9
Schichtlotse 2014 18. Ausgabe

Schichtlotse 201418. Ausgabe
3
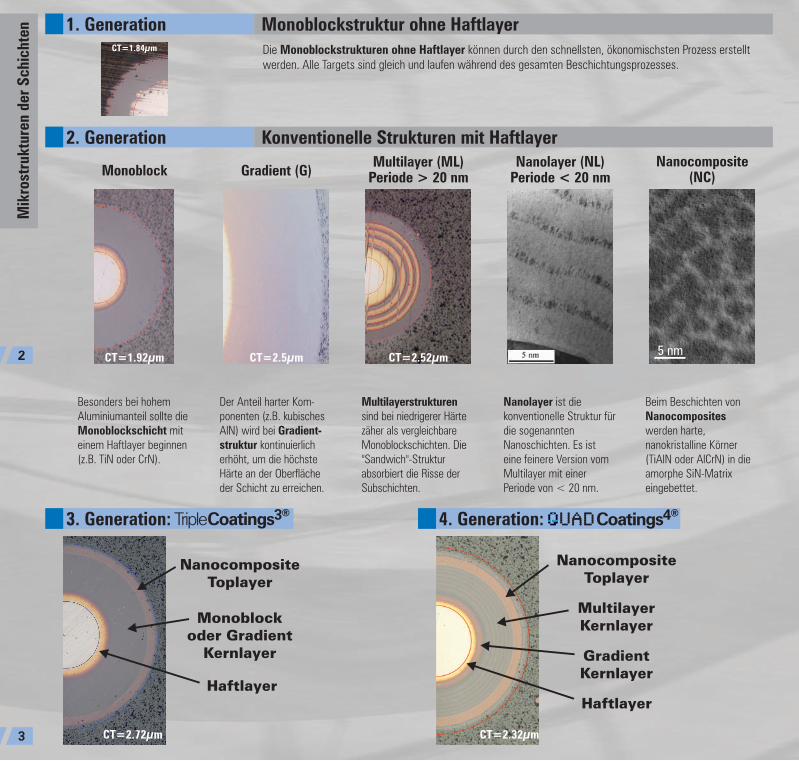
3. Generation:
Besonders bei hohem Aluminiumanteil sollte die Monoblockschicht mit einem Haftlayer beginnen (z.B. TiN oder CrN).
Der Anteil harter Kom-ponenten (z.B. kubisches AlN) wird bei Gradient-struktur kontinuierlich erhöht, um die höchste Härte an der Oberfläche der Schicht zu erreichen.
Multilayerstrukturen sind bei niedrigerer Härte zäher als vergleichbare Monoblockschichten. Die "Sandwich"-Struktur absorbiert die Risse der Subschichten.
Nanolayer ist die konventionelle Struktur für die sogenannten Nanoschichten. Es ist eine feinere Version vom Multilayer mit einer Periode von < 20 nm.
Beim Beschichten von Nanocomposites werden harte, nanokristalline Körner (TiAlN oder AlCrN) in die amorphe SiN-Matrix eingebettet.
Triple 3Coatings ® 4. Generation: 4Coatings ®
Mik
rost
rukt
uren
der
Sch
icht
en
2
1. Generation
2. Generation
Monoblockstruktur ohne Haftlayer
Konventionelle Strukturen mit Haftlayer
Die Monoblockstrukturen ohne Haftlayer können durch den schnellsten, ökonomischsten Prozess erstellt werden. Alle Targets sind gleich und laufen während des gesamten Beschichtungsprozesses.
CT=1.92µm
Monoblock
CT=2.5µm
Gradient (G)Nanolayer (NL)
Periode < 20 nmMultilayer (ML)
Periode > 20 nm
CT=2.52µm
CT=1.84µm
Nanocomposite(NC)
5 nm
Monoblockoder Gradient
Kernlayer
MultilayerKernlayer
NanocompositeToplayer
Haftlayer
NanocompositeToplayer
Haftlayer
GradientKernlayer
CT=2.72µm CT=2.32µm
5
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
TiN
TiCN-grey
TiAlN
AlTiN
CrN
CrTiN
ZrN
AlCrN
AlTiCrN
nACo
nACRo
TiXCo
Oxi-Nitride nACoX
DLC
SCiL
VIc
cVIc
CROMVIc
Nitride
CROMTIVIc
nACVIc
TiN-SCiL
TiCN-SCiL
PL1001p411
1 TiN2 TiCN -grey
2 TiAlN -ML2 AlTiN
1 CrN2 CrTiN -ML
2 ZrN2 AlCrN
3 AlTiCrN
1® 1 1 cVIc : TiCN +CBC
2® 1 2 CROMVIc : CrN +DLC2® 2 2 CROMTIVIc : CrTiN +DLC
1 TiN2 TiCN -grey
2 TiAlN -ML2 AlTiN
2 CrTiN -ML
AlCrN -NL3
4 AlTiCrN4® nACo
4® nACRo4® TiXCo
4® nACoX
1 ® TiN -SCiL
1 ® TiCN -SCiL
p311
1 TiN2 TiCN -grey
TiAlN -ML2
2 AlTiN1 CrN
2 CrTiN -ML2 ZrN
AlCrN -NL3
3 AlTiCrN
nACo3®
3® nACRo3® TiXCo
4® nACoX2® 2 VIc : DLC
1® 1 1 cVIc : TiCN +CBC
CROMVIc : CrN +DLC2® 1 2
2 CROMTIVIc : CrTiN +DLC2® 2
nACVIc : nACRO +DLC2® 2 2
p311-ECO
1 TiN
TiCN -grey2
2 TiAlN -ML
AlTiN2
CrN1
2 CrTiN -ML
ZrN2
3 AlCrN -NL3 AlTiCrN
3® nACo2® nACRo
TiXCo3®
2® 2 VIc : DLC
1® 1 1cVIc : TiCN +CBC2® 1 2 CROMVIc : CrN +DLC
2® 2 2 CROMTIVIc : CrTiN +DLC2® 2 2 nACVIc : nACRO +DLC
4
Sta
ndar
dsch
icht
en 1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
TiN
TiCN-grey
TiAlN
AlTiN
CrN
CrTiN
ZrN
AlCrN
AlTiCrN
nACo
nACRo
TiXCo
Oxi-Nitride nACoX
DLC
VIc
cVIc
CROMVIc
Nitride
CROMTIVIc
nACVIc
p211p111
3® 3 VIc : DLC3® 3 cVIc : TiC+DLC
3® 3 CROMVIc : CrC+DLC
1 TiN2 TiCN -grey
2 TiAlN -ML2 AlTiN
1 CrN2 CrTiN -ML
2 ZrN
AlCrN -NL3
2® nACo
2® nACRo
TiXCo3®
VIc : DLC2® 2
1® 1 1 cVIc : TiCN +CBC2® 1 2 CROMVIc : CrN +DLC
2® 2 2 CROMTIVIc : CrTiN +DLC2® 2 2 nACVIc : nACRO +DLC
p801 TiN
2 TiCN -grey
TiAlN -ML2
2 AlTiN1 CrN
2 CrTiN -ML1 ZrN
AlCrN -NL3
nACo2®
2® nACRo
1® 1 1 cVIc : TiCN +CBC
CROMVIc : CrN +DLC2® 1 2
2 CROMTIVIc : CrTiN +DLC2® 2
nACVIc : nACRO +DLC2® 2 2
PL701 TiN
2 TiCN -grey
AlTiN1
CrN1
ZrN1
1® 1 1cVIc : TiCN +CBC
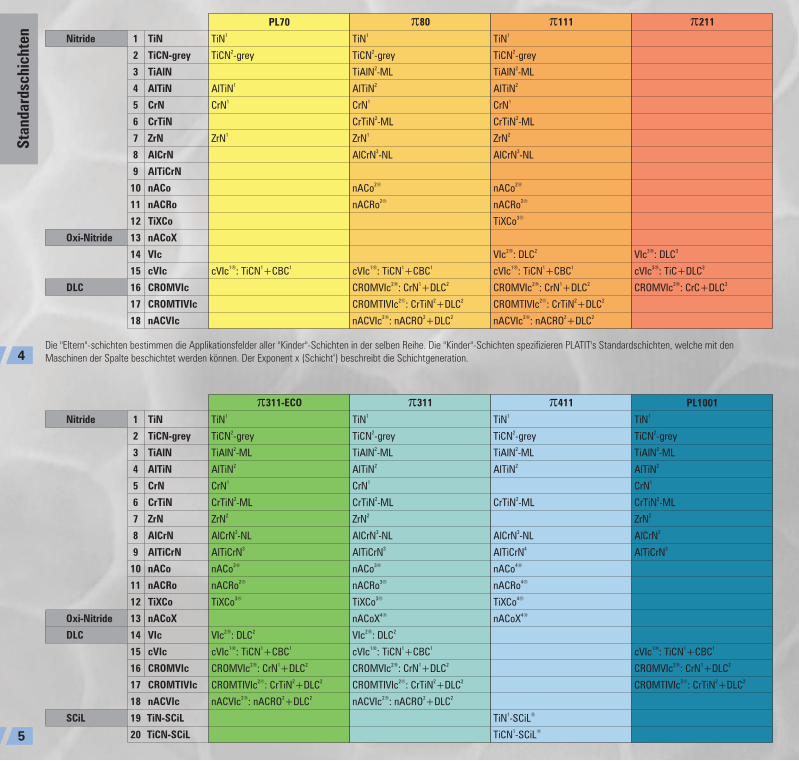
Die "Eltern"-schichten bestimmen die Applikationsfelder aller "Kinder"-Schichten in der selben Reihe. Die "Kinder"-Schichten spezifizieren PLATIT's Standardschichten, welche mit den xMaschinen der Spalte beschichtet werden können. Der Exponent x (Schicht ) beschreibt die Schichtgeneration.
7
OX
ID
LCS
CiL
13
14
15
16
17
18
19
20
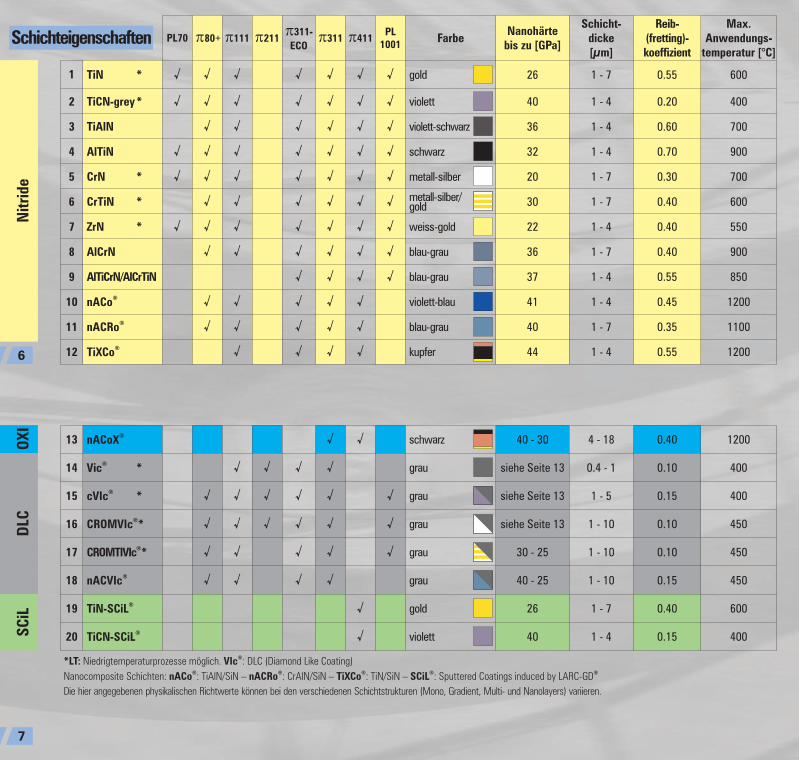
®*LT: Niedrigtemperaturprozesse möglich. VIc : DLC (Diamond Like Coating)® ® ® ® ®Nanocomposite Schichten: nACo : TiAlN/SiN – nACRo : CrAlN/SiN – TiXCo : TiN/SiN – SCiL : Sputtered Coatings induced by LARC-GD
Die hier angegebenen physikalischen Richtwerte können bei den verschiedenen Schichtstrukturen (Mono, Gradient, Multi- und Nanolayers) variieren.
®cVIc *
®CROMVIc *
®CROMTIVIc *
®nACVIc
®TiN-SCiL
®Vic *
®TiCN-SCiL
®nACoX
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
0.15
0.10
0.10
0.15
0.40
0.10
0.15
0.40
400
450
450
450
600
400
400
1200
1 - 5
1 - 10
1 - 10
1 - 10
1 - 7
0.4 - 1
1 - 4
4 - 18
siehe Seite 13
siehe Seite 13
30 - 25
40 - 25
26
siehe Seite 13
40
40 - 30
grau
grau
grau
grau
gold
grau
violett
schwarz
√
√
√
√ √
√ √
√
√
√ √
6
Nit
ride
1
2
3
4
5
6
7
8
9
10
11
12
PL70
TiN *
TiCN-grey *
TiAlN
AlTiN
CrN *
CrTiN *
ZrN *
AlTiCrN/AlCrTiN
®nACo
®nACRo
®TiXCo
√
√
PL1001
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√AlCrN
√
√
√
√
√
Reib-(fretting)- koeffizient
0.55
0.20
0.60
0.70
0.30
0.40
0.40
0.55
0.45
0.35
0.55
0.40
Max. Anwendungs-
temperatur [°C]
600
400
700
900
700
600
550
850
1200
1100
1200
900
Schicht-dicke[µm]
1 - 7
1 - 4
1 - 4
1 - 4
1 - 7
1 - 7
1 - 4
1 - 4
1 - 4
1 - 7
1 - 4
1 - 7
Nanohärtebis zu [GPa]
26
40
36
32
20
30
22
37
41
40
44
36
Farbe
gold
violett
violett-schwarz
schwarz
metall-silber
metall-silber/ gold
weiss-gold
blau-grau
violett-blau
blau-grau
kupfer
blau-grau
p311
√
√
√
√
√
√
√
√
√
√
√
√
p411pECO
311-
√
√
√
√
√
√
√
√
√
√
√
p111 p211p+80Schichteigenschaften
9
11
12
13
14
15
16
17
18
19
20
®nACRo
®TiXCo
®nACoX
®VIc
®cVIc
®CROMTIVIc
®CROMVIc
®nACVIc
®TiN-SCiL
®TiCN-SCiL
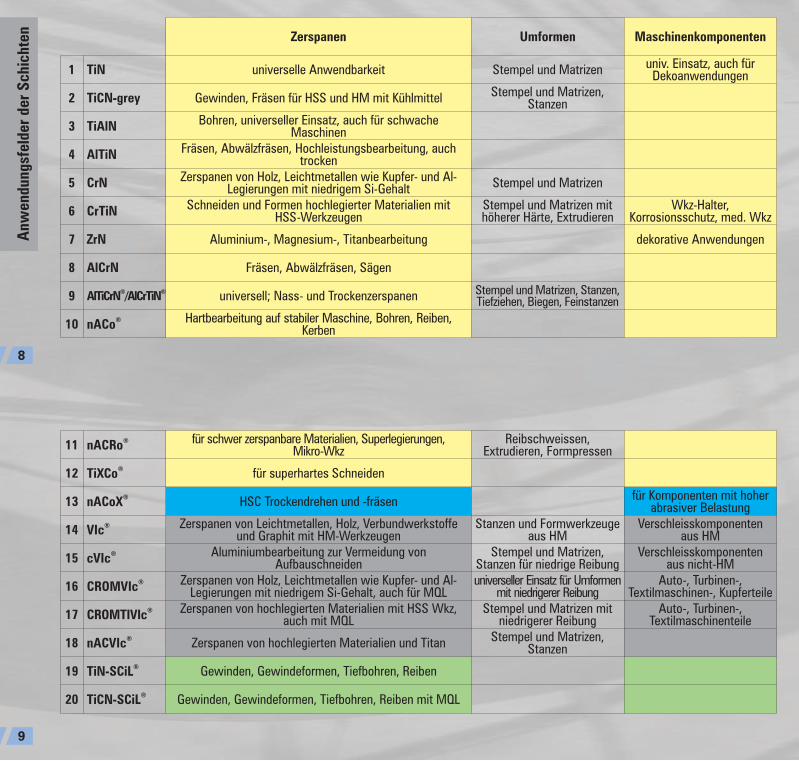
für Komponenten mit hoher abrasiver Belastung
Verschleisskomponenten aus HM
Verschleisskomponentenaus nicht-HM
Auto-, Turbinen-, Textilmaschinen-, Kupferteile
Auto-, Turbinen-, Textilmaschinenteile
Reibschweissen, Extrudieren, Formpressen
Stanzen und Formwerkzeuge aus HM
Stempel und Matrizen, Stanzen für niedrige Reibunguniverseller Einsatz für Umformen
mit niedrigerer ReibungStempel und Matrizen mit
niedrigerer ReibungStempel und Matrizen,
Stanzen
für schwer zerspanbare Materialien, Superlegierungen,Mikro-Wkz
für superhartes Schneiden
HSC Trockendrehen und -fräsen
Zerspanen von Leichtmetallen, Holz, Verbundwerkstoffe und Graphit mit HM-Werkzeugen
Aluminiumbearbeitung zur Vermeidung von Aufbauschneiden
Zerspanen von Holz, Leichtmetallen wie Kupfer- und Al- Legierungen mit niedrigem Si-Gehalt, auch für MQL
Zerspanen von hochlegierten Materialien mit HSS Wkz, auch mit MQL
Zerspanen von hochlegierten Materialien und Titan
Gewinden, Gewindeformen, Tiefbohren, Reiben
Gewinden, Gewindeformen, Tiefbohren, Reiben mit MQL
8
Anw
endu
ngsf
elde
r de
r S
chic
hten
1
2
3
4
5
6
7
8
9
10
TiN
TiCN-grey
TiAlN
AlTiN
CrN
CrTiN
ZrN
AlCrN
® ®AlTiCrN /AlCrTiN
®nACo
Maschinenkomponenten
univ. Einsatz, auch fürDekoanwendungen
Wkz-Halter, Korrosionsschutz, med. Wkz
dekorative Anwendungen
Umformen
Stempel und Matrizen
Stempel und Matrizen, Stanzen
Stempel und Matrizen
Stempel und Matrizen mit höherer Härte, Extrudieren
Stempel und Matrizen, Stanzen, Tiefziehen, Biegen, Feinstanzen
Zerspanen
universelle Anwendbarkeit
Gewinden, Fräsen für HSS und HM mit Kühlmittel
Bohren, universeller Einsatz, auch für schwache Maschinen
Fräsen, Abwälzfräsen, Hochleistungsbearbeitung, auch trocken
Zerspanen von Holz, Leichtmetallen wie Kupfer- und Al- Legierungen mit niedrigem Si-Gehalt
Schneiden und Formen hochlegierter Materialien mitHSS-Werkzeugen
Aluminium-, Magnesium-, Titanbearbeitung
Fräsen, Abwälzfräsen, Sägen
universell; Nass- und Trockenzerspanen
Hartbearbeitung auf stabiler Maschine, Bohren, Reiben, Kerben
11
® 4Q
uadC
oati
ngs
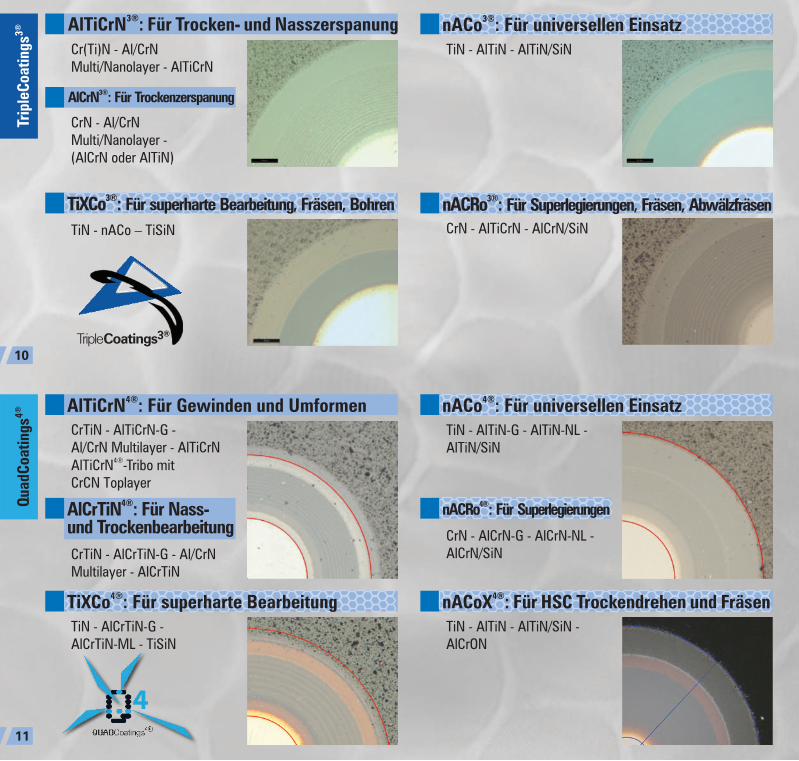
4®nACo : Für universellen Einsatz
CrTiN - AlCrTiN-G - Al/CrN Multilayer - AlCrTiN
4®AlCrTiN : Für Nass-und Trockenbearbeitung
CrTiN - AlTiCrN-G -Al/CrN Multilayer - AlTiCrNAlTiCrN -Tribo mitCrCN Toplayer
4®
4®AlTiCrN : Für Gewinden und Umformen
CrN - AlCrN-G - AlCrN-NL - AlCrN/SiN
4®nACRo : Für Superlegierungen
TiN - AlTiN-G - AlTiN-NL - AlTiN/SiN
TiN - AlCrTiN-G - AlCrTiN-ML - TiSiN
4®TiXCo : Für superharte BearbeitungTiN - AlTiN - AlTiN/SiN - AlCrON
4®nACoX : Für HSC Trockendrehen und Fräsen
10
TiN - AlTiN - AlTiN/SiN
3®nACo : Für universellen Einsatz
TiN - nACo – TiSiN
3®TiXCo : Für superharte Bearbeitung, Fräsen, Bohren
3®AlTiCrN : Für Trocken- und Nasszerspanung
CrN - Al/CrN Multi/Nanolayer - (AlCrN oder AlTiN)
3®AlCrN : Für Trockenzerspanung
Cr(Ti)N - Al/CrN Multi/Nanolayer - AlTiCrN
CrN - AlTiCrN - AlCrN/SiN
3®nACRo : Für Superlegierungen, Fräsen, Abwälzfräsen
Triple 3Coatings ®
® 3Tr
iple
Coa
ting
s
13
Ver
glei
ch d
er w
icht
igst
en E
igen
scha
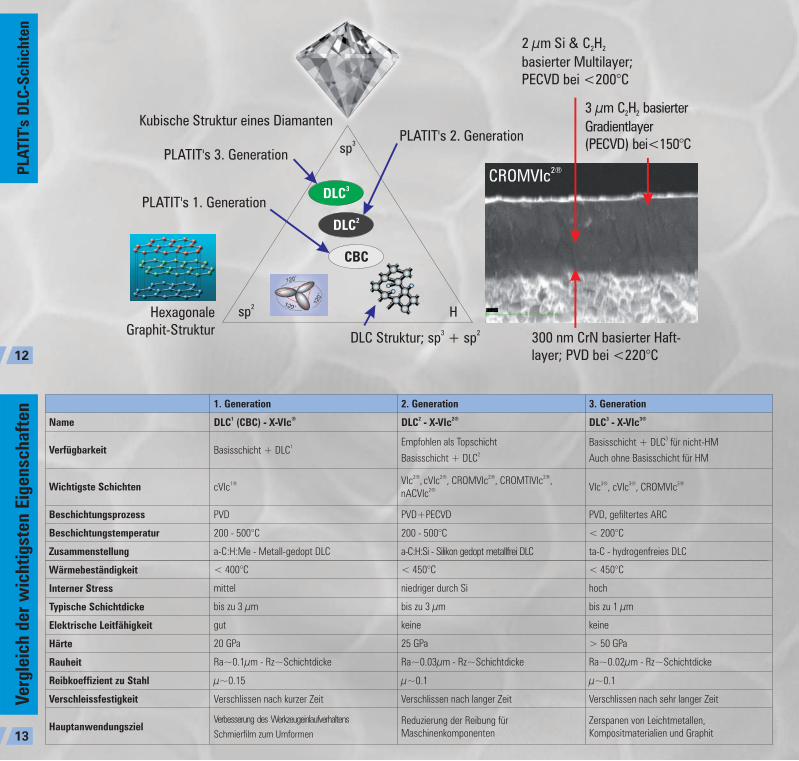
ften Name
Verfügbarkeit
Wichtigste Schichten
Beschichtungsprozess
Beschichtungstemperatur
Zusammenstellung
Wärmebeständigkeit
Interner Stress
Typische Schichtdicke
Elektrische Leitfähigkeit
Härte
Rauheit
Reibkoeffizient zu Stahl
Verschleissfestigkeit
Hauptanwendungsziel
1. Generation1DLC ® (CBC) - X-VIc
Basisschicht + DLC1
1cVIc ®
PVD
200 - 500°C
a-C:H:Me - Metall-gedopt DLC
< 400°C
mittel
bis zu 3 µm
gut
20 GPa
Ra~0.1µm - Rz~Schichtdicke
µ~0.15
Verschlissen nach kurzer Zeit
Verbesserung des Werkzeugeinlaufverhaltens
Schmierfilm zum Umformen
2. Generation 3. Generation2 2®DLC - X-VIc 3 3®DLC - X-VIc
Empfohlen als Topschicht2Basisschicht + DLC
Basisschicht +
Auch ohne Basisschicht für HM
3DLC für nicht-HM
2 2 2 2VIc , , CROMVIc , CROMTIVIc , 2nACVIc
® ® ® ®
®
cVIcVIc c3 3 3, cVIc , CROMVI® ® ®
PVD+PECVD
200 - 500°C
PVD, gefiltertes ARC
< 200°C
a-C:H:Si - Silikon gedopt metallfrei DLC ta-C - hydrogenfreies DLC
< 450°C < 450°C
niedriger durch Si hoch
bis zu 3 µm bis zu 1 µm
keine keine
25 GPa > 50 GPa
Ra~0.03µm - Rz~Schichtdicke Ra~0.02µm - Rz~Schichtdicke
µ~0.1 µ~0.1
Verschlissen nach langer Zeit Verschlissen nach sehr langer Zeit
Reduzierung der Reibung für Maschinenkomponenten
Zerspanen von Leichtmetallen, Kompositmaterialien und Graphit
12
PLA
TIT
's D
LC-S
chic
hten
Kubische Struktur eines Diamanten
PLATIT's 1. Generation
PLATIT's 3. Generation
HexagonaleGraphit-Struktur
PLATIT's 2. Generation
3 2DLC Struktur; sp + sp
3sp
2sp H
CBC
2DLC
3DLC
2CROMVIc ®
300 nm CrN basierter Haft-layer; PVD bei <220°C
2 µm Si & C H2 2
basierter Multilayer;PECVD bei <200°C
3 µm C H basierter2 2
Gradientlayer(PECVD) bei<150°C

16
15
14
Bohren / Reiben
Drehen
Fräsen / Abwälzfräsen
Gewinden
Feinstanzen / Stanzen
Umformen
®nACRo
AlCrN
®AlTiCrN
®AlTiCrN
®AlTiCrN
®nACo
®nACVIc
®nACRo
®TiXCo
TiCN
®CROMTIVIC
®CROMTIVIc
®nACo Universell
®TiXCo Für superharte Materialien
®nACRo Für hochlegierte Stähle,Superlegierungen
®nACo Universell
®nACoX Trocken- und HPC-Drehen
®AlTiCrN Für hochlegierte Stähle,Superlegierungen
Universell
Für trockenes undNassabwälzfräsen
Für superharte Materialien
Universell für Gewinde-schneiden und -formen
Für Gewinden mit MQL undfür hochlegierte Materialien
Für Gewinden mit MQLin weichen Materialien
Universell
Für Trockenstanzen
Für Nassstanzen
Universell
Für Stempeln, Spritzgiessen,Formpressen, Tiefziehen
Für Umformenweicher Materialien
Cra
sh C
ours
e C
oati
ng G
uide
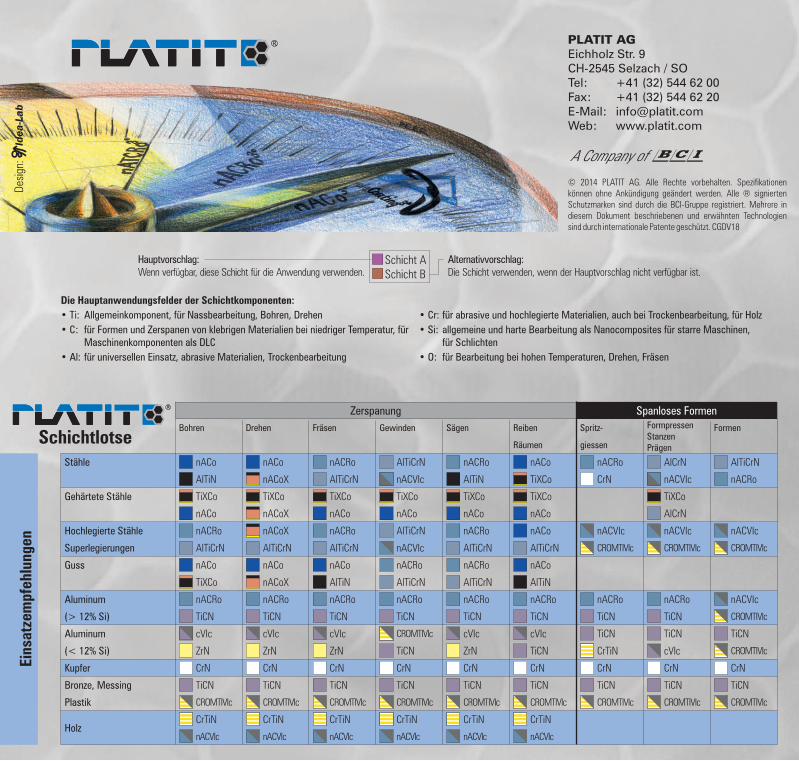
Stähle
Gehärtete Stähle
Guss
Aluminum
Aluminum
(> 12% Si)
(< 12% Si)
Hochlegierte Stähle
Superlegierungen
Kupfer
Bronze, Messing
Holz
Plastik
nACo
AlTiN
TiXCo
nACo
nACo
TiXCo
nACRo
TiCN
cVIc
ZrN
nACRo
AlTiCrN
CrN
TiCN
CrTiN
CROMTIVIc
nACVIc
nACo
nACoX
TiXCo
nACoX
nACo
nACoX
nACRo
TiCN
cVIc
ZrN
nACoX
AlTiCrN
CrN
TiCN
CrTiN
CROMTIVIc
nACVIc
nACRo
AlTiCrN
TiXCo
nACo
nACo
AlTiN
nACRo
TiCN
cVIc
ZrN
nACRo
AlTiCrN
CrN
TiCN
CrTiN
CROMTIVIc
nACVIc
AlTiCrN
nACVIc
TiXCo
nACo
nACRo
AlTiCrN
nACRo
TiCN
CROMTIVIc
TiCN
AlTiCrN
nACVIc
CrN
TiCN
CrTiN
CROMTIVIc
nACVIc
nACRo
AlTiN
TiXCo
nACo
nACRo
AlTiCrN
nACRo
TiCN
cVIc
ZrN
nACRo
AlTiCrN
CrN
TiCN
CrTiN
CROMTIVIc
nACVIc
nACo
TiXCo
TiXCo
nACo
nACo
AlTiN
nACRo
TiCN
cVIc
TiCN
nACo
AlTiCrN
CrN
TiCN
CrTiN
CROMTIVIc
nACVIc
nACRo
CrN
nACRo
TiCN
TiCN
CrTiN
nACVIc
CROMTIVIc
CrN
TiCN
CROMTIVIc
AlCrN
nACVIc
TiXCo
AlCrN
nACRo
TiCN
TiCN
cVIc
nACVIc
CROMTIVIc
CrN
TiCN
CROMTIVIc
AlTiCrN
nACRo
nACVIc
CROMTIVIc
TiCN
CROMTIVIc
nACVIc
CROMTIVIc
CrN
TiCN
CROMTIVIc
Zerspanung Spanloses Formen
Bohren Drehen Fräsen Gewinden Sägen Reiben
Räumen
Spritz-
giessen
Formen
Eins
atze
mpf
ehlu
ngen
Schichtlotse
PLATIT AGEichholz Str. 9CH-2545 Selzach / SOTel: +41 (32) 544 62 00Fax: +41 (32) 544 62 20E-Mail: [email protected]: www.platit.com
Des
ign:
Die Hauptanwendungsfelder der Schichtkomponenten:
•
• C: für Formen und Zerspanen von klebrigen Materialien bei niedriger Temperatur, für Maschinenkomponenten als DLC
• Al: für universellen Einsatz, abrasive Materialien, Trockenbearbeitung
Ti: Allgemeinkomponent, für Nassbearbeitung, Bohren, Drehen • Cr: für abrasive und hochlegierte Materialien, auch bei Trockenbearbeitung, für Holz
• Si: allgemeine und harte Bearbeitung als Nanocomposites für starre Maschinen,für Schlichten
• O: für Bearbeitung bei hohen Temperaturen, Drehen, Fräsen
FormpressenStanzenPrägen
Schicht ASchicht B
Hauptvorschlag:Wenn verfügbar, diese Schicht für die Anwendung verwenden.
Alternativvorschlag:Die Schicht verwenden, wenn der Hauptvorschlag nicht verfügbar ist.
© 2014 PLATIT AG. Alle Rechte vorbehalten. Spezifikationen können ohne Ankündigung geändert werden. Alle ® signierten Schutzmarken sind durch die BCI-Gruppe registriert. Mehrere in diesem Dokument beschriebenen und erwähnten Technologien sind durch internationale Patente geschützt. CGDV18