Page 1
5
Vorwort
Das Skriptum „Technisches Deutsch“ ist vor allem für
fortgeschrittene Studenten an der Fakultät für
Produktionstechnologien der Technischen Universität gedacht.
Der vorliegende Band stellt eine Sammlung von fach-und
berufsspäzifischen Themen und Texten dar, durch die die
Studierenden während des studienbegleitenden Deutschunterrichts
Schlüsselqualifikationen erwerben sollten.
Dieses Skriptum wurde als Erprobungsfassung geschrieben und
wird in der Zukunft auf Grund der fachlichen Erfahrungen
neubearbeitet.
Wir wünschen Ihnen viel Erfolg bei der Arbeit mit diesem Skriptum.
Autorin
Page 2
6
Inhalt
Vorwort
Kapitel 1 Fräsen...............................................................................................................7
Kapitel 2 Drähen.............................................................................................................20
Kapitel 3 Bohren..............................................................................................................26
Kapitel 4 Hobeln und Stoßen..........................................................................................36
Kapitel 5 Kühlung...............................................................................................................41
Page 3
7
1. Fräsen
Beim Fräsen werden durch spezielle Werkzeuge auf so genannten
Fräsmaschinen einzelne Späne vom bearbeiteten Werkstoff
abgehoben. Auf diesen Bearbeitungszentren können fast alle
Werkstoffe bearbeitet werden, wie zum Beispiel Holz, Kunststoffe
und die meisten Metalle. Im Vordergrund der meisten Fräsarbeiten
steht die Metallbearbeitung, da durch dieses Verfahren hochpräzise
Teile gefertigt werden können, die trotzdem sehr stabil und
belastbar sind. Heutzutage gibt es Fräsmaschinen von
verschiedensten Ausmaßen und Qualitäten. Die modernsten
Bearbeitungszentren können auf Fünf Achsen arbeiten und somit
kaum noch Wünsche in der Formgebung des Werkstücks offen lassen.
Beim Fräsen entstehen durch die starke Reibung oftmals sehr hohe
Temperaturen, so dass an der Frässtelle gekühlt werden muss.
Fräsverfahren
Das Fräsen an sich ist ein Fertigungsverfahren von Vielen und nur ein
Überbegriff für eine spezielle Zerspanungsart. Es gehört zu der
Hauptgruppe „Trennen“ und unterteilt sich wiederum in verschiedene
Verfahren. Fertigungsverfahren allgemein sind in der Din- Norm DIN
8580 geregelt und das Fräsen im Speziellen in DIN 8589 im 3. Teil.
Die verschiedenen Fräsverfahren sind:
Page 4
8
Planfräsen – Hier werden ebene Flächen erzeugt
Wasserstrahlfräsen – Ein Hochdruckwasserstrahl fräst hier aus
nicht so harten Materialien (z.B. Beton)
Wälzfräsen – Das Fräswerkzeug besteht aus einer Walze mit
einzelnen Zähnen (vor allem zum Fräsen von Zahnrädern verwendet)
Profilfräsen – Die Kontur des eingespannten Fräswerkzeugs wird
unmittelbar auf das Werkstück übertragen
Schraubfräsen – zusammen mit dem Profilfräsen zur
Spindelherstellung genutzt
Rundfräsen – wird vor allem für zylindrische Flächen verwendet
Formfräsen – jegliche räumliche Fläche ist hiermit fräsbar
Schlagzahnfräsen – hiermit können besonders ebene Flächen gefräst
werden
Tauchfräsen – besonders für große Tiefen geeignet
CNC- Fräsen
Ausgeschrieben bedeutet CNC „Computerized Numerical Control“
bzw. übersetzt „computergestützte numerische Steuerung“. Mittels
dieser Technik kann der versierte CNC- Fräser durch
Programmierung am Computer die Regelung und Steuerung von
entsprechenden Werkzeugmaschinen bestimmen. Diese Methode der
Zerspanung machte seine Anfänge ca. Mitte der 70er Jahre des
letzten Jahrhunderts und wurde bzw. wird immer noch
weiterentwickelt. Der CNC- Fräser programmiert heute an einem
Page 5
9
handelsüblichen PC mit speziellen Programmen und Schnittstellen das
Bearbeitungszentrum so, dass am Ende das gewünschte Werkstück
ohne weitere Eingriffe gefertigt wird. Die Fräsmaschinen wechseln
wie programmiert die gewünschten Fräswerkzeuge und die Position
dieser. Die modernen Fräsmaschinen sind heutzutage in der Lage
jedes beliebige Fräswerkzeug, in immer kürzeren Zeiten, immer
genauer einzuspannen, die Position des Werkzeugs genauestens zu
bestimmen und auf Fünf Achsen nahezu jeden beliebigen Werkstoff
zu fräsen. Bei Fünf- Achs- Maschinen kann sich meist der
Werkzeugarm in drei verschiedenen Achsen bewegen und der
Werkstücktisch, auf welchem das Werkstück eingespannt ist, noch
einmal in zwei weitere Achsen. Die Programmierung an sich kann
durch verschiedene Verfahren und Arten erfolgen. Das Fräsen
mittels CNC- Technik hat sich auf dem Markt durchgesetzt und wird
wohl noch einige Zeit bestehen, da komplexe Teile vergleichsweise
einfach und vor allem mit einer hohen Wiederholgenauigkeit und
hohen Geschwindigkeiten hergestellt werden können. Diese weisen
dann, da sie aus einem Stück gefräst sind, noch eine hohe Festigkeit
auf und können durch die mögliche Programmspeicherung gut in Serie
gefertigt werden.
Unterschied zum Drehen
Der einfach erklärte Unterschied vom Fräsen zum Drehen ist, dass
sich beim Fräsen das Werkzeug bewegt (und das Werkstück quasi
Page 6
10
ruht) und beim Drehen das Werkstück sich dreht (und das Werkzeug
fest montiert ist). Bei manchen Maschinen ist jedoch heutzutage
beides, wenn auch nicht in voller Raffinesse, auf einer Dreh-/
Fräsmaschine möglich.
Grundbegriffe Fräsen
Fräsen
Fräsen ist ein Spanen mit geometrisch bestimmten, mehrschneidigen
Werkzeugen, deren Einzelschneiden nicht ständig im Eingriff sind.
Fräsen wird zur Herstellung von ebenen und gekrümmten Flächen,
Nuten, Wendelnuten, Verzahnungen und Gewinde eingesetzt.
Fräsvorgang
Beim Fräsen führt das mehrschneidige Fräswerkzeug eine
kreisförmige Schnittbewegung aus, Vorschub und Zustellbewegung
werden in der Regel vom Werkstück, können aber auch vom
Werkzeug selbst ausgeführt werden. Der unterbrochene schnitt ist
für das Fräse charakteristisch.
Fräser
Fräser sind mehrschneidige Werkzeuge aus Werkzeugstahl. Jeder
Zahn kann als selbstständige Werkzeugschneide betrachtet werden.
Page 7
11
Die winkel am Fräser sind abhängig von dem zu bearbeitenden
Werkstoff. Je härter der Werkstoff, desto größer der Keilwinkel.
Der Freiwinkel bewirkt den freien Schnitt, der Spanwinkel
ermöglicht den Spanabfluss. Siehe auch Link. Die Spanräume müssen
so groß sein, dass sie die abgetrennten Späne aufnehmen können.
Es gibt 3 Fräsertypen
Page 8
12
Typ H (10-16 Schneiden) für harte und zähharte Werkstoffe. Bei
einem großen Keilwinkel sind Spanraum, Spanwinkel und Freiwinkel
klein, da ein kleiner Vorschub gewählt wird und dadurch weniger
Späne anfallen.
Typ N (8-10 Schneiden) für Baustähle, Gußeisen, mittelharte
Nichteisenmetalle
Typ W (4-8 Schneiden) für weiche Werkstoffe wie z.B. Aluminium
oder Kupfer. Es sind Fräser mit einem großen freiwinkel und großem
Spanraum damit die anfallenden Späne leicht abgeführt werden
können.
Fräser kann man zusätzlich noch nach der Art der Mitnahme
(Aufsteckfräser, Schaftfräser), nach der Fräserform (z.B.
Page 9
13
Walzenstirnfräser, Prismenfräser, T-Nutenfräser), nach der
Zahnform und nach der Zahnrichtung unterteilen,
Nach der Zahnform unterscheidet man spitzverzahnte oder gefräste
und hinterdrehte oder hinterschliffene Fräser. Spitzverzahne
Fräser werden an den Freiflächen und teilweise an der Zahnbrust
scharfgeschliffen. Hinterdrehte Fräser sind Profilfräser zu
Herstellung von Profilen, Zahnräder und Gewinden. Solche Fräser
werden an der Spanfläche nachgeschliffen damit sich der Freiwinkel
und somit das Schneidenprofil nicht ändert.
Page 11
15
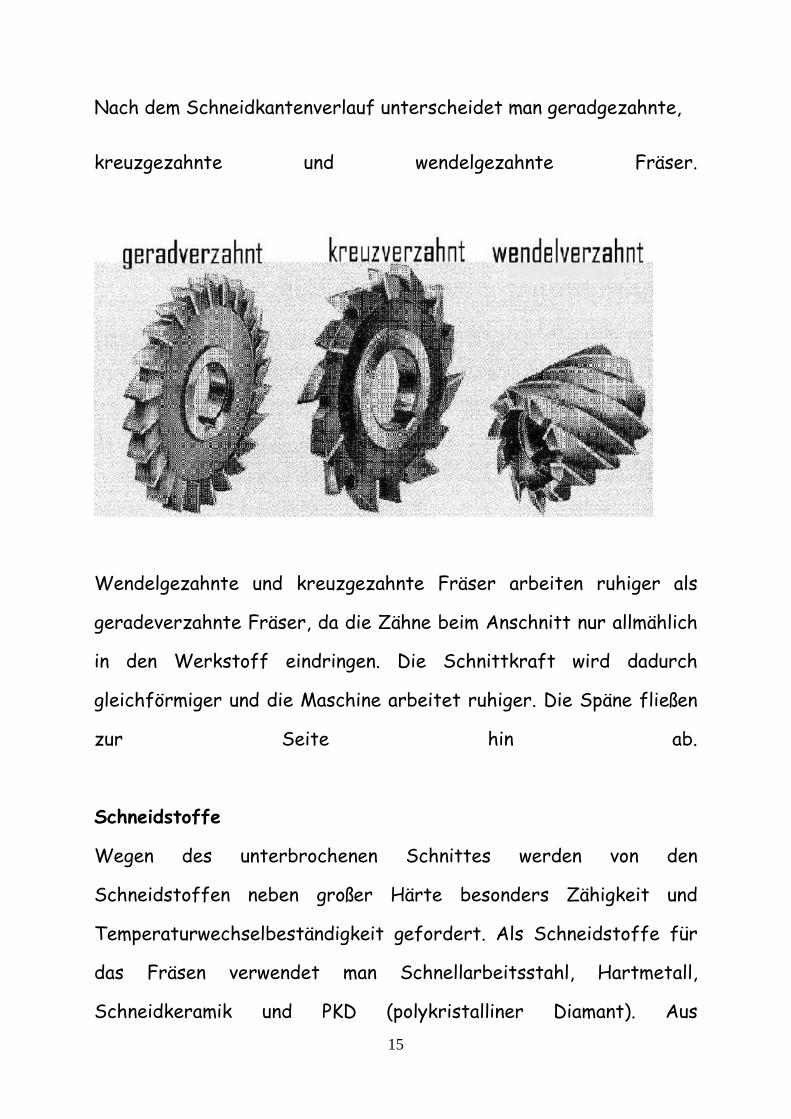
Nach dem Schneidkantenverlauf unterscheidet man geradgezahnte,
kreuzgezahnte und wendelgezahnte Fräser.
Wendelgezahnte und kreuzgezahnte Fräser arbeiten ruhiger als
geradeverzahnte Fräser, da die Zähne beim Anschnitt nur allmählich
in den Werkstoff eindringen. Die Schnittkraft wird dadurch
gleichförmiger und die Maschine arbeitet ruhiger. Die Späne fließen
zur Seite hin ab.
Schneidstoffe
Wegen des unterbrochenen Schnittes werden von den
Schneidstoffen neben großer Härte besonders Zähigkeit und
Temperaturwechselbeständigkeit gefordert. Als Schneidstoffe für
das Fräsen verwendet man Schnellarbeitsstahl, Hartmetall,
Schneidkeramik und PKD (polykristalliner Diamant). Aus
Page 12
16
Schnellarbeitsstahl lassen sich besonders kompliziert geformte
Fräser herstellen (Formfräser). Schnellarbeitsstahl besitzt
gegenüber Hartmetall eine höhere Zähigkeit und Kantenfestigkeit.
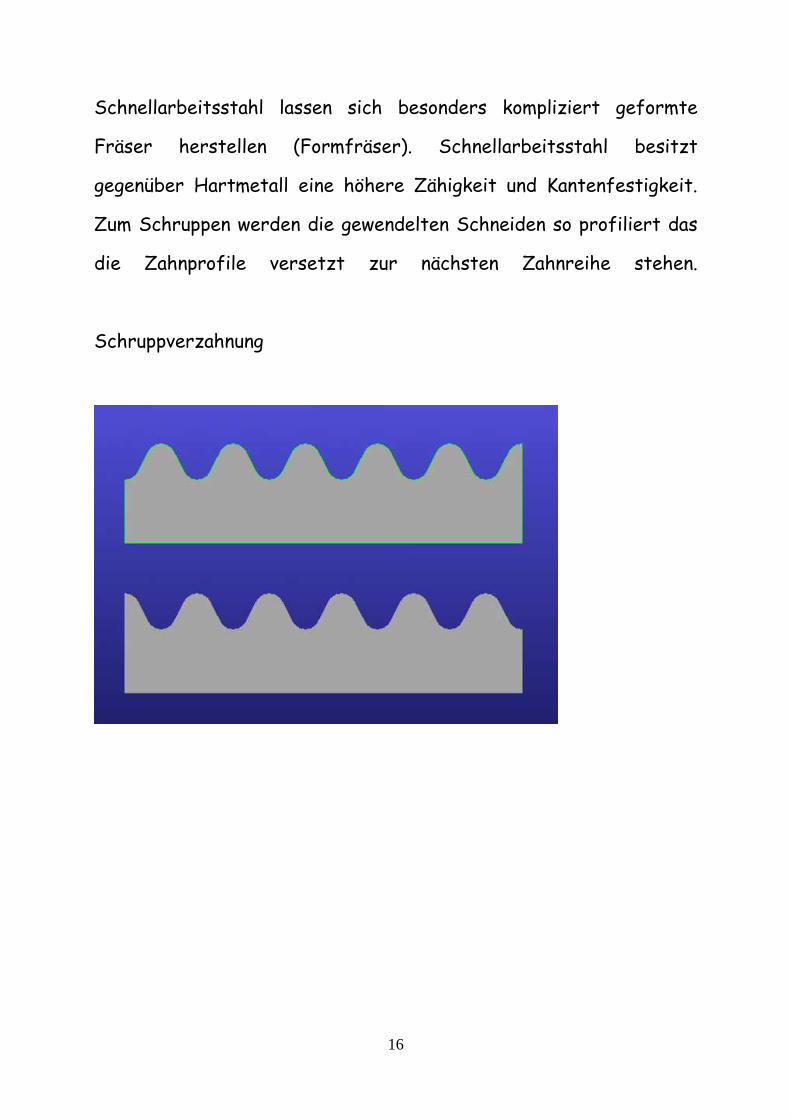
Zum Schruppen werden die gewendelten Schneiden so profiliert das
die Zahnprofile versetzt zur nächsten Zahnreihe stehen.
Schruppverzahnung
Page 13
17
Schrupp-Schlichtverzahnung
Schneidplatten aus Hartmetall sind entweder aufgelötet oder als
Wendeschneidplatten geschraubt oder geklemmt.
Keramikschneidplatten sind in Kassetten montiert. Solche Platten
verwendet man zum fräsen mit besonders hohen
Schnittgeschwindigkeiten oder zum Bearbeiten von gehärteten
Werkstoffen. (für Hobbyzwecke eher ungeeignet)
PKD sind zum Fräsen von schwer zerspanbaren Al-Legierungen,
anderen NE Metallen und Duroplaten geeignet. Die Frässzeiten liegen
bei 10-40facher Standzeit des Fräsers bis zu 40% niedriger als bei
Fräsern mit Hartmetallschneiden. Es werden aber wesentlich höhere
Schnittgeschwindigkeiten benötigt als bei Hartmetall.
Page 14
18
Gleichlauf- und Gegenlauffräsen
Nach der Richtung der Vorschubbewegung zur Schnittbewegung
unterscheidet man zwischen Gleichlauffräsen und Gegenlauffräsen.
Beim Gleichlauffräsen bewegt sich das Werkzeug und Werkstück in
gleicher Richtung. Die auftretenden Kräfte bewirken ein Andrücken
des Werkstückes an den Arbeitstisch. Dadurch wird ein „rattern“
weitgehend vermieden und es entsteht eine gute Oberfläche. Der
Fräser greift sofort in das volle Material ein und beansprucht die
Fräserschneide mit großen Kräften. Auf den meisten Fräsmaschinen
ist daher Gleichlauffräsen nur als Schlichtfräsen möglich. WICHTIG!
Bei Gleichlauffräsen benötigt man Fräsmaschinen mit spielfreiem
Tischantrieb (Kugelumlaufspindel)
Page 15
19
Beim Gegenlauffräsen sind Schnittbewegung und Vorschubbewegung
entgegengesetzt. Der Fräser dringt nach und nach in den Werkstoff
ein, wodurch die Belastung der Fräserschneiden nicht gleichmäßig ist.
Der größte Schnittdruck ist beim Austreten der Fräserschneide aus
dem Werkstück vorhanden. Er drückt den Fräser nach unten und das
Werkstück nach oben. Ist die Fräserschneide aus dem Werkstück
ausgetreten, federn Schneide und Werkstück zurück. Es entsteht
eine sogenannte „Rattermarke“, die zu einer welligen Oberfläche
führt.
Page 16
20
2. Drehen
ist ein zerspanendes Fertigungsverfahren für Metalle und
Kunststoffe. Gedreht wird manuell auf einer Drehbank oder
automatisiert auf einer Drehmaschine.
Hier hier dreht sich das Werkstück beziehungsweise Halbzeug; es
führt die Hauptschnittbewegung mit seiner Rotation aus. Das fest
eingespannte Werkzeug (Drehmeißel) wird am drehenden Werkstück
mit Hilfe des Werkzeugschlittens entlang bewegt, um einen Span
abzuheben; es führt die Zustell- und Vorschubbewegung (posúnový
pohyb) aus.
Sústruženie je trieskové obrábanie vonkajších a vnútorných povrchov
pri ktorom obrobok koná hlavný otáčavý pohyb a nástroj koná posuv,
a to rovnobežne s osou otáčania obrobku alebo kolmo na túto os
otáčania. Obrábací stroj sa nazýva sústruh a obrábací nástroj
sústružnícky nôž.
Drehverfahren
Je nachdem, wie die Bearbeitungsstelle am Werkstück liegt, spricht
man von Außendrehen und Innendrehen.
Je nach Vorschubrichtung wird zwischen Längsdrehen und
Querdrehen unterschieden.
Page 17
21
Je nach Bearbeitungsfläche wird unterschieden in Runddrehen,
Plandrehen, Schraubdrehen, Wälzdrehen, Profildrehen und
Formdrehen.
Die bearbeitete Fläche ist farbig markiert
Längs-Rund-Drehen
Quer-Plan-Drehen
Quer-Stech-Drehen
Längs-Stech-Drehen
Page 18
22
Bewegungen an Werkzeugmaschinen
Gebräuchliche maschinelle Fertigungsverfahren sind
Drehen, Fräsen und Bohren. Mit einer keilförmigen
Werkzeugschneide wird ein Span abgetrennt, ein Spanvolumen
erzeugt. Jedes Volumen ist durch drei Dimensionen
bestimmt, durch die Länge, die Breite und die
Höhe (Dicke). Dies gilt auch für das Spanvolumen. Es ist
bestimmt durch die Länge des Spans, die Spanungsbreite
und die Spanungsdicke. Damit diese drei geometrischen
Größen entstehen, muss eine Werkzeugmaschine
grundsätzlich drei Bewegungen ausführen:
l Die Spanungslänge entsteht durch die Schnittbewegung.
l Die Spanungsbreite entsteht durch die Zustellbewegung.
l Die Spanungsdicke entsteht durch die Vorschubbewegung
Bewegungsrichtung
Je nach Vorschubrichtung wird zwischen Längsdrehen und
Querdrehen unterschieden. Beim Längsdrehen bewegt sich das
Werkzeug längs der Rotationsachse (Z-Achse), beim Querdrehen
senkrecht/quer dazu, also entlang der X-Achse. Dies sind die
grundlegenden Bewegungen beim Drehen. Kompliziertere Formen
werden durch die Überlagerung beider Bewegungen erzeugt. Wenn
Page 19
23
sich das Werkzeug auf einer geraden Bahn in einem Winkel zur Z-
Achse bewegt, entstehen Kegelflächen. Beim Formdrehen kann sich
das Werkzeug auch auf beliebig gekrümmten Bahnen bewegen und
damit die verschiedensten rotationssymmetrischen Formen erzeugen.
Nachformdrehen
NC-Formdrehen
Page 20
24
geometrische Form der bearbeiteten Fläche
• Runddrehen, es entsteht die Mantelfläche eines Zylinders
• Plandrehen, es entsteht die Grundfläche eines Zylinders, also
eine Ebene
• Kegeldrehen, es entsteht die Mantelfläche eines Kegels
• Schraubdrehen, es entstehen Flächen entlang einer
Schraubenlinie
• Profildrehen, die Form des Werkzeugs wird auf das Werkstück
übertragen, zum Beispiel zum Abrunden von Ecken mit einer
viertelkreisförmigen Werkzeugschneide
• Formdrehen, eine beliebige rotationssymmetrische Fläche wird
durch die dazu passende Werkzeugbahn erzeugt. Formdrehen
kann weiter unterteilt werden in:
o Freiformdrehen, hierbei wird das Werkzeug entweder mit
der Hand geführt und auf eine Stütze aufgelegt oder die
zwei Kurbeln (für Z- und X-Achse) werden gleichzeitig
manuell betätigt. Hierzu ist eine gewisse Übung nötig,
maßhaltige Werkstücke können so nicht hergestellt
werden.
o Nachformdrehen, hierbei wird die Form eines Musters
elektronisch oder mechanisch abgetastet und auf das
Werkzeug und damit auf das Werkstück übertragen.
Page 21
25
o NC-Formdrehen, die Werkzeugbahn wird durch ein
Programm von einem Rechner gesteuert.
• Unrunddrehen, es entstehen Flächen, die nicht
rotationssymmetrisch sind, zum Beispiel der Sechskant-Kopf
einer Schraube
• Hinterdrehen, das Herstellen von Freiflächen, zum Beispiel an
einem Fräserrohling
Page 22
26
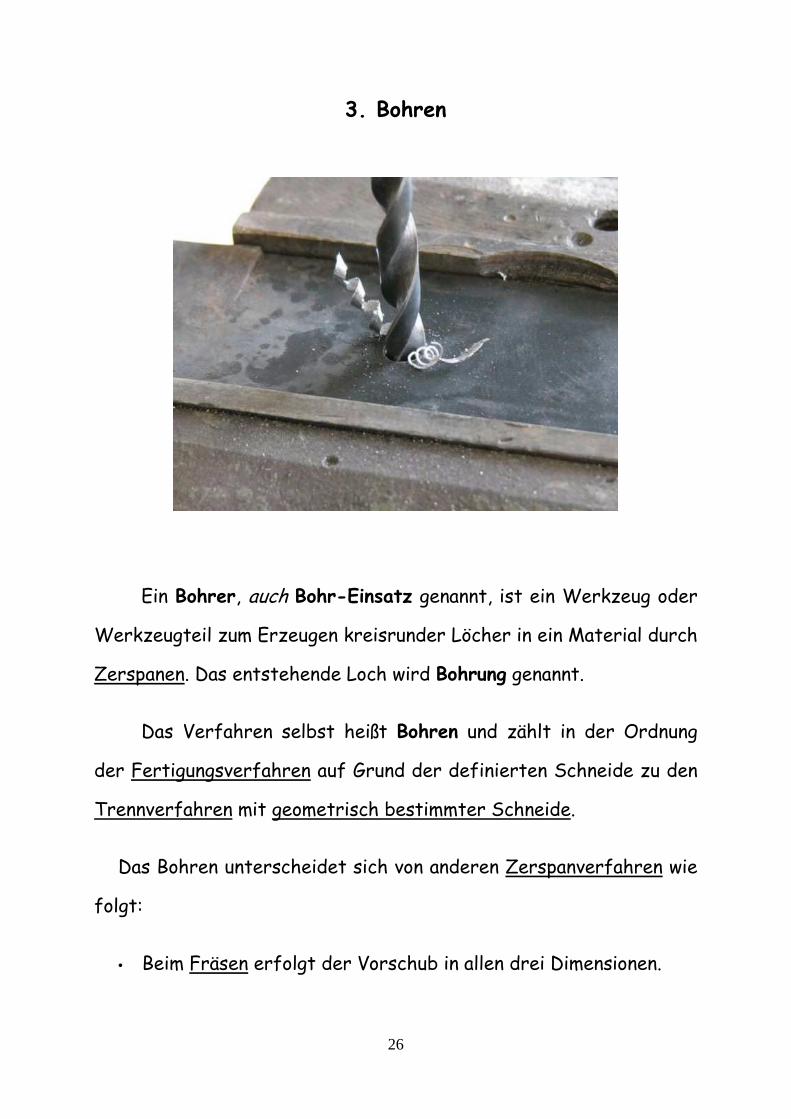
3. Bohren
Ein Bohrer, auch Bohr-Einsatz genannt, ist ein Werkzeug oder
Werkzeugteil zum Erzeugen kreisrunder Löcher in ein Material durch
Zerspanen. Das entstehende Loch wird Bohrung genannt.
Das Verfahren selbst heißt Bohren und zählt in der Ordnung
der Fertigungsverfahren auf Grund der definierten Schneide zu den
Trennverfahren mit geometrisch bestimmter Schneide.
Das Bohren unterscheidet sich von anderen Zerspanverfahren wie
folgt:
• Beim Fräsen erfolgt der Vorschub in allen drei Dimensionen.
Page 23
27
• Beim Drehen steht das Werkzeug (meist) fest, während das
Werkstück rotiert.
• Beim Schleifen sind die Schneiden geometrisch unbestimmt.
Das Bohren
Zuerst sollte die richtige Stelle angezeichnet werden. Dann mit
der Zentrierspitze eine Kerbe schaffen. Das verhindert ein
Weglaufen des Bohrers. Nun die Bohrmaschine zuerst einschalten
und erst jetzt den Bohrer in die Kerbe setzen. Späne regelmäßig
durch Zurückziehen des Bohrers abführen. Bei Forstnerbohrern ist
es beim Bohren zudem vorteilhaft, wenn man die Maschine
kontrolliert taumeln lässt.
Zum Bohren gibt es eine Reihe brauchbarer Maschinen.
Besonders feinfühlig geht es mit einer handbetriebenen
Bohrmaschine. Aber auch mit allen elektrischen Handbohrmaschinen
sind verwendbar, wenn deren Schlagwerk abgeschaltet ist. Ebenso
können Akkuschrauber verwendet werden, allerdings sollte dort
darauf geachtet werden, dass die Drehmomenteinstellung auf Bohren
gestellt ist. Besonders präzise kann mit einer Standbohrmaschine
oder einer Fräsmaschine gearbeitet werden.
Page 24
28
Holzbohrer mit Zentrierspitze, Metallbohrer und Steinbohrer
mit eingelöteter Hartmetallplatte (v.l.n.r.)
Bohrerarten
Unterschiedliche Materialien (z. B. Holz, Metall oder Gestein)
erfordern unterschiedliche Bohrerarten. Die bekanntesten Bohrer
werden nach ihrem Aussehen und ihrer Form Spiralbohrer genannt.
Holzspiralbohrer - Kennzeichnend ist eine dünne Spitze in der
Schneidenmitte, die zur Zentrierung dient. Holzbohrer bestehen
meist aus einer Chrom-Vanadium-Legierung (VA).
Metallspiralbohrer - Man unterteilt Metallspiralbohrer – je
nach Werkstoff – in drei Kategorien. Sie bestehen aus
Schnellarbeitsstahl (HSS).
Gesteins- oder Steinbohrer - Zum Bohren harter Werkstoffe
aus Gestein, Mauerwerk und Beton. Die Schneide ist mit einem
Hartmetallblättchen bestückt und in der Regel meißelförmig
Page 25
29
• Spiralbohrer
Spiralbohrer bestehen aus 2 Spannuten und einer Dachspitze oder
einer Zentrierspitze.
Spiralbohrer mit Dachspitze können unterschieden werden in 3
Typen:
Typ N: normale Ausführung aus HSS
(Hochleistungsschnellschnittstahl) für allgemeine Baustähle, NE-
Metalle, Gusseisen.
Typ H: langgedrallte Spirale aus HSS für harte und
zähharte Werkstoffe, wie z.B. Stähle, Kunststoffe,
Schichtpressstoffe, Plexiglas.
Typ W: kurzgedrallte Spirale aus HSS für weiche
und zähe Werkstoffe, wie Leichtmetalle, weiche Kunsttoffe,
Hartholz, Spanplatte.
Weiterhin ist die Dachspitze des Spiralbohres nach der DIN 1412
unterschiedlich geschliffen.
Die wichtigsten Bohreranschliffe neben dem Normalschliff sind:
Page 26
30
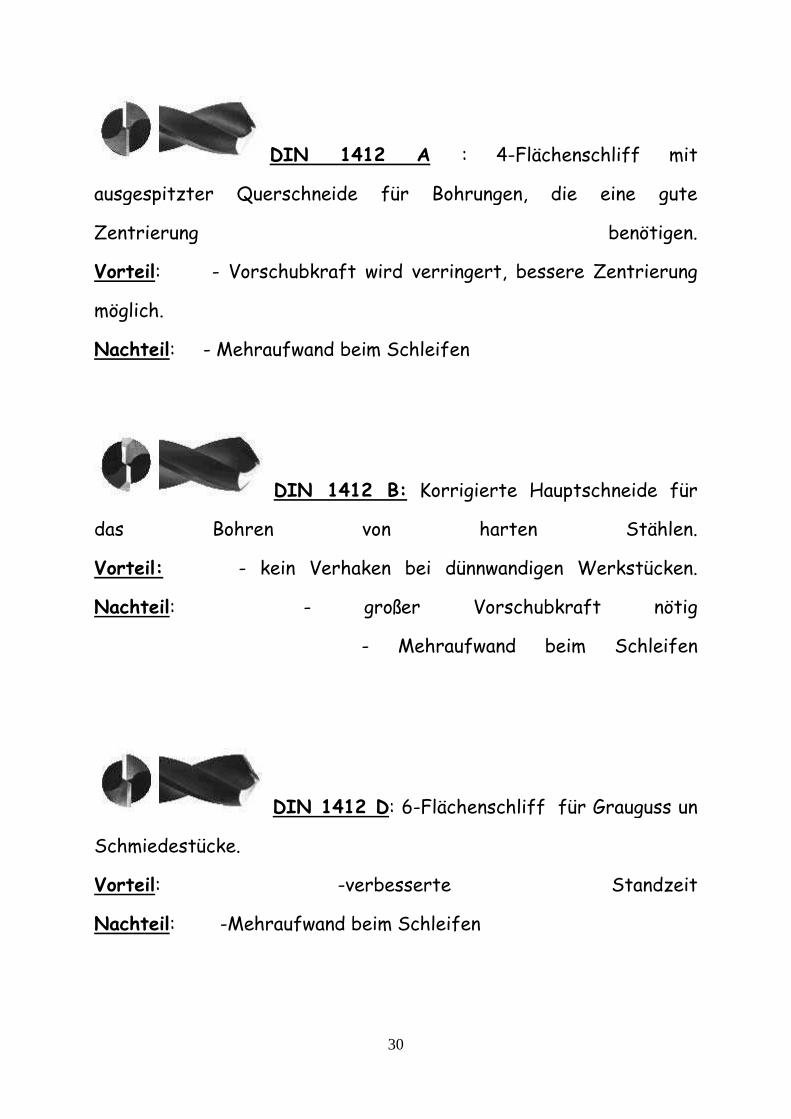
DIN 1412 A : 4-Flächenschliff mit
ausgespitzter Querschneide für Bohrungen, die eine gute
Zentrierung benötigen.
Vorteil: - Vorschubkraft wird verringert, bessere Zentrierung
möglich.
Nachteil: - Mehraufwand beim Schleifen
DIN 1412 B: Korrigierte Hauptschneide für
das Bohren von harten Stählen.
Vorteil: - kein Verhaken bei dünnwandigen Werkstücken.
Nachteil: - großer Vorschubkraft nötig
- Mehraufwand beim Schleifen
DIN 1412 D: 6-Flächenschliff für Grauguss un
Schmiedestücke.
Vorteil: -verbesserte Standzeit
Nachteil: -Mehraufwand beim Schleifen
Page 27
31
Spiralbohrer mit Zentrierspitze
Der Spiralbohrer mit einer Zentrierspitze hat zwei Vorschneider,
zwei Spanabheber und an den Wangen der Spannuten in der Regel
eine Nebenschneide.
Dieser Bohrertyp wird hauptsächlich zum Bohren von Hart- und
Weichholz sowie Holzwerkstoffen benutzt.
• Schlangenbohrer
Schlangenbohrer haben eine
Gewindespitze, ein oder zwei Vorschneider und ein oder zwei
Spanabheber. Die ausladenen Transportschnecken fördern
zuverlässig die Späneaus dem Bohrloch und verstopfen nicht so
Page 28
32
schnell wie die Spiralbohrer mit Zentrierspitze.
Dieser Bohrer wird hauptsächlich für das Bohren in Hart- und
Weichholz sowie allen anderen Holzwerkstoffen benutzt.
Auch für das Bohren in Hirnholz ist der Schlangenbohrer
geeignet.
• Forstner- und Kunstbohrer
Forstner- und Kunstbohrer gibt
in der Regel in den Größen 10mm bis 40mm. Sie sind geeignet für
Bohrungen in Holz und Holzwerkstoffen, zB um Äste auszubohren
oder um Bohrungen für Topfbänder zu machen.
Beide Bohrertypen haben eine Zentriespitze, zwei Spanabheber ,
jedoch hat der Kunstbohrer(rechtes Bild) zwei besonders geformte
Vorschneider während der Forstnerbohrer (linkes Bild) eine
gleichmäßig umlaufende Umfangschneide als Vorschneider besitzt.
• Steinbohrer
Steinbohrer sind von ihrer Grundform Spiralbohrer, die in ihrer
Schneide ein Hartmetallplättchen eingelötet haben und zum Bohren
Page 29
33
von Löchern in Gestein, Mauerwerk und Beton mit
Schlagbohrmaschinen entwickelt wurden.
Man unterscheidet bei der Ausprägung des
Hartmetallplätchens zwischen:
1. Schneide mit scharfer Schneidekante für bohrenden Betrieb
(Karat-Bohrer), z.B. Fliese, weiche Gesteine.
2. meißelförmige Schneide für schlagbohrenden Betrieb, z.B
Mauerwerk, Beton.
Es gibt bei Steinbohrern mit 2 verschiedene Schaftausführungen:
als Rundschaftbohrer mit
zylindrischen Schaft
mit SDF Aufnahme, entweder SDF-Plus(10mmSchaftdurchmesser)
oder SDF-Max (18mm Schaftdurchmesser)
Page 30
34
Arbeitsregeln an der Ständerbohrmaschine
1. Enganliegende Kleidung tragen (Lange Ärmel nur nach
innen umschlagen! Niemals Handschuhe tragen. Lose
hängende Bänder, Zipfel, Schals sind gefährlich!
Fingerringe, Armbänder und Armbanduhren sind
abzulegen)
2. Langes Haar zurückkämmen und "befestigen"!
3. Allein an der Bohrmaschine arbeiten! Zuschauer:
Abstand halten!
4. Bohrstelle ankörnen!
5. Werkstück einspannen Maschinenschraubstock
benutzen!
6. Falls möglich: Werkzeug (Bohrer) und Arbeitszone durch
Plexiglashaube weitestgehend abdecken.
7. Wenn erforderlich, Schutzbrille tragen
8. Niemals bei laufender Maschine ein- oder ausspannen!
Keine Spannschlüssel im Bohrfutter stecken lassen!
9. Bohrtisch sauber halten! Späne mit Pinsel entfernen
10. Nicht an der laufenden Spindel vorbeigreifen!
11. Fußboden sauber halten!
Page 31
35
Bohrern für unterschiedliche Materialien:
• A – Metall-Spiralbohrer,
• B - Holz-Spiralbohrer,
• C - Betonbohrer mit Hartmetall-Schneide,
• D - Spatenbohrer für Holz,
• E - Universalbohrer für Metall und Beton mit Hartmetall-Schneide,
• F - Bohrer für Bleche,
• G - Universalbohrer für Metall, Holz und Kunststoff
Arten von Bohrerschäften:
• 1, 2 - Zylinderschaft,
• 3 - SDS-plus-Schaft,
• 4, 5 - Außenkantschaft (6-Kant und 4-Kant),
• 6 - Zylinderschaft mit drei Fasen,
• 7 - 1/4-Zoll-Sechskantschaft
Page 32
36
4. Hobeln und Stoßen
Hobeln und Stoßen sind spanende Fertigungsverfahren mit
geometrisch bestimmter Schneide zur Herstellung von ebenen
Flächen, Nuten sowie Profilen. Bei der geradlinigen Schnittbewegung
erfolgt die Spanabnahme während des Arbeitshubes durch einen
einschneidigen Meißel. Der anschließende Rückhub (Leerhub) bringt
das Werkzeug wieder in die Ausgangsstellung zurück. Der Vorschub
erfolgt schrittweise am Ende des Rückhubes.
Beim Hobeln führt das Werkstück die Schnitt- und Rückbewegung
aus, Vorschub- und Zustellbewegung erfolgen durch das Werkzeug.
Beim Stoßen führt hingegen das Werkzeug die Schnitt- und
Rückbewegung aus, Vorschub- und Zustellbewegung können durch das
Werkstück oder das Werkzeug erfolgen.
Eine Sonderform des Stoßens ist das Ziehen bzw. Nutenziehen, bei
dem die Schneide eines Profilmeißels (Ziehmesser) bei der
Arbeitsbewegung gezogen und nicht, wie beim Stoßen, geschoben
wird.
Hobel- und Stoßverfahren
Nach der Richtung der Schnittbewegung teilt man das Stoßen in
Waagrechtstoßen und Senkrechtstoßen ein. Nach der Art der
erzeugten Fläche unterscheidet man beim Hobeln z. B. Planhobeln
Page 33
37
und Formhobeln, beim Stoßen Planstoßen, Formstoßen, Wälzstoßen,
Profilstoßen und Schraubstoßen. Beim Schraubstoßen führt demnach
das Werkstück, abgestimmt auf die geradlinige Arbeitsbewegung des
Werkzeuges, eine zusätzliche Drehbewegung aus. Beim Wälzstoßen
drehen sich sowohl Werkzeug als auch Werkstück.
Beim Kurzhobeln werden die Schnitt- und die Zustellbewegung vom
Werkzeug ausgeführt, die Vorschubbewegung erfolgt durch den
Aufspanntisch der Hobelmaschine. Die max. Hobellänge (i. d. R. < 1 m)
wird durch den max. Arbeitshub der Hobelmaschine vorgegeben. Das
Kurzhobeln wird zum Erzeugen von Platten und Formteilen mit
geraden Begrenzungslinien im Werkzeug- und Maschinenbau
angewendet. Mit einer speziellen Kopiereinrichtung lassen sich aber
durchaus auch gekrümmte Flächen – allerdings nur streifenweise –
erzeugen.
Beim Langhobeln wird die Schnittbewegung vom Werkstück, die
Vorschub- und Zustellbewegung vom Werkzeug ausgeführt. Die
Arbeitswege bzw. die Hubgröße liegen beim Langhobeln zwischen 2
und 10 m. Das Langhobeln dient zur Bearbeitung von langen, schmalen
Flächen z. B. an Betten und Gestellen von Werkzeugmaschinen oder
an Großteilen des allgemeinen Maschinenbaues. Aber auch bei der
Herstellung von Spezialteilen, wie etwa Weichenzungen für die Bahn
(= schmaler werdende Schienenstücke), kommt das Langhobeln häufig
zur Verwendung.
Page 34
38
Das Stoßen wird zur Herstellung von Innenkonturen in
Werkzeugelementen und Rädern, Keilnuten in Bohrungen von
Zahnrädern u. ä. eingesetzt. Auch bei der Bearbeitung von
Durchbrüchen in Schnittplatten für Werkzeuge kann man das
Stoßverfahren nachwievor häufig in der Praxis sehen.
Hobel- und Stoßwerkzeuge
Hobel- und Stoßmeißel entsprechen in ihrer Form und Bezeichnung
den Drehmeißeln. Für Schrupparbeiten werden meistens gerade oder
gebogene, zum Schlichten hingegen spitze Meißel eingesetzt. Mit
dem Breitschlichtmeißel, dessen parallel zur Werkstückoberfläche
stehende Schneide etwa anderthalb-bis zweimal so breit wie der
Wert des zugehörigen Vorschubes ist, erhält man besonders bei
kurzspanenden Werkstoffen (z. B. Gusseisen) hochwertige
Oberflächen, bei denen Mittelrauwerte von Ra = 2 bis 4 µm erreicht
werden. Er eignet sich deshalb auch sehr gut zum Schlichten von
großen Flächen.
Bezüglich der Schneidgeometrie gelten die gleichen Bedingungen wie
bei den Drehmeißeln. Beim Hobeln wird die Schneide des Werkzeuges
zwar bei jedem Hub stoßartig belastet, trotzdem kann man die
Verhältnisse beim Hobeln mit dem ununterbrochenen Schnitt beim
Drehen vergleichen. Um die Schneidspitze zu entlasten, werden
deshalb die Hobelmeißel immer mit negativen Neigungswinkeln (λ = -
Page 35
39
10 bis – 15 Grad) ausgeführt. Der Einstellwinkel liegt bei den
Hobelmeißeln zwischen 45 und 70 Grad. Wegen der großen
Spanquerschnitte mit denen man beim Langhobeln arbeitet, treten
beim Hobeln große Schnittkräfte auf. Deshalb haben Hobelmeißel
auch kräftige Schaftquerschnitte. Der Hobelmeißel muss kurz
eingespannt sein, damit er sich nicht ausbiegt und in das Werkstück
hineinfedert. Sollte ein kurzes Einspannen aufgrund der Form des
Werkstückes nicht möglich sein, verwendet man aus gleichem Grund
oft einen Hobelmeißel mit gekröpftem Schaft. Da sich diese Art
Meißel aber nicht so sehr für Hartmetallwerkzeuge eignen, setzt man
dort meistens nur SS-Meißel ein.
Bewegungsabläufe beim Planhobeln
Page 36
40
Arbeitsvorgang beim Plansenkrecht- und Waagerechtstoßen
Page 37
41
5. Kühlung
Lufttemperatur und Raumluftqualität verbessern
Klimageräte können nicht nur kühlen, sondern die Luft auch
entfeuchten sowie Staub- und andere Partikel herausfiltern. Das ist
besonders für Allergiker von Vorteil. Über das Wärmepumpenprinzip
entziehen sie den Räumen die Wärme und leiten diese nach außen.
Einige Geräte verfügen sogar über eine Zusatzheizung.
Man unterscheidet zwischen Kompaktgeräten und Splitgeräten.
Bei mobilen Kompaktgeräten wird die warme Abluft über einen
Schlauch durch einen Tür- oder Fensterspalt nach draußen geleitet.
Durch diese Öffnungen kann jedoch ein Teil der Abwärme in den
Raum zurückströmen, so dass die Kühlleistung geringer ist. Besonders
Page 38
42
effektiv sind hingegen Split-Klimageräte. Sie verfügen über zwei
getrennte Einheiten. Die Inneneinheit nimmt die Kühlung und
Filterung vor und leitet die Abwärme an die Außeneinheit weiter, die
unter dem Fenstersims oder dem Balkon fest installiert ist. Dadurch
haben sie in der Regel eine höhere Kühlleistung und sind leiser.
Kühlung oder Abkühlung ist ein Vorgang, bei dem einem System
oder Gegenstand Wärme bzw. thermische Energie entzogen wird.
Sprachlich wird deshalb auch Entwärmung als korrektere
Bezeichnung für die Kühlung verwendet.
Kühlsysteme können nach dem verwendeten Wärmeträgermedium
unterteilt werden. Die geläufigsten Arten der Kühlung sind:
• Wasserkühlung und
• Luftkühlung.
Funktionsweise
Eine Kühlung basiert meist auf der Übertragung der Wärme
(Wärmeleitung) vom zu kühlendem Körper zum Kühlstoff (Gas oder
Flüssigkeit) und deren Abtransport (Wärmeströmung).
Bei manchen Anwendungen mit engen Platzverhältnissen
(innerhalb eines Computers oder HiFi-Verstärkers) werden zum
Abtransport Heatpipes verwendet.
Page 39
43
Es gibt bei den meisten Motoren eine spezielle Kühlflüssigkeit.
Die Flüssigkeitskühlung - Von der Thermosiphonkühlung zur
Kennfeldkühlung
Die erste Wasserkühlung war die Thermosiphonkühlung. Hier
fand das physikalische Prinzip Anwendung dass wärmeres, leichteres
Wasser nach oben steigt und kälteres, schwereres Wasser nach
unten sinkt.
Thermosiphonkühlung
Das vom Motor erwärmte leichtere Wasser steigt also in den
oberen Teil des Kühlers. Das Wasser im Kühler wird durch den
Fahrtwind abgekühlt, sinkt folglich nach unten und fließt dem Motor
wieder zu. Die Kühlung wurde später zusätzlich durch Lüfter
unterstützt, eine Regelung war jedoch noch nicht möglich.
Page 40
44
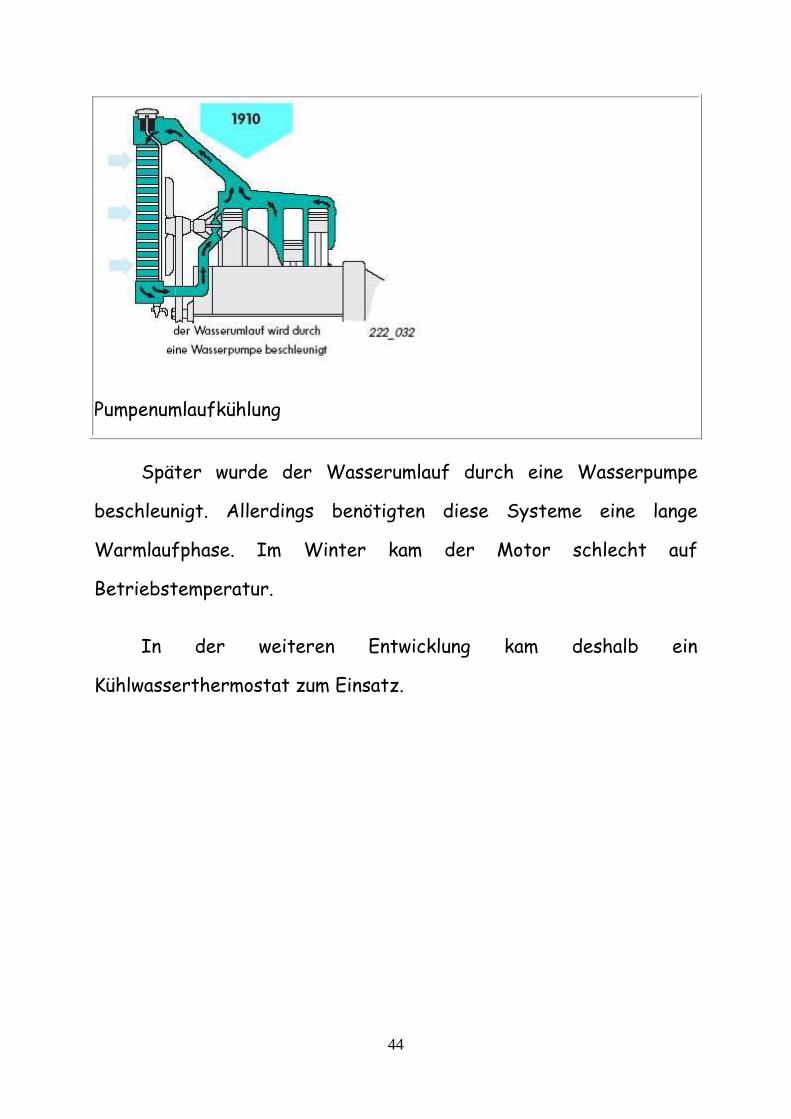
Pumpenumlaufkühlung
Später wurde der Wasserumlauf durch eine Wasserpumpe
beschleunigt. Allerdings benötigten diese Systeme eine lange
Warmlaufphase. Im Winter kam der Motor schlecht auf
Betriebstemperatur.
In der weiteren Entwicklung kam deshalb ein
Kühlwasserthermostat zum Einsatz.
Page 41
45
Kühlwasserthermostat
Der Wasserumlauf über den Kühler wird in Abhängigkeit von
der Kühlwassertemperatur geregelt. Dabei wurde das Kühlsystem in
zwei Kreise aufgeteilt. In der Warmlaufphase des Motors kreist das
Kühlwasser von der Kühlmittelpumpe angetrieben nur durch den
Motor (kleiner Kühlkreislauf). Dies bewirkte eine schnelle Erwärmung
des Motors. Das Öl im Wellrohrbalg des Thermostats erwärmte sich,
dehnte sich aus und der Regler öffnete den Zugang zum Kühler
(großer Kühlkreislauf). So konnte die Motortemperatur konstant
gehalten werden.
Diese Regelung ist im Prinzip bis heute geblieben.
Page 42
46
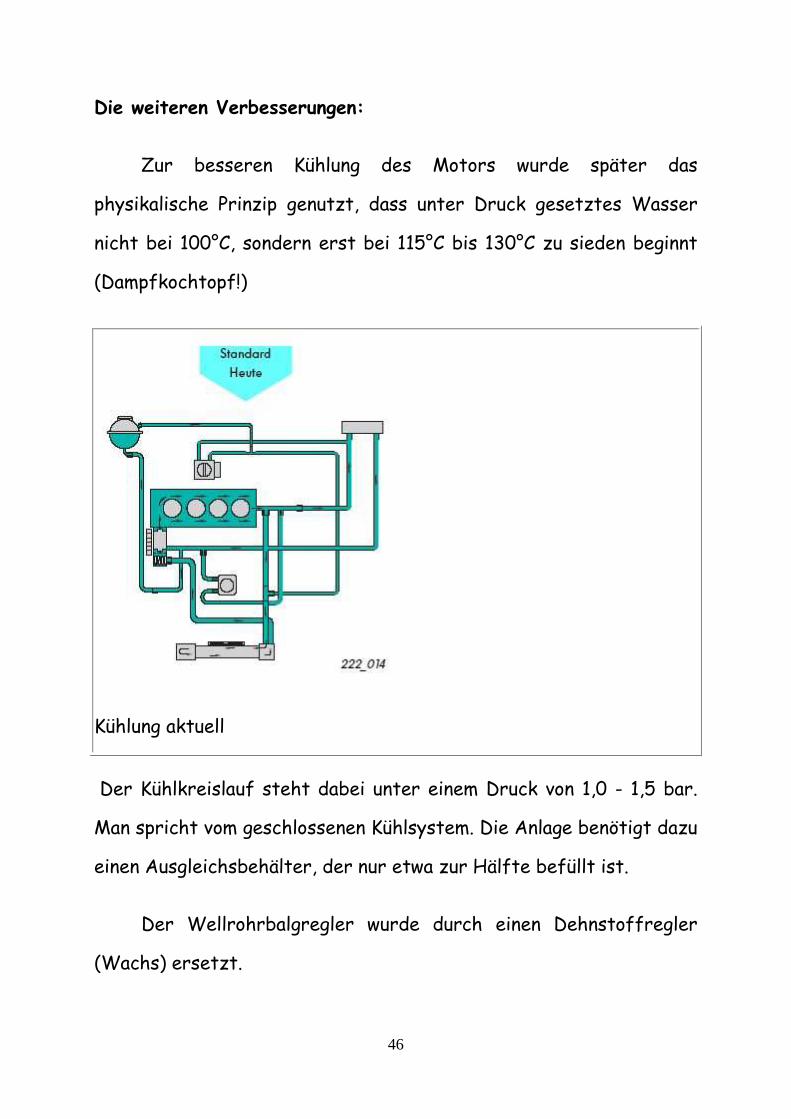
Die weiteren Verbesserungen:
Zur besseren Kühlung des Motors wurde später das
physikalische Prinzip genutzt, dass unter Druck gesetztes Wasser
nicht bei 100°C, sondern erst bei 115°C bis 130°C zu sieden beginnt
(Dampfkochtopf!)
Kühlung aktuell
Der Kühlkreislauf steht dabei unter einem Druck von 1,0 - 1,5 bar.
Man spricht vom geschlossenen Kühlsystem. Die Anlage benötigt dazu
einen Ausgleichsbehälter, der nur etwa zur Hälfte befüllt ist.
Der Wellrohrbalgregler wurde durch einen Dehnstoffregler
(Wachs) ersetzt.
Page 43
47
Als Kühlmedium wurde nun nicht mehr nur Wasser, sondern ein
Gemisch aus Wasser und einem Kühlmittelzusatz verwendet. Man
verwendete deshalb auch nicht mehr den Begriff Kühlwasser sondern
Kühlmittel. Das enthaltene Frostschutzmittel (bekannt als Glysantin)
im Kühlmittel bietet zusätzlich einen höheren Siedepunkt und
schützt außerdem die Leichtmetallteile des Motors vor Korrosion.
Der starre Ventilatorantrieb, der den Kühler und den Motor mit
ausreichender Kühlluft unterstützte, hatte einen entscheidenden
Nachteil: Bei schneller Fahrtwind, wenn durch den Fahrtwind sowieso
ausreichend kühlende Luft zur Verfügung steht, dreht wegen der
relativ hohen Motordrehzahl der Kühlerlüfter ebenso mit hoher
Drehzahl. Und wenn bei Stop-and-Go-Betrieb im Stadtverkehr kaum
Luft vom Fahrtwind kommt, dreht auch der Motor langsamer und
kühlt den zudem heißeren Motor schlechter.
Dieses Manko wurde später durch einen zuschaltbaren
elektrischen Lüftermotor ausgeglichen. Wenn eine bestimmte
Kühlmitteltemperatur erreicht wird, wird der Lüfter zugeschaltet.
Selbst nach dem Abstellen des Motors kann so noch Kühlluft
zugeführt werden. Andere Varianten arbeiten mit
temperaturabhängigen Kupplungen (z.B.: Elektromagnetische
Kupplung, Viscokupplung) zwischen Antriebswelle und Lüfternabe*.
Page 44
48
Použitá literatúra
1. Spanende Formung, Theorie, Berechnung, Richtwerte,von Werner Degner, Hans Lutze, Erhard Smejkal ,ISBN 9783446221383, Flexibler Einband, aus der Reihe 15, Sach-/Fachbuch, erschienen am 29.08.2002 bei Hanser, Carl 2. Degner, W.; Lutze, H.; Smejkal, E.: Spanende Formung: Theorie, Berechnung, Richtwerte. 14. Auflage, München, Wien: Carl-Hanser-Verlag, 2000 3. König, W.; Klocke, F.: Fertigungsverfahren 1. Drehen, Fräsen, Bohren. 5. Auflage,Berlin: Springer-Verlag, 2002 4. König, W.; Klocke, F.: Fertigungsverfahren 2. Schleifen, Honen, Läppen. 5. Auflage,Berlin: Springer-Verlag, 2002 5. Fritz, A.H.; Schulze, G. (Hrsg.) : Fertigungstechnik. 3. Auflage, Düsseldorf: VDIVerlag,1995 6. Schönherr, H.: Spanende Fertigung. München, Wien: Oldenbourg Verlag, 2002 7. Paucksch, E.: Zerspantechnik, Wiesbaden: Vieweg, 1996 8. Jacobs, H.-J.: Spanungsoptimierung. Berlin: Verlag Technik, 1977 9. Leopold, J.: Werkzeuge für die Hochgeschwindigkeitszerspanung. München, Wien:Carl-Hanser-Verlag, 2000
Page 45
49
Autor: PhDr. Tatiana Rohaľová Názov: Nemecký jazyk v technickej praxi (pre inžinierske externé
štúdium) Vydanie: prvé Počet strán: 49 Náklad: 50 Vydavateľ: FVT TU v Košiciach so sídlom v Prešove Rukopis neprešiel jazykovou úpravou. Za odbornú a jazykovú stránku zodpovedá autor. ISBN 978-80-553-0476-2