Optim QL/QL1 vergüteter BaustahlGehärteter und vergüteter Optim™ 700 QL/QL1 Baustahl verbessert die Leistung, Haltbarkeit und Sicherheit vonFahrzeugen, Hebeeinrichtungen und Stahlkonstruktionen. Er ist einfach zu schweißen, zu biegen und zu schneiden. MitOptim 700 QL/QL1 können Stahlkonstruktionen leichter gemacht werden, wodurch sich Nutzlast und Energieeffizienzerhöhen. Dieser hochfeste vergütete (Q) TieftemperaturBaustahl (L) erfüllt die Anforderungen nach EN 100256. Optim 700QL entspricht der Güte S690QL und Optim 700 QL1 der Güte S690QL1. Typische Anwendungen sind anspruchsvolleKonstruktionen, die Lasten tragen müssen.
Die Güte S960QL ist als Quartobleche jetzt auch von Ruukki erhältlich. Weitere Informationen erhalten Sie von IhremRuukkiAnsprechpartner vor Ort.
Anwendungsgebiete:• Maschinenbau
• Stahlbauten
• Gerüstkonstruktionen
• Hebeeinrichtungen und mobile Gerätschaften
• Fahrzeuge und Transporteinrichtungen
Diese Publikation ist sorgfältig nach aktuellem Wissensstand und Erkenntnissen erstellt worden. Ruukki übernimmt keine Verantwortung fürdirekte, indirekte Fehler oder Folgeschäden, welche durch die Nutzung oder Nichtnutzung der Informationen oder durch fehlerhafte undunvollständige Informationen verursacht worden sind. Wir behalten uns das Recht vor, Änderungen vorzunehmen. Verwenden Sie immer
Für Bleche (z. B. formeschnittene, gebogene Bleche und präzisionsgeschnittene Bleche mit abgeschrägten Kanten) stehenzahlreiche Anarbeitungsservices zur Verfügung.
Bleche
Quartobleche sind zur Montage bereit und maßgenau. Sie beschleunigen die Produktion im Stahlbau und in der Montageund vermeiden Materialverschwendung. Aufgrund des umfangreichen Angebots können Stahlgüten eingesetzt werden, diefür den jeweiligen Anwendungsbereich am besten geeignet sind.
Abschrägen
Präzisionsgeschnittene Bandbleche mit abgeschrägtem Rand können direkt zur Baustelle geliefert werden, wodurch Zeitsowie Transport und Lagerkosten eingespart werden. Die maßgenaue Fuge gewährleistet ein kontinuierlichesautomatisches Schweißen und problemlosen Einbau.
Produkte aus gebogenem Blech
Produkte aus gebogenem Blech können direkt zur Baustelle geliefert werden, was bei der Zeitplanung und im Hinblick aufTransport und Lagerkosten vorteilhaft ist. Bei Bedarf können die Produkte auch geprimert, mit Schweißfasen undzugeschnitten geliefert werden. Kennzeichnungen erleichtern die Installation.
Verarbeitungshinweise
Die Stahlgüte Optim 700 QL ist auf effiziente Verarbeitung durch z.B.Schneiden, Biegen, Schweißen und Zerspanenausgelegt. Aufgrund seiner hohen Streckgrenze erfordert der vergütete Stahl während der Blechverarbeitung besondereSorgfalt. Generell spielt die Verfahrenstechnik eine wichtige Rolle für die Qualität der aus vergüteten Stählen erzeugtenProdukte. So wird beispielsweise empfohlen, Bleche, die in einer kalten Umgebung gelagert werden, 24 Std. vor derVerarbeitung hereinzuholen.
Optim QL/QL1 vergüteter Baustahl
3
Biegen
Optim 700 QL und Optim 700 QL1. Mindestbiegeradius, Biegewinkel 90°
Dicke t (mm) Innerer Mindestbiegeradius R
≤ 20 2,5 x t
Keine Einschränkung bei der Biegerichtung.
Schweißen
Die Schweißbarkeit ist gut und es können alle üblichen manuellen und automatischen Schweißverfahren verwendetwerden. Das Schweißen sollte entsprechend EN 100256 und EN 10112 ausgeführt werden Empfehlungen für dasSchweißen metallischer Werkstoffe. Teil 2: Lichtbogenschweißen von ferritischen Stählen Das beste Ergebnis wird beiSchweißverfahren und Schweißzusätzen mit geringem Wasserstoffgehalt erzielt (Wasserstoffgehalt HD des Schweißgutsbeträgt maximal 5 ml/100g). Die zu schweißenden Oberflächen müssen trocken und sauber sein. Rückstände von Rost,Fett, Farbe sowie scharfe Kanten vom Brennschneiden sollten beseitigt werden
Informationen über das Schweißen herunterladen
Arbeitstemperatur
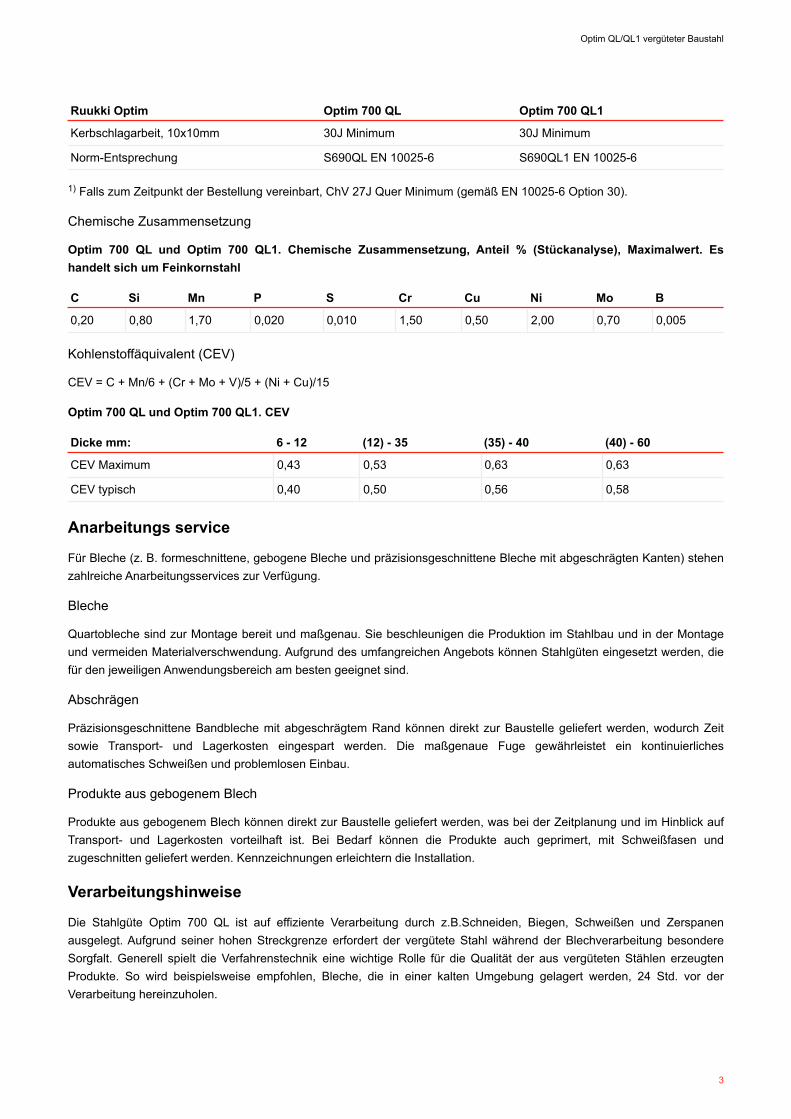
Empfehlungen für das Vorwärmen und die Mindestarbeitstemperatur sind in Bild 1 aufgeführt.
Bild 1. Optim 700 QL und Optim 700 QL1. Empehlungen für Vorwärmen und Mindestarbeitstemperatur (°C). Gilt fürSchweißzusätze ≤H5. Wir empfehlen, die Anleitungen unter EN 10112 zu befolgen.
Ein Vorwärmen ist insbesondere beim Schweißen mit geringer Wärmeeinbringung, wie z.B. demHeftschweißen oder beimSchweißen von Wurzellagen wichtig.
Wärmeeinbrinung und Abkühlzeit t8/5
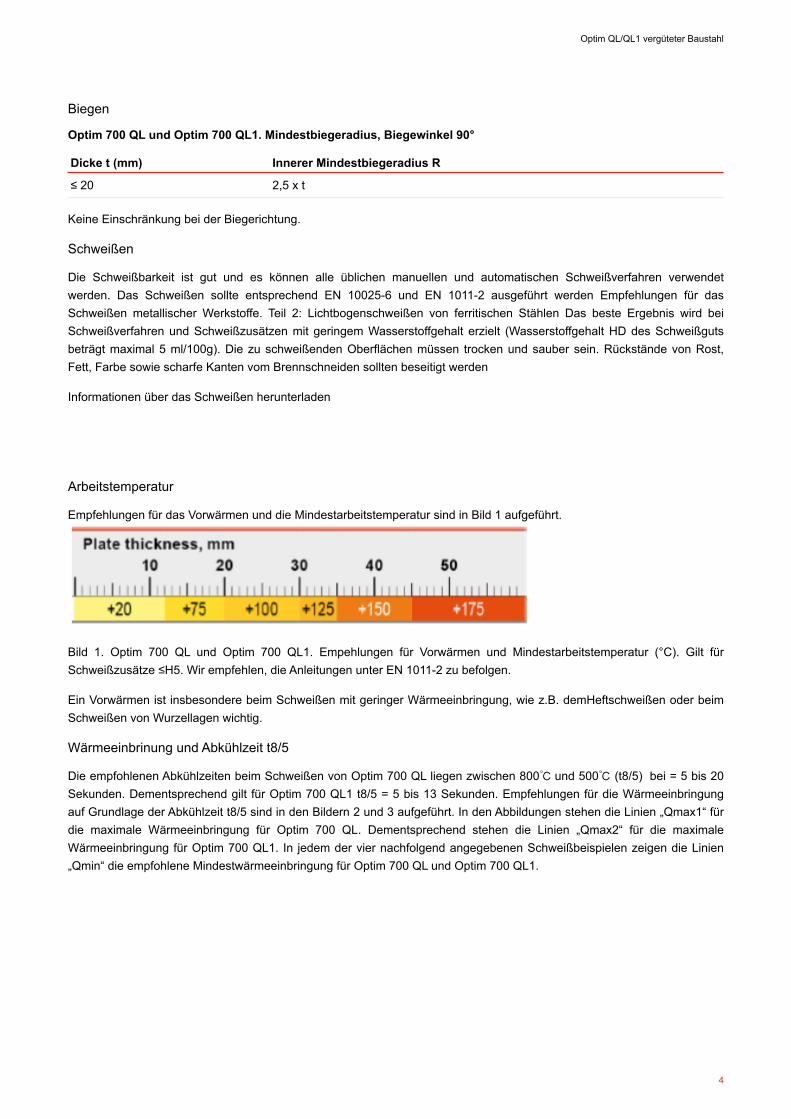
Die empfohlenen Abkühlzeiten beim Schweißen von Optim 700 QL liegen zwischen 800℃ und 500℃ (t8/5) bei = 5 bis 20Sekunden. Dementsprechend gilt für Optim 700 QL1 t8/5 = 5 bis 13 Sekunden. Empfehlungen für die Wärmeeinbringungauf Grundlage der Abkühlzeit t8/5 sind in den Bildern 2 und 3 aufgeführt. In den Abbildungen stehen die Linien „Qmax1“ fürdie maximale Wärmeeinbringung für Optim 700 QL. Dementsprechend stehen die Linien „Qmax2“ für die maximaleWärmeeinbringung für Optim 700 QL1. In jedem der vier nachfolgend angegebenen Schweißbeispielen zeigen die Linien„Qmin“ die empfohlene Mindestwärmeeinbringung für Optim 700 QL und Optim 700 QL1.
Optim QL/QL1 vergüteter Baustahl
4
Bild 2. Optim 700 QL und Optim 700 QL1. Stoßnähte. Allgemeine Empfehlungen zur Wärmeeinbringung (Q). Gültig fürSchweißzusätzee mit Wasserstoffgehalt von ≤H5.
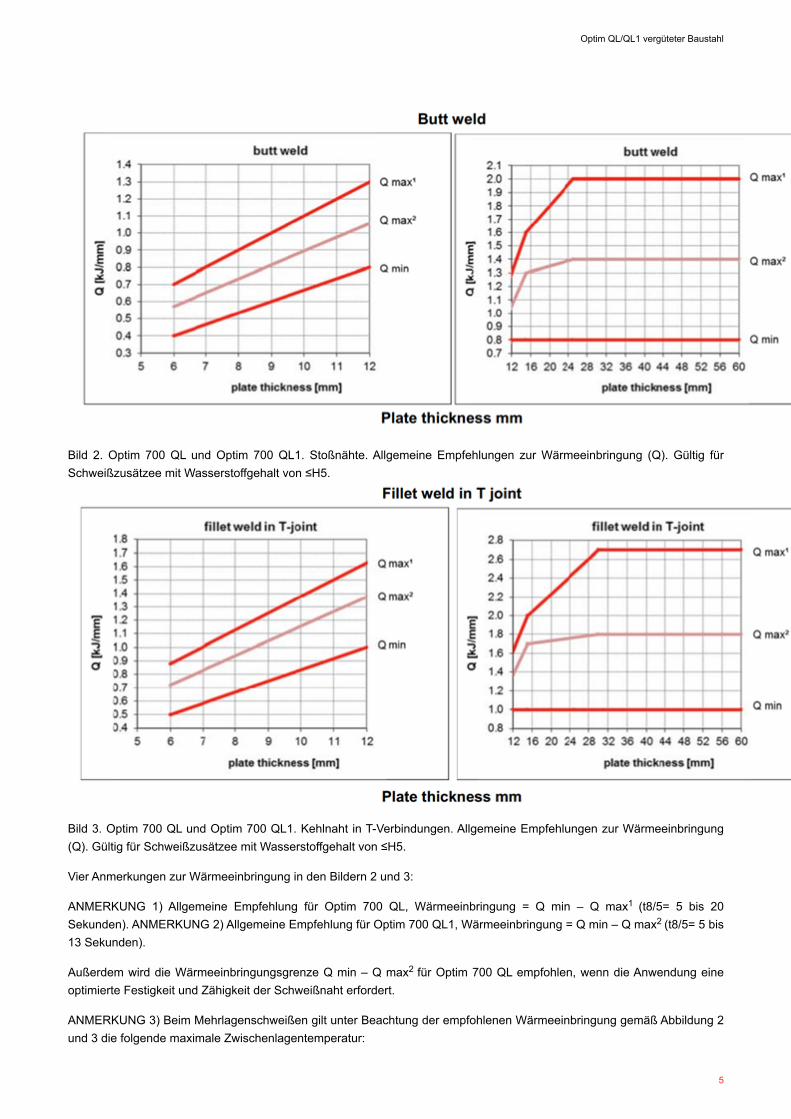
Bild 3. Optim 700 QL und Optim 700 QL1. Kehlnaht in TVerbindungen. Allgemeine Empfehlungen zur Wärmeeinbringung(Q). Gültig für Schweißzusätzee mit Wasserstoffgehalt von ≤H5.
Vier Anmerkungen zur Wärmeeinbringung in den Bildern 2 und 3:
ANMERKUNG 1) Allgemeine Empfehlung für Optim 700 QL, Wärmeeinbringung = Q min – Q max1 (t8/5= 5 bis 20Sekunden). ANMERKUNG 2) Allgemeine Empfehlung für Optim 700 QL1, Wärmeeinbringung = Q min – Q max2 (t8/5= 5 bis13 Sekunden).
Außerdem wird die Wärmeeinbringungsgrenze Q min – Q max2 für Optim 700 QL empfohlen, wenn die Anwendung eineoptimierte Festigkeit und Zähigkeit der Schweißnaht erfordert.
ANMERKUNG 3) Beim Mehrlagenschweißen gilt unter Beachtung der empfohlenen Wärmeeinbringung gemäß Abbildung 2und 3 die folgende maximale Zwischenlagentemperatur:
Optim QL/QL1 vergüteter Baustahl
5
• +100°C, Dicke 6 mm ≤ t ≤ 12 mm
• +125°C, Dicke 12 mm < t ≤ 20 mm
• +175°C, Dicke 20 mm < t ≤ 25 mm
• +225°C, Dicke 25 mm < t ≤ 60 mm.
ANMERKUNG 4) Falls höhere als oben angegebene Zwischenlagentemperaturen erforderlich sind, istdie maximalzulässige Wärmeeinbringung niedriger als in den bildern 2 und 3 dargestellt. Die maximal zulässige Wärmeeinbringung istfallspezifisch und es wird ein Schweißverfahrenstest empfohlen, um den Wert zu definieren. Die Zwischenlagentemperatursollte jedoch +300°C nicht überschreiten.
Schweißzusätze
Der Wasserstoffgehalt der Schweißnähte sollte so gering wie möglich sein, um das Risiko von Kaltrissen zu minimieren.Dies bedeutet, dass nur Schweißzusätze mit niedrigem Wasserstoffgehalt (HD ≤ 5 ml/100g) empfohlen werden. DieSchweißzusätze müssen beim Transport, bei der Lagerung und bei der Verarbeitung vor der Aufnahme von Feuchtigkeitgeschützt werden. Bei Bedarf müssen die Schweißzusätze (Flussmittel, basisch umhüllte Elektroden) unter Einhaltung derHerstelleranweisungen direkt vor dem Schweißen wieder getrocknet werden.
Die in der nachfolgenden Tabelle gezeigten Schweißzusätze ergeben ein Schweißgut mit vergleichbarer Festigkeit wie dasGrundmaterial. Für Schweißverbindungen, die eine mit dem Grundmaterial vergleichbare Festigkeit aufweisen sollen, sindSchweizusätze in der entsprechenden Festigkeitsklasse erhältlich.
MIG/MAG Massivdrahtelektrode EN ISO 16834 SFA / AWS A5.28
OK AristoRod 69, Union NiMoCr,LNM MoNiVa, X70IG, NiMoCrIG
G Mn3Ni1CrMo ER110SG
MIG/MAGSchweißen mit Fülldraht EN ISO 18276 / EN ISO17632 SFA / AWS A5.28
OK Tubrod 14.03 T 69 4 Mn2NiMo M M 2 H5 E110CG
MIG/MAG Fülldraht EN ISO 18276 / EN ISO 17632 SFA / AWS A5.28
OK Tubrod 15.09, Megafil 742 M,Fluxofil M42, Union MV NiMoCr
T 69 4 Z P M 2 H50 E111T1K3MJH4
MMA, Elektrode EN ISO 18275 / EN ISO 2560 SFA / AWS A5.5
OK 75.75, FOX EV 85, TENACITO 80,Conarc 85
E 69 4 Mn2NiCrMoB 42 H5 E 69 4 Mn2NiCrMoB 42 H5
SAW Draht + Fülldraht EN ISO 26304 / 14171 SFA / AWS A5.23
OK Autrod 13.43+OK Flux 10.62,Union S 3 NiMoCr + UV 421 TT
S 69 6 FB S3Ni2.5CrMo F11A8EGG / F11A8EGG
Schweißzusätze für Optim 700 QL/QL1. Tieftemperatur (60°C)
MIG/MAG, Massivdrahtelektrode: NiCrMo 2,5IG, Union NiMoCr
MMA, Elektrode: FOX EV 85
SAW, Draht + Fülldraht: 3 NiCrMo 2,5UP + BB 24, Union S 3 NiMoCr + UV 421 TT
Optim QL/QL1 vergüteter Baustahl
6
Die oberen Tabellen stellen keine exklusive Auswahl dar und gelten daher nicht als Einschränkung der Eignung anderergleichwertiger Schweißzusätze. Gleichwertige Schweißzusätze anderer Lieferanten/Hersteller sind gleichermaßenempfehlenswert. Die Gültigkeit der Empfehlungen sollte vor dem Schweißen mit dem Hersteller überprüft werden.
Bei einigen Anwendungen können Schweißzusätze einer geringeren Festigkeitsklasse als das Grundmaterial verwendetwerden. Diese niedriger legierten Schweißzusätze eignen sich für Verbindungen, die geringeren Belastungen ausgesetztsind. Besonders beim Schweißen von Wurzellagen und einseitigen Kehlnähten kommt es zu einer Legierung durch eineVermischung mit dem Grundstahl. Bei diesen Schweißarbeiten werden öfter niedriger legierte Schweißzusätze als bei Füllund Decklagen verwendet. Die Vorteile von niedriger legierten Schweißzusätzen liegen in der höheren Duktilität desSchweißguts im Vergleich zu festeren Schweißzusätzen.
Thermisches Schneiden
Die Stahlgüten Optim 700 QL und Optim 700 QL1 sind für das effiziente thermische Schneiden , wie Brennschneiden,Plasmaschneiden und Laserschneiden, konzipiert. Unter normalen Bedingungen kann das thermische Schneiden wie beiniedrig legierten Baustählen durchgeführt werden. Dennoch hat die Erfahrung gezeigt, dass ein leichtes Vorwärmen für dasBrennschneiden unter Betriebsbedingungen von Vorteil sein kann: +50°C für Blechdicken von 20 bis 50 mm und +100°C fürDicken von 50 bis 60 mm.
Wärmebehandlung
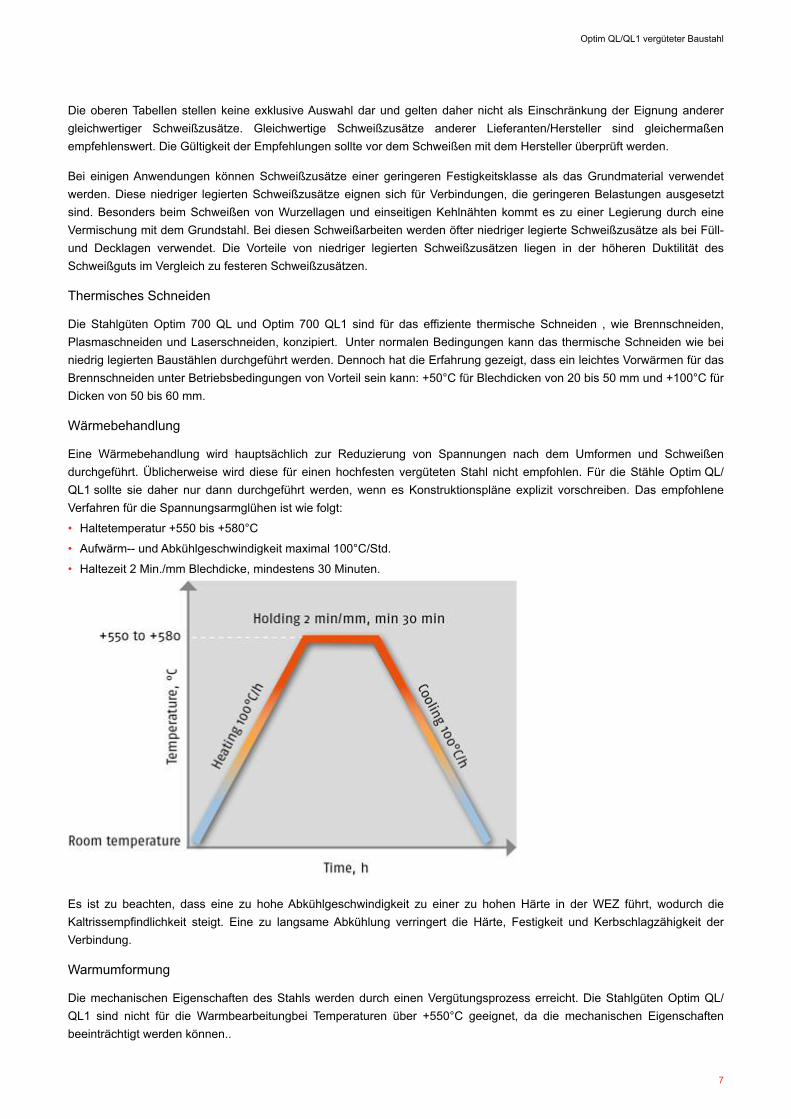
Eine Wärmebehandlung wird hauptsächlich zur Reduzierung von Spannungen nach dem Umformen und Schweißendurchgeführt. Üblicherweise wird diese für einen hochfesten vergüteten Stahl nicht empfohlen. Für die Stähle Optim QL/QL1 sollte sie daher nur dann durchgeführt werden, wenn es Konstruktionspläne explizit vorschreiben. Das empfohleneVerfahren für die Spannungsarmglühen ist wie folgt:
• Haltetemperatur +550 bis +580°C
• Aufwärm und Abkühlgeschwindigkeit maximal 100°C/Std.
Es ist zu beachten, dass eine zu hohe Abkühlgeschwindigkeit zu einer zu hohen Härte in der WEZ führt, wodurch dieKaltrissempfindlichkeit steigt. Eine zu langsame Abkühlung verringert die Härte, Festigkeit und Kerbschlagzähigkeit derVerbindung.
Warmumformung
Die mechanischen Eigenschaften des Stahls werden durch einen Vergütungsprozess erreicht. Die Stahlgüten Optim QL/QL1 sind nicht für die Warmbearbeitungbei Temperaturen über +550°C geeignet, da die mechanischen Eigenschaftenbeeinträchtigt werden können..
Optim QL/QL1 vergüteter Baustahl
7
Flammrichten
Das Flammrichten sollte unter Berücksichtigung der mechanischen Eigenschaften von Stahl erfolgen. Temperaturenoberhalb von 550°C können zu einer Verschlechterung der mechanischen Eigenschaften führen. Insbesondere ist darauf zuachten, wenn die Konstruktion wechselnden Lasten ausgesetzt ist und damit die Gefahr einer Materialermüdung besteht.
Sicherheitshinweise
Hochfeste Stähle müssen mit besonderer Sorgfalt verarbeitet werden. Die Hinweise des Stahllieferanten und guteProduktionsprozesse mit entsprechenden Gesundheits und Sicherheitsvorkehrungen sind wichtig für Qualität undArbeitssicherheit. Beim Schweißen, Schneiden, Schleifen sowie bei einer anderweitigen Verarbeitung von hochfestemOptim QL/QL1 Stahl müssen angemessene Gesundheits und Sicherheitsvorkehrungen getroffen werden. Neue Mitarbeitersollten entsprechend in der Verarbeitung geschult werden.
Der Inhalt dieses Prospekts wurde aus der WebSeite von Ruukki.de erstellt. Der Inhalt wurde am 31.08.2014 aktualisiert.Unser Vertrieb und unser technischer Kundendienst geben Ihnen gerne weitere Informationen. Unsere Kontaktpersonen finden Sie unter















![Wasserstoffunterstützte Risse an hochfesten · PDF fileS690Q Union NiMoCr (SG) S1100QL Union X96 GW GWEZ FWEZ GW GWEZ FWEZ (SG) Zugfestigkeit [MPa] 764 1243 1261 782 1348 1366 1399](https://static.unterlagen.site/doc/80x56/5aabc6827f8b9a2e088c4409/wasserstoffuntersttzte-risse-an-hochfesten-union-nimocr-sg-s1100ql-union-x96.jpg)

