Page 1
157
Tech
nisc
he In
fo
Technische Info
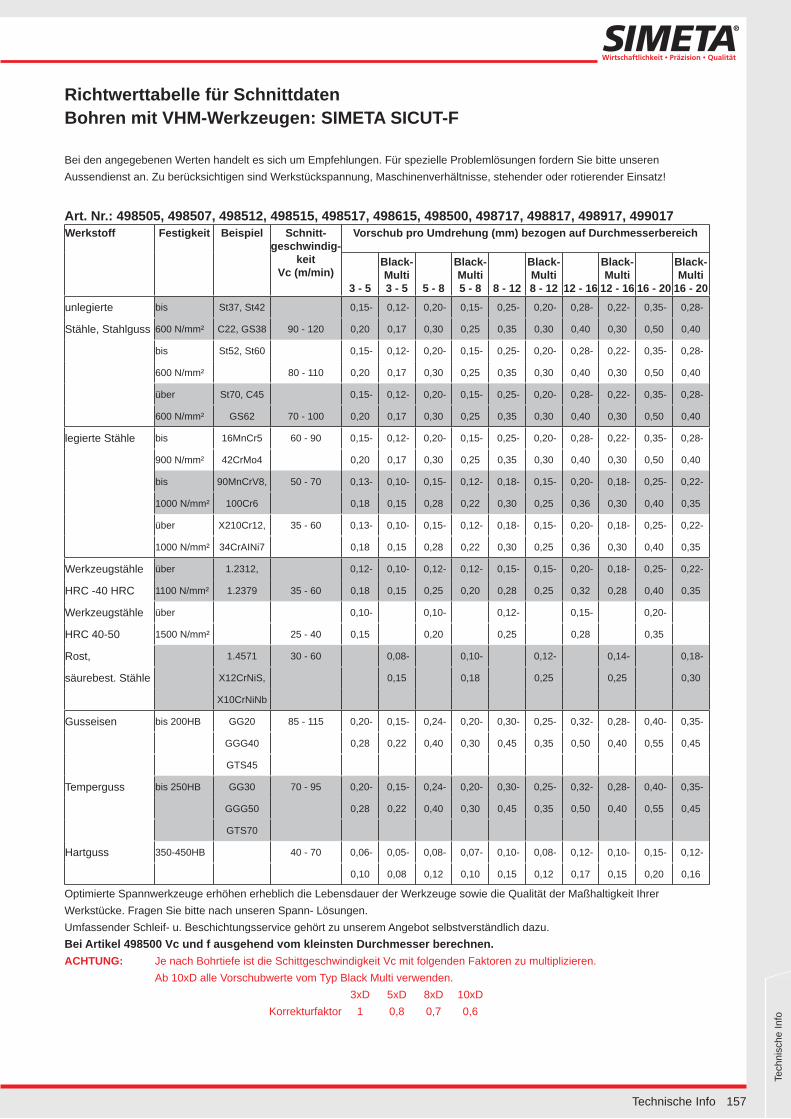
Richtwerttabelle für SchnittdatenBohren mit VHM-Werkzeugen: SIMETA SICUT-F
Bei den angegebenen Werten handelt es sich um Empfehlungen. Für spezielle Problemlösungen fordern Sie bitte unserenAussendienst an. Zu berücksichtigen sind Werkstückspannung, Maschinenverhältnisse, stehender oder rotierender Einsatz!
Art. Nr.: 498505, 498507, 498512, 498515, 498517, 498615, 498500, 498717, 498817, 498917, 499017Werkstoff Festigkeit Beispiel Schnitt-
geschwindig-keit
Vc (m/min)
Vorschub pro Umdrehung (mm) bezogen auf Durchmesserbereich
3 - 5
Black- Multi 3 - 5 5 - 8
Black- Multi 5 - 8 8 - 12
Black- Multi 8 - 12 12 - 16
Black- Multi
12 - 16 16 - 20
Black- Multi
16 - 20
unlegierte bis St37, St42 0,15- 0,12- 0,20- 0,15- 0,25- 0,20- 0,28- 0,22- 0,35- 0,28-
Stähle, Stahlguss 600 N/mm² C22, GS38 90 - 120 0,20 0,17 0,30 0,25 0,35 0,30 0,40 0,30 0,50 0,40
bis St52, St60 0,15- 0,12- 0,20- 0,15- 0,25- 0,20- 0,28- 0,22- 0,35- 0,28-
600 N/mm² 80 - 110 0,20 0,17 0,30 0,25 0,35 0,30 0,40 0,30 0,50 0,40
über St70, C45 0,15- 0,12- 0,20- 0,15- 0,25- 0,20- 0,28- 0,22- 0,35- 0,28-
600 N/mm² GS62 70 - 100 0,20 0,17 0,30 0,25 0,35 0,30 0,40 0,30 0,50 0,40
legierte Stähle bis 16MnCr5 60 - 90 0,15- 0,12- 0,20- 0,15- 0,25- 0,20- 0,28- 0,22- 0,35- 0,28-
900 N/mm² 42CrMo4 0,20 0,17 0,30 0,25 0,35 0,30 0,40 0,30 0,50 0,40
bis 90MnCrV8, 50 - 70 0,13- 0,10- 0,15- 0,12- 0,18- 0,15- 0,20- 0,18- 0,25- 0,22-
1000 N/mm² 100Cr6 0,18 0,15 0,28 0,22 0,30 0,25 0,36 0,30 0,40 0,35
über X210Cr12, 35 - 60 0,13- 0,10- 0,15- 0,12- 0,18- 0,15- 0,20- 0,18- 0,25- 0,22-
1000 N/mm² 34CrAINi7 0,18 0,15 0,28 0,22 0,30 0,25 0,36 0,30 0,40 0,35
Werkzeugstähle über 1.2312, 0,12- 0,10- 0,12- 0,12- 0,15- 0,15- 0,20- 0,18- 0,25- 0,22-
HRC -40 HRC 1100 N/mm² 1.2379 35 - 60 0,18 0,15 0,25 0,20 0,28 0,25 0,32 0,28 0,40 0,35
Werkzeugstähle über 0,10- 0,10- 0,12- 0,15- 0,20-
HRC 40-50 1500 N/mm² 25 - 40 0,15 0,20 0,25 0,28 0,35
Rost, 1.4571 30 - 60 0,08- 0,10- 0,12- 0,14- 0,18-
säurebest. Stähle X12CrNiS, 0,15 0,18 0,25 0,25 0,30
X10CrNiNb
Gusseisen bis 200HB GG20 85 - 115 0,20- 0,15- 0,24- 0,20- 0,30- 0,25- 0,32- 0,28- 0,40- 0,35-
GGG40 0,28 0,22 0,40 0,30 0,45 0,35 0,50 0,40 0,55 0,45
GTS45
Temperguss bis 250HB GG30 70 - 95 0,20- 0,15- 0,24- 0,20- 0,30- 0,25- 0,32- 0,28- 0,40- 0,35-
GGG50 0,28 0,22 0,40 0,30 0,45 0,35 0,50 0,40 0,55 0,45
GTS70
Hartguss 350-450HB 40 - 70 0,06- 0,05- 0,08- 0,07- 0,10- 0,08- 0,12- 0,10- 0,15- 0,12-
0,10 0,08 0,12 0,10 0,15 0,12 0,17 0,15 0,20 0,16
Optimierte Spannwerkzeuge erhöhen erheblich die Lebensdauer der Werkzeuge sowie die Qualität der Maßhaltigkeit IhrerWerkstücke. Fragen Sie bitte nach unseren Spann- Lösungen.Umfassender Schleif- u. Beschichtungsservice gehört zu unserem Angebot selbstverständlich dazu.Bei Artikel 498500 Vc und f ausgehend vom kleinsten Durchmesser berechnen.ACHTUNG: Je nach Bohrtiefe ist die Schittgeschwindigkeit Vc mit folgenden Faktoren zu multiplizieren.
Ab 10xD alle Vorschubwerte vom Typ Black Multi verwenden.3xD 5xD 8xD 10xD
Korrekturfaktor 1 0,8 0,7 0,6
Page 2
158 Technische Info
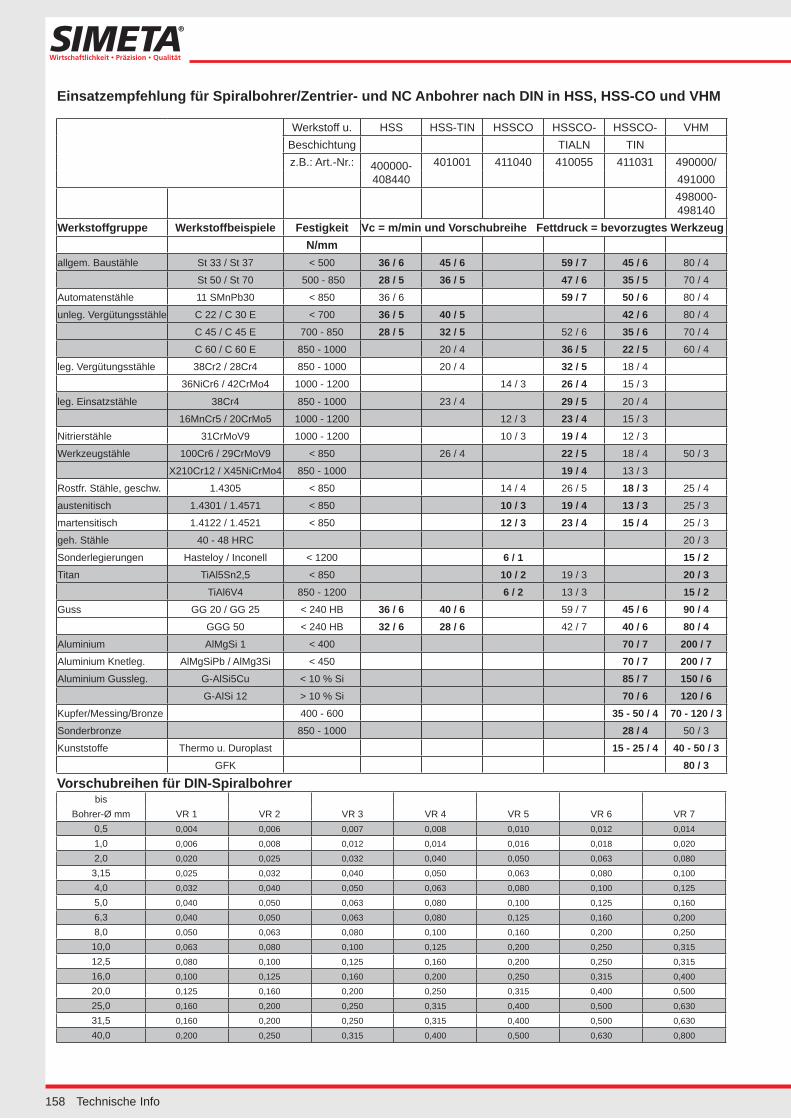
Einsatzempfehlung für Spiralbohrer/Zentrier- und NC Anbohrer nach DIN in HSS, HSS-CO und VHM
Werkstoff u. HSS HSS-TIN HSSCO HSSCO- HSSCO- VHM Beschichtung TIALN TINz.B.: Art.-Nr.: 400000-
408440401001 411040 410055 411031 490000/
491000498000-498140
Werkstoffgruppe Werkstoffbeispiele Festigkeit Vc = m/min und Vorschubreihe Fettdruck = bevorzugtes WerkzeugN/mm
allgem. Baustähle St 33 / St 37 < 500 36 / 6 45 / 6 59 / 7 45 / 6 80 / 4
St 50 / St 70 500 - 850 28 / 5 36 / 5 47 / 6 35 / 5 70 / 4
Automatenstähle 11 SMnPb30 < 850 36 / 6 59 / 7 50 / 6 80 / 4
unleg. Vergütungsstähle C 22 / C 30 E < 700 36 / 5 40 / 5 42 / 6 80 / 4
C 45 / C 45 E 700 - 850 28 / 5 32 / 5 52 / 6 35 / 6 70 / 4
C 60 / C 60 E 850 - 1000 20 / 4 36 / 5 22 / 5 60 / 4
leg. Vergütungsstähle 38Cr2 / 28Cr4 850 - 1000 20 / 4 32 / 5 18 / 4
36NiCr6 / 42CrMo4 1000 - 1200 14 / 3 26 / 4 15 / 3
leg. Einsatzstähle 38Cr4 850 - 1000 23 / 4 29 / 5 20 / 4
16MnCr5 / 20CrMo5 1000 - 1200 12 / 3 23 / 4 15 / 3
Nitrierstähle 31CrMoV9 1000 - 1200 10 / 3 19 / 4 12 / 3
Werkzeugstähle 100Cr6 / 29CrMoV9 < 850 26 / 4 22 / 5 18 / 4 50 / 3
X210Cr12 / X45NiCrMo4 850 - 1000 19 / 4 13 / 3
Rostfr. Stähle, geschw. 1.4305 < 850 14 / 4 26 / 5 18 / 3 25 / 4
austenitisch 1.4301 / 1.4571 < 850 10 / 3 19 / 4 13 / 3 25 / 3
martensitisch 1.4122 / 1.4521 < 850 12 / 3 23 / 4 15 / 4 25 / 3
geh. Stähle 40 - 48 HRC 20 / 3
Sonderlegierungen Hasteloy / Inconell < 1200 6 / 1 15 / 2Titan TiAl5Sn2,5 < 850 10 / 2 19 / 3 20 / 3
TiAl6V4 850 - 1200 6 / 2 13 / 3 15 / 2Guss GG 20 / GG 25 < 240 HB 36 / 6 40 / 6 59 / 7 45 / 6 90 / 4
GGG 50 < 240 HB 32 / 6 28 / 6 42 / 7 40 / 6 80 / 4Aluminium AlMgSi 1 < 400 70 / 7 200 / 7Aluminium Knetleg. AlMgSiPb / AlMg3Si < 450 70 / 7 200 / 7Aluminium Gussleg. G-AlSi5Cu < 10 % Si 85 / 7 150 / 6
G-AlSi 12 > 10 % Si 70 / 6 120 / 6Kupfer/Messing/Bronze 400 - 600 35 - 50 / 4 70 - 120 / 3Sonderbronze 850 - 1000 28 / 4 50 / 3
Kunststoffe Thermo u. Duroplast 15 - 25 / 4 40 - 50 / 3GFK 80 / 3
Vorschubreihen für DIN-Spiralbohrerbis
VR 1 VR 2 VR 3 VR 4 VR 5 VR 6 VR 7Bohrer-Ø mm0,5 0,004 0,006 0,007 0,008 0,010 0,012 0,014
1,0 0,006 0,008 0,012 0,014 0,016 0,018 0,020
2,0 0,020 0,025 0,032 0,040 0,050 0,063 0,080
3,15 0,025 0,032 0,040 0,050 0,063 0,080 0,100
4,0 0,032 0,040 0,050 0,063 0,080 0,100 0,125
5,0 0,040 0,050 0,063 0,080 0,100 0,125 0,160
6,3 0,040 0,050 0,063 0,080 0,125 0,160 0,200
8,0 0,050 0,063 0,080 0,100 0,160 0,200 0,250
10,0 0,063 0,080 0,100 0,125 0,200 0,250 0,315
12,5 0,080 0,100 0,125 0,160 0,200 0,250 0,315
16,0 0,100 0,125 0,160 0,200 0,250 0,315 0,400
20,0 0,125 0,160 0,200 0,250 0,315 0,400 0,500
25,0 0,160 0,200 0,250 0,315 0,400 0,500 0,630
31,5 0,160 0,200 0,250 0,315 0,400 0,500 0,630
40,0 0,200 0,250 0,315 0,400 0,500 0,630 0,800
Page 3
159
Tech
nisc
he In
fo
Technische Info
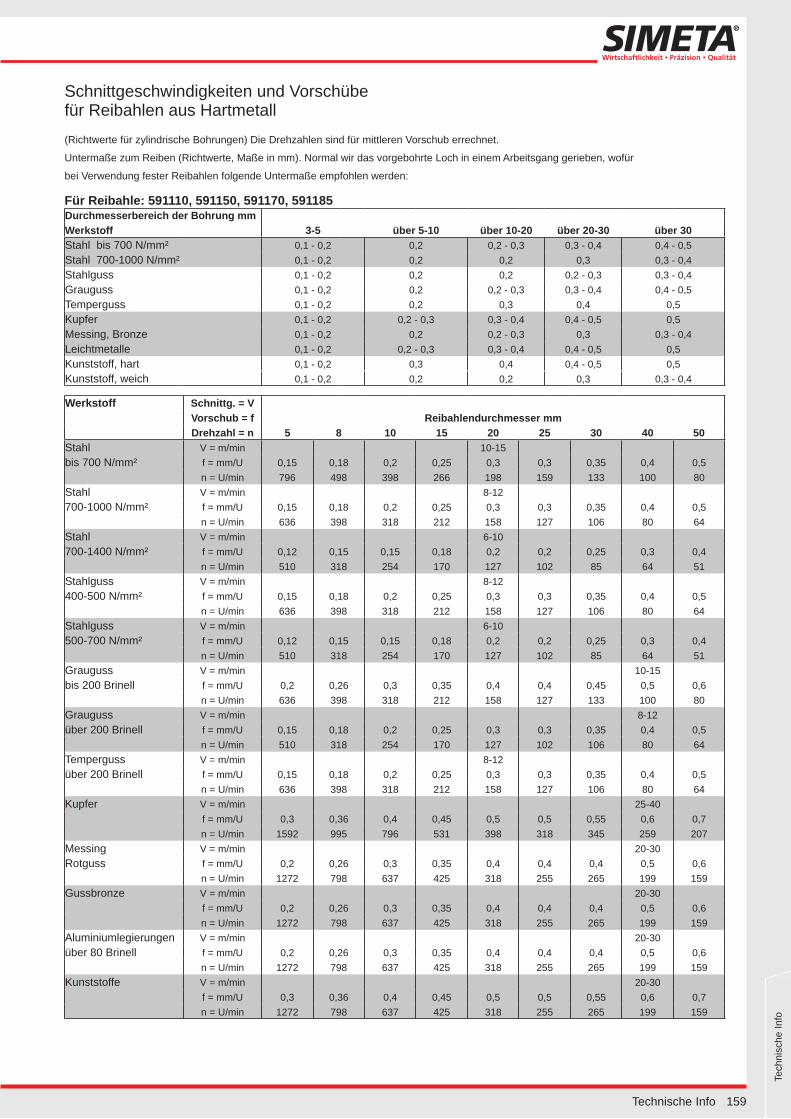
Schnittgeschwindigkeiten und Vorschübefür Reibahlen aus Hartmetall(Richtwerte für zylindrische Bohrungen) Die Drehzahlen sind für mittleren Vorschub errechnet.
Untermaße zum Reiben (Richtwerte, Maße in mm). Normal wir das vorgebohrte Loch in einem Arbeitsgang gerieben, wofür
bei Verwendung fester Reibahlen folgende Untermaße empfohlen werden:
Für Reibahle: 591110, 591150, 591170, 591185Durchmesserbereich der Bohrung mmWerkstoff 3-5 über 5-10 über 10-20 über 20-30 über 30Stahl bis 700 N/mm² 0,1 - 0,2 0,2 0,2 - 0,3 0,3 - 0,4 0,4 - 0,5Stahl 700-1000 N/mm² 0,1 - 0,2 0,2 0,2 0,3 0,3 - 0,4Stahlguss 0,1 - 0,2 0,2 0,2 0,2 - 0,3 0,3 - 0,4Grauguss 0,1 - 0,2 0,2 0,2 - 0,3 0,3 - 0,4 0,4 - 0,5Temperguss 0,1 - 0,2 0,2 0,3 0,4 0,5Kupfer 0,1 - 0,2 0,2 - 0,3 0,3 - 0,4 0,4 - 0,5 0,5Messing, Bronze 0,1 - 0,2 0,2 0,2 - 0,3 0,3 0,3 - 0,4Leichtmetalle 0,1 - 0,2 0,2 - 0,3 0,3 - 0,4 0,4 - 0,5 0,5Kunststoff, hart 0,1 - 0,2 0,3 0,4 0,4 - 0,5 0,5Kunststoff, weich 0,1 - 0,2 0,2 0,2 0,3 0,3 - 0,4
Werkstoff Schnittg. = VVorschub = f Reibahlendurchmesser mmDrehzahl = n 5 8 10 15 20 25 30 40 50
Stahl V = m/min 10-15bis 700 N/mm² f = mm/U 0,15 0,18 0,2 0,25 0,3 0,3 0,35 0,4 0,5
n = U/min 796 498 398 266 198 159 133 100 80Stahl V = m/min 8-12700-1000 N/mm² f = mm/U 0,15 0,18 0,2 0,25 0,3 0,3 0,35 0,4 0,5
n = U/min 636 398 318 212 158 127 106 80 64Stahl V = m/min 6-10700-1400 N/mm² f = mm/U 0,12 0,15 0,15 0,18 0,2 0,2 0,25 0,3 0,4
n = U/min 510 318 254 170 127 102 85 64 51Stahlguss V = m/min 8-12400-500 N/mm² f = mm/U 0,15 0,18 0,2 0,25 0,3 0,3 0,35 0,4 0,5
n = U/min 636 398 318 212 158 127 106 80 64Stahlguss V = m/min 6-10500-700 N/mm² f = mm/U 0,12 0,15 0,15 0,18 0,2 0,2 0,25 0,3 0,4
n = U/min 510 318 254 170 127 102 85 64 51Grauguss V = m/min 10-15bis 200 Brinell f = mm/U 0,2 0,26 0,3 0,35 0,4 0,4 0,45 0,5 0,6
n = U/min 636 398 318 212 158 127 133 100 80Grauguss V = m/min 8-12über 200 Brinell f = mm/U 0,15 0,18 0,2 0,25 0,3 0,3 0,35 0,4 0,5
n = U/min 510 318 254 170 127 102 106 80 64Temperguss V = m/min 8-12über 200 Brinell f = mm/U 0,15 0,18 0,2 0,25 0,3 0,3 0,35 0,4 0,5
n = U/min 636 398 318 212 158 127 106 80 64Kupfer V = m/min 25-40
f = mm/U 0,3 0,36 0,4 0,45 0,5 0,5 0,55 0,6 0,7n = U/min 1592 995 796 531 398 318 345 259 207
Messing V = m/min 20-30Rotguss f = mm/U 0,2 0,26 0,3 0,35 0,4 0,4 0,4 0,5 0,6
n = U/min 1272 798 637 425 318 255 265 199 159Gussbronze V = m/min 20-30
f = mm/U 0,2 0,26 0,3 0,35 0,4 0,4 0,4 0,5 0,6n = U/min 1272 798 637 425 318 255 265 199 159
Aluminiumlegierungen V = m/min 20-30über 80 Brinell f = mm/U 0,2 0,26 0,3 0,35 0,4 0,4 0,4 0,5 0,6
n = U/min 1272 798 637 425 318 255 265 199 159Kunststoffe V = m/min 20-30
f = mm/U 0,3 0,36 0,4 0,45 0,5 0,5 0,55 0,6 0,7n = U/min 1272 798 637 425 318 255 265 199 159
Page 4
160 Technische Info
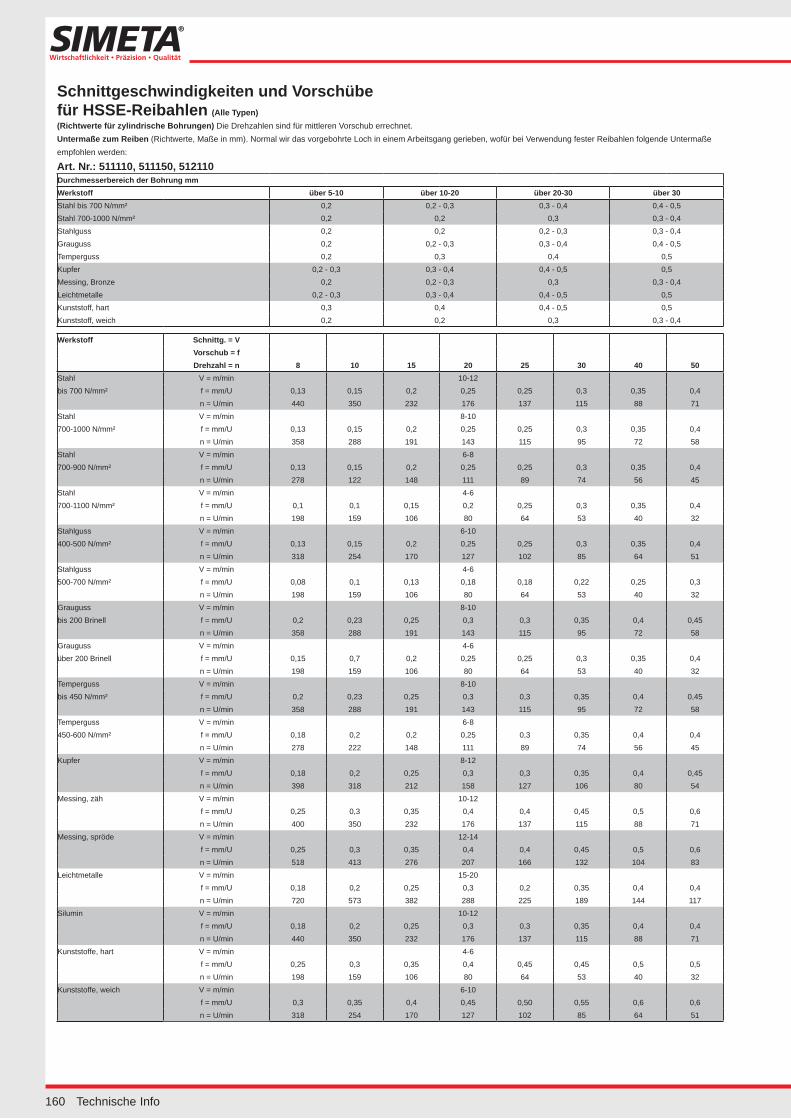
Schnittgeschwindigkeiten und Vorschübefür HSSE-Reibahlen (Alle Typen)(Richtwerte für zylindrische Bohrungen) Die Drehzahlen sind für mittleren Vorschub errechnet.Untermaße zum Reiben (Richtwerte, Maße in mm). Normal wir das vorgebohrte Loch in einem Arbeitsgang gerieben, wofür bei Verwendung fester Reibahlen folgende Untermaßeempfohlen werden:
Art. Nr.: 511110, 511150, 512110Durchmesserbereich der Bohrung mmWerkstoff über 5-10 über 10-20 über 20-30 über 30Stahl bis 700 N/mm² 0,2 0,2 - 0,3 0,3 - 0,4 0,4 - 0,5Stahl 700-1000 N/mm² 0,2 0,2 0,3 0,3 - 0,4Stahlguss 0,2 0,2 0,2 - 0,3 0,3 - 0,4Grauguss 0,2 0,2 - 0,3 0,3 - 0,4 0,4 - 0,5Temperguss 0,2 0,3 0,4 0,5Kupfer 0,2 - 0,3 0,3 - 0,4 0,4 - 0,5 0,5Messing, Bronze 0,2 0,2 - 0,3 0,3 0,3 - 0,4Leichtmetalle 0,2 - 0,3 0,3 - 0,4 0,4 - 0,5 0,5Kunststoff, hart 0,3 0,4 0,4 - 0,5 0,5Kunststoff, weich 0,2 0,2 0,3 0,3 - 0,4
Werkstoff Schnittg. = VVorschub = fDrehzahl = n 8 10 15 20 25 30 40 50
Stahl V = m/min 10-12bis 700 N/mm² f = mm/U 0,13 0,15 0,2 0,25 0,25 0,3 0,35 0,4
n = U/min 440 350 232 176 137 115 88 71Stahl V = m/min 8-10700-1000 N/mm² f = mm/U 0,13 0,15 0,2 0,25 0,25 0,3 0,35 0,4
n = U/min 358 288 191 143 115 95 72 58Stahl V = m/min 6-8700-900 N/mm² f = mm/U 0,13 0,15 0,2 0,25 0,25 0,3 0,35 0,4
n = U/min 278 122 148 111 89 74 56 45Stahl V = m/min 4-6700-1100 N/mm² f = mm/U 0,1 0,1 0,15 0,2 0,25 0,3 0,35 0,4
n = U/min 198 159 106 80 64 53 40 32Stahlguss V = m/min 6-10400-500 N/mm² f = mm/U 0,13 0,15 0,2 0,25 0,25 0,3 0,35 0,4
n = U/min 318 254 170 127 102 85 64 51Stahlguss V = m/min 4-6500-700 N/mm² f = mm/U 0,08 0,1 0,13 0,18 0,18 0,22 0,25 0,3
n = U/min 198 159 106 80 64 53 40 32Grauguss V = m/min 8-10bis 200 Brinell f = mm/U 0,2 0,23 0,25 0,3 0,3 0,35 0,4 0,45
n = U/min 358 288 191 143 115 95 72 58Grauguss V = m/min 4-6über 200 Brinell f = mm/U 0,15 0,7 0,2 0,25 0,25 0,3 0,35 0,4
n = U/min 198 159 106 80 64 53 40 32Temperguss V = m/min 8-10bis 450 N/mm² f = mm/U 0,2 0,23 0,25 0,3 0,3 0,35 0,4 0,45
n = U/min 358 288 191 143 115 95 72 58Temperguss V = m/min 6-8450-600 N/mm² f = mm/U 0,18 0,2 0,2 0,25 0,3 0,35 0,4 0,4
n = U/min 278 222 148 111 89 74 56 45Kupfer V = m/min 8-12
f = mm/U 0,18 0,2 0,25 0,3 0,3 0,35 0,4 0,45n = U/min 398 318 212 158 127 106 80 54
Messing, zäh V = m/min 10-12f = mm/U 0,25 0,3 0,35 0,4 0,4 0,45 0,5 0,6n = U/min 400 350 232 176 137 115 88 71
Messing, spröde V = m/min 12-14f = mm/U 0,25 0,3 0,35 0,4 0,4 0,45 0,5 0,6n = U/min 518 413 276 207 166 132 104 83
Leichtmetalle V = m/min 15-20f = mm/U 0,18 0,2 0,25 0,3 0,2 0,35 0,4 0,4n = U/min 720 573 382 288 225 189 144 117
Silumin V = m/min 10-12f = mm/U 0,18 0,2 0,25 0,3 0,3 0,35 0,4 0,4n = U/min 440 350 232 176 137 115 88 71
Kunststoffe, hart V = m/min 4-6f = mm/U 0,25 0,3 0,35 0,4 0,45 0,45 0,5 0,5n = U/min 198 159 106 80 64 53 40 32
Kunststoffe, weich V = m/min 6-10f = mm/U 0,3 0,35 0,4 0,45 0,50 0,55 0,6 0,6n = U/min 318 254 170 127 102 85 64 51
Page 5
161
Tech
nisc
he In
fo
Technische Info
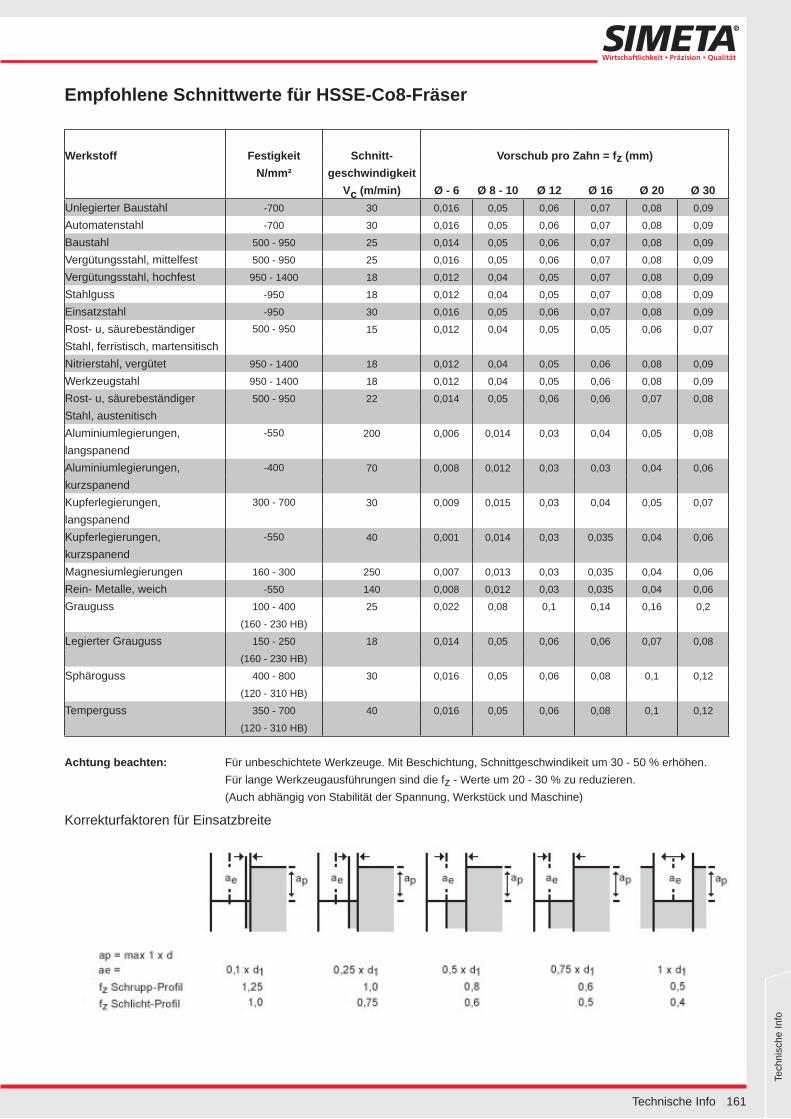
Empfohlene Schnittwerte für HSSE-Co8-Fräser
Werkstoff Festigkeit Schnitt- Vorschub pro Zahn = fz (mm)N/mm² geschwindigkeit
Vc (m/min) Ø - 6 Ø 8 - 10 Ø 12 Ø 16 Ø 20 Ø 30Unlegierter Baustahl -700 30 0,016 0,05 0,06 0,07 0,08 0,09
Automatenstahl -700 30 0,016 0,05 0,06 0,07 0,08 0,09
Baustahl 500 - 950 25 0,014 0,05 0,06 0,07 0,08 0,09
Vergütungsstahl, mittelfest 500 - 950 25 0,016 0,05 0,06 0,07 0,08 0,09
Vergütungsstahl, hochfest 950 - 1400 18 0,012 0,04 0,05 0,07 0,08 0,09
Stahlguss -950 18 0,012 0,04 0,05 0,07 0,08 0,09
Einsatzstahl -950 30 0,016 0,05 0,06 0,07 0,08 0,09
Rost- u, säurebeständiger 500 - 950 15 0,012 0,04 0,05 0,05 0,06 0,07
Stahl, ferristisch, martensitischNitrierstahl, vergütet 950 - 1400 18 0,012 0,04 0,05 0,06 0,08 0,09
Werkzeugstahl 950 - 1400 18 0,012 0,04 0,05 0,06 0,08 0,09
Rost- u, säurebeständiger 500 - 950 22 0,014 0,05 0,06 0,06 0,07 0,08
Stahl, austenitischAluminiumlegierungen, -550 200 0,006 0,014 0,03 0,04 0,05 0,08
langspanendAluminiumlegierungen, -400 70 0,008 0,012 0,03 0,03 0,04 0,06
kurzspanendKupferlegierungen, 300 - 700 30 0,009 0,015 0,03 0,04 0,05 0,07
langspanendKupferlegierungen, -550 40 0,001 0,014 0,03 0,035 0,04 0,06
kurzspanendMagnesiumlegierungen 160 - 300 250 0,007 0,013 0,03 0,035 0,04 0,06
Rein- Metalle, weich -550 140 0,008 0,012 0,03 0,035 0,04 0,06
Grauguss 100 - 400 25 0,022 0,08 0,1 0,14 0,16 0,2
(160 - 230 HB)
Legierter Grauguss 150 - 250 18 0,014 0,05 0,06 0,06 0,07 0,08
(160 - 230 HB)
Sphäroguss 400 - 800 30 0,016 0,05 0,06 0,08 0,1 0,12
(120 - 310 HB)
Temperguss 350 - 700 40 0,016 0,05 0,06 0,08 0,1 0,12
(120 - 310 HB)
Achtung beachten: Für unbeschichtete Werkzeuge. Mit Beschichtung, Schnittgeschwindikeit um 30 - 50 % erhöhen.Für lange Werkzeugausführungen sind die fz - Werte um 20 - 30 % zu reduzieren.(Auch abhängig von Stabilität der Spannung, Werkstück und Maschine)
Korrekturfaktoren für Einsatzbreite
Page 6
162 Technische Info
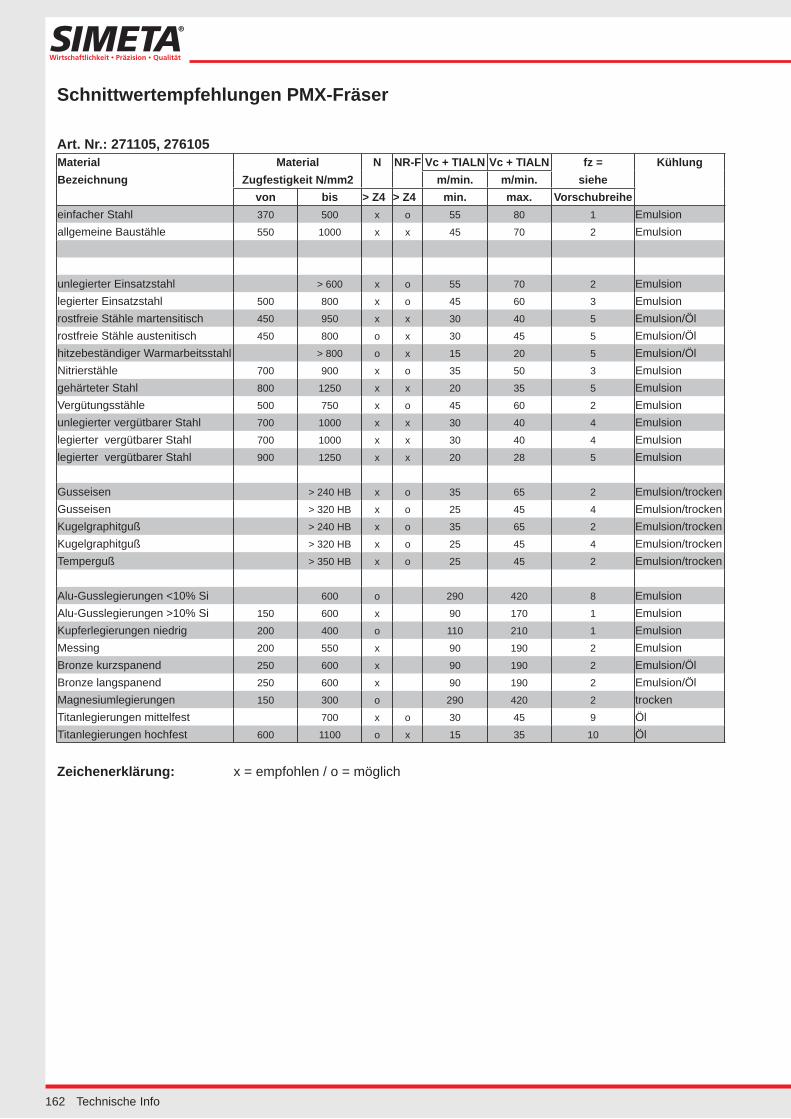
Schnittwertempfehlungen PMX-Fräser
Art. Nr.: 271105, 276105 Material Material N NR-F Vc + TIALN Vc + TIALN fz = KühlungBezeichnung Zugfestigkeit N/mm2 m/min. m/min. siehe
von bis > Z4 > Z4 min. max. Vorschubreiheeinfacher Stahl 370 500 x o 55 80 1 Emulsionallgemeine Baustähle 550 1000 x x 45 70 2 Emulsion
unlegierter Einsatzstahl > 600 x o 55 70 2 Emulsionlegierter Einsatzstahl 500 800 x o 45 60 3 Emulsionrostfreie Stähle martensitisch 450 950 x x 30 40 5 Emulsion/Ölrostfreie Stähle austenitisch 450 800 o x 30 45 5 Emulsion/Ölhitzebeständiger Warmarbeitsstahl > 800 o x 15 20 5 Emulsion/ÖlNitrierstähle 700 900 x o 35 50 3 Emulsiongehärteter Stahl 800 1250 x x 20 35 5 EmulsionVergütungsstähle 500 750 x o 45 60 2 Emulsionunlegierter vergütbarer Stahl 700 1000 x x 30 40 4 Emulsionlegierter vergütbarer Stahl 700 1000 x x 30 40 4 Emulsionlegierter vergütbarer Stahl 900 1250 x x 20 28 5 Emulsion
Gusseisen > 240 HB x o 35 65 2 Emulsion/trockenGusseisen > 320 HB x o 25 45 4 Emulsion/trockenKugelgraphitguß > 240 HB x o 35 65 2 Emulsion/trockenKugelgraphitguß > 320 HB x o 25 45 4 Emulsion/trockenTemperguß > 350 HB x o 25 45 2 Emulsion/trocken
Alu-Gusslegierungen <10% Si 600 o 290 420 8 EmulsionAlu-Gusslegierungen >10% Si 150 600 x 90 170 1 EmulsionKupferlegierungen niedrig 200 400 o 110 210 1 EmulsionMessing 200 550 x 90 190 2 EmulsionBronze kurzspanend 250 600 x 90 190 2 Emulsion/ÖlBronze langspanend 250 600 x 90 190 2 Emulsion/ÖlMagnesiumlegierungen 150 300 o 290 420 2 trockenTitanlegierungen mittelfest 700 x o 30 45 9 ÖlTitanlegierungen hochfest 600 1100 o x 15 35 10 Öl
Zeichenerklärung: x = empfohlen / o = möglich
Page 7
163
Tech
nisc
he In
fo
Technische Info
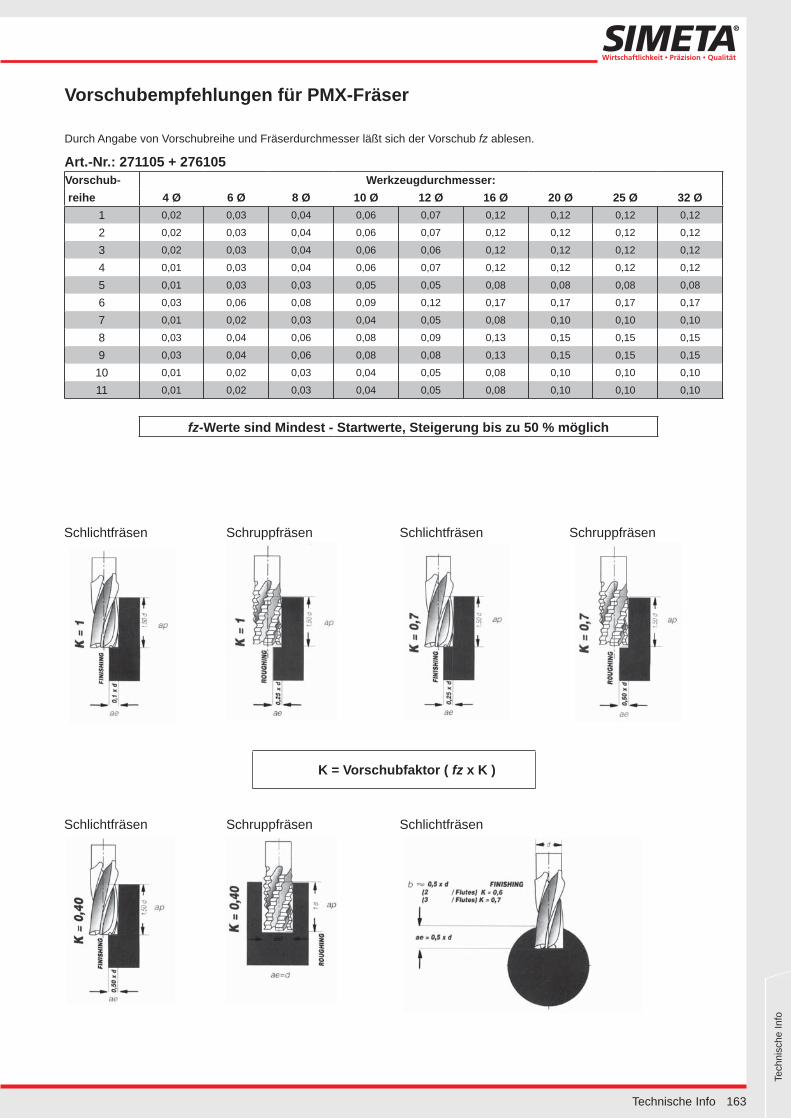
Vorschubempfehlungen für PMX-Fräser
Durch Angabe von Vorschubreihe und Fräserdurchmesser läßt sich der Vorschub fz ablesen.
Art.-Nr.: 271105 + 276105Vorschub- Werkzeugdurchmesser: reihe 4 Ø 6 Ø 8 Ø 10 Ø 12 Ø 16 Ø 20 Ø 25 Ø 32 Ø
1 0,02 0,03 0,04 0,06 0,07 0,12 0,12 0,12 0,12
2 0,02 0,03 0,04 0,06 0,07 0,12 0,12 0,12 0,12
3 0,02 0,03 0,04 0,06 0,06 0,12 0,12 0,12 0,12
4 0,01 0,03 0,04 0,06 0,07 0,12 0,12 0,12 0,12
5 0,01 0,03 0,03 0,05 0,05 0,08 0,08 0,08 0,08
6 0,03 0,06 0,08 0,09 0,12 0,17 0,17 0,17 0,17
7 0,01 0,02 0,03 0,04 0,05 0,08 0,10 0,10 0,10
8 0,03 0,04 0,06 0,08 0,09 0,13 0,15 0,15 0,15
9 0,03 0,04 0,06 0,08 0,08 0,13 0,15 0,15 0,15
10 0,01 0,02 0,03 0,04 0,05 0,08 0,10 0,10 0,10
11 0,01 0,02 0,03 0,04 0,05 0,08 0,10 0,10 0,10
fz-Werte sind Mindest - Startwerte, Steigerung bis zu 50 % möglich
K = Vorschubfaktor ( fz x K )
Schlichtfräsen Schlichtfräsen
Schlichtfräsen Schlichtfräsen
Schruppfräsen Schruppfräsen
Schruppfräsen
Page 8
164 Technische Info
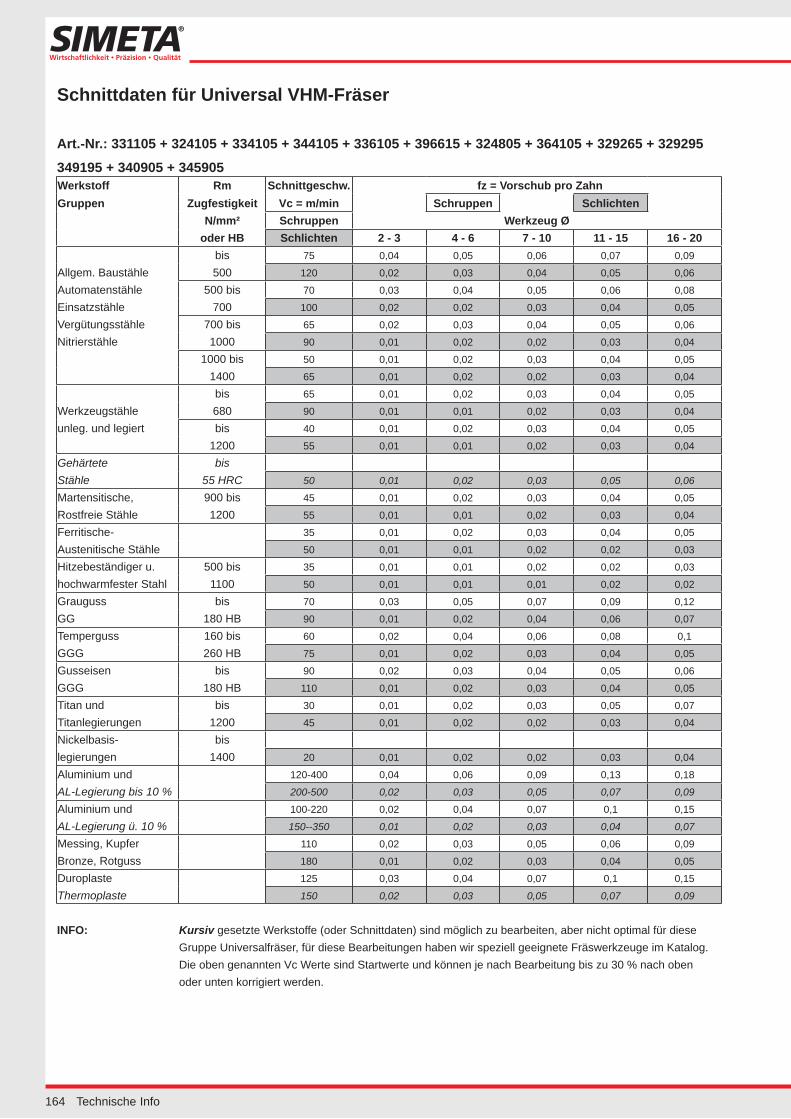
Schnittdaten für Universal VHM-Fräser
Art.-Nr.: 331105 + 324105 + 334105 + 344105 + 336105 + 396615 + 324805 + 364105 + 329265 + 329295
349195 + 340905 + 345905Werkstoff Rm Schnittgeschw. fz = Vorschub pro ZahnGruppen Zugfestigkeit Vc = m/min Schruppen Schlichten
N/mm² Schruppen Werkzeug Øoder HB Schlichten 2 - 3 4 - 6 7 - 10 11 - 15 16 - 20
bis 75 0,04 0,05 0,06 0,07 0,09
Allgem. Baustähle 500 120 0,02 0,03 0,04 0,05 0,06
Automatenstähle 500 bis 70 0,03 0,04 0,05 0,06 0,08
Einsatzstähle 700 100 0,02 0,02 0,03 0,04 0,05
Vergütungsstähle 700 bis 65 0,02 0,03 0,04 0,05 0,06
Nitrierstähle 1000 90 0,01 0,02 0,02 0,03 0,04
1000 bis 50 0,01 0,02 0,03 0,04 0,05
1400 65 0,01 0,02 0,02 0,03 0,04
bis 65 0,01 0,02 0,03 0,04 0,05
Werkzeugstähle 680 90 0,01 0,01 0,02 0,03 0,04
unleg. und legiert bis 40 0,01 0,02 0,03 0,04 0,05
1200 55 0,01 0,01 0,02 0,03 0,04
Gehärtete bisStähle 55 HRC 50 0,01 0,02 0,03 0,05 0,06
Martensitische, 900 bis 45 0,01 0,02 0,03 0,04 0,05
Rostfreie Stähle 1200 55 0,01 0,01 0,02 0,03 0,04
Ferritische- 35 0,01 0,02 0,03 0,04 0,05
Austenitische Stähle 50 0,01 0,01 0,02 0,02 0,03
Hitzebeständiger u. 500 bis 35 0,01 0,01 0,02 0,02 0,03
hochwarmfester Stahl 1100 50 0,01 0,01 0,01 0,02 0,02
Grauguss bis 70 0,03 0,05 0,07 0,09 0,12
GG 180 HB 90 0,01 0,02 0,04 0,06 0,07
Temperguss 160 bis 60 0,02 0,04 0,06 0,08 0,1
GGG 260 HB 75 0,01 0,02 0,03 0,04 0,05
Gusseisen bis 90 0,02 0,03 0,04 0,05 0,06
GGG 180 HB 110 0,01 0,02 0,03 0,04 0,05
Titan und bis 30 0,01 0,02 0,03 0,05 0,07
Titanlegierungen 1200 45 0,01 0,02 0,02 0,03 0,04
Nickelbasis- bislegierungen 1400 20 0,01 0,02 0,02 0,03 0,04
Aluminium und 120-400 0,04 0,06 0,09 0,13 0,18
AL-Legierung bis 10 % 200-500 0,02 0,03 0,05 0,07 0,09
Aluminium und 100-220 0,02 0,04 0,07 0,1 0,15
AL-Legierung ü. 10 % 150--350 0,01 0,02 0,03 0,04 0,07
Messing, Kupfer 110 0,02 0,03 0,05 0,06 0,09
Bronze, Rotguss 180 0,01 0,02 0,03 0,04 0,05
Duroplaste 125 0,03 0,04 0,07 0,1 0,15
Thermoplaste 150 0,02 0,03 0,05 0,07 0,09
INFO: Kursiv gesetzte Werkstoffe (oder Schnittdaten) sind möglich zu bearbeiten, aber nicht optimal für dieseGruppe Universalfräser, für diese Bearbeitungen haben wir speziell geeignete Fräswerkzeuge im Katalog.Die oben genannten Vc Werte sind Startwerte und können je nach Bearbeitung bis zu 30 % nach obenoder unten korrigiert werden.
Page 9
165
Tech
nisc
he In
fo
Technische Info
VHM-Fräser - ,,Piranha“
Art. Nr.: 387103, 387113Materialgruppen Festigkeit Schnittgeschwindigkeit Vc (m/min)
ap=1xD ap=0,5xD ap=1xD ap=1,5xDae=1xD ae=1xD ae=0,5xD ae=0,1xD
Bau-, Einsatzstahl 350-700 N/mm² 130-170 170-190 180-200 190-210
Kohlenstoffstahl 350-850 N/mm² 120-140 140-160 150-170 160-180
legierter Stahl 500-850 N/mm² 110-130 130-150 140-160 150-170
leg. / vergüteter Stahl 850-1200 N/mm² 80-110 110-130 120-140 130-150
leg. / vergüteter Stahl 1200-1600 N/mm² 70-90 80-100 90-110 100-120
Stahl (gehärtet) ≤ 55 HRC 49-55 N/mm² / 35-50 40-55 60-80
Rostrf. Stahl, geschwefelt 400-850 N/mm² / [80]* 90-100 100-110
Austenitisch 450-850 N/mm² / [60]* 70-80 80-90
Ferristisch, Austen., Martensitisch 450-1100 N/mm² / / 60-70 70-80
Hochfeste Chrom-Nickelleg. 1100-1400 N/mm² / / 40-50 50-60
Titanlegierungen 700-900 N/mm² 70-90 80-100 90-110 100-120
Titanlegierungen 900-1400 N/mm² 30-50 40-60 50-70 60-80
Nickellegierungen 500-900 N/mm² / 40-60 50-60 50-60
Nickellegierungen 900-1600 N/mm² / 30-40 30-40 30-50
Zahnvorschub (fz)Ø Fräser 4 5 6 8 10 12 14 16 20ap=1xD, Kurze Ausführung 0,014 0,019 0,028 0,034 0,041 0,053 0,060 0,067 0,083
ae=1xD Lange Ausführung 0,010 0,013 0,020 0,026 0,033 0,042 0,048 0,054 0,066
ap=0,5xD, Kurze Ausführung 0,018 0,023 0,034 0,042 0,051 0,066 0,074 0,083 0,103
ae=1xD Lange Ausführung 0,012 0,015 0,023 0,032 0,041 0,053 0,059 0,066 0,083
ap=1xD, Kurze Ausführung 0,020 0,024 0,037 0,046 0,055 0,071 0,080 0,090 0,110
ae=0,5xD Lange Ausführung 0,014 0,016 0,026 0,036 0,044 0,057 0,064 0,072 0,088
ap=1,5xD, Kurze Ausführung 0,025 0,029 0,043 0,080 0,010 0,011 0,118 0,126 0,141
ae=0,1xD Lange Ausführung 0,017 0,020 0,030 0,064 0,080 0,088 0,095 0,100 0,113
INFO: Vc-Werte in [ ]* nur bedingt einsetzbar.
Page 10
166 Technische Info
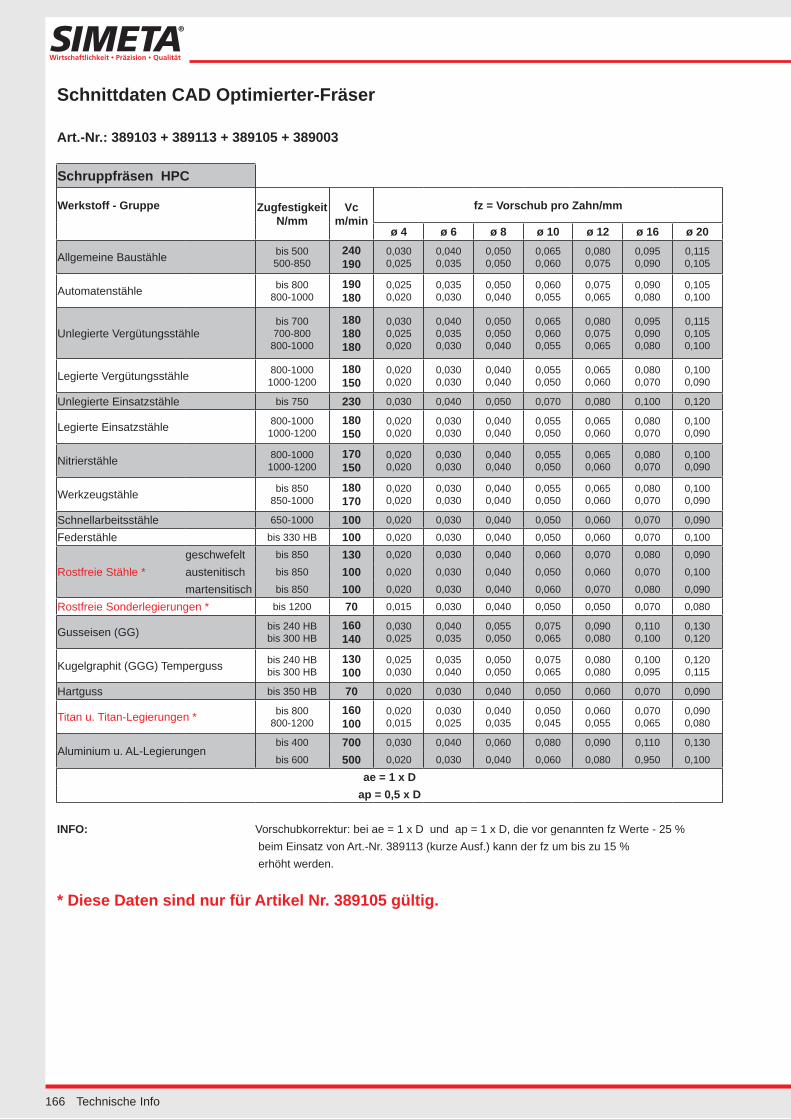
Schnittdaten CAD Optimierter-Fräser
Art.-Nr.: 389103 + 389113 + 389105 + 389003
Schruppfräsen HPC
Werkstoff - Gruppe Zugfestigkeit N/mm
Vc m/min
fz = Vorschub pro Zahn/mm
ø 4 ø 6 ø 8 ø 10 ø 12 ø 16 ø 20
Allgemeine Baustähle bis 500 500-850
240 190
0,030 0,025
0,040 0,035
0,050 0,050
0,065 0,060
0,080 0,075
0,095 0,090
0,115 0,105
Automatenstähle bis 800 800-1000
190 180
0,0250,020
0,035 0,030
0,050 0,040
0,060 0,055
0,075 0,065
0,090 0,080
0,105 0,100
Unlegierte Vergütungsstählebis 700 700-800
800-1000
180 180 180
0,030 0,025 0,020
0,040 0,035 0,030
0,050 0,050 0,040
0,065 0,060 0,055
0,080 0,075 0,065
0,095 0,090 0,080
0,115 0,105 0,100
Legierte Vergütungsstähle 800-1000 1000-1200
180 150
0,020 0,020
0,030 0,030
0,040 0,040
0,055 0,050
0,065 0,060
0,080 0,070
0,100 0,090
Unlegierte Einsatzstähle bis 750 230 0,030 0,040 0,050 0,070 0,080 0,100 0,120
Legierte Einsatzstähle 800-1000 1000-1200
180 150
0,020 0,020
0,030 0,030
0,040 0,040
0,055 0,050
0,065 0,060
0,080 0,070
0,100 0,090
Nitrierstähle 800-1000 1000-1200
170 150
0,020 0,020
0,030 0,030
0,040 0,040
0,055 0,050
0,065 0,060
0,080 0,070
0,100 0,090
Werkzeugstähle bis 850 850-1000
180 170
0,020 0,020
0,030 0,030
0,040 0,040
0,055 0,050
0,065 0,060
0,080 0,070
0,100 0,090
Schnellarbeitsstähle 650-1000 100 0,020 0,030 0,040 0,050 0,060 0,070 0,090
Federstähle bis 330 HB 100 0,020 0,030 0,040 0,050 0,060 0,070 0,100
geschwefelt bis 850 130 0,020 0,030 0,040 0,060 0,070 0,080 0,090
Rostfreie Stähle * austenitisch bis 850 100 0,020 0,030 0,040 0,050 0,060 0,070 0,100
martensitisch bis 850 100 0,020 0,030 0,040 0,060 0,070 0,080 0,090
Rostfreie Sonderlegierungen * bis 1200 70 0,015 0,030 0,040 0,050 0,050 0,070 0,080
Gusseisen (GG) bis 240 HB bis 300 HB
160 140
0,030 0,025
0,040 0,035
0,055 0,050
0,075 0,065
0,090 0,080
0,110 0,100
0,130 0,120
Kugelgraphit (GGG) Temperguss bis 240 HB bis 300 HB
130 100
0,025 0,030
0,035 0,040
0,050 0,050
0,075 0,065
0,080 0,080
0,100 0,095
0,120 0,115
Hartguss bis 350 HB 70 0,020 0,030 0,040 0,050 0,060 0,070 0,090
Titan u. Titan-Legierungen * bis 800 800-1200
160 100
0,020 0,015
0,030 0,025
0,040 0,035
0,050 0,045
0,060 0,055
0,070 0,065
0,090 0,080
Aluminium u. AL-Legierungenbis 400 700 0,030 0,040 0,060 0,080 0,090 0,110 0,130
bis 600 500 0,020 0,030 0,040 0,060 0,080 0,950 0,100
ae = 1 x Dap = 0,5 x D
INFO: Vorschubkorrektur: bei ae = 1 x D und ap = 1 x D, die vor genannten fz Werte - 25 % beim Einsatz von Art.-Nr. 389113 (kurze Ausf.) kann der fz um bis zu 15 % erhöht werden.
* Diese Daten sind nur für Artikel Nr. 389105 gültig.
Page 11
167
Tech
nisc
he In
fo
Technische Info
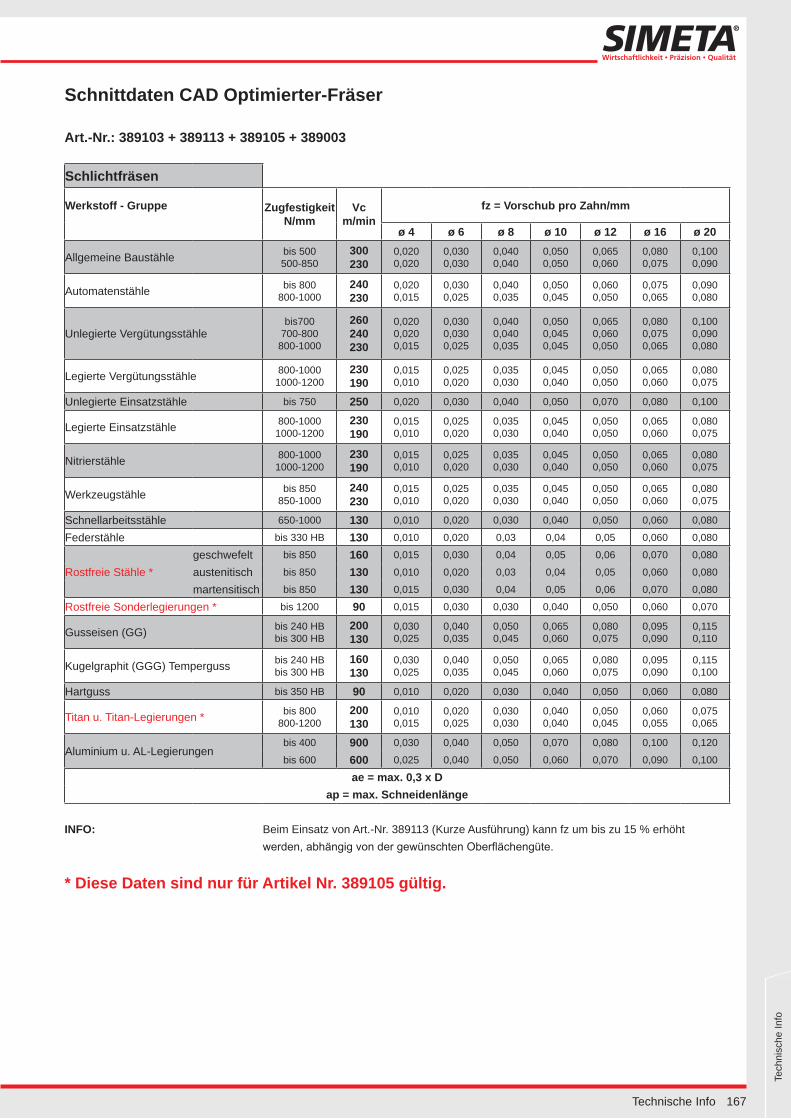
Schnittdaten CAD Optimierter-Fräser
Art.-Nr.: 389103 + 389113 + 389105 + 389003
Schlichtfräsen
Werkstoff - Gruppe Zugfestigkeit N/mm
Vc m/min
fz = Vorschub pro Zahn/mm
ø 4 ø 6 ø 8 ø 10 ø 12 ø 16 ø 20
Allgemeine Baustähle bis 500 500-850
300 230
0,020 0,020
0,030 0,030
0,040 0,040
0,050 0,050
0,065 0,060
0,080 0,075
0,100 0,090
Automatenstähle bis 800 800-1000
240 230
0,020 0,015
0,030 0,025
0,040 0,035
0,050 0,045
0,060 0,050
0,075 0,065
0,090 0,080
Unlegierte Vergütungsstählebis700
700-800 800-1000
260 240 230
0,020 0,020 0,015
0,030 0,030 0,025
0,040 0,040 0,035
0,050 0,045 0,045
0,065 0,060 0,050
0,080 0,075 0,065
0,100 0,090 0,080
Legierte Vergütungsstähle 800-1000 1000-1200
230 190
0,015 0,010
0,025 0,020
0,035 0,030
0,045 0,040
0,050 0,050
0,065 0,060
0,080 0,075
Unlegierte Einsatzstähle bis 750 250 0,020 0,030 0,040 0,050 0,070 0,080 0,100
Legierte Einsatzstähle 800-1000 1000-1200
230 190
0,015 0,010
0,025 0,020
0,035 0,030
0,045 0,040
0,050 0,050
0,065 0,060
0,080 0,075
Nitrierstähle 800-1000 1000-1200
230 190
0,015 0,010
0,025 0,020
0,035 0,030
0,045 0,040
0,050 0,050
0,065 0,060
0,080 0,075
Werkzeugstähle bis 850 850-1000
240 230
0,015 0,010
0,025 0,020
0,035 0,030
0,045 0,040
0,050 0,050
0,065 0,060
0,080 0,075
Schnellarbeitsstähle 650-1000 130 0,010 0,020 0,030 0,040 0,050 0,060 0,080
Federstähle bis 330 HB 130 0,010 0,020 0,03 0,04 0,05 0,060 0,080
geschwefelt bis 850 160 0,015 0,030 0,04 0,05 0,06 0,070 0,080
Rostfreie Stähle * austenitisch bis 850 130 0,010 0,020 0,03 0,04 0,05 0,060 0,080
martensitisch bis 850 130 0,015 0,030 0,04 0,05 0,06 0,070 0,080
Rostfreie Sonderlegierungen * bis 1200 90 0,015 0,030 0,030 0,040 0,050 0,060 0,070
Gusseisen (GG) bis 240 HB bis 300 HB
200 130
0,030 0,025
0,040 0,035
0,050 0,045
0,065 0,060
0,080 0,075
0,095 0,090
0,115 0,110
Kugelgraphit (GGG) Temperguss bis 240 HB bis 300 HB
160 130
0,030 0,025
0,040 0,035
0,050 0,045
0,065 0,060
0,080 0,075
0,095 0,090
0,115 0,100
Hartguss bis 350 HB 90 0,010 0,020 0,030 0,040 0,050 0,060 0,080
Titan u. Titan-Legierungen * bis 800 800-1200
200 130
0,010 0,015
0,020 0,025
0,030 0,030
0,040 0,040
0,050 0,045
0,060 0,055
0,075 0,065
Aluminium u. AL-Legierungenbis 400 900 0,030 0,040 0,050 0,070 0,080 0,100 0,120
bis 600 600 0,025 0,040 0,050 0,060 0,070 0,090 0,100
ae = max. 0,3 x Dap = max. Schneidenlänge
INFO: Beim Einsatz von Art.-Nr. 389113 (Kurze Ausführung) kann fz um bis zu 15 % erhöht werden, abhängig von der gewünschten Oberflächengüte.
* Diese Daten sind nur für Artikel Nr. 389105 gültig.
Page 12
168 Technische Info
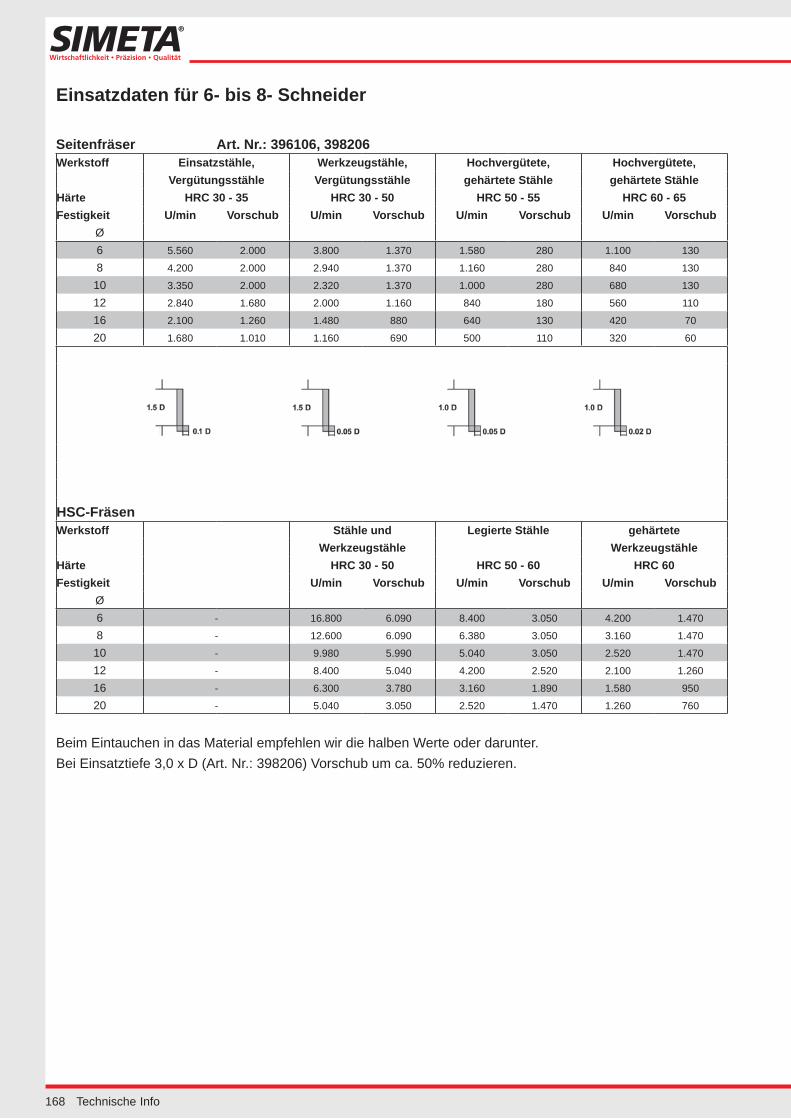
Einsatzdaten für 6- bis 8- Schneider
Seitenfräser Art. Nr.: 396106, 398206Werkstoff Einsatzstähle, Werkzeugstähle, Hochvergütete, Hochvergütete,
Vergütungsstähle Vergütungsstähle gehärtete Stähle gehärtete StähleHärte HRC 30 - 35 HRC 30 - 50 HRC 50 - 55 HRC 60 - 65Festigkeit U/min Vorschub U/min Vorschub U/min Vorschub U/min Vorschub
Ø6 5.560 2.000 3.800 1.370 1.580 280 1.100 130
8 4.200 2.000 2.940 1.370 1.160 280 840 130
10 3.350 2.000 2.320 1.370 1.000 280 680 130
12 2.840 1.680 2.000 1.160 840 180 560 110
16 2.100 1.260 1.480 880 640 130 420 70
20 1.680 1.010 1.160 690 500 110 320 60
HSC-FräsenWerkstoff Stähle und Legierte Stähle gehärtete
Werkzeugstähle WerkzeugstähleHärte HRC 30 - 50 HRC 50 - 60 HRC 60Festigkeit U/min Vorschub U/min Vorschub U/min Vorschub
Ø6 - 16.800 6.090 8.400 3.050 4.200 1.470
8 - 12.600 6.090 6.380 3.050 3.160 1.470
10 - 9.980 5.990 5.040 3.050 2.520 1.470
12 - 8.400 5.040 4.200 2.520 2.100 1.260
16 - 6.300 3.780 3.160 1.890 1.580 950
20 - 5.040 3.050 2.520 1.470 1.260 760
Beim Eintauchen in das Material empfehlen wir die halben Werte oder darunter.Bei Einsatztiefe 3,0 x D (Art. Nr.: 398206) Vorschub um ca. 50% reduzieren.
Page 13
169
Tech
nisc
he In
fo
Technische Info
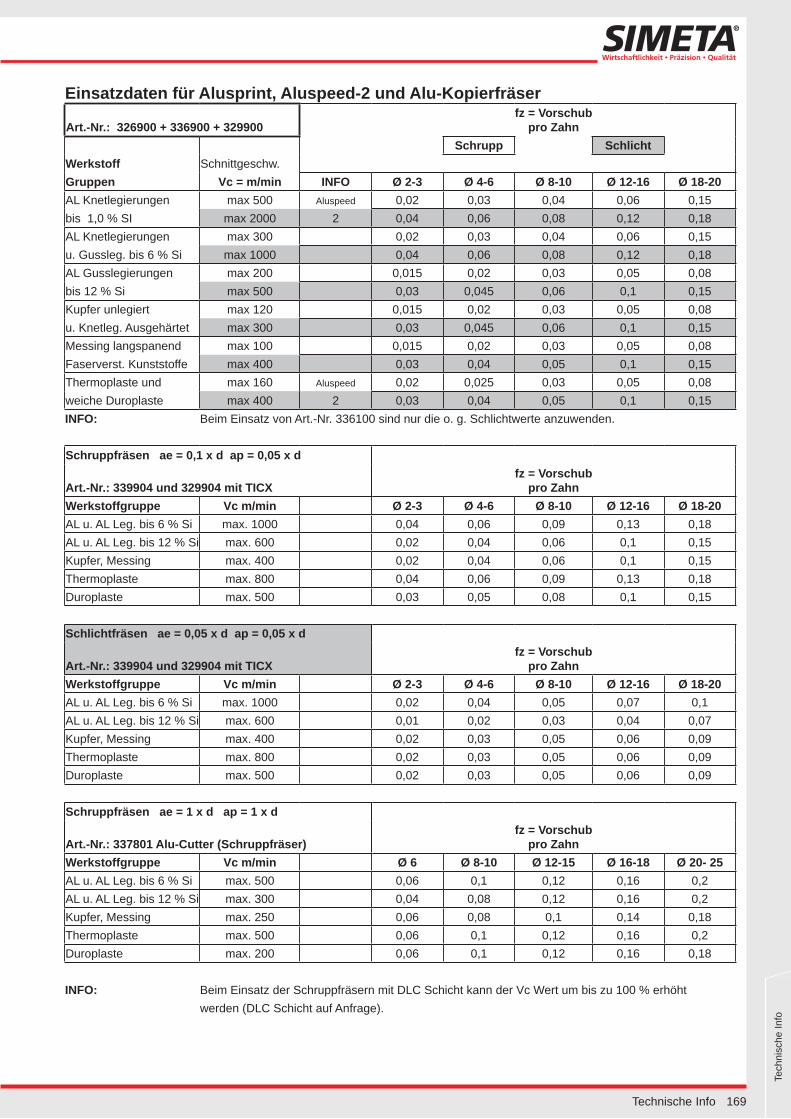
Einsatzdaten für Alusprint, Aluspeed-2 und Alu-Kopierfräser
Art.-Nr.: 326900 + 336900 + 329900fz = Vorschub
pro ZahnSchrupp Schlicht
Werkstoff Schnittgeschw.Gruppen Vc = m/min INFO Ø 2-3 Ø 4-6 Ø 8-10 Ø 12-16 Ø 18-20AL Knetlegierungen max 500 Aluspeed 0,02 0,03 0,04 0,06 0,15bis 1,0 % SI max 2000 2 0,04 0,06 0,08 0,12 0,18AL Knetlegierungen max 300 0,02 0,03 0,04 0,06 0,15u. Gussleg. bis 6 % Si max 1000 0,04 0,06 0,08 0,12 0,18AL Gusslegierungen max 200 0,015 0,02 0,03 0,05 0,08bis 12 % Si max 500 0,03 0,045 0,06 0,1 0,15Kupfer unlegiert max 120 0,015 0,02 0,03 0,05 0,08u. Knetleg. Ausgehärtet max 300 0,03 0,045 0,06 0,1 0,15Messing langspanend max 100 0,015 0,02 0,03 0,05 0,08Faserverst. Kunststoffe max 400 0,03 0,04 0,05 0,1 0,15Thermoplaste und max 160 Aluspeed 0,02 0,025 0,03 0,05 0,08weiche Duroplaste max 400 2 0,03 0,04 0,05 0,1 0,15INFO: Beim Einsatz von Art.-Nr. 336100 sind nur die o. g. Schlichtwerte anzuwenden.
Schruppfräsen ae = 0,1 x d ap = 0,05 x d
Art.-Nr.: 339904 und 329904 mit TICX fz = Vorschub
pro ZahnWerkstoffgruppe Vc m/min Ø 2-3 Ø 4-6 Ø 8-10 Ø 12-16 Ø 18-20AL u. AL Leg. bis 6 % Si max. 1000 0,04 0,06 0,09 0,13 0,18AL u. AL Leg. bis 12 % Si max. 600 0,02 0,04 0,06 0,1 0,15Kupfer, Messing max. 400 0,02 0,04 0,06 0,1 0,15Thermoplaste max. 800 0,04 0,06 0,09 0,13 0,18Duroplaste max. 500 0,03 0,05 0,08 0,1 0,15
Schlichtfräsen ae = 0,05 x d ap = 0,05 x d
Art.-Nr.: 339904 und 329904 mit TICXfz = Vorschub
pro ZahnWerkstoffgruppe Vc m/min Ø 2-3 Ø 4-6 Ø 8-10 Ø 12-16 Ø 18-20AL u. AL Leg. bis 6 % Si max. 1000 0,02 0,04 0,05 0,07 0,1AL u. AL Leg. bis 12 % Si max. 600 0,01 0,02 0,03 0,04 0,07Kupfer, Messing max. 400 0,02 0,03 0,05 0,06 0,09Thermoplaste max. 800 0,02 0,03 0,05 0,06 0,09Duroplaste max. 500 0,02 0,03 0,05 0,06 0,09
Schruppfräsen ae = 1 x d ap = 1 x d
Art.-Nr.: 337801 Alu-Cutter (Schruppfräser)fz = Vorschub
pro ZahnWerkstoffgruppe Vc m/min Ø 6 Ø 8-10 Ø 12-15 Ø 16-18 Ø 20- 25AL u. AL Leg. bis 6 % Si max. 500 0,06 0,1 0,12 0,16 0,2AL u. AL Leg. bis 12 % Si max. 300 0,04 0,08 0,12 0,16 0,2Kupfer, Messing max. 250 0,06 0,08 0,1 0,14 0,18Thermoplaste max. 500 0,06 0,1 0,12 0,16 0,2Duroplaste max. 200 0,06 0,1 0,12 0,16 0,18
INFO: Beim Einsatz der Schruppfräsern mit DLC Schicht kann der Vc Wert um bis zu 100 % erhöhtwerden (DLC Schicht auf Anfrage).
Page 14
170 Technische Info
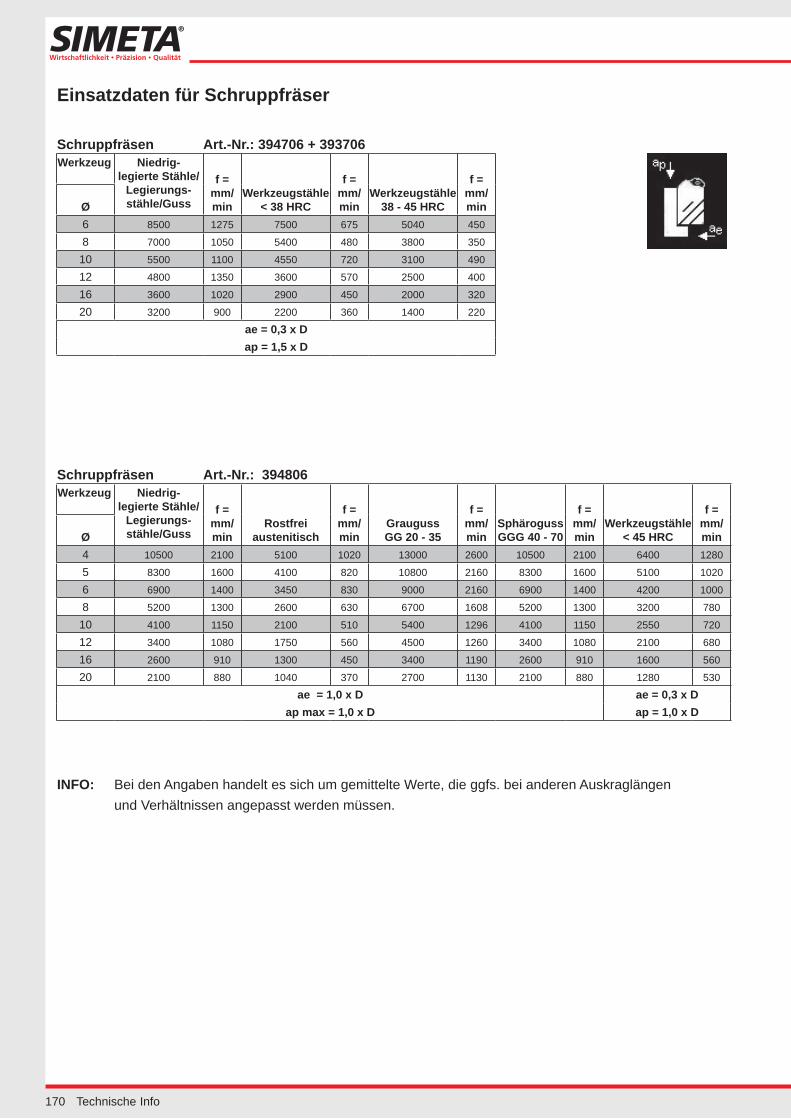
Einsatzdaten für Schruppfräser
Schruppfräsen Art.-Nr.: 394706 + 393706Werkzeug Niedrig-
legierte Stähle/Legierungs-stähle/Guss
f = mm/min
Werkzeugstähle < 38 HRC
f = mm/min
Werkzeugstähle 38 - 45 HRC
f = mm/minØ
6 8500 1275 7500 675 5040 450
8 7000 1050 5400 480 3800 350
10 5500 1100 4550 720 3100 490
12 4800 1350 3600 570 2500 400
16 3600 1020 2900 450 2000 320
20 3200 900 2200 360 1400 220
ae = 0,3 x Dap = 1,5 x D
Schruppfräsen Art.-Nr.: 394806Werkzeug Niedrig-
legierte Stähle/Legierungs-stähle/Guss
f = mm/min
Rostfrei austenitisch
f = mm/min
Grauguss GG 20 - 35
f = mm/min
Sphäroguss GGG 40 - 70
f = mm/min
Werkzeugstähle < 45 HRC
f = mm/minØ
4 10500 2100 5100 1020 13000 2600 10500 2100 6400 1280
5 8300 1600 4100 820 10800 2160 8300 1600 5100 1020
6 6900 1400 3450 830 9000 2160 6900 1400 4200 1000
8 5200 1300 2600 630 6700 1608 5200 1300 3200 780
10 4100 1150 2100 510 5400 1296 4100 1150 2550 720
12 3400 1080 1750 560 4500 1260 3400 1080 2100 680
16 2600 910 1300 450 3400 1190 2600 910 1600 560
20 2100 880 1040 370 2700 1130 2100 880 1280 530
ae = 1,0 x D ae = 0,3 x Dap max = 1,0 x D ap = 1,0 x D
INFO: Bei den Angaben handelt es sich um gemittelte Werte, die ggfs. bei anderen Auskraglängen und Verhältnissen angepasst werden müssen.
Page 15
171
Tech
nisc
he In
fo
Technische Info
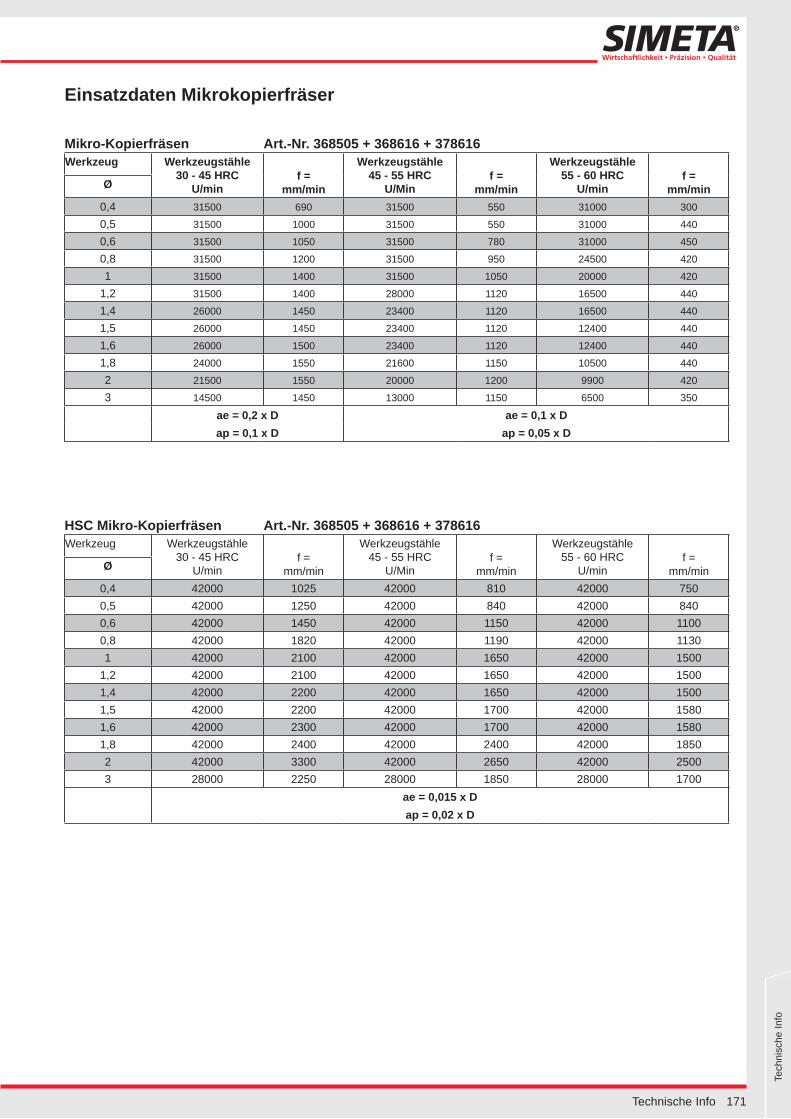
Einsatzdaten Mikrokopierfräser
Mikro-Kopierfräsen Art.-Nr. 368505 + 368616 + 378616Werkzeug Werkzeugstähle
30 - 45 HRCU/min
f =mm/min
Werkzeugstähle45 - 55 HRC
U/Minf =
mm/min
Werkzeugstähle55 - 60 HRC
U/minf =
mm/minØ
0,4 31500 690 31500 550 31000 300
0,5 31500 1000 31500 550 31000 440
0,6 31500 1050 31500 780 31000 450
0,8 31500 1200 31500 950 24500 420
1 31500 1400 31500 1050 20000 420
1,2 31500 1400 28000 1120 16500 440
1,4 26000 1450 23400 1120 16500 440
1,5 26000 1450 23400 1120 12400 440
1,6 26000 1500 23400 1120 12400 440
1,8 24000 1550 21600 1150 10500 440
2 21500 1550 20000 1200 9900 420
3 14500 1450 13000 1150 6500 350
ae = 0,2 x D ae = 0,1 x Dap = 0,1 x D ap = 0,05 x D
HSC Mikro-Kopierfräsen Art.-Nr. 368505 + 368616 + 378616Werkzeug Werkzeugstähle
30 - 45 HRCU/min
f =mm/min
Werkzeugstähle45 - 55 HRC
U/Minf =
mm/min
Werkzeugstähle55 - 60 HRC
U/minf =
mm/minØ
0,4 42000 1025 42000 810 42000 7500,5 42000 1250 42000 840 42000 8400,6 42000 1450 42000 1150 42000 11000,8 42000 1820 42000 1190 42000 11301 42000 2100 42000 1650 42000 1500
1,2 42000 2100 42000 1650 42000 15001,4 42000 2200 42000 1650 42000 15001,5 42000 2200 42000 1700 42000 15801,6 42000 2300 42000 1700 42000 15801,8 42000 2400 42000 2400 42000 18502 42000 3300 42000 2650 42000 25003 28000 2250 28000 1850 28000 1700
ae = 0,015 x Dap = 0,02 x D
Page 16
172 Technische Info
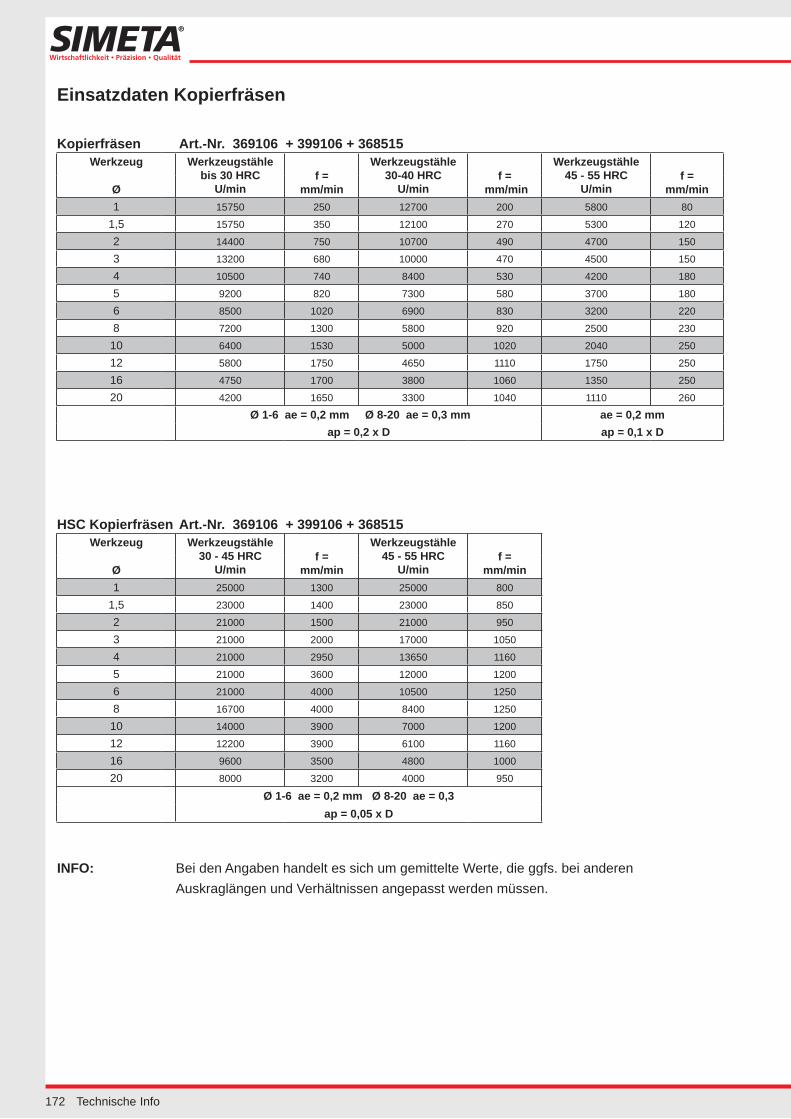
Einsatzdaten Kopierfräsen
Kopierfräsen Art.-Nr. 369106 + 399106 + 368515Werkzeug Werkzeugstähle
bis 30 HRCU/min
f =mm/min
Werkzeugstähle30-40 HRC
U/minf =
mm/min
Werkzeugstähle45 - 55 HRC
U/minf =
mm/minØ1 15750 250 12700 200 5800 80
1,5 15750 350 12100 270 5300 120
2 14400 750 10700 490 4700 150
3 13200 680 10000 470 4500 150
4 10500 740 8400 530 4200 180
5 9200 820 7300 580 3700 180
6 8500 1020 6900 830 3200 220
8 7200 1300 5800 920 2500 230
10 6400 1530 5000 1020 2040 250
12 5800 1750 4650 1110 1750 250
16 4750 1700 3800 1060 1350 250
20 4200 1650 3300 1040 1110 260
Ø 1-6 ae = 0,2 mm Ø 8-20 ae = 0,3 mm ae = 0,2 mmap = 0,2 x D ap = 0,1 x D
HSC Kopierfräsen Art.-Nr. 369106 + 399106 + 368515Werkzeug Werkzeugstähle
30 - 45 HRCU/min
f = mm/min
Werkzeugstähle45 - 55 HRC
U/minf =
mm/minØ1 25000 1300 25000 800
1,5 23000 1400 23000 850
2 21000 1500 21000 950
3 21000 2000 17000 1050
4 21000 2950 13650 1160
5 21000 3600 12000 1200
6 21000 4000 10500 1250
8 16700 4000 8400 1250
10 14000 3900 7000 1200
12 12200 3900 6100 1160
16 9600 3500 4800 1000
20 8000 3200 4000 950
Ø 1-6 ae = 0,2 mm Ø 8-20 ae = 0,3ap = 0,05 x D
INFO: Bei den Angaben handelt es sich um gemittelte Werte, die ggfs. bei anderenAuskraglängen und Verhältnissen angepasst werden müssen.
Page 17
173
Tech
nisc
he In
fo
Technische Info
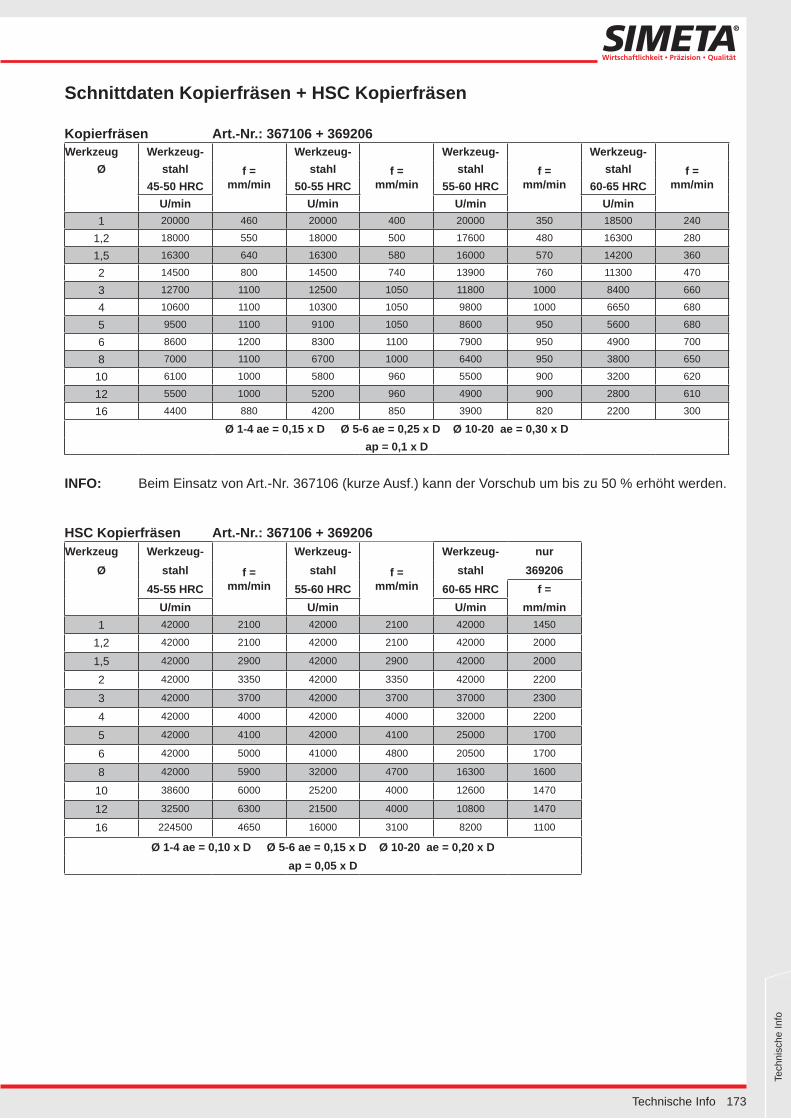
Schnittdaten Kopierfräsen + HSC Kopierfräsen
Kopierfräsen Art.-Nr.: 367106 + 369206Werkzeug Werkzeug-
f =mm/min
Werkzeug-f =
mm/min
Werkzeug-f =
mm/min
Werkzeug-f =
mm/minØ stahl stahl stahl stahl
45-50 HRC 50-55 HRC 55-60 HRC 60-65 HRCU/min U/min U/min U/min
1 20000 460 20000 400 20000 350 18500 240
1,2 18000 550 18000 500 17600 480 16300 280
1,5 16300 640 16300 580 16000 570 14200 360
2 14500 800 14500 740 13900 760 11300 470
3 12700 1100 12500 1050 11800 1000 8400 660
4 10600 1100 10300 1050 9800 1000 6650 680
5 9500 1100 9100 1050 8600 950 5600 680
6 8600 1200 8300 1100 7900 950 4900 700
8 7000 1100 6700 1000 6400 950 3800 650
10 6100 1000 5800 960 5500 900 3200 620
12 5500 1000 5200 960 4900 900 2800 610
16 4400 880 4200 850 3900 820 2200 300
Ø 1-4 ae = 0,15 x D Ø 5-6 ae = 0,25 x D Ø 10-20 ae = 0,30 x Dap = 0,1 x D
INFO: Beim Einsatz von Art.-Nr. 367106 (kurze Ausf.) kann der Vorschub um bis zu 50 % erhöht werden.
HSC Kopierfräsen Art.-Nr.: 367106 + 369206Werkzeug Werkzeug-
f =mm/min
Werkzeug-
f =mm/min
Werkzeug- nurØ stahl stahl stahl 369206
45-55 HRC 55-60 HRC 60-65 HRC f =U/min U/min U/min mm/min
1 42000 2100 42000 2100 42000 1450
1,2 42000 2100 42000 2100 42000 2000
1,5 42000 2900 42000 2900 42000 2000
2 42000 3350 42000 3350 42000 2200
3 42000 3700 42000 3700 37000 2300
4 42000 4000 42000 4000 32000 2200
5 42000 4100 42000 4100 25000 1700
6 42000 5000 41000 4800 20500 1700
8 42000 5900 32000 4700 16300 1600
10 38600 6000 25200 4000 12600 1470
12 32500 6300 21500 4000 10800 1470
16 224500 4650 16000 3100 8200 1100
Ø 1-4 ae = 0,10 x D Ø 5-6 ae = 0,15 x D Ø 10-20 ae = 0,20 x Dap = 0,05 x D
Page 18
174 Technische Info
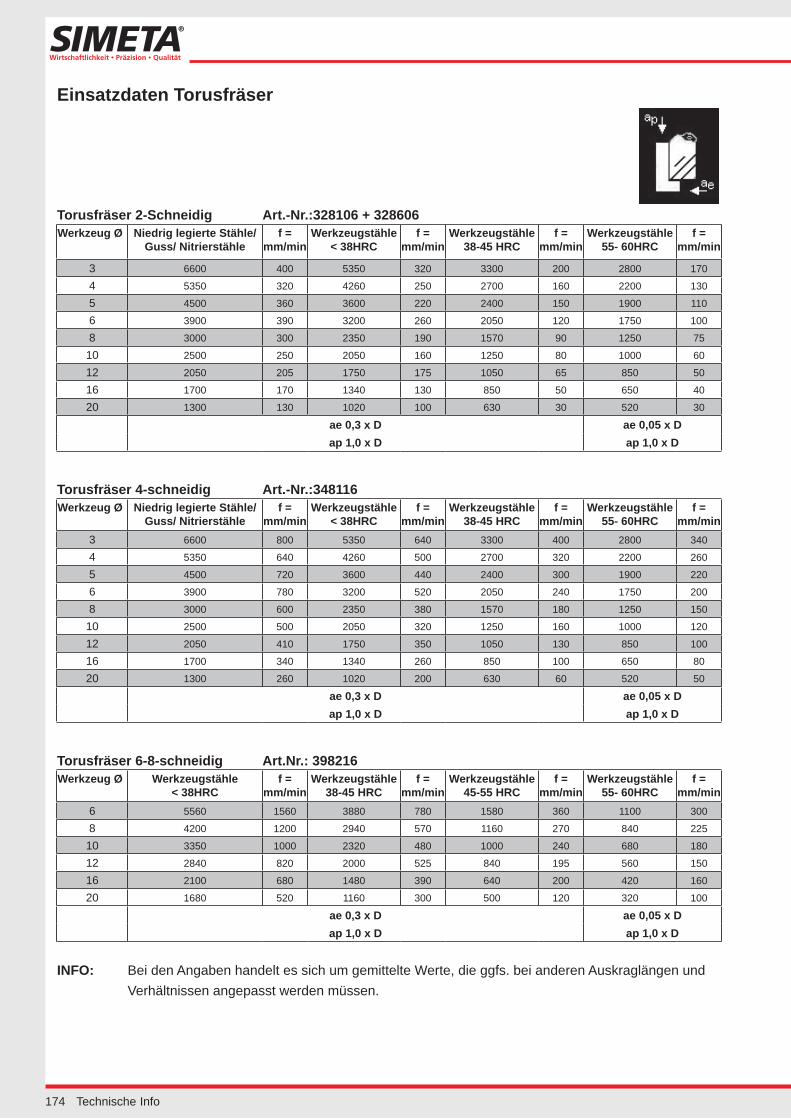
Einsatzdaten Torusfräser
Torusfräser 2-Schneidig Art.-Nr.:328106 + 328606Werkzeug Ø Niedrig legierte Stähle/
Guss/ Nitrierstähle f =
mm/minWerkzeugstähle
< 38HRCf =
mm/minWerkzeugstähle
38-45 HRCf =
mm/minWerkzeugstähle
55- 60HRCf =
mm/min
3 6600 400 5350 320 3300 200 2800 170
4 5350 320 4260 250 2700 160 2200 130
5 4500 360 3600 220 2400 150 1900 110
6 3900 390 3200 260 2050 120 1750 100
8 3000 300 2350 190 1570 90 1250 75
10 2500 250 2050 160 1250 80 1000 60
12 2050 205 1750 175 1050 65 850 50
16 1700 170 1340 130 850 50 650 40
20 1300 130 1020 100 630 30 520 30
ae 0,3 x D ae 0,05 x Dap 1,0 x D ap 1,0 x D
Torusfräser 4-schneidig Art.-Nr.:348116Werkzeug Ø Niedrig legierte Stähle/
Guss/ Nitrierstähle f =
mm/minWerkzeugstähle
< 38HRCf =
mm/minWerkzeugstähle
38-45 HRCf =
mm/minWerkzeugstähle
55- 60HRCf =
mm/min3 6600 800 5350 640 3300 400 2800 340
4 5350 640 4260 500 2700 320 2200 260
5 4500 720 3600 440 2400 300 1900 220
6 3900 780 3200 520 2050 240 1750 200
8 3000 600 2350 380 1570 180 1250 150
10 2500 500 2050 320 1250 160 1000 120
12 2050 410 1750 350 1050 130 850 100
16 1700 340 1340 260 850 100 650 80
20 1300 260 1020 200 630 60 520 50
ae 0,3 x D ae 0,05 x Dap 1,0 x D ap 1,0 x D
Torusfräser 6-8-schneidig Art.Nr.: 398216Werkzeug Ø Werkzeugstähle
< 38HRCf =
mm/minWerkzeugstähle
38-45 HRCf =
mm/minWerkzeugstähle
45-55 HRCf =
mm/minWerkzeugstähle
55- 60HRCf =
mm/min6 5560 1560 3880 780 1580 360 1100 300
8 4200 1200 2940 570 1160 270 840 225
10 3350 1000 2320 480 1000 240 680 180
12 2840 820 2000 525 840 195 560 150
16 2100 680 1480 390 640 200 420 160
20 1680 520 1160 300 500 120 320 100
ae 0,3 x D ae 0,05 x Dap 1,0 x D ap 1,0 x D
INFO: Bei den Angaben handelt es sich um gemittelte Werte, die ggfs. bei anderen Auskraglängen undVerhältnissen angepasst werden müssen.
Page 19
175
Tech
nisc
he In
fo
Technische Info
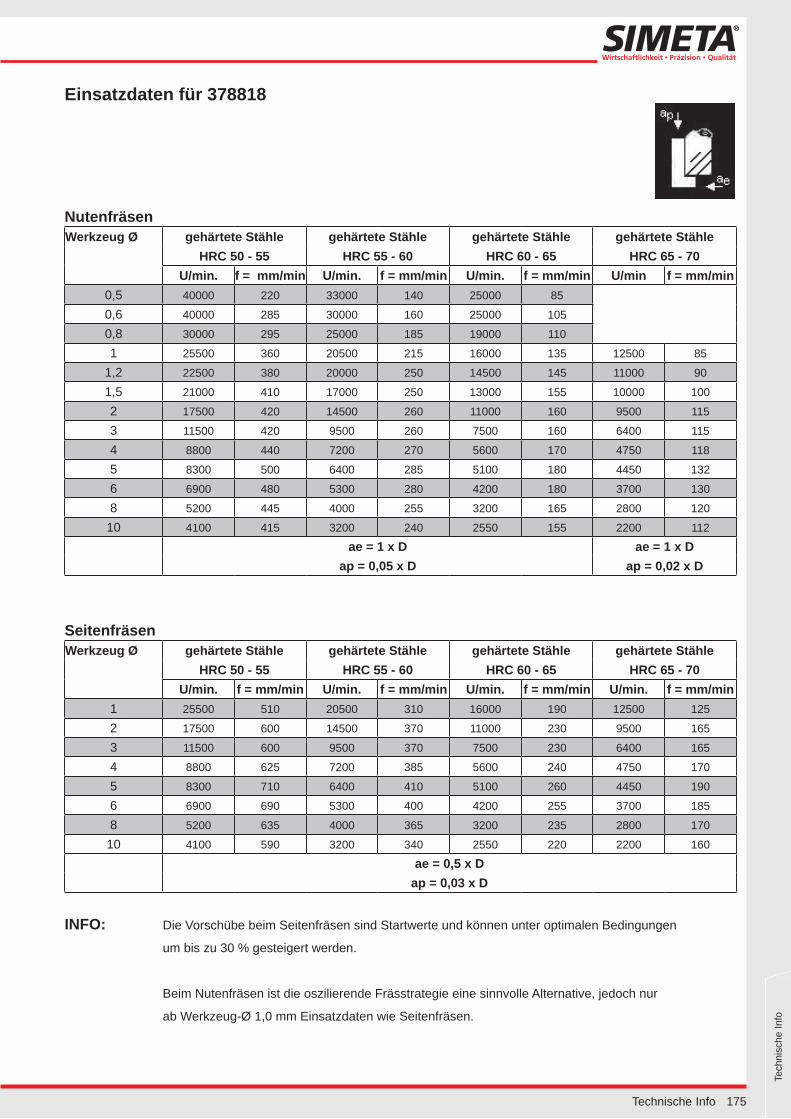
Einsatzdaten für 378818
NutenfräsenWerkzeug Ø gehärtete Stähle gehärtete Stähle gehärtete Stähle gehärtete Stähle
HRC 50 - 55 HRC 55 - 60 HRC 60 - 65 HRC 65 - 70U/min. f = mm/min U/min. f = mm/min U/min. f = mm/min U/min f = mm/min
0,5 40000 220 33000 140 25000 85
0,6 40000 285 30000 160 25000 105
0,8 30000 295 25000 185 19000 110
1 25500 360 20500 215 16000 135 12500 85
1,2 22500 380 20000 250 14500 145 11000 90
1,5 21000 410 17000 250 13000 155 10000 100
2 17500 420 14500 260 11000 160 9500 115
3 11500 420 9500 260 7500 160 6400 115
4 8800 440 7200 270 5600 170 4750 118
5 8300 500 6400 285 5100 180 4450 132
6 6900 480 5300 280 4200 180 3700 130
8 5200 445 4000 255 3200 165 2800 120
10 4100 415 3200 240 2550 155 2200 112
ae = 1 x D ae = 1 x Dap = 0,05 x D ap = 0,02 x D
SeitenfräsenWerkzeug Ø gehärtete Stähle gehärtete Stähle gehärtete Stähle gehärtete Stähle
HRC 50 - 55 HRC 55 - 60 HRC 60 - 65 HRC 65 - 70U/min. f = mm/min U/min. f = mm/min U/min. f = mm/min U/min. f = mm/min
1 25500 510 20500 310 16000 190 12500 125
2 17500 600 14500 370 11000 230 9500 165
3 11500 600 9500 370 7500 230 6400 165
4 8800 625 7200 385 5600 240 4750 170
5 8300 710 6400 410 5100 260 4450 190
6 6900 690 5300 400 4200 255 3700 185
8 5200 635 4000 365 3200 235 2800 170
10 4100 590 3200 340 2550 220 2200 160
ae = 0,5 x Dap = 0,03 x D
INFO: Die Vorschübe beim Seitenfräsen sind Startwerte und können unter optimalen Bedingungen
um bis zu 30 % gesteigert werden.
Beim Nutenfräsen ist die oszilierende Frässtrategie eine sinnvolle Alternative, jedoch nur
ab Werkzeug-Ø 1,0 mm Einsatzdaten wie Seitenfräsen.
Page 20
176 Technische Info
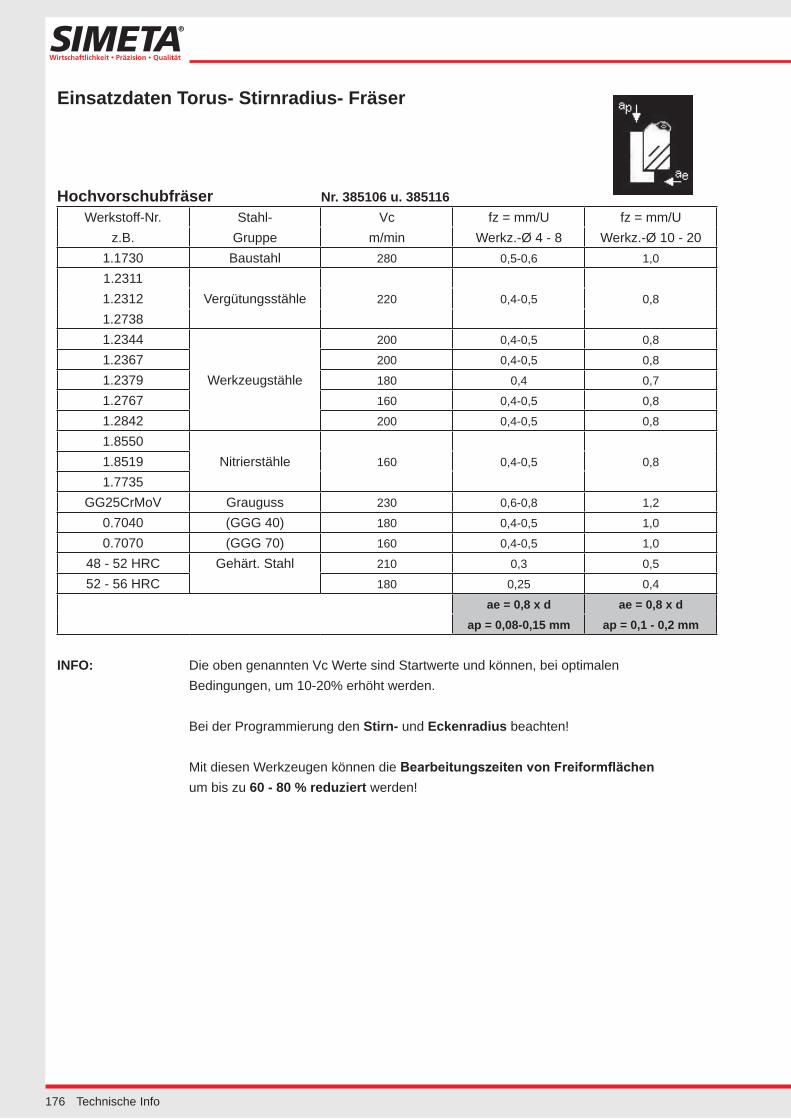
Einsatzdaten Torus- Stirnradius- Fräser
Hochvorschubfräser Nr. 385106 u. 385116Werkstoff-Nr. Stahl- Vc fz = mm/U fz = mm/U
z.B. Gruppe m/min Werkz.-Ø 4 - 8 Werkz.-Ø 10 - 201.1730 Baustahl 280 0,5-0,6 1,0
1.23111.2312 Vergütungsstähle 220 0,4-0,5 0,8
1.27381.2344 200 0,4-0,5 0,8
1.2367 200 0,4-0,5 0,8
1.2379 Werkzeugstähle 180 0,4 0,7
1.2767 160 0,4-0,5 0,8
1.2842 200 0,4-0,5 0,8
1.85501.8519 Nitrierstähle 160 0,4-0,5 0,8
1.7735GG25CrMoV Grauguss 230 0,6-0,8 1,2
0.7040 (GGG 40) 180 0,4-0,5 1,0
0.7070 (GGG 70) 160 0,4-0,5 1,0
48 - 52 HRC Gehärt. Stahl 210 0,3 0,5
52 - 56 HRC 180 0,25 0,4
ae = 0,8 x d ae = 0,8 x dap = 0,08-0,15 mm ap = 0,1 - 0,2 mm
INFO: Die oben genannten Vc Werte sind Startwerte und können, bei optimalenBedingungen, um 10-20% erhöht werden.
Bei der Programmierung den Stirn- und Eckenradius beachten!
Mit diesen Werkzeugen können die Bearbeitungszeiten von Freiformflächenum bis zu 60 - 80 % reduziert werden!
Page 21
177
Tech
nisc
he In
fo
Technische Info
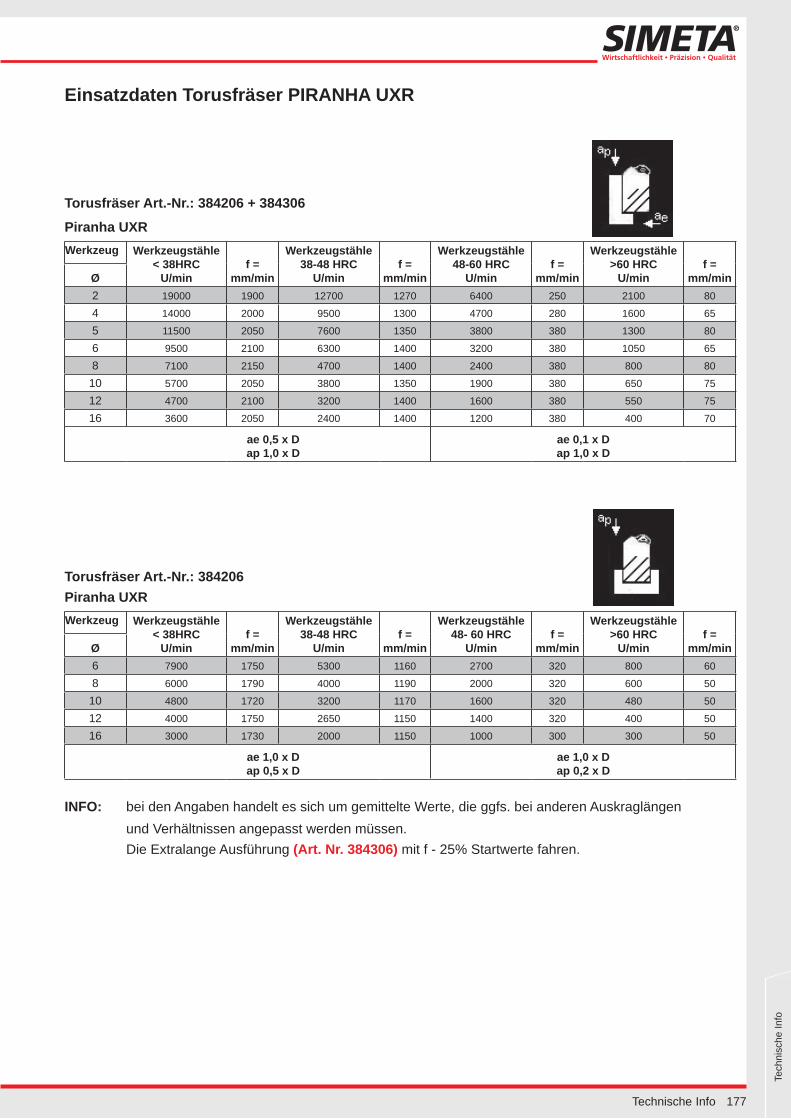
Einsatzdaten Torusfräser PIRANHA UXR
Torusfräser Art.-Nr.: 384206 + 384306
Piranha UXRWerkzeug Werkzeugstähle
< 38HRCU/min
f = mm/min
Werkzeugstähle38-48 HRC
U/minf =
mm/min
Werkzeugstähle48-60 HRC
U/minf =
mm/min
Werkzeugstähle>60 HRC
U/minf =
mm/minØ2 19000 1900 12700 1270 6400 250 2100 80
4 14000 2000 9500 1300 4700 280 1600 65
5 11500 2050 7600 1350 3800 380 1300 80
6 9500 2100 6300 1400 3200 380 1050 65
8 7100 2150 4700 1400 2400 380 800 80
10 5700 2050 3800 1350 1900 380 650 75
12 4700 2100 3200 1400 1600 380 550 75
16 3600 2050 2400 1400 1200 380 400 70
ae 0,5 x D ap 1,0 x D
ae 0,1 x Dap 1,0 x D
Torusfräser Art.-Nr.: 384206Piranha UXRWerkzeug Werkzeugstähle
< 38HRCU/min
f = mm/min
Werkzeugstähle38-48 HRC
U/minf =
mm/min
Werkzeugstähle48- 60 HRC
U/minf =
mm/min
Werkzeugstähle>60 HRC
U/minf =
mm/minØ6 7900 1750 5300 1160 2700 320 800 60
8 6000 1790 4000 1190 2000 320 600 50
10 4800 1720 3200 1170 1600 320 480 50
12 4000 1750 2650 1150 1400 320 400 50
16 3000 1730 2000 1150 1000 300 300 50
ae 1,0 x D ap 0,5 x D
ae 1,0 x Dap 0,2 x D
INFO: bei den Angaben handelt es sich um gemittelte Werte, die ggfs. bei anderen Auskraglängen und Verhältnissen angepasst werden müssen.Die Extralange Ausführung (Art. Nr. 384306) mit f - 25% Startwerte fahren.
Page 22
178 Technische Info
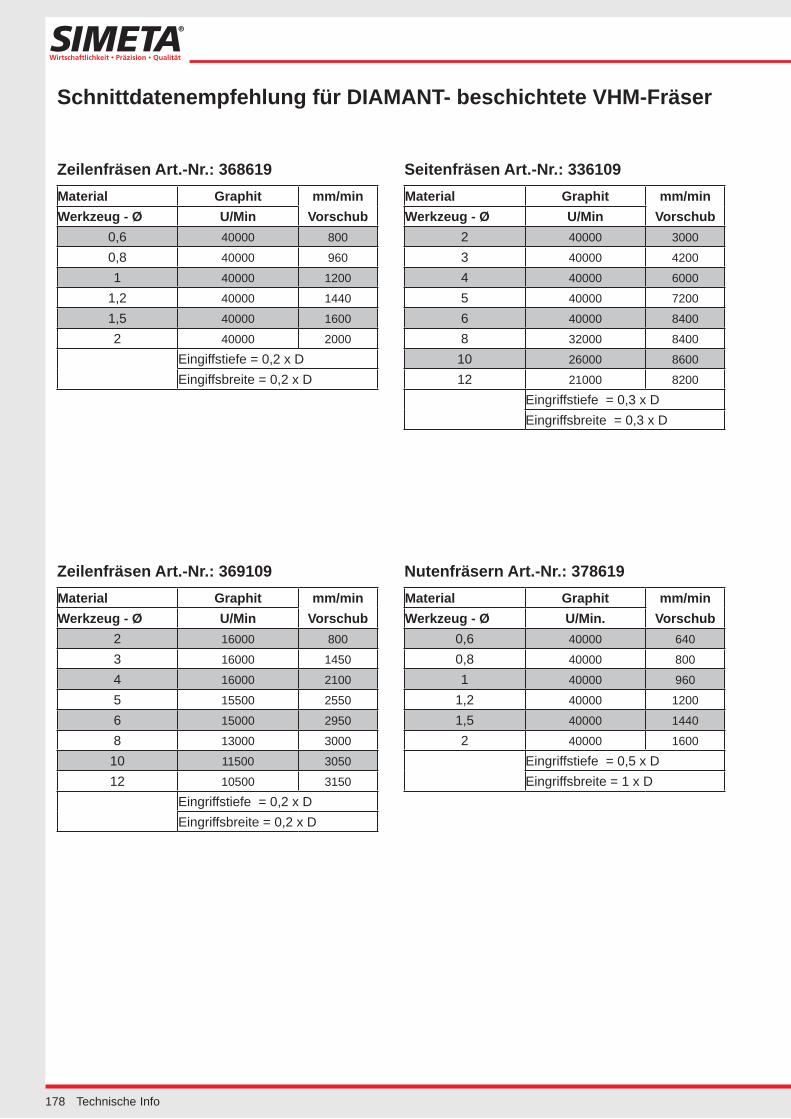
Schnittdatenempfehlung für DIAMANT- beschichtete VHM-Fräser
Zeilenfräsen Art.-Nr.: 368619 Seitenfräsen Art.-Nr.: 336109Material Graphit mm/min Material Graphit mm/minWerkzeug - Ø U/Min Vorschub Werkzeug - Ø U/Min Vorschub
0,6 40000 800 2 40000 3000
0,8 40000 960 3 40000 4200
1 40000 1200 4 40000 6000
1,2 40000 1440 5 40000 7200
1,5 40000 1600 6 40000 8400
2 40000 2000 8 32000 8400
Eingiffstiefe = 0,2 x D 10 26000 8600
Eingiffsbreite = 0,2 x D 12 21000 8200
Eingriffstiefe = 0,3 x DEingriffsbreite = 0,3 x D
Zeilenfräsen Art.-Nr.: 369109 Nutenfräsern Art.-Nr.: 378619Material Graphit mm/min Material Graphit mm/minWerkzeug - Ø U/Min Vorschub Werkzeug - Ø U/Min. Vorschub
2 16000 800 0,6 40000 640
3 16000 1450 0,8 40000 800
4 16000 2100 1 40000 960
5 15500 2550 1,2 40000 1200
6 15000 2950 1,5 40000 1440
8 13000 3000 2 40000 1600
10 11500 3050 Eingriffstiefe = 0,5 x D12 10500 3150 Eingriffsbreite = 1 x D
Eingriffstiefe = 0,2 x DEingriffsbreite = 0,2 x D
Page 23
179
Tech
nisc
he In
fo
Technische Info
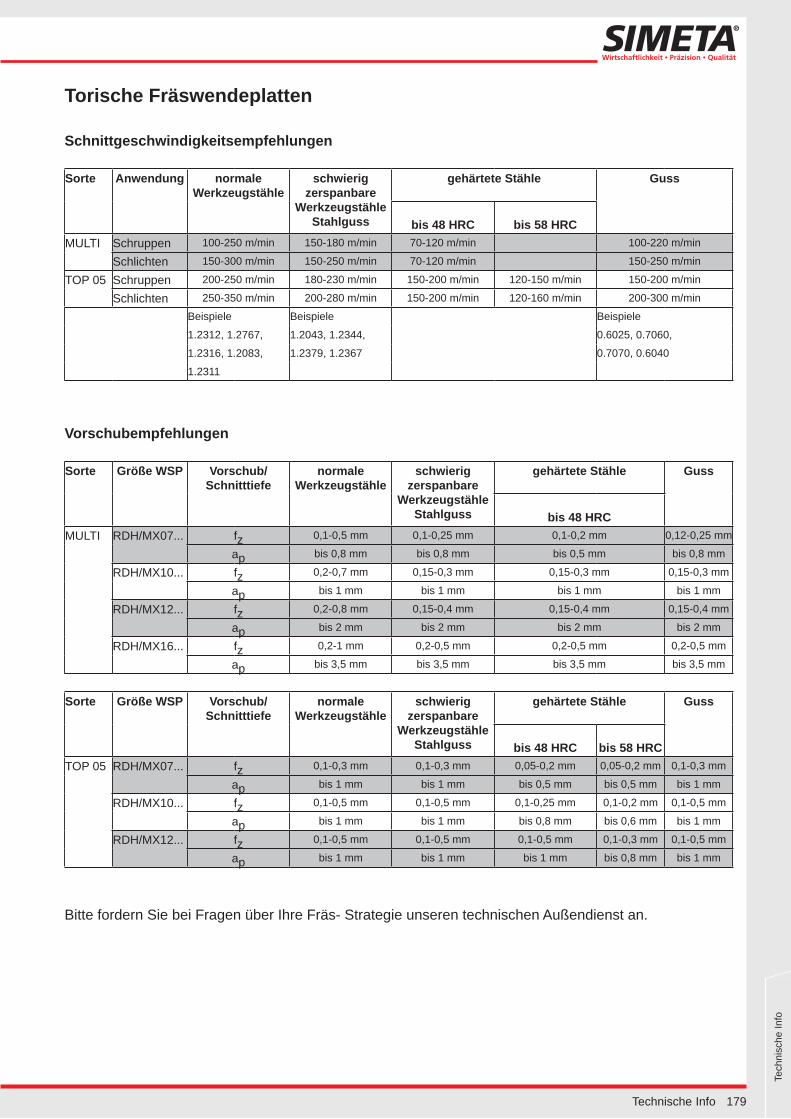
Torische Fräswendeplatten
Schnittgeschwindigkeitsempfehlungen
Sorte Anwendung normale Werkzeugstähle
schwierig zerspanbare
Werkzeugstähle Stahlguss
gehärtete Stähle Guss
bis 48 HRC bis 58 HRCMULTI Schruppen 100-250 m/min 150-180 m/min 70-120 m/min 100-220 m/min
Schlichten 150-300 m/min 150-250 m/min 70-120 m/min 150-250 m/min
TOP 05 Schruppen 200-250 m/min 180-230 m/min 150-200 m/min 120-150 m/min 150-200 m/min
Schlichten 250-350 m/min 200-280 m/min 150-200 m/min 120-160 m/min 200-300 m/min
Beispiele Beispiele Beispiele
1.2312, 1.2767, 1.2043, 1.2344, 0.6025, 0.7060,
1.2316, 1.2083, 1.2379, 1.2367 0.7070, 0.6040
1.2311
Vorschubempfehlungen
Sorte Größe WSP Vorschub/ Schnitttiefe
normale Werkzeugstähle
schwierig zerspanbare
Werkzeugstähle Stahlguss
gehärtete Stähle Guss
bis 48 HRCMULTI RDH/MX07... fz 0,1-0,5 mm 0,1-0,25 mm 0,1-0,2 mm 0,12-0,25 mm
ap bis 0,8 mm bis 0,8 mm bis 0,5 mm bis 0,8 mm
RDH/MX10... fz 0,2-0,7 mm 0,15-0,3 mm 0,15-0,3 mm 0,15-0,3 mm
ap bis 1 mm bis 1 mm bis 1 mm bis 1 mm
RDH/MX12... fz 0,2-0,8 mm 0,15-0,4 mm 0,15-0,4 mm 0,15-0,4 mm
ap bis 2 mm bis 2 mm bis 2 mm bis 2 mm
RDH/MX16... fz 0,2-1 mm 0,2-0,5 mm 0,2-0,5 mm 0,2-0,5 mm
ap bis 3,5 mm bis 3,5 mm bis 3,5 mm bis 3,5 mm
Sorte Größe WSP Vorschub/ Schnitttiefe
normale Werkzeugstähle
schwierig zerspanbare
Werkzeugstähle Stahlguss
gehärtete Stähle Guss
bis 48 HRC bis 58 HRCTOP 05 RDH/MX07... fz 0,1-0,3 mm 0,1-0,3 mm 0,05-0,2 mm 0,05-0,2 mm 0,1-0,3 mm
ap bis 1 mm bis 1 mm bis 0,5 mm bis 0,5 mm bis 1 mm
RDH/MX10... fz 0,1-0,5 mm 0,1-0,5 mm 0,1-0,25 mm 0,1-0,2 mm 0,1-0,5 mm
ap bis 1 mm bis 1 mm bis 0,8 mm bis 0,6 mm bis 1 mm
RDH/MX12... fz 0,1-0,5 mm 0,1-0,5 mm 0,1-0,5 mm 0,1-0,3 mm 0,1-0,5 mm
ap bis 1 mm bis 1 mm bis 1 mm bis 0,8 mm bis 1 mm
Bitte fordern Sie bei Fragen über Ihre Fräs- Strategie unseren technischen Außendienst an.
Page 24
180 Technische Info
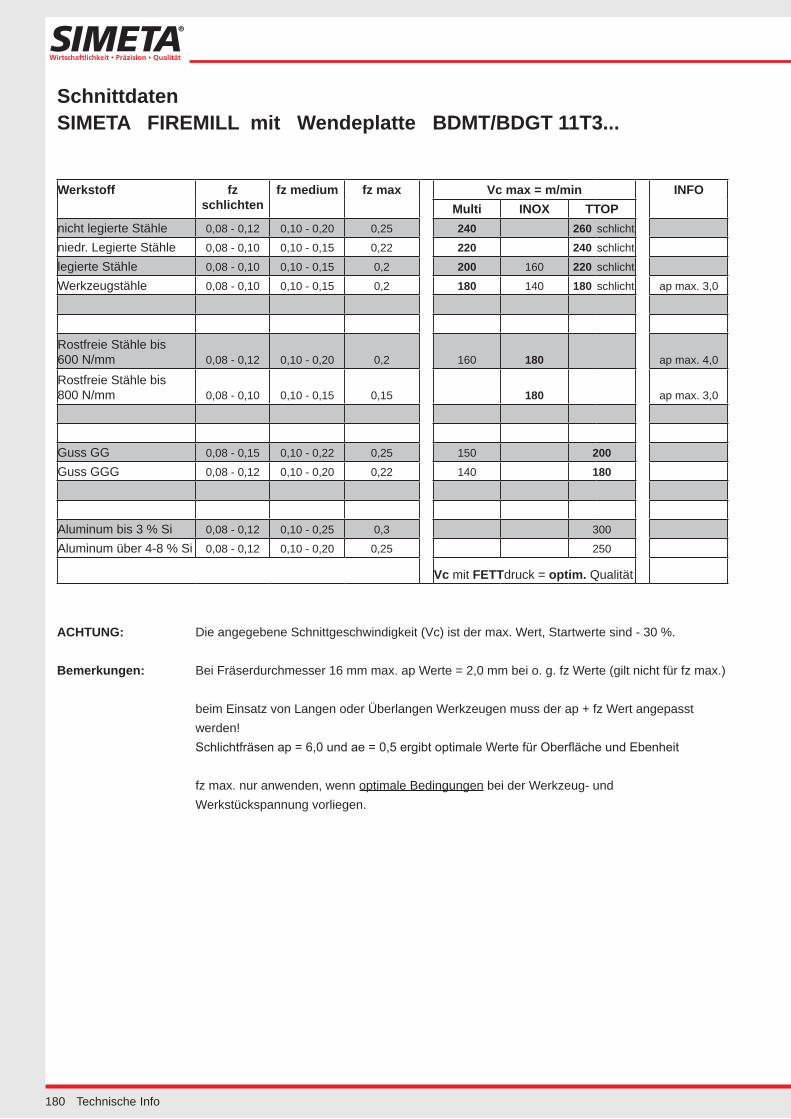
Schnittdaten SIMETA FIREMILL mit Wendeplatte BDMT/BDGT 11T3...
Werkstoff fz schlichten
fz medium fz max Vc max = m/min INFOMulti INOX TTOP
nicht legierte Stähle 0,08 - 0,12 0,10 - 0,20 0,25 240 260 schlicht
niedr. Legierte Stähle 0,08 - 0,10 0,10 - 0,15 0,22 220 240 schlicht
legierte Stähle 0,08 - 0,10 0,10 - 0,15 0,2 200 160 220 schlicht
Werkzeugstähle 0,08 - 0,10 0,10 - 0,15 0,2 180 140 180 schlicht ap max. 3,0
Rostfreie Stähle bis 600 N/mm 0,08 - 0,12 0,10 - 0,20 0,2 160 180 ap max. 4,0
Rostfreie Stähle bis 800 N/mm 0,08 - 0,10 0,10 - 0,15 0,15 180 ap max. 3,0
Guss GG 0,08 - 0,15 0,10 - 0,22 0,25 150 200Guss GGG 0,08 - 0,12 0,10 - 0,20 0,22 140 180
Aluminum bis 3 % Si 0,08 - 0,12 0,10 - 0,25 0,3 300
Aluminum über 4-8 % Si 0,08 - 0,12 0,10 - 0,20 0,25 250
Vc mit FETTdruck = optim. Qualität
ACHTUNG: Die angegebene Schnittgeschwindigkeit (Vc) ist der max. Wert, Startwerte sind - 30 %.
Bemerkungen: Bei Fräserdurchmesser 16 mm max. ap Werte = 2,0 mm bei o. g. fz Werte (gilt nicht für fz max.)
beim Einsatz von Langen oder Überlangen Werkzeugen muss der ap + fz Wert angepasstwerden!Schlichtfräsen ap = 6,0 und ae = 0,5 ergibt optimale Werte für Oberfläche und Ebenheit
fz max. nur anwenden, wenn optimale Bedingungen bei der Werkzeug- undWerkstückspannung vorliegen.
Page 25
181
Tech
nisc
he In
fo
Technische Info
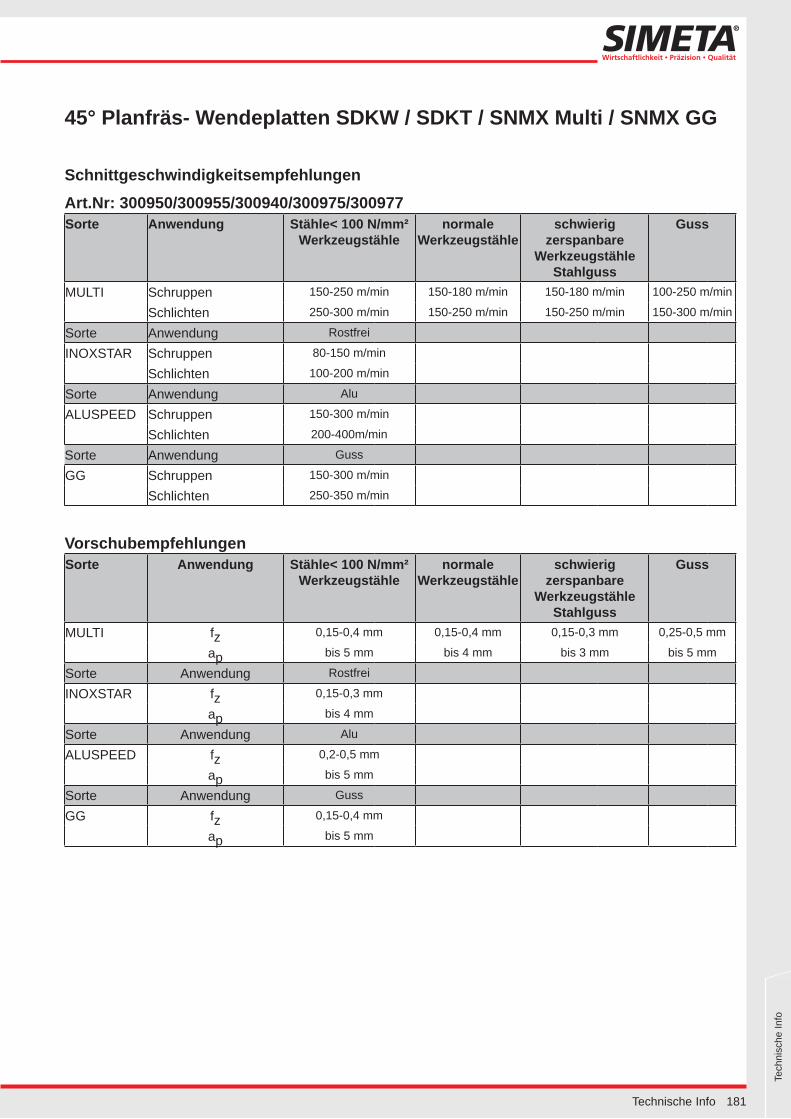
45° Planfräs- Wendeplatten SDKW / SDKT / SNMX Multi / SNMX GG
Schnittgeschwindigkeitsempfehlungen
Art.Nr: 300950/300955/300940/300975/300977Sorte Anwendung Stähle< 100 N/mm²
Werkzeugstählenormale
Werkzeugstähleschwierig
zerspanbare Werkzeugstähle
Stahlguss
Guss
MULTI Schruppen 150-250 m/min 150-180 m/min 150-180 m/min 100-250 m/min
Schlichten 250-300 m/min 150-250 m/min 150-250 m/min 150-300 m/min
Sorte Anwendung Rostfrei
INOXSTAR Schruppen 80-150 m/min
Schlichten 100-200 m/min
Sorte Anwendung Alu
ALUSPEED Schruppen 150-300 m/min
Schlichten 200-400m/min
Sorte Anwendung Guss
GG Schruppen 150-300 m/min
Schlichten 250-350 m/min
VorschubempfehlungenSorte Anwendung Stähle< 100 N/mm²
Werkzeugstählenormale
Werkzeugstähleschwierig
zerspanbare Werkzeugstähle
Stahlguss
Guss
MULTI fz 0,15-0,4 mm 0,15-0,4 mm 0,15-0,3 mm 0,25-0,5 mm
ap bis 5 mm bis 4 mm bis 3 mm bis 5 mm
Sorte Anwendung Rostfrei
INOXSTAR fz 0,15-0,3 mm
ap bis 4 mm
Sorte Anwendung Alu
ALUSPEED fz 0,2-0,5 mm
ap bis 5 mm
Sorte Anwendung Guss
GG fz 0,15-0,4 mm
ap bis 5 mm
Page 26
182 Technische Info
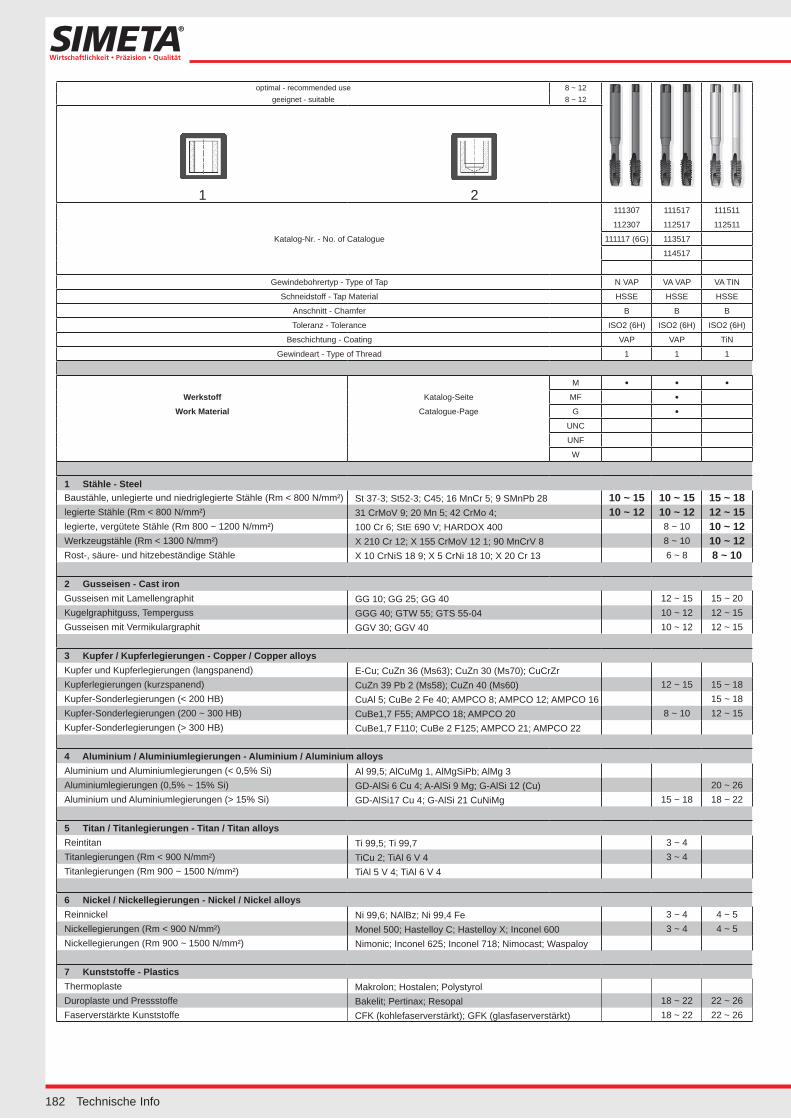
optimal - recommended use 8 ~ 12geeignet - suitable 8 ~ 12
1 2
Katalog-Nr. - No. of Catalogue
111307 111517 111511
112307 112517 112511
111117 (6G) 113517
114517
Gewindebohrertyp - Type of Tap N VAP VA VAP VA TIN
Schneidstoff - Tap Material HSSE HSSE HSSE
Anschnitt - Chamfer B B B
Toleranz - Tolerance ISO2 (6H) ISO2 (6H) ISO2 (6H)
Beschichtung - Coating VAP VAP TiN
Gewindeart - Type of Thread 1 1 1
M • • •Werkstoff Katalog-Seite MF •
Work Material Catalogue-Page G •UNC
UNF
W
1 Stähle - SteelBaustähle, unlegierte und niedriglegierte Stähle (Rm < 800 N/mm²) St 37-3; St52-3; C45; 16 MnCr 5; 9 SMnPb 28 10 ~ 15 10 ~ 15 15 ~ 18legierte Stähle (Rm < 800 N/mm²) 31 CrMoV 9; 20 Mn 5; 42 CrMo 4; 10 ~ 12 10 ~ 12 12 ~ 15legierte, vergütete Stähle (Rm 800 ~ 1200 N/mm²) 100 Cr 6; StE 690 V; HARDOX 400 8 ~ 10 10 ~ 12Werkzeugstähle (Rm < 1300 N/mm²) X 210 Cr 12; X 155 CrMoV 12 1; 90 MnCrV 8 8 ~ 10 10 ~ 12Rost-, säure- und hitzebeständige Stähle X 10 CrNiS 18 9; X 5 CrNi 18 10; X 20 Cr 13 6 ~ 8 8 ~ 10
2 Gusseisen - Cast ironGusseisen mit Lamellengraphit GG 10; GG 25; GG 40 12 ~ 15 15 ~ 20Kugelgraphitguss, Temperguss GGG 40; GTW 55; GTS 55-04 10 ~ 12 12 ~ 15Gusseisen mit Vermikulargraphit GGV 30; GGV 40 10 ~ 12 12 ~ 15
3 Kupfer / Kupferlegierungen - Copper / Copper alloysKupfer und Kupferlegierungen (langspanend) E-Cu; CuZn 36 (Ms63); CuZn 30 (Ms70); CuCrZrKupferlegierungen (kurzspanend) CuZn 39 Pb 2 (Ms58); CuZn 40 (Ms60) 12 ~ 15 15 ~ 18Kupfer-Sonderlegierungen (< 200 HB) CuAl 5; CuBe 2 Fe 40; AMPCO 8; AMPCO 12; AMPCO 16 15 ~ 18Kupfer-Sonderlegierungen (200 ~ 300 HB) CuBe1,7 F55; AMPCO 18; AMPCO 20 8 ~ 10 12 ~ 15Kupfer-Sonderlegierungen (> 300 HB) CuBe1,7 F110; CuBe 2 F125; AMPCO 21; AMPCO 22
4 Aluminium / Aluminiumlegierungen - Aluminium / Aluminium alloysAluminium und Aluminiumlegierungen (< 0,5% Si) Al 99,5; AlCuMg 1, AlMgSiPb; AlMg 3Aluminiumlegierungen (0,5% ~ 15% Si) GD-AlSi 6 Cu 4; A-AlSi 9 Mg; G-AlSi 12 (Cu) 20 ~ 26Aluminium und Aluminiumlegierungen (> 15% Si) GD-AlSi17 Cu 4; G-AlSi 21 CuNiMg 15 ~ 18 18 ~ 22
5 Titan / Titanlegierungen - Titan / Titan alloysReintitan Ti 99,5; Ti 99,7 3 ~ 4Titanlegierungen (Rm < 900 N/mm²) TiCu 2; TiAl 6 V 4 3 ~ 4Titanlegierungen (Rm 900 ~ 1500 N/mm²) TiAl 5 V 4; TiAl 6 V 4
6 Nickel / Nickellegierungen - Nickel / Nickel alloysReinnickel Ni 99,6; NAlBz; Ni 99,4 Fe 3 ~ 4 4 ~ 5Nickellegierungen (Rm < 900 N/mm²) Monel 500; Hastelloy C; Hastelloy X; Inconel 600 3 ~ 4 4 ~ 5Nickellegierungen (Rm 900 ~ 1500 N/mm²) Nimonic; Inconel 625; Inconel 718; Nimocast; Waspaloy
7 Kunststoffe - PlasticsThermoplaste Makrolon; Hostalen; PolystyrolDuroplaste und Pressstoffe Bakelit; Pertinax; Resopal 18 ~ 22 22 ~ 26Faserverstärkte Kunststoffe CFK (kohlefaserverstärkt); GFK (glasfaserverstärkt) 18 ~ 22 22 ~ 26
Page 27
183
Tech
nisc
he In
fo
Technische Info
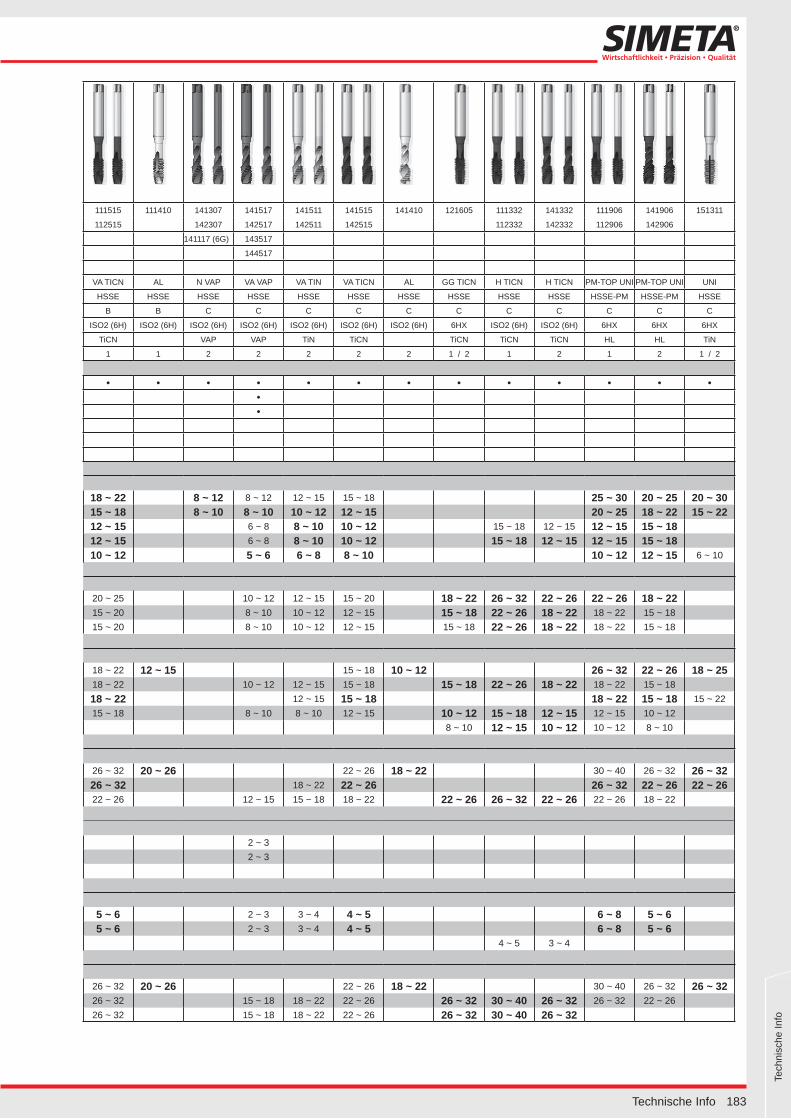
111515 111410 141307 141517 141511 141515 141410 121605 111332 141332 111906 141906 151311
112515 142307 142517 142511 142515 112332 142332 112906 142906
141117 (6G) 143517
144517
VA TICN AL N VAP VA VAP VA TIN VA TICN AL GG TICN H TICN H TICN PM-TOP UNI PM-TOP UNI UNI
HSSE HSSE HSSE HSSE HSSE HSSE HSSE HSSE HSSE HSSE HSSE-PM HSSE-PM HSSE
B B C C C C C C C C C C C
ISO2 (6H) ISO2 (6H) ISO2 (6H) ISO2 (6H) ISO2 (6H) ISO2 (6H) ISO2 (6H) 6HX ISO2 (6H) ISO2 (6H) 6HX 6HX 6HX
TiCN VAP VAP TiN TiCN TiCN TiCN TiCN HL HL TiN
1 1 2 2 2 2 2 1 / 2 1 2 1 2 1 / 2
• • • • • • • • • • • • •••
18 ~ 22 8 ~ 12 8 ~ 12 12 ~ 15 15 ~ 18 25 ~ 30 20 ~ 25 20 ~ 3015 ~ 18 8 ~ 10 8 ~ 10 10 ~ 12 12 ~ 15 20 ~ 25 18 ~ 22 15 ~ 2212 ~ 15 6 ~ 8 8 ~ 10 10 ~ 12 15 ~ 18 12 ~ 15 12 ~ 15 15 ~ 1812 ~ 15 6 ~ 8 8 ~ 10 10 ~ 12 15 ~ 18 12 ~ 15 12 ~ 15 15 ~ 1810 ~ 12 5 ~ 6 6 ~ 8 8 ~ 10 10 ~ 12 12 ~ 15 6 ~ 10
20 ~ 25 10 ~ 12 12 ~ 15 15 ~ 20 18 ~ 22 26 ~ 32 22 ~ 26 22 ~ 26 18 ~ 2215 ~ 20 8 ~ 10 10 ~ 12 12 ~ 15 15 ~ 18 22 ~ 26 18 ~ 22 18 ~ 22 15 ~ 1815 ~ 20 8 ~ 10 10 ~ 12 12 ~ 15 15 ~ 18 22 ~ 26 18 ~ 22 18 ~ 22 15 ~ 18
18 ~ 22 12 ~ 15 15 ~ 18 10 ~ 12 26 ~ 32 22 ~ 26 18 ~ 2518 ~ 22 10 ~ 12 12 ~ 15 15 ~ 18 15 ~ 18 22 ~ 26 18 ~ 22 18 ~ 22 15 ~ 1818 ~ 22 12 ~ 15 15 ~ 18 18 ~ 22 15 ~ 18 15 ~ 2215 ~ 18 8 ~ 10 8 ~ 10 12 ~ 15 10 ~ 12 15 ~ 18 12 ~ 15 12 ~ 15 10 ~ 12
8 ~ 10 12 ~ 15 10 ~ 12 10 ~ 12 8 ~ 10
26 ~ 32 20 ~ 26 22 ~ 26 18 ~ 22 30 ~ 40 26 ~ 32 26 ~ 3226 ~ 32 18 ~ 22 22 ~ 26 26 ~ 32 22 ~ 26 22 ~ 2622 ~ 26 12 ~ 15 15 ~ 18 18 ~ 22 22 ~ 26 26 ~ 32 22 ~ 26 22 ~ 26 18 ~ 22
2 ~ 32 ~ 3
5 ~ 6 2 ~ 3 3 ~ 4 4 ~ 5 6 ~ 8 5 ~ 65 ~ 6 2 ~ 3 3 ~ 4 4 ~ 5 6 ~ 8 5 ~ 6
4 ~ 5 3 ~ 4
26 ~ 32 20 ~ 26 22 ~ 26 18 ~ 22 30 ~ 40 26 ~ 32 26 ~ 3226 ~ 32 15 ~ 18 18 ~ 22 22 ~ 26 26 ~ 32 30 ~ 40 26 ~ 32 26 ~ 32 22 ~ 2626 ~ 32 15 ~ 18 18 ~ 22 22 ~ 26 26 ~ 32 30 ~ 40 26 ~ 32
Page 28
184 Technische Info
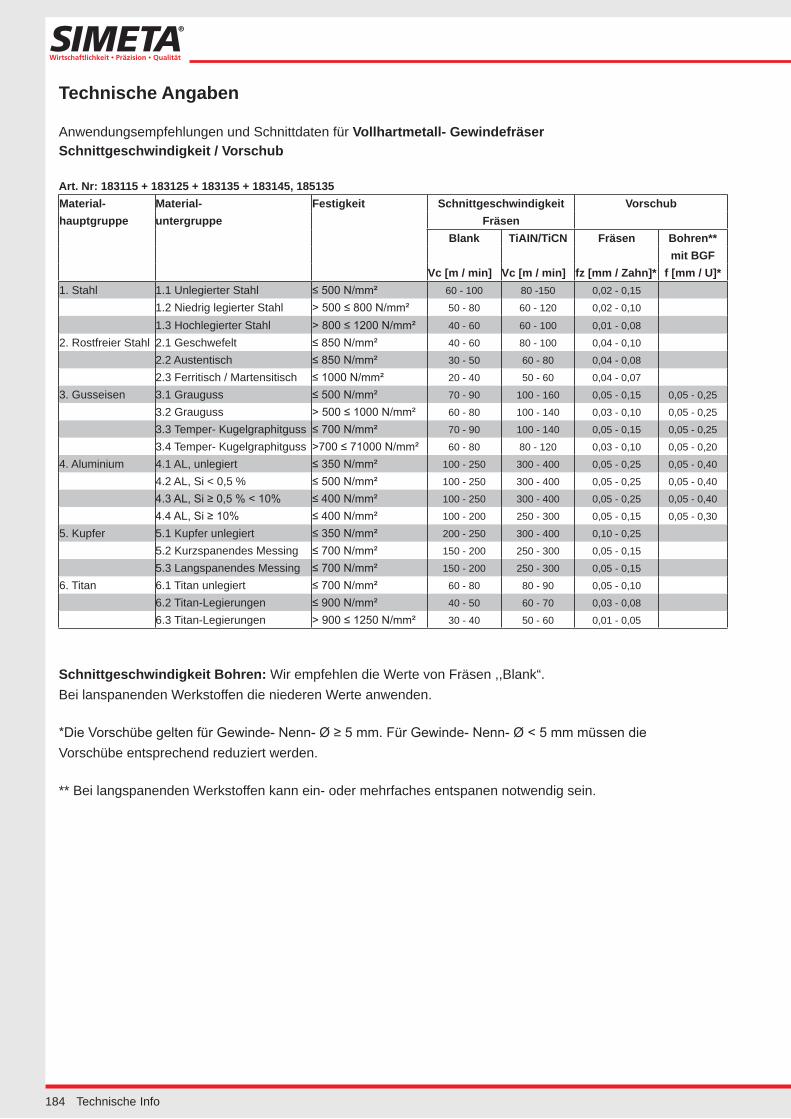
Technische Angaben
Anwendungsempfehlungen und Schnittdaten für Vollhartmetall- GewindefräserSchnittgeschwindigkeit / Vorschub
Art. Nr: 183115 + 183125 + 183135 + 183145, 185135Material- Material- Festigkeit Schnittgeschwindigkeit Vorschubhauptgruppe untergruppe Fräsen
Blank TiAIN/TiCN Fräsen Bohren**mit BGF
Vc [m / min] Vc [m / min] fz [mm / Zahn]* f [mm / U]*1. Stahl 1.1 Unlegierter Stahl ≤ 500 N/mm² 60 - 100 80 -150 0,02 - 0,15
1.2 Niedrig legierter Stahl > 500 ≤ 800 N/mm² 50 - 80 60 - 120 0,02 - 0,10
1.3 Hochlegierter Stahl > 800 ≤ 1200 N/mm² 40 - 60 60 - 100 0,01 - 0,08
2. Rostfreier Stahl 2.1 Geschwefelt ≤ 850 N/mm² 40 - 60 80 - 100 0,04 - 0,10
2.2 Austentisch ≤ 850 N/mm² 30 - 50 60 - 80 0,04 - 0,08
2.3 Ferritisch / Martensitisch ≤ 1000 N/mm² 20 - 40 50 - 60 0,04 - 0,07
3. Gusseisen 3.1 Grauguss ≤ 500 N/mm² 70 - 90 100 - 160 0,05 - 0,15 0,05 - 0,25
3.2 Grauguss > 500 ≤ 1000 N/mm² 60 - 80 100 - 140 0,03 - 0,10 0,05 - 0,25
3.3 Temper- Kugelgraphitguss ≤ 700 N/mm² 70 - 90 100 - 140 0,05 - 0,15 0,05 - 0,25
3.4 Temper- Kugelgraphitguss >700 ≤ 71000 N/mm² 60 - 80 80 - 120 0,03 - 0,10 0,05 - 0,20
4. Aluminium 4.1 AL, unlegiert ≤ 350 N/mm² 100 - 250 300 - 400 0,05 - 0,25 0,05 - 0,40
4.2 AL, Si < 0,5 % ≤ 500 N/mm² 100 - 250 300 - 400 0,05 - 0,25 0,05 - 0,40
4.3 AL, Si ≥ 0,5 % < 10% ≤ 400 N/mm² 100 - 250 300 - 400 0,05 - 0,25 0,05 - 0,40
4.4 AL, Si ≥ 10% ≤ 400 N/mm² 100 - 200 250 - 300 0,05 - 0,15 0,05 - 0,30
5. Kupfer 5.1 Kupfer unlegiert ≤ 350 N/mm² 200 - 250 300 - 400 0,10 - 0,25
5.2 Kurzspanendes Messing ≤ 700 N/mm² 150 - 200 250 - 300 0,05 - 0,15
5.3 Langspanendes Messing ≤ 700 N/mm² 150 - 200 250 - 300 0,05 - 0,15
6. Titan 6.1 Titan unlegiert ≤ 700 N/mm² 60 - 80 80 - 90 0,05 - 0,10
6.2 Titan-Legierungen ≤ 900 N/mm² 40 - 50 60 - 70 0,03 - 0,08
6.3 Titan-Legierungen > 900 ≤ 1250 N/mm² 30 - 40 50 - 60 0,01 - 0,05
Schnittgeschwindigkeit Bohren: Wir empfehlen die Werte von Fräsen ,,Blank“. Bei lanspanenden Werkstoffen die niederen Werte anwenden.
*Die Vorschübe gelten für Gewinde- Nenn- Ø ≥ 5 mm. Für Gewinde- Nenn- Ø < 5 mm müssen dieVorschübe entsprechend reduziert werden.
** Bei langspanenden Werkstoffen kann ein- oder mehrfaches entspanen notwendig sein.