Fachzeitschrift für die Maschinen-, Elektro- und Metallindustrie
84
Antriebstechnik: Millisekunden bringen Mehrwert Werkzeuge: Spiralbohrer schleifen statt «ex und hopp» Nachschau auf die Hannover Messe www.marktspiegel.ch www.technica-online.ch 06/2008 technica 06/2008 FÜGEN-TRENNEN-FORMEN
Transcript
Antriebstechnik:
Millisekunden bringen Mehrwert
Werkzeuge:
Spiralbohrer schleifen statt «ex und hopp»
Nachschau auf die Hannover Messe
www.marktspiegel.chwww.technica-online.ch 06/2008
tech
nica
06/
2008
FÜ
GE
N-T
RE
NN
EN
-FO
RM
EN
PLM im Mittelstand:Wechseln Sie auf die Überholspur
Die Velocity Series führt Sie auf den schnellen Weg zu einer PLM-Strategie. Mit Teamcenter Express für das Produktdatenmanagement und die Zusammenarbeit in den Entwicklungsprozessen, Solid Edge für die 3D-Konstruktion, Femap für die integrierte Simulation und CAM Express für die NC-Programmierung. Die Velocity Series ermöglicht kleinen und mittelständischen Unternehmen die schnelle und einfache Implementierungeiner PLM-Lösung unter Windows, zu niedrigen, klar kalkulierbaren Kosten.
«S Leid», nannte man zu meiner Jugendzeit die damals noch ausschliesslich männ-lichen Stadthonorationen, die jeweils am Jugendfest im traditionellen schwarzenAnzug den Festumzug anführten. Heute haben die Behördenmitglieder beiderlei Ge-schlechts nur noch «festlich gekleidet» zu sein. Ebenso wie die Bezirksschüler, diezu meiner Zeit noch in Kadettenunifom und mit geschultertem Gewehr mitzumar-schieren hatten. Ich denk zurück mit Grauen.
Gehalten haben sich die schwarzen oder zumindest dunkelgrauen Nadelstreifenan-züge hingegen erstaunlich hartnäckig in der Geschäftswelt. Wer zur Zunft der Busi-nesskaderleute gezählt werden will, hat im Businessanzug anzutanzen. Diesem ei-gentlich freiwilligen Uniformierungszwang unterwerfen sich auch erstaunlich vieleweibliche Kadermitglieder. «Kohlensäcke» oder «Pinguine» werden die Menschenim Businessanzug etwas despektierlich von denen genannt, die nicht dazu gehören.
Zur Stadt mit der vermutlich höchsten «Pinguindichte» wird Hannover in jedem Früh-jahr für eine Woche. Der Unterschied zwischen der Hannover Messe und praktischallen übrigen Fachmessen liegt nach meiner Erfahrung genau in diesem Punkt. Et-was überspitzt gesagt: An die spezialisierte Fachmesse schickt man den technischenEinkäufer – gegebenenfalls auch im Pullover – nach Hannover fährt der Chef selbst.
Ob diese «Dominanz der Pinguine» für den einzelnen Aussteller eher vor- oder abernachteilig ist, lässt sich kaum allgemeingültig beantworten. Es hängt wohl stark vonder Branche und vom Angebot ab.
Interessanter und vielschichtiger ist eher die Frage, weshalb dies so ist. Die tradi-tionelle Rolle der Hannover Messe als «Industriegipfel», die hohe Aufmerksamkeitder Politik, die Breite der Ausstellungsthemen mit jeweils rund 10 Einzelmessen,die Internationalität, die starke Präsenz der Medien – nicht nur aus der Fach-, son-dern auch aus der Wirtschafts- und Tagespresse und die gezielte Pflege des «schwar-zen» Besuchersegments durch die Messegesellschaft sind nur einige Begründun-gen für dieses Phänomen. Weil sich die einzelnen Faktoren zudem noch stark gegen-seitig beeinflussen (wo die Pinguine sind, sind auch die Journalisten, wo dieJournalisten sind, kann man seine News am gezieltesten verbreiten usw.), lässt sichdieses Phänomen wohl aktiv pflegen, aber wahrscheinlich schwer kopieren oderkünstlich erzeugen.
Die Hannover Messe bleibt wohl einzigartig, solange die Pinguine kommen.Die Redaktion der Technica war ebenfalls vor Ort – in Zivil. Wir berichten darüberab Seite 34.
Martin Gysi, Chefredaktor Technica
Das Stelldichein der Pinguine
Editorial
« Erst wenn ein Anzug abgetragen ist, beginnt seine Glanzzeit.»Heinz Rühmann
Hannover wurde wieder«Boom-Town»Sind mönströse Industrie-Weltmessen noch zeitgemäss?Die Skeptiker haben es schwer nach der Hannover Messe08. Sichtbar mehr Besucher, hörbar mehr Internationa-lität und spürbar mehr Entscheidungs- und Fachkompe-tenz prägten das «Wimmelbild» in allen Messehallen.
ab Seite 34
Kundenwünsche als InvestitionswegweiserDer anspruchsvolle Industriekunde von heute erwartet voneinem engagierten Zulieferbetrieb in der Regel mehr alsnur «zugeschnittene Bleche», sondern vermehrt eigentli-che Subsysteme, die ihren Ursprung oft schon in einerZusammenarbeit bei der Produktentwicklung haben. Werbei diesem Geschäft im Rennen bleiben will, muss seineZulieferfirma konsequent auf diesen Weg ausrichten. Undwie kommt der Zulieferer zu interessanten Projekten dieserArt? Die ersten Kundenkontakte entstehen nicht selten anspezialisierten Fachmessen wie der Swisstech.
Seite 64
Kostensenkende InstandhaltungsstrategienSeit der Einführung von Memosens für die pH-Messtechnikdurch Endress+Hauser schreibt diese Technologie eineeinzigartige Erfolgsgeschichte. Mehrere zehntausendSysteme sind bisher im Weltmarkt installiert. Was mit derpH-Messung begann, ist mittlerweile ebenso bewährt fürdie Parameter Redox, Gelöst-Sauerstoff und konduktiveLeitfähigkeit.
Seite 50
Ausgabe 06-08 I Inhalt
Fügen-Trennen-Formen
Fügen, Trennen, Formen 63
Kundenwünsche als Investitionswegweiser 64Der Trend geht vom Teile- zum Systemlieferanten
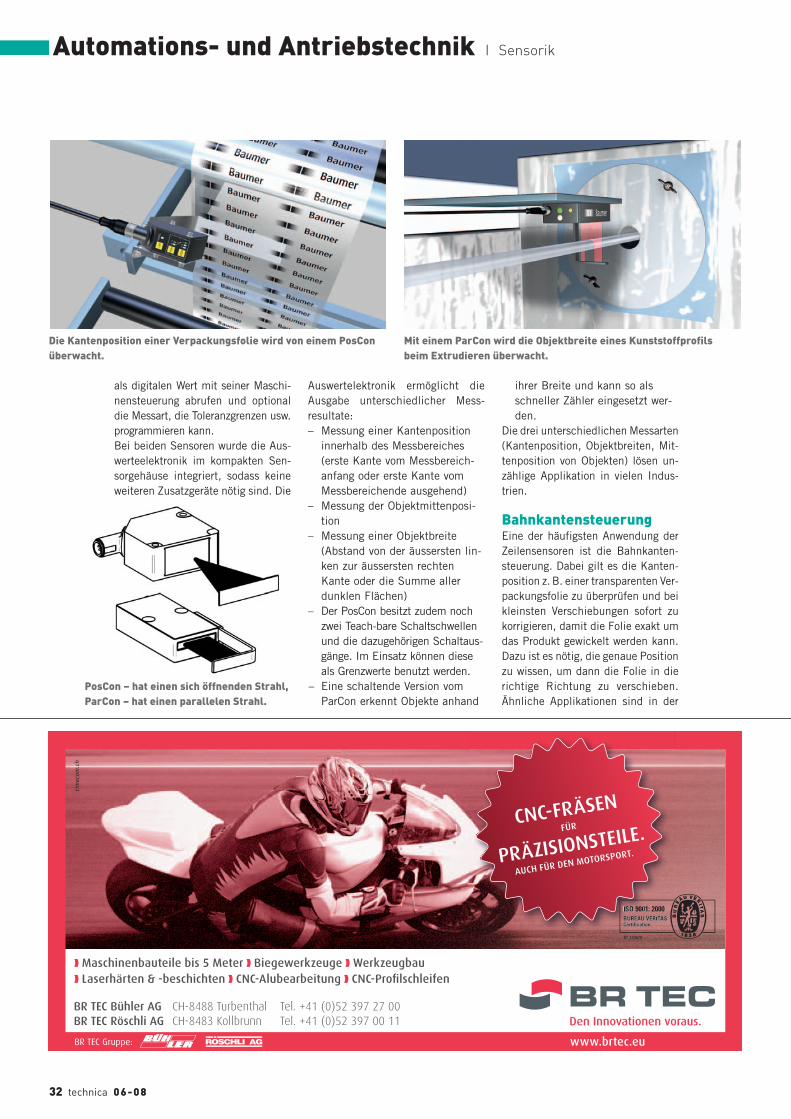
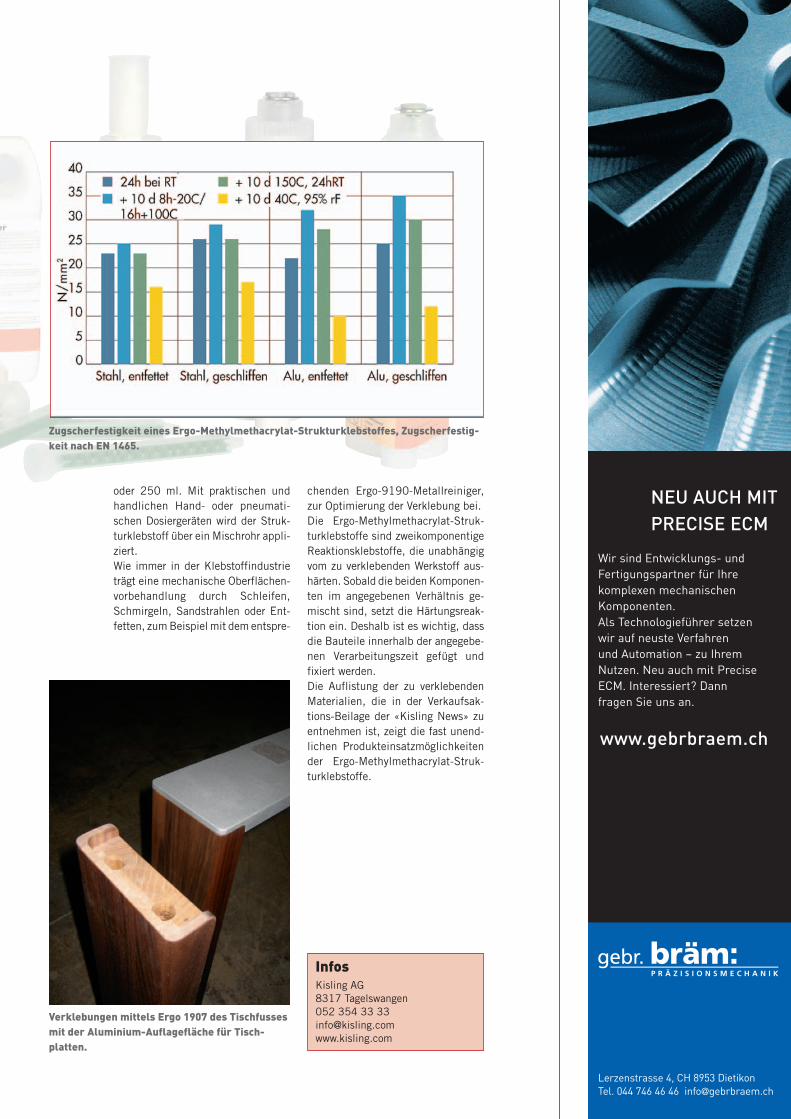
Zum Fügen-Trennen-Formen-Titelbild:Zäh-elastisch und unglaublich vielseitig 68Methylmethacrylat-Strukturklebstoffe
«Kalter» Schweissprozessbewährt sich 70Automatisiertes CMT-Schweissen von Kat-Gehäusen
Qualitätsgesichertes Nieten 71Effiziente Verbindungstechnik mit umfassender Sicherheit
Panorama 4
Export-ForumAm Bauboom in Middle East partizipieren 10Swissmetal – Schweizerische Metallwerke AG in VAE und Saudi-Arabien
SwissmemBranchenlösung für die Entsorgung von Schweissgeräten 12Swissmem-Mitglieder sowie deren Kunden profitieren
Märkte & UnternehmenFrästechnologie im Mittelpunkt 14Technologietage bei Agie Charmilles Sales Ltd. In Nidau
Dank für Treue und Geduld 17ATB Schweiz AG – aus der Tradition heraus neu positioniert
3D-Modelling und Strömungssimulation inklusive 18Innovationsgesteuerte Kultur macht Dyson zum Branchenführer
Fertigung + Produktion Werkzeugaufnahme optimiert Bearbeitungsparameter 20Präzisionsspannfutter für hohe Zeitspanungsvolumen und Standwege
Einschneidiger VHM-Fräser mit Gegenwuchtschliff 22Patentierte Schneide vervielfacht Zerspanleistung
Leistungskur für Schwergewichte 24PVD-Beschichtung für drei Tonnen schwere Spritzgusswerkzeuge
Faserverstärkte Präszisionsbänder 26Innovative Abdeckbänder für mechanische Linearantriebe
Automations- und AntriebstechnikMillisekunden bringen Mehrwert 28Transfersysteme: Präzisionsfertigung von Metallteilen im Nonstop-Betrieb
Hannover wurde wieder «Boom-Town» 34Hannover Messe legte kräftig zu und faszinierte mit Technik
ProzesstechnikZeit und Kosten sparen 48Druckkalibration vor Ort auch im Ex-Bereich
Kostensenkende Instandhaltungsstrategien 50Digitale Sensortechnologie für die Prozessanalysentechnik
Integration ist Trumpf 53Ethernet & Remote I/O – die Zukunft in der Prozessautomatisierung?
Produkte 56Lieferantenverzeichnis 72Impressum/In dieser Ausgabe 79TechniKnacknuss 80
4 technica 06-08
Panorama
Nozag AG übernimmt Behr-Mechanik GmbHDurch den hohen Grad an qualita-tiver Eigenfertigung ergaben sichbei der Nozag AG mit steigendemGeschäftsvolumen Kapazitätseng-pässe, die mit der Übernahme des
Zuliefer- und Dienstleisterunter-nehmens Behr-Mechanik GmbHaus Rümlang beseitigt werdenkönnen. Behr-Mechanik zählt zuden Schweizer Spezialisten bei der
Bearbeitung und Her-stellung von gehärte-ten und geschliffenenWellen. Ausserdemsind die zehn Fach-kräfte des Unterneh-mens mit der Ferti-gung von Präzisions-teilen aller Artbeschäftigt, wofür ih-nen ein moderner Parkan Dreh-, Bohr-/Fräs-und Schleifmaschi-
nen zur Verfügung steht. Darüberhinaus sind spezielle Finishma-schinen zum Glattwalzen sowie An-lagen für die thermische Oberflä-chenbehandlung vorhanden, so-dass sehr flexibel, schnell undkonzentriert auf die Wünsche derKunden eingegangen werden kann.Behr-Mechanik bietet ein Liefer-programm an Präzisionswellen inverschiedenen Versionen und Gü-ten und hat davon immer ein ge-wisses Kontingent auf Lager. Fürdie Teilefertigung im Kundenauf-trag stehen CNC-Drehautomatenfür Stangendurchmesser bis 40 mm, CNC-Drehmaschinen fürdie Komplettbearbeitung von
Werkstücken bis 330 mm Durch-messer und 980 mm Spitzenwei-te, CNC-Bearbeitungszentren mitVerfahrwegen von X = 760, Y =450 und Z = 600 mm sowie Rund-schleifmaschinen für Teilegrössenbis 250 mm Durchmesser x 600mm Länge parat. Die Behr-Me-chanik GmbH mit zehn Mitarbei-tern und die Nozag Antriebstech-nik AG mit 40 Beschäftigten bil-den zusammen eine leis-tungsfähige und schlagkräftige Or-ganisation mit 50 Spezialisten.
Nozag AG8602 Wangen bei Dübendorf044 805 17 17
VW und ASS AG, Düdingen, unterzeichnen Lizenzvertragden Automobilen der VW Gruppe:Audi, VW, Seat und Skoda. Die von der ASS AG patentiertenVerzahnungen (Cylkro-Evolvere)haben den Vorteil, dass die Ritzelaxial nicht eingestellt werdenmüssen und Evolventen aufwei-sen. Damit entfällt die zeitrau-
bende Tragbildeinstellung. DieASS AG-Getriebe mit der Leis-tungsverzweigung 40/60% sindfür Fahrzeuge mit 4-Rad-Antriebals Differenzial vorgesehen. DieseVorteile in der Herstellung und diekürzeren Montagezeiten lassen eszu, dass trotz höheren Löhnen in
Europa diese Getriebe kostengün-stig hergestellt werden können.ASS AG und VW rechnen vorabmit der Herstellung von 500 000Getrieben.ASS AG3186 Düdingen026 492 99 11
Nach zweijähriger Entwicklungs-arbeit haben die Firma VW undASS AG für Antriebstechnik in Dü-dingen einen Lizenzvertrag für dieHerstellung von «selbstsperren-den Kronenrad-Differenzialgetrie-ben» unterzeichnet. Die DüdingerGetriebe findet man in Zukunft in
Blick in die Fertigung von Behr-Mechanik.
Wie verhalten sich Nanopartikel in der Umwelt?Auf dem Monte Verità bei Asconatrafen sich vor Kurzem mehr als 100Wissenschaftlerinnen und Wissen-schaftler aus aller Welt, um auf Ein-ladung der Empa über die Auswir-kungen synthetischer Nanopartikelauf die Umwelt zu dis-kutieren. Umden Analytik-Fachleuten einen er-sten Anhaltspunkt zu liefern, in wel-chen Umweltproben es sich «loh-nen» dürfte, nach synthetischen Na-nopartikeln zu suchen, haben diewissenschaftlichen Empa-Mitarbei-tenden Bernd Nowack und NicoleMüller Stoffflüsse für drei verschie-dene Nanopartikel am Computer
logy» berichten. So stellen etwa CNTs gemäss Modellrechnung der-zeit kein relevantes Umweltrisiko dar.Dagegen ergaben die Simulationen,dass TiO2-Nanopartikel in kleinen,stark mit ARA-Einflüssen belastetenFliessgewässern durchaus in «grös-seren» Mengen auftreten könnten.Hier seien nun genauere Analysen ge-fordert, unter anderem um heraus-zufinden, ob die Nanopartikel dasFlusswasser tatsächlich in den be-rechneten Mengen belasten. Empa8600 Dübendorf044 823 55 11
simuliert: Nano-Silber, Nano-TiO2 und Kohlenstoffnanoröhrchen(CNTs). Dazu haben sie das Modellmit den weltweiten Produktions-mengen dieser Partikel und ihrerVerwendung in verschiedenen Pro-dukten «gefüttert» sowie mit den zuerwartenden Lebenszyklen der «Na-no-Produkte». Die Empa-Forschen-den schätzten die Freisetzung derPartikel in die Umwelt in jedem Sta-dium ab und modellierten das Par-tikelverhalten etwa beim Verbren-nen der entsorgten Produkte in ei-ner Kehrichtverbrennungsanlage(KVA) oder beim Klären der Abwäs-
ser in einer Abwasserreinigungsan-lage (ARA). Die daraus berechnetenMengen an Nanopartikeln in denverschiedenen Ökosystemen ver-glichen sie mit Konzentrationen, diein toxikologischen Studien keine ne-gativen Auswirkungen auf Organis-men zeitigten. Daraus ergab sichdann ein sogenannter Risikoquo-tient für die untersuchten Partikel inden verschiedenen Ökosystemen.Die berechneten Risiken für die ver-schiedenen Nanopartikel unterschei-den sich deutlich, wie Nowack undMüller nun in der Fachzeitschrift «Environmental Science & Techno-
Auftragsfertigung von komplexen Einzelteilen und Serien auf modernstenBearbeitungszentren (Drehen/Fräsen).
Top-Aktuell: 7-Achsen-Fräs-Zentrum für die Komplettbearbeitung
Im Ifang 2 - CH-5001 AarauEgli Maschinenbau AG
Telefon 062 824 22 89www.egli-cnc.ch
ab Stange bis Ø 100 in höchster Präzision.
high quality production
2_Egli_def_bearb.indd 1 24.12.2007 10:31:22 Uhr
06-08 technica 5
Die BIO 2008 eine der bedeutendstenMessen im Bereich der Biotechnologie,findet in diesem Jahr in San Diego (USA)statt. Der AussenwirtschaftsfördererOsec organisiert dazu einen Gemein-schaftsstand «Swiss Pavilion», an dem10 Schweizer Unternehmen zwischendem 17. und 20. Juni diverse Produkteund Dienstleistungen aus dem Biotech-nologiesektor unter der Dachmarke«Switzerland» präsentieren werden.
Die Siemens-Division Mobility hat vonUnited States Postal Service (USPS),der US-amerikanischen Post, einen160-Mio.-Euro-Auftrag für Briefsortier-anlagen erhalten. Der Auftrag umfasstdie Modernisierung von 550 Sortierma-schinen, die Ersatzteilversorgung, dasTraining und logistische Dienstleistungen.
Seit April dieses Jahres ist die AxNumAG, Biel, verantwortlich für den Vertriebund Service der Deprag-Produkte in derSchweiz und in Liechtenstein. Mit demneuen Vertriebsprogramm Schraubtech-nik und Druckluftmotoren kann AxNumAG weitere Lösungen zur Rationalisie-rung und Produktionsvereinfachung inBranchen wie der Telekommunikation,Elektrotechnik, dem Maschinenbau, derZulieferindustrie, Sanitär-, Medizin-technik, Uhrenindustrie und anderen of-ferieren. Für die Umsetzung des Deprag-Leistungspakets ist ProduktmanagerRolf Mathys zuständig. Zeitgleich mitRolf Mathys begann Pascal Guinand sei-ne Tätigkeit als Produktmanager für dieLinearmotoren der Fabrikate Jenny undGAS.
Die Georg Fischer AG, Schaffhausen,übernimmt die Geschäftsaktivitäten vonAlfa Plastics Inc. in Brampton (Toronto),Kanada. Das Unternehmen ist speziali-siert im Vertrieb von Rohren, Ventilenund Fittings aus Kunststoff für die Was-seraufbereitung, chemische Prozesseund andere industrielle Anwendungenund erzielt mit 20 Mitarbeitenden einenUmsatz von ca. CHF 4,5 Mio. Alfa Plas-tics arbeitet seit über 20 Jahren mit GFPiping Systems zusammen und istgegenwärtig ein wichtiger Vertriebspart-ner in Kanada
Splitter
Die interpack Processes and Pack-aging 2008 hat für äusserst guteGeschäfte für die 2744 Ausstellergesorgt. In ihrer fünfzigjährigenGeschichte war die Stimmung inden Hallen selten so positiv unddas generierte Auftragsvolumenselten so hoch. Die Aussteller derbisher grössten interpack sind innahezu euphorischer Stimmungund berichten von sehr guten Ab-schlüssen, die weit über den schonoptimistischen Erwartungen imVorfeld lagen. VielversprechendeKontakte lassen ein lukrativesNachmessegeschäft erwarten. Da-her gaben 97% der Unternehmenschon jetzt an, an der nächsten
interpack in drei Jahren wieder teil-nehmen zu wollen. Dabei wurdeseitens der Aussteller immer wie-der auch die Internationalität unddie Entscheidungskompetenz derBesucher gelobt. In beiden Berei-chen konnte die interpack 2008zulegen. 65 Prozent waren Fach-leute mit entsprechenden Ent-scheidungsbefugnissen in ihremUnternehmen. Der Anteil auslän-discher Besucher konnte auf nun62% gesteigert werden. Insgesamtwaren 121 Nationen vertreten.Dichtes Gedränge herrschte auchin der Halle 7a, in der die beidenSonderthemen «Bioplastics inPackaging» und der «Innovation-
parc Packaging» platziert waren.Insbesondere das Konzept derKompetenzzentren mit der thema-tischen Bündelung verschiedenerStufen der Wertschöpfungskettesorgte für anregenden und ergiebi-gen Austausch zwischen Ausstel-lern und Besuchern.Der Termin für die nächste inter-pack in Düsseldorf steht bereitsfest: Sie findet statt vom 12. bis18. Mai 2011.
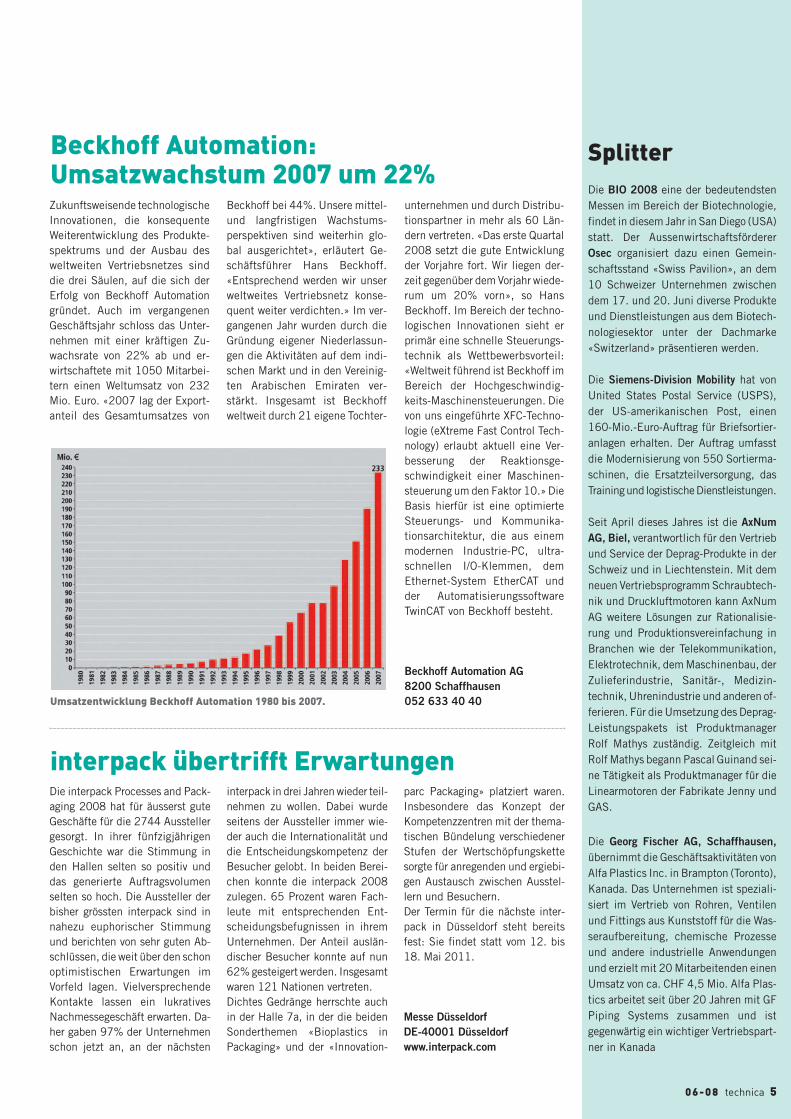
Beckhoff Automation: Umsatzwachstum 2007 um 22%Zukunftsweisende technologischeInnovationen, die konsequenteWeiterentwicklung des Produkte-spektrums und der Ausbau desweltweiten Vertriebsnetzes sinddie drei Säulen, auf die sich derErfolg von Beckhoff Automationgründet. Auch im vergangenenGeschäftsjahr schloss das Unter-nehmen mit einer kräftigen Zu-wachsrate von 22% ab und er-wirtschaftete mit 1050 Mitarbei-tern einen Weltumsatz von 232Mio. Euro. «2007 lag der Export-anteil des Gesamtumsatzes von
Beckhoff bei 44%. Unsere mittel-und langfristigen Wachstums-perspektiven sind weiterhin glo-bal ausgerichtet», erläutert Ge-schäftsführer Hans Beckhoff.«Entsprechend werden wir unserweltweites Vertriebsnetz konse-quent weiter verdichten.» Im ver-gangenen Jahr wurden durch dieGründung eigener Niederlassun-gen die Aktivitäten auf dem indi-schen Markt und in den Vereinig-ten Arabischen Emiraten ver-stärkt. Insgesamt ist Beckhoffweltweit durch 21 eigene Tochter-
unternehmen und durch Distribu-tionspartner in mehr als 60 Län-dern vertreten. «Das erste Quartal2008 setzt die gute Entwicklungder Vorjahre fort. Wir liegen der-zeit gegenüber dem Vorjahr wiede-rum um 20% vorn», so HansBeckhoff. Im Bereich der techno-logischen Innovationen sieht erprimär eine schnelle Steuerungs-technik als Wettbewerbsvorteil:«Weltweit führend ist Beckhoff imBereich der Hochgeschwindig-keits-Maschinensteuerungen. Dievon uns eingeführte XFC-Techno-logie (eXtreme Fast Control Tech-nology) erlaubt aktuell eine Ver-besserung der Reaktionsge-schwindigkeit einer Maschinen-steuerung um den Faktor 10.» DieBasis hierfür ist eine optimierteSteuerungs- und Kommunika-tionsarchitektur, die aus einemmodernen Industrie-PC, ultra-schnellen I/O-Klemmen, demEthernet-System EtherCAT undder AutomatisierungssoftwareTwinCAT von Beckhoff besteht.
Distrelec übernimmt die schwedische ELFA-GruppeDie Distrelec-Gruppe, ein Bereichder Dätwyler Holding AG, hat mit
en. Dabei steht neben einem be-schleunigten Ausbau des Produk-tesortiments insbesondere auchdie gemeinsame Beschaffung imVordergrund. Die bestehenden leis-tungsfähigen Logistikzentren inZürich, Bremen und Stockholmsollen dabei optimiert und weiterausgebaut werden.
Distrelec8606 Nänikon044 944 99 11
Gleich zwei Produkte des bayri-schen Industrieroboteranbieterswurden in diesem Jahr mit dem«red dot award: product design»
KUKA Roboter räumen Preise abausgezeichnet. SchwerlastprofiKR 1000 titan schafft es nachseinem spektakulären Eintrag insGuinessbuch der Rekorde gleich
zum zweiten Mal insRampenlicht, das er sichdiesmal mit KR 16 teilt.Seit 1995 markiert dasDesign-Zentrum Nord-rhein-Westfalen interna-tional herausragendesProduktdesign mit sei-nem berühmten Punkt,dem «red dot», und ver-leiht damit ein weltweitanerkanntes Qualitätssie-gel. Die Auszeichnung istdas Ergebnis einer engenVerknüpfung von Design-Know-how und Ingeni-eurskunst. Bei der Ent-
wicklung neuer Kuka-Produktewird Designexperte Mario Selicschon in einem sehr frühen Sta-dium hinzugezogen. Das Ergebnisdieser Zusammenarbeit kann sichsehen lassen.Beurteilt wurden die 3203 zumWettbewerb eingereichten Pro-dukte nicht nur nach Design-aspekten, sondern auch nach Kri-terien wie Innovationsgrad, Ergo-nomie und ökologischer Ver-träglichkeit. KR 16 bestach zumBeispiel aufgrund seiner sehr ge-ringen Partikelemission, seinerVielseitigkeit und Flexibilität. KR1000 titan überzeugte durchenorme Power. Schlanke, kraft-volle Formen standen bei der Ju-ry ganz hoch im Kurs. Neben demansprechenden Aussehen bieten
der schwedischen ELFA-Gruppeden führenden Katalogdistributor
für Industrieelektronik und Auto-mation in Skandinavien, im Balti-kum und in Osteuropa übernom-men. Zusammen werden Distrelecund ELFA in Kontinentaleuropamit einem Umsatz von rund 400Mio. Franken und Niederlassun-gen in 13 Ländern hinter der eng-lischen Electrocomponents Inc.zur Nummer zwei im Markt der Ka-talogdistribution für Industrie-elektronik und Automation. Diesestarke Stellung soll genutzt wer-den, um die Dienstleistungen fürdie Kunden europaweit auszubau-
beide Roboter eine hohe Lebens-dauer und die gewohnte Kuka Roboterqualität.Für Kuka Roboter bedeutet die ho-he Designauszeichnung eine er-neute Bestätigung der eigenenKreativität, Innovationskraft undTechnologieführerschaft. Seit je-her ist es Anspruch und Motivationdes Unternehmens, für seine Kun-den mit jedem einzelnen Produkteinen Mehrwert an Service, Qua-lität und Leistung zu erbringen.Wenn das Erreichen dieses Zielszu einer Auszeichnung verhilft,umso besser.
KUKA Roboter Schweiz AG8953 Dietikon044 744 90 9
AROFLEX AG · CH-8560 Märstetten
T 071 657 19 28 · F 071 657 21 51www.aroflex.ch
individuell nach Ihren Wünschen· auch Revisionen und Umbauten
Dr. Esther Kissling übernahm die Geschäfts-führung des Getriebeher-stellers L. Kissling & Co.AG. Zusammen mit ihremBruder Martin Kissling, derdie Bereiche Technik, Dia-gnostik und Beschaffung leitet und denVerwaltungsrat präsidiert, stellt sie sichden Aufgaben als neue CEO.
Andreas Evertz verantwortet als Executive Vice Presidentbei der Walter AG ab sofort den Technik-bereich. Zu seinen Aufgaben zählen dieGebiete Logistik, Produktion, Forschungund Entwicklung. Das Umsatzziel der Wal-ter AG für 2010 lautet eine Milliarde Euro. Um dies zu erreichen, hat der Her-steller von Präzisionswerkzeugen für dieindustrielle Zerspanung den Logistik-Spezialisten Andreas Evertz als fünftesManagementmitglied in den Vorstand be-rufen.
Rolf Kesslerwird zum Leiter der Geschäftseinheit HPSoftware in der Schweiz. In seiner neuenPosition wird Rolf Kessler die Stellung vonHP im Software-Markt weiter stärken undinsbesondere das Wachstum bei Lösun-gen für Business Technology Optimization(BTO) vorantreiben. Sein Vorgänger alsCountry Manager HP Software, ManfredEierle, wird zum Manager BTO Solutionsin der Region GWE (General Western Europe) befördert.
Beat Schüpbach ist Mitglied der Geschäftsleitung und seit2007 Vizedirektor des SchweizerischenVereins für Technische Inspektionen(SVTI). Er übernimmt nach mehr als 14-jähriger Tätigkeit im Unternehmen eineneue Aufgabe ausserhalb des SVTI undscheidet per Ende Oktober 2008 aus demSVTI aus. Beat Schüpbach hat den SVTIin seiner heutigen Form massgeblich mit-geprägt. Vorstand und Geschäftsleitungdanken ihm heute schon für sein wert-volles Engagement und wünschen ihmfür die Bewältigung der zukünftigen Her-ausforderungen viel Erfolg. Ein Nachfol-ger ist noch nicht bestimmt.
Thomas Eggenschwiler wird neuer Geschäftsführer Schweiz beiLawson Software Schweiz. Der 44-jährigeSchweizer wird ab dem 1. Juni 2008 daslokale Geschäft verantworten. Vor seinemWechsel zu Lawson Software war er beimeuropäischen CRM-Softwarehersteller Ge-dys IntraWare GmbH als Direktor EMEAfür die Integration der im Frühjahr 2007übernommenen amerikanischen FirmaRelavis verantwortlich.
Kaderkarussell
Eine attraktive und effizienteAutomatisierungslösung für dieFertigung von Kleinserien und
Industriepreis 2008 für Greifer mit Spindelschnittstelle
Einzelstücken auf Bearbeitungs-zentren hat die Schunk GmbH &Co. KG aus Lauffen am Neckar
entwickelt. Der Greifer,der wie ein Werkzeugüber die Standard-schnittstelle mit derMaschinenspindel ver-bunden wird, wechseltdie Werkstücke mit Hil-fe der Achsbewegungenvollautomatisch. Dasspart aufwändige undteure Automatisie-rungslösungen undsorgt zugleich für kurzeRüstzeiten. Der clevereSpindelgreifer ist EndeApril mit dem Indus-triepreis 2008 der Initi-ative Mittelstand ausge-
06-08 technica 7
PGN plus HSK: DerGreifer mit Spindel-schnittstelle vonSchunk ermöglichteine kostengünstigeAutomatisierung vonBearbeitungszentren.
zeichnet worden. Das Produktüberzeuge durch seinen hohenNutzwert und seinen Innovations-gehalt, so die Jury.Der Greifer mit Schnittstelle fürdie Werkzeugspindel wird wie je-des andere Werkzeug im Werk-zeugmagazin abgelegt. Zu Beginneines Zyklus wird er auf die Ma-schinenspindel eingewechselt.Dann fährt das Bearbeitungszen-trum mit den eigenen Achsen zueinem Magazin auf dem Maschi-nentisch, greift dort ein Rohteilund setzt es zur Bearbeitung indas Spannmittel der Maschineein. Anschliessend wird der Grei-fer im Werkzeugmagazin wiederabgelegt. Nach der Bearbeitungwird der Greifer erneut einge-wechselt, das fertige Werkstückwird zurück ins Werkstückmagazintransportiert, und der Zyklus be-ginnt von vorn. Auf diese Weise istein vollautomatischer Werkstück-wechsel durch das Bearbeitungs-zentrum möglich.
Schunk Intec AG8134 Adliswil044 710 21 71
Bits, Sonderwerkzeuge, Zusam-menstellung von Werkzeuggrup-pen und deren Verpackungen so-wie Verpackungslösungen für denPOS-Einsatz im Handel angemel-det werden.Die Jury vergibt an ihrer Sitzungvom 10. September 2008 einPreisgeld von insgesamt 9500 Eu-ro: Für den Gewinnerentwurf gibtes 5000 Euro, der Zweitplatzierteerhält 3000 Euro, der Dritte 1500Euro. Die Preisverleihung findetam 12. September 2008 währendder offiziellen Jubiläumsveran-staltung im emmentalischen Wa-sen statt.Mit jährlich über acht Millionen inder Schweiz produzierten Werk-
zeugen, die in 35 Länder expor-tiert werden, zählt PB Swiss Toolsweltweit zu den führenden Anbie-tern von Werkzeugen für Industrieund Handwerk. Mit der Aus-schreibung dieses Designwettbe-werbs ist das Unternehmen be-strebt, sein Innovationsmanage-ment zu untermauern.Online-Anmeldungen und weitereInformationen zum Wettbewerb«Next Generation by PB SwissTools» sind unter www.ifdesign.deabrufbar.
International Forum Design GmbHDE-30521 Hannover+49 511.89 3 24 34
PB Swiss Tools, Qualitätsmarkt-führer auf dem Sektor Handwerk-zeug, veranstaltet den internatio-nalen, studentischen Wettbewerb«Next Generation by PB SwissTools». Anlässlich seines 130-jäh-rigen Jubiläums lädt das Unter-nehmen den Designnachwuchsein, neues Handwerkzeug, die Ver-packung neuer Werkzeug-Setsund POS-Lösungen für den Fach-handel zu gestalten. Konzipiertund organisiert wird der Wettbe-werb von der iF International Fo-rum Design GmbH in Hannover.Bis zum 31. Juli 2008 können kostenlos Entwürfe zu den Kate-gorien Schraubenzieher, Sechs-kantwerkzeuge, Schlagwerkzeuge,
Jung-Designer sind gefordert
8 technica 06-0 8
Panorama
Datum Ort Thema Kosten Veranstalter/Infos11.6. / 18.6. / 25. 6. / 2.7.0810.6. / 17.6. / 24.6. / 1.7.08
Dietikon Proportional-Hydraulik und ElektronikGrundlagen der HydraulikPlanspiel «Schlanke Produktion»Schnelle Rüstprozesse mit der Methode SMEDMobilhydraulik
Bosch-Rexroth-Schulungen für Hydraulik, Pneumatik, Mechatronik, Linear- und Montagetechnik, Antriebs- und SteuerungstechnikKursinhalte und Termine finden Sie unter www.boschrexroth.ch/seminare
Vermarktung veredelter Textilienzur Diskussion. Vertreter führen-der Textilunternehmen und wis-senschaftlicher Institute stellenNeuheiten zu textiler Nanotech-nologie für verschiedene Anwen-dungen am Bau, im Sport oderzum Schutz von Mensch und Ob-jekten vor.In der Konferenz «NanobasierteElektronik- und Sensorsysteme»werden den Teilnehmenden neu-artige Technologieplattformenund nanotechnologische Verfah-
Nanotechnologie: Fachkongress in St. GallenAm 16. und 17. September 2008findet in St. Gallen die 6. Nano-Europe statt. Die NanoEurope istein europäischer Fachkongress mitAusstellung für Technologie- undKnow-how-Transfer in der Nano-technologie. Multifunktionale Tex-tilien sowie intelligente Systemeund Oberflächen sind in diesemJahr die Schwerpunktthemen. Ei-ne Session richtet sich zudem ex-plizit an Führungskräfte und In-vestoren, die ihr Nanotechnolo-gie-Know-how erweitern wollen.
Zudem findet die 4. NanoRegula-tion statt, die sich mit freiwilligenMassnahmen im Umgang mit Risi-ken der Nanotechnologie befasst. Die Veranstaltung «Kommerziali-sierungsstrategien und Investi-tions-Know-how für Manager» lie-fert Grundlagen für strategischeund Investitionsentscheide undthematisiert Aspekte wie strategi-sche Allianzen und geistiges Ei-gentum in der Nanotechnologie.Die Konferenz «MultifunktionaleTextilien» stellt Fragen nach der
ren vorgestellt. Diese «intelligen-teren» Systeme aus der Nanoweltermöglichen schnellere Reak-tionszeiten und spezielle Oberflä-chenadaptionen für biologischeProzesse. Damit kann beispiels-weise die Kapazität auf Chips beigleichbleibender oder sinkenderFläche vervielfacht werden.
Olma Messen St. Gallen9008 St. Gallen071 242 04 44
und einer modernen Spindelmon-tageabteilung nun vollständig ein-gerichtet besichtigt werden.Reiden BFR24 mit 4-fach-PalettisierungEbenfalls in der neuen Montage-halle ist die grösste Maschine, dieReiden Technik AG je gebaut hat,zu besichtigen. Mit den Aufstell-massen von 16000 x 8500 x3500 mm besticht diese Maschi-ne neben ihrer Dimension eben-falls durch die hohe Produktivitätder automatischen 4-fach-Paletti-sierungseinheit.
Hausausstellung Reiden Technik AGReiden Technik AG lädt nach demMotto «Tradition und Fortschritt –Bewährtes erhalten und neuesschaffen» zur Hausausstellungnach Reiden ein. Vom Mittwoch, 2. Juli, bis Freitag, 4. Juli, wird deninteressierten Besuchern jeweilsvon 9 bis 16 Uhr ein Einblick in dieHerstellung moderner CNC-Werk-zeugmaschinen gegeben. Im gan-zen Betrieb werden verschiedeneMaschinenmodelle, Automatisie-rungstechniken, Werkzeuge, Spann-techniken, CAD-CAM-Systeme undSteuerungen zu sehen sein.
Zudem werden gleich vier speziel-le Highlights präsentiert:5-Achsen-Zenter Reiden RX10An der Hausausstellung wird derStartschuss zur neusten Maschinegegeben. Die RX10 in Portalbau-weise wird das Reiden-Produkte-portfolio abrunden. Neue MontagehalleUm die Montagekapazität zu erhö-hen wurde im Juli 2007 mit demNeubau einer weiteren Montage-halle begonnen. Rund 1 Jahr spä-ter kann die neue Halle mit 6 Mon-tageplätzen für die BFR2-Baureihe
Grob Universal-Bearbeitungs-zenter G350Als Handelsvertretung der FirmaGrob aus Mindelheim wird Reidendie G350 zum ersten Mal in derSchweiz präsentieren! Sie ist über-zeugend bezüglich hoher Genauig-keit, der stabilen Bauweise unddem interessanten Preis-Leis-tungs-Verhältnis.
REIDEN TECHNIK AG6260 Reiden www.reiden.com
Export-ForumExport-ForumIN ZUSAMMENARBEIT MIT OSEC BUSINESS NETWORK SWITZERLAND
10 technica 06-08
2007 wurden in Saudi-ArabienBauvorhaben im Umfang von USD200 Mrd. realisiert und auch inden VAE boomt die Branche wiekaum anderswo. Kein Wunder,dass davon Unternehmen aus derganzen Welt profitieren möchten.So auch die Swissmetal AG mit
Erste Projekte in AussichtErfolg verspricht sich Bushari-Minnick jetzt vor allem vom Pro-dukt Dorna-A, einer Speziallegie-rung für Bronzeprofile für Fassa-den. Diese kommen für grosseBauvorhaben wie Hotels, Museenund andere repräsentative Gebäu-de in Frage. «Wir haben mehrereAnfragen und hoffen, innerhalbdieses Jahres erste Projekte abzu-wickeln», so die Swissmetal-Ma-nagerin.
Swissmetal baut neu das Exportgeschäft mitDubai und Saudi-Arabien auf. Evelyne Bushari-Minnick, die zuständige Sales Managerin bei derSwissmetal AG, hat dafür eng mit Oseczusammengearbeitet: «Saudi-Arabien bereitetsich vor auf die Zeit, wenn kein Erdöl mehrfliesst, und tut alles dafür, dass ein Teil der Gel-der dereinst im eigenen Land bleibt.»
Swissmetal – Schweizerische Metallwerke AG in den VAE und Saudi-Arabien
Hauptsitz in Dornach SO. Als welt-weite Technologieführerin fürhochwertige Produkte aus Kupferund Kupferlegierungen hat sie da-für gute Karten in der Hand.
Gute Unterstützung vor OrtBei der Markterschliessung hatsich das börsenkotierte Unterneh-men (Umsatz 2006: CHF 334Mio., 763 Beschäftigte) für dieZusammenarbeit mit Osec und da-mit auch mit dem Swiss BusinessHub in Dubai und Riad entschie-den. «In Dubai und Saudi-Arabienkonnten wir von den dortigen Re-präsentanten enorm profitieren.Wir wurden zuvorkommend undauch liebenswürdig unterstützt»,resümiert Evelyne Bushari-Min-nick, Regional Sales Manager derAvins Schweiz AG, der Sales-Or-ganisation von Swissmetal, die zu-gleich auch als Handelsorganisa-tion wirkt. Zuvor war es um dasFinden und Verifizieren von fürSwissmetal interessanten Adres-sen gegangen. Die besten wurdenherausgepickt, und das Business-Netzwerk arrangierte Meetings mitpotenziellen Kunden vor Ort.
«Schon das erste Treffen mitOsec in Zürich verlief sehr gut,und auch danach erlebte ich dieZusammenarbeit stets als äus-serst professionell.» EvelyneBushari-Minnick, Sales Mana-ger, Swissmetal AG.
Die Swissmetal AG ist weltweite Technologieführerin für hochwer-tige Produkte aus Kupfer und Kupferlegierungen.
Angetriebene Werkzeuge mit C-Achse
Die als Sonderzubehör erhältliche Option „angetriebene
Werkzeuge“ für Haas Drehmaschinen ermöglicht den
Einsatz von herkömmlichen axial oder radial angetriebenen
VDI40-Werkzeugen für sekundäre Bearbeitungsvorgänge
wie Fräsen, Bohren und Gewindebohren – sowohl
an der Stirnseite des Werkstücks als auch entlang
dem Durchmesser. Diese Option umfasst eine
vollständige C-Achse für die interpolierte, bidirektionale
Bewegung bei präzisen Drehzahlen und Vorschüben
für Teilepositionierung und Wiederholgenauigkeit.
Eine leistungsstarke Hydraulikbremse blockiert die
Hauptspindel bei sekundären Bearbeitungsvorgängen
und gibt sie zum Drehen und Schalten wieder frei.
HaasEinfache Innovation Nr. 11Drehen und Fräsen mit nur einer Aufspannung
Haas Factory OutletUrma AG • Rupperswil I Tel: 062-889 20 20 I www.urma.ch I www.HaasCNC.com
Vertragspartnerin der oben ge-nannten Branchenlösung ist dieStiftung Entsorgung SchweizSENS; sie organisiert das Recy-cling und stellt sicher, dass die gesetzlich vorgeschriebenen Ent-sorgungsstandards eingehaltenwerden.
Für Swissmem-Mitglieder und KundenVon der neuen Branchenlösungkönnen, nach Aussage des Ver-bandes Swissmem, alle Swiss-mem-Mitglieder sowie deren Kun-den profitieren und Geräte derSchweiss- und Schneidetechnikkostenlos ins SENS-Entsorgungs-system abgeben. Mit der Delega-tion an die Stiftung sind Firmenbei Recyclingfragen entlastet undkönnen sich auf ihr Kerngeschäft
konzentrieren. Zudem hat die pri-vatwirtschaftlich organisierte Lö-sung den Vorteil, dass die ange-schlossenen Firmen ein Mitspra-cherecht haben.
Die FinanzierungMit Unternehmen, die sich am Recyclingsystem beteiligen, wird jeweils ein Einzelvertrag abge-schlossen. Der Rahmenvertrag von Swissmem mit SENS ist seit 1. Januar 2008 in Kraft. Finan-ziert wird die Entsorgung über diesogenannten vorgezogenen Recy-clinggebühren (vRG), welche dieKundinnen und Kunden beimKauf der Geräte bezahlen. 1998 hatte der Bund die Verord-nung über die Rückgabe, dieRücknahme und die Entsorgungelektrischer und elektronischer
Die Swissmem-Fachgruppe Schweiss- undSchneidtechnik hat eine Branchenlösung zur sach- und umweltgerechten Entsorgung ausgedienter Schweissgeräte ausgearbeitet undeine entsprechende Vereinbarung abgeschlossen.
Swissmem-Mitglieder sowie deren Kunden profitieren
Branchenlösung für die Ent-sorgung von Schweissgeräten
Folgende Firmen haben sich bereits zum Mitmachen verpflichtet
Geräte der Schweiss- und Schneidetechnik können kostenlos ins SENS-Entsorgungssystem gegeben werden.
Geräte (VREG) erlassen, die prak-tische Umsetzung jedoch der Pri-vatwirtschaft anvertraut. Mit derneuen Branchenlösung nach Aus-sage des Swissmem «gewährleis-tet, dass für die Qualität der Ent-sorgung durchgängig gebürgt wer-den kann». -böh-
Gleitelemente. Flach und leicht z. B. DryLin® N ...
besonders robust DryLin® T ... für runde Wellen,
schnell und leise DryLin® R ... optimierte Lasten-
verteilung, flexibel DryLin® W. Alles ab Lager ab
Losgröße 1.
Besuchen Sie uns:
Automatica, München - Halle B3 Stand 508
2_723-Drymini_bearb.indd 1 13.5.2008 16:17:33 Uhr
14 technica 06- 08
Themenschwerpunkt war Fräsen.Und hier zeigte das UnternehmenAgie Charmilles Sales Ltd. ein-drücklich auf, dass es sowohl imHSC-Bereich als auch im HPC-Sektor enorm stark ist. Das typi-sche Werkstückspektrum reichtvom Werkzeug- und Formenbauüber die Medizintechnik undAutomobilindustrie bis hin zurFlugzeugindustrie. Um das Spek-trum abdecken zu können, verfügtdas Unternehmen über ein breitesMaschinensegment.
und mittleren Serien immer wich-tiger. Das zeigt sich auch am Be-stelleingang: Bei Agie CharmillesSales Ltd. werden derzeit 70 % al-ler Maschinen mit Automatisie-runglösungen bestellt. Tendenzsteigend.
Die Produktpalette des Werkzeug-maschinenherstellers deckt fürdie vielfältigsten Anforderungenvom HSC-Bereich über den HPC-Bereich bis hin zu preiswertenUniversalmaschinen das Frässeg-ment ab. Im HSC-Sektor bietetdas Unternehmen 15 verschiede-ne Variationen an, die sich konkretdurch hohe Spindeldrehzahlenund schnelle Vorschübe auszeich-nen. Hier steht die Oberflächen-qualität des Werkstücks im Vorder-grund.Aber auch wenn es um hohe Zer-spanraten geht, ist man hier an derrichtigen Stelle. 21 Variationenvon HPM-Maschinen für grössereWerkstücke und Volumenzerspa-nung stehen zur Verfügung. Undschliesslich wird im Universalbe-reich die VC-Reihe angeboten.Dies sind Maschinen für eher mo-derate Abtragsraten, dafür aberbewegen sie sich in einem kos-tengünstigen Segment.
Software im HPM- undHSM-Bereich Software wird auch im Werkzeug-maschinensektor immer bedeu-tender. Die Software-Smartmodu-
Technologietage bei Agie Charmilles Sales Ltd. In Nidau
Frästechnologie im MittelpunktBis auf den letzten Platz ausgebucht waren dieTechnologietage bei Agie Charmilles Sales Ltd. in Nidau mit dem Fokus Fräsen. Thematisiertwurden aktuelle Trends im Bereich des HSC- undHPC-Fräsens (HSC = Hochgeschwindigkeits-fräsen, HPC = Hochleistungsfräsen) komplexerWerkstücke. Unter dem Motto «Achieve more»demonstrierte das Unternehmen die Produkti-vität und Präzision als auch Flexibilität der bis zu 5-achsigen Simultan-Bearbeitungszentren.
Märkte & Unternehmen
Durchdachte AutomatisierungIns Auge stechen die sehr durch-dachten Automatisierungslösun-gen der Maschinen. Das Werk-stückhandling wird dabei von hin-ten durch die Maschine realisiert,was den nicht unerheblichen Vor-teil bringt, dass dadurch der Ma-schinenbediener immer genügendPlatz hat, um den Bearbeitungs-bereich beim Einfahren optimalnutzen zu können. Automatisie-rung wird auch bei Kleinstserien
Dynamik pur: Dank Drehschwenktischen können Werkstücke auf bis zu 5 Seiten fünfachsigsimultan bearbeitet werden.
Besucher informierten sich über die neuesten Technologien der HSC- und HPC-Bearbeitung.
Teilehandling – wie im Bild per Roboter – wird in der Fertigung ein zunehmend wichtiger Aspekt.
le des Unternehmens tragen dazubei sowohl die Produktivität alsauch die Qualität der Werkstückezu erhöhen. Auch der Schutz derMaschine wird durch Software-tools optimiert. Standard ist ge-nerell die Wärmekompensationals auch Vibrationsmessung undProzessoptimierung. Die Bedienerkönnen entsprechend der ge-wünschten Oberflächengüte dieoptimalen Programme anwählenund laufen Klassen. Den Rest er-ledigt die Maschinen-Softwareund -Steuerung.
Herzstück: Spindeln im FokusHerz der Maschinen sind abernach wie vor die Spindeln. Siesind aus dem eigenen Konzern:Steptec. 6000 bis 54 000 1/minDrehzahlen bringen die Spindeln.Die Steptec- Motorspindeln bauendabei sehr kompakt. Relativ neuim Angebot sind sogenannte In-linespindeln, die hybridgelagertsind. Das Spezielle an diesenSpindeln ist, dass der Motor hin-ten und die Spindel vorne sind.
Der grosse Vorteil: bei einem Crashbraucht nur die Kartusche ge-wechselt zu werden. Die Antrieb-seinheit bleibt verschont. Was sichletztlich auch auf den Geldbeuteldes Anwenders positiv auswirkenkann.
Service wird grossgeschirebenThema während der Technologie-tage, waren aber nicht nur die«harten» Zerspanungsfakten, son-dern auch der Service. Service undKundendienst spielen eine ganzwesentliche Rolle bei GF AgieCharmilles Sales. Denn nichts istunrentabler als eine stillstehendeMaschine beim Kunden. Damitdie Kunden möglichst schnell Hilfe bekommen können, bestehtjetzt eine zentrale Service-Hotline (Tel. 032 366 19 50).
BLUM Mess-Software für Freiformflächen● Messen direkt auf der Maschine● Schnelle Erkennung von Bearbeitungsfehlern● Nachbearbeitung in Originalaufspannung● Best-Fit – Kollisionskontrolle – 5-achsig● ADIF – automatisierte Maschinenanbindung
Obwohl die ATB Schweiz AG in derheutigen Form erst 2005 gegründetwurde, ist ATB in der Schweiz seitJahren ein Begriff. Früher noch alsVertriebs- und Serviceniederlas-sung von ATB Spielberg/Welzheimsowie Flender, hat sich das Teamum Geschäftsführer Hansjörg Burriwährend Jahren einen guten Ruf alszuverlässiger Partner für Antriebs-fragen aufgebaut. Die einschneidenden Veränderun-gen in den Besitzverhältnissen derLieferfirmen machte vor drei Jahreneinen Neustart opportun: WährendFlender bekanntlich an Siemensverkauft wurde, baute die österrei-chische A-TEC-Gruppe rund um die
ATB als Bestandteil der A-TEC-GruppeDie A-TEC Industries AG, Wien, be-steht aus den vier Firmengruppen • Austrian Energy &
Environment AG • ATB Austria
Antriebstechnik AG• A-TEC Mechanical
Engineering sowie• A-TEC Minerals & Metals
Holding GmbHDie ganze Gruppe, zu der u.a. auchbekannte Namen wie Von Roll In-nova, Babcock Power, Emco Maieroder Dörries Scharmann gehören,erzielte 2007 mit 13800 Mitar-beitern einen Umsatz von 2,4 Mrd.Euro. Die ATB Austria AntriebstechnikAG wuchs rund um die 2001 er-worbenen «Kernwerke» Spiel-berg/Welzheim durch die Akquisi-tionen von Firmen wie Selni, Mor-ley, Sever, Western Electric,Schorch, Brook Crompton, Tamelund Laurence Scott zu einem um-fassenden Antriebsanbieter mit10 Antriebsfirmen, 6500 Mitar-beitern und 480 Mio. Euro Jah-resumsatz. Das Angebot diesesFull-Line-Suppliers umfasst Mo-toren im Leistungsbereich von 20
W bis 10 MW. Das breite Angebotreicht von Industriemotoren (Se-rienfertigung wie auch kunden-spezifische Spezialmotoren) bis zumassgeschneiderten Projektmoto-ren, die z.B. auch als explosions-geschützte oder druckfest gekap-selte Ausführungen für den Offs-hore-Bereich angeboten werden.
Gewichtige Rolle der SchweizGeschäftsführer Hansjörg Burri zeig-te bei seiner kurzen Begrüssungs-ansprache Verständnis dafür, dassdie schwerwiegenden Veränderun-gen bei den Kunden auch Verunsi-cherungen und Ängste wecken kön-nen. Er bat auch um Verständnis dafür, dass die Integration der ak-quirierten Firmen nicht einfach «perKnopfdruck» und deshalb nicht im-mer gänzlich ohne Friktionen erfol-gen kann. Er dankte seinen Kundendeshalb nicht nur für ihre Treue, son-dern auch für die Geduld, die siemanchmal aufzubringen hatten.Als Vertreter der MuttergesellschaftATB Antriebstechnik GmbH meinteManfred Zechner, Leitung VertriebZentraleuropa, schmunzelnd, dassdie ATB zeige, dass die Schweiz undÖsterreich offensichtlich nicht nurin Sachen Fussball zusammen-wachsen. Er wies darauf hin, dassdie Schweiz für ATB innerhalb Eu-ropas einen der grössten Absatz-märkte darstellt und dankte Ge-schäftsführer Burri und seinem Mit-arbeiterteam für die ausgezeichneteArbeit, die das stolze Wachstum derUmsätze erst möglich gemacht hät-te. Er dankte aber auch den Kun-den für ihre Inputs und Ideen, wel-che die ATB-Gruppe auch techno-logisch immer wieder befruchtet.
ATB Schweiz AG – aus der Tradition heraus neu positioniert
Dank für Treue und GeduldNach turbulenten Jahren der Veränderung, der Neupositionierung und des Aufbaus hatte dieGeschäftsleitung der ATB Schweiz AG, Lenzburg,das Bedürfnis, den langjährigen Kunden, die auchwährend der wechselvollen Zeit auf die ver-lässliche Antriebstechnik von ATB setzten, fürihre Treue und Geduld zu danken. Sie tat dies miteinem ebenso gediegenen wie unterhaltsamenDiner-Spektakel auf der mobilen Hospitality- und Theaterplattform «Das Zelt», die vor kurzem in Aarau Station machte.
ATB-Werke über Akquisitionen eineglobal agierende Antriebstechnik-gruppe auf, die sich heute mit Fugund Recht als Full-Line-Supplierbezeichnen kann. Diese Entwick-lung führte nun zur schon fast pi-kanten Situation, dass HansjörgBurri im Aarauer Schachen seinenzum Teil seit Jahrzehnten betreutenKunden als Geschäftsführer einer 3 Jahre alten Service- und Ver-kaufsfirma einen um nur wenigeJahre älteren Industriekonzern vor-stellen konnte, der über 80 JahreBranchenerfahrung auf dem Gebietder Antriebstechnik verfügt – ATBwar ursprünglich ein Teilbereich derBauknecht-Gruppe.
Geschäftsführer Hansjörg Burri dankt seinen Kunden für die langjährige Treue.
Manfred Zechner freut sich über das stetigeWachstum der ATB Schweiz AG.
Antriebstechnik I Märkte & Unternehmen
18 technica 06 -08
Das ist ein High-Tech-Sauger»sagt Steffen Buchwald kurzund knapp zu dem mitge-
brachten «Dyson DC15», High-Techsteckt vor allem in der Strömungs-technologie des Saugers. Hier stecktauch das eigentliche Know-how desSystems. Tatsächlich spricht dieserStaubsauger technologieorientierteKundschaft an.
Strömungsabläufe werden simuliert«Unsere Software ist in der Lage, diekompletten Strömungsabläufe zu simulieren und vor allem auch zu optimieren», sagt Steffen Buchwaldweiter. Schliesslich wird die Geometrie prak-tisch automatisch an die optimiertenStrömungsverhältnisse angepasst.
Märkte & Unternehmen I PLM-Systeme
Während der 2. Jahrestagung für innovative Produktent-wicklung in Zürich stellte auch Siemens Product LifecycleManagement Software (CH) AG (im Folgenden: Siemens PLMSoftware AG) sein Produktportfolio vor. Steffen Buchwald, VPund Managing Director, zeigte der Technica-Redaktion am Beispiel des High-Tech-Saugers von Dyson, welche Möglich-keiten das Software-Portfolio von Siemens PLM bietet, um denDyson-Sauger optimal zu entwickeln. Dazu gehört neben dem3D-Modelling auch die Strömungssimulation.
Innovationsgesteuerte Kultur macht Dyson zum Branchenführer
Strömungssimulation und 3D-Modelling inklusive
Notwendig ist das, um die Saugkraftdes Saugers möglichst hochzuhaltenund zum anderen mittels des soge-nannten Zyklon-Systems jeglicheStaubpartikel im Staubbehälter abzu-lagern – ganz ohne Staubsack.
Gleichbleibende SaugleistungDas Unternehmen Dyson wurde 1993gegründet und galt bald als anerkann-ter Innovator, als es mit dem DysonDCO1 Dual Cyclone den ersten Staub-sauger mit gleichbleibender Saug-leistung auf den Markt brachte. ImLaufe der folgenden zehn Jahre arbei-tete sich Dyson mit seinen Verkäufenan die Spitze der Staubsaugerherstel-ler in Westeuropa und wurde zum füh-renden Anbieter von Bürstsaugern inden USA.
Steffen Buchwald, VP und Mana-ging Director (links) gemeinsammit Sascha Rüttimann, Marketing &Communications Manager, beideSiemens PLM Software (CH) AGpräsentierten der Technica-Redak-tion die Stärken ihrer PLM-Lösungam Beispiel des Dyson-Staubsau-gers «DC15».
PLM bringt Vorteile Seit der Implementierung seiner PLM-Lösungvon Siemens PLM konnte Dyson seine Zyklus-zeiten zum Teil erheblich verkürzen. WeitereVorteile sind im Einzelnen:• Fortschrittliche 3D-Modelle mit Simulation
von Bewegungen und Teileinteraktionen.• Nutzung der Konstruktionsgeometrie für
die schnelle Entwicklung von Prototypen.• Gleichbleibende Zeiten für Entwicklungs-
zyklen trotz immer anspruchsvollerer Technologie.
• Der DC15 erzielte grossen Erfolg als fort-schrittlichster und innovativster Staubsaugerauf dem Markt.
PLM-System implementiertDysons neueste Innovation ist der Dyson DC15. Dieser ist mit einer so-genannten Ball-Technologie ausge-stattet: Starre Räder wurden durch einen äusserst wendigen Ball ersetzt,mit dem man – so die Angaben desHerstellers Dyson – leicht um die Mö-bel herumfahren kann. Um dauerhaftinnovative Staubsauger produzierenzu können, begann Dyson, das Unter-nehmen umzustrukturieren. Ein neu-es Produktentwicklungsteam wurdezusammengestellt, und ein digitalesProduct Lifecycle Management-System der nächsten Generation im-plementiert.
InnovationsgesteuerteZusammenarbeit Mit seinem PLM-System konnte Dy-son die Zusammenarbeit einer Grup-pe von mehr als 100 Forschungs- undEntwicklungsingenieuren in einem
globalen Innovationsnetzwerk unter-stützen. Konstrukteure, die mit derEntwicklung und dem Testen neuerTechnologien befasst waren, und In-genieure, die für den Detailentwurfdes D15 verantwortlich waren, wur-den in einem stark zielorientiertenTeam zusammengeführt.
Detailgenaue 3D-ModelleDank des PLM-Systems stellten siedetailgenaue 3D-Modelle her, mit de-nen sie ihre Ideen verdeutlichen undbeispielsweise den Ballmechanismusverfeinern konnten. Die mit diesemSystem erstellten Entwürfe unter-stützten die rasche Herstellung vonModellen für Testläufe und Auswer-tungen und wurden zur schnellen Ent-wicklung von Prototypen verwendet. Aber PLM bietet noch mehr. Buch-wald: «Dank der schnelleren Entwick-lung von Prototypen und der grösse-ren Genauigkeit und Eliminierung vonFehlern in Entwürfen konnte die
POLYURETHANEDie individuelle Problemlösung für die Herstellung von Formteilen und Beschichtungen aus Polyurethan.
tecnica_RZ_Poly_grav_210_bearb.i1 1tecnica RZ Pol ra 210 bearb i1 1 19.5.2008 10:43:01 Uhr19 5 2008 10 43 01 Uhr
Markteinführungszeit erheblich ver-kürzt werden. Unser PLM-System er-möglichte es den Dyson-Ingenieuren,wesentlich produktiver mit strategi-schen Partnern zusammenzuarbei-ten, wie zum Beispiel mit den Tech-nikern der für diesen Zweck erbautenMontagebänder in Malaysia. Die ho-he Qualität der durch konsequente Si-mulation und Entwicklung von Proto-typen erhaltenen Daten sorgt fürschnelle Durchlaufzeiten. Werkzeug-macher können auf Modelldaten fürden DC15 zugreifen und sie direkt inihre komplexen Schneidewerkzeugeeinarbeiten.» -böh-
20 technica 06-08
Spannfutter übertragen die Ma-schinenleistung von der Spindelauf das Werkzeug und müssen da-bei Flieh-, Zug- und Druckkräfte,Torsions- und Biegebelastungensowie die durch den Zahneingriffentstehenden Schwingungen auf-nehmen. Zur Reduzierung dieserEinflüsse ist eine Vielzahl techno-logischer und wirtschaftlicher An-forderungen zu erfüllen.
Die wichtigsten AnforderungenDie wichtigsten prozessabhängi-gen Anforderungen betreffen dieübertragbaren Drehmomente undAxialkräfte, die Biegesteifigkeit,Rundlaufeigenschaften, Wucht-güte, Dämpfungseigenschaftenund die Spannbarkeit von h6- undHSS-Schäften. Die vom Prozessunabhängigen Anforderungen be-ziehen sich auf die Variantenviel-falt an der Trennstelle, die verfüg-baren Schnittstellen, die Störkon-
Präzisionsspannfutter für hohe Zeitspanungsvolumen und Standwege
Werkzeugaufnahme optimiert BearbeitungsparameterDie Leistungsmerkmale spanender Werkzeuge habentrotz ihres verhältnismässig geringen Anteils an denGesamt-Herstellungskosten grossen Einfluss auf dieProduktion. Um die damit zusammenhängenden Aus-wirkungen auf die Kalkulation sowie auf die Maschineund ihr Umfeld optimieren zu können, kommt derWerkzeugspannung eine entscheidende Bedeutungzu. In einer Vergleichsstudie an der Universität Ulmwurden deshalb unterschiedliche Spannfutter vorallem hinsichtlich Genauigkeit und Zeitspanungsvolu-men untersucht.
lung und die Fähigkeit zur Mini-malmengenschmierung. Im Hin-blick auf die Wirtschaftlichkeit
sind besonders die Stückkostenfür Spannfutter und Spannperi-pherie, die Werkzeugwechsel- undVoreinstellzeit, der Wartungsauf-wand und die Lebensdauer zu beachten.
Spannfutter im VergleichEin wesentliches Bewertungskri-terium für das Arbeitsergebnis undden wirtschaftlichen Einsatz beimFräsen ist das erzielte Zeitspa-nungsvolumen. Über die diesenSachverhalt beeinflussenden Fak-toren sollte eine vergleichendeUntersuchung zwischen handels-üblichen Schrumpf- und Hydro-dehnspannfuttern sowie APC-Prä-zisionsspannfuttern der Firma Albrecht grundlegende Informa-tionen liefern. Dabei kamen Spannfutter ver-schiedener Durchmesser zur Be-stimmung der ratterfreien Grenz-schnitttiefen und Standzeitenbeim Fräsen in Stahl und in Alu-minium zum Einsatz. Für die Er-mittlung der Haltemomente wur-den die Spannfutter mit einem de-finierten Moment gespannt, dasdann an einem gespannten Dornüber einen Drehmomentschlüsselabgenommen wurde.
Versuche an der Universität UlmDer Bericht basiert auf Versuchen, die im Auftrag der Firma Albrecht an der Universität Ulm durchgeführt wurden von: Prof.Dr.-Ing. Michael Kaufeld, Jahrgang 1960. Der Professor an derUniversity of Applied Sciences in Ulm ist im Fachbereich Me-chatronik verantwortlich für das Fachgebiet «Fertigungstech-nik». Er ist Mitglied im Institut für Fertigungstechnik & Werk-stoffprüfung und leitet das Steinbeis-Transferzentrum «Produk-tionstechnik & Werkzeugmaschinen (TzPW)» in Horgau.Christian Rzepka, Jahrgang 1976, ist Mitarbeiter im Institutfür Fertigungstechnik & Werkstoffprüfung der University ofApplied Sciences in Ulm. -böh-
Bild 1: Die APC-Präzisionsspannfutter sind in verschiedenen Längenlieferbar, beispielsweise mit HSK 63, A = 90 oder 130 mm sowie inlanger, schlanker Ausführung.
tur oder Werkstückzugänglichkeit,das einfache Handling, die Ge-nauigkeit der Längenvoreinstel-
Fertigung + Produktion I Werkzeuge
06-08 technica 21
InfosFirma Josef Albrecht Bohr-futterfabrik GmbH & Co. KGD-73249 Wernau0049 7153 300 60www.albrecht-bohrfutter.de
CH-Vertretung:IFANGER AG8610 Uster044 943 16 [email protected] 1.2, Stand A2
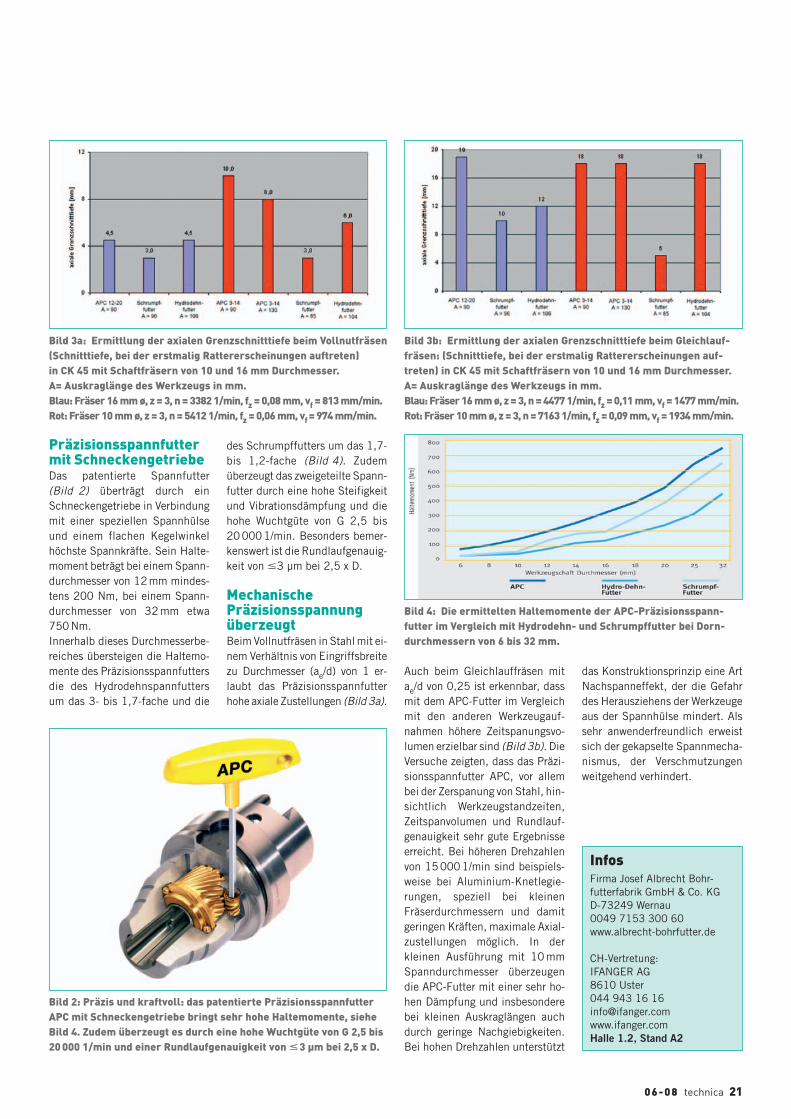
Präzisionsspannfuttermit SchneckengetriebeDas patentierte Spannfutter (Bild 2) überträgt durch einSchneckengetriebe in Verbindungmit einer speziellen Spannhülseund einem flachen Kegelwinkelhöchste Spannkräfte. Sein Halte-moment beträgt bei einem Spann-durchmesser von 12 mm mindes-tens 200 Nm, bei einem Spann-durchmesser von 32 mm etwa 750 Nm. Innerhalb dieses Durchmesserbe-reiches übersteigen die Haltemo-mente des Präzisionsspannfuttersdie des Hydrodehnspannfuttersum das 3- bis 1,7-fache und die
des Schrumpffutters um das 1,7-bis 1,2-fache (Bild 4). Zudemüberzeugt das zweigeteilte Spann-futter durch eine hohe Steifigkeitund Vibrationsdämpfung und diehohe Wuchtgüte von G 2,5 bis 20 000 1/min. Besonders bemer-kenswert ist die Rundlaufgenauig-keit von �3 µm bei 2,5 x D.
Mechanische PräzisionsspannungüberzeugtBeim Vollnutfräsen in Stahl mit ei-nem Verhältnis von Eingriffsbreitezu Durchmesser (ae/d) von 1 er-laubt das Präzisionsspannfutterhohe axiale Zustellungen (Bild 3a).
Bild 3a: Ermittlung der axialen Grenzschnitttiefe beim Vollnutfräsen(Schnitttiefe, bei der erstmalig Rattererscheinungen auftreten) in CK 45 mit Schaftfräsern von 10 und 16 mm Durchmesser. A= Auskraglänge des Werkzeugs in mm.Blau: Fräser 16 mm ø, z = 3, n = 3382 1/min, fz = 0,08 mm, vf = 813 mm/min. Rot: Fräser 10 mm ø, z = 3, n = 5412 1/min, fz = 0,06 mm, vf = 974 mm/min.
Bild 3b: Ermittlung der axialen Grenzschnitttiefe beim Gleichlauf-fräsen: (Schnitttiefe, bei der erstmalig Rattererscheinungen auf-treten) in CK 45 mit Schaftfräsern von 10 und 16 mm Durchmesser.A= Auskraglänge des Werkzeugs in mm. Blau: Fräser 16 mm ø, z = 3, n = 4477 1/min, fz = 0,11 mm, vf = 1477 mm/min. Rot: Fräser 10 mm ø, z = 3, n = 7163 1/min, fz = 0,09 mm, vf = 1934 mm/min.
Bild 4: Die ermittelten Haltemomente der APC-Präzisionsspann-futter im Vergleich mit Hydrodehn- und Schrumpffutter bei Dorn-durchmessern von 6 bis 32 mm.
Auch beim Gleichlauffräsen mitae/d von 0,25 ist erkennbar, dassmit dem APC-Futter im Vergleichmit den anderen Werkzeugauf-nahmen höhere Zeitspanungsvo-lumen erzielbar sind (Bild 3b). DieVersuche zeigten, dass das Präzi-sionsspannfutter APC, vor allembei der Zerspanung von Stahl, hin-sichtlich Werkzeugstandzeiten,Zeitspanvolumen und Rundlauf-genauigkeit sehr gute Ergebnisseerreicht. Bei höheren Drehzahlenvon 15 000 1/min sind beispiels-weise bei Aluminium-Knetlegie-rungen, speziell bei kleinen Fräserdurchmessern und damitgeringen Kräften, maximale Axial-zustellungen möglich. In der kleinen Ausführung mit 10 mmSpanndurchmesser überzeugendie APC-Futter mit einer sehr ho-hen Dämpfung und insbesonderebei kleinen Auskraglängen auchdurch geringe Nachgiebigkeiten.Bei hohen Drehzahlen unterstützt
das Konstruktionsprinzip eine ArtNachspanneffekt, der die Gefahrdes Herausziehens der Werkzeugeaus der Spannhülse mindert. Alssehr anwenderfreundlich erweistsich der gekapselte Spannmecha-nismus, der Verschmutzungenweitgehend verhindert.
Bild 2: Präzis und kraftvoll: das patentierte PräzisionsspannfutterAPC mit Schneckengetriebe bringt sehr hohe Haltemomente, sieheBild 4. Zudem überzeugt es durch eine hohe Wuchtgüte von G 2,5 bis20 000 1/min und einer Rundlaufgenauigkeit von �� 3 μm bei 2,5 x D.
22 technica 06- 08
Einschneidige Fräser aus Voll-hartmetall bringen die Vorteilevon ein- und mehrschneidigen
Werkzeugen auf den Punkt. Zum ei-nen werden durch das freie Abflies-sen der Späne auch bei hoher Dreh-zahl schnelle Vorschübe möglich.Zum anderen sorgt der ruhige Lauf der
Werkzeuge für qualitativ erstklassigeTeileflächen. Bei den meisten Bear-beitungsaufgaben wird der Einsatz eines separaten Schlichtwerkzeugsdamit überflüssig: Werkzeugwechselund Nachbearbeiten entfallen. Diesmindert sowohl die Produktionszeitals auch die Kosten.
Patentierter GegenwuchtschliffMöglich macht dies ein patentierterGegenwuchtschliff. Mit Hilfe der Fi-nite-Elemente-Methode (FEM) wirdfür jeden einzelnen Durchmesser derWerkzeugreihe die optimale Geome-trie berechnet. Tests haben nachge-wiesen, dass Unwuchten so weitest-gehend beseitigt werden, ohne dassdas Fräswerkzeug geschwächt oderinstabil wird.Welche Leistungen durch den paten-tierten Gegenwuchtschliff möglichwerden, zeigt sich unter anderem beider Bearbeitung von Aluminium-Ge-häusen. In einer Versuchsreihe solltendie Fertigungszeit auf ein Minimumgedrückt und gleichzeitig Oberflä-chen ohne jede Rattermarke erreichtwerden. Daher wurde die Vibrations-belastung im Versuch mit digitalenSchwingungsaufnehmern überwacht.Mit ein und demselben 8-mm-Ein-schneider geschruppt und geschlich-tet, lag die Gesamtbearbeitungsdau-er bei weniger als neun Minuten. EinWerkzeugwechsel war nicht notwen-dig. Die Oberflächenqualität war her-vorragend. Bei den Fräsparameternwurde die vom Spindelhersteller vor-
Fertigung und Produktion I Werkzeuge
Eine patentierter einschneidiger VHM-Fräser ermög-licht Komplettbearbeitung mit über 40 cm3/min Zer-spanleistung von Aluminium inklusive spiegelblankerFlächen. Der Vollhartmetall-Einschneider mit paten-tiertem Gegenwuchtschliff optimiert sowohl die Zer-spanungsleistung als auch die Oberflächenqualität.
Patentierte Schneide vervielfacht Zerspanleistung
Einschneidiger VHM-Fräsermit Gegenwuchtschliff
Mit ein und demselben 8-mm-Einschneider geschruppt und geschlichtet, lag die Gesamtbearbei-tungsdauer bei weniger als neun Minuten. Ein Werkzeugwechsel war nicht notwendig, die Ober-flächenqualität ist hervorragend.
1 kg Alu-Späne in 9 Minuten Technische AusgangsdatenWerkzeugmaschine: Datron-BAZ M8XL 1600Maschinenspindel: 3 kW GMNKühlung: Microjet mit EthanolWerkstoff: AlMg3Werkstück: 140 mm x 130 mm x 50 mmWerkzeug: 8-mm-Einschneider 0068088E
mit Gegenwuchtschliff Schruppen: Schlichten:
Drehzahl 40 000 U/min 40 000 U/minVorschub XY 8 m/min 4 m/minVorschub Z 1 m/min 1 m/minZustellung Z 3 mm 0,1 mmBearbeitungstiefe: 21 mm 21 mm
Bearbeitungszeit: 8 min 40 secSpanvolumen und Masse: 350 cm3, 1 kg
06-08 technica 23
gegebene maximale Schwingungs-belastung nicht überschritten und lag im Durchschnitt bei 35 %.
Hintergrund zum Unternehmen DatronDie Datron-Electronic GmbH mitHauptsitz in D-Mühltal bietet innova-tive Produkte und Lösungen für die in-dustrielle Fertigung und Automatisie-rung wie– mehrachsige CNC-Bearbeitungs-
systeme zum Fräsen, Gravierenund Bohren mit Drehzahlen bis60 000 U/min,
– Vollhartmetall-Präzisionswerk-zeuge für die Hochgeschwindig-keitsbearbeitung von Werkstück-en aus Graphit, Metall, Kunst-stoff und Faserverbundwerk-stoffen sowie
– Dosiermaschinen zum präzisenund schnellen Kleben undAbdichten in der Serien-produktion an.
Das Unternehmen ist über Vertretun-gen in nahezu allen bedeutenden In-dustriestaaten präsent. 2007 wurdeDatron zum wiederholten Mal in der Liga der 100 innovativsten KMUDeutschlands aufgenommen. Derjährliche Unternehmensvergleich«Top 100» beobachtet Mittelstands-betriebe, die durch Innovation beste-chen. Die Wahl treffen unabhängigeExperten der WirtschaftsuniversitätWien. -böh-
Bei einschneidigen Fräsern aus Vollhartmetall fliessen die Späne frei ab. So werden auch bei hoherDrehzahl schnelle Vorschübe möglich. Zum anderen sorgt der ruhige Lauf der Werkzeuge für qualitativ erstklassige Oberflächen.
Weitere Informationen finden Sie unter www.still.ch/RX70
Hybrid made in Germany.Geringster Verbrauch – geringster CO2-Wert.
Der RX 70 verbraucht weltweit am wenigsten – nur 2,5 l/h*.
*G
ilt
für
RX
70
– 2
,5 t
Die
sel n
ach V
DI 219
8 n
eu (
60
Arb
eit
ssp
iele
pro
Stu
nd
e).
Nach V
DI 219
8 a
lt (
45
Arb
eit
ssp
iele
pro
Stu
nd
e)
nur
2,2
l/
h.
Mehr erreichen.
ab Fr.24�800.�Fr.24�800.�
24 technica 06- 08
Müssen SpritzgusswerkzeugeKunststoffgranulate mit ho-hen Anteilen abrasiver Kom-
ponenten verarbeiten, so werden siein höchstem Masse beansprucht. Sowar es beim Serienanlauf für die Fer-tigung von Kunststoffkomponentenfür das Frischluft-Management vonBMW-Modellen im Weidmann-Werkim sächsischen Treuen. Die mittel-harten Vergütungsstähle widerstan-den dem kernigen Werkstoff-Cocktailnicht sehr lange. Unter hohem Zeit-druck galt es daher, die Werkzeuge leistungsfähiger zu machen.
Topqualität für Premiummarken In D-Treuen gilt das Motto: Die Qua-lität der Produkte und die Lieferbezie-hung zu den Kunden dürfen keines-falls leiden. Schliesslich werden dortKunststoffkomponenten sowie Bau-gruppen für weitere Topmarkenmo-delle hergestellt: für die Mercedes-C-Klasse und für den Audi A4. Auch injedem neuen 1er- und 3er-BMW be-
finden sich Teile aus dem Werk inSachsen, zum Beispiel für die Tech-nik der Luft-Wasser-Trennung imFrischlufttrakt.
Weidmann Plastics Technology Das Schweizer Unternehmen gehörtzur Wicor-Gruppe, die im Jahr 2007weltweit mit zirka 3800 Mitarbeiten-den einen Umsatz von 713 Mio.Schweizer Franken erwirtschaftete.Das Werk in D-Treuen ist spezialisiertauf hochwertige Kunststoffkompo-nenten und erwirtschaftet mit 200Mitarbeitenden einen Jahresumsatzvon fast 30 Mio. Euro.
Beschichtung: schnell und grossflächig In der anspruchsvollen Anfangssitua-tion zogen alle an einem Strang –auch der Kunde BMW, der die Ent-scheidung für die Beschichtung mit-getragen hat. Darüber hinaus zahltesich der bestehende Kontakt des Lei-ters Werkzeugbau in Rapperswil, An-
dreas Hegner, zu Oerlikon Balzersaus. Nach anfänglich umfangreichenBeratungen und Vorbereitungen ge-lang im Kompetenzzentrum für form-gebende Werkzeuge in Spenge inner-halb kurzer Zeit die Beschichtung dergrossformatigen Werkzeugeinheiten(1590 x 750 x 350 mm), die mit runddrei Tonnen etwa halb so viel wie dasKomplettwerkzeug auf die Waagebringen.
Ideal: 3400 HV MikrohärteDie PVD-Grossanlage wurde eigensdafür umgebaut. Zum Einsatz kam«Balinit Lumena». Die Titan-Alumini-umnitrid-Schicht besitzt eine sehrniedrige Eigenspannung und erlaubt
Fertigung und Produktion I Beschichtungen
Die PVD-(Physical-Vapor-Deposition-)Beschichtungdrei Tonnen schwerer Spritzgusswerkzeuge der Weid-mann Plastics Technology AG schlug zwei Fliegen miteiner Klappe: Der Autozulieferer konnte seine Stand-zeiten mehr als verdreifachen, Oerlikon Balzers lie-ferte einen Kompetenzbeweis mit der Beschichtungder grössten Teile, die der Spezialist je zu bearbeitenhatte.
PVD-Beschichtung für drei Tonnen schwere Spritzgusswerkzeuge
Leistungskur für Schwergewichte
In diesem Spritzgiesswerkzeug sind die tonnenschwerenWerkzeugteile verbaut, die Oerlikon Balzers beschichtet hat.
Kundennutzen und Schichteigenschaften1. Steigerung der Wirtschaftlichkeit durch Wegfall der Werkzeuginstandhaltung.2.Bis heute Verdreifachung der Standzeiten.3.Enge Zusammenarbeit ermöglichte rasche Konzeption und effiziente
Umsetzung.
Schichteigenschaften von «Balinit Lumena»Schichtmaterial: TiAlNMikrohärte (HV 0,05): 3400 HVMax. Anwendungstemperatur: 900 °C
Meinempmit
einen dicken und haftfesten Schicht-auftrag mit extrem hoher Mikrohärtebis zu 3400 HV – optimal für den Ver-schleissschutz der eingesetzten Ver-gütungsstähle.
Wirtschaftlichkeit gesteigert Das beschichtete Werkzeug ging ter-mingerecht in Betrieb, lief rund zweiJahre lang ohne Aufbereitung undkonnte die Standzeit in dieser Zeitmehr als verdreifachen. «Zudem rech-net sich die Beschichtung», so Kars-ten Müller, Teamleiter Werkzeug-unterhalt bei Weidmann in Treuen:«Die Werkzeuginstandhaltung allesechs Monate entfällt heute – und damit auch 160 Mannstunden sowieKosten für Vorlaufproduktion, Lager-haltung und Logistik.»
Kompetenz in Übergrössen Das waren gute Gründe für eine wei-tere Zusammenarbeit: Oerlikon Bal-zers beschichtet bis heute drei gross-formatige Weidmann-Werkzeuge. «Wirschätzen auch die absolute Termin-treue von Oerlikon Balzers», benenntKarsten Müller einen weiteren wichti-gen Grund für die gute Partnerschaft.Und für Theo Baumeister, Kundenbe-treuer von Weidmann bei Oerlikon Bal-zers, ist der Beschichtungserfolgselbst ein Kompetenzausweis: «Nachunserem Wissen sind wir damit dereinzige Beschichter, der solch grosseFormate auf einen Rutsch per PVD-Verfahren beschichten kann – und derhaftfeste Schichten in Dicken von ei-nigen Mikrometern auf mittelharteStähle aufbringen kann.»
Weniger Instandhaltung der Spritzgiesswerkzeuge, gesicherte Bauteil-qualität – dafür hat sich die Zusammenarbeit von Karsten Müller, Team-leiter Werkzeugunterhalt bei Weidmann (links), und Theo Baumeister,Kundenbetreuer bei Oerlikon Balzers (rechts), gelohnt.
Anwender:Weidmann Plastics Technology(Deutschland) AG D-08233 Treuen [email protected]
Führender PVD-BeschichterOerlikon Balzers ist der weltweit füh-rende Anbieter von PVD-Beschichtun-gen, welche die Leistungsfähigkeitund Lebensdauer von Präzisionsbau-teilen sowie von Werkzeugen für dieMetall- und Kunststoffverarbeitungwesentlich verbessern. Diese von Oer-likon Balzers entwickelten Schichtenmit dem Markennamen «Balinit» sindextrem dünn, zeichnen sich durch ho-he Härte aus und reduzieren Reibungund Verschleiss entscheidend. Oerli-kon Balzers entwickelt zudem Verfah-ren, produziert und verkauft Anlagenund Produktionseinrichtungen undbietet das Beschichten über ein dy-namisch wachsendes Netz von derzeitmehr als 70 Beschichtungszentren inEuropa, Amerika sowie Asien alsLohnservice an. Oerlikon Balzers isteine Business Unit der Schweizer Oer-
likon-Gruppe, eine weltweit führendeHerstellerin von Industrielösungenund Spitzentechnologien in der Tex-tilherstellung, Dünnfilm-Beschich-tung, Antriebs-, Präzisions- und Vaku-umtechnologie. -böh-
Standfester Roboter sucht biegsame Arbeit.
Mein Name ist KR 30 und ich empfehle mich für den Umgang mit Blech. Dort wo etwas gebogen
werden soll, kann ich es richten und kümmere mich auf Ihren Wunsch bis zum Schluss um Ihre Teile.
Weitere Informationen über mich und weitere motivierte Kollegen findenSie unter www.kuka-roboter.ch
Er sucht Sie.
KUKA Roboter Schweiz AG
Riedstrasse 7 | 8953 Dietikon
T +41 (0)44 744 90 90
F +41 (0)44 744 90 91
www.kuka-roboter.ch
26 technica 06- 08
Mechanische Linearantriebe,sehr oft auch als Linearach-sen bezeichnet, bewähren
sich durch hohe Dynamik, hohe Ge-schwindigkeiten, hohe Positionierge-nauigkeiten und hohe Integrations-dichte. Damit weder Schmutz von aussen indas Antriebssystem noch Abrieb voninnen zu den Prozessen gelangenkann, ist der Längsschlitz der Linear-antriebe von einem Ende bis zum anderen mit einem Abdeckband verschlossen. Dieses durchgehendeAbdeckband wird vom darüberfahren-den Schlitten ausgelenkt, läuft durchdiesen hindurch und wird auf der
anderen Seite noch im Inneren desSchlittens wieder in das Führungs-profil eingeklipst. Als Verstrecksicherungen stehen beiden Abdeckbändern, die in Linearan-trieben Verwendung finden, nun auchAramid- oder Kevlarfasern zur Verfü-gung, welche die Säuberung mit ag-gressiven Reinigungsmitteln erlau-ben.
Reduktion der WartungsarbeitenWie bereits angedeutet, schützt dasAbdeckband den Antrieb im innerender Linearachse gegen raue Umge-bungseinflüsse und trägt damit zu ho-
her Maschinen- und Anlagenverfüg-barkeit bei. Staub, Holz- und Metall-späne, Schmiermittelspritzer und andere Verschmutzungen würdensonst die Funktion beeinträchtigen,häufige Wartungsarbeiten erfordernund die Lebensdauer der Antriebsein-heiten massiv verkürzen. Auch dasEindringen von Reinigungsmittelnkönnte Korrosion und Verschleiss ver-ursachen. Umgekehrt verhindern Ab-deckbänder auch das Austreten vonSchmiermitteln oder Abrieb aus demLinearantrieb. Und nicht zuletzt ver-ringern Abdeckbänder auch den Ge-räuschpegel des Linearantriebs.
Hohe Präzision, lange LebensdauerLinearantriebe bewähren sich in un-zähligen Einsätzen schon viele Jahrelang. Bisher eingesetzte Abdeckbän-der weisen jedoch gewisse Schwä-chen auf, die sich auf Lebensdauerund Verfügbarkeit nachteilig auswir-ken. Mit der Entwicklung des neuenAbdeckbandes erfüllt Faigle daherwichtige Forderungen der Anwender.
Bisher nicht gekanntePräzision Die Profile werden mit dem sogenann-ten Rotations-Kalibrations-Verfahren
Fertigung und Produktion I Kunststofftechnik
Die neuen Abdeckbänder für Linearachsen, die das Unterneh-men Faigle seit dem Herbst 2007 auf den Markt bringt, ermög-lichen mit wesentlich engeren Fertigungstoleranzen eine kom-paktere Auslegung dieser Antriebskomponenten. Da die Bändereine ausgezeichnete Oberflächenqualität aufwesen, laufen siemit weniger Reibung und damit wesentlich leichter durch diefahrenden Schlitten.
Innovative Abdeckbänder für mechanische Linearantriebe
Faserverstärkte Präzisionsbänder
Hochpräzises Abdeckband, gegen Längsverzug gesichert, erfüllt die hohenAnforderungen an Dichtheit, Beständigkeit und Einsatzdauer im Einsatz beiLinearantrieben. (Bild: Faigle)
Verbesserungen liegen im DetailWie so oft zeigt sich auch bei den neuen Abdeck-bändern, dass die Potenziale für Verbesserungensehr oft «im Detail» liegen. Und mitunter tragensie daher sehr unauffällig zu beachtlichem wirt-schaftlichem Erfolg bei. So etwa setzt der inter-national renommierte Linearantriebhersteller Indunorm diese Abdeckbänder seit dem Sommer2007 ein und sieht darin eine erhebliche Steige-rung der Leistungsfähigkeit. Mit seinen Innovationen bei den Abdeckbändernzeigt die Faigle Kunststoffe GmbH einmal mehrihre Marktnähe. Sie beweist, dass ihre Entwicklerdas Ohr bei den Bedürfnissen des Kunden habenund dass ihre Aktivitäten gezielt auf die Erfüllungder Marktforderungen ausgerichtet sind.
hergestellt. Durch die Kombinationvon Kalandrierung und Kalibration er-reicht dieses im Vergleich zu früherenVerfahren eine wesentlich höhere Genauigkeit bei reproduzierbaren Produktionsverhältnissen. Das Tole-ranzfeld wurde von ±0,2 auf ±0,05Millimeter herabgesetzt und erreichtdamit eine bisher nicht gekannte Prä-zision. Damit können auch die Toleranzender Gegenlaufbauteile wesentlichkleiner gehalten sein, was dem Trendzu immer kompakterer Bauweise ent-gegenkommt. Durch die höhere Prä-zision wird die Dichtwirkung gegen-über herkömmlichen Abdeckbändernum den Faktor 3 verbessert.
VerstrecksicherungeneingearbeitetBei Abdeckbändern ohne Verstrecksi-cherung bilden sich durch die andau-ernde Verformung nach einer gewis-sen Betriebszeit Wellen vor dem hin -und herfahrenden Schlitten – die vol-le Funktionsfähigkeit ist damit nichtmehr gegeben. Um dies zu verhin-dern, werden unmittelbar vor der Ka-landrierung Verstrecksicherungen indie Abdeckbänder eingearbeitet. Im Vergleich zu unverstärkten Bän-dern bieten diese einen dreissigfa-chen Widerstand gegen Längsdeh-nungen. Neu an diesen Verstrecksi-
Abdeckprofile von Faigle schützen Antriebs-systeme von Linearantrieben gegen Ver-schmutzungen von aussen. (Bild: sfh Bregenz)
cherungen ist, dass diese nicht nuraus Stahl, sondern nun auch aus Ara-midfasern oder Kevlar und anderenMaterialien bestehen können. Damitkönnen die Abdeckbänder auch mitaggressiven Reinigungsmitteln gesäu-bert werden, wie sie oft in der Lebens-mittelindustrie zur Sicherstellung derHygiene eingesetzt werden.
Wesentlich glattere OberflächenDie Kombination von Kalandrierungund Kalibration ergibt wesentlichglattere Oberflächen als bei her-kömmlichen Abdeckbändern. Dies er-leichtert die Reinigung und steigertdie optische Attraktivität erheblich.Der Oberflächenglanz bringt die nachRAL-Norm frei wählbaren Farben sehrgut zur Geltung und trägt damit vor-teilhaft zur optischen Erscheinungder Maschine und auch zur Corpo-rate Identity des Maschinenherstel-lers bei. Dazu kommt, dass das Banddie Auslenkung beim Durchfahrendes Schlittens weniger Reibung ver-ursacht. Geringere Reibung bedeutetgeringeren Energieverbrauch.Die Kombination von Kalandrierungund Kalibration bietet wenn ge-wünscht auch die Möglichkeit, Fir-menlogo und Typenbezeichnung un-verlierbar und unverwischbar auf derInnenseite des Abdeckbandes einzu-prägen.
Kleine Ursache – grosseWirkungDie Abdeckbänder bestehen aus demFaigle-Kunststoff PAS PU 90 AH. Ausdieser Firmenbezeichnung lassensich einige Informationen über dasMaterial entnehmen. Unter anderemsagt sie aus, dass es sich um einhydrolysebeständiges, für den Einsatzin feuchter Betriebsumgebung geeig-netes Polyurethan handelt. Es besitzt90 Shore-Härtegrade sowie eine hoheAbriebfestigkeit und Rückstellfähig-keit. -böh-
Ganz ähnlich ist das in der Weltder Produktion. Auch hier zäh-len Millisekunden, die sich in
der Summe massiv auf die Taktzeitauswirken. Die durchgängige Indus-trieautomation bietet riesige Potenzi-ale – nicht nur bei der Produktion vonhochpreisigen Gütern, wie zum Bei-spiel Autos oder schweren Maschi-nen, sondern in praktisch allen Indus-triebereichen. Automatisierte Trans-feranlagen spielen dabei in vielenIndustrien die Schlüsselrolle. Insbe-sondere dann, wenn es darum geht,Metallteile mit vielen unterschied-lichen Zerspanungsabläufen zu bear-beiten. Zulieferer der Automobilindustrie bei-spielsweise bearbeiten Einspritzkör-per, Pumpen- und Vergaserdüsen,Dieseldüsenhalter, Kipphebel, Kol-ben für ABS-Bremsen, Expansions-ventile und Drosselventilschäfte mitintelligenten Transfermaschinen
deutlich wirtschaftlicher. Denn dieseMaschinen nehmen Werkstücke inSpannvorrichtungen auf und transfe-rieren sie automatisch zu den einzel-nen Bearbeitungsstationen. Dort wer-
den sie gebohrt, gefräst, gedreht, ge-fast und entgratet. Es werden Gewin-de geschnitten oder Rändelprofile an-gebracht. Selbst periphere Prozessewie Montageoperationen oder Kon-trollen lassen sich in diese Transfer-systeme integrieren. Durch das Trans-fer-Konzept werden sämtliche Teilesimultan bearbeitet, was hohe Men-genleistungen ermöglicht.
Extrem schnell und präzisMit der Multistep XT-200 setzt dieSchweizer Mikron Machining Techno-logy neue Massstäbe bei Transfersys-temen – vor allem, was die Geschwin-digkeit der Steuerung sowie die fürunterschiedliche Funktionen indivi-duell verwendeten Antriebstechnolo-gien betrifft. Die Anlage ermöglichtPräzisionsfertigung im Nonstop-Be-trieb. Die einzelnen Stationen arbei-ten dabei praktisch Hand in Hand –wie die Mechatroniker beim Boxen-stopp in der Formel 1.
Automations- und Antriebstechnik I Antriebstechnik
«Achtung, jetzt kommt er rein», signalisiert der Teamchefdurch das Mikrofon. Ein ohrenbetäubender Lärm knallt durchdie Luft, ehe der Formel-1-Bolide auf die vorgeschriebenen 80Kilometer pro Stunde abbremst und in die Boxengasse einfährt.17 Mechatroniker warten auf das 900 PS starke Renngeschoss.Die Aufgabe: In rund sieben Sekunden soll der Wagen aufge-bockt und vollgetankt sein, um die Boxengasse auf neuen Reifenzu verlassen. Eine unvorstellbare Leistung. Nach 6,8 Sekundentreibt der Pilot sein Gefährt schon wieder aus der Boxengasseheraus Richtung Piste. Möglich wird diese enorme Leistung,weil jeder Handgriff perfekt sitzt, jeder seine Aufgabe kenntund alle wie die Räder eines Uhrwerks ineinandergreifen. Nurso sind diese Top-Geschwindigkeiten beim Boxenstopp möglich,die in letzter Konsequenz über Sieg oder Niederlage entschei-den.
Transfersysteme: Präzisionsfertigung von Metallteilen im Nonstop-Betrieb
Millisekunden bringen Mehrwert
Der Mikron Multistep XT-200 hat bis zu 54 NC-Achsen und lässt sich nach Bedarf aus-bauen. Ergonomie und Zugänglichkeit sind kein Luxus, sondern ein Grund dafür, dassdie Maschine sich binnen zehn Minuten zwischen zwei Serien umrüsten lässt.
AutorOtto Gafner, Vertrieb Pneumatik, Bosch Rexroth Schweiz AG
06-08 technica 29
Extrem kurze Span-zu-Span-Zeitensorgen für Zerspanung fast ohne Pau-sen, selbst das sogenannte High-Speed-Cutting ist damit möglich undsteigert die Produktivität. ZentralerVorteil der Anlage: Der Multistep kom-biniert die Produktivität einer linearenTransfermaschine mit der flexiblenUmrüstbarkeit in einem Bearbeitungs-zentrum. Das Konzept beruht auf ein-zelnen, miteinander verketteten Zwei-spindelmodulen, die sowohl «standalone» als auch ausgebaut auf bis zuvier Module einsetzbar sind. Je fünf
interpolierende CNC-Achsen und biszu 144 Werkzeuge bieten die Möglich-keit, Klein- und Mittelserien komple-xer Teile ohne Umspannen auf fünfein-halb Seiten zu bearbeiten – und zwareinbaufertig. Werden die Teile inner-halb des Prozesses automatisiert um-gespannt, können sogar sechs Seitenbearbeitet werden. In einem Transfer-system lassen sich nach Bedarf bis zuvier solcher Module verketten. So kannder Multistep jederzeit an das Produk-tionsvolumen angepasst werden. Er-gänzend übernimmt eine Lade- undEntladestation die Teilezuführung.
Ohne PauseSo sorge die Anlage für deutlich mehrEffizienz, wie Jörg Peiler, Mikron-Pro-duktmanager in Deutschland, erklärt:«Vorteil der Multistep XT-200 ist diePräzisionsfertigung fast ohne Pause.»Weitere Vorteile resultieren aus derextrem kurzen Span-zu-Span-Zeit vonunter einer Sekunde und der ausser-gewöhnlichen Dynamik. Beschleuni-gungen der Rexroth-LinearsystemeCKK von bis zu 1,4 g auf Geschwin-digkeiten von bis zu 52 Metern proMinute und Hochleistungsspindelnmit Drehzahlen von bis zu 40000Umdrehungen in der Minute erlaubenkürzeste Bearbeitungszyklen. Hierkommt Antriebstechnik von Rexrothzum Einsatz: Zum einen kolbenstan-genlose Pneumatikzylinder der SerieBRP Rexmover mit einem Durchmes-ser von 50 Millimetern und einemHub von 400 Millimetern sowie eineLinearachse vom Typ CKK20-145 füreinen Hub bis 1100 Millimetern. Die
maximale Kraft dieser Achse liegt bei72 Kilonewton in Verschieberichtung. Diese Kraft und Schnelligkeit sichertdie entscheidenden Wettbewerbsvor-teile: «Letztlich entscheiden in Sum-me Millisekunden, die wir an unter-schiedlichsten Stellen gewinnen»,sagt Konstruktionsleiter Rolf Held.Gewonnen werden diese Millisekun-den mit einem Steuerungs- und An-triebspaket von Rexroth. In der Standardversion ist der Multi-step mit einer Hochgeschwindigkeits-CNC Rexroth IndraMotion MTX ausge-stattet. Sie erlaubt, bis zu 64 Achsenin zwölf voneinander unabhängigenCNC-Kanälen zu betreiben. In maxi-maler Ausbaustufe sind es beim Mul-tistep 54 Achsen, die parallel arbeitenmüssen. «Mit jeder anderen Lösungbräuchten wir dafür mindestens zweiSteuerungen, die wir miteinanderkombinieren müssten», erklärt Held.CNC und die Rexroth-SPS sind opti-mal verzahnt: So arbeitet zum Beispieldie SPS 1000 Anweisungen in nur 60Mikrosekunden ab. Gleichzeitig bietetdie CNC bei Ansteuerung von achtAchsen eine Interpolationszykluszeitvon maximal einer Millisekunde, also0,001 Sekunden. Als Achsantriebehaben sich bereits in den Vorgänger-versionen des Multistep die Servoan-triebe Rexroth IndraDrive bewährt. Sieverfügen über integrierte Sicherheits-funktionen für sicheren Halt und si-chere Bewegung. «Interessant ist auchdie sogenannte Rückspeisfähigkeit,durch die im Bremsbetrieb die gene-ratorische Leistung der Motoren insNetz zurückgespeist wird», so Held.
Modularer Aufbau auch im Schaltschrank derMikron Multistep XT-200. Das Hydraulikaggregatsitzt in einem separaten Versorgungsmodul.
Das Spannfutter der C-Achse in der Lade- und Entladestation wirdpneumatisch betätigt.
Einfache Inbetriebnahme der Rexroth IndraDrive im Schaltschrankder Mikron Multistep XT-200.
30 technica 06- 08
separaten Schaltschrank. Darin sindauch Zentralschmierung, Stroman-schluss und Feuerlöschanlage unter-gebracht. Dies entspricht dem modu-laren Aufbau des Multistep und ge-währleistet Wartungsfreundlichkeitmit einfachem und schnellem Zugriffauf zentrale Bauelemente. Hydraulik, Pneumatik, Elektrik, Line-artechnik – Rexroth verknüpfteDienstleistungen und Produkte ausunterschiedlichen Technologiefeldernzu einem massgeschneiderten Engi-neering-Konzept. «Dass Rexroth vonder pneumatischen, hydraulischenund elektrischen Antriebstechnik bishin zur Hochgeschwindigkeitssteue-rung aufeinander abgestimmte Kom-ponenten aus einer Hand bietet, gibtuns die Möglichkeit, die jeweils ambesten geeigneten Charakteristikenfür die einzelnen Funktionen zu wäh-len», erklärt Mikron-Konstruktionslei-ter Rolf Held. Für eine Lösung mit Drive & Control. Und für eine Lösung,die aus Millisekunden echten Mehr-wert macht. Und das entscheidetletztlich über den Erfolg einer Ma-schine. Genau wie in der Formel 1.
Beim Werkstückhandling im Bereichder Lade- und Entladestation sowiebeim Werkstücktransfer sorgt indesPneumatik für Tempo und Sicherheit.Mit der «light generation» HF03-LGnutzt Mikron eine besonders leichteund kompakte Variante der bewährtenHF-Ventilserie. Sie zeichnet sichdurch geringe Ventilbreite bei bis zu700 Normalliter Durchfluss aus.Durch die Verwendung von Kunst-stoffplatten wurde das Gewicht imVergleich zur HF03-Standardversionnoch weiter reduziert. Die pneumati-schen und elektrischen Anschlüssegehen in eine Richtung nach vorneund bieten damit erweiterte Montage-möglichkeiten, kompakten Einbau-raum und die Möglichkeit zur Anpas-sung an die räumlichen Gegebenhei-ten. Alternativ zum herkömmlichenMultipolanschluss wird hier der Feld-busanschluss genutzt.
Aus einer HandBei der Druckluftaufbereitung erfül-len Wartungseinheiten der Serie AS2höchste Ansprüche. Modular aufge-baut sind die Einzelprozesse der Luft-aufbereitung in Wartungseinheitenaus hochwertigem Kunststoff zu-sammengefasst. Filtern, Regeln, Ölenund Entwässern – die Zusammenset-zung orientiert sich an den Ansprü-chen der Anwender. Mit dem zur Öl-befüllung patentierten System wirddas Öl per Schlauch direkt aus demVorratsbehälter abgesaugt. So ist dieWartungseinheit vor dem Verölen ge-schützt. Die Wartungseinheiten derPneumatik sitzen, wie das Hydraulik-Aggregat und die Steuerung, in einem
Darüber hinaus nutzt Mikron die Krafthydraulischer Komponenten für dieKlemmung der direkt angetriebenenB/C-Achsen. Ausserdem werden diemit Federpaketen schliessendenWerkzeugspannungen in den Motor-spindeln hydraulisch geöffnet. Hierfürsind die Ventilblöcke für alle Spindel-varianten gleich. Da die standardisier-ten Module quasi in Serie produziertwerden, kann Mikron zu einem sehrspäten Montagezeitpunkt auf dieWünsche der Anwender reagieren.
Automations- und Antriebstechnik I Antriebstechnik
Die Z-Achse der Lade- und Entladestation wirdüber einen Rexroth-IndraDrive-Servoantriebbewegt. Ergänzend sorgt Pneumatik für schnelles und sicheres Werkstückhandling. Die Ansteuerung erfolgt jeweils über Feldbus.
Laser-, Stanz- &Abkantcenter• Laserschneiden• Kombinierte Stanz- und Laserarbeiten• Planrichten und Entgraten• Abkanten und Umformen• Oberflächen- und Kantenschleifen• CAD Datentransfer
www.gysi.ch
06-08 technica 31
Bei Applikationen, wie der Mes-sung von Stoffbahnbreiten, derLagekontrolle von Fäden oder
Drähten, der Positionierung von Ver-packungsfolien anhand der Kanten,wird ein Sensor benötigt, der Objekteoder deren Kanten quer (lateral) zumSensor erfassen kann. Der Sensor sollsowohl hochglänzende Metallplattenwie auch transparente Folien zuver-lässig erfassen können. Auch an dieMessfrequenz werden hohe Erwartun-gen gestellt, da in vielen IndustrienObjektgeschwindigkeiten von 2,5 m/snormal sind. Eine weitere, für den Er-folg eines solchen Sensors ausschlag-gebende Eigenschaft ist die Auf-lösung, die einen entscheidendenEinfluss auf die Qualität des Endpro-duktes hat.
Die technische LösungWenn es um die Erfassung von Bahn-kanten, Objektbreiten oder Dickengeht, lassen sich diese Aufgabenmeist so beschreiben, dass man ent-lang einer bestimmten Messlinie dieAnwesenheit oder Abwesenheit einesObjekts untersucht.Bei den Zeilensensoren von Baumerleuchtet eine IR LED eine Reflexions-folie aus, die dann das ausgesendeteLicht zurückwirft. Für den Sensor er-scheint so das zu erfassende Objektdunkel vor einem sehr hellen Hinter-grund. Auf der Diodenzeile, welche
als Empfangselement eingesetzt wird,empfängt ein Teil der Dioden daherviel, ein anderer Teil fast kein Licht.Ein im Sensor integrierter Mikrokont-roller liest die Diodenzeile Pixel (Bildpunkt) für Pixel aus und suchtdie Hell-/Dunkel-Übergänge im Bild,welche bei Kanten des Objektes auf-treten. Der Mikrokontroller speichertdie Positionen der so gefundenenKanten und berechnet am Ende desAuslesezyklus den in der «Messart»ausgewählten Wert. Der digital er-mittelte Wert wird über einen D/A-Wandler als Analogwert (4 ... 20 mA)ausgegeben.Durch die hohe Reflektivität der ein-gesetzten Folie sind sehr kurze Be-lichtungszeiten möglich und selbstweisses Papier erscheint als dunklesObjekt. Die Folie wird hinter dem Ob-jekt auf einen Träger aufgeklebt oderin Form eines Reflektors montiert.Das gewählte Prinzip der Reflexions-lichtschranke hat den Vorteil, dass so-wohl glänzende wie auch transparen-te Objekte zuverlässig erfasst werdenkönnen.Die Optik der beiden ZeilensensorenPosCon und ParCon ist unterschied-lich aufgebaut. Der PosCon hat ein sich öffnendesMessfeld. Dadurch werden sehr gros-se Messbereiche bis zu 875 mm undDistanzen zum Objekt von bis zu1400 mm erreicht. Das sich öffnen-
de Messfeld hat zur Folge, dass dasObjekt je nach Distanz zum Sensorgrösser oder kleiner erscheint.Der ParCon hingegen hat ein paralle-les Messfeld. Dadurch erscheint einObjekt im ganzen Messbereich gleichgross, egal ob es sich zum Sensor hinoder vom Sensor weg bewegt. DerMessbereich misst 24 mm und dieDistanz zum Objekt darf bis zu 40 mmbetragen.
Unterschiedlichste Messmöglichkeiten – einfachste BedienungEin Sensor sollte einfach zu bedienensein. Die Inbetriebnahme sollte ohnePC oder ähnliche Hilfsmittel einfach zubewerkstelligen sein. Falls es etwaseinzustellen gibt, dann sollte dies oh-ne Umstände durchzuführen sein. Die-se Wünsche erfüllen die beiden Zeilen-sensoren. Sie können trotz ihrer aus-gefeilten Technik einfach und schnellüber die integrierte Tastatur eingestelltwerden. Ein PC mit zusätzlicher Soft-ware oder spezielle Einstelladaptersind nicht nötig. Der Pos-Con besitzteine serielle Schnittstelle RS485, überdie der Anwender das Messergebnis
Sensorik I Automations- und Antriebstechnik
Mit der neuen Generation der Zeilensensoren PosConund ParCon von Baumer lassen sich Kanten vonPapierbahnen noch präziser steuern, Positionen vonDrähten noch exakter bestimmen oder die Breiteeines Kunststoffprofils am Ausgang eines Extrudersnoch genauer messen.
Zeilensensoren detektieren feinste Konturen
Messerscharf positionieren– haargenau messen
AutorJürg Weber, Produktmanager Sensor Solutionsbei Baumer Electric in Frauenfeld
Die neue Generation der Zeilensensoren ParCon und PosCon.
32 technica 06- 08
Automations- und Antriebstechnik I Sensorik
als digitalen Wert mit seiner Maschi-nensteuerung abrufen und optional die Messart, die Toleranzgrenzen usw.programmieren kann.Bei beiden Sensoren wurde die Aus-werteelektronik im kompakten Sen-sorgehäuse integriert, sodass keineweiteren Zusatzgeräte nötig sind. Die
Auswertelektronik ermöglicht die Ausgabe unterschiedlicher Mess-resultate:– Messung einer Kantenposition
innerhalb des Messbereiches(erste Kante vom Messbereich-anfang oder erste Kante vomMessbereichende ausgehend)
– Messung der Objektmittenposi-tion
– Messung einer Objektbreite(Abstand von der äussersten lin-ken zur äussersten rechtenKante oder die Summe allerdunklen Flächen)
– Der PosCon besitzt zudem nochzwei Teach-bare Schaltschwellenund die dazugehörigen Schaltaus-gänge. Im Einsatz können dieseals Grenzwerte benutzt werden.
– Eine schaltende Version vomParCon erkennt Objekte anhand
ihrer Breite und kann so alsschneller Zähler eingesetzt wer-den.
Die drei unterschiedlichen Messarten(Kantenposition, Objektbreiten, Mit-tenposition von Objekten) lösen un-zählige Applikation in vielen Indus-trien.
BahnkantensteuerungEine der häufigsten Anwendung derZeilensensoren ist die Bahnkanten-steuerung. Dabei gilt es die Kanten-position z. B. einer transparenten Ver-packungsfolie zu überprüfen und beikleinsten Verschiebungen sofort zukorrigieren, damit die Folie exakt umdas Produkt gewickelt werden kann.Dazu ist es nötig, die genaue Positionzu wissen, um dann die Folie in dierichtige Richtung zu verschieben.Ähnliche Applikationen sind in der
PosCon – hat einen sich öffnenden Strahl, ParCon – hat einen parallelen Strahl.
Die Kantenposition einer Verpackungsfolie wird von einem PosConüberwacht.
Mit einem ParCon wird die Objektbreite eines Kunststoffprofils beim Extrudieren überwacht.
BR TEC – der führende Zulieferer aus der Schweiz für:
Maschinenbauteile bis 5 Meter Biegewerkzeuge WerkzeugbauLaserhärten & -beschichten CNC-Alubearbeitung CNC-Profi lschleifen
Den Innovationen voraus.
BR TEC Gruppe: www.brtec.eu
CNC-FRÄSENFÜR
PRÄZISIONSTEILE.
AUCH FÜR DEN MOTORSPORT.
2_BrTec_SMM_bearb.indd 1 14.5.2008 11:47:25 Uhr
06-08 technica 33
Kleinteile zählenDer ParCon mit Schaltausgang kanneingesetzt werden, um kleine Teile(Tabletten, Samen, Kunststoffteile)zu zählen. Dabei ist es möglich, dieminimale Objektgrösse, die noch er-kannt und erfasst werden soll, einzu-lernen. Das bedeutet, dass kleinereTeile unterdrückt und nicht mitge-zählt werden. Der Sensor ist auch alsDrahtbruchkontrolle bis zu Draht-durchmessern von 0,5 mm einsetz-bar.
und so die Toleranzen in engen Gren-zen zu halten. Auch hier sind Zeilen-sensoren unentbehrliche Helfer, umdie Qualität hochzuhalten und zu über-prüfen.
Positionskontrolle bei Crimp-AutomatenMüssen beispielsweise Litzen auf ei-nem Crimp-Automaten exakt zumpassenden Crimp-Kontakt zentriertwerden, um sie dann sauber einzu-schieben, ist der Messmodus «Mitten-position» der Richtige. Werden Lit-zen, Drähte, Schnüre, Gummitüllenanhand ihrer Mitte positioniert, spieltder Durchmesser keine Rolle mehr.Unabhängig ob jetzt das Objekt etwasbreiter oder schmaler ist, der Sensorgibt als Resultat immer die Positionder Längsachse am Ausgang aus.
Papierindustrie (Papierbahnen), derTextilindustrie (Stoffbahnen), aberauch bei der Herstellung von Metall-und Kunststofffolien oder Förderbän-dern zu finden. Ebenfalls unter denBegriff Kantenpositionierung fällt dasPositionieren von Papierbogen beiDruckmaschinen und Blechen oderKunststoffplatten auf Laserschneid-maschinen oder Stanzmaschinen an-hand der Objektkanten.
Objektbreiten-Über-wachung bei ExtrudernDie präzise Überwachung der Objekt-breite beim Extrudieren von Kunst-stoffprofilen, der Herstellung von Dräh-ten, Schnüren, Seilen oder beim Zu-schneiden von Klebebändern,Gummiriemen und Stoffbändern er-möglicht den Prozess exakt zu steuern
Mit dem Messmodus «Mittenposition» kann eine Litze unabhängigvom Objektdurchmesser exakt zum passenden Crimpkontakt zentriert werden.
Der ParCon mit Schaltausgang kann ideal zum Zählen von kleinenTeilen wie z. B. Münzen eingesetzt werden.
2_wild_cmyk_bearb.indd 1 29.10.2007 9:08:43 Uhr
Automations- und Antriebstechnik I Fachmessen
34 technica 06-08
Das Sinnbild für die diesjährigeHannover Messe stand in Halle27. Hier schleuderte der vier Me-ter hohe EnBW EnergyTower täg-lich Blitze mit mehreren MillionenVolt durch die Luft. Genauso ener-giegeladen präsentierte sich dieHannover Messe 2008. BesteStimmung bei Ausstellern und Besuchern stärkte die HannoverMesse als weltweite Leitmesse derIndustrie. Die Auftragsbücher derUnternehmen sind prall gefüllt,die Konjunkturprognosen der In-dustrieverbände fallen durchwegpositiv aus. Die Schwerpunkt-themen Energie, Automation, Zu-kunftstechnologien und Nach-wuchsförderung haben sich alsVolltreffer erwiesen. Mit rund
les mache sie einmalig und un-verwechselbar. «Die Industrie-unternehmen sprechen durchge-hend von vollen Auftragsbüchernfür 2008 und von guten Progno-sen für 2009», sagte Heckmann.«Die Konjunkturerwartungen sindnach wie vor hoch.» Diese positiven Konjunkturprog-nosen wurden anlässlich der zahl-reichen Messe-Pressekonferenzenvon praktisch allen Firmen geteilt.Allein Bosch Rexroth meldetenach einem glänzenden Jahresab-schluss 2007 für das erste Quar-tal des laufenden Jahres bereitswieder einen Auftragseingang, derum 400 Mio. Euro höher lag alsder Quartalsumsatz.
Faszination RoboterAls richtiger Schritt erwies sich,den Ausstellungsbereich MobileRoboter und Autonome Systemeins Leben zu rufen. Hier konnteJapan, das Partnerland der dies-jährigen Messe, sein Profil alsHightech-Nation schärfen. Robo-ter, durchgängig auf der HannoverMesse 2008 vertreten, wurdennicht nur zum zentralen Bildmo-tiv, sondern begeisterten die Fach-leute weltweit ebenso wie denNachwuchs – als Industrieroboterim Application Park oder als Fuss-ball spielende Humanoide bei denRoboCup German Open. Die Robo-
Cup-Halle übte trotz weiter unterdem Messedurchschnitt liegen-dem Alter der Akteure eine grosseFaszination auf die Besucher aus.Auch wenn die immer geschickterwerdenden Fussball-Roboter imRahmen des RoboCup im Mittel-punkt standen, verblüffte die ekla-tant gestiegene Autonomie der Ro-bofahrzeuge und mobilen Robotervor allem die Fachbesucher. Wohlnirgendwo sonst in der Messe wardie Technikbegeisterung stärkerspürbar als in dieser Halle 25. Viel Aufmerksamkeit erzielte indiesem attraktiven Umfeld auchdie Niederberger Engineering AGaus Oberdorf mit ihren Reini-gungs- und Servicerobotern, diewie Spidermen senkrechte Fassa-den hochklettern und gleichzeitigreinigen können. Dabei können ingewissem Ausmass auch Hinder-nisse wie Simse überwunden wer-den. Das vielversprechende Kon-zept eignet sich nicht nur für dieReinigung von Hochhaus-Glasfas-saden, sondern auch für Reini-gungs- und Servicearbeiten in derIndustrie, z. B. in KKW oder Tank-anlagen.
Wer mit wem?An der Hannover Messe werdentraditionsgemäss nicht nur dieletzten technischen Entwicklun-gen präsentiert, sondern auch
Hannover Messe legte kräftig zu und faszinierte mit Technik
Hannover wurde wieder «Boom-Town»Sind mönströse Industrie-Weltmessen noch zeitgemäss? Die Skeptiker haben es schwer nachder Hannover Messe 08. Sichtbar mehr Besucher,hörbar mehr Internationalität und spürbar mehrEntscheidungs- und Fachkompetenz prägten das«Wimmelbild» in allen Messehallen. Zufriedenbis begeistert äusserte sich auch das Gros derSchweizer Aussteller. Die Hannover Messe ist in diesem «kleinen Hannover-Jahr» förmlichdurchgestartet.
200 000 Besuchern konnte dieHannover Messe die Besucherzahlzum Vergleichsjahr 2006 um rund30 Prozent steigern.
Ungebrochen positive Konjunktur-erwartungen«Die Hannover Messe fasziniertwieder die Menschen», sagte SeppD. Heckmann, Vorsitzender desVorstandes der Deutschen MesseAG, auf der Abschluss-Pressekon-ferenz. Die Hannover Messe seiKonjunkturbarometer, Vorreiter fürMegatrends, Plattform für Tech-nologietransfer, Forum für Erfin-dungen und Innovationen, Wis-sensdrehscheibe und Impulsgeberfür neue Kooperationen – das al-
Unübersehbar: Japan war war dieses Jahr Partnerland an der Hannover Messe.
Jugend trifft Industrie-Prominenz. Auch bei den traditionellen Besu-chern stiess die RoboCup-Halle auf reges Interesse.
06-08 technica 35
Kooperationen und Firmenüber-nahmen bekannt gegeben. Besonders turbulent waren dies-bezüglich die Veränderungen beiMTL Instruments. Nachdem dieseführende Firma für Prozessauto-matisierung und Telekommunika-tion im vergangenen Jahr ihrer-seits die Firmen Elpro (IndustrialWireless Components), RTK (Alar-mierung) und Oceantech (Offshore-Ex-Lösungen) akquiriert hatte,wurde MTL zwischenzeitlich vonder Cooper-Crouse-Hinds-Gruppeübernommen. Mit diesem Ver-bund soll der grösste global agie-rende Lieferant für explosionsge-schützte Produkte entstehen.Alstom Power Control Systemsund B&R haben in einer Verein-barung den Einsatz von B&R-Automatisierung- und -Steue-rungssys-temen beschlossen. DerVertrag, mit einer Laufzeit von zu-nächst zehn Jahren, sieht vor, dassAlstom zukünftig Kraftwerke mitkompletten Automatisierungssys-temen von B&R ausstattet.
Alstom mit B&R«Das B&R-X20-System in Verbin-dung mit dem Echtzeit-Ethernet-Protokoll Powerlink erfüllt als ein-ziges System die hohen Anforde-rungen, die wir in den sensiblenBereichen der Energieerzeugungfordern», so Christian Kervenec.«Die durchgängige Integration desB&R-Systems in das hauseigeneAlspa-P320-Prozzessleitsystem er-folgt dabei schnell und effizient.Damit haben wir die Basis für ei-ne fruchtbare Technologiepartner-schaft mit starkem Innovations-grad in der Energie- und Automa-tisierungsbranche geschaffen.»Auf Basis von X20 Powerlink BusControllern hat Alstom bereits einRedundanz-System entwickelt,welches den hohen Anforderungennach Sicherheit und Verfügbarkeitfür Kraftwerksanlagen gerechtwird.
Hoher BesuchBaden-Württembergs Ministerprä-sident Günther Oettinger hat sich
an der Hannover Messe ein Bildvon der Arbeit des Messtechnik-und AutomatisierungsspezialistenEndress+Hauser gemacht. Bei sei-nem Rundgang zeigte er sich be-eindruckt von der Leistungsfähig-keit der Firmengruppe, die sichweltweit erfolgreich entwickelt. CEO Klaus Endress empfing denMinisterpräsidenten zusammenmit Michael Ziesemer, in der Fir-mengruppe verantwortlich für Ver-trieb und Marketing, sowie KurtJohannsen, Geschäftsführer derdeutschen Vertriebsgesellschaft.Günther Oettinger zeigte sich be-eindruckt von der Leistungsfähig-keit des Unternehmens, das in Ba-den-Württemberg mit Maulburg(Füllstand- und Druckmesstech-nik), Weil am Rhein (Vertriebsge-sellschaft, Informatikdienstleis-tungen) sowie Gerlingen bei Stutt-gart (Analysenmesstechnik) gleichdrei bedeutende Standorte mitinsgesamt mehr als 2500 Mitar-
beiterinnen und Mitarbeiternunterhält. Am gleichen Tag stattete auch derWirtschaftsminister des Bundes-lands Brandenburg, Ulrich Jung-hanns (CDU), dem Messestand ei-nen Besuch ab. In Stahnsdorf imBerliner Umland baut Endress+Hauser Maulburg derzeit ein Zen-trum zur Entwicklung und Ferti-gung von Silizium-Drucksensoren.
Der Natur abgeschautIm Rahmen ihres Bionic LearningNetwork zeigt Festo jedes Jahr einstets aufsehenerregendes, der Na-tur nachempfundenes mechatro-nisches System. Dieses Jahr dieferngesteuerte Qualle AirJelly. Siegleitet förmlich dank ihres zentra-len elektrischen Antriebs und ei-ner intelligenten, adaptiven Me-chanik durch das Luftmeer. DennAirJelly besteht aus einem mit Helium gefüllten Ballonett.
Viel beachteter Stand in der RoboCup-Halle: die kletternden Ser-vice- und Reinigungsroboter der Niederberger Engineering.
Als einzige Energiequelle dienen AirJelly zweiLithium-Ionen-Polymer-Akkus, an die der zen-trale elektrische Antrieb angeschlossen ist.Dieser überträgt die Kraft auf ein Kegelrad undanschliessend nacheinander auf acht Stirnrä-der, die über Kurbeln die acht Tentakel derQualle bewegen. Jedes Tentakel ist als Struk-tur mit dem Fin Ray Effect ausgebildet. Der An-trieb eines Ballons durch eine peristaltischeBewegung ist bis jetzt in der Luftfahrtge-schichte nicht bekannt. AirJelly ist das ers-teIndoor-Flugobjekt mit peristaltischem Antrieb.Die Qualle bewegt sich dank dieses neuen An-triebskonzepts, ihres auf dem Rückstossprin-zip basierenden Antriebs, sanft durch die Luft.Die Steuerung im dreidimensionalen Raum er-folgt durch Gewichtsverlagerung. Die Schub-kraft des Antriebs kann durch schnelleres oderlangsameres Bewegen der Fin-Ra-Tentakel va-riiert werden.
Nach der Messe ist vor der MesseWer in Hannover mit innovativen Produkten undmarktgerechten Dienstleistungen Aufmerksamkeiterregen und in der Folge davon Kontakte knüpfenkonnte, wird in den nächsten Wochen und Mona-ten ernten wollen. Einige der interessanten Neu-heiten präsentieren wir auf den nächsten Seiten.Doch für viele Aussteller beginnt schon bald dieVorbereitung auf den nächsten Messeauftritt. DieHannover Messe 2009 wird vom 20. bis zum 24.April stattfinden und 14 internationale Leit-messen umfassen. Zusätzlich zu den zehn Leit-messen dieses Jahres werden wieder die Motion,Drive & Automation, die Surface Technology unddie ComVac im Programm sein. Premiere feiertin 2009 die Leitmesse Wind im Rahmen derEnergy. Partnerland der Hannover Messe 2009ist die Republik Korea.
Ein Eye-Catcher derbesonderen Art: diefliegende Qualle aufdem Festo-Stand.
06-08 technica 37
Die Temperaturfühler der Produktreihe Sen-syTemp TSH200 wurden speziell für den An-wendungsbereich von 600 °C bis 1800 °C kon-zipiert. Ein umfangreiches Portfolio an Schutz-rohrmaterialien ermöglicht den Einsatz in na-hezu allen Hochtemperatur-Applikationen. Sieerfüllen die Anforderungen der europäischenNorm für gerade Thermoelemente EN 50446.Der strukturierte Aufbau der Dokumentationund der Bestellangaben erleichtert dem Kun-den eine präzise und sichere Produktspezifi-kation. Dies reduziert den Erklärungsbedarfund spart Zeit und Kosten. Die Temperaturfühler der Reihe TSH210 in derAusführung nach EN50446 mit Metallschutz-rohr und wahlweise mit keramischem Innen-rohr eignen sich, je nach Schutzrohrmaterialund Thermopaar, für Medientemperaturen zwi-schen 600 °C und 1300 °C. Fühler der ReiheTSH210 kommen in Glüh- und Härteöfen,
Metallschmelzen, Hochöfen, Winderhitzern, inder Müllverbrennung und in der Rauchgasent-schwefelung zum Einsatz.Die Temperaturfühler der Reihe TSH220 wer-den mit keramischem Schutzrohr sowie mit zu-sätzlichem keramischem Innenrohr ausge-führt. Sie sind bestimmt für Medientempera-turen bis 1800 °C und werden in der Regel mitEdelmetall-Thermopaaren ausgestattet. Fühlerder Reihe TSH220 kommen in der Zement-und Ziegelproduktion, Porzellan- und Kera-mikindustrie, Müll- und Sondermüllverbren-nung und in der Stahlindustrie zum Einsatz.In die Entwicklung der Temperaturfühler derReihe TSH250 ist die langjährige Erfahrungvon ABB im Bereich der Glasindustrie einge-flossen. Sie sind mit einem Keramikschutzrohrausgestattet, an dessen Spitze eine Platinhül-se angebracht ist. Aufgrund des platinüber-zogenen Keramikschutzrohres ist der Tempe-raturfühler optimal geeignet für Messungen inflüssigem Glas bei Temperaturen bis 1650 °C.Aufgrund der hohen Temperaturen kommenhier ausschliesslich Edelmetall-Thermopaarein Frage.
Hochtemperaturfühler für Anwendungen bis 1800 °C
Komplexe CNC-Anwendungen setzen zuneh-mend auf Schrittmotortechnologie. Zudemwerden immer mehr pneumatische Systemedurch elektrische Antriebe ersetzt. Acoposmi-cro – ein sehr kompakter Verstärker zum Betriebvon Stepper- und Servomotoren für den unte-ren Leistungsbereich – bietet hier eine innova-tive Lösung. Kleinste Abmessungen von ledig-lich 63 mm Breite schaffen Platz im Schalt-schrank. Zur Erreichung hoher Drehmomentebei hohen Drehzahlen stehen Spannungsnive-aus von 80 VDC und 110/230 VAC zur Verfü-
gung. Der Leistungsbereich liegt zwischen 50 W und 1 kW. Als Feldbusschnittstelle sindPowerlink und die dezentrale Backplane X2Xon Board.Ein ausgeklügeltes Kühlkonzept wie bereitsbeim Acoposmulti trägt dem UmweltgedankenRechnung. Die Montage kann wahlweise seit-lich bzw. als Rückwandmontage erfolgen. Ne-ben Wand- und Durchsteckmontage steht ei-ne Cold-Plate-Variante zur Öl- bzw. Wasser-kühlung zur Verfügung. Über standardisiertePLCopen-Motion-Control-Funktionsblöcke so-wie CNC-Robotik-Bibliotheken können sämtli-che vom Acoposmicro unterstützten Motor-typen problemlos über das B&R AutomationStudio angesteuert werden.Einsatz findet dieser Verstärker insbesonderein der Halbleiter-, Verpackungs-, Textil- undDruckindustrie.
Rexroth hat sein Produktportfoliobei den Miniatur-Kugelschienen-führungen um breite Führungs-wagen in langer Ausführung er-
weitert, welche die standardlan-gen Ausführungen ergänzen. Siebieten die optimale Lösung für An-wendungen mit erhöhten Bean-
Höher belastbare Miniatur-Kugelschienenführungen spruchungen, zum Beispiel in denBereichen Automation und Hand-habungstechnik, bei denen es aufeinen ruhigen Ablauf ankommt,und sind speziell für Einschienen-Anwendungen mit zwei oder garnur einem Führungswagen prä-destiniert. Die neuen, breiten und langenFührungswagen weisen gegenüberden bisherigen standardlangenFührungswagen eine um 40 Pro-zent höhere dynamische Tragzahlauf sowie eine über 100 Prozenthöhere Momentenbelastbarkeit.Diese Führungswagen sind für Ge-schwindigkeiten bis 3 m/s und Be-schleunigungen bis 250 m/s2 aus-gelegt.In Verbindung mit den einteiligenFührungsschienen für alle Bau-grössen bis 2000 mm Länge las-
sen sich neue konstruktive Lösun-gen sehr kostenorientiert realisie-ren. Natürlich können die Füh-rungsschienen, wie bisher, auch inmehrteiliger Ausführung geliefertwerden.Die Befestigungsbohrungen in denSchienen sind optional mit einemnicht rostenden Abdeckband ver-schliessbar. Damit erübrigt sichdas aufwändige Verschliessen derBohrungen mit Kunststoffkappenund es bietet eine bessere Dicht-wirkung bei ansprechender Optik.
Rexroth-Kugelschienenführungen in Miniaturausführung mit Füh-rungswagen in der Ausführung breit und lang.
InfosBürkert-Contromatic AG SchweizEasy Fluid Control Systems6331 Hünenberg041 785 66 [email protected]
Hoch dynamische Regelung durchschnelle Durchflussmessung istdas Highlight des neuen Liquid-Flow-Controllers von Bürkert.Möglich macht das die konse-quent «durchkomponierte» Inte-gration. Es gibt immer etwas zuoptimieren. Zum Beispiel im Fal-le der Durchflussregelung vonFlüssigkeiten in Verbindung miteinem Proportionalventil. Präzi-sion, Stabilität und Schnelligkeitsind die hier gefragten Parameter.Möglich macht das vor allem dieIntegration von Sensor, Regel-elektronik und Stellglied in einemGerät. Sie erspart eine aufwändi-ge Auslegung jeder einzelnenKomponente. Weniger Aufwandauch bei den kompatiblen und ab-gestimmten Schnittstellen: Allesaus einer Hand heisst hier: siche-re Funktion und ausgezeichnetesPreis-Leistungs-Verhältnis.Bürkert hat das Differenzdruck-verfahren so weit optimiert, dassdamit reproduzierbare, schnelleund präzise Durchflussmessungenvon Flüssigkeiten möglich werden.Durch eine intelligente Abstim-mung mit den anderen Kompo-
nenten Regelelektronik und Pro-portionalventil entstand ein neuerdigitaler Controller mit überzeu-genden Features:– Konfiguration und Diagnose
sind über die serielle Schnitt-stelle mit der Software MassFlow Communicator möglich
– Statusanzeige über LEDs– Konfigurierbare Binärein- und
-ausgänge– Ein integrierter Totalizer
ermöglicht Verbrauchsanalysenohne Zusatzaufwand
– Es ist für verschiedene An-steuerungen verfügbar (analog/digital über Feldbusse oderRS232/RS485)
– Ein analoger bzw. digitaler Ist-wert ermöglicht eine lücken-lose Dokumentation der Pro-zessdaten
– Schutzart IP65 für Anwendun-gen in rauer Umgebung ver-fügbar
Der Liquid-Flow-Controller emp-fiehlt sich für alle Systemlösun-gen, in denen Flüssigkeitsmengenpräzise geregelt oder dosiert wer-den müssen. Dies kann z. B. dasZusammenführen mehrerer Flüs-
Leistungsfähiger Liquid-Flow-Controller
Liquid-Flow-Controller Typ8712-1.
sigkeiten als Reaktionspartner be-treffen oder auch in Kombinationmit Bürkert Mass-Flow-Control-lern die gleichzeitige Dosierungvon Gas und Flüssigkeit in Zer-stäubungs- oder Sterilisations-prozessen sein.
Automations- und Antriebstechnik I Fachmessen
06-08 technica 39
Neu: ölbestän-dige Steuerlei-tungsfamilie«Chainflex»CF77/CF78 vonigus für deninternationalenEinsatz in Werk-zeugmaschinen.
GE Fanuc Intelligent Platforms hatdie Bereitstellung der neuen PAC-Systems RX3i CPU320 angekün-digt, die mit Hilfe des ProzessorsIntel 1 GHz eine nie dageweseneSchnelligkeit und Leistung bringt.Die CPU320 eignet sich ideal fürAnwendungen, bei denen die Re-chenleistung des aktuellen Con-trollers an ihre Grenzen gestossenist. Neben der verbesserten Leis-tung stellt die CPU320 64 MB Be-nutzerspeicher zur Verfügung.Typische Anwendungen, bei de-nen der Einsatz einer neuen CPU
sinnvoll ist, sind Materialwirt-schaft, Verpackung, Montage undProzesssteuerung. Zu den wesent-lichen Merkmalen der RX3iCPU320 gehören zwei eingebau-te Kommunikationsschnittstellensowie konfigurierbare Daten- undProgrammspeicher. Die CPU320kann in Ladder Diagram, Struc-tured Text, Function Block Dia-gram und C programmiert werdenund unterstützt Adressierung sym-bolischer Variablen sowie mehr als 32 K diskrete und analoge E/A.Der leistungsfähige Prozessor
igus hat auf der Hannover Messeeine neue Steuerleitungsfamiliefür den weltweiten Einsatz inEnergieketten im Werkzeugma-schinenbau vorgestellt. Die ölbe-ständigen «Chainflex»-LeitungenCF77 und CF78 wurden entwi-ckelt für dynamische Anwendun-gen mit hohen Zyklenzahlen unterhohen Belastungen.
Die neue Familie vereint neun Vor-teile von fünf bewährten «Chain-flex»-Leitungsserien jetzt in einemeinzigen Design. Mit 850 Leitun-gen bietet igus heute das grössteProgramm für Energieketten-An-wendungen, will aber gleichzeitigdie Auswahl vereinfachen. Das be-trifft vor allem die Kombinationvon Eigenschaften wie internatio-
Steuerleitungsfamilie für Werkzeugmaschinenbau
unterstützt bis zu 512 Programm-blöcke mit einer maximalen Grös-se von jeweils 128 KB.
nale Normen, Werkstoffzulassun-gen und Lebensdauern.CF77 und CF78 sind lagenverseiltfür eine Adernzahl �7 Adern(Nennspannung U0/U 300/500Volt) und bündelverseilt für �12Adern (U0/U 300/300 Volt). Hier-bei sind die Leitungen stabil bün-delverseilt um eine hochzugfesteKernkordel, um Korkenzieher undAdernbrüche zu vermeiden. Den-noch sind die Steuerleitungen imAussendurchmesser nahezu ge-nauso dünn wie vergleichbare nurlagenverseilte Typen. Der hoch ab-rieb- und biegefeste, mit Druckzwickelfüllend in alle Zwischen-räume der Verseilung extrudiertePUR-Aussenmantel sorgt für zu-sätzliche Stabilität und ist flamm-widrig sowie halogenfrei. Die öl-beständige Serie hat UL/CSA-Zu-lassung und ist Desina-konform.Schliesslich sind die Leitungenauch reinraumgeeignet (ISO-Klas-se 1).
Kompetenz inDrehmoment-Messtechnik für statische und dynamischeAnwendungenvon 1Ncm bis 50’000 Nm
Dre
hmom
ent-S
enso
ren
MessenPrüfenAutomatisieren
MTS
40 technica 06-08
Beim Sortieren von roten und grü-nen Kunststoffkugeln mit 6 mmDurchmesser erbringt die in Han-nover exemplarisch gezeigte Sor-tieranlage Höchstleistungen. InEchtzeit separieren Schnell-schaltventile des Typs MHJ die gemischten Kugeln, nachdem diese über eine schiefe Ebene ge-rollt sind, in unterschiedliche Be-hälter. Der Farbsensor SOEC ana-lysiert am Ende der Ebene die Far-ben der 12 g schweren Kugeln.Seine Stärken: die hohe Schalt-
Diese setzt die Schnellschaltventi-le in Aktion: mit einem Durchflussvon 50 l/min bis 150 l/min als Ein-zelventil oder Anschlussplatten-ventil und extrem kurzen Schalt-zeiten von weniger als 1ms sinddie Ventile MHJ Profis im High-
Speed-Bereich. Für höhere Durch-flüsse sind die bekannten TypenMH3 mit 200 l/min und MH4 mit400 l/min geeignet – bei Schalt-zeiten von unter 3ms beim MH3und unter 4ms beim MH4. SPS-Standardausgänge 24 V DC/1A ermöglichen ein einfaches und direktes Ansteuern der Versionenmit integrierter Elektronik – nunmit praktisch leistungslosem Trig-gereingang. Alternativ wird ein ex-terner Zweikanal-Kabelstromreglerangeboten. Besonderer Pluspunktfür die Anwendung in der Prozess-industrie: Dank Schutzklasse IP65sind die kompakten Schnell-schaltventile MHJ10 unempfind-lich gegen Staub und Feuchtigkeitund können ohne spezielle Schutz-massnahmen direkt in der Appli-kation montiert werden. Die MHJ9-Ventile haben einen Steckeran-schluss mit IP40.
Schnellschaltventile in Sortieranlagen:
High Speed für ErbsenzählerOb Reis, Erbsen oder Kunststoff: Moderne Sor-tieranlagen sortieren Teile aller Art in Hochge-schwindigkeit nach Farbe, Form oder Grösse.Schneller als das menschliche Auge dem Vorgangfolgen kann, blasen Schnellschaltventile des TypsMHJ – auch als «Jet Valves» bezeichnet – dasSchüttgut sortenrein in verschiedene Behälteraus. Zur Unterstützung bei der Inbetriebnahmeund zur Funktionsüberwachung bietet Festo dasintelligente Kompaktkamerasystem SBOC-M/SBOI-M.
frequenz von 500 Hz und drei un-abhängig voneinander teachbareKanäle. Mittels einer weissenLED-Lichtquelle, die ihn unab-hängig von Fremdlichtquellenmacht, garantiert der SOEC die Erkennung von Objekten im gan-zen Arbeitsbereich – so behält derSensor im Geschwindigkeits-rausch den Überblick.
Schnell geschaltetDer Sensor schickt ein Signal andie Steuerungseinheit CPX-FEC.
Schnellschaltventile des Typs MHJ blasen das Schüttgut sortenrein in verschiedene Behälter aus.
Durchfluss von 50 l/min bis 150 l/min und extrem kurze Schalt-zeiten: Die Ventile MHJ sind Profis im High-Speed-Bereich.
In der chemischen, petrochemi-schen und pharmazeutischen In-dustrie sowie im Öl- und Gas-Be-reich müssen Gefahren durch Ex-plosionsschutzmassnahmen ver-hindert werden. In der Mess- undRegeltechnik werden dabei ver-mehrt Remote I/O eingesetzt. Die-se nutzen den Profibus, der bei ho-hen Datenraten und grossen Ent-fernungen Lichtwellenleiter fürden sicheren Betrieb verwendet.Weitverzweigte Anlagen werdenwegen der hohen wirtschaftlichenBedeutung häufig redundant auf-gebaut und mit einem Leitsystemgesteuert. Da der Profibus bei ho-her ÜbertragungsgeschwindigkeitKupferleitungen nur für kurze Ent-fernungen zulässt, bietet derLichtwellenleiter eine ideale Al-ternative.Drei prinzipielle Unterschiedezum Kupferkabel kommen geradein Anlagen der Prozesstechnikzum Tragen und machen deutlich,warum LWL hier die richtige Wahlist. Erstens sorgen sie für eine voll-
ständige galvanische Trennungzwischen dem Feld und der Mess-warte. Zweitens können die klei-nen Lichtenergien keine zündfä-higen Funken oder heissen Ober-flächen erzeugen. Und drittenskönnen elektromagnetische Fel-der – anders als bei der Daten-übertragung mit Kupferleitern –keine Störungen verursachen. Im prozessnahen Bereich der Re-mote-I/O-Station werden meistkurze konventionelle Buskabelverwendet. Da die für Profibus DPverwendete RS485-Schnittstellenicht eigensicher ist, muss daselektrische Kabel bei der Installa-tion in erhöhter Sicherheit wieStromversorgungskabel verlegtwerden.
InfosSchneider Electric (Schweiz) AG3063 Ittigen031 917 33 [email protected]
Für Anlagen und Prozesse mit ho-hen Sicherheitsanforderungensteht ab sofort das SPS-SystemModicon Quantum als Sicher-heits-SPS zur Verfügung. Sie kanndamit auch in kritischen Anwen-dungen genutzt werden, um denSchutz von Personen, der Produk-tion und der Umwelt sicherzustel-len. Die SPS ist SIL2-zertifiziertund erfüllt die IEC 61508.Die Modicon-Quantum Sicher-heits-SPS gewährleistet einHöchstmass an Verfügbarkeit undZuverlässigkeit für eine Vielzahlvon Anwendungen wie beispiels-weise Notabschaltung von Sys-temen, Schutz von Dampfkesseln,Brandschutz und Gasdetektorensowie Brennersteuerungen.Bei der Entwicklung dieser Sicher-heits-SPS stand von Anfang an dieeinfache Handhabung durch denAnwender im Vordergrund – das En-gineering einer sicheren Applika-tion soll genau so einfach sein wieeine normale Anwendung. Für densicherheitsrelevanten Teil einer Ap-plikation wurden spezielle neueBaugruppen entwickelt, also bei-spielsweise SPS-Prozessoren sowiedigitale und analoge E/A. Beson-deres Gewicht wurde auf die integ-rierte Diagnose dieser neuen Kom-ponenten gelegt, damit der sicher-heitsrelevante Teil genau so einfachwie die normale Anwendung be-trachtet werden kann. In den SPS-Prozessoren werden zwei ver-schiedene Mikrocontroller vonunterschiedlichen Herstellern ver-wendet, um die Applikation paral-lel abzuarbeiten, sollten dabei Ab-
weichungen entdeckt werden, wirddas System sofort in einen siche-ren Zustand gebracht. Mit der glei-chen Zielsetzung werden die Aus-gänge des Systems permanentüberwacht, sämtliche Module füh-ren permanente Selbsttests aus.Auf redundante Verkabelung oderzusätzliche Module kann deswegenin der Modicon-Quantum-Sicher-heits-SPS verzichtet werden.Sicherheitsgerichtete und nichtsicherheitsrelevante E/A könnenin ein und demselben Applika-tionsprogramm beliebig kombi-niert werden oder je nach Auto-mationskonzept auf verschiedeneSteuerungen verteilt realisiert wer-den. Die Standard-E/A-Module fürden Einsatz in Sicherheitssteue-rungen sind vom TÜV Rheinlandgetestet und werden als soge-nannte «non interfering I/O» an-geboten. Damit ist sichergestellt,dass die Standard-E/A keinerleiEinfluss auf die sicherheitsgerich-teten Baugruppen ausüben. Für Anwendungen, die sowohl andie Sicherheit als auch an die Ver-fügbarkeit hohe Anforderungenhaben, gibt es Sicherheitsprozes-soren, die auf den bewährten Hot-Stand-by-Komponenten basieren.Damit ist es sehr einfach, auch si-chere und hochverfügbare Anwen-dungen zu entwickeln.
Die neue Generation elektroni-scher Überwachungsgeräte PMD-sigma von Pilz überwacht Wertewie Spannung, Strom, Temperaturoder Phasenfolge. Neu an PMD-sigma ist die Möglichkeit, die Werte einfach per Drehknopf ein-zustellen und auf einer Chipkartezu speichern. Daten lassen sichsomit flexibel für weitere Geräteübernehmen. Ein Klartext-Displayunterstützt die Parametrierungund bietet zugleich eine komfor-table Diagnose. Das erste Gerät
der Produktfamilie PMDsigmaüberwacht die Wirkleistung. Da-mit steht ein Frühwarnsystem fürgefährliche Anlagenzustände zurVerfügung, das ohne zusätzlicheSensoren auskommt.Das kompakte Gerät PMD s10 er-laubt über die Wirkleistung Rück-schlüsse auf die Belastung desMotors. Es überwacht die Schalt-schwellen und gibt gleichzeitig einen analogen Spannungs- oderStromwert aus, der proportionalzur Wirk-leistung ist. Das ermög-
licht eine Überwachungvon Unter- oder Überlast-schwellen per Analogsig-nal (SPS) oder per bereitsintegrierte Relais.
Elektrische Sicherheit einfach gemacht Motoren mit einer Leistung von biszu 11 KW können direkt, grössereMotoren über Stromwandler über-wacht werden. Dabei sind Motor-spannungen bis 550 V möglich. DasPMD s10 kann Frequenzen von 0 Hz bis zu 1000 Hz verarbeiten.Damit ist es sehr flexibel und sowohlfür Gleich- und Wechselstrommoto-ren als auch für frequenzgeregelteAntriebe geeignet. Motoranlauf so-wie kurze Leistungsschwankungenlassen sich ausblenden, sodass hohe Anlaufströme das Gerät nichtbeeinflussen. Spitzenwerte während des Be-triebs können gespeichert undüber das Display wieder abgerufenwerden.
Einfach und wirtschaftlich– die neue Generationelektronischer Überwa-chungsgeräte PMDsigmavon Pilz überwacht Wertewie Spannung, Strom,Temperatur oder Phasen-folge.
Mit dem modularen Sicherheits-system Sirius 3RK3 bietet die Siemens-Division Industry Auto-mation eine neue Safety-Lösungzwischen einem einfachen Si-cherheitsschaltgerät und einerfehlersicheren Steuerung. Das Si-cherheitssystem 3RK3 kann in al-
len Branchen und Appli-kationen eingesetzt wer-den, bei denen mehrereSicherheitsfunktionenausgewertet werden müs-sen und eine Verdrahtungvon mehreren Schaltgerä-ten nur noch sehr auf-wändig zu realisieren ist. Durch den modularenAufbau des Sicherheits-systems Sirius 3RK3spart der Anwender Ko-sten, da er nur die Geräteeinsetzen muss, die fürseine Anwendung wirk-lich benötigt werden.
Gleichzeitig kann er die Geräte-einheit flexibel um zusätzlicheFunktionen erweitern, wenn sichdie Applikation ändert. Kern desSystems ist das Zentralmodul mitacht sicherheitsgerichteten Ein-gängen und je einem sicherheits-gerichteten Relais- und elektroni-
Modulare Sicherheit für mehr Flexibilität schen Ausgang. Darüber hinauskann der Anwender bis zu siebenErweiterungsmodule anschlies-sen, die weitere Sicherheitsfunk-tionen einlesen oder ausgebenkönnen. Ein DP-InterfaceModulermöglicht die Kommunikationmit übergeordneten Steuerungenüber Profibus. Mit Hilfe der Para-metrierungssoftware MSS ES, dieBestandteil des Systems ist, wer-den Ein- und Ausgangssignale ein-gestellt und Gerätefunktionen ver-schaltet. Diese müssen nun nichtmehr umständlich verdrahtet wer-den, was Zeit und Kosten spart.
Das Sicherheitssystem 3RK3 kann inallen Branchen und Applikationen einge-setzt werden, bei denen mehrere Sicher-heitsfunktionen ausgewertet werdenmüssen und eine Verdrahtung von meh-reren Schaltgeräten nur noch sehr auf-wändig zu realisieren ist.
InfosTesto AG 8617 Mönchaltorf043 277 66 [email protected] www.testo.ch
Das einfach zu bedienende Mess-system bringt Sicherheit und Zeit-ersparnis durch automatisierteMessdatenerfassung. Testo Save-ris ist optimal geeignet für dieÜberwachung und Dokumentationvon Temperatur- oder Feuchteda-ten in Produktion, Qualitätssiche-rung und F&E sowie in Gebäuden,Monitoring des Lagerklimas vontemperatur- und feuchtesensiblenProdukten, z. B. von wertvollemInventar (Museen, Server-Räume),von Medikamenten und von Le-bensmitteln sowie Überwachungder Lebensmittel-Kühlkette.Im Messtakt speichern die Fühlerihre Messdaten und senden diesein regelmässigem Zeitabstand aneine zentrale Base. Sofern eineGrenzwertüberschreitung vorliegt,wird sofort eine Funkverbindungaufgebaut. Durch bidirektionalenFunk stehen Funkfühler und Basein gegenseitigem Kontakt. Hier-durch ist sichergestellt, dass dieMessdaten nur von der Base auf-genommen werden und nichtdurch andere Funksysteme gestörtwerden.Falls die Funkverbindung durchHindernisse unterbrochen seinsollte, wird darüber per Alarm in-formiert. Der Speicher im Fühlergewährleistet, dass die Messdatenbei Störung der Funkverbindungnicht verloren gehen. Ein optimier-tes Batteriekonzept sorgt für langeStandzeiten des Fühlerspeichers.Neben den Funkfühlern sind Füh-ler einsetzbar, die direkt an dasEthernet angeschlossen werden.
Hierdurch ist die vorhandene LAN-Infrastruktur nutzbar. Die Base ist das Herz von Testo Sa-veris und kann unabhängig vomPC pro Messkanal 40 000 Mess-werte speichern. Dies entsprichtbei einer Messrate von 15 Minu-ten ungefähr einem Jahr Spei-chervermögen. Ein Notfall-Akkustellt sicher, dass bei Stromausfallein Alarm abgesetzt wird und kei-nerlei vorhandene Messdaten ver-loren gehen.Über das Display der Saveris-Basesind Systemdaten sowie Alarmesichtbar. Auch ohne laufenden PCalarmiert die Base bei Grenzwert-überschreitung durch eine LED-Leuchte, wahlweise per SMS undüber Relaisausgang, an den einAlarmgeber anschliessbar ist. Ins-gesamt kann eine Base 150 Funk-und Ethernet-Fühler bzw. 254 Mess-kanäle aufnehmen. Die Messdatenwerden von der Base an einen PCübertragen und in der Datenbankder Software zentral gespeichertund sind jederzeit als Tabelle oderGrafik abrufbar. Alle aufgetretenenAlarme sind als Historie tabella-risch aufgelistet. Im Alarmfall be-kommt der Nutzer wahlweise eineNachricht per E-Mail oder ein Pop-up direkt auf den Bildschirm.
National Instruments gab dieMarkteinführung drei neuer Com-pact-FieldPoint-Controller be-kannt, die optimierte Leistung, eine höhere Prozessorgeschwin-digkeit sowie erheblich verbesser-ten Datendurchsatz über Ethernetbieten. Die Controller NI cFP-2220, cFP-2210 und cFP-2200arbeiten mit einem 400-MHz-Po-werPC-Prozessor und dem Echt-zeitbetriebssystem VxWorks vonWind River. Diese Technologiensorgen für eine höhere Verarbei-tungsgeschwindigkeit und schnel-lere Datenanalysen. Der Controller cFP-2220 bietet je-weils bis zu 128 MB SDRAM undOnboard-Speicher und das ModellcFP-2210 verfügt sogar über 256MB SDRAM und bis zu 128 MBOnboard-Speicher. Der cFP-2220besitzt zwei Ethernet-Anschlüssefür die Anbindung an unterneh-mensweite und dedizierte I/O-Netzwerke sowie drei RS232-Ports und einen RS485-Anschlussfür serielle Geräte. Zur Übertra-gung von Daten an externe Spei-chermedien verfügt der Controllerüber einen zusätzlichen USB-Anschluss und einen Steckplatzfür einen CompactFlash-Wechsel-speicher. Darüber hinaus bietet
der cFP-2220 die doppelte Grösse an Onboard-Speicher undSDRAM, nämlich bis zu 256 MB,sodass eine grössere Datenmengeauf dem Controller selbst abgelegtwerden kann. Anwender werden durch dieseneuen Controller und LabVIEWReal-Time bei der Erstellung vonStand-alone-Embedded-Systemenunterstützt. Sie können damit anwenderdefinierte Applikationenzur Datenprotokollierung und -überwachung, Echtzeitanalyseund erweiterten intelligentenSteuerung implementieren.Ausserdem ermöglichen sie einen10-mal höheren Ethernet-Daten-durchsatz und damit höhere Über-tragungsraten. Darüber hinausunterstützen sie das Reliance-Dateisystem zur Wahrung der Datenintegrität.
Hochleistungs-Controllerfür Compact FieldPoint
Die automatischeTemperatur- undFeuchtedaten-erfassung mit TestoSaveris eignet sichfür unterschiedlichs-te Einsatzbereiche –hier in einem Moto-renprüfstand.
Die Controller cFP-22x0 sind für industrielle Umgebungen konzi-piert und auch Stossbelastungen, Vibrationen und hohen Temperatu-ren gewachsen.
MTL 9400 sind eigensichere (Ex i)Ethernet-Komponenten. Die Hard-ware der Serie MTL 9400 umfasstSystemkomponenten, die ein Ex-i-Ethernet-Netzwerk in der Ex-Zone1 oder Ex-Zone 0 ermöglichen. DieNutzung von Ethernet für die Pro-zessautomation wurde lange durchdie Ex-Zone verhindert. Deshalbfindet man heute das Ethernetmeistens in Fabrikautomationsap-plikationen. Darüber hinaus bevor-zugt die Prozessautomation dieSignalübertragung und die Strom-versorgung kombiniert in einemKabel. Die Serie 9400 erfüllt alldiese Forderungen. Das Ex-i-Stromversorgungskonzept Powerover Ethernet (PoEx) erlaubt War-tungsarbeiten im laufenden Be-trieb sogar in der Ex-Zone 1 oder
0. Dadurch sind Kosteneinsparun-gen bis zu 40% möglich.Das System MTL 9400 umfasst ei-nen WLAN-Access point, einenmanaged switch, einen LWL-Um-setzer und ein Gateway zur Proto-kollwandlung. Die Hardware ist fürdie Montage in der Zone 1 zertifi-ziert. Signale aus der Zone 0 kön-nen direkt angeschlossen werden.Ein Zone 2 zugelassener Ethernet-Trennbaustein mit zugehörigerEnergieversorgung komplettiertdas System MTL 9400. Die MTL-9491-IS-Stromversorgung basiertauf dem MTL-Patent Fast Switchund erlaubt so Wartungsarbeitenim laufenden Betrieb ohne «Feu-erschein».Das Ethernet-Gateway erlaubt dieEinbindung von seriellen Kommu-
Eigensicheres Ethernet für Ex-Zone 1 und 0
nikationsprotokollen (z. B. Profi-bus) in das Ethernet-Netzwerk.Dadurch erreicht man eine ein-fache Integration von seriellerMesstechnik, wie z. B. Waagen,Analysatoren, I/O-Systemen in dasEthernet-Netzwerk.Der Ex i-WLAN Access point ist einmultifunktionales Modul für dieStandards 802.11a/b/g/h AccessPoint, Wireless Bridge or WirelessRepeater. Damit wird das Ether-net-Netzwerk ganz einfach mobi-len Endgeräten zugänglich ge-macht.Der Ex i managed Switch erlaubtden Anschluss von bis zu 5 Netz-werk-Komponenten. Dabei ver-sorgt der Switch die angeschlos-senen Netzwerk-Komponentenüber den RJ45-Stecker auch mit
Hilfsenergie mittels PoEx-Techno-logie. Der LWL-Koppler erlaubt dieAusdehnung des Ethernet-Netz-werks über grosse Entfernungen.Diese neue Technologie ist bereitsbetriebsbewährt in Bergbau-Ap-plikationen und wird nun mit derATEX- und IECEx-Zulassung er-folgreich in Prozessautomations-applikationen genutzt werden.
Konzentration auf das Wesentliche! Entscheidungsfreiheit durch systematische Vielfalt
Mit dem neuen M22 RMQ-TitanJoystick von Moeller können An-wender in einer Betätigungsrich-
tung zwei Schaltpositionen (Kon-takte) nacheinander schalten. Da-mit lassen sich einfache und ro-
Zwei Schaltpositionen pro Betätigungsrichtungbuste Lösungen für den Einricht-betrieb beziehungsweise die Ge-schwindigkeitsvorwahl Schleich-/Eilgang problemlos realisieren. Moeller bietet seine Joystick-Vari-anten in verschiedenen Betäti-gungsrichtungen an, und zwar a.)zwei Richtungen vertikale Betäti-gung (hoch/runter), b) zwei Rich-tungen horizontale Betätigung(rechts/links) und c) vier Richtun-gen (hoch/runter/rechts/links) – je-weils mit zwei Schaltpositionenpro Betätigungsrichtung. AlsSchaltkontakte kommen die Stan-dard- und Frühschliesser aus demRMQ-Titan Befehls-/ Meldegeräte-programm zum Einsatz. Der M22 RMQ-Titan Joystick ist inSchutzart IP66 ausgeführt und ge-mäss Atex (Atmospheres Explosi-
bles) Richtlinie 94/9 EG für denEinsatz im Bereich Staub, Zone22, Kategorie 3, zugelassen. Erfindet Anwendung in Staub-Ex-plosions-gefährdeten Bereichenwie zum Beispiel bei Mühlbetrie-ben, Holzbe- und Verarbeitungs-betrieben, Zementwerken oder derFuttermittelindustrie. Er wird aufWunsch mit kundenspezifischenBeschriftungsschildern geliefert,die mit dem Labeleditor indivi-duell erstellt werden können.
M22 RMQ-Titan Joystick – für Schleich-/Eilgang und Einrichtbetrieb.
Die neue Frequenzumrichter-Rei-he Inverter Drives 8400 von Len-ze besticht durch ihre konsequen-te Skalierung. Das «Rightsizing»-Konzept macht dabei durch dieklare funktionale Abstufung derAusführungen in BaseLine, State-Line und HighLine die Auswahldes zur Antriebsachse passendenUmrichters einfach – und das zueinem optimalen Preis-Leistungs-Verhältnis. Alle Ausführungen zeichnen sichdurch gleiche Art der einfachenHandhabung, Bedienung, Program-mierung, Logistik und Service-fähigkeit aus. Die damit verbun-denen Kosteneinsparungen in al-len Lebenszyklusphasen einer Ma-schine steigern insofern nachhal-tig die Wertschöpfung. In Ver-bindung mit den abgestimmtenGetriebemotoren bietet Lenze zu-dem vollständige Antriebsachsenaus einer Hand.Die Überlastfähigkeit bis zu 200Prozent und die Auslegungstem-peratur von 45 °C ohne Deratingmachen die Inverter Drives 8400zu robusten Antriebsreglern, die
auch bei höheren Temperaturennoch ohne Klimatechnik imSchaltschrank auskommen. Die-ses führt zu Einsparungen beimGeräte-, Installations- und Über-wachungsaufwand. Ab StateLinewerden thermische Schalt-schrank-Optimierungen zudemdurch die Montagemöglichkeitender Durchstoss oder Cold-Plate-Technik unterstützt.Die Reihe ist in den marktüblichenLeistungsabstufungen bis 2,2 kWsowohl einphasig als auch drei-phasig verfügbar. Die Bemes-sungsspannungen sind EU-kon-form mit 230 V und 400 V reali-siert. Für grössere Leistungenstehen StateLine und HighLinezunächst dreiphasig bis 11 kW zurVerfügung. Eine Leistungserweite-rung bis 55 kW ist in Planung. AbStateLine bietet Lenze auch Vari-anten mit verlackten Platinen so-wie zukünftig die Funktion «Si-cherer Halt» (STO). Feldbusse wieProfibus und später auch Ether-net, Powerlink, EtherCAT oder Pro-finet lassen sich durch steckbareModule anbinden. Der CANopen-
Neue Frequenzumrichter-Reihe
Die drei Ausführungen der Inverter Drives 8400: BaseLine, StateLine und HighLine.
Bus ist serienmässig integriert. Al-le Mitglieder der Gerätefamilie er-füllen die Anforderungen von CEsowie UL und sind RoHS-konform.
Flüssig oder fest -und alles gleich ein fach zu messen?
Das Powertrio Kontinuierlich Füllstandmessen mit Time of FlightDie Füllstandmessung mit den drei Laufzeitver-fahren frei abstrahlendes und geführtes Radar sowie Ultraschall bieten optimale Lösungen zur kontinuier-lichen Messwerterfassung in Flüssigkeiten und Schüttgütern.
Micropilot: frei abstrahlendes Radar
Jetzt neu mit erhöhter Dynamik für mehr Messwert-zuverlässigkeit in schwierigen Anwendungen und gasdichter Durchführung bei 26 GHz-Geräten.
Levelflex: geführtes Radar
Jetzt neu mit neuem Sensorkonzept bei Levelflex M FMP43. Für Anwendungen mit speziellen hygie-nischen Anforderungen nach ASME-BPE oder USP CI. VI und Trennschichtversion mit zwei Strom-ausgängen.
Prosonic: Ultraschall
Jetzt neu auch in getrennter Ausführung zur Hut-schienenmontage und als Scannerlösung zur preis-werten Ausrüstung mehrerer Messstellen.
www.ch.endress.com
Kapazitäten für Flüssiges und Festes
Auch sehr hohe Tempera-turen und Drücke in Flüs-sigkeiten und Schüttgütern machen den kapazitiven Sensoren Liquicap und Solicap nichts aus. Sie messen Füllstände, erfassen Grenzstände und sichern den Messwert effektiv durch aktive Ansatzkompensation.
Sieger nach Punkten
Preiswerte Lösungen sind oft die besten Lösungen. Bei leitfähigen Flüssigkeiten ist der Liquipoint mit seinem einfachen Messprinzip bei der Grenzstanderfassung im Vorteil. Durch mehrere Messpunkte und einstellbare Messbe-reiche können verschiedene Aufgaben gelöst werden. Die Instrumentierung ist flexibel anpassbar.
Immer vorn dabei mit Endress+HauserModerne Produktionsanlagen sind an vielen Stellen auf aktuelle Füllstandwerte
angewiesen. Endress+Hauser entwickelt und produziert Füllstandmessgeräte für alle
denkbaren Anwendungen. Von -200 °C bis +400 °C, von -1 bar bis +500 bar, unter
besonderen Hygieneanforderungen oder in korrosiven Medien – Endress+Hauser
bietet Füllstandmesstechnik, die technisch hervorragend und wirtschaftlich immer
interessant ist.
Passende Füllstandmesstechnik für jede Aufgabe
Multifunktionstalent für Extreme
Der Gammapilot misst radio-metrisch und berührungslos Füllstand, Grenzstand, Trenn-schicht und Dichte auch bei toxischen und aggressiven
Medien durch die Behälterwand. Mit Stromausgängen in Ex e oder Ex i und Anschlussräumen in Ex d, Ex e oder Ex i Ausführung. Anschluss über HART®, PROFIBUS PA oder Foundation Fieldbus™.
Grenzgänger mit Feingefühl
Liquiphant – Ein Begriff, der für eine zuverlässige und sichere Grenzstand-detektion steht. Seit über 25 Jahren. In Kombinationmit dem neu entwickelten Dichterechner FML621
kann Liquiphant M ab sofort zur Dichte-/Konzentrationsmessung in verfahrenstechnischen Prozessen eingesetzt werden.
���� ������ ��� ��������������������
48 technica 06-08
Das übliche Prozedere zur Druck-kalibration ist recht kompli-ziert. In der Regel werden die
zu kalibrierenden Geräte ausgebautund ins Labor gebracht. Dort wird ihrIst-Zustand ermittelt («Werte vor derJustierung») und mit einem Normalverglichen. Weicht der gemesseneWert davon zu stark ab, wird der Prüf-ling justiert. Nach dem Justieren wer-den die neuen Messwerte nochmalsverifiziert, man spricht auch von «Wer-ten nach der Justierung». Erst danachkönnen die Geräte wieder zur Anlagegebracht und eingebaut werden. Diese, in der Praxis heute meist übli-che Lösung hat gleich eine ganze Rei-he von Nachteilen: Während der Ka-librierung stehen unter UmständenTeile der Anlage und somit auch dieProduktion still. Das kann dauern; jenach Grösse des Werksgeländes mussder Techniker zum Labor und zurückweite Strecken zurücklegen. Ein wei-teres Problem: Ex-sichere Geräte ver-lassen bei dieser Vorgehensweise ihrübliches Umfeld. Sie werden dabeigegebenenfalls mit nicht-ex-sicherenGeräten überprüft und im schlimm-sten Fall dadurch mit Strömen undSpannungen beaufschlagt, die ihreex-Sicherheit zerstören können.
Anlagenstillstand minimierenWesentlich praxisgerechter ist es, mitportablen Kalibratoren die Prüflinge
direkt in ihrem gewohnten Umfeld zukalibrieren. Das verkürzt die Still-standszeit und reduziert das Risikofür die Prüflinge. Geräte, die in explo-sionsgefährdeten Bereichen einge-setzt werden, müssen eigensichersein. Gleiches gilt für Kalibratoren,die dort verwendet werden, dennschon der kleinste Funke kann hiergefährlichste Auswirkungen haben. Damit Druckkalibratoren als eigensi-cher zugelassen werden, müssen siefür die Verwendung in Europa ent-sprechend der europäischen Atex-Di-rektive 1994/9/EG zertifiziert sein (ExII 1 G EEx ia IIC T4).Mit dem ex-sicheren Druckkalibrator718Ex bietet die Ecom InstrumentsGmbH aus Assamstadt jetzt ein ent-sprechendes Gerät an. Dank seinerkompakten Abmessung von 21,6 x9,4 x 6,6 cm (HxBxT) und dem gerin-gen Gewicht von etwas unter 1000 gist er für den mobilen Einsatz gut ge-eignet (Abb. 1). Das robuste, kunst-stoffarmierte Gehäuse schützt dasGerät beim Einsatz unter rauen Be-dingungen. Der Kalibrator eignet sichfür trockene Luft und nicht-korrosiveGase und kann mit einer eingebautenHandpumpe Druck oder Vakuum er-zeugen. Er ist standardmässig für zwei Messbereiche erhältlich: von – 830 mbar bis 2 bar und von –830mbar bis 7 bar (jeweils interne Sen-soren). Will man niedrigere oder hö-here Drücke messen, kann man einsder acht verschiedenen, optional er-hältlichen eigensicheren Druckmodu-le der 700PEx-Reihe anschliessen(Abb. 2). Somit lassen sich mit einund demselben Gerät alle vorkom-menden Druckwerte von 25 mbar
(Differenzdruck) bis 200 bar (Relativ-druck) messen. Dem MSR-Technikerstehen zusätzlich noch weitere Funk-tionen wie eine Min./Max.-, bzw. eineHold-Funktion zur Verfügung.
Richtig kalibrierenMit dem richtigen Equipment kannein MSR-Techniker jetzt vor Ort kali-brieren, was die Kalibrierung im Ex-Bereich im Vergleich zu herkömm-lichen Methoden wesentlich verein-facht (Abb. 3). Um eventuelle Ge-fahren zu vermeiden, ist es trotzdemunerlässlich, gewisse Kalibrierproze-duren einzuhalten: Das System mussausgeschaltet und alle Mitarbeiterdarüber informiert werden, dass einemöglicherweise gefährliche Operationstattfinden wird. Zusätzlich muss derArbeitsbereich abgesperrt und ge-
Prozesstechnik I Druckmesstechnik
Druckkalibration ist schon unter normalen Umständen ein sehraufwändiges und anspruchsvolles Geschäft. Soll aber in Ex-Bereichen kalibriert werden, also beispielsweise in der Chemie,Petrochemie, in Erdölraffinerien oder in sonstigen Bereichenmit explosionsgefährdeten Gasen und Stäuben, sind die Anfor-derungen an MSR-Techniker und deren Equipment noch weithöher. Mobile ex-sichere Druckkalibratoren können jetzt dieArbeit erleichtern und helfen, Zeit und Kosten zu sparen.
Druckkalibration vor Ort auch im Ex-Bereich
Zeit und Kosten sparen
Abb. 1Dank seiner kleinen Abmessung und seinemgeringen Gewicht lässt sich der ex-sichereDruckkalibrator direkt vor Ort einsetzen.
kennzeichnet werden. Da im Systemnoch Restgase vorhanden sein kön-nen, gilt es, dieses vor dem Kalibrie-ren zu spülen oder zu entlüften. Fallsin der Umgebung explosive Gase vor-handen sein können, prüft der MSR-Techniker diese vor der Druckkalibrie-rung mit einem Gasdetektor. Wurdedies alles berücksichtigt, können dieMessungen beginnen.
DruckkalibrierungDer ex-sichere Druckkalibrator 718Exeignet sich zur präzisen Druck- undStrommessung und ist damit ein au-tarkes Instrument zum Kalibrierenvon p/I-Transmittern oder Druckschal-tern in klassifizierter Umgebung. ZumKalibrieren des Transmitters bei-spielsweise lässt der MSR-Technikerdessen Druck ab und isoliert ihn vonder restlichen Anlage. Ist aller Druckim Transmitter abgelassen, wird er mitder Handpumpe des Kalibrators defi-niert mit Druck beaufschlagt. DerMSR-Techniker notiert sich die psi-und mA-Werte für den untersten,mittleren und oberen Messbereichund errechnet daraus den Fehler.Liegt dieser Fehler innerhalb der To-leranz, hat der Transmitter den As-Found-Test bestanden und kann wie-der in die Anlage eingebaut werden.Besteht der Transmitter den Testnicht, muss er nachjustiert werden.Anschliessend werden die neuen Wer-te mit einem As-Left-Test verifiziert.Nach bestandenem Test lässt derTechniker den Druck aus der Leitungentweichen, entfernt den Druckkali-brator und nimmt den Transmitterwieder in Betrieb. Mit einem transportablen ex-sicherenDruckkalibrator spart sich der Anla-geninstandhalter also unnötige Wege.Führt er das richtige Werkzeug unddie eventuell benötigten Ersatzteilemit sich, kann er direkt vor Ort nach-justieren oder eventuell defekte Teileaustauschen und die Anlage gleichwieder in Betrieb nehmen. Die Pro-duktion steht somit wesentlich kürzerstill. Damit hilft das mobile Kalibrier-gerät in explosionsgefährdeten Pro-duktionen immens Kosten sparen.
Abb. 3Mit dem richtigen Equipment kann ein MSR-Techniker jetzt vor Ort kalibrieren, was die Kalibrierung im Ex-Bereich im Vergleich zu her-kömmlichen Methoden wesentlich vereinfacht.(Bilder ecom instruments GmbH)
Abb. 2Mit einem der acht eigensicheren Druckmodulekann der Messbereich auf alle vorkommendenDruckwerte von 25 mbar (Differenzdruck) bis200 bar (Relativdruck) erweitert werden.
Seit über 70 Jahren wird die pH-Messtechnik in der Industrieeingesetzt. Moderne Sensoren
helfen die Produktqualität zu sichern,die Stoffausbeute zu erhöhen, Grenz-werte für die Umwelt einzuhalten undErkenntnisse für Forschung und Ent-wicklung zu gewinnen. Da auf die pH-Messung nicht mehrverzichtet werden kann, haben dieAnwender gelernt, mit den Unzuläng-lichkeiten der traditionellen, analo-gen Messtechnik umzugehen. Hierzugehören beispielsweise die möglicheInstabilität der Glassensoren gegendie Medien, in denen sie eingesetztwerden, und die Hochohmigkeit desMesssignals. Diese macht die gesam-te Messkette extrem anfällig gegenFeuchtigkeit und EMV-Einflüsse.Feuchtigkeit gilt dabei als grössterFeind – sie kommt an allen Stellenvor, an denen man pH misst. Messpro-bleme können bereits auftreten, wennman am pH-Kabel wackelt oder esbiegt. Der Messumformer zeigt dabeieinen driftenden oder schwankendenMesswert an. Der Fachmann weiss:Steckkopf, Kabelkupplung, Kabelund Sensoreingang am Messumfor-mer gehen mit in das Signal ein.
Das Ziel der Entwicklung von Memo-sens war es, den eigentlichen Messum-former in den Sensor zu integrieren unddas Sensorsignal gleichzeitig zu digita-lisieren. Um vollkommen frei von Um-weltstöreinflüssen zu sein, beschlossman, die Stromversorgung des Sensorsund die Kommunikation über eine in-duktive Kupplung zu realisieren. DasErgebnis war verblüffend: ein vollkom-men stabiles Messsignal, galvanischvollständig entkoppelt und frei von jeg-lichen Störeinflüssen. Der Bajonett-Verschluss mit deutlich fühlbarem Ein-rasten erlaubt die sichere Montage. EinKlick beim Einrasten zeigt, dass derSensor sitzt, woraufhin er sich problem-los am Messumformer anmeldet.
Sichere und intelligenteSensorenDiese Entwicklung löste das Problemder Hochohmigkeit ursächlich. Nunerschlossen sich völlig neue Möglich-keiten für die Flüssigkeitsanalytik. In-telligente Sensoren wurden denkbar.Hierzu bauten die Entwickler vonEndress+Hauser in die miniaturisier-te Sensorelektronik ausreichend Spei-cherplatz und Rechenleistung ein.Der integrierte Speicherchip gewähr-leistet nicht nur die lückenlose Doku-mentation aller prozessrelevanten Da-ten, sondern garantiert auch eine si-chere Kalibrierung oder Justage aneinem von der Messstelle unabhängi-gen Ort. Somit ist es möglich, alle In-standhaltungsmassnahmen wie Rei-
nigung, Konditionierung und Regene-rierung der pH-Sensoren an eine zen-trale Stelle zu verlagern. Zu diesem Zweck wurde z. B. bei derFirma Lanxess in Leverkusen und beiMerck in Gernsheim ein zentraler pH-Service mit einem EDV-gestütztenpH-Kalibrierstand aufgebaut, der diepH-Sensoren für die verschiedenenBetriebe wartet und verwaltet. Repro-duzierbare Laborbedingungen ermög-lichen eine viel präzisere Kalibrierungund somit eine genauere Prozessfüh-rung. Zusätzlich verlängert die regel-mässige Regeneration und Reinigungdie Lebensdauer der Sensoren. DiesesKonzept erhöht natürlich auch dieVerfügbarkeit der pH-Messstellen imBetrieb und spart zusätzliche Kosten,da der Sensoraustausch, der nun kei-
Prozesstechnik I Prozessanalyse
Seit der Einführung von Memosens für die pH-Messtechnikdurch Endress+Hauser schreibt diese Technologie eine einzig-artige Erfolgsgeschichte. Mehrere zehntausend Systeme sindbisher im Weltmarkt installiert. Was mit der pH-Messungbegann, ist mittlerweile ebenso bewährt für die ParameterRedox, Gelöst-Sauerstoff und konduktive Leitfähigkeit. Memosens hat sich in vielen Anlagen der Prozessindustrie weltweit zu einem betriebsbewährten Standard entwickelt.
Digitale Sensortechnologie für die Prozessanalysentechnik
Kostensenkende Instandhaltungsstrategien
Mit Memosens bereitet Feuchtigkeit keine Probleme mehr beider pH-Messung.
AutorDr. Thomas Steckenreiter, Marke-ting-Direktor Endress+HauserConducta GmbH+Co. KG
06-08 technica 51
ne speziellen Kenntnisse der pH-Messtechnik mehr erfordert, vom Be-triebspersonal durchgeführt werdenkann. Die Sensoren müssen vor Ortnur noch durch kalibrierte Sensorenausgetauscht werden. Das verringertdie Wartungszeiten in den Anlagenum mehr als die Hälfte. Ein weitereressenzieller Bestandteil dieser In-standhaltungsstrategie ist ein effekti-ves Daten- und Sensormanagement.
Zentrales Daten- und SensormanagementDie neu konzipierte Datenbank Me-mobase komplettiert das Memosens-Portfolio um das Daten- und Sensor-management. Während der zentralenKalibrierung der Sensoren erfasst undverwaltet Memobase alle messstellen-spezifischen Informationen, die Kali-brier-/Justierdaten sowie die Prozess-daten. Somit wird der komplette Le-benszyklus eines Sensors von derEinlagerung über die Zubuchung zueiner Anwendung bis zur Verschrot-tung dokumentiert und verfolgt.Messsysteme und Wartungskonzeptekönnen auf dieser Datenbasis analy-siert und permanent optimiert wer-den. Dies führt zu verbessertem AssetManagement: Anhand von Trendkur-ven kann die Lebensdauer der Senso-ren vorhergesehen werden. So wirddie vorausschauende Wartung zum integrierten Bestandteil der neuen Instandhaltungsstrategie. Memobase verwaltet alle Messstellenund bucht neue Sensoren bestimmten
Messstellen, Messstellenkreisen oderAnlagenteilen zu. Damit sind in derDatenbank die Messstellenkennzeich-nung (TAG), die Seriennummer desSensors und der Sensortyp sowie dieDaten der Erstkalibrierung unveränder-bar miteinander verbunden. In der Da-tenbank wird die Sensorhistorie durchdie Folgekalibrierungen automatischerfasst und der Applikation zugebucht. Für den Betreiber, den Techniker undden Qualitätsverantwortlichen sind al-le messstellenrelevanten und produk-tionsspezifischen Daten zugänglich.Durchgängige Auswertungen zu Qua-litätssicherung sind jederzeit möglich.Diese Daten können für den Betriebs-leiter oder den Qualitätsverantwort-lichen aufbereitet oder in Rohfassungzur Verfügung gestellt werden. Erstma-lig sind hier systematische Auswertun-gen über die Leistung der Messstellenmöglich. Das Führen eines Messstel-lenbuches ist nicht mehr notwendig.Durch das einfach zu handhabendeTAG-Nummern-System ist eine Ver-wechslung der Sensoren ausgeschlos-
Der Bajonett-Verschluss mit deutlich fühlbarem Einrasten erlaubtdie sichere Montage und den einfachen Austausch der Memosens-Sensoren.
Im zentralen pH-Labor bei Lanxess werden die Memosens-Sensorenunter reproduzierbaren Laborbedingungen gewartet. Hier unter-stützt das Sensor- und Datenmanagement Memobase die zentraleVerwaltung der Sensoren.
sen, und jeder Sensor kommt zuver-lässig und unverwechselbar an denPlatz, an dem er messen soll. Zur zu-sätzlichen Sicherheit können bei denMessumformern der Generation Liqui-line die TAG-Nummern-Prüfung undein Kalibrierzeitalarm aktiviert wer-den. Damit wird verhindert, dass ausVersehen falsche oder bezogen auf dasletzte Kalibrierdatum zu alte Sensorenangeschlossen werden. Das Sensor-management stellt sicher, dass demBetriebspersonal immer genügendSensoren zur Verfügung stehen. Die-ses ist somit in der Lage, ohne Fach-kraft, Tag und Nacht sowie am Woche-nende eine Störung der pH-Messungbinnen Minuten zu beseitigen. Dasneue Instandhaltungskonzept kannstandortübergreifend eingesetzt wer-den.
Kosten senken durch StrategiewechselEs stellt sich die Frage der Wirtschaft-lichkeit eines Strategiewechsels inder Instandhaltung von pH-Messun-
Das Schnittmodell zeigt die miniaturisierte Elektronik im Sensorkopf eines Memosens-Sensors in Ex-Ausführung.
52 technica 06-08
gen durch den Einsatz der digitalenSensortechnologie. Der Anwenderkann hier zwei Szenarien miteinandervergleichen:1. Die Neuinstallation von pH-
Messstellen in analoger bzw. indigitaler Technik bei gleichzeiti-ger Einrichtung eines «pH-Labors».
2. Die Umrüstung existierender pH-Messstellen auf die Memosens-Technologie.
Im ersten Fall wird die Neuinstallationvon zehn pH-Messstellen angenom-men. Im späteren Betrieb werden ei-ne monatliche Kalibrierung und einzweimaliger Elektrodenwechsel jähr-lich je Messstelle unterstellt. Ausge-hend von den bekannten Zeiten fürdie Instandhaltung vor Ort und im pH-Labor werden die Gesamtkosten fürdie alternative Analogtechnik und die
Memosens-Technologie über einenZeitraum von fünf Jahren ermittelt.Die Mehrkosten für die Installationder digitalen Technologie bestehen imWesentlichen aus den Kosten für dieInstallation des «pH-Labors». Dieseamortisieren sich schon nach kaummehr als einem Jahr, da geringerejährliche Wartungskosten anfallen. Sowerden die höheren Anschaffungs-kosten schnell ausgeglichen.Für das zweite Szenario wurde dieWirtschaftlichkeit der Umrüstung voninstallierter Analogtechnik auf Digi-taltechnologie am Beispiel einer Pro-duktionsanlage bei Lanxess unter-sucht. Die installierte, analoge Mess-technik verursacht jährliche Instand-haltungskosten von ca. 100000 Euro.Eine Umrüstung auf die digitale Tech-nologie reduziert die jährlichen In-standhaltungskosten auf ca. 45 000
Euro. Diese Umrüstung erfordert In-vestitionen von ca. 70000 Euro – diesentspricht einem Return of Invest-ment von etwa 1,5 Jahren. Es ist klar,dass die Wirtschaftlichkeit einer Um-rüstung entscheidend von den Kalib-rier- und Reinigungsintervallen be-stimmt wird, sodass spezifische Wirtschaftlichkeitsbetrachtungen füreinzelne Betriebe oder Betriebsein-heiten durchzuführen sind.
Blick in die ZukunftMehrere 10000 installierte Messstel-len weltweit allein für den ParameterpH zeigen, dass die Memosens-Tech-nologie betriebsbewährt ist. Daher hatEndress+Hauser beschlossen, dennächsten Schritt zu gehen: Anwendersollen die Memosens-Technologie inZukunft von mehreren Analysegeräte-und Sensorherstellern beziehen kön-nen. Hierzu laufen die Verhandlungenmit verschiedenen Partnern. IndemMemosens-Sensoren und Messumfor-mer aller Hersteller im Markt pro-blemlos zusammen verwendet werdenkönnten, könnten Kunden alle Vortei-le von Memosens nutzen. Das Unter-nehmen Hamilton als Hersteller hoch-wertiger elektrochemischer Sensorenhat sich bereits für die sichere und zu-kunftsträchtige Memosens-Technolo-gie entschieden. Es lohnt sich also,auf Memosens zu setzen
Prozesstechnik I Prozessanalyse
Parameterübergreifendes Portfolio: Neben pH, Redox und Sauerstoff sind seit kurzerZeit auch konduktive Leitfähigkeitssensoren mit Memosens erhältlich.
In Industrieanwendungen löste dieEthernet-Technologie erst in denvergangenen zwanzig Jahren die
klassische 4...20 mA-Signalisierungab. Einer der grössten Vorzüge durch-gängiger Ethernet-Netze liegt in dervertikalen Integration: Aus dem ge-samten Netz heraus, bis hin zu Pla-nungs- und Management-Systemenin der obersten Ebene der Unterneh-mens-IT, kann mit Sensoren und Ak-toren im Feld kommuniziert werden.Für Anwender bringt dies neben ho-hem Komfort auch funktional neueOptionen. Der transparente Zugriffüber alle Ebenen ist im Ethernet dankder Standardisierung der Technologieohne besonderen Aufwand möglich.Zudem bietet Ethernet hohe Datenra-ten, auch bei einer grossen Anzahl vonTeilnehmern im Netz. Solchen Leis-tungsmerkmalen stehen nur modera-te Hardwarekosten entgegen, weil aufStandard-Industriekomponenten ge-setzt werden kann, die dank der lang-jährigen und umfassenden Verbrei-tung der Technologie schnell und sehrgünstig erhältlich sind.
Alte Herausforderungen:Explosionsschutz, Deter-minismus und Redundanzim EthernetDass sich das Ethernet für die Daten-kommunikation in Maschinen und In-dustrieanlagen sehr viel langsamerdurchsetzt als in der übrigen IT, hatallerdings gute Gründe. Vor allem dreiHemmnisse standen lange der Tech-nologie entgegen und sprechen zumTeil noch immer gegen ihren Einsatz. Erstens muss das Netzwerk oft funk-tional bedingt deterministische Per-formance, das heisst hartes Echtzeit-verhalten bieten. Ethernet ist dazuauf eine geeignete Echtzeit-Erweite-rung angewiesen, die die zu langsa-men und unzuverlässigen ProtokolleTCP und UDP ergänzt oder an ihreStelle tritt. Ein einheitlicher Standardfehlt hierfür. Zweitens sind viele Anwendungen ausSicherheitsgründen auf eine redun-dante Netz- und Hardwareauslegungangewiesen: Bei Störungen muss ex-trem schnell auf alternative Leitungs-wege und Ersatzgeräte umgeschaltetwerden können. Auch diese Anforde-rung wird mit Standard-Ethernet –einschliesslich seiner neueren Ergän-zungen wie «Spanning Tree Protocol»und «Rapid Spanning Tree Protocol»– nicht erfüllt oder zumindest nicht
hinreichend schnell bewältigt.Schliesslich kommt in vielen Fällen,zumal in der Prozesstechnik, nur einKommunikationsnetzwerk in Frage,bei dem für Leitungen, Netzwerkkom-ponenten und Endgeräte in explo-sionsgefährdeten Bereichen sichereZündschutzvorkehrungen zur Verfü-gung stehen. Alle drei Merkmale er-füllt die klassische Ethernet-Techno-logie nicht, weil diese im ursprüng-lichen Einsatzgebiet – am Büro-Arbeitsplatz – nicht erforderlich wa-ren und daher nicht im Standard berücksichtigt wurden.
Zeitgemässe Remote I/O:IS1 für EthernetSelbst in neu errichteten Anlagen, dieals Paradebeispiele für moderne Bus-systeme projektiert wurden, findensich fast immer Kommunikations-technologien mehrerer Generationenund Leistungsniveaus. Ein erheb-licher Teil der Signale wird oft weiter-hin konventionell angebunden. Re-mote I/O-Systeme sind in zahlreichenFällen die nach wie vor effizientesteLösung – und harmonieren gut mit an-
Automation I Prozesstechnik
Seit kurzem bietet R. Stahl eine Lösung zur Integration des explosionsgeschützten Remote I/O-Systems IS1 in FastEthernet-Umgebungen an. Die für industrielle Anwendungenerforderliche Kommunikation in Echtzeit macht die aktuelleAusführung über das Modbus TCP-Protokoll möglich, das fürAnwender einfach zu handhaben ist und vom Grossteil der Leit-systeme standardmässig beherrscht wird. Das System wurdezudem gezielt darauf abgestimmt, in Zukunft weitere wichtigeEchtzeit-Ethernet-Protokolle – insbesondere Profinet und FFHSE – zu unterstützen, sobald diese voll spezifiziert sind. Umauch in modernen glasfaserbasierten Netzen den erforder-lichen Zündschutz im explosionsgefährdeten Bereich zu ge-währleisten, kommen optisch eigensichere Schnittstellenzum Einsatz.
Ethernet & Remote I/O – die Zukunft in der Prozessautomatisierung?
Integration ist Trumpf
Remote I/O am optisch eigensicheren Ethernet in Zone 1.
AutorDipl.-Ing. André Fritsch, Produktmanager Feldbus & Remote I/O, R.Stahl, Waldenburg
54 technica 06-08
Prozesstechnik I Automation
spruchsvollen «Control in the field»-Konzepten. Ein zeitgemässes Remo-te I/O-Paket muss darauf ausgelegtsein, sich in moderne Kommunika-tionsumgebungen möglichst nahtloszu integrieren. Während in den1990er Jahren also zum Beispiel im-mer öfter eine Profibus DP-Schnitt-stelle gefordert wurde, wie sie R. Stahlfür Ex-geschützte Remote I/O erst-mals einführte und dann im Jahr2003 von der Profibus-Nutzerorgani-sation in den allgemeinen Standardüberführt wurde, so steht derzeit einFast Ethernet-Interface immer häufi-ger auf der Liste erforderlicher Featu-res. R. Stahl hat deshalb Ethernet-fä-hige Ausführungen des Remote I/O-Systems IS1 für den explosions-gefährdeten Bereich entwickelt. DieIS1-Variante mit Ethernet-Anschlussist eine Einheit aus zwei Baugruppen– einem Prozessor- und einem Netz-teil-Modul – zur Montage neben einerBusschiene. Die Schiene und die dar-auf platzierten I/O-Module sind ausdem etablierten IS1-Sortiment be-reits bekannt, können also z.B. bei ei-
nem Umstieg von der Profibus DP-Version weiter mit der neuen Steue-reinheit verwendet werden.
Features für anspruchsvolle IndustrieanwendungenDie CPU- und Netzteil-Einheiten wer-den als Einzelgerät oder wahlweise imredundanten Doppelpack auf einemSockel angebracht. Wird redundant in-stalliert, so erfolgt dies in einem internvermaschten Netzwerk. Das RemoteI/O-System sorgt im Fehlerfall für eineUmschaltung mit nur minimaler Verzö-gerung – je nach Gegebenheiten oftinnerhalb von rund 200 ms. IS1 fürEthernet arbeitet mit Übertragungsra-ten bis zu 100 Mbit/s und nutzt zur de-terministischen Kommunikation der-zeit die Echtzeit-Ethernet-Protokoller-weiterung Modbus TCP, die etwa vonYokogawa Centum CS, Emerson DeltaV oder Invensys-Leitsystemen direktunterstützt wird. Komfortable Konfigu-rations- und Diagnosemöglichkeitenwerden über eine DTM-Lösung ge-schaffen, da für dieses Protokoll keine
Derzeit per Modbus TCP, in Zukunft wahlweise auch via FF HSE oder Profinet, kommuni-ziert die Ethernet-fähige Variante des Remote I/O-Systems IS1 von R. Stahl.
Standard-Tools zur Verfügung stehen.Kommende Varianten der IS1-Ether-net-Einheiten werden statt ModbusTCP auch mittels der Protokollerweite-rungen FF HSE oder Profinet kommu-nizieren können. Ethernet-fähige IS1-Systeme können bei Bedarf in Glas-fasernetze mit mehreren KilometernAusdehnung integriert werden. Dazusind optisch eigensichere LWL-Switches lieferbar: Die Schutzart Exop is limitiert bei diesen die Strahl-stärke auf ein sicheres Niveau – auchbei austretendem Licht ist durch dieBegrenzung der optischen Energie proFlächeneinheit eine Zündung explosi-ver Atmosphären ausgeschlossen.
Ethernet, Feldbus, Remote I/O – Integrationist TrumpfDie wichtigsten Kriterien für einen er-folgreichen Einsatz von Ethernet-Technologie in der Industrie sind dieGewährleistung ausreichender Echt-zeit-Performance des Netzes, die Mög-lichkeit zur redundanten Auslegungbei entsprechendem Bedarf an Aus-fallsicherheit, und schliesslich – gera-de in der Prozesstechnik – oft eine Im-plementierung geeigneter Explosions-schutzvorkehrungen. Remote I/O-Technologie für explosionsgefährdeteBereichen und ihre Busanbindung istbei R. Stahl seit über 20 Jahren einSchwerpunkt der Entwicklungsarbeitund des Produktportfolios. Schon inden 1990er Jahren setzte das Unter-nehmen Meilensteine auf diesem Ge-biet, die etwa beim Profibus DP direktin den Industriestandard mündeten.Seit 2007 bietet R. Stahl nun eine Lö-sung zur Integration von Remote I/O inFast Ethernet-Umgebungen im Ex-Be-reich an. Die Einheit mit Ethernet-Schnittstelle arbeitet dank der Echt-zeit-Protokollerweiterung Modbus TCPdeterministisch. Werden zwei Einhei-ten redundant installiert, entstehenbei Umschaltvorgängen nur minimaleVerzögerungen bis hinab zu 200 ms.
Für Kunden. Mit Orientierung.www.pilz.ch
2-Tec-06-08-bearb.indd 1 14.5.2008 10:52:55 Uhr
Explosionsschutz wird durch die Aus-legung des Power-Moduls in einer spe-ziell von R. Stahl entwickelten steck-baren Ex d Zündschutzart, das eigen-sichere CPU-Modul (Ex i) und dessenoptisch eigensichere Busschnittstelle(Ex op is) gewährleistet. Die Steuerein-heit ist damit innerhalb der Zone 1vollständig hot swap-fähig. IS1 für Ethernet ist schon jetzt für viel-fältige prozesstechnische Anwendun-
gen in modernen Anlagen gut gerüstet;in Zukunft werden zudem auch Varian-ten für FF HSE- und Profinet-Systemezur Verfügung stehen. Mit der FieldbusFoundation arbeitet R. Stahl dazu be-sonders eng zusammen: Die neu ge-gründete Arbeitsgruppe FF HSE-RIO,die Lösungen für integrierte Feldbus-und Remote I/O-Systeme erarbeitet,führte ihr erstes Arbeitstreffen imStammhaus von R. Stahl in Walden-
burg durch. Die dort versammelten Ex-perten haben die Verfügbarkeit vonProdukten für das Jahr 2009 avisiert.
Remote I/O für eigensicheren Profibus DP. Integration von Ethernet, Remote I/O und Feldbus.
2-Tec-06-08-bearb.indd 1 14.5.2008 10:52:55 Uhr
Produkte
56 technica 06- 08
Am 7. Juni fälltder Startschusszum grösstenSportereignis desJahres in derSchweiz. 16 Top-teams werden inder Schweiz undÖsterreich umden Titel des bes-ten europäischenFussballteamskämpfen und sich faszinierendeSpiele liefern. Auch die Schweizer Firma Ewag,Produzentin von Werkzeugschleif-maschinen, hat sich auf das Gross-ereignis eingestimmt. Nebst demfirmeneigenen Fussballteam hatEwag auch die CNC-Werkzeug-schleifmaschine Ewamatic Line mitden rot-weissen Farben ins Euro-Licht gerückt. Der Termin passt: Nahezu zeitgleichzum EM-Eröffnungsspiel wird dieEwamatic Line dem Kunden ToolService S. A. in Mertert (L) überge-ben und schreibt somit auch eineganz spezielle Geschichte. Die Fir-ma Tool Service S. A. stellt auf die-ser Maschine hochwertige CBN- so-
wie PKD-Werkstücke her. Die roteSonderlackierung passt daher opti-mal in die Werkzeuglinie des Kun-den. Das hochpräzise Schleifzentrum istprädestiniert für die Herstellungvon Werkzeugen, Wendeschneid-platten und rotationssymmetri-schen Werkzeugen. Ob Hartmetall,PKD oder das superharte PKB, dieEwamatic Line stellt sich den gros-sen An- und Herausforderungendieser Materialien.
Die Wireless-Klemme KM6551 er-gänzt das umfangreiche Busklem-mensortiment von Beckhoff. Diekompakte Bauweise mit einer Brei-te von nur 24 mm und die einfacheAnschlusstechnik unterstützen dieplatzsparende und schnelle Monta-ge. Drahtlos tauscht die KM6551Daten mit 250 kBit/s Bruttodaten-rate aus und wird damit den Anfor-derungen industrieller Anwendun-gen gerecht.Die Beckhoff-Funktechnologieunterstützt den bidirektionalen Da-tenaustausch zwischen einem Mas-ter und einem Slave (peer-to-peer),einem Master und bis zu vier Slavessowie den unidirektionalen Daten-transfer von einem Master zu n-Teil-nehmern (Broadcasting). Unabhän-gig vom verwendeten Bussystem erfolgt die Funkübertragung mit
10 Byte Nutzdaten. Eine in dieKM6551 integrierte Diagnose er-möglicht die Überwachung derFunkstrecke.Die Datenaustauschklemme nutztdas weltweit verfügbare 2,4-GHzISM-Band. Insgesamt 16 Funkka-näle sind frei wählbar für mehrereÜbertragungen in einer Anwen-dung. Das System wird von Signa-len anderer Funkdienste, wie DECT,UMTS oder GMS, nicht gestört undgarantiert daher eine hohe Verfüg-barkeit. Bei freier Sicht können Da-ten bis zu 300 m und mehr über-tragen werden.
Erstmalig können Ober-flächentemperaturen mitkleinstem Durchmesserbei kurzen und weiten Ent-fernungen präzise gemes-sen werden. Die umschalt-bare Optik für Fernfeld-und Nahfeldmessung(Scharfpunkt) macht esmöglich. Für Messungenim Fernfeld ist das testo845 mit einer optischenAuflösung von 75:1 ausge-stattet. Es können Oberflächentem-peraturen auch bei grosser Entfer-nung zum Messobjekt genau ge-messen werden. Bei einem Abstandvon 1,2 m zum Messobjekt beträgtder Messfleckdurchmesser nur 17mm. Ein Kreuzlaser markiert bei derMessung exakt die Messstelle. Fal-schmessungen werden eliminiert.Die Scharfpunktoptik ermöglichtdie Temperaturmessung von kleins-ten Oberflächen mit einem Durch-messer von nur 1 mm bei einem Ab-stand von 70 mm! Zwei Laser mar-kieren hier exakt den Messfleck.Das Messgerät eignet sich z. B. her-vorragend zur Überprüfung von sich
bewegenden Teilen von Maschinenund Anlagen oder zur Überprüfungvon schwer zugänglichen Teilen wieauch zur Ermittlung thermischerProbleme an unter Spannung ste-henden Anlagen. Eine weitere An-wendung ist die Überprüfung vonLeitungen durch Taupunkt-Ab-standsmessung mit integriertemFeuchtemodul.
Das Nachwuchsförderungsprogramm «New Generation»des swissT.net arbeitet für die Zukunft der Technologie-branche. www.swisst.net
Jetzt.
Wirkt im Kleinenbewegt im Grossen.
Heute schon an morgengedacht?
06-08 technica 57
Das neueKraftpaket RE65 von maxonmotor bringt250 Watt undträgt selbsthöchsten An-sprüchenRechnung. DerMotor eignetsich insbeson-dere für An-wendungen, indenen hoherWirkungsgrad,hohe Leis-tungsdichte und Laufruhe ent-scheidend sind. Herzstück des RE 65 ist, wie bei al-len mechanisch kommutierten An-trieben von maxon motor, der ei-senlose Rotor. Der Antrieb arbeitetdadurch rastmomentfrei und besitzteine minimale Rotorträgheit. Kom-biniert mit dem vierpoligen Aufbauder Neodym-Permanentmagnete er-geben sich hohe Drehmomente undkürzeste Beschleunigungszeiten.Der zylindrische Antrieb mit 65 mmDurchmesser und 130 mm Längeliefert je nach WicklungsvarianteNennmomente von 0,5 bis 0,9 Nm.Und das bei einer Nenndrehzahlvon 2400 bis 3700 U/min. Die Leis-tungsdichte wurde damit gegenü-
ber bestehenden Antrieben ummehr als den Faktor zwei verbes-sert. Mit dem RE 65 können Wir-kungsgrade bis 90 % erreicht wer-den. Verbunden mit tiefen Nenn-spannungen im Bereich von 18 bis70 V eignet sich der Motor hervor-ragend für den batteriebetriebenenEinsatz: Elektrofahrzeuge, Trans-port- und Logistikeinrichtungen,mobile Roboter usw. VorgespannteKugellager unterstützen den vibra-tions- und geräuscharmen Lauf.
Mit den neusten Ferti-gungs-, Kompensations-und Abgleichverfahren istdie Keller AG für Druck-messtechnik auch sponta-nen Kundenwünschen ge-wachsen. Jüngster Sprossist die Serie 21 G. Hiersind alle medienberühren-den Teile aus rostfreiemEdelstahl mit höchsterStabilität durch ausgeklü-gelte Wärmebehandlung.Die Serie 21 G ist ein Mus-terbeispiel für OEM-Pro-dukte. Der Aufbau isthochmodular, und das Fer-tigungskonzept orientiertsich an Mengen von eini-gen tausend Stück. Die Merkmaledefinieren die Anwender entspre-chend der Messaufgabe: Druckan-schluss, Messbereich, Temperatur-kompensation, Ausgangssignal usw. Selbst für den grössten Tempera-turbereich von –40 bis +135 °Cbleibt das typische Fehlerbandinnerhalb 2,0 % FS. Als kleinsterMessbereich ist 0…5 bar (absolutoder relativ) vorgesehen, als gröss-ter 0…200 bar (absolut). Die zweiunterschiedlichen Ausgangssignaleerschliessen den Transmittern diekomplette Vielfalt der Industrieap-plikationen: 4…20 mA in Zweilei-
tertechnik oder 0,5…4,5 V (ratio-metrisch) in Dreileitertechnik. Ab-hängig vom elektrischen Anschlusserreichen die rund 30 g leichtenund weniger als 40 mm langenDrucktransmitter Gehäuseschutz-klassen bis IP67.
Erfolgreich exportieren.Hotline: 0844 811 812, www.osec.chOsec unterstützt als offizieller Exportförderer Schweizer und Liechtensteiner
KMU auf dem Weg in internationale Märkte. Mit einem umfassenden Netzwerk
von Kompetenzpartnern und dem Beratungskonzept «Export Step-by-Step»
stellen wir für Sie ein individuelles Massnahmenpaket zusammen. Rufen Sie
uns an – wir helfen Ihnen gerne erfolgreich zu exportieren.
Produkte
58 technica 06- 08
Der BV- oder Kamera-Sensor SRV vom Auto-mationsspezialistenSchunk ist in der Lage,eine Vielzahl von Bild-verarbeitungsaufgabenzu erfüllen. Hauptaufga-be des SRV ist die Posi-tionsmessung von zugreifenden Objekteninkl. Winkelmessung.Zusätzlich können Bau-teile auf Vollständigkeitund Anwesenheit über-prüft sowie Montage-und Merkmalskontrollendurchgeführt werden.Der SRV vereint in einemkompakten Gehäuse ne-ben Kamera und Objek-tiv auch eine LED-Beleuchtung undAuswerteelektronik mitsamt Soft-ware und Schnittstellen. Im ein-fachsten Fall genügt es, den Sensoran eine Stromversorgung anzu-schliessen und über zwei Tasteneinzuteachen. Für anspruchsvollereAufgaben steht eine einfach zu be-dienende Software zur Verfügung.Der Sensor bietet eine hohe Auflö-sung von 720 x 480 Bildpunkten.Zur Wahl stehen drei fixe Arbeits-abstände (150, 300 oder 450 mm)mit drei unterschiedlichen Be-leuchtungsfarben (Rot, Blau, NIR).
Zur Kommunikation sind I/O-Schnittstellen, ein analoger Aus-gang und ein USB-2.0-Anschlusszur Parametrieroberfläche (GUI)verfügbar. Das kompakte Gehäuseweist die Schutzart IP67 auf undträgt massgeblich zur hohen EMV-Verträglichkeit bei.
Positionsmessung von zu greifenden ObjektenDer neue kolben-stangenlose Pneu-matikzylinder CKPvon Rexroth verfügtüber dieselben Be-festigungsschnitt-stellen wie dieelektrisch angetrie-benen Kompakt-module CKK undCKR. Er eignetsich für Einsätze,bei denen in bau-raumkritischenEinbauverhältnis-sen hohe Lastenbewegt werdenmüssen. Neben zwei hochpräzisenFührungen für eine hohe Wieder-holgenauigkeit im Automationspro-zess verfügt der CKP über einenovalen Kolben. Diese Eigenschaftermöglicht ein kompaktes Maschi-nen-Design. Weiterhin besteht dasProfil des pneumatisch angetriebe-nen Kompaktmoduls aus einemStück. Dadurch wird eine erhöhteSicherheit gewährleistet, und Pro-duktionsausfälle werden verhindert.Der CKP hat eine integrierte pneu-matische Endlagendämpfung. Füreine präzise Einstellung der Endla-gen sind Stossdämpfer an der End-platte montierbar. Zudem könnenzur Hubbegrenzung seitlich am Zy-
linder Stossdämpfer montiert wer-den. Die Pneumatikzylinder sind in den Durchmessern 16, 25 und32 mm und mit Hüben bis zu 2000 mm erhältlich.Der CKP ist ausserdem in der Ver-sion CKP-CL (camoLINE) verfügbar.Diese Version hat Fixierbohrungenfür Zentrierringe und passt so idealin das camoLINE-Programm vonRexroth.
Speziell konzi-piert für maxima-le Leistung undWirtschaftlichkeitauf Stahl undAluminium ist dieneue Schrupp-und Trennschei-benlinie SUN-Disc S von Suh-ner.Die TrennscheibeSUN-Disc S wur-de für schnellesund gratfreiesTrennen von Stahlund Aluminiumentwickelt. Die sorgfältige Auswahlund Verarbeitung von Aluminium-oxyd-Schleifkorn und Trägermateri-al ergab eine Trennscheibe, die sehrgute Trenneigenschaften und einelange Produktlebensdauer vereint –zu einem wirtschaftlichen Preis. DieSUN-Disc S eignet sich für Arbeitenauf dickeren Stahl- oder Alublechenund ist erhältlich in den Dimen-sionen 115 x 2, 125 x 2 sowie 230 x 2,5 mm.Und mit der Schruppscheibe SUN-Disc S präsentiert Suhner ein Pro-dukt, das maximalen Materialab-trag bei allen Arbeiten auf Stahlbietet. Diese herausragende undökonomische Scheibe ist erhältlich
in den Dimensionen 115 x 6, 125x 6 sowie 178 x 6 mm.Der Prospekt «Alles für den Winkel-schleifer» fasst qualitativ hochwer-tige Produkte für das Schruppen,Trennen, Schleifen und Finishenmit Winkelschleifer zusammen undzeigt dem Anwender neue Wege derschnellen und sauberen Oberflä-chenbearbeitung.
Stark auf Stahl und AluWer (Drehmoment-)Mess-mittel einsetzt, muss sieregelmässig rückführbarkalibrieren. Viele Unter-nehmen können diesnicht normgerecht lei-sten, daher muss einDienstleister her.Dieter Kenzler, der dasKalibrierlabor der TBBIndustrial Tools ServicesGmbH leitet, empfiehlt,dass bei der Beauftra-gung eines Kalibrierersdarauf geachtet werdensollte, dass die Kalibrie-rungen entsprechendden geforderten Normenausgeführt werden. Nurder Hinweis «Kalibrierung nach ISO9001» ergebe keine sinnvolle Aus-sage, denn die ISO 9001 be-schreibt nur den organisatorischenAufbau eines Qualitätsmanage-mentsystems.Eine Normenkonformität sei nurdann gewährleistet, wenn der Kali-brierer belegen kann, dass er ent-sprechend einer auf die Tätigkeitbezogenen Norm kalibriert. Diessind z. B. die DIN 51309 (Kali-brierung von Drehmomentmessge-räten für statische Drehmomente)oder die VDI/VDE 2648 (Sensorenund Messsysteme für die Drehwin-
kelmessung – Anweisungen für dierückführbare Kalibrierung). Auch Schraubprüfstände sollten re-gelmässig rückführbar kalibriertwerden: im Bild eine BLM-Mess-bank von Atlas Copco Tools, mit dersich Schraubverbindungen simulie-ren lassen.
Pilz hat das dezentrale E/A-SystemPSSuniversal jetzt für den An-schluss an Profinet und Profinet safe weiterentwickelt. Pilz hat beimdezentralen E/A-System PSSuniver-sal die Belange der Sicherheits-technik von Anfang an berücksich-tigt. Damit müssen Anwender kei-nerlei zusätzliche, applikativeMassnahmen wie Trennbaugrup-pen, geschirmte Spezialkabel oderdie Verwendung spezieller EMV-Fil-ter für die verschiedensten Schnitt-stellen berücksichtigen.Das reduziert zum einen die Kostenund erleichtert Anwendern zum anderen Handhabung und Betriebdes Systems. Getrennte Rückwand-
busse für Sicherheitund Standard ermög-lichen hohe Geschwin-digkeiten und die paral-lele Verarbeitung derSignale.Ein wesentliches Unter-scheidungsmerkmal zubestehenden Lösungenstellt das integrierte Sicherheitsprinzip vonPSSuniversal dar. Daausschliesslich dasKopfmodul den sicher-
heitsgerichteten Teilnehmer reprä-sentiert, werden die Sicherheitsein-stellungen für jedes Gerät nur nochan einer zentralen Stelle vorgenom-men. Die Handhabung umständ-licher Sub-Adressen entfällt. Damitverbunden ist auch die optimierteAusnutzung aller Failsafe-(FS-)Adressen am ProfiNET. Der admini-strative Aufwand für die Vergabevon FS-Adressbereichen wird soebenfalls verringert.
Communications Blockset 4 erweitertSimulink um eine umfassende Bi-bliothek mit Blöcken für den Entwurf,die Simulation und die Verifikationder physikalischen Schicht (PHY) vonKommunikationssystemen. In der ak-tuellen Version des CommunicationsBlockset wurde die Unterstützung fürdie Codegenerierung ausgebaut;ausserdem wurden Beispiele fürwichtige Features zukünftiger Wi-MAX- und Long-Term-Evolution-(LTE-)Kommunikationssysteme neuaufgenommen. Die neuen Codegene-rierungs-Fähigkeiten beschleunigendie Simulation auf Mehrkern-Rech-nern. Durch die Erweiterung der Mo-dell-Bibliothek können Ingenieureaus dem Wireless-Bereich und derKommunikationstechnik jetzt funkge-
stützte Systeme der kommenden Ge-neration simulieren, die über höhereBandbreiten und komplexere Signal-verarbeitungs-Methoden verfügenwerden als heutige Systeme. Im Com-munications Blockset 4 wurden dieFestkommafähigkeiten solcher Bib-liotheksblöcke ausgebaut. Das Communications Blockset wirdauch in der Luft- und Raumfahrtin-dustrie eingesetzt und dient dort bei-spielsweise zur Entwicklung neuerelektronischer Radarsysteme.
Verbindungsplatten, Buchsen undLagerbolzenJedes dieser Bauteile hat eine Spezi-
albeschichtung, die maximalen
Schutz vor rauen Betriebs- und Um-
weltbedingungen bietet. Im Ergebnis
bedeutet dies ÜBERLEGENE KORRO-
SIONSBESTÄNDIGKEIT gegenüber
anderen Verfahren und Herstellern.
Merkmale• Höchste Korrosionsbeständigkeit
in ihrer Klasse
• Gleiche Festigkeit wie eine Kette
aus Karbonstahl
• Bestmögliche Leistung – jedes
Bauteil einzeln designt
• Umweltfreundlich
Industrieanwendungen
• Lebensmittelverarbeitung
• Verpackungen
• Freizeitparks
• Versorgungsbetriebe
... und viele andere feuchte Umge-
bungen.
UmweltbewusstseinTsubaki ist sich der möglichen Konsequenzen der industriellen Produktion für
die Umwelt bewusst; die N.E.P. Kette enthält aus diesem Grund keinerlei
Schadstoffe und erfüllt somit die RoHS-Richtlinien.
N.E.P. Kette: die ideale KombinationFestigkeit kombiniert mit Korrosionsbeständigkeit; Höchst-mögliche Leistung, Bauteil für Bauteil.
roehlich_bearb.indd 1 19.5.2008 11:34:55 Uh
60 technica 06- 08
Bei der neusten Erweiterung der Hy-brid-Aktuatorserie der Antrimon AG,des Size11 Double-Stack Captive Linear-Aktuators, bewirkt die Verlän-gerung des Motors bei gleichemFlanschdurchmesser eine Erhöhungder Leistung gegenüber der Stan-dardversion. Daher ist der neue Ak-tuator besonders dort geeignet, woeine hohe Beschleunigung und Kraftauf engem Bauraum gefordert sind.Aufgrund einer Anti-Verdrehmecha-nik bietet der Schrittmotor Aktuator-Möglichkeiten für Anwendungen, beidenen die Integration einer externenVerdrehsicherung (Drehmomentstüt-ze) schwierig oder sogar unmöglichwäre. Der Aktuator hat einen Hub-bereich von 12,7 bis 63,5 mm. Ihre Popularität verdankt diese Ak-tuatorserie der hervorragenden Per-
formance bei gleichzeitig hoher Le-bensdauer. Die Grundlage hierfürbildet die patentierte Umsetzungder Rotationsbewegung in eine Li-nearbewegung durch eine integrier-te Kunststoffmutter, kombiniert miteiner präzisionsgerollten Trapezge-windespindel. Der Aktuator ist auf-grund verschiedener Spindelstei-gungen mit einer grossen Band-breite an Auflösungen von 0,0032bis 0,0508 mm pro Vollschritt lie-ferbar. Die Kraft ist zur Gewährleis-tung einer hohen Lebensdauer auf133 N limitiert.
Mit «Scientific Automation» be-zeichnet Beckhoff die Integrationingenieurwissenschaftlicher Funk-tionen in die Automatisierungssoft-ware, die über die klassischen SPS-und Motion-Technologien hinaus-gehen. Grundlage hierfür sind diewachsende Leistungsfähigkeit derPC-basierten Steuerungstechnikund ein schnelles Kommunika-tionssystem wie EtherCAT. Ein Bei-spiel für Scientific Automation istdie Messtechnik, die bisher bei vie-len Hochleistungsanwendungenvon Spezialgeräten übernommenwurde. Mit der EtherCAT-KlemmeEL3602 lassen sich messtechni-
sche Signale direkt imStandard-I/O-Systemerfassen. Die analoge2-Kanal-Eingangs-klemme EL3602 ver-arbeitet Signale imBereich von –10 bis+10 V; die Spannungwird mit einer hohenAuflösung von 24 Bitdigitalisiert. Die hoheGenauigkeit von 0,01 %erlaubt die Durchfüh-rung hochpräziser
messtechnischer Aufgaben.Für alle in der Automatisierungs-welt vorkommenden, digitalen undanalogen Signalformen stehen ent-sprechende EtherCAT-Klemmen be-reit. Feldbusgeräte werden über de-zentrale Feldbus-Master-/Slave-Klemmen integriert. BeliebigeEthernet-Geräte können dezentralüber Switch-Klemmen angeschlos-sen werden.
Distrelec ist einer der führenden Ka-talogdistributoren bei Kleinmengenfür Elektronik- und Computerzube-hör. Im Februar ist der neue Haupt-katalog auf dem Markt erschienen.Distrelec garantiert neben einer um-fangreichen Produktvielfalt auch op-
timale Serviceleistungen wie24-Stunden-Lieferservice bei98 % Lagerverfügbarkeit undeine individuelle technischeBeratung. Neben dem Aus-bau der Produktvielfalt bietetDistrelec eine neue Service-leistung im Bereich der Bau-elemente an: Ab sofort kön-nen bei Distrelec auch grös-sere Abnahmemengen be-
stellt werden. Das Angebot im Kata-log 2008 umfasst bereits ca. 2000aktive und passive Bauelementeund wird stetig erweitert. Diese Arti-kel werden neu in Verpackungen ge-liefert, die direkt auf Bestückungs-automaten eingesetzt werden kön-
nen. Alle Bauteile sind gegurtet unddie Verpackungseinheiten sind Am-mopacks, SMD-Rollen oder SMD-Teilrollen, inkl. Vor- und Nachspann.Der Grossteil dieser Artikel wird in den Original-Hersteller-Verpa-ckungseinheiten angeboten. Aufdem Web-Shop hat man im Info-Center unter der Rubrik «Neue Men-gen für Bauelemente» sofort Zugangzu diesen Bauteilen.
Mittlere Mengen in automatengerechten Verpackungseinheiten
Mit der praktischen Erweiterungs-box von ARP können Anwenderüber die PCI-Express-Schnittstellean ihrem Rechner jetzt vier zusätz-
liche PCI-Karten an-schliessen. So lassensich alle handelsüb-lichen PCI-Produktewie etwa Grafikkarten,SCSI- und S-ATA-Kar-ten direkt ansteuern.Gerade für Notebooks,die naturgemäss mitwenig internen Steck-plätzen ausgerüstetsind, ist diese Er-weiterungsmöglichkeitideal. Die ExpansionBox stellt die vier PCI-Steckplätze über denPCI-Express Slot zurVerfügung und arbeitetmit einem Chipsatz
von Texas Instruments. Das robus-te, schwarze Metallgehäuse mitden Abmessungen 137 x 206 x143 mm eignet sich durchaus auch
für industrielle Anwendungen. DieExpansion Box läuft unter Windows2000/XP/2003/Vista und verlangtkeine Treiberinstallationen. Als op-tionales Zubehör sind ein PCI-Ex-press-Adapter und ein Express-Card-Adapter erhältlich.ARP liefert das Gerät (Artikel-Nr.413896) für CHF 199.– inkl.Handbuch, Stromkabel, Netzteilund Software «Express-Booster»auf CD. Unter den Artikel-Num-mern 430708 und 430709 stehenweitere Varianten der ExpansionBox mit Express Card Adapter bzw.als verlängertes Gehäuse für extra-lange PCI-Karten zur Verfügung.
Damit bei Montagearbeitsplätzen al-le Wege auf das Minimum verkürztund die Greifpositionen für die zuverarbeitenden Teile optimal ange-passt werden können, bietet Bitojetzt ein flexibles Regalsystem nach
dem Baukasten-prinzip an. Damitunterstützt Bito dieUnternehmen, dieihre Fertigung nachdem Kaizen- oderLean-Manufactu-ring-Gedanken aus-gerichtet haben. Vor zwei Jahren hatBito die erfolgrei-che Regalkastense-rie RK um Modellein der Höhe 80 mmfür den Betrieb inUmlaufregalen und
Paternoster erweitert. Jetzt hat derLagertechnikspezialist die Reihe um156 mm breite Kästen ergänzt. Dasneue Mass liegt exakt zwischen denbisherigen schmalen 117 mm undden breiten 234 mm RK. Auf einen
üblichen 1000 mm breiten Regal-boden passen somit exakt sechs die-ser neuen Typen. Und den 600 x 400 mm grossen XL-Behälter fertigt Bito jetzt auch mitder neue Bodenvariante RX. Die Bo-denrippen sind hierbei in beide Rich-tungen diagonal angeordnet. Zudemlaufen weitere Rippen längs undquer. Das bewirkt, dass die Rollenoder Röllchen von automatischenFördertechnikanlagen immer diago-nal angefahren werden. Das redu-ziert die Laufgeräusche erheblich.
Ergo-Methylmethacrylat-Strukturklebstoffe – zäh-elastisch und unglaublich vielseitig
Die mit den Ergo-Methylmethacrylat-Strukturklebstoffen ausgeführten Verklebungen bleiben zäh-elastisch, weisen hohe Schlagzähigkeit und Schälfestigkeiten auf und sind deutlich temperatur-beständiger als Verklebungen der ähnlich schnell härtenden Epoxidharz-Strukturklebstoffe.
Siehe Bericht auf Seite 68
(Bild: Kisling AG, 8317 Tagelswangen)
06-08 technica 63
www.kvt.ch
www.ch.trumpf.com
www.igm.at
www.allfi.com
www.waterjet.ch
www.3marbeitsschutz.ch
n
e
g
64 technica 06- 08
Zu den Zulieferbetrieben, diesich in den letzten Jahren kon-sequent auf das anspruchsvol-
le Subsystemgeschäft ausgerichtethaben, gehört die Verwo Acquacut AGin Reichenburg. Der Ausrichtung aufdieses Geschäftsfeld diente bereitsdie Zusammenführung der beiden Fir-men Verwo und Acquacut. Die Kun-denbedürfnisse prägen aber auchweiterhin die Investitionsentscheide.Über die Wechselwirkung zwischenKundenanforderungen und Firmen-strategie, aber auch über die Bedeu-tung der Fachmessen in diesemWechselspiel unterhielten wir uns mitBruno Vogelsang, Geschäftsführerund Inhaber der Verwo Aquacut AG.
Technica: Verwo Acquacut ist vor allem als Zulieferbetrieb im Blech-bereich bekannt. Haben Sie dane-ben auch eigene Produkte?Vogelsang: Ja, wir liefern der öffent-lichen Hand, d. h. Städten, Gemein-den, Bahnhöfen usw., Abfallsammel-systeme. Der Ursprung dieser Produk-te liegt eigentlich bei den landesweitbekannten Verwo-Containern. Die Fer-tigung dieser Produkte integriert sich
sehr gut in unsere übrigen Bereicheder Blechverarbeitung und derSchneidtechnologie. Er trägt heute je-doch nur noch um die 20% zum Ge-samtumsatz bei.
16 000 Briefkästen für die Schweizerische PostIhre Firma wurde vor Kurzem alsProduzent der neuen Schweizeri-schen Post-Briefkästen bekannt.Zählen Sie diese ebenfalls zu IhrenEigenprodukten?Vogelsang: Nein, das ist eigentlich einganz normaler Zulieferauftrag. Wir lie-fern bis ins Jahr 2011 insgesamt 16 000 Stück an die SchweizerischePost.
Heisst das, dass es sich um einenreinen Fertigungsauftrag auf derBasis von den SchweizerischenPost gelieferter Zeichnungen undSpezifikationen handelt?Vogelsang: Es handelte sich um eineinternationale Ausschreibung der PTTnach WTO-Richtlinien. Das heisst,dass der Briefkasten im Prinzip vor-gegeben war. Viele technische Detailswaren dabei aber nicht gelöst. Wir ge-wannen die Ausschreibung gegeninternationale Konkurrenz – auch ausAsien – nicht aufgrund des Preises,sondern aufgrund der Gesamtbeurtei-lung. Wir waren u. a. der Anbieter mitden meisten Verbesserungsvorschlä-
gen. Nachdem wir den Auftrag gewon-nen hatten, ging der Verbesserungs-prozess in vielen Details weiter, bis wir beim heutigen Modell angelangtwaren.
Sie haben also in diesem Fall nichteinfach eine vorgegebene Kons-truktion ausgeführt, sondern sichaktiv mit Ihrem Know-how in denEntwicklungsprozess eingebracht.Ist dieses Vorgehen für Ihren Be-trieb typisch oder eher die Aus-nahme?Vogelsang: Genau in diesem Punktkönnen wir uns von ähnlich gelager-ten Mitbewerbern abheben; in demwir versuchen «mitzudenken» und zu-sammen mit unseren Kunden zu bes-ser funktionierende Lösungen zu fin-den. Für uns hat diese Zusammenar-beit den Vorteil, dass wir dafür sorgenkönnen, dass die Komponenten auf
Fügen, Trennen, Formen I Blechverarbeitung
Der anspruchsvolle Industriekunde von heute erwartet voneinem engagierten Zulieferbetrieb in der Regel mehr als nur«zugeschnittene Bleche», sondern vermehrt eigentliche Sub-systeme, die ihren Ursprung oft schon in einer Zusammenarbeitbei der Produktentwicklung haben. Wer bei diesem Geschäft im Rennen bleiben will, muss seine Zulieferfirma konsequentauf diesen Weg ausrichten. Und wie kommt der Zulieferer zuinteressanten Projekten dieser Art? Die ersten Kundenkontakteentstehen nicht selten an spezialisierten Fachmessen wie derSwisstech.
Der Trend geht vom Teile- zum Systemlieferanten
Kundenwünsche als Investitionswegweiser
Verwo-Acquacut-Geschäftsführer Bruno Vogel-sang: Fachmessen sind eine sehr gute Plattform,um sich präsentieren zu können und die beste-hende Kundschaft zu pflegen.
AutorMartin Gysi, Chefredaktor Technica
06-08 technica 65
unseren Anlagen optimal hergestelltwerden können.Wie weit geht diese Zusammenar-beit mit dem Kunden? Werden Siezum Teil bereits bei der Produkt-entwicklung mit integriert?Vogelsang: Ja, der Briefkasten ist eintypisches Beispiel dafür, dass man
die Kompetenz einbringt, die unsereMitarbeiter in der Blechtechnik ha-ben. Es gibt aber zahlreiche weitereBeispiele. Bei einem Hersteller vonVakuumierungsanlagen werden wirals Hersteller der Gehäuse stets bei-gezogen, wenn ein neues Modell ent-wickelt wird. Dieser Dialog mit demKunden beginnt jeweils bereits in ei-ner früheren Phase des Entwicklungs-prozesses.
Entwickeln sich die Kundenanfor-derungen grundsätzlich in dieserRichtung?Vogelsang: Ja, wir spüren diesenTrend stark. Der Baugruppengedankeund gleichzeitig «Alles aus einerHand» wird immer wichtiger, dafürsind wir auch gut gerüstet und kön-nen uns in dieser Richtung auch nochweiterentwickeln.
In welcher Beziehung glauben Sie,für diese Art von Geschäft be-sonders gut gerüstet zu sein?Vogelsang: Ich sehe unsere Wettbe-werbsvorteile einerseits bei unsererhohen Fertigungstiefe. Wir haben sehrviele Fertigungsprozesse im Hause –eigentlich alle Prozesse der Blechbe-arbeitung exclusiv Oberflächenbe-schichtung, (siehe Kasten). Eine wei-tere Stärke von uns ist unsere Flexi-bilität, die es uns erlaubt, unserenKunden auch in Engpasssituationenzu helfen.
Die ganze Breite der BlechtechnikWas hat sich für Ihre Kunden durchden Zusammenschluss von Verwound Acquacut geändert? Vogelsang: Verwo hat eigentlich alleBlechtechnologien beherrscht mitAusnahme des Laser- und des Wasser-strahlschneidens. Bei Acquacut wares umgekehrt. Sie war damals gröss-ter Zulieferer für Schneidteile für Ver-wo. Daraus entstand dann auch dieEinsicht, dass eine Zusammen-legung Sinn machen würde. Für denKunden wurden wir damit ein An-bieter mit einer noch grösseren Ferti-gungstiefe, der die «Alles aus einerHand»-Bedürfnisse noch konsequen-ter befriedigen kann. Die beiden damaligen Inhaber von AcquacutChristian Nigg und Walter Ritzmannsind übrigens auch heute noch Mit-glieder der Geschäftsleitung der Ver-wo Acquacut.
Sie setzen beim Trennen neben demStanzen sowohl das Laser – wie dasWasserstrahlschneiden ein – zweiVerfahren, die sich zum Teil kon-kurrenzieren. Ist die Investition inbeide Verfahren sinnvoll?Vogelsang: Ja, durchaus. Das Wasser-strahlschneiden können wir einerseitsfür Werkstoffe einsetzen, die mit an-deren Verfahren nur schwierig zu be-arbeiten sind, andererseits auch fürStahlbleche ab Dicken, bei denen derLaser an seine Einsatzgrenzen stösst.Das Laserschneiden von Stahl undAlu hat demgegenüber eine höhereProduktivität.
Abkanten: Eine der beeindruckend zahlreichen Blechbearbeitungs-prozessen bei Verwo Acquacut.
Der Kunde erwartet vom Zulieferbetrieb immerhäufiger nicht einfach Blechteile, sondern ein-baufertige Subsysteme.
Swisstech 2008 Europas zentrale Messe der Zulieferindustrie für mechanisch-technische Komponenten und Systemlösungen
Dienstag, 18. bis Freitag, 21. November 2008 im Messe-zentrum Basel, Halle 2
Messeinhalt: Neuheiten, Komponenten und Systemlösungenaus den Fachbereichen:– Kunststoffherstellung und -verarbeitung– Metallbearbeitung und -verarbeitung– Werkzeuge, Halbfabrikate, Bauteile– Wärme- und Oberflächenbehandlung– Reinigung, Entsorgung und Werkzeuge– E-Procurement, Informatik und Dienstleistungen– Information, Forschung, Wirtschaftsförderung, Verbände
Partner:– Schweizerischer Verband für Materialwirtschaft und Einkauf– Swissmechanic– Kunststoff Verband Schweiz– Swissmem
Vogelsang: Das ist im Moment nochoffen: Wir haben im letzten Jahr rund2000 Kunden bedient. Daraus lässtsich abschätzen, welche Breite vonFertigungsverfahren dabei zum Ein-satz gekommen sind. Dabei stösstman immer wieder an irgendeineGrenze die es dann zu überwindengilt. Die künftigen Investitionsent-scheide richten sich sowohl nach sol-chen Grenzen, wie auch nach techno-logischen Verbesserungen, die ge-nutzt werden können.
Fachmessen für die Kundenpflege undNeukundenakquisitionWelche Bedeutung haben Fach-messen für Ihr Geschäft?Vogelsang: Fachmessen sind einesehr gute Plattform, um sich präsen-tieren zu können und die bestehendeKundschaft zu pflegen. Die Erfahrungzeigt, dass die Kunden mehrheitlichan den Fachmessen erscheinen. Die-se Kundenpflege wird geschätzt undist meistens auch fruchtbar.
Was sind Ihre Erwartungen an dieSwisstech im kommenden Herbst?Vogelsang: Vonseiten der Messege-sellschaft erwarte ich selbstverständ-lich eine professionelle Abwicklung.Aufgrund der bisherigen Kontakteund Erfahrungen – wir haben unserenStand bereits zugeteilt erhalten – er-warte ich diesbezüglich keine negati-ven Überraschungen.Von der Messe an sich erwarte ich na-türlich, dass viele Kunden kommen,unsere bestehenden wie selbstver-
vermehrt auch in die Herstellungvon Frästeilen einsteigen wollen?Vogelsang: Nein, es geht darum, dassbei einbaufertigen Komponenten amSchluss des Blechverarbeitungspro-zesses immer häufiger auch Fräsbe-arbeitungen gefordert sind. Wir ha-ben bereits heute eine Abteilung fürspanabhebende Bearbeitung imHaus, die unter anderem auch unse-ren internen Bedarf an Werkzeugenund Betriebsmitteln deckt. Die Fräs-operationen an Kundenteilen möch-ten wir künftig noch produktiver aus-führen können.
In welcher Richtung werden Ihrekünftigen Investitionen gehen?
Ergänzt werden die beiden Schneid-verfahren bei uns durch eine Spezia-lität: das Reinwasserschneiden, dassich für feine Konturen in weichenWerkstoffen eignet. Sie ist mit 12Schneidköpfen bestückt und damitsehr effizient, da sie keine teurenWerkzeuge erfordert. Oft können wirfür Kunden damit neben den Blech-teilen auch gleich die passenden wei-chen Teile wie Dichtungen anbieten.Dies gibt uns manchmal Zugang zuinteressanten Projekten.
Sie haben vor Kurzem bekannt ge-geben, dass Sie ein Fräszentrumanschaffen. Heisst das, dass Sie inZukunft neben der Blechtechnik
Fügen, Trennen, Formen I Blechverarbeitung
Kompetenz für alle Facetten der BlechtechnikAm Anfang jedes Auftrags stehen bei Verwo Acquacut ein Entwicklungsteammit modernsten 3D-CAD-Anlagen und ein vollautomatisches Blechlager mit300 Sorten Stahl, Aluminium und Buntmetallen. Am Ende steht die termin-gerechte Auslieferung von einbaufertigen, geprüften Blechkomponenten. Dazwischen steht eine 110-köpfige Belegschaft, die eine beeindruckendeVielfalt an Blechverarbeitungsprozessen beherrscht. • Trennen: Laserschneiden, Wasserstrahlschneiden, Reinwasserstrahl-
Langbandschleifen, Trowalisieren, maschinell Entgraten, Flachschleifen.• Messen mit 3D-Messarm.
Teile mit beachtlichen Blechdicken (kleines Bild) lassen sich auf der Wasserstrahlan-lage schneiden.
Für die Endmontage der 16 000 Briefkästen wurde eine Rund-tischanlage gebaut.
06-08 technica 67
nis und man hilft sich manchmalauch gegenseitig aus.
Entstehen aus neuen Messekontak-ten tatsächlich auch konkrete Pro-jekte?Vogelsang: Ja, man kommt mituntermit Firmen in Kontakt, die uns bishergar nicht gekannt haben. Wenn manin solchen Fällen einen guten erstenEindruck hinterlassen kann und viel-leicht sogar bei technischen Fragenseine Kompetenz einbringen kann, istdie Chance gross, dass der Dialogauch nach der Messe weitergeht,auch wenn nicht sofort und unmittel-bar ein Auftrag abfällt.
Laden Sie Ihre Kunden konkret zueinem Messebesuch ein, oder be-trachten Sie dies eher als Aufgabeder Messegesellschaft?Vogelsang: Ich betrachte dies eher alsAufgabe der Messe, dafür zu sorgen,dass jeder Interessierte weiss, wann
ständlich auch neue. An uns selbstwird es liegen, dass wir uns möglichstbesser präsentieren als unsere Mitbe-werber – wobei wir diesbezüglichüberhaupt nicht auf Konfrontationaus sind. Wir haben zu vielen ähnlichgelagerten Firmen ein offenes Verhält-
Typische Teile aus weichen Werkstoffen, die mit der Reinwasserstrahl-Schneidanlage geschnittenwerden.
die Swisstech stattfindet. An uns liegtes dann, unsere Präsentation gut undansprechend vorzubereiten und denrichtigen Standbauer auszuwählen.
Wissen Sie schon, was Sie konkretausstellen werden?Vogelsang: Nein, das hängt stark vomStand-Design ab (lacht). Das gibt im-mer interessante Diskussionen. DerDesigner will bekanntlich immer mög-lichst wenig ausstellen und wir mög-lichst viel – da muss man sich dannirgendwo finden!
ww
w.f
roniu
s.c
om
Immer und überall auf LinieDie TransPocket-Familie zum Stabelektroden-Schweissen besticht durch ihre Resonante Intelligenz:
Die digital geregelte Kennlinie sorgt immer für höchst stabilen Lichtbogen, egal wie lange die Netzzu-
leitung ist oder ob die Netzspannung schwankt. Das heisst: höchste Präzision in kleiner, leichter Ausfüh-
rung und sogar Cel-Elektroden fallnahtsicher. Wir zeigen Ihnen gerne, wie grossartig diese Kleinen sind:
Durch die vielseitigen Einsatz-möglichkeiten in den Berei-chen
• Möbel- sowie Einrichtungs-industrie
• Werbetafelbau• Automobil- und Fahrzeug-
industrie• Fahrzeuginnenausbau• Maschinenbau• Boots- und Schiffbau• Nutzfahrzeuge• Schienenfahrzeuge• Reparaturbedarf …sind die Ergo-Methylmethacrylat-Strukturklebstoffe ein unverzichtba-
Fügen, Trennen, Formen I Fügetechnik
rer Partner in der modernen Klebstoff-industrie.Sie werden in den verschiedensten in-dustriellen Applikationen eingesetztund bilden dauerhafte Verbindungenvon Metallen, Ferriten, verschiedenenKunststoffen, Keramiken und vielenweiteren Werkstoffen mit- und unter-einander. Die gute Haftung an diesenMaterialien ermöglicht auch Anwen-dungen im Bereich der Spulenferti-gung, in der Lautsprecherherstellungund im Elektromotorenbau. Diese Er-go-Produkte sind immer da besonderszu empfehlen, wo Bauteile hohen kli-matischen, thermischen und dynami-schen Belastungen ausgesetzt sind.
Vielseitige Anwendungs-möglichkeitenDas hohe Haftvermögen an unter-schiedlichen Materialien ist ein enor-mer Vorteil, der insbesondere eine er-folgreiche Anwendung in der Möbel-und Einrichtungsindustrie ermög-licht. Dies beweisen uns die folgen-den Anwendungsbeispiele:Verklebungen von Befestigungsbol-zen sowie Führungen an Glas- und
Holztischen; aber auch Oberflächen-verklebungen von satinierten Glas-fronten auf Holz bei der Produktionvon Sideboards in der Möbelindustrie.Die Ergo-Methylmethacrylat-Struk-turklebstoffe werden in praktischenDoppelkammerkartuschen geliefert.Diese enthalten ein Volumen von 50
Die mit den Ergo-Methylmethacry-lat-Strukturklebstoffen ausgeführ-ten Verklebungen bleiben zäh-elastisch, weisen hohe Schlag-zähigkeit und Schälfestigkeiten auf und sind deutlich temperatur-beständiger als Verklebungen derähnlich schnell härtenden Epoxid-harz-Strukturklebstoffe.
Zum Fügen-Trennen-Formen-TitelbildMethylmethacrylat-Strukturklebstoffe
Zäh-elastisch und unglaublich vielseitig
Klebstoffauftrag bei Tischfuss.
Metallbolzen an Glastischen, verklebt mit Ergo1907. Der verklebte Metallbolzen an einem Glastisch, verklebt mit Ergo 1907.
oder 250 ml. Mit praktischen undhandlichen Hand- oder pneumati-schen Dosiergeräten wird der Struk-turklebstoff über ein Mischrohr appli-ziert.Wie immer in der Klebstoffindustrieträgt eine mechanische Oberflächen-vorbehandlung durch Schleifen,Schmirgeln, Sandstrahlen oder Ent-fetten, zum Beispiel mit dem entspre-
chenden Ergo-9190-Metallreiniger,zur Optimierung der Verklebung bei.Die Ergo-Methylmethacrylat-Struk-turklebstoffe sind zweikomponentigeReaktionsklebstoffe, die unabhängigvom zu verklebenden Werkstoff aus-härten. Sobald die beiden Komponen-ten im angegebenen Verhältnis ge-mischt sind, setzt die Härtungsreak-tion ein. Deshalb ist es wichtig, dassdie Bauteile innerhalb der angegebe-nen Verarbeitungszeit gefügt und fixiert werden.Die Auflistung der zu verklebendenMaterialien, die in der Verkaufsak-tions-Beilage der «Kisling News» zuentnehmen ist, zeigt die fast unend-lichen Produkteinsatzmöglichkeitender Ergo-Methylmethacrylat-Struk-turklebstoffe.
Zugscherfestigkeit eines Ergo-Methylmethacrylat-Strukturklebstoffes, Zugscherfestig-keit nach EN 1465.
Verklebungen mittels Ergo 1907 des Tischfussesmit der Aluminium-Auflagefläche für Tisch-platten.
Wir sind Entwicklungs- undFertigungspartner für Ihrekomplexen mechanischen Komponenten. Als Technologieführer setzen wir auf neuste Verfahren und Automation – zu Ihrem Nutzen. Neu auch mit Precise ECM. Interessiert? Dann fragen Sie uns an.
Purem entwickelt und fertigt amwestfälischen Standort Unna hocheffektive Abgasreinigungsanlagenfür die Dieselmotoren schwererNutzfahrzeuge. Denoxierungssys-teme wie SCR (Selective CatalyticReduction) erfüllen die absehbarimmer strengeren Normen. Her-vorragende Qualität kennzeichnetdie Katalysatorgehäuse, die Puremfür Busse, Einsatzwagen der Feu-erwehr und andere grosse, diesel-betriebene Sonderfahrzeuge pri-mär aus dem DaimlerChrysler-Kon-zern fügt. Rund dreissig Meterbeträgt die Gesamtlänge derSchweissnähte, die an einem Kat-Gehäuse z.B. für den Mercedes-Reisebus verlaufen.
HochautomatisierteFertigungCirca 15 000 SCR-Kats jährlichbzw. 50 bis 60 Stück pro Arbeits-tag produziert das ISO-16949-zer-tifizierte Unternehmen Purem. Die
geringen Losgrössen erfordern un-ter marktwirtschaftlichen Wettbe-werbsbedingungen erstens höchs-te Flexibilität und Offenheit derSchweisssysteme, zweitens einenhohen Automatisierungsgrad. DieSchweisstechniker in Unna lösendiese Aufgabe seit Sommer 2005erfolgreich mit vier Roboter-Schweisszellen, die mit insgesamt8 CMT-Schweisssystemen von Fro-nius ausgestattet sind. Jede Zelleübernimmt einen definierten Teil-schritt. So erreichen die Betreiberdie erforderliche Flexibilität. DiePurem-Experten berichten nacheineinhalb Jahren Fertigungspra-xis von sehr guten Erfahrungenhinsichtlich Flexibilität, Produkti-vität und Qualitätssicherheit.
Gefordert sind Spritzerfreiheit undGasdichtheitSpritzerfreiheit und Gasdichtheitsind in dem chemischen Reaktor-
raum des Katalysator-Moduls geboten. Laut Betriebsleiter Dr.Wolfgang Bässler unterliegen dieQualitätsmerkmale der Schweiss-ergebnisse bei Purem einem innovativen, permanenten undlückenlosen Kontroll- und Doku-mentationssystem. CMT erfüllt diehohen Ansprüche, so die Erfah-rung der Schweisspraktiker in Unna nach über 18 Monaten Pra-xis. Zu den spezifischen Vorteilendes «kalten» CMT-Prozesses wieMasshaltigkeit und Oberflächen-güte ohne Nacharbeit kommt beiPurem der Vorteil der CMT-typi-schen, integrierten digitalen Steu-erung. Rechnergestützt vernetzt,bildet sie die optimale Anbindungan den Roboter und die Qualitäts-kontrolle.
Der Prozess des CMT-Schweissenszeichnet sich gegenüber dem kon-ventionellen Verfahren durch dreiHauptmerkmale aus: eine rever-sierende Drahtbewegung, die indie digitale Prozesssteuerung in-tegriert ist, den deutlich reduzier-ten Wärmeeintrag in das Werk-stück und den spritzerfreien Werk-stoffübergang.
Automatisiertes CMT-Schweissen von Kat-Gehäusen
«Kalter» Schweissprozess bewährt sich
Gasdichte, mechanisch und chemisch stabile Kat-Gehäuseschweissen die Fachleute bei Purem aus korrosionsfestem,bis zu 6 mm dickem Edelstahlblech 1.4301. Sie setzendabei auf Spitzentechnologie und auf Automatisierung. Das innovative CMT-(Cold Metal Transfer-)Verfahren vonFronius gewährleistet spritzerfreies Schweissen undzudem geringeren Wärmeverzug und schnelleres Fügenals herkömmliche Lichtbogenprozesse. Hinzu kommenentscheidende Vorteile beim Verknüpfen mit dem Roboter.
Die Schweissnähte am SCR-Abgassystem des Mercedes-Reisebusses entstehen auf «kaltem» Wege. NiedrigereFügetemperatur gewährleistet einen geringeren Wär-meverzug als bei herkömmlichen Lichtbogenverfahren.
Die Schweissnähte am Gehäuse für den Kat des Mercedes-Reisebus-ses sind insgesamt 30 Meter lang. Das Bauteil durchläuft währendseiner Fertigung die Linie aus vier Roboterschweisszellen.
06-08 technica 71
Verbindungstechnik I Fügen, Trennen, Formen
Der innovative Process ControllerSTF-1 Expert von BalTec ist die zu-kunftsorientierte Lösung für Pro-zesssteuerung, Bewertung, Quali-tätssicherung und markante Pro-duktivitätssteigerung bei Niet-und Umformprozessen. Im harten
Wettbewerb, in dem zum BeispielZulieferer der Automobilindustriestehen, gilt es, komplexe Niet-baugruppen unter hohem Kosten-druck zu fertigen. Gleichzeitig istein umfassender Qualitätsnach-weis unerlässlich, um das Ver-
trauen der Kunden zu erhalten.Der Process Controller löst denZielkonflikt zwischen Kosten-druck, Qualität und Kontrollauf-wand in idealer Weise.
Gesteuerter NietvorgangDer STF-1 Expert steuert den Niet-vorgang wahlweise nach Weg, Zeitoder Kraft. Während des Nietvor-gangs werden diese Prozesspara-meter laufend erfasst und mit Re-ferenzwerten verglichen. Bei Tole-ranzüberschreitung kann soforteingegriffen werden. Die Mess-daten jedes Nietvorgangs werdenfür Analysen und für die lückenlosdokumentierte Qualitätssicherunggespeichert.Dank der integrierten Autokom-pensation lässt sich jeder einzel-ne Nietvorgang dem automatischgemessenen Nietüberstand genauanpassen. Dies erlaubt, den Aus-schuss zu reduzieren, wesentlichgrössere Bauteilpaarungstoleran-zen in Kauf zu nehmen und damitwirtschaftlicher zu produzieren.Zu den wichtigsten Vorteilen, dieder Einsatz des Controllers STF-1Expert bietet, zählen:
• profitablere Produktion mithöherer und lückenlos nach-weisbarer Nietqualität
• geringere Ausschuss-, Nach-bearbeitungs- und Qualitäts-sicherungskosten
Arbeitssicherheit beihöchster ProduktivitätWie BalTec höhere Bedienersi-cherheit und Effizienzsteigerungerfolgreich vereint, zeigt das Bei-spiel des innovativen Finger-schutzgeräts. Dieses sorgt beimEinsatz von Nietmaschinen fürmaximale Arbeitssicherheit beihöchster Produktivität. Das kos-tengünstige Zusatzgerät verhin-dert durch automatische mecha-nische Verriegelung die Auslösungdes Nietvorgangs, solange sich dieFinger des Bedieners im Aktions-bereich des Nietstempels befin-den. Es ermöglicht – im Gegensatzzur Zweihand-Auslösung – unbe-hindertes Zuführen und Festhal-ten der Werkstücke mit beidenHänden. Dadurch werden die Takt-zeiten kürzer und Zusatzeinrich-tungen wie Schiebetische und Fi-xiervorrichtungen erübrigen sich.
Effiziente Verbindungstechnik mit umfassender Sicherheit
Qualitätsgesichertes Nieten
Wirtschaftlichkeit und Sicherheit in der Produktion sind eng miteinanderverknüpft. Diese Tatsache ist wegleitend für die Produktentwicklungs-strategie in den Bereichen Niet- und Umformtechnik von BalTec. Wie derMarktführer in der Niettechnologie-Branche die Kombination der ElementeSicherstellen der Produktivität, Qualitätssicherung und Bedienersicherheitkonkret in die Praxis umsetzt, zeigte BalTec unter anderem auch wieder an der letzten Motek.
BalTec-Radial-Nietmaschine mit Process Controller – Display: Toleranzhüllkurve.
Erscheinung, Abonnementerscheint monatlich, 12 x jährlichzusätzlich je eine Sonderpublikation Innovation undMarktspiegelAbonnementspreis: Fr. 95.– inkl. 2.4% MwSt, Ausland zuzüglich PortiTelefon 058 200 55 70, Beatrice GmünderFax 058 200 55 [email protected]
Auflage12600 Ex.WEMF 2005: 11826 Ex,
VerlagsrechteMit der Annahme von Manuskripten durch die Redak-tion und der Autor-Honorierung durch den Verlag erwirbt der Verlag das Copyright und insbesondere alle Rechte zur Übersetzung und Veröffentlichung derentsprechenden Beiträge in anderen verlagseigenenZeitschriften sowie zur Herausgabe von Sonderdrucken.Für unverlangt eingesandte Bildunterlagen (Fotos, Dias) und Manuskripte übernimmt die Redaktion keine Gewähr.
Nachdruck nicht gestattet
Zeitschriften im selben VerlagBatitech – HK-Gebäudetechnik – Elektrotechnik ET –MegaLink PrecisionNatürlich – Kochen – Fit for Life
Impressum
ABB Automation Products GmbH 37ABB Technikerschule 8Adola-Trading GmbH 74AFT AG 71Agie Charmilles 15Alfred Meili SA 41Alstom (Schweiz) AG 34Antrimon AG 60,61Arofl ex AG 6ARP Datacon AG 61ASS AG 6ATB Schweiz AG 17Atlas Copco (Schweiz) AG 58Axnum AG 7B & R Industrie-Automation AG 8,34,37BalTec Maschinenbau AG 71Baumer Electric 31
Beckhoff Automation AG 7,9,56,60BITO-Lagertechnik 61Bläsi Industrievertretungen 22Blum-Novotest GmbH 15Bosch Rexroth Schweiz AG 8,28,34,38,58BR TEC Bühler AG 32Bürkert-Contromatic AG 38CODEX 43Cymax AG 74Datron-Electronic GmbH 22Distrelec 4,61E & S Grütter Metallwaren 6Ecom Instruments GmbH 48Egli Maschinenbau AG 4Empa 6Endress & Hauser Metso AG 34,47,50Euchner AG 8Ewag AG 56Faigle Igoplast AG 26Festo AG 16,34,40,42Festo Didactic 8Fronius Schweiz AG 67,70GE Fanuc 39
Gebr. Bräm AG 69Gebrüder Gysi AG 30Georg Fischer AG 7H. Fröhlich AG 59Hans Eberle AG 59Helfina AG 41IBL-Solutions GmbH 8Ifanger AG 20igus Schweiz GmbH 13,39International Forum Design GmbH 5IS Scheidegger 78IST-Edelstahl-Anlagenbau AG 60Jakob Keller Verschlusstechnik AG 57JJHofstetter 73Josef Albrecht Bohrfutterfabrik GmbH 20Kablan AG 74Keller AG 2,57
Keller Laser 52Kisling AG 63,68Kuka Roboter Schweiz AG 4,29Kundert AG Titelbild,19KVT Koenig Verbindungstechnik AG 35,80L. Kissling & Co. 5Lenze Bachofen AG 13,46Lidag AG 45maxon motor ag 57Messe Düsseldorf 7Mikron SA Agno 28Mirec SA 72Moeller Electric AG 46MTL Instruments GmbH 34,45MTS Messtechnik Schaffhausen GmbH 39National Instruments 4.US,44Neuma AG 12Niederberger Engineering AG 34Nozag AG 6OC Oerlikon Balzers AG 24Oerlikon-Schweisstechnik AG 62Olma Messen St. Gallen 8OSEC 7,10,57Pepperl + Fuchs 41Pilz Industrieelektronik GmbH 43,54,59Plica AG 37R. Stahl Schweiz AG 53Reiden Technik AG 8,55Saia-Burgess 8Schneider Electric 42SCHUNK GmbH & Co. KG 58Siemens Product Lifecycle 2.US,18Siemens Schweiz AG, A&D 43Sirag AG 60Sommer-Automatic GmbH 27Still AG 23Stöber 45Suhner Abrasive Expert AG 8,58SVTI 5Swiss Technology Network 56Swissmem 12Swissmetall-Dornach 10TECALTO AG 16Testo AG 49,56The Math Works GmbH 59Urma AG 11Verwo Acquacut AG 64,73Walter AG 5Weidmann Plastics Technology 24Wild AG Zug 33Wolfensberger AG 41Ziehl-Abegg AG 8Zwahlen Bruno AG 36
Ein Wasserbehälter soll aufgefüllt werden. Die vier zur Verfügung stehendenPumpen haben unterschiedliche Leistungen. Mit der stärksten dieser Pumpenkönnte der Behälter in einer Stunde gefüllt sein, mit der zweitstärksten in 2 Stunden. Die dritte Pumpe benötigte 3 Stunden zum Füllen und die vierte6 Stunden.Da der Behälter möglichst schnell aufgefüllt werden muss, werden alle vierPumpen gleichzeitig eingesetzt.
In welcher Zeit (in Minuten) wird der Behälter gefüllt?
Die Lösung sieht wie folgt aus:
Peter ist Student und immer in Geldnöten. Er schreibt seinem reichen Onkel und bittet ihn um finanzielle Unterstützung. Da er weiss,dass sein Onkel ein Rätsel-Freak ist, verpackt er sein Bittgesuch in ein Buchstabenrätsel. (gleiche Buchstaben sind gleiche Zahlen, O ist gleich 0)Wieviel Geld möchte denn Peter von seinem Onkel haben??
Fertigung +Produktion
Werkzeugmaschinen, Werkzeuge, NC-, CNC-, DNC-Steuerungen, Werkzeug- und Werkstückspannsys-teme, Wärmebehandlung und Oberfl ächentechnik, Präzisions- und Mikrobearbeitung, Décolletage, Fertigungsautomatisierung, Fertigungsmesstechnik, Prüftechnik, QS
Automations- und Antriebs-technik
Steuerungen (SPS, Soft-SPS usw.), Handling, Robotik, Montagetechnik, Vision-Systems, Mo-toren, Hydraulik, Pneumatik, Antriebssteuerungen, mechanische Antriebselemente, Komponenten und Systeme zur Energieversorgung
Industriebedarf +Zulieferindustrie
Formen- und Werkzeugbau, Zulieferteile, Décolleta-geteile, Lohnarbeit, Werkstoffe, Kunststofftechnolo-gien, Maschinenelemente, Schränke und Gehäuse, Industriebedarf
Aus- und Weiterbildung
Know-how für die Industrie
Industrial IT Engineeringtools für die Fertigungsindustrie
im Fokus Erfolgsfaktoren – Was macht Unternehmen erfolgreich?
80 technica 06-08
Vorschau auftechnica 07-08
PhotovoltaikIm Fachbuch Photovoltaik von Prof. Dr. Heinrich Häberlin
werden die Möglichkeiten und Probleme bei der direkten
Umwandlung von Sonnenlicht in elektrischen Strom und
Einspeisung des so erzeugten Stromes ins öffentliche Stromnetz
möglichst objektiv, umfassend und trotzdem leicht verständlich
dargestellt. Es werden dabei nur relativ geringe Vorkenntnisse
aus der Physik und der Elektrotechnik vorausgesetzt.
Das Buch behandelt Solarzellen, Solarmodule, Solargeneratoren
und ganze Photovoltaikanlagen (Inselanlagen und netzgekoppelte
Anlagen), den Blitzschutz sowie die Dimensionierung und die
Berechnung des Energieertrags von PV-Anlagen mit Taschen-
rechner oder Tabellenkalkulationsprogrammen. Für viele Orte in
Deutschland, der Schweiz, Österreich und im übrigen Europa sind
die nötigen Daten im Buch enthalten. Es werden auch Langzeit-
Betriebserfahrungen von netzgekoppelten Anlagen angegeben.
Das Buch besteht aus den folgenden Kapiteln:• Einführung und Übersicht
• Sonnenstrahlung und Strahlungsangebot
• Aufbau und Funktionsprinzip von Solarzellen
• Solarmodule und Solargeneratoren
• Aufbau von ganzen Photovoltaikanlagen
(Inselanlagen und netzgekoppelte Anlagen)
• Blitz- und Überspannungsschutz bei Photovoltaikanlagen
• Normierte Darstellung von Energieertrag und Leistung
bei Photovoltaikanlagen
• Dimensionierung und Berechnung des Energieertrags
von Photovoltaikanlagen
• Wirtschaftlichkeit von Photovoltaikanlagen
• Betriebserfahrungen mit netzgekoppelten PV-Anlagen
• Zusammenfassung und Ausblick in die Zukunft
Besonderheiten: Umfangreiches Bildmaterial für die Illustration
aus eigenen Arbeiten, Aufgaben mit Lösungen, approximative
Ertragsberechnungen und Dimensionierungen von PV-Anla-
gen mit Hilfe der im Buch vorhandenen Tabellen und Daten für
Europa, Gesamtumfang 640 Seiten.
Das Buch richtet sich an Elektrofachleute und Studierende, die
sich für Photovoltaik interessieren, aber auch an potenzielle
Bauherren oder Anlagenbesitzer und alle, die an Photovoltaik
interessiert sind.
Autor:Prof. Dr. Heinrich Häberlin
Dozent an der Berner Fachhochschule
für Technik und Informatik
ISBN 978-3-905214-53-6
BestellcouponBitte senden Sie mir/uns folgende Anzahl Bücher an die untenstehende Adresse:
_________ Expl. Photovoltaik zu Fr. 69.–
Preise für Einzelexemplare zuzüglich Porto und Verpackung. Ab 5 Exemplaren portofrei.