136
Versorgung Planen, Bauen, Betreiben

VersorgungPlanen, Bauen, Betreiben
Pla
nen,
Bau
en, B
etre
iben
Vers
orgu
ng

Disclaimer
Die technischen Daten sind unverbindlich. Sie gelten nicht als zugesicherte Eigenschaften oder als Beschaffeinheits- oder
Haltbarkeitsgarantien. Änderungen vorbehalten.
Es gelten unsere Allgemeinen Verkaufsbedingungen.
Technisches Handbuch
Rohrleitungssysteme in der Versorgung


Technisches HandbuchRohrleitungssysteme in der Versorgung
Schaffhausen, Juli 2018
GF Piping Systems – Rohrleitungssysteme in der Versorgung – (11.18) 5
Technisches HandbuchRohrleitungssysteme in der Versorgung
I Zu diesem Handbuch . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
II Einleitung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
IV Kunststoff-Rohrleitungsmaterialien . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
III Anwendungslösungen in der Versorgung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
V Dimensionierung & Verlegung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
VI ELGEF Plus System . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
A Index . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6 GF Piping Systems – Rohrleitungssysteme in der Versorgung – (11.18)
Inhalt
I Zu diesem Handbuch . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 91 Hinweise zur Nutzung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 102 Abkürzungsverzeichnis . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 11
II Einleitung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 131 GF Piping Systems . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 142 Services . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 153 Qualität . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 174 Nachhaltigkeit . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 195 Weiterbildung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 20
III Anwendungslösungen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 211 Wasserversorgung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 222 Gasversorgung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 243 Automation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 26
IV Kunststoff-Rohrleitungsmaterialien . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 271 Eigenschaften von Kunststoffen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 282 Zulassungen und Normen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 33
V Dimensionierung & Verlegung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 391 Basiswissen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 412 Dimensionierung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 463 Hydraulische Auslegung und Druckverluste . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 654 Verlegung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 735 Verbindungstechnik . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 82
VI ELGEF Plus System . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1111 ELGEF Plus – Das Elektroschweisssystem. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1122 Muffen und Formstücke . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1183 Schellen und Druckanbohrventile (DAVs) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1214 Stutzenfittings . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1245 Installationshinweise - Fehlervermeidung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1256 Elektroschweissgeräte . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1277 Werkzeuge und Hilfsmittel zum Elektroschweissen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 129
A Index . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 131
GF Piping Systems – Rohrleitungssysteme in der Versorgung – (11.18) 7
VorwortGF Piping Systems ist der weltweite Experte für Rohrleitungssysteme aus Kunststoff für den
sicheren Transport von Wasser, Chemikalien und Gasen. Sie haben sich in mehr als 100
Ländern bewährt, weil sie korrosionsfrei, niedrig im Gewicht, einfach und schnell zu installie-
ren sind. Sie sind auch der Weg, um Menschen überall auf der Welt zuverlässig mit sauberem
Wasser zu versorgen, Abwässer abzutransportieren und zu ermöglichen, dass Häuser und
Wohnungen in der kalten Jahreszeit geheizt sind. Kurz: Für alltägliche Lebensqualität zu
sorgen.
Das Planungshandbuch gibt Ihnen eine Übersicht über die Lösungen von GF Piping Systems
im Versorgungsbereich: Ein umfassendes Portfolio von vielseitigen Produkten - integrierte
Systeme aus Rohren, Fittings, Ventilen, sowie Verbindungstechnologien und Services. Das
Buch wird Sie bei der Planung und Auswahl von Materialien, Produkten und Verbindungs-
lösungen im Utility-Bereich unterstützen und Ihnen Informationen für die Installation geben.
GF Piping Systems ist seit mehr als 60 Jahren ein bevorzugter Partner der Netzbetreiber, von
Planern und Installateuren. Sie profitieren von dieser Erfahrung und unserer Kompetenz
auch in neueren Bereichen, beispielsweise in der Automatisierung und Digitalisierung.
Ein besonderer Schwerpunkt ist für uns, die Umstellung von traditionellen Metall- auf
moderne Kunststoffsysteme mit all ihren Vorteilen zu begleiten, wo das noch nicht geschehen
ist. Bei GF Piping Systems finden Sie kompetente Partner für alle Phasen Ihres Projektes.
Sprechen Sie uns bei Bedarf immer an.
Rohrleitungssysteme aus Kunststoff haben eine Lebensdauer von mindestens 50 Jahren.
Professionelle Planung, korrekte Auswahl und Installation gewährleisten, dass sie zuverläs-
sig, leistungsstark und langlebig sind
Schaffhausen, Juli 2018
Vorwort

8 GF Piping Systems – Rohrleitungssysteme in der Versorgung – (11.18)

GF Piping Systems – Rohrleitungssysteme in der Versorgung – (11.18) 9
Zu diesem Handbuch
Inhalt
1 Hinweise zur Nutzung ..............................................................................................................10
2 Abkürzungsverzeichnis ...........................................................................................................11
10 GF Piping Systems – Rohrleitungssysteme in der Versorgung – (11.18)
Hinweise zur Nutzung
1 Hinweise zur NutzungDieses Handbuch beschreibt und erläutert die wesentlichen Grundlagen für Planung,
Produktauswahl, Verarbeitung sowie Verlegung von Druckrohrleitungen in Anwendungen der
Gas- und Wasserversorgung.
Es eignet sich als Nachschlagewerk ebenso wie als Unterlage für die Aus- und Weiterbildung
oder zur Unterstützung im Beratungsgespräch. Alle Angaben basieren auf den entsprechen-
den internationalen ISO und EN-Normen, auf verschiedenen nationalen Normen, DVS-Richtli-
nien und zusätzlichen Angaben von Rohstoff herstellern. Darüber hinaus sind auch die
Ergebnisse aus umfangreichen internen Untersuchungen mit eingefl ossen. Damit soll dem
Anlagenplaner, dem Ingenieur und dem Installateur eine Hilfe gegeben werden, um das
komplexe System „Rohrleitungen“ richtig zu planen und auszulegen.
Auswahl und Gewichtung der Themen sind auf die Erklärung planungsrelevanter Bereiche
konzentriert. Detaillierte Anleitungen der Produkte sind aus den entsprechenden Installa-
tions- und Bedienungsanleitungen zu entnehmen.
Planungshilfen für Industrie- und Haustechniksysteme sind aus separaten Handbüchern zu
entnehmen. Für weitere Informationen wenden Sie sich bitte an Ihre zuständige Länderver-
tretung oder unter www.gfps.com
Übersicht verwendeter Symbole
Allgemein im Dokument verwendete Symbole
Allgemeine Information Hinweis
Beispiel Online-Berechnungstools und mobile Anwendungen
Werkstoff bezogene Symbole
Abrasionsbeständigkeit Elektrische Eigenschaften
Brandverhalten Mechanische Eigenschaften
Chemikalienbeständigkeit Physiologische Eigenschaften
Eigenschaften UV- und Witterungsbeständig-keit
Einsatzgrenzen
GF Piping Systems – Rohrleitungssysteme in der Versorgung – (11.18) 11
Zu diesem HandbuchAbkürzungsverzeichnis
2 AbkürzungsverzeichnisAbkürzung Bezeichnung
BGA BundesgesundheitsamtBgVV Bundesinstitut für gesundheitlichen Verbraucherschutz und Veterinärmedizin
DIBt Deutsches Institut für Bautechnik
DVGW Deutscher Verein des Gas- und Wasserfaches e.V.
DVS Der Deutsche Verein für Schweisstechnik
EPDM Ethylen-Propylen-Kautschuk
FAR Federal Aviation Regulations (US-Bundesluftfahrtregelungen)
FDA Food and Drug Administration (dt. Nahrungs-und-Medizin-Verwaltung)
FKM Fluorkautschuk
GFK Glasfaserverstärkte Kunststoffe
KTW Kunststoff-Trinkwasser-Empfehlung vom Bundesgesundheitsamt (BGA in Berlin)
MFR Melt Flow Rate (dt.: Schmelzfliessindex)
MRS Minimum Required Strength (dt.: Minimale erforderliche Festigkeit)
NBR Nitrilkautschuk
NR Naturkautschuk
PB Polybuten
PE Polyethylen
PE-X Vernetztes Polyethylen
PP Polypropylen
PTFE Polytetrafluorethylen
PVC Polyvinylchlorid
PVC-C Polyvinylchlorid nachchloriert (erhöhter Chlorgehalt)
PVC-U Polyvinylchlorid Weichmacher-frei
PVDF Polyvinylidenfluorid
SDR Standard Dimension Ratio, (dt.: Durchmesser - / Wanddicken-Verhältnis)
TG Temperguss
UP-GF Ungesättigtes Polyesterharz, glasfaserverstärkt

12 GF Piping Systems – Rohrleitungssysteme in der Versorgung – (11.18)
Hinweise zur Nutzung

GF Piping Systems – Rohrleitungssysteme in der Versorgung – (11.18) 1 · 13
Einleitung
Inhalt
1 GF PipingSystems ...................................................................................................................14
2 Services ....................................................................................................................................15
3 Qualität .....................................................................................................................................173.1 QualitätssicherungaufallenStufen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 17
3.2 Managementsysteme . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 17
3.3 AkkreditiertesPrüflabor . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 17
4 Nachhaltigkeit ..........................................................................................................................194.1 Umwelt . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 19
4.2 Soziales . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 19
5 Weiterbildung ...........................................................................................................................20
I

1 · 14 GF Piping Systems – Rohrleitungssysteme in der Versorgung – (11.18)
GF PipingSystems
1 GF Piping SystemsWeltweite Präsenz
UnsereweltweitePräsenzstelltdieNähezuunserenKundensicher.Verkaufsgesellschaften
inmehrals30LändernundRepräsentanzeninweiteren80Länderngewährleisteneinen
KundenservicerundumdieUhr.50ProduktionsstätteninEuropa,AsienunddenUSAsind
kundennahunderfüllenlokaleAnforderungen.EinmodernesLogistikkonzeptmitDistributi-
onszentrenvorOrtstelltsicher,dassunsereProduktejederzeitschnellverfügbarsind.
UnsereKundenkönnensichweltweitaufSpezialistenvonGF PipingSystemsverlassen.
Anbieter von Gesamtlösungen
Mitunserenmehrals60000ProduktenbietenwirindividuelleundumfassendeSystemlö-
sungenfüreineVielzahlindustriellerApplikationen.DieProfitabilitätdereinzelnenProjekte
imBlick,denkenwirgezieltinProzessenundAnwendungen,dieindieGesamtanlagen
eingezogenwerden,undsetzendamitimmerwiederMassstäbeimMarkt.Diehierbei
erzieltentechnologischenVorteilegebenwirdirektanunsereKundenweiter.Miteinem
weltweitenNetzkompetenterAnsprechpartnerprofitierenunsereKundenausserdem
persönlichvonunsererüber50-jährigenErfahrungimKunststoffbereich.
VonderPlanungsphasebishinzumProjektabschlussbringenwirdieExpertiseeinesseit
200 JahrenerfolgreichamMarktetabliertenIndustrieunternehmensaktiveinundbegleiten
unsereKundenalsstarken,zuverlässigenPartner.

GF Piping Systems – Rohrleitungssysteme in der Versorgung – (11.18) 1 · 15
EinleitungServices
I
2 ServicesVon der Beratung über die Planung bis zur Umsetzung – unsere Experten sind weltweit vor Ort
AlsführenderAnbietervonRohrleitungssystemenausKunststoffundMetallbietenwir
unserenKundennebenzuverlässigenProduktenaucheinumfangreichesServicepaket.
UnsereUnterstützungreichtvonderBereitstellungeinestechnischenHandbuchsodereiner
umfassendenCAD-BibliothekbiszueineminternationaltätigenExpertenteam,dasengmit
denlokalenVerkaufsgesellschaftenzusammenarbeitet.BeiderUmsetzungprofitieren
unsereKundenvondemumfassendenSchulungsangebotdirektvorOrtaufderBaustelle
oderineinemunserermodernenTrainingCenterweltweit.
a Chemische Beständigkeit
UnsereExpertenteamsverfügenüberjahrzehntelangeErfahrungimBereichchemische
Beständigkeit.SiebietenindividuelleUnterstützungundBeratungbeiderMaterialauswahl
fürdiejeweiligeSystemlösungausKunststoffan.AufAnfrageübernimmteinTeamdie
BeratungundAuswahldesrichtigenWerkstoffsfürspezielleAnwendungen.
s CAD-Bibliothek
DieumfassendeCAD-BibliothekistdasmeistgenutztePlanungsinstrumentvonGF Piping
Systems.DieDatenbankumfasstmehrals30000ZeichnungenundtechnischeDetailszu
Rohren,Fittings,Mess-undRegeltechniksowiezuhandbetätigtenundangetriebenen
Ventilen.DergrosseVorteilderCAD-Bibliothekbestehtdarin,dassdieDatendirektin
CAD-Modelleintegrierbarsind.
d Technische Unterstützung
DietechnischeBeratungundAuswahldesrichtigenWerkstoffsisteinSchlüsselfaktorfür
unserenErfolg.EinExpertenteammitSitzinderSchweizunterstütztdielokalenVerkaufsge-
sellschaftenvonGF PipingSystemsweltweit.DieSpezialistenindenjeweiligenVerkaufsge-
sellschaftenstehenunserenKundenfürdietechnischeUnterstützungoderfürgenerelle
InformationenpersönlichzurVerfügung.
f Online-Berechnungstools und mobile Anwendungen
Unserevielfältigen,mehrsprachigenOnline-ToolserleichterndieKonfigurationundKalkula-
tion.MittelsDruck-Temperatur-DiagrammenlässtsichderfürRohreundFittingsempfohlene
DruckflüssigerMedienfürunterschiedlicheTemperatureneinfachberechnen.Unseremobile
AnwendungFlowCalcAppisteinInstrumentfürdieVor-Ort-MessungvonRohrdurchmessern
undFliessgeschwindigkeitenzurBestimmungdesrichtigenDurchmessersdesRohrleitungs-
systems.
g Schulungen am Ort
UnsereExpertenstehenunserenKundenauchlokalzurVerfügungundführenvorOrt
SchulungenindenverschiedenenSchweiss-undVerbindungstechnikendurch.DieLängeund
derAufbaudesTrainingshängtdabeivomProjektundvomzuinstallierendenSystemab.
h Customizing
DieCustomizing-TeamsvonGF PipingSystemsarbeitenrundumdenGlobusengzusammen.
DerFokusunsererTeamsliegtaufderHerstellungvonmassgefertigtenSpezialteilenzur
KomplettierungvonAnlagen.DarüberhinauskönnenverschiedensteSonderlösungenin
Kleinserienhergestelltwerden.StandardisierteProzessegewährleistenunserenKunden
auchbeiindividuellenLösungenhöchsteQualität.

1 · 16 GF Piping Systems – Rohrleitungssysteme in der Versorgung – (11.18)
Services
j Mietpool
InvielenLändernbietetGF PipingSystemsdieVermietungvonMaschinenundWerkzeugen
fürverschiedeneVerbindungstechnikenwieStumpfschweissen,Elektroschweissenund
mechanischeVerbindungenan.
k Praxisschulungen und Trainings
MiteinemvielfältigenSchulungsangebotbietetGF PipingSystemsseinenKundendie
Möglichkeit,SicherheitimUmgangmitdenProduktenunddenbewährtenVerbindungstech-
nologienzugewinnen.DiePraxis-Trainingssindklardefiniert,strukturiertundaufdie
unterschiedlichenPraxiserfahrungenderTeilnehmerabgestimmt.
l Fit for Service NDT
MittelsUltraschalltechnologiesindwirinderLage,unserenKundenzerstörungsfreie
Prüfungen(non-destructivetesting–NDT)höchsterQualitätfürecoFIT(PE),PROGEF(PP)
StumpfschweissnähteundELGEF(PE)Elektroschweissnähteanbietenzukönnen.Wichtige
ProjekteaufderganzenWeltverlassensichaufdieNDT-Technologie,umhöchsteSicherheit
undQualitätderSchweissverbindungenbeiMetallrohrensicherzustellen.GF PipingSystems‘
AnsatzzuganzheitlichemQualitätsmanagementhatzumweltweiterstenNDT-Servicefür
StumpfschweissnähteundElektroschweissnähtevonecoFIT(PE),PROGEF(PP)undELGEF
(PE)miteinemEinsatztauglichkeits-Bericht(Pass/Fail)geführt.Einmalbestanden,bietenwir
eine10jährigeGewährleistung.
UnsereeinzigartigeNDT-LösunggewährleistetIhreSchweissqualitätmiteinemPass/
Fail-Bericht.
; Track and Trace
Track&TraceübernimmtalskomplettesManagement-PaketdieVorbereitung,Datenerfas-
sungundDatenarchivierunginallenkritischenPhaseneinerBaustelle.Hierbeiwerden
modernsteApps,Internet-Plattformen,OnlineClouds,MobilgerätesowieGPSHardware
genutzt.DerServiceistalsJahreslizenzerhältlichundumfasstalleElementedienötigsind
umInstallationenineinemintelligenten,qualitätsgetriebenenundreibungslosenProzesszu
planen,zuverwaltenundzuimplementieren.
A Advanced Engineering Services
UmSchlüsselprojekteüberalleProjektphasenhinzuunterstützenbietenwirfürKonzeption,
InstallationundPrüfungvonSystemenjetztAdvancedEngineeringServicesan.Advanced
EngineeringServicesbietenUnterstützungfürjedesKundenbedürfnis:
• ModifizierungvonTeilen
• Werkstoffauswahl
• Entwurfsprüfung
• Standarddetaillierung
• HydraulischeModellierung
• Dynamisch-mechanischeSpannungsanalyse
• BerechnungstatischerNachweise
• FEA/FEM
Umvollständige,sichereundhochleistungsfähigeKunststoff-Rohrleitungssystemezu
gewährleistenwerdenalleinZusammenhangstehendenBerechnungenmitprofessionellen
ProgrammenwieROHR2durchgeführt.

GF Piping Systems – Rohrleitungssysteme in der Versorgung – (11.18) 1 · 17
EinleitungQualität
I
3 Qualität
3.1 Qualitätssicherung auf allen StufenQualitätschafftSicherheitundistdieBasisfürVertrauen.InKundenbeziehungensowieinder
Projektarbeit,Entwicklung,ProduktionundinderkonkretenAnwendungvonProdukten
entscheidenQualitätsbewusstseinund-standardsübernachhaltigenErfolg.Dieelementare
BedeutungvonQualitätbestimmtunserHandeln,prägtunserQualitätsverständnisund
spiegeltsichimeigenenAnspruchanQualitätwider.
DiesystematischeEinbindungvonPartnernundLieferantenentsprichtunseremganzheitli-
chenQualitätsverständnisundgarantiertdieverbindlicheSicherstellungdesQualitätsan-
spruchsentlangdergesamtenWertschöpfungskette.
GF PipingSystemsfühltsichdemhohenQualitätsanspruchseinerKundenverpflichtetund
siehtsichaktivinderVerantwortung,dieErfüllungderKundenanforderungensowieder
gesetzlichenNormenundStandardssicherzustellen.DiekonsequenteUmsetzungder
QualitätspolitikistVerpflichtungfürjedenEinzelnen.SogehörtdieQualitätsorientierungbei
derLeistungserbringungfüralleimUnternehmentätigenMitarbeitendenzurSelbstverständ-
lichkeit.
3.2 ManagementsystemeQualität,Umwelt,ArbeitssicherheitundGesundheitsschutzbesitzenimKonzernGeorg
FischerseitjehereinenhohenStellenwert.EntsprechendsindalleProduktionsgesellschaf-
tensowievieleVertriebsgesellschaftenvonGF PipingSystemsnachdemQualitätsmanage-
mentsystemISO9001zertifiziert.ZudemsindalleunsereProduktionsstandortenachISO
14001zertifiziert.DieNormdefiniertKriterien,dieweltweitfüreffizienteUmweltmanage-
mentsystemeanwendbarsind,undgiltdamitalsGrundlagefürdieOptimierungumweltrele-
vanterProzesse.
ImRahmenunsererNachhaltigkeitsaktivitätenwurdenzusätzlichalleProduktionsstandorte
nachOHSAS18001zertifiziert,deminternationalenStandardimBereichdesbetrieblichen
Arbeitsschutzes.NeuerworbeneodergegründeteProduktionsgesellschaftensindverpflich-
tet,innerhalbvondreiJahreneinQualitäts-,Umwelt-undArbeitssicherheitsmanagement
aufzubauen.
3.3 Akkreditiertes Prüfl aborDasPrüflaborvonGF PipingSystemsisteinenachISO/IEC17025akkreditiertePrüfstellefür
KomponentenvonRohrleitungssystemen.EsprüftdieverschiedenstenRohre,Rohrverbin-
dungen,Verbindungselemente,Fittings,Hand-undAutomatikventilesowieDurchflussmesser
gemässeinschlägigerNormenundexternerwieinternerVorgaben.
AuftraggeberfürdasPrüflaborsinddieF&E-Abteilungen,dieproduzierendenWerkesowie
Kunden,dieRohrleitungsteilevonGF PipingSystemseinsetzen,undweitereexterneAuftrag-
geber.
DurchgeführtwerdenEntwicklungs-undProduktfreigabeprüfungenderF&E-Abteilungen(TT
typetest),PrüfungderFabrikationLosfreigabeunsererWerke(BRTbatchreleasetest),
Qualitätsüberwachungsprüfungen(PVTprocessverificationtest)sowiePrüfungenfür
externeKunden.
DiekontinuierlicheAusbildungundspezifischeErfahrungunsererMitarbeiter,dertechnische
StandunsererPrüfanlagensowieeinwandfreidokumentiertePrüfabläufesindGrundvoraus-
setzungen,dasPrüflabornachderISO/IEC17025zuakkreditieren.DieAkkreditierungdurch
dieSAS(SchweizerischeAkkreditierungsstelle)wirdmiteinemZertifikatbestätigt.Jährlich
erfolgteineÜberprüfungsowiealle5JahreeineErneuerungderAkkreditierung.
1 · 18 GF Piping Systems – Rohrleitungssysteme in der Versorgung – (11.18)
Qualität
UnserAkkreditiererSASistMitgliedinderILAC
(InternationalLaboratoryAccreditationCoopera-
tion).AlledurchdieILACMitgliederakkreditier-
tenPrüflaboresindangehalten,gegenseitigdie
Prüfberichteanzuerkennen.Dieswiederum
ermöglichtesunsundunserenKunden,diePrüf-
berichtevonakkreditiertenAnalysenaus
unseremPrüflaborfürProduktzulassungen,
Qualitätsnachweiseetc.zuverwenden,fürdie
nochspezifischePrüfberichtevorgelegtwerden
müssen.DamitwirdvielfachderZeit-und
Kostenaufwanderheblichreduziert.
ZudenakkreditiertenPrüfungengehörenunter
anderem:
• Zeitstand-Innendruck-Prüfung(ENISO1167,
ENISO10931,ENISO15493,ENISO15494,
ISO9393)
• Berstprüfung,Formteile+Rohre
• Quetschprüfung(ISO9853)
• Schlag-Prüfung(ISO13975)
• Dekohäsionsprüfung(ISO13955,ISO13956)
• Schälfestigkeitprüfung(ISO13954)
• BestimmungderZugfestigkeitvonProbekör-
pernausStumpfschweissverbindungen
(ISO 13953)
• Druckverlustprüfung(EN12117)
• BestimmungderDichte(ENISO1183)
• Schmelze-MassefliessrateMFR(ENISO1133)
• BestimmungderOxidationsinduktionszeitOIT
(ENISO11357-6)
DervollständigeUmfangderakkreditierten
PrüfungenistineinemGeltungsbereichaufgelis-
tet.DieserGeltungsbereichkann,stetsaktuali-
siert,imInternetabgerufenwerden:www.sas.ch
BAkkreditierteStellenBSucheBSTS094.

GF Piping Systems – Rohrleitungssysteme in der Versorgung – (11.18) 1 · 19
EinleitungNachhaltigkeit
I
4 NachhaltigkeitAls international tätiger Industriekonzern steht GF mitten in der Gesellschaft. Darum gilt es, Ökonomie, Ökologie und Soziales in Einklang zu bringen. Entsprechend dieser Verantwortung sind unsere industriellen und gesellschaftlichen Aktivitäten langfristig und nachhaltig ausgerichtet. Es ist unser Bestreben, Nachhaltigkeit in all unseren Vertriebsgesellschaften zu verankern. Wir handeln auf der Basis unserer Nachhaltig-keitsziele, deren Erreichung wir regelmässig und transparent kommunizieren.
4.1 UmweltFürGF PipingSystemsistdieeigeneUmweltverantwortungeinintegralerAspektbeiallen
Geschäftsaktivitäten.WeilwirUmweltbewusstseinalseinenderwichtigstenWerteunseres
Unternehmensverstehen,sindalleinternenStrukturenundProzesseaufNachhaltigkeit
ausgerichtet.Wirsindbestrebt,natürlicheRessourcenzuschonenundarbeitenunablässig
anderOptimierungderUmweltfreundlichkeitunsererProdukteundderenAnwendung.
HervorragendeWerkstoffeigenschaftenundinnovativeTechnologienbildendieBasisfür
unsereumweltschonendenundenergiesparendenLösungen.IndemwirunsereKundenmit
komplettenRohrleitungssystemenversorgen,unterstützenundfördernwirökologischeund
kosteneffizienteBetriebsabläufeinvielenBranchenundimAlltag.UmdetaillierteInformatio-
nenüberdieUmweltverträglichkeitunsererProduktezuerhalten,überwachenwiralle
PhasendesProduktlebenszyklusgenau,wodurchwirletztlichauchdieÖkobilanzunserer
Produkteverbessern.
4.2 SozialesZurZukunftssicherungdesUnternehmenstragennichtzuletztattraktiveArbeitsplätze,
interessanteAufgaben,einezielgerichteteAus-undWeiterbildungsowieeinfairesGehaltund
guteSozialleistungenbei.GF PipingSystemsoperiertausdieserVerantwortungheraus.Mit
seinenStandorteninüber30LändernbetrachtetGF PipingSystemsdieVielfaltderKulturen,
derReligionen,derNationalitäten,derbeidenGeschlechterundderAltersgruppenals
wertvolleQuellefürTalent,KreativitätundErfahrung.Sowerdendieausserordentlichen
Leistungenvonrund16000Mitarbeitendenmöglich,dieGF PipingSystemsweltweitbeschäf-
tigt.
Weitere Informationen zum Thema Nachhaltigkeit sind zu finden auf
www.gfps.com/gfps-nachhaltigkeit
G1.1
1 · 20 GF Piping Systems – Rohrleitungssysteme in der Versorgung – (11.18)
Weiterbildung
5 WeiterbildungQualifizierteMitarbeitergehörenzudenErfolgsfaktoreneinesUnternehmens.Nurhoch
motivierteundgutausgebildeteMitarbeitermitFachwissenundstarkerKundenorientierung
sindadäquateGesprächspartner
GF PipingSystems,alskompeten-
terSystem-undLösungsanbieter,
bietetKurseundSchulungenmit
FokusaufVermittlungvon
ProduktwissenundAnwendungs-
Know-how,richtigeVerkaufsargu-
mentesowieunterschiedliche
Kundenbedürfnisse.
DieVerbindungstechniksowiedie
Steuer-,Mess-undRegeltechnik
wirdstetsinnovativer.Umauf
demneustenStandzubleiben,
gibtesnureins:Weiterbildung.
GF PipingSystemsleistethier
einenwesentlichenBeitrag.Ob
FachleuteausderVersorgung,der
HaustechnikoderderIndustrie–
alleprofitierenvondenKursen
undSchulungen,dieaufdie
einzelnenMarktsegmenteund
Applikationenausgerichtetsind.
FürVerkäuferundBerufsgruppen
wieInstallateure,Planerund
Anlagenbauerhabenwirein
massgeschneidertesProgramm.
NebenderTheorielegenwir
grossenWertaufdiePraxis.
UnserePraxisräumesind
erstklassigausgestattet.Hier
könnenwirbiszu100Teilnehmer
gleichzeitigundunteroptimalen
Bedingungensehrpraxisnah
weiterbilden.BeiderAuswahlder
Trainerarbeitenwirengmit
unserenVertriebsmitarbeitern
zusammen.EsgibtBasis-,
Advanced-undMaster-Kurse,alle
inhaltlichaufeinanderabge-
stimmt.
Weitere Informationen zum aktuellen Trainingsprogramm auf www.gfps.com
GF Piping Systems – Rohrleitungssysteme in der Versorgung – (11.18) 2 · 21
Anwendungslösungenin der Versorgung
Inhalt
1 Wasserversorgung ..................................................................................................................221.1 Übersicht . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 22
1.2 FührendeSysteme . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 23
2 Gasversorgung .........................................................................................................................242.1 Übersicht . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 24
2.2 FührendeSysteme . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 25
3 Automation ...............................................................................................................................263.1 Überblick . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 26
3.2 Messtechnik . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 26
3.3 Regeltechnik . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 26
II

2 · 22 GF Piping Systems – Rohrleitungssysteme in der Versorgung – (11.18)
Wasserversorgung
1 Wasserversorgung
1.1 ÜbersichtHygienischeinwandfreiesTrinkwasser–reininGeschmack,GeruchundAussehen–isteine
derwichtigstenVoraussetzungenfürdieGesundheit.DieNachfragenacheinersicheren
VersorgungvonsauberemTrinkwassersteigtweltweit.FürdasbreiteSpektrumderWasser-
versorgungbietetGF PipingSystemseineumfassendePaletteaninnovativenTechnologien
undspezialisiertenProduktenan,diegenauaufdieWasserversorgungswirtschaftzuge-
schnittensind.FührendesKnow-howundExpertisebeiallenWasseranwendungenhelfen
GF PipingSystemsbeiderSuchenachderrichtigenLösung.
a Wassertransportleitungen
BeiderBeförderungvonWasserindieWohngebietesindsichereundzuverlässigeVerbin-
dungeneinwichtigerErfolgsfaktor.Gleichzeitigkanndiesjedochauchsehrherausfordernd
sein.GF PipingSystemskenntdieAnforderungen,dieanangemesseneWerkzeuge,leis-
tungsstarkeVerbindungstechnologienundVerbindungsteilesowiedieExpertenunterstützung
vor Ort gestellt werden.
s Wasserversorgungsleitungen
ZurSicherstellungeinerzuverlässigen,wirtschaftlichenundnachhaltigenWasserversorgung
istesunerlässlich,dassalleRohrleitungskomponentenwieRohre,FittingsundVentilesicher
undzuverlässigverbundenwerden.GF PipingSystemsbieteteinumfangreichesSortiment
anVerbindungstechnologien.DasElektroschweisssystemELGEFPlusstellteinehomogene
WerkstoffverbindungzwischenRohrundFittingher,umdieZuverlässigkeitdesWassernet-
zeszugewährleisten.MitdemMULTI/JOINT-SystemkönnenvieleverschiedeneWerkstoffe
schnell,sicherundeinfachverbundenwerden.
d Wasserhausanschlüsse und Hausanschlussleitungen
InderletztenPhasedesWasserversorgungsnetzesbringenWasserhausanschlüssedas
WasserzumZähler.AufgrundseinerFlexibilität,derhomogenenWerkstoffverbindungstech-
nologiensowievielerweitererpositiverEigenschaftenistPEheutzutagebeiNeuinstallatio-
nenderbevorzugteWerkstoff.DankdesmodularenElektroschweisssystemsELGEFPlus
kannfürjedeAnwendungeinegeeigneteLösunggefundenwerden.DieELGEFPlusKompo-
nentenwiez.B.FittingsundSattelsindaufeinanderabgestimmt,umbeimZusammensetzen
einezuverlässige,lecksichereVerbindungzubilden.MitnurwenigenProduktenlassensich
vieleunterschiedlicheKombinationenverwirklichen.AuchhierleistenPE-Ventileeinen
wichtigenBeitragzurHerstellungeineszuverlässigenundsicherenNetzwerksalsBestand-
teildesELGEFPlusSystems.
GF Piping Systems – Rohrleitungssysteme in der Versorgung – (11.18) 2 · 23
AnwendungslösungenWasserversorgung
II
f Druckentwässerungsleitungen
AnstattderSchwerkraftkommenbeiDruckentwässerungssystemenPumpenzumEinsatz,
umdasAbwasserzudenKläranlagenzubefördern.BeiDruckentwässerungssystemen
kommenimAllgemeinenRohrleitungenmitgeringeremDurchmesserzumEinsatz,die
entsprechendkostengünstigerundleichterzuinstallierensind.FälltindiesemFalldieWahl
aufdasPE-SystemvonGF PipingSystemskanneinverlässlichesNetzwerkmiteiner
Betriebsdauervon100Jahrenverwirklichtwerden.
g Bewässerung
EinewachsendeWeltbevölkerungundderKlimawandellassendieNahrungsmittel-und
Wasserknappheitgrösserwerden.DieLebensmittelproduktionwirdimmerunabhängigervon
lokalenWetterbedingungen,dagrosseGewächshäusererrichtetundumfassendeBewässe-
rungsanlagengebautwerden,umdieLebensmittelproduktionproQuadratmeterzusteigern.
EinfachzuinstallierendeSystemeunddieSicherstellungeinerWasserversorgungüberden
gesamtenProduktlebenszyklushinwegwerdenimmerwichtiger.GF PipingSystemsbietet
einumfangreichesProduktsortimentfürBewässerungsanlagensowieSchulungenvorOrt
undschnelleLieferungen.
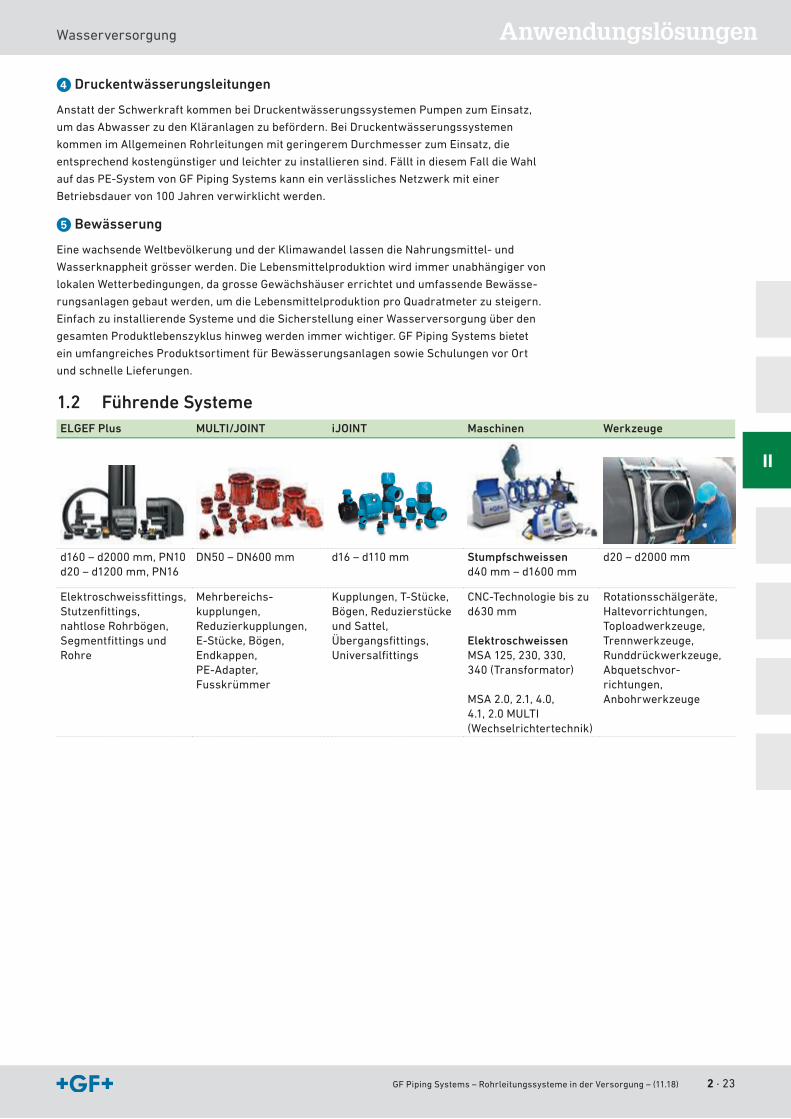
1.2 Führende SystemeELGEF Plus MULTI/JOINT iJOINT Maschinen Werkzeuge
d160–d2000mm,PN10d20–d1200mm,PN16
DN50–DN600mm d16–d110mm Stumpfschweissend40mm–d1600mm
d20–d2000mm
Elektroschweissfittings,Stutzenfittings,nahtloseRohrbögen,SegmentfittingsundRohre
Mehrbereichs-kupplungen,Reduzierkupplungen,E-Stücke,Bögen,Endkappen,PE-Adapter,Fusskrümmer
Kupplungen,T-Stücke,Bögen,ReduzierstückeundSattel,Übergangsfittings,Universalfittings
CNC-Technologiebiszud630mm
ElektroschweissenMSA125,230,330,340(Transformator)
MSA2.0,2.1,4.0,4.1,2.0MULTI(Wechselrichtertechnik)
Rotationsschälgeräte,Haltevorrichtungen,Toploadwerkzeuge,Trennwerkzeuge,Runddrückwerkzeuge,Abquetschvor-richtungen,Anbohrwerkzeuge
2 · 24 GF Piping Systems – Rohrleitungssysteme in der Versorgung – (11.18)
Gasversorgung
2 Gasversorgung
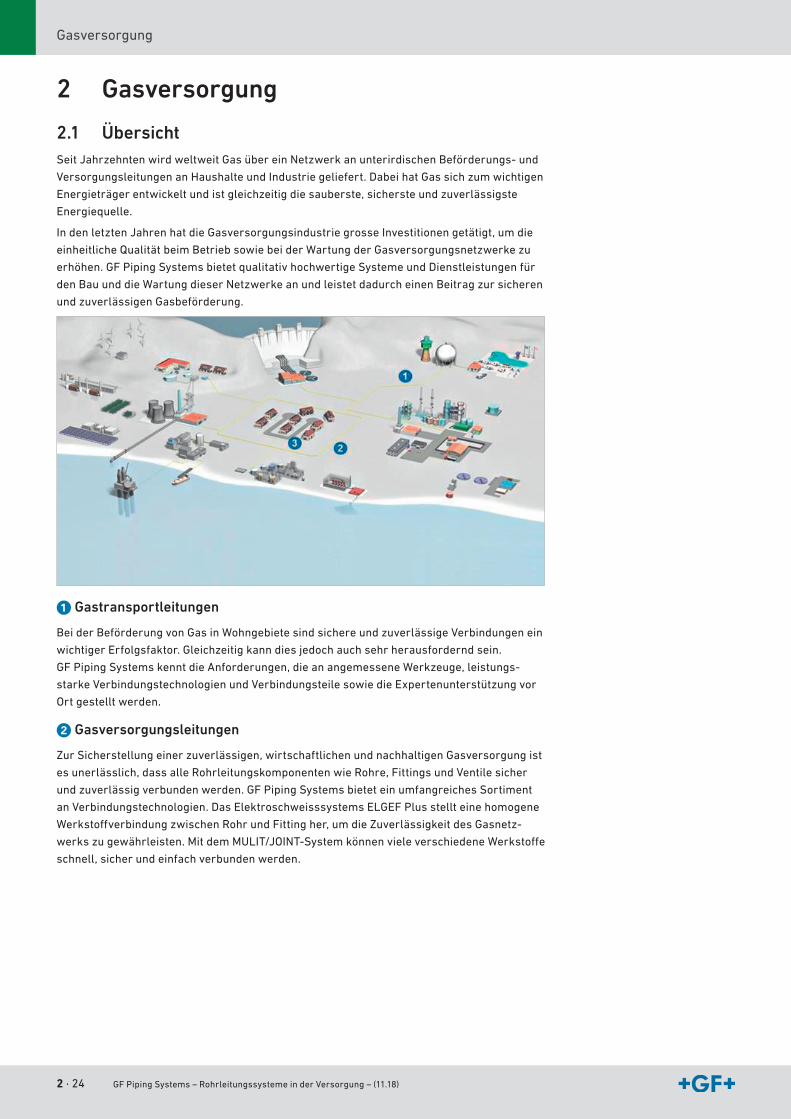
2.1 ÜbersichtSeitJahrzehntenwirdweltweitGasübereinNetzwerkanunterirdischenBeförderungs-und
VersorgungsleitungenanHaushalteundIndustriegeliefert.DabeihatGassichzumwichtigen
Energieträgerentwickeltundistgleichzeitigdiesauberste,sichersteundzuverlässigste
Energiequelle.
IndenletztenJahrenhatdieGasversorgungsindustriegrosseInvestitionengetätigt,umdie
einheitlicheQualitätbeimBetriebsowiebeiderWartungderGasversorgungsnetzwerkezu
erhöhen.GF PipingSystemsbietetqualitativhochwertigeSystemeundDienstleistungenfür
denBauunddieWartungdieserNetzwerkeanundleistetdadurcheinenBeitragzursicheren
undzuverlässigenGasbeförderung.
a Gastransportleitungen
BeiderBeförderungvonGasinWohngebietesindsichereundzuverlässigeVerbindungenein
wichtigerErfolgsfaktor.Gleichzeitigkanndiesjedochauchsehrherausforderndsein.
GF PipingSystemskenntdieAnforderungen,dieanangemesseneWerkzeuge,leistungs-
starkeVerbindungstechnologienundVerbindungsteilesowiedieExpertenunterstützungvor
Ort gestellt werden.
s Gasversorgungsleitungen
ZurSicherstellungeinerzuverlässigen,wirtschaftlichenundnachhaltigenGasversorgungist
esunerlässlich,dassalleRohrleitungskomponentenwieRohre,FittingsundVentilesicher
undzuverlässigverbundenwerden.GF PipingSystemsbieteteinumfangreichesSortiment
anVerbindungstechnologien.DasElektroschweisssystemsELGEFPlusstellteinehomogene
WerkstoffverbindungzwischenRohrundFittingher,umdieZuverlässigkeitdesGasnetz-
werkszugewährleisten.MitdemMULIT/JOINT-SystemkönnenvieleverschiedeneWerkstoffe
schnell,sicherundeinfachverbundenwerden.

GF Piping Systems – Rohrleitungssysteme in der Versorgung – (11.18) 2 · 25
AnwendungslösungenGasversorgung
II
d Gashausanschlüsse und Hausanschlussleitungen
InderletztenPhasedesGasversorgungsnetzesbringenHausanschlüssedasGaszumZähler.
AufgrundseinerFlexibilität,derhomogenenWerkstoffverbindungstechnologiensowievieler
weitererpositiverEigenschaftenistPEbeidenheutigenNeuinstallationenderbevorzugte
Werkstoff.DankdesmodularenElektroschweisssystemsELGEFPluskannfürjedeAnwen-
dungeinegeeigneteLösunggefundenwerden.DieELGEFPlusKomponentenwiez.B.Fittings
undSattelsindaufeinanderabgestimmt,umbeimZusammensetzeneinezuverlässigeund
lecksichereVerbindungzubilden.MitnurwenigenProduktenlassensichvieleunterschiedli-
cheKombinationenverwirklichen.AuchhierleistenPE-VentileeinenwichtigenBeitragzur
HerstellungeineszuverlässigenundsicherenNetzwerksalsBestandteildesELGEFPlus
Systems.
2.2 Führende SystemeELGEF Ventile MULTI/JOINT Maschinen Werkzeuge
d160–d2000mm,PN10d20–d1200mm,PN16
PE-Kugelhähnebiszud225mm
DN50–DN600mm Stumpfschweissend40–d1600mm
d20–d2000mm
Elektroschweissfittings, Stutzenfittings, nahtloseRohrbögen, SegmentfittingsundRohre
DruckanbohrventilemitAbgangbiszud63mm,Hauptrohrdimension bis zud400mm
Mehrbereichs- kupplungen, Reduzierkupplungen,E-Stücke,Bögen,Endkappen, E-Adapter, Fusskrümmer
CNC-Technologiebiszud630mm
ElektroschweissenMSA125,230,330,340(Transformator)
MSA2.0,2.1,4.0,4.1,2.0MULTI(Wechsel-richtertechnik)
Rotationsschälgeräte,Haltevorrichtungen,Toploadwerkzeuge,Trennwerkzeuge,Runddrückwerkzeuge,Abquetschvor- richtungen, Anbohrwerkzeuge

2 · 26 GF Piping Systems – Rohrleitungssysteme in der Versorgung – (11.18)
Automation
3 Automation
3.1 ÜberblickPERohrleitungssystemewerdennichtnurinderGasundWasserversorgungeingesetzt,
sondernkommenvermehrtauchinindustriellenApplikationenzumEinsatz.
Ganzgleich,obesumdasMessen,RegelnoderumdenAntriebgeht,unsereTechnologien
sindnichtnuruneingeschränktkompatibelzueinander,sielassensichauch-unabhängigder
Dimensionen-nahtlosinIhreRohrleitungssystememitdenpassendenSystemkomponenten
vonGF PipingSystemsintegrieren.
3.2 MesstechnikProduktkategorien• Durchflussmessung
(Ultraschall,Schaufelrad,
Elektromagnetisch,Turbine,
Schwebekörper)
• pH/ORP
• Leit-/Widerstandsfähigkeit
• Druck/Füllstand
• Temperatur
• Trübung
• Chlor/Chlordioxid
• GelösterSauerstoff
3.3 Regeltechnik
Präzise Regeltechnik
IntelligentesDesignmachtdasLebenleichter.AlleunsereSensorenkönnenmitdemselben
Transmitterverbundenwerden.Unser9900Einkanal-Multi-Parameter-Controllersorgtfür
einensicherenundeffizientenBetriebIhresgesamtenRegelkreises.Dankseinesmodularen
AufbauskönnenzusätzlicheFunktionalitätenwieChargensteuerungoderKommunikations-
technologienjederzeitproblemloshinzugefügtwerden.AufeinenBlickwerdendieParameter
desgegenwärtigverbundenenSensorsimgrossenundgutbeleuchtetenDisplayangezeigt.
Zuverlässige Antriebstechnik für Armaturen
DermodulareAufbauunseresAntriebssortimentserlaubtIhnenhöchsteFlexibilitätbeider
Konfiguration.VentileundAntriebselementekönnenflexibelkombiniertundzusätzliche
FunktionenwieStellungsregelungoderÜberwachungseinrichtungenkönnenoptionalergänzt
werden.JenachBedarfkönnenSieelektrische,magnetischeoderpneumatischeAntriebe
wählen.VollständigausKunststoffgefertigt,istunsergesamtesAntriebssortimentauchauf
härtesteUmweltbedingungenausgelegtundbeständiggegenüberaggressivenChemikalien
oderMeerwasser.• Einfachzuinstallieren:Clamp-onDurchflussmesser
könnendirektundimlaufendenSystemaussenaufder
Rohrleitung angebracht werden.
• Einfachzubedienen:EineintuitiveMenüstrukturunddie
übersichtlicheAnzeigederParametersindintegrierte
Bestandteile unserer bedienungsfreundlichen Regel-
technik.
• Einfachzukombinierenundnachzurüsten:Dieschnelle
undeinfacheKonfigurationisteinüberzeugender
Vorteil,derbeweist,dassderFlexibilitätunserer
AutomationslösungenkeineGrenzengesetztsind.
GF Piping Systems – Rohrleitungssysteme in der Versorgung – (11.18) 3 · 27
Kunststoff‑Rohrleitungs‑materialien
Inhalt
1 EigenschaftenvonKunststoffen .............................................................................................281.1 Polyethylen (PE) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 28
1.2 Nachhaltigkeit . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 30
2 Zulassungen und Normen .......................................................................................................332.1 Zulassungen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 33
2.2 NormenundRichtlinien . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 34 III

3 · 28 GF Piping Systems – Rohrleitungssysteme in der Versorgung – (11.18)
EigenschaftenvonKunststoffen
1 Eigenschaften von Kunststoff en
1.1 Polyethylen (PE)
Eigenschaften von PE (Richtwerte)
Eigenschaft PE 80Wert1
PE100 / PE100 RC Wert1
Einheit Prüfnorm
Dichte 0.93 0.95 g/cm³ ENISO1183-1Streckspannungbei23°C 18 25 N/mm² ENISO527-1
Zug-E-Modulbei23°C 700 900 N/mm² ENISO527-1Charpy-Kerbschlagzähigkeitbei23°C
110 83 kJ/m² ENISO179-1/1eA
Charpy-Kerbschlagzähigkeitbei-40°C
7 13 kJ/m² ENISO179-1/1eA
Kristallitschmelzpunkt 131 130 °C DIN51007Wärmeleitfähigkeitbei23°C 0.43 0.38 W/mK EN12664Wasseraufnahmebei23°C 0.01-0.04 0.01-0.04 % ENISO62Farbe 9005 9005 RALSauerstoffindex(LOI) 17.4 17.4 % ISO4589-1
1Typische,amWerkstoffgemesseneKennwerte,solltennichtfürBerechnungenverwendetwerden.
Allgemeine Information
AllePolymere,dieausKohlenwasserstoffenderFormelCnH2nmiteinerDoppelbindung
(Ethylen,Propylen,Buten-1,Isobuten)aufgebautsind,werdenmitdemSammelbegriff
Polyolefinebezeichnet.ZuihnengehörtauchPolyethylen(PE).Dabeihandeltessichumeinen
teilkristallinenThermoplasten.PolyethylenistwohlderbekanntesteKunststoff.Diechemi-
scheFormellautet:-(CH2-CH2)n.PolyethylenisteinumweltverträglichesKohlenwasserstoff-
produkt.PEzählt,wieauch(PP),zudenunpolarenWerkstoffen.Esistdaherinüblichen
Lösungsmittelnnichtlöslichundkaumquellbar.PE-RohrekönnendahernichtdurchKleben
mitFittingsverbundenwerden.DiewerkstoffgerechteundgeeigneteVerbindungsmethodeist
dasSchweissen.
ImindustriellenRohrleitungsbauhabensichhochmolekulareTypenmittlererbishoherDichte
durchgesetzt.DieTypenwerdenbezüglichihrerZeitstandfestigkeitinPE80(MRS8MPa)und
PE100(MRS10MPa)klassifiziert.MansprichthierauchvonPE-Typender3.Generation,
wohingegenPE80-Typenvorwiegendder2.Generationzuzuordnensind.VondenPE-Typen
ersterGeneration–nachheutigerKlassifizierungPE63–sindkaumnochVertreteraufdem
Markt.DieZeitstandfestigkeitwurdedurchLangzeitprüfungenentsprechendISO1167geprüft
undnachISO9080berechnet.DiegrössteVerbreitungimRohrleitungsbauhatPEfürdenBau
vonerdverlegtenGas-undWasserleitungengefunden.IndiesemAnwendungsbereichist
PolyethyleninzahlreichenLändernzumdominierendenWerkstoffgeworden.Aberauchin
derHaustechnikundimindustriellenRohrleitungsbauwerdendieVorteilediesesWerkstoffs
genutzt.
Alternative,grabenloseVerlegeverfahren,wiez.B.Relining,GrabenfräsenundSpülbohrun-
gen,fordernneueWerkstoffe:PE100RC(raisedcrackresistance)ausmodifziertemPE100
weiseneinenhöherenWiderstandgegenüberlangsamemRissfortschrittundSpannungsris-
senauf.DerVorteildesWerkstoffesPE100RCist,dassKerbenundRiefenamRohrlangfris-
tigwenigerEinflussaufdieLebensdauerhaben.DaherfindetdieserWerkstoffoftAnwendung
beigrabenloserVerlegung.DieAnforderungenanRohreausPolyethylenfüralternative
VerlegetechnikensindinderPAS1075spezifiziert.

GF Piping Systems – Rohrleitungssysteme in der Versorgung – (11.18) 3 · 29
Kunststoff ‑Rohrleitungs materialienEigenschaftenvonKunststoffen
III
Vorteile von PE und PE Rohrleitungssystemen
• GeringesGewicht
• AusgezeichneteFlexibilitätwährendLagerungundVerlegungsowiebeständiggegen
Erdbewegungen
• GuteAbriebbeständigkeit(Abrasionsbeständigkeit)
• Korrosionsbeständigkeit,keinezusätzlichenMassnahmenerforderlich
• HoheSchlagzähigkeitauchbeisehrniedrigenTemperaturen
• GutechemischeBeständigkeit
• glatteRohroberfläche,dadurcherhöhterDurchfluss,wenigerInkrustationenundgerin-
gereEnergiekosten
• GeeignetfürgrabenloseVerlegetechniken
UV- und Witterungsbeständigkeit
SchwarzesPolyethylenistaufgrunddesverwendetenschwarzenPigmentssehrwitterungs-
beständig.AuchlängereEinwirkungvonSonnenstrahlung,WindundRegenbeeinflussendie
WerkstoffeigenschaftenimBetriebnurgering.
Chemische Beständigkeit
PolyethylenzeigteineguteBeständigkeitgegeneinbreitesSpektrumanMedien.Studienvon
unabhängigenInstitutenhabengezeigt,dassdiezuerwartendeLebensdauervonPE-Leitun-
gen,auchunterextremenBedingungen,überdervondenNormengefordertenLebensdauer
liegt.FürdetaillierteInformationenistdieausführlicheListederchemischenBeständigkeit
vonGF PipingSystemszubeachtenoderdirektandiezuständigeNiederlassungvon
GF PipingSystemszuwenden.
Abrasionsbeständigkeit
PEweisteineexzellenteWiderstandsfähigkeitgegenabrasiveBeanspruchungauf.Jenach
Grösse,GeometrieundGeschwindigkeitdergefördertenFeststoffe,hatPEgrosseVorteile
insbesonderegegenübermetallischenWerkstoffen.PE-Rohrleitungssystemewerdendaher
inzahlreichenAnwendungenzurBeförderungfeststoffhaltigenMedieneingesetzt.
Einsatzgrenzen
DieEinsatzgrenzendesWerkstoffsrichtensicheinerseitsnachdenVersprödungs-und
ErweichungstemperaturenundandererseitsnachArtundDauerderAnwendung.Detailssind
denjeweiligenDruck-Temperatur-Diagrammenzuentnehmen.
Brandverhalten
PolyethylengehörtzudenbrennbarenKunststoffen.DerSauerstoffindexbeträgt17%.Bei
einemSauerstoffindexvonunter21%giltderKunststoffalsbrennbar.NachEntfernender
FlammetropftundbrenntPEweiter,ohnedabeizurussen.Grundsätzlichentstehenbeiallen
VerbrennungsprozessentoxischeSubstanzen,besondersKohlenmonoxid.BeiderVerbren-
nungvonPEentstehenprimärKohlendioxid,KohlenmonoxidundWasser.
FolgendeEinstufungenliegennachunterschiedlichenBrandnormenvor:
• NachUL94istPEalsHB(HorizontalBurning)undnachDIN53438-1alsK2eingestuft.
• NachDIN4102-1undEN13501-1istPEB2(normalentflammbar)gelistet.
InderfranzösischenKlassifizierungvonBaustoffenentsprichtPolyethylenM3(mittelmässig
entflammbar).DieSelbstentzündungstemperaturbeträgt350°C.DieBrandbekämpfungist
vorzugsweisemitSprühwasser,Schaum,KohlendioxidoderPulverdurchzuführen.

3 · 30 GF Piping Systems – Rohrleitungssysteme in der Versorgung – (11.18)
EigenschaftenvonKunststoffen
Elektrische Eigenschaften
Polyethylenist,wiediemeistenThermoplaste,nichtleitend.Dasbedeutet,dassinSystemen
ausPEkeineelektrolytischeKorrosionstattfindet.Jedochmüssendienichtleitenden
EigenschafteninBetrachtgezogenwerden,dasichbeimRohrelektrostatischeLadungen
aufbauenkönnen.PolyethylenhateinguteselektrischesIsoliervermögen.Derspezifische
Durchgangswiderstandbeträgt3.5x1016 Ωcm,derspezifischeOberflächenwiderstand1013 Ω.
DiesmussfürAnwendungenberücksichtigtwerden,beidenenEntzündungs-oderExplosi-
onsgefahrbesteht.
Physiologische Eigenschaften
DievonGF PipingSystemsverwendetenschwarzenPolyethylentypensindlebensmittelrecht-
lichzulässig.DieFittingssindgeruchs-undgeschmacksfreisowiephysiologischunbedenk-
lich.DieVerwendunginallendiesbezüglichenBereichenistdahermöglich.FürDetailszu
bestehendenZulassungenfürdenEinsatzmitTrinkwasserundLebensmittelnistdie
zuständigeNiederlassungvonGF PipingSystemszukontaktieren.
1.2 NachhaltigkeitDieWeltstehtvorgrossenHerausforderungenimEnergiebereich.Dazuzählenderzuneh-
mendeEnergieverbrauch,dieEndlichkeitderfossilenRessourcen,diesteigendenPreisefür
EnergieundderKlimawandel.UmdieBedürfnissenichtnurderheutigen,sondernauchder
zukünftigenGenerationenzubefriedigen,wirdeinenachhaltigeEntwicklungbenötigt.
Kunststoffetragendazubei,dieseHerausforderungenzubewältigen.
DieProduktevonGF PipingSystemsbefindensichJahre,bisweilenJahrzehnte,beiden
KundenimEinsatz.SelbstkleinsteSteigerungenderEffizienz–wiesiez.B.durchein
geeignetesDesignerreichtwerden–könnendieUmweltbilanzdeutlichbeeinflussen.Beider
EntwicklungvonRohrleitungssystemenverfolgtGF PipingSystemsdahereinengesamtheitli-
chenAnsatz.NachhaltigeLösungensindnurmöglich,wenndergesamteLebenswegder
AnwendungenundProduktebetrachtetwird.
Kunststoff e sparen Energie
NebendenallgemeinbekanntentechnischenVorteilenwiez.B.Korrosionsbeständigkeit
weisenKunststoffeauchökologischeVorteileauf.DurchdasleichteGewichtunddieisolie-
rendeWirkungsindKunststoffefüreineVielzahlvonenergieeffizientenAnwendungen
geeignet:inFahrzeugen,fürVerpackungen,inIsolationenundfürRohrleitungssysteme.
KunststoffewerdenhauptsächlichausErdölhergestellt.EtwavierProzentdesweltweit
gefördertenErdölswerdenzuKunststoffverarbeitet.DieBestrebungen,denVerbrauchvon
ErdölundanderenfossilenBrennstoffenzureduzieren,bedeutenaberkeinenVerzichtauf
Kunststoff–imGegenteil:DurchdenEinsatzvonKunststoffenwirdEnergiegespart!
IneinerStudie1hatPlasticsEuropequantifiziert,wiesichderEnergieverbrauchunddie
Treibhausemissionenauswirken,wennKunststoffproduktedurchandereWerkstoffeersetzt
würden.
Resultate
• ErzeugnisseausKunststoffermöglichensignifikanteEinsparungenvonEnergieund
Treibhausgasemissionen.
• DerErsatzvonKunststofferzeugnissendurchandereWerkstoffeführtindenmeisten
FällenzueinerZunahmevonEnergieverbrauchundTreibhausgasemissionen.
WürdensovieleKunststoffproduktewiemöglichdurchandereWerkstoffeersetztwerden,
wäreüber50%mehrEnergieerforderlichalsheutewährenddesgesamtenLebenszyklus
allerKunststoffprodukteverbrauchtwird.InanderenWorten:DieKunststoffprodukte,die
heuteaufdemMarktsind,habeneineEnergieeinsparungvon2400MillionenGJproJahr
ermöglicht.DieskommteinerMengevon50MillionenTonnenErdölgleich,diesichauf200
sehrgrosseÖltankerverteilen.
1 Pilz,H.,Brandt,B.,Fehrin-ger,R.(2010):DieAuswir-kungenvonKunststoffenaufEnergieverbrauchundTreibhausgasemissioneninEuropa.DenkstattGmbHimAuftragvonPlasticsEurope,Brüssel,Belgien.

GF Piping Systems – Rohrleitungssysteme in der Versorgung – (11.18) 3 · 31
Kunststoff ‑Rohrleitungs materialienEigenschaftenvonKunststoffen
III
Ökobilanz von Rohren
GF PipingSystemshateineÖkobilanz2vonRohrenfürHaustechnik,IndustrieundVersorgung
erstellenlassen.DarinwerdendieUmweltwirkungenvonjeeinemMeterRohrfürdievon
GF PipingSystemsverwendetenKunststoffeundderenwichtigstenKonkurrenzwerkstoffe
verglichen(fürDN25,DN80,DN150undDN400).DieStudiewurdevonunabhängigenSchwei-
zerÖkobilanzexpertenerstelltundbasiertaufderinternationalführendenÖkobilanz-Daten-
bank„Ecoinvent“.
Resultierenddarausergibtsich,dassKunststoffrohreindenvonGF PipingSystemsgeliefer-
tenAnwendungenundDimensionenfastimmerbesserabschneidenalsdieKonkurrenzwerk-
stoffe.Beispielsweiseistder„CO2-Fussabdruck“,alsodiesummiertenTreibhausgasemissio-
nenbeiHerstellung,TransportundEntsorgung,voneinemMeterPE-RohrderDimension
DN150rundvierMalkleineralsbeieinemRohrausDuktilgussinnenzementbeschichtetund
aussenverzinkt.EntscheidendeFaktorenfürdieÖkobilanzvonRohrensinddieArtund
MengedesverwendetenWerkstoffs.ProKilogrammWerkstoffweisenvieleKunststoffeund
auchKupferundEdelstahleinenähnlichhohenEnergiebedarfauf.NiedriglegierterStahlund
Gusseisen,miteinemdurchschnittlichenAnteilanReziklaten,liegenproKilogrammdeutlich
tiefer.BezogenaufeinenMeterRohrunterscheidensichdieErgebnisse.Aufgrunddes
deutlichgeringerenGewichtsschneidenKunststoffrohregegenüberMetalleninsbesondere
beidenkleinenundmittlerenDimensionengutab.
KunststoffrohreausPEweiseneinedeutlichbessereÖkobilanzalsMetallrohreauf.
FürdieweitereVerbesserungderÖkobilanzvonKunststoffrohrenstehtdieReduktiondes
WerkstoffbedarfsimZentrum.DasgiltfürdieProduktentwicklungwieauchfürdieAnwender
undPlaner:
• Werkstoffbedarfweiterreduzieren
• EinsatzvonReziklatenfürgeringbelasteteTeile
• KeineÜberdimensionierungbeiderPlanung(z.B.Durchmesser,Druckniveau)
2 Büsser,S.,Frischknecht,R.(2008):ÖkobilanzvonRohren–Vergleichver-schiedenerRohrleitungs-materialienfürHaustech-nik,IndustrieundVersorgung.ESU-ServicesLtd.,imAuftragvonGeorgFischerPipingSystems,UsterundSchaffhausen.
G3.2 Ökobilanz von Kunst-stoff rohren

3 · 32 GF Piping Systems – Rohrleitungssysteme in der Versorgung – (11.18)
EigenschaftenvonKunststoffen
Vergleichende Ökobilanzen von GF Piping Systems Industriesystemen
InZusammenarbeitmitdemunabhängigenbelgischenInstitutVITOhatdieAbteilungGlobal
Quality&SustainabilityvonGF PipingSystemsÖkobilanzenfürvierausgewählteGF spezifi-
scheindustrielleRohrleitungssystemeerrechnetundjeweilsmiteinemKonkurrenzsystem
dergleichenAnwendungverglichen.GF PipingSystemsundVITOhabenindenÖkobilanzen
dieUmweltwirkungenderSystemeüberdiegesamteLebensdauer–vonderWiegebiszur
Entsorgung-analysiert.DieBerechnungderUmweltwirkungenderKunststoffsysteme
basiertaufGF PipingSystemsspezifischenDaten.
VerglichenwurdenfolgendeWerkstoffeundAnwendungen:
Kunststoff Vergleichswerkstoff Anwendung
PP Edelstahl TransportvonChemikalienPVC-U Edelstahl Dosierung
PE Glassreinforcedplastic(GRP)(dt.:GlasfaserverstärkterKunststoff)
KühlwassertransportzueinemKraftwerk
PB Kupfer WasserverteilungaufeinemSchiff
AufgrundderVergleichswerkstoffewirddenindustriellenRohrleitungssystemenvon
GF PipingSystemseinegeringereUmweltwirkungalsdenKonkurrenzsystemenzugewiesen.
DiedurchgeführtenÖkobilanzenbestätigendamitResultatevonanderenUntersuchungen
undverdeutlichendenwichtigenStellenwertvonKunststoffenineinemökologischbewuss-
tenRohrleitungsbau.DiefolgendeGraphikzeigtdieResultatefürPEinderWirkungskatego-
rie„globaleErwärmung“(ohneEinbezugderNutzungsphase):
T3.1 Vergleich von Werkstoffen und Anwendungen
G3.3 Resultate „globale Erwärmung“ für PE
DieCO2-Einsparungenvon
5 991 kgentsprechenden
Emissionen,diedurcheine
Autofahrtüber37 500 kmoder
rund1MalumdenÄquator
verursachtwerden.

GF Piping Systems – Rohrleitungssysteme in der Versorgung – (11.18) 3 · 33
Kunststoff‑Rohrleitungs materialienZulassungenundNormen
III
2 Zulassungen und Normen
2.1 ZulassungenFüralleRohrleitungssystemevonGF PipingSystemsbestehendiverseZulassungen.Die
wichtigstenZulassungenfürunsereSystemeausPEsindinderfolgendenÜbersichtaufgelis-
tet.DeraktuelleStandderZulassungenkannbeiderzuständigenNiederlassungvon
GF PipingSystemserfragtwerden.
Abkürzung Zulassungsbehörde Zugelassener Produktbereich
Werkstoff / Material
ABS AmericanBureauofShipping Rohre,Fittings,Ventile
ABS,PE,PVC-U,PVC-C
ACS AttestationdeConformitéSanitaire
Fittings PE
BSI BSIGIS
BSIAssuranceUKLimited Fittings PE,Temperguss
BULGARKONTROLLA BulgarkontrolaS.A., Fittings PE
BV BureauVeritas Rohre,Fittings,Ventile
ABS,PE,PP-H,PVC-C,PVC-U
NF CERTIgaz Fittings PE
DIBt DeutschesInstitutfürBautechnik
Rohre,Fittings,Ventile
PVC-U,PP-H,PVDF,PE (Fittings)
DNV DetNorskeVeritas Rohre,Fittings,Ventile
ABS,PE,PP-H,PVC-C,PVC-U
DVGW DeutscherVereindesGas-undWasserfaches
Dichtungen EPDM,NBR
Rohre,Fittings,Ventile
PE,PP-H,PVC-C,PVC-U,Temperguss
EANDIS Eandiscvba Fittings PE
ETI EstoniaTechnicalInspectorate Fittings,Ventile PE
FM FMApprovals Rohre,Fittings PE
GAS GAS s.r.o. Fittings PE
GL GermanischerLloyd Rohre,Fittings,Ventile
ABS,PE,PP-H,PVC-C,PVC-U
GlobalMark GlobalMark Fittings PE
GOST-R Rosstandart Rohre,Fittings,Ventile
ABS,PB,PE,PP,PVC-C,PVC-U,PVDF
GRDF GazRéseauDistributionFrance
Fittings PE
IGH InstitutIGHd.d. Fittings PE
IKRAM IkramQAServicesSDNBHD Fittings PE
IIP InstitutoItalianodeiPlastici Fittings PE,PVC-U
INSTA-CERT DancertS/A Fittings PE
ITC Institutprotestovániacertifikaci
Fittings PE
KCW KoreaWaterandWastewaterWorksAssociation
Fittings PE
KIWAKIWAGastec
KeuringsinstituutvoorWaterleidingsartikelen
Fittings PE,PVC-UPE,Temperguss
KTW/W270 Kunststoff-Trinkwasser- Empfehlungen
Dichtungen EPDM,NBR
Fittings PE,PVC-U
LR Lloyd'sRegisterofShipping Rohre,Fittings,Ventile
ABS,PE,PVC-U,PVC-C,PP-H
NK NipponKaijiKyokai Rohre,Fittings,Ventile
ABS,PB,PE,PP,PVC-C,PVC-U
NIGC NationalIranianGasCo. Fittings PE
NSF NationalSanitaryFoundation Fittings PE
ON ÖsterreichischesNormungs-institut
Fittings PE
ÖVGW ÖsterreichischeVereinigungfürdasGas-undWasserfach
Dichtungen EPDM,NBR
Rohre,Fittings,Ventile
PE,PP,PVDF,Temperguss
T3.2 Abkürzungen von Zulassungen (Stand: Juni 2016)
3 · 34 GF Piping Systems – Rohrleitungssysteme in der Versorgung – (11.18)
ZulassungenundNormen
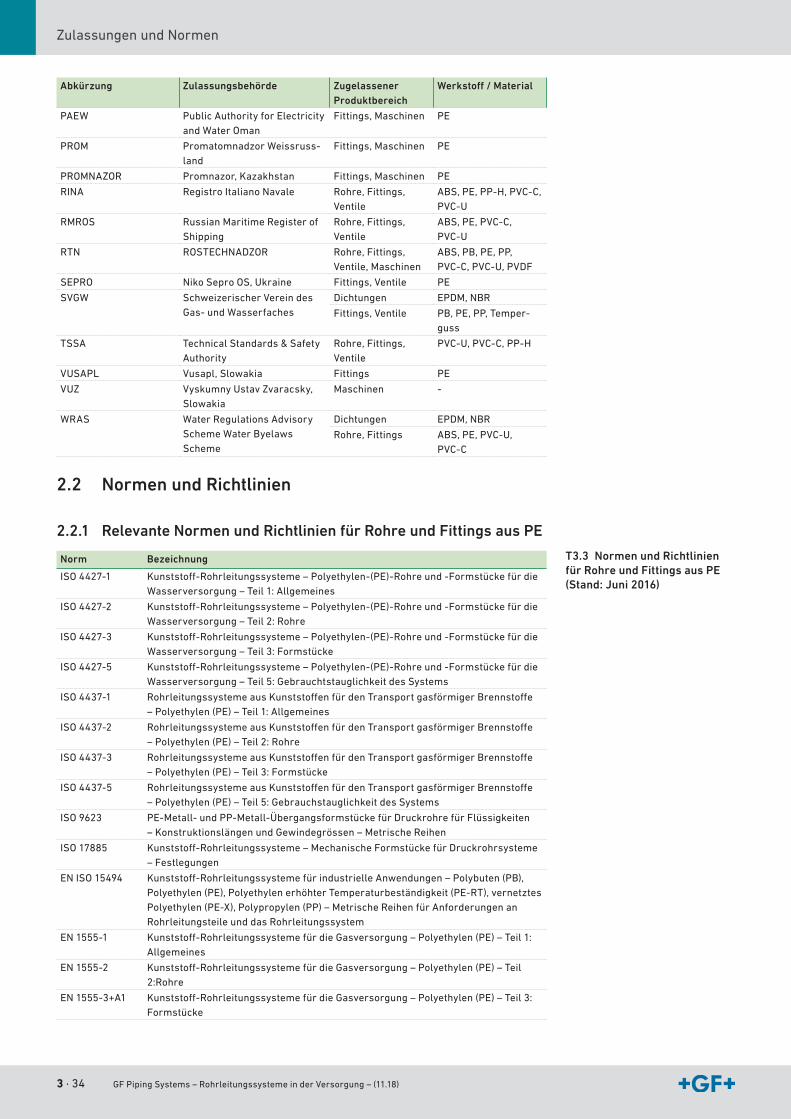
Abkürzung Zulassungsbehörde Zugelassener Produktbereich
Werkstoff / Material
PAEW PublicAuthorityforElectricityandWaterOman
Fittings,Maschinen PE
PROM PromatomnadzorWeissruss-land
Fittings,Maschinen PE
PROMNAZOR Promnazor,Kazakhstan Fittings,Maschinen PE
RINA RegistroItalianoNavale Rohre,Fittings,Ventile
ABS,PE,PP-H,PVC-C,PVC-U
RMROS RussianMaritimeRegisterofShipping
Rohre,Fittings,Ventile
ABS,PE,PVC-C,PVC-U
RTN ROSTECHNADZOR Rohre,Fittings,Ventile,Maschinen
ABS,PB,PE,PP,PVC-C,PVC-U,PVDF
SEPRO NikoSeproOS,Ukraine Fittings,Ventile PE
SVGW SchweizerischerVereindesGas-undWasserfaches
Dichtungen EPDM,NBR
Fittings,Ventile PB,PE,PP,Temper-guss
TSSA TechnicalStandards&SafetyAuthority
Rohre,Fittings,Ventile
PVC-U,PVC-C,PP-H
VUSAPL Vusapl,Slowakia Fittings PE
VUZ VyskumnyUstavZvaracsky,Slowakia
Maschinen -
WRAS WaterRegulationsAdvisorySchemeWaterByelawsScheme
Dichtungen EPDM,NBR
Rohre,Fittings ABS,PE,PVC-U,PVC-C
2.2 Normen und Richtlinien
2.2.1 Relevante Normen und Richtlinien für Rohre und Fittings aus PE
Norm Bezeichnung
ISO4427-1 Kunststoff-Rohrleitungssysteme–Polyethylen-(PE)-Rohreund-FormstückefürdieWasserversorgung–Teil1:Allgemeines
ISO4427-2 Kunststoff-Rohrleitungssysteme–Polyethylen-(PE)-Rohreund-FormstückefürdieWasserversorgung–Teil2:Rohre
ISO4427-3 Kunststoff-Rohrleitungssysteme–Polyethylen-(PE)-Rohreund-FormstückefürdieWasserversorgung–Teil3:Formstücke
ISO4427-5 Kunststoff-Rohrleitungssysteme–Polyethylen-(PE)-Rohreund-FormstückefürdieWasserversorgung–Teil5:GebrauchtstauglichkeitdesSystems
ISO4437-1 RohrleitungssystemeausKunststoffenfürdenTransportgasförmigerBrennstoffe–Polyethylen(PE)–Teil1:Allgemeines
ISO4437-2 RohrleitungssystemeausKunststoffenfürdenTransportgasförmigerBrennstoffe–Polyethylen(PE)–Teil2:Rohre
ISO4437-3 RohrleitungssystemeausKunststoffenfürdenTransportgasförmigerBrennstoffe–Polyethylen(PE)–Teil3:Formstücke
ISO4437-5 RohrleitungssystemeausKunststoffenfürdenTransportgasförmigerBrennstoffe–Polyethylen(PE)–Teil5:GebrauchstauglichkeitdesSystems
ISO9623 PE-Metall-undPP-Metall-ÜbergangsformstückefürDruckrohrefürFlüssigkeiten–KonstruktionslängenundGewindegrössen–MetrischeReihen
ISO17885 Kunststoff-Rohrleitungssysteme–MechanischeFormstückefürDruckrohrsysteme– Festlegungen
ENISO15494 Kunststoff-RohrleitungssystemefürindustrielleAnwendungen–Polybuten(PB),Polyethylen(PE),PolyethylenerhöhterTemperaturbeständigkeit(PE-RT),vernetztesPolyethylen(PE-X),Polypropylen(PP)–MetrischeReihenfürAnforderungenanRohrleitungsteileunddasRohrleitungssystem
EN1555-1 Kunststoff-RohrleitungssystemefürdieGasversorgung–Polyethylen(PE)–Teil1:Allgemeines
EN1555-2 Kunststoff-RohrleitungssystemefürdieGasversorgung–Polyethylen(PE)–Teil2:Rohre
EN1555-3+A1 Kunststoff-RohrleitungssystemefürdieGasversorgung–Polyethylen(PE)–Teil3:Formstücke
T3.3 Normen und Richtlinien für Rohre und Fittings aus PE (Stand: Juni 2016)

GF Piping Systems – Rohrleitungssysteme in der Versorgung – (11.18) 3 · 35
Kunststoff‑Rohrleitungs materialienZulassungenundNormen
III
EN1555-5 Kunststoff-RohrleitungssystemefürdieGasversorgung–Polyethylen(PE)–Teil5:GebrauchstauglichkeitdesSystems
CEN/TS1555-7 Kunststoff-RohrleitungssystemefürdieGasversorgung–Polyethylen(PE)–Teil7:EmpfehlungenfürdieBeurteilungderKonformität
EN12201-1 Kunststoff-RohrleitungssystemefürdieWasserversorgungundfürEntwässerungs-undAbwasserdruckleitungen–Polyethylen(PE)–Teil1:Allgemeines
EN12201-2+A1 Kunststoff-RohrleitungssystemefürdieWasserversorgungundfürEntwässerungs-undAbwasserdruckleitungen–Polyethylen(PE)–Teil2:Rohre
EN12201-3+A1 Kunststoff-RohrleitungssystemefürdieWasserversorgungundfürEntwässerungs-undAbwasserdruckleitungen–Polyethylen(PE)–Teil3:Formstücke
EN12201-5 Kunststoff-RohrleitungssystemefürdieWasserversorgungundfürEntwässerungs-undAbwasserdruckleitungen–Polyethylen(PE)–Teil5:GebrauchstauglichkeitdesSystems
CEN/TS12201-7 Kunststoff-RohrleitungssystemefürdieWasserversorgungundfürEntwässerungs-undAbwasserdruckleitungen–Polyethylen(PE)–Teil7:EmpfehlungenfürdieBeurteilungderKonformität
AS/NZS4129 Fittingsforpolyethylene(PE)pipesforpressureapplications
2.2.2 Relevante Normen und Richtlinien für die Verarbeitung
Norm Bezeichnung
ISO/TS10839 Polyethylen-Rohreund-FormstückefürdieGasversorgung–Praxisanlei-tungfürDesign,HandhabungundInstallation
ISO12176-1 RohreundFormstückeausKunststoffen–AusrüstungsgegenständefürPolyethylen-Schweissverbindungen–Teil1:Stumpfschweissen
ISO12176-2 RohreundFormstückeausKunststoffen–AusrüstungsgegenständefürPolyethylen-Schweissverbindungen–Teil2:Elektroschweissen
ISO12176-3 RohreundFormstückeausKunststoffen–AusrüstungsgegenständefürPolyethylen-Schweissverbindungen–Teil3:Schweisserpass
ISO12176-4 RohreundFormstückeausKunststoffen–AusrüstungsgegenständefürPolyethylen-Schweissverbindungen–Teil4:Rückverfolgbarkeits-Code
EN12007-2 Gasinfrastruktur–RohrleitungenmiteinemmaximalzulässigenBetriebs-druckbiseinschliesslich16bar–Teil1:AllgemeinefunktionaleAnforde-rungen
PAS1075 RohreausPolyethylenfüralternativeVerlegetechniken-Abmessungen,technischeAnforderungenundPrüfung
DVS2202 BewertungvonFügeverbindungenausthermoplastischenKunststoffenanRohrleitungsteilenundTafelnMerkmale,Beschreibung,Bewertung
DVS2202Beiblatt-1
BewertungvonFehlernanVerbindungenausthermoplastischenKunststof-fenanRohrleitungsteilenundTafeln-Heizelementstumpfschweissen(HS,IR)
DVS2202Beiblatt-2
BewertungvonFehlernanVerbindungenausthermoplastischenKunststof-fenanRohrleitungsteilenundTafeln-Heizwendelschweissen(HM)
DVS2205-1Beiblatt6
BerechnungvonBehälternundApparatenausThermoplasten–Schweiss-faktoren
DVS2207-1 SchweissenvonthermoplastischenKunststoffen-HeizelementschweissenvonRohren,RohrleitungsteilenundTafelnausPE-HD
DVS2210-1 IndustrierohrleitungenausthermoplastischenKunststoffen-ProjektierungundAusführung-OberirdischeRohrsysteme
DVS2210-1Beiblatt1
IndustrierohrleitungenausthermoplastischenKunststoffen-ProjektierungundAusführung-OberirdischeRohrsysteme;Berechnungsbeispiel
DVS2210-1Beiblatt2
IndustrierohrleitungenausthermoplastischenKunststoffen-ProjektierungundAusführung-OberirdischeRohrsysteme;EmpfehlungenzurInnen-druck-undDichtheitsprüfung
DVS2210-1Beiblatt3
IndustrierohrleitungenausthermoplastischenKunststoffen-ProjektierungundAusführung-OberirdischeRohrsysteme-Flanschverbindungen:Beschreibung,Anforderungen,Montage
DVS2210-2 IndustrierohrleitungenausthermoplastischenKunststoffen- Projektierung,Konstruktion,Errichtung-Doppelrohrsysteme
T3.4 Normen und Richtlinien für die Verarbeitung (Stand: Juni 2016)

3 · 36 GF Piping Systems – Rohrleitungssysteme in der Versorgung – (11.18)
ZulassungenundNormen
2.2.3 Relevante Normen und Richtlinien für Armaturen
Norm Bezeichnung
EN1555-4 Kunststoff-RohrleitungssystemefürdieGasversorgung–Polyethylen(PE)–Teil4:Armaturen
EN12201-4 Kunststoff-RohrleitungssystemefürdieWasserversorgungundfürEntwässerungs-undAbwasserdruckleitungen–Polyethylen(PE)–Teil4:Armaturen
EN593 Industriearmaturen–MetallischeAbsperrklappenENISO16135 Industriearmaturen–KugelhähneausThermoplastenENISO16136 Industriearmaturen–KlappenausThermoplastenENISO16137 Industriearmaturen–RückflussverhindererausThermoplastenENISO16139 Industriearmaturen–SchieberausThermoplastenENISO21787 Industriearmaturen–VentileausThermoplastenISO4437-4 RohrleitungssystemeausKunststoffenfürdenTransportgasförmiger
Brennstoffe–Polyethylen(PE)–Teil4:Armaturen
2.2.4 Relevante Normen und Richtlinien für Flansche und Dichtungen
Norm Bezeichnung
EN681-1 Elastomer-Dichtungen–Werkstoff-AnforderungenfürRohrleitungs-DichtungenfürAnwendungeninderWasserversorgungundEntwässerung–Teil1:VulkanisierterGummi
EN681-2 Elastomer-Dichtungen–Werkstoff-AnforderungenfürRohrleitungs-DichtungenfürAnwendungeninderWasserversorgungundEntwässerung–Teil2:Thermoplasti-scheElastomere
ISO7005-1 FlanscheausMetall;Teil1:Stahlflansche
ISO7005-2 FlanscheausMetall;Teil2:Gusseisenflansche
ISO7005-3 FlanscheausMetall;Teil3:FlanscheausKupferlegierungen,Verbundwerkstoffen
ISO7483 MassefürDichtungenfürFlanschenachISO7005
ISO7483TechnicalCorrigendum1
MassefürDichtungenfürFlanschenachISO7005;TechnischesCorrigendum1
ISO9624 KunststoffrohrefürDruckbeanspruchungfürFlüssigkeiten–AnschlussmassevonBundbuchsen,BundflanschenundlosenFlanschen
ENISO15494 Kunststoff-RohrleitungssystemefürindustrielleAnwendungen–Polybuten(PB),Polyethylen(PE),PolyethylenerhöhterTemperaturbeständigkeit(PE-RT),vernetztesPolyethylen(PE-X),Polypropylen(PP)–MetrischeReihenfürAnforderungenanRohrleitungsteileunddasRohrleitungssystem
EN558+A1 Industriearmaturen-BaulängenvonArmaturenausMetallzumEinbauinRohrlei-tungenmitFlanschen-NachPNundClassbezeichneteArmaturen
EN1092-1+A1 FlanscheundihreVerbindungen-RundeFlanschefürRohre,Armaturen,Formstü-ckeundZubehörteile,nachPNbezeichnet-Teil1:Stahlflansche
EN1092-2 FlanscheundihreVerbindungen-RundeFlanschefürRohre,Armaturen,Formstü-ckeundZubehörteile,nachPNbezeichnet-Teil2:Gusseisenflansche
EN1514-8 FlanscheundihreVerbindungen-MassefürDichtungenfürFlanschemitPN-Be-zeichnung-Teil8:RunddichtringeausGummifürNutflansche
EN1515-1 FlanscheundihreVerbindungen-SchraubenundMuttern–Teil1:AuswahlvonSchraubenundMuttern
ASMEB16.5 PipeFlangesandFlangedFittings:NPS1/2throughNPS24Metric/InchStandard
BS10:2009 Specificationforflangesandboltingforpipes,valvesandfittings
DVS2205-4 BerechnungvonBehälternundApparatenausThermoplasten-Flanschverbindun-gen
DVS2205-4Beiblatt4
BerechnungvonBehälternundApparatenausThermoplasten-Schweissflansche,Schweissbunde-KonstruktiveDetails
DVS2210-1Beiblatt3
IndustrierohrleitungenausthermoplastischenKunststoffen-ProjektierungundAusführung-OberirdischeRohrsysteme-Flanschverbindungen:Beschreibung,Anforderungen,Montage
JISB2220 Steelpipeflanges
JISB2239 Castironpipeflanges
T3.5 Normen und Richtlinien für Armaturen (Stand: Juni 2016)
T3.6 Normen und Richtlinien für Flansche (Stand: Juni 2016)

GF Piping Systems – Rohrleitungssysteme in der Versorgung – (11.18) 3 · 37
Kunststoff‑Rohrleitungs materialienZulassungenundNormen
III
2.2.5 Relevante Normen und Richtlinien für Gewinde
Norm Bezeichnung
ENISO228-1 RohrgewindefürnichtimGewindedichtendeVerbindungen–Teil1:Masse,ToleranzenundBezeichnung
EN10226-1 RohrgewindefürimGewindedichtendeVerbindungen–Teil1:KegeligeAussengewindeundzylindrischeInnengewinde–Masse,ToleranzenundBezeichnung
EN10226-2 RohrgewindefürimGewindedichtendeVerbindungen–Teil2:KegeligeAussengewindeundkegeligeInnengewinde–Masse,ToleranzenundBezeichnung
2.2.6 Relevante Normen und Richtlinien für Klemmverbinder aus Temperguss
Norm Bezeichnung
ISO17885 Kunststoff-Rohrleitungssysteme-MechanischeFormstückefürDruck-rohrsysteme – Festlegungen
EN10284 TempergussfittingsmitKlemmanschlüssenfürPolyethylen-(PE-)Rohrleitungssysteme
EN10344 TempergussfittingsmitKlemmanschlüssenfürStahlrohre
T3.7 Normen und Richtlinien für Gewinde (Stand: Juni 2016)

3 · 38 GF Piping Systems – Rohrleitungssysteme in der Versorgung – (11.18)
ZulassungenundNormen
GF Piping Systems – Rohrleitungssysteme in der Versorgung – (11.18) 4 · 39
Dimensionierung & Verlegung
Inhalt
1 Basiswissen .............................................................................................................................411.1 Metrisches und britisches Masssystem . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 41
1.2 Abkürzungen und Masseinheiten . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 42
1.3 SI-Einheiten . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 43
1.4 Umrechnungstabellen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 45
2 Dimensionierung ......................................................................................................................462.1 ZeitstandverhaltenvonthermoplastischenKunststoffen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 46
2.2 EinsatzbereichvonRohrenundFittings . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 50
2.3 BerechnungdeszulässigenDruckes/erforderlicheWanddicke . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 53
2.4 Druckstösse . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 55
2.5 Rohrleitungen unter Vakuum . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 59
3 Hydraulische Auslegung und Druckverluste .........................................................................653.1 HydraulischeAuslegung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 65
3.2 Druckverlust . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 70
4 Verlegung .................................................................................................................................734.1 Rohrgraben . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 73
4.2 Grabenlose Verlegung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 74
4.3 VerarbeitungundHandling . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 74
4.4 Innendruck-undDichtheitsprüfung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 78
4.5 DesinfektionvonRohrleitungssystemen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 81
IV
4 · 40 GF Piping Systems – Rohrleitungssysteme in der Versorgung – (11.18)
5 Verbindungstechnik .................................................................................................................825.1 StoffschlüssigeVerbindungen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 82
5.2 Stumpfschweissverbindung(Heizelement-,konventionell) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 82
5.3 Elektroschweissverbindung(Heizwendel-Schweissverbindung) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 88
5.4 GrundsätzlicheszurSchweissnahtvorbereitung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 89
5.5 Installationsablauf . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 93
5.6 AbkühlzeitenELGEFPlusMuffen&Formstücke . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 95
5.7 AbkühlzeitenfürELGEFPlusSchellen&DAVs . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 95
5.8 Mechanische Verbindungen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 96
5.9 ÜbergangsadaptermitGewinde . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 97
5.10 Flanschverbindungen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 97
5.11 MULTI/JOINT3000Plus . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 105
5.12 iJOINT . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 107
5.13 PRIMOFIT . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 108
5.14 UNI-Coupling. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 109
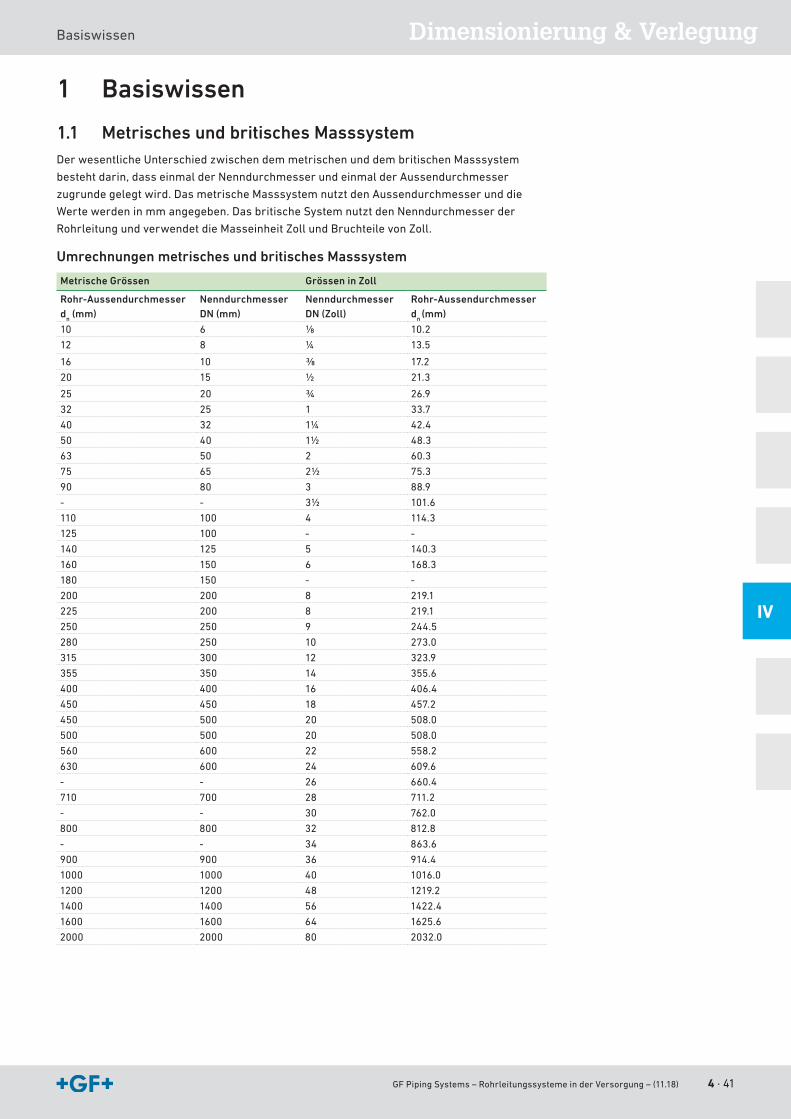
GF Piping Systems – Rohrleitungssysteme in der Versorgung – (11.18) 4 · 41
Dimensionierung & VerlegungBasiswissen
IV
1 Basiswissen
1.1 Metrisches und britisches MasssystemDerwesentlicheUnterschiedzwischendemmetrischenunddembritischenMasssystem
bestehtdarin,dasseinmalderNenndurchmesserundeinmalderAussendurchmesser
zugrundegelegtwird.DasmetrischeMasssystemnutztdenAussendurchmesserunddie
Wertewerdeninmmangegeben.DasbritischeSystemnutztdenNenndurchmesserder
RohrleitungundverwendetdieMasseinheitZollundBruchteilevonZoll.
Umrechnungen metrisches und britisches Masssystem
Metrische Grössen Grössen in Zoll
Rohr-Aussendurchmesserdn (mm)
NenndurchmesserDN (mm)
NenndurchmesserDN (Zoll)
Rohr-Aussendurchmesserdn (mm)
10 6 ⅛ 10.2
12 8 ¼ 13.5
16 10 ⅜ 17.2
20 15 ½ 21.3
25 20 ¾ 26.9
32 25 1 33.7
40 32 1¼ 42.4
50 40 1½ 48.3
63 50 2 60.3
75 65 2½ 75.3
90 80 3 88.9
- - 3½ 101.6
110 100 4 114.3
125 100 - -
140 125 5 140.3
160 150 6 168.3
180 150 - -
200 200 8 219.1
225 200 8 219.1
250 250 9 244.5
280 250 10 273.0
315 300 12 323.9
355 350 14 355.6
400 400 16 406.4
450 450 18 457.2
450 500 20 508.0
500 500 20 508.0
560 600 22 558.2
630 600 24 609.6
- - 26 660.4
710 700 28 711.2
- - 30 762.0
800 800 32 812.8
- - 34 863.6
900 900 36 914.4
1000 1000 40 1016.0
1200 1200 48 1219.2
1400 1400 56 1422.4
1600 1600 64 1625.6
2000 2000 80 2032.0
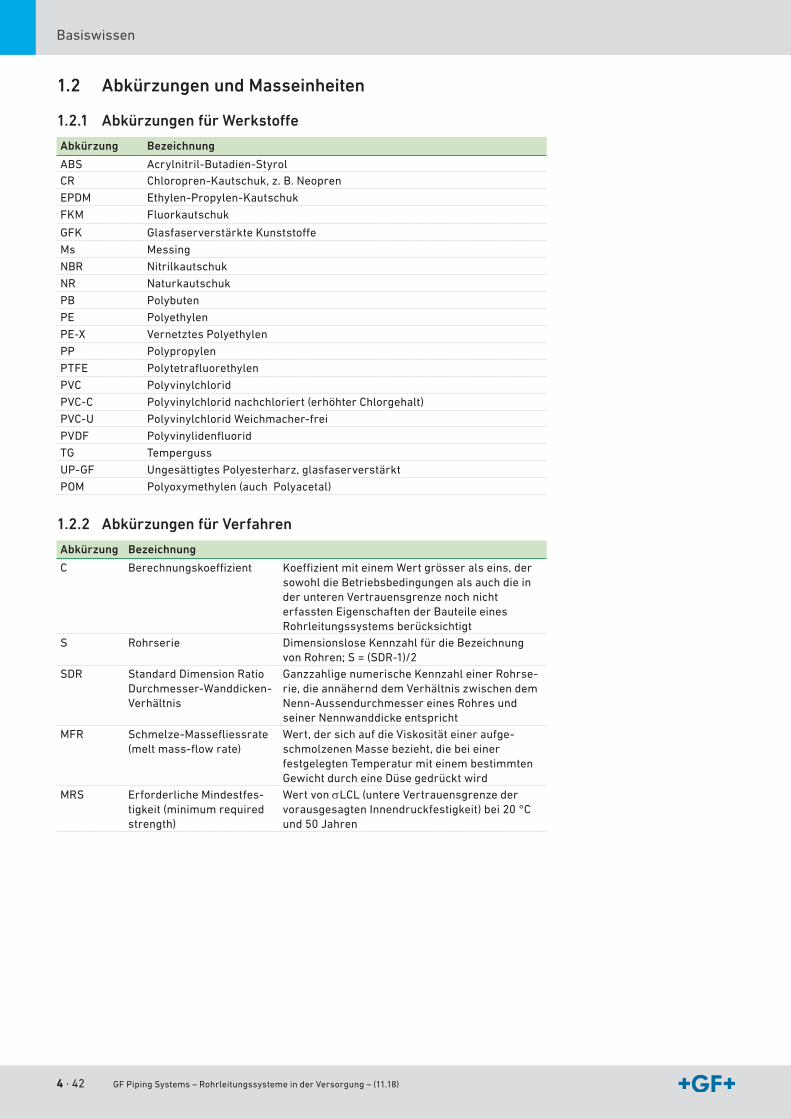
4 · 42 GF Piping Systems – Rohrleitungssysteme in der Versorgung – (11.18)
Basiswissen
1.2 Abkürzungen und Masseinheiten
1.2.1 Abkürzungen für Werkstoffe
Abkürzung Bezeichnung
ABS Acrylnitril-Butadien-StyrolCR Chloropren-Kautschuk,z.B.Neopren
EPDM Ethylen-Propylen-Kautschuk
FKM Fluorkautschuk
GFK GlasfaserverstärkteKunststoffe
Ms Messing
NBR Nitrilkautschuk
NR Naturkautschuk
PB Polybuten
PE Polyethylen
PE-X Vernetztes Polyethylen
PP Polypropylen
PTFE Polytetrafluorethylen
PVC Polyvinylchlorid
PVC-C Polyvinylchloridnachchloriert(erhöhterChlorgehalt)
PVC-U PolyvinylchloridWeichmacher-frei
PVDF Polyvinylidenfluorid
TG Temperguss
UP-GF UngesättigtesPolyesterharz,glasfaserverstärkt
POM Polyoxymethylen (auch Polyacetal)
1.2.2 Abkürzungen für Verfahren
Abkürzung Bezeichnung
C Berechnungskoeffizient KoeffizientmiteinemWertgrösseralseins,dersowohldieBetriebsbedingungenalsauchdieinder unteren Vertrauensgrenze noch nicht erfasstenEigenschaftenderBauteileeinesRohrleitungssystems berücksichtigt
S Rohrserie DimensionsloseKennzahlfürdieBezeichnungvonRohren;S=(SDR-1)/2
SDR StandardDimensionRatioDurchmesser-Wanddicken-Verhältnis
Ganzzahlige numerische Kennzahl einer Rohrse-rie,dieannähernddemVerhältniszwischendemNenn-AussendurchmessereinesRohresundseinerNennwanddickeentspricht
MFR Schmelze-Massefliessrate(meltmass-flowrate)
Wert,dersichaufdieViskositäteineraufge-schmolzenenMassebezieht,diebeieinerfestgelegtenTemperaturmiteinembestimmtenGewichtdurcheineDüsegedrücktwird
MRS ErforderlicheMindestfes-tigkeit (minimum required strength)
WertvonσLCL(untereVertrauensgrenzedervorausgesagtenInnendruckfestigkeit)bei20°Cund50Jahren
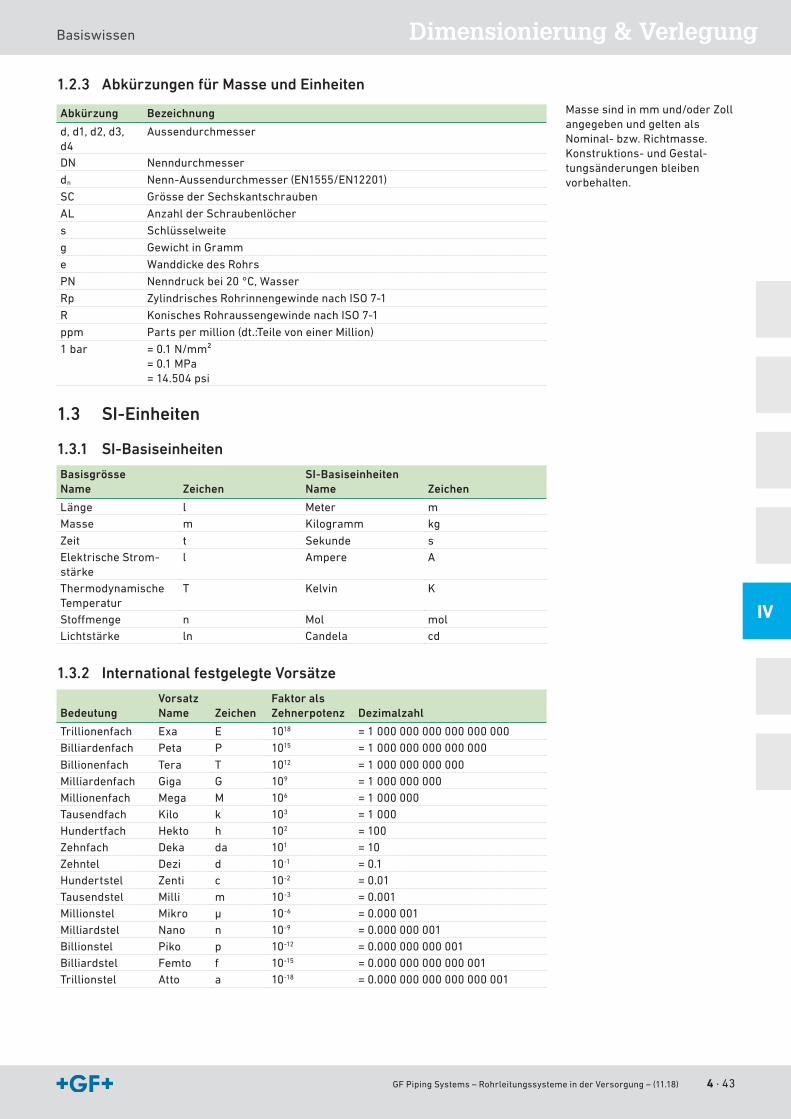
GF Piping Systems – Rohrleitungssysteme in der Versorgung – (11.18) 4 · 43
Dimensionierung & VerlegungBasiswissen
IV
1.2.3 Abkürzungen für Masse und Einheiten
Abkürzung Bezeichnung
d,d1,d2,d3,d4
Aussendurchmesser
DN Nenndurchmesser
dn Nenn-Aussendurchmesser(EN1555/EN12201)
SC GrössederSechskantschrauben
AL AnzahlderSchraubenlöcher
s Schlüsselweite
g GewichtinGramm
e WanddickedesRohrs
PN Nenndruckbei20°C,Wasser
Rp ZylindrischesRohrinnengewindenachISO7-1
R KonischesRohraussengewindenachISO7-1
ppm Partspermillion(dt.:TeilevoneinerMillion)
1 bar =0.1N/mm²= 0.1 MPa= 14.504 psi
1.3 SI-Einheiten
1.3.1 SI-Basiseinheiten
BasisgrösseName Zeichen
SI-BasiseinheitenName Zeichen
Länge l Meter mMasse m Kilogramm kg
Zeit t Sekunde sElektrischeStrom-stärke
l Ampere A
ThermodynamischeTemperatur
T Kelvin K
Stoffmenge n Mol molLichtstärke ln Candela cd
1.3.2 International festgelegte Vorsätze
BedeutungVorsatzName Zeichen
Faktor alsZehnerpotenz Dezimalzahl
Trillionenfach Exa E 1018 = 1 000 000 000 000 000 000Billiardenfach Peta P 1015 = 1 000 000 000 000 000
Billionenfach Tera T 1012 = 1 000 000 000 000Milliardenfach Giga G 109 = 1 000 000 000Millionenfach Mega M 106 = 1 000 000Tausendfach Kilo k 103 = 1 000Hundertfach Hekto h 102 = 100Zehnfach Deka da 101 = 10Zehntel Dezi d 10-1 = 0.1Hundertstel Zenti c 10-2 = 0.01Tausendstel Milli m 10-3 = 0.001Millionstel Mikro μ 10-6 = 0.000 001Milliardstel Nano n 10-9 = 0.000 000 001Billionstel Piko p 10-12 = 0.000 000 000 001Billiardstel Femto f 10-15 = 0.000 000 000 000 001Trillionstel Atto a 10-18 = 0.000 000 000 000 000 001
Massesindinmmund/oderZollangegeben und gelten als Nominal-bzw.Richtmasse.Konstruktions-undGestal-tungsänderungenbleibenvorbehalten.
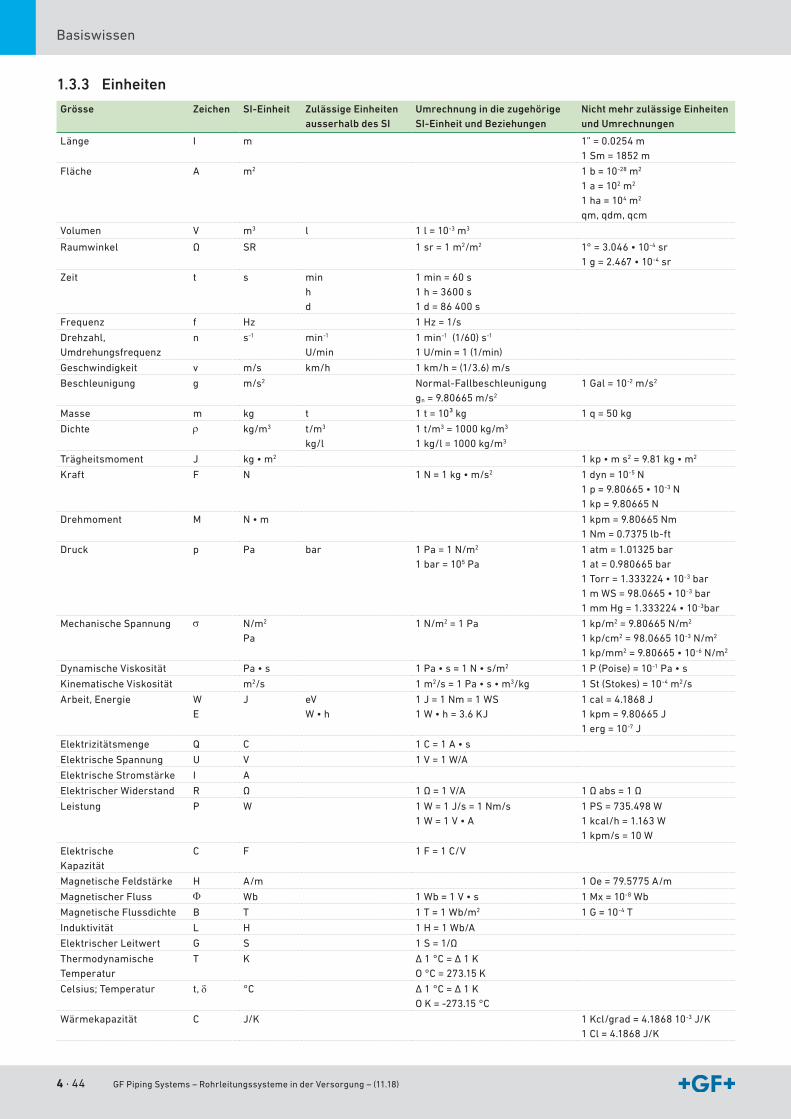
4 · 44 GF Piping Systems – Rohrleitungssysteme in der Versorgung – (11.18)
Basiswissen
1.3.3 Einheiten
Grösse Zeichen SI-Einheit Zulässige Einheiten ausserhalb des SI
Umrechnung in die zugehörige SI-Einheit und Beziehungen
Nicht mehr zulässige Einheiten und Umrechnungen
Länge I m 1” = 0.0254 m1 Sm = 1852 m
Fläche A m2 1 b = 10-28 m2
1 a = 102 m2
1 ha = 104 m2
qm,qdm,qcm
Volumen V m3 l 1 l = 10-3 m3
Raumwinkel Ω SR 1 sr = 1 m2/m2 1°=3.046•10-4 sr1g=2.467•10-4 sr
Zeit t s minhd
1 min = 60 s1h=3600s1 d = 86 400 s
Frequenz f Hz 1Hz=1/s
Drehzahl, Umdrehungsfrequenz
n s-1 min-1
U/min1 min-1(1/60)s-1
1U/min=1(1/min)
Geschwindigkeit v m/s km/h 1km/h=(1/3.6)m/s
Beschleunigung g m/s2 Normal-Fallbeschleunigunggn=9.80665m/s2
1 Gal = 10-2m/s2
Masse m kg t 1 t = 10³ kg 1 q = 50 kg
Dichte ρ kg/m3 t/m3 kg/l
1t/m3=1000kg/m3
1kg/l=1000kg/m3
Trägheitsmoment J kg•m2 1kp•ms2=9.81kg•m2
Kraft F N 1N=1kg•m/s2 1 dyn = 10-5N1p=9.80665•10-3N1kp=9.80665N
Drehmoment M N•m 1kpm=9.80665Nm1Nm=0.7375lb-ft
Druck p Pa bar 1Pa=1N/m2
1 bar = 105 Pa1atm=1.01325bar1at=0.980665bar1Torr=1.333224•10-3 bar1mWS=98.0665•10-3 bar1mmHg=1.333224•10-3bar
Mechanische Spannung σ N/m2 Pa
1N/m2 = 1 Pa 1kp/m2=9.80665N/m2
1kp/cm2=98.066510-3N/m2
1kp/mm2=9.80665•10-6N/m2
DynamischeViskosität Pa•s 1Pa•s=1N•s/m2 1 P (Poise) = 10-1Pa•s
KinematischeViskosität m2/s 1 m2/s=1Pa•s•m3/kg 1 St (Stokes) = 10-4 m2/s
Arbeit,Energie WE
J eV W•h
1J=1Nm=1WS1W•h=3.6KJ
1cal=4.1868J1kpm=9.80665J1 erg = 10-7J
Elektrizitätsmenge Q C 1C=1A•s
ElektrischeSpannung U V 1V=1W/A
ElektrischeStromstärke I A
ElektrischerWiderstand R Ω 1Ω=1V/A 1Ωabs=1Ω
Leistung P W 1W=1J/s=1Nm/s 1W=1V•A
1PS=735.498W1kcal/h=1.163W1kpm/s=10W
ElektrischeKapazität
C F 1F=1C/V
MagnetischeFeldstärke H A/m 1Oe=79.5775A/m
Magnetischer Fluss Φ Wb 1Wb=1V•s 1 Mx = 10-8Wb
Magnetische Flussdichte B T 1T=1Wb/m2 1 G = 10-4T
Induktivität L H 1H=1Wb/A
ElektrischerLeitwert G S 1S=1/Ω
ThermodynamischeTemperatur
T K Δ1°C=Δ1KO°C=273.15K
Celsius;Temperatur t,δ °C Δ1°C=Δ1KOK=-273.15°C
Wärmekapazität C J/K 1Kcl/grad=4.186810-3J/K1Cl=4.1868J/K

GF Piping Systems – Rohrleitungssysteme in der Versorgung – (11.18) 4 · 45
Dimensionierung & VerlegungBasiswissen
IV
1.4 Umrechnungstabellen
1.4.1 Viskositäten
Kin
emat
isch
e V
isko
sitä
t C
enti
stok
es D
icht
e
Abs
olut
e V
isko
sitä
t C
enti
pois
e
Gra
dE
ngle
r
Sek
unde
n S
aybo
lt
Uni
vers
al (S
SU
)
Sek
unde
n R
edw
ood
1 (S
tand
ard)
Sek
unde
n S
aybo
lt F
urol
Sek
unde
n Fo
rd C
up N
r. 4
Gra
d B
arbe
y
Sek
unde
n C
up N
r. 1
5
Abs
olut
e V
isko
sitä
t P
oise
Dic
hte
1.0
Kin
emat
isch
e V
isko
sitä
t m
²/s
1.0 1.0 1.0 31 29 - - - - 0.01 1.0 x 10-6
2.0 2.0 1.1 34 30 - - 3640 - 0.02 2.0 x 10-6
3.0 3.0 1.2 35 33 - - 2426 - 0.03 3.0x10-6
4.0 4.0 1.3 37 35 - - 1820 - - 4.0 x 10-6
5.0 5.0 1.39 42 38 - - 1300 - 0.05 5.0 x 10-6
6.0 6.0 1.48 45.5 40.5 - - 1085 - 0.06 6.0 x 10-6
7.0 7.0 1.57 48.5 43 - - 930 - 0.07 7.0 x 10-6
8.0 8.0 1.65 53 46 - - 814 - 0.08 8.0 x 10-6
9.0 9.0 1.74 55 48.5 - - 723 - 0.09 9.0x10-6
10 10 1.84 59 52 - - 650 - 0.10 1.0 x 10-5
20 20 2.9 97 85 15 - 320 - 0.2 2.0 x 10-5
40 40 5.3 185 163 21 - 159 - 0.4 4.0 x 10-5
60 60 7.9 280 245 30 18.7 106 5.6 0.6 6.0 x 10-5
80 80 10.5 370 322 38 25.9 79 6.7 0.8 8.0 x 10-5
100 100 13.2 472 408 47 32 65 7.4 1.0 1.0 x 10-4
200 200 26.4 944 816 92 60 32.5 11.2 2.0 2.0 x 10-4
400 400 52.8 1888 1632 184 111 15.9 18.4 4.0 4.0 x 10-4
600 600 79.2 2832 2448 276 162 10.6 26.9 6.0 6.0 x 10-4
800 800 106 3776 3264 368 217 8.1 35 8.0 8.0 x 10-4
1000 1000 132 7080 4080 460 415 6.6 68 10 1.0 x 10-3
5000 5000 660 23600 20 400 2300 1356 1.23 240 50 5.0 x 10-3
10 000 10 000 1320 47 200 40 800 4600 2713 - 481 100 1.0 x 10-2
50 000 50 000 6600 236000 204 000 23000 13560 - 2403 500 5.0 x 10-2
1.4.2 Durchflussvolumen
m3/h l/min l/s m3/s Imp. gal/min US gal/min cu. ft./h cu. ft./s
1.0 16.67 0.278 2.78•10-4 3.667 4.404 35.311 9.81•10-3
0.06 1.0 0.017 1.67•10-5 0.220 0.264 2.119 5.89•10-4
3.6 60 1.0 1.00•10-3 13.20 15.853 127.12 3.53•10-2
3600 60 000 1000 1.0 13200 15838 127 118 35.3110.2727 4.55 0.076 7.58•10-5 1.0 1.201 9.629 2.67•10-3
0.2272 3.79 0.063 6.31•10-5 0.833 1.0 8.0238 2.23•10-3
0.0283 0.47 0.008 7.86•10-6 0.104 0.125 1.0 2.78•10-4
101.94 1699 28.32 2.83•10-2 373.77 448.8 3600 1.0
1.4.3 Druck und Druckhöhen
bar kg/cm2 lbf/in2 atm ft H2O m H2O mm Hg in. Hg kPa
1.0 1.0197 14.504 0.9869 33.455 10.197 750.06 29.530 100
0.9807 1.0 14.223 0.9878 32.808 10 735.56 28.959 98.07
0.0689 0.0703 1.0 00609 2.3067 0.7031 51.715 2.036 6.89
1.0133 1.0332 14.696 1.0 33.889 10.332 760.0 29.921 101.3
0.0299 0.0305 0.4335 0.0295 1.0 0.3048 22.420 0.8827 2.99
0.0981 0.10 1.422 0.0968 3.2808 1.0 73.356 2.896 9.81
13.3•10-4 0.0014 0.0193 13.2•10-4 0.0446 0.0136 1.0 0.0394 0.133
0.0339 0.0345 0.4912 0.0334 1.1329 0.3453 25.40 1.0 3.39
1.0•10-5 10.2•10-6 14.5•10-5 9.87•10-6 3.34•10-4 10.2•10-5 75.0•10-4 29.5•10-5 1.0
AbsoluteViskosität(Centipoise)=KinematischeViskosität(Centistokes) •Dichteüber50Centistokes -UmrechnungaufSSUàSSU =Centistokes•4.62
atm InternationaleNormal-atmosphäre
kg/cm2 MetrischeAtmosphäre
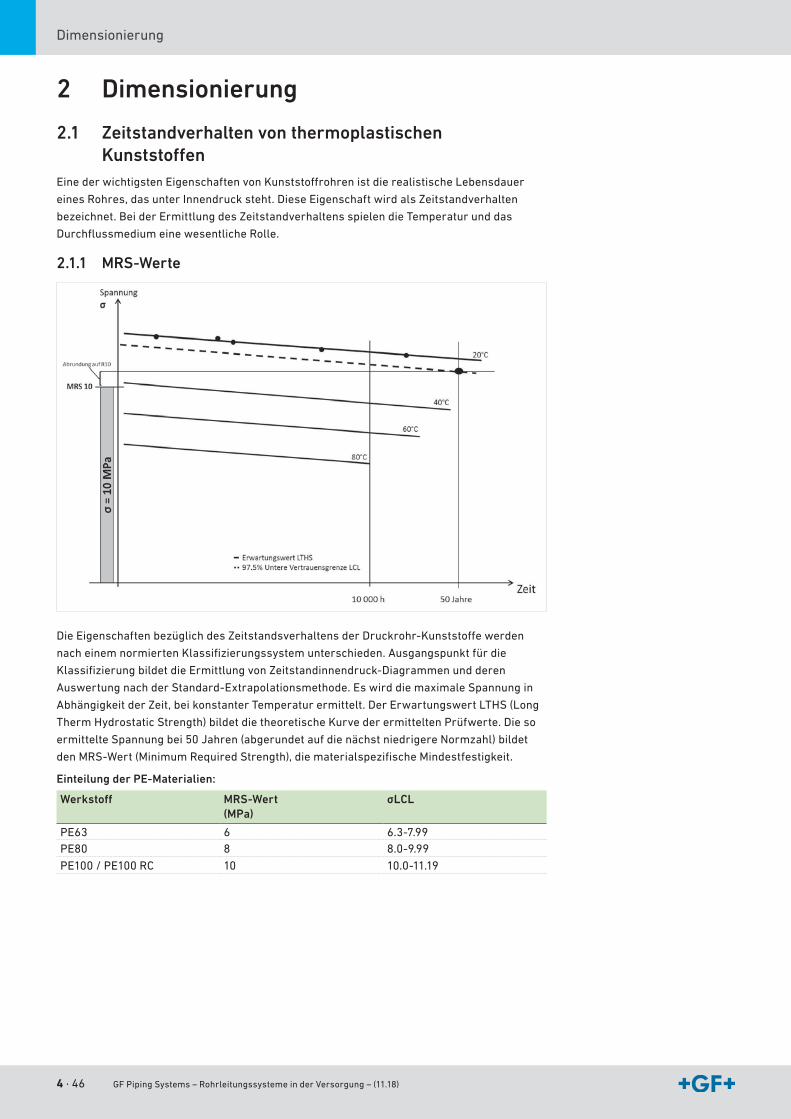
4 · 46 GF Piping Systems – Rohrleitungssysteme in der Versorgung – (11.18)
Dimensionierung
2 Dimensionierung
2.1 Zeitstandverhalten von thermoplastischen Kunststoffen
EinederwichtigstenEigenschaftenvonKunststoffrohrenistdierealistischeLebensdauer
einesRohres,dasunterInnendrucksteht.DieseEigenschaftwirdalsZeitstandverhalten
bezeichnet.BeiderErmittlungdesZeitstandverhaltensspielendieTemperaturunddas
DurchflussmediumeinewesentlicheRolle.
2.1.1 MRS-Werte
DieEigenschaftenbezüglichdesZeitstandsverhaltensderDruckrohr-Kunststoffewerden
nacheinemnormiertenKlassifizierungssystemunterschieden.Ausgangspunktfürdie
KlassifizierungbildetdieErmittlungvonZeitstandinnendruck-Diagrammenundderen
AuswertungnachderStandard-Extrapolationsmethode.EswirddiemaximaleSpannungin
AbhängigkeitderZeit,beikonstanterTemperaturermittelt.DerErwartungswertLTHS(Long
ThermHydrostaticStrength)bildetdietheoretischeKurvederermitteltenPrüfwerte.Dieso
ermittelteSpannungbei50Jahren(abgerundetaufdienächstniedrigereNormzahl)bildet
denMRS-Wert(MinimumRequiredStrength),diematerialspezifischeMindestfestigkeit.
Einteilung der PE-Materialien:
Werkstoff MRS-Wert(MPa)
σLCL
PE63 6 6.3-7.99PE80 8 8.0-9.99
PE100/PE100RC 10 10.0-11.19

GF Piping Systems – Rohrleitungssysteme in der Versorgung – (11.18) 4 · 47
Dimensionierung & VerlegungDimensionierung
IV
2.1.2 Zeitstandverhalten von PE
Berechnung (basierend auf EN ISO 15494: 2015)
DasZeitstandverhaltenvonPE80undPE100wirddurchdienachfolgendenZeitstanddia-
grammeaufgezeigt.FürdenTemperaturbereichvon+10°Cbis+80°CsinddarindieBruch-
kurvendargestellt.DiesewerdenalssogenannteLPL-Kurven(LowerPredictableLimit)
bezeichnet,d.h.lautDefinitionliegen97.5%allerBruchpunkteaufoderüberderjeweiligen
Linie.
DieDarstellungderKurvenerfolgtineinemdoppeltlogarithmischen(d. h.nichtlinearen)
Diagramm,diesistbeimAblesenvonSpannungbzw.Standzeitzubeachten.DasDruck-Tem-
peraturDiagramm,welchesfürRohreundFittingsausPE80undPE100angegebenwird,ist
unterEinbeziehungdesDesignfaktorsbeieinerLebensdauervon50Jahrenausdem
Zeitstanddiagrammabgeleitetworden.
DasZeitstanddiagrammwurdemitderExtrapolationsmethodenachENISO9080ermittelt.
DarauswurdedienachfolgendeFormel(3-Parameter-Model)abgeleitet,mitderenHilfe
Spannung,TemperaturoderStandzeitimTemperaturbereichvon+10°Cbis+80°Cberechnet
werdenkönnen.
Erster Zweig(IndennachfolgendenZeitstanddiagrammen)
PE100
log t = –45.4008 + 28444.734 ⋅ – 45.9891 ⋅ log σ1T
PE80
log t = –42.5488 + 24078.8 ⋅ – 37.5758 ⋅ log σ1T
t Zeit bis zum Versagen (h)T MediumTemperatur(K)σ Vergleichsspannung(MPa)(1MPa=1N/mm2)

4 · 48 GF Piping Systems – Rohrleitungssysteme in der Versorgung – (11.18)
Dimensionierung
Regressionskurven für das Zeitstand-Innendruckverhalten von PE100 / PE100 RC (EN ISO 15494: 2015)
X1 ZeitbiszumVersagen,inStunden (h)
X2 ZeitbiszumVersagen,inJahren
Y Umfangsspannung,inMegapascal (MPa)

GF Piping Systems – Rohrleitungssysteme in der Versorgung – (11.18) 4 · 49
Dimensionierung & VerlegungDimensionierung
IV
Regressionskurven für das Zeitstand-Innendruckverhalten von PE80 (EN ISO 15494: 2015)
X1 ZeitbiszumVersagen,inStunden (h)
X2 ZeitbiszumVersagen,inJahren
Y Umfassungsspannung,inMegapascal (MPa)

4 · 50 GF Piping Systems – Rohrleitungssysteme in der Versorgung – (11.18)
Dimensionierung
2.2 Einsatzbereich von Rohren und Fittings
2.2.1 Allgemein
FürdieBetriebssicherheitunddieErreichungdervorgesehenenMindestnutzungsdauersind
dieWahldesWerkstoffesundderDruckklassederRohrleitungsteilevonentscheidender
Bedeutung.
AlsmassgeblichgeltenfolgendeEinflussfaktoren:
• Betriebsdruck
• Betriebstemperatur
• Fördermedium
• ZeitdauerderBeanspruchung
AbweichendeDesignfaktorenodereinegeänderteNutzungsdauermacheneineindividuelle
Berechnungnotwendig.DieEignungdesWerkstoffesgegenüberdemDurchflussmedium,
d. h.diechemischeWiderstandsfähigkeit,kannmitHilfedergesondertvon
GF Piping SystemsbereitgestelltenListederchemischenBeständigkeitermitteltwerden.
2.2.2 Druck-Temperatur Diagramm für PE
PE100
DieAuslegungeinesPE-SystemserfolgtaufderBasisvondurchschnittlichenBetriebsbedin-
gungenunterBerücksichtigungdermaximalenWerte.ImGegensatzzuMetallleitungen
werdenPE-LeitungenmitdemZieleinergarantiertenLebensdauerausgelegt.Dafürsinddie
durchschnittlichenBetriebsbedingungenzuGrundezulegen.
Wennz.B.eineLeitunginderwärmstenZeitfüreinenMonateinerTemperaturvon40°C
ausgesetztist,istdiesnichtdieTemperatur,diederBerechnungzuGrundegelegtwird.Ein
genauererWertisthierdiedurchschnittlicheJahrestemperatur.SomitwirddieLeitungnicht
überdimensioniert,sondernexaktdenBedürfnissenandieBetriebsbedingungenausgelegt.
ZusätzlicheSicherheitgebendabeidieDesignfaktoren,wieweiteruntenbeschrieben.
DienachfolgendenDruck-TemperaturDiagrammefürPE100RohreundFittingsgeltenfür
eineNutzungsdauervon50Jahren.
DerDesignfaktorvon1.25fürWasserund2.0fürGasistdarinberücksichtigt.
DasDiagrammgiltfürdieVerwendungvonWasseroderwasserähnlichenMedien,d. h.
Medien,diekeinenAbminderungsfaktorbzgl.derChemikalienbeständigkeithaben.
Zu beachten sind die Druck-Temperatur Diagramme für Ventile und Spezialfittings.
Abhängig durch Bauart sowie Dichtungswerkstoffe können sich Abweichungen
gegenüber den Rohren und Fittings ergeben. Diese Details sind beim Hersteller zu
erfragen.
Bei Dauerbetriebsdrücken mit durchschnittlichen Temperaturen über 40 °C ist die
zuständige Vertretung von GF Piping Systems zu kontaktieren.
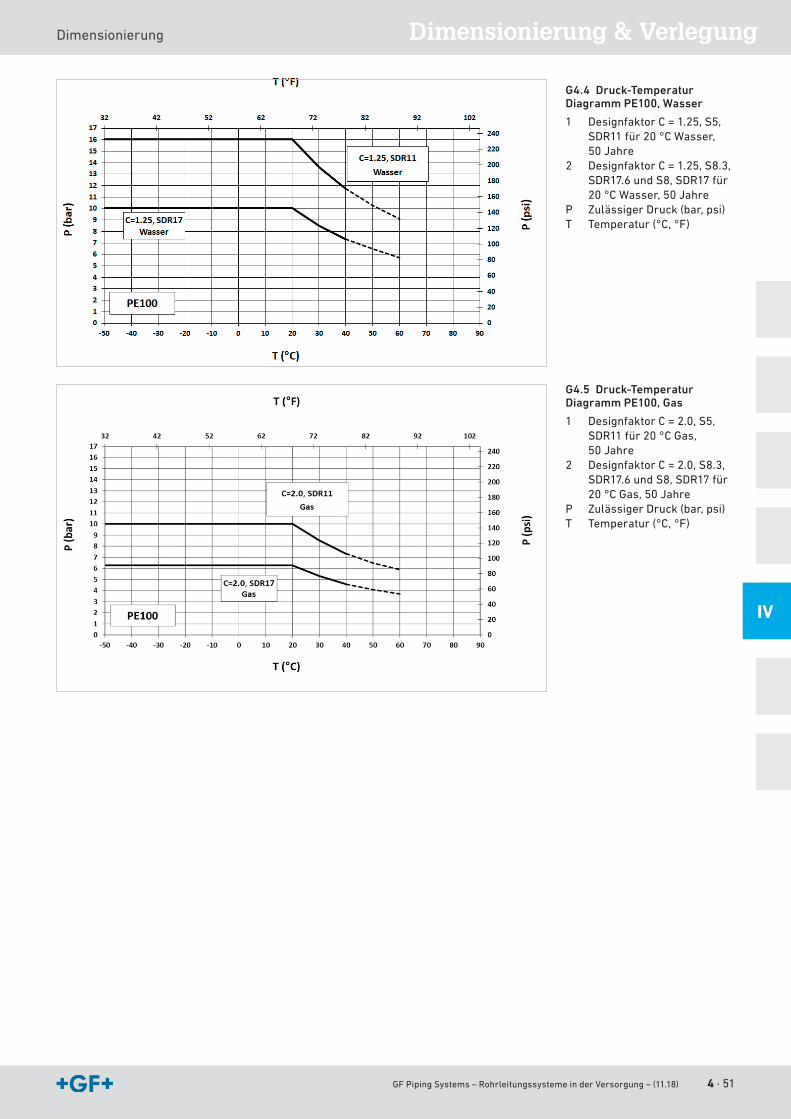
GF Piping Systems – Rohrleitungssysteme in der Versorgung – (11.18) 4 · 51
Dimensionierung & VerlegungDimensionierung
IV
G4.4 Druck-Temperatur Diagramm PE100, Wasser
1 DesignfaktorC=1.25,S5,SDR11für20°CWasser,50 Jahre
2 DesignfaktorC=1.25,S8.3,SDR17.6undS8,SDR17für20°CWasser,50Jahre
P ZulässigerDruck(bar,psi)T Temperatur(°C,°F)
G4.5 Druck-Temperatur Diagramm PE100, Gas
1 DesignfaktorC=2.0,S5,SDR11für20°CGas,50 Jahre
2 DesignfaktorC=2.0,S8.3,SDR17.6undS8,SDR17für20°CGas,50Jahre
P ZulässigerDruck(bar,psi)T Temperatur(°C,°F)

4 · 52 GF Piping Systems – Rohrleitungssysteme in der Versorgung – (11.18)
Dimensionierung
PE80
DienachfolgendenDruck-TemperaturDiagrammefürPE80RohreundFittingsgeltenfüreine
Nutzungsdauervon50Jahren.
DerDesignfaktorvon1.25fürWasserund2.0fürGasistdarinberücksichtigt.
EsgiltfürdieVerwendungvonWasseroderwasserähnlichenMedien,d. h.Medien,diekeinen
Abminderungsfaktorbzgl.derChemikalienbeständigkeithaben.
Zu beachten sind die Druck-Temperatur Diagramme für Ventile und Spezialfittings.
Abhängig durch Bauart sowie Dichtungswerkstoffe können sich Abweichungen
gegenüber den Rohren und Fittings ergeben. Weitere Details siehe Planungsgrundla-
gen der jeweiligen Ventiltypen und Spezialfittings.
Bei Dauerbetriebsdrücken mit Temperaturen über 40 °C ist die zuständige Vertretung
von GF Piping Systems zu kontaktieren
G4.6 Druck-Temperatur Diagramm PE80, Wasser
1 DesignfaktorC=1.25,S5,SDR11für20°CWasser,50 Jahre
2 DesignfaktorC=1.25,S8.3,SDR17.6undS8,SDR17für20°CWasser,50Jahre
P ZulässigerDruck(bar,psi)T Temperatur(°C,°F)
G4.7 Druck-Temperatur Diagramm PE80, Gas
1 DesignfaktorC=2.0,S5,SDR11für20°CGas,50 Jahre
2 DesignfaktorC=2.0,S8.3,SDR17.6undS8,SDR17für20°CGas,50Jahre
P ZulässigerDruck(bar,psi)T Temperatur(°C,°F)

GF Piping Systems – Rohrleitungssysteme in der Versorgung – (11.18) 4 · 53
Dimensionierung & VerlegungDimensionierung
IV
2.3 Berechnung des zulässigen Druckes/erforderliche Wanddicke
2.3.1 Auswahl von Rohrleitungskomponenten
DieBemessunginnendruckbeanspruchterRohreausThermoplastenerfolgtstrengnachden
FestigkeitserfordernissenmitHilfederKesselformel.AlleninNormenfestgelegtenRohrab-
messungenliegtdieseBerechnungsformelzugrunde.Abweichungensindnurimunteren
Durchmesserbereichzufinden,weilauspraktischenundausfertigungstechnischenGründen
gewisseMindestrohrwanddickennichtunterschrittenwerden.
e =p ⋅ d
20 ⋅ σzul + p
e Rohrwanddicke(mm)d Rohraussendurchmesser (mm)p ZulässigerBetriebsdruck(bar)σzul ZulässigeVergleichsspannung(N/mm2)
Nenndruck PN
DieNenndruckbezeichnungPN(auchalsDruckstufebekannt)alleinegenügtnichtmehr.Die
praktischinderganzenWeltüblicheVerwendungdesPNalsAngabederRohrdimensionie-
rungbirgtbeimStumpfschweissengrosseVerwechslungsgefahreninsich.
BeiRohrenundFittingsausKunststoffenhabensichBestrebungendurchgesetzt,fürRohre
undFittingsgleicherDruckbelastbarkeitdruckneutraleBezeichnungenanzuwenden.Damit
solleinemissverständlicheAnwendungvonRohreninunterschiedlichenAnwendungsberei-
chenoderunterunterschiedlichenBedingungenvermiedenwerden.
GemässISO4065werdendieRohreinSerieneingeteilt,wobeiRohregleicherSeriennummer
gleicheBelastbarkeitzulassen,wiedasvergleichsweiseauchbeiderBezeichnungnach
NenndruckstufenderFallist.DieRohrseriewirdmitdemBuchstabenSgekennzeichnet.Der
Rohrserie-BezeichnungliegtfolgendeFormelzugrunde:
SisteinedimensionsloseGrösse.
S =10 ⋅ σzul
p ⋅ C =
d – e2 ⋅ e
e WanddickedesRohrs(mm)d Rohraussendurchmesser (mm)p Betriebsdruck(bar,psi)C Designfaktor
FüreinPE-RohrderAbmessungend110undWanddicke=10mmergibtsichsomit:
S = = 5(110 – 10)
(2 ⋅ 10)
DieBezeichnungSDRistimMarktwesentlichbekannter,wobeiSDRfürStandardDimension
Ratiosteht.MitSDRwirddasVerhältnisvonAussendurchmesserzurWanddickeangegeben.
SDR =de
DieRohrserienbezeichnungunddieSDR-BezeichnungsinddurchdieFormelverbunden:
SDR = 2 ⋅ S + 1

4 · 54 GF Piping Systems – Rohrleitungssysteme in der Versorgung – (11.18)
Dimensionierung
BezogenaufdasvorhergenannteBeispielergibtsichsomit:
SDR = 2 ⋅ 5 + 1 = 11
ImMarktsindhauptsächlichdieBezeichnungenPNundSDRanzutreffen.GF PipingSystems
empfiehltimmerDimensionundWanddickesowieSDRanzugeben.
2.3.2 Berechnung des effektiven Designfaktors / zulässigen Betriebsdruckes
ZurBerechnungvonDesignfaktorundzulässigemBetriebsdruckistdieKenntnisderZeitstandsfestigkeitdesWerkstoffesVoraussetzung.InAbhängigkeitvondergewünschtenNutzungsdauerunddermax.Betriebstemperatur,kanndiesemDiagrammderentsprechendeWertderZeitstandsfestigkeitentnommenwerden.BeiFittingsundVentilenistdieWanddickemeisthöher,alsbeiRohrengleicherDruckstufe.DaherwerdenzurBerechnungdesDesignfak-torsAussendurchmesserundWanddickedesRohrszugrundegelegt.DerDesignfaktoristdannmitderfolgendenFormelzuberechnen:
C =σs ⋅ 20 ⋅ e p ⋅ (d – e)
C Designfaktorσ Vergleichsspannung(N/mm2)e WanddickedesRohres(mm)d Rohraussendurchmesser (mm)p Betriebsdruck(bar)
Der maximal zulässige Betriebsdruck ist durch Abwandlung der vorher genannten Formel in analoger Weise zu ermitteln:
20 ⋅ e ⋅ σs
Cp =
d – e
Beispiel - Berechnung des Designfaktors und Betriebsdrucks
VorgeseheneNutzungsdauer
Max.Betriebstemperatur
Max.BetriebsdruckLeitung
Werkstoff
VorgeseheneDruckstufe
Aussendurchmesser
Wanddicke
Vergleichsspannung
50Jahre
+20°C
10 bar
PE100
PN16bar
110 mm
10 mm
10.0N/mm2
C = = 2.0 > 1.2510 ⋅ 20 ⋅ 10 10 ⋅ (110 – 10)
DerbesserenAnschaulichkeitwegensollderRechengangunterBenutzungdes
vorhergehendenBeispielsgezeigtwerden,wobeiindiesemFalljedochderfürPE100
üblicheMindestwertfürdenDesignfaktoreingesetztwird.
p = = 16 bar(110 – 10)
20 ⋅ 10 ⋅ 101.25
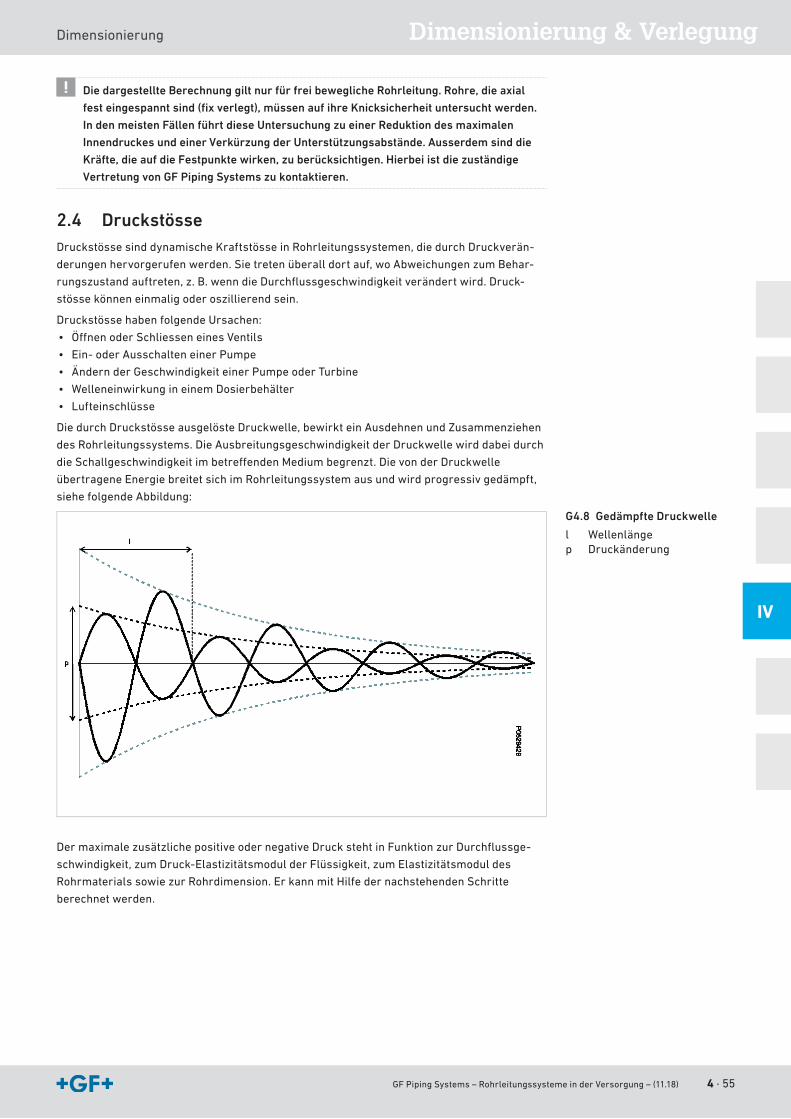
GF Piping Systems – Rohrleitungssysteme in der Versorgung – (11.18) 4 · 55
Dimensionierung & VerlegungDimensionierung
IV
Die dargestellte Berechnung gilt nur für frei bewegliche Rohrleitung. Rohre, die axial
fest eingespannt sind (fi x verlegt), müssen auf ihre Knicksicherheit untersucht werden.
In den meisten Fällen führt diese Untersuchung zu einer Reduktion des maximalen
Innendruckes und einer Verkürzung der Unterstützungsabstände. Ausserdem sind die
Kräfte, die auf die Festpunkte wirken, zu berücksichtigen. Hierbei ist die zuständige
Vertretung von GF Piping Systems zu kontaktieren.
2.4 DruckstösseDruckstössesinddynamischeKraftstösseinRohrleitungssystemen,diedurchDruckverän-
derungenhervorgerufenwerden.Sietretenüberalldortauf,woAbweichungenzumBehar-
rungszustandauftreten,z.B.wenndieDurchflussgeschwindigkeitverändertwird.Druck-
stössekönneneinmaligoderoszillierendsein.
DruckstössehabenfolgendeUrsachen:
• ÖffnenoderSchliesseneinesVentils
• Ein-oderAusschalteneinerPumpe
• ÄndernderGeschwindigkeiteinerPumpeoderTurbine
• WelleneinwirkungineinemDosierbehälter
• Lufteinschlüsse
DiedurchDruckstösseausgelösteDruckwelle,bewirkteinAusdehnenundZusammenziehen
desRohrleitungssystems.DieAusbreitungsgeschwindigkeitderDruckwellewirddabeidurch
dieSchallgeschwindigkeitimbetreffendenMediumbegrenzt.DievonderDruckwelle
übertrageneEnergiebreitetsichimRohrleitungssystemausundwirdprogressivgedämpft,
siehefolgendeAbbildung:
DermaximalezusätzlichepositiveodernegativeDruckstehtinFunktionzurDurchflussge-
schwindigkeit,zumDruck-ElastizitätsmodulderFlüssigkeit,zumElastizitätsmoduldes
RohrmaterialssowiezurRohrdimension.ErkannmitHilfedernachstehendenSchritte
berechnetwerden.
G4.8 Gedämpfte Druckwelle
l Wellenlängep Druckänderung
4 · 56 GF Piping Systems – Rohrleitungssysteme in der Versorgung – (11.18)
Dimensionierung
a Bestimmen der Wellengeschwindigkeit der Druckwelle
Vw =K
ρ ⋅ 1 + K ⋅ di
e ⋅ EVw WellengeschwindigkeitderDruckwelle(m/s)K Druck-ElastizitätsmodulderFlüssigkeit(Pa)ρ DichtederFlüssigkeit(kg/m3)E ElastizitätsmodulderRohrwand(Pa)di InnendurchmesserdesRohres(mm)e WanddickedesRohres(mm)
DerElastizitätsmodulvonRohrenausthermoplastischenKunststoffenvariiertmitder
EinsatzdauerundderTemperatur.FüreinepräziseBerechnungvonDruckstössenmüssen
somitEinsatzdauerundTemperaturbekanntsein.
s Berechnung der maximalen Druckänderung durch Druckstösse
∆p = Vw ⋅ ∆v ⋅ ρ / 10000
Δp MaximaleDruckänderung(bar)Vw WellengeschwindigkeitderDruckwelle(m/s)(sieheSchritt1)Δv ÄnderungderFliessgeschwindigkeit(m/s)=(v1-v2)v1 FliessgeschwindigkeitvorderÄnderung(m/s)v2 FliessgeschwindigkeitnachderÄnderung(m/s)ρ DichtederFlüssigkeit(kg/m3)
ZujedemDruckanstieg,hervorgerufendurcheineStrömungsreduktiongehörtauchein
korrespondierenderDruckabfallaufderanderenSeite(Vakuum).Wirddabeidererwartete
minimalestatischeBetriebsdruckunterschritten,soistermitdemKollabierungsdruckder
Rohrleitungzuvergleichen,umdenSicherheitsfaktornachSchritt4zuermitteln.
d Berechnung der maximalen und minimalen Gesamtdrücke
pmax = p + ∆p
pmin = p – ∆p
pmax Maximaler Gesamtdruck (bar)pmin Minimaler Gesamtdruck (bar)p ErwarteterBetriebsdruck(bar)Δp DruckänderunginfolgeDruckstoss(berechnetinSchritt2)
f Berechnung des effektiven Sicherheitsfaktors
Cmax =20 ⋅ σ ⋅ e
pmax ⋅ (d – e)
Cmax Sicherheitsfaktor(dimensionslos)σ Umfangsspannung(N/mm2)t Rohrdicke (mm)d Aussendurchmesser des Rohres (mm)pmax MaximalerGesamtdruck(bar)(berechnetinSchritt3)
DerWertfürdieUmfangsspannungkannanhandderZeitstandkurvengefundenwerden.Da
diemeistenDruckstössenurSekundenandauern,kannderWertbeieinerBelastungsdauer
von0.1hverwendetwerden.EineAusnahmedieserRegelbildenoszillierendeDruckstösse
(z.B.verursachtvoneinerVerdrängerpumpe).IndiesemFallmussdasSystemsobehandelt
werden,alswenneineBelastunggleichdemmaximalenGesamtdruck(pmax)währendder
gesamtenLebensdauerderRohrleitungexistierenwürde.
GF Piping Systems – Rohrleitungssysteme in der Versorgung – (11.18) 4 · 57
Dimensionierung & VerlegungDimensionierung
IV
g Sicherheitsfaktoren
FürgelegentlicheDruckstössekönnendieüblichenminimalenSicherheitsfaktorenverwen-
detwerden.FürregelmässigeDruckstössesollteermindestens3betragen.
FallsderinSchritt4gefundeneSicherheitsfaktornichtdiesenKriterienfüreinensicheren
Betriebentspricht,sollteeingrössererRohrdurchmesserinBetrachtgezogenoderdurch
Massnahmenversuchtwerden,dasAuftretenvonDruckstössenzuvermindern(z.B.durch
gesteuerteVentile,Ausdehnungsbehälter,PumpenmitlangsamemAnlauf).
BeigesteuertenVentilenistesgebräuchlich,Schliesszeiten,diegrösseralsdiekritische
ZeitspanneTcsind,zuverwenden,umDruckstössezureduzieren.AlskritischeZeitspanne
wirddieZeitbezeichnet,dieeineDruckwellefüreinenUmlaufinderRohrleitungbraucht.
Tc =2 ⋅ LVw
Tc Kritische Zeitspanne (s)L Rohrlänge(m)Vw WellengeschwindigkeitderDruckwelle(m/s)(sieheSchritt1)
Beispiel
EineWasserleitungführtvoneinemSpeichertankzueinemHauptventil,welches
hydraulischübereineelektrischeFernsteuerungbetätigtwird.DieSchliesszeitbeträgt
1.5s,dieDurchflussmengeQsei35m3/h.
Material
Aussendurchmesser
Wandstärke
Nenndruck
Rohrlänge
Betriebstemperatur
Kurzzeit-Elastizitätsmodul
DichtevonWasser
Druck-E-ModulvonWasser
PE100
110 mm
10 mm
PN16(SDR11)
500 m
20°C
E=1320N/mm2=1320x106 Pa
ρ = 103kg/m3
K = 2.05 GPa
a Berechnung der Wellengeschwindigkeit der Druckwelle
Vw = = 370 m/s2.05 ⋅ 109
103 ⋅ 1 + 90 ⋅ 2.05 ⋅ 109
10 ⋅ 1320 ⋅ 106
s Berechnung der Durchflussgeschwindigkeit vor der Änderung
v1 =VolumendurchsatzQuerschnittsfläche
353600 m3/s
v1 =π ⋅ m20.09
2
2 = 1.53 m/s

4 · 58 GF Piping Systems – Rohrleitungssysteme in der Versorgung – (11.18)
Dimensionierung
Angenommen,dieGeschwindigkeitdesWassersgehenachnull,nachdemdasVentil
geschlossenwurde,d.h.Δv=1.53m/s.
Druckänderung∆p = 370 ⋅ (1.53) ⋅ 1000/1000 = 5.65 bar
d Berechnung des maximalen Drucks
pmax = 16 + 5.65 = 21.65 bar
Δpistkleineralsp.DerminimaleDruckmussalsonichtberücksichtigtwerden.
f Berechnung der Umfangsspannung
DieUmfangsspannungkannmitHilfedesZeitstanddiagrammesfürPE100ermitteltwerden.
EskannderWertfüreineDauervon0.1hgenommenwerden,dabeinichtschwingenden
DruckstössendieRohrleitungdiezusätzlicheBelastungnurfüreinpaarSekundenaufneh-
men muss.
σ=13.9N/mm2
C =20 ⋅ σ ⋅ e
pmax ⋅ (d – e)
C = = 1.2820 ⋅ 13.9 ⋅ 10
21.65 ⋅ (110 – 10)
g Berechnung des maximalen Sicherheitsfaktor
DerminimaleSicherheitsfaktorfürPE100fürWasseranwendungenkannmit1.25angesetzt
werden.HieristC=1.28>1.25.DieRohrleitungistalsogeeignetfürgelegentlicheDruck-
stösse.FürregelmässigeDruckstösseistsiejedochungeeignet,daderSicherheitsfaktorin
diesemFallmindestens3betragenmüsste.UmdiesenAnforderungenzugenügen,sind
AnpassungenimLeitungsdurchmesseroderinderSchliesszeitdesVentilsnotwendig,damit
Druckstössereduziertwerden.
Berechnung der kritischen Zeitspanne
Tc = = = 2.70 s2 ⋅ LVw
2 ⋅ 500 m370 m/s
IndiesemBeispielistdieSchliesszeitdesVentilskleineralsderWertderkritischenZeit-
spanne.DurchVerlängernderSchliesszeitaufeinengrösserenWertalsdiesekritische
ZeitspannewerdendieDruckstössereduziert.DieRohrleitungkönntedamitauchfür
Situationen,indenenregelmässigDruckstösseauftreten,verwendetwerden.
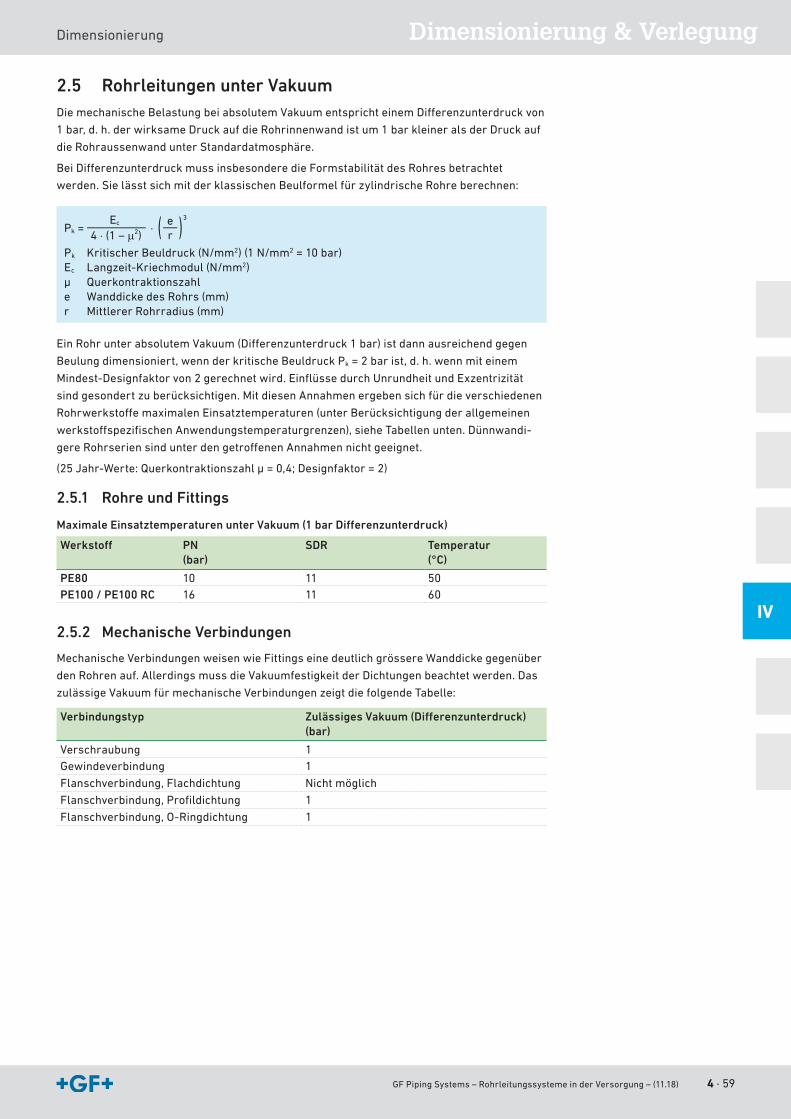
GF Piping Systems – Rohrleitungssysteme in der Versorgung – (11.18) 4 · 59
Dimensionierung & VerlegungDimensionierung
IV
2.5 Rohrleitungen unter VakuumDiemechanischeBelastungbeiabsolutemVakuumentsprichteinemDifferenzunterdruckvon
1bar,d. h.derwirksameDruckaufdieRohrinnenwandistum1barkleineralsderDruckauf
dieRohraussenwandunterStandardatmosphäre.
BeiDifferenzunterdruckmussinsbesonderedieFormstabilitätdesRohresbetrachtet
werden.SielässtsichmitderklassischenBeulformelfürzylindrischeRohreberechnen:
Pk = ⋅Ec
4 ⋅ (1 – µ2)er
3
Pk KritischerBeuldruck(N/mm2)(1N/mm2 = 10 bar)Ec Langzeit-Kriechmodul(N/mm2)μ Querkontraktionszahle WanddickedesRohrs(mm)r Mittlerer Rohrradius (mm)
EinRohrunterabsolutemVakuum(Differenzunterdruck1bar)istdannausreichendgegen
Beulungdimensioniert,wennderkritischeBeuldruckPk=2barist,d. h.wennmiteinem
Mindest-Designfaktorvon2gerechnetwird.EinflüssedurchUnrundheitundExzentrizität
sindgesondertzuberücksichtigen.MitdiesenAnnahmenergebensichfürdieverschiedenen
RohrwerkstoffemaximalenEinsatztemperaturen(unterBerücksichtigungderallgemeinen
werkstoffspezifischenAnwendungstemperaturgrenzen),sieheTabellenunten.Dünnwandi-
gereRohrseriensindunterdengetroffenenAnnahmennichtgeeignet.
(25Jahr-Werte:Querkontraktionszahlµ=0,4;Designfaktor=2)
2.5.1 Rohre und Fittings
Maximale Einsatztemperaturen unter Vakuum (1 bar Differenzunterdruck)
Werkstoff PN(bar)
SDR Temperatur(°C)
PE80 10 11 50PE100 / PE100 RC 16 11 60
2.5.2 Mechanische Verbindungen
MechanischeVerbindungenweisenwieFittingseinedeutlichgrössereWanddickegegenüber
denRohrenauf.AllerdingsmussdieVakuumfestigkeitderDichtungenbeachtetwerden.Das
zulässigeVakuumfürmechanischeVerbindungenzeigtdiefolgendeTabelle:
Verbindungstyp Zulässiges Vakuum (Differenzunterdruck)(bar)
Verschraubung 1Gewindeverbindung 1
Flanschverbindung,Flachdichtung Nichtmöglich
Flanschverbindung,Profildichtung 1
Flanschverbindung,O-Ringdichtung 1

4 · 60 GF Piping Systems – Rohrleitungssysteme in der Versorgung – (11.18)
Dimensionierung
2.5.3 Verlegung in industriellen Anwendungen
InderklassischenAnwendungder„RohrleitungssystemeinderVersorgung“werdendie
RohrleitungenüblicherweiseimErdbodenverlegtundderGrabennachAusführungdes
Leitungsbauswiederverfüllt.DadurchsinddieUmgebungstemperaturensehrkonstantund
LängenänderungenwerdendurchdasumhüllendeErdreichverhindert.
ImGegensatzhierzumüssenbeiderLeitungsverlegunginindustriellenAnwendungen
zusätzlichfolgendePunktebesondersbeachtetwerden:
• LängenänderungenaufgrundTemperatureinwirkung
• Durchbiegungen
• WahldergeeignetenVerbindungstechnik
UmdiesenEinflussfaktorentgegenzuwirkensindspeziellebaulicheMassnahmenzuprüfen
undgutumzusetzen.DiesindbeispielsweisederEinbauvonBiegeschenkeln,Rohrschellen
undKompensatoren.AusführlicherUnterlagenzuRohrleitungssystemenausPolyethylenund
weiterenWerkstoffenfindensieindenPlanungsgrundlagen„IndustrielleRohrleitungssys-
teme“.
2.5.4 Berechnung von Längenänderungen
DieLängenänderungdurchTemperatureinwirkungwirdnachderfolgendenFormel
bestimmt:
∆L = L ⋅ ∆T ⋅ αΔL TemperaturabhängigeLängenänderung(mm)L LängederbetrachtetenRohrstrecke(m)ΔT Temperaturdifferenz(K)α LinearerAusdehungskoeffizient(mm/mK)
Ausdehnungskoeffi zienten
Werkstoff α = mm/m K
PE 0.15 – 0.20
GenaueWertekönnenmitdemGF PipingSystemsOnline-Tool(www.cool-fit.georgfischer.
com)berechnetoderdirektbeiderzuständigenGF PipingSystemsNiederlassungangefragt
werden.
Ist die Betriebstemperatur höher als die Verlegetemperatur, ergibt sich eine Verlänge-
rung des Rohrs. Ist sie hingegen niedriger als die Verlegetemperatur, verkürzt sich das
Rohr.
VerlegetemperatursowiemaximaleundminimaleBetriebstemperaturberücksichti-
gen.
VerlängerungeneinesRohrsvorteilhaftmit«+»undVerkürzungenmit«-»kenn-
zeichnen.
FürdieBestimmungderLängedesBiegeschenkelsistdasgrössereMassder
Längenänderungmassgebend.

GF Piping Systems – Rohrleitungssysteme in der Versorgung – (11.18) 4 · 61
Dimensionierung & VerlegungDimensionierung
IV
2.5.5 Berechnung von Biegeschenkeln
DieerforderlicheLängedesBiegeschenkelswirdgemässderfolgendenFormelbestimmt:
LB =3 ⋅ da ⋅ ∆L⋅ Ecm
σb
LB LängeBiegeschenkel(mm)da Rohraussendurchmesser (mm)ΔL Längenänderung(mm)Ecm MittlererBiegekriechmodulfürt=25a(N/mm2)σb ZulässigerBiegespannungsanteilfürt=25a(N/mm2)
Da Ecm und σb abhängig von Zeit, Temperatur und Spannung sind, ist die Berechnung
von LB schwierig. Daher sollten bevorzugt die nachfolgenden Diagramme eingesetzt
werden.
2.5.6 Rohrschellenabstand und Befestigung von Rohrleitungen
Überblick
Installation von Kunststoffrohrleitungen
KunststoffrohrleitungensolltenunterVerwendunggeeigneterRohrunterstützungeninstal-
liertwerden.DabeidürfendieKunststoffrohrebeiderInstallationnichtmitzuhohenSpan-
nungenbeaufschlagtodergarbeschädigtwerden.
Anordnung von Losschellen
EineLosschelleisteineRohrleitungsbefestigung,dieeineaxialeVerschiebungdesRohrs
erlaubt.DamitwirdeinespannungsfreieKompensationvonLängenänderungenermöglicht,
diedurchTemperaturänderungenoderandereBetriebsbedingungenhervorgerufenwerden.
Verschiebung des Rohres in der Rohrschelle.
RohrschellefestaufdemRohrmontiert,
VerschiebunginderAufhängungderRohr-
schelle.
Verschiebung der Rohrleitung in 2 Achsen.
DerInnendurchmesserderRohrschellemussimbefestigtenZustandgrösseralsder
Rohraussendurchmessersein,umdieLängenänderungderRohrleitungandendafür
bestimmtenStellennichtzubehindern.DieKantenderInnenseitederRohrschellemüssenso
ausgebildetsein,dassdieRohroberflächenichtbeschädigtwird.

4 · 62 GF Piping Systems – Rohrleitungssysteme in der Versorgung – (11.18)
Dimensionierung
EineandereMöglichkeitbestehtinderVerwendungvonRohrschellen,diemittelsAbstand-
halternindenSchraubeneinEinklemmendesRohrsverhindern.
DieaxialeBewegungderRohrleitungdarfnichtdurchnebenderRohrschelleangeordnete
FittingsodersonstigeDurchmesseränderungenbehindertwerden.
EineBewegungderRohrleitunginmehrerenRichtungenwirddurchGleitschellenoder
Pendelschellenermöglicht.EinamFussderRohrschelleangebrachterGleitschuherlaubtauf
einerebenenUnterstützungsflächebeliebigeVerschiebungen.Gleit-oderPendelschellen
werdenimBereichvonRichtungsänderungenderRohrleitungansolchenStellennotwendig,
andeneneineVerschiebbarkeitsichergestelltwerdenmuss.
Anordnung von Festpunkten
AlsFestpunktwirdeineRohrbefestigungbezeichnet,dieBewegungendesRohrsinjede
Richtungunterbindet.DieAufgabeeinesFestpunktsistes,Spannungen,hervorgerufendurch
Temperaturänderungen,zukontrollieren.
Festpunktausführung
DasRohrdarfnichtdurchEinklemmeninderRohrschellefixiertwerden.Dadurch
könnenDeformationundBeschädigungendesRohrsauftreten–Schäden,diemanch-
malerstsehrvielspätersichtbarwerden.
Istes–wieindenmeistenFällen–notwendig,dieLängenänderungderRohrleitungnach
beidenSeitenzubegrenzen,soistdieRohrschellezwischenzweiFittingsanzuordnenoder
alsDoppelschelleauszubilden(zweiseitigerFestpunkt).
DurchdieAnordnungderRohrschelleunmittelbarnebeneinemFittingwirddieLängenände-rung der Rohrleitung nach einer Seite begrenzt (einseitiger Festpunkt).
EinseitigerFestpunkt
ZweiseitigerFestpunkt
Damit die aus Längenänderungen der Rohrleitung entstehenden Kräfte aufgenommen werden können, muss die Rohrschelle stabil sein und gut befestigt werden. Pendel-schellen oder KLIP-IT Rohrklemmen sind als Festpunkte ungeeignet.
G4.9 Abstandhalter verhindern Einklemmen des Rohrs

GF Piping Systems – Rohrleitungssysteme in der Versorgung – (11.18) 4 · 63
Dimensionierung & VerlegungDimensionierung
IV
KLIP-IT Rohrschellen
DieseRohrhaltersindsehrstabilundbestehenausKunststoff.SieermöglichendieAnwen-
dungnichtnurbeirauenBetriebsbedingungen,sondernauchdann,wennRohrleitungenin
Bereichenverlegtwerden,indenensieäusserenEinwirkungenaggressiverAtmosphäreoder
Medienausgesetztsind.RohrhalterundRohrklemmenvonGF PipingSystemssindfüralle
verwendetenRohrwerkstoffegeeignet.
KLIP-ITRohrklemmennichtalsFestpunktverwenden!
AbderDimensiond90müssendieKLIP-ITRohrklemmenstehendmontiertwerden,siehe
folgendeMontagebeispiele.DiegenanntenUnterstützungsabständegeltennurfürdieKLIP-IT
RohrklemmengeltennurfürdieseMontageart.
T4.8 Rohrschellen für Kälteisolierung MIP
Bügelöffnen Rohreinlegen,BügelmitSchnellver-schluss schliessen
Isolierkörpermontieren1. Folie abziehen2.Kontaktflächeandrücken
IsolierkörperindieSchelleeinschieben.Achtung:AufrichtigePositiondesHartschaumsachten!
Schraubefestziehen KontaktflächenmitKlebstoffbestreichenundIsolierungfestkleben
Verwendung der Angaben zu den Rohrschellenabständen
KunststoffrohrleitungenerforderninAbhängigkeitvomWerkstoff,vondermittlerenRohr-
wandtemperatur,vonderDichtedesDurchflussstoffssowievomDurchmesserundvonder
WanddickedesRohrsbestimmteUnterstützungsabstände.DieRohrschellenabständewurden
unterZugrundelegungeinerbestimmten,fürzulässigangesehenenDurchbiegungdesRohrs
zwischenzweiSchellenermittelt.
Rohrleitungen,dieaxialfesteingespanntundfestverlegtsind,müssenaufihreKnicksicher-
heituntersuchtwerden.IndenmeistenFällenführtdieseUntersuchungzueinerReduktion
desmaximalenInnendrucksundeinerVerkürzungderUnterstützungsabstände.Ausserdem
sinddieKräfte,dieaufdieFestpunktewirken,zuberücksichtigen.
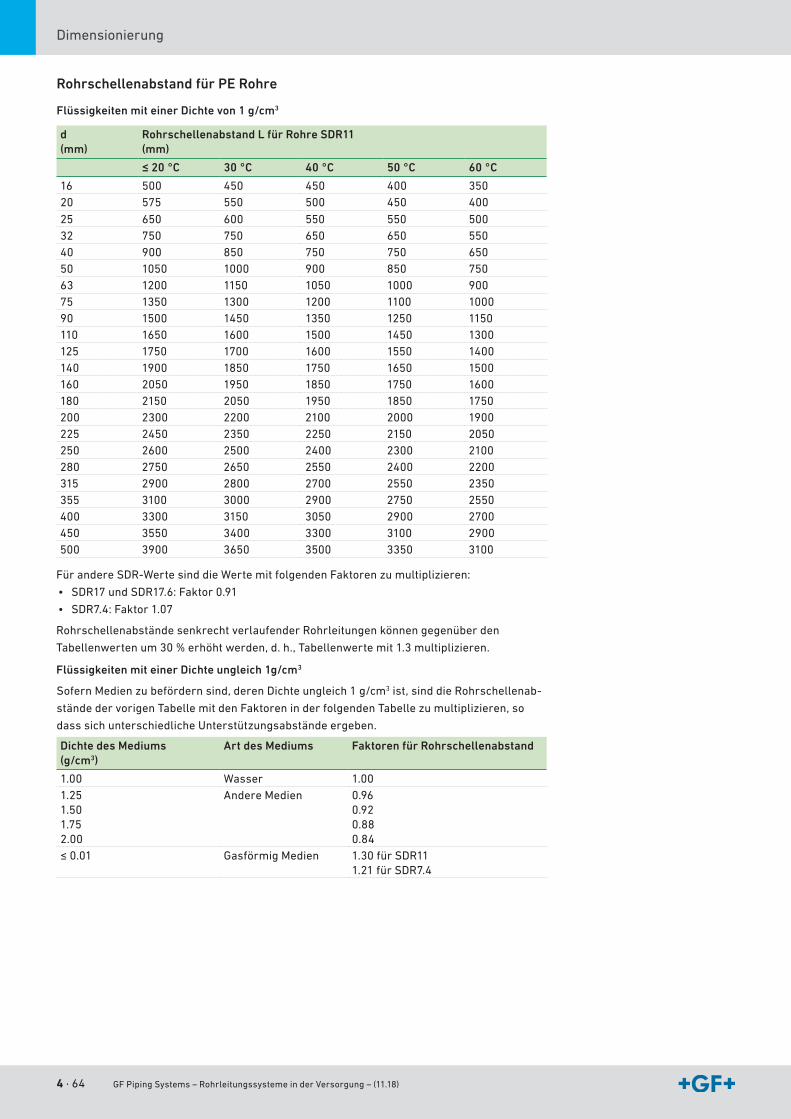
4 · 64 GF Piping Systems – Rohrleitungssysteme in der Versorgung – (11.18)
Dimensionierung
Rohrschellenabstand für PE Rohre
Flüssigkeiten mit einer Dichte von 1 g/cm3
d(mm)
Rohrschellenabstand L für Rohre SDR11 (mm)
≤ 20 °C 30 °C 40 °C 50 °C 60 °C
16 500 450 450 400 35020 575 550 500 450 400
25 650 600 550 550 50032 750 750 650 650 55040 900 850 750 750 65050 1050 1000 900 850 75063 1200 1150 1050 1000 90075 1350 1300 1200 1100 100090 1500 1450 1350 1250 1150110 1650 1600 1500 1450 1300125 1750 1700 1600 1550 1400140 1900 1850 1750 1650 1500160 2050 1950 1850 1750 1600180 2150 2050 1950 1850 1750200 2300 2200 2100 2000 1900225 2450 2350 2250 2150 2050250 2600 2500 2400 2300 2100280 2750 2650 2550 2400 2200315 2900 2800 2700 2550 2350355 3100 3000 2900 2750 2550400 3300 3150 3050 2900 2700450 3550 3400 3300 3100 2900500 3900 3650 3500 3350 3100
FürandereSDR-WertesinddieWertemitfolgendenFaktorenzumultiplizieren:
• SDR17undSDR17.6:Faktor0.91
• SDR7.4:Faktor1.07
RohrschellenabständesenkrechtverlaufenderRohrleitungenkönnengegenüberden
Tabellenwertenum30%erhöhtwerden,d. h.,Tabellenwertemit1.3multiplizieren.
Flüssigkeiten mit einer Dichte ungleich 1g/cm3
SofernMedienzubefördernsind,derenDichteungleich1g/cm3ist,sinddieRohrschellenab-
ständedervorigenTabellemitdenFaktoreninderfolgendenTabellezumultiplizieren,so
dasssichunterschiedlicheUnterstützungsabständeergeben.
Dichte des Mediums (g/cm3)
Art des Mediums Faktoren für Rohrschellenabstand
1.00 Wasser 1.001.251.501.752.00
Andere Medien 0.960.920.880.84
≤0.01 GasförmigMedien 1.30fürSDR111.21fürSDR7.4
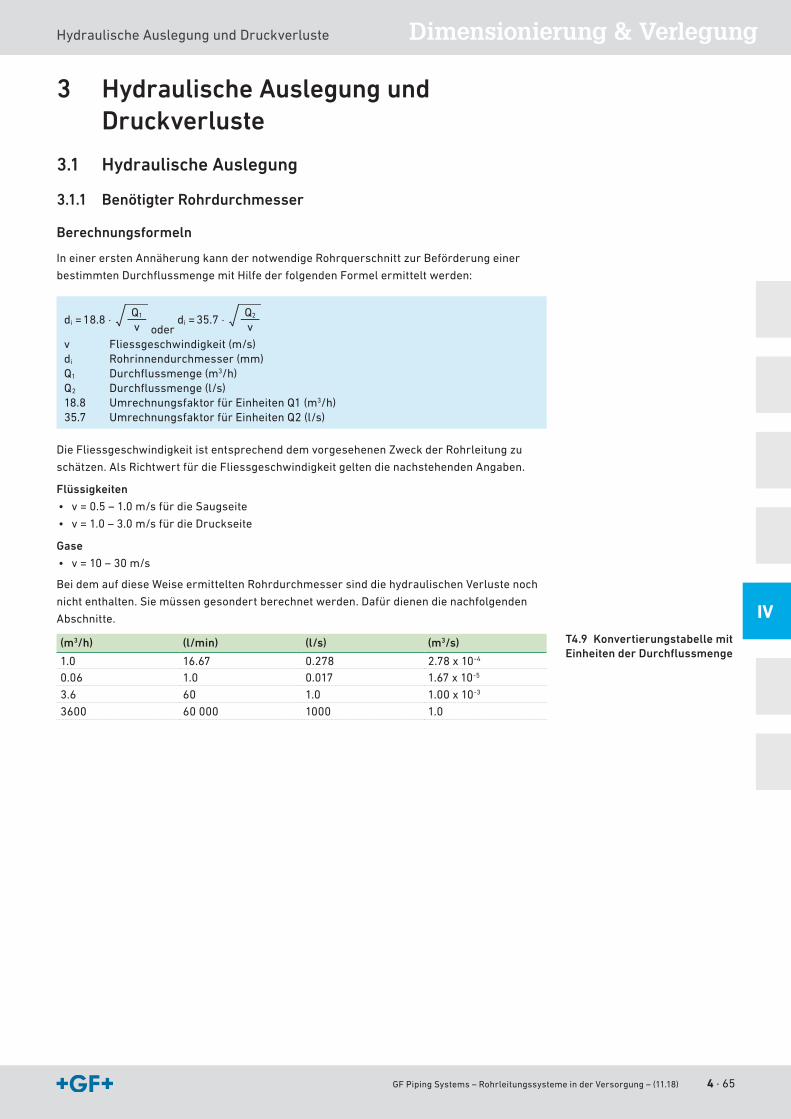
GF Piping Systems – Rohrleitungssysteme in der Versorgung – (11.18) 4 · 65
Dimensionierung & VerlegungHydraulischeAuslegungundDruckverluste
IV
3 Hydraulische Auslegung und Druckverluste
3.1 Hydraulische Auslegung
3.1.1 Benötigter Rohrdurchmesser
Berechnungsformeln
IneinererstenAnnäherungkanndernotwendigeRohrquerschnittzurBeförderungeiner
bestimmtenDurchflussmengemitHilfederfolgendenFormelermitteltwerden:
18.8 ⋅di =Q1
v oder 35.7 ⋅di =
Q2
v
v Fliessgeschwindigkeit(m/s)di Rohrinnendurchmesser (mm)Q1 Durchflussmenge(m3/h)Q2 Durchflussmenge(l/s)18.8 UmrechnungsfaktorfürEinheitenQ1(m3/h)35.7 UmrechnungsfaktorfürEinheitenQ2(l/s)
DieFliessgeschwindigkeitistentsprechenddemvorgesehenenZweckderRohrleitungzu
schätzen.AlsRichtwertfürdieFliessgeschwindigkeitgeltendienachstehendenAngaben.
Flüssigkeiten
• v=0.5–1.0m/sfürdieSaugseite
• v=1.0–3.0m/sfürdieDruckseite
Gase
• v=10–30m/s
BeidemaufdieseWeiseermitteltenRohrdurchmessersinddiehydraulischenVerlustenoch
nichtenthalten.Siemüssengesondertberechnetwerden.Dafürdienendienachfolgenden
Abschnitte.
(m3/h) (l/min) (l/s) (m3/s)
1.0 16.67 0.278 2.78 x 10-4
0.06 1.0 0.017 1.67 x 10-5
3.6 60 1.0 1.00 x 10-3
3600 60 000 1000 1.0
T4.9 Konvertierungstabelle mit Einheiten der Durchflussmenge

4 · 66 GF Piping Systems – Rohrleitungssysteme in der Versorgung – (11.18)
HydraulischeAuslegungundDruckverluste
Beispiel zur Berechnung des Innendurchmessers di
PE100-Rohr
DurchflussmengeQ2
ÜblicheFliessgeschwindigkeitv
SDR11
8l/s
1.5m/s
35.7 ⋅di = = 82.4 mm8
1.5
EinRohrmitDN80(3”Zoll)Rohrwirdverwendet.NachdemderInnendurchmesserso
ermitteltwurde,wirdmitderfolgendenFormeldietatsächlicheFliessgeschwindigkeit
bestimmt:
354 ⋅v = = 1.9Q1
di2
ms
1275 ⋅v = = 1.9Q2
di2
ms
v Fliessgeschwindigkeit(m/s)di Rohrinnendurchmesser (mm)Q1 Durchflussmenge(m3/h)Q2 Durchflussmenge(l/s)354 UmrechnungsfaktorfürEinheitenQ1 (m3/h)1275 UmrechnungsfaktorfürEinheitenQ2(l/s)
Zusammenhang Aussendurchmesser – Innendurchmesser
ZurErmittlungdesAussendurchmessersmittelsInnendurchmesserundSDRkanndie
folgendeFormelverwendetwerden:
di ⋅d =SDR
SDR – 2
di
(mm)SDR11d (mm)
di
(mm)SDR17/17.6d (mm)
16 20 16 2020 25 21 25
26 32 28 3233 40 35 4041 50 44 5052 63 56 6361 75 66 7574 90 79 9090 110 97 110102 125 110 125115 140 124 140131 160 141 160147 180 159 180164 200 176 200184 225 199 225205 250 221 250229 280 247 280258 315 278 315290 355 313 355327 400 353 400368 450 397 450409 500 441 500458 560 494 560515 630 556 630581 710 626 710655 800 705 800
T4.10 Korrelation Aussen-durchmesser – Innendurch-messer für SDR11 und SDR17/17.6

GF Piping Systems – Rohrleitungssysteme in der Versorgung – (11.18) 4 · 67
Dimensionierung & VerlegungHydraulischeAuslegungundDruckverluste
IV
3.1.2 Nomogramm zur vereinfachten Ermittlung von Durchmesser und Druckverlust
MitdemnachfolgendenNomogrammwirddieErmittlungdeserforderlichenDurchmessers
vereinfacht.AusserdemkanndamitderDruckverlustderRohreproMeterRohrlänge
abgelesenwerden.
Der ermittelte Druckverlust aus dem Nomogramm gilt nur für die Dichte eines Durch-
fl ussstoff s von 1000 kg/m3, z. B. Wasser. Weitere Druckverluste von Fittings, Ventilen
etc. sind gemäss den nachfolgenden Angaben ebenfalls zu berücksichtigen.
Anwendung des Nomogramms
AusgehendvonderFliessgeschwindigkeitvon1.5m/swirdeineLiniedurchdiegewünschte
Durchflussmenge(z.B.30m3/h)biszurAchsemiteinemInnendurchmesservondi(≈84mm)
gezogen.HierwirdeininderNäheliegendenDurchmesser(74mmbeiSDR11)ausgewählt
undeine2.LiniezurückdurchdiegewünschteDurchflussmengebiszurDruckverlustachse
Δp(5mbarproMeterRohr)gezogen.

4 · 68 GF Piping Systems – Rohrleitungssysteme in der Versorgung – (11.18)
HydraulischeAuslegungundDruckverluste
Nomogramm für Rohre SDR11, SDR17/17.6, SDR33 nach dem metrischen System (Wasser, H2O)
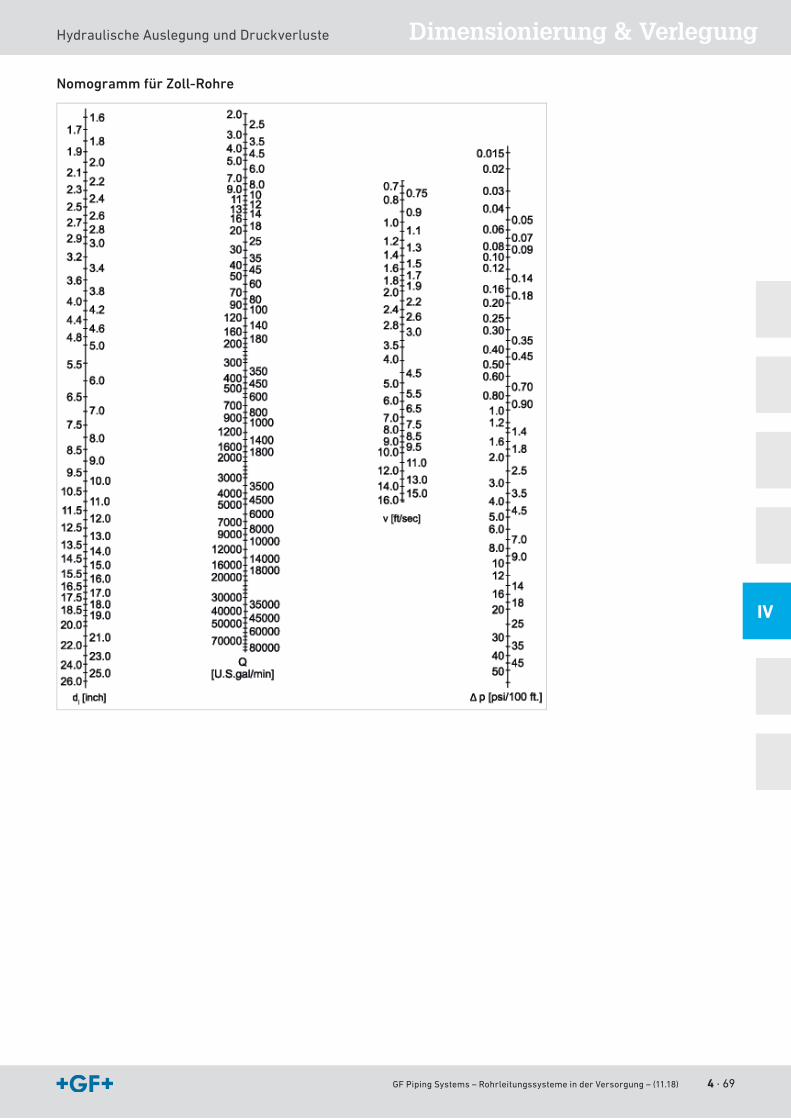
GF Piping Systems – Rohrleitungssysteme in der Versorgung – (11.18) 4 · 69
Dimensionierung & VerlegungHydraulischeAuslegungundDruckverluste
IV
Nomogramm für Zoll-Rohre

4 · 70 GF Piping Systems – Rohrleitungssysteme in der Versorgung – (11.18)
HydraulischeAuslegungundDruckverluste
3.2 Druckverlust
3.2.1 Druckverlust in geraden Rohren
BeiderErmittlungderDruckverlusteingeradenRohrstreckenwirdzwischenlaminarenund
turbulentenStrömungenunterschieden.MassgebendistdabeidiesogenannteReynoldszahl
(Re).DerWechselvonlaminarzuturbulenterfolgtbeiderkritischenReynoldszahl
Rekrit = 2320.
LaminareStrömungtrittinderPraxisinsbesonderebeimTransportvonviskosenMedienwie
Schmierölenauf.IndenmeistenAnwendungsfällen,soauchbeiwässerigenDurchflussstof-
fen,handeltessichumturbulenteStrömungenmiteinerwesentlichgleichmässigeren
GeschwindigkeitsverteilungüberdemRohrquerschnittalsbeiderlaminarenStrömung.
DerDruckverlustineinergeradenRohrstreckeistumgekehrtproportionalzumRohrdurch-
messerundermitteltsichwiefolgt:
Ldi
∆pR = λ ⋅ρ
2 ⋅ 102⋅ ⋅ v2
ΔpR DruckverlustindergeradenRohrstrecke(bar)λ Rohrreibungszahl L LängedergeradenRohrstrecke(m)di InnendurchmesserderRohrleitung(mm)ρ DichtedesDurchflussstoffs(kg/m3)(1g/cm³=1000kg/m3)v Fliessgeschwindigkeit(m/s)
Für praxisbezogene Überschlagsrechnungen (d. h. glatte Kunststoffrohre und turbul-
ente Strömung) genügt es, die hydraulischen Verluste von geraden Rohrleitungsstre-
cken mit λ = 0.02 zu ermitteln.
3.2.2 Druckverlust in Fittings
Widerstandsbeiwert
DieDruckverlustesindvomFittingstypsowievomStrömungsverlaufimFittingabhängig.Als
BerechnungsgrössedientdersogenannteWiderstandsbeiwert(ζ-Wert).
Formstück Typ Widerstandsbeiwert ζBiegeradius R ζ-Wert
90°-Bogen 1.0•d 0.511.5•d 0.41
2.0•d 0.344.0•d 0.23
45°-Bogen 1.0•d 0.341.5•d 0.272.0•d 0.204.0•d 0.15
90°-Winkel 1.245°-Winkel 0.3T-Stück1 1.3Reduktion (Kontraktion) 0.5Reduktion(Erweiterung) 1.0Verbindungen(Flansche,Verschraubungen,Schweis-sungzwischenzweiRohren
d>90mm:0.120≤d≤90mm:1.0bis0.1:d20: 1.0 d50: 0.6d25:0.9 d63:0.4d32:0.8 d75:0.3d40: 0.7 d90:0.1
1 Für eine detailliertere BetrachtungmussbeieinemT-StückzwischenStromvereinigung und Stromtrennung unterschie-denwerden.DieLiteraturnenntdazuWertefürzbiszueinemMaximalwertvon1.3.DainderRegelderAnteildesT-StückesamgesamtenDruckverlusteiner Rohrleitung sehr klein ist,genügtesindenmeistenFällenmitζ = 1.3zu rechnen.
GF Piping Systems – Rohrleitungssysteme in der Versorgung – (11.18) 4 · 71
Dimensionierung & VerlegungHydraulischeAuslegungundDruckverluste
IV
Berechnung des Druckverlusts
FürdieBerechnungdesDruckverlustsallerFittingseinerRohrleitungistdieSummealler
Einzelverluste,d. h.,dieSummeallerζ-Werte,zuermitteln.DerDruckverlustkanndann
unmittelbarmitderfolgendenFormelberechnetwerden:
∆pFi = Σζ ⋅v2
2 ⋅ 105 ⋅ ρ
ΔpFi DruckverlustallerFittings(bar)Σζ SummeallerEinzelverlustev Fliessgeschwindigkeit(m/s)ρ DichtedesFördermediumsinkg/m3(1g/cm3=1000kg/m3)
3.2.3 Druckverlust in Ventilen
Derkv-WertisteinpraktischesMittel,umhydraulischeDurchflussberechnungenfürVentile
durchzuführen.ErberücksichtigtalleinternenWiderständeundhatsichinderpraktischen
Anwendungbewährt.EristdefiniertalsdieDurchflussmengeinLiterproMinutebeieinem
Druckverlustvon1barüberdemVentil.IndentechnischenDatenderGF PipingSystems
Ventilebefindensichsowohldiekv-WertealsauchDruckverlustdiagramme.Ausletzteren
kannderDruckverlustdirektabgelesenwerden.AnalogkannderDruckverlustauchausdem
kv-Wertwiefolgtberechnetwerden:
∆pAr =ρ
1000⋅Q
kv
2
ΔpAr DruckverlustdesVentils(bar)Q Durchflussmenge(m3/h)ρ DichtedesFördermediums(kg/m3)(1g/cm3=1000kg/m3)kv Ventilkennwert(m3/h)
3.2.4 Druckdifferenz aus dem statischen Druck
WirddieRohrleitungsenkrechtverlegt,mussnocheinegeodätischeDruckdifferenzdazu
gerechnetwerden.DieseDruckdifferenzerrechnetsichwiefolgt:
∆pgeod = ∆Hgeod ⋅ ρ ⋅ 10–4
Δpgeod geodätischeDruckdifferenz(bar)ΔHgeod HöhenunterschiedinderRohrleitung(m)ρ DichtedesMediums(kg/m3)(1g/cm3=1000kg/m3)
4 · 72 GF Piping Systems – Rohrleitungssysteme in der Versorgung – (11.18)
HydraulischeAuslegungundDruckverluste
3.2.5 Summe der Druckverluste
DieSummeallerDruckverlustederRohrleitungergibtsichaus:
Σ∆p = ∆pR + ∆pFi + ∆pAr + ∆pgeo
Beispiel zur Druckverlustberechnung
DasnachfolgendeBeispielzeigtdenBerechnungsablaufzurErmittlungderDruck-
verluste einer Rohrleitung.
PE-Rohrleitung
SDR11-Durchflussmenge
Medium
DichtedesMediums
LängegeradeRohrstrecken
Höhenunterschied
d110 mm
10l/s
Wasser
1g/cm3
15 m
2.0 m
Anzahl Fittings
12xWinkel90°
4xWinkel45°
3xT-Stücke
3xVerschraubungen
2 x Flanschverbindungen
1xAbsperrklappeTyp039,
100%geöffnet
DieWanddickedieserRohrleitungerrechnetsichmittelsSDRwiefolgt:
e = = = 10 mmd
SDR110 mm
11
DerInnendurchmesserderRohrleitungergibtsichaus:
di = d – 2 ⋅ e = d – = 90 mm2 ⋅ dSDR
MitdergewünschtenDurchflussmengevon10l/sergibtsicheineStrömungsge-
schwindigkeitvon:
v = 1275 ⋅ = 1275 ⋅ = 1.57 Q2
di2
msec
msec
10902
Druckverlust Formel
DruckverlustdergeradenRohrstrecken ∆pR = 0.02 ⋅ ⋅ 1.572 = 0.04 bar
1590
10002 102
DruckverlustderFittingsinkl.Verbindungen
Σζ = (12 ⋅ 1.2) + (4 ⋅ 0.3) + (3 ⋅ 1.3) + (5 ⋅ 0.1) = 20
∆pFi = 20 ⋅ 1000 = 0.25 bar1.572
2 105
DruckverlustdesVentils,100 %geöffnet.AusdemDurchflussdiagrammfürAbsperrklappenTyp039,kv-Wert702.6l/minunddervorhandenenDurchfluss-menge10l/s=36m3/h)
∆pAr = = 0.0026 bar10001000
36702.6
2
⋅
DruckverlustdurchdenHöhenunterschied
∆pgeod = 2.0 ⋅ 1000 ⋅ 10–4 = 0.2 bar
GesamterDruckverlustderRohrleitung
Σ∆p = 0.04 bar + 0.25 bar + 0.0026 bar + 0.2 bar = 0.4917 bar
T4.11 Formeln zur Berechnung der Druckverluste

GF Piping Systems – Rohrleitungssysteme in der Versorgung – (11.18) 4 · 73
Dimensionierung & VerlegungVerlegung
IV
4 Verlegung
4.1 RohrgrabenFürdenBaudesnotwendigenRohrgrabensundfürdieVerlegung
der Rohre gelten die entsprechenden nationalen und regionalen
VerlegerichtlinienundVorschriftenfürerdverlegteRohrleitungen.
DerRohrgrabenistsoanzulegen,dassalleLeitungsteilein
frostsichererTiefeverlegtwerdenkönnen.DieRohrdeckung
(Überdeckungshöhe)hbeträgthierbeinachDVGW0,6-1mbeiGas
und1-1,8mbeiWasser.
DieGrabensohleistsoherzustellen,dassdieRohrleitunggleich-
mässigaufliegt.BeifelsigemodersteinigemUntergrundistdie
GrabensohletieferauszuhebenundderAushubdurchgeeignetes
Bodenmaterial,dessenKorngrössekeineBeschädigungderRohre
verursacht,zuersetzen.
EntscheidendfürdieTragfähigkeitderPE-RohreundFormstückeimErdreichistdieeinwand-
freieAusführungderLeitungszone.DieLeitungszoneistdieVerfüllungimBereichdesPE
RohresundbestehtausderBettung,derSeitenverfüllungundderAbdeckzone.
DieLeitungszonemussentsprechenddenPlanungsanforderungenundderstatischen
Berechnungausgeführtwerden.AlsBettungwirdderBereichzwischenGrabensohleund
Seitenverfüllungbezeichnet.DurchdenBodenaustauschmusseintragfähigerUntergrund
sichergestelltwerden,d.h.fürnormaleBodenverhältnissegibtdieEN1610eineMindestdicke
fürdenBereichderunterenBettungmita=100mmundbeiFelsoderfestgelagertenBöden
mita=150mman.NebenderMindestdickewerdenauchandiefürdieBettungeinzusetzen-
denBaustoffeentsprechendeAnforderungengestellt.
4 · 74 GF Piping Systems – Rohrleitungssysteme in der Versorgung – (11.18)
Verlegung
EssolltenkeineBaustoffemitBestandteilenverwendetwerden,diegrössersindals:
• 22mmbeiDN≤200
• 40mmbeiDN>200bisDN≤600
DieobereSchichtdickebergibtsichausderstatischenBerechnung.Ausserdemistdaraufzu
achten,dassunterdemRohrkeineHohlräumeentstehen.DieRohrbettunghatdieAufgabe,
alleBelastungendiedasRohrtragenmuss,sicherundgleichmässigindenBaugrund
abzuleiten.DeshalbmussdasverlegtePE-RohraufderganzenLängesattaufliegen.Die
obereBegrenzungderLeitungszoneistinderEN1610mit150mmüberdemRohrscheitel
bzw.100mmüberderRohrverbindungfestgelegt.BeimEinbauderAbdeckungundder
darüberliegendenBodenschichtenistsicherzustellen,dassdemRohrdurchdasEinfüllen
undVerdichtenkeinSchadenzugefügtwerdenkann.
4.2 Grabenlose VerlegungBeieinerGrabenlosenVerlegunglassensichgegenübereineroffenenBauweiseKosten
einsparen.EinsparungspotentialergibtsichdurchdieVerkürzungderBauzeitunddurchdie
SchonungvonRessourcen,wiebeispielsweiseOberflächen,VerfüllmaterialienundDeponie-
raum.IndirekteKostenkönnendurchdieVermeidungvonBeeinträchtigungenvonAnwohnern
undderInfrastrukturreduziertwerden.EinweitererVorteileeinergrabenlosenVerlegungist
dieReduzierungderStaub-Lärm-undCO2-EmmissionendurchwenigerAushubarbeitenund
Transportfahrten.DurchdieVerwendungvonPE-RohrenmitSchutz-undPrüfeigenschaften
isteinesichereVerlegungmöglich.
EsgibtverschiedeneArtendergrabenlosenVerlegung:
• Relining
• Spülbohrverfahren
• Berstlining
• Close-fit-Lining
• Erdrakete(zurgrabenlosenVerlegungvonHausanschlüssen)
4.3 Verarbeitung und HandlingEineerfolgreicheVerarbeitungfängtmitdemHandlingderKomponentenan.DasZielhierbei
istdieKomponentenwährenddergesamtenLieferkettesauberundohneBeschädigungen
zum Verarbeitungsort zu bringen.
4.3.1 Oxidschicht
DasPolymeristimgeschmolzenenZustandanfälligfüreineoxidativeReaktion.Währenddes
ExtrusionsprozesseskommtdieSchmelzeinBerührungmitLuftundbildeteineOxidschicht.
DiesekannsichnegativaufdieVerbindungsqualitätauswirkenundmussbeiderVerarbei-
tungmechanischentferntwerden(sieheKapitel„5.13.2Verbindungstechnik“aufSeite108).
ImGegensatzhierzukühltderFittingimSpritzgussprozessindergeschlossenenFormab,so
dasseshierzukeineroxidativenReaktionkommt.DiesgiltsolangederFittingsichinder
Originalverpackung(BeutelundKarton)befindet.
DieUV-StrahlungbewirktanderPEOberflächeeineVeränderungdermolekularenStruktur.
DadurchwirdaucheineOxidschichtgebildetundderVerbindungsmechanismusbeim
Schweissvorgangeingeschränkt.DerSchutzvordirekterSonneneinstrahlungistwichtigum
derBildungeinerOxidschichtanderOberflächederKomponentenvorzubeugen.

GF Piping Systems – Rohrleitungssysteme in der Versorgung – (11.18) 4 · 75
Dimensionierung & VerlegungVerlegung
IV
4.3.2 Verpackungskonzept
FüreinensicherenundzuverlässigenTransportwerdendieELGEFPlusProdukteeinzeln
oderinVerpackungseinheitenineinemKunststoffbeutelundeinemKartonverpackt.
DieKartonssindstapelbarundschützendenFittingvordirekterSonneneinstrahlung,
VerschmutzungundBeschädigungen.ZudemsindalleELGEFPlusElektroschweisskompo-
nenteneinzelninBeutelnverpackt.DieLuftzirkulationinderVerpackungistaufeinMinimum
reduziert.Sowirdverhindert,dasseinereaktiveUmgebungentsteht.DieVerpackungdient
als Schutz vor Verschmutzung.
DieimSpritzgussverfahrenhergestelltenELGEFPlusProduktewerdendirektimAnschluss
andieProduktioninBeutelnundKartonsverpackt.PEKugelhähneundStutzenfittingsin
grösserenDimensionen(>d315und>d280T90°reduziert.)werdeninKartonsverpackt.
NahtloseBögenwerdenausPE-RohrhergestelltundaufPalettenohneKartonundKunst-
stoffbeutelverpackt.
4.3.3 Lagerung
Rohre
DieLagerflächefürdieRohremusssteinfreiundebensein.AuflagerungundStapelhöhesind
sozuwählen,dassBeschädigungenoderbleibendeVerformungennichtauftretenkönnen.
RohremitgrösserenDurchmessernundgeringerWanddickesindmitAussteifungsringenzu
versehen.Punkt-oderLinienauflagenderRohresindzuvermeiden.
DiefolgendeTabellegibtEmpfehlungenzurBegrenzungderStapelhöhevonnichtauf
PalettengelagertenRohren.FürdenFall,dassRohreaufPalettengestapeltundgegen
seitlichesVerschiebengesichertsind,dürfendieinderTabellegenanntenStapelhöhenum
50 %erhöhtwerden.
DerPlatzfürdieLagerungderRohrleitungsteilesollgrösstmöglichenSchutzbieten.Die
EinwirkungvonÖl,LösemittelnundanderenchemischenSubstanzenwährendderLager-
dauer ist unbedingt zu vermeiden.
DerWitterungseinflussaufdiegelagertenRohrleitungsteileistaufeinMinimumzureduzie-
ren,d. h.,RohrleitungsteilesolltenineinerLagerhallegelagertwerden.ErfolgtdieLagerung
derRohreimFreien(Baustelle),sosolltendieRohredurchAbdeckenmitFolievorWitte-
rungseinflüssen(z.B.UV-Strahlen)geschütztwerden.
EineeinseitigeWärmeaufnahmedurchSonneneinstrahlungkannzuVerformungenführen.
DieRohrleitungsteilesindinderReihenfolgeihrerHerstellungbzw.Anlieferungzuverwen-
den,umeinenkunststoffgerechtenLagerumschlagsicherzustellen.
Werkstoff Zulässige Stapelhöhe(m)
PE100/PE100RC 1.0

4 · 76 GF Piping Systems – Rohrleitungssysteme in der Versorgung – (11.18)
Verlegung
Fittings
ELGEFPlusFittingsundPEKugelhähnemüssenwährenddergesamtenDauerderLagerung
vorFeuchtigkeitundVerschmutzunggeschütztwerden.DiemaximalempfohleneDauerfür
dieLagerungbeträgt10Jahre.UmdiesemaximaleDauerzuerreichen,müssendieELGEF
PlusKomponenteninderOriginalverpackung(Karton+Beutel)undbeieinerTemperaturvon
unter+50°Cgelagertwerden.DieLagerzeitbeginntmitdemDatumderProduktion.
DiePEBeutelfolieschütztdieELGEFPlusFittingswirksamvorUV-Licht.EineLagerungohne
Karton,aberimunbeschädigtenBeutel,istbis maximal zwei Jahremöglich.Indiesem
ZeitraumkönnendieFittingssicherverschweisstwerden.DieKennzeichnungdesZeitpunk-
tes,wannderFittingimKunststoffbeuteldemKartonentnommenwird,obliegtdemVerarbei-
ter.
GrössereDimensionen(>d315),diemeistauchschwerundsperrigsind,dürfen,umBeschädi-
gungenauszuschliessen,nurimKartongelagertwerden.
NahtloseBögensolltenvordirekterSonneneinstrahlunggeschütztwerden.Umeiner
möglichenDeformationvorzubeugendürfenPalettenmitnahtlosenBögennichtgestapelt
werden.
ELGEFPlusFittingsdürfennichtinKontaktmitLösemitteln,Fetten,Lacken,Silikono.ä.
gebrachtwerden.
4.3.4 Transport
RohreDieFahrzeugefürdenTransportvonRohrensindso
zuwählen,dassdieRohremitihrerganzenLänge
aufliegen.Rohresindabzustützen,sodasssiesich
wederdurchbiegennochverformenkönnen.Der
AuflagebereichderRohresolltemitFolieoderPappe
ausgekleidetsein(inkl.derseitlichenAbstützungen),
damiteineBeschädigungdurchhervorstehende
NieteoderNägelvermiedenwird.
ZumSchutzvorBeschädigungendürfendieRohre
undFittingsnichtüberdieLadeflächedesTransport-
fahrzeugshinausragenundbeimTransportzum
LagerplatznichtüberdenBodengeschleiftwerden.
BeimAuf-undAbladenistmitentsprechender
Sorgfaltvorzugehen.ErfolgendieLadevorgänge
mittelsHebezeug,sindspezielleAnhängevorrichtun-
genzuverwenden.DasHerunterwerfenderRohrlei-
tungsteilevonderLadeebeneistnichtzulässig.
SchlagartigeBelastungensindunbedingtzuvermei-
den.DiesgiltinsbesonderebeiUmgebungstempera-
turenvonunter0°C,dadieSchlagzähigkeiteiniger
Kunststoffehierbeideutlichverringertist(z.B.PVC).
Rohre und Fittings sind so zu transportieren und zu
lagern,dasssienichtdurchErde,Schlamm,
Schmutzwasseru.ä.verunreinigtwerdenkönnen.
DamitkeineSchmutzteileindasRohrinneregelan-
genkönnen,istdasVerschliessenderRohrendenmit
Schutzkappenempfohlen.
GF Piping Systems – Rohrleitungssysteme in der Versorgung – (11.18) 4 · 77
Dimensionierung & VerlegungVerlegung
IV
Fittings
UmTransportschädenzuvermeidensolltendieFittingsgutgeschützttransportiertwerden.
WirempfehlendieProduktebiszuInstallationinderOriginalverpackungzubelassen.Wenn
kleinereMengenentnommenwerdenmüssensolltendieseineinerBoxtransportiertwerden,
dievorUV-StrahlungundVerschmutzungschützt.
BeimUmpackenmussdaraufgeachtetwerdendieProduktesozupositionieren,dassdie
KunststoffbeuteldurchscharfeoderhervorstehendeKantenwiez.B.Steckerkontaktenicht
beschädigtwerden.DasWerfenvonProduktenistnichtzulässigumBeschädigungenzu
vermeiden.
NahtloseBögensolltenaufPalettentransportiertwerden.
Wirempfehlen,dieFittingsundVentilevonGF PipingSystemserstunmittelbarvorder
VerwendungderVerpackungzuentnehmen.
4.3.5 Verwendung auf der Baustelle
UmVerschmutzungundBeschädigungderProduktezuvermeiden,solltendieseunmittelbar
vorderVerarbeitungausderVerpackungentnommenwerden.
ReinigenderSchweissflächenistnotwendig,wenn:
• DerKunststoffbeutelgeöffnetoderbeschädigtist
• DasProduktnichtineinemKunststoffbeutelverpacktist
• DasProduktausRohrhergestelltwurde,wiez.B.nahtloseodersegmentgeschweisste
Bögen
• DieSchweissflächeverunreinigtist
Schälenistnotwendig,wenn:
• DasProduktnichtineinemKunststoffbeutelverpacktist.
• DasProduktausRohrhergestelltwurde,wiez.B.nahtloseodersegmentgeschweisste
Bögen
4.3.6 Rohrbiegung
InbegrenztemMasslässtsichdieElastizitätderRohrwerkstoffeausnutzen,sodassdiePE
RohreimZugederRohrverlegunggebogenverlegtwerdenkönnen.Dabeidürfendieangege-
benenWertefürdenkleinstenzulässigenBiegeradiusnichtunterschrittenwerden.
DiezulässigenBiegeradienbeiunterschiedlichenTemperaturensindeinVielfachesdes
Rohraussendurchmessers:
Rohrwandtemperatur 20°C 10°C 0°CMindestbiegeradius PE 20d 35d 50d
FürdieVerlegungdarfbeiPERohrenSDR11und17imdrucklosenZustand(20°C)kurzfristig
einMindestbiegeradiusvon10dherangezogenwerden.
WertezwischendenTemperatu-renkönnenlinearinterpoliertwerden.Quelle:DVGW-ArbeitsblattGW321(TabelleA.3)
Quelle:DVGW-ArbeitsblattGW320-1(AnhangA)
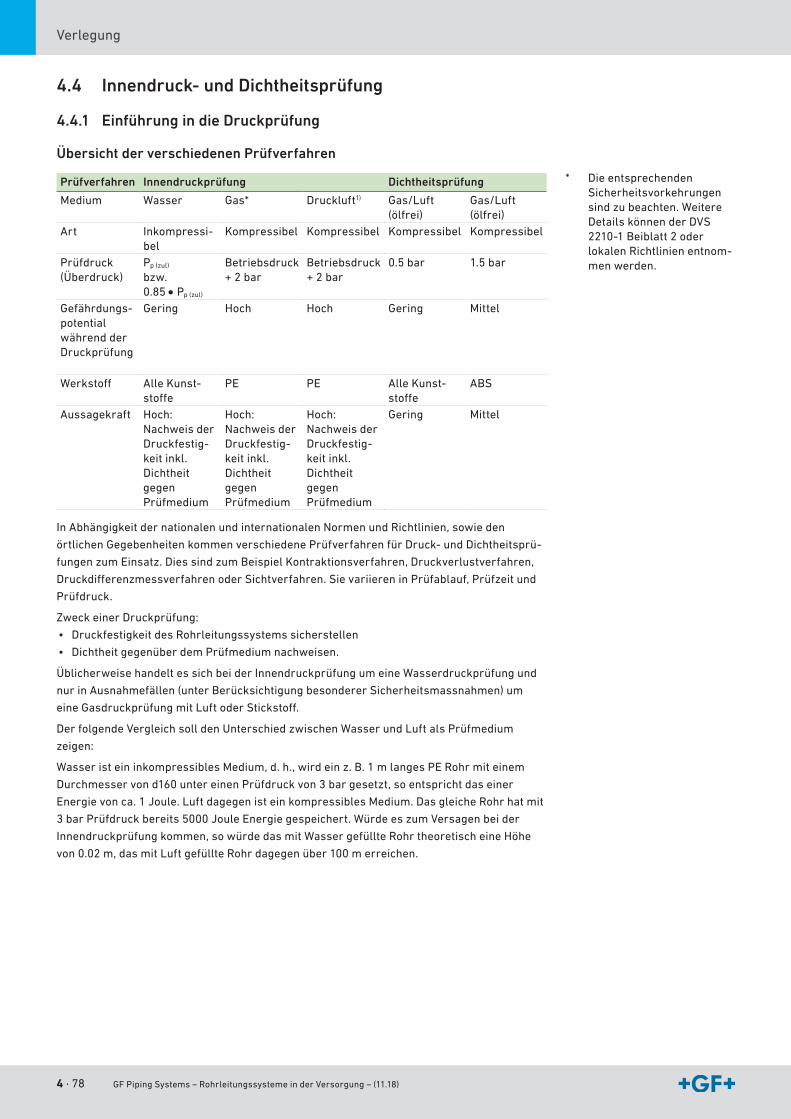
4 · 78 GF Piping Systems – Rohrleitungssysteme in der Versorgung – (11.18)
Verlegung
4.4 Innendruck- und Dichtheitsprüfung
4.4.1 Einführung in die Druckprüfung
Übersicht der verschiedenen Prüfverfahren
Prüfverfahren Innendruckprüfung Dichtheitsprüfung
Medium Wasser Gas* Druckluft1) Gas/Luft(ölfrei)
Gas/Luft(ölfrei)
Art Inkompressi-bel
Kompressibel Kompressibel Kompressibel Kompressibel
Prüfdruck(Überdruck)
Pp (zul)
bzw.0.85 • Pp (zul)
Betriebsdruck+2bar
Betriebsdruck+2bar
0.5 bar 1.5 bar
Gefährdungs-potential währendderDruckprüfung
Gering Hoch Hoch Gering Mittel
Werkstoff Alle Kunst-stoffe
PE PE Alle Kunst-stoffe
ABS
Aussagekraft Hoch:NachweisderDruckfestig-keit inkl. Dichtheitgegen Prüfmedium
Hoch:NachweisderDruckfestig-keit inkl. Dichtheitgegen Prüfmedium
Hoch:NachweisderDruckfestig-keit inkl. Dichtheitgegen Prüfmedium
Gering Mittel
InAbhängigkeitdernationalenundinternationalenNormenundRichtlinien,sowieden
örtlichenGegebenheitenkommenverschiedenePrüfverfahrenfürDruck-undDichtheitsprü-
fungenzumEinsatz.DiessindzumBeispielKontraktionsverfahren,Druckverlustverfahren,
DruckdifferenzmessverfahrenoderSichtverfahren.SievariiereninPrüfablauf,Prüfzeitund
Prüfdruck.
ZweckeinerDruckprüfung:
• DruckfestigkeitdesRohrleitungssystemssicherstellen
• DichtheitgegenüberdemPrüfmediumnachweisen.
ÜblicherweisehandeltessichbeiderInnendruckprüfungumeineWasserdruckprüfungund
nurinAusnahmefällen(unterBerücksichtigungbesondererSicherheitsmassnahmen)um
eineGasdruckprüfungmitLuftoderStickstoff.
DerfolgendeVergleichsolldenUnterschiedzwischenWasserundLuftalsPrüfmedium
zeigen:
WasseristeininkompressiblesMedium,d. h.,wirdeinz.B.1mlangesPERohrmiteinem
Durchmesservond160untereinenPrüfdruckvon3bargesetzt,soentsprichtdaseiner
Energievonca.1Joule.LuftdagegenisteinkompressiblesMedium.DasgleicheRohrhatmit
3barPrüfdruckbereits5000JouleEnergiegespeichert.WürdeeszumVersagenbeider
Innendruckprüfungkommen,sowürdedasmitWassergefüllteRohrtheoretischeineHöhe
von0.02m,dasmitLuftgefüllteRohrdagegenüber100merreichen.
* DieentsprechendenSicherheitsvorkehrungen sindzubeachten.WeitereDetailskönnenderDVS2210-1Beiblatt2oderlokalen Richtlinien entnom-menwerden.

GF Piping Systems – Rohrleitungssysteme in der Versorgung – (11.18) 4 · 79
Dimensionierung & VerlegungVerlegung
IV
Bruchverhalten von Kunststoffen
ThermoplastischeKunststoffezeigenimVersagensfalleinunterschiedlichesBruchverhalten.
PEzeigteinduktilesVerhalten,sodasskeineSplitterbrücheentstehenkönnen.
TrotzdemsindbeiderInnendruckprüfungvonDruckluftleitungendienachfolgendbeschrie-
benenSicherheitsvorkehrungenzutreffen.Wiezuvorbereitserwähnt,stelltdieInnendruck-
prüfungdieerstmaligeBelastungdesRohrleitungssystemsdarundsollevtl.vorhandene
Verarbeitungsfehler(z.B.unzureichendeSchweissung)aufdecken.
MiteinerWasserdruckprüfungkanndieGasdichtigkeiteineRohrleitungnichtgeprüftwerden,
auchnichtmiterhöhtemPrüfdruck!
4.4.2 Innendruckprüfung mit Wasser oder einem anderen inkompressiblen Prüfmedium
Überblick
DieInnendruckprüfungbildetdenAbschlussderVerlegearbeitenundsetzteinebetriebsfer-
tigeRohrleitungbzw.betriebsfertigePrüfabschnittevoraus.DieBeanspruchungdurchden
PrüfdrucksolldenexperimentellenNachweisderBetriebssicherheitdarstellen.Dabei
basiertderPrüfdrucknichtaufdemBetriebsdruck,sondernaufderInnendruckbelastbarkeit,
ausgehendvonderRohrwanddicke.
DennachfolgendenAngabenliegtdasBeiblatt2zurDVS2210-1zugrunde.Damitwerdendie
AngabeninderDVS2210-1komplettersetzt.DieAnpassungenwurdennotwendig,dadie
Bezugsgrösse„Nenndruck(PN)“fürdieBestimmungdesPrüfdrucks(1.5•PN,bzw.1.3•PN)überwiegendwegfälltunddurchSDRersetztwird.ZudemfolgteinekurzzeitigeÜberbean-
spruchungbishinzurVerkürzungderLebensdauer,wennimVerlaufdernenndruckabhängi-
genInnendruckprüfungdieRohrwandtemperaturTR=20°Cummehrals5°Cüberschritten
wird.
DaherwerdendiePrüfdrückeabhängigvomSDRundvonderRohrwandtemperaturermittelt.
AlsPrüfspannungwirdderWertvon100hausdemZeitstanddiagrammzugrundegelegt.
Prüfparameter
DienachfolgendeTabellegibtEmpfehlungenzurDurchführungderInnendruckprüfung
Gegenstand Vorprüfung Hauptprüfung
PrüfdruckPp(abhängigvonderRohr-wandtemperaturundvomzulässigenPrüfdruckdereingebautenKomponen-ten,sieheAbschnitt„BestimmungdesPrüfdrucks“)
≤Pp (zul) ≤0.85Pp (zul)
Prüfdauer(abhängigvonderLängederRohrleitungsabschnitte)
L≤100m:3h100m<L≤500m:6h
L≤100m:3h100m<L≤500m:6h
KontrollenwährendderPrüfung(Prüf-druck-undTemperaturverlaufsindzuprotokollieren)
mind.3KontrollenverteiltaufdiePrüf-dauermitWiederher-stellendesPrüfdrucks
mind. 2 Kontrollen verteiltaufdiePrüf-dauerohneWiederher-stellendesPrüfdrucks
Vorprüfung
DieVorprüfungdientdazu,dasRohrleitungssystemaufdieeigentlichePrüfung(Hauptprü-
fung)vorzubereiten.ImVerlaufderVorprüfungwirdsichimRohrleitungssystemeinSpan-
nungs-Dehnungs-GleichgewichtinVerbindungmiteinerVolumenzunahmeeinstellen.Dabei
kommteszueinemwerkstoffabhängigenDruckabfall,dereinwiederholtesNachpumpenzur
WiederherstellungdesPrüfdruckssowiehäufigeinNachziehenderFlanschverbindungs-
schraubenerforderlichmacht.
AlsRichtwertefürdendehnungsbedingtenDruckrückgangbeiRohrleitungengelten:
Werkstoff Druckabfall(bar/h)
PE 1.2

4 · 80 GF Piping Systems – Rohrleitungssysteme in der Versorgung – (11.18)
Verlegung
Hauptprüfung
ImRahmenderHauptprüfungkannbeietwagleichbleibendenRohrwandtemperaturenein
wesentlichgeringererDruckabfallerwartetwerden,sodasssicheinNachpumpenerübrigt.
DieKontrollenkönnensichaufdieDichtheitderFlanschverbindungenundeventuelle
LageveränderungenderRohrleitungkonzentrieren.
Zu beachten bei Kompensatoren
WennKompensatorenindiezuprüfendeRohrleitungeingebautsind,sohatdiesAuswirkun-
genbzgl.denzuerwartendenAxialkräftenaufdieFestpunktederRohrleitung.Durchden
höherenPrüfdruckgegenüberdemBetriebsdruckwerdenauchdieAxialkräfteaufdie
Festpunkteentsprechendhöher.DiesmussbeiderAuslegungderFestpunkteberücksichtig
werden.
Zu beachten bei Ventilen
BefindetsicheinVentilamEndeeinerRohrleitung(End-oderAbschlussventil),somussdas
VentilunddamitdasRohrleitungsendemittelsBlindflanschoderKappeabgeschlossen
werden.Dadurchwirdverhindert,dassdurchunbeabsichtigtesBetätigendesVentilsMedium
austretenkann,bzw.dasInneredesVentilsverunreinigtwird.
Füllen der Rohrleitung
BevormitderInnendruckprüfungbegonnenwerdenkann,sinddiefolgendenPunktezu
prüfen:
• DieInstallationwurdegemässdenvorliegendenPlänendurchgeführt.
• AlleDruckentlastungenundRückschlagklappenwurdeninDurchflussrichtungmontiert.
• AlleEndventilewurdengeschlossen.
• Alle/DieVentilevorGerätenwurdenalsSicherheitgegenDruckgeschlossen.
• EineSichtkontrollevonallenVerbindungen,Pumpen,MessgerätenundTankswurde
durchgeführt.
• DieWartezeitnachderletztenSchweissung/Klebungwurdeneingehalten.
DanachkanndieRohrleitungvomgeodätischtiefstenPunktausgefülltwerden.Besonderes
AugenmerkistdabeiaufdieEntlüftungzulegen.DazusindmöglichstanallenHochpunkten
derRohrleitungEntlüftungenvorzusehen,diebeimFüllendesSystemsgeöffnetseinmüssen.
DieSpülgeschwindigkeitmussmindestens1m/sbetragen.
ZwischendemFüllenundPrüfenderRohrleitungistausreichendZeitzulassen,damitdieim
RohrleitungssystembefindlicheLuftüberdieEntlüftungenentweichenkann:ca.6bis12
Stunden,abhängigvonderNennweite.
Bestimmung des Prüfdrucks
DerzulässigePrüfdruckerrechnetsichnachfolgenderFormel:
Pp(zul) = ⋅20 ⋅ σv(T, 100 h)
Sp ⋅ AG 1
SDR
σv(T,100h) ZeitstandfestigkeitfürdieRohrwandtemperaturTR (bei t = 100 h)Sp MindestsicherheitsfaktorzurZeitstandfestigkeitAG verarbeitungs-odergeometriespezifischerFaktor,derdenzulässigenPrüfdruck
mindertTR Rohrwandtemperatur:MittelwertausTemperaturdesPrüfmediumsundder
Rohroberfläche
Werkstoff Sp Mindestsicherheitsfaktor
PE80,PE100 1.25
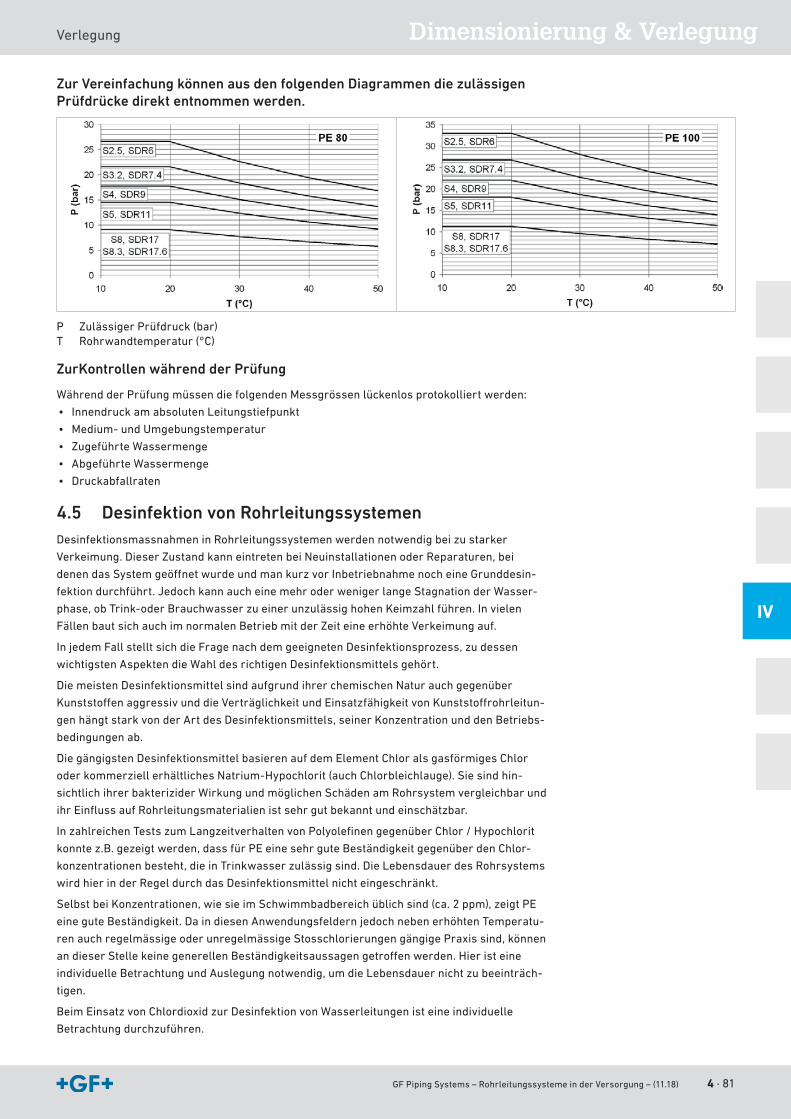
GF Piping Systems – Rohrleitungssysteme in der Versorgung – (11.18) 4 · 81
Dimensionierung & VerlegungVerlegung
IV
Zur Vereinfachung können aus den folgenden Diagrammen die zulässigen Prüfdrücke direkt entnommen werden.
P ZulässigerPrüfdruck(bar)T Rohrwandtemperatur(°C)
ZurKontrollen während der Prüfung
WährendderPrüfungmüssendiefolgendenMessgrössenlückenlosprotokolliertwerden:
• InnendruckamabsolutenLeitungstiefpunkt
• Medium-undUmgebungstemperatur
• ZugeführteWassermenge
• AbgeführteWassermenge
• Druckabfallraten
4.5 Desinfektion von RohrleitungssystemenDesinfektionsmassnahmeninRohrleitungssystemenwerdennotwendigbeizustarker
Verkeimung.DieserZustandkanneintretenbeiNeuinstallationenoderReparaturen,bei
denendasSystemgeöffnetwurdeundmankurzvorInbetriebnahmenocheineGrunddesin-
fektiondurchführt.JedochkannaucheinemehroderwenigerlangeStagnationderWasser-
phase,obTrink-oderBrauchwasserzueinerunzulässighohenKeimzahlführen.Invielen
FällenbautsichauchimnormalenBetriebmitderZeiteineerhöhteVerkeimungauf.
InjedemFallstelltsichdieFragenachdemgeeignetenDesinfektionsprozess,zudessen
wichtigstenAspektendieWahldesrichtigenDesinfektionsmittelsgehört.
DiemeistenDesinfektionsmittelsindaufgrundihrerchemischenNaturauchgegenüber
KunststoffenaggressivunddieVerträglichkeitundEinsatzfähigkeitvonKunststoffrohrleitun-
genhängtstarkvonderArtdesDesinfektionsmittels,seinerKonzentrationunddenBetriebs-
bedingungen ab.
DiegängigstenDesinfektionsmittelbasierenaufdemElementChloralsgasförmigesChlor
oderkommerziellerhältlichesNatrium-Hypochlorit(auchChlorbleichlauge).Siesindhin-
sichtlichihrerbakteriziderWirkungundmöglichenSchädenamRohrsystemvergleichbarund
ihrEinflussaufRohrleitungsmaterialienistsehrgutbekanntundeinschätzbar.
InzahlreichenTestszumLangzeitverhaltenvonPolyolefinengegenüberChlor/Hypochlorit
konntez.B.gezeigtwerden,dassfürPEeinesehrguteBeständigkeitgegenüberdenChlor-
konzentrationenbesteht,dieinTrinkwasserzulässigsind.DieLebensdauerdesRohrsystems
wirdhierinderRegeldurchdasDesinfektionsmittelnichteingeschränkt.
SelbstbeiKonzentrationen,wiesieimSchwimmbadbereichüblichsind(ca.2ppm),zeigtPE
eineguteBeständigkeit.DaindiesenAnwendungsfeldernjedochnebenerhöhtenTemperatu-
renauchregelmässigeoderunregelmässigeStosschlorierungengängigePraxissind,können
andieserStellekeinegenerellenBeständigkeitsaussagengetroffenwerden.Hieristeine
individuelleBetrachtungundAuslegungnotwendig,umdieLebensdauernichtzubeeinträch-
tigen.
BeimEinsatzvonChlordioxidzurDesinfektionvonWasserleitungenisteineindividuelle
Betrachtungdurchzuführen.
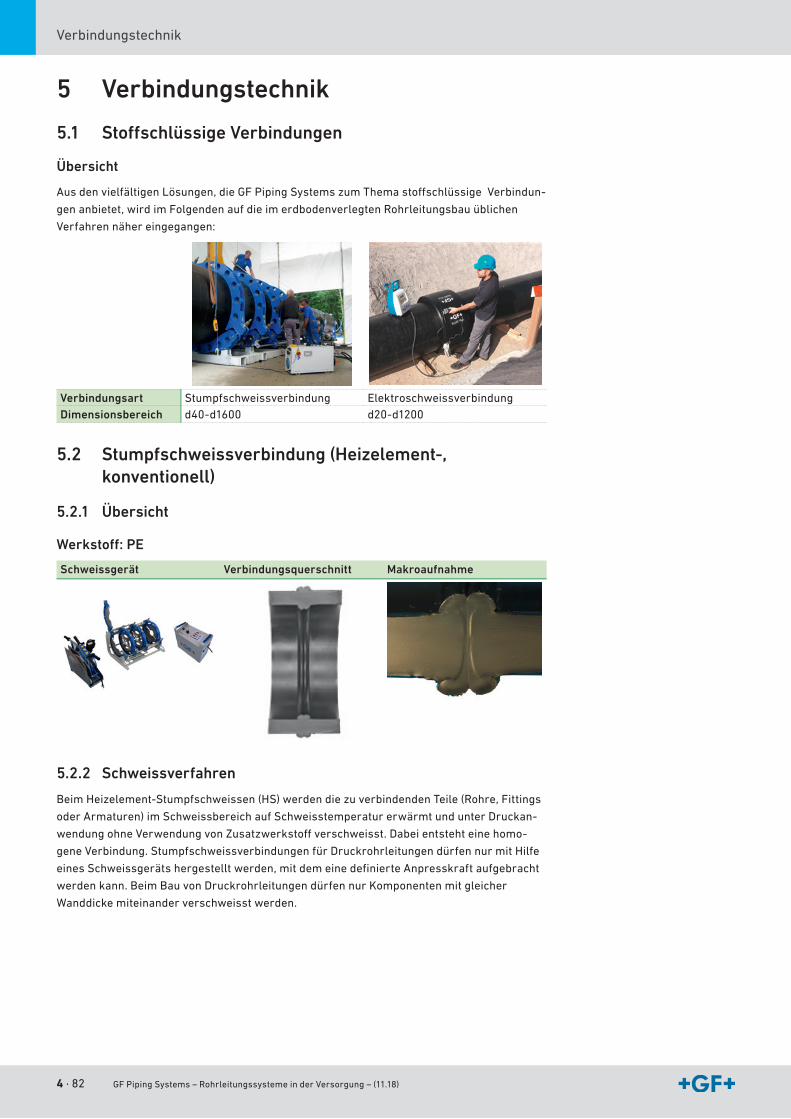
4 · 82 GF Piping Systems – Rohrleitungssysteme in der Versorgung – (11.18)
Verbindungstechnik
5 Verbindungstechnik
5.1 Stoff schlüssige Verbindungen
Übersicht
AusdenvielfältigenLösungen,dieGF PipingSystemszumThemastoffschlüssigeVerbindun-
genanbietet,wirdimFolgendenaufdieimerdbodenverlegtenRohrleitungsbauüblichen
Verfahrennähereingegangen:
Verbindungsart Stumpfschweissverbindung ElektroschweissverbindungDimensionsbereich d40-d1600 d20-d1200
5.2 Stumpfschweissverbindung (Heizelement-, konventionell)
5.2.1 Übersicht
Werkstoff : PE
Schweissgerät Verbindungsquerschnitt Makroaufnahme
5.2.2 Schweissverfahren
BeimHeizelement-Stumpfschweissen(HS)werdendiezuverbindendenTeile(Rohre,Fittings
oderArmaturen)imSchweissbereichaufSchweisstemperaturerwärmtundunterDruckan-
wendungohneVerwendungvonZusatzwerkstoffverschweisst.Dabeientstehteinehomo-
geneVerbindung.StumpfschweissverbindungenfürDruckrohrleitungendürfennurmitHilfe
einesSchweissgerätshergestelltwerden,mitdemeinedefinierteAnpresskraftaufgebracht
werdenkann.BeimBauvonDruckrohrleitungendürfennurKomponentenmitgleicher
Wanddickemiteinanderverschweisstwerden.

GF Piping Systems – Rohrleitungssysteme in der Versorgung – (11.18) 4 · 83
Dimensionierung & VerlegungVerbindungstechnik
IV
Prinzip des Schweissverfahrens
Vorteile und Eigenschaften
Heizelement-StumpfschweissverbindungensindkostengünstigeVerbindungen,dieauf
entsprechendenAnlagenbiszugrossenDurchmessern(2000mmundmehr)hergestellt
werdenkönnen.FachgerechthergestellteStumpfschweissungenerfüllendiegleichen
AnforderungenwiedieKomponenten.AufentsprechendausgerüstetenStumpfschweissgerä-
tenkönnenTeileauchimWinkelgeschweisstwerden,sodasssichsegmentgeschweisste
BögenoderT-StückeausRohrabschnittenherstellenlassen.FürdaskonventionelleStumpf-
schweissenwirdeinegrosseBandbreitevonGerätenangeboten,diefürdieWerkstatt,den
RohrgrabenoderdasFittingschweissenausgelegtsindundmanuell,elektrischoderhydrau-
lischbetätigtwerden.
Weitere Informationen zur Anwendung des Schweissverfahrens für entsprechende Werkstoff e auf www.gfps.com
5.2.3 Installationsablauf
DernachfolgendeInstallationsablaufistfüralleGF Stumpfschweissmaschinenrepräsentativ.
DetailliertereundindividuelleMaschinenhandhabungentnehmenSiebittederjeweils
Bedienungsanleitung.
FürdetailliertereInformationenverweisenwiraufunsereHomepagewww.gfps.comoder
wendenSiesichbitteanIhrregionalesGF Verkaufsbüro.
Voraussetzungen
EskönnennurgleichartigeWerkstoffemiteinanderverschweisstwerden(PEmitPE).Für
detaillierteInformationenzurPE-TypeMaterialkompatibilität,sieheKapitel5„Einsatzbe-
reich-GeeigneteRohre“aufSeite113.
BeimStumpfschweissenkönnennurRohrendenmitgleicherWanddicke(SDR-Klasse/
Rohrserie)miteinanderverbundenwerden.
VergewissernSiesich,dassSieausreichendFreiraumimSchweissbereichhabenunddass
dieArbeitsumgebungeinfachmännischesArbeitenzulässt.
1 Rohr2 Heizelement3 Fitting
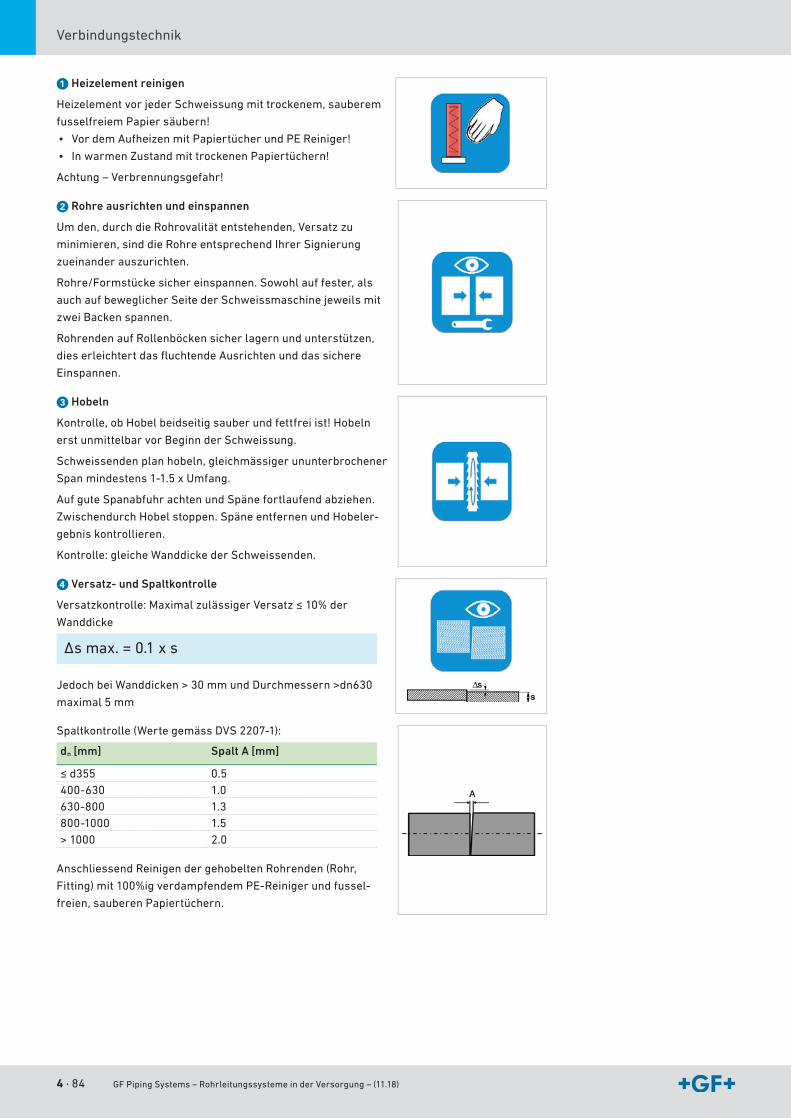
4 · 84 GF Piping Systems – Rohrleitungssysteme in der Versorgung – (11.18)
Verbindungstechnik
a Heizelement reinigen
HeizelementvorjederSchweissungmittrockenem,sauberem
fusselfreiemPapiersäubern!
• VordemAufheizenmitPapiertücherundPEReiniger!
• InwarmenZustandmittrockenenPapiertüchern!
Achtung–Verbrennungsgefahr!
s Rohre ausrichten und einspannen
Umden,durchdieRohrovalitätentstehenden,Versatzzu
minimieren,sinddieRohreentsprechendIhrerSignierung
zueinander auszurichten.
Rohre/Formstückesichereinspannen.Sowohlauffester,als
auchaufbeweglicherSeitederSchweissmaschinejeweilsmit
zweiBackenspannen.
RohrendenaufRollenböckensicherlagernundunterstützen,
dieserleichtertdasfluchtendeAusrichtenunddassichere
Einspannen.
d Hobeln
Kontrolle,obHobelbeidseitigsauberundfettfreiist!Hobeln
erstunmittelbarvorBeginnderSchweissung.
Schweissendenplanhobeln,gleichmässigerununterbrochener
Spanmindestens1-1.5xUmfang.
AufguteSpanabfuhrachtenundSpänefortlaufendabziehen.
ZwischendurchHobelstoppen.SpäneentfernenundHobeler-
gebnis kontrollieren.
Kontrolle:gleicheWanddickederSchweissenden.
f Versatz- und Spaltkontrolle
Versatzkontrolle:MaximalzulässigerVersatz≤10%der
Wanddicke
Δsmax.=0.1xs
JedochbeiWanddicken>30mmundDurchmessern>dn630
maximal 5 mm
Spaltkontrolle(WertegemässDVS2207-1):
dn [mm] Spalt A [mm]
≤d355 0.5400-630 1.0630-800 1.3800-1000 1.5>1000 2.0
AnschliessendReinigendergehobeltenRohrenden(Rohr,
Fitting)mit100%igverdampfendemPE-Reinigerundfussel-
freien,sauberenPapiertüchern.

GF Piping Systems – Rohrleitungssysteme in der Versorgung – (11.18) 4 · 85
Dimensionierung & VerlegungVerbindungstechnik
IV
g Heizelement-Temperatur prüfen
Heizelement-Oberflächen-Temperatur(entsprechendDVS
2207):
220°±10°C
MessungmitkalibriertemThermokontaktmessgerätinnerhalb
desSchweissbereichsanmindestensachtStellenamUmfang
desHeizelements.
Schweissbeginnfrühstens30min.nachErreichenderSoll-Hei-
zelement-Temperatur(Dauer,umHeizelementüberallgleich-
mässigdurchzuwärmen!)
AnschliessendHeizelementinHeizelement-Abzugsvorrichtung
einstellen.
h Angleichen/Wulsthöhe prüfen
MitAngleichdruck=0.15N/mm2angleichen,bisdieminimale
Wulsthöheerreichtist.
BeimanuellengesteuerterSchweissmaschineentnehmenSie
deneinzustellendenHydraulikdruckderBedienungsanleitung
derMaschine.BeiCNC-SteuerungübernimmtdieMaschine
automatisch die richtigen Parameter entsprechend der
Rohrwanddicke.
j Anwärmen
ZumAnwärmenwirdderAnpressdrucksoweitreduziert,dass
immernocheineWärmeübertragungvomHeizelementaufdie
RohrendensichergestelltistohneunkontrolliertesÖffnen
aufgrundderSchmelzeausdehnung.
Anwärmdruck≤0.01N/mm2
Prinzipiellmusshierbeigewährleistetsein,dasssichdie
RohrendengeradenochimKontaktmitdemHeizelement
befinden.
k Umstellen
WartenbisFügeflächenbeidseitigdurchdieAbzugsvorrichtung
vomHeizelementabgelöstwurden.
HeizelementohneBeschädigungundVerschmutzungder
FügeflächenausdemSchweissbereichausschwenken.
Umstellzeitsokurzwiemöglich(AbkaltenderFügeflächenso
geringwiemöglichhalten!).
l Fügen und Abkühlen
FügeflächenschnellbisunmittelbarvorderBerührung
zusammenzufahren.
FügeflächensollendannkurzvordemBerührenmiteiner
GeschwindigkeitnaheNullzusammentreffen.
ErforderlicheFügedruckvon0.15N/mm2möglichstlinear
aufbringen(Fügedruckaufbauzeitbeachten).
FügedruckwährendgesamtenAbkühlzeitaufrechthalten.

4 · 86 GF Piping Systems – Rohrleitungssysteme in der Versorgung – (11.18)
Verbindungstechnik
; Kontrolle und Schweissprotokoll
DieSchweissverbindungistamganzenUmfangbezüglichder
Wulstbildungzukontrollieren.DerSchweisswulstsollmög-
lichstgleichmässigundglattüberdenkomplettenUmfang
ausgebildet sein.
EssindkeineunverschweisstenStellen,Wulstverfärbungen
oderKerbeninderSchweissverbindungzulässig!Zusätzliche
FehlersieheDVS2202Beiblatt1.
Schweissverbindungbeschriftenmit:
• Schweißnummer
• Abkühlzeit (Ausspannen)
• Datum
• Visum/Unterschrift
AnschliessendmanuellesSchweissprotokollerstellenoderkomfortabelmitderWeldinOne-
SoftwaredaselektronischeProtokollabspeichern.
A Dichtheitsprüfung
EssindaufjedenFalldieAbkühlzeitengemäßDVS2207-1bzw.
diespezifischenHerstellerangabeneinzuhalten.
EineDruckprobedarffrühestenseineStundenachAbkühlzeit-
endeerfolgen.
Schweissparameter im Überblick
ZusammenfassendsinddieSchweißparametergemäßDVS2207-1(August2015)aufgelistet:
Angleichen Anwärmen Umstellen Fügen
Nennwanddi-cke s (mm)
Minimale Wulsthöhe* (mm)
Anwärmzeit (s)
Umstellzeit (mm)
Fügedruck-aufbauzeit (s)
Abkühlzeit (min)
<15°C 15°-25°C 25-40°C
≤4.5 0.5 ≤45 5 5 4.0 5.0 6.5
4.5 – 7 1.0 45 – 70 5 – 6 5 – 6 4.0-6.0 5.0 – 7.5 6.5–9.5
7 – 12 1.5 70 – 120 6 – 8 6 – 8 6.0–9.5 7.5 – 12 9.5–15.5
12–19 2.0 120–190 8 – 10 8 – 11 9.5–14 12 – 18 15.5 – 24
19–26 2.5 190–260 10 – 12 11 – 14 14–19 18 – 24 24–32
26–37 3.0 260–370 12 – 16 14–19 19–27 24–34 32–45
37–50 3.5 370-500 16 – 20 19–25 27–36 34–46 45 – 61
50 – 70 4.0 500 – 700 20 – 25 25–35 36–50 46 – 64 61 – 85
70–90 4.5 700–900 25–30 35 50-64 64 – 82 85–109
90–110 5.0 900–1100 30–35 35 64 – 78 82 – 100 109–133
110–130 5.5 1100–1300 max.35 35 78–92 100 – 118 133-157
(Zwischenwertesindzuinterpolieren)* MinimaleWulsthöheamHeizelementamEndederAngleichzeitAngleichen,Fügenund
Abkühlenmitp=0.15N/mm2Anwärmenmitp≤0.01N/mm2

GF Piping Systems – Rohrleitungssysteme in der Versorgung – (11.18) 4 · 87
Dimensionierung & VerlegungVerbindungstechnik
IV
5.2.4 Stumpfschweissgeräte
Merkmal TM160 TM250 TM315 GF400 GF500 GF630 GF800 GF1000 GF1200 GF1600Max. Dimension (mm) 160 250 315 400 500 630 800 1000 1200 1600
Werkstoff PE,PP,PB PE,PP,PB PE,PP
Temperaturbereich (°C) -10/+45 -10/+45 -10/+45
Eingangsspannung (V) 230/115 230 230 400/230 400 400 400 400 400 400
Bedienung Manuell,CNC Manuell,CNC Manuell
Leistung (W) 1900 3250 3850 5700 6300 11000 15000 19500 20500 55000
Reduktions-Spanneinsätze / Spannscheibe
Optional Optional Optional
Aushebevorrichtung Optional Optional
angeschrägter Spannbügel
Optional Optional
Schweissprotokolle Übertragung m. USB Stick
WR,CNCVersion WR,CNCVersion WRVersion
Rückverfolgbarkeit mittels Barcode Scanner
Optional(CNCVersion) Optional(CNCVersion)
Gewicht-Basismaschine (kg)
22 47 53 65 169 222 690 1238 1346 3350

4 · 88 GF Piping Systems – Rohrleitungssysteme in der Versorgung – (11.18)
Verbindungstechnik
5.3 Elektroschweissverbindung (Heizwendel-Schweissverbindung)
5.3.1 Übersicht
Werkstoff
• PE
Schweissgerät Verbindungsquerschnitt Makroaufnahme
5.3.2 Schweissverfahren
BeimHeizwendelschweissenwerdenKunststoffrohrundFormstückmitHilfevonElektro-
schweissfittings,längskraftschlüssigundstoffschlüssigfestmiteinanderverbunden.
DieElektroschweissfittingssindmitintegriertenWiderstandsdrähtenausgerüstet,diebeim
SchweissvorgangmitelektrischemStrombeaufschlagtwerden.Dadurchwerdendie
InnenseitedesFittingsunddieAussenseitedesRohrsaufSchweisstemperaturerwärmtund
aufgeschmolzen.
RohrundFittingsindhinsichtlichihrerMassesoaufeinanderabgestimmt,dasssichbeim
PlastifiziereneinSchweissdruckaufbautundeinehomogeneVerbindungentsteht.Derfürdie
SchweissungerforderlicheFügedruckinderKunststoffschmelzeresultiertausderVolumen-
vergrösserungderSchmelzeunddemFitting-Design.DiefürdieSchweissungbenötigte
SchweissenergiewirddurchdasSchweissgerätzugeführt.DieSchweissdatenübertragung
derFittingserfolgtdurchBarcodes,diemitdemSchweissgeräteingelesenwerden.Nach
derenAbkühlungkommteszueinerunlösbaren,homogenenVerbindung.
Prinzip des Schweissverfahrens
A RohrB Formstück
a Verbindungsfläches Einstecktiefed Fügeebene

GF Piping Systems – Rohrleitungssysteme in der Versorgung – (11.18) 4 · 89
Dimensionierung & VerlegungVerbindungstechnik
IV
5.3.3 Vorteile und Eigenschaften
DerEinsatzdesElektroschweissenszumVerbindenvonRohrenundFormstückenermöglicht
einensicheren,rationellen,wirtschaftlichenundeffizientenEinbauvonerdverlegtenund
oberirdischverlegtenPE-Rohrleitungssystemen.
Vorteile
• StoffschlüssigeVerbindungPE-PE,somitkeineweiterenDichtelementeerforderlich
• Längskraftschlüssig,somitbeierdverlegtenLeitungenkeineWiderlagererforderlich
• VerbindungvonRohrenausPE80,ausPE100/PE100RCsowieKombinationvonPE80und
PE100
• VerbindungverschiedenerSDR-Klassenmöglich
• KeinSchweisswulstanderRohrinnenseite
• GeringerPlatzbedarffürdieDurchführungdurchleichteundkompakteSchweissgeräte
• HoheVerlegegeschwindigkeit(imVergleichzumkonventionellenStumpfschweissen)
durchdiegeringeGebundenheitdesSchweissgeräts
• VollautomatischerSchweissprozess(hoheVerfahrenssicherheit)
• LückenloseRückverfolgbarkeitdurchSchweissprotokolleundIdentifikationderver-
schweisstenKomponenten
• GeringerInvestitionsbedarfdurchSchweissungallerDimensionenmiteinemSchweissge-
rät
Weitere Informationen zur Anwendung des Schweissverfahrens für entsprechende Werkstoff e auf www.gfps.com
5.4 Grundsätzliches zur Schweissnahtvorbereitung
Ungenügende Vorbereitungsmassnahmen können zu einer mangelhaften Schweissver-
bindung führen. Die Funktionsfähigkeit und Lebensdauer des Produktes können
beeinträchtigt werden.
5.4.1 Rohrenden trennenDerArbeitsbereichamRohristvongrobemSchmutzzu
reinigen.FallsWasserverwendetwird,müssendieRohre
vordemTrennenvollständigtrockensein.Anschliessend
RohrendenmitRohrtrenngerätrechtwinkligabtrennenund
Schnittflächenentgraten.DieWerkzeugedürfendasRohr
wederbleibendverformennochbeschädigen.DerEinsatz
vonSchmierstoffenbeimTrennenistnichtzulässig.
GeeigneteWerkzeugehierfürsindRohrabschneideroder
einegeführteelektrischeRohrsäge.
5.4.2 SchälenPERohrewerdenoftungeschütztgegendirekteSonnenein-
strahlungundVerschmutzunggelagert.Diesesind
aufgrunddessenunmittelbarvordemSchweissbeginnmit
einemgeeignetenSchälwerkzeugzubearbeiten.Im
SpritzgussverfahrenhergestellteProduktemüssen,wenn
diesekorrektgelagertwurden,nichtgeschältwerden.
EsistgrundsätzlichmöglichStutzenendenanFittings(Stutzenfittings,Kugelhahnoder
Übergangsadapter)zuschälen,wenndiesvomVerarbeiterverlangtwird.Dieshatkeine
negativenAuswirkungenaufdasSchweissergebnis,vorausgesetzt,derSchälvorgangwurde
korrektdurchgeführtundderresultierendeDurchmesserdesStutzenendesliegtinder
ToleranzdeszulässigenDurchmessersnachdemSchälen(siehefolgendeTabelle).
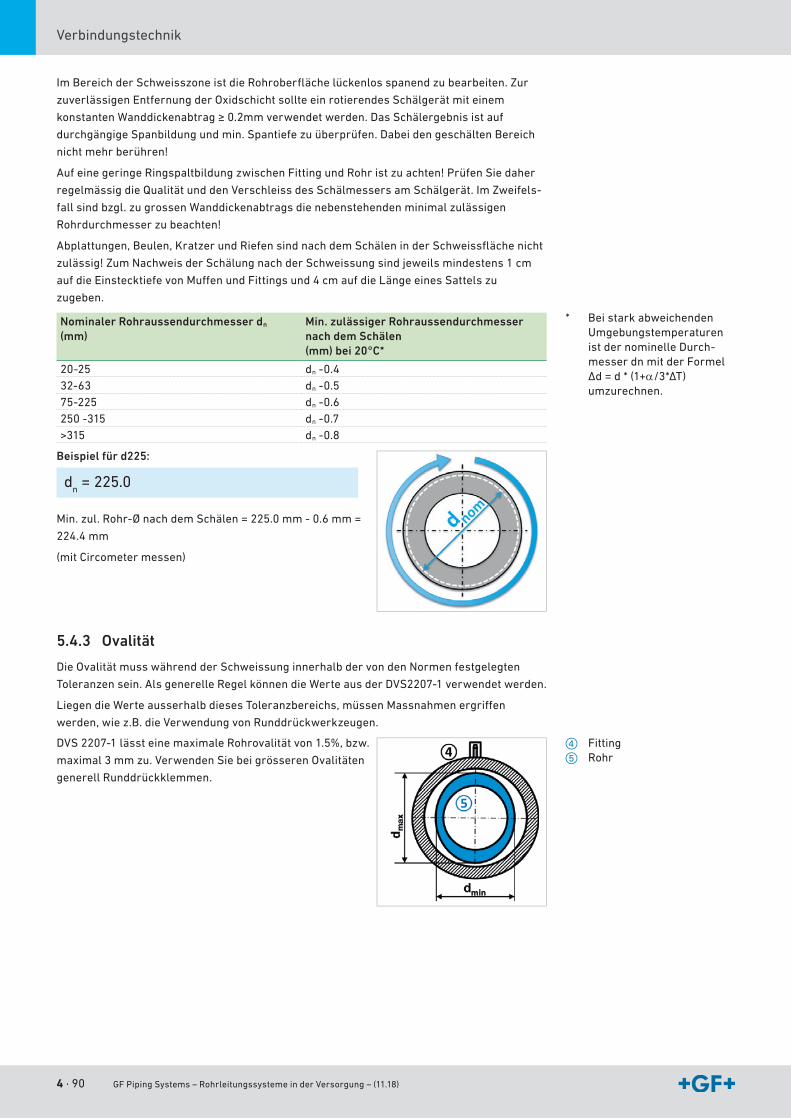
4 · 90 GF Piping Systems – Rohrleitungssysteme in der Versorgung – (11.18)
Verbindungstechnik
ImBereichderSchweisszoneistdieRohroberflächelückenlosspanendzubearbeiten.Zur
zuverlässigenEntfernungderOxidschichtsollteeinrotierendesSchälgerätmiteinem
konstantenWanddickenabtrag≥0.2mmverwendetwerden.DasSchälergebnisistauf
durchgängigeSpanbildungundmin.Spantiefezuüberprüfen.DabeidengeschältenBereich
nichtmehrberühren!
AufeinegeringeRingspaltbildungzwischenFittingundRohristzuachten!PrüfenSiedaher
regelmässigdieQualitätunddenVerschleissdesSchälmessersamSchälgerät.ImZweifels-
fallsindbzgl.zugrossenWanddickenabtragsdienebenstehendenminimalzulässigen
Rohrdurchmesserzubeachten!
Abplattungen,Beulen,KratzerundRiefensindnachdemSchäleninderSchweissflächenicht
zulässig!ZumNachweisderSchälungnachderSchweissungsindjeweilsmindestens1cm
aufdieEinstecktiefevonMuffenundFittingsund4cmaufdieLängeeinesSattelszu
zugeben.
Nominaler Rohraussendurchmesser dn
(mm)Min. zulässiger Rohraussendurchmesser nach dem Schälen (mm) bei 20°C*
20-25 dn-0.432-63 dn-0.575-225 dn-0.6250-315 dn-0.7>315 dn-0.8
Beispiel für d225:
dn = 225.0
Min.zul.Rohr-ØnachdemSchälen=225.0mm-0.6mm=
224.4 mm
(mitCircometermessen)
5.4.3 Ovalität
DieOvalitätmusswährendderSchweissunginnerhalbdervondenNormenfestgelegten
Toleranzensein.AlsgenerelleRegelkönnendieWerteausderDVS2207-1verwendetwerden.
LiegendieWerteausserhalbdiesesToleranzbereichs,müssenMassnahmenergriffen
werden,wiez.B.dieVerwendungvonRunddrückwerkzeugen.
DVS2207-1lässteinemaximaleRohrovalitätvon1.5%,bzw.
maximal3mmzu.VerwendenSiebeigrösserenOvalitäten
generell Runddrückklemmen.
* BeistarkabweichendenUmgebungstemperaturen istdernominelleDurch-messer dn mit der Formel Δd=d*(1+α/3*ΔT)umzurechnen.
f Fittingg Rohr

GF Piping Systems – Rohrleitungssysteme in der Versorgung – (11.18) 4 · 91
Dimensionierung & VerlegungVerbindungstechnik
IV
5.4.4 Einfall der Rohrenden
Esistdaraufzuachten,dassbeiübermässigemRohrend-EinfalldieHeizwendelzonen
ausreichendüberdecktsind.ImZweifelsfallRohrendenmitWasserwaageoptischprüfenund
eingefalleneLängemithalberinnererKaltzonevergleichen.GegebenenfallsRohrenden
unmittelbarvordemSchweissenrechtwinkligzuschneiden.
5.4.5 ReinigenDurchdenHerstellprozessistdieHeizwendelimFitting
vollständigeingebettet.Durchdiegeschlosseneundglatte
InnenoberflächeisteinerückstandsfreieReinigungvon
Baustellenverunreinigungen(Staub,Sand,Matsch)bei
ELGEFPlusElektroschweissfittingsmühelosmöglich.
DerPEReiniger(z.BTangitPEReiniger),oderdamitbereits
werksseitigbefeuchtetePEReinigungstücherineiner
verschliessbarenKunststoffbox,müssenauseinem100%
schnellverdampfendenLösungsmittelbestehen.Nach
DVGWVP603oderNTA8828geprüfteMittelentsprechen
dieserVorgabe.DieVerwendungvonimHandelerhältli-
chenAlkohol-Wassergemischenkanndurchdasdarin
enthalteneWasserzueinerQualitätsminderungführenund
sinddahernichtzuverwenden.DasPapierzurReinigung
musssauber,unbenutzt,saugfähig,nichtfaserndundnicht
eingefärbtsein.MitTangitPE-ReinigergetränkteReini-
gungstücher sind zugelassen.
DieReinigungdarfnuraufdergeschältenSchweissfläche
erfolgen.AnsonstenbestehtdieGefahr,dassSchmutzauf
diebereitsgereinigteFlächeübertragenwird.BeiVerwen-
dungvonMarkierungsstiftenistunbedingtdaraufzu
achten,dasskeineFarbeindenBereichderSchweisszone
gelangt.AuchbeieventuellerforderlicherNachreinigung
darfdieFarbenichtindenBereichderSchweisszone
gewischtwerden.IndieSchweisszonegelangteFarbekann
durchwiederholtesReinigennichtvollständigentfernt
werden.DasRohrstückisterneutmechanischzubearbei-
tenoderauszuwechseln.
WährendderSchweissungmüssendieKontaktflächen
sauberundtrockensein.Esistsicherzustellen,dassdas
ReinigungsmittelvorderSchweissungkomplettund
rückstandslosverdunstetist.Diesgiltinsbesonderebei
kaltenTemperaturen,daderReinigerlangsameralsbei
warmenTemperaturenverdunstet.
a Heizwendelzones Kaltzoned ZulässigerRohrendeinfallf UnzulässigerRohrendeinfall

4 · 92 GF Piping Systems – Rohrleitungssysteme in der Versorgung – (11.18)
Verbindungstechnik
5.4.6 Fittingposition markierenSowohldieEinstecktiefebeiMuffenundFormstücken,als
auchdiePositionbeiSattelformteilenmussdurcheine
anzubringende Markierung kontrollierbar sein.
• Markieren immer erst nach dem Reinigen
• Abd110mindestens3MarkierungenamUmfanganbrin-
gen.
5.4.7 Spannungsfreie MontageBeiderInstallationdesFittingsistaufspannungsfreie
MontageallerKomponentenzuachten.Elektroschweissfit-
tingsdürfenwederverkantetnochmitGewaltaufdas
Rohrendegeschobenwerden.
GegebenenfallsgeeigneteRunddrück-/Spann-oder
Haltevorrichtungenverwenden(beispielsweisebeiRollen-
rohrenimHausanschlussbereich).Diespannungsfreie
MontagedurchdieHaltevorrichtungistdannbiszum
Abkühlzeitendeaufrechtzuerhalten.
5.4.8 Luftstrom vermeiden & Sichtkontrolle
VordemStartendesSchweissprozessessinddieRohreeinervisuellenKontrolle,insbeson-
dereauchdesInnenraums,zuunterziehen.ZudiesemZeitpunktkönnenmöglicherweise
vorhandeneFremdkörperwiez.B.loseSteineoderandereFremdstoffenochgutentfernt
werden.
DieRohrendensindanschliessendmitgeeignetenMassnahmenwiez.B.Endkappenzu
verschliessen.DadurchkönnenstörendeLuftströme(„Kamineffekt“)verhindertwerden.Dies
giltsowohlfürElektro-alsauchfürStumpfschweissungen.Beisenkrechteingebauten
LeitungenistdieserEffektbesondersstark.
5.4.9 Schweissung & KontrolleSchweissgeräteverwenden,welchemitELGEFPlusFittings
kompatibel sind
• SchweisskabelgewichtsentlastendamFittinganschlies-
sen
• SchweissbarcodemitScanneroderBarcode-Lesestift
einlesen
• Schweissvorgangstarten
• AufbesondereVorkommnisseachten
• Schweissanzeigekontrollieren
• SchweissgerätaufFehlermeldungenprüfen,eventuell
Schweissprotokollerstellen
ZurallgemeinenSicherheitsolltedieSchweissungbiszur
vollendetenAbkühlzeitbeaufsichtigtwerdenundmindes-
tens1mAbstandzurSchweissunggehaltenwerden.
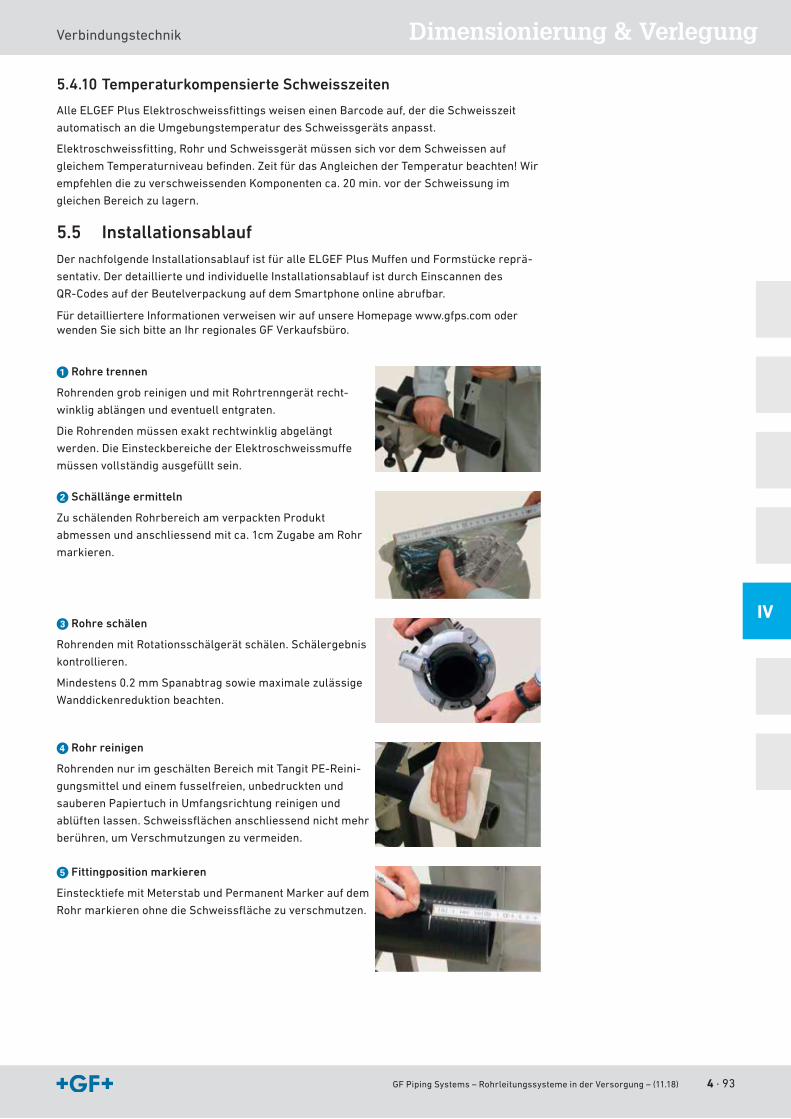
GF Piping Systems – Rohrleitungssysteme in der Versorgung – (11.18) 4 · 93
Dimensionierung & VerlegungVerbindungstechnik
IV
5.4.10 Temperaturkompensierte Schweisszeiten
AlleELGEFPlusElektroschweissfittingsweiseneinenBarcodeauf,derdieSchweisszeit
automatischandieUmgebungstemperaturdesSchweissgerätsanpasst.
Elektroschweissfitting,RohrundSchweissgerätmüssensichvordemSchweissenauf
gleichemTemperaturniveaubefinden.ZeitfürdasAngleichenderTemperaturbeachten!Wir
empfehlendiezuverschweissendenKomponentenca.20min.vorderSchweissungim
gleichenBereichzulagern.
5.5 InstallationsablaufDernachfolgendeInstallationsablaufistfüralleELGEFPlusMuffenundFormstückereprä-
sentativ.DerdetaillierteundindividuelleInstallationsablaufistdurchEinscannendes
QR-CodesaufderBeutelverpackungaufdemSmartphoneonlineabrufbar.
FürdetailliertereInformationenverweisenwiraufunsereHomepagewww.gfps.comoderwendenSiesichbitteanIhrregionalesGF Verkaufsbüro.
a Rohre trennen
RohrendengrobreinigenundmitRohrtrenngerätrecht-
winkligablängenundeventuellentgraten.
DieRohrendenmüssenexaktrechtwinkligabgelängt
werden.DieEinsteckbereichederElektroschweissmuffe
müssenvollständigausgefülltsein.
s Schällänge ermitteln
ZuschälendenRohrbereichamverpacktenProdukt
abmessen und anschliessend mit ca. 1cm Zugabe am Rohr
markieren.
d Rohre schälen
RohrendenmitRotationsschälgerätschälen.Schälergebnis
kontrollieren.
Mindestens0.2mmSpanabtragsowiemaximalezulässige
Wanddickenreduktionbeachten.
f Rohr reinigen
RohrendennurimgeschältenBereichmitTangitPE-Reini-
gungsmittelundeinemfusselfreien,unbedrucktenund
sauberenPapiertuchinUmfangsrichtungreinigenund
ablüftenlassen.Schweissflächenanschliessendnichtmehr
berühren,umVerschmutzungenzuvermeiden.
g Fittingposition markieren
EinstecktiefemitMeterstabundPermanentMarkeraufdem
RohrmarkierenohnedieSchweissflächezuverschmutzen.

4 · 94 GF Piping Systems – Rohrleitungssysteme in der Versorgung – (11.18)
Verbindungstechnik
h Fitting montieren
UnmittelbarvorderMontagedenELGEFPlusFitting-ohne
dieSchweissflächenzuberühren-ausderVerpackung
nehmenundaufdasRohrschieben.DieEinstecktie-
fen-MarkierungenaufdemRohrdienenzurKontrollevon
PositionundLageveränderung.BeiMontagespannungen
Haltevorrichtungverwenden.
h a.)
BeivertikalenInstallationenodereinerUmgebung,inder
einLuftzugimRohrentstehenkannmüssendieRohrenden
verschlossenwerden.
h b.)
BeivertikalenInstallationenoderinPositionen,indenen
keineHaltevorrichtungenverwendetwerdenkönnen
müssengeeigneteMassnahmengetroffenwerden,um
Montagespannungen zu eliminieren.
h c.)
BeivertikalenInstallationenoderinPositionen,indenen
keineHaltevorrichtungenverwendetwerdenkönnen
müssengeeigneteMassnahmengetroffenwerden,umdie
RohreundFormteileinPositionzuhaltenundjegliche
BewegungenderKomponentenzuverhindern.
j Schweissen
SchweissunggemässBedienungsanleitungdesElektro-
schweissgerätsdurchführen,denSchweissprozess
kontrollierenundüberwachen.
k Kontrolle
WährendundnachderSchweissungsinddieSchweissan-
zeigen*andenELGEFPlusFittingszukontrollieren.Nach
demSchweissenMeldungenamDisplaydesSchweissge-
rätsüberprüfen.
l Abkühlzeit
AuchwährendderAbkühlzeitaufSpannungsfreiheit
achten,daherVerbindungbiszumAblaufdermin.Abkühl-
zeitgemässBarcode-Etikett(CT)nichtbewegen.
* DasAustretenderSchweissanzeigenistdievisuelleBestätigung,dasseinSchweissdruckaufge-bautwurde.SielassenkeineRückschlüsseaufdieQualitätderVerbindungzu.DieHöhederSchweissan-zeigen kann hierbei variieren.
GF Piping Systems – Rohrleitungssysteme in der Versorgung – (11.18) 4 · 95
Dimensionierung & VerlegungVerbindungstechnik
IV
5.6 Abkühlzeiten ELGEF Plus Muffen & FormstückeUnsereMSAElektroschweissgerätezeigennachdemSchweissprozessdieAbkühlzeitzum
EntfernenderHaltevorrichtungdirektaufdemDisplayan.BeiVerwendungandererElektro-
schweissgeräteistdieAbkühlzeitzumEntfernenderHaltevorrichtungaufdemBarcode-Eti-
kettals„CT“angegeben.NachdieserAbkühlzeitkanndieSchweissverbindungbewegt
werden.
FürdieBelastbarkeitzurDichtheitsprüfunggeltendieverlängertenAbkühlzeitenentspre-
chendnachfolgenderTabelle.
T4.12 Abkühlzeiten für ELGEF Plus Muffen und Formstücke
dn
(mm)Entfernen Haltevor-richtung(min.)
Dichtheitsprüfung*
STP ≤ 6 bar(min.)
STP ≤ 18 bar(min.)
20-63 6 10 3075-110 10 20 60
125-160 20 30 75180-225 20 45 90250-315 30 60 150355-400 60 120 180450-630 60 150 210710-800 90 150 240900-1200 60 150 240
DieAbkühlzeitgibtanwielangeesdauert,bisdieSchweissverbindungaufeineentspre-
chendeReferenztemperaturabgekühltist.DieHöhederReferenztemperaturisteinMassfür
dieStabilitätderVerbindungundsomitwelchenBelastungen/SpannungendieVerbindung
ausgesetztwerdenkann.GeorgFischerverwendetfürdasEntfernenderHaltevorrichtung
eineRef.-Temp.von110°C,fürdieInnendruckbelastungbis6bareineRef.-Temp.von80°C
undfürdieInnendruckbelastungbis18bareineRef.-Temp.von20°C(Umgebungstempera-
tur).
5.7 Abkühlzeiten für ELGEF Plus Schellen & DAVsUnsereMSAElektroschweissgerätezeigennachdemSchweissprozessdieAbkühlzeitdirekt
aufdemDisplayan,nachderdieSchweissverbindungmechanischbelastetwerdenkann.Bei
VerwendungandererElektroschweissgeräteistdieseAbkühlzeitaufdemBarcode-Etikettals
„CT“angegeben.NachdieserAbkühlzeitkanndieSchweissverbindungbewegtwerden.Für
dieBelastbarkeitzurDichtheitsprüfunggeltendieverlängertenAbkühlzeitenentsprechend
nachfolgenderTabelle.
T4.13 Minimale Abkühlzeit für ELGEF Plus Schellen und Druckanbohrventile (DAVs)
dn
(mm)Mechanisch Belasten, Anboh-ren Drucklos(min.)
Dichtheitsprüfung / Anbohren unter Betriebsdruck
STP ≤ 6 bar(min.)
STP ≤ 18 bar(min.)
40,50Monoblock 10 20 3063-160Monoblock 20 30 90
63-400Duoblock 20,30* 30 90110-630Anschlusssattel 30 45 90AnschlusssattelTopload315-1000xAbgang160/225
45 90 180
AnschlusssattelTopload500-2000xAbgang315/500
60 120 240
* BeinhaltetdieAbkühlzeitzumEntfernenderHalte-vorrichtung;STP=System-prüfdruck.
* Mit angespritztem Unterteilfürdn110 und dn160
STP Systemprüfdruck
4 · 96 GF Piping Systems – Rohrleitungssysteme in der Versorgung – (11.18)
Verbindungstechnik
DieAbkühlzeitgibtanwielangeesdauert,bisdieSchweissverbindungaufeineentspre-
chendeReferenztemperaturabgekühltist.DieHöhederReferenztemperaturisteinMassfür
dieStabilitätderVerbindungundsomitwelchenBelastungen/SpannungendieVerbindung
ausgesetztwerdenkann.GeorgFischerverwendetfürdasEntfernenderHaltevorrichtung
eineRef.-Temp.von110°C,fürdieInnendruckbelastungbis6bareineRef.-Temp.von80°C
undfürdieInnendruckbelastungbis18bareineRef.-Temp.von20°C(Umgebungstempera-
tur).
5.8 Mechanische Verbindungen
Übersicht
AusdenvielfältigenLösungen,dieGF PipingSystemszumThemamechanische(lösbare)
Verbindungenanbietet,wirdimFolgendenaufdieimRohrleitungsbauüblichenVerfahren
nähereingegangen:
Abbildung Verbindungsart Dichtung Verbindung von
ÜbergangsadaptermitGewinde
PTFETape Kunststoff/Metall
Flanschverbindung O-Ring KunststoffoderMetallProfildichtung
MULTI/JOINT®Mehrbe-reichskupplung
Spezialdichtung GeeignetfüralleRohrmaterialien
iJOINTKlemmverbinder Lippendichtung Kunststoff
PRIMOFITKlemmver-binder
Profildichtung KunststoffoderMetall
UNIKupplungKlemmverbinder
Spezialdichtung KunststoffoderMetall
T4.14 Übersicht mechanische Verbindungen

GF Piping Systems – Rohrleitungssysteme in der Versorgung – (11.18) 4 · 97
Dimensionierung & VerlegungVerbindungstechnik
IV
5.9 Übergangsadapter mit GewindeDieÜbergangsadaptersindsystemkonformundnurkompatibelzuELGEFPlusMuffenund
Formteilen.
Gewindearten
DiefolgendenGewindetypensindanzutreffen:
Bezeichnung des Gewindes
Norm Beschreibung Anwendung
Rp ISO7-1,EN10226-1
ParallelesInnengewindefürimGewindedichtendeVerbindungen
Übergangs-undGewindefit-tings,Tempergussfittings
R ISO7-1,EN10226-1
KonischesAussenge-windefürimGewindedichtende Verbindungen
Übergangs-undGewindefit-tings,Stahlrohre
5.10 FlanschverbindungenEssindFlanschemitausreichenderthermischerundmechanischerStabilitätzuverwenden.
DieseAnforderungenerfüllendieverschiedenenFlanschtypenvonGF PipingSystems.Die
DichtungsabmessungenmüssenmitdemAussen-undInnendurchmesserdesVorschweiss-
bundsbzw.derBundbuchseübereinstimmen.BeiUnterschiedenvonmehrals10mm
zwischendenInnendurchmessernvonDichtungundBundkanneszuStörungenander
Flanschverbindung kommen.
a Rohrs Schraubed Unterlegscheibef Flanschg Bundbuchse/
Vorschweissbundh Flanschdichtungj Mutter
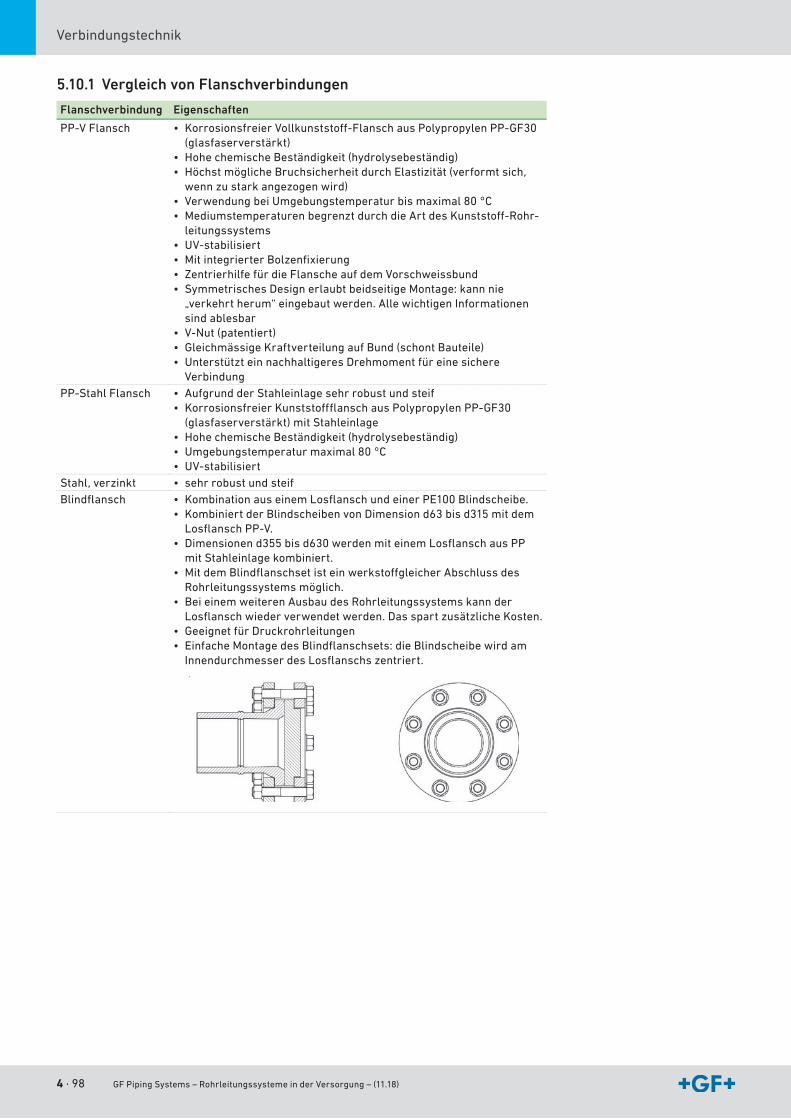
4 · 98 GF Piping Systems – Rohrleitungssysteme in der Versorgung – (11.18)
Verbindungstechnik
5.10.1 Vergleich von Flanschverbindungen
Flanschverbindung Eigenschaften
PP-VFlansch • KorrosionsfreierVollkunststoff-FlanschausPolypropylenPP-GF30(glasfaserverstärkt)
• HohechemischeBeständigkeit(hydrolysebeständig)• HöchstmöglicheBruchsicherheitdurchElastizität(verformtsich,
wennzustarkangezogenwird)• VerwendungbeiUmgebungstemperaturbismaximal80°C• MediumstemperaturenbegrenztdurchdieArtdesKunststoff-Rohr-
leitungssystems • UV-stabilisiert• MitintegrierterBolzenfixierung• ZentrierhilfefürdieFlanscheaufdemVorschweissbund• SymmetrischesDesignerlaubtbeidseitigeMontage:kannnie
„verkehrtherum“eingebautwerden.AllewichtigenInformationensind ablesbar
• V-Nut(patentiert)• GleichmässigeKraftverteilungaufBund(schontBauteile)• UnterstützteinnachhaltigeresDrehmomentfüreinesichere
VerbindungPP-StahlFlansch • AufgrundderStahleinlagesehrrobustundsteif
• KorrosionsfreierKunststoffflanschausPolypropylenPP-GF30(glasfaserverstärkt)mitStahleinlage
• HohechemischeBeständigkeit(hydrolysebeständig)• Umgebungstemperaturmaximal80°C• UV-stabilisiert
Stahl,verzinkt • sehrrobustundsteifBlindflansch • KombinationauseinemLosflanschundeinerPE100Blindscheibe.
• KombiniertderBlindscheibenvonDimensiond63bisd315mitdemLosflanschPP-V.
• Dimensionend355bisd630werdenmiteinemLosflanschausPPmit Stahleinlage kombiniert.
• MitdemBlindflanschsetisteinwerkstoffgleicherAbschlussdesRohrleitungssystemsmöglich.
• BeieinemweiterenAusbaudesRohrleitungssystemskannderLosflanschwiederverwendetwerden.DasspartzusätzlicheKosten.
• GeeignetfürDruckrohrleitungen• EinfacheMontagedesBlindflanschsets:dieBlindscheibewirdam
InnendurchmesserdesLosflanschszentriert.
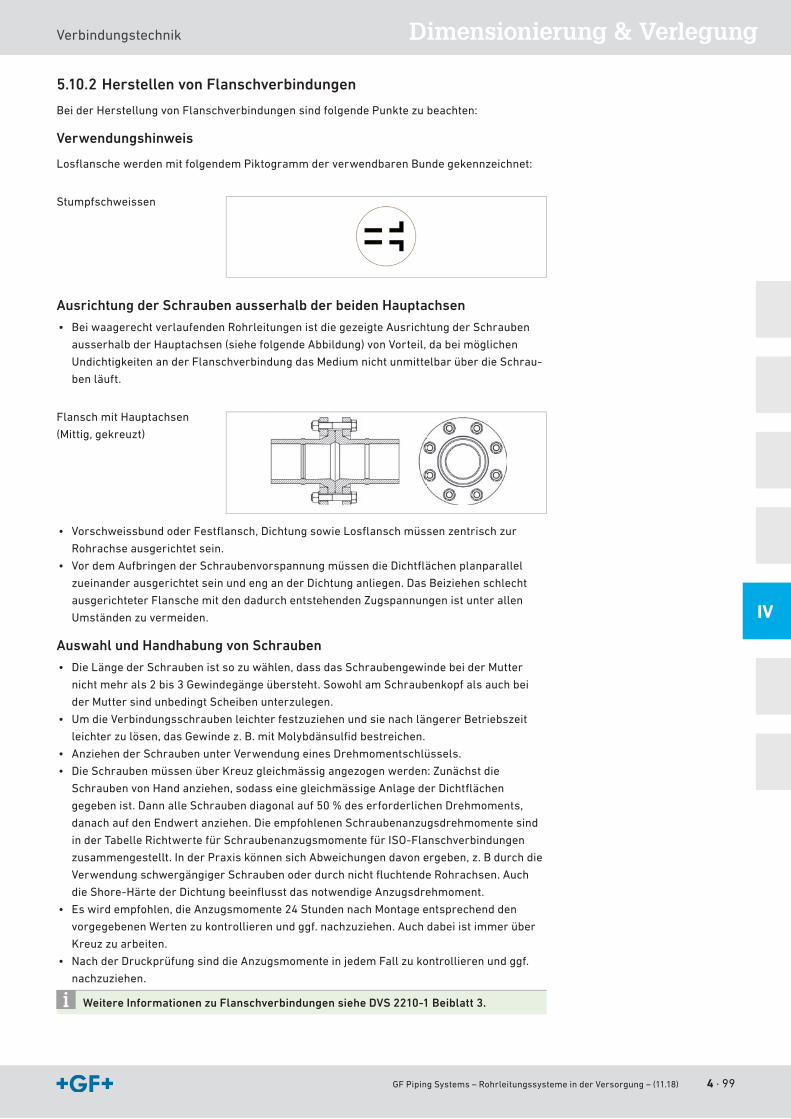
GF Piping Systems – Rohrleitungssysteme in der Versorgung – (11.18) 4 · 99
Dimensionierung & VerlegungVerbindungstechnik
IV
5.10.2 Herstellen von Flanschverbindungen
BeiderHerstellungvonFlanschverbindungensindfolgendePunktezubeachten:
Verwendungshinweis
LosflanschewerdenmitfolgendemPiktogrammderverwendbarenBundegekennzeichnet:
Stumpfschweissen
Ausrichtung der Schrauben ausserhalb der beiden Hauptachsen
• BeiwaagerechtverlaufendenRohrleitungenistdiegezeigteAusrichtungderSchrauben
ausserhalbderHauptachsen(siehefolgendeAbbildung)vonVorteil,dabeimöglichen
UndichtigkeitenanderFlanschverbindungdasMediumnichtunmittelbarüberdieSchrau-
benläuft.
FlanschmitHauptachsen
(Mittig,gekreuzt)
• VorschweissbundoderFestflansch,DichtungsowieLosflanschmüssenzentrischzur
Rohrachse ausgerichtet sein.
• VordemAufbringenderSchraubenvorspannungmüssendieDichtflächenplanparallel
zueinanderausgerichtetseinundenganderDichtunganliegen.DasBeiziehenschlecht
ausgerichteter Flansche mit den dadurch entstehenden Zugspannungen ist unter allen
Umständenzuvermeiden.
Auswahl und Handhabung von Schrauben
• DieLängederSchraubenistsozuwählen,dassdasSchraubengewindebeiderMutter
nichtmehrals2bis3Gewindegängeübersteht.SowohlamSchraubenkopfalsauchbei
der Mutter sind unbedingt Scheiben unterzulegen.
• UmdieVerbindungsschraubenleichterfestzuziehenundsienachlängererBetriebszeit
leichterzulösen,dasGewindez.B.mitMolybdänsulfidbestreichen.
• AnziehenderSchraubenunterVerwendungeinesDrehmomentschlüssels.
• DieSchraubenmüssenüberKreuzgleichmässigangezogenwerden:Zunächstdie
SchraubenvonHandanziehen,sodasseinegleichmässigeAnlagederDichtflächen
gegebenist.DannalleSchraubendiagonalauf50%deserforderlichenDrehmoments,
danachaufdenEndwertanziehen.DieempfohlenenSchraubenanzugsdrehmomentesind
inderTabelleRichtwertefürSchraubenanzugsmomentefürISO-Flanschverbindungen
zusammengestellt.InderPraxiskönnensichAbweichungendavonergeben,z.Bdurchdie
VerwendungschwergängigerSchraubenoderdurchnichtfluchtendeRohrachsen.Auch
dieShore-HärtederDichtungbeeinflusstdasnotwendigeAnzugsdrehmoment.
• Eswirdempfohlen,dieAnzugsmomente24StundennachMontageentsprechendden
vorgegebenenWertenzukontrollierenundggf.nachzuziehen.Auchdabeiistimmerüber
Kreuz zu arbeiten.
• NachderDruckprüfungsinddieAnzugsmomenteinjedemFallzukontrollierenundggf.
nachzuziehen.
Weitere Informationen zu Flanschverbindungen siehe DVS 2210-1 Beiblatt 3.

4 · 100 GF Piping Systems – Rohrleitungssysteme in der Versorgung – (11.18)
Verbindungstechnik
Anziehen der Schrauben unter Verwendung eines Drehmomentschlüssels
InderPraxiskönnensichdavonAbweichungenergeben.Bedingtkönnendieseseindurchdie
VerwendungschwergängigerSchraubenoderdurchnichtfluchtendeRohrachsen.Auchdie
Shore-HärtederDichtungbeeinflusstdienotwendigeAnzugskraft.
Im Bereich von Biegeschenkeln und Dehnungsbögen sollen keine Verschraubungen oder Flanschverbindungen eingesetzt werden, da es sonst durch die Biegebeanspru-chung zu Undichtigkeiten kommen kann.
5.10.3 Richtwerte für Schraubenanzugsmomente für metrische (ISO) Flanschverbindungen hergestellt mit PP- V, PP-Stahl und Stahl-Flanschen
DieangegebenenAnzugsdrehmomentewerdenvonGF PipingSystemsempfohlen.Bereits
mitdiesenAnzugsmomentenisteineausreichendeDichtheitderFlanschverbindunggewähr-
leistet.SieweichenvondenAngabeninderDVS2210-1Beiblatt3ab,welchealsobere
Grenzwertezuverstehensind.DieeinzelnenKomponentenderFlanschverbindung(Vor-
schweissbunde&Flansche)vonGF PipingSystemssindfürdieseoberenGrenzwerte
dimensioniert.
Rohraussen-durchmesser dn (mm)
Nenndurchmes-ser DN (mm)
Schraubenan-zugsdrehmo-ment MD (Nm)
Flachringmaximaler Druck 10 bar / 40 °C
Profildichtungmaximaler Druck 16 bar
O-Ring maximaler Druck 16 bar
d16 DN10 10 10 10
d20 DN15 10 10 10d25 DN20 10 10 10d32 DN25 15 10 10d40 DN32 20 15 15d50 DN40 25 15 15d63 DN50 35 20 20d75 DN65 50 25 25d90 DN80 30 15 15d110,125 DN100 35 20 20d140 DN125 45 25 25d160,180 DN150 60 35 30d200,225 DN200 701) 45 35d250,280 DN250 651) 35 30d315 DN300 901) 50 40d355 DN350 901) 50 -d400 DN400 1001) 60 -d450,500 DN450,DN500 1901) 70 -d560,630 DN600 2201) 90 -
Zu beachten sind die speziellen Anzugsmomente für Absperrklappen DN250 und
DN300. Siehe dazu „Planungsgrundlagen Industrie Absperrklappen, handbetätigt“.
1) MaximalerBetriebsdruck6 bar
RichtwertefürSchraubenan-zugsmomentefürISO-Flansch-verbindungen

GF Piping Systems – Rohrleitungssysteme in der Versorgung – (11.18) 4 · 101
Dimensionierung & VerlegungVerbindungstechnik
IV
5.10.4 Richtwerte für Schraubenanzugsmomente für ANSI-Flanschverbindungen hergestellt mit PP-V, PP-Stahl und Stahl-Flanschen
Nenndurchmesser(inch)
Nenndurchmesser(mm)
Schraubenanzugsmoment (lb-ft)
Flachring maximaler Druck 10 bar / 40 °C
Profi ldichtung maximaler Druck 16 bar
½” DN15 15 10
¾” DN20 15 101” DN25 15 101¼” DN32 15 101½” DN40 15 102” DN50 30 202½” DN65 30 203” DN80 40 304” DN100 30 206” DN150 50 338” DN200 50 3310” DN250 601) 4012” DN300 751) 53
5.10.5 Schraubenlängen
InderPraxisistesoftmalsschwierig,dierichtigeSchraubenlängefürFlanschverbindungen
festzulegen.SieleitetsichausdenfolgendenParameternab:
• DickederUnterlegscheiben(2x)
• HöhederMutter(1x)
• DickederDichtung(1x)
• Flanschdicke (2x)
• Bunddicke(Bundbuchsebzw.Vorschweissbund)(2x)
• EinbaulängedesVentils,fallsvorhanden(1x)
DienachfolgendenTabellensolleneineHilfezuErmittlungdernotwendigenSchraubenlänge
geben.AufgrunddervielfältigenKombinationsmöglichkeitenkönnennurdieDickender
einzelnenKomponentenangegebenwerden,diedannaddiertwerdenkönnen,umdie
Schraubenlängezubestimmen.
Gemäss der DVS 2210-1 soll die Schraubenlänge bei Flanschverbindungen so bemessen sein, dass 2 bis 3 Gewindegänge über die Mutter überstehen.
Online-Tool „Schraubenlängen und Anzugsmomente“ auf www.gfps.com/tools
1) MaximalerBetriebsdruck6 bar

4 · 102 GF Piping Systems – Rohrleitungssysteme in der Versorgung – (11.18)
Verbindungstechnik
Unterlagscheibe(mm)
Dicke(mm)
DN10–DN25 3
DN32–DN600 4
Muttern(mm)
Steigung(mm)
Mutterhöhe (Dicke)(mm)
DN10–DN25 M12 SW19(18) 1.7 10.4 DN32–DN125 M16 SW24 2.0 14.1
DN150–DN350 M20 SW30 2.5 20.2 DN400–DN500 M24 SW36 3.0 20.2 DN600 M27 SW41 3.0 23.8
Flachdichtung(mm)
Dicke(mm)
DN10–DN80 ca. 2
DN100–DN600 ca.3
Profildichtung(mm)
Dicke(mm)
DN10–DN40 ca.3
DN50–DN80 ca. 4DN100–DN125 ca. 5DN150–DN300 ca. 6DN350–DN600 ca. 7
Flansch PP-V PP-Stahl Stahl (Lochkreis PN16)
Stahl (Lochkreis PN10)
DN10 – – – –DN15 16 12 – –
DN20 17 12 – –DN25 18 16 – 12DN32 20 20 – 14DN40 22 20 – 14DN50 24 20 – 16DN65 26 20 – 16DN80 27 20 – 18DN100 28 20 – 18DN125 30 24 – 25DN150 32 24 – 20DN200 34 27 24 20DN250 38 30 30 22DN300 42 34 34 26DN350 46 40 35 28DN400 50 40 38 32DN450 – – – 36DN500 – 54 46 38DN600 – 64 42

GF Piping Systems – Rohrleitungssysteme in der Versorgung – (11.18) 4 · 103
Dimensionierung & VerlegungVerbindungstechnik
IV
Metrische Vorschweissbunde für Stumpfschweissverbin-dungen
Bunddicke (mm)
PE SDR11 PE SDR17/17.6
d16/DN10 – –d20/DN15 7 –
d25/DN20 9 –d32/DN25 10 –d40/DN32 11 –d50/DN40 12 12 d63/DN50 14 14 d75/DN65 16 16 d90/DN80 17 17 d110/DN100 18 18 d125/DN100 25 25 d140/DN125 25 25 d160/DN150 25 25 d180/DN150 30 30d200/DN200 32 32d225/DN200 32 32d250/DN250 35 25 d280/DN250 35 25 d315/DN300 35 35d355/DN350 40 30d400/DN400 46 33d450/DN500 60 60 d500/DN500 60 60 d560/DN600 60 60 d630/DN600 60 60
Ventile, in Flanschverbin-dung eingebaut
Einbaulänge(mm)
Absperrklappe Typ567/578
AbsperrklappeTyp038/039
DN32 – –DN40 – –
DN50 45 43DN65 46 46 DN80 49 46 DN100 56 52 DN125 64 56 DN150 72 56 DN200 73 60 DN250 113 68 DN300 113 78 DN350 129 78DN400 169 102DN450 179 113DN500 190 126DN600 209 146
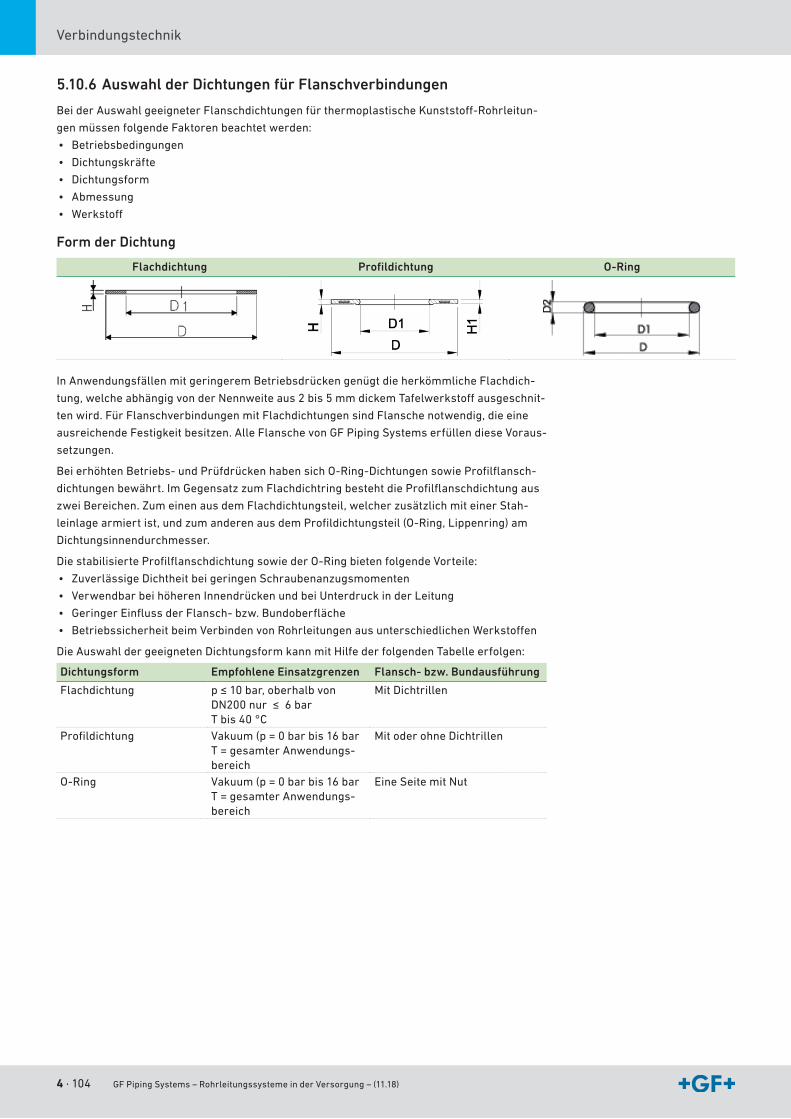
4 · 104 GF Piping Systems – Rohrleitungssysteme in der Versorgung – (11.18)
Verbindungstechnik
5.10.6 Auswahl der Dichtungen für Flanschverbindungen
BeiderAuswahlgeeigneterFlanschdichtungenfürthermoplastischeKunststoff-Rohrleitun-
genmüssenfolgendeFaktorenbeachtetwerden:
• Betriebsbedingungen
• Dichtungskräfte
• Dichtungsform
• Abmessung
• Werkstoff
Form der Dichtung
Flachdichtung Profi ldichtung O-Ring
InAnwendungsfällenmitgeringeremBetriebsdrückengenügtdieherkömmlicheFlachdich-
tung,welcheabhängigvonderNennweiteaus2bis5mmdickemTafelwerkstoffausgeschnit-
tenwird.FürFlanschverbindungenmitFlachdichtungensindFlanschenotwendig,dieeine
ausreichendeFestigkeitbesitzen.AlleFlanschevonGF PipingSystemserfüllendieseVoraus-
setzungen.
BeierhöhtenBetriebs-undPrüfdrückenhabensichO-Ring-DichtungensowieProfilflansch-
dichtungenbewährt.ImGegensatzzumFlachdichtringbestehtdieProfilflanschdichtungaus
zweiBereichen.ZumeinenausdemFlachdichtungsteil,welcherzusätzlichmiteinerStah-
leinlagearmiertist,undzumanderenausdemProfildichtungsteil(O-Ring,Lippenring)am
Dichtungsinnendurchmesser.
DiestabilisierteProfilflanschdichtungsowiederO-RingbietenfolgendeVorteile:
• ZuverlässigeDichtheitbeigeringenSchraubenanzugsmomenten
• VerwendbarbeihöherenInnendrückenundbeiUnterdruckinderLeitung
• GeringerEinflussderFlansch-bzw.Bundoberfläche
• BetriebssicherheitbeimVerbindenvonRohrleitungenausunterschiedlichenWerkstoffen
DieAuswahldergeeignetenDichtungsformkannmitHilfederfolgendenTabelleerfolgen:
Dichtungsform Empfohlene Einsatzgrenzen Flansch- bzw. Bundausführung
Flachdichtung p≤10bar,oberhalbvonDN200nur≤6barTbis40°C
MitDichtrillen
Profildichtung Vakuum (p = 0 bar bis 16 barT=gesamterAnwendungs-bereich
MitoderohneDichtrillen
O-Ring Vakuum (p = 0 bar bis 16 barT=gesamterAnwendungs-bereich
EineSeitemitNut
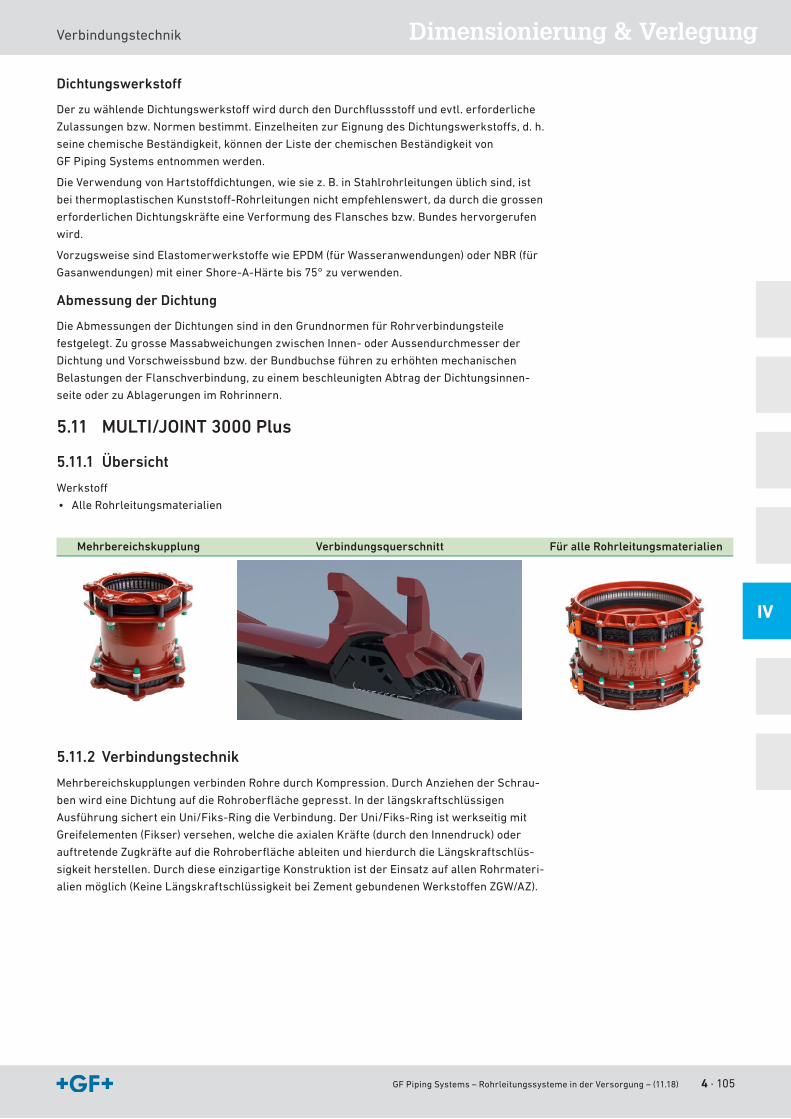
GF Piping Systems – Rohrleitungssysteme in der Versorgung – (11.18) 4 · 105
Dimensionierung & VerlegungVerbindungstechnik
IV
Dichtungswerkstoff
DerzuwählendeDichtungswerkstoffwirddurchdenDurchflussstoffundevtl.erforderliche
Zulassungenbzw.Normenbestimmt.EinzelheitenzurEignungdesDichtungswerkstoffs,d. h.
seinechemischeBeständigkeit,könnenderListederchemischenBeständigkeitvon
GF Piping Systemsentnommenwerden.
DieVerwendungvonHartstoffdichtungen,wiesiez.B.inStahlrohrleitungenüblichsind,ist
beithermoplastischenKunststoff-Rohrleitungennichtempfehlenswert,dadurchdiegrossen
erforderlichenDichtungskräfteeineVerformungdesFlanschesbzw.Bundeshervorgerufen
wird.
VorzugsweisesindElastomerwerkstoffewieEPDM(fürWasseranwendungen)oderNBR(für
Gasanwendungen)miteinerShore-A-Härtebis75°zuverwenden.
Abmessung der Dichtung
DieAbmessungenderDichtungensindindenGrundnormenfürRohrverbindungsteile
festgelegt.ZugrosseMassabweichungenzwischenInnen-oderAussendurchmesserder
DichtungundVorschweissbundbzw.derBundbuchseführenzuerhöhtenmechanischen
BelastungenderFlanschverbindung,zueinembeschleunigtenAbtragderDichtungsinnen-
seite oder zu Ablagerungen im Rohrinnern.
5.11 MULTI/JOINT 3000 Plus
5.11.1 Übersicht
Werkstoff
• Alle Rohrleitungsmaterialien
Mehrbereichskupplung Verbindungsquerschnitt Für alle Rohrleitungsmaterialien
5.11.2 Verbindungstechnik
MehrbereichskupplungenverbindenRohredurchKompression.DurchAnziehenderSchrau-
benwirdeineDichtungaufdieRohroberflächegepresst.Inderlängskraftschlüssigen
AusführungsicherteinUni/Fiks-RingdieVerbindung.DerUni/Fiks-Ringistwerkseitigmit
Greifelementen(Fikser)versehen,welchedieaxialenKräfte(durchdenInnendruck)oder
auftretendeZugkräfteaufdieRohroberflächeableitenundhierdurchdieLängskraftschlüs-
sigkeitherstellen.DurchdieseeinzigartigeKonstruktionistderEinsatzaufallenRohrmateri-
alienmöglich(KeineLängskraftschlüssigkeitbeiZementgebundenenWerkstoffenZGW/AZ).

4 · 106 GF Piping Systems – Rohrleitungssysteme in der Versorgung – (11.18)
Verbindungstechnik
DieMULTI/JOINT3000PlusKupplungenhabeneinenSpannbereich(Toleranzbereich)vonbis
zu43mmundverbindenRohremitRohraussendurchmessernvon46mmbis637mm(DN50-
600).DieseFlexibilitätermöglichtdieproblemloseVerbindungvonunterschiedlichen
Rohrmaterialien.
Vorteile und Eigenschaften
• LeichtzugänglicheSchraubenmitbeschichtetemGewinde–damitwirdein„Fressen“
(Kaltschweissen)derMutternvermieden.
• MaximaleAuswinkelungvon±8˚proMuffenseite.FüreineKupplungbedeutetdies
insgesamtmaximal16˚Auswinkelung(längskraftschlüssigundnichtlängskraftschlüssig).
• LängskraftschlüssigkeitbeioberirdischerunderdverlegterInstallation.
• E-StückemitseparatenFlanschbohrungenfürPN10oderPN16.(DN425-600Kombiflan-
sche)
• DietechnischeLebensdauerallerMULTI/JOINT®3000Plus-Produkteistauf50Jahre
ausgelegt.
• AufjederRohranschlussseitemitHygieneschutzverschlossen.DadurchsinddieKupplun-
gen,bishinzurBaustelle,optimalvoräusserenEinflüssenundBeschädigungengeschützt.
Weitere Informationen zur Anwendung der Mehrbereichskupplungen auf www.waga.nl

GF Piping Systems – Rohrleitungssysteme in der Versorgung – (11.18) 4 · 107
Dimensionierung & VerlegungVerbindungstechnik
IV
5.12 iJOINTKlemmverbinder Verbindungsquerschnitt Einfache Montage
5.12.1 Verbindungstechnik
DeriJOINTKlemmverbinderverbindetPERohredurchKompressionderDichtung.Durch
AnziehenderMutterwirdeineLippendichtungaufdieRohroberflächegepresst.EinGrip-Ring
sichertdieVerbindung.DerGrip-RingleitetdieaxialenKräfte(durchdenInnendruck)oder
auftretendeZugkräfteaufdieRohroberflächeabundstellthierdurchdieLängskraftschlüs-
sigkeit her.
Element Eigenschaften
GehäuseundDruckring UV-stabilisiertesPolypropylenschlagzähesCopolymermithoherLangzeit-AltersbeständigkeitentsprechendISO9080.
Überwurfmutter UV-stabilisiertesblauesPolypropylenSchlagzähesCopolymer
Klemmring Polyoxymethylen(POM)Dichtung NBRLippendichtungbisd63
NBRProfildichtungvomd75bisd110Verstärkungsring(fürInnengewinde)
EdelstahlAISI430
Gewinde Aussengewindekonisch/InnengewindezylindrischnachISO7
Vorteile und Eigenschaften
• FürWasseranwendungenbis16bar
• Temperaturbereich:-10°Cbis+45°C
• Schnellundeinfachzuinstallieren
• KeineBearbeitungderRohrendenerforderlich
• KeinSpezialwerkzeugerforderlich
• EinespezielleLippendichtungermöglichteineeinfacheMontageundgleichzeitigdie
bestmöglicheDichtfunktion,auchbeiovalenundleichtverkratzenRohren
• Wiederverwendbar
Weitere Informationen zur Anwendung des iJOINT auf www.gfps.com
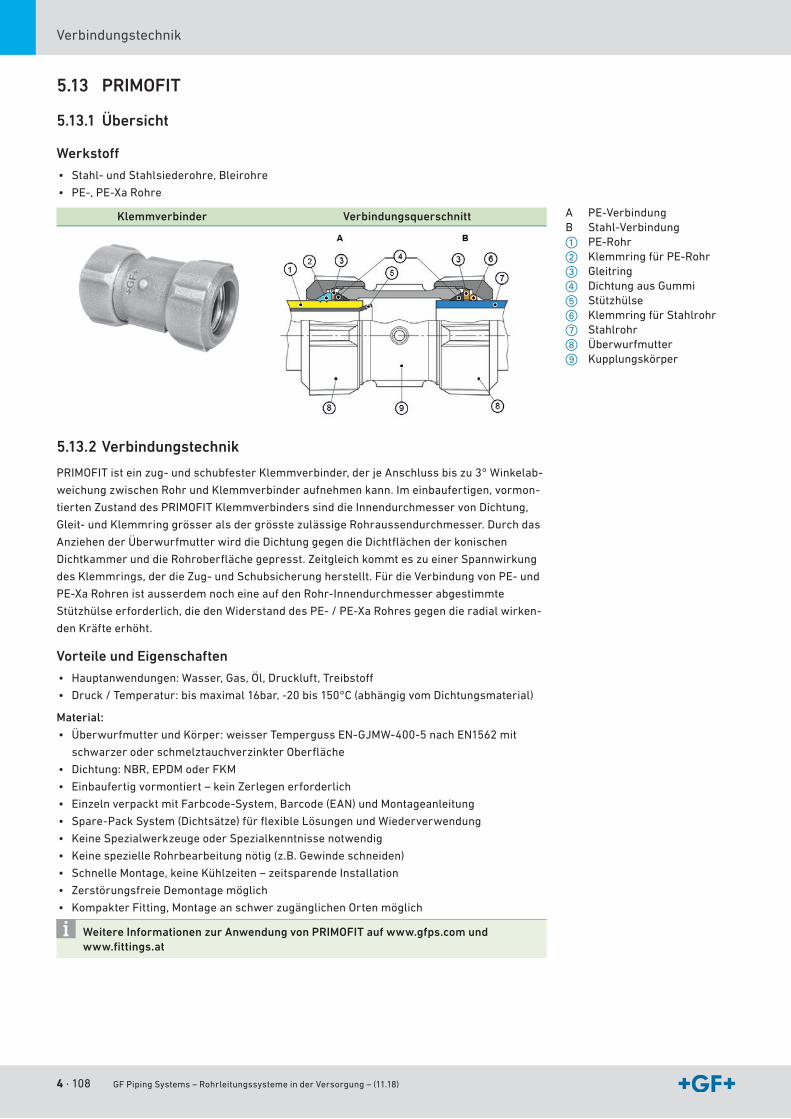
4 · 108 GF Piping Systems – Rohrleitungssysteme in der Versorgung – (11.18)
Verbindungstechnik
5.13 PRIMOFIT
5.13.1 Übersicht
Werkstoff
• Stahl-undStahlsiederohre,Bleirohre
• PE-,PE-XaRohre
Klemmverbinder Verbindungsquerschnitt
5.13.2 Verbindungstechnik
PRIMOFITisteinzug-undschubfesterKlemmverbinder,derjeAnschlussbiszu3°Winkelab-
weichungzwischenRohrundKlemmverbinderaufnehmenkann.Imeinbaufertigen,vormon-
tiertenZustanddesPRIMOFITKlemmverbinderssinddieInnendurchmesservonDichtung,
Gleit-undKlemmringgrösseralsdergrösstezulässigeRohraussendurchmesser.Durchdas
AnziehenderÜberwurfmutterwirddieDichtunggegendieDichtflächenderkonischen
DichtkammerunddieRohroberflächegepresst.ZeitgleichkommteszueinerSpannwirkung
desKlemmrings,derdieZug-undSchubsicherungherstellt.FürdieVerbindungvonPE-und
PE-XaRohrenistausserdemnocheineaufdenRohr-Innendurchmesserabgestimmte
Stützhülseerforderlich,diedenWiderstanddesPE-/PE-XaRohresgegendieradialwirken-
denKräfteerhöht.
Vorteile und Eigenschaften
• Hauptanwendungen:Wasser,Gas,Öl,Druckluft,Treibstoff
• Druck/Temperatur:bismaximal16bar,-20bis150°C(abhängigvomDichtungsmaterial)
Material:
• ÜberwurfmutterundKörper:weisserTempergussEN-GJMW-400-5nachEN1562mit
schwarzeroderschmelztauchverzinkterOberfläche
• Dichtung:NBR,EPDModerFKM
• Einbaufertigvormontiert–keinZerlegenerforderlich
• EinzelnverpacktmitFarbcode-System,Barcode(EAN)undMontageanleitung
• Spare-PackSystem(Dichtsätze)fürflexibleLösungenundWiederverwendung
• KeineSpezialwerkzeugeoderSpezialkenntnissenotwendig
• KeinespezielleRohrbearbeitungnötig(z.B.Gewindeschneiden)
• SchnelleMontage,keineKühlzeiten–zeitsparendeInstallation
• ZerstörungsfreieDemontagemöglich
• KompakterFitting,MontageanschwerzugänglichenOrtenmöglich
Weitere Informationen zur Anwendung von PRIMOFIT auf www.gfps.com und www.fi ttings.at
A PE-VerbindungB Stahl-Verbindunga PE-Rohrs KlemmringfürPE-Rohrd Gleitringf DichtungausGummig Stützhülseh KlemmringfürStahlrohrj Stahlrohrk Überwurfmutterl Kupplungskörper

GF Piping Systems – Rohrleitungssysteme in der Versorgung – (11.18) 4 · 109
Dimensionierung & VerlegungVerbindungstechnik
IV
5.14 UNI-Coupling
Werkstoff
• PE,PVC,PP,ABS,GFK
• Stahl,gummierterStahl,Stahlverzinkt,Druckguss,Kupfer1,Kupfer-Nickel,Aluminium2
UNI-Coupling Verbindungsquerschnitt
5.14.1 Verbindungstechnik
EdelstahlkupplungenverbindenRohredurchKompression.DurchAnziehenderSchrauben
wirdeineDichtungmitkeilförmigerStrukturaufdieRohroberflächegepresst.Inderzugfes-
tenAusführungsicherteinVerankerungsringdieVerbindung.DerVerankerungsringnimmt
dieaxialenKräfte(durchdenInnendruck)oderauftretendeZugkräfteaufundleitetdieseauf
dieRohroberflächeab.HierdurchwirddieLängskraftschlüssigkeithergestellt.Durchdiese
einzigartigeKonstruktionistderEinsatzaufverschiedenenRohrmaterialienmöglich.
Vorteile und Eigenschaften
DieseKupplungausEdelstahlbietetmehrereVorteilegegenüberähnlichenVerbindungsele-
menten.Dasliegtdaran,dassdieseKupplungzweispezielleKomponentenenthält,diesieso
einzigartigmachen.EinepatentierteDichtungverhindertLeckagenundeinspeziellgeformter
VerankerungsringsorgtfüreineverlässlicheunddauerhafteVerbindung.Durchdieunkom-
plizierteBauweiseistdieKupplungschnellzumontieren.DankdergrossenTypenvielfalt
lässtsiesichalsVerbindungsgliedzwischenRohrenausverschiedenenWerkstoffenundmit
unterschiedlichenAussendurchmesserneinsetzen.Besser,schnellerundsichereralsSiees
bisherkennen.UNI-CouplingbietetIhneneineeinfachzuinstallierendeLösung,dieZeitund
Geld spart.
• DurchgehendWerkstoffW51.4571
• PatentierterDichtungmitKompensationsprinzip
• KeineBandeinlagenotwendig(AusnahmenurbeiVakuum>0,5barUnterdruck)
• VerankerungsringfürhöchsteZugfestigkeit
• ÜberbrückungvongrösserenRohrdimensionendurchgrösserenSpannbereich
• Auswinkelungbis5%möglich
• DurchgehendeSchweissnahtamGehäuse(keineKorrosion)
• Biszu35mmRohrendenabstandmöglich
• Auswinkelungbis5°
• 3mmToleranzbeiderVerbindungmitunter-schiedlichenRohraussendurchmesser
Weitere Informationen zur Anwendung der UNI-Coupling auf www.gfps.com
1 WeichgeglühteKupferrohrenur in Verbindung mit Stützringen
2 abhängigvonRohrwand-stärke

4 · 110 GF Piping Systems – Rohrleitungssysteme in der Versorgung – (11.18)
Verbindungstechnik

GF Piping Systems – Rohrleitungssysteme in der Versorgung – (11.18) 5 · 111
ELGEF Plus System
Inhalt
1 ELGEF Plus – Das Elektroschweisssystem .......................................................................... 1121.1 Qualität . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 112
1.2 Einsatzbereich . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 113
1.3 Kennzeichnung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 114
1.4 CAD-Bibliothek . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 117
2 MuffenundFormstücke ........................................................................................................ 1182.1 SystemvorteileELGEFPlusMuffen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 118
2.2 Systemvorteile ELGEF Plus Formstück . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 119
2.3 Systemvorteile ELGEF Plus Übergangsadapter . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 120
3 SchellenundDruckanbohrventile(DAVs) ............................................................................1213.1 Systemvorteile ELGEF Plus Schellen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 121
3.2 Systemvorteile Werkzeuge Anbohrschellen. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 122
3.3 Sperrblasen-Adapter . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 123
3.4 Stutzen mit Bohrer . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 123
3.5 Gasströmungswächter . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 123
4 Stutzenfittings ........................................................................................................................1244.1 SystemvorteileELGEFPlusStutzenfittings . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 124
5 Installationshinweise-Fehlervermeidung ..........................................................................125
6 Elektroschweissgeräte ..........................................................................................................1276.1 Übersicht Elektroschweissgeräte . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 127
6.2 Anforderungen an Generatoren . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 128
7 WerkzeugeundHilfsmittelzumElektroschweissen ..........................................................129
V

5 · 112 GF Piping Systems – Rohrleitungssysteme in der Versorgung – (11.18)
ELGEF Plus – Das Elektroschweisssystem
1 ELGEF Plus – Das Elektroschweisssystem
ELGEF bedeutet ELektroschweissen GEorg
Fischer und ist seit über 30 Jahren die Marke für
das Elektroschweisssystem von GF. Das System
umfasstElektroschweissfittingsund-sättel
sowiePEKugelhähneundStutzenfittings.
1.1 QualitätELGEF Plus Produkte unterliegen einer strikten Qualitätskontrolle, die im internen Qualitäts-
plan festgeschrieben sind. Diese Qualität wird durch interne und externe Audits kontrolliert
und bestätigt.
Der Qualitätsplan legt die Handlungsweise, Mittel und die chronologischen Abläufe fest, um
dievorgegebenenQualitätszielefürdieELGEFPlusProduktezuverifizierenundzudoku-
mentieren. Als Vorgabe dienen die ISO10005 und die in Kapitel 4 gelisteten Zulassungen und
Normen.
Zusammenhang und chronologischer Ablauf der Prüfungen TT/AT/BRT/PVT
TT Typprüfung (Type Test); durchzuführende Prüfung um den Nachweis zu erbringen, dassderWerkstoffbzw.dieTeile,dieindenrelevantenNormenaufgeführtenAnforderungen erfüllen.
AT Überwachungsprüfung(AuditTest);vonoderimNameneinerZertifizierungsstelledurchzuführende Prüfungen.
BRT Freigabeprüfung einer Charge (Batch Release Test)PVT PrüfungzurProzessüberwachung(ProcessVerificationTest);GeplanteStichproben-
prüfungvonTeilenundWerkstoffenzurKontrollederProzesskontinuität.
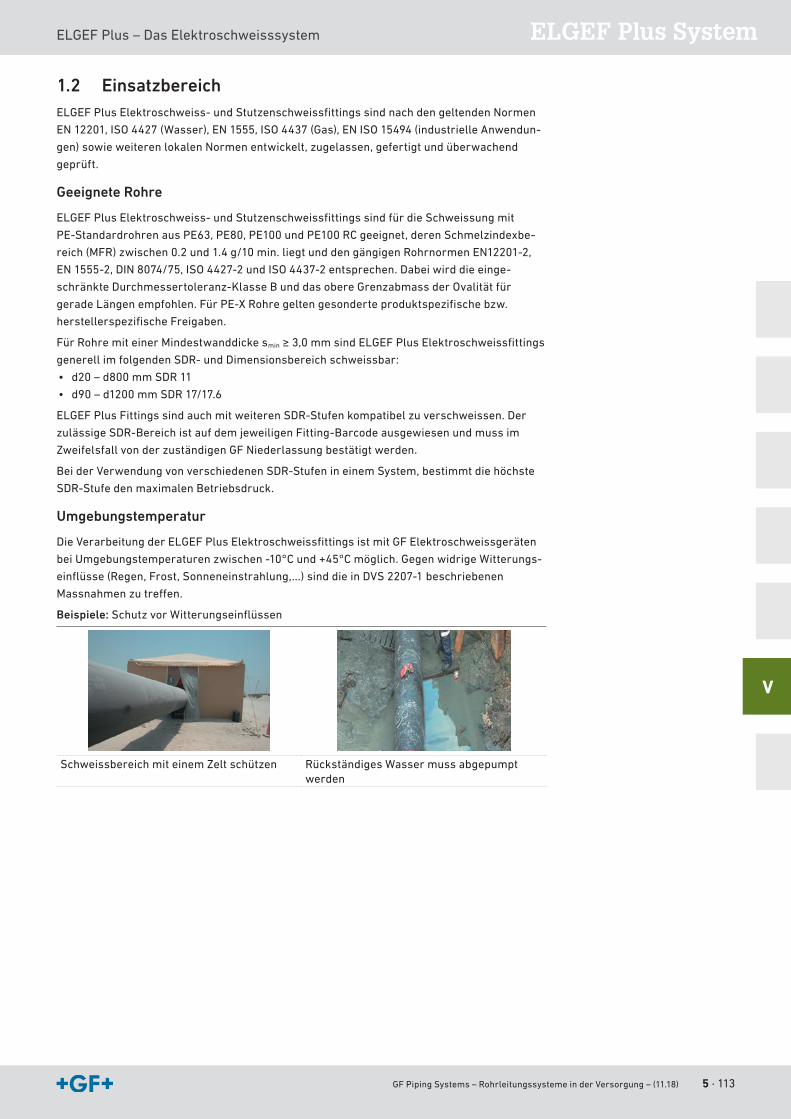
GF Piping Systems – Rohrleitungssysteme in der Versorgung – (11.18) 5 · 113
ELGEF Plus SystemELGEF Plus – Das Elektroschweisssystem
V
1.2 EinsatzbereichELGEFPlusElektroschweiss-undStutzenschweissfittingssindnachdengeltendenNormen
EN 12201, ISO 4427 (Wasser), EN 1555, ISO 4437 (Gas), EN ISO 15494 (industrielle Anwendun-
gen) sowie weiteren lokalen Normen entwickelt, zugelassen, gefertigt und überwachend
geprüft.
Geeignete Rohre
ELGEFPlusElektroschweiss-undStutzenschweissfittingssindfürdieSchweissungmit
PE-Standardrohren aus PE63, PE80, PE100 und PE100 RC geeignet, deren Schmelzindexbe-
reich (MFR) zwischen 0.2 und 1.4 g/10 min. liegt und den gängigen Rohrnormen EN12201-2,
EN 1555-2, DIN 8074/75, ISO 4427-2 und ISO 4437-2 entsprechen. Dabei wird die einge-
schränkte Durchmessertoleranz-Klasse B und das obere Grenzabmass der Ovalität für
geradeLängenempfohlen.FürPE-XRohregeltengesonderteproduktspezifischebzw.
herstellerspezifischeFreigaben.
Für Rohre mit einer Mindestwanddicke smin≥3,0mmsindELGEFPlusElektroschweissfittings
generell im folgenden SDR- und Dimensionsbereich schweissbar:
• d20 – d800 mm SDR 11
• d90 – d1200 mm SDR 17/17.6
ELGEF Plus Fittings sind auch mit weiteren SDR-Stufen kompatibel zu verschweissen. Der
zulässige SDR-Bereich ist auf dem jeweiligen Fitting-Barcode ausgewiesen und muss im
Zweifelsfall von der zuständigen GF Niederlassung bestätigt werden.
Bei der Verwendung von verschiedenen SDR-Stufen in einem System, bestimmt die höchste
SDR-Stufe den maximalen Betriebsdruck.
Umgebungstemperatur
DieVerarbeitungderELGEFPlusElektroschweissfittingsistmitGFElektroschweissgeräten
bei Umgebungstemperaturen zwischen -10°C und +45°C möglich. Gegen widrige Witterungs-
einflüsse(Regen,Frost,Sonneneinstrahlung,...)sinddieinDVS2207-1beschriebenen
Massnahmenzutreffen.
Beispiele:SchutzvorWitterungseinflüssen
Schweissbereich mit einem Zelt schützen Rückständiges Wasser muss abgepumpt werden

5 · 114 GF Piping Systems – Rohrleitungssysteme in der Versorgung – (11.18)
ELGEF Plus – Das Elektroschweisssystem
Maximaler Betriebsdruck
ELGEFPlusElektroschweiss-undStutzenschweissfittingssindausschliesslichdazu
bestimmt, nach Einbau in ein Rohrleitungssystem Medien, wie Gas oder Wasser, innerhalb
derzugelassenenDruck-undTemperaturgrenzendurchzuleitenoderdenDurchflusszu
regeln.
Wasser (20 °C) Gas (20 °C)
PE100 Max. Betriebsdruck bei C =1.25 PFA [bar]
Max. Betriebsdruck bei C=2.0 MOP [bar]
SDR11 16 10*
SDR17 10 5*
* AbweichungengemässnationalenRegelwerken(z.B.CH)oderproduktspezifischeEinschränkungen beachten!
PFA Maximal zulässiger Betriebsdruck für Wasser (pression de fonctionnement admis-sible)
MOP Maximal zulässiger Betriebsdruck für Gas (Maximum Operating Pressure)
1.3 Kennzeichnung
1.3.1 Batch-Nr. (Produktionslos)
Wichtige Informationen zur Logistik (Artikel-Nr./EAN-Code/Batch/Gewicht), zur Anwendbar-
keit (Normen/Zulassungen/Anwendung) und zur erleichterten Installation (online Betriebsan-
leitung/ manuellen Schweissdaten) können von der Beutel- oder Kartonverpackung entnom-
men werden. Die Batch-Nr. (Produktionslos oder Charge) ist auch auf dem Produkt in Form
einerSerien-MarkierungfixeingeformtundgibtAuskunftüberProduktionsjahrundProdukti-
onslos.
18 Produktionsjahr1 Produktionslos
Hier: Batch-Nr. 1801Bedeutet: Erstes Produktionslos produziert in 2018
GF Piping Systems – Rohrleitungssysteme in der Versorgung – (11.18) 5 · 115
ELGEF Plus SystemELGEF Plus – Das Elektroschweisssystem
V
1.3.2 Schweissdaten und Rückverfolgbarkeit
Schweissdaten
Es gibt verschiedene Möglichkeiten, um die Schweissdaten an das Schweissgerät zu übermit-
teln. Die am weitesten verbreitete und auch empfohlene Übermittlung erfolgt durch Einlesen
eines Schweiss-Barcodes. Der Inhalt dieses Schweiss-Barcodes ist in der Norm ISO 13950
beschrieben. Durch Einlesen des Schweiss-Barcodes werden Eingabefehler vermieden. Die
Schweissparameter werden automatisch an das Schweissgerät übertragen.
Sollte das Einlesen der Schweissdaten automatisch über Schweiss-Barcode nicht möglich
sein, können die Schweissdaten manuell erfasst werden.
Temperaturkompensierte Schweisszeiten
AlleELGEFPlusElektroschweissfittingsweiseneinenBarcodeauf,derdieSchweisszeit
automatischandieUmgebungstemperaturdesSchweissgerätsanpasst.Elektroschweissfit-
ting, Rohr und Schweissgerät müssen sich vor dem Schweissen auf gleichem Temperaturni-
veaubefinden.ZeitfürdasAngleichenderTemperaturbeachten!
Rückverfolgbarkeit (Traceability)
Eine lückenlose Rückverfolgbarkeit sichert den Betrieb des Rohrleitungssystems. Jede
Komponente kann die gesamte Verarbeitungskette zurück bis zur Produktion des Rohmateri-
als verfolgt werden.
Das System der Rückverfolgbarkeit ist in der Norm ISO 12176 Teil 4 beschrieben.
DeraufdemELGEFPlusElektroschweissfittingangebrachteBarcode-Aufkleberbeinhaltet
neben dem Schweiss- auch den Rückverfolgbarkeits- (Traceability-) Barcode. Die Informatio-
nen zur Abkühlzeit und die Anwendbarkeit der zulässigen SDR-Klassen des Rohrs ergänzen
die Schweissdaten. Auf dem Beutel-Etikett stehen zusätzlich die manuellen Schweissdaten in
verschiedenen Temperaturbereichen zur Verfügung.
Dokumentation
Die Dokumentation des Arbeitsablaufes bei Rohrinstallationen gewinnt zunehmend an Bedeu-
tung. Diesbezüglich unterstützt sie die Software WeldinOne beim Schweissen bzw. bei der
Anlageninstandhaltung. Die Welding Book Software erweitert die Verbindungsdaten über die
von den Elektroschweiss- und Stumpfschweißmaschinen erfassten Schweissprotokolle
hinaus. Die Software kombiniert automatisch Bilder, die mit jeder beliebigen Smartphone
Kamera gemacht werden, mit den jeweiligen Schweissprotokollen, um alle Vorbereitungstä-
tigkeiten, wie Abschälen, das Verwenden von Halteklemmen sowie den Einsatz von richtigen
Fittingen und Rohre zu dokumentieren. Der Barcode Creator unterstützt Sie bei der Erstel-
lung von Benutzerausweise für Ihre Monteure, entsprechend ihren Kompetenzen und dem ISO
12176-3 Standard. Er erstellt die Auftragsnummer übersichtlich, um die Installation oder die
Baustelle zurück zu verfolgen und ermöglicht eine automatische Zuordnung Ihrer Verbindung
zu einem bestimmten Code. Der Barcode Creator erstellt bestimmte Codes für die an der
Baustelle eingesetzten Werkzeuge und sogar für Rohre (Hersteller, Typ, Durchmesser und
Kaufdatum).
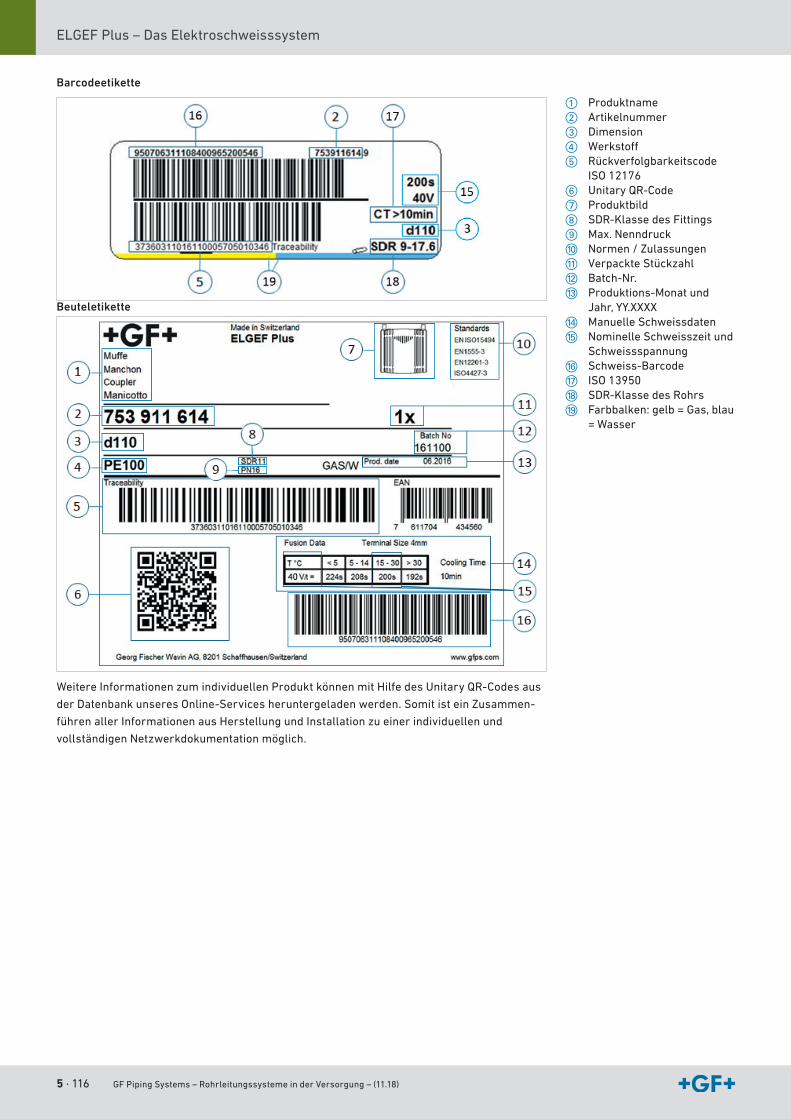
5 · 116 GF Piping Systems – Rohrleitungssysteme in der Versorgung – (11.18)
ELGEF Plus – Das Elektroschweisssystem
Barcodeetikette
Weitere Informationen zum individuellen Produkt können mit Hilfe des Unitary QR-Codes aus
der Datenbank unseres Online-Services heruntergeladen werden. Somit ist ein Zusammen-
führen aller Informationen aus Herstellung und Installation zu einer individuellen und
vollständigen Netzwerkdokumentation möglich.
a Produktnames Artikelnummerd Dimensionf Werkstoffg Rückverfolgbarkeitscode
ISO 12176h Unitary QR-Codej Produktbildk SDR-Klasse des Fittingsl Max. Nenndruck; Normen / ZulassungenA Verpackte StückzahlS Batch-Nr.D Produktions-Monat und
Jahr, YY.XXXXF Manuelle SchweissdatenG Nominelle Schweisszeit und
SchweissspannungH Schweiss-Barcode J ISO 13950K SDR-Klasse des RohrsL Farbbalken: gelb = Gas, blau
= Wasser
Beuteletikette

GF Piping Systems – Rohrleitungssysteme in der Versorgung – (11.18) 5 · 117
ELGEF Plus SystemELGEF Plus – Das Elektroschweisssystem
V
1.4 CAD-Bibliothek
Produktbibliothek von GF Piping Systems
Mit der CAD-Bibliothek unterstützt GF Piping Systems Planer und Ingenieure bei der Gestal-
tungvonRohrleitungssystemennochbesserundeffizienter.
Dreidimensionale Modelle (3-D-Modelle) sämtlicher Rohrleitungskomponenten von GF Piping
Systems können mittels der Datenbank abgerufen werden. Der Benutzer erzeugt hieraus die
von ihm benötigten zweidimensionalen Zeichnungen (2-D-Zeichnungen) in den gewünschten
Ansichten selbst.
Die Bibliothek funktioniert unabhängig vom CAD-System des Benutzers. Sie unterstützt eine
sehr grosse Anzahl von Systemen und Schnittstellen.
Die Datenbank umfasst mehr als 30 000 Zeichnungen und technische Details zu Rohren,
Fittings, Mess- und Regeltechnik sowie zu handbetätigten und angetriebenen Ventile.
Die CAD-Bibliothek bietet
• Datenpakete mit allen Zeichnungen eines Systems
• Über 30 000 Zeichnungen
• Rohre, Fittings, Ventile, Mess- und Regeltechnik
• 3D- und 2D-Darstellung
• OptimierteBedieneroberfläche
• Direkt-Einfügetreiber für die gängigsten CAD-Systeme
• SchnellerZugriff
G5.10 Beispielhafte Darstellung der CAD-Bibliothek
Direkter Zugriff auf die Online-CAD-Bibliothek auf http://cad.georgfischer.com

5 · 118 GF Piping Systems – Rohrleitungssysteme in der Versorgung – (11.18)
MuffenundFormstücke
2 Muff en und Formstücke
2.1 Systemvorteile ELGEF Plus Muff enELGEF Plus Muff en d20-63 – Integrierte Rohrfi xierung
ELGEFPlusElektroschweissmuffenvond20-63sindmiteiner„integriertenRohrfixierung“
versehen.
Dies erleichtert die Rohrmontage bei:
• Vertikalen Leitungsabschnitten
• Vormontage von Formstück-, Metall-adapter oder Armaturen-Modulen
• ZurVorfixierungvonRollenrohr-Enden(ersetztnichtdieVerwendungvonHaltevorrich-
tungen)
ELGEF Plus Muff en d20-160 – leicht entfernbarer Mittelanschlag
AlleELGEFPlusElektroschweissmuffend20-160sindmiteinementfernbarenMittenan-
schlag versehen. Dies erleichtert die Rohrmontage:
• Durch einen spürbaren Endanschlag beim Einschieben des Rohres
• ImÜberschiebe-FallkannderMittenanschlagleichtmitdemRohr„ausgestossen“
werden.
ELGEF Plus Muff en - Anzahl Schweisszonen
ELGEFPlusElektroschweissmuffenvond20-500habenzweimiteinanderverbundene
(monofilare)Schweisszonen,d.h.dassbeideSchweisszonenineinemSchweissprozess
geschweisst werden.
AufgrundderbenötigtenLeistungsaufnahmesindbeiELGEFPlusMuffen≥d560zwei
separate(bifilare)Schweisszonenerforderlich.D.h.beidiesenElektroschweissmuffenkann
jedes Rohrende separat geschweisst werden.
ELGEF Plus Muff en – einfache Montage und leichtes Überschieben
AlleELGEFPlusElektroschweissmuffenkönnenaufgrundderverdecktenHeizwendelnund
Ihres speziell entwickelten elektrischen Designs einen grösseren Spalt überbrücken. Die
MuffenweisendeshalbeinengrösserenInnendurchmesserauf.Dieserleichtertdie
Rohrmontage:
• beim Aufschieben aufs Rohrende
• beim Überschieben und spart Installationszeit.
ELGEF Plus Muff en d355-800 – Aktive Armierung
ELGEFPlusElektroschweissmuffend355-800sindmiteiner„AktivenArmierung“ausge-
stattet. Der im Herstellverfahren verpresste äussere PE-Ring entfaltet unter der Erwär-
mung beim Schweissprozess seine Spannung und drückt während des Schweissens aktiv
auf den Innenring. Dies bewirkt, dass der Spalt zwischen Rohr und Fitting aktiv geschlossen
und die Ausdehnung gehemmt wird.
Damit sind:
• Leichteres Überschieben und somit eine einfachere Montage möglich.
• Reduzierte Installationszeiten ohne Vorwärmen oder Zusatzgeräte möglich.
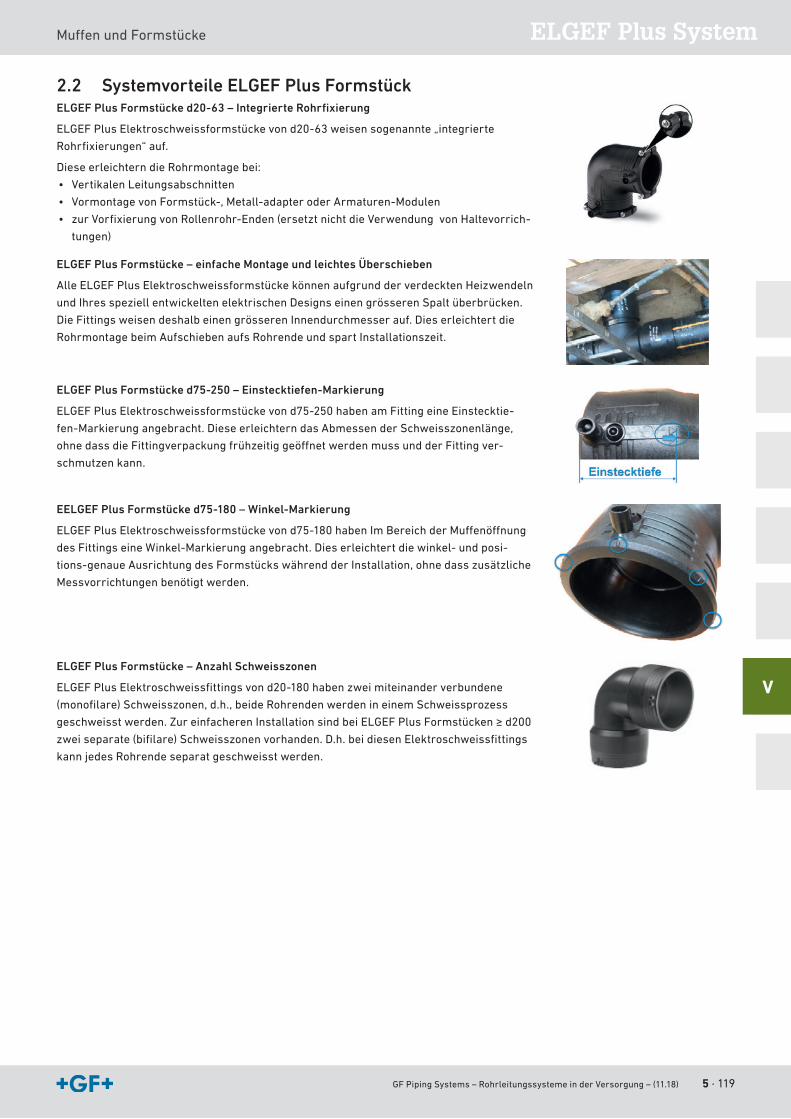
GF Piping Systems – Rohrleitungssysteme in der Versorgung – (11.18) 5 · 119
ELGEF Plus SystemMuffenundFormstücke
V
2.2 Systemvorteile ELGEF Plus FormstückELGEF Plus Formstücke d20-63 – Integrierte Rohrfi xierung
ELGEFPlusElektroschweissformstückevond20-63weisensogenannte„integrierte
Rohrfixierungen“auf.
Diese erleichtern die Rohrmontage bei:
• Vertikalen Leitungsabschnitten
• Vormontage von Formstück-, Metall-adapter oder Armaturen-Modulen
• zurVorfixierungvonRollenrohr-Enden(ersetztnichtdieVerwendungvonHaltevorrich-
tungen)
ELGEF Plus Formstücke – einfache Montage und leichtes Überschieben
Alle ELGEF Plus Elektroschweissformstücke können aufgrund der verdeckten Heizwendeln
und Ihres speziell entwickelten elektrischen Designs einen grösseren Spalt überbrücken.
Die Fittings weisen deshalb einen grösseren Innendurchmesser auf. Dies erleichtert die
Rohrmontage beim Aufschieben aufs Rohrende und spart Installationszeit.
ELGEF Plus Formstücke d75-250 – Einstecktiefen-Markierung
ELGEF Plus Elektroschweissformstücke von d75-250 haben am Fitting eine Einstecktie-
fen-Markierung angebracht. Diese erleichtern das Abmessen der Schweisszonenlänge,
ohnedassdieFittingverpackungfrühzeitiggeöffnetwerdenmussundderFittingver-
schmutzen kann.
EELGEF Plus Formstücke d75-180 – Winkel-Markierung
ELGEFPlusElektroschweissformstückevond75-180habenImBereichderMuffenöffnung
des Fittings eine Winkel-Markierung angebracht. Dies erleichtert die winkel- und posi-
tions-genaue Ausrichtung des Formstücks während der Installation, ohne dass zusätzliche
Messvorrichtungen benötigt werden.
ELGEF Plus Formstücke – Anzahl Schweisszonen
ELGEFPlusElektroschweissfittingsvond20-180habenzweimiteinanderverbundene
(monofilare)Schweisszonen,d.h.,beideRohrendenwerdenineinemSchweissprozess
geschweisstwerden.ZureinfacherenInstallationsindbeiELGEFPlusFormstücken≥d200
zweiseparate(bifilare)Schweisszonenvorhanden.D.h.beidiesenElektroschweissfittings
kann jedes Rohrende separat geschweisst werden.

5 · 120 GF Piping Systems – Rohrleitungssysteme in der Versorgung – (11.18)
MuffenundFormstücke
2.3 Systemvorteile ELGEF Plus Übergangsadapter
ELGEF Plus Übergangsfi ttings d20-63 – Modulares Baukasten-System
ELGEFPlusElektroschweissübergangsmuffenund-formstückevond20-63sindalsmodula-
resBaukastensystemaufgebaut.DabeilassensichauseinerMuffeodereinemFormstück
vielfältige Übergangs-Varianten erstellen. Diese Flexibilität macht den Einbau einfacher und
schneller – dies senkt Ihre Installationskosten. Diese Übergangsadapter sind nur systemkon-
form-inVerbindungmitELGEFPlusElektroschweissfittingsverwendbar.
DieserhöhtIhreInstallationsflexibilitätundreduziertzudemnochIhrLager:
• Komplettes System mit wenigen Einzelteilen
• Reduktion Lagerwert bis zu 50%
• Flexible Montage an Armaturen durch Dreh- und Schraubbarkeit des Adapters bis kurz vor
dem Schweissen
• Trinkwasser-zugelassene Materialien – wahlweise in Messing oder Edelstahl
Bei der Verlegung ist zu beachten, dass die Rohrleitungen mechanischen und den von aussen
zu erwartenden korrosiven Beanspruchungen standhalten müssen. Gegebenenfalls sind die
Übergangsadapter zu beschichten oder zu umhüllen. Für die Auswahl der Rohrumhüllung
sind die vorhandenen Bodenverhältnisse sowie die Einbau- und Betriebsverhältnisse
massgebend.
Die Aussenbeschichtung oder Umhüllung muss in geeigneter Weise die unterschiedlichen
Anforderungen wie folgt erfüllen:
AusgezeichneteBeständigkeitgegenäussereEinflüssenachderVerlegung,wieaggressive
Böden,Streuströme,Mikroorganismen,Pflanzenbewuchsetc.

GF Piping Systems – Rohrleitungssysteme in der Versorgung – (11.18) 5 · 121
ELGEF Plus SystemSchellen und Druckanbohrventile (DAVs)
V
3 Schellen und Druckanbohrventile (DAVs)
3.1 Systemvorteile ELGEF Plus SchellenELGEF Plus Schellen d63-400 – Modulares Baukasten-System
ELGEF Plus Elektroschweiss- Duoblock-Schellen von dn63-400 sind als modula-
res Baukastensystem aufgebaut. Dabei lassen sich aus einem Duoblock-Sattel
vielfältige Schellen-Varianten - wie Anbohrschellen, Anbohrschelle mit Gasstop,
DAV, Sperrblasenschelle, Stutzenschelle mit Bohrer – für unterschiedliche
Abgangsdimensionen erstellen.
DieserhöhtIhreInstallationsflexibilitätundreduziertzudemnochIhrLager:
• Komplettes System mit wenigen Einzelteile
• Reduktion Lagerwert bis zu 50%
• Variable Montage aufgrund 360° Drehbarkeit des Abgangs
• Vertikaler oder horizontale Einbau möglich
Diese Flexibilität macht den Einbau einfacher und schneller – dies senkt Ihre
Installationskosten. Im modularen Baukastensystem sind nur systemkonforme
Ergänzungsbauteile zulässig!
ELGEF Plus Schellen d63-400 – grosser Anbohrdurchmesser
ELGEF Plus Elektroschweiss-Schellen sind durch extra-grosse Anbohrdurch-
messer (d2) gekennzeichnet. Deutlich grössere Querschnitte als marktübliche
Produkte.
Dies bewirkt einen geringeren Druckverlust und bringt für den Betreiber
folgenden Nutzen:
• Es kommt bei gleichem Eingangsdruck mehr beim Verbraucher an.
• Der Druck in der Zuleitung kann reduziert werden.
ELGEF Plus Schellen – Schälen des Abgangsstutzen entfällt
Bereits in der Produktion der Elektroschweiss-Fittings wird bei uns besonderen
WertaufSauberkeitgelegtundjederFittingwird„sauber“ineinenBeutel
verpackt. Die Verbindungsstutzen Elektroschweiss-Schelle bzw. zur Abgangslei-
tung müssen daher nicht geschält werden, sofern sie direkt aus dem
Schutz-Beutel verarbeitet werden:
• Dies spart wertvolle Installationszeit.
• AnschaffungskostenfürSpezial-WerkzeugezumSchälendesAbgangsstut-
zens entfallen.
Sie reduzieren die Kosten Ihres Hausanschlussprojekts und sind dadurch
wettbewerbsfähiger. Werden diese Abgangsstutzen dennoch fach-und sachge-
recht spangebend bearbeitet, so stellt dies keine Qualitätsminderung dar. Die
Gebrauchstauglichkeit ist gewährleistet. Eine Reinigung des Abgangstutzens mit
Tangit PE-Reinigungsmittel wird empfohlen.
ELGEF Plus Schellen - Länge des Abgangsstutzens
Die Länge des Abgangsstutzens lässt im ungünstigen Falle eines Montagefehlers
eine zweite Schweissung zu. Der Abgangsstutzen der ELGEF Plus Elektro-
schweiss-Schellen kann bei einem Montage-/ Schweissfehler abgetrennt
werden und die verbleibende Länge lässt dann noch eine erneute Abgangs-
schweissung zu*:
• Dies spart im Bedarfsfall enorme Installationszeit-/ kosten für die Wieder-
instandsetzung.
• Dies erspart Ihnen Ärger mit den Anwohnern und mit dem Netzbetreiber* Dies gilt nicht bei Verwendung eines integrierten Gasströmungswächters
d2

5 · 122 GF Piping Systems – Rohrleitungssysteme in der Versorgung – (11.18)
Schellen und Druckanbohrventile (DAVs)
ELGEF Plus Anschlusssattel – effi ziente Installation reduzierter Abgänge
ELGEFPlusAnschlussfittingsstelleneinesehrzuverlässigeundenormwirt-
schaftliche Möglichkeit zur Installation reduzierter Abgänge dar und bietet Ihnen
folgende Vorteile bei der Neuinstallation:
• Variable Positionierung auf dem Hauptrohr
• 1 Schweissung weniger im Vergleich zu einem T-Stück
• Für Hauptleitungen von d63 - d2000 mit Abgangslösungen von d63 - d500
• Volle Druckklasse möglich
• Deutlich geringere Materialkosten
• Gesamtinstallationskosten werden durch kürzere Installationszeit und
geringere Grabengrösse stark reduziert
Bei der nachträglichen Einbindung:
• Einbindung unter Betriebsdruck möglich
• Verwendung handelsüblicher Anbohrverfahren
• Geringere Grabengrösse im innerstädtischen Bereich
• Optimale Alternative zum T-Stück zur Neuverlegung, nachträglichen Einbin-
dung und Sanierung/ Reparatur
3.2 Systemvorteile Werkzeuge AnbohrschellenArtikel-Nr. Installationswerkzeuge
799 198 047 Montage und Anbohrschlüssel für Schellen (Aussensechskant SW8, Innensechskant 10 und 17)
799 150 378 Sechskantschlüssel für Schellen und Anschlusssattel (Aussensechskant SW8)
T5.15 Anbohrschellen Monoblock d40, d50
dn Anbohrschlüssel Prüfkappe Anbohraufsatz*
4050
Nichterforderlich!
T5.16 Anbohrschellen Monoblock mit angespitztem Unterteil
dn Anbohrschlüssel Prüfkappe Anbohraufsatz*
6390110125160
Nichterforderlich!
T5.17 Anbohrschellen Duoblock mit drehbarerm Abgang
dn Anbohrschlüssel Prüfkappe Anbohraufsatz*
63-400
S54 für Abgang d20-40 S67 für Abgangd50-63
S54 für Abgang d20-40 S67 für Abgangd50-63
* Gasverlustfreies Anbohren.
* Gasverlustfreies Anbohren.
* Gasverlustfreies Anbohren.

GF Piping Systems – Rohrleitungssysteme in der Versorgung – (11.18) 5 · 123
ELGEF Plus SystemSchellen und Druckanbohrventile (DAVs)
V
T5.18 Druckanbohrventile (DAV)s
dn Anbohrschlüssel Prüfkappe Anbohraufsatz*
63-400
RatscheAussensechskantSW14
Nichterforderlich!
Nichterforderlich!
13 UmdrehungenAbgang d3228 UmdrehungenAbgang d63
3.3 Sperrblasen-AdapterELGEF Plus Sperrblasen-Adapter – Reparaturlösung zum Absperren unter Gasdruck
Zur kurzfristigen Absperrung von Gasrohrleitungen in Reparaturfällen werden im Nieder-
druckbereichhäufigSperrblaseneingesetzt.ÜbereinenELGEFPlusSperrblasen-Adapter
und einer ELGEF Plus Schelle lässt sich das Sperrblasensetzgerät schnell und einfach an
die Rohrleitung anbinden.
DieserhöhtIhreInstallationsflexibilitätundreduziertzudemnochIhrLager:
• Komplettes System mit wenigen Einzelteilen
• Reduktion Lagerwert bis zu 50%
3.4 Stutzen mit BohrerELGEF Plus Stutzen mit Bohrer – Kosteneffi ziente Lösung für den Neubau
In das modulare Baukastensystem der ELGEF Plus Anschlussschellen lässt sich auch ein
PE-Stutzen mit Bohrer integrieren:
• Dies reduziert im Zweifelsfall die Höhe der Rohrüberdeckung und
• Spart Ihnen Geld bei den Komponenten
3.5 GasströmungswächterGasströmungswächter dienen der Notabsperrung nach Beschädigungen oder Zerstörungen
von Anschlussleitungen und verhindern einen unkontrollierten Gasaustritt. Sie wirken somit
als aktives Schutzelement, um das Unfallrisiko zu reduzieren.
Gasströmungswächter in der ELGEF Plus Schelle
Das modulare ELGEF Plus Anbohrschellen-Sortiment enthält auch Varianten mit Gasströ-
mungswächter:
• Reduzierte Lager und Komponentenkosten durch Flexibilität und modulares Baukasten-
system
• Varianten für alle Druckstufen bis 10bar erhältlich
Standard-Varianten:
• TypADUE25mbar–1barmitÜberströmöffnung
• TypBUE200mbar–5barmitÜberströmöffnung
• Typ1-5barohneÜberströmöffnung
* Gasverlustfreies Anbohren.

5 · 124 GF Piping Systems – Rohrleitungssysteme in der Versorgung – (11.18)
Stutzenfittings
4 Stutzenfi ttingsDasPE100Stutzenfitting-SortimentvonGeorgFischeristdieoptimaleErgänzungzumELGEF
PlusElektroschweiss-Programm.BewährteTechniktrifftaufeineenormeVariantenvielfalt.
Im Dimensionsbereich von d20 bis d1000 mm sind Winkel, Bögen, T-Stücke, Reduktionen,
EndkappenundVorschweissbundeerhältlich.ÜberELGEFPlusMuffenoderFormteilekönnen
sie ohne Probleme in das ELGEF Plus System eingebunden werden. Je nach Einbausituation
können diese aber auch stumpfgeschweisst werden.
4.1 Systemvorteile ELGEF Plus Stutzenfi ttingsGeorg Fischer Stutzenfi ttings d20-1000 – umfangreiches Sortiment
DasGeorgFischerStutzenfitting-Sortimentzeichnetsichvorallemdurch
Variantenvielfalt aus. Sortimentsbreite und Sortimentstiefe sind wesentlich für
Ihre Hauptanwendungen. Zahlreiche Reduktionen und T-Stücke mit reduzierten
Abgängen helfen Ihnen in Spezialsituationen weiter.
DieserhöhtIhreInstallationsflexibilität,reduziertIhrenAufwandvorOrtund
spart somit Kosten.
Georg Fischer Stutzenfi ttings d20-315 – einzeln in PE-Schutzbeutel verpackt
DirektbeiderProduktionwerdenbeiGeorgFischerdieStutzenfittingsin
PE-Schutzbeutel und Karton verpackt. Damit wird – wie bei den ELGEF Plus
Elektroschweissfittings–dieOxidationderOberflächedurchUV-Lichtverhin-
dert.BeisachgerechtemTransportundLagerungderStutzenfittingskönnenSie
sich daher das Schälen der Fittings auf der Baustelle sparen:
• Dies reduziert Ihre Installationszeit
• Spart Ihnen somit Installationskosten
Georg Fischer Stutzenfi ttings d20-315 – durchgängige Rückverfolgbarkeit
KonsequenterweisesindauchalleStutzenfittingsvonGeorgFischermitdem
Rückverfolgbarkeits-Barcode ausgestattet.
DieserhöhtIhreInstallationsflexibilität,reduziertIhrenAufwandvorOrtund
spart somit Kosten:
• Sicherheit, dass alle qualitätsrelevanten Faktoren der Schweissverbindung
nachhaltig dokumentiert sind
• Reduzierte Suchkosten im Schadenfall
Georg Fischer Stutzenfi ttings d355 - 800 - für Grosses wie geschaff en
Grosse Dimensionen stellen Anwender und Installateure vor grosse
Herausforderungen.GespritzteStutzenfittingsbisd500mmunterstützenbeider
Installation durch Merkmale wie:
• Winkel-/ Einstecktiefenmarkierungen am Stutzen
• AuflageflächenfüreineWasserwaage
• Zentrierhilfe für Flansche
BiszurDimensiond800mmbietetGeorgFischerStutzenfittingsan,dievoll
druckbeständig sind und keinen Druckminderungsfaktor haben.
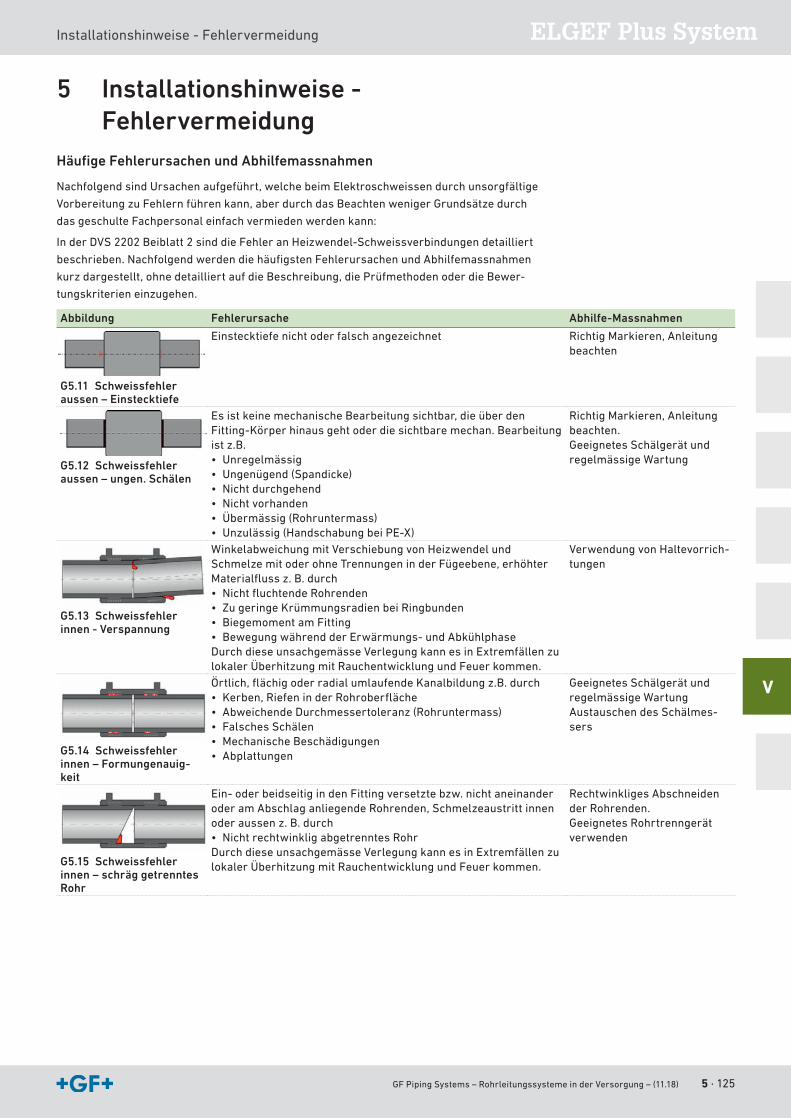
GF Piping Systems – Rohrleitungssysteme in der Versorgung – (11.18) 5 · 125
ELGEF Plus SystemInstallationshinweise - Fehlervermeidung
V
5 Installationshinweise - Fehlervermeidung
Häufi ge Fehlerursachen und Abhilfemassnahmen
Nachfolgend sind Ursachen aufgeführt, welche beim Elektroschweissen durch unsorgfältige
Vorbereitung zu Fehlern führen kann, aber durch das Beachten weniger Grundsätze durch
das geschulte Fachpersonal einfach vermieden werden kann:
In der DVS 2202 Beiblatt 2 sind die Fehler an Heizwendel-Schweissverbindungen detailliert
beschrieben.NachfolgendwerdendiehäufigstenFehlerursachenundAbhilfemassnahmen
kurz dargestellt, ohne detailliert auf die Beschreibung, die Prüfmethoden oder die Bewer-
tungskriterien einzugehen.
Abbildung Fehlerursache Abhilfe-Massnahmen
G5.11 Schweissfehler aussen – Einstecktiefe
Einstecktiefe nicht oder falsch angezeichnet Richtig Markieren, Anleitung beachten
G5.12 Schweissfehler aussen – ungen. Schälen
Es ist keine mechanische Bearbeitung sichtbar, die über den Fitting-Körper hinaus geht oder die sichtbare mechan. Bearbeitung ist z.B.• Unregelmässig• Ungenügend (Spandicke)• Nicht durchgehend• Nicht vorhanden• Übermässig (Rohruntermass)• Unzulässig (Handschabung bei PE-X)
Richtig Markieren, Anleitung beachten.Geeignetes Schälgerät und regelmässige Wartung
G5.13 Schweissfehler innen - Verspannung
Winkelabweichung mit Verschiebung von Heizwendel und Schmelze mit oder ohne Trennungen in der Fügeebene, erhöhter Materialflussz.B.durch• NichtfluchtendeRohrenden• Zu geringe Krümmungsradien bei Ringbunden• Biegemoment am Fitting• Bewegung während der Erwärmungs- und AbkühlphaseDurch diese unsachgemässe Verlegung kann es in Extremfällen zu lokaler Überhitzung mit Rauchentwicklung und Feuer kommen.
Verwendung von Haltevorrich-tungen
G5.14 Schweissfehler innen – Formungenauig-keit
Örtlich,flächigoderradialumlaufendeKanalbildungz.B.durch• Kerben,RiefeninderRohroberfläche• Abweichende Durchmessertoleranz (Rohruntermass)• Falsches Schälen• Mechanische Beschädigungen• Abplattungen
Geeignetes Schälgerät und regelmässige WartungAustauschen des Schälmes-sers
G5.15 Schweissfehler innen – schräg getrenntes Rohr
Ein- oder beidseitig in den Fitting versetzte bzw. nicht aneinander oder am Abschlag anliegende Rohrenden, Schmelzeaustritt innen oder aussen z. B. durch• Nicht rechtwinklig abgetrenntes RohrDurch diese unsachgemässe Verlegung kann es in Extremfällen zu lokaler Überhitzung mit Rauchentwicklung und Feuer kommen.
Rechtwinkliges Abschneiden der Rohrenden.Geeignetes Rohrtrenngerät verwenden

5 · 126 GF Piping Systems – Rohrleitungssysteme in der Versorgung – (11.18)
Installationshinweise - Fehlervermeidung
Abbildung Fehlerursache Abhilfe-Massnahmen
G5.16 Schweissfehler innen – ungenügender Stoff schluss
ÖrtlichoderflächigunvollständigeVerbindungmitoderohneTrennung in der Fügeebene• z.B. durch zu geringe Schweissenergie (vorzeitiger Schweissab-
bruch, falsche Schweissdaten)• Feuchtigkeit• VerunreinigteOberfläche• UnzulässigeWerkstoffpaarung
• Vorreinigen des Rohres, Reinigen nur im geschälten Bereich; sauberes, fusself-reies Papier; 100%ig verdampfendes Lösungsmit-tel, Berühren der gereinig-tenRohroberflächevermei-den.
• Daten nur vom zu ver-schweissenden Fitting verwenden
• Abkühlzeit einhalten & Zeitdruck vermeiden
G5.17 Schweissfehler innen – Unzulässige SDR-Klasse
Wanddicke des Rohrs ausserhalb des durch den Fitting-Hersteller vorgegebenen SDR-Bereichs. Durch diese unsachge-mässe Verlegung kann es in Extremfällen zu lokaler Überhitzung mit Rauchentwicklung und Feuer kommen.
• Vor der Schweissung Kompatibilität auf dem Barcodelabel prüfen
• Daten nur vom zu ver-schweissenden Fitting verwenden
Nachschweissung
Bei Schweissabbruch durch äussere Einwirkungen (z. B. Ausfall des Generators), kann eine Nachschweissung nach Ablauf der vollständigen Abkühlung auf Umgebungstemperatur durchgeführt werden. Folgende Punkte müssen dabei eingehalten werden:
• Überprüfung und Korrektur der Fehlerursache. Die entsprechende Fehlermeldung des
Schweissgerätes gibt Hinweise auf die mögliche Fehlerursache.
• Die Haltevorrichtungen der Verbindungsstelle dürfen nicht entfernt werden.
• Der Fitting muss vor Schmutz und Feuchtigkeit geschützt sein. Es dürfen keine zusätzli-
chen Kühlmittel (kaltes Wasser usw.) zur Beschleunigung der Abkühlung eingesetzt
werden.
Überprüfen des Fittingwiderstandes am Schweissgerät: Fittingwiderstand muss nach Abküh-lung wieder den Ausgangswert aufweisen. Es dürfen keine Schweissverbindungen von nicht bestandener Dichtheitsprüfung nachgeschweisst werden.

GF Piping Systems – Rohrleitungssysteme in der Versorgung – (11.18) 5 · 127
ELGEF Plus SystemElektroschweissgeräte
V
6 Elektroschweissgeräte
6.1 Übersicht ElektroschweissgeräteMSA 125 MSA 230 MSA 330 MSA 2.0 MSA 340 MSA 2.1 MSA 2 MULTI MSA 4.0 MSA 4.1
Werkstoff PE / PP PE PE/PP PE/PP PE/PP PE/PP PE/PP/PB/PVDF
PE/PP PE/PP
Elektrische Daten
Schutzart IP54 IP54 IP54 IP65 IP54 IP65 IP65 IP65 IP65
Schalter
Ausgangsspannung 8-42V 39-40V 8-48V 8-48V 8-48V 8-48V 3.6-40V 8-48V 8-48V
Ausgangsstrom max (A) 50 90 110 90 110 90 90 110 110
Display Grafisch Alphanum Alphanum Grafisch Alphanum Grafisch Grafisch Grafisch Grafisch
Daten und Betriebssteuerung
Protokolle 350 350 500 350 1000 1000 500 5000 5000
Export-Protokolle
Format Schweissdaten CSV / PDF CSV CSV/PDF CSV/PDF PDF/BIN PDF/BIN PDF/BIN PDF/BIN
Sprachvarianten 4 9 11 Symbole 11 Symbole Symbole 27 27
Mechanische Daten
Gewicht (kg) 13 19 23 11.9 23 11.9 11.9 12.5 12.5
Netzkabellänge (m) 4 4 4 4 4 4 4 4 4
Schweisskabellänge (m) 3 3 4 3 4 4 4 4 4
Funktionen
Auftragsnummer
Manuelle Schweissdate-neigabe
Traceability
GPS
WorkflowKonfiguration
WeldinOne kompatibel
QR code Optional
WLAN Scanner
Online-Services apps
Mobile network comm.

5 · 128 GF Piping Systems – Rohrleitungssysteme in der Versorgung – (11.18)
Elektroschweissgeräte
6.2 Anforderungen an Generatoren
Generatoren
Generatoren sollen auf der Baustelle eine zuverlässige Stromversorgung fürs Elektro-
schweissgerät sicherstellen. Dafür ist folgendes zu beachten:
• Regelmässig gewarteter Generator (gemäss DVS mind. 1x jährlich) mit ausreichende
Leistung für das Schweissgerät und die zu verarbeitenden Elektroschweiss-Fittings
• GenügendKraftstofffürdenGeneratorfürdieDauerderzuerstellendenSchweissverbin-
dungen
• Generator versorgt nur das Schweissgerät (keine anderen Verbraucher)
• Generator stellt dem Schweissgerät ein sicheres und stabiles elektrisches Netz - auch
unter elektrischer Last - mit folgenden Rahmenbedingungen zur Verfügung:
• Leistung >3.5kVA (bzw. ab d355 >6kVA)
• Spannung von 230 V ±10 %
• Frequenz 50 Hertz ±10 %
• Strom (Vorsicherung) 13 bis 20 A
6.2.1 Zubehör
Adapter
DaKontaktbuchsenamKabeldesSchweissgerätsbeihäufigemAufsteckenverschleissen,
sollte man Adapter-Stecker verwenden. Dies reduziert die Kosten und verhindert einen
unnötigen Ausfall des Schweissgeräts. Verschlissene Adapter müssen ausgetauscht werden.
Winkelstecker
Manche Installationen im innerstädtischen Bereich oder bei Mehrsparten-Leitungen weisen
äusserst beengte Platzverhältnisse auf. Um ausreichen Platz für die Stromversorgung des
ElektroschweissfittingsbeiminimalerEinbauhöhezuhaben,kannesdaherförderlichsein,
abgewinkelte Steckkontakt zu verwenden.
Verlängerungskabel
Maximal 20m mit einem Querschnitt 2.5mm2
6.2.2 Praktische Tipps
Zugentlastung des Schweisskabels
Unter den beengten Platzverhältnissen im Graben kommt es vor, dass man über das
Schweisskabel stolpert. Ist das Schweisskabel zwischen Schweissgerät und ELGEF Plus
Fitting zugentlastet angebracht (1x Kabel ums Rohr schlingen), so wird trotz dieses Zwischen-
falls die Schweissung nicht unterbrochen.
Kabelrolle abwickeln
Aufgrund der elektromagnetischen Wirkung einer Spule, sind Kabeltrommeln zwischen
Generator und Schweissgerät immer komplett abzuwickeln.
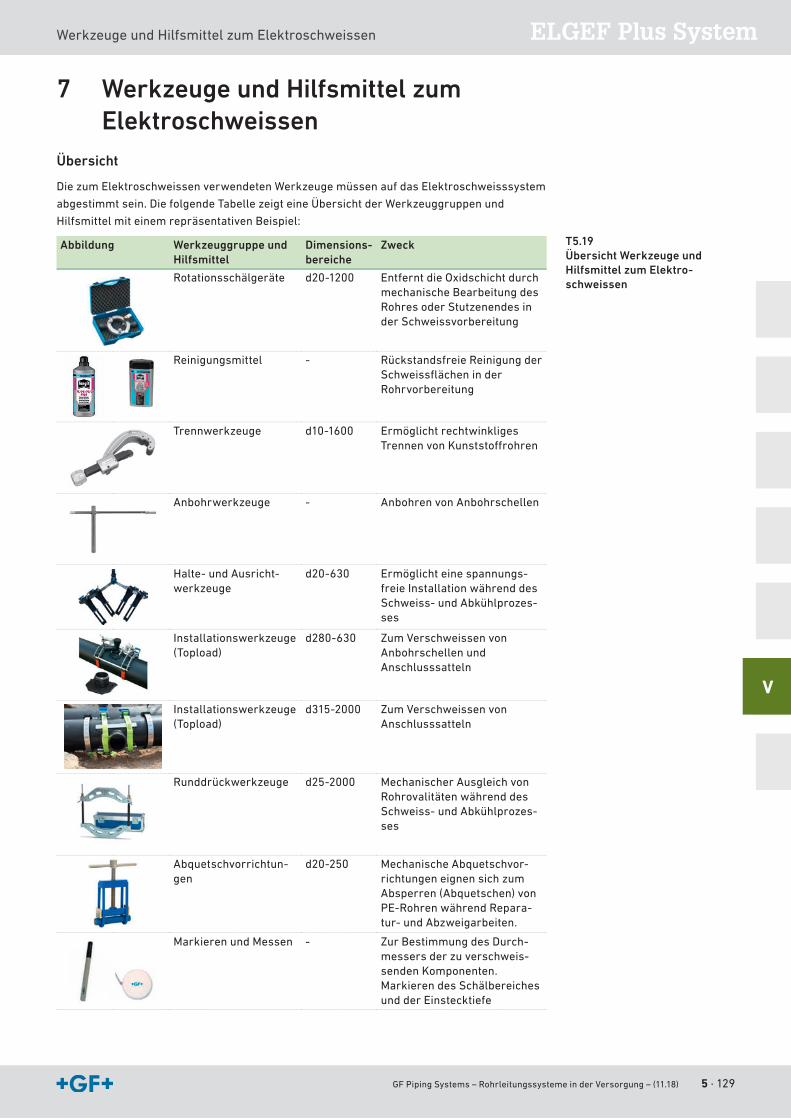
GF Piping Systems – Rohrleitungssysteme in der Versorgung – (11.18) 5 · 129
ELGEF Plus SystemWerkzeuge und Hilfsmittel zum Elektroschweissen
V
7 Werkzeuge und Hilfsmittel zum Elektroschweissen
Übersicht
Die zum Elektroschweissen verwendeten Werkzeuge müssen auf das Elektroschweisssystem
abgestimmt sein. Die folgende Tabelle zeigt eine Übersicht der Werkzeuggruppen und
Hilfsmittel mit einem repräsentativen Beispiel:
Abbildung Werkzeuggruppe und Hilfsmittel
Dimensions-bereiche
Zweck
Rotationsschälgeräte d20-1200 Entfernt die Oxidschicht durch mechanische Bearbeitung des Rohres oder Stutzenendes in der Schweissvorbereitung
Reinigungsmittel - Rückstandsfreie Reinigung der SchweissflächeninderRohrvorbereitung
Trennwerkzeuge d10-1600 Ermöglicht rechtwinkliges TrennenvonKunststoffrohren
Anbohrwerkzeuge - Anbohren von Anbohrschellen
Halte- und Ausricht-werkzeuge
d20-630 Ermöglicht eine spannungs-freie Installation während des Schweiss- und Abkühlprozes-ses
Installationswerkzeuge (Topload)
d280-630 Zum Verschweissen von Anbohrschellen und Anschlusssatteln
Installationswerkzeuge (Topload)
d315-2000 Zum Verschweissen von Anschlusssatteln
Runddrückwerkzeuge d25-2000 Mechanischer Ausgleich von Rohrovalitäten während des Schweiss- und Abkühlprozes-ses
Abquetschvorrichtun-gen
d20-250 Mechanische Abquetschvor-richtungen eignen sich zum Absperren (Abquetschen) von PE-Rohren während Repara-tur- und Abzweigarbeiten.
Markieren und Messen - Zur Bestimmung des Durch-messers der zu verschweis-senden Komponenten.Markieren des Schälbereiches und der Einstecktiefe
T5.19 Übersicht Werkzeuge und Hilfsmittel zum Elektro-schweissen

5 · 130 GF Piping Systems – Rohrleitungssysteme in der Versorgung – (11.18)
Elektroschweissgeräte

GF Piping Systems – Rohrleitungssysteme in der Versorgung – (11.18) A · 131
A
IndexAAbkürzungen und Masseinheiten 42Abrasionsbeständigkeit PE 29Akkreditiertes Prüflabor 17Anwendungslösungen 21Anzugsmomente 100Aussendurchmesser 41Auswahl von Rohrleitungskomponenten 53Automation 26
BBarcode- und Beutel-Etikette 116Basiswissen 41Batch-Nr. 114Berechnung des zulässigen Druckes/erforderliche
Wanddicke 53Blindflansch 98Brandverhalten PE 29
CCAD 117Chemische Beständigkeit 29
DDesignfaktor 54Dichtheitsprüfung 78Dichtungen 104Dimensionierung & Verlegung 39Druckstösse 55Druck-Temperatur Diagramm für PE 50Druck und Druckhöhen 45Druckverlust 70Durchflussvolumen 45
EEigenschaften von Kunststoffen 28Einsatzbereich ELGEF Plus 113Einsatzbereich von Rohren und Fittings 50Elektrische Eigenschaften PE 30Elektroschweissgeräte 127Elektroschweissverbindung (Heizwendel-Schweissver-
bindung) 88ELGEF Plus – Das Elektroschweisssystem 112ELGEF Plus Einsatzbereich 113ELGEF Plus Elektroschweissgeräte 127ELGEF Plus Installationshinweise - Fehlervermeidung
125ELGEF Plus Kennzeichnung 114ELGEF Plus Muffen und Formstücke 118ELGEF Plus Schellen und Druckanbohrventile (DAVs)
121ELGEF Plus Stutzenfittings 124ELGEF Plus System 111
FFlanschverbindungen 97
GGasversorgung 24Gewindefittings 97GF Piping Systems 14Grabenlose Verlegung 74Grundsätzliches zur Schweissnahtvorbereitung 89
HHydraulische Auslegung und Druckverluste 65
IiJOINT 107Innendruck- und Dichtheitsprüfung 78Installationsablauf 93Installationshinweise - Fehlervermeidung ELGEF Plus
125
KKennzeichnung ELGEF Plus 114Kunststoff-Rohrleitungsmaterialien 27
LLagerung 75Lösbare Verbindungen 96
MMesstechnik 26Metrisches und britisches Masssystem 41MRS-Werte 46Muffen und Formstücke ELGEF Plus 118MULTI/JOINT 105
NNachhaltigkeit 19, 30Nomogramm 67Normen und Richtlinien 34
OOxidschicht 74
PPhysiologische Eigenschaften PE 30Polyethylen (PE) 28PRIMOFIT 108Produkt-Bibliothek 117
QQualität 17, 97
RRegeltechnik 26Rohrdurchmesser 65Rohrgraben 73Rohrleitungen unter Vakuum 59

A · 132 GF Piping Systems – Rohrleitungssysteme in der Versorgung – (11.18)
SSchellen und Druckanbohrventile (DAVs) ELGEF Plus
121Schraubenlängen 101Schweissdaten und Rückverfolgbarkeit 115SDR 53Sicherheitsfaktoren 57SI-Einheiten 43Stoffschlüssige Verbindungen 82Stumpfschweissverbindung (Heizelement-, konventio-
nell) 82Stutzenfittings ELGEF Plus 124
TTransport 76
UÜbergangsadapter mit Gewinde 97Übergangsfittings 120Umrechnungstabellen 45Umwelt 19UNI-Coupling 109
VVakuum 59Verarbeitung und Handling 74Verbindungstechnik 82Verlegung 73Verpackungskonzept 75Viskositäten 45
WWanddicke 53Wasserversorgung 22Weiterbildung 20Werkzeuge zum Elektroschweissen 129
ZZeitstanddiagramm PE80 49Zeitstanddiagramm PE100 48Zeitstandverhalten von PE 47Zeitstandverhalten von thermoplastischen Kunststof-
fen 46Zulassungen und Normen 33

GF Piping Systems – Rohrleitungssysteme in der Versorgung – (11.18) A · 133
A

A · 134 GF Piping Systems – Rohrleitungssysteme in der Versorgung – (11.18)
700 671 677GFDO_P-UT_01_DE (12.18)© Georg Fischer Piping Systems Ltd. CH-8201 Scha� hausen/Switzerland, 2018
VersorgungHaustechnik
Industrie
GF Piping Systems
Weltweit für Sie daUnsere Verkaufsgesellschaften und Vertreter vor Ort bieten Ihnen Beratung in mehr als 100 Ländern.
www.gfps.com
Die hierin enthaltenen Informationen und technischen Daten (insgesamt „Daten”) sind nicht verbindlich, sofern sie nicht ausdrücklich schriftlich bestätigt werden. Die Daten begründen weder ausdrückliche, stillschweigende oder zugesicherte Merkmale noch garantierte Eigenschaften oder eine garantierte Haltbarkeit. Änderungen aller Daten bleiben vorbehalten. Es gelten die Allgemeinen Verkaufsbedingungen der Georg Fischer Piping Systems.
Argentinien / SüdamerikaGeorg Fischer Central Plastics Sudamérica S.R.L.Buenos Aires / ArgentinienTelefon: +54 11 4512 02 [email protected]/ar
AustralienGeorge Fischer Pty LtdRiverwood NSW 2210Telefon: +61 (0) 2 9502 8000 [email protected]/au
ÖsterreichGeorg Fischer Rohrleitungssysteme GmbH3130 HerzogenburgTelefon: +43 (0) 2782 856 [email protected]/at
Georg Fischer Fittings GmbH3160 TraisenTelefon: +43 (0) 2762 [email protected]
Belgien / LuxemburgGeorg Fischer NV/SA1600 Sint-Pieters-Leeuw / BelgienTelefon: +32 (0) 2 556 40 20Fax: +32 (0) 2 524 34 [email protected]/be
BrasilienGeorg Fischer Sist. de Tub. Ltda.04571-020 São Paulo/SPTelefon: +55 (0) 11 5525 [email protected]/br
KanadaGeorg Fischer Piping Systems LtdMississauga, ON L5T 2B2Telefon: +1 (905) 670 8005Fax: +1 (905) 670 [email protected]/ca
ChinaGeorg Fischer Piping Systems Ltd Shanghai 201319Telefon: +86 21 3899 3899 [email protected]/cn
Chinaust Plastics Corp. Ltd.Songlindian, Zhuozhou city, Hebei province, China, 072761Telefon: +86 312 395 2000Fax: +86 312 365 [email protected]
Dänemark / IslandGeorg Fischer A/S2630 Taastrup / DänemarkTelefon: +45 (0) 70 22 19 [email protected]/dk
FinnlandGeorg Fischer AB01510 VantaaTelefon: +358 (0) 9 586 58 25 Fax: +358 (0) 9 586 58 [email protected]/fi
FrankreichGeorg Fischer SAS95932 Roissy Charles de Gaulle CedexTelefon: +33 (0) 1 41 84 68 [email protected]/fr
DeutschlandGeorg Fischer GmbH73095 Albershausen Telefon: +49 (0) 7161 302 [email protected]/de
IndienGeorg Fischer Piping Systems Pvt. Ltd400 083 MumbaiTelefon: +91 22 4007 2000 Fax: +91 22 4007 [email protected]/in
ItalienGeorg Fischer S.p.A.20063 Cernusco S/N (MI)Telefon: +39 02 921 [email protected]/it
Georg Fischer TPA S.r.l.IT-16012 Busalla (GE)Telefon: +39 010 962 47 [email protected]/it
JapanGeorg Fischer Ltd530-0003 Osaka Telefon: +81 (0) 6 6341 [email protected]/jp
KoreaGeorg Fischer Korea Co. LtdUnit 2501, U-Tower120 Heungdeok Jungang-ro (Yeongdeok-dong) Giheung-gu, Yongin-si, Gyeonggi-do Telefon: +82 31 8017 1450Fax: +82 31 217 [email protected]/kr
MalaysiaGeorge Fischer (M) Sdn. Bhd.41200 Klang, Selangor Darul EhsanTelefon: +60 (0) 3 3122 5585Fax: +60 (0) 3 3122 [email protected]/my
Mexiko / LateinamerikaGeorg Fischer S.A. de C.V.CP 66636 Apodaca, Nuevo Leon / MexikoTelefon: +52 (81) 1340 8586Fax: +52 (81) 1522 [email protected]/mx
Mittlerer OstenGeorg Fischer Piping Systems (Switzerland) LtdDubai / Vereinigte Arabische EmirateTelefon: +971 4 289 49 [email protected]/int
NiederlandeGeorg Fischer N.V.8161 PA EpeTelefon: +31 (0) 578 678 222 [email protected]/nl
Georg Fischer Waga N.V.NL-8160 AG EpeTelefon: +31 (0) 578 678 [email protected]
NeuseelandGeorg Fischer Ltd5018 Upper HuttTelefon: +04 527 9813Fax: +04 527 [email protected]/nz
NorwegenGeorg Fischer AS1351 Rud Telefon: +47 67 18 29 [email protected]/no
PolenGeorg Fischer Sp. z o.o.05-090 Sekocin Nowy Telefon: +48 (0) 22 31 31 0 50 [email protected]/pl
RumänienGeorg Fischer Piping Systems (Switzerland) Ltd020257 Bucharest - Sector 2Telefon: +40 (0) 21 230 53 [email protected]/int
RusslandGeorg Fischer Piping Systems (Switzerland) LtdMoscow 125040Telefon: +7 495 748 11 [email protected]/ru
SingapurGeorge Fischer Pte Ltd528 872 SingaporeTelefon: +65 6747 0611Fax: +65 6747 [email protected]/sg
Spanien / PortugalGeorg Fischer S.A.28046 Madrid / SpanienTelefon: +34 (0) 91 781 98 [email protected]/es
SchwedenGeorg Fischer AB117 43 StockholmTelefon: +46 (0) 8 506 775 [email protected]/se
SchweizGeorg Fischer Rohrleitungssysteme (Schweiz) AG8201 SchaffhausenTelefon: +41 (0) 52 631 [email protected]/ch
TaiwanGeorg Fischer Co. LtdSan Chung Dist., New Taipei CityTelefon: +886 2 8512 2822Fax: +886 2 8512 2823www.gfps.com/tw
Grossbritannien / IrlandGeorge Fischer Sales LimitedCoventry, CV2 2ST / GrossbritannienTelefon: +44 (0) 2476 535 [email protected]/uk
USA / KaribikGeorg Fischer LLC92618 Irvine, CA / USATelefon: +1 714 731 88 00 Fax: +1 714 731 62 [email protected]/us
Georg Fischer Central Plastics LLCShawnee, OK 74801 / USATelefon: +1 (405) 273 63 [email protected]
VietnamGeorge Fischer Pte LtdRepresentative OfficeHo Chi Minh CityTelefon: + 84 28 3948 4000Fax: + 84 28 3948 [email protected]/vn
International Georg Fischer Piping Systems (Switzerland) Ltd8201 Schaffhausen / SchweizTelefon: +41 (0) 52 631 3003Fax: +41 (0) 52 631 [email protected]/int
170106-backcover-A4-utility_blue.indd 2 11.09.2018 11:08:49
GF Piping Systems
Weltweit für Sie daUnsere Verkaufsgesellschaften und Vertreter vor Ort bieten Ihnen Beratung in mehr als 100 Ländern.
www.gfps.com
Die hierin enthaltenen Informationen und technischen Daten (insgesamt „Daten”) sind nicht verbindlich, sofern sie nicht ausdrücklich schriftlich bestätigt werden. Die Daten begründen weder ausdrückliche, stillschweigende oder zugesicherte Merkmale noch garantierte Eigenschaften oder eine garantierte Haltbarkeit. Änderungen aller Daten bleiben vorbehalten. Es gelten die Allgemeinen Verkaufsbedingungen der Georg Fischer Piping Systems.
Argentinien / SüdamerikaGeorg Fischer Central Plastics Sudamérica S.R.L.Buenos Aires / ArgentinienTelefon: +54 11 4512 02 [email protected]/ar
AustralienGeorge Fischer Pty LtdRiverwood NSW 2210Telefon: +61 (0) 2 9502 8000 [email protected]/au
ÖsterreichGeorg Fischer Rohrleitungssysteme GmbH3130 HerzogenburgTelefon: +43 (0) 2782 856 [email protected]/at
Georg Fischer Fittings GmbH3160 TraisenTelefon: +43 (0) 2762 [email protected]
Belgien / LuxemburgGeorg Fischer NV/SA1600 Sint-Pieters-Leeuw / BelgienTelefon: +32 (0) 2 556 40 20Fax: +32 (0) 2 524 34 [email protected]/be
BrasilienGeorg Fischer Sist. de Tub. Ltda.04571-020 São Paulo/SPTelefon: +55 (0) 11 5525 [email protected]/br
KanadaGeorg Fischer Piping Systems LtdMississauga, ON L5T 2B2Telefon: +1 (905) 670 8005Fax: +1 (905) 670 [email protected]/ca
ChinaGeorg Fischer Piping Systems Ltd Shanghai 201319Telefon: +86 21 3899 3899 [email protected]/cn
Chinaust Plastics Corp. Ltd.Songlindian, Zhuozhou city, Hebei province, China, 072761Telefon: +86 312 395 2000Fax: +86 312 365 [email protected]
Dänemark / IslandGeorg Fischer A/S2630 Taastrup / DänemarkTelefon: +45 (0) 70 22 19 [email protected]/dk
FinnlandGeorg Fischer AB01510 VantaaTelefon: +358 (0) 9 586 58 25 Fax: +358 (0) 9 586 58 [email protected]/fi
FrankreichGeorg Fischer SAS95932 Roissy Charles de Gaulle CedexTelefon: +33 (0) 1 41 84 68 [email protected]/fr
DeutschlandGeorg Fischer GmbH73095 Albershausen Telefon: +49 (0) 7161 302 [email protected]/de
IndienGeorg Fischer Piping Systems Pvt. Ltd400 083 MumbaiTelefon: +91 22 4007 2000 Fax: +91 22 4007 [email protected]/in
ItalienGeorg Fischer S.p.A.20063 Cernusco S/N (MI)Telefon: +39 02 921 [email protected]/it
Georg Fischer TPA S.r.l.IT-16012 Busalla (GE)Telefon: +39 010 962 47 [email protected]/it
JapanGeorg Fischer Ltd530-0003 Osaka Telefon: +81 (0) 6 6341 [email protected]/jp
KoreaGeorg Fischer Korea Co. LtdUnit 2501, U-Tower120 Heungdeok Jungang-ro (Yeongdeok-dong) Giheung-gu, Yongin-si, Gyeonggi-do Telefon: +82 31 8017 1450Fax: +82 31 217 [email protected]/kr
MalaysiaGeorge Fischer (M) Sdn. Bhd.41200 Klang, Selangor Darul EhsanTelefon: +60 (0) 3 3122 5585Fax: +60 (0) 3 3122 [email protected]/my
Mexiko / LateinamerikaGeorg Fischer S.A. de C.V.CP 66636 Apodaca, Nuevo Leon / MexikoTelefon: +52 (81) 1340 8586Fax: +52 (81) 1522 [email protected]/mx
Mittlerer OstenGeorg Fischer Piping Systems (Switzerland) LtdDubai / Vereinigte Arabische EmirateTelefon: +971 4 289 49 [email protected]/int
NiederlandeGeorg Fischer N.V.8161 PA EpeTelefon: +31 (0) 578 678 222 [email protected]/nl
Georg Fischer Waga N.V.NL-8160 AG EpeTelefon: +31 (0) 578 678 [email protected]
NeuseelandGeorg Fischer Ltd5018 Upper HuttTelefon: +04 527 9813Fax: +04 527 [email protected]/nz
NorwegenGeorg Fischer AS1351 Rud Telefon: +47 67 18 29 [email protected]/no
PolenGeorg Fischer Sp. z o.o.05-090 Sekocin Nowy Telefon: +48 (0) 22 31 31 0 50 [email protected]/pl
RumänienGeorg Fischer Piping Systems (Switzerland) Ltd020257 Bucharest - Sector 2Telefon: +40 (0) 21 230 53 [email protected]/int
RusslandGeorg Fischer Piping Systems (Switzerland) LtdMoscow 125040Telefon: +7 495 748 11 [email protected]/ru
SingapurGeorge Fischer Pte Ltd528 872 SingaporeTelefon: +65 6747 0611Fax: +65 6747 [email protected]/sg
Spanien / PortugalGeorg Fischer S.A.28046 Madrid / SpanienTelefon: +34 (0) 91 781 98 [email protected]/es
SchwedenGeorg Fischer AB117 43 StockholmTelefon: +46 (0) 8 506 775 [email protected]/se
SchweizGeorg Fischer Rohrleitungssysteme (Schweiz) AG8201 SchaffhausenTelefon: +41 (0) 52 631 [email protected]/ch
TaiwanGeorg Fischer Co. LtdSan Chung Dist., New Taipei CityTelefon: +886 2 8512 2822Fax: +886 2 8512 2823www.gfps.com/tw
Grossbritannien / IrlandGeorge Fischer Sales LimitedCoventry, CV2 2ST / GrossbritannienTelefon: +44 (0) 2476 535 [email protected]/uk
USA / KaribikGeorg Fischer LLC92618 Irvine, CA / USATelefon: +1 714 731 88 00 Fax: +1 714 731 62 [email protected]/us
Georg Fischer Central Plastics LLCShawnee, OK 74801 / USATelefon: +1 (405) 273 63 [email protected]
VietnamGeorge Fischer Pte LtdRepresentative OfficeHo Chi Minh CityTelefon: + 84 28 3948 4000Fax: + 84 28 3948 [email protected]/vn
International Georg Fischer Piping Systems (Switzerland) Ltd8201 Schaffhausen / SchweizTelefon: +41 (0) 52 631 3003Fax: +41 (0) 52 631 [email protected]/int
170106-backcover-A4-utility_blue.indd 2 11.09.2018 11:08:49
Preis 45 CHF
Pla
nen,
Bau
en, B
etre
iben
Vers
orgu
ng















![Sicherheitsvorgaben für c-trace Gefäßidentifikationssystem ... · tems, WBIS-PP“, Version 1.04 [BSI-PP0010]. Sicherheitsvorgaben für c-trace Gefäßidentifikationssystem c-ident](https://static.unterlagen.site/doc/80x56/6051dddfb1e869722a239fd3/sicherheitsvorgaben-fr-c-trace-gefidentifikationssystem-tems-wbis-ppaoe.jpg)

