generierte, dauerhaft erhöht werden. Das erhöhen der Grenzwerte bezieht sich nur auf die Grenzwerte für diesen Schnitt, nicht auf das gesamte Werkzeug. Durch gelbe Einfärbung der Grenze bzw. in der Werkzeugtabelle wird die Erhöhung graphisch dargestellt. Sollte der Alarm trotz Erhöhung nochmals generiert werden kann die Taste wiederholt betätigt werden. Bei den Grenzen 1-3 führt dies zur Deaktivierung (orange Einfärbung). Die Bruchgrenze kann beliebig oft erhöht werden und wird nicht deaktiviert.
Taste „Hilfe“ Mit dieser Taste rufen Sie die Hilfe-Funktion auf. Eine zweite Menüseite wird aktiv die im Pkt. 3.9.6 „Zusatzfunktionen“ beschrieben ist.
_______________________________________________________________________________ MCU GmbH&Co.KG Am Gehrenbach 8 D-88167 Maierhöfen Tel.: +49 (0)8383 92219 76 Fax: +49 (0)8383 92219 77 Mail: [email protected]
5
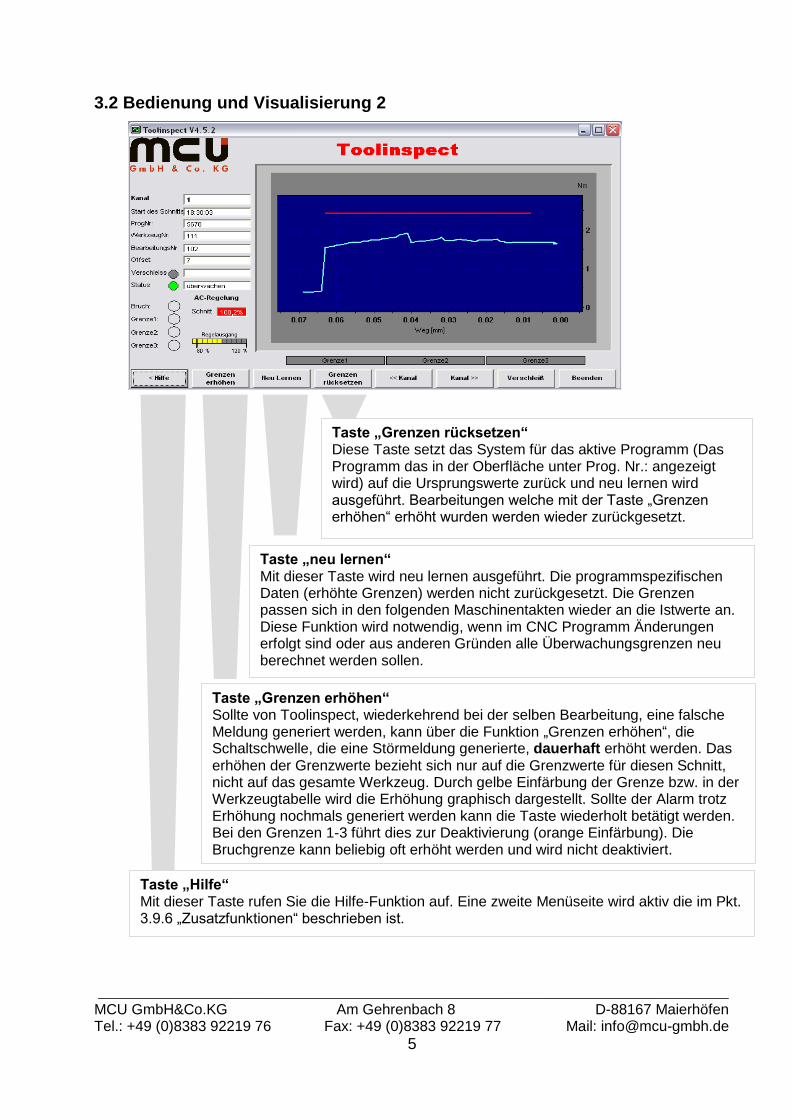
3.2 Bedienung und Visualisierung 2
Taste „Grenzen rücksetzen“ Diese Taste setzt das System für das aktive Programm (Das Programm das in der Oberfläche unter Prog. Nr.: angezeigt wird) auf die Ursprungswerte zurück und neu lernen wird ausgeführt. Bearbeitungen welche mit der Taste „Grenzen erhöhen“ erhöht wurden werden wieder zurückgesetzt.
Taste „neu lernen“ Mit dieser Taste wird neu lernen ausgeführt. Die programmspezifischen Daten (erhöhte Grenzen) werden nicht zurückgesetzt. Die Grenzen passen sich in den folgenden Maschinentakten wieder an die Istwerte an. Diese Funktion wird notwendig, wenn im CNC Programm Änderungen erfolgt sind oder aus anderen Gründen alle Überwachungsgrenzen neu berechnet werden sollen.
Taste „Grenzen erhöhen“ Sollte von Toolinspect, wiederkehrend bei der selben Bearbeitung, eine falsche Meldung generiert werden, kann über die Funktion „Grenzen erhöhen“, die Schaltschwelle, die eine Störmeldung generierte, dauerhaft erhöht werden. Das erhöhen der Grenzwerte bezieht sich nur auf die Grenzwerte für diesen Schnitt, nicht auf das gesamte Werkzeug. Durch gelbe Einfärbung der Grenze bzw. in der Werkzeugtabelle wird die Erhöhung graphisch dargestellt. Sollte der Alarm trotz Erhöhung nochmals generiert werden kann die Taste wiederholt betätigt werden. Bei den Grenzen 1-3 führt dies zur Deaktivierung (orange Einfärbung). Die Bruchgrenze kann beliebig oft erhöht werden und wird nicht deaktiviert.
Taste „Hilfe“ Mit dieser Taste rufen Sie die Hilfe-Funktion auf. Eine zweite Menüseite wird aktiv die im Pkt. 3.9.6 „Zusatzfunktionen“ beschrieben ist.
_______________________________________________________________________________ MCU GmbH&Co.KG Am Gehrenbach 8 D-88167 Maierhöfen Tel.: +49 (0)8383 92219 76 Fax: +49 (0)8383 92219 77 Mail: [email protected]
6
3.3 Anzeigen
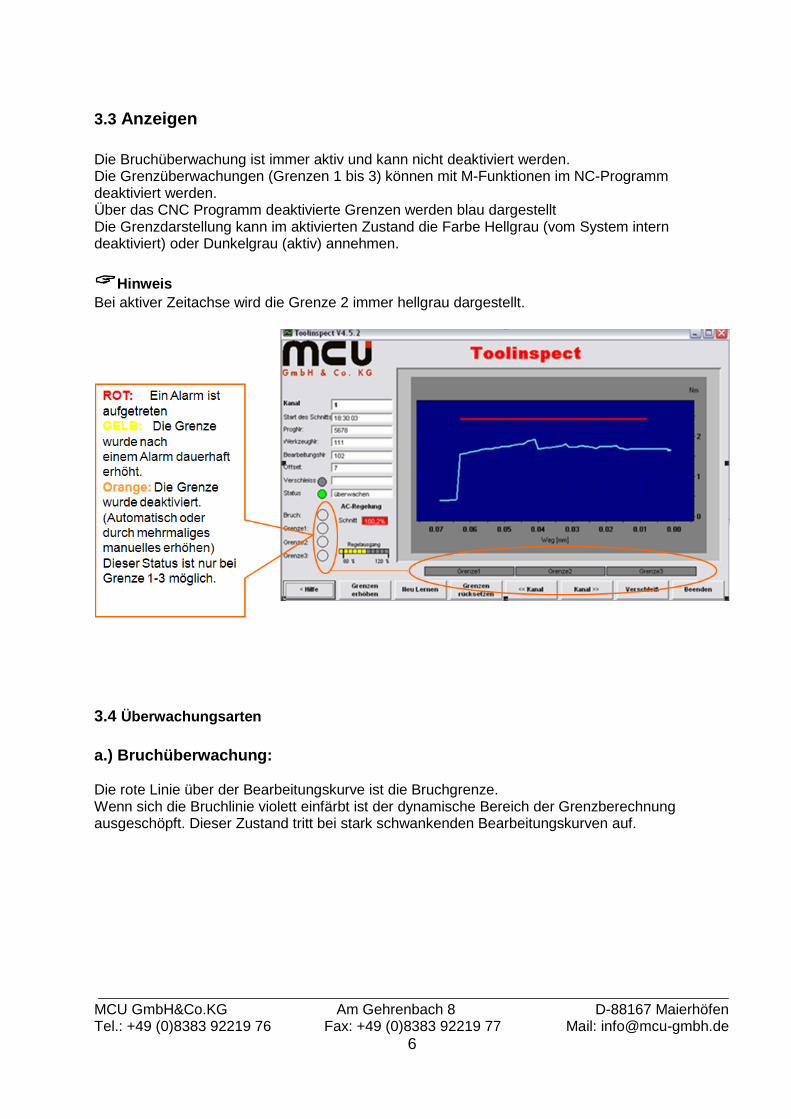
Die Bruchüberwachung ist immer aktiv und kann nicht deaktiviert werden. Die Grenzüberwachungen (Grenzen 1 bis 3) können mit M-Funktionen im NC-Programm deaktiviert werden. Über das CNC Programm deaktivierte Grenzen werden blau dargestellt Die Grenzdarstellung kann im aktivierten Zustand die Farbe Hellgrau (vom System intern deaktiviert) oder Dunkelgrau (aktiv) annehmen.
Hinweis
Bei aktiver Zeitachse wird die Grenze 2 immer hellgrau dargestellt.
3.4 Überwachungsarten
a.) Bruchüberwachung: Die rote Linie über der Bearbeitungskurve ist die Bruchgrenze. Wenn sich die Bruchlinie violett einfärbt ist der dynamische Bereich der Grenzberechnung ausgeschöpft. Dieser Zustand tritt bei stark schwankenden Bearbeitungskurven auf.
_______________________________________________________________________________ MCU GmbH&Co.KG Am Gehrenbach 8 D-88167 Maierhöfen Tel.: +49 (0)8383 92219 76 Fax: +49 (0)8383 92219 77 Mail: [email protected]
7
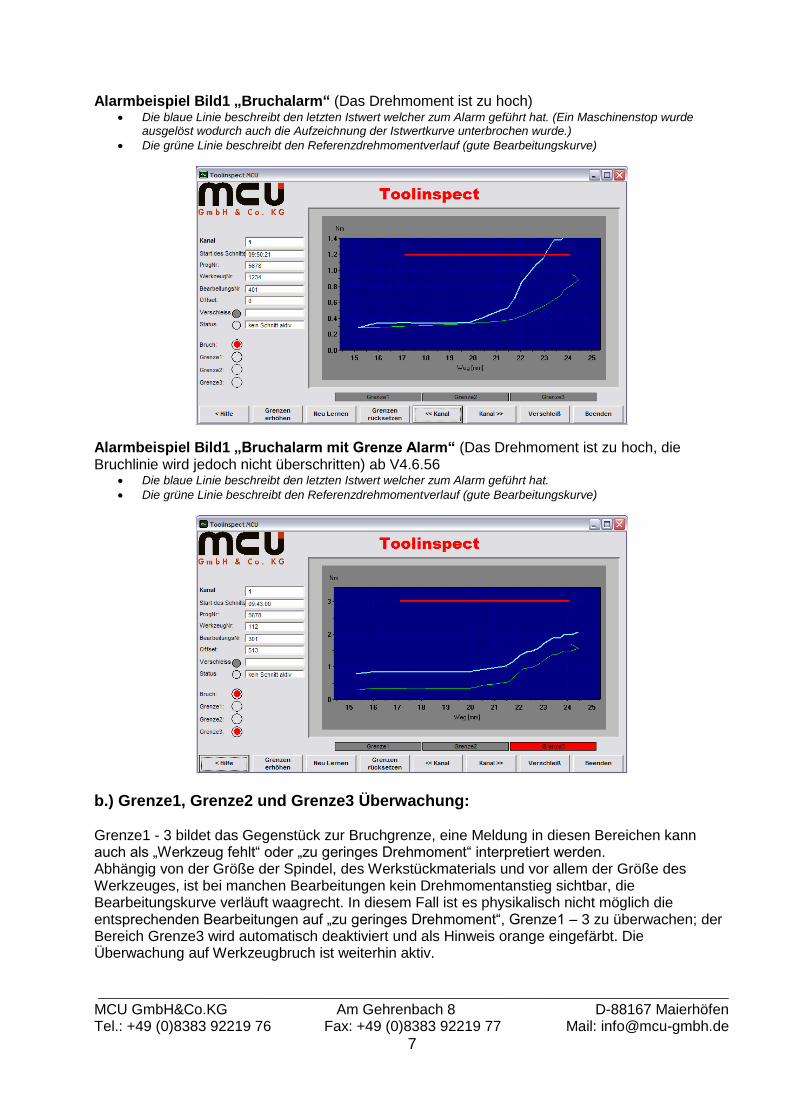
Alarmbeispiel Bild1 „Bruchalarm“ (Das Drehmoment ist zu hoch) Die blaue Linie beschreibt den letzten Istwert welcher zum Alarm geführt hat. (Ein Maschinenstop wurde
ausgelöst wodurch auch die Aufzeichnung der Istwertkurve unterbrochen wurde.)
Die grüne Linie beschreibt den Referenzdrehmomentverlauf (gute Bearbeitungskurve)
Alarmbeispiel Bild1 „Bruchalarm mit Grenze Alarm“ (Das Drehmoment ist zu hoch, die Bruchlinie wird jedoch nicht überschritten) ab V4.6.56
Die blaue Linie beschreibt den letzten Istwert welcher zum Alarm geführt hat.
Die grüne Linie beschreibt den Referenzdrehmomentverlauf (gute Bearbeitungskurve)
b.) Grenze1, Grenze2 und Grenze3 Überwachung:
Grenze1 - 3 bildet das Gegenstück zur Bruchgrenze, eine Meldung in diesen Bereichen kann auch als „Werkzeug fehlt“ oder „zu geringes Drehmoment“ interpretiert werden. Abhängig von der Größe der Spindel, des Werkstückmaterials und vor allem der Größe des Werkzeuges, ist bei manchen Bearbeitungen kein Drehmomentanstieg sichtbar, die Bearbeitungskurve verläuft waagrecht. In diesem Fall ist es physikalisch nicht möglich die entsprechenden Bearbeitungen auf „zu geringes Drehmoment“, Grenze1 – 3 zu überwachen; der Bereich Grenze3 wird automatisch deaktiviert und als Hinweis orange eingefärbt. Die Überwachung auf Werkzeugbruch ist weiterhin aktiv.
_______________________________________________________________________________ MCU GmbH&Co.KG Am Gehrenbach 8 D-88167 Maierhöfen Tel.: +49 (0)8383 92219 76 Fax: +49 (0)8383 92219 77 Mail: [email protected]
8
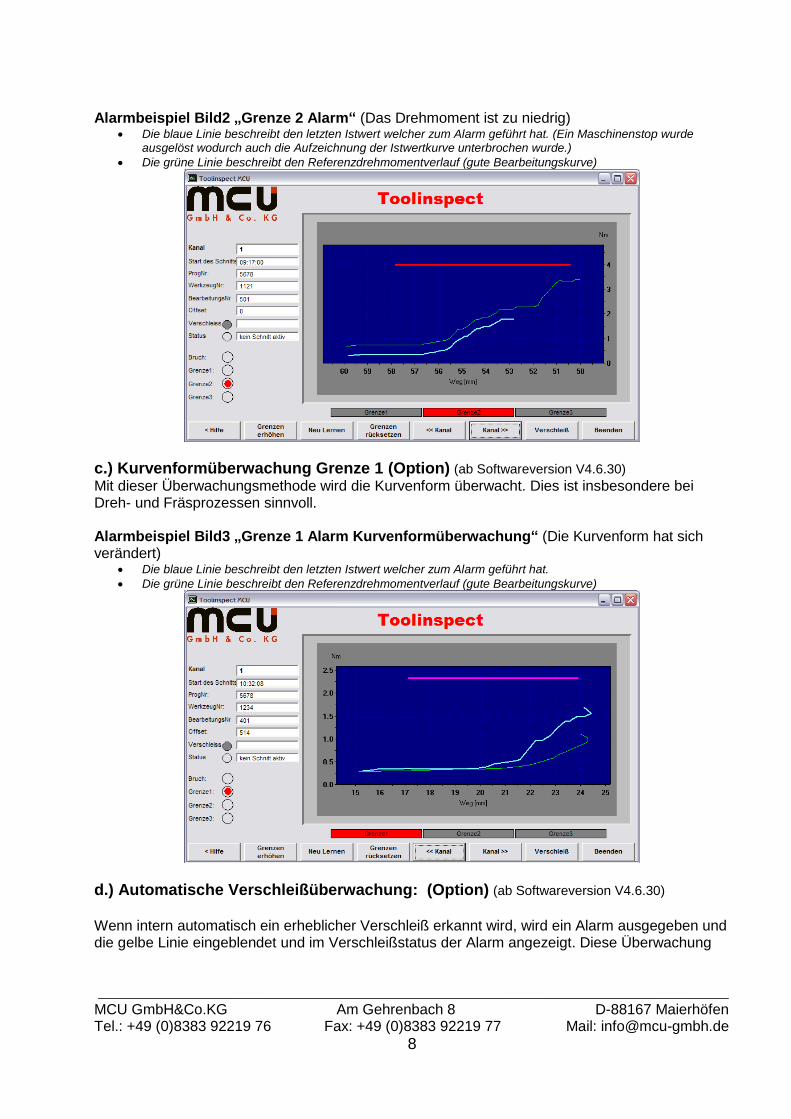
Alarmbeispiel Bild2 „Grenze 2 Alarm“ (Das Drehmoment ist zu niedrig)
Die blaue Linie beschreibt den letzten Istwert welcher zum Alarm geführt hat. (Ein Maschinenstop wurde ausgelöst wodurch auch die Aufzeichnung der Istwertkurve unterbrochen wurde.)
Die grüne Linie beschreibt den Referenzdrehmomentverlauf (gute Bearbeitungskurve)
c.) Kurvenformüberwachung Grenze 1 (Option) (ab Softwareversion V4.6.30)
Mit dieser Überwachungsmethode wird die Kurvenform überwacht. Dies ist insbesondere bei Dreh- und Fräsprozessen sinnvoll. Alarmbeispiel Bild3 „Grenze 1 Alarm Kurvenformüberwachung“ (Die Kurvenform hat sich verändert)
Die blaue Linie beschreibt den letzten Istwert welcher zum Alarm geführt hat.
Die grüne Linie beschreibt den Referenzdrehmomentverlauf (gute Bearbeitungskurve)
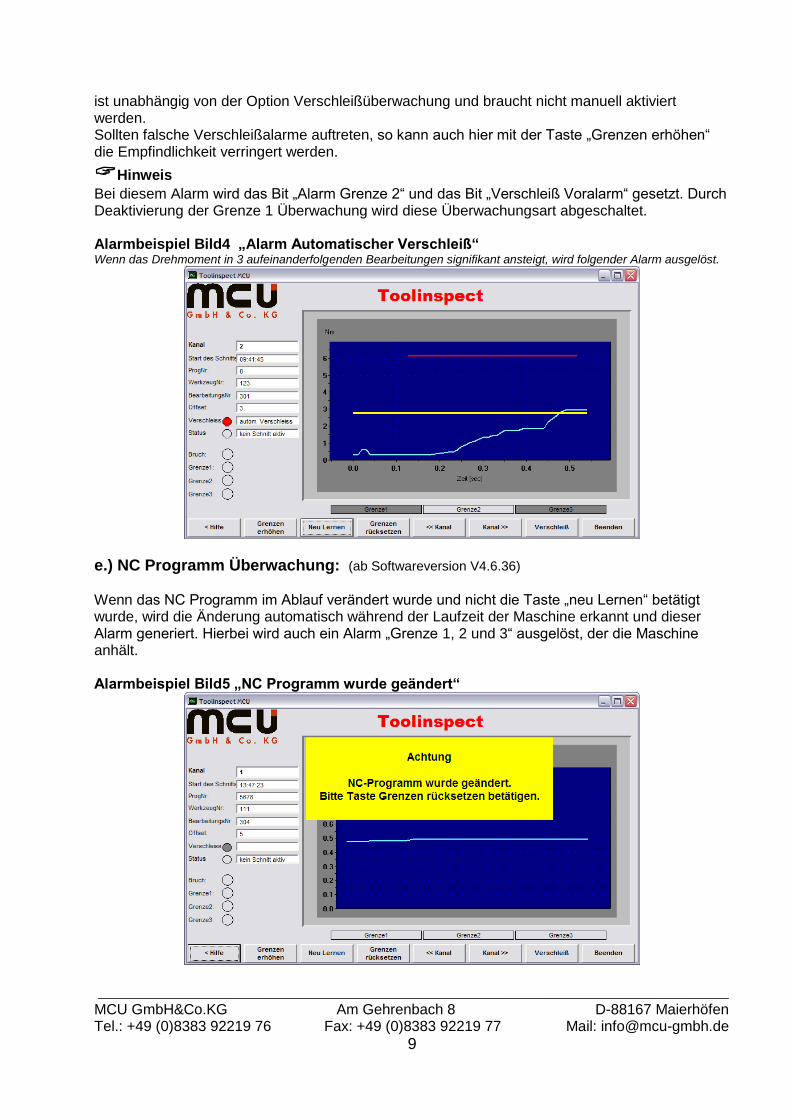
d.) Automatische Verschleißüberwachung: (Option) (ab Softwareversion V4.6.30)
Wenn intern automatisch ein erheblicher Verschleiß erkannt wird, wird ein Alarm ausgegeben und die gelbe Linie eingeblendet und im Verschleißstatus der Alarm angezeigt. Diese Überwachung
_______________________________________________________________________________ MCU GmbH&Co.KG Am Gehrenbach 8 D-88167 Maierhöfen Tel.: +49 (0)8383 92219 76 Fax: +49 (0)8383 92219 77 Mail: [email protected]
9
ist unabhängig von der Option Verschleißüberwachung und braucht nicht manuell aktiviert werden. Sollten falsche Verschleißalarme auftreten, so kann auch hier mit der Taste „Grenzen erhöhen“ die Empfindlichkeit verringert werden.
Hinweis
Bei diesem Alarm wird das Bit „Alarm Grenze 2“ und das Bit „Verschleiß Voralarm“ gesetzt. Durch Deaktivierung der Grenze 1 Überwachung wird diese Überwachungsart abgeschaltet. Alarmbeispiel Bild4 „Alarm Automatischer Verschleiß“ Wenn das Drehmoment in 3 aufeinanderfolgenden Bearbeitungen signifikant ansteigt, wird folgender Alarm ausgelöst.
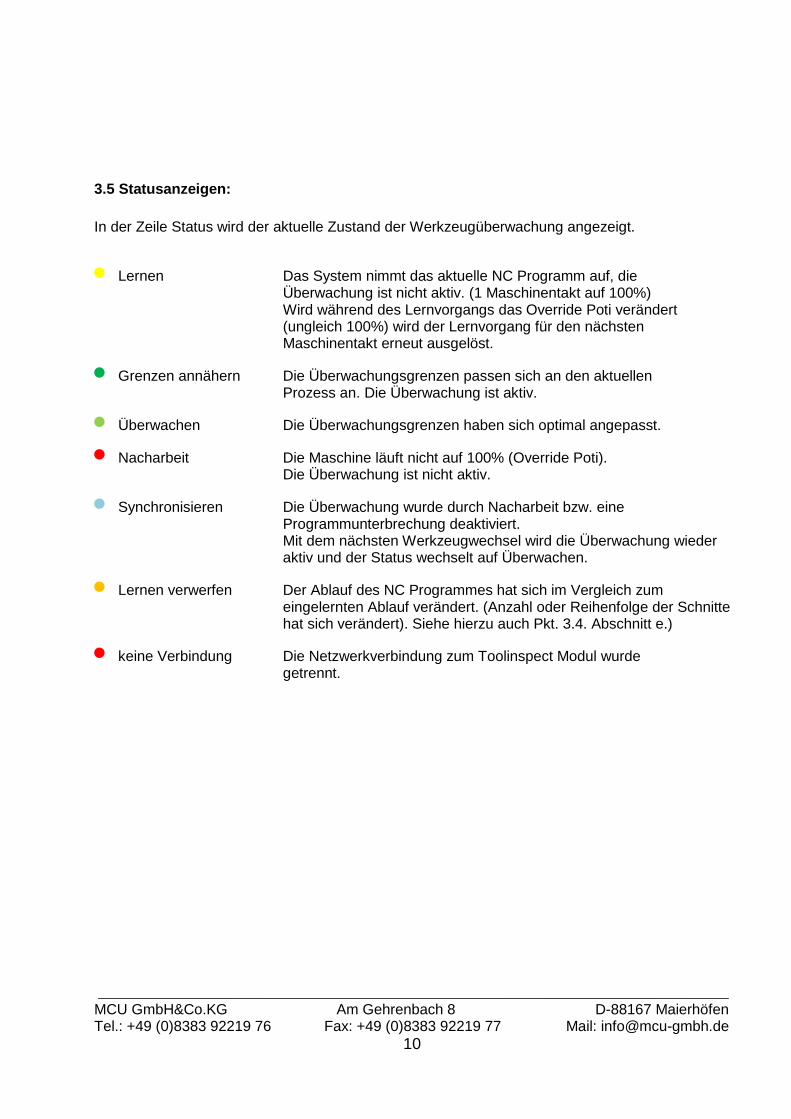
e.) NC Programm Überwachung: (ab Softwareversion V4.6.36)
Wenn das NC Programm im Ablauf verändert wurde und nicht die Taste „neu Lernen“ betätigt wurde, wird die Änderung automatisch während der Laufzeit der Maschine erkannt und dieser Alarm generiert. Hierbei wird auch ein Alarm „Grenze 1, 2 und 3“ ausgelöst, der die Maschine anhält. Alarmbeispiel Bild5 „NC Programm wurde geändert“
_______________________________________________________________________________ MCU GmbH&Co.KG Am Gehrenbach 8 D-88167 Maierhöfen Tel.: +49 (0)8383 92219 76 Fax: +49 (0)8383 92219 77 Mail: [email protected]
10
3.5 Statusanzeigen:
In der Zeile Status wird der aktuelle Zustand der Werkzeugüberwachung angezeigt.
Lernen Das System nimmt das aktuelle NC Programm auf, die Überwachung ist nicht aktiv. (1 Maschinentakt auf 100%) Wird während des Lernvorgangs das Override Poti verändert (ungleich 100%) wird der Lernvorgang für den nächsten Maschinentakt erneut ausgelöst.
Grenzen annähern Die Überwachungsgrenzen passen sich an den aktuellen Prozess an. Die Überwachung ist aktiv.
Überwachen Die Überwachungsgrenzen haben sich optimal angepasst.
Nacharbeit Die Maschine läuft nicht auf 100% (Override Poti). Die Überwachung ist nicht aktiv.
Synchronisieren Die Überwachung wurde durch Nacharbeit bzw. eine Programmunterbrechung deaktiviert. Mit dem nächsten Werkzeugwechsel wird die Überwachung wieder aktiv und der Status wechselt auf Überwachen.
Lernen verwerfen Der Ablauf des NC Programmes hat sich im Vergleich zum eingelernten Ablauf verändert. (Anzahl oder Reihenfolge der Schnitte hat sich verändert). Siehe hierzu auch Pkt. 3.4. Abschnitt e.)
keine Verbindung Die Netzwerkverbindung zum Toolinspect Modul wurde getrennt.
_______________________________________________________________________________ MCU GmbH&Co.KG Am Gehrenbach 8 D-88167 Maierhöfen Tel.: +49 (0)8383 92219 76 Fax: +49 (0)8383 92219 77 Mail: [email protected]
11
3.6 Bearbeitungsnummer
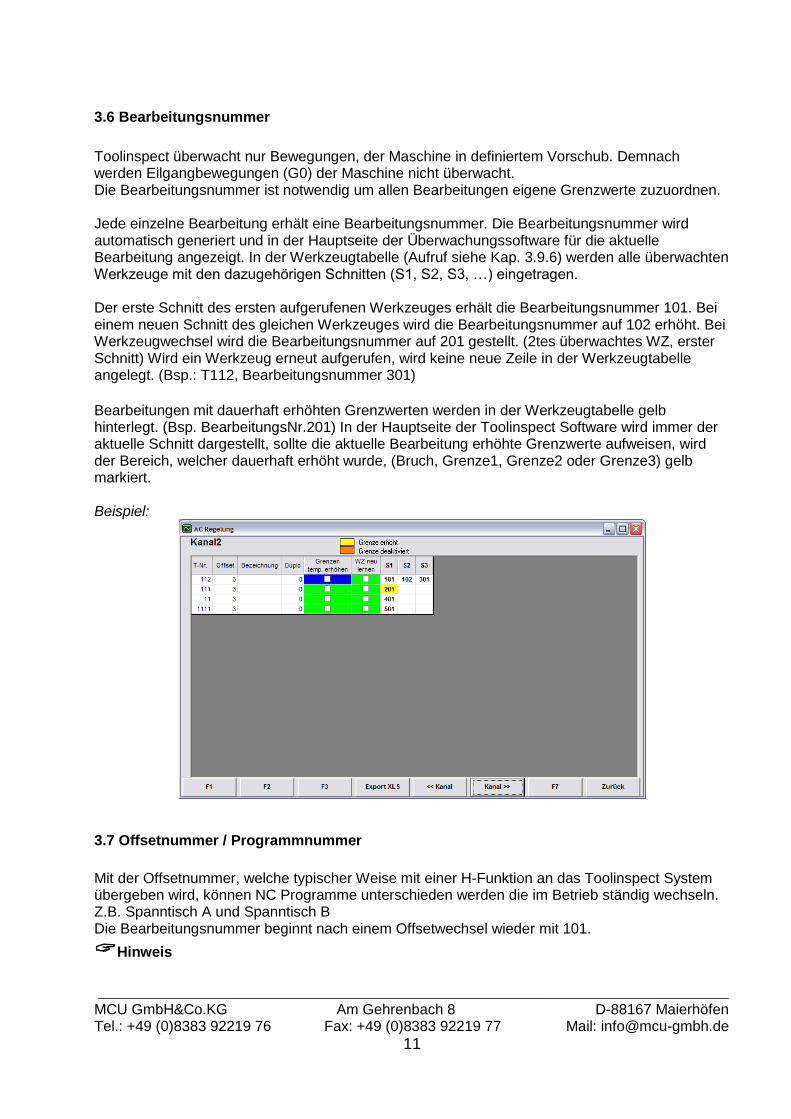
Toolinspect überwacht nur Bewegungen, der Maschine in definiertem Vorschub. Demnach werden Eilgangbewegungen (G0) der Maschine nicht überwacht. Die Bearbeitungsnummer ist notwendig um allen Bearbeitungen eigene Grenzwerte zuzuordnen. Jede einzelne Bearbeitung erhält eine Bearbeitungsnummer. Die Bearbeitungsnummer wird automatisch generiert und in der Hauptseite der Überwachungssoftware für die aktuelle Bearbeitung angezeigt. In der Werkzeugtabelle (Aufruf siehe Kap. 3.9.6) werden alle überwachten Werkzeuge mit den dazugehörigen Schnitten (S1, S2, S3, …) eingetragen. Der erste Schnitt des ersten aufgerufenen Werkzeuges erhält die Bearbeitungsnummer 101. Bei einem neuen Schnitt des gleichen Werkzeuges wird die Bearbeitungsnummer auf 102 erhöht. Bei Werkzeugwechsel wird die Bearbeitungsnummer auf 201 gestellt. (2tes überwachtes WZ, erster Schnitt) Wird ein Werkzeug erneut aufgerufen, wird keine neue Zeile in der Werkzeugtabelle angelegt. (Bsp.: T112, Bearbeitungsnummer 301) Bearbeitungen mit dauerhaft erhöhten Grenzwerten werden in der Werkzeugtabelle gelb hinterlegt. (Bsp. BearbeitungsNr.201) In der Hauptseite der Toolinspect Software wird immer der aktuelle Schnitt dargestellt, sollte die aktuelle Bearbeitung erhöhte Grenzwerte aufweisen, wird der Bereich, welcher dauerhaft erhöht wurde, (Bruch, Grenze1, Grenze2 oder Grenze3) gelb markiert. Beispiel:
3.7 Offsetnummer / Programmnummer
Mit der Offsetnummer, welche typischer Weise mit einer H-Funktion an das Toolinspect System übergeben wird, können NC Programme unterschieden werden die im Betrieb ständig wechseln. Z.B. Spanntisch A und Spanntisch B Die Bearbeitungsnummer beginnt nach einem Offsetwechsel wieder mit 101.
Hinweis
_______________________________________________________________________________ MCU GmbH&Co.KG Am Gehrenbach 8 D-88167 Maierhöfen Tel.: +49 (0)8383 92219 76 Fax: +49 (0)8383 92219 77 Mail: [email protected]
12
Die Programmnummer beschreibt ein Werkstück und darf im automatischen Fertigungsablauf nicht wechseln. Bei jedem Programmwechsel werden die Überwachungsgrenzen temporär erhöht. Die Überwachungsgrenzen würden sich in diesem Fall nicht richtig annähern.
3.8 Zusatzfunktionen
Über die Taste F1 (Hilfe) in der Toolinspect Software wird die zweite Menüseite geöffnet.
F1 <Alarme
Hier werden Alarme und Statusmeldungen angezeigt. Weitere Funktionen zum Datenexport werden dargestellt. Siehe Pkt. 6.9.7 Datenexportfunktionen
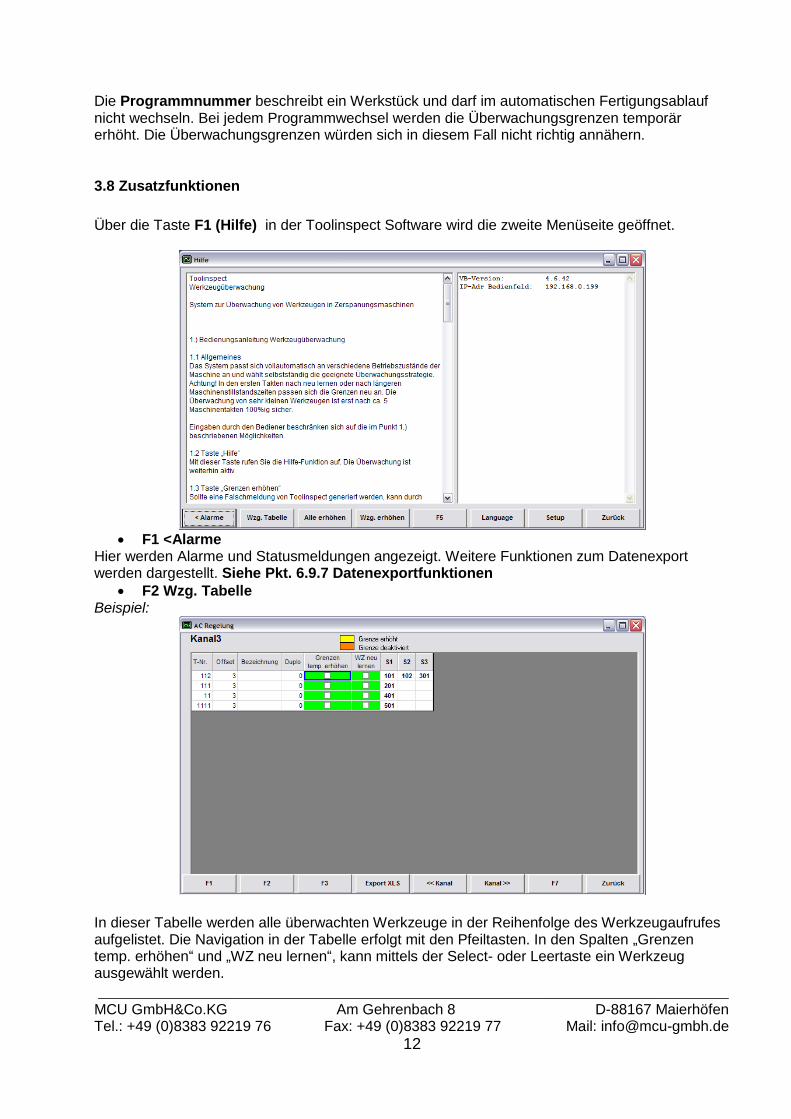
F2 Wzg. Tabelle Beispiel:
In dieser Tabelle werden alle überwachten Werkzeuge in der Reihenfolge des Werkzeugaufrufes aufgelistet. Die Navigation in der Tabelle erfolgt mit den Pfeiltasten. In den Spalten „Grenzen temp. erhöhen“ und „WZ neu lernen“, kann mittels der Select- oder Leertaste ein Werkzeug ausgewählt werden.
_______________________________________________________________________________ MCU GmbH&Co.KG Am Gehrenbach 8 D-88167 Maierhöfen Tel.: +49 (0)8383 92219 76 Fax: +49 (0)8383 92219 77 Mail: [email protected]
13
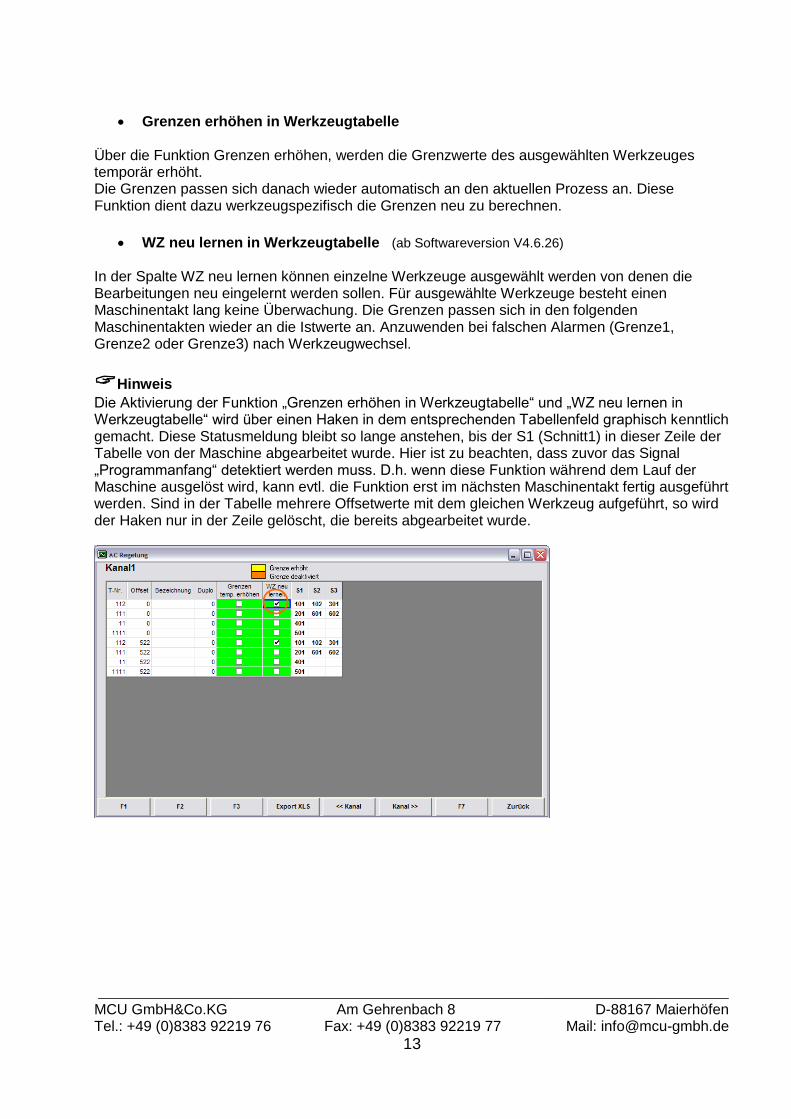
Grenzen erhöhen in Werkzeugtabelle Über die Funktion Grenzen erhöhen, werden die Grenzwerte des ausgewählten Werkzeuges temporär erhöht. Die Grenzen passen sich danach wieder automatisch an den aktuellen Prozess an. Diese Funktion dient dazu werkzeugspezifisch die Grenzen neu zu berechnen.
WZ neu lernen in Werkzeugtabelle (ab Softwareversion V4.6.26) In der Spalte WZ neu lernen können einzelne Werkzeuge ausgewählt werden von denen die Bearbeitungen neu eingelernt werden sollen. Für ausgewählte Werkzeuge besteht einen Maschinentakt lang keine Überwachung. Die Grenzen passen sich in den folgenden Maschinentakten wieder an die Istwerte an. Anzuwenden bei falschen Alarmen (Grenze1, Grenze2 oder Grenze3) nach Werkzeugwechsel.
Hinweis
Die Aktivierung der Funktion „Grenzen erhöhen in Werkzeugtabelle“ und „WZ neu lernen in Werkzeugtabelle“ wird über einen Haken in dem entsprechenden Tabellenfeld graphisch kenntlich gemacht. Diese Statusmeldung bleibt so lange anstehen, bis der S1 (Schnitt1) in dieser Zeile der Tabelle von der Maschine abgearbeitet wurde. Hier ist zu beachten, dass zuvor das Signal „Programmanfang“ detektiert werden muss. D.h. wenn diese Funktion während dem Lauf der Maschine ausgelöst wird, kann evtl. die Funktion erst im nächsten Maschinentakt fertig ausgeführt werden. Sind in der Tabelle mehrere Offsetwerte mit dem gleichen Werkzeug aufgeführt, so wird der Haken nur in der Zeile gelöscht, die bereits abgearbeitet wurde.
_______________________________________________________________________________ MCU GmbH&Co.KG Am Gehrenbach 8 D-88167 Maierhöfen Tel.: +49 (0)8383 92219 76 Fax: +49 (0)8383 92219 77 Mail: [email protected]
14
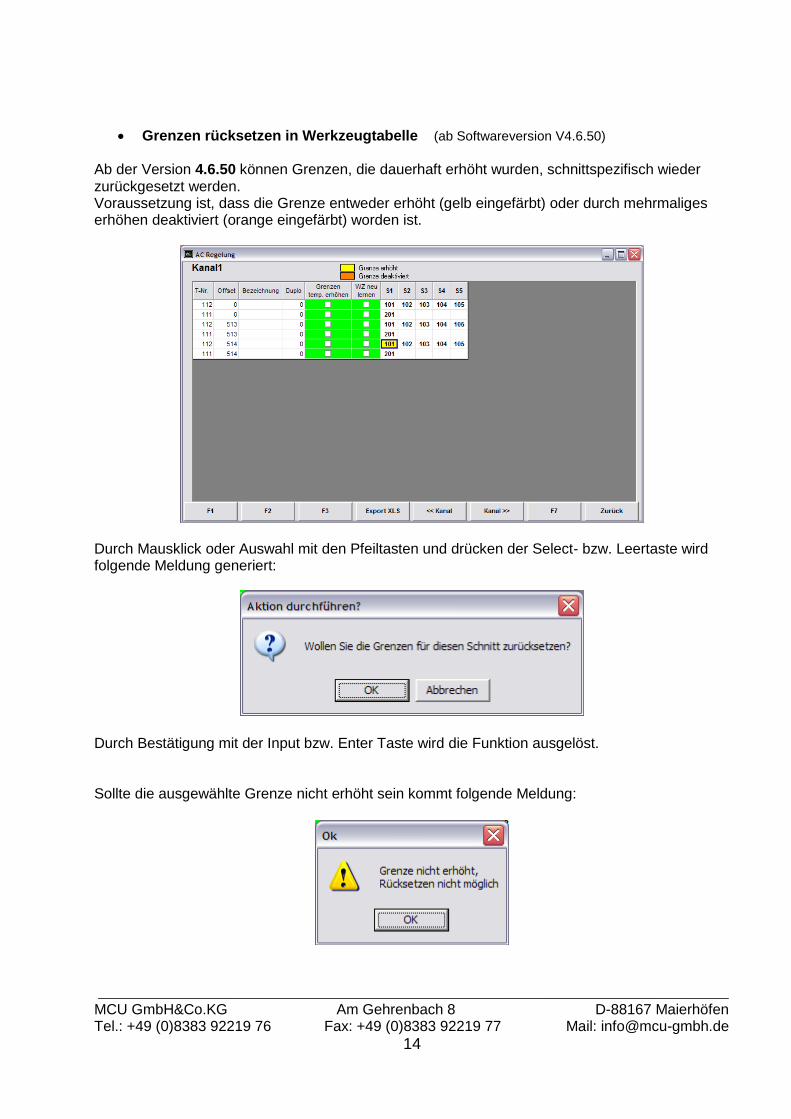
Grenzen rücksetzen in Werkzeugtabelle (ab Softwareversion V4.6.50) Ab der Version 4.6.50 können Grenzen, die dauerhaft erhöht wurden, schnittspezifisch wieder zurückgesetzt werden. Voraussetzung ist, dass die Grenze entweder erhöht (gelb eingefärbt) oder durch mehrmaliges erhöhen deaktiviert (orange eingefärbt) worden ist.
Durch Mausklick oder Auswahl mit den Pfeiltasten und drücken der Select- bzw. Leertaste wird folgende Meldung generiert:
Durch Bestätigung mit der Input bzw. Enter Taste wird die Funktion ausgelöst. Sollte die ausgewählte Grenze nicht erhöht sein kommt folgende Meldung:
_______________________________________________________________________________ MCU GmbH&Co.KG Am Gehrenbach 8 D-88167 Maierhöfen Tel.: +49 (0)8383 92219 76 Fax: +49 (0)8383 92219 77 Mail: [email protected]
15
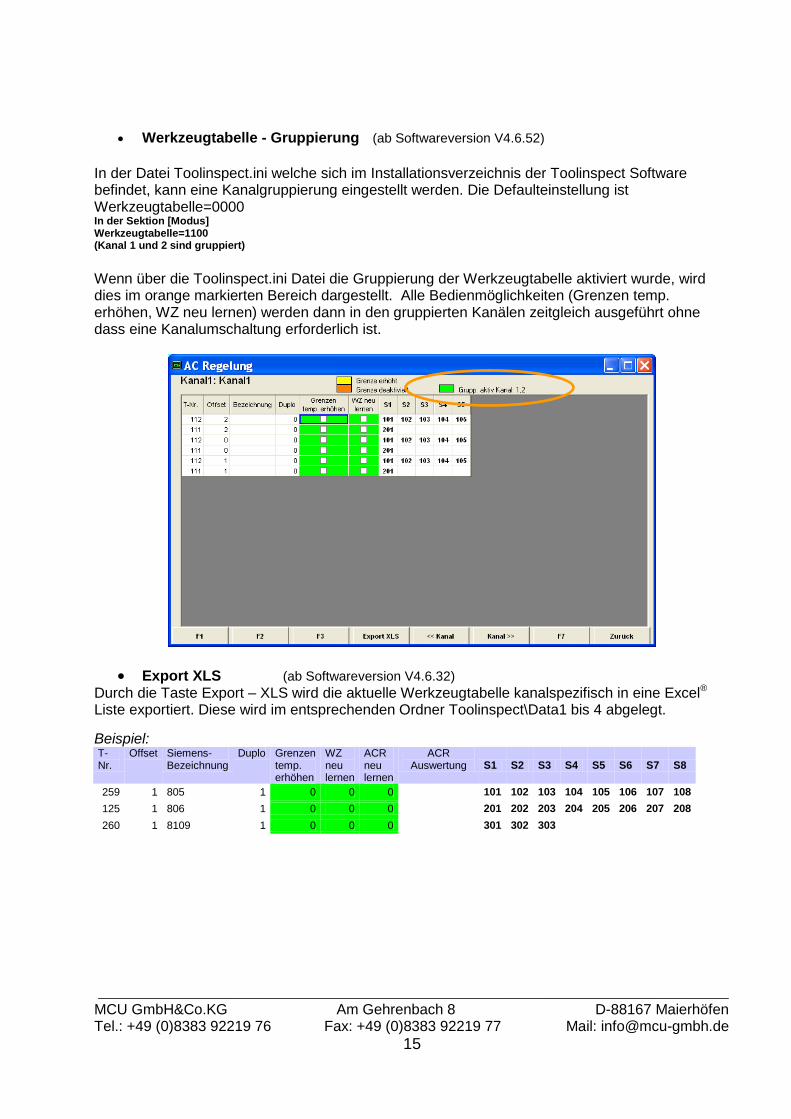
Werkzeugtabelle - Gruppierung (ab Softwareversion V4.6.52)
In der Datei Toolinspect.ini welche sich im Installationsverzeichnis der Toolinspect Software befindet, kann eine Kanalgruppierung eingestellt werden. Die Defaulteinstellung ist Werkzeugtabelle=0000 In der Sektion [Modus] Werkzeugtabelle=1100 (Kanal 1 und 2 sind gruppiert)
Wenn über die Toolinspect.ini Datei die Gruppierung der Werkzeugtabelle aktiviert wurde, wird dies im orange markierten Bereich dargestellt. Alle Bedienmöglichkeiten (Grenzen temp. erhöhen, WZ neu lernen) werden dann in den gruppierten Kanälen zeitgleich ausgeführt ohne dass eine Kanalumschaltung erforderlich ist.
Export XLS (ab Softwareversion V4.6.32) Durch die Taste Export – XLS wird die aktuelle Werkzeugtabelle kanalspezifisch in eine Excel® Liste exportiert. Diese wird im entsprechenden Ordner Toolinspect\Data1 bis 4 abgelegt.
Beispiel: T-Nr.
Offset Siemens- Bezeichnung
Duplo Grenzen temp. erhöhen
WZ neu lernen
ACR neu lernen
ACR Auswertung S1 S2 S3 S4 S5 S6 S7 S8
259 1 805 1 0 0 0 101 102 103 104 105 106 107 108
125 1 806 1 0 0 0 201 202 203 204 205 206 207 208
260 1 8109 1 0 0 0 301 302 303
_______________________________________________________________________________ MCU GmbH&Co.KG Am Gehrenbach 8 D-88167 Maierhöfen Tel.: +49 (0)8383 92219 76 Fax: +49 (0)8383 92219 77 Mail: [email protected]
16
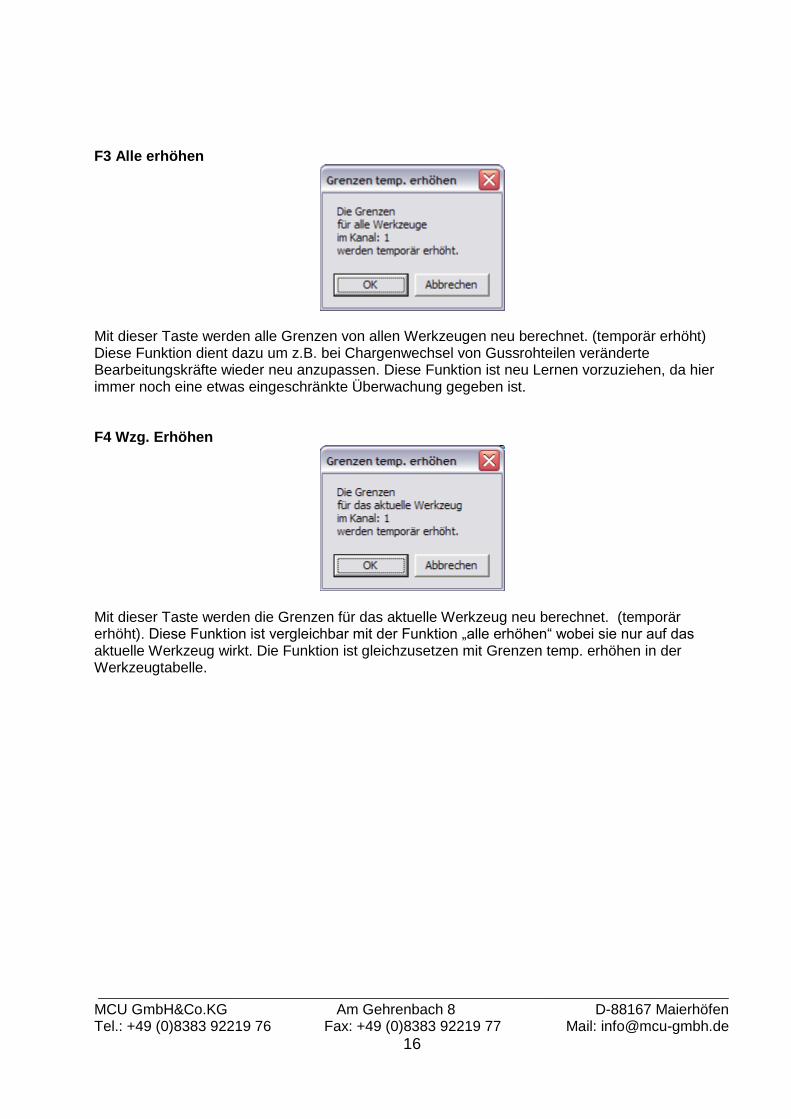
F3 Alle erhöhen
Mit dieser Taste werden alle Grenzen von allen Werkzeugen neu berechnet. (temporär erhöht) Diese Funktion dient dazu um z.B. bei Chargenwechsel von Gussrohteilen veränderte Bearbeitungskräfte wieder neu anzupassen. Diese Funktion ist neu Lernen vorzuziehen, da hier immer noch eine etwas eingeschränkte Überwachung gegeben ist. F4 Wzg. Erhöhen
Mit dieser Taste werden die Grenzen für das aktuelle Werkzeug neu berechnet. (temporär erhöht). Diese Funktion ist vergleichbar mit der Funktion „alle erhöhen“ wobei sie nur auf das aktuelle Werkzeug wirkt. Die Funktion ist gleichzusetzen mit Grenzen temp. erhöhen in der Werkzeugtabelle.
_______________________________________________________________________________ MCU GmbH&Co.KG Am Gehrenbach 8 D-88167 Maierhöfen Tel.: +49 (0)8383 92219 76 Fax: +49 (0)8383 92219 77 Mail: [email protected]
17
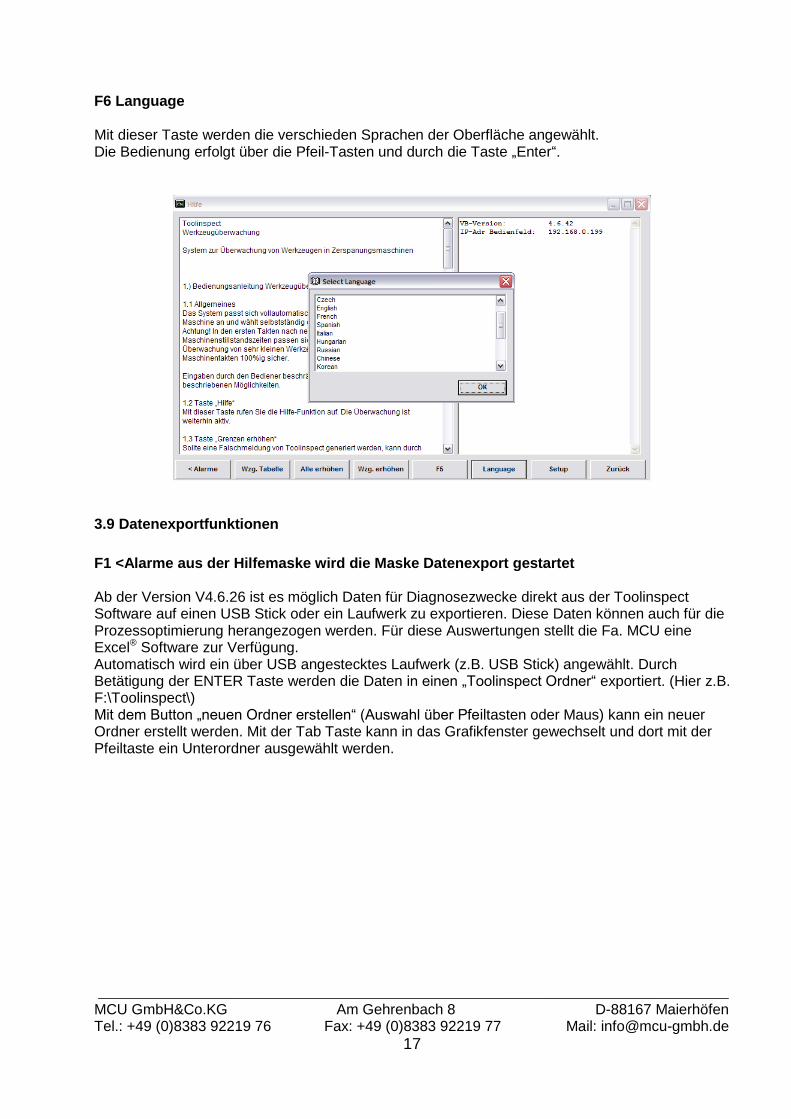
F6 Language Mit dieser Taste werden die verschieden Sprachen der Oberfläche angewählt. Die Bedienung erfolgt über die Pfeil-Tasten und durch die Taste „Enter“.
3.9 Datenexportfunktionen
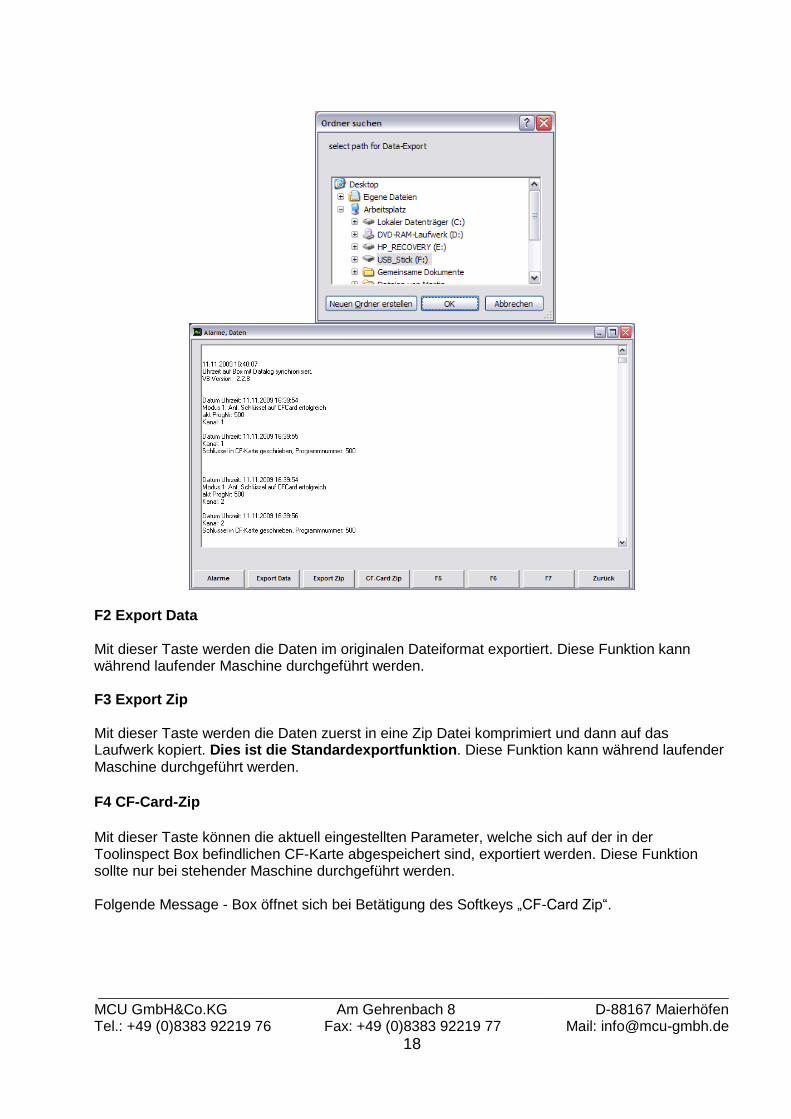
F1 <Alarme aus der Hilfemaske wird die Maske Datenexport gestartet Ab der Version V4.6.26 ist es möglich Daten für Diagnosezwecke direkt aus der Toolinspect Software auf einen USB Stick oder ein Laufwerk zu exportieren. Diese Daten können auch für die Prozessoptimierung herangezogen werden. Für diese Auswertungen stellt die Fa. MCU eine Excel® Software zur Verfügung. Automatisch wird ein über USB angestecktes Laufwerk (z.B. USB Stick) angewählt. Durch Betätigung der ENTER Taste werden die Daten in einen „Toolinspect Ordner“ exportiert. (Hier z.B. F:\Toolinspect\) Mit dem Button „neuen Ordner erstellen“ (Auswahl über Pfeiltasten oder Maus) kann ein neuer Ordner erstellt werden. Mit der Tab Taste kann in das Grafikfenster gewechselt und dort mit der Pfeiltaste ein Unterordner ausgewählt werden.
_______________________________________________________________________________ MCU GmbH&Co.KG Am Gehrenbach 8 D-88167 Maierhöfen Tel.: +49 (0)8383 92219 76 Fax: +49 (0)8383 92219 77 Mail: [email protected]
18
F2 Export Data Mit dieser Taste werden die Daten im originalen Dateiformat exportiert. Diese Funktion kann während laufender Maschine durchgeführt werden. F3 Export Zip Mit dieser Taste werden die Daten zuerst in eine Zip Datei komprimiert und dann auf das Laufwerk kopiert. Dies ist die Standardexportfunktion. Diese Funktion kann während laufender Maschine durchgeführt werden.
F4 CF-Card-Zip
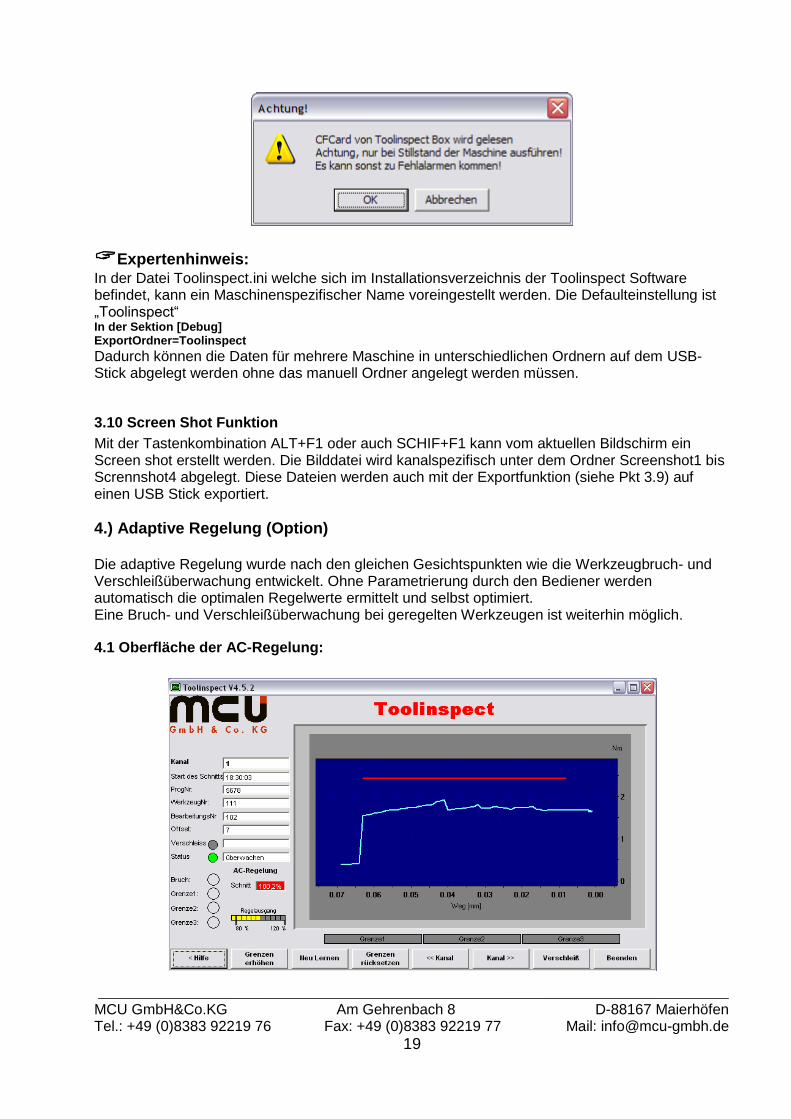
Mit dieser Taste können die aktuell eingestellten Parameter, welche sich auf der in der Toolinspect Box befindlichen CF-Karte abgespeichert sind, exportiert werden. Diese Funktion sollte nur bei stehender Maschine durchgeführt werden. Folgende Message - Box öffnet sich bei Betätigung des Softkeys „CF-Card Zip“.
_______________________________________________________________________________ MCU GmbH&Co.KG Am Gehrenbach 8 D-88167 Maierhöfen Tel.: +49 (0)8383 92219 76 Fax: +49 (0)8383 92219 77 Mail: [email protected]
19
Expertenhinweis: In der Datei Toolinspect.ini welche sich im Installationsverzeichnis der Toolinspect Software befindet, kann ein Maschinenspezifischer Name voreingestellt werden. Die Defaulteinstellung ist „Toolinspect“ In der Sektion [Debug] ExportOrdner=Toolinspect
Dadurch können die Daten für mehrere Maschine in unterschiedlichen Ordnern auf dem USB-Stick abgelegt werden ohne das manuell Ordner angelegt werden müssen.
3.10 Screen Shot Funktion
Mit der Tastenkombination ALT+F1 oder auch SCHIF+F1 kann vom aktuellen Bildschirm ein Screen shot erstellt werden. Die Bilddatei wird kanalspezifisch unter dem Ordner Screenshot1 bis Scrennshot4 abgelegt. Diese Dateien werden auch mit der Exportfunktion (siehe Pkt 3.9) auf einen USB Stick exportiert.
4.) Adaptive Regelung (Option) Die adaptive Regelung wurde nach den gleichen Gesichtspunkten wie die Werkzeugbruch- und Verschleißüberwachung entwickelt. Ohne Parametrierung durch den Bediener werden automatisch die optimalen Regelwerte ermittelt und selbst optimiert. Eine Bruch- und Verschleißüberwachung bei geregelten Werkzeugen ist weiterhin möglich.
4.1 Oberfläche der AC-Regelung:
_______________________________________________________________________________ MCU GmbH&Co.KG Am Gehrenbach 8 D-88167 Maierhöfen Tel.: +49 (0)8383 92219 76 Fax: +49 (0)8383 92219 77 Mail: [email protected]
20
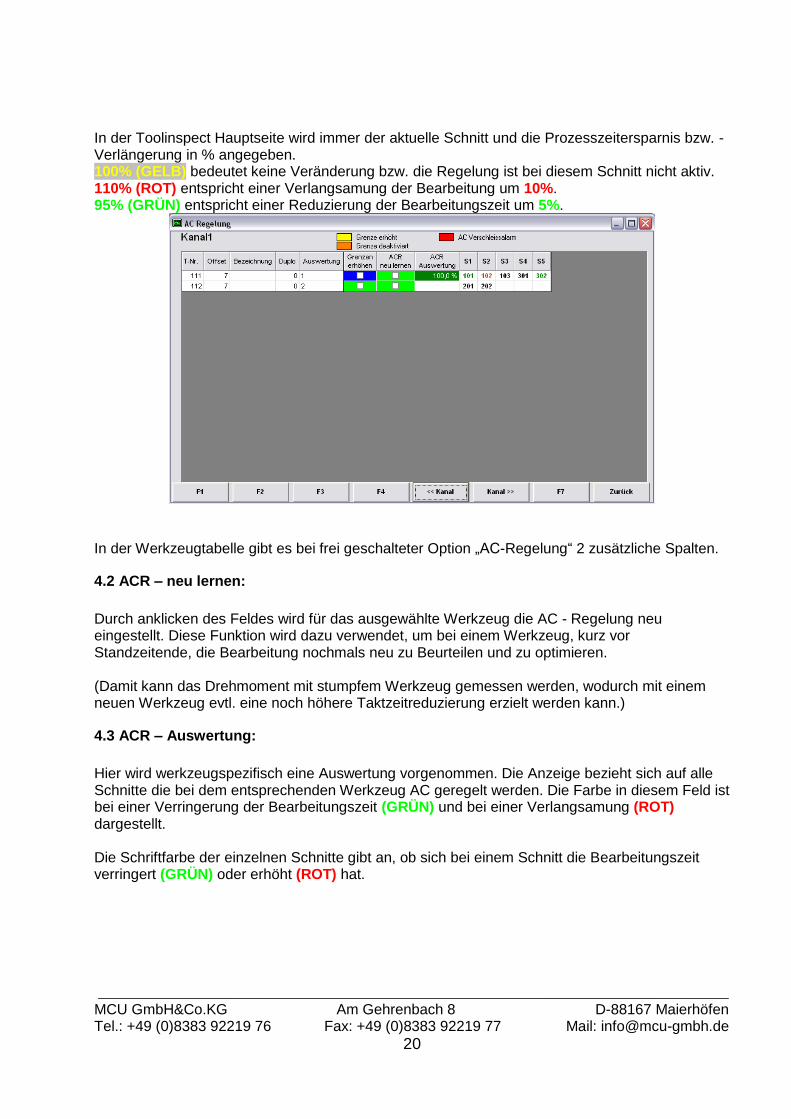
In der Toolinspect Hauptseite wird immer der aktuelle Schnitt und die Prozesszeitersparnis bzw. -Verlängerung in % angegeben. 100% (GELB) bedeutet keine Veränderung bzw. die Regelung ist bei diesem Schnitt nicht aktiv. 110% (ROT) entspricht einer Verlangsamung der Bearbeitung um 10%. 95% (GRÜN) entspricht einer Reduzierung der Bearbeitungszeit um 5%.
In der Werkzeugtabelle gibt es bei frei geschalteter Option „AC-Regelung“ 2 zusätzliche Spalten.
4.2 ACR – neu lernen:
Durch anklicken des Feldes wird für das ausgewählte Werkzeug die AC - Regelung neu eingestellt. Diese Funktion wird dazu verwendet, um bei einem Werkzeug, kurz vor Standzeitende, die Bearbeitung nochmals neu zu Beurteilen und zu optimieren. (Damit kann das Drehmoment mit stumpfem Werkzeug gemessen werden, wodurch mit einem neuen Werkzeug evtl. eine noch höhere Taktzeitreduzierung erzielt werden kann.)
4.3 ACR – Auswertung:
Hier wird werkzeugspezifisch eine Auswertung vorgenommen. Die Anzeige bezieht sich auf alle Schnitte die bei dem entsprechenden Werkzeug AC geregelt werden. Die Farbe in diesem Feld ist bei einer Verringerung der Bearbeitungszeit (GRÜN) und bei einer Verlangsamung (ROT) dargestellt. Die Schriftfarbe der einzelnen Schnitte gibt an, ob sich bei einem Schnitt die Bearbeitungszeit verringert (GRÜN) oder erhöht (ROT) hat.
_______________________________________________________________________________ MCU GmbH&Co.KG Am Gehrenbach 8 D-88167 Maierhöfen Tel.: +49 (0)8383 92219 76 Fax: +49 (0)8383 92219 77 Mail: [email protected]
21
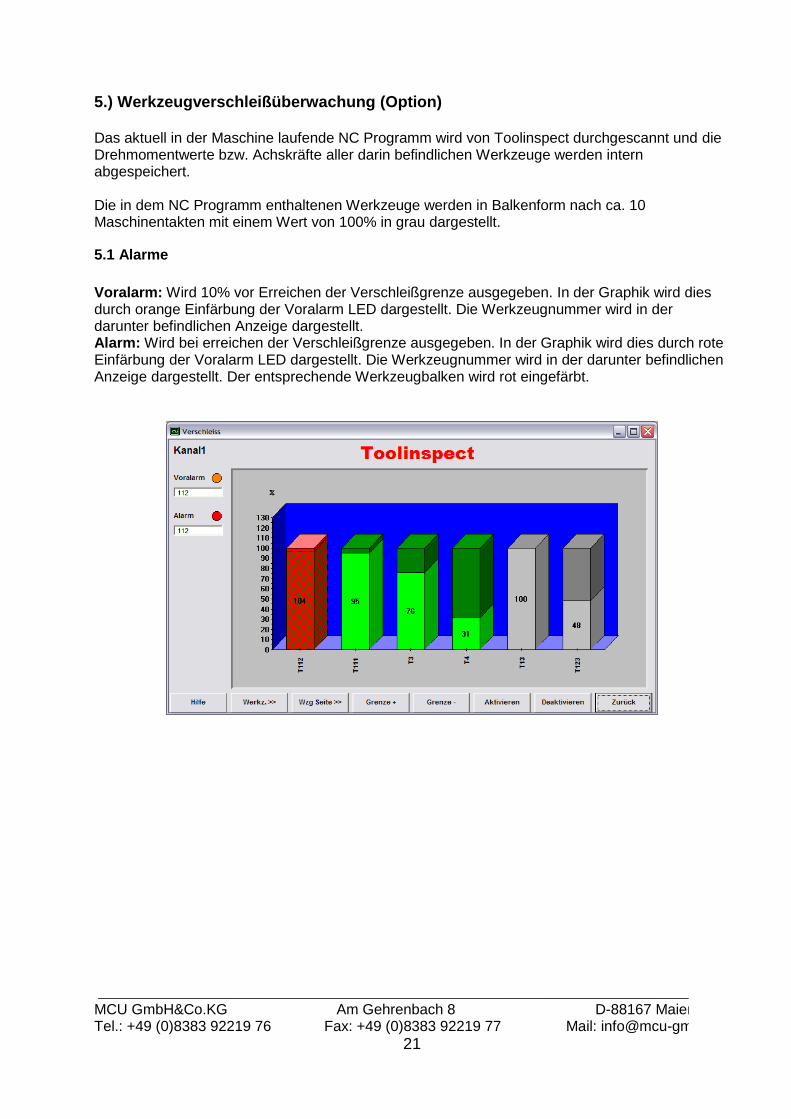
5.) Werkzeugverschleißüberwachung (Option) Das aktuell in der Maschine laufende NC Programm wird von Toolinspect durchgescannt und die Drehmomentwerte bzw. Achskräfte aller darin befindlichen Werkzeuge werden intern abgespeichert. Die in dem NC Programm enthaltenen Werkzeuge werden in Balkenform nach ca. 10 Maschinentakten mit einem Wert von 100% in grau dargestellt.
5.1 Alarme
Voralarm: Wird 10% vor Erreichen der Verschleißgrenze ausgegeben. In der Graphik wird dies durch orange Einfärbung der Voralarm LED dargestellt. Die Werkzeugnummer wird in der darunter befindlichen Anzeige dargestellt. Alarm: Wird bei erreichen der Verschleißgrenze ausgegeben. In der Graphik wird dies durch rote Einfärbung der Voralarm LED dargestellt. Die Werkzeugnummer wird in der darunter befindlichen Anzeige dargestellt. Der entsprechende Werkzeugbalken wird rot eingefärbt.
_______________________________________________________________________________ MCU GmbH&Co.KG Am Gehrenbach 8 D-88167 Maierhöfen Tel.: +49 (0)8383 92219 76 Fax: +49 (0)8383 92219 77 Mail: [email protected]
22
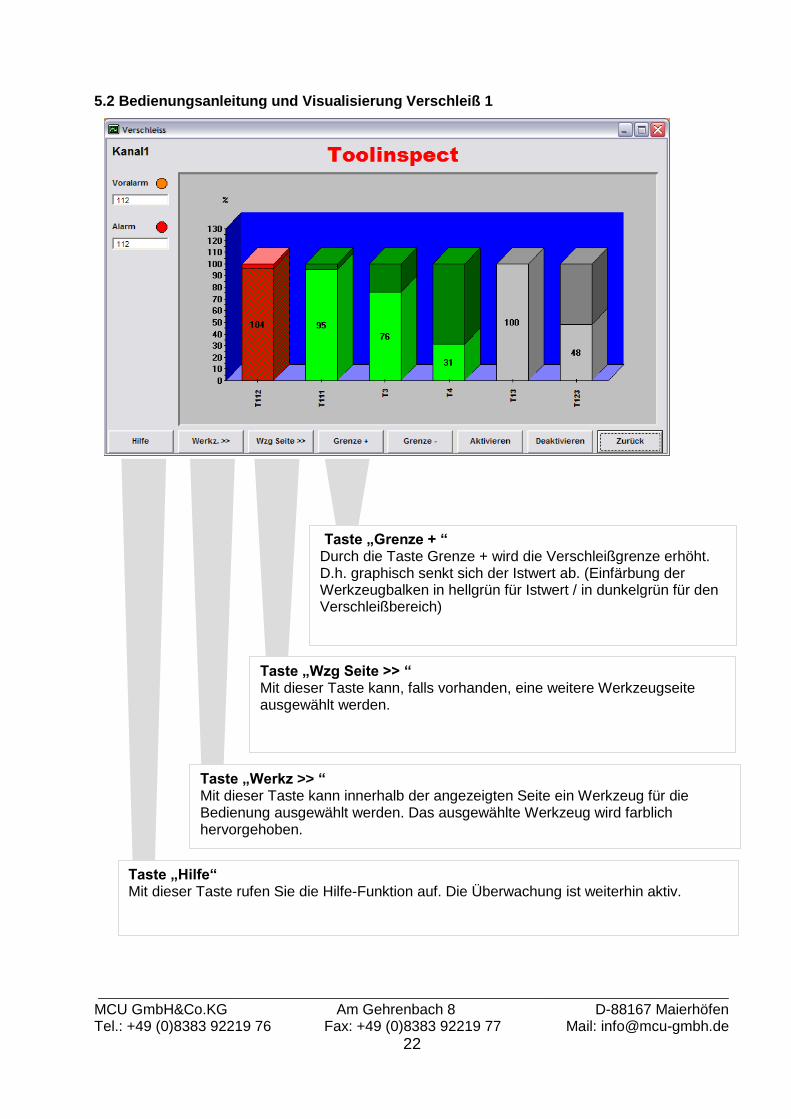
5.2 Bedienungsanleitung und Visualisierung Verschleiß 1
Taste „Grenze + “ Durch die Taste Grenze + wird die Verschleißgrenze erhöht. D.h. graphisch senkt sich der Istwert ab. (Einfärbung der Werkzeugbalken in hellgrün für Istwert / in dunkelgrün für den Verschleißbereich)
Taste „Wzg Seite >> “ Mit dieser Taste kann, falls vorhanden, eine weitere Werkzeugseite ausgewählt werden.
Taste „Werkz >> “ Mit dieser Taste kann innerhalb der angezeigten Seite ein Werkzeug für die Bedienung ausgewählt werden. Das ausgewählte Werkzeug wird farblich hervorgehoben.
Taste „Hilfe“ Mit dieser Taste rufen Sie die Hilfe-Funktion auf. Die Überwachung ist weiterhin aktiv.
_______________________________________________________________________________ MCU GmbH&Co.KG Am Gehrenbach 8 D-88167 Maierhöfen Tel.: +49 (0)8383 92219 76 Fax: +49 (0)8383 92219 77 Mail: [email protected]
23
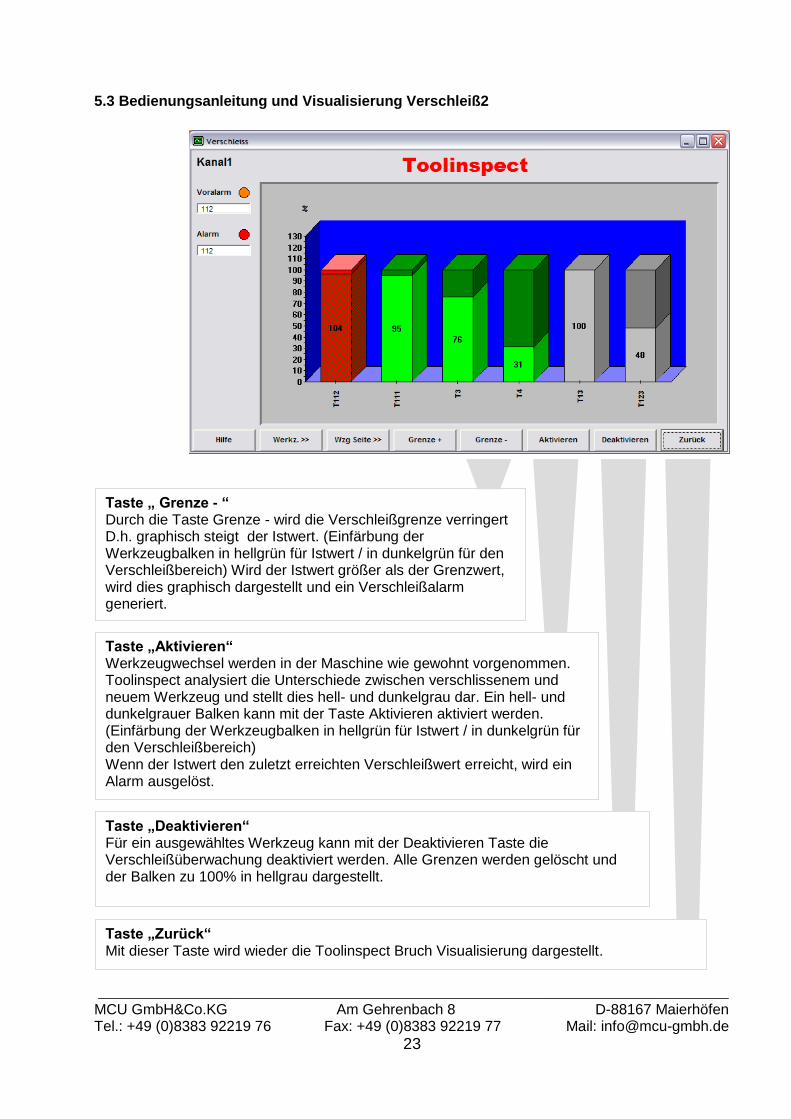
5.3 Bedienungsanleitung und Visualisierung Verschleiß2
Taste „ Grenze - “ Durch die Taste Grenze - wird die Verschleißgrenze verringert D.h. graphisch steigt der Istwert. (Einfärbung der Werkzeugbalken in hellgrün für Istwert / in dunkelgrün für den Verschleißbereich) Wird der Istwert größer als der Grenzwert, wird dies graphisch dargestellt und ein Verschleißalarm generiert.
Taste „Aktivieren“ Werkzeugwechsel werden in der Maschine wie gewohnt vorgenommen. Toolinspect analysiert die Unterschiede zwischen verschlissenem und neuem Werkzeug und stellt dies hell- und dunkelgrau dar. Ein hell- und dunkelgrauer Balken kann mit der Taste Aktivieren aktiviert werden. (Einfärbung der Werkzeugbalken in hellgrün für Istwert / in dunkelgrün für den Verschleißbereich) Wenn der Istwert den zuletzt erreichten Verschleißwert erreicht, wird ein Alarm ausgelöst.
Taste „Deaktivieren“ Für ein ausgewähltes Werkzeug kann mit der Deaktivieren Taste die Verschleißüberwachung deaktiviert werden. Alle Grenzen werden gelöscht und der Balken zu 100% in hellgrau dargestellt.
Taste „Zurück“ Mit dieser Taste wird wieder die Toolinspect Bruch Visualisierung dargestellt.
_______________________________________________________________________________ MCU GmbH&Co.KG Am Gehrenbach 8 D-88167 Maierhöfen Tel.: +49 (0)8383 92219 76 Fax: +49 (0)8383 92219 77 Mail: [email protected]
24
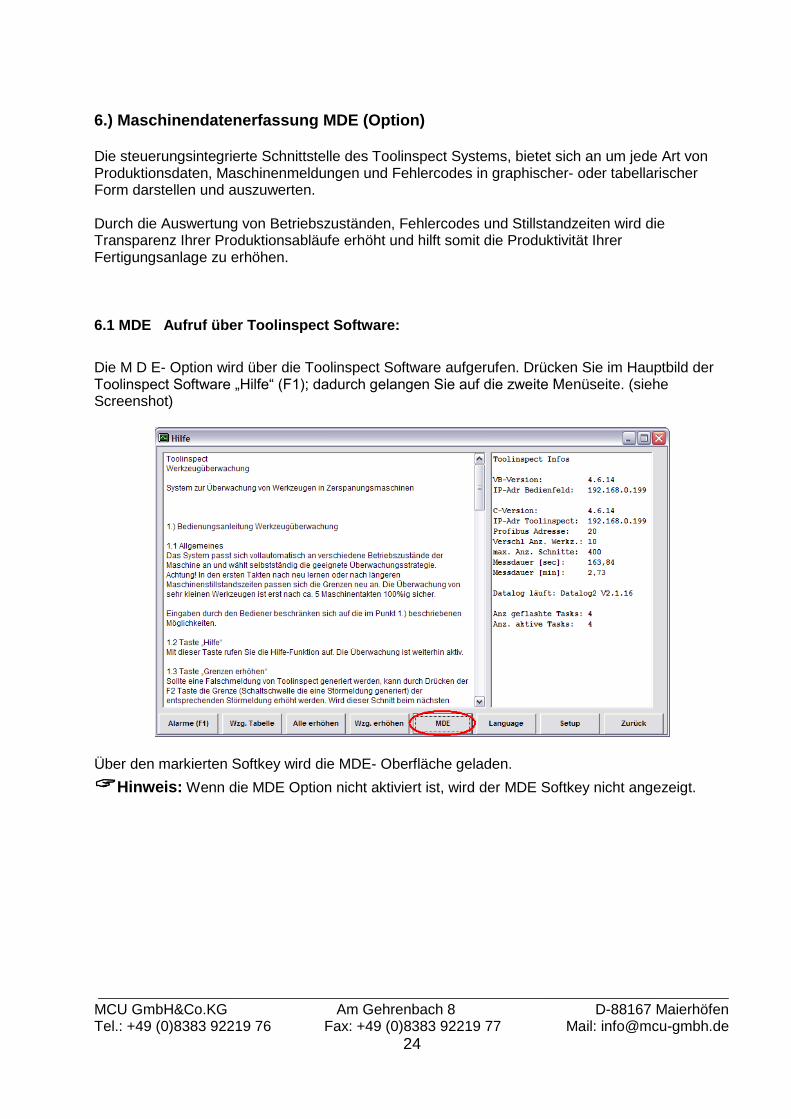
6.) Maschinendatenerfassung MDE (Option) Die steuerungsintegrierte Schnittstelle des Toolinspect Systems, bietet sich an um jede Art von Produktionsdaten, Maschinenmeldungen und Fehlercodes in graphischer- oder tabellarischer Form darstellen und auszuwerten. Durch die Auswertung von Betriebszuständen, Fehlercodes und Stillstandzeiten wird die Transparenz Ihrer Produktionsabläufe erhöht und hilft somit die Produktivität Ihrer Fertigungsanlage zu erhöhen.
6.1 MDE Aufruf über Toolinspect Software:
Die M D E- Option wird über die Toolinspect Software aufgerufen. Drücken Sie im Hauptbild der Toolinspect Software „Hilfe“ (F1); dadurch gelangen Sie auf die zweite Menüseite. (siehe Screenshot)
Über den markierten Softkey wird die MDE- Oberfläche geladen.
Hinweis: Wenn die MDE Option nicht aktiviert ist, wird der MDE Softkey nicht angezeigt.
_______________________________________________________________________________ MCU GmbH&Co.KG Am Gehrenbach 8 D-88167 Maierhöfen Tel.: +49 (0)8383 92219 76 Fax: +49 (0)8383 92219 77 Mail: [email protected]
25
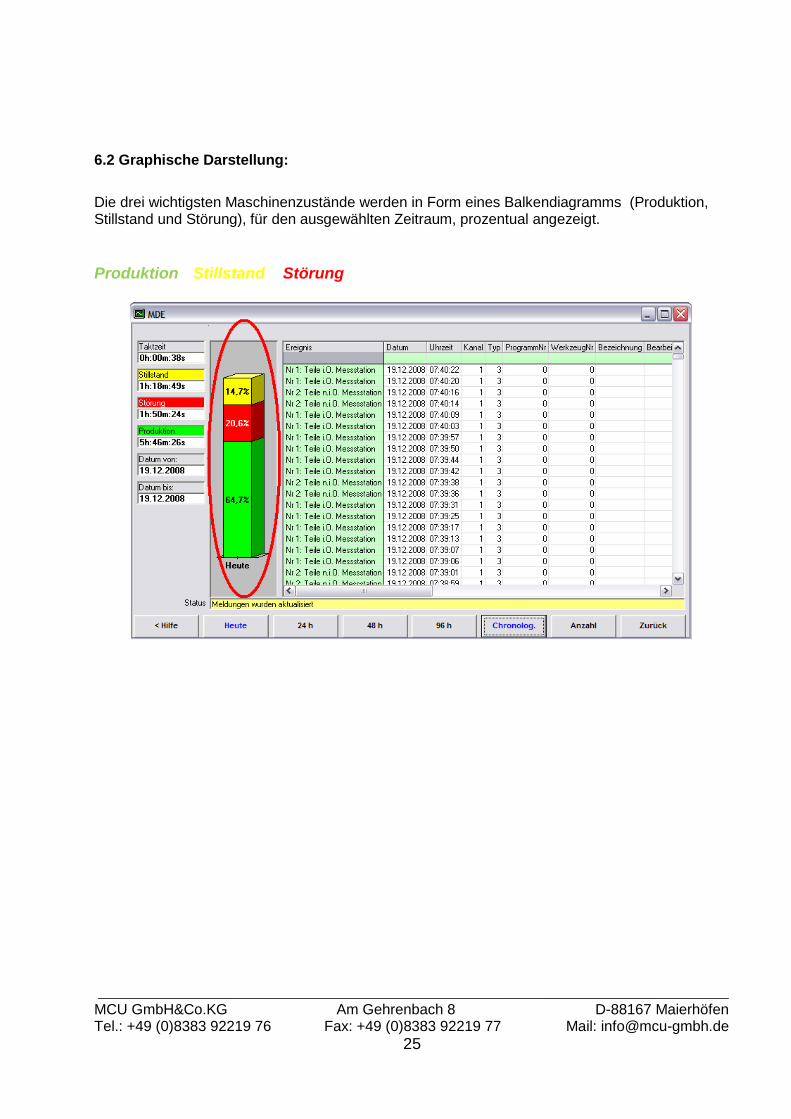
6.2 Graphische Darstellung:
Die drei wichtigsten Maschinenzustände werden in Form eines Balkendiagramms (Produktion, Stillstand und Störung), für den ausgewählten Zeitraum, prozentual angezeigt.
Produktion Stillstand Störung
_______________________________________________________________________________ MCU GmbH&Co.KG Am Gehrenbach 8 D-88167 Maierhöfen Tel.: +49 (0)8383 92219 76 Fax: +49 (0)8383 92219 77 Mail: [email protected]
26
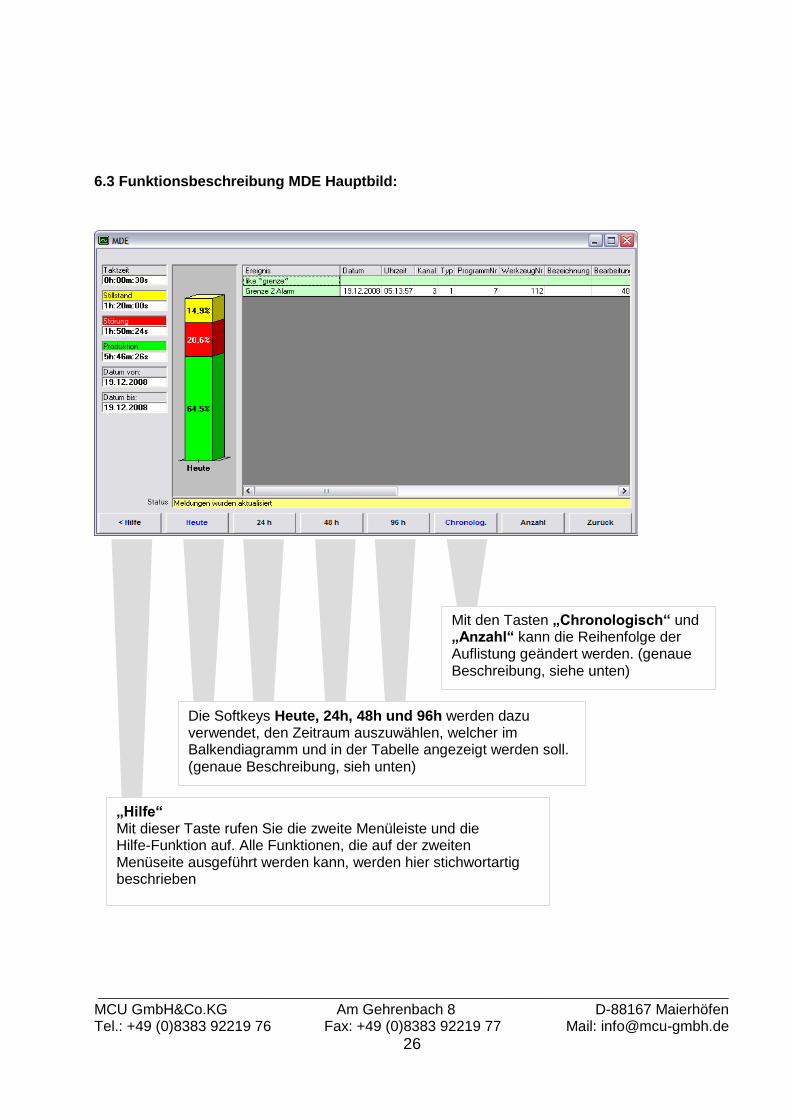
6.3 Funktionsbeschreibung MDE Hauptbild:
Die Softkeys Heute, 24h, 48h und 96h werden dazu verwendet, den Zeitraum auszuwählen, welcher im Balkendiagramm und in der Tabelle angezeigt werden soll. (genaue Beschreibung, sieh unten)
Mit den Tasten „Chronologisch“ und „Anzahl“ kann die Reihenfolge der Auflistung geändert werden. (genaue Beschreibung, siehe unten)
„Hilfe“ Mit dieser Taste rufen Sie die zweite Menüleiste und die Hilfe-Funktion auf. Alle Funktionen, die auf der zweiten Menüseite ausgeführt werden kann, werden hier stichwortartig beschrieben
_______________________________________________________________________________ MCU GmbH&Co.KG Am Gehrenbach 8 D-88167 Maierhöfen Tel.: +49 (0)8383 92219 76 Fax: +49 (0)8383 92219 77 Mail: [email protected]
27
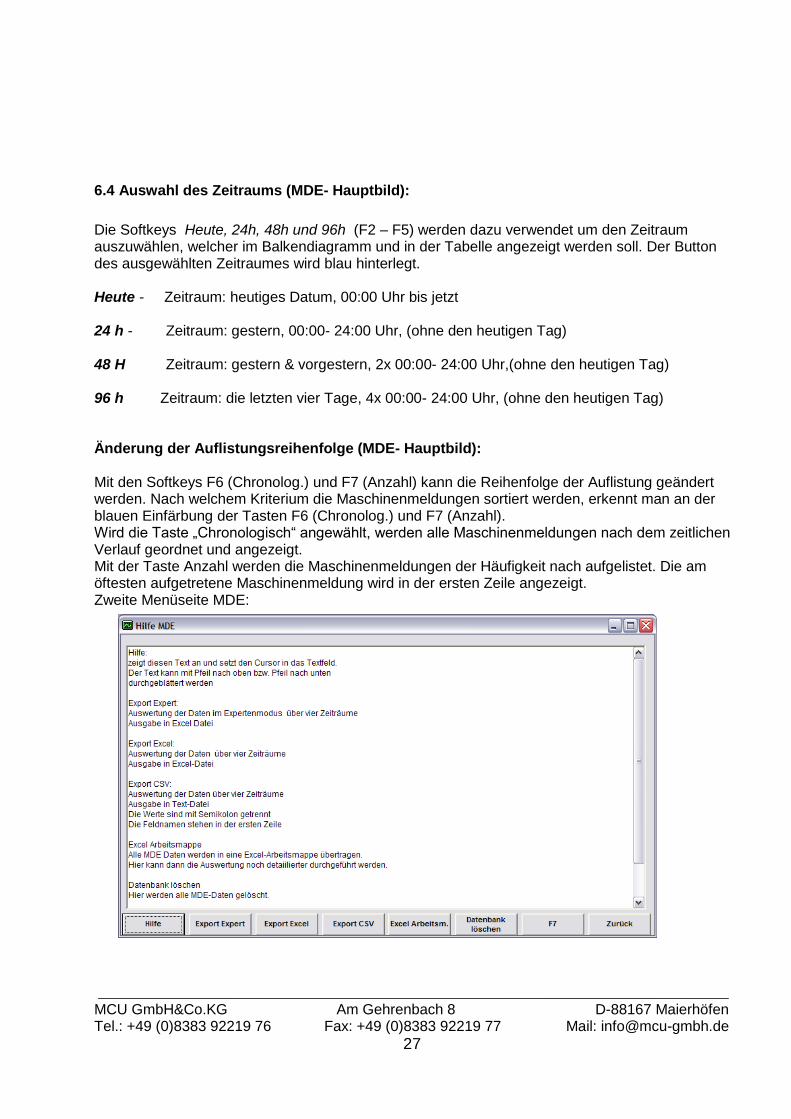
6.4 Auswahl des Zeitraums (MDE- Hauptbild):
Die Softkeys Heute, 24h, 48h und 96h (F2 – F5) werden dazu verwendet um den Zeitraum auszuwählen, welcher im Balkendiagramm und in der Tabelle angezeigt werden soll. Der Button des ausgewählten Zeitraumes wird blau hinterlegt. Heute - Zeitraum: heutiges Datum, 00:00 Uhr bis jetzt 24 h - Zeitraum: gestern, 00:00- 24:00 Uhr, (ohne den heutigen Tag) 48 H Zeitraum: gestern & vorgestern, 2x 00:00- 24:00 Uhr,(ohne den heutigen Tag) 96 h Zeitraum: die letzten vier Tage, 4x 00:00- 24:00 Uhr, (ohne den heutigen Tag) Änderung der Auflistungsreihenfolge (MDE- Hauptbild): Mit den Softkeys F6 (Chronolog.) und F7 (Anzahl) kann die Reihenfolge der Auflistung geändert werden. Nach welchem Kriterium die Maschinenmeldungen sortiert werden, erkennt man an der blauen Einfärbung der Tasten F6 (Chronolog.) und F7 (Anzahl). Wird die Taste „Chronologisch“ angewählt, werden alle Maschinenmeldungen nach dem zeitlichen Verlauf geordnet und angezeigt. Mit der Taste Anzahl werden die Maschinenmeldungen der Häufigkeit nach aufgelistet. Die am öftesten aufgetretene Maschinenmeldung wird in der ersten Zeile angezeigt. Zweite Menüseite MDE:
_______________________________________________________________________________ MCU GmbH&Co.KG Am Gehrenbach 8 D-88167 Maierhöfen Tel.: +49 (0)8383 92219 76 Fax: +49 (0)8383 92219 77 Mail: [email protected]
28
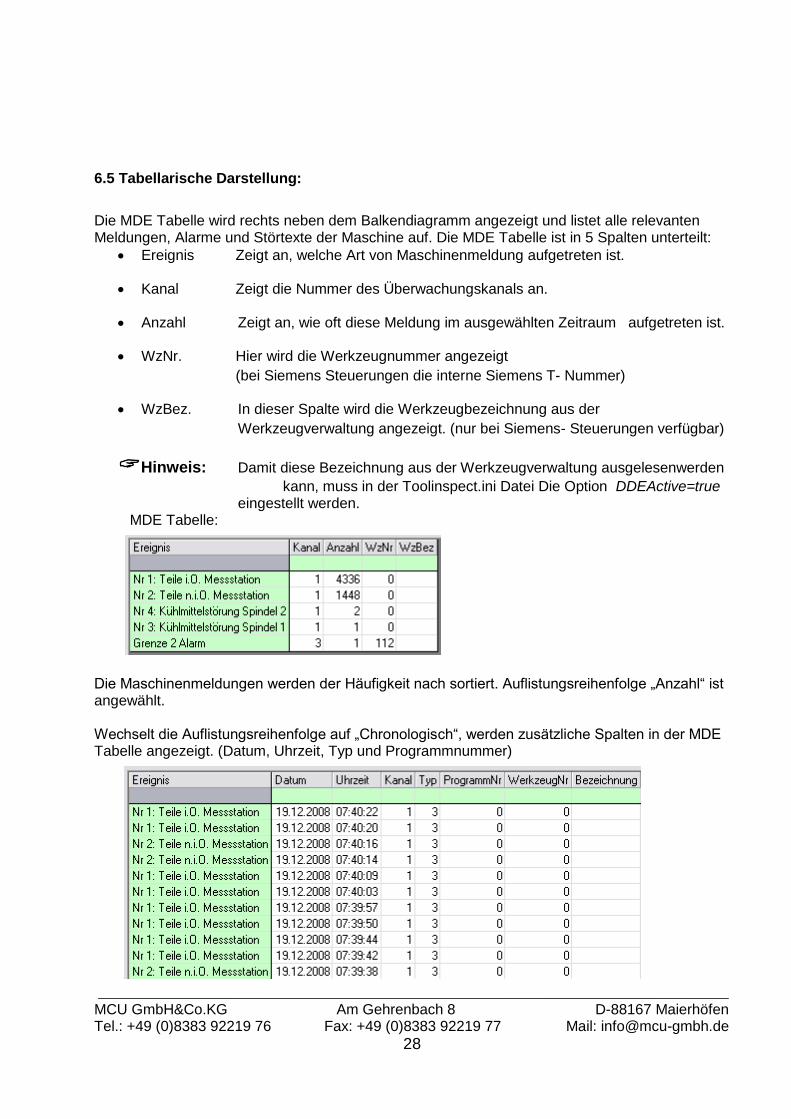
6.5 Tabellarische Darstellung:
Die MDE Tabelle wird rechts neben dem Balkendiagramm angezeigt und listet alle relevanten Meldungen, Alarme und Störtexte der Maschine auf. Die MDE Tabelle ist in 5 Spalten unterteilt:
Ereignis Zeigt an, welche Art von Maschinenmeldung aufgetreten ist.
Kanal Zeigt die Nummer des Überwachungskanals an.
Anzahl Zeigt an, wie oft diese Meldung im ausgewählten Zeitraum aufgetreten ist.
WzNr. Hier wird die Werkzeugnummer angezeigt
(bei Siemens Steuerungen die interne Siemens T- Nummer)
WzBez. In dieser Spalte wird die Werkzeugbezeichnung aus der
Werkzeugverwaltung angezeigt. (nur bei Siemens- Steuerungen verfügbar)
Hinweis: Damit diese Bezeichnung aus der Werkzeugverwaltung ausgelesenwerden
kann, muss in der Toolinspect.ini Datei Die Option DDEActive=true eingestellt werden.
MDE Tabelle:
Die Maschinenmeldungen werden der Häufigkeit nach sortiert. Auflistungsreihenfolge „Anzahl“ ist angewählt. Wechselt die Auflistungsreihenfolge auf „Chronologisch“, werden zusätzliche Spalten in der MDE Tabelle angezeigt. (Datum, Uhrzeit, Typ und Programmnummer)
_______________________________________________________________________________ MCU GmbH&Co.KG Am Gehrenbach 8 D-88167 Maierhöfen Tel.: +49 (0)8383 92219 76 Fax: +49 (0)8383 92219 77 Mail: [email protected]
29
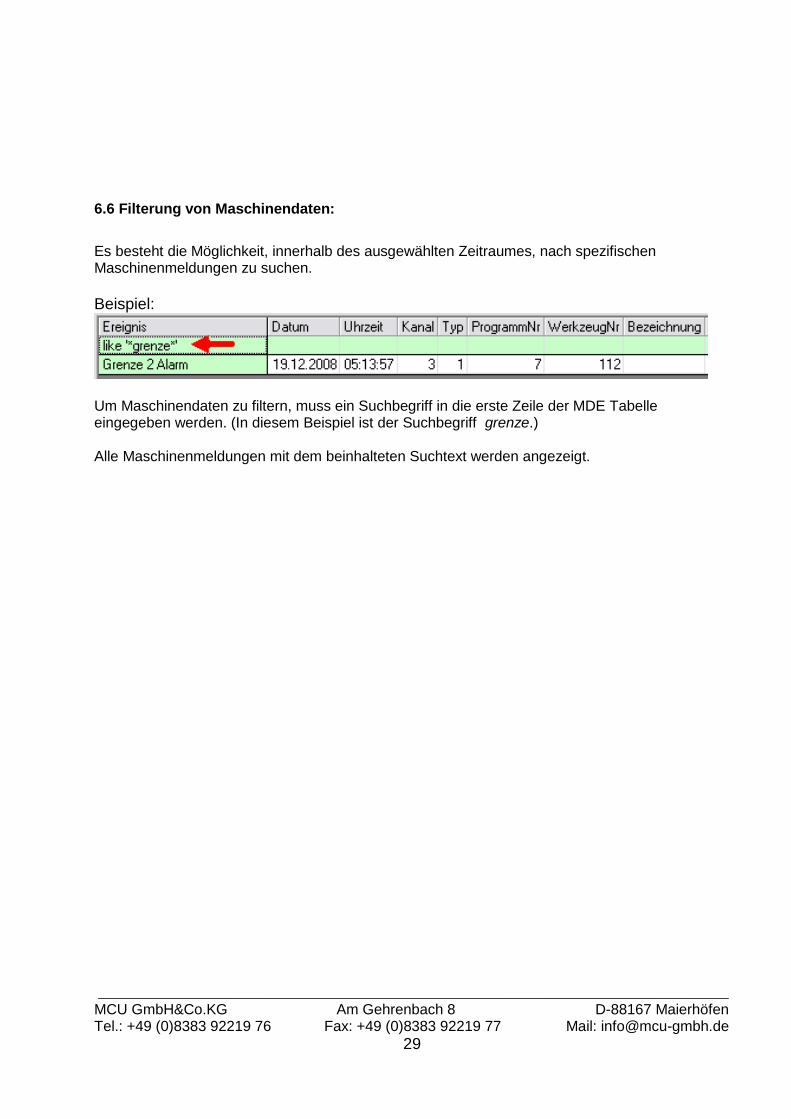
6.6 Filterung von Maschinendaten:
Es besteht die Möglichkeit, innerhalb des ausgewählten Zeitraumes, nach spezifischen Maschinenmeldungen zu suchen.
Beispiel:
Um Maschinendaten zu filtern, muss ein Suchbegriff in die erste Zeile der MDE Tabelle eingegeben werden. (In diesem Beispiel ist der Suchbegriff grenze.) Alle Maschinenmeldungen mit dem beinhalteten Suchtext werden angezeigt.
_______________________________________________________________________________ MCU GmbH&Co.KG Am Gehrenbach 8 D-88167 Maierhöfen Tel.: +49 (0)8383 92219 76 Fax: +49 (0)8383 92219 77 Mail: [email protected]
30
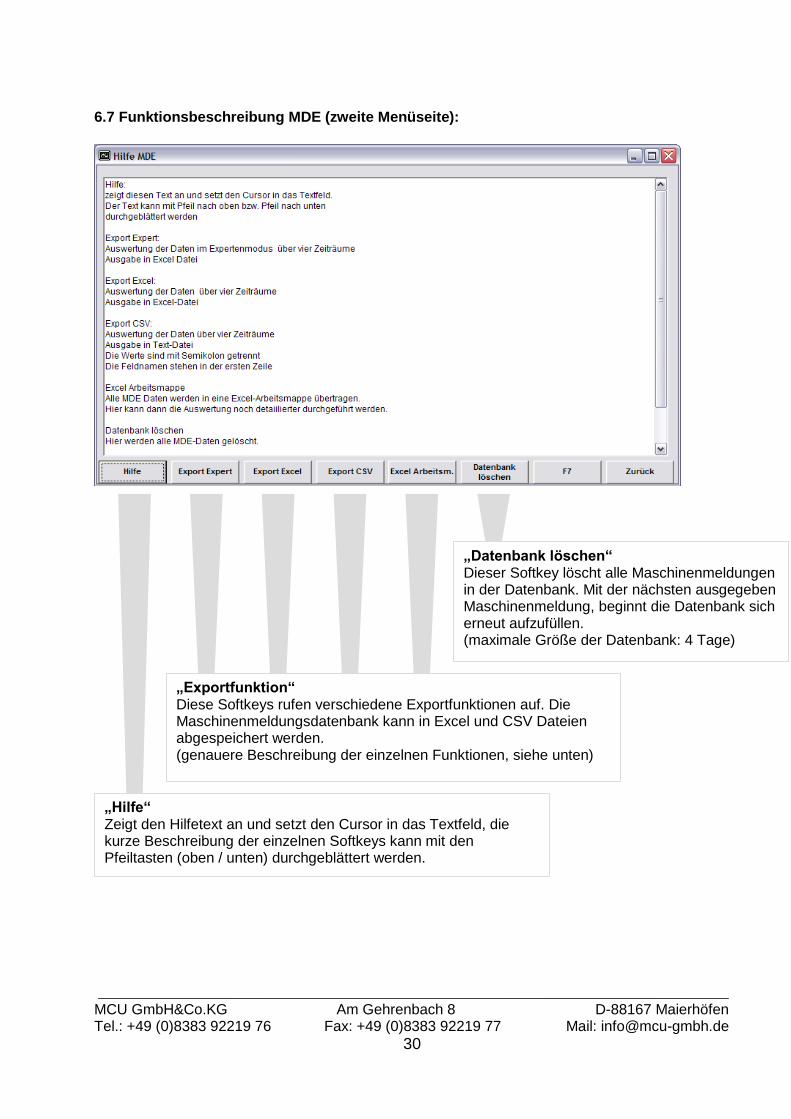
6.7 Funktionsbeschreibung MDE (zweite Menüseite):
„Datenbank löschen“ Dieser Softkey löscht alle Maschinenmeldungen in der Datenbank. Mit der nächsten ausgegeben Maschinenmeldung, beginnt die Datenbank sich erneut aufzufüllen. (maximale Größe der Datenbank: 4 Tage)
„Hilfe“ Zeigt den Hilfetext an und setzt den Cursor in das Textfeld, die kurze Beschreibung der einzelnen Softkeys kann mit den Pfeiltasten (oben / unten) durchgeblättert werden.
„Exportfunktion“ Diese Softkeys rufen verschiedene Exportfunktionen auf. Die Maschinenmeldungsdatenbank kann in Excel und CSV Dateien abgespeichert werden. (genauere Beschreibung der einzelnen Funktionen, siehe unten)
_______________________________________________________________________________ MCU GmbH&Co.KG Am Gehrenbach 8 D-88167 Maierhöfen Tel.: +49 (0)8383 92219 76 Fax: +49 (0)8383 92219 77 Mail: [email protected]
31
Die Exportfunktionen sowie das Löschen der Datenbank erfordert eine Passworteingabe. Das Passwort lautet visa. Die Funktion „Excel Arbeitsmappe“ ist erst ab einer späteren Toolinspect Version Verfügbar. Der Softkey F7 ist auf der zweiten MDE- Menüseite mit keiner Funktion belegt.
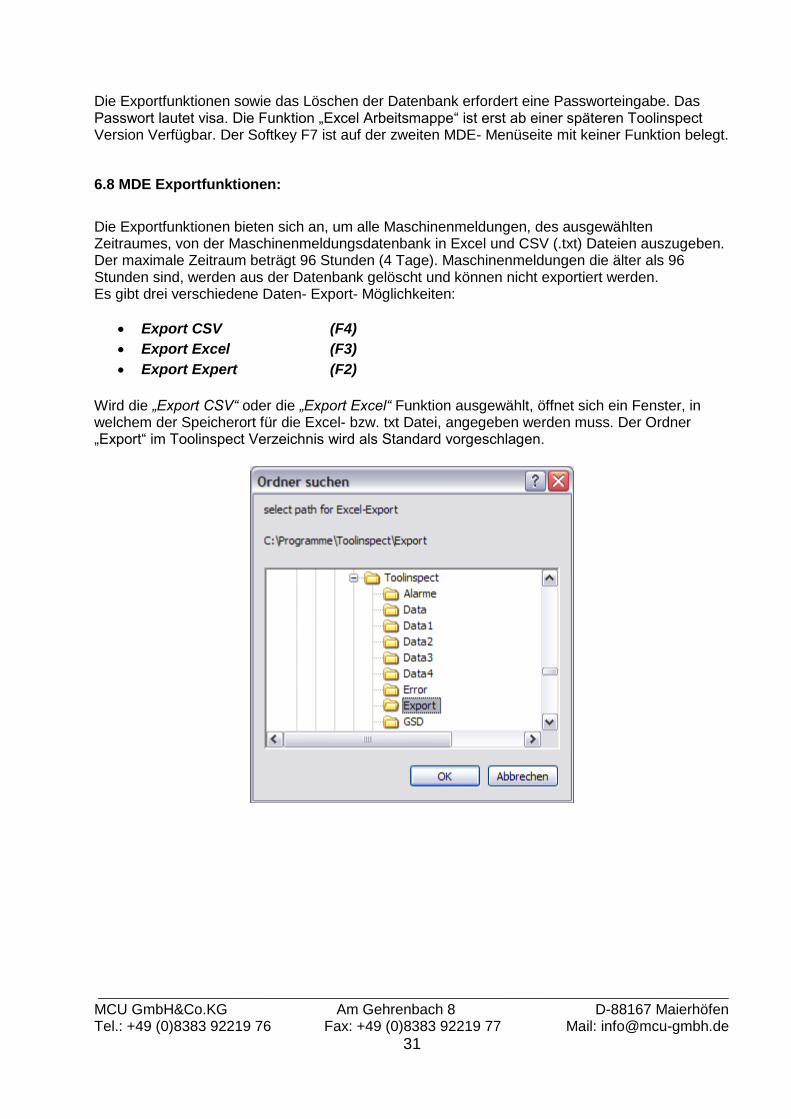
6.8 MDE Exportfunktionen:
Die Exportfunktionen bieten sich an, um alle Maschinenmeldungen, des ausgewählten Zeitraumes, von der Maschinenmeldungsdatenbank in Excel und CSV (.txt) Dateien auszugeben. Der maximale Zeitraum beträgt 96 Stunden (4 Tage). Maschinenmeldungen die älter als 96 Stunden sind, werden aus der Datenbank gelöscht und können nicht exportiert werden. Es gibt drei verschiedene Daten- Export- Möglichkeiten:
Export CSV (F4)
Export Excel (F3)
Export Expert (F2)
Wird die „Export CSV“ oder die „Export Excel“ Funktion ausgewählt, öffnet sich ein Fenster, in welchem der Speicherort für die Excel- bzw. txt Datei, angegeben werden muss. Der Ordner „Export“ im Toolinspect Verzeichnis wird als Standard vorgeschlagen.
_______________________________________________________________________________ MCU GmbH&Co.KG Am Gehrenbach 8 D-88167 Maierhöfen Tel.: +49 (0)8383 92219 76 Fax: +49 (0)8383 92219 77 Mail: [email protected]
32
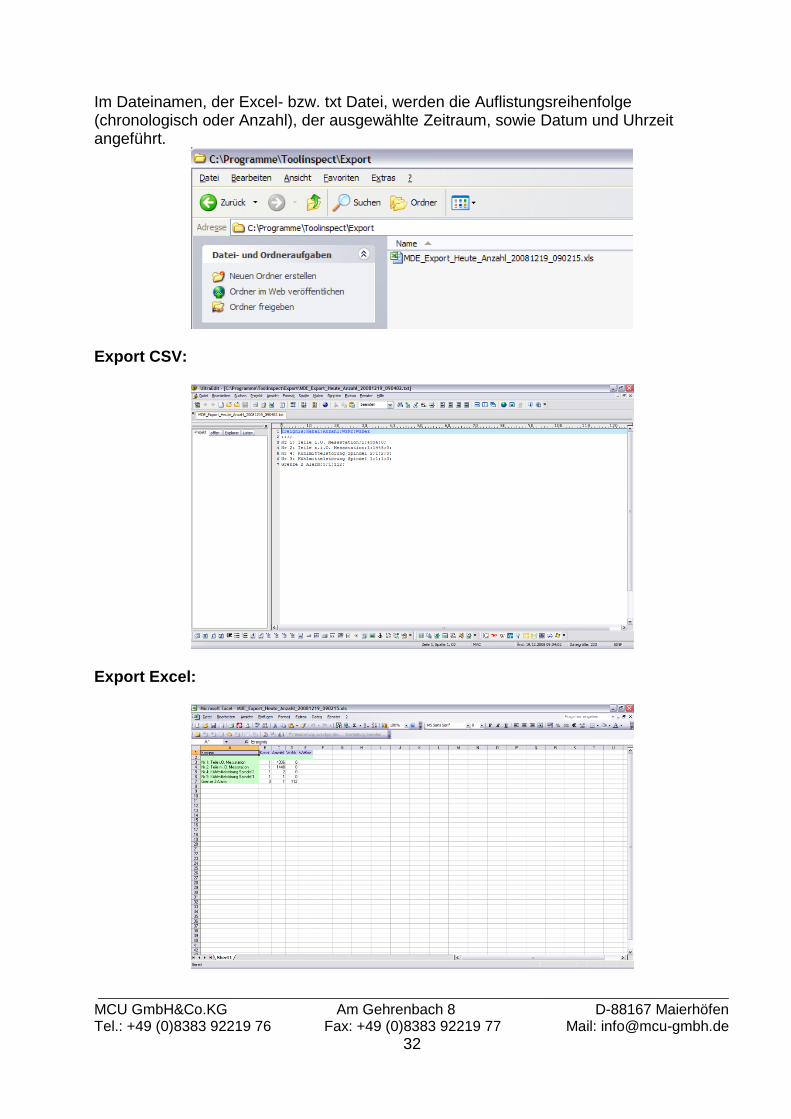
Im Dateinamen, der Excel- bzw. txt Datei, werden die Auflistungsreihenfolge (chronologisch oder Anzahl), der ausgewählte Zeitraum, sowie Datum und Uhrzeit angeführt.
Export CSV:
Export Excel:
_______________________________________________________________________________ MCU GmbH&Co.KG Am Gehrenbach 8 D-88167 Maierhöfen Tel.: +49 (0)8383 92219 76 Fax: +49 (0)8383 92219 77 Mail: [email protected]
33
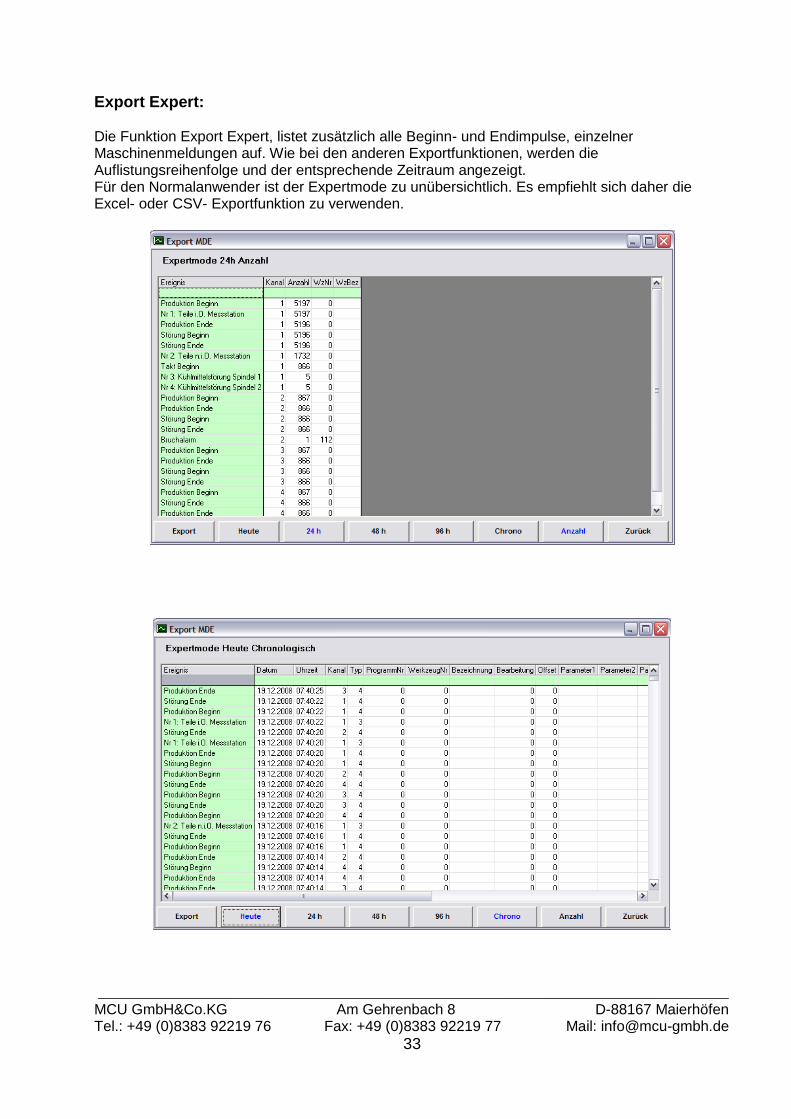
Export Expert: Die Funktion Export Expert, listet zusätzlich alle Beginn- und Endimpulse, einzelner Maschinenmeldungen auf. Wie bei den anderen Exportfunktionen, werden die Auflistungsreihenfolge und der entsprechende Zeitraum angezeigt. Für den Normalanwender ist der Expertmode zu unübersichtlich. Es empfiehlt sich daher die Excel- oder CSV- Exportfunktion zu verwenden.
_______________________________________________________________________________ MCU GmbH&Co.KG Am Gehrenbach 8 D-88167 Maierhöfen Tel.: +49 (0)8383 92219 76 Fax: +49 (0)8383 92219 77 Mail: [email protected]
34
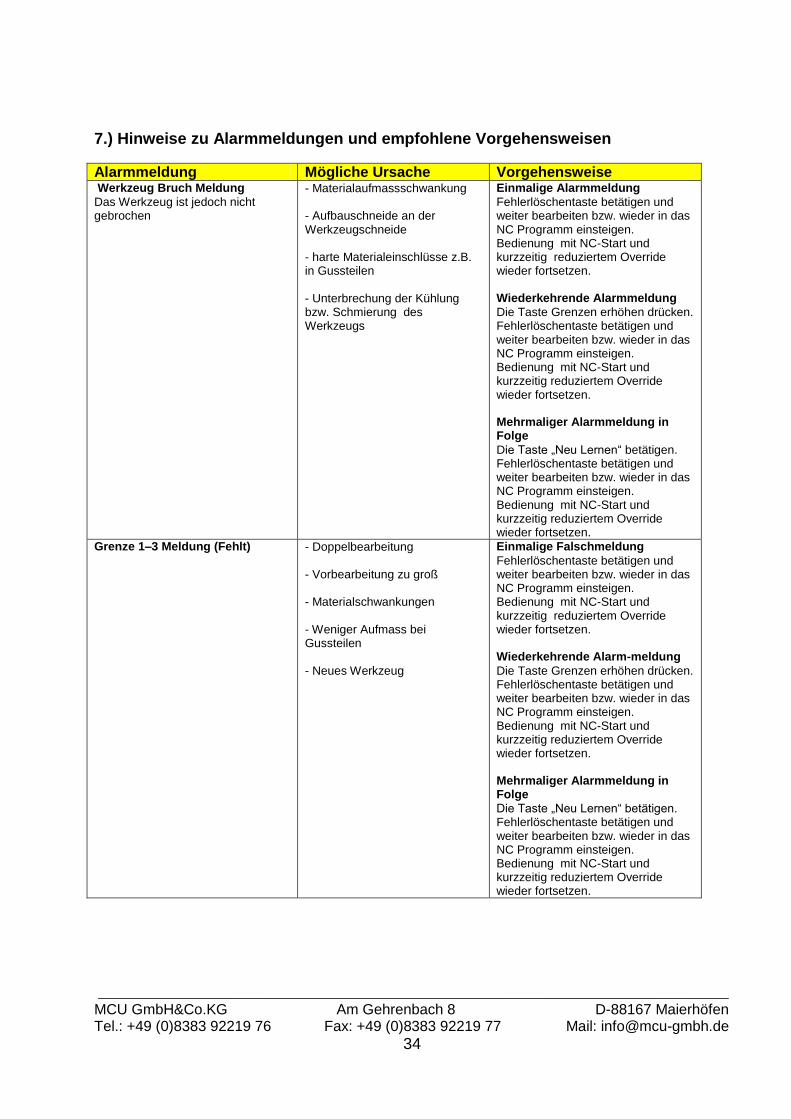
7.) Hinweise zu Alarmmeldungen und empfohlene Vorgehensweisen
Alarmmeldung Mögliche Ursache Vorgehensweise Werkzeug Bruch Meldung
Das Werkzeug ist jedoch nicht gebrochen
- Materialaufmassschwankung - Aufbauschneide an der Werkzeugschneide - harte Materialeinschlüsse z.B. in Gussteilen - Unterbrechung der Kühlung bzw. Schmierung des Werkzeugs
Einmalige Alarmmeldung
Fehlerlöschentaste betätigen und weiter bearbeiten bzw. wieder in das NC Programm einsteigen. Bedienung mit NC-Start und kurzzeitig reduziertem Override wieder fortsetzen.
Wiederkehrende Alarmmeldung
Die Taste Grenzen erhöhen drücken. Fehlerlöschentaste betätigen und weiter bearbeiten bzw. wieder in das NC Programm einsteigen. Bedienung mit NC-Start und kurzzeitig reduziertem Override wieder fortsetzen. Mehrmaliger Alarmmeldung in Folge
Die Taste „Neu Lernen“ betätigen. Fehlerlöschentaste betätigen und weiter bearbeiten bzw. wieder in das NC Programm einsteigen. Bedienung mit NC-Start und kurzzeitig reduziertem Override wieder fortsetzen.
Grenze 1–3 Meldung (Fehlt) - Doppelbearbeitung
- Vorbearbeitung zu groß - Materialschwankungen - Weniger Aufmass bei Gussteilen - Neues Werkzeug
Einmalige Falschmeldung
Fehlerlöschentaste betätigen und weiter bearbeiten bzw. wieder in das NC Programm einsteigen. Bedienung mit NC-Start und kurzzeitig reduziertem Override wieder fortsetzen.
Wiederkehrende Alarm-meldung
Die Taste Grenzen erhöhen drücken. Fehlerlöschentaste betätigen und weiter bearbeiten bzw. wieder in das NC Programm einsteigen. Bedienung mit NC-Start und kurzzeitig reduziertem Override wieder fortsetzen. Mehrmaliger Alarmmeldung in Folge
Die Taste „Neu Lernen“ betätigen. Fehlerlöschentaste betätigen und weiter bearbeiten bzw. wieder in das NC Programm einsteigen. Bedienung mit NC-Start und kurzzeitig reduziertem Override wieder fortsetzen.
_______________________________________________________________________________ MCU GmbH&Co.KG Am Gehrenbach 8 D-88167 Maierhöfen Tel.: +49 (0)8383 92219 76 Fax: +49 (0)8383 92219 77 Mail: [email protected]
35
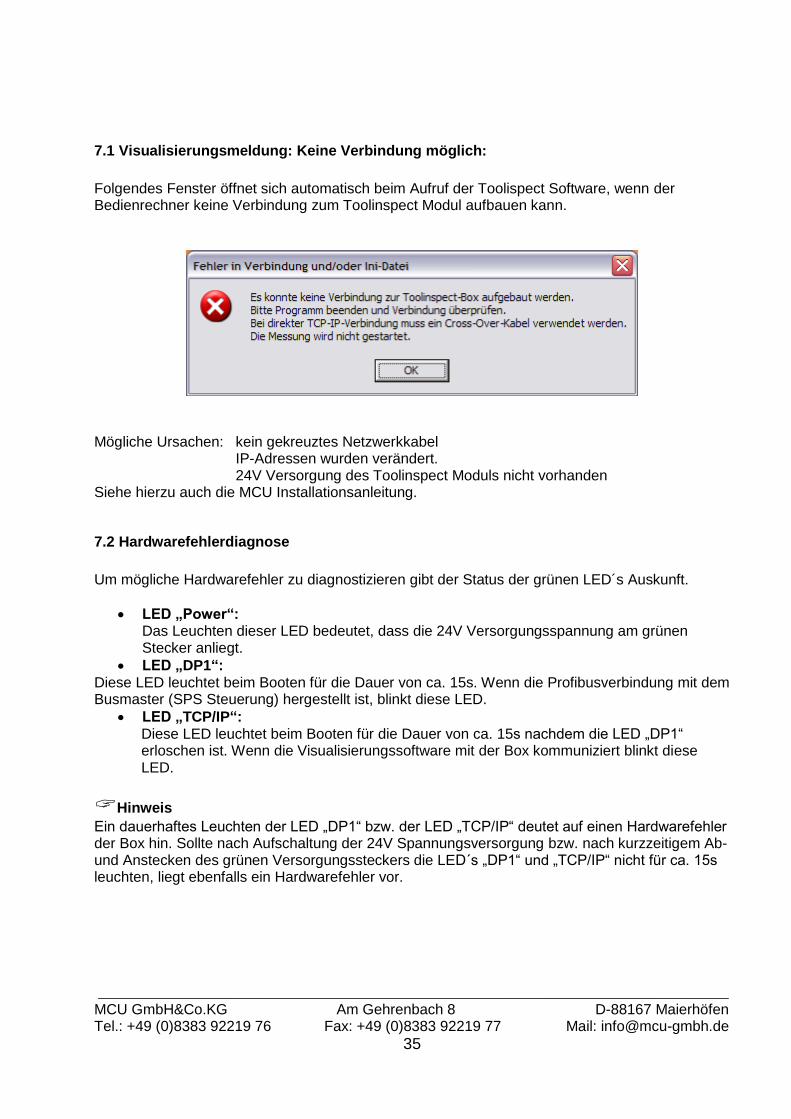
7.1 Visualisierungsmeldung: Keine Verbindung möglich:
Folgendes Fenster öffnet sich automatisch beim Aufruf der Toolispect Software, wenn der Bedienrechner keine Verbindung zum Toolinspect Modul aufbauen kann.
Mögliche Ursachen: kein gekreuztes Netzwerkkabel IP-Adressen wurden verändert. 24V Versorgung des Toolinspect Moduls nicht vorhanden Siehe hierzu auch die MCU Installationsanleitung.
7.2 Hardwarefehlerdiagnose
Um mögliche Hardwarefehler zu diagnostizieren gibt der Status der grünen LED´s Auskunft.
LED „Power“: Das Leuchten dieser LED bedeutet, dass die 24V Versorgungsspannung am grünen Stecker anliegt.
LED „DP1“: Diese LED leuchtet beim Booten für die Dauer von ca. 15s. Wenn die Profibusverbindung mit dem Busmaster (SPS Steuerung) hergestellt ist, blinkt diese LED.
LED „TCP/IP“: Diese LED leuchtet beim Booten für die Dauer von ca. 15s nachdem die LED „DP1“ erloschen ist. Wenn die Visualisierungssoftware mit der Box kommuniziert blinkt diese LED.
Hinweis
Ein dauerhaftes Leuchten der LED „DP1“ bzw. der LED „TCP/IP“ deutet auf einen Hardwarefehler der Box hin. Sollte nach Aufschaltung der 24V Spannungsversorgung bzw. nach kurzzeitigem Ab- und Anstecken des grünen Versorgungssteckers die LED´s „DP1“ und „TCP/IP“ nicht für ca. 15s leuchten, liegt ebenfalls ein Hardwarefehler vor.
_______________________________________________________________________________ MCU GmbH&Co.KG Am Gehrenbach 8 D-88167 Maierhöfen Tel.: +49 (0)8383 92219 76 Fax: +49 (0)8383 92219 77 Mail: [email protected]
36
8. ) Safecard (Option) Auf der Safecard (CF-Karte welche links im Gehäuse der Toolinspect Box eingesteckt ist) werden alle Parameter (Profibusadresse, Grenzen etc.) immer aktuell gespeichert. Beim Booten des Systems werden die Daten von der Safecard in den internen Flashspeicher der Toolinspect CPU übertragen. Wenn die Flash Card leer ist werden die Daten der Toolinspect Box automatisch auf die Flash Card kopiert. Die Formatierung der CF Karte muß mit FAT16 erfolgen.
8.1 Austausch einer Toolinspect Box mit Safecard
Aus der defekten Toolinspect Box die Safecard entfernen.
Die Safecard in die neue Box einschieben.
Die Spannungsversorgung 24V an die neue Box anschließen.
Den Bootvorgang abwarten ca. 30 Sekunden (LED DP1 blinkt)
Die Spannungsversorgung erneut für ca. 5 Sekunden abstecken
Die Spannungsversorgung wieder anstecken
Expertenhinweis
Das erneute Abstecken der Box kann entfallen, wenn die IP Adresse der Ersatzbox bereits richtig eingestellt ist. (Die Standardadresse von der Fa. MCU ist: 192.168.0.199)

_______________________________________________________________________________ MCU GmbH&Co.KG Am Gehrenbach 8 D-88167 Maierhöfen Tel.: +49 (0)8383 92219 76 Fax: +49 (0)8383 92219 77 Mail: [email protected]
37
9.) Verwendete M- und H-Funktionen von den Maschinenhersteller
Bitte sehen Sie in der Dokumentation von Ihrer Maschine nach!
_______________________________________________________________________________ MCU GmbH&Co.KG Am Gehrenbach 8 D-88167 Maierhöfen Tel.: +49 (0)8383 92219 76 Fax: +49 (0)8383 92219 77 Mail: [email protected]
38
10.) Technische Daten
10.1 Umgebungsbedingungen
Versorgungsspannung 20-30V DC (Optional 6-60V DC)
Temperaturbereich 0-60°C
Kein Kondenswasser und Luftfeuchtigkeit bis 50%
Leistungsaufnahme ca.15W
10.2 Leistungsbeschreibung
Anzahl der Werkzeuge unbegrenzt
Automatisches, selbst einlernendes Überwachungssystem mit selbstoptimierenden Überwachungsstrategien.
Werkzeugüberwachung Standard (Bruch und Fehlt- Überwachung)
Optional erweiterbar für Werkzeugverschleißüberwachung
Optional erweiterbar für AC Regelung (Adaptive Vorschubregelung)
Optional erweiterbar für MDE (Maschinendatenerfassung)
Integrierte Datensicherung über Safecard (CF-Karte)
4 Kanäle mit der Möglichkeit jeweils 3 Drehmoment- bzw. Kraftwerte auszuwerten
Weg- bzw. Positionsauswertung von Vorschubachsen
Abtastrate < 5ms
10.3 Verbindung zur CNC Steuerung
Standardkommunikation über Profibus-DP bis 12Mbaud
Erweiterbar auf bis zu 6 Toolinspect Modulen an einer Profibus-DP Schnittstelle.
Alternativ zur Profibus-DP Schnittstelle können analoge Drehmomentsignale 0-10V, +/-10V, 0-20mA und digitale 24V E/A ausgewertet werden.
10.4 Visualisierung
Die Visualisierung kann auf dem NC-Bedienpanel oder auf einem externen PC/Notebook erfolgen. Systemmindestvoraussetzungen: 200MHz ; 256MB RAM-Speicher; 50MB-freier Speicherplatz auf Harddisk; Betriebssysteme: Windows 98®, Windows NT4.0®,Windows 2000®, WindowsXP®, Windows Vista®, Windows 7®
Verbindung über Netzwerkschnittstelle Protokoll:TCP/IP
10.5 Gewährleistung
24 Monate Gewährleistung auf Hardware nach Auslieferung
Erfüllungsort ist Herstellerstandort
Wird die Hardware außerhalb der spezifizierten Umgebungsbedingungen betrieben, erlischt jeglicher Gewährleistungsanspruch auf Geräteschäden!
_______________________________________________________________________________ MCU GmbH&Co.KG Am Gehrenbach 8 D-88167 Maierhöfen Tel.: +49 (0)8383 92219 76 Fax: +49 (0)8383 92219 77 Mail: [email protected]
39
11.) Vertrieb Bei Fragen wenden sie sich bitte an:
MCU GmbH & Co. KG
Vertriebsniederlassung Max-Eyth-Str. 51
D-71364 Winnenden
Telefon +49 (0) 7195-137538 Fax. +49 (0) 7195-137539
Email: [email protected]
Internet : www.toolinspect.de
Die bereitgestellten Bilder von Steuerungen und Antriebsmodulen sind jeweils unter Copyright von dem jeweiligen Steuerungshersteller zur Verfügung gestellt worden. Die angegeben Daten dienen der unverbindlichen Information. Änderungen Vorbehalten! Ausgabedatum: 23.02.2005 Aktualisiert: 01.01.2014 Version: 7.1.187 ©2014 MCU GmbH & Co. KG, Maierhöfen
_______________________________________________________________________________ MCU GmbH&Co.KG Am Gehrenbach 8 D-88167 Maierhöfen Tel.: +49 (0)8383 92219 76 Fax: +49 (0)8383 92219 77 Mail: [email protected]
40
12.) Anlagen

















