Prüfungsablauf Prüfungsablauf für die Lehrabschlussprüfungen Metalltechnik und Metallbearbeiter Ort WIFI Innsbruck Egger‐ Lienz‐ Straße 120 Metallwerkstätte Raum: W020/W040 Zeit: 08:00 Termin: wird von der Lehrlingsstelle bekanntgegeben. Prüfungsablauf Arbeitszeit: 7,5 Stunden Pausen: 1x 30 min. 2x 10min. Dauer: 08:00 bis ca. 16:30 ‐ Begrüßung, Vorlage eines amtlichen Dokumentes (Ausweis), Maschinen‐ und Sicherheitsunterweisung, Ausgabe der Prüfungsunterlagen. ‐ Bearbeiten eines schriftlichen Arbeitsauftrages. ‐ Pause ‐ Praktische Arbeit. ‐ Mittagspause ‐ Praktische Arbeit. ‐ Pause ‐ Praktische Arbeit. ‐ Reinigung der Maschinen und der Werkstätten. ‐ Verabschiedung. Weitere wichtige Informationen unter: www.tirol‐pruefung.at (Prüfungsablauf, Arbeitsauftrag ‐Arbeitsplanung, Arbeitsauftrag –Fertigung) Werkzeuge, Mess- und Arbeitsmittel sind anhand der Zeichnungen zu ermitteln und zur Prüfung mitzunehmen. Die Werkzeuge für die Arbeiten an den CNC-Maschinen werden zur Verfügung gestellt. Die Verwendung von Wendeplattenwerkzeugen (Planmesserkopf, Eckmesserkopf) auf den konventionellen Fräsmaschinen ist nicht erlaubt.
Transcript
Prüfungsablauf
Prüfungsablauf für die Lehrabschlussprüfungen Metalltechnik und Metallbearbeiter
Ort WIFI Innsbruck
Egger‐ Lienz‐ Straße 120
Metallwerkstätte
Raum: W020/W040
Zeit: 08:00
Termin: wird von der Lehrlingsstelle bekanntgegeben.
Prüfungsablauf
Arbeitszeit: 7,5 Stunden
Pausen: 1x 30 min. 2x 10min.
Dauer: 08:00 bis ca. 16:30
‐ Begrüßung, Vorlage eines amtlichen Dokumentes (Ausweis), Maschinen‐ und
Sicherheitsunterweisung, Ausgabe der Prüfungsunterlagen.
‐ Bearbeiten eines schriftlichen Arbeitsauftrages.
‐ Pause
‐ Praktische Arbeit.
‐ Mittagspause
‐ Praktische Arbeit.
‐ Pause
‐ Praktische Arbeit.
‐ Reinigung der Maschinen und der Werkstätten.
‐ Verabschiedung.
Weitere wichtige Informationen unter: www.tirol‐pruefung.at
Betrieblicher Arbeitsauftrag Arbeitsplanung Vorgabezeit: 20 min
Arbeitsplanung
Arbeitshinweise
1. Vor Beginn der Bearbeitung tragen Sie auf der Titelseite dieses
Aufgabenheftes Ihre Kennnummer, Ihren Vor‐ und Zunamen und das
Datum ein.
2. Hilfsmittel: Tabellenbuch, Taschenrechner
3. Ausfüllen mit Kugelschreiber oder Füllfeder (Bleistift nur für
pneumatische Aufgabe)
Arbeitsauftrag
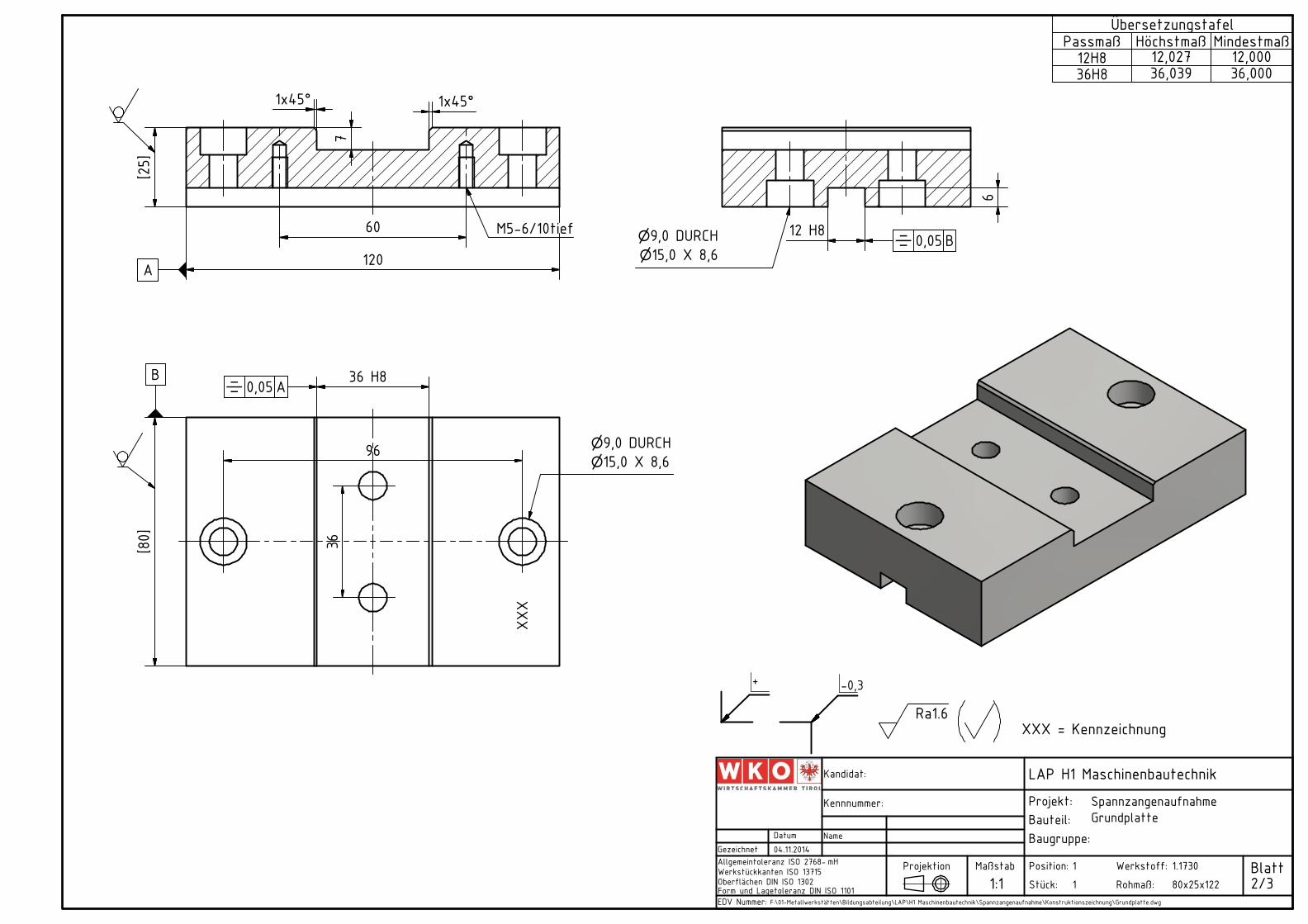
Zum sicheren Spannen von verschiedensten Werkstücken wurde diese
Spannzangenaufnahme für einen Kunden entworfen. Sie erhalten den Auftrag,
diese Baugruppe nach beiliegenden Fertigungsunterlagen unter
Berücksichtigung von Maßnahmen zur Sicherheit und Gesundheit beim
Arbeiten, Maßnahmen zum Umweltschutz und zur Qualitätskontrolle
herzustellen.
Arbeiten Sie sich in die Unterlagen ein und beantworten Sie nachfolgende
Planungsaufgaben.
Für die Sicherheit und Gesundheit beim Arbeiten,
Umweltschutz Aufgabe
Für die Arbeitsplanung allgemein Aufgabe
Für die Arbeitsplanung Projektbezogen Aufgabe
Arbeitsplanung
Sicherheit und Gesundheit beim Arbeiten, Umweltschutz‐ Aufgabe 1
Zählen Sie mindestens 6 Maßnahmen beim Arbeiten an einer konventionellen Drehmaschine auf.
Punkte
Sicherheit und Gesundheit beim Arbeiten, Umweltschutz‐ Aufgabe 2
Zählen Sie mindestens 6 Maßnahmen beim Arbeiten an einer Ständerbohrmaschine auf.
Punkte
Arbeitsplanung
Sicherheit und Gesundheit beim Arbeiten, Umweltschutz‐ Aufgabe 3
Zählen Sie mindestens 6 Maßnahmen beim Arbeiten an einer Autogenschweißanlage auf.
Punkte
Sicherheit und Gesundheit beim Arbeiten, Umweltschutz‐ Aufgabe 4
Zählen Sie mindestens 6 Maßnahmen beim Arbeiten mit Klebstoffen in geschlossenen Räumen auf.
Punkte
Arbeitsplanung
Arbeitsplanung allgemein‐ Aufgabe 1
Aufgabenstellung:
In der Ausgangsposition sind beide Zylinder in der hinteren Endlage. Nach der Betätigung
der Zwei‐Hand‐Taster fährt der erste Zylinder (1A1) aus und nach dem Erreichen der
Endposition fährt der zweite Zylinder (2A1) aus und der Zylinder (1A1) fährt gedrosselt in
die hintere Endlage. Beim Erreichen der hinteren Endlage fährt der Zylinder (2A1) in die
Ausgangsstellung zurück.
Aufgabe a) Zeichne die fehlenden Anschlüsse und Graphischen Symbole der Komponenten ein
3 Pkt.
Aufgabe b) Benenne die einzelnen Komponenten 3 Pkt.
Arbeitsplanung
Arbeitsplanung allgemein‐ Aufgabe 2
Aufgabenstellung:
In der Ausgangsposition sind beide Zylinder in der hinteren Endlage. Nach der Betätigung
der Zwei‐Hand‐Taster fährt der erste Zylinder (1A1) aus und nach dem Erreichen der
Endposition fährt der zweite Zylinder (2A1) aus. Nach einer Zeitverzögerung von ca. 5sec.
fährt der Zylinder (1A1) in die Ausgangsstellung zurück und danach auch der Zylinder
(2A1).
Aufgabe a) Zeichne die fehlenden Anschlüsse und Graphischen Symbole der Komponenten ein
3 Pkt.
Aufgabe b) Benenne die einzelnen Komponenten 3 Pkt.
Arbeitsplanung
Arbeitsplanung allgemein‐ Aufgabe 3
Aufgabenstellung:
In der Ausgangsposition ist der Zylinder (1A1) ausgefahren und der Zylinder (2A1) auf
Endlage eingefahren. Nach der Betätigung der Zwei‐Hand‐Taster fährt der erste Zylinder
(1A1) ein und nach dem Erreichen der Position müssen ca.5 sec. vergehen. Dann fahren
der Zylinder (1A1) und der Zylinder (2A1) aus. Sobald der Zylinder (1A1) ausgefahren ist,
soll der Zylinder (2A1) zurück fahren.
Aufgabe a) Zeichne die fehlenden Anschlüsse und Graphischen Symbole der Komponenten ein
3 Pkt.
Aufgabe b) Benenne die einzelnen Komponenten 3 Pkt.
Arbeitsplanung
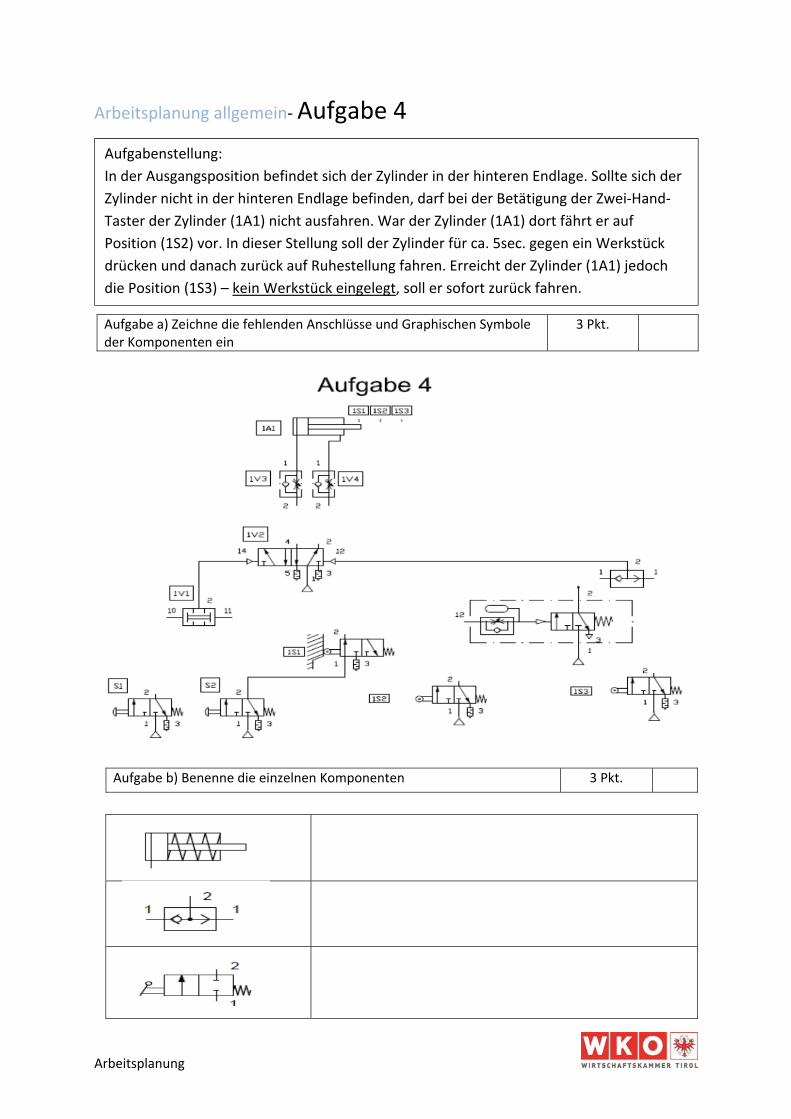
Arbeitsplanung allgemein‐ Aufgabe 4
Aufgabenstellung:
In der Ausgangsposition befindet sich der Zylinder in der hinteren Endlage. Sollte sich der
Zylinder nicht in der hinteren Endlage befinden, darf bei der Betätigung der Zwei‐Hand‐
Taster der Zylinder (1A1) nicht ausfahren. War der Zylinder (1A1) dort fährt er auf
Position (1S2) vor. In dieser Stellung soll der Zylinder für ca. 5sec. gegen ein Werkstück
drücken und danach zurück auf Ruhestellung fahren. Erreicht der Zylinder (1A1) jedoch
die Position (1S3) – kein Werkstück eingelegt, soll er sofort zurück fahren.
Aufgabe a) Zeichne die fehlenden Anschlüsse und Graphischen Symbole der Komponenten ein
3 Pkt.
Aufgabe b) Benenne die einzelnen Komponenten 3 Pkt.
Arbeitsplanung
Arbeitsplanung projektbezogen‐ Aufgabe 1
Erstellen Sie einen Arbeitsplan bei der Herstellung derSpannzangenaufnahme für die „Grundplatte“ Pos. 1. Tragen Sie die einzelnen Arbeitsschritte für die Aufspannung zum Fertigen der Nut 36H8, den zwei Bohrungen Ø9 mit Flachsenkung Ø15x8.6 und Ablängen auf Maß 120mm stichwortartig in der richtigen Reihenfolge ein. Werkzeuge, Prüfmittel und Arbeitsmittel sind nur einmal zu benennen.
Werkzeuge
Arbeitsm
ittel
2 Pkt.
Messwerkzeuge
Prüfm
ittel
2 Pkt.
Arbeitsplanung
Arbeitsplanung projektbezogen‐ Aufgabe 1
Lfd. Nr.
Arbeitsschritt 4 Pkt.
Gesamte Punktezahl aus Arbeitsplanung projektbezogen Aufgabe 1