Jür Sy Be Ein Die fer de Fra De Bo Ve Mo Vo Sch Bo üb de Me rge yste eisp nlei eH rtig er V age er fo ogen erm otiv on d chni ogen ber er B ess en M emü piel itun Hers gung Verz e na olge nve mess vati der ittst nve CAD Bear serg Mer übe ein ng stell gste zahn ach end erza sung ion Aus telle erza DC rbei gebn rz ergre ner lung ech nun ein de M ahnu g de sleg en s ahnu CAM itun nis eife Bog g bo hnis ngsg ner A Mat ung er B gun sind ung M Ko ngsm aut end gen oge sche geo Alte thca gen Bau ng b dm gsge opp mas tom der nver enve en A ome ern ad-C n un uteil bi sz mögl eom plun sch mati Sim rza verz Aufw etrie nativ Cre nd d ile u zum glich met nge hine isch mula ahnu zahn wan e. M ve z eo-M die W und m fe hst z trie ein B e er hm atio ung nter nd g Mit zur Mec We d ge ertig zu a un Bau hält it M onsa g r Ba gek dem 5-A cha eiter egeb gen auto nd ü utei t di Math ans aute kenn mB Achs anism ren ben n Ba om über il m ie M hca satz eile nze Begi sfrä me ntwi nenf aute matis rgib mitte Mes ad a S z zu e fü eich inn äs-B en V ickl falls eil li sier bt d els 5 sspu ausg Saxs SM ur A ür An hnet n de Bea Vort lung s Ko iege ren. die D 5-A unk gew sim MS-G Ausl ntri t. D er Fe arbe trag g5- orre en v . M Dat Achs kte w wer m2 Gro legu iebs Diese ertig eitu g um -Ach ektu viel Math ten sbe wie tet. 201 oup ung swe er e gun ung. mfa hss ur d le A hcad an arb eder . 17 p g, Fe elle erhö ng v . asst schle der Arbe d be 3D- beitu rum erti en i öht von da eife Bea eits erec -CA ung m vo igun ist d t sic n Ho as he en m earb ssch echn AD C g he on M ng u dur ch m ochl erk mitt beitu hritt net Creo erst Ma und ch e mit leis öm tel s ung te m die o. A telle thc d Qu eine zun stun mmli s Ba g. mit e Aus en. cad. uali en h neh ng sb iche ahn Sch s de Da . Zu ität hoh hme bau e Er ndat hnit em 3 as M um tsic hen ende utei rste tenb ttste 3D M Mess Sch cher n der K ilen ellen ber telle Mo spr hlus run Kom n, st n vo rech en. odel rogr ss w ng a mple tell on hnu Die ll lä ram wird am exit lt sic ung, ese ässt mm a d da tät ch d , de sic auf as 1 die er ch
Transcript
Jürgen Merz
Systemübergreifender Simulationsansatz zur Auslegung, Fertigung und Qualitätsicherung am
Beispiel einer Bogenverzahnung
Einl
Die Herstellung bogenverzahnter Bauteile für Antriebswellen ist durch einen hohen
fertigun
der
Frage na
Der folgend
Bogenverzahnung
Vermessung der Bauteile und gegebenenfalls Korrektur der Bearbeitung.
Mo
Von der Auslegung bi
Schnittstellen sind möglichst zu automatisieren.
Bogenverzahnungsgeometrie und übergibt die Daten an
über CAD CAM Kop
der Bearbeitungsmaschine erhält die Messpunkte wiederum von Mathcad.
Messergebnis automatisch mit Mathcad ausgewertet.
Jürgen Merz
Systemübergreifender Simulationsansatz zur Auslegung, Fertigung und Qualitätsicherung am
Beispiel einer Bogenverzahnung
nleitung
Die Herstellung bogenverzahnter Bauteile für Antriebswellen ist durch einen hohen
fertigun
der Verzahnungsgeometrie. Mit dem Beginn der Fertigung von Hochleistung
Frage na
Der folgend
Bogenverzahnung
Vermessung der Bauteile und gegebenenfalls Korrektur der Bearbeitung.
Motivation
Von der Auslegung bi
Schnittstellen sind möglichst zu automatisieren.
Bogenverzahnungsgeometrie und übergibt die Daten an
über CAD CAM Kop
der Bearbeitungsmaschine erhält die Messpunkte wiederum von Mathcad.
Messergebnis automatisch mit Mathcad ausgewertet.
Jürgen Merz
Systemübergreifender Simulationsansatz zur Auslegung, Fertigung und Qualitätsicherung am
Beispiel einer Bogenverzahnung
eitung
Die Herstellung bogenverzahnter Bauteile für Antriebswellen ist durch einen hohen
fertigung
Verzahnungsgeometrie. Mit dem Beginn der Fertigung von Hochleistung
Frage na
Der folgend
Bogenverzahnung
Vermessung der Bauteile und gegebenenfalls Korrektur der Bearbeitung.
vation
Von der Auslegung bi
Schnittstellen sind möglichst zu automatisieren.
Bogenverzahnungsgeometrie und übergibt die Daten an
über CAD CAM Kop
der Bearbeitungsmaschine erhält die Messpunkte wiederum von Mathcad.
Messergebnis automatisch mit Mathcad ausgewertet.
Jürgen Merz
Systemübergreifender Simulationsansatz zur Auslegung, Fertigung und Qualitätsicherung am
Beispiel einer Bogenverzahnung
eitung
Die Herstellung bogenverzahnter Bauteile für Antriebswellen ist durch einen hohen
gstechnischen Aufwand gekennzeichnet. Dieser erhöht sich mit zunehmender Komplexität
Verzahnungsgeometrie. Mit dem Beginn der Fertigung von Hochleistung
Frage nach einer Alternative zur 5
Der folgend
Bogenverzahnung
Vermessung der Bauteile und gegebenenfalls Korrektur der Bearbeitung.
vation
Von der Auslegung bi
Schnittstellen sind möglichst zu automatisieren.
Bogenverzahnungsgeometrie und übergibt die Daten an
über CAD CAM Kop
der Bearbeitungsmaschine erhält die Messpunkte wiederum von Mathcad.
Messergebnis automatisch mit Mathcad ausgewertet.
Jürgen Merz
Systemübergreifender Simulationsansatz zur Auslegung, Fertigung und Qualitätsicherung am
Beispiel einer Bogenverzahnung
Die Herstellung bogenverzahnter Bauteile für Antriebswellen ist durch einen hohen
stechnischen Aufwand gekennzeichnet. Dieser erhöht sich mit zunehmender Komplexität
Verzahnungsgeometrie. Mit dem Beginn der Fertigung von Hochleistung
ch einer Alternative zur 5
Der folgende M
Bogenverzahnung
Vermessung der Bauteile und gegebenenfalls Korrektur der Bearbeitung.
Von der Auslegung bi
Schnittstellen sind möglichst zu automatisieren.
Bogenverzahnungsgeometrie und übergibt die Daten an
über CAD CAM Kop
der Bearbeitungsmaschine erhält die Messpunkte wiederum von Mathcad.
Messergebnis automatisch mit Mathcad ausgewertet.
Systemübergreifender Simulationsansatz zur Auslegung, Fertigung und Qualitätsicherung am
Beispiel einer Bogenverzahnung
Die Herstellung bogenverzahnter Bauteile für Antriebswellen ist durch einen hohen
stechnischen Aufwand gekennzeichnet. Dieser erhöht sich mit zunehmender Komplexität
Verzahnungsgeometrie. Mit dem Beginn der Fertigung von Hochleistung
ch einer Alternative zur 5
Mathcad
Bogenverzahnung
Vermessung der Bauteile und gegebenenfalls Korrektur der Bearbeitung.
Von der Auslegung bi
Schnittstellen sind möglichst zu automatisieren.
Bogenverzahnungsgeometrie und übergibt die Daten an
über CAD CAM Kop
der Bearbeitungsmaschine erhält die Messpunkte wiederum von Mathcad.
Messergebnis automatisch mit Mathcad ausgewertet.
Systemübergreifender Simulationsansatz zur Auslegung, Fertigung und Qualitätsicherung am
Beispiel einer Bogenverzahnung
Die Herstellung bogenverzahnter Bauteile für Antriebswellen ist durch einen hohen
stechnischen Aufwand gekennzeichnet. Dieser erhöht sich mit zunehmender Komplexität
Verzahnungsgeometrie. Mit dem Beginn der Fertigung von Hochleistung
ch einer Alternative zur 5
athcad
Bogenverzahnungen
Vermessung der Bauteile und gegebenenfalls Korrektur der Bearbeitung.
Von der Auslegung bi
Schnittstellen sind möglichst zu automatisieren.
Bogenverzahnungsgeometrie und übergibt die Daten an
über CAD CAM Kopplun
der Bearbeitungsmaschine erhält die Messpunkte wiederum von Mathcad.
Messergebnis automatisch mit Mathcad ausgewertet.
Systemübergreifender Simulationsansatz zur Auslegung, Fertigung und Qualitätsicherung am
Beispiel einer Bogenverzahnung
Die Herstellung bogenverzahnter Bauteile für Antriebswellen ist durch einen hohen
stechnischen Aufwand gekennzeichnet. Dieser erhöht sich mit zunehmender Komplexität
Verzahnungsgeometrie. Mit dem Beginn der Fertigung von Hochleistung
ch einer Alternative zur 5
athcad-Creo
en und die Weiterentwicklung 5
Vermessung der Bauteile und gegebenenfalls Korrektur der Bearbeitung.
Von der Auslegung bis zum fertigen Bauteil
Schnittstellen sind möglichst zu automatisieren.
Bogenverzahnungsgeometrie und übergibt die Daten an
plun
der Bearbeitungsmaschine erhält die Messpunkte wiederum von Mathcad.
Messergebnis automatisch mit Mathcad ausgewertet.
Systemübergreifender Simulationsansatz zur Auslegung, Fertigung und Qualitätsicherung am
Beispiel einer Bogenverzahnung
Die Herstellung bogenverzahnter Bauteile für Antriebswellen ist durch einen hohen
stechnischen Aufwand gekennzeichnet. Dieser erhöht sich mit zunehmender Komplexität
Verzahnungsgeometrie. Mit dem Beginn der Fertigung von Hochleistung
ch einer Alternative zur 5
Creo
und die Weiterentwicklung 5
Vermessung der Bauteile und gegebenenfalls Korrektur der Bearbeitung.
s zum fertigen Bauteil
Schnittstellen sind möglichst zu automatisieren.
Bogenverzahnungsgeometrie und übergibt die Daten an
plung ein Bauteil mittels 5
der Bearbeitungsmaschine erhält die Messpunkte wiederum von Mathcad.
Messergebnis automatisch mit Mathcad ausgewertet.
Systemübergreifender Simulationsansatz zur Auslegung, Fertigung und Qualitätsicherung am
Beispiel einer Bogenverzahnung
Die Herstellung bogenverzahnter Bauteile für Antriebswellen ist durch einen hohen
stechnischen Aufwand gekennzeichnet. Dieser erhöht sich mit zunehmender Komplexität
Verzahnungsgeometrie. Mit dem Beginn der Fertigung von Hochleistung
ch einer Alternative zur 5
Creo-Mechanism
und die Weiterentwicklung 5
Vermessung der Bauteile und gegebenenfalls Korrektur der Bearbeitung.
s zum fertigen Bauteil
Schnittstellen sind möglichst zu automatisieren.
Bogenverzahnungsgeometrie und übergibt die Daten an
g ein Bauteil mittels 5
der Bearbeitungsmaschine erhält die Messpunkte wiederum von Mathcad.
Messergebnis automatisch mit Mathcad ausgewertet.
Systemübergreifender Simulationsansatz zur Auslegung, Fertigung und Qualitätsicherung am
Beispiel einer Bogenverzahnung
Die Herstellung bogenverzahnter Bauteile für Antriebswellen ist durch einen hohen
stechnischen Aufwand gekennzeichnet. Dieser erhöht sich mit zunehmender Komplexität
Verzahnungsgeometrie. Mit dem Beginn der Fertigung von Hochleistung
ch einer Alternative zur 5
Mechanism
und die Weiterentwicklung 5
Vermessung der Bauteile und gegebenenfalls Korrektur der Bearbeitung.
s zum fertigen Bauteil
Schnittstellen sind möglichst zu automatisieren.
Bogenverzahnungsgeometrie und übergibt die Daten an
g ein Bauteil mittels 5
der Bearbeitungsmaschine erhält die Messpunkte wiederum von Mathcad.
Messergebnis automatisch mit Mathcad ausgewertet.
Systemübergreifender Simulationsansatz zur Auslegung, Fertigung und Qualitätsicherung am
Beispiel einer Bogenverzahnung
Die Herstellung bogenverzahnter Bauteile für Antriebswellen ist durch einen hohen
stechnischen Aufwand gekennzeichnet. Dieser erhöht sich mit zunehmender Komplexität
Verzahnungsgeometrie. Mit dem Beginn der Fertigung von Hochleistung
ch einer Alternative zur 5-Achs
Mechanism
und die Weiterentwicklung 5
Vermessung der Bauteile und gegebenenfalls Korrektur der Bearbeitung.
s zum fertigen Bauteil
Schnittstellen sind möglichst zu automatisieren.
Bogenverzahnungsgeometrie und übergibt die Daten an
g ein Bauteil mittels 5
der Bearbeitungsmaschine erhält die Messpunkte wiederum von Mathcad.
Messergebnis automatisch mit Mathcad ausgewertet.
Systemübergreifender Simulationsansatz zur Auslegung, Fertigung und Qualitätsicherung am
Die Herstellung bogenverzahnter Bauteile für Antriebswellen ist durch einen hohen
stechnischen Aufwand gekennzeichnet. Dieser erhöht sich mit zunehmender Komplexität
Verzahnungsgeometrie. Mit dem Beginn der Fertigung von Hochleistung
Achs
Mechanism
und die Weiterentwicklung 5
Vermessung der Bauteile und gegebenenfalls Korrektur der Bearbeitung.
s zum fertigen Bauteil
Schnittstellen sind möglichst zu automatisieren.
Bogenverzahnungsgeometrie und übergibt die Daten an
g ein Bauteil mittels 5
der Bearbeitungsmaschine erhält die Messpunkte wiederum von Mathcad.
Messergebnis automatisch mit Mathcad ausgewertet.
Systemübergreifender Simulationsansatz zur Auslegung, Fertigung und Qualitätsicherung am
Die Herstellung bogenverzahnter Bauteile für Antriebswellen ist durch einen hohen
stechnischen Aufwand gekennzeichnet. Dieser erhöht sich mit zunehmender Komplexität
Verzahnungsgeometrie. Mit dem Beginn der Fertigung von Hochleistung
Achsfräs
Mechanismen
und die Weiterentwicklung 5
Vermessung der Bauteile und gegebenenfalls Korrektur der Bearbeitung.
s zum fertigen Bauteil
Schnittstellen sind möglichst zu automatisieren.
Bogenverzahnungsgeometrie und übergibt die Daten an
g ein Bauteil mittels 5
der Bearbeitungsmaschine erhält die Messpunkte wiederum von Mathcad.
Messergebnis automatisch mit Mathcad ausgewertet.
Saxsim 2017
Systemübergreifender Simulationsansatz zur Auslegung, Fertigung und Qualitätsicherung am
Die Herstellung bogenverzahnter Bauteile für Antriebswellen ist durch einen hohen
stechnischen Aufwand gekennzeichnet. Dieser erhöht sich mit zunehmender Komplexität
Verzahnungsgeometrie. Mit dem Beginn der Fertigung von Hochleistung
fräs-Bearbeitung.
en Vortrag umfasst das herkömmliche Erstellen von
und die Weiterentwicklung 5
Vermessung der Bauteile und gegebenenfalls Korrektur der Bearbeitung.
s zum fertigen Bauteil liegen
Schnittstellen sind möglichst zu automatisieren.
Bogenverzahnungsgeometrie und übergibt die Daten an
g ein Bauteil mittels 5
der Bearbeitungsmaschine erhält die Messpunkte wiederum von Mathcad.
Messergebnis automatisch mit Mathcad ausgewertet.
Saxsim 2017
SMS
Systemübergreifender Simulationsansatz zur Auslegung, Fertigung und Qualitätsicherung am
Die Herstellung bogenverzahnter Bauteile für Antriebswellen ist durch einen hohen
stechnischen Aufwand gekennzeichnet. Dieser erhöht sich mit zunehmender Komplexität
Verzahnungsgeometrie. Mit dem Beginn der Fertigung von Hochleistung
Bearbeitung.
Vortrag umfasst das herkömmliche Erstellen von
und die Weiterentwicklung 5
Vermessung der Bauteile und gegebenenfalls Korrektur der Bearbeitung.
liegen
Schnittstellen sind möglichst zu automatisieren.
Bogenverzahnungsgeometrie und übergibt die Daten an
g ein Bauteil mittels 5-Achsbearbeitung herstellen. Das Messprogramm auf
der Bearbeitungsmaschine erhält die Messpunkte wiederum von Mathcad.
Messergebnis automatisch mit Mathcad ausgewertet.
Saxsim 2017
SMS-Group
Systemübergreifender Simulationsansatz zur Auslegung, Fertigung und Qualitätsicherung am
Die Herstellung bogenverzahnter Bauteile für Antriebswellen ist durch einen hohen
stechnischen Aufwand gekennzeichnet. Dieser erhöht sich mit zunehmender Komplexität
Verzahnungsgeometrie. Mit dem Beginn der Fertigung von Hochleistung
Bearbeitung.
Vortrag umfasst das herkömmliche Erstellen von
und die Weiterentwicklung 5-
Vermessung der Bauteile und gegebenenfalls Korrektur der Bearbeitung.
liegen viele Arbeitsschritte mit Schnittstellen.
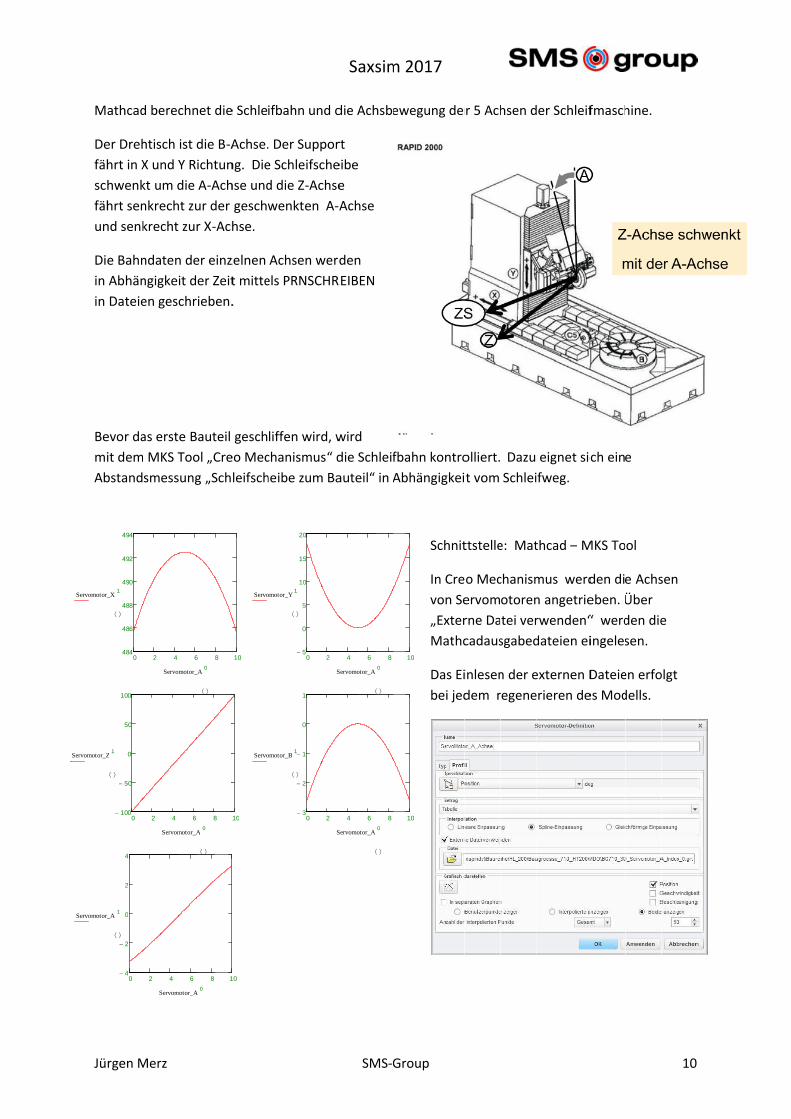
Schnittstellen sind möglichst zu automatisieren. Mathcad berechnet die
Bogenverzahnungsgeometrie und übergibt die Daten an
Achsbearbeitung herstellen. Das Messprogramm auf
der Bearbeitungsmaschine erhält die Messpunkte wiederum von Mathcad.
Messergebnis automatisch mit Mathcad ausgewertet.
Saxsim 2017
Group
Systemübergreifender Simulationsansatz zur Auslegung, Fertigung und Qualitätsicherung am
Die Herstellung bogenverzahnter Bauteile für Antriebswellen ist durch einen hohen
stechnischen Aufwand gekennzeichnet. Dieser erhöht sich mit zunehmender Komplexität
Verzahnungsgeometrie. Mit dem Beginn der Fertigung von Hochleistung
Bearbeitung.
Vortrag umfasst das herkömmliche Erstellen von
-Achsschleifen mittel
Vermessung der Bauteile und gegebenenfalls Korrektur der Bearbeitung.
viele Arbeitsschritte mit Schnittstellen.
Mathcad berechnet die
Bogenverzahnungsgeometrie und übergibt die Daten an
Achsbearbeitung herstellen. Das Messprogramm auf
der Bearbeitungsmaschine erhält die Messpunkte wiederum von Mathcad.
Messergebnis automatisch mit Mathcad ausgewertet.
Saxsim 2017
Group
Systemübergreifender Simulationsansatz zur Auslegung, Fertigung und Qualitätsicherung am
Die Herstellung bogenverzahnter Bauteile für Antriebswellen ist durch einen hohen
stechnischen Aufwand gekennzeichnet. Dieser erhöht sich mit zunehmender Komplexität
Verzahnungsgeometrie. Mit dem Beginn der Fertigung von Hochleistung
Bearbeitung.
Vortrag umfasst das herkömmliche Erstellen von
Achsschleifen mittel
Vermessung der Bauteile und gegebenenfalls Korrektur der Bearbeitung.
viele Arbeitsschritte mit Schnittstellen.
Mathcad berechnet die
Bogenverzahnungsgeometrie und übergibt die Daten an
Achsbearbeitung herstellen. Das Messprogramm auf
der Bearbeitungsmaschine erhält die Messpunkte wiederum von Mathcad.
Messergebnis automatisch mit Mathcad ausgewertet.
Saxsim 2017
Group
Systemübergreifender Simulationsansatz zur Auslegung, Fertigung und Qualitätsicherung am
Die Herstellung bogenverzahnter Bauteile für Antriebswellen ist durch einen hohen
stechnischen Aufwand gekennzeichnet. Dieser erhöht sich mit zunehmender Komplexität
Verzahnungsgeometrie. Mit dem Beginn der Fertigung von Hochleistung
Bearbeitung.
Vortrag umfasst das herkömmliche Erstellen von
Achsschleifen mittel
Vermessung der Bauteile und gegebenenfalls Korrektur der Bearbeitung.
viele Arbeitsschritte mit Schnittstellen.
Mathcad berechnet die
Bogenverzahnungsgeometrie und übergibt die Daten an 3D-
Achsbearbeitung herstellen. Das Messprogramm auf
der Bearbeitungsmaschine erhält die Messpunkte wiederum von Mathcad.
Systemübergreifender Simulationsansatz zur Auslegung, Fertigung und Qualitätsicherung am
Die Herstellung bogenverzahnter Bauteile für Antriebswellen ist durch einen hohen
stechnischen Aufwand gekennzeichnet. Dieser erhöht sich mit zunehmender Komplexität
Verzahnungsgeometrie. Mit dem Beginn der Fertigung von Hochleistung
Vortrag umfasst das herkömmliche Erstellen von
Achsschleifen mittel
Vermessung der Bauteile und gegebenenfalls Korrektur der Bearbeitung.
viele Arbeitsschritte mit Schnittstellen.
Mathcad berechnet die
-CAD
Achsbearbeitung herstellen. Das Messprogramm auf
der Bearbeitungsmaschine erhält die Messpunkte wiederum von Mathcad.
Systemübergreifender Simulationsansatz zur Auslegung, Fertigung und Qualitätsicherung am
Die Herstellung bogenverzahnter Bauteile für Antriebswellen ist durch einen hohen
stechnischen Aufwand gekennzeichnet. Dieser erhöht sich mit zunehmender Komplexität
Verzahnungsgeometrie. Mit dem Beginn der Fertigung von Hochleistung
Vortrag umfasst das herkömmliche Erstellen von
Achsschleifen mittel
Vermessung der Bauteile und gegebenenfalls Korrektur der Bearbeitung.
viele Arbeitsschritte mit Schnittstellen.
Mathcad berechnet die
CAD Creo. Aus dem 3D Modell lässt sich
Achsbearbeitung herstellen. Das Messprogramm auf
der Bearbeitungsmaschine erhält die Messpunkte wiederum von Mathcad.
Systemübergreifender Simulationsansatz zur Auslegung, Fertigung und Qualitätsicherung am
Die Herstellung bogenverzahnter Bauteile für Antriebswellen ist durch einen hohen
stechnischen Aufwand gekennzeichnet. Dieser erhöht sich mit zunehmender Komplexität
Verzahnungsgeometrie. Mit dem Beginn der Fertigung von Hochleistung
Vortrag umfasst das herkömmliche Erstellen von
Achsschleifen mittel
Vermessung der Bauteile und gegebenenfalls Korrektur der Bearbeitung.
viele Arbeitsschritte mit Schnittstellen.
Mathcad berechnet die
Creo. Aus dem 3D Modell lässt sich
Achsbearbeitung herstellen. Das Messprogramm auf
der Bearbeitungsmaschine erhält die Messpunkte wiederum von Mathcad.
Systemübergreifender Simulationsansatz zur Auslegung, Fertigung und Qualitätsicherung am
Die Herstellung bogenverzahnter Bauteile für Antriebswellen ist durch einen hohen
stechnischen Aufwand gekennzeichnet. Dieser erhöht sich mit zunehmender Komplexität
Verzahnungsgeometrie. Mit dem Beginn der Fertigung von Hochleistung
Vortrag umfasst das herkömmliche Erstellen von
Achsschleifen mittels
Vermessung der Bauteile und gegebenenfalls Korrektur der Bearbeitung.
viele Arbeitsschritte mit Schnittstellen.
Mathcad berechnet die
Creo. Aus dem 3D Modell lässt sich
Achsbearbeitung herstellen. Das Messprogramm auf
der Bearbeitungsmaschine erhält die Messpunkte wiederum von Mathcad.
Systemübergreifender Simulationsansatz zur Auslegung, Fertigung und Qualitätsicherung am
Die Herstellung bogenverzahnter Bauteile für Antriebswellen ist durch einen hohen
stechnischen Aufwand gekennzeichnet. Dieser erhöht sich mit zunehmender Komplexität
Verzahnungsgeometrie. Mit dem Beginn der Fertigung von Hochleistung
Vortrag umfasst das herkömmliche Erstellen von
s Bahndatenberechnung,
Vermessung der Bauteile und gegebenenfalls Korrektur der Bearbeitung.
viele Arbeitsschritte mit Schnittstellen.
Mathcad berechnet die
Creo. Aus dem 3D Modell lässt sich
Achsbearbeitung herstellen. Das Messprogramm auf
der Bearbeitungsmaschine erhält die Messpunkte wiederum von Mathcad.
Systemübergreifender Simulationsansatz zur Auslegung, Fertigung und Qualitätsicherung am
Die Herstellung bogenverzahnter Bauteile für Antriebswellen ist durch einen hohen
stechnischen Aufwand gekennzeichnet. Dieser erhöht sich mit zunehmender Komplexität
Verzahnungsgeometrie. Mit dem Beginn der Fertigung von Hochleistungsb
Vortrag umfasst das herkömmliche Erstellen von
Bahndatenberechnung,
viele Arbeitsschritte mit Schnittstellen.
Creo. Aus dem 3D Modell lässt sich
Achsbearbeitung herstellen. Das Messprogramm auf
der Bearbeitungsmaschine erhält die Messpunkte wiederum von Mathcad. Zum Schluss wird das
Systemübergreifender Simulationsansatz zur Auslegung, Fertigung und Qualitätsicherung am
Die Herstellung bogenverzahnter Bauteile für Antriebswellen ist durch einen hohen
stechnischen Aufwand gekennzeichnet. Dieser erhöht sich mit zunehmender Komplexität
bauteilen
Vortrag umfasst das herkömmliche Erstellen von
Bahndatenberechnung,
viele Arbeitsschritte mit Schnittstellen.
Creo. Aus dem 3D Modell lässt sich
Achsbearbeitung herstellen. Das Messprogramm auf
Zum Schluss wird das
Systemübergreifender Simulationsansatz zur Auslegung, Fertigung und Qualitätsicherung am
Die Herstellung bogenverzahnter Bauteile für Antriebswellen ist durch einen hohen
stechnischen Aufwand gekennzeichnet. Dieser erhöht sich mit zunehmender Komplexität
auteilen
Vortrag umfasst das herkömmliche Erstellen von
Bahndatenberechnung,
viele Arbeitsschritte mit Schnittstellen.
Creo. Aus dem 3D Modell lässt sich
Achsbearbeitung herstellen. Das Messprogramm auf
Zum Schluss wird das
Systemübergreifender Simulationsansatz zur Auslegung, Fertigung und Qualitätsicherung am
Die Herstellung bogenverzahnter Bauteile für Antriebswellen ist durch einen hohen
stechnischen Aufwand gekennzeichnet. Dieser erhöht sich mit zunehmender Komplexität
auteilen
Vortrag umfasst das herkömmliche Erstellen von
Bahndatenberechnung,
viele Arbeitsschritte mit Schnittstellen.
Creo. Aus dem 3D Modell lässt sich
Achsbearbeitung herstellen. Das Messprogramm auf
Zum Schluss wird das
Systemübergreifender Simulationsansatz zur Auslegung, Fertigung und Qualitätsicherung am
stechnischen Aufwand gekennzeichnet. Dieser erhöht sich mit zunehmender Komplexität
auteilen, stellt sich die
Vortrag umfasst das herkömmliche Erstellen von
Bahndatenberechnung,
viele Arbeitsschritte mit Schnittstellen.
Creo. Aus dem 3D Modell lässt sich
Achsbearbeitung herstellen. Das Messprogramm auf
Zum Schluss wird das
Systemübergreifender Simulationsansatz zur Auslegung, Fertigung und Qualitätsicherung am
stechnischen Aufwand gekennzeichnet. Dieser erhöht sich mit zunehmender Komplexität
, stellt sich die
Vortrag umfasst das herkömmliche Erstellen von
Bahndatenberechnung,
Diese
Creo. Aus dem 3D Modell lässt sich
Achsbearbeitung herstellen. Das Messprogramm auf
Zum Schluss wird das
Systemübergreifender Simulationsansatz zur Auslegung, Fertigung und Qualitätsicherung am
stechnischen Aufwand gekennzeichnet. Dieser erhöht sich mit zunehmender Komplexität
, stellt sich die
Bahndatenberechnung,
Diese
Creo. Aus dem 3D Modell lässt sich
Achsbearbeitung herstellen. Das Messprogramm auf
Zum Schluss wird das
stechnischen Aufwand gekennzeichnet. Dieser erhöht sich mit zunehmender Komplexität
, stellt sich die
Bahndatenberechnung, der
Creo. Aus dem 3D Modell lässt sich
Achsbearbeitung herstellen. Das Messprogramm auf
Zum Schluss wird das
1
stechnischen Aufwand gekennzeichnet. Dieser erhöht sich mit zunehmender Komplexität
, stellt sich die
der
Creo. Aus dem 3D Modell lässt sich
Achsbearbeitung herstellen. Das Messprogramm auf
, stellt sich die
Jürgen Merz
Erstellen von Bogenverzahnung mit Freif
Jürgen Merz
rstellen von Bogenverzahnung mit Freif
Jürgen Merz
rstellen von Bogenverzahnung mit Freif
Messen aufVerzahnungsmeßmaschine
5 Achsbearbeitungs
Mechanik/Steuerung
Jürgen Merz
rstellen von Bogenverzahnung mit Freif
Notizbuch(Layout)
Skelett
Messen aufVerzahnungsmeßmaschine
Fehlersuche5 Achsbearbeitungs
maschineMechanik/Steuerung
Jürgen Merz
rstellen von Bogenverzahnung mit Freif
Notizbuch(Layout)
Skelett
Messen aufVerzahnungsmeßmaschine
Fehlersuche5 Achsbearbeitungs
maschineMechanik/Steuerung
nein
rstellen von Bogenverzahnung mit Freif
Notizbuch(Layout)
Messen aufVerzahnungs-meßmaschine
Fehlersuche5 Achsbearbeitungs
maschineMechanik/Steuerung
nein
rstellen von Bogenverzahnung mit Freif
5 Achsbearbeitungs-
Mechanik/Steuerung
nein
rstellen von Bogenverzahnung mit Freifrstellen von Bogenverzahnung mit Freif
Bearbeitungsmaschine
Verzahnungsqualität
Verzahnungsqualität
5 Achsbearbeitungs
rstellen von Bogenverzahnung mit Freif
Aussenverzahnung„Treffer“ Entwurf
Solid Works
5 Achsbearbeitung
Messen auf
Bearbeitungsmaschine
Fertigungsmodell
Punkte auf derOberfläche
AuswertungVerzahnungsqualität
AuswertungVerzahnungsqualität
Fehlersuche5 Achsbearbeitungs
maschineMeßsystem
rstellen von Bogenverzahnung mit Freif
Mathcad
Aussenverzahnung„Treffer“ Entwurf
gleich
Solid Works
5 AchsbearbeitungFräsen
Messen auf5 Achs
Bearbeitungsmaschine
CreoFertigungsmodell
Punkte auf derOberfläche
MathcadEingabe
MathcadAuswertung
VerzahnungsqualitätOK?
MathcadAuswertung
VerzahnungsqualitätOK?
Fehlersuche5 Achsbearbeitungs
maschineMeßsystem
rstellen von Bogenverzahnung mit Freif
Mathcad
Aussenverzahnung„Treffer“ Entwurf
gleich
Solid Works
5 AchsbearbeitungFräsen
Messen auf5 Achs
Bearbeitungsmaschine
CreoFertigungsmodell
Punkte auf derOberfläche
MathcadEingabe
MathcadAuswertung
VerzahnungsqualitätOK?
MathcadAuswertung
VerzahnungsqualitätOK?
Fehlersuche5 Achsbearbeitungs
maschineMeßsystem
rstellen von Bogenverzahnung mit Freif
Mathcad
Aussenverzahnung„Treffer“ Entwurf
Solid Works
5 Achsbearbeitung
Messen auf
Bearbeitungsmaschine
Fertigungsmodell
Punkte auf derOberfläche
Mathcad
MathcadAuswertung
Verzahnungsqualität
AuswertungVerzahnungsqualität
Fehlersuche5 Achsbearbeitungs
maschineMeßsystem
rstellen von Bogenverzahnung mit Freiformflächen.
Aussenverzahnung
5 Achsbearbeitung
Bearbeitungsmaschine
Fertigungsmodell
nein
Verzahnungsqualität
Verzahnungsqualität
5 Achsbearbeitungs-
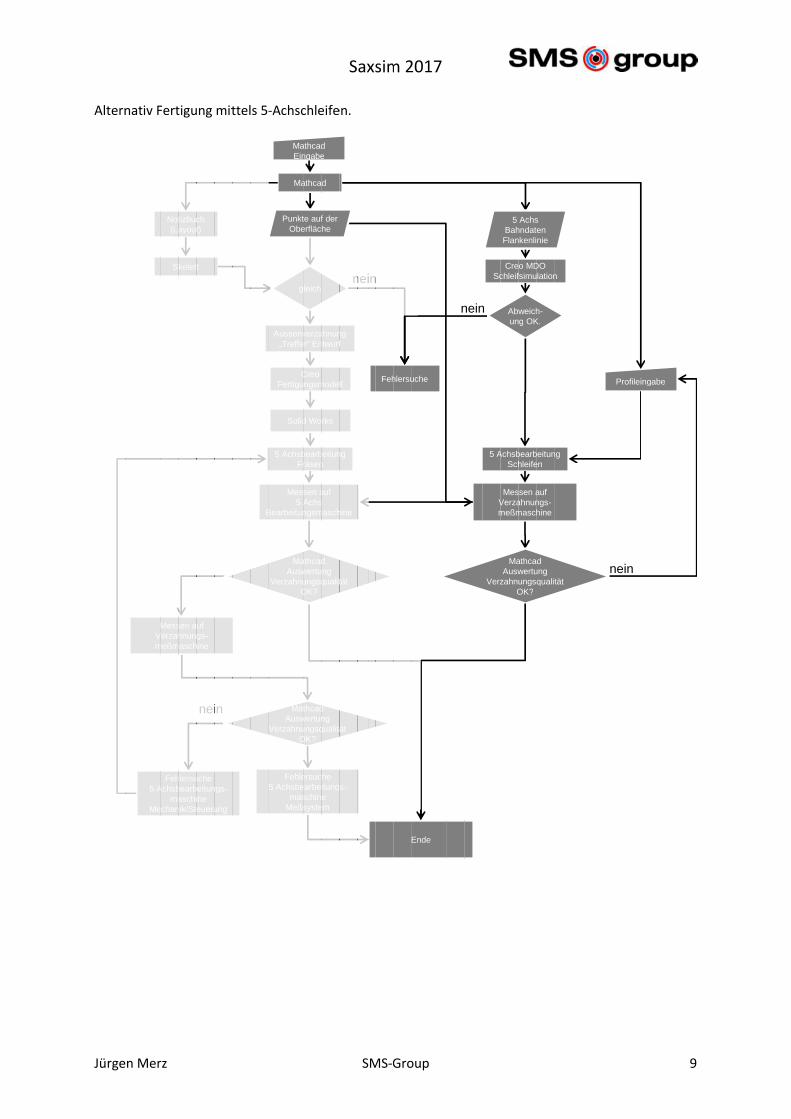
Saxsim 2017
ormflächen.
nein
Saxsim 2017
SMS
ormflächen.
Fehlersuche
Saxsim 2017
SMS-Group
ormflächen.
Fehlersuche
Ende
Saxsim 2017
Group
ormflächen.
Fehlersuche
Ende
Saxsim 2017
Group
Saxsim 2017
Group
neinnein
5 Achsbearbeitung
Schleifsimulation
Messen aufVerzahnungsmeßmaschine
Flankenlinie
AuswertungVerzahnungsqualität
5 AchsbearbeitungSchleifen
CreoSchleifsimulation
Messen aufVerzahnungsmeßmaschine
Abweichung
5 AchsBahndatenFlankenlinie
MathcadAuswertung
VerzahnungsqualitätOK?
5 AchsbearbeitungSchleifen
Creo MDOSchleifsimulation
Messen aufVerzahnungsmeßmaschine
Abweichung OK.
5 AchsBahndatenFlankenlinie
MathcadAuswertung
VerzahnungsqualitätOK?
5 AchsbearbeitungSchleifen
MDOSchleifsimulation
Messen aufVerzahnungs-meßmaschine
Abweich-OK.
5 AchsBahndatenFlankenlinie
MathcadAuswertung
Verzahnungsqualität
5 Achsbearbeitung
Schleifsimulation
Verzahnungsqualität
nein
Profileingabe
nein
Profileingabe
nein
ProfileingabeProfileingabe
2
Jürgen Merz
Schnittstelle
Die Kontur der Zähne (Lücke) wird
aus Punkten. (Kurve1, Kurve2)
von
Die Kurve die über den ATP Top
werden. Ein U
Die
Jürgen Merz
Schnittstelle
Die Kontur der Zähne (Lücke) wird
aus Punkten. (Kurve1, Kurve2)
von Creo
Die Kurve die über den ATP Top
werden. Ein U
Die „IBL
Jürgen Merz
Schnittstelle
Die Kontur der Zähne (Lücke) wird
aus Punkten. (Kurve1, Kurve2)
Creo
Die Kurve die über den ATP Top
werden. Ein U
IBL“
Jürgen Merz
Schnittstelle
Die Kontur der Zähne (Lücke) wird
aus Punkten. (Kurve1, Kurve2)
Creo eingelesen
Die Kurve die über den ATP Top
werden. Ein U
“ Übergabedatei braucht einen Header und anschließend die Pun
Jürgen Merz
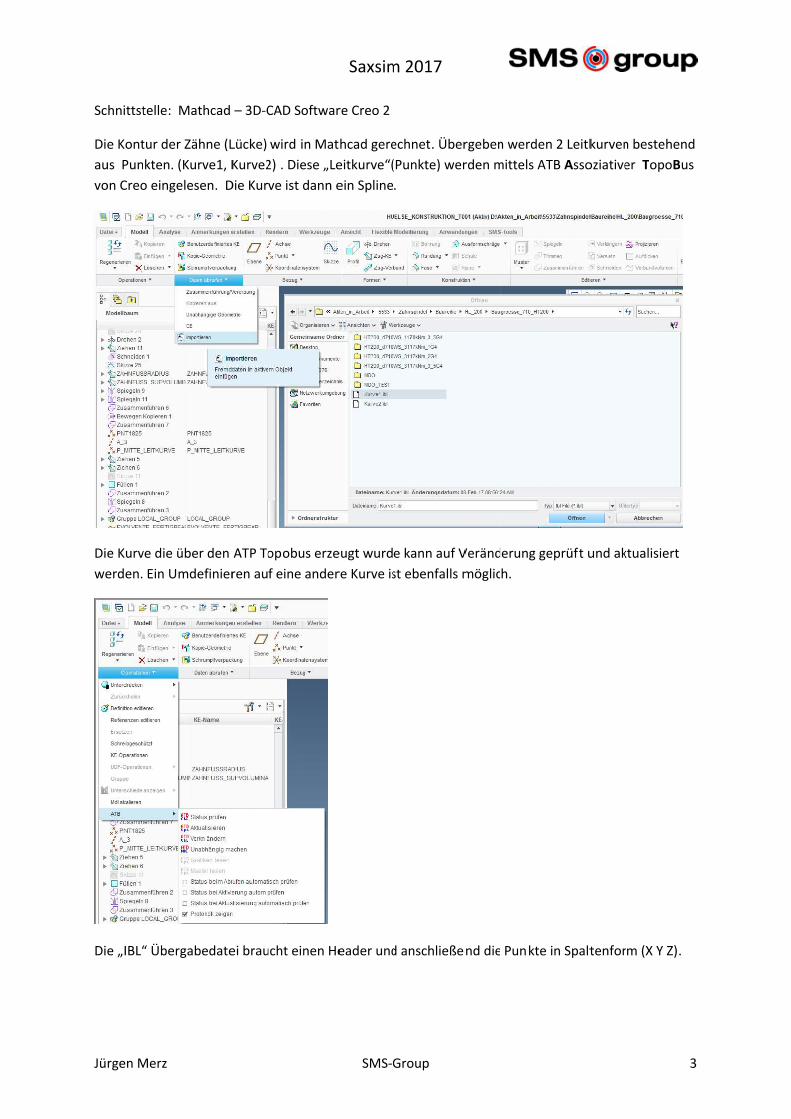
Schnittstelle: Mathcad
Die Kontur der Zähne (Lücke) wird
aus Punkten. (Kurve1, Kurve2)
eingelesen
Die Kurve die über den ATP Top
werden. Ein Umdefinieren auf eine andere Kurve ist ebenfalls möglich.
Übergabedatei braucht einen Header und anschließend die Pun
Mathcad
Die Kontur der Zähne (Lücke) wird
aus Punkten. (Kurve1, Kurve2)
eingelesen
Die Kurve die über den ATP Top
mdefinieren auf eine andere Kurve ist ebenfalls möglich.
Übergabedatei braucht einen Header und anschließend die Pun
Mathcad
Die Kontur der Zähne (Lücke) wird
aus Punkten. (Kurve1, Kurve2)
eingelesen
Die Kurve die über den ATP Top
mdefinieren auf eine andere Kurve ist ebenfalls möglich.
Übergabedatei braucht einen Header und anschließend die Pun
Mathcad
Die Kontur der Zähne (Lücke) wird
aus Punkten. (Kurve1, Kurve2)
. Die Kurve ist dann ein Spline.
Die Kurve die über den ATP Top
mdefinieren auf eine andere Kurve ist ebenfalls möglich.
Übergabedatei braucht einen Header und anschließend die Pun
Mathcad – 3D
Die Kontur der Zähne (Lücke) wird
aus Punkten. (Kurve1, Kurve2)
Die Kurve ist dann ein Spline.
Die Kurve die über den ATP Top
mdefinieren auf eine andere Kurve ist ebenfalls möglich.
Übergabedatei braucht einen Header und anschließend die Pun
3D-CAD Software
Die Kontur der Zähne (Lücke) wird
aus Punkten. (Kurve1, Kurve2)
Die Kurve ist dann ein Spline.
Die Kurve die über den ATP Top
mdefinieren auf eine andere Kurve ist ebenfalls möglich.
Übergabedatei braucht einen Header und anschließend die Pun
CAD Software
Die Kontur der Zähne (Lücke) wird
aus Punkten. (Kurve1, Kurve2) .
Die Kurve ist dann ein Spline.
Die Kurve die über den ATP Topo
mdefinieren auf eine andere Kurve ist ebenfalls möglich.
Übergabedatei braucht einen Header und anschließend die Pun
CAD Software
Die Kontur der Zähne (Lücke) wird in Mathcad gerechnet
. Diese
Die Kurve ist dann ein Spline.
obus erzeugt wurde kann auf Veränderung geprüf
mdefinieren auf eine andere Kurve ist ebenfalls möglich.
Übergabedatei braucht einen Header und anschließend die Pun
CAD Software
in Mathcad gerechnet
Diese
Die Kurve ist dann ein Spline.
bus erzeugt wurde kann auf Veränderung geprüf
mdefinieren auf eine andere Kurve ist ebenfalls möglich.
Übergabedatei braucht einen Header und anschließend die Pun
CAD Software
in Mathcad gerechnet
Diese „Leitkurve
Die Kurve ist dann ein Spline.
bus erzeugt wurde kann auf Veränderung geprüf
mdefinieren auf eine andere Kurve ist ebenfalls möglich.
Übergabedatei braucht einen Header und anschließend die Pun
Saxsim 2017
CAD Software Creo
in Mathcad gerechnet
Leitkurve
Die Kurve ist dann ein Spline.
bus erzeugt wurde kann auf Veränderung geprüf
mdefinieren auf eine andere Kurve ist ebenfalls möglich.
Übergabedatei braucht einen Header und anschließend die Pun
Saxsim 2017
SMS
Creo
in Mathcad gerechnet
Leitkurve
Die Kurve ist dann ein Spline.
bus erzeugt wurde kann auf Veränderung geprüf
mdefinieren auf eine andere Kurve ist ebenfalls möglich.
Übergabedatei braucht einen Header und anschließend die Pun
Saxsim 2017
SMS-Group
Creo 2
in Mathcad gerechnet
Leitkurve“(
Die Kurve ist dann ein Spline.
bus erzeugt wurde kann auf Veränderung geprüf
mdefinieren auf eine andere Kurve ist ebenfalls möglich.
Übergabedatei braucht einen Header und anschließend die Pun
Saxsim 2017
Group
in Mathcad gerechnet
(Punkte)
Die Kurve ist dann ein Spline.
bus erzeugt wurde kann auf Veränderung geprüf
mdefinieren auf eine andere Kurve ist ebenfalls möglich.
Übergabedatei braucht einen Header und anschließend die Pun
Saxsim 2017
Group
in Mathcad gerechnet
unkte)
bus erzeugt wurde kann auf Veränderung geprüf
mdefinieren auf eine andere Kurve ist ebenfalls möglich.
Übergabedatei braucht einen Header und anschließend die Pun
Saxsim 2017
Group
in Mathcad gerechnet. Übergeben werden 2 Leitkurven bestehend
unkte) werden
bus erzeugt wurde kann auf Veränderung geprüf
mdefinieren auf eine andere Kurve ist ebenfalls möglich.
Übergabedatei braucht einen Header und anschließend die Pun
. Übergeben werden 2 Leitkurven bestehend
werden
bus erzeugt wurde kann auf Veränderung geprüf
mdefinieren auf eine andere Kurve ist ebenfalls möglich.
Übergabedatei braucht einen Header und anschließend die Pun
. Übergeben werden 2 Leitkurven bestehend
werden
bus erzeugt wurde kann auf Veränderung geprüf
mdefinieren auf eine andere Kurve ist ebenfalls möglich.
Übergabedatei braucht einen Header und anschließend die Pun
. Übergeben werden 2 Leitkurven bestehend
werden mittels
bus erzeugt wurde kann auf Veränderung geprüf
mdefinieren auf eine andere Kurve ist ebenfalls möglich.
Übergabedatei braucht einen Header und anschließend die Pun
. Übergeben werden 2 Leitkurven bestehend
mittels
bus erzeugt wurde kann auf Veränderung geprüf
mdefinieren auf eine andere Kurve ist ebenfalls möglich.
Übergabedatei braucht einen Header und anschließend die Pun
. Übergeben werden 2 Leitkurven bestehend
mittels
bus erzeugt wurde kann auf Veränderung geprüf
Übergabedatei braucht einen Header und anschließend die Punkte in Spaltenform (X Y Z)
. Übergeben werden 2 Leitkurven bestehend
mittels ATB
bus erzeugt wurde kann auf Veränderung geprüf
kte in Spaltenform (X Y Z)
. Übergeben werden 2 Leitkurven bestehend
ATB A
bus erzeugt wurde kann auf Veränderung geprüf
kte in Spaltenform (X Y Z)
. Übergeben werden 2 Leitkurven bestehend
Assoziativer
bus erzeugt wurde kann auf Veränderung geprüft und aktualisiert
kte in Spaltenform (X Y Z)
. Übergeben werden 2 Leitkurven bestehend
ssoziativer
t und aktualisiert
kte in Spaltenform (X Y Z)
. Übergeben werden 2 Leitkurven bestehend
ssoziativer
t und aktualisiert
kte in Spaltenform (X Y Z)
. Übergeben werden 2 Leitkurven bestehend
ssoziativer T
t und aktualisiert
kte in Spaltenform (X Y Z)
. Übergeben werden 2 Leitkurven bestehend
Topo
t und aktualisiert
kte in Spaltenform (X Y Z)
. Übergeben werden 2 Leitkurven bestehend
opoB
t und aktualisiert
kte in Spaltenform (X Y Z).
3
. Übergeben werden 2 Leitkurven bestehend
Bus
t und aktualisiert
.
. Übergeben werden 2 Leitkurven bestehend
us
Jürgen Merz
In Mathcad wird der Header und
Über ein Zug
Mathcad berechnet Punkte, die auf der Zahnflanke liegen. Diese werd
und über Import
Kopf_der_IBL_Datei
Daten_IBL
Datei
Diagramm_ursprung
Jürgen Merz
In Mathcad wird der Header und
Über ein Zug
Mathcad berechnet Punkte, die auf der Zahnflanke liegen. Diese werd
und über Import
Kopf_der_IBL_Datei
Daten_IBL
Datei
Diagramm_ursprung
Jürgen Merz
In Mathcad wird der Header und
Über ein Zug
Mathcad berechnet Punkte, die auf der Zahnflanke liegen. Diese werd
und über Import
0
Kopf_der_IBL_Datei
Daten_IBL
Datei
Diagramm_ursprung
Jürgen Merz
In Mathcad wird der Header und
Über ein Zug
Mathcad berechnet Punkte, die auf der Zahnflanke liegen. Diese werd
und über Import
Kopf_der_IBL_Datei
Daten_IBL
PRNSCHREIBEN
Diagramm_ursprung
Jürgen Merz
In Mathcad wird der Header und
Über ein Zug-KE wird die Zahnlücke herausgeschnitten.
Mathcad berechnet Punkte, die auf der Zahnflanke liegen. Diese werd
und über Import
Kopf_der_IBL_Datei
stapeln
PRNSCHREIBEN
Diagramm_ursprung
In Mathcad wird der Header und
KE wird die Zahnlücke herausgeschnitten.
Mathcad berechnet Punkte, die auf der Zahnflanke liegen. Diese werd
und über Import-
Kopf_der_IBL_Datei
stapeln
PRNSCHREIBEN
Diagramm_ursprung
In Mathcad wird der Header und
KE wird die Zahnlücke herausgeschnitten.
Mathcad berechnet Punkte, die auf der Zahnflanke liegen. Diese werd
-KE oder ATP Topobus eingelesen. Anschließend muss der
Kopf_der_IBL_Datei
stapeln
PRNSCHREIBEN
In Mathcad wird der Header und
KE wird die Zahnlücke herausgeschnitten.
Mathcad berechnet Punkte, die auf der Zahnflanke liegen. Diese werd
KE oder ATP Topobus eingelesen. Anschließend muss der
Kopf_der_IBL_Datei(
PRNSCHREIBEN
In Mathcad wird der Header und
KE wird die Zahnlücke herausgeschnitten.
Mathcad berechnet Punkte, die auf der Zahnflanke liegen. Diese werd
KE oder ATP Topobus eingelesen. Anschließend muss der
"open arclength"
"begin section! 1"
Kopf_der_IBL_Datei
PRNSCHREIBENName_Leitkurve(
In Mathcad wird der Header und
KE wird die Zahnlücke herausgeschnitten.
Mathcad berechnet Punkte, die auf der Zahnflanke liegen. Diese werd
KE oder ATP Topobus eingelesen. Anschließend muss der
"open arclength"
"begin section! 1"
"begin curve"
Kopf_der_IBL_Datei
Name_Leitkurve
In Mathcad wird der Header und
KE wird die Zahnlücke herausgeschnitten.
Mathcad berechnet Punkte, die auf der Zahnflanke liegen. Diese werd
KE oder ATP Topobus eingelesen. Anschließend muss der
"open arclength"
"begin section! 1"
"begin curve"
Kopf_der_IBL_Datei
Name_Leitkurve
In Mathcad wird der Header und die
KE wird die Zahnlücke herausgeschnitten.
Mathcad berechnet Punkte, die auf der Zahnflanke liegen. Diese werd
KE oder ATP Topobus eingelesen. Anschließend muss der
"open arclength"
"begin section! 1"
"begin curve"
Kopf_der_IBL_Datei
Name_Leitkurve
die Punkte zu einer Matrize gestapelt und auf Platte geschrieben.
KE wird die Zahnlücke herausgeschnitten.
Mathcad berechnet Punkte, die auf der Zahnflanke liegen. Diese werd
KE oder ATP Topobus eingelesen. Anschließend muss der
"open arclength"
"begin section! 1"
"begin curve"
Kopf_der_IBL_Datei
Name_Leitkurve
Punkte zu einer Matrize gestapelt und auf Platte geschrieben.
KE wird die Zahnlücke herausgeschnitten.
Mathcad berechnet Punkte, die auf der Zahnflanke liegen. Diese werd
KE oder ATP Topobus eingelesen. Anschließend muss der
"open arclength"
"begin section! 1"
"begin curve"
Kopf_der_IBL_Datei erweitern
Name_Leitkurve erweitern
Saxsim 2017
Punkte zu einer Matrize gestapelt und auf Platte geschrieben.
KE wird die Zahnlücke herausgeschnitten.
Mathcad berechnet Punkte, die auf der Zahnflanke liegen. Diese werd
KE oder ATP Topobus eingelesen. Anschließend muss der
""
""
""
erweitern
erweitern
Saxsim 2017
SMS
Punkte zu einer Matrize gestapelt und auf Platte geschrieben.
KE wird die Zahnlücke herausgeschnitten.
Mathcad berechnet Punkte, die auf der Zahnflanke liegen. Diese werd
KE oder ATP Topobus eingelesen. Anschließend muss der
""
""
""
""
""
""
erweitern
erweitern
Saxsim 2017
SMS-Group
Punkte zu einer Matrize gestapelt und auf Platte geschrieben.
KE wird die Zahnlücke herausgeschnitten.
Mathcad berechnet Punkte, die auf der Zahnflanke liegen. Diese werd
KE oder ATP Topobus eingelesen. Anschließend muss der
""
""
""
erweitern XK(
erweitern XK(
Saxsim 2017
Group
Punkte zu einer Matrize gestapelt und auf Platte geschrieben.
KE wird die Zahnlücke herausgeschnitten.
Mathcad berechnet Punkte, die auf der Zahnflanke liegen. Diese werd
KE oder ATP Topobus eingelesen. Anschließend muss der
XK
XK
Saxsim 2017
Group
Punkte zu einer Matrize gestapelt und auf Platte geschrieben.
KE wird die Zahnlücke herausgeschnitten.
Mathcad berechnet Punkte, die auf der Zahnflanke liegen. Diese werd
KE oder ATP Topobus eingelesen. Anschließend muss der
YK
YK
Saxsim 2017
Group
Punkte zu einer Matrize gestapelt und auf Platte geschrieben.
Mathcad berechnet Punkte, die auf der Zahnflanke liegen. Diese werd
KE oder ATP Topobus eingelesen. Anschließend muss der
YK ZK
YK ZK
Punkte zu einer Matrize gestapelt und auf Platte geschrieben.
Mathcad berechnet Punkte, die auf der Zahnflanke liegen. Diese werd
KE oder ATP Topobus eingelesen. Anschließend muss der
ZK))
ZK))
Punkte zu einer Matrize gestapelt und auf Platte geschrieben.
Mathcad berechnet Punkte, die auf der Zahnflanke liegen. Diese werd
KE oder ATP Topobus eingelesen. Anschließend muss der
)
Punkte zu einer Matrize gestapelt und auf Platte geschrieben.
Mathcad berechnet Punkte, die auf der Zahnflanke liegen. Diese werd
KE oder ATP Topobus eingelesen. Anschließend muss der
Punkte zu einer Matrize gestapelt und auf Platte geschrieben.
Mathcad berechnet Punkte, die auf der Zahnflanke liegen. Diese werden in eine Datei geschrieben
KE oder ATP Topobus eingelesen. Anschließend muss der
Punkte zu einer Matrize gestapelt und auf Platte geschrieben.
en in eine Datei geschrieben
KE oder ATP Topobus eingelesen. Anschließend muss der
Punkte zu einer Matrize gestapelt und auf Platte geschrieben.
en in eine Datei geschrieben
KE oder ATP Topobus eingelesen. Anschließend muss der Abstand zu Oberfläche
Punkte zu einer Matrize gestapelt und auf Platte geschrieben.
en in eine Datei geschrieben
Abstand zu Oberfläche
Punkte zu einer Matrize gestapelt und auf Platte geschrieben.
en in eine Datei geschrieben
Abstand zu Oberfläche
Punkte zu einer Matrize gestapelt und auf Platte geschrieben.
en in eine Datei geschrieben
Abstand zu Oberfläche
Punkte zu einer Matrize gestapelt und auf Platte geschrieben.
en in eine Datei geschrieben
Abstand zu Oberfläche
Punkte zu einer Matrize gestapelt und auf Platte geschrieben.
en in eine Datei geschrieben
Abstand zu Oberfläche
Punkte zu einer Matrize gestapelt und auf Platte geschrieben.
en in eine Datei geschrieben
Abstand zu Oberfläche
Punkte zu einer Matrize gestapelt und auf Platte geschrieben.
en in eine Datei geschrieben
Abstand zu Oberfläche
4
en in eine Datei geschrieben
Abstand zu Oberfläche
Jürgen Merz
geprüft werden. Liegen die Punkte auf der Oberfläche ist sichergestellt, das
übereinstimmen.
Schnittstelle:
Nach der 5
Punkte stammen wiederum aus Mathcad.
Schnittstelle:
Das Messergebnis
Mathcad
in Mat
Jürgen Merz
geprüft werden. Liegen die Punkte auf der Oberfläche ist sichergestellt, das
übereinstimmen.
Schnittstelle:
Nach der 5
Punkte stammen wiederum aus Mathcad.
Schnittstelle:
Das Messergebnis
Mathcad
in Mat
Jürgen Merz
geprüft werden. Liegen die Punkte auf der Oberfläche ist sichergestellt, das
übereinstimmen.
Schnittstelle:
Nach der 5
Punkte stammen wiederum aus Mathcad.
Schnittstelle:
Das Messergebnis
Mathcad
in Mathcad
Jürgen Merz
geprüft werden. Liegen die Punkte auf der Oberfläche ist sichergestellt, das
übereinstimmen.
Schnittstelle:
Nach der 5-
Punkte stammen wiederum aus Mathcad.
Schnittstelle:
Das Messergebnis
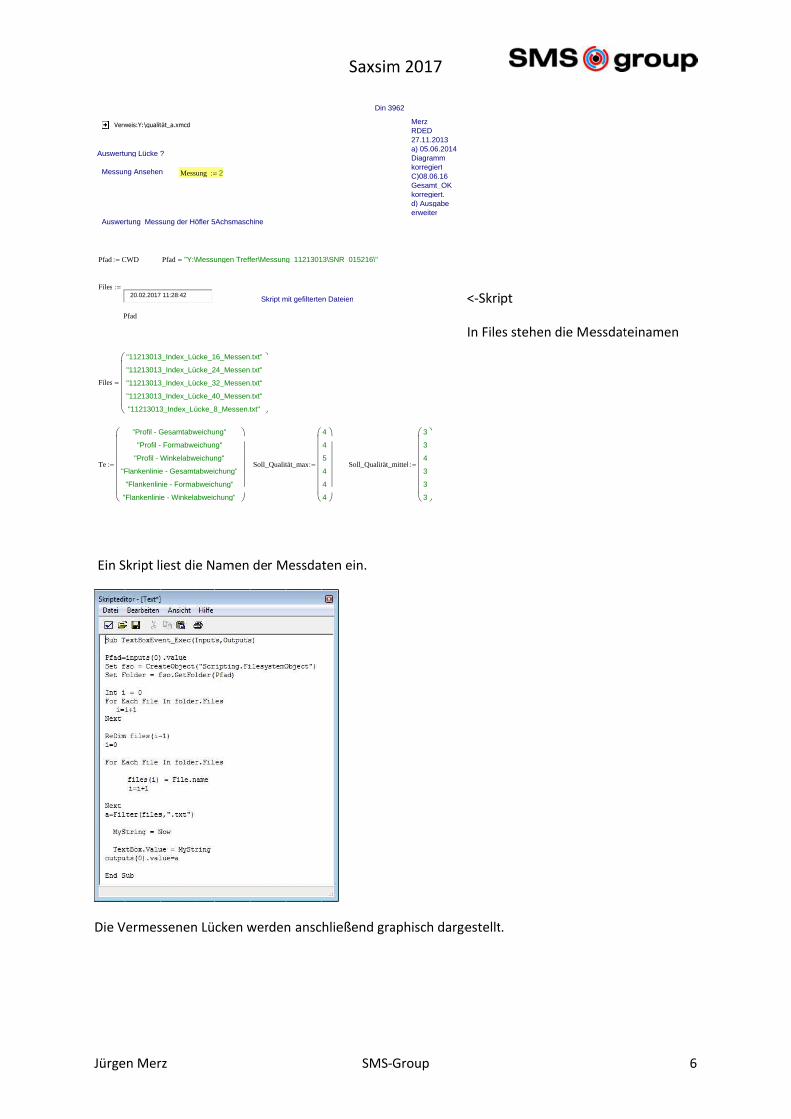
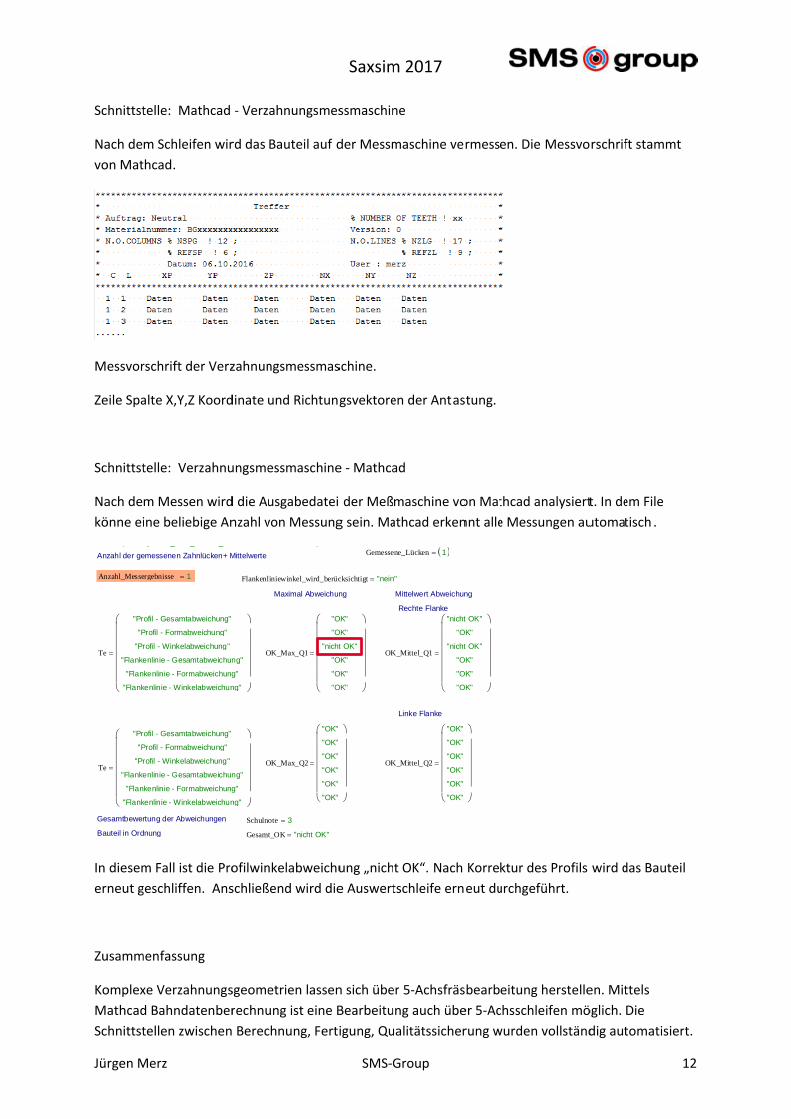
Mathcad wertet die Messdateien aus.
hcad
Jürgen Merz
geprüft werden. Liegen die Punkte auf der Oberfläche ist sichergestellt, das
übereinstimmen.
Schnittstelle: Mathcad
-Achsbearbeit
Punkte stammen wiederum aus Mathcad.
Schnittstelle: Ergebnis der
Das Messergebnis
wertet die Messdateien aus.
hcad ausgelesen.
geprüft werden. Liegen die Punkte auf der Oberfläche ist sichergestellt, das
übereinstimmen.
Mathcad
Achsbearbeit
Punkte stammen wiederum aus Mathcad.
Ergebnis der
Das Messergebnis
wertet die Messdateien aus.
ausgelesen.
geprüft werden. Liegen die Punkte auf der Oberfläche ist sichergestellt, das
Mathcad
Achsbearbeit
Punkte stammen wiederum aus Mathcad.
Ergebnis der
Das Messergebnis wird in ein Verzeichnis geschrieben.
wertet die Messdateien aus.
ausgelesen.
geprüft werden. Liegen die Punkte auf der Oberfläche ist sichergestellt, das
Mathcad
Achsbearbeit
Punkte stammen wiederum aus Mathcad.
Ergebnis der
wird in ein Verzeichnis geschrieben.
wertet die Messdateien aus.
ausgelesen.
geprüft werden. Liegen die Punkte auf der Oberfläche ist sichergestellt, das
Mathcad – Messung
Achsbearbeitung wird das Bauteil
Punkte stammen wiederum aus Mathcad.
Ergebnis der
wird in ein Verzeichnis geschrieben.
wertet die Messdateien aus.
ausgelesen.
geprüft werden. Liegen die Punkte auf der Oberfläche ist sichergestellt, das
Messung
ung wird das Bauteil
Punkte stammen wiederum aus Mathcad.
Ergebnis der Mess
wird in ein Verzeichnis geschrieben.
wertet die Messdateien aus.
geprüft werden. Liegen die Punkte auf der Oberfläche ist sichergestellt, das
Messung
ung wird das Bauteil
Punkte stammen wiederum aus Mathcad.
Mess
wird in ein Verzeichnis geschrieben.
wertet die Messdateien aus.
geprüft werden. Liegen die Punkte auf der Oberfläche ist sichergestellt, das
Messung auf der B
ung wird das Bauteil
Punkte stammen wiederum aus Mathcad.
Messung
wird in ein Verzeichnis geschrieben.
wertet die Messdateien aus.
geprüft werden. Liegen die Punkte auf der Oberfläche ist sichergestellt, das
auf der B
ung wird das Bauteil
Punkte stammen wiederum aus Mathcad.
ung - Mathcad
wird in ein Verzeichnis geschrieben.
wertet die Messdateien aus.
geprüft werden. Liegen die Punkte auf der Oberfläche ist sichergestellt, das
auf der B
ung wird das Bauteil
Punkte stammen wiederum aus Mathcad.
Mathcad
wird in ein Verzeichnis geschrieben.
wertet die Messdateien aus. Dazu wird das
Saxsim 2017
geprüft werden. Liegen die Punkte auf der Oberfläche ist sichergestellt, das
auf der Bearbeitungsmaschine
ung wird das Bauteil
Punkte stammen wiederum aus Mathcad.
Mathcad
wird in ein Verzeichnis geschrieben.
Dazu wird das
Saxsim 2017
SMS
geprüft werden. Liegen die Punkte auf der Oberfläche ist sichergestellt, das
earbeitungsmaschine
ung wird das Bauteil mit dem integrierten Messsystem
Mathcad
wird in ein Verzeichnis geschrieben.
Dazu wird das
Saxsim 2017
SMS-Group
geprüft werden. Liegen die Punkte auf der Oberfläche ist sichergestellt, das
earbeitungsmaschine
mit dem integrierten Messsystem
wird in ein Verzeichnis geschrieben.
Dazu wird das
Saxsim 2017
Group
geprüft werden. Liegen die Punkte auf der Oberfläche ist sichergestellt, das
earbeitungsmaschine
mit dem integrierten Messsystem
wird in ein Verzeichnis geschrieben.
Dazu wird das
Saxsim 2017
Group
geprüft werden. Liegen die Punkte auf der Oberfläche ist sichergestellt, das
earbeitungsmaschine
mit dem integrierten Messsystem
wird in ein Verzeichnis geschrieben. Pro Lücke wird eine Messdatei erstellt.
Dazu wird das Verzeichnis mit den Messdaten mittels VBSkript
Saxsim 2017
Group
geprüft werden. Liegen die Punkte auf der Oberfläche ist sichergestellt, das
earbeitungsmaschine
mit dem integrierten Messsystem
Pro Lücke wird eine Messdatei erstellt.
Verzeichnis mit den Messdaten mittels VBSkript
geprüft werden. Liegen die Punkte auf der Oberfläche ist sichergestellt, das
earbeitungsmaschine
mit dem integrierten Messsystem
Pro Lücke wird eine Messdatei erstellt.
Verzeichnis mit den Messdaten mittels VBSkript
geprüft werden. Liegen die Punkte auf der Oberfläche ist sichergestellt, das
earbeitungsmaschine
mit dem integrierten Messsystem
Pro Lücke wird eine Messdatei erstellt.
Verzeichnis mit den Messdaten mittels VBSkript
geprüft werden. Liegen die Punkte auf der Oberfläche ist sichergestellt, das
earbeitungsmaschine
mit dem integrierten Messsystem
Pro Lücke wird eine Messdatei erstellt.
Verzeichnis mit den Messdaten mittels VBSkript
geprüft werden. Liegen die Punkte auf der Oberfläche ist sichergestellt, das
mit dem integrierten Messsystem
Pro Lücke wird eine Messdatei erstellt.
Verzeichnis mit den Messdaten mittels VBSkript
geprüft werden. Liegen die Punkte auf der Oberfläche ist sichergestellt, das
mit dem integrierten Messsystem
Pro Lücke wird eine Messdatei erstellt.
Verzeichnis mit den Messdaten mittels VBSkript
geprüft werden. Liegen die Punkte auf der Oberfläche ist sichergestellt, dass Mathcad und Creo
mit dem integrierten Messsystem
Pro Lücke wird eine Messdatei erstellt.
Verzeichnis mit den Messdaten mittels VBSkript
Mathcad und Creo
mit dem integrierten Messsystem
Pro Lücke wird eine Messdatei erstellt.
Verzeichnis mit den Messdaten mittels VBSkript
Mathcad und Creo
gemessen. Die
Pro Lücke wird eine Messdatei erstellt.
Verzeichnis mit den Messdaten mittels VBSkript
Mathcad und Creo
gemessen. Die
Pro Lücke wird eine Messdatei erstellt.
Verzeichnis mit den Messdaten mittels VBSkript
Mathcad und Creo
gemessen. Die
Pro Lücke wird eine Messdatei erstellt.
Verzeichnis mit den Messdaten mittels VBSkript
Mathcad und Creo
gemessen. Die
Pro Lücke wird eine Messdatei erstellt.
Verzeichnis mit den Messdaten mittels VBSkript
Mathcad und Creo
gemessen. Die
Pro Lücke wird eine Messdatei erstellt.
Verzeichnis mit den Messdaten mittels VBSkript
Mathcad und Creo
gemessen. Die
Verzeichnis mit den Messdaten mittels VBSkript
5
Verzeichnis mit den Messdaten mittels VBSkriptVerzeichnis mit den Messdaten mittels VBSkript