Online-Marktplätze Seite 26 · Verbundteile spritzgießen Seite 28 · VEA-Mitteilungen Seite 59 Wissensmanagement „Lebendig angewandtes Wissen schafft Wettbewerbsvorteile“ Dieter Timm, Contitech, Seite 24 22. April 2002 Ausgabe 17 e 4,50 Industrie Das Magazin www.maschinenmarkt.de Suply Chain Management Ausgleich von Nachfrageschwankungen Seite 38 B 04654 MM Maschinenmarkt 17/2002 www.maschinenmarkt.de
Transcript
Online-Marktplätze Seite 26 · Verbundteile spritzgießen Seite 28 · VEA-Mitteilungen Seite 59
Wenn die Hannover-Messe Industrie als Industriebaro-meter noch dieselbe Gültigkeit hat wie in den vergange-nen Jahren, dann dürfte der erhoffte Aufschwung in derzweiten Hälfte dieses Jahres tatsächlich kommen. Undwenn er kommt, wird die Erholung der Industriekon-junktur allein ein Verdienst der deutschen Unternehmen
sein, die weiterhin an ihren innovativen Produktent-wicklungen festhalten – trotz des Reformstaus in derPolitik, der Unsicherheit aufgrund des laufendenTarifstreites und der Talfahrt der Konjunktur in fastallen Teilen der Welt.
Das jedenfalls war letzte Woche der Tenor in Han-nover, wo von dem viel gefürchteten Ausbleiben der
Besucher bis zum Redaktionsschluss am Don-nerstag nichts zu spüren war. Nach Aussagendes Vorsitzenden des Vorstandes der Deut-
schen Messe AG, Prof. Dr. Klaus Goehrmann,sind bis Mittwochabend, ähnlich wie imVorjahr, 125 000 Besucher auf die Messegekommen. Der Anteil der Fachbesucher lagmit 95% in etwa auf Vorjahresniveau, wieGoehrmann berichtete. Für den Anteil derFachbesucher – es betrug zum genanntenStichtag 32% – gilt Ähnliches.
Es gebe zwar keine „harten Fakten“ wieAuftragseingang und Umsatz, die aufeine Erholung der Konjunktur zur Zeithindeuteten, sagte Günther Kegel,Geschäftsführer des Automatisierungs-technikherstellers Pepperl + Fuchs undVorstandsmitglied des ZVEI. „Die Bran-che liegt gegenwärtig etwa 10% hinter
dem vergleichbaren Wert des Vorjahres – trotzdem er-mutigen die annähernd konstant gebliebenen Besucher-zahlen zu vorsichtig positiven Prognosen.“
Kegel hat auch ein verändertes Verhalten der Messe-besucher festgestellt – was zu seiner positiven Einschät-zung der Messe beiträgt. So sind diejenigen Besucher sel-ten geworden, die nur Kataloge und Produktinformationhorten. „Hierfür gibt es heute effizientere Möglichkeitenwie CD ROM und Internet.“ Dementsprechend seien die Besucher heute viel besser vorbereitet als früher.
Zwar zählt Hannover-Messe Industrie nicht zu denMessen, bei denen Abschlüsse getätigt werden, doch sinddie Besucher heute eher am Kaufentscheidungen betei-ligt. Und für solche Entscheidungen bleibt die HMI dieInnovationsschau der Welt.
Informationen zu den Pro-duktneuheiten auf der HMIfinden Sie im Web unterwww.maschinenmarkt.deKen Fouhy
4 MM Das IndustrieMagazin · 17/2002
PRODUKTION
KUNSTSTOFFTECHNIKVerkürzte Fertigung bei hoher Automation kennzeichnetdie In- und Outserttechnik beim Spritzgießen 28
Nur mit einem Laser und Druckluft werden Platten zuTeilen umgeformt. Klassische Werkzeuge entfallen. 30
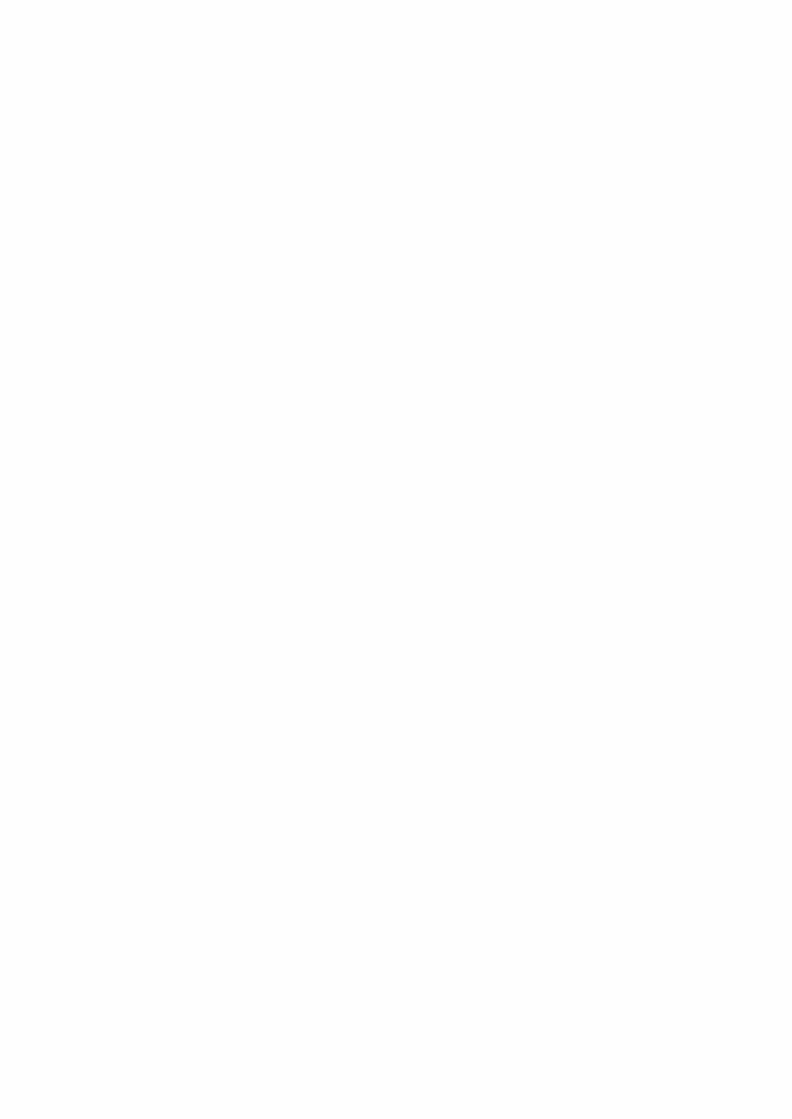
WERKZEUGEAluminium profitiert als Werkstoff für Spritzgießformenvom Trend zu kleineren Formteilserien 32
LOGISTIKDie Vorgabe von Bestandskorridoren optimiert unter-nehmensübergreifende Supply Chains 38
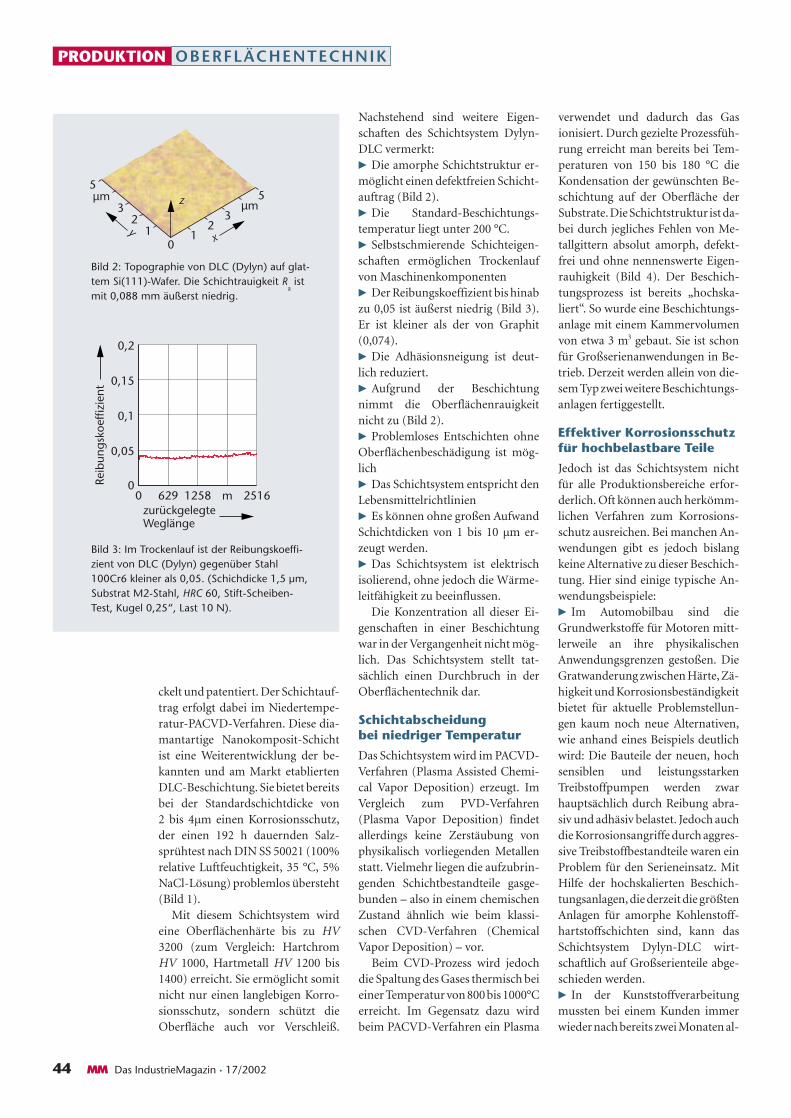
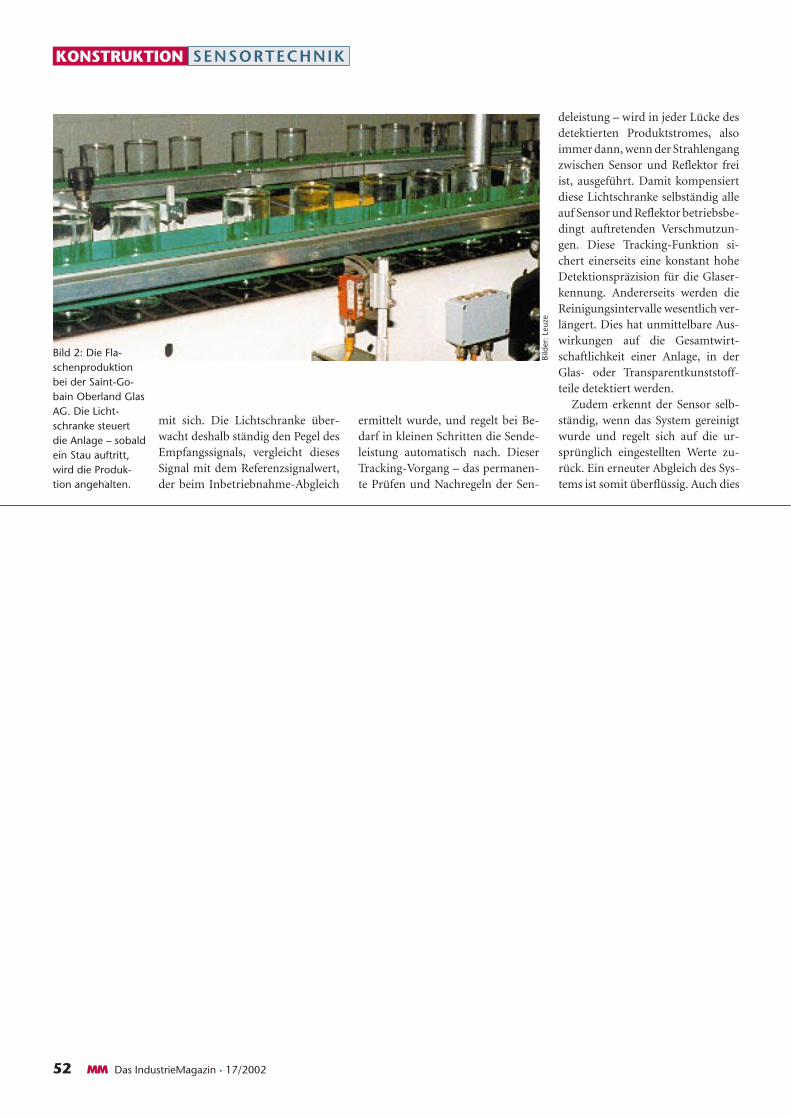
OBERFLÄCHENTECHNIKDiamantartige Nanokompositschichten eignen sich fürden Korrosionsschutz beanspruchter Oberflächen 42
AUTOMATION
ELEKTRISCHE AUSRÜSTUNGElektrogehäuse, die die Schutzart IP 69 K erfüllen, wider-stehen sogar den Angriffen von Hochdruckreinigern 48
KONSTRUKTION
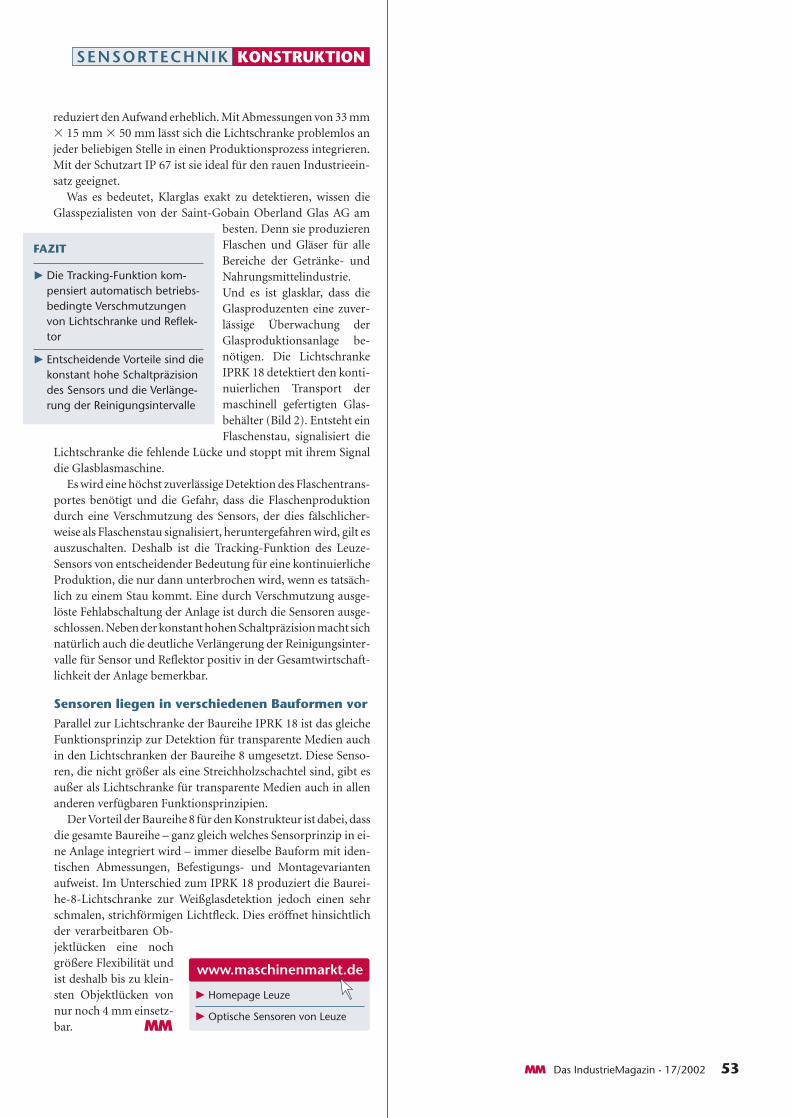
SENSORTECHNIKBeim Erkennen von transparenten Objekten ist Schmutzein Problem; Abhilfe schafft eine Tracking-Funktion 50
AKTUELLES
LEITARTIKELKen Fouhy: Aus eigener Kraft 3
MÄRKTELaserhersteller behaupten sich in schwierigem Umfeld 8Zeiss Messtechnik bleibt auf Erfolgskurs 9Bayerischer Staatspreis für Föster 10Sachsenring weiterhin in roten Zahlen 11SSI Schäfer präsentierten Neuheiten auf der Cemat 12Bosch Rexroth zieht positive Bilanz 12Deutsche Robotik auf Wachstum progammiert 13Festo unbeirrt auf Wachstumskurs 14Einbruch im US-Geschäft bei Harting 14Siemens Dematic strebt das globale Produkt an 15RWE Plus: Energie aus einer Hand 16Zeppelin vertreibt komplette Hyster-Palette 17BDI-Präsident plädiert für mehr Freiheit und Mut 18ZVEI rechnet für 2002 mit einem Minus 18
LOGISTIKDie Interpack präsentiert Neuheiten aus der Verpa-ckungsbranche 22
KNOWLEDGE-MANAGEMENTContitech wächst mit ExAS 24
INTERVIEWTrends bei Marktplätzen 26
SpritzgießenStandardmaschinen bietenvielfälitge Möglichkeiten zum
UnternehmensverzeichnisFirmen, die in diesem Heft redaktionell erwähnt sind
SERVICEUNTERNEHMENSERVICE MM-ONLINE
www.maschinenmarkt.de
6 MM Das IndustrieMagazin · 17/2002
MM - MEHR ALS NUR MM-DEUTSCHSCHLAND
MM - Das IndustrieMagazin gehört seit mehr als 100 Jah-ren zu den führenden technischen Fachzeitschriften inDeutschland. Seit vielen Jahren gibt es aber auch in an-deren Ländern Ausgaben des MM, die von Redaktionenin den jeweiligen Ländern erstellt werden. Derzeit er-scheinen MM in der Schweiz, Österreich, der tschechi-schen Republik, Polen, Indonesien, Ungarn, der Ukraine,der Türkei und in China. Darüber hinaus gibt es nochden MM Western Europe, der mit einer Gesamtauflagevon 20 000 Exemplaren in vierzehn europäische Ländervertrieben wird. Das überregionale Magazin erscheintvier mal im Jahr in englischer Sprache. Details zu deninternationalen Ausgaben des MM finden Sie unterwww.maschinenmarkt.de. Wenn Sie den Button „MM-International“ anklicken, erhalten Sie eine Übersicht überalle derzeit existierenden Ausgaben. Bei Auswahl desLandes erhalten Sie weitere Informationen und Sie kön-nen sich Zusatzinformationen als pdf-Dokument her-unterladen.
8 MM Das IndustrieMagazin · 17/2002
AKTUELLES MÄRKTE
Euro gefertigt, was einem Plus von10% gegenüber dem Vorjahr ent-spricht. Bei den Laseranlagen nahmdas Produktionsvolumen um 2%auf 493 Mio. Euro zu. Die Export-anteile betragen dabei 37% (Laser)und 66% (Laseranlagen). BeimAuftragseingang machten sich je-doch, wie es Hein formulierte,
Verkündeten die positiven Zahlen der
Laserbranche: Gerhard Hein,
Dr. Reinhard Woller-mann-Windgasse
und Dr. Peter Wirth (von links).
Frankfurt (rk) – Wahre Stärke kannman erst in schweren Zeiten unterBeweis stellen, und genau das hatdie deutsche Laserindustrie im ver-gangenen Jahr getan. In einem kon-junkturell schwierigen Umfeld undeinem um 7% rückläufigen Welt-markt für Lasermaterialbearbei-tung konnten die deutschen Her-steller erneut zulegen. „Die Mit-gliedsfirmen der VDMA-Arbeits-gemeinschaft Laser für die Materi-albearbeitung, die etwa 90% desProduktionsvolumens der Gesamt-branche repräsentieren, haben da-mit im siebten Jahr in Folge einWachstum generiert“, berichtetGerhard Hein, Geschäftsführer derArbeitsgemeinschaft.
So wurden 2001 CO2- undNd:YAG- Laser für rund 303 Mio. Bi
ld: K
roh
Espelkamp (uh) – Dr. Frank Schillinger ist seit dem 1. AprilGeschäftsführer der Harting Electric GmbH & Co. KG, Es-pelkamp. Zusammen mit Hans-Peter Bollin bildet er dieGeschäftsführung der größten Harting-Tochtergesell-schaft, die Industriesteckverbinder, Verbindungstechnikund Geräte entwickelt, produziert und vertreibt. DietmarHarting, Präsident des Zentralverbandes der Elektrotech-nik- und Elektronik-Industrie (ZVEI) und Vizepräsidentdes Bundesverbandes der Deutschen Industrie (BDI),trägt weiter die Hauptverantwortung für die strategischeFührung der gesamten Harting-Unternehmensgruppe(von links): Dr. Frank Schillinger, Hans-Peter Bollin undDietmar Harting.
Bild
er: H
artin
g
Auch schwieriges Umfeld wirft deutsche Laserhersteller nicht aus der Spur
„Bremsspuren bemerkbar“. Wäh-rend bei den Laserstrahlquellennoch ein Zuwachs von 10% auf 324Mio. Euro zu verzeichnen war, lagder Auftragswert bei den Systemenmit 483 Mio. Euro um 4% unterdem Vorjahreswert. Hauptursachehierfür war der starke Rückgang derInvestitionstätigkeit in der Halblei-ter- und Elektronikindustrie.
Dennoch gibt es keinen Grundzu Pessimismus: „Ein Ende desWachstums der Lasertechnik ist beiweitem nicht absehbar“, urteilt Dr.Reinhard Wollerman-Windgasse,Vorsitzender der Arbeitsgruppeund Geschäftsführer der TrumpfLasertechnik GmbH, Ditzingen.Und sein Vorstandskollege Dr. Pe-ter Wirth, Vorsitzender der Ge-schäftsführung der Rofin-Gruppe,Hamburg, ergänzt: „Ich glaube,dass wir die für die Laserbrancheohnehin klein ausgefallene Talsoh-le durchschritten haben und es wie-der aufwärts geht.“
LASERBRANCHE
KUNSTSTOFFTECHNIK
NEUE KÖPFE BEI HARTING KMO 2002: Die Branchetrifft sich in Bad SalzuflenBad Salzuflen (js) – Die KMO-Kunststoff-verarbeitungs-Messe, die vom 24. bis27. April zusammen mit der FachschauForm + Werkzeug in Bad Salzuflen ihrePforten öffnet, liegt voll auf Erfolgs-kurs. Für die diesjährige Veranstaltunghaben mehr Aussteller denn je ihreTeilnahme zugesagt. Darunter befin-den sich viele klangvolle Namen ausder Branche. Sie alle wollen die KMOnutzen, um ihre Produkte und Leistun-gen in Ostwestfalen Lippe, einer derHochburgen der deutschen Kunststoff-industrie, zu präsentieren.
Das Messezentrum Bad Salzuflen, er-wartet mehr als 13 000 Fachbesucheraus ganz Deutschland und den an dasEinzugsgebiet grenzenden Nachbarstaaten. Kräftig aufgestockt wur-de die Anzahl der Symposien auf der KMO. Die Themenpalette istbewusst breit angelgt und reicht von sehr Fachspezifischem bis hinzu eher betriebswirtschaftlichen Fragestellungen. Darüber hinausgibt es auch echte Produktpremieren. So zeigt Dr. Boy die neuenSpritzgießautomaten Boy 55 und Boy 90, während Netstal seine zu-kunftweisende Zweikomponententechnologie vorführt.
Auf der KMO 2002 zeigt Arburg sein neues Sonder-modell „advance“, das dieVorteile eines modernen,energiesparenden Antriebs-konzepts mit einem attrakti-ven Preis verbindet.
Bild: Arburg
MM Das IndustrieMagazin · 17/2002 9
Sinsheim (us) – Auf ein erfolgreiches Ge-schäftsjahr kann die Industrielle Mes-stechnik (IMT), Oberkochen, von CarlZeiss zurückblicken. Dies gab IMT-LeiterRalf Dieter auf der Control bekannt. ImGeschäftsjahr 2000/2001 hat die IMT ei-nen Umsatz von rund 290 Mio. Euro er-wirtschaftet. Dies entspricht einer Steige-rung von 11,3%. Die Anzahl der Mitar-beiter stieg im gleichen Zeitraum von1080 auf 1250, so Dieter weiter. Der Welt-marktanteil am Umsatz bei Koordinaten-messgeräten sei damit im Jahr 2001 auf26% (2000: 25%) gestiegen.
Zu den Neuheiten, die IMT auf derdiesjährigen Control präsentierten ge-hörte der so genannte Eagleeye-Naviga-tor. Mit dem Eagleeye-Navigator für be-rührungsloses Messen wird eine Lückezwischen der Inline-Prozesskontrolleund dem klassischen Koordinatenmess-gerät im Messraum geschlossen. Der Ka-rosseriebauer ist damit in der Lage, dieForderungen nach neuen Mess- undPrüfkonzepten in der Fertigungsumge-bung zu erfüllen.
Die optimale Prozesskontrolle war dasZiel des Entwicklungsteams von Zeiss.Um diese Aufgabe zu erfüllen, muss allespassen: vom Koordinatenmessgerät überdie Steuerung, eine optimale Firmwarebis hin zum überzeugenden Software-konzept. Zur Erfüllung der Aufgabe wur-de in Perceptron Inc., Plymouth, MI/USAein leistungsstarker Partner gefunden.
Das 6-Achsen-Sensorsystem ermög-licht die optimale Stellung des Laser-Tri-
angulations-Sensors zum Messobjekt.Mit der CNC-Kalibrierung der sechstenAchse an einer normalen Referenzkugelwird das Kalibrieren deutlich vereinfacht.Zeitraubende Antastmanöver werdenvereinfacht durch die Drehung der sech-sten Achse und die optimale Orientie-rung der Laserlinie zum Messobjekt. Die Messung wird nicht etwa wie bisherim stop-and-go weitergefahren, sondernwird ohne anzuhalten sanft und be-rührungslos durchgeführt. Mit dem Laser-Triangulations-Sensor misst der Eagleeye-Navigator 20 000 Punkte proSekunde.
Ein anders Highlight der IMT auf derControl war der so genannte Vast-Navi-gator. Das Rezept dabei heißt Steigerungder Messleistung durch Messzeiteinspa-rung. An einer typischen Messaufgabe,wie einer Zylinderbohrung, kann mitVast-Navigator bis zu 30% Messzeitgegenüber bisherigen Scanningverfahreneingespart werden. Diese enorme Mess-zeitersparnis kann durch neu entwickel-te Steuerungsalgorithmen erreicht wer-den – und dies bei wesentlich harmoni-scheren Bewegungen und Antastmetho-den.
Messtechnik bleibtauf Erfolgskurs
TICKERTECHNIK
CARL ZEISS Der Computerhersteller Dell hat jetztseinen Power-Edge 1655MC vorgestelltund folgt damit dem Trend zum Blade-Server. Das System ermöglicht es, bis zusechs der extrem schlanken Server mitjeweils zwei Prozessoren in ein Gehäusezu packen. Jeder der Server-Blades be-steht aus einer einzelnen Leiterplatte, aufder alle Systeme des Computers ange-bracht sind. Stromversorgung, Kühlung,Netzschalter sowie Management-Kartesind dagegen in das drei Standardeinhei-ten hohe Gehäuse integriert. Die Serverkönnen mit einem oder zwei Intel-Pen-tium-III-Prozessoren mit bis zu 1,26 GHzTaktfrequenz und einem Arbeitsspeichermit bis zu 2 GB bestückt werden.
IBM, Toshiba und Sony wollen gemein-sam die Halbleiter der Zukunft entwi-ckeln. Die Elektronikgiganten planen,innerhalb von vier Jahren die benötigtenTechniken für Chips mit einer Struktur-Breite von 50 nm auf 300-mm-Wafer be-reitzustellen. Ziel ist die Schaffung einesSystem-on-Chip-Designs (SOC), das Pro-zessor, Speicher und Kommunikations-Funktionen auf einem Chip vereint. Für die Forschungstätigkeit sind nachAngaben von Toshiba mehrere hundertMillionen US-Dollar vorgesehen.
Intel hat eine Version seines Pentium-4-Prozessors mit 2,4 GHz Taktfrequenz aufden Markt gebracht. Der Pentium-4-Pro-zessor wird unter Verwendung von Intels130-nm-Prozesstechnik hergestellt undbietet einen 512-Kbyte-Level-2-Cache.Intel produziert inzwischen in fünf Wer-ken auf dem 130-nm-Standard. Bei vierStandorten kommen 200-mm-Wafer, beieinem 300-mm-Wafer zum Einsatz.
Forscher des Massachusetts Institute of Technologie (MIT) haben ein Nano-material entwickelt, das wie der Haupt-bestandteil in Seifen und Waschmittelnwirkt. Sie haben kleine, den Tensidenähnliche Peptide aus Aminosäuren ent-wickelt. In Anlehnung an Phosholipidebesitzen die Peptide von Tensiden einehydrophoben und einen hydrophilenTeil. Die Peptide interagieren untereinan-der, um Ringe zu formen. Die sich selbstarrangierenden Ringe stapeln sich imAnschluss zu Nanoröhren, die wiederumzu einzigartigen, organisierten Struktu-ren abgestimmt werden können.
Bild: Schnell
Bild
: Zei
ss
Ein Umsatzwachstumvon mehr als 11%konnte Ralf Dieter,Leiter Industrielle Messtechnik CarlZeiss, Oberkochen, für das vergangene
Geschäftsjahrverbuchen.
Der Eagleeye-Navigator ermöglicht dasMessen von Löchern und Kanten, ohne diezusätzliche Messvor- und nachbereitungs-zeit durch Adapter-Handling.
10 MM Das IndustrieMagazin · 17/2002
FIRMEN
Die Brockhaus Stahl GmbH, Pletten-berg, ein Unternehmen der Firmengrup-pe Dirk Brockhaus, gibt die Übernahmedes Spaltband-Servicecenters der Kalt-walzwerk Brockhaus GmbH bekannt. In direkter räumlicher Anbindung an dasebenfalls zur Gruppe gehörende Stahl-Service-Center Lennetal gelegen, wirdsich das bewährte Brockhaus-Team exklusiv auf das Spalten von Stahl undNE-Metallen konzentrieren. Zum Einsatzkommt dabei eine Längsteilanlage, de-ren Dickenbereich sich zwischen 1,5 und16 m bewegt.
Messebauleistungen sind nicht demAnwendungsbereich der zu Jahresbeginneingeführten Bauabzugsteuer unterwor-fen. Wie das Bundesfinanzministeriumgegenüber dem Messe- und Ausstel-lungsausschuss der deutschen Wirtschaft(Auma) klargestellt hat, ist die Errichtungeines Messestandes keine Bauleistung imSinne des § 48 Abs. 1 Einkommensteuer-gesetz. Messestände gelten lediglich alstemporäre Bauten.
Bezahlen per Internet oder Handybleibt unpopulär. Wie die HamburgerUnternehmensberatung Mummert +Partner herausgefunden hat, zeigen zweivon drei Kunden E-Payment die kalteSchulter und schwören auf Altbekannteswie Rechnung oder Nachnahme. Bereitsetablierte elektronische Systeme – Pay-box, Geld- oder Kreditkarte, net900 –werden lediglich von einer Minderheiteingesetzt. Die rund 50 anderen Verfah-ren führen ein Mauerblümchendasein.Deshalb werden innerhalb der nächstendrei Jahre drei von vier elektronischenBezahlsystemen wieder vom Markt ge-hen, meint man bei Mummert + Partner.
Die J. D. Neuhaus GmbH & Co. KG,Witten, einer der führenden Herstellervon pneumatischen Hebezeugen undKrananlagen, hat eine Tochtergesell-schaft in Singapur zur Betreuung dessüdostasiatischen Marktes gegründet.Neben Verkauf, Support und Ersatzteil-service gehört zur Aufgabe der JDN Pte.Ltd. die Unterstützung der Verkaufsagen-ten in Indonesien, Malaysia, Brunei, Viet-nam, Thailand und auf den Philippinen.Hervorgegangen ist die Tochter aus dembereits seit 1997 bestehenden Neuhaus-Repräsentationsbüro in Singapur.
TICKER
Förster erneut mit Bayerischem Staatpreis ausgezeichnet
SPANNSYSTEME
Hohenstein-Ernstthal (uh) – Für den Er-gonomik-Schweiß- und Montagetischmit Dreh-, Hub- und Kippfunktion er-hielt die Förster GmbH, Hohenstein-Ernstthal, auf der diesjährigen Inter-nationalen Handwerksmesse in Mün-chen den bayerischen Staatspreis inForm einer Goldmedaille.
Der von Förster entwickelte Ar-beitstisch ermöglicht neben dem3D-Spannen von Baugruppen auchdurch allseitiges Kippen, Heben und Dre-hen, die Arbeitsaufgabe immer in die optimale Position zu bringen. Dadurchkönnen Haltungsschäden vermiedenund die Qualität der Arbeit verbessertwerden.
Das 1997 gegründete Unternehmenkonnte bereits zum zweiten Mal inner-halb der fünf Jahre seines Bestehens denBayerischen Staatspreis für besonderetechnische Leistungen in Empfang neh-men, denn Innovation wird bei Förster
SUFFEL FÖRDERTECHNIK
groß geschrieben. So entstand im Laufeder Jahre ein flexibles Schweißtischbau-kastensystem, darunter Schwenktisch-systeme mit Schwerpunktausgleich undSchweißtische mit Raucherfassung durchAbsaugung nach unten.
Bild
: För
ster
Die Förster GmbH erhielt auf der 54. IHMin München den Bayerischen Staatspreis2002. Weitere Informationen: www.Foer-ster-GmbH.de
Deutschlands beliebtester Linde-Händler wird 40 Jahre altAschaffenburg (js) – Sagt man Linde, meintman Suffel – zumindest in Unterfranken,im Rhein-Main-gebiet und in der RegionRhein-Neckar. Die Suffel FördertechnikGmbH & Co. KG feiert in diesem Jahrihr 40-jähriges Bestehen. Von Anfangan ist Suffel Linde-Vertragshändler. Mitfast 380 Mitarbeitern in Aschaffenburgund an den Standorten in Hofheim-Wallau und Viernheim vertreibt dasUnternehmen die gesamte Produktpalet-te der Linde Material Handling.
Über 1700 neue und fast 1400 ge-brauchte Flurförderzeuge haben dieAschaffenburger im vergangenen Jahr ver-kauft. Neben einem großen Gebrauchtstaplerzentrum mit Zentralwerkstatt fürkundenspezifische Lösungen in Aschaffenburg verfügt das bayerische Familien-unternehmen über mehr als 400 Geräte im Mietzentrum Rhein-Main in Hofheim-Wallau. Kundendienst und Ersatzteilservice sind rund um die Uhr verfügbar.10 000 Staplerbetreiber gehören heute zum Suffel-Kundenstamm, was kaum ver-wundert: Schließlich wurde das Unternehmen in einer Infas-Umfrage aus dem Jahr2000 zum kundenfreundlichsten Linde-Händler Deutschlands gekürt.
Für Linde-Stapler ist die AschaffenburgerSuffel Fördertechnik eine „erste Adresse“.
Bild
: Lin
de
AKTUELLESMÄRKTE
Statt schwarzer Null weiter in roten Zahlen
Instron Corporation strukturiert in Deutschland um
MATERIALPRÜFUNG
SACHSENRING
Zwickau (js) – DieSachenring Auto-mobiltechnik AG,hat seine für 2001gesteckten Zielenicht erreichenkönnen und denangepeilten Turna-round verfehlt.Statt der erwarteten schwarzenNull schreibt der Automobil-zulieferer weiterhin rote Zah-len. Den Vorsteuerverlust inder Gruppe beziffert Vor-standschef Ulf Rittinghaus auf12,7 Mio. Euro und das Ergeb-nis nach Steuern auf minus13,6 Mio. Euro Immerhinkommt dies in etwa einerHalbierung der im Automoti-vegeschäft für das Jahr 2000ausgewiesenen Fehlbeträgegleich. Als Gründe für dienicht planmäßige Entwick-lung nennt der Vorstand unteranderem die deutliche Über-schreitung der Plankalkula-tionswerte bei gepanzertenSonderfahrzeugen sowie dieVerfehlung des Umsatzzielesbei der Trasco Fahrzeuge Bre-
men GmbH an. Der konsoli-dierte Konzernumsatz vonSachsenring belief sich im ver-gangenen Geschäftsjahr auf271,2 Mio. Euro und lag damitum 10,2% unter dem Vorjah-resniveau. Dabei ist allerdingszu berücksichtigen, dass derGeschäftsbereich Mikro-elektronik (ZMD) im Vorjahrnoch mit 52,3 Mio. Euro kon-solidiert wurde. Eliminiertman den ZMD-Umsatzanteil,so hat sich der Umsatz im Be-reich Automotive um 8,2%verbessert.
MM Das IndustrieMagazin · 17/2002 11
Darmstadt (us) – Instron Corporation, europäischerMarktführer auf dem Gebiet der Werkstoff- und Bauteil-prüfung, organisiert seine deutschen Unternehmensbe-reiche neu. Die Bereiche Werkstoffprüfung (IMT) undBauteilprüfung (IST) werden zusammengelegt undunterliegen der Leitung von Michael Küssner.
Ein wesentlicher Vorteil dieser Neustrukturierung sei dieBildung einer gemeinsamen, schlagkräftigen Vertriebs-und Serviceorganisation, um den Kunden in Deutschlandnoch besser beratend und mit Service-Dienstleistungenzur Seite stehen zu können. Aufgrund von Produktsyner-gien im Software- und Regelelektronikbereich ergebensich für den Kunden zusätzliche Vorteile, heißt es weiter.
Die von Verlusten geplagteSachsenring AutomobiltechnikAG in Zwickau ist derzeit aufder Suche nach einem kapital-starken Partner.
Bild
: Sac
hsen
ring
12 MM Das IndustrieMagazin · 17/2002
AKTUELLES MÄRKTE
Vorstandschef Witte zieht positive BilanzHannover (rk) – Ganz im Zeichen des Rückblicksauf ein Jahr Bosch Rexroth AG standen die Aus-führungen von Vorstandschef Winfried Witte aufder Hannover-Messe. „In wenigen Tagen jährtsich der Zusammenschluss der MannesmannRexroth AG und der Bosch Automationstechnikund er ist erfolgreich verlaufen“, führte Witte aus.Zum Ausdruck kommt dies in den Umsatzzahlen,die 2001 mit 3,86 Mrd. Euro den Vorjahreswertum 1,1% überschritten. Davon wurden 34% inDeutschland erzielt.
Um den weltweiten Auftritt von Bosch Rexrothklar und deutlich zu gestalten, werden in diesemJahr die bisherigen Einzelmarken wie Indramat,Star oder Bosch Montagetechnik auf die eineMarke Rexroth überführt. Für das laufende Jahrzeigen nach Einschätzung von Bosch Rexroth dieGeschäftserwartungsindizes seit kurzem wiedernach oben und deuten damit auf eine Konjunk-turerholung hin.
EIN JAHR BOSCH REXROTH
Hannover (bm) – Zum erstenMal gemeinsam präsentiertensich SSI Schäfer sowie dieUnternehmensbereiche Schä-fer Noell und Schäfer Peemmit einer Reihe von Neuigkei-ten auf der diesjährigen Ce-mat. So wird Noell gemein-sam mit dem IML, Dortmund,den Tower 24 bauen. Der To-wer mit 4 m Durchmesserund rund 10 m Gesamthöhe,davon rund 4 m unter der Bo-denoberfläche, lässt sich inmehrere Temperaturbereiche unterteilen. Mit Convey 2005 stellte Schä-fer Peem eine Materialflusssoftware als Bindeglied zwischen einem Lager-verwaltungsystem und hochdynamischen Behälterförderanlagen undKommissioniersystemen vor. Der Pickomat von SSI Schäfer kann als auto-nomes System zur Lagerung, Pufferung, Bereitstellung und Kommissio-nierung eingesetzt werden. Neben den Peem-eigenen Steuerungen las-sen sich auch SPS sowie Pick-by-Light-Systeme angeschlossen werden.
SSI Schäfer demonstriert auf der Cemat Teamgeist
LOGISTIK
Hannover (dk) – „Das Ende des konjunkturellen Abschwungsist für die deutsche Stahlindustrie in Sicht.“ So zumindest for-mulierte es Dieter Ameling, Präsident der Wirtschaftsvereini-gung Stahl und Vorsitzender des Vereins Deutscher Eisenhüt-tenleute. Er erwartet noch in diesem Jahr den konjunkturellenAufschwung. Allerdings entwickeln sich die wichtigsten Indus-triebranchen für die Stahlindustrie uneinheitlich. So konntebeispielsweise beim Straßenfahrzeugbau, der 29% des Stahl-absatzes ausmacht, im Vergleich zum Vorjahr nur ein Minusverbucht werden. Für 2002 wird ein weiteres Produktionsmi-
nus von 2% erwartet. Diezweitgrößte Abnehmerbran-che – das Bauhauptgewerbe– lässt mit einem Minus von7% im letzten Jahr ebenfallszu wünschen übrig. Hier er-wartet die Stahlindustrie imlaufenden Jahr einen weite-ren Rückgang um 4%. Auchim Maschinenbau werdeneinbrechende Stahllieferun-gen erwartet und zwar 3 bis4% in diesem Jahr.
Ende des Abschwungs in greifbarer Nähe
STAHLMARKT DEUTSCHLAND
Weidmüller schwimmt gegen den Strom
ELEKTRISCHE VERBINDUNGSTECHNIK
Hannover (kf) – In einem Jahr,in deren Verlauf die Elektroin-dustrie einen regelrechten Ein-bruch erlebte, hat der Detmol-der Verbindungstechnikherstel-ler Weidmüller seine Belegschaftaufgestockt, Sachinvestitionennach Plan getätigt und eine Re-kordsumme für Forschung undEntwicklung ausgegeben. Inno-vation, Unternehmertum undKundenorientierung seien Kernder Konzernphilosophie, soVorstand Thomas Hagen. „Wirhaben den Vorteil, ein Familien-unternehmen zu sein und nichtalles dem Shareholder Valueunterwerfen zu müssen“, sagte erauf einer Pressekonferenz am
vergangenen Montag in Hanno-ver. Weidmüller hat 2001 an sei-nen Ausbauplänen festgehaltenund plant auch in diesem Jahr,soweit die Konjunktur nicht völ-lig wegbricht weiterhin diesenKurs zu halten.
Nach einem Umsatzwachs-tum von 16% auf 412 Mio. Euround einem Produktivitätszu-wachs von 20% in 2000, ist derUmsatz im vergangenen Jahr um8% auf 377 Mio. Euro zurückge-gangen. Für das laufende Jahrsagte Hagen einen ähnlichenUmsatz 2001 voraus.
Weidmüller ist ein Familienunternehmenund für Vorstand Thomas Hagen ist das
auch gut so. Denn anders als beim üblichen „Quartalsdenken“ börsennotierter
Unternehmen erlaube dies, längerfristigeInnovationspotenziale zu erschließen.
Bild
: Fou
hy
Exakt aufeinander abgestimmt hatten (v.l.)Rainer Bröcher (SSI Schäfer), Dr. Hans Hue-ter (SSI Schäfer Peem) und Oswald Grün(SSI Schäfer Noell) ihre Vorträge beim Ce-mat-Pressegespräch.
Bild
: Mai
ensc
hein
MM Das IndustrieMagazin · 17/2002 13
AKTUELLESMÄRKTE
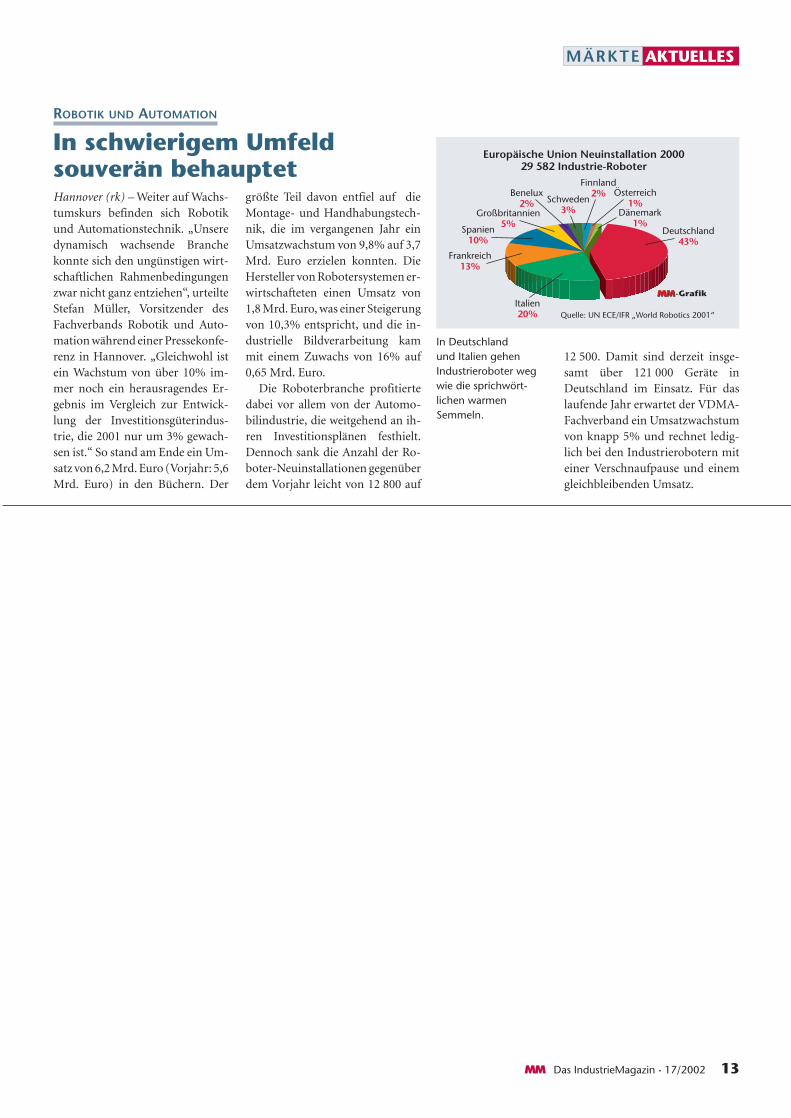
größte Teil davon entfiel auf dieMontage- und Handhabungstech-nik, die im vergangenen Jahr einUmsatzwachstum von 9,8% auf 3,7Mrd. Euro erzielen konnten. DieHersteller von Robotersystemen er-wirtschafteten einen Umsatz von1,8 Mrd. Euro, was einer Steigerungvon 10,3% entspricht, und die in-dustrielle Bildverarbeitung kammit einem Zuwachs von 16% auf0,65 Mrd. Euro.
Die Roboterbranche profitiertedabei vor allem von der Automo-bilindustrie, die weitgehend an ih-ren Investitionsplänen festhielt.Dennoch sank die Anzahl der Ro-boter-Neuinstallationen gegenüberdem Vorjahr leicht von 12 800 auf
In Deutschland und Italien gehen Industrieroboter wegwie die sprichwört-lichen warmen Semmeln.
Hannover (rk) – Weiter auf Wachs-tumskurs befinden sich Robotikund Automationstechnik. „Unseredynamisch wachsende Branchekonnte sich den ungünstigen wirt-schaftlichen Rahmenbedingungenzwar nicht ganz entziehen“, urteilteStefan Müller, Vorsitzender desFachverbands Robotik und Auto-mation während einer Pressekonfe-renz in Hannover. „Gleichwohl istein Wachstum von über 10% im-mer noch ein herausragendes Er-gebnis im Vergleich zur Entwick-lung der Investitionsgüterindus-trie, die 2001 nur um 3% gewach-sen ist.“ So stand am Ende ein Um-satz von 6,2 Mrd. Euro (Vorjahr: 5,6Mrd. Euro) in den Büchern. Der
MM-GrafikMM
Deutschland43%
Italien20%
Spanien10%
Frankreich13%
Großbritannien5%
Benelux2% Schweden
3%
Finnland2% Österreich
1%Dänemark
1%
Europäische Union Neuinstallation 200029 582 Industrie-Roboter
Quelle: UN ECE/IFR „World Robotics 2001“
In schwierigem Umfeld souverän behauptet
12 500. Damit sind derzeit insge-samt über 121 000 Geräte inDeutschland im Einsatz. Für daslaufende Jahr erwartet der VDMA-Fachverband ein Umsatzwachstumvon knapp 5% und rechnet ledig-lich bei den Industrierobotern miteiner Verschnaufpause und einemgleichbleibenden Umsatz.
ROBOTIK UND AUTOMATION
14 MM Das IndustrieMagazin · 17/2002
AKTUELLES MÄRKTE
Hannover (rs) – ABB Deutschland blickt weiter ge-dämpft optimistisch auf die wirtschaftliche Entwicklungin diesem Jahr. „Wir rechnen jedoch für die zweite Jah-reshälfte mit einer Besserung der Marktbedingungen”,erklärte Vorstandschef Bengt Pihl am 16. April in Han-nover. Beispielhaft erläuterte er Großprojekte, mit de-nen ABB ihre Kunden schneller, ressourcenschonenderund erfolgreicher mache. Dr. Joachim Schneider, imABB-Vorstand erantwortlich für Versorgungsunterneh-men und Energietechnik-Produkte, betonte, dass nahe-zu alle Kunden Energie- und Automatisierungstechnikbenötigten: „Und wir sind in beidem sehr gut”. Schneider verwies zudem auf technische Neuheiten wieden erstmalig präsentierten drahtfreien Näherungs-schalter: „Dem Maschinenbau eröffnen sich damit neueMöglichkeiten, da der immense Aufwand für die Verka-belung einer Vielzahl von Sensoren, die bei einer Ferti-gungsmaschine zum Einsatz kommen, entfällt.“ Der neueSensor überträgt Informationen per Funk und wird überein Magnetfeld mit Strom versorgt.
ABB
Hannover (rk) – Automatisierungs-technik bleibt trotz der schwachenKonjunktur ein wichtiger Wachs-tumsmarkt. Mit dieser Einschätzungblickt die Festo AG & Co. zuversicht-lich auf das laufende Geschäftsjahr.„2002 wird ein schwieriges Jahr,aber nicht so schlecht wie von vielenprognostiziert“, urteilte Vertriebsvor-stand Rudi Menrad auf der Hanno-ver-Messe. „Wir glauben bei eineroptimistischen Sicht, dass wir einPlus von 2 bis 5% realisieren kön-nen.“
Im vergangenen Jahr musste Festozwar exportbedingte Auftragseinbußen hinnehmen, konnte aberdennoch das Rekord-Umsatzvolumen des Vorjahres fast errei-chen. Zudem ist es den Esslingern gelungen in einem um 14%rückläufigen Pneumatik-Weltmarkt den eigenen Marktanteil von15,1 auf 17,1% zu steigern. In den kommenden fünf Jahren willFesto den Fokus auf die USA und auf China richten.
Festo unbeirrt auf Wachstumskurs
PNEUMATIK
Hannover (rs) – Im Rahmen derHannover-Messe gab DietmarHarting, persönlich haftenderGesellschafter der HartingKGaA, einen Überblick über diewirtschaftliche Entwicklung inder ersten Hälfte des Geschäfts-jahres 2001/02 (1.Oktober2001 bis 30. März 2002). „Tat-sache ist“, so Harting, „dass wirunser Geschäftsjahr vom 1.Okt-ober bis 30. März sozusagen inder Mitte der Talsohle erlebenund nicht davon ausgehen, dass sich ein Aufschwung in un-seren Kennzahlen entscheidend abbilden wird.“ Die Dramatik der Branchenentwicklung nannte Harting „his-torisch einmalig“, was sich bei der Espelkamper Technologie-gruppe in einem Rückgang der Gesamtleistung um 16,7%niederschlug. Während die Entwicklung in Europa noch mo-derat ausgefallen sei, habe Harting die Entwicklung in denUSA „voll erwischt“, gesteht der Firmenchef. „Ein Rückgangvon über 50% der Leistung ist hart – gerade für einen mittel-ständischen Anbieter.“
Dramatischer Einbruchim US-Geschäft
HARTING
Servicekompetenz wird zum Erfolgsfaktor
ENBW
Hannover (uh) – „Zusammenmit unserem Partner EDF sindwir stark genug, die Kunden inimmer mehr Regionen Europaszu begleiten und zu betreuen.“Das erklärte der Vorstandsvor-sitzende der EnBW Energie Ba-den-Württemberg AG, GerhardGoll, am Montag vor Journalis-ten auf der Hannover-Messe.Das für Kundenbeziehungen zu-ständige EnBW-Vorstandsmit-glied Pierre Lederer betonte:„Für den Erfolg im Energiewett-bewerb sind – neben Preisen undZuverlässigkeit – zunehmendBeratungs- und Service-Kom-petenzen sowie Internationalitätund gelebte Kundennähe ent-scheidend.“ Die EnBW päsent-iert sich in diesem Jahr erstmalsgemeinsam mit Electricité deFrance (EDF) auf der Hannover-
Messe. Die Kernbotschaft derneu vorgestellten Preismodelle,Dienstleistungs- und Betreu-ungsangebote lautete: Aus demLeistungsspektrum der EnBWund ihrer Partner im In- undAusland maßgeschneiderte Lö-sungen für jede Branche und fürjeden Kunden zu entwickelnund umzusetzen.
Die EnBW Energie Baden-Württemberg AG, drittgrößtesdeutsches Energieunterneh-men, steigerte den Konzernum-satz 2001 um 34,9% auf 7,861Mrd. Euro. Der Absatz derEnBW-Gruppe im Kernge-schäftsfeld Strom wuchs im Vor-jahr um 29,4% auf 97,3 Mrd.kWh. Mehr als ein Drittel derEnergieleistungen gehen inzwi-schen an Kunden außerhalb vonBaden-Württemberg.
Vertriebsvorstand Rudi Menrad: „2002 wird nichtso schlecht wie von vielenprognostiziert.“
Den Kunden schneller machen
Die Entwicklung in den USAhat uns „voll erwischt“, ge-steht Dietmar Harting.
Bild
: Sch
äfer
Bild
: Fes
to
MM Das IndustrieMagazin · 17/2002 15
AKTUELLESMÄRKTE
Star-Concept: Auf dem Wegzum globalen Produkt
SIEMENS DEMATIC
Hannover (rt) – Siemens De-matic, Weltmarktführer in derLogistikautomatisierung, hatauf der Hannover-Messe seinKonzept zur Modularisierungvon Steuerungstechnologie,Mechatronik und IT präsen-tiert. Binnen der nächsten dreiJahre wird das Unternehmenseine durch den Zusammen-schluss der Mannesmann De-matic AG und des Unterneh-mensbereichs Produktions-und Logistiksysteme der Sie-mens AG entstandene Wis-sensbasis in Mechanik und ITin eine Vielzahl neuer Produk-te und Systeme umsetzen, dieeigene IT- und Softwarebasisausbauen und zugleichSchnittstellen standardisieren.Die wenig synergieträchtigeDemag Cranes & ComponentsGmbH steht ebenso zum Ver-kauf wie die Demag MobileCranes GmbH.
„Siemens Dematic ist mitseinem technologischen Po-tenzial und seiner Größe ein-zigartig am Logistikautomati-sierungsmarkt“, erklärt Vor-standsvorsitzender Dr. Diet-mar Straub. Das Unterneh-men werde auf der Grundlageseines „Star-Concept“ nunkonsequent auf seine techno-logischen Stärken und seinenWissenspool setzen. Ziel sindoptimale Kundenlösungen,die auf global einsetzbarenProdukten und standardisier-ten Modulen sowohl in derSteuerungstechnik, bei Me-chanikkomponenten als auch
bei der Informationstechnolo-gie (IT) basieren. Das „Star-Concept“ setzt vier Schwer-punkte: die Fokussierung aufausgewählte Branchen, denAusbau und Erhalt der Kon-trolle über die benötigteSchlüsseltechnologie, die Ver-besserung der eigenen Prozes-se sowie das Angebot von Ser-vices und ergänzendenDienstleistungen. Straub:„Und schließlich zielen wirkonsequent auf den Returnthrough Life Cycle, eine aufNachhaltigkeit angelegte Part-nerschaft für eine optimaleKapitalrendite unserer Kun-den.“
Siemens Dematic wird inden kommenden drei Jahrenrund 30 Mio. Euro in dieseStrategie investieren, könnejedoch schon jetzt auf eine be-achtliche Basis aufsetzen: „Be-reits heute liefert das Unter-nehmen gut 90% aller zur Lo-gistikautomatisierung benö-tigten Hardware- und Mecha-tronikkomponenten“, erklärtder Vorstandschef. Im Seg-ment Software/IT beherrscheSiemens Dematic rund 50%der benötigten Technologie.Bei Service und Engineering-Aufgaben decke das Unterneh-men bereits 80% ab. DurchStandardisierung werde mansystematisch die Produkte fürden weltweiten Einsatz opti-mieren.
Bild: Schäfer
Dr. Dietmar Straub, Vor-standvorsitzender der SiemensDematic AG: „Siemens Dema-tic ist mit seinem technologi-schen Potenzial und seinerGröße einzigartig am Logistik-automatisierungsmarkt.“
AKTUELLES MÄRKTEWirtschaft:Insolvenz-UrsachenAngesichts der weiter ansteigenden Zahl von Insolvenzen mahnt der Präsident des Bundesver-bandes Deutscher Unternehmensberater BDUe.V., Rémi Redley, die Politik zu einer differen-zierten Analyse der Ursachen. Einseitige Schuldzuweisungen, beispielsweise anBanken, seien nicht angebracht. Vielmehr müssedie Bundesregierung gerade in wirtschaftlichschwierigen Zeiten den Unternehmen durchverstärkten Abbau der bürokratischen Hemm-nisse endlich deutliche Signale geben. Weiter unter www.clickmall.de/mm1701
Internet:Kommerzieller Webservice Microsoft hat auf seiner Entwicklermesse TechEd in New Orleans seinen ersten kommerziellenWeb-Service gestartet. MapPoint .Net version2.0 ist eine Plattform für programmierbare Loca-tion-based-Services. Die von Microsoft entwi-ckelte Plattform wird vom Konzern selbst gehos-tet und bietet Unternehmen die MöglichkeitFunktionen wie Karten, Wegbeschreibung, Distanzangaben und andere Location-based-Services in ihre Webseiten zu integrieren. Weiter unter www.clickmall.de/mm1702
Wirtschaft:Industrielle Wertschöpfung Wie das Statistische Bundesamt anlässlich derHannover-Messe mitteilte, erbrachte die deut-sche Industrie (Produzierendes Gewerbe ohneBaugewerbe) im Jahr 2001 eine Bruttowert-schöpfung in jeweiligen Preisen von 483,77Mrd. Euro. Mit einem Wertschöpfungsanteil vonrund einem Viertel ist sie damit nach wie vor einsehr bedeutender Wirtschaftsbereich. Die Wirt-schaftsleistung in der deutschen Industrie wurdeim Jahr 2001 von 8,52 Mio. Erwerbstätigen er-bracht, im Jahr 1991 waren hier noch 11,32Mio. Personen tätig. Weiter unter www.clickmall.de/mm1703
International:Europäische EnergiepolitikDer Bundesverband der Deutschen Industrie(BDI) stellt eine wachsende Einflussnahme derEU-Kommission auf die Energiepolitik der Mit-gliedsstaaten fest. Die Kommission versuche, inder Energiepolitik Kompetenzen an sich zu zie-hen. Zu diesem Ergebnis kam der BDI-Energie-ausschuss in einer Sitzung unter Leitung seinesVorsitzenden Dr. Werner Marnette. Weiter unter www.clickmall.de/mm1704
E-Commerce:Digitale Bezahlsysteme Das elektronische Bezahlen im Internet oder perHandy setzt sich nicht durch: Zwei von dreiKunden machen nicht mit. Sie schwören nachwie vor auf die herkömmlichen Zahlverfahrenwie Rechnung und Nachnahme.Selbst bereits etablierte Systeme wie Geldkarte,Paybox oder Kreditkarte werden nur von einerMinderheit der Verbraucher bei Einkäufen in derdigitalen Welt eingesetzt. Weiter unter www.clickmall.de/mm1705
www.clickmall.de Newsticker
www.clickmall.de – Das Mittelstandsportal der Vogel Medien Gruppe
RWE Plus: Energie aus einer Hand
OUTSOURCING
Hannover (uh) – Der Trend zum Out-sourcing von Energiedienstleistungen inder Industrie ist ungebrochen: Mit ei-nem modularen Paket aus Strom, Gas,Wasser, Nutzenergien und energienahenDienstleistungen können die Produk-tionskosten gesenkt werden. „Einspar-potenziale lasse sich jedoch nur heben,wenn die Energieinfrastruktur nichtnach einzelnen Commodities, sondernhorizontal über die einzelnen Produk-tionsprozesse betrachtet wird“, erklärtHeinz-Werner Binzel, Vorstandsvorsit-zender der RWE Solutions (vormals Tes-sag AG), Frankfurt/Main.
„Energieeinsparung ist auch für denMittelstand ein zentrales Thema“, sagteMarc R. Pasture, Mitglied des Vorstandsder RWE Plus am Dienstag auf der Han-nover-Messe: „Mit den neuen Bran-chenkonzepten von RWE Plus für dieKunststoff und Metall verarbeitende In-dustrie lassen sich Einsparungen bis zu15% realisieren.“ Im Mittelpunkt derRWE-Plus-Branchenkonzepte steht dieLieferung von Strom und Nutzenergien.Beispiele sind Kälte, Wärme und Druck-luft. Pasture: Es geht um individuelle, be-darfsgerechte und mit dem Kunden ge-meinsam erarbeitete Gesamtlösungen.
Marc R. Pasture, Mitglied des Vorstandsder RWE Plus: „Energieeinsparung ist auchfür den Mittelstand ein zentrales Thema.“
Heinz-Werner Binzel, Vorstandschef vonRWE Solutions: „Einsparpotenziale lassensich nur heben, wenn die Energieinfra-struktur horizontal über die einzelnen Pro-duktionsprozesse betrachtet wird.“
Bild
er: R
WE
Marc R. Pasture weiß, dass einigemittelständische Unternehmen regel-recht Angst haben, sich durch Contrac-ting und Outsourcing in Abhängigkeitenzu begeben. Er betonte, es sei selbstver-ständlich nicht die Absicht von RWEPlus „den Mittelstand in irgendeine Ab-hängigkeit zu bringen“. Diese Sorge seiunbegründet, denn RWE Plus wolle sei-ne Kunden entlasten und ihnen damitermöglichen, sich auf die Kernkompe-tenzen zu konzentrieren.
Das Marktpotenzial für die energiein-tensiven Branchen Automobil, Zellstoffund Papier sowie Chemie ist erheblich.Nach RWE-Angaben benötigen diesedrei Industriesektoren jährlich rund 516Mrd. Kwh Energie, davon entfallen rund127 Mrd. kWh auf den Strombezug.Rund 4 Mrd. m
3Wasser werden ver-
braucht.RWE Solutions, Frankfurt/Main, ist
die RWE Führungsgesellschaft des Be-reiches Industrieservice und kommtmehr von der technischen Seite. Rund 14 000 Beschäftigte erzielen einen Jah-resumsatz von rund 2,6 Mrd. Euro. RWEPlus AG mit Sitz in Essen agiert im RWE-Konzerns als Führungsgesellschaft fürden Stromvertrieb. RWE Plus beschäf-tigt rund 16 000 Mitarbeiter.
MM Das IndustrieMagazin · 17/2002 17
Zeppelin vertreibt komplette Hyster-Palette
GABELSTAPLER
Hannover (rt) – Auf der Cemat präsentierte sich die ZeppelinBaumaschinen GmbH mit ihrem neuen Geschäftsbereich „Ga-belstapler“. Er hat seinen Sitz in Garching bei München undgehört organisatorisch zur Handelssparte Handel der Frie-drichshafener Zeppelin-Gruppe. Anlass dafür ist eine partner-schaftliche Zusammenarbeit zwischen Zeppelin und der Nac-co-Gruppe, dem Hersteller der Hyster-Gabelstapler. Ein ent-scheidender Erfolgsfaktor für die Kooperation sei die System-philosophie von Zeppelin: „Wir bieten unseren Kunden allesaus einer Hand“, so das Motto.
Ein Messehighlight stellte in diesem Zusammenhang diejüngste Generation von Hyster-Schubmaststaplern vom TypR1.4 und R1.6 dar. Die komplett neu entwickelten Geräte, zudenen auch die Modelle R1.8 und R2.0 gehören, bieten Trag-
fähigkeiten von 1400 bis2000 kg an. Bei ihrer Kon-zeption wurde speziell auf er-gonomische Gestaltung undhohe Effizienz geachtet. GuteSicht für den Fahrer beimLastumschlag gewährleistetdie neue Konstruktion desMastes, aber ebenso opti-miert worden sind Lenksäuleund Steuerung.
Deutschland in leichter RezessionVeränderung des realen Bruttoinlandproduktes in Prozent
MM-GrafikMM
Veränderung zum VorjahrVeränderung zum Vormonat
BDI-Präsident plädiert für mehr Freiheit und Mut
KONJUNKTUR
Hannover (uh) – „Erste Licht-blicke einer konjunkturellenErholung sind sichtbar. Derlängerfristige Wachstumspfadist jedoch zu flach und die Be-schäftigungswelle zu hoch, umdie Arbeitslosigkeit abzubau-en“ erklärte BDI-PräsidentMichael Rogowski am erstenTag der Hannover-Messe. DieHoffnung der deutschen Wirt-schaft richte sich derzeit vor al-lem auf eine Konjunkturbele-bung in den USA. Davon wür-de auch die besonders export-abhängige deutsche Industrieprofitieren. Im Jahresverlauf
mit eine deutlichen Zunahmeder Exporte gerechnet. Bei derBinnennachfrage sei jedochkeine Wende zum Besseren er-kennbar. Rogowski: „Die Lageist nach wie vor äußerst be-scheiden. Aber, trotz einigerRisiken verflüchtigen sich dieSchatten.“
Deutschland habe alle Po-tentiale um besser zu sein alsandere. Um diese zu nutzenmüsse man sich nur von Fes-seln befreien. Und so plädier-te Rogowski in Hannover fürmehr Freiheit, mehr Selbstver-antwortung und mehr Mut.
Neu im Zeppelin-Programm istdie jüngste Generation vonHyster-Schubmaststaplern.Bi
ld: Z
epp
elin
Das Maschinenbaujahr 2002hat nach Einschätzung des Bran-chenverbandes VDMA eineneher „janusköpfigen“ Charakter.Auf der einen Seite sei, so Die-ther Klingelnberg in Hannover,mit einem Rückgang der Pro-duktion um 2% zu rechnen; an-dererseits hält der VDMA-Präsi-dent eine Belebung der Auf-tragseingänge in der zweitenJahreshälfte für denkbar. Spe-ziell im Auslandsgeschäft gebe esHinweise, dass man die Talsohledurchschritten habe. Bei einerBelebung am Inlandsmarkt kön-ne die Branche sogar wieder aufeinen moderaten Wachstums-kurs einschwenken.
Die SHS Gesellschaft für Beteili-gungsmanagement mbH, Tü-bingen und Leipzig, hat einenBeirat ins Leben gerufen, der denBeteiligungsunternehmen von
SHS – derzeit rund 20 Techno-logiefirmen – auch in Manage-mentfragen unterstützen kann.Dem SHS-Beirat gehören an:Dr. Eberhard Braun (Sanierer),Peter Jelich (Thyssen Krupp Hi-Serv), Dr. Michael Litterer (Lit-terer-Gruppe), Frank P. Löhner(Credit Suisse), Dr. HeinrichRees (Dr. Rees Unternehmsbe-ratung) und Harald Völker(Trumpf).
Xtreme technologies, ein Jointventure von Jenoptik AGund Lambda Physik AG, wird beiseinen Forschungs- und Ent-wicklungsaktivitäten künftigvom Bundesforschungsministe-rium gefördert. Ziel der Partner-schaft ist die Entwicklung vonStrahlquellen im extremenUltraviolettbereich, die im Rah-men der EUV-Lithographie derHerstellung neuer Chipgenera-tionen dienen sollen. Xtremetechnologies hat die Koordina-
tion des europäischen For-schungskonsortiums für dieseStrahlquellen übernommen.
Dürr, Stuttgart, hat über seinenUnternehmensbereich Final As-sembly Systems von der MagnaSteyr Fahrzeugtechnik, Graz,den Auftrag zum Bau einerschlüsselfertigen Automobil-Endmontagelinie im Gesamt-wert von rund 28 Mio. Euro er-halten. Magna-Steyr montiert inGraz verschiedene Fahrzeuge,derzeit vor allem für den Daim-ler-Chrysler-Konzern.
Die Hager Tehalit VertriebsGmbH, Blieskastel, gewährt imRahmen einer Sonderaktion aufalle Produkte der Marke Hager,die im Jahr 2002 gekauft wur-den, volle fünf Jahre Garantie.Das Sortiment umfasst verschie-dene Artikel und Systeme für dieElektroinstallation wie Verteileroder Steckklemmen.
Die Fibotec Fiberoptics GmbHist kürzlich umgezogen und jetztunter neuer Adresse in der Berg-straße 2 in Meiningen erreich-bar. Auch die Telefonnummerhat sich geändert. Sie lautet:(0 36 93) 88 13-20/-29. Fibotecversteht sich als Partner auf allenMärkten für Faseroptik. Speziel-les Know-how besitzt der OEM-Hersteller bei seltenerd-dotier-ten Fasern sowie Treibern fürleistungsstarke Laserdioden.
Die KSG Leiterplatten GmbH,Gornsdorf, will in dem kom-menden Jahren weiter expan-dieren und hat deshalb denGrundstein für eine 2500 m
2
große neue Fertigungshalle ge-legt. Der Neubau sei Vorausset-zung dafür, dass man die Ferti-ungskapzizät um 50% steigernkönne, erklärt dazu Geschäfts-führer Udo Bechtloff. Der rund7,5 Mio. Euro teuere Bau soll imOktober bezugsfertig sein.
Das alga-Fachforum (Abrech-nungspraxis Lohn- und Gehalt-sabrechnung) wird in diesemJahr zum zwanzigsten Mal aus-gerichtet. Es findet vom 3. bis 5.Juni in Lahnstein bei Koblenzstatt und widmet sich aktuellenThemen, die Buchhaltern unterden Nägeln brennen. Dazu ge-hört die Rester-Rente ebenso wiedie nachgelagerte Rentenbesteu-erung oder das Reisekosten-recht. Auch die digitale Signatursteht auf dem Themenplan. Wei-tere Informationen: Datakon-text, Frechen, www.datakon-text.de
Isra Vision Systems, Darm-stadt, ein führender Spezialistfür Machine Vision in der Auto-matisierungstechnik, arbeitetkünftig mit dem TroisdorferHersteller von Spinnvliesanla-gen Reifenhäuser GmbH & Co.zusammen. Im Rahmen dieseslangfristig angelegten Abkom-mens geht es um die Lieferungvon Isra-OEM-Systemen für dieInline-Vliesinspektion.
ELEKTROINDUSTRIE
ZVEI rechnet für 2002 mit einem MinusFrankfurt/Main (ws) – In derdeutschen Elektrotechnik-und Elektronikindustrie wirdes frühestens im zweiten Halb-jahr 2002 zu einer konjunktu-rellen Trendwende kommen.Dennoch ist für das Gesamt-jahr erneut mit einem Produk-tionsrückgang um 1 bis 2% zurechnen. „Denn selbst wenn
es vor dem gesamtwirtschaft-lichen Hintergrund zu einemWachstum kommt, so kannder Rückgang der ersten Jah-reshälfte nicht mehr ausge-glichen werden“, prognosti-ziert Dietmar Harting, Präsi-dent des BranchenverbandesZVEI. Anlässlich der ZVEI-Jah-respressekonferenz warnte
Harting vor zuviel Opti-mismus. Zu unkalkulierbarseien die weltpolitischen Ent-wicklungen – etwa im Nahenund Mittleren Osten – und diedamit eng verbundenen Ener-gie- und Rohstoffpreise. Alsweiteres Risiko für die Bran-chenentwicklung sieht derZVEI-Präsident die Tarifausein-andersetzungen in der Metall-und Elektroindustrie.Für eine Erholung in der zwei-ten Jahreshälfte spricht unteranderem die langsame Bele-bung der Auslandsnachfrage.Zudem ist die so genannteBook-to-bill-Ratio, die das Ver-hältnis zwischen Auftragsein-gängen und Umsätzen imHalbleiterbereich darstellt undein wichtiger Frühindikator fürdie Branche ist, nach AussagenHartings im Februar erstmalsüber den Wert 1 gestiegen.
Mögliches Wachstumim zweiten Halbjahrkann nach Ansicht desZVEI (v.l.: ChristianMannigel, Dietmar Har-ting und GotthardGraß) das Ergebnis derElektroindustrie 2002nicht ausgleichen. Man rechnet mit einemMinus von 1 bis 2%.
Bild
: Sch
röde
r
KURZ NOTIERT
AKTUELLES MÄRKTE
MM Das IndustrieMagazin · 17/2002 19
Klaus-J. Leonhardt ist neuer Sales ManagerGeneral Commercial bei dem Storage-Manage-ment-Spezialisten Veritas Sofware. Er leitet dieGeneral Commercial Group mit Sitz in Dornachbei München und ist damit verantwortlich für dieBetreuung von deutschen und österreichischen
Endkunden in Kooperation mit der Enterprise-Resellerbrancheund Systemhäusern.
Peter Witt wurde vom Aufsichtsrat der Bombardier Trans-portation GmbH und der DWA Deutsche Waggonbau GmbHzum Vorsitzenden der Geschäftsführungen beider Unternehmenbestellt und zum Chief Country Representative von BombardierTransportation in Deutschland ernannt.
Roland Deibler, langjähriger Geschäftsführerund jetzt stellvertretender Vorsitzender des Ver-waltungsrats der Alfred Kärcher GmbH & Co., fei-erte am 23. März seinen 60. Geburtstag. 1979 hat-te er bei dem Winnender Reinigungsgeräteher-steller angefangen und war 1984 zum Geschäfts-
führer Finanzen und Personal bestellt worden. 1999 schied Ro-land Deibler aus der Geschäftsführung aus und wechselte in denVerwaltungsrat, das Gremium, das bei Kärcher Aufsichtsfunk-tionen wahrnimmt und strategische Entscheidung trifft.
Jost von Kuczkowski leitet bei der Meta Re-galbau GmbH & Co. KG zusätzlich zu seinerFunktion als Marketingleiter jetzt auch die Abtei-lung Versender. Er verfolgt das Ziel, den Vertriebüber Katalog und E-Business in Deutschland undEuropa konsequent auszubauen. Kundenbin-
dungsmaßnahmen und die Gewinnung neuer Kunden zählen da-bei zu den Kernaufgaben im Versandgeschäft.
Helmut Becks, Mitglied des Vorstands der BASF Aktienge-sellschaft mit Dienstsitz in Singapur, scheidet aus gesundheit-lichen Gründen Ende April aus dem Unternehmen aus und trittin den Ruhestand. Becks war von 1997 bis 2001 Arbeitsdirektorder BASF Aktiengesellschaft, seitdem ist er für die Region Asienund die Ingenieurtechnik zuständig.
Ralf Amm zeichnet als Geschäftsführer für dieCLI International Logistic Group, Dietzenbach,verantwortlich. Ihm zur Seite steht Rolf Scheifeleals Vorsitzender des CLI-Beirates. Ergänzt wirddas Führungsteam der europäischen Stückgut-und Logistikkooperation durch Hans-Peter Doll-
ner, der in der Systemzentrale Dietzenbach das Netzwerkma-nagement voran treibt.
Paul Hense übernahm zum 1. April die Ge-schäftsführung der Atlas Copco KompressorenGmbH in Essen. Er löst Leif Rydberg ab, der An-fang des Jahres die Leitung der französischenSchwestergesellschaft übernahm. Mit Hensekommt ein ausgesprochener Kompressorfach-
mann an die Spitze der deutschen Vertriebsgesellschaft.
AKTUELLESPERSONEN
Mit dem Akku-Handumreifungsge-rät ST-BET 10-19 HT lassen sichdie unterschiedlichsten Versandgü-ter sicher umreifen. Die Bandspan-
nung ist zwischen 100und 3200 N stufen-los einstellbar, sodass selbst empfind-
liche Waren und mas-sive Transportgüter sicher zu um-reifen sind. Das ergonomisch de-signte, gut handhabbare Gerät ist
speziell auf hochfeste Kunststoff-bänder abgestimmt. Es können so-wohl PP-(Polypropylen-) als auchPET-(Polyester-)Kunststoffbänderverwendet werden. Der Herstellerbietet dafür ein breites Spektrumaus eigener Produktion an. Mit nureinem Handumreifungsgerät undeinem kleinen, optionalen Umrüst-kit lassen sich Bänder mit Breitenvon 10 bis 19 mm sowie in Dickenvon 0,5 bis 1,05 mm verarbeiten.
22 MM Das IndustrieMagazin · 17/2002
AKTUELLES LOGISTIK
Seit mehr als vierzig Jahren ist dieInterpack, internationale Fach-
messe für Verpackungsmaschinen,Packmittel und Süßwarenmaschi-nen, das Schaufenster für Innovatio-nen im Verpackungsbereich. ZurInterpack ’99 reisten weit über 2500Aussteller und 170 000 Besucher aus105 Ländern an den Rhein. Auch fürdie Veranstaltung 2002 war bereitszum Ablauf der Anmeldefrist im Fe-bruar 2001 die gesamte verfügbareFläche ausgebucht. Unter dem Mot-to „No. 1 for systems processes solu-
tions“ erwartet die Messe Düsseldorfzur Interpack 2002 vom 24. bis 30.April 2002 wieder Fachbesucher ausaller Welt, die sich über die Angebo-te der Verpackungsbranche infor-mieren.
Als eine der erfolgreichsten Inves-titionsgüter-Fachmessen der Weltpräsentiert die Interpack 2002 denNutzern der wichtigsten Anwen-dersparten neue Produkte aus demFood-, dem Pharma- und dem kos-metischen Bereich – neue Lösungenund umfassende Dienstleistungenfür alle verpackenden Industriezwei-ge. Mit den individuellen Angebotenist die Interpack ein repräsentativesInnovationsforum sowie eine um-fassende Plattform für die Demon-stration vom Packmittel bis hin zurkompletten Verpackungslösung. DieFachmesse wird einmal mehr einevollständige Information über Pro-zesse der Herstellung bis zum ver-packten Endprodukt demonstrie-ren. Sowohl die abpackende Wirt-schaft als auch die Süßwarenindus-
trie finden in Düsseldorf alle dreiJahre Trends, Neuheiten und spe-zielle Lösungen für ihre Verpa-ckungs-Herausforderungen.
Umfassende
PlattformInterpack 2002 zeigt die ganze Verpackungstechnik
KURZ UND BÜNDIG
Messetermin:24. bis 30. April 2002Öffnungszeiten:täglich von 10 bis 18 UhrEintrittspreise:Tageskarte 28 Euro3-Tages-Karte 64 EuroVeranstaltungsort:Messegelände DüsseldorfHallen 1 bis 17Eingänge Nord, Süd, OstVeranstalter:Messe Düsseldorf GmbH,40474 Düsseldorf Tel. (02 11) 45 60 01Fax (02 11) 45 60-6 68www.messe-duesseldorf.de
Akku-Handschweißgerät verarbeitet mehrere Umreifungsbandtypen
Ein 19 mm breites PET-Band bei-spielsweise bietet immerhin eineReißkraft von rund 8000 N, so dasssich mit diesem mobilen Handgerätselbst Schwerlastumreifungen reali-sieren lassen. Der kompakte Akku-Vibrationsspanner arbeitet beimVerbinden der Bänder mit einerReibschweißung, wobei die maxi-male Spannkraft sowie dieSchweißzeit dieses Gerätes genauund stufenlos justierbar sind.
Laderaumausnutzung auf einenNenner zu bringen, kann der Auf-satzring genau an die vom Kunden
gewünschte Nutzhöheangepasst werden.Der verwin-dungssteife De-ckel und die Palet-te sind mit einfachzu bedienendenVerriegelungenausgerüstet, waseine weitere
Transportsicherung ver-zichtbar macht. Stattdessen kann
die Palettenbox auch mit bis zuacht Spanngurten ausgerüstet wer-den.
Walther Faltsysteme GmbH,
Tel. (02 08) 9 97 11-0,www.faltbox.com, Halle 9, Stand H23
MM Das IndustrieMagazin · 17/2002 23
Die faltbare Palettenbox Mega-PackS 1200 Skid ist nach Angaben desHerstellers robust, hochbelastbarbis 2000 kg und mit drei Ku-fen gut förderbar.Das glatte Palet-tendeck derKunststoffpaletteim Euromaß kannleicht gereinigtwerden. Der steifeAufsatzring ausHohlkammer-PPist faltbar und dasSystem lässt das Systembei der Rückführung auf nurnoch ein Fünftel seiner normalenGröße schrumpfen. Entnahmeklap-pen im Aufsatzring erleichtern dasBe- und Entladen der Palettenbox.Um optimales Packvolumen und
AKTUELLESLOGISTIK
Faltbare Palettenbox für schwere Lasten
Spitztüten und Beutel mit Peel-Öff-nung sind lieferbar, ferner Stand-bodenbeutel für pastöse, halbflüssi-ge und flüssige Produkte. Das Ver-packungssystem optimiert sowohldas Abpackverfahren als auch diefertige Packung. Sehr kurze Um-rüstzeiten kombiniert mit reduzier-tem Materialkonsum sind weiterePluspunkte von Schur-Star.
Schur Flexible Europe a/s, Tel. (0045) 76 32 32 32, www.schur.com,Halle 13, Stand B29
Um eine Kombination von vorge-fertigten Beuteln und einer Verpa-ckungsmaschine handelt es sich beidem Verpackungskonzept Schur-Star. Das System arbeitet mit Beu-teln verschiedener Folienarten wiePolyethylen, Polypropylen und ei-ner breiten Palette von Laminaten.Beutelkonstruktionen jeglicher Artstehen zur Verfügung, zum Beispielmit Bodenfalte, Tragegriff, Block-boden, Euro-Loch und Wiederver-schluss. Auch Mehrkammerbeutel,
dieser Technik bestehen in der ein-fachen Füllgutführung für alle Pro-dukte sowie der hohe Füllgenauig-keit. Die einfache Produktführungder Maschine ist Basis dafür, dassdie produktangepasste In-line-Rei-nigung nach Systemen wie Flus-hing-in-place (FIP), Cleaning-in-place (CIP) oder Sterilization-in-place (SIP) in kurzer Zeit, mitgeringem Mitteleinsatz und beigleichbleibend hoher Qualität er-
Für wässrige bis hochviskose Pro-dukte, wie sie die chemisch-techni-sche und die Kosmetikindustrieherstellt, eignet sich die Abfüllanla-ge FRK 3061. Die Maschine zeich-net sich durch hohe Verfügbarkeitund Produktivität aus. Durch denEinsatz eines AISI-Bussystems ge-lang es, die Membranventiltechnikdes linearen Füllmaschinenkon-zepts auf rundlaufenden Füllma-schinen umzusetzen. Die Vorteile
Abfüllmaschine mit Membranventiltechnik füllt flüssige und viskose Produkte ab
folgt. Füllen undReinigen verlaufengenau reprodu-zierbar. Der Her-steller bietet dieMaschine in ver-schiedenen Bau-weisen an. Robert BoschGmbH Geschäfts-bereich Verpackungstechnik, Tel. (0 71 51) 14-01, www.bosch.de/vm,Halle 6, Stand B29/C65
Bei den modular aufgebautenPreisauszeichnern der Serie GLM-Ihat der Hersteller Wert auf hoheLeistung, leichte Bedienung, Ser-vicefreundlichkeit und gute Hygie-neeigenschaften gelegt. DankDruckgeschwindigkeiten bis250 mm/min, 32-Bit-Microcontrol-ler-Technologie und einem imAutomotive-Bereich bewährtenmodularen CAN-Bus-System kön-nen bis zu 150 Packungen/min ge-wichtsbasierend preisausgezeichnetwerden. In der Serie,die sowohl für dieBlas-, Rotations- alsauch dieStempeleti-kettierungausgelegt ist,lassen sichmehrere Subsysteme (zum BeispielBandeinheiten) und eine unbe-grenzte Anzahl von Etikettierern zueiner Einheit zusammenfassen.Sämtliche Geräte einer Auszeich-nungslinie lassen sich selbst bei ma-ximalem Ausbau über eine einzigeAnzeige- und Bedieneinheit steuern– entweder mit Hilfe des ebenfallsneu entwickelten BedienterminalsGT-CT oder per „E-Service“ viaInternet. Das Bedienterminal arbei-tet mit Touch-Technologie undwartet daher mit guten Eigenschaf-ten bei Bedienung und Reinigungauf.
rer Mitarbeiter,schöpfen damitSynergiepoten-ziale und schaf-fen den Schulter-schluss über dieorganisatori-
schen Grenzen zwi-schen unseren acht Ge-
schäftsbereichen“, sagt Die-ter Timm, Leiter Werbung und
Kommunikation Contitech, undExAS-Initiator. „Darum wollen wirdas Konzept personen- und infor-mationsbezogen zum Austausch dergesuchten Informationen und dernachfolgenden Interaktionen aus-bauen. Die installierten Online-Technologien sollen uns dabei hel-fen, mit motivierenden Navigations-methoden unsere Arbeit in unsererdezentralen Organisation effektiverzu machen.“ Mitarbeiter werden sozu Wissensträgern und Know-how-Paten. Contitech konzentriert seineRessourcen und verbessert das Inno-vationsklima. Timm: „Als innovati-ver Entwicklungspartner arbeitetContitech bereits in einem Netz-werk. Was liegt da näher als auchWissen bedarfsgerecht zu vernet-zen.“
Er hat sich für das Projekt kom-petente Unterstützung gesichert: Dr.Wolfram Herrmann, Leiter F + E-Werkstoffe bei Contitech, und Dr.Christoph Bederna, Leiter Conti-tech Verfahrenstechnik und gleich-zeitig Projektleiter für das überge-ordnete Innovationsmanagement
Wissenmacht MarktSchneller agieren mit Experten-Auswahl-System ExAS
URSULA HOFMANN
den Ansätzenbewertet wer-den, forderndie Exper-ten. „Klein-laut räumeninzwischenviele Software-hersteller ein,dass es mit der In-stallation ihrer Standard-Pro-gramme alleine nicht getan ist“, sagtKlaus North, Professor an der Fach-hochschule Wiesbaden. Eine Mei-nung, die Marcel Hoffmann vomNRW-IT-Projekt „Expect“ in Dort-mund teilt: „Der häufigste Fehlerbeim Aufbau von wissensbasiertenSystemen besteht darin, dass sie zuwenig an den Abläufen im Unter-nehmen orientiert sind.“ Der Ein-kauf braucht nun mal andere Infor-mationen als der Designer.
Lösungskompetenzdurch gebündeltes Wissen
Bei derUnternehmensgruppe Conti-tech in Hannover geht man einenanderen Weg, der sich zwar auch aufSoftware stützt, aber den Menschenin den Mittelpunkt stellt. Experten-Auswahl-System (ExAS) heißt eineneue Initiative, die Entwicklungszei-ten und generell alle Prozesse weiterverkürzen und neue Ideen anstoßensoll. „Wir wollen dabei nicht nurWissen in Datenbanken ablegen, wiees bisher auch schon geschieht. Son-dern wir nutzen die Kreativität unddas Know-how in den Köpfen unse-
Dieter Timm,ExAS-Initiator beiContitech:
„Was liegt näherals auch Wissenbedarfsgerechtzu vernetzen?“
Auf der Cebit war es auch indiesem Jahr wieder einesder Top-Themen: Know-
ledge-Management-Software. Dochin die Euphorie der vergangenen Jah-re hat sich mittlerweile Realismus ge-mischt. Software alleine, das zeigenneueste Studien, macht noch keinKnowledge-Management-System.Das meinen auch die Experten derFachhochschule Aschaffenburg, diein Zusammenarbeit mit dem Zen-trum für Technologie, Existenzgrün-dung und Kooperation (Zentec),dem Fraunhofer-Institut Graphi-sche Datenverarbeitung in Darm-stadt, der IKV++ AG und der R&BConsulting GmbH untersuchten, ob
und wie Unternehmens-wissen als verwert-
bares Gut erkannt,erschlossen undbewertet werdenkann.
Dabei betrach-ten die Forscherdie derzeit ange-priesene Know-
ledge-Manage-ment-Systeme kri-
tisch. Der Grund:Viele häufen zwar
Informationen, abernicht verwertbares
Wissen an.Vielmehr
müsste daserfassteWissenbereits in
MM Das IndustrieMagazin · 17/2002 25
Contitech. Beide sind in ihren Berei-chen besonders auf Wissensaus-tausch angewiesen. „Wer kennt wasbei Contitech? Die Antwort auf die-se Frage ist entscheidend für unserenErfolg“, sagt Dr. Herrmann. „DurchExAS erhalten unsere Mitarbeitereine weitere Plattform, um als Wis-sensarbeiter zu wirken: Von sich ausWissen teilen.“
Mitarbeiter vor zusätzlicherBelastung bewahren
Ein schmaler Grad, denn man darfdie Mitarbeiter nicht überfordern.„Das Wissensmanagement darf vonden Mitarbeitern auf keinen Fall alszusätzliche Belastung empfundenwerden“, warnt Forscher Hoffmann.Bei Contitech stellt man darum nichtnur das Berufliche in den Mittel-punkt: „Jedes Unternehmen musshier seinen eigenen Weg finden“, sagtTimm. „Es kommt uns darauf an, ei-ne Struktur weiterzuentwickeln, dieden wahrnehmungs-psychologi-schen Bedürfnissen der Menschengenauso entgegenkommt wie demZwang nach effizienten Navigations-systemen, die nach dem Prinzip vonSuchen und Erfolg funktionieren.“Eingebettet wird der Prozess beiContitech in den Betriebsalltag undseinen Abläufen. Bewährtes wird da-bei mit Neuem verbunden und mitLeben erfüllt, denn das System istnur so gut wie die handelnden Mit-arbeiter sich in ihm engagieren.Timm: „Als Partner unserer Kundenlegen wir Wert darauf, unser breitangelegtes Wissen transparent undverfügbar zu machen. Wir haben da-für das Motto, Lösungskompetenzdurch gebündeltes Wissen, geschaf-fen.“
Knowledge-Management istnicht nur Innovationsmotor, es ge-winnt noch aus einem anderenGrund an Bedeutung: Das weltweiteWissen verdoppelt sich etwa alle fünfJahre und das Internet beschleunigtdiesen Prozess weiter. Je früherWissensmanagement zum Teil derUnternehmenskultur wird, umsoeher kann das Unternehmen davonprofitieren. Darum hat Contitechdas Thema Wissensmanagement inseinen Unternehmensleitsätzen ver-
ankert: „Wettbewerbsvorteile beru-hen auf Wissensvorteilen“, heißt esdort. Und Timm erläutert: „Wissenist die wichtigste Ressource des 21.Jahrhunderts. Lebendig angewand-tes Wissen schafft neue Lösungen fürden Kunden, neue Produkte und da-mit Wettbewerbsvorteile.“
Contitech-Intranetstellt Wissen zur Verfügung
Die Contitech-Datenbank stellt die-ses Wissen allen zur Verfügung. Sieist über das Intranet abrufbar undwird ständig ergänzt. Experten tra-gen ihre Spezialgebiete, Kurzfassun-gen aktueller Projekte und zusätzli-che Qualifikationen ein. So entste-hen Mitarbeiterprofile, die nachSchlagworten oder nach Fachgebie-ten gesucht werden können. „ExASvernetzt das vorhandene Wissen undsorgt für einen Aufbau von neuemWissen“, sagt Dr. Christoph Beder-na. „Wir nutzen das Intranet alsschnelles Informations- und Dialog-medium. Es schafft die Möglichkeitherauszufinden, welche Person gera-de benötigtes Wissen besitzt.“
Ganz ohne Software geht es alsonicht, darum kommt der Auswahlgroße Bedeutung zu: „Es hat sich ge-zeigt, dass nicht die großen Anbieterdie besten Lösungen bieten, sondernoftmals die kleinen, die individuellauf die Bedürfnisse der Anwendereingehen können“, sagt Marc Ten-bieg, Projektleiter bei dem Markt-forschungsunternehmen MetaGroup nach einer Untersuchung von
Software-Angeboten zum ThemaWissensmanagement. Contitechvertraut bei der Umsetzung auf einkleines Unternehmen aus Hannover:Die com&on GmbH. „ExAS eignetsich nicht nur für Unternehmen wieContitech – eslässt sich mitwenig Auf-wand auch inkleineren Fir-men einfüh-ren“, sagtcom&on-Ge-schäftsführerAndreas Rie-del.
Und das istsinnvoll: In den meisten Betriebenwerden heute weniger als 50% desvorhandenen Wissens genutzt. Inge-nieure verbringen mittlerweile rundein Drittel ihrer Arbeitszeit mit derSuche nach Informationen. EineHerausforderung für die Know-ledge-Management-Software vonmorgen, die sich an der Realitätorientiert und Unternehmen, Mit-arbeitern und Kunden Vorteile ver-schafft. MM
AKTUELLESKNOWLEDGEMANAGEMENT
FAZIT
PExperten-Auswahl-System ver-kürzt Prozesse
PKreativität wird gefördert
P Das im Unternehmen vorhande-ne Wissen über Geschäftsberei-che hinweg effizienter nutzen
P Contitech im Internet
P Das Softwarehaus com&on in Hannover
P MarktforschungsunternehmenMeta Group
www.maschinenmarkt.de
Das Experten-Auswahl-System ExAS funk-tioniert einfach und wurde darum schnellakzeptiert: In die Datenbank tragen die Ex-perten des Unternehmens ihre Spezialge-biete, Kurzfassungen aktueller Projekte undzusätzliche Qualifikationen ein. So entste-hen Mitarbeiterprofile, die einfach nachSchlagworten oder Fachgebieten durch-
sucht werden können. Doch am Ende derSuche stehen nicht einfach ein Text oder ei-ne Tabelle, sondern Menschen, mit denenman kommunizieren kann. Das Knowled-ge-Management-System macht Mitarbei-ter zu Wissensträgern und Know-how-Pa-ten. So werden Ressourcen konzentriert,das Innovationsklima wird verbessert.
CONTITECH
So funktioniert ExAS
AKTUELLES E-BUSINESS
durchschnittlich zwei neue Markt-plätze. Nur wenige davon sind heute offen.Dem Konzept der E-Markets wirdein gehöriges Maß an Skepsis ent-gegengebracht. Die Idee ist zwarnicht falsch, aber es braucht Zeit,bis sie sich durchsetzt. Unter ande-rem, weil viele Unternehmen stabi-le Logistikpartnerschaften haben.Sie arbeiten zuverlässig zusammenund sehen wenig Veranlassung,Leistungen auf einem Marktplatzauszuschreiben.
MM: Welche Marktplatzmodellehalten Sie denn trotz der gegenwär-tigen Ernüchterung für erfolgver-sprechend, um ganze Wertschöp-fungsketten zu optimieren?Bosch: Marktplatz ist nicht gleichMarktplatz. Die US-Beratung AMRResearch entwarf beispielsweise dievier Kategorien PTE als Abkürzungfür Private Trading Exchange, CTE steht für Consortium TradingExchange, die dritte Kategorie istITE oder Independent TradingExchange und schließlich VTE oderVendor Trading Exchange. DieseKategorien unterscheiden dieMarktplätze nach Betreibermodell.Eine differenzierte Betrachtung die-ser Konzepte zeigt, dass Markt-platz-Konzepte und -Technologienin Unternehmen und Produzenten-Zulieferer-Netzen sehr wohl Akzep-tanz finden oder finden können.
MM: Wodurch zeichnen sich dieseKonzepte und -technologien aus?Bosch: Entscheidend für den Erfolg ist immer, dass Prozesse und
Online-Marktplätze
auf kleiner FlammeIm Jahr 2004 sollten Waren für 7300 Mrd. Dollar digitalund davon 37% über virtuelle Marktplätze gehandeltwerden, so einst die Gartner Group. Heute ist von derEuphorie wenig zu spüren. Im Gespräch mit MM erläu-tert Wolfgang Bosch, Vorstand der IDS Scheer AG, wa-rum die Unternehmen abseits der digitalen Marktplätzeweiterhin strategisch zusammenarbeiten.
26 MM Das IndustrieMagazin · 17/2002
MM: Einst wurde den digi-talen Marktplätzen dasPotenzial zugesprochen, diegesamte Wirtschaft zu
revolutionieren. Heutesteht man häufig vor
geschlossenen Pfortender so genannten E-Markets. Was ist
geschehen?Bosch: Nach demBoom folgte derEinbruch: Noch
vor 20 Monatensuchten weit mehr alstausend digitaleMarktplätze ihrenWeg zum Erfolg.Allein in der Bundes-republik starteten imersten Halbjahr 2000
jede Woche noch
„Die Marktplatz-Idee ist zwar nicht falsch,aber es braucht Zeit, bis sie sich durchsetzt.Unter anderem, weil viele Unternehmenstabile Logistikpartnerschaften haben undwenig Veranlassung sehen, Leistungen aufeinem Marktplatz auszuschreiben“, meintWolfgang Bosch, Vorstandsmitglied der
IDS Scheer AG in Saarbrücken.
MM Das IndustrieMagazin · 17/2002 27
Datenflüsse auf ein höheres Inte-grationsniveau gehoben werden.Forrester Research forderte schonfrüh die an Marktplätzen partizi-pierenden Firmen auf, sich auf Pro-zessebene zu verbinden, um unter-nehmensübergreifende Kooperatio-nen bezüglich Planung, Fulfilment,Logistik et cetera realisieren zukönnen. Das Hinterlegen vontragfähigen Prozessmodellenund -abläufen wurde von denMarktplatz-Initiatoren aller-dings sträflich vernachlässigt bezie-hungsweise in seiner Komplexitätunterschätzt.
MM: Dieses Problem kennendie Anwender bereits aus derEDI-Diskussion.Bosch: Da lässt sich durchauseine Parallele ziehen. Bei EDI gab esebenfalls keine echte Prozessinte-gration, sondern es wurde lediglichder Dokumentenaustausch stan-dardisiert. Unternehmen musstensich über die Beschreibung derInhalte wie Materialnummern,Artikelnummern oder Bestandteileeiner Rechnung in einer eins-zu-eins-Beziehung einigen, um kom-plexe Abläufe wie Just-in-time-Dis-positionsketten zu realisieren. DieXML-basierten Marktplatz-Stan-dards stellen die prinzipiellenDokumentenaustauschmöglichkei-ten sicherlich auf eine breitereBasis. An Standards für inhaltsbe-zogene oder organisatorische Inte-gration – wie zum Beispiel Bestell-rhythmen oder Rabattstufen – fehltes aber weiterhin.
MM: Was bedeutet das für dieUnternehmen? Welches Modellempfehlen Sie?Bosch: Ein nach allen Seiten offenerMarktplatz, der weder auf der Käu-fer- (Buy-Side) noch auf der Anbie-ter-Seite (Sell-Side) auf die spezifi-schen Anforderungen der Teilneh-mer gesondert Rücksicht nimmt,kann bestenfalls für verhältnismä-ßig einfache Produkte und Bestell-vorgänge funktionieren. Erfolgver-sprechender sind private Markt-plätze weniger großer Abnehmerund Lieferanten wie Covisint von
den, weil man nicht abschätzenkann, was die Optimierung deseigenen Teilstücks bei vor- undnachgelagerten Gliedern der Liefer-kette bewirkt. Gegenseitiges Vertrauen und Trans-parenz, insbesondere bei strategi-schen Projekten, lassen sich indirekten sozusagen privaten Bezie-hungen sicherlich einfacher gestal-ten als auf anonymen Marktplät-zen. Ebenso benötigen kollaborati-ve Unternehmensprozesse nichtunbedingt einen Marktplatz alsGrundlage. Es lassen sich ohne die-sen geschlossene Benutzergruppenschaffen, denen ein eingeschränkterZugriff auf eigene Planungsinfor-mationen oder die Konfigurationvon Größe und Verpackung derProdukte erlaubt ist.
MM: Welche technischen Möglich-keiten gibt es dafür?Bosch: Für die Realisierung kom-men hierbei mit Portal-Software,Web-Application-Server sowiegegebenfalls EAI (Enterprise Appli-cation Integration) und Adaptorenzu den eigenen Anwendungen tech-nische Bausteine zum Tragen, dieauch beim Aufbau von Marktplät-zen herangezogen werden. An Stellekompletter Anwendungssystemewird die Anwendungssoftware inkleinere Einheiten und Komponen-ten zerlegt und nach Bedarfzusammengesetzt. Auf Technikenwie Web-Application-Server undEAI-Software kommt dann die Auf-gabe zu, die Einzelteile wieder zueinem harmonischen Ganzenzusammenzufügen. Das Beispiel Mysap-Technologyvon SAP zeigt außerdem, dass dieERP-Anbieter für die Architekturihrer Standardsoftware Konzeptewie Web-Application-Server oderExchange-Infrastrukturen adaptie-ren und den Spezialisten dasGeschäft künftig streitig machenwollen. Aber auch hier gilt: DieUnternehmen sollten sich durch dieneuen technologischen Möglichkei-ten dennoch nicht den Blick aufden Bedarf an Prozessmodellensowie der entsprechenden Entwick-lungstools vernebeln lassen. MM
AKTUELLESE-BUSINESS
Daimler-Chrysler, GM und Fordoder vwgroup-supply.com vomVolkswagen-Konzern. Sie könneneine tiefere Prozess-Integration derSysteme schneller realisieren, weilsie aufgrund ihrer Marktmacht dieeigenen „Standards“ wie Rabatt-stufen oder Bestellzyklen bei denZulieferern durchdrücken. Auch dies weckt Erinnerungen anEDI, da anfangs für die Geschäfts-partner nicht die Frage nach etwai-gen Einsparungen sondern derPunkt „Fortbestand der Geschäfts-beziehung“ ausschlaggebendesMotiv für die Teilnahme war. Inwettbewerbsintensiven Branchenwie der Automobilindustrie wird esdeshalb bei privaten Marktplätzenebenfalls heißen: Wer nicht koope-riert, ist draußen.
MM: Für die Zusammenarbeit ineinem so komplexen Netzwerk müs-sen Anbieter und Lieferanten sehroffen sein und Vertrauen haben.Genau daran mangelt es. Wie lassensich diese Hemmschwellen über-winden?Bosch: Die Beteiligten müssengemeinsame Ziele formulieren,Prozesse gemeinsam entwickelnund Bedingungen akzeptieren.Alleinentscheidungen müssen indiesem Kontext aufgegeben wer-
IDS-VorstandBosch hält vor al-lem die privatenMarktplätze gro-ßer Abnehmerund Lieferantenfür Erfolg verspre-chend: „In wett-bewerbsintensi-ven Branchenwie der Automo-bilindustrie wirdes bei privatenMarktplätzenkünftig heißen:Wer nicht koope-riert, ist drau-ßen.“
Bild
er: I
DS
PRODUKTION KUNSTSTOFFTECHNIK
28 MM Das IndustrieMagazin · 17/2002
Die Forderung, kosten gün-stig und gleichzeitig mit ho-her und reproduziergenau-
er Qualität zu fertigen, macht es er-forderlich, auch komplexe Funk-tionsteile praktisch vollständig auto-matisch zu fertigen. Die Alternativezum völligen automatischen Prozess
wären Montage-arbeiten in einemspäteren Arbeits-schritt, die ein er-neutes Greifenund Positionie-ren eines Form-teils erfordern.Dies birgt immerein Risiko für dieQualität – sei esunter dem Aspekt
der Maßhaltigkeit, Positionsgenau-igkeit oder Oberflächenqualität.
Liegt die Aufgabe eines Spritz-gießprozesses nicht nur darin, einFormteil mit einer bestimmten Kon-tur zu schaffen, sondern zusätzlich
einen Montagevorgang auszufüh-ren, so gibt es abhängig vom Werk-stoff der zu fügenden Teile unter-schiedliche Möglichkeiten. Bestehenbeide Formteile aus Kunststoff, so istes oft möglich, sie durch Mehrkom-ponenten-Spritzgießen in einem Ar-beitsgang zu fertigen und miteinan-der zu verbinden. Auch Kombina-tionen von thermoplastischen undchemisch vernetzenden Kunststof-fen sind möglich. Der Anwendungs-schwerpunkt dieses eleganten Ver-fahrens liegt in der Großserienferti-gung. Bei kleinen Stückzahlen gibt eshinsichtlich der Wirtschaftlichkeitallerdings Grenzen, weil Maschinenund Werkzeuge oft sehr aufwendigsind und damit die Artikelkostenhoch treiben.
In- und Outserttechnikfür Metall-Kunststoff-Teile
Sollen nicht beide Teile aus Kunst-stoff gefertigt werden, so bietet sichdie Insert- und Outsert-Technik an.Das ist vor allem bei Verbindungenaus Kunststoff und Metall der Fall.Solche Verbindungen findet manzum Beispiel in vielen Geräten destäglichen Gebrauchs. Unter der In-sert-Technik versteht man das Um-spritzen eines Einlegeteils mit Kunst-stoff. Typische Einlegeteile sind bei-spielsweise Schraubendreher, Auto-schlüssel oder Wellendichtringe. Inder Regel handelt es sich dabei im-mer um Artikel, die in großen Stück-zahlen gefertigt werden (Bild 1).
Das Outsert-Verfahren beschreibtdas Einspritzen von Funktionsele-menten aus Kunststoff in einen Trä-ger. Klassische Outsert-Teile sind La-gerplatten, wie sie im Apparatebau ingroßen Stückzahlen – zum Beispielin Waschmaschinen-Schaltautoma-
ten – eingesetzt werden. Diesesschon seit langem bekannte Verfah-ren findet heute unter dem Stichwort„Verbundspritzgießen“ zum Bei-spiel in Automobil-Frontends einneues großes Anwendungsspek-trum. Jedoch auch bei der Herstel-lung von kleinen, elektromechani-schen und elektronischen Bauteilen
wird das Verbundspritzgießen – dasSpritzgießen auf einem Leadframeoder Endlosband – immer häufigerpraktiziert. Ein Anwendungsbeispielfür einen Kunststoff-Textil-Verbundist der Reißverschluss: ein in gewal-tigen Stückzahlen gefertigtes Funk-tionselement.
Schwer bis nahezu nicht automa-tisierbar ist zurzeit noch die Kabel-konfektionierung (Bild 2). Dies liegtim Wesentlichen an der Flexibilitätder zu umspritzenden Kabel (Bild 3).Zusätzlich verhindert die Handha-bung der oft weit ausladenden Ka-belbäume für Pkw, Busse und Lkweine Automatisierung zu vertretba-ren Kosten. Besonders im Nutzfahr-zeugbau sind oft kleine Serien mit
Spritzige VariantenStandardmaschinen bieten vielfältige Möglichkeitenzum Spritzgießen von Verbundteilen in Insert- und Outserttechnik
MICHAEL KLEINEBRAHM
Dipl.-Ing. Michael Kleinebrahm ist LeiterAnwendungstechnik bei der Dr. Boy GmbH& Co. KG in 53577 Neustadt-Fernthal, Tel.(0 26 83) 3 07 71, Fax (0 26 83) 3 27 71,[email protected]
FAZIT
P Für jede Lößgröße gibt es einemaschinelle Lösung
P Wegfall nachträglicher Monta-ge erhöht Fertigungsqualität.
P Leichter Wechsel zwischenhalbautomatischer und auto-matischer Fertigung
Bild 1: Schlüsselund Schlossteile,die man in Groß-serien fertigt. DieMetallteile wer-den in eine Formgelegt und mitKunststoff um-spritzt.
Bild 2: Schutzisolierung bei Kabelen-den und -verbindungen. Das Umsprit-zen geschieht halbautomatisch.
MM Das IndustrieMagazin · 17/2002 29
speziellem Kabelbaumdesign üblich,wodurch zusätzlich eine hohe Flexi-bilität in der Produktion nötig ist.
Die Kombination der in verschie-denen Verfahren produzierten Teilewird genutzt, um zum Beispiel Auto-mobilzierleisten und Fensterprofileherzustellen. An extrudierte Elasto-mer-Profilleisten mit metallischenTrägerleisten werden Endstücke austhermoplastischen Kunststoffen auf-gespritzt. Hohe Maßgenauigkeit, gu-te Haftung und eine perfekte Ober-fläche sind die Anforderungen, diehier zu erfüllen sind (Bild 4). Weildiesbezüglich zum Erreichen guterErgebnisse oft nahezu gegensätzlicheMaschineneinstellungen günstigsind, bewegt sich die sichere Ferti-gung in einem sehr engen „Produk-tionsfenster“. Deshalb ist eine zeit-konstante kontinuierliche Fertigungerforderlich, die nur ein automati-sierten Ablauf ermöglicht.
Auch in der Medizintechnik trifftman auf Verbundteile mit großenStückzahlen. So wurden über vieleJahre hinweg unter der Bezeichnung„Bottle-Pack“ die blasgeformten In-fusionsflaschen nach der Montageeines Nadelhalters und Originali-tätsverschlusses mit einem aufge-spritzten Ring gegen Missbrauchversiegelt. Heute sind in der Medi-
zintechnik Medienleitungen mitaufgespritzten Bajonettkupplungenund Katheterweichen – mit bis zufünf Lumen – häufig genutzte Ver-bundteile. Weil von der einwand-freien Funktionssicherheit dieserBauteile durchaus Menschenlebenabhängen können, muss auch hierbeim Umspritzen der extrudierten
Schläuche auf höchste Konstanz inder Produktion geachtet werden.Schwankende Werte in der Haftungzwischen Schlauch und Spritzlingsowie Unter- oder Überfüllungendes Formteils führen sofort zumAusschuss. Beides gefährdet dieFunktion des Verbundteils.
Vereinfachtes Fixierenvon Einlegeteilen
Mit Sicherheit gibt es viele Möglich-keiten, Halbzeuge einer Spritzgieß-maschine zuzuführen. Maschinenmit vertikal fahrender Schließeinheitbieten insbesondere bei nicht metal-lischen und schwer zu fixierendenEinlegeteilen Vorteile. Weiterhin istein feststehender Untertisch sinn-voll, weil hier aus dem Werkzeugüberstehende Teile besser abgestütztwerden können (Bild 5, MaschineBoy 22 MVV). Inbesondere bei Ka-belbäumen ist ein feststehender Un-tertisch ein wichtiger Pluspunkt –aufgrund der sicheren und präzisenFixierung im Werkzeug. Weil sich diePlatte mit dem Einlegeteil nichtbewegt, entfällt ein Anrucken mitBeginn der Schließbewegung.
Bei diesen vertikalen Maschinenermöglichen 2-holmige Schließsys-teme den direkten Eingriff in denzentralen Werkzeugbereich. Dasheißt: Der Kavitätenbereich kann so-wohl händisch als auch automatischleicht erreicht werden. Für das Auf-spritzen von Formteilen auf ein End-losband ist es wichtig, dass dieSchließeinheit für den Durchlauf ineiner Richtung frei zugänglich ist.
Die Möglichkeit, automatisiert zuarbeiten – und bei Kleinserien ohneUmbau der Maschine halbautoma-tisch zu „fahren“ – bietet eine hoheFlexibilität in der Fertigung. Abhän-gig von der Stückzahl und Komple-xität der Aufgabe kann die günstig-ste Fertigung gewählt werden.MM
PRODUKTIONKUNSTSTOFFTECHNIK
P Herstellen großflächiger Kunststoff-Metall-Hybridstruktu-ren (SFB 396)
P Vertikale Spritzgießmaschinender Dr. Boy GmbH & Co. KG
P Spritzgießen lösbarer Verbindun-gen (Forschungsprojekt)
www.maschinenmarkt.de
Bild 4: In derAutomobilindus-trie werden Win-kelstücke an ex-trudierte Dicht-leisten gespritzt.
Bild 3: Elektrokabel mit angespritztenSteckern und Dichtmanschetten.
PRODUKTION KUNSTSTOFFTECHNIK
30 MM Das IndustrieMagazin · 17/2002
Druckluft benötigt wird – wie beimklassischen Glasbläserhandwerk, andas man sich bei der Entwicklung an-gelehnt hat (Bild 1). Allerdings läuftdas Verfahren automatisch ab: EinLaserstrahl erwärmt die Platten underzeugt dabei ein Temperaturprofil,das für die Formgebung mit kon-trolliert zugeführter Druckluft ent-scheidend ist. Das anschließendeUmformen entspricht weitgehenddem klassischen Tiefziehen undThermoformen. Daher können lautDST so ziemlich alle Konturen wiebei diesen Verfahren erzeugt werden– und das ohne klassisches Werk-
zeug. Die Einschränkungen inder Formgebung sind
damit ähnlichwie beimTiefziehen
und Thermo-formen. So las-
sen sich keine ab-solut scharfen Kan-
ten herausarbeiten.Vielmehr wird immer
ein gewisser Radius vor-handen sein, der meist auch er-wünscht ist (Bilder 2 und 3). Wieweit sich diese Krümmung in denKanten verringern lässt, kann manderzeit nur mutmaßen, denn beiweitem – so heißt es – seien nochnicht alle Formen ausprobiert.
Verarbeitet wurdenmeist Polystyrolplatten
Was sicher funktioniert ist das Um-formen von weißen 1 mm dickenPlatten aus Polystyrol. Mit diesemHalbzeug „fährt“ DST die meisten
In der Prototypen- und Kleinserienferti-gung schmälert der Aufwand für die Werk-zeugfertigung die Wirtschaftlichkeit desTiefziehens und Thermoformens. Verfahrenwie das Direct Shaping, die auf klassischeWerkzeuge verzichten, haben es da besser.
Ab welcher Losgröße das der Fallist, lässt sich laut Carsten Düsterhöft, ge-schäftsführender Gesellschafter des Anbie-ters DST in Wolfsburg, nur anhand konkre-ter Anwendungen erläutern, wobei es sichdabei nicht um eine statische sondern nachoben verschiebbare Grenze handle: „DieLeistungsfähigkeit von Direct Shaping kanngesteigert werden. So sinken die Stückkos-ten und die Losgröße steigt.“Eine Grenze wird es jedoch immer geben.Dafür sorgen die Energiekosten und die Fer-tigungszeit. Beides, räumt Düsterhöft ein,sei beim Thermoformen günstiger. Drängtjedoch die Zeit, ist Direct Shaping laut demDST-Chef nicht zu schlagen: „Muss derKunde seine Teile am nächsten Tag haben,hat er zum Direct Shaping keine Alterna-tive.“ Grund dafür sei die Fertigung desWerkzeugs, die mehrere Wochen dauere.
WIRTSCHAFTLICHKEIT
Veränderbare Grenze
In der Kunststoffverarbeitungentscheidet in vielen Fällen dieArt des Werkzeugs über die An-
wendungen der einzelnen Verfahren.Ist dafür ein aufwendiger Werkzeug-bau erforderlich, kommt die Groß-serienfertigung in Betracht. Bei
werkzeuglosen Verfahren sind esdagegen Kleinserien, Einzelteile undPrototypen. Auf diese Größen hatsich die Direct-Shaping-Technologie(DST) GmbH in Wolfsburg konzen-triert, als sie ein Verfahren zum Um-formen von Kunststoffplatten entwi-ckelte und damit groß geworden ist:das Direct-Shaping-Verfahren, dasnun direkt aus 3D-CAD-Daten einFormteil herstellt.
Das Besondere daran ist, dass zurFormgebung nur Wärme und
Direct Shaping ermöglicht Formteilherstellungauf der Grundlage von CAD-Daten
OhneWerkzeug
Bild 1: Mit kon-trolliert zuge-führter Druck-luft wird diesePlatte umge-formt.
Bild
: DST
Carsten, Düsterhöft, DST GmbH: „Mussder Kunde seine Teile am nächsten Tag haben, hat er zum Direct Shaping keineAlternative.“
Bild 2: Verpackung für Füllfeder-halter. Sie wurde ohne
Werkzeug herge-stellt.
MM Das IndustrieMagazin · 17/2002 31
Versuche. Jedoch auchdünnere und dicke-re Platten wurdenbereits ausprobiert. So liegen inzwi-schen Erfahrungen mit 0,5 bis 2 mmPlattendicke vor. Weil die Erwär-mung des Platteninnern durch Dif-fusion erfolgt wie beim Thermofor-men, sieht man im Vergleich zu die-sem keine prinzipiellen Beschrän-kungen, wenn es um die Halbzeug-dicke geht. Außerdem besteht dieMöglichkeit, Formteile mit unter-schiedlichen Wanddicken zu erzeu-gen, wobei es auf die richtige Ab-stimmung zwischen Plattenerwär-mung und Druckluftführung an-kommt. Darüber hinaus lässt daswerkzeuglose Umformverfahren vielSpielraum, was die Größe der Ver-formungsfläche anbelangt. Zwar be-trägt die Maximalfläche derzeit 300 mm 3 300 mm, doch könnengroße Kunststoffplatten abschnitts-
weise umgeformt werden, so dassnicht das Verfahren, sondern dieGröße der Druckkammer die An-wendungsgrenzen vorgibt.
Sämtliche Thermoplastelassen sich verarbeiten
Lediglich hinsichtlich des Werkstoffsbesteht eine große Abhängigkeit auf-grund der unterschiedlichen Strah-lungsabsorption. Daher ist es mög-lich, dass ein Werkstoffwechsel eineMaschinenanpassung, zum Beispiel
den Austausch des Lasers, erforder-lich macht. Solange man jedochmit thermoplastischen Kunst-stoffen arbeitet, wird das eherfür unwahr-scheinlich
gehalten. Zwarhaben die unter-schiedlichenWerkstoffeigen-schaften merkli-che Auswirkun-gen auf die Plat-tenerwärmung,doch bislang musste kein Thermo-plast ausgeschlossen werden: Poly-styrol, Polypropylen, Polyethylenund PVC – alles tiefziehtauglich,heißt es. MM
FAZIT
P Je kleiner die Losgröße umsoattraktiver ist das Verfahren
P Wie bei anderen Umformver-fahren hängt die Anwendbar-keit vom Plattenwerkstoff ab
P Direct-Shaping-Verfahren
www.maschinenmarkt.de
Bild 3: Verschiedene Verfor-mungsgrade sind erzeugbar,wie dieses Muster zeigt.
PRODUKTIONKUNSTSTOFFTECHNIK
Bilder: DST
PRODUKTION WERKZEUGE
Neue Werkzeugtechnologiensenken nachweislich dieEntwicklungs- und Pro-
duktionskosten. Dennoch setzt dieBranche sie eher zögernd ein, ob-wohl sich die Betriebe des Werkzeug-und Formenbaus aufgrund ihrerStellung innerhalb der Zulieferkettein einem harten Wettbewerb befin-den, der auch durch eine ständig zu-nehmende Internationalisierung ge-kennzeichnet ist. Heute für die Auto-mobilindustrie ein globaler System-lieferant und Entwicklungspartnerzu sein, das verlangt jedoch zwangs-läufig beträchtliche finanzielleRessourcen, tech-nische Kom-petenz in al-len Belan-gen und
erhebliche Managementleistungen,wie sie der Mittelständler kaum er-bringen kann.
Die Beziehungen zwischen Auto-mobilhersteller und Zulieferer be-finden sich noch immer im Um-bruch. Der gewaltige strukturelle
Wandel, dem sich die Zulieferer inden letzten Jahren ausgesetzt sahen,ist noch lange nicht abgeschlossen.Die Forderungen werden ständignach oben hin ausgereizt: So sollensie noch kostengünstiger zuliefern.Die Qualitätsanforderung wird wei-ter erhöht. Die Produktlebenszyklenund entsprechend die Entwicklungs-zeiten werden weiter verkürzt. Eswird eine noch höhere Lieferflexibi-lität gefordert. Gleichzeitig steuern
PluspunkteBei Spritzgießformen sprechen Werkstoffeigenschaftenzunehmend für Aluminiumlegierungen
ALFRED ERSTLING
Spritzgießformaus Aluminiummit Stahleinsät-zen und Heißka-nalsystem zurVorserienferti-gung (Stückzahl20 000) Verar-beitet wird Poly-amid 6 mit 30%Glasfaseranteil.
Alfred Erstling ist zuständig für Werkstoff-entwicklungen im Werkzeug- und Formen-bau bei der Almet Aluminium-Metall-Be-arbeitung GmbH in 40549 Düsseldorf, Tel.(02 11) 50 62-1 01, Fax (02 11) 50 62-1 02, [email protected]
32 MM Das IndustrieMagazin · 17/2002
MM Das IndustrieMagazin · 17/2002 33
die Zulieferer einen immer höherenAnteil zur Wertschöpfung des End-produkts „Automobil“ bei.
Der Werkzeug- und Formenbauist eine Schlüsseltechnologie für Ur-und Umformverfahren. Die vomMarkt geforderte Verkürzung derProduktlebenszyklen und Erhöhungder Reaktionsgeschwindigkeit sindnur erreichbar, wenn Werkzeuge inkurzer Zeit bereitgestellt werdenkönnen. Werkzeug- und Formen-bauer sind sensibel geworden, wasihre Organisation und Ausstattungin den Betrieben betrifft. Viele setzenauf Hightech – auf das Beste, was un-ser Standort zu bieten hat. Sie wol-len mit durchgängigem Datenfluss(CAD/CAM/CIM) vom Kunden biszur Maschine und Dokumentationalle Rationalisierungsreserven lo-ckermachen, um im internationalenWettbewerb zu bestehen. Haupt-nutznießer der neuen Technologiensind mit rund einem Fünftel allerPrototypingprozesse der immerkunststoffintensivere Automobilbauund seine Zulieferer, dicht gefolgtvon den Herstellern aus der Elektro-haushaltsgeräte- und Kommunika-tionstechnikbranche.
Aufgrund der Härte wird Stahl amhäufigsten im Werkzeug- und For-menbau verwendet. Allerdings istdie Entwicklung von Aluminium-werkstoffen nicht stehen geblieben.So gibt es neue Konstruktionswerk-stoffe, die sogar eine Kernfestigkeitvon knapp 600 N/m
2haben, wie die
Aluminiumlegierung Alumold 1-500 des Lieferanten Almet amb
GmbH, Düsseldorf. Die Plattenwerden als spannungsarm ge-
reckte oder gestauchteHalbzeuge hergestellt.
Eine derartig weit-
gehendeFreiheit istbei keinemanderenWerkstoff invergleichbaren Abmessungen (bis350 mm Dicke) erzielbar. Wenn mandie Kombination der günstigen Ei-genschaften betrachtet, die Alumi-nium und Aluminiumlegierungenbieten, können diese ganz allgemeinauf die Formel „leicht, fest und be-ständig“ gebracht werden.
Durch die Art und Menge der Le-gierungsbestandteile lassen sich be-stimmte Eigenschaften – am stärks-ten die mechanischen Eigenschaften– gezielt variieren. Die richtige Kom-bination von mechanischen, physi-kalischen und chemischen Werk-stoffeigenschaften ergibt nach derWertanalyse die richtige Lösung. Soist die Aluminiumlegierung Alu-mold 1-500 ein hochfester Werkstoff(Hersteller Péchiney Rhénalu, Issoi-re/Frankreich), der speziell für hohemechanische Beanspruchung undhochwertige Anwendungen in derKunststoffverarbeitung entwickeltwurde. Die Legierung basiert auf ei-ner fünfzigjährigen Erfahrung in derHerstellung von Legierungen für dieLuftfahrtindustrie: zum Beispiel fürdie Herstellung der Flugzeuge Airbusund Boeing. Die mechanischen Ei-genschaften bleiben über die gesam-te Bauteildicke bis in den Kern hin-ein nahezu konstant (Tabelle 1).
Die hauptsächlichen Kostenfak-toren im Werkzeugbau sind folgen-de: die Konstruktion, der Werkstoffund eventuell dessen thermische Be-handlung (Stahl), die Bearbeitung,der Kauf von Standardelementen(wie Säulengestelle, Auswerfer undEinspritzdüsen), die Montage undJustierung sowie die Inbetriebnah-me der Form auf der Maschine. Kon-struktionskosten werden durchCAD-Software minimalisiert. Siebetragen rund 10 bis 15% der Ge-samtkosten am Werkzeug. Die Bear-beitungskosten hängen hauptsäch-lich von der Funktion der Teile undder Komplexität der Form ab. Der re-lative Wert dieser diversen Kosten-faktoren kann von einer Form zuranderen variieren. Im Durchschnitt
repräsentieren jedoch die Zerspa-nungskosten die Hälfte der Kosteneiner Stahlform. Daraus lässt sich ab-leiten, dass der wichtigste, unmittel-bare Gewinn durch den Einsatz vonWerkstoffen mit hervorragendenZerspanungseigenschaften erreichtwerden kann. Aluminiumwerkstoffehaben diesbezüglich Vorteile.
Werkzeugauslegung mit CAD-Programmen
Die besonderen Vorzüge des Spritz-gießverfahrens liegen darin, dass sichsehr komplexe Formteile in einemArbeitsgang her-stellen lassen. Ein-schließlich der In-tegration vonFunktionselemen-ten wie Lagerstel-len, Führungen,Scharnieren undFedern kann dieFertigung weitge-hend automatischerfolgen.
Bei der Kon-struktion eines Spritzgießteils sinddie besonderen Eigenschaften des je-weiligen Kunststoffs, zum BeispielFließverhalten, Erstarrungsverhal-
PRODUKTIONWERKZEUGE
FAZIT
P Trend zu kleineren Spritzgieß-serien spricht für Aluminium-legierungen
P Hinsichtlich der Härte ist derUnterschied zu Stahl kleinergeworden
P Deutliche Vorteile beim Zer-spanen und Wärmetransport
ÖffnenAuswerfen,Schließen
Abkühlen
VerdichtenEinspritzen
Stahlform Alumini-umformc
40
s
5
10
15
20
25
30
0
Zei
t
Bild 1: Kappe ausPP für Fruchtpres-sen (a). Weil beider Großserien-produktion eineForm aus Alumi-nium (Fortal-Alu-mold, b) stattStahl verwendetwurde, ist die Zy-kluszeit beimSpritzgießendeutlich reduziert(c).
Bild
: A. B
raac
h
a
b
34 MM Das IndustrieMagazin · 17/2002
ten, Orientierung, Schwindung,Dehnung und Abbildungsgenauig-keit, zu berücksichtigen. Grundsätz-lich gelten folgende Konstruktions-merkmale:c Die Wanddicken müssen so kleinwie möglich und dürfen nur so dickwie nötig sein.c Wanddickenunterschiede, örtli-che Massenanhäufungen und schar-fe Innenkanten sind zu vermeiden.c Das Formteil muss so gestaltetsein, dass es mit einem möglichsteinfachen Werkzeug hergestellt wer-den kann.
Die Toleranzen für die Konstruk-tion von Kunststoffteilen sind inDIN 16901 genormt. Als Konstruk-tionshilfe für die Werkzeuge gibt esunterschiedliche CAD-Programme.Mit diesen Programmen kann einemechanische und thermische Werk-
zeugauslegung vorgenommen wer-den. Auch Füllverhalten, Bindenaht-bildung und Anordnung der Kühl-kanäle (Kühlzeitberechnung) lassensich mit diesen Rechenprogrammenoptimieren.
Die Wärmeleitfähigkeit hat imFormenbau eine besondere Bedeu-tung, weil sie nicht nur die Aufheiz-und Abkühlgeschwindigkeit, son-dern auch die gleichmäßige Wärme-verteilung im Werkzeug beeinflusst.Durch ungleichmäßige Wärmever-teilung kann – insbesondere bei gro-ßen Spritzgießformen – ein unzu-lässig hoher Verzug entstehen. Die spezifische Wärme eines Werkstoffsbestimmt die beim Erwärmen zuzu-führende und beim Abkühlen abzu-leitende Wärmemenge. Die guteWärmeleitfähigkeit vom Alumi-nium bewirkt, dass örtliche Erwär-mungen schnell abgeleitet werdenund zu einer gleichmäßigen, ver-gleichsweise geringen Erwärmungdes Aluminiumteils führen. Die ra-tionelle Fertigung für Kunststofftei-le ist an kurze Zykluszeiten gebun-den. Deshalb kommt der Kühlungdes Werkzeugs eine besondere Be-deutung zu.
Beschleunigte Kühlungverkürzt Zykluszeit
Das Spritzgießwerkzeug ist von ei-nem Kühlkanalsystem durchzogen.Es wird von einer Kühlflüssigkeit wieWasser (pH-Wert 6,5 bis 7,5) oder Ölauf Temperatur gehalten. Weil dieseniedriger als die Erweichungstempe-ratur der Formmasse ist, erstarrt derKunststoff nach dem Einspritzendurch Wärmeabgabe und kann ent-formt werden. Jedoch sind die üb-lichen Thermoplaste relativ schlech-te Wärmeleiter. Aus diesem Grundnimmt der Kühl und somit der Er-starrungsvorgang in der Regel dengrößten Teil der Zykluszeit in An-spruch. Das gilt ganz insbesonderebei dickwandigen Formteilen, weildie Kühlzeit vom Quadrat der
Wanddicke abhängt. Je näher dieTemperierkanäle an die formge-bende Werkzeugberfläche her-angeführt werden und je engersie nebeneinander liegen, destogenauer lässt sich die Tempera-
tur der Formoberfläche durch dasTemperiermedium beeinflussen.
Sehr gute Kühlergebnisse werdenbei Spritzgießwerkzeugen aus Alu-minium erzielt. Die Zykluszeit lässtsich je nach zu verarbeitendemKunststoff um 30 bis 40% verkürzen.Auch ist es wesentlich wirtschaft-licher, die Kühlkanäle in einemWerkzeug aus Aluminium unterzu-bringen als in einem vergleichbarenWerkzeug aus Stahl. Die Arbeitszeitwird bei einem Wechsel von Stahl aufAluminium auf ein Drittel reduziert(Bild 1). Folglicherweise werdenbeim Spritzgießen von Kunststoff-teiln in Aluminiumwerkzeugen dieFormteilkosten verringert.
Sollten Leitungen in Kühlkreis-läufen stark verkalkt sein, so nehmenTemperiergenauigkeit und Wärme-übertragung ab. Mit umweltscho-nenden, abwassergerechten Entkal-kungsmitteln – wie den Produktender Heppner Industrietechnik, BadDürkheim – ist es möglich, die Kühl-kanäle freizubekommen. Bereits ei-ne gering dosierte Behandlung ver-hindert bei neuen Anlagen eineKalksteinbildung, Korrosion, Ver-schlammung und biologischesWachstum.
Der Begriff Materialhärte umfasstfolgende Eigenschaften: Widerstandgegen Deformation und Abrieb.Wird die Härte der Zugfestigkeit zu-geordnet, hängt der Widerstand ge-gen Deformation vom Elastizitäts-modul ab. Die chemische Affinitätund Oberflächenhärte hat Einflussauf das Reibungsverhalten. Der Ver-schleißwiderstand steht in Abhän-gigkeit von der Härte.
Von den in der Praxis verwende-ten Werkzeugwerkstoffen gilt Stahlals der härteste. Jedoch zeigt einVergleich zwischen Stahl und Alu-minium, dass die Härte fast gleichsein kann. So hat die Aluminium-legierung Fortal-Alumold eine Bri-nellhärte HBS von 155 bis 180. BeimStahl CK 45 – dem am meisten ver-wendeten Werkstoff im Formenbau– beträgt HBS 185 bis 215. Natürlichgibt es besser geeignete Stähle. Je-doch benötigen sie eine aufwendigeWärmebehandlung. Und das hatwiederum höhere Kosten zufolge.
PRODUKTION WERKZEUGE
Die mechanischen Kennwerte einer hochfesten Alumi-niumlegierung (Fortal-Alumold) kommen an die vonWerkzeugstählen heran.
Kennwerte
Zugfestig-keit Rm
MPa
Dehn-grenze Rp0,2
MPa
Bruch-dehnung A%
Härte
HBS
76 bis 125 580 530 6 185
126 bis 150 570 520 4 185
151 bis 200 555 510 2 180
201 bis 250 535 490 1,5 180
251 bis 300 510 470 1,5 175
Werte gemäß Prüfnorm Péchiney Rhénalu IS 56145
Plattendicke
mm
Bild 2: Spritzgieß-form aus Alumi-niumlegierung(Fortal-Alumold).Damit werdenderzeit 85 000Abdeckkappenaus ABS für denAutomobilbauspritzgegossen.
MM Das IndustrieMagazin · 17/2002 37
Die relativ geringe Abrieb- undVerschleißbeständigkeit von Alumi-nium kann durch geeignete Oberflä-chenveredlung so weit ausgeglichenwerden, dass sich ausreichend langeWerkzeugstandzeiten erreichen las-sen (Bild 2). Als Verfahren zur Ober-flächenveredelung haben sich dasHartanodisieren, Chemisch-Verni-ckeln, Verchromen und speziellechemische Überzüge bewährt. Sieerleichtern das Ausformen.
Verringerung der Bauteilse-rien spricht für Aluminium
Die Lebensdauer einer Form ausStahl oder Aluminium hängt starkvon der Konstruktion, der Ferti-gungsqualität und den Gebrauchs-konditionen ab. Eine Form, die fürmehrere Millionen Schließungenvorgesehen ist, sollte anders kon-struiert werden als eine Form, dieunter Produktionsbedingungen 50 000mal öffnen und schließen soll.Heute kann man in der Praxis leichtfeststellen, dass die Mehrheit derFormen gebaut wird, um sehr großeBauteilserien herzustellen. Dagegenist die durchschnittliche Seriengröße
aufgrund der kürzer werdenden Pro-duktzyklen am Markt in den letztenJahren stark zurückgegangen.
Um die Interessen der Konsu-menten zu berücksichtigen, modifi-zieren die Hersteller von elektrischenHaushaltsgeräten sowie die Auto-mobilkonstrukteure öfter das Ausse-hen ihrer Produkte. Die Konsequenzdaraus ist, dass in diesen Märkten die Bauteilserien selten 300 000 bis500 000 Stück erreichen. Davon aus-genommen sind im Allgemeinen Se-rienteile, die in mehreren Gerätenoder Fahrzeugmodellen eingesetztwerden. Das bedeutet, dass dieMehrheit der aktuell gebrauchtenFormen nicht präzis dem Markt, fürden sie bestimmt sind, angepasstwerden. Deshalb ist es erforderlich,eine Lösung zu finden, um den For-menmarkt den neuen Tendenzen derAuftraggeber anzupassen. Alumi-nium könnte eine solche Lösungsein. In Zusammenarbeit mit demfranzösischen Hersteller PéchineyRhénalu hat Almet amb eine Tabelleerstellt, in der die Erfahrungen vonKunden beim Einsatz von Alumini-umformen zur Verarbeitung unter-
schiedlicher Kunststoffe zusammen-gefasst wurden (Bild 3).
Literatur [1] Menning, G.: Werkzeuge für die Kunst-
stoffverarbeitung. München: Hanser-Verlag 1995.
[2] N.N.: Aluminium für Spritzgießwerk-zeuge. Broschüre Péchiney Rhénalu1999.
[4] Erstling, A.: Einsatz von Aluminium imWerkzeug- und Formenbau. Sonder-drucke der Almet amb GmbH 1997 bis2000.
[5] N.N.: HSC-Bearbeitung, Broschüre derPrecise Präzisionsspindeln GmbH,Leichlingen, Oktober 1998.
N.N.: Technologischer Leitfaden der Almetamb GmbH 2001.
PRODUKTIONWERKZEUGE
P Aluminiumhalbzeug fürSpritzgießformen der Almet amb GmbH
P Werkzeug und Formenbau derAlbert Braach GmbH & Co. KG
www.maschinenmarkt.de
Bild
er: 1
und
3 P
échi
ney
Rhén
alu,
2 A
lmet
am
b
Bild 3: Bei be-stimmten Ther-moplasten eig-nen sich Spritz-gießformen ausAluminiumlegie-rung (Fortal-Alu-mold) für dieGroßserienferti-gung.
100000030000050000500050000010000010000
LDPE
HDPE
PP
PSPS (stoß-
festSAN
ABSZellulose-
acetatPA6
PA11
PA66
PA66GF
PPO
PMMA
POM
PC
Pro-toty-pen
Klein-serien
MittlereSerien
Groß-serien
Aluminiumlegierung Stahl
Anzahl der Spritzgießzyklen
Beim Verarbeiten von Thermo-plasten kommt es häufig zur Be-lagbildung auf den Werkzeug-oberflächen. Grund dafür ist dasAusscheiden niedermolekularerStoffe aus der Kunststoffmasse.Auf diese Weise können bereitsnach wenigen tausend Spritz-gießzyklen Oberflächenbelägeentstehen, die ein genaues Ab-formen des Kunststoffs verhin-dern. Das ist insbesondere beiThermoplasten wie PP, PE, POM,PET, ABS, PSU und PBT der Fall.Die Folgen davon sind zum Bei-spiel Topographiefehler undGlanzunterschiede, wie man amKunststoff-Institut Lüdenscheidermittelte. Insbesondere in an-
gussnahen Zonen und im Ent-lüftungsbereich treten diese Feh-ler auf. Belagbildung kann laut Kunst-stoff-Institut auf unterschiedli-che Weise vermieden werden.So sind als erster Schritt immerdie Rheologie- und Entlüftungs-verhältnisse im Werkzeug zu prü-fen. Weitere Schritte können Än-derungen bei Rohstoffkompo-nenten wie Additiven, jedochauch eine entsprechende Ober-flächenbearbeitung oder -be-schichtung sein. Im einzelnenFall hänge die Lösung von demKunststoff, den Zusatzststoffenund der Formteilgeometrie ab,heißt es.
WERKZEUGBESCHICHTUNG
Schädliche Beläge
PRODUKTION LOGISTIK
38 MM Das IndustrieMagazin · 17/2002
Logistik wird zunehmend zumWettbewerbsfaktor. In vielenUnternehmen steht derzeit die
Optimierung der Supply Chain imVordergrund [1 bis 4]. Dabei ist esmit einer Verbesserung der internenAbläufe allein nicht getan. Eindeuti-ger Trend in der Branche ist eineunternehmensübergreifende Pla-nung mit partnerschaftlichen Ansät-zen und ganzheitlichen Prozessen.
Nur so lassen sich Ziele wie eine er-höhte Kundenzufriedenheit undmaximale Flexibilität bei minimalenBeständen erreichen.
Verlässt man die Grenzen einesUnternehmens und integriert dieKunden der Kunden und die Zulie-ferer der Zulieferer in die Planungund Steuerung von Unternehmens-prozessen, befindet man sich mittenim Supply Chain Management. Neuist neben dem ganzheitlichen, pro-zessorientierten Ansatz vor allem dieAnwendung von quantitativen Me-thoden zur Planung, Steuerung und
Sicherstellung eines kontinuier-lichen Material- und Informations-flusses. Auch wenn hochglänzendeFirmenbroschüren anderes sugge-rieren – die angewendeten Optimie-rungsverfahren und Methoden sindzwischen zehn und 50 Jahre alt undscheiterten in der Vergangenheit ander geringen Rechnerleistung undden nicht vorhandenen oder inkon-sistenten Daten. Auch hier gilt dasGigo-(Garbage-in–Garbage-out)-Prinzip – die Ergebnisse von Opti-mierungsverfahren sind nur so gutwie die verwendeten Daten. Die kon-
Engpässevermeiden
Supply Chain Management gleicht Nachfrageschwankungen aus
KNUT ALICKE
Dr.-Ing. Knut Alicke ist Leiter der Bera-tungsabteilung der Icon GmbH in 76187Karlsruhe, Tel. (07 21) 7 90 08-10, Fax(07 21) 7 90 08-99,[email protected].
Bild
: HP
Bei stark schwan-kenden Nachfra-gen, wie in derComputerindus-trie, führen langeReaktionszeitenzu Fehlbeständenbei Großhändlernund Überkapa-zitäten beim Her-steller.
MM Das IndustrieMagazin · 17/2002 39
sistente und vor allem aktuelle Da-tengrundlage wurde in den letztenJahren häufig mit der Einführungvon Warenwirtschaftssystemen wieSAP R/3 geschaffen. Zusammen mitden rasant gestiegenen Rechnerleis-tungen sind die Unternehmen jetztin der Lage, die Konzepte des SupplyChain Managements auch software-unterstützt anzuwenden und umzu-setzen.
Bullwhip-Effekt löst falsche Planung aus
Bei unternehmensübergreifendenKetten tritt das Problem des Bull-whip-Effektes [2 und 3] auf. DieserEffekt wurde bereits in den 60er Jah-ren von Jay Forrester am Massachu-setts Institute of Technology be-schrieben. Bis heute kann dieser Ef-fekt in fast allen Unternehmen be-obachtet werden. Verstärkt wurdedies in den 90er Jahren durch das all-gemeine Ziel, die Durchlaufzeit unddie Kapitalbindungskosten mit einerrigiden Bestandsreduktion zu ver-ringern. Häufig wurden die Produk-te, die Distributions- und Beschaf-fungskanäle nicht differenziert be-trachtet, was zu einer unangepasstenBestandsreduktion und somit zu ei-nem schlechten Servicelevel führte.Die Planung orientierte sich fälsch-licherweise an den Mittelwerten undnicht an der Variabilität (einem Maßfür die Schwankung) der Nachfrage.
Wichtig ist in diesem Zusammen-hang der Order Penetration Point(OPP). Dort findet der Übergangvon einer auftragsbezogenen zu ei-ner auftragsneutralen Fertigung undDistribution statt. In Richtung derKunden kann eine Pull-Steuerung,beispielsweise realisiert durch eineeinfache Lagerhaltungspolitik (Be-stellpolitik) angewendet werden.Das Zuliefernetz bestimmt mithilfevon Prognosemodellen den zu er-wartenden Bedarf, die Produkte wer-den in die nächsten Stufen gedrückt(push). Der OPP wird daher auch alsdie Pull/Push-Grenze bezeichnet.
Wie dies in der Praxis aussieht,zeigt ein scheinbar nicht erklärbaresPhänomen bei der Produktion undder Nachfrage von dem Verkaufs-schlager Pampers von Procter &
Gamble (P&G) Anfangder 90er Jahre: Obwohldie Nachfrage des Mark-tes, dort ausgelöst durchdie Babys, konstant war,bestellte der Großhändler,das heißt die Stufe nachder P&G-Produktion,sehr unterschiedlicheMengen. Das führte zuÜberkapazitäten, einerunzureichenden Progno-següte und zu dem Auf-bau von Beständen in der eigenenProduktionsstufe. Die Analyse zeig-te weiterhin, dass die Bestellungen,die P&G seinen Zulieferern, etwa andas amerikanische Unternehmen3M, übermittelte, noch stärkerschwankten. Besonders augenfälligwar, dass die Bestellungen nach derersten Stufe, das heißt im Handel,nicht mehr mit dem ursprünglichenBedarf der Babys korrelierten. DerBullwhip-Effekt war geboren.
Eine wichtige Ursache dafür ist inder sequenziellen und verzögertenVerarbeitung von Informationen zufinden. Jede Stufe der Supply Chainerstellt eine eigene lokale Prognosedes zu erwartenden Bedarfes, umKapazitäten zu planen und Vorpro-dukte zu bestellen. Als Grundlagedienen die historischen Bestellungender nächsten Stufe, die beispielsweiseals Zeitreihe vorliegen. Diese Datensind bereits von dem Planungssys-tem der nächsten Stufe verarbeitetworden und korrelieren in der Regelnicht mehr mit den Bedarfen derEndkunden. Insbesondere bei Ände-rungen des Niveaus oder Saisonein-flüssen laufen einfache Prognosever-fahren dem realen Verlauf hinterherund erreichen das neue Niveau erstverzögert. Bei der Berechnung der zuproduzierenden beziehungsweise zubestellenden Menge werden der ak-tuelle Bestand und die Prognose ver-wendet, es kommt zu einer Überre-aktion auf die Niveauänderung. Dienachfolgende Stufe hat nun das glei-che Problem, somit schaukeln sichdie Überreaktionen entlang der Ket-te auf. Diese werden durch zu hoheBestände und Überkapazitäten auf-gefangen. Wird die Marktinforma-tion allen Beteiligten der Kette in
Echtzeit zur Verfügung gestellt, las-sen sich das Problem und damit dieBestände und Überkapazitäten re-duzieren.
Späte Variantenbildung führt zu mehr Stabilität
Eine immer größere Vielfalt an Vari-anten kann dazu führen, dass die va-riantenbestimmenden Komponen-ten schon in einem sehr frühen Sta-dium produziert werden. EineGegenmaßnahme ist die späte Vari-antenbildung(englisch post-ponement), da-bei werden dieProzesse bezie-hungsweise Pro-dukte modulari-siert und an-schließend nachlogistischen Ge-sichtspunktenneu zusammen-gestellt. Dieswird an einemBeispiel einesinternationalenComputerher-steller deutlich: Die Montage undDistribution von Druckern unter-scheidet sich lediglich in den länder-spezifischen Komponenten, dieschon bei der Montage im Werk inden USA montiert werden. An-schließend werden die Drucker indie europäischen Auslieferungslagerund von dort zu den Händlern trans-portiert. Insbesondere bei Märktenmit stark schwankender Nachfrageführen solche langen Reaktionszei-ten zu Fehlbeständen bei einem lo-kalen Großhändler und gleichzeiti-gen Überbeständen bei einem ande-
PRODUKTIONLOGISTIK
FAZIT
P Die Konzepte des SupplyChain Managements könnenheute softwareunterstützt um-gesetzt werden
P Bei unternehmensübergreifen-den Ketten schaukeln sichÜberreaktionen auf
P Die Vorgabe von Bestandskor-ridoren optimiert unterneh-mensübergreifende SupplyChains
Ist:
Soll:
Variantenbildung
Variantenbildung
Reaktionszeit2, 3 Tage
Reaktionszeit3, 4 Tage
BestandVarianten
BestandVarianten
KundeHändler4
Händler4
Lager3
Produzent2
Bild 1: Verschie-bung der Varian-tenbildung inRichtung des End-kunden, somitwird schneller rea-giert bei gleichzei-tiger Reduktionder Sicherheitsbe-stände.
40 MM Das IndustrieMagazin · 17/2002
ren. Wird die Variante erst in Euro-pa kurz vor der Auslieferung gebil-det, ist eine wesentlich schnellere Re-aktion auf die Nachfrage möglich.Dies wird erreicht, indem generischeDrucker an das Distributionszen-trum geliefert werden und der Lo-gistikdienstleister die Montagetätig-keiten und damit die Variantenbil-dung übernimmt. Entlang der Lie-ferkette lassen sich kürzere Reak-tionszeiten, damit eine erhöhte Fle-xibilität und vor allem Einsparungenin den Sicherheitsbeständen realisie-ren. Ein weiterer Aspekt ist die Aus-nutzung von steuerlichen Vorteilen,weil Komponenten und nicht End-produkte geliefert werden (Bilder 1und 2).
Die ideale Lösung für solche Pro-bleme wäre eine zentrale Planungs-instanz für eine unternehmensüber-greifende Kette. Für solche Maßnah-men ist die Zeit allerdings noch nichtreif, weil dafür Unternehmen undZulieferer einen großen Teil ihrerFertigungsdaten offen legen müs-sten. Die Lösung Icon-SCC desKarlsruher Unternehmens Icon, diegemeinsam mit Daimler-Chryslerentwickelt wurde, geht deshalb einenanderen Weg. Sie lässt die lokale Pla-nung unangetastet und steuert dielogistische Kette durch Vorgabenvon Bestandskorridoren. Icon-SCCschlägt für jeden Knoten der SupplyChain Bestandskorridore in Formvon dynamischen Reichweiten vor.Liegt der Bestand eines Produktes ineinem Standort in diesem Korridor,so läuft die Kette „in-sync“, das heißt
mit der nötigen Flexibi-lität, um auf Änderun-gen zu reagieren, aberder nötigen Sicherheit,um Engpässe zu ver-meiden.
Wie das praktischfunktioniert, zeigen ei-nige Beispiele: So wer-den Produkte, die in-sync laufen, grün darge-stellt und müssen nichtweiter beachtet werden(Bild 3). Weil es beieiner Unterschreitungder Reichweite zu einemproduktionsbedrohen-
den Engpass kommen kann, wirddieser Zustand rot dargestellt. DieVisualisierung der echten Beständeerlaubt dem Planer ein proaktivesEingreifen. Im Gegensatz dazu führtein hoher Bestand zu einer reduzier-ten Flexibilität und unnötigen Kapi-talbindungskosten. Gelb visualisiertdem Planer, dass Handlungsbedarfbesteht. Die historischen Servicele-vel der Knoten des Netzwerkes, dieTransport- beziehungsweise Reak-tionszeiten, das heißt die stochasti-
schen Nachfrage- und Zulieferpro-zesse werden verwendet, um eine op-timale Eindeckung zu gewährleisten.Eine adaptive Anpassung ist dabeiessenziell, um auf Stabilisierungsef-fekte in den Prozessen zu reagieren.Die Zieleindeckung würde in einemsolchen Fall reduziert werden. DieNutzer arbeiten auf einem intuitiv zubedienenden Web-Interface, das denPlanern eine langwierige Einarbei-tung erspart und eine schnelle Über-sicht über die aktuelle Bestands- undKapazitätssituation gibt.
Ist ein Problem, zum Beispiel eineUnterdeckung, aufgetreten, ist esinteressant, Ursachenforschung zubetreiben, was durch das Aufklappender Kette ermöglicht wird. DieStücklisten werden entlang der Sup-ply Chain bis zur ersten Stufe aufge-löst und man erhält einen Einblick,an welcher Stelle die Probleme durchUnter- oder Überdeckung entste-hen. Diese Auflösung ist in RichtungZulieferer und Kunden möglich. DerPlaner kann sehr schnell eingreifenund bilaterale Gespräche führen. Diehäufig vorzufindende Situation, dassein Großteil der Varianten lieferfähigist, aber trotzdem für wenige Vari-anten ein Engpass besteht, wird ver-mieden, die richtigen Produkte wer-den zum richtigen Zeitpunkt produ-ziert und verschickt. Wichtig für einekurzfristige Entscheidungsgrund-lage ist die Einbindung von Tra-cking&Tracing-Informationen. InIcon-SCC wird der Pipelinebestandangezeigt, über die Lieferschein-nummer führt ein Link direkt zu den Systemen der Logistikdienstleis-ter, wo weitere Informationen wieder aktuelle Status und Standorte der Lieferung abgefragt werdenkönnen.
Plattformkonzepte, Just-in-se-quence-Belieferung, Warehouse onWheels und Industrieparks habendie Produktion und Montage vonFahrzeugen weitestgehend opti-miert. Gleichzeitig ist die Anzahl derVarianten extrem gestiegen und dieKunden können Ausstattungsmerk-male noch bis kurz vor der Produk-tion oder Montage ändern. Für dieManager der Supply Chain stellt diesdie derzeit wichtigste Herausforde-
PRODUKTION LOGISTIK
Maßnahmen gegen dasAufschaukeln von Bestellungs-schwankungen.
angepasste Sup-ply Chain, Analy-se nach ABC,XYZ, Prozesssicht
Skaleneffekte/Batchbestellung
häufigeres Bestellen:E-Procurement
Liefer-zeit
1 Tag
Liefer-zeit
30 Tage
Hersteller
Varianten-bildung
Distribution
Groß-händler
a
Groß-händler
b
Groß-händler
c
OrderPenetration
Point
Bestand= 0
Bestand= 500
Bestand= 500
Nachfrage= 100/Tag
Nachfrage= 0
Nachfrage= 0
abc
Pull (auftragsbezogen)Push (auftragsneutral)
Kundea
Kundec
Kundeb
Bild 2: Ausgangs-situation: die Va-rianten (a, b ,c)wurden zu einemsehr frühen Zeit-punkt gebildet.
MM Das IndustrieMagazin · 17/2002 41
rung in der Automo-bilindustrie dar. DieseFlexibilitätsanforde-rung führt vor allemin mehrstufigen Sup-ply Chains, bei denendie Variantenbildungzu einem sehr frühenZeitpunkt stattfindet,zu erheblichen Pro-blemen. Bei Reak-tionszeiten von meh-reren Wochen führenEngpässe oder uner-wartete Ereignisse im-mer wieder zu Feuer-wehraktionen. Diesind nicht nur auf-wändig und teuer,sondern bringen erhebliche Unruhein die gesamte Kette. Mit Icon-SCCwird die Planbarkeit der Kette er-höht. ´
Das Tool wird bereits in einigenWerken der Automobilindustrie undihren Zulieferern mit großem Erfolgeingesetzt. Stellvertretend dafürsteht eine Anwendung bei Daimler-Chrysler. Dr. Hartmut Graf, Logis-tikleiter des Werkes Sindelfingenstellt fest, dass sich „Einsparpotenzi-ale von bis zu 20% der gesamten Lo-gistikkosten entlang der Prozessket-te erzielen lassen. 5 bis 10% der wich-tigsten Beschaffungsprozesskettenlassen sich mit dem SCM-Tool (IconSCC) effizient steuern. 75% der be-teiligten Unternehmen fühlen sichdurch das System besser informiert.“
Interessant ist die Anwendung desTools für alle Unternehmen, die va-riantenreiche Produkte in (Klein-)Serie herstellen oder in einem Netz-werk produzieren. Derzeit wird dasTool um eine Event-Steuerung undeine Simulation zur Untersuchungvon stochastischen Einflüssen er-weitert. Dabei stoßen Alerts Work-flows an, die wiederum zu Aktionenin den zugrunde liegenden Waren-wirtschaftssystemen führen.
Der Trend im Supply Chain Ma-nagement geht zu einem durchgän-gigem Informationsfluss, Transpa-renz entlang der gesamten Kette zu-sammen mit wissenschaftlich fun-dierten Optimierungsverfahren. InZukunft werden Unternehmen noch
weitaus stärker partnerschaftlich zu-sammenarbeiten, die internen Pro-zesse werden mit den externen abge-stimmt und synchronisiert. Potenzi-ale liegen neben reduzierten Bestän-den vor allem in einer deutlich ge-stiegenen Planungssicherheit, weni-ger Sonderaktionen und einem be-ruhigten Fluss der Güter durch dasgesamte Netzwerk. Allerdings ist dieUmsetzung der neuen Konzepte inden Unternehmen nicht zu unter-schätzen, so müssen die Ansätze inallen beteiligten Abteilungen undUnternehmen verstanden und vorallem auch gelebt werden. Nur solässt sich ein kontinuierlicher Ver-besserungsprozess anstoßen undumsetzen.
Literatur[1] Fisher, M.: What is the right Supply
Chain for your Product?, Harvard Busi-ness Review 2/1997, S. 105–117.
[2] Forrester, J: Industrial Dynamics. Bos-ton: MIT Press 1961.
[3] Lee, H., und W. Padmanabhan: TheBullwhip Effect in Supply Chains. SloanManagement Review 3/1997, S. 93–102.
[4] Simchi-Levi, D., P. Kaminsky und E.Simchi-Levi: Designing and Managingthe Supply Chain. Boston: McGraw-Hill2000.
PRODUKTIONLOGISTIK
P Icon-SCM
P Wissensportal für Logistik und IT
P Supply Chain Council
www.maschinenmarkt.de
Reic
hwei
te
25
20
15
10
5
0Zeit
maximale Reichweiteminimale Reichweite
aktuelle Reichweite
35
30Tage
Bild 3: Adaptive Bestandskorridore. Im mittle-ren Bereich läuft die Kette mit der nötigen Fle-xibilität, um auf Änderungen zu reagieren,aber der nötigen Sicherheit, um Engpässe zuvermeiden.
Bild
er: I
con
PRODUKTION OBERFLÄCHENTECHNIK
42 MM Das IndustrieMagazin · 17/2002
In der verarbeitenden Industriekommt man beim Herstellen dereinzelnen Produkte mit vielen
Verschleißmechanismen in Berüh-rung: Abrasiv-, Adhäsiv-, Ermü-dungsverschleiß sind dabei dieWichtigsten. Dazu kommen Korro-sionserscheinungen. Jeder einzelne
dieser Mechanismen kann immenseSchäden verursachen. In den Berei-chen Abrasion, Adhäsion und demso genannten Pitting-Verschleiß (Er-müdungsverschleiß) wurden in denletzten zehn Jahren viele Schichtsys-teme entwickelt, die effektiv Schädeneingrenzen können. Die Oberflä-chentechnik in diesem Bereichboomt – und viele Herstellungsver-fahren wurden aufgrund dieserSchichtsysteme erst möglich: zumBeispiel das HSC-Fräsen.
Lediglich im Bereich des Korro-sionsschutzes gab es bis dato keine
neuen nennenswerten Alternativenzu den traditionellen Methoden. Da-bei nimmt der Bedarf an Korro-sionsschutz aufgrund der immerausgefeilteren Produktionsprozessedeutlich zu. Die wichtigsten Artender Korrosion sind: die Kontaktkor-rosion an tribologisch-dynamischenBauteilen, die Säure- oder Lochfraß-korrosion durch aggressive Arbeits-umgebung, die Flächenkorrosiondurch hohe Luftfeuchtigkeit und dieAblagerungskorrosion durch Verun-reinigung. Im elektrochemischenSinn handelt es sich bei der Korro-
Korrosionsschutzim HärtetestDiamantartige Nanokompositschichten für den Korrosionsschutzmechanisch stark beanspruchter Bauteiloberflächen
DAN SCHUMACHER UND STEPHAN EUFINGER
Dan Schumacher ist Vertriebsleiter bei derBekaert Dymonics GmbH in 32051 Her-ford. Dr. Stephan Eufinger leitet dort dasBeschichtungszentrum. Weitere Informa-tionen: Dan Schumacher: Tel. (01 63) 6 3395 00, Fax (0 52 21) 69 33 25, [email protected]
Beschichtungsreak-tor für DLC-Schich-
ten. Die Prozess-kammer hat ein Vo-
lumen von 1m3.
Acht dieser Anlagensind in Betrieb und
zwei weitere derzeitim Bau.
Bild
: Bek
aert
Dym
onic
s
MM Das IndustrieMagazin · 17/2002 43
sion vor allem um Redoxreaktionenzwischen Metallen unter dem Ein-fluss von Wasser, Salzlösungen oderSäuren. Auch der Direktkontaktunterschiedlich edler Metalle ist kor-rosionsfördernd.
Begrenzte Möglichkeitenzur Korrosionsvermeidung
Korrosionsschutz wird durch dieUnterdrückung elektrochemischerProzesse ermöglicht:c So kann eine Oberflächenpassi-vierung, eine dichte Beschichtungoder die Änderung des elektroche-mischen Potentials einen anodi-schen Prozess bremsen. c Wenn Sauerstoff und Wasser vonder Oberfläche ferngehalten werden,wird ein kathodischer Prozess unter-bunden. Das ist jedoch in der Praxiskaum möglich.c Liegt vor allem Kontaktkorrosionvor, kann der metallisch leitendeKontakt (elektrische Leitung) unter-bunden werden.c Wird die Oberfläche trocken ge-halten, findet kein elektrolytischerProzess statt.
Die Möglichkeiten zur Vermei-dung von Korrosionsangriffen sindjedoch begrenzt. So schränkt derBauteilwerkstoff bereits die Auswahldeutlich ein. Korrosions- und säure-beständige Stähle sind am Marktvorhanden. Jedoch kommen sie fürdie meisten Anwendungen aufgrunddes hohen Preises, der schlechten Be-arbeitbarkeit oder der relativ niedri-gen Härte nicht in Betracht. Somitkann man zwar einen Korrosionsan-griff in vielen Fällen eingrenzen, abernicht beseitigen. Daher verbleibt alsLösung für bestimmte Anwendun-gen nur die nachträgliche Oberflä-chenbehandlung. Hier gibt es ver-schiedene Möglichkeiten, die jedochmaßgeblich die Funktion der Werk-zeuge und Bauteile beeinflussen:c Beim bewährten Vernickeln wirdein echter Korrosionsschutz erst abeiner Schichtdicke von 15 bis 20 µmgewährleistet, was für einige Anwen-dung hinsichtlich der Konturgenau-igkeit (scharfe Kanten, strukturierteOberflächen) und Passungsgenauig-keit (0,04 mm Zuwachs im Durch-messer) zum Ausschluss dieser Be-
schichtung führt. Abgesehen davonsind die Duktilität und die Schicht-haftung für vielerlei Anwendungennicht ausreichend. Die vergleichbarniedrige Härte von HV 600 ist nurdurch Tempern bei 400 °C auf HV1000 zu steigern – und dann auchnur unter Verlust des 100%-igenKorrosionsschutzes.c Um gleichzeitig eine Erhöhungdes Verschleißschutzes zu erreichen,wird auch gerne eine galvanischeHartchromschicht erzeugt. Abgese-hen von dem nachteiligen verfah-rensbedingten starken Kantenauf-bau, kann diese Schicht die Korro-sion jedoch nur reduzieren und nichtverhindern. Der Grund dafür sindMikrorisse in der Beschichtung, dieeinen elektrochemischen Angriff aufdas Substrat zulassen.c Weil PVD-Schichten wie TiN undTiCN beim Verschleißschutz einedominierende Rolle spielen, ver-sucht man auch mit diesen einenKorrosionsschutz zu gewährleisten.Leider ist dies durch den nicht aus-zuschließenden Metallanteil in derBeschichtung nicht möglich. DieseMetallanteile haben automatisch ei-ne kristalline Ausbildung der Schichtzur Folge, weshalb immer eineStruktur mit Mikroporen (Pinholes)entsteht, die einen Korrosionsangriffauf das Substrat ermöglichen. Des-halb kann auch eine Mehrlagenbe-schichtung (PVD-Schichtsysteme)lediglich eine Korrosionshemmungerreichen. (Bild 1).c Andere Plasma-Verfahren, wiedas Plasma-Nitrieren, aber auch diePVD-Beschichtung, haben auchzum Teil den Nachteil der relativ ho-hen Prozesstemperatur (meist 400bis 500 °C) und kommen daher oftaufgrund der daraus resultierendenMaßhaltigkeitsveränderungen oderHärteverluste des Substrats nicht inBetracht.c Unabhängig von den einzelnenVerfahren ist zu beachten, dass dieHaltbarkeit des Korrosionsschutzesbei abrasiv belasteten Oberflächenimmer in Abhängigkeit zur Härteoder Verschleißfestigkeit der dabeierzeugten Oberflächen zu sehen ist.
Eine Korrosionsschutzschichtmuss folgende Ansprüche erfüllen:
c Die Schicht muss chemisch inertsein. Das heißt: Sie darf nicht selbstkorrosiv angegriffen werden.c Eine amorphe Schichtstrukturmuss vorhandenund durchgängigsein (keine Mik-rogefüge), damitkeine Korngren-zenkorrosion ent-steht und somitkein unmittelba-rer Angriff auf dasSubstrat.c Die Schutz-schicht darf keineDefektstellen ha-ben. Sie muss hartund dadurch ver-schleißfest sein.
Aufgrund dieser technischen An-forderungen hat die Bekaert Dymo-nics – eine 100%ige Tochter des bel-gischen Konzern Bekaert – dasSchichtsystem Dylyn-DLC entwi-
PRODUKTIONOBERFLÄCHENTECHNIK
FAZIT
P Trotz extrem dünner Schicht-dicke wird ein hoher Korro-sionsschutz erzielt
P Eingenschaftskombinationenermöglichen Rund-um-Schutz
P Der derzeit niedrigste Rei-bungskoeffizient bei Hartstof-fen wird erzielt
P Das Beschichten von Großse-rienteilen ist wirtschaftlich
a c
b d
TiN
DLC(Dylyn)
DLC(Dylyn)
TiN
Bild 1: Werkzeugemit DLC (Dylyn) undTiN beschichtet vorund nach einem 192h dauernden Salz-sprühtest.
a Dylyn-Beschich-tung vor dem Test,b danach, c TiN-Be-schichtung vor demTest, d danach
44 MM Das IndustrieMagazin · 17/2002
ckelt und patentiert. Der Schichtauf-trag erfolgt dabei im Niedertempe-ratur-PACVD-Verfahren. Diese dia-mantartige Nanokomposit-Schichtist eine Weiterentwicklung der be-kannten und am Markt etabliertenDLC-Beschichtung. Sie bietet bereitsbei der Standardschichtdicke von 2 bis 4µm einen Korrosionsschutz,der einen 192 h dauernden Salz-sprühtest nach DIN SS 50021 (100%relative Luftfeuchtigkeit, 35 °C, 5%NaCl-Lösung) problemlos übersteht(Bild 1).
Mit diesem Schichtsystem wird eine Oberflächenhärte bis zu HV3200 (zum Vergleich: HartchromHV 1000, Hartmetall HV 1200 bis1400) erreicht. Sie ermöglicht somitnicht nur einen langlebigen Korro-sionsschutz, sondern schützt dieOberfläche auch vor Verschleiß.
Nachstehend sind weitere Eigen-schaften des Schichtsystem Dylyn-DLC vermerkt:c Die amorphe Schichtstruktur er-möglicht einen defektfreien Schicht-auftrag (Bild 2).c Die Standard-Beschichtungs-temperatur liegt unter 200 °C.c Selbstschmierende Schichteigen-schaften ermöglichen Trockenlaufvon Maschinenkomponentenc Der Reibungskoeffizient bis hinabzu 0,05 ist äußerst niedrig (Bild 3).Er ist kleiner als der von Graphit(0,074).c Die Adhäsionsneigung ist deut-lich reduziert.c Aufgrund der Beschichtungnimmt die Oberflächenrauigkeitnicht zu (Bild 2).c Problemloses Entschichten ohneOberflächenbeschädigung ist mög-lichc Das Schichtsystem entspricht denLebensmittelrichtlinienc Es können ohne großen AufwandSchichtdicken von 1 bis 10 µm er-zeugt werden.c Das Schichtsystem ist elektrischisolierend, ohne jedoch die Wärme-leitfähigkeit zu beeinflussen.
Die Konzentration all dieser Ei-genschaften in einer Beschichtungwar in der Vergangenheit nicht mög-lich. Das Schichtsystem stellt tat-sächlich einen Durchbruch in derOberflächentechnik dar.
Schichtabscheidungbei niedriger Temperatur
Das Schichtsystem wird im PACVD-Verfahren (Plasma Assisted Chemi-cal Vapor Deposition) erzeugt. ImVergleich zum PVD-Verfahren(Plasma Vapor Deposition) findetallerdings keine Zerstäubung vonphysikalisch vorliegenden Metallenstatt. Vielmehr liegen die aufzubrin-genden Schichtbestandteile gasge-bunden – also in einem chemischenZustand ähnlich wie beim klassi-schen CVD-Verfahren (ChemicalVapor Deposition) – vor.
Beim CVD-Prozess wird jedochdie Spaltung des Gases thermisch beieiner Temperatur von 800 bis 1000°Cerreicht. Im Gegensatz dazu wirdbeim PACVD-Verfahren ein Plasma
verwendet und dadurch das Gasionisiert. Durch gezielte Prozessfüh-rung erreicht man bereits bei Tem-peraturen von 150 bis 180 °C dieKondensation der gewünschten Be-schichtung auf der Oberfläche derSubstrate. Die Schichtstruktur ist da-bei durch jegliches Fehlen von Me-tallgittern absolut amorph, defekt-frei und ohne nennenswerte Eigen-rauhigkeit (Bild 4). Der Beschich-tungsprozess ist bereits „hochska-liert“. So wurde eine Beschichtungs-anlage mit einem Kammervolumenvon etwa 3 m3 gebaut. Sie ist schonfür Großserienanwendungen in Be-trieb. Derzeit werden allein von die-sem Typ zwei weitere Beschichtungs-anlagen fertiggestellt.
Effektiver Korrosionsschutzfür hochbelastbare Teile
Jedoch ist das Schichtsystem nichtfür alle Produktionsbereiche erfor-derlich. Oft können auch herkömm-lichen Verfahren zum Korrosions-schutz ausreichen. Bei manchen An-wendungen gibt es jedoch bislangkeine Alternative zu dieser Beschich-tung. Hier sind einige typische An-wendungsbeispiele:c Im Automobilbau sind dieGrundwerkstoffe für Motoren mitt-lerweile an ihre physikalischenAnwendungsgrenzen gestoßen. DieGratwanderung zwischen Härte, Zä-higkeit und Korrosionsbeständigkeitbietet für aktuelle Problemstellun-gen kaum noch neue Alternativen,wie anhand eines Beispiels deutlichwird: Die Bauteile der neuen, hochsensiblen und leistungsstarkenTreibstoffpumpen werden zwarhauptsächlich durch Reibung abra-siv und adhäsiv belastet. Jedoch auchdie Korrosionsangriffe durch aggres-sive Treibstoffbestandteile waren einProblem für den Serieneinsatz. MitHilfe der hochskalierten Beschich-tungsanlagen, die derzeit die größtenAnlagen für amorphe Kohlenstoff-hartstoffschichten sind, kann dasSchichtsystem Dylyn-DLC wirt-schaftlich auf Großserienteile abge-schieden werden.c In der Kunststoffverarbeitungmussten bei einem Kunden immerwieder nach bereits zwei Monaten al-
PRODUKTION OBERFLÄCHENTECHNIK
xy
01
z
23
µm5
23
µm5
1
0 629 1258 m 25160
0,05
0,1
0,15
0,2
zurückgelegteWeglänge
Reib
ungs
koef
fizie
nt
Bild 2: Topographie von DLC (Dylyn) auf glat-tem Si(111)-Wafer. Die Schichtrauigkeit R
aist
mit 0,088 mm äußerst niedrig.
Bild 3: Im Trockenlauf ist der Reibungskoeffi-zient von DLC (Dylyn) gegenüber Stahl100Cr6 kleiner als 0,05. (Schichdicke 1,5 µm,Substrat M2-Stahl, HRC 60, Stift-Scheiben-Test, Kugel 0,25“, Last 10 N).
MM Das IndustrieMagazin · 17/2002 45
le Auswerfer ausgetauscht werden,weil sie korrodierten. Grund dafürwaren die immer aggressiver wer-denden Füllmedien der zu verarbei-tenden Kunststoffe, zum BeispielFlammschutzmittel. Seit der Be-schichtung sind diese Auswerfer be-reits seit fast einem Jahr wartungsfreiin Betrieb (Bild 4).
c Neue hartnäckigere Viren undsonstige Krankheitserreger machenin der Medizintechnik eine immergründlichere und dadurch aggressi-vere Sterilisation und Autoklavie-rung notwendig. Trotz Verwendungkorrosionsbeständiger Stähle wer-den die Oberflächen mehr und mehrangegriffen. Zur Qualifikation indiesem Anwendungsbereich sind ei-ne FDA-Zulassung und sogar TÜV-Zertifikate für spezielle Implantatevorzuweisen.c In der chemischen Industrie istman bei vielen Anwendungen pro-duktionstechnisch und qualitativvon der einwandfreien Funktiona-lität der Kugelhähne abhängig. Auchhier hat die Korrosion in Bezug aufKosten und Qualität immer wiedereinen deutlich negativen Einfluss aufdie Produktionskette.c In der Lebensmittelindustrie sindkombinierte Oberflächeneigen-
schaften von hoher Bedeutung: Kor-rosions- und Verschleißfestigkeit beigleichzeitiger Grundvoraussetzungder Lebensmitteltauglichkeit (sieheMedizintechnik).c Natürlich sind bei Kugelwälzla-gern und im Sondermaschinenbaudie Verschleißfestigkeit und Rei-bungsreduzierung die Hauptaufga-ben von Schichtsystemen. Dochauch diese Eigenschaften sind kurz-oder langfristig von der Korrosions-beständigkeit der Oberfläche abhän-gig, die je nach Arbeitsumgebungsehr gefordert sein kann. MM
PRODUKTIONOBERFLÄCHENTECHNIK
P Schichtsystem Dylyn-DLC der Bekaer Dymonics GmbH
P Diamantähnliche Kohlenstoff-schichten zur Reibungsverringe-rung
www.maschinenmarkt.de
Bild 4: Auswerferfür Spritzgießfor-men. Aufgrund derDLC-Beschichtung(Dylyn) wird Korro-sion in aggressivenKunststoffdämpfenvermieden undSelbstschmierungbei Trockenlauf er-möglicht.
Bild
er: B
ekae
rt D
ymon
ics
AUTOMATION ELEKTRISCHE AUSRÜSTUNG
48 MM Das IndustrieMagazin · 17/2002
In der Chemie-, Pharma- undLebensmitteltechnik werdenhöchste Anforderungen an die
Hygiene gestellt. Produktionsanla-gen müssen immer wieder gereinigtwerden. Deshalb kommen nur Kom-ponenten zum Einsatz, die aus hoch-wertigem Material – meist Edelstahl– gefertigt sind. Denn die regelmäßi-gen Reinigungen der Anlagen sollenund dürfen nicht zu Korrosion undOberflächenveränderungen führen.In Kooperation mit einem Gehäuse-hersteller bietet der Kabelführungs-spezialist Pflitsch ein Gehäusesystemplus Kabelverschraubung an, das mitIP 69K die höchste Stufe der Dicht-heit erreicht: Selbst bei Hochdruck-reinigung bleibt es innen trocken.
Elektrogehäuse schützen einge-baute elektronische und elektrotech-nische Komponenten vor Berührungund Verschmutzung. Gerade diemoderne Automatisierung mit ihrerdezentralen Prozess-Intelligenzsorgt dafür, dass kompakte Gehäusegefragt sind, in denen. Feldbuskom-ponenten direkt an der Maschine in-stalliert werden. In Anlagen für dieChemie-, Lebensmittel- und Phar-ma-Industrie unterliegen solche Ge-häuse besonders hohen Anforderun-gen: Sie müssen absolut korrosions-fest sein und werden daher aus hoch-wertigem Edelstahl gefertigt. IhreAußenhaut muss so glattflächig aus-gelegt sein, dass sich keine Schmutz-ecken bilden können. Außerdemsteht die Reinigungsfreundlichkeitim Vordergrund, weil diese Anlagenoft per Wasserstrahl oder Reini-gungsmitteln gesäubert werden;meist mit Hochdruckreinigern.
Auf die dadurch hohe Belastungmuss ein Gehäusesystem abge-stimmt sein, will es bei den Reini-gungsprozeduren die eingebauteElektronik sicher trocken halten. Ab-solute Dichtheit ist somit gefordert.In einer sinnvollen Kooperation miteinem Gehäusehersteller bringt derKabelführungsspezialist Pflitschjetzt ein Edelstahlgehäuse auf denMarkt, das mit Kabelverschraubun-gen diesen hohen Anforderungenentspricht. Das System hat in Praxis-tests seine Dichtheit unter Beweisgestellt: Ein Seriengehäuse erreichtedie Schutzart IP 69K! Zum Vergleich:Die Schutzart herkömmlicher Ge-häuse gegen Strahlwasser beträgt IP66. Für die Praxis bedeutet dies: Dasneue System kann risikofrei perHochdruckreiniger gesäubert wer-den. Die Einbauten im Gehäuse blei-ben auf jeden Fall trocken. Dadurcherweitern sich natürlich die Mög-lichkeiten der Anlagenbauer, die bis-her empfindliche Komponentenweit entfernt von der Produktions-maschine außerhalb der Reinigungs-zonen platzieren mussten.
Schutzart IP 66reicht oft nicht aus
Der Grad des Widerstandes einesGehäuses gegen das Eindringen vonFeuchtigkeit und Feststoffen wirdnach DIN VDE 0470 und DIN VDE40050 in Schutzarten klassifiziert.Die höchste Schutzart gegen Strahl-wasserbelastung ist darin festgelegtals IP X6 beziehungsweise IP 66. Da-bei wird ein Wasserstrahl von 1 barals Belastung aufgebracht. Weil aberdie in der Industrie verwendetenHochdruckreiniger mit mindestens100 bar arbeiten, reicht IP 66 längstnicht mehr aus.
WasserdichtElektrogehäuse aus Edelstahl müssen auch den Angriffen von Hochdruckreinigern widerstehen
WALTER LUTZ
Dipl.-Ing. Walter Lutz ist Fachjournalist in35708 Haiger. Weitere Informationen:Dipl.-Ing. Carsten Wohlrath, PflitschGmbH & Co. KG, 42499 Hückeswagen, Tel. (0 21 92) 9 11-0, [email protected]
Marktübliche Abdichtungen vonGehäusedeckel zu Korpus sind als sogenannte Messerkanten-Dichtungausgelegt. Eine eingeklebte Deckel-dichtung drückt dabei auf die Ge-häusezarge. Um ein Maximum anDichtheit zu erreichen, ist einegleichmäßige Flächenpressung nö-tig. Der Hersteller muss deshalb sei-ne Fertigungs- und Maßtoleranzenbei Gehäuse und Dichtung im Griffhaben. Außerdem sind wechselndeDruckbelastungen der Dichtung,hervorgerufen durch Maschinen-Schwingungen, konstruktiv zu ver-meiden.
Bleibt das Problem des Spalteszwischen Deckel und Korpus. Dennein Wasserstrahl kann diese 2 bis 4 mm große Öffnung rund um dieGehäusefront nahezu ungehindertpassieren und den empfindlichenDichtungsbereich belasten. Hier istdie kritische Stelle im Dichtkonzepteines Gehäuses zu sehen. Deshalbwurden die neuen Edelstahlgehäusekonstruktiv so ausgelegt, dass sie miteinem minimierten Spaltmaß zwi-schen Deckel und Korpus gefertigtwerden können. In der Serie wirddies realisiert durch eine gleich blei-bend exakte Fertigung in Kombina-tion mit einer 100%-Qualitätskon-trolle. Die zweite Maßnahme ist einespezielle Ausbildung der Zarge: Soll-te doch einmal Strahlwasser in denDichtbereich gelangen, sorgt hier ei-ne Abrisskante dafür, dass es von derDichtung sicher ferngehalten wird.Diese wird zwar noch feucht, aberdas Wasser hat keine Energie mehr,um die Dichtung ernsthaft zu belas-ten und ins Gehäuse einzudringen.Drittens sorgt eine Multifunktions-mutter dafür, dass der Deckel beimAufschrauben und im Betrieb sicherin einer definierten Position gehal-ten wird. Der Deckel ist also keinseparat schwingendes Teil, das aufeiner elastischen Dichtung aufliegt,sondern fest zum Korpus fixiert.
Ein VDE-Testat und praxisnaheFeldtests belegen das Ergebnis: DasEdelstahlgehäuse erreicht dieSchutzart IP 69K bei einer einminü-tigen Beaufschlagung mit Wasservon 100 bar Druck und +80 °C Tem-peratur. Derzeit laufen Versuche, in-
wieweit das so konstruierte Gehäusegleichzeitig auch EMV- und Ex-tauglich ist.
Elektronik, Klemmen oder Bus-komponenten in einem Gehäusewerden in der Regel über verschie-dene Leitungen für Energie und Sig-nale mit der Außenwelt verbunden.In den notwendigen Gehäuseboh-rungen sind dazu entsprechende Ka-belverschraubungen montiert, diedas durchgeführte Kabel sicher ab-dichten. Das Uni-Dicht-Programmlässt sich aufgrund eines umfangrei-chen Systembaukastens flexibel andie jeweiligen Anforderungen an-passen: Je nach den verwendeten Ka-belquerschnitten, den auftretendenBetriebstemperaturen und Umge-bungsbedingungen werden die Ver-schraubungskörper und Dichtein-sätze einfach kombiniert (Bild 1 ). Ei-ne weitere Besonderheit ist die guteAbdichtung des Kabels innerhalb desDichteinsatzes: Dieser schmiegt sichbeim Anziehen der Druckschrauberadial und axial an den Kabelmantel,wodurch sich eine schonende undsichere Abdichtung ergibt inklusiveerhöhter Zugentlastung.
Die beiden Standardgehäuse von150 mm 3 150 mm 3 80 mm und200 mm 3 300 mm 3 80 mm verfü-gen an einer Seite über definierteAusbrüche, die mit Kabelverschrau-bungen bestückt sind. Deren Bau-kastensystem bietet eine große Viel-falt und Kombinationsmöglichkei-
ten an Werkstoff, Funktion und An-wendung inklusiv EMV- und Ex-Lö-sungen, die nach ATEX 100a zertifi-ziert sind. Das kleinere Gehäuse hatzwei M32-, das große drei M32- undeine M40-Bohrung, die mit den ge-wünschten Kabelverschraubungenversehen sind. Durch die Bauformen„Reduziert“ und „Erweitert“ lassensich in der glei-chen Standard-bohrung auchKabelquerschnit-te verwenden, diekleiner oder grö-ßer sind. Mit demUni-Mehrfach-Dichteinsatz las-sen sich mehreredünne Kabel, bei-spielsweise Bus-Leitungen, sicherdurch eine Kabel-verschraubung führen. Selbst Dicht-einsätze für Asi-Bus- oder Flachka-bel sind verfügbar (Bild 2). Unge-nutzte Bohrungen kann der Anwen-der sicher mit Blindstopfen ver-schließen. MM
AUTOMATIONELEKTRISCHE AUSRÜSTUNG
FAZIT
P Die Anforderungen an Kabel-installationen werden immerhöher
P Es gibt Standardgehäuse, diedie Schutzart IP 69 K erfüllen
P Zusammen mit Kabelver-schraubungen aus dem Sys-tembaukasten erhält der An-wender individuelle Lösungen
Speziell für die Erkennungtransparenter Medien wurdendie Reflexions-Lichtschran-
ken IPRK18 entwickelt. Obwohl dasSensorlicht transparente Objektedurchdringt, gelingt eine zuverlässi-ge Objekterkennung über eine Dif-ferenzmessung der ausgesandten zurempfangenen Lichtleistung. Die da-für nötige ausgezeichnete Auflösungdes Sensors erhöht aber auch dessenEmpfindlichkeit für Verunreinigun-gen. Die in der Lichtschranke inte-grierte Tracking-Funktion kompen-siert automatisch betriebsbedingteVerschmutzungen von Lichtschran-ke und Reflektor. Entscheidende
Vorteile sind die dadurch erreichba-re konstant hohe Schaltpräzision desSensors und die Verlängerung derReinigungsintervalle. Die Tracking-Funktion wirkt sich somit äußerstgewinnbringend auf die Gesamt-wirtschaftlichkeit einer Anlage aus.
Hoch auflösende Sensorenfür transparente Objekte
Weißglas oder transparente Objekteberührungslos mit Licht zu detektie-ren ist eine technische Herausforde-rung, weil normalerweise die Licht-undurchlässigkeit des Objektes Vor-aussetzung für den Einsatz vonLichtschranken ist. TransparenteObjekte sicher zu detektieren erfor-dert spezielle Kenntnisse und denEinsatz hoch auflösender Sensoren.
Sensoren für Weißglas undtransparente Objekte arbei-ten mit einem Reflektor, dergegenüber der Lichtschran-ke positioniert ist. Der vonder Lichtschranke ausge-sandte Lichtstrahl durch-dringt das transparente Ob-jekt, wird vom Reflektor zu-rückgeworfen und passiertein zweites Mal das transpa-rente Objekt. Der reflektier-te Lichtstrahl erzeugt aufdiese Weise ein Empfangs-signal, das ausgewertet wer-den kann. Die geringenSchwächungen dieses Sen-designals beim Durchdrin-gen des Glasobjektes reichen
nun schon aus, um vom Sensorals Objektsignal erkannt zu wer-
den. Eine eindeutige Signalisie-
rung „Transparentobjekt vorhan-den“ ist damit möglich.
So können nun auch transparen-te Objekte mit diesen sehr feinfühli-gen Sinnesorganen für die Ferti-gungs- und Prozessautomatisierungzum Erkennen, Messen, Steuern,Warnen und Sichern mit hoherPräzision, Zuverlässigkeit und Ge-schwindigkeit eingesetzt werden. Ineiner Vielzahl von Produktionsli-nien lassen sich damit klare transpa-rente Behälter, Flaschen, Glas undFlachglas oder durchsichtige Kunst-stoffe zuverlässig erkennen.
Arbeitsbereich reicht bis 1,5 m
Die besonderen Anforderungen fürdie Detektion transparenter Objektewurden von Leuze electronic in derhochauflösenden Reflexions-Licht-schranke IPRK 18 (Bild 1) mit Pola-risationsfilter für die Serie umge-setzt. In einem Teach-Vorgang wirdder Sensor auf die jeweils spezifi-schen Merkmale vonc Weißglasflaschen oder -scheiben,c Farbglasflaschen oder -scheiben,c PET- oder PEN-Flaschen,c Folien oder auchc nicht transparenten Objekten
abgeglichen. Danach erkennt dieLichtschranke diese Transparentob-jekte in einem Arbeitsbereich bis1,5 m. Ober einen Schaltausgangwird das Steuerungssignal zur Ver-fügung gestellt.
Die hohe Auflösung des Sensorsbringt zwangsläufig eine höhereEmpfindlichkeit gegen Verschmut-zunge n auf Sensor oder Reflektor
Tracking-Funktiongleicht
Verschmutzung ausLichtschranke zur Klarglasdetektion arbeitet auch in rauer Umgebung mit hoher Präzision
Bild 1: Transpa-rente Objekte zudetektieren, stellthohe Ansprüchean den Sensor.Mit der Tracking-Funktion kannder Einfluss be-triebsbedingterVerschmutzun-gen ausgeschlos-sen werden.
52 MM Das IndustrieMagazin · 17/2002
mit sich. Die Lichtschranke über-wacht deshalb ständig den Pegel desEmpfangssignals, vergleicht diesesSignal mit dem Referenzsignalwert,der beim Inbetriebnahme-Abgleich
ermittelt wurde, und regelt bei Be-darf in kleinen Schritten die Sende-leistung automatisch nach. DieserTracking-Vorgang – das permanen-te Prüfen und Nachregeln der Sen-
deleistung – wird in jeder Lücke desdetektierten Produktstromes, alsoimmer dann, wenn der Strahlengangzwischen Sensor und Reflektor freiist, ausgeführt. Damit kompensiertdiese Lichtschranke selbständig alleauf Sensor und Reflektor betriebsbe-dingt auftretenden Verschmutzun-gen. Diese Tracking-Funktion si-chert einerseits eine konstant hoheDetektionspräzision für die Glaser-kennung. Andererseits werden dieReinigungsintervalle wesentlich ver-längert. Dies hat unmittelbare Aus-wirkungen auf die Gesamtwirt-schaftlichkeit einer Anlage, in derGlas- oder Transparentkunststoff-teile detektiert werden.
Zudem erkennt der Sensor selb-ständig, wenn das System gereinigtwurde und regelt sich auf die ur-sprünglich eingestellten Werte zu-rück. Ein erneuter Abgleich des Sys-tems ist somit überflüssig. Auch dies
KONSTRUKTION SENSORTECHNIK
Bild 2: Die Fla-schenproduktionbei der Saint-Go-bain Oberland GlasAG. Die Licht-schranke steuertdie Anlage – sobaldein Stau auftritt,wird die Produk-tion angehalten.
Bild
er: L
euze
MM Das IndustrieMagazin · 17/2002 53
reduziert den Aufwand erheblich. Mit Abmessungen von 33 mm3 15 mm 3 50 mm lässt sich die Lichtschranke problemlos anjeder beliebigen Stelle in einen Produktionsprozess integrieren.Mit der Schutzart IP 67 ist sie ideal für den rauen Industrieein-satz geeignet.
Was es bedeutet, Klarglas exakt zu detektieren, wissen dieGlasspezialisten von der Saint-Gobain Oberland Glas AG am
besten. Denn sie produzierenFlaschen und Gläser für alleBereiche der Getränke- undNahrungsmittelindustrie.Und es ist glasklar, dass dieGlasproduzenten eine zuver-lässige Überwachung derGlasproduktionsanlage be-nötigen. Die LichtschrankeIPRK 18 detektiert den konti-nuierlichen Transport dermaschinell gefertigten Glas-behälter (Bild 2). Entsteht einFlaschenstau, signalisiert die
Lichtschranke die fehlende Lücke und stoppt mit ihrem Signaldie Glasblasmaschine.
Es wird eine höchst zuverlässige Detektion des Flaschentrans-portes benötigt und die Gefahr, dass die Flaschenproduktiondurch eine Verschmutzung des Sensors, der dies fälschlicher-weise als Flaschenstau signalisiert, heruntergefahren wird, gilt esauszuschalten. Deshalb ist die Tracking-Funktion des Leuze-Sensors von entscheidender Bedeutung für eine kontinuierlicheProduktion, die nur dann unterbrochen wird, wenn es tatsäch-lich zu einem Stau kommt. Eine durch Verschmutzung ausge-löste Fehlabschaltung der Anlage ist durch die Sensoren ausge-schlossen. Neben der konstant hohen Schaltpräzision macht sichnatürlich auch die deutliche Verlängerung der Reinigungsinter-valle für Sensor und Reflektor positiv in der Gesamtwirtschaft-lichkeit der Anlage bemerkbar.
Sensoren liegen in verschiedenen Bauformen vor
Parallel zur Lichtschranke der Baureihe IPRK 18 ist das gleicheFunktionsprinzip zur Detektion für transparente Medien auchin den Lichtschranken der Baureihe 8 umgesetzt. Diese Senso-ren, die nicht größer als eine Streichholzschachtel sind, gibt esaußer als Lichtschranke für transparente Medien auch in allenanderen verfügbaren Funktionsprinzipien.
Der Vorteil der Baureihe 8 für den Konstrukteur ist dabei, dassdie gesamte Baureihe – ganz gleich welches Sensorprinzip in ei-ne Anlage integriert wird – immer dieselbe Bauform mit iden-tischen Abmessungen, Befestigungs- und Montagevariantenaufweist. Im Unterschied zum IPRK 18 produziert die Baurei-he-8-Lichtschranke zur Weißglasdetektion jedoch einen sehrschmalen, strichförmigen Lichtfleck. Dies eröffnet hinsichtlichder verarbeitbaren Ob-jektlücken eine nochgrößere Flexibilität undist deshalb bis zu klein-sten Objektlücken vonnur noch 4 mm einsetz-bar. MM
KONSTRUKTIONSENSORTECHNIK
FAZIT
P Die Tracking-Funktion kom-pensiert automatisch betriebs-bedingte Verschmutzungenvon Lichtschranke und Reflek-tor
P Entscheidende Vorteile sind diekonstant hohe Schaltpräzisiondes Sensors und die Verlänge-rung der Reinigungsintervalle
P Homepage Leuze
P Optische Sensoren von Leuze
www.maschinenmarkt.de
54 MM Das IndustrieMagazin · 17/2002
Seit Jahren beherrscht das The-ma Internet die Diskussionder Software-Branche – allein
im Rechnungswesen konnte dieseDiskussion bis heute nicht so richtigFuß fassen. Eine echte Veränderungfür die Prozesse und Softwarelösun-gen im Rechnungswesen war bishernicht in Sicht. Ein Umdenken willjetzt das Bielefelder UnternehmenDiamant Software mit ihrem neuenDotnet-Client anstoßen: Die übereinen Browser zu bedienende Ar-beitsplatzsoftware soll Informatio-nen aus dem Rechnungswesen nicht
nur via Notebook, Palm und Han-dy zugänglich machen – die Biele-felder Softwerker lenken den Blickdarüber hinaus auf die internenVorgänge im Unternehmen.
Im Wesentlichen bedeutet das,dass man sachlich Verantwortlicheund interne Kunden des Rech-nungswesens – Entscheider,Vertriebsmitarbeiter,Steuerberater oder Ein-käufer – in ausgewählte Prozess-Schritte einbindet, anstatt alle Auf-gaben zentral von der Buchhaltungerledigen zu lassen. Über das interneNetzwerk können Informationenaus dem Rechnungswesen autori-sierten Anwendern direkt undstandortunabhängig zugänglich ge-macht und Aufgaben an die Stellen
im Unternehmen verlagert werden,wo sie unmittelbar anfallen. Beispie-le sind die Bearbeitung von Ein-gangsrechnungen oder betriebswirt-schaftlichen Auswertungen – solcheTätigkeiten können künftig dezen-tral, an rollenspezifisch konfigurier-ten Benutzeroberflächen im Browservorgenommen werden. Da die An-wender über den Dotnet-Client di-rekt mit dem Rechnungswesen ver-bunden sind, bekommen sie Infor-mationen in Echtzeit-Qualität. Um-gekehrt können sie Vorgänge direktim System bearbeiten. Die Tabellezeigt typische Anwendungsfälle.
„Bisher erschien die Buchhal-tungsabteilung häufig als Datenfes-tung“, meint Ralf Schlüter, Produkt-manager bei Diamant Software, „un-ser Ziel ist es, sie zu einer modernenDienstleistungseinheit innerhalb desUnternehmens zu machen.“ Einewichtige Rolle spielt hierbei dieInternet-Philosophie des „easy touse“: Web-Seiten müssen ohne gro-ße Sachkenntnis, intuitiv bedienbarsein. Das ist nicht so sehr eine Frageder Softwarearchitektur, sonderndes Oberflächen-Designs und der
Buchhaltungöffne dichSoftware für das Rechnungswesen basiert auf Microsofts Dotnet-Architektur
RALF HAAßENGIER
Ralf Haaßengier ist Fachjournalist in 70567Stuttgart. Weitere Informationen: DiamantSoftware GmbH & Co. KG, 33649 Bielefeld,Tel. (05 21) 9 42-60 20, Fax (05 21) 9 42-60 29, [email protected]
IT-BUSINESS THEMEN & TRENDS
Dotnet (.NET) ist der Name von Microsoftsneuer Plattform für Internet-Anwendun-gen, mit dem der Software-Gigant denmittlerweile recht verbreiteten Java-Archi-tekturen Paroli bieten will. Die Leitidee von Dotnet ist das Prinzip derWeb-Services. Ähnlich wie im Komponen-ten-Modell kann man einen Web-Servicemit einer „Blackbox“ vergleichen: Sie ent-hält eine bestimmte Funktion, kann aberflexibel eingesetzt werden, ohne dass aufdem Client Informationen über die Instal-lation oder Ausführung bekannt sein müs-sen. Web-Services setzen kein spezifischesProtokoll voraus, sondern nur zwei Internet-Standards: HTTP (Hypertext Transport Pro-tocol) und XML (Extensible Markup Lan-guage). Web-Services sind somit unabhän-
gig von Programmiersprachen und Hard-wareplattformen. Der Ablauf ist folgender:Ein Client schickt via HTTP eine Nachrichtim XML-Format an den Uniform ResourceLocator (URL) eines Servers. Dieser bear-beitet die Anfrage und schickt die Antwortebenfalls als XML-Dokument zurück. Kernstück der neuen Internet-Strategie vonMicrosoft ist das so genannte Dotnet-Framework, eine Umgebung für die Erstel-lung, Weitergabe und Ausführung vonWebdiensten und weiteren Anwendungen.Eine Hauptkomponente dieses Frameworksist die Laufzeitumgebung Common Lang-uage Runtime (CLR). Die CLR entspricht inetwa der Java Virtual Machine: Es ist dasAusführungsmodul für Dotnet-Framework-Anwendungen.
Ergonomie. Ergonomie bedeutethierbei dreierlei: c intuitive Bedienbarkeit, c maßgeschneidertes Funktionsan-gebot für definierte Benutzerrollenundc hohe Verarbeitungsgeschwindig-keiten.
Um die Daten des Rechnungswe-sens vor unberechtigtem Zugriff zuschützen, unterliegt das neue Kon-zept einer Reihe von Reglementie-rungen. Über den Dotnet-Clientwerden solche Funktionen zur Ver-fügung gestellt, die Anwendern, diedem Rechnungswesen zuarbeiten,einen Zusatznutzen bringen. Kern-prozesse des Rechnungswesens wieBuchung, Definieren von Abschrei-bungsarten oder das Anlegen vonKostenarten werden parallel dazu inder Buchhaltung weiterhin auf einerklassischen Client-Server-Installa-tion getätigt. Die Rechnungswesen-abteilung behält dabei die Kontrolleüber die zuarbeitenden Prozesse.
Die Anwender des Dotnet-Clientsteilen sich, je nach Benutzerprofil,zunächst in zwei Gruppen auf: In sol-che, die einen „read-only“-Zugriffhaben, sich also nur Informationenanzeigen lassen können, zum Bei-spiel Auswertungen für das Manage-ment, Saldenlisten, Konten undJournale für den Wirtschaftsprüfer.Die zweite Gruppe kann sowohl In-formationen lesen als auch eingeben:Zum Beispiel Anwender des Rech-
nungseingangsbuches, die sowohlStati überprüfen als auch ihre Prüf-vermerke eingeben können.
Darüber hinaus kann für jedes Be-nutzerprofil ein detailliertes Zu-griffsrecht definiert werden. So soll-te ein Vertriebsmitarbeiter nur dieDaten der Kunden seines eigenenVertriebsgebietes sehen und bearbei-ten können, ein Einkaufs-Sachbear-beiter nur die Umsätze der Lieferan-ten angezeigt bekommen. Diese Zu-griffsrechte werden, wie in der klas-sischen Client-Server-Architekturauch, auf dem Server hinterlegt.Startet der Anwender seinen Brow-ser-Client, muss er sich mit Nameund Kennwort anmelden und be-kommt vom Server nur die Rechtezugewiesen, die in seinem Benutzer-profil definiert sind. Software-archi-tektonisch beruht der Dotnet-Clientauf einem Schichtenmodell, das eine
Reihe von Erleichterungen bei derAdministration der Softwarelösungmit sich bringt: So müssen beispiels-weise Releasewechsel nicht, wie in ei-ner herkömmlichen Client-Server-Umgebung, an je-dem einzelnenClient vorgenom-men werden, son-dern nur auf demApplikationsserver.Außerdem kann dieBrowser-Oberflä-che leicht verändertwerden, da sie auf-grund des Schich-tenmodells (sieheKasten „Micro-soft“) unabhängigvon den Server-Programmen modi-fiziert werden kann, zum Beispiel,um das Design der Oberfläche anzu-passen, oder um neue Datenfelderanzulegen.
Wichtiger noch ist aber der Vor-teil, der sich aus der Integrationsfä-higkeit der Software ergibt: Inner-halb der Dotnet-Architektur werdendie Daten zwischen Applikations-und Oberflächenserver über so ge-nannte offene Programmierschnitt-stellen ausgetauscht; daher ist dasSystem auch offen für den Online-Datenaustausch mit anderen Soft-ware-Systemen. MM
P Internet-Technik verändertauch das Rechnungswesen
P Neue Benutzergruppen kön-nen in die Prozesse des Rech-nungswesens eingebundenwerden
P Diamant entwickelte dafüreine Software auf Basis derMicrosoft-Dotnet-Strategie
P Diamant-Software
P Microsoft
P Informationen zu Dotnet
www.maschinenmarkt.de
Die Diamant Software GmbH & Co. KGwurde 1980 unter dem Namen Semmer-ling & Armbrecht in Bielefeld gegründetund ist Anbieter von Rechnungswesen-Software, die bei über 4000 Kunden im Ein-satz ist. Die Diamant/2 Software für das
Rechnungswesen besteht aus den Kompo-nenten Finanzbuchhaltung, Kostenrech-nung und Anlagenbuchhaltung. OffeneProgrammierschnittstellen ermöglichendie einfache Online-Integration von vor-und nachgelagerten Software-Systemen.
Ein Ver-kaufsmit-arbeiterprüft wäh-rend einesVerkaufs-gesprächsbeim Kun-den offenePosten,Saldenund Kre-ditlimit.
Hier kommenÄnderungenvon Stamm-daten häufigzuerst an undwerden nunsofort ins Sys-tem eingege-ben und ste-hen allen Or-ganisations-einheiten ak-tuell zur Ver-fügung.
Eine Arbeitsober-fläche speziell fürKostenstellen-verantwortlicheermöglicht dieÜberprüfung derSoll-Ist-Situationeiner Kostenstelleanhand vonEchtzeitdatenund im Vergleichzu kumuliertenVorjahresperio-den.
Entscheider ha-ben auf ihrerBrowserober-fläche eine Reihevon Auswertun-gen und Berich-ten hinterlegt, diesich ad hoc star-ten lassen und je-derzeit, an jedemOrt der Welt, aktuelle Analysenzur Unterneh-menssituation lie-fern.
MANAGEMENT ENGINEERING
56 MM Das IndustrieMagazin · 17/2002
Die Verfügbarkeit ist das Er-gebnis komplexer techni-scher und organisatorischer
Prozesse und muss bereits in einerfrühen Phase „engineered“ werden.
Im Gegensatz zur technischen De-taillierung der Maschinen und Anla-gen zwecks Sicherstellung der Funk-tion der Anlage spielt die systemati-sche Erreichung der Leistungszieleimmer noch eine unterbewerteteRolle. Bei kapitalintensiven Investi-tionsprojekten weist insbesonderedie im Betrieb festgestellte Ist-Ver-fügbarkeit der Maschinen und Anla-ge eine nicht unerhebliche Differenzzur geplanten Soll-Verfügbarkeitauf. Dies bedeutet, dass die Soll-Ka-pazität nicht oder nicht im Zeitplanerreicht wird und damit die Wirt-
schaftlichkeitsberechnung stark be-einflusst. Eine Verzögerung des An-lagenhochlaufs ist eine erste für dieProjekt- und Unternehmensleitungalarmierende Situation. In dieserPhase wird die reale Verfügbarkeitoffensichtlich. Abweichungen vonder Hochlaufkurve werden jetzt mitZahlen untermauert. Diesen Abwei-chungen wird mittels korrektivenMaßnahmen entgegengearbeitet.
Nachträgliches Optimierenverursacht hohe Kosten
Eine Nachoptimierung der Maschi-nen und Anlagen nach der Inbe-triebnahme ist dabei mit hohen Kos-ten (zum Beispiel Nachträgen) undoft nur mit großem technischen Auf-wand möglich. Dieses Kapazitäts-Delta bei gleichzeitig deutlich ange-stiegenen Betriebskosten führt zu ei-ner Gefährdung der Wirtschaftlich-keit des Investitionsprojektes.
Grundthese dieses Beitrages ist,dass die Verfügbarkeit der Maschi-nen und Anlagen parallel zum Pro-jekt gezielt, systematisch und me-
thoden-basiert entwickelt werdenmuss. Die Schwierigkeit, diese essen-ziell wichtige Kennzahl erst nach derInbetriebnahme festzustellen unddann mit großem Aufwand nachzu-optimieren stellt ein bedeutendes Risiko für die Wettbewerbsfähigkeitdes Industriebetriebes dar.
Verfügbarkeit kann aber mit denentsprechenden Methoden und Sys-tematiken bereits in einer frühenPhase berechnet, deren Hebel be-stimmt und damit gezielt beeinflusstwerden. Mit entsprechenden Proze-duren kann die Verfügbarkeit somitbereits vor den kritischen Terminenproaktiv entwickelt werden.
Diese Gestaltung der Verfügbar-keit erfordert Analysen, Methodenund eine nicht zu unterschätzendePortion Systematik. Daher bezeich-nen wir diese Methodik auch als Ver-fügbarkeits-Engineering. Sie ist sub-stanzielle Ingenieurskunst und rich-tete bisher stark technisch orientier-te Arbeitsinhalte auf die systemati-sche Erreichung der Geschäftszieleaus. Dieses Geschäftsziel ist hier diesichere und planmäßige Erreichungdes Verfügbarkeitsziels. Die zentraleFrage lautet: Wie kann Verfügbarkeitmit den ersten Maschinen- undAnlagenkonzeptionen systematischerreicht werden?
Die Verfügbarkeit einer Maschineoder Anlage ingenieurmäßig zu er-reichen, bedeutet die Integration se-lektiver Methoden und Praktiken ineiner frühen Phase der Maschineoder Anlage. Zur unternehmensspe-zifischen Implementierung dieserneuen Disziplin gehen wir von dreiHypothesen aus, die in der Praxisbestätigt wurden. Diese sind: c Verfügbarkeit ist das Ergebniskomplexer technischer und organi-satorischer Prozesse.
Allzeit bereitVerfügbarkeit in der Produktion frühzeitig sichern
JÖRG TAUTRIM
Dr. Dipl.-Inf. Dipl.-Ing. (FH) Jörg Tautrimist Inhaber des Ingenieurbüros Dr. JörgTautrim Engineering in 66701 Beckingen.Als Beratender Ingenieur unterstützt erKunden in der Wert- und Produktivitäts-steigerung industrieller Systeme. Tel.(0 68 35) 50 19 90, Fax (0 68 35) 50 19 91,[email protected]
c Verfügbarkeit muss in einer frü-hen Phase des Produktionssystemsengineered werden.c Verfügbarkeit ist ein Quer-schnittsthema (Intra- und Inter-Organisation).
Die Verfügbarkeit ist ein Ergebnis,das sich aus einer Vielzahl von Ent-scheidungen im Laufe eines Anla-genprojektes ableiten lässt. Entschei-dungen können die Wahl eines An-lagenlieferanten, einer Komponente,einer Spezifikationsrichtlinie oderauch eines Schulungsplans betreffen.Diese Beispiele sollen zeigen, dassVerfügbarkeit nicht nur ein techni-sches Phänomen ist. Vielmehr kannauch eine Entscheidung des Einkaufsgroßen Einfluss auf die Verfügbar-keit haben. Wenn die Verfügbarkeitalso das Ergebnis eines komplexentechnischen und organisatorischenProzesses ist, muss diese Komple-xität reduziert oder beherrschbargestaltet werden. In diesem Zu-sammenhang bieten sich Referenz-prozesse als Formalisierung dieserProzesse an. Hierbei wird insbeson-dere auf die Zusammenhänge desProjektmanagements und die wir-kungs- und zeitgerechte Integrationder verfügbarkeitssichernden Me-thoden gezielt. Bild 1 zeigt eine sol-che Detaillierung eines Anlagenpla-nungs-Referenzprozesses im Aus-schnitt. Der Einfluss auf die Verfüg-barkeit im Sinne der wirtschaftlichenGestaltung der Verfügbarkeitszielenimmt mit der Projektlaufzeit ab.
Dieser Zusammenhang wird inder Praxis oft mit der Fehlerpoten-zierung (10er-Regel) und der Festle-gung von 80% der Gesamt-Lebens-dauer-Kosten (hier: Betriebskosten)in 20% der Projekt-Laufzeit (hier:Konzept, Design) veranschaulicht.Wenn dies so ist, so müssen in diesersogenannten frühen Phase des In-vestitionsprojektes die verfügbar-keitspräventiven und -gestaltendenMaßnahmen eingeleitet und tech-nisch beziehungsweise organisato-risch umgesetzt werden. Hierzu wer-den insbesondere bekannte Metho-den aus dem Qualitätsmanagement(zum Bespiel Maschinen-FMEAs)oder auch Verfügbarkeitsmodelle,neuerdings Overall-Equipment-Ef-
fectiveness-(OEE-)Modelle für ver-kettete Systeme (System-OEE) ein-gesetzt. Bild 2 zeigt die Detaillierungeines System-OEE-Modells.
Maschinen-Verfügbarkeitistwettbewerbsbestimmend
Die organisatorische Ausrichtungder Prozesse auf das Verfügbarkeits-Ziel des Unternehmens betrifft in-tern sowohl die Geschäftsführung,den Einkauf, die Planung, den Be-trieb und die Instandhaltung (Intra-Organisation). Es ist einer der zen-tralen und bedeutenden Quer-schnittsprozesse eines Industriebe-triebes. Es betrifft aber auch die Ziel-ausrichtung der Lieferanten (Ma-schinen- und Anlagenbauer) undDienstleister (Inter-Organisation).Gleichzeitig bestimmt die Verfüg-barkeit eines Systems, insbesondereunter Berücksichtigung der sich auf-schaukelnden Verkettungsverluste(Ein- und Auslaufverluste) zentraldie Wirtschaftlichkeit des Investi-tionsprojektes.
Die bisherige Praxis der Festle-gung einer „ideal-hohen“ theoreti-schen Anlagenverfügbarkeit auf zumBeispiel 98%, späte Feststellung derKapazitätsverluste, Schwierigkeitder Zuordnung der Primärursacheauf den Verantwortlichen und derfolgenden teuren Nachoptimierunghat sich im Hinblick auf die Ge-
samtkosten als unwirtschaftlich er-wiesen. Es führt zu einer Orientie-rungssuche nach der besten Praktikund Methode. Das Aufgreifen diesesDilemmas durch eine Vielzahl vonBeratern und Gurus hat diese Situa-tion nur punktuell verbessert. Der indiesem Beitrag vorgeschlagene Wegist ein ingenieurmäßiger und syste-misch integrierterAnsatz, der mittel-fristige, aber nach-haltige Erfolge fürdie Betriebe anbie-tet. Die Umsetzungerfordert harte unddisziplinierte Arbeitder Unternehmen.Verfügbarkeits-En-gineering, als in die-sem Beitrag vorge-stellter Ansatz, istdabei eine neue ver-fügbarkeitssichernde und -steigern-de Disziplin. Diese wirkt sich sehr ge-zielt auf die Erreichung der Hoch-laufkurve und die nachhaltige Sen-kung der Betriebskosten aus. MM
MANAGEMENTENGINEERING
FAZIT
P Verfügbarkeits-Engineeringist eine neue Disziplin
P Verfügbarkeit ist nicht nurein technisches Problem
P Festlegung einer „ideal-ho-hen“ theoretischen Anlagen-verfügbarkeit hat sich alsunwirtschaftlich erwiesen
P Value and Productivity Know-how
P Marktplatz für EngineeringDienstleistungen
www.maschinenmarkt.de
Bild
er: V
erfa
sser
Bild 2: Auszugaus dem Refe-renzprozess einesVerfügbarkeits-Engineering.
Mit seinem aktuellen Strompreisvergleich bietet der Bundesverband der Energie-Abnehmer e. V. (VEA), Hanno-ver, erstmals ein realistisches Bild der Preise für Sonder-vertragskunden. Bei früheren Vergleichen lagen die Normpreise der Lieferanten zugrunde, heute stützt sich der neueste Vergleich auf Daten direkt aus dem Markt.
Mitteilungen des Bundesverbandesder Energie-Abnehmer e.V.
VEA macht StrompreisvergleichtransparenterHohes Preisniveau im Norden und Osten
Die Zahlen mit Preisstand
1. Januar 2002 zeigen deut-
liche regionale Unter-
schiede: Besonders stark werden
Stromkunden im Norden und Osten
zur Kasse gebeten. „Mit der Umstel-
lung unseres Strompreisvergleichs
sorgen wir für Klarheit bei den Kun-
den“, so Dr. Volker Stuke, Geschäfts-
führer des VEA. „Einige Versorger
haben sich mit ihren Standard-
preisen weit vom Marktgeschehen
entfernt oder wollten generell keine
Preise nennen. In unserem neuen,
nur auf der Marktkenntnis des VEA
beruhenden Vergleich, spiegelt sich
die Marktrealität wider.“ Der VEA-
Vergleich zeigt deutlich, dass Strom-
kunden im Norden und vor allem im
Osten deutlich mehr für die Ware
Strom zu entrichten haben. So be-
trägt der durchschnittliche Strom-
preis in den neuen Bundesländern
6,83 Ct/kWh und ist damit 10,0%
höher als der mittlere Preis in den al-
ten Bundesländern (6,21 Ct/kWh).
VEA-Studie mit großerMarktdurchdringung
Die neue VEA-Studie berücksichtigt
50 Netzgebiete, in denen etwa zwei
Drittel der deutschen Stromnachfra-
VOLKER STUKE
MM Das IndustrieMagazin · 17/2002 59
Bild
: Sie
men
s
Mitteilungen des Bundesverbandesder Energie-Abnehmer e.V.
60 MM Das IndustrieMagazin · 17/2002
ge anfallen. Damit zeichnet sie ein re-
präsentatives Bild des deutschen
Markts. Veröffentlicht werden Kom-
plettpreise, zu denen der Kunde nur
noch Strom- und Mehrwertsteuer
addieren muss. Die Kosten für
Strombeschaffung, Netznutzung so-
wie Messung und Abrechnung, für
das Erneuerbare-Energien-Gesetz,
das Kraft-Wärme-Kopplungs-Ge-
setz und die Konzessionsabgabe sind
bereits enthalten.
Günstige Strompreise können die
Kunden in den Netzgebieten der
EWR Worms, RWE Net Dortmund,
KAWAG Ludwigsburg, EV Offen-
bach und den Stadtwerken Bochum
erzielen. Besonders hoch sind die
Preise dagegen bei der TEAG Erfurt,
der Avacon mit dem Versorgungsge-
biet in Sachsen-Anhalt, der MEAG
Halle, der e.dis Fürstenwalde und der
Wemag Schwerin.
„Generell müssen sich die Kunden
auf steigende Strompreise einstel-
len“, so Stuke. Einsparpotenziale
seien aber noch bei der Netznutzung
vorhanden. Der VEA begrüßt die
Untersuchungen der Kartellbehör-
den wegen des Missbrauchs bei den
Netznutzungsentgelten.
Sondervertragskunden empfiehlt
der Verband, sich vor Abschluss ei-
nes neuen Vertrags zur Stromversor-
gung umfassend über die Marktsitu-
ation zu informieren. j
OLG Celle ahndet kartellrechtswidriges VerhaltenNetzbetreiber dürfen die Durchleitung nicht verweigern
MANFRED PANITZ
Ein Netzmonopolist darf einem
Stromhändler die Durchleitung von
Energie durch seine Versorgungslei-
tungen nicht mit der Begründung
verweigern, Vertragspartner eines
Netznutzungsvertrages könne nur
der Verbraucher sein. Wie die Vorin-
stanz, das Landgericht Kiel, ent-
schied nun auch das Oberlandesge-
richt (OLG) Celle, dass Stromliefe-
ranten bei Vorliegen der weiteren
Voraussetzung zumindest im
Privatkundenbereich einen un-
mittelbaren Durchleitungsanspruch
aus § 6 des Energiewirtschafts-
gesetzes haben (Az: 6 U Kart 38/01).
Zur Begründung führt das Gericht
aus, dass die gegenteilige Verhand-
lungsposition des ehemaligen
Staatsbetriebes im Kern eine Weige-
rung darstellt, Stromhändler gegen
angemessenes Entgelt am Netz teil-
haben zu lassen. Der Netzmonopo-
list missbrauche damit seine Markt
beherrschende Stellung, um sich
auch auf dem Sektor der eigentlichen
Stromversorgung unliebsame Kon-
kurrenz vom Halse zu halten. Dies sei
wettbewerbs- und kartellrechts-
widrig. j
Weitere Preisvergleiche unter
www.vea.de/mm17.html
MM Das IndustrieMagazin · 17/2002 61
WINFRIED SCHRÖDER
„Wir schätzen vor allem die fachliche
Beratung“, erklärt Wilhelm Heid-
schwager, zuständig für den Energie-
einkauf bei der Deutschen Post AG,
wenn man ihn auf den VEA an-
spricht. Die Post ist als großer Strom-
verbraucher schon seit vielen Jahren
Mitglied im Bundesverband der
Energie-Abnehmer e. V. in Hanno-
ver. Doch das ist natürlich noch nicht
alles. „Der VEA hilft uns, die Ener-
giekosten zu reduzieren, und wir er-
fahren Unterstützung in technischen
Fragen oder erhalten Beratung, auch
in Fragen des Gasbezugs oder im Be-
reich der Fernwärme“, so Heid-
schwager.
Der Bundesverband der Energie-Ab-
nehmer e.V. (VEA) ist der größte Zu-
sammenschluss von Energiekunden
aus mittelständischen Unternehmen
und öffentlichen Einrichtungen in
Deutschland. Sein Ziel ist mehr
Wirtschaftlichkeit durch konse-
quentes Senken der Energiekosten.
Weitere Ziele sind eine sachkundige
wie preiswerte Energieberatung so-
wie eine wirkungsvolle Interessen-
vertretung der Mitglieder. Dazu
Heidschwager: „Der VEA macht die
Preise am Markt transparent und
fördert dadurch den Wettbewerb.“
Gerade mit der Liberalisierung des
Strommarktes stieg der Bedarf an
kompetenter Beratung enorm. „In
den vergangenen Jahren“, so Heid-
schwager, „konnten wir die Energie-
kosten der Deutschen Post AG um
rund 25% senken. Bei einer durch-
schnittlichen Abnahme im Mittel-
spannungsbereich von etwa 300
GWh im Jahr und rund 7000 Ab-
nahmestellen im Niederspannungs-
bereich kommt da absolut betrach-
tet ein schöner Betrag zusammen.“
Besonders schätzt Heidschwager den
neuen Service des VEA – die Inter-
netplattform – über die der Strom-
einkauf in Form von Auktionen
schnell und effektiv, ohne ein Blatt
Papier anzufassen, durchgeführt
werden kann. „Die Nutzung dieses
neuen Mediums hat bei unserem
letzten Einkaufsverfahren zu gutem
Erfolg geführt. Die optimale Betreu-
ung seitens des VEA während des
gesamten Verfahrens war für uns da-
bei außerordentlich hilfreich.“ j
Außerdem sollen die Errichtung von
Blockheizkraftwerken und die
Markteinführung von Brennstoff-
zellen-Anlagen unterstützt werden.
Dazu werden den Betreibern be-
fristet Zuschüsse gewährt, die durch
einen bundesweiten Ausgleich von
allen Stromabnehmern finanziert
werden.
Das Gesetz gehört zu einem Bündel
von Maßnahmen, auf das sich die
Bundesregierung mit der deutschen
Wirtschaft geeinigt hatte. Durch die
Nutzung der Kraft-Wärme-Kopp-
lung soll danach der Kohlendioxid-
Post nutzt Serviceder VEA-MitgliedschaftInternetplattform hilft beim Stromkauf
Wilhelm Heidschwager,zuständig für den Energieeinkauf bei derDeutschen Post AG:„Der VEA macht diePreise am Markt trans-parent und fördertdadurch den Wettbe-werb.“
Bild: Heidschwager
Das Gesetz zur Förderung der Kraft-
Wärme-Kopplung (KWK), mit des-
sen Hilfe der Kohlendioxid-Ausstieg
in den nächsten Jahren stark verrin-
gert werden soll, hat den Bundesrat
passiert. Die Ländervertreter ver-
zichteten am 1. 3. 2002 auf die An-
rufung des Vermittlungsausschusses
bei dem nicht zustimmungspflichti-
gen Gesetz, so dass unter anderem
künftig bereits bestehende moderne
KWK-Anlagen zeitlich befristet und
degressiv gefördert werden. Alte
Fernwärmeanlagen sollen moderni-
siert werden.
KWK-Gesetz passiert BundesratCO2-Ausstoss um 20 Mio. t reduzieren
MANFRED PANITZ
Ausstoß im Jahre 2010 um minde-
stens 20 Mio. t im Vergleich zu 1998
gesenkt werden. Als Zwischenziel
wird bis zum Jahr 2005 eine Minde-
rung in einer Größenordnung von
10 Mio. t angestrebt.
Im Zuge der Vereinbarung mit der
Bundesregierung hatte sich die In-
dustrie selbst verpflichtet, bis zum
Jahr 2010 durch den Neubau indus-
trieller KWK-Anlangen 9 Mio. t
Kohlendioxid-Ausstoß zu vermei-
den. Dies soll durch ein Monitorium
überprüft werden. Gegebenenfalls
sollen 2004 weitere Maßnahmen
eingeleitet werden. Mit der Selbst-
Zusatzinformationen im Internet:
P VEA im Internet
www.maschinenmarkt.de
verpflichtung hatte die Industrie er-
reicht, dass die Regierung auf zu-
nächst geplante, weitergehende ge-
setzliche Regelungen verzichtete.
Der VEA hat das KWK-Gesetz abge-
lehnt. Die von der Industrie einge-
gangene Selbstverpflichtung setzt
nach Auffassung des Verbandes vor-
aus, dass auf gesetzliche Maßnah-
men verzichtet wird. Damit verstößt
das KWK-Gesetz gegen den Geist der
Selbstverpflichtung. Zum anderen
steht die Förderung der Kraft-Wär-
me-Kopplung auch nicht im Ein-
klang mit der gerade erst eingeführ-
ten Liberalisierung. Die Umlage der
Mehrkosten auf die Stromkunden
konterkariert das Ziel, endlich auch
in Deutschland wettbewerbsfähige
Strompreise zu erreichen. Sofern der
Staat die finanzielle Unterstützung
bestimmter Strom erzeugender An-
lagen für nötig hält, darf eine solche
Subventionierung nur aus öffent-
lichen Haushaltsmitteln erfolgen,
nicht aber über den Strompreis. j
62 MM Das IndustrieMagazin · 17/2002
Die Förderung der Kraft-Wärme-Kopp-lung steht nach Expertenmeinung nichtim Einklang mit der Liberalisierung desStrommarktes.
Bild
: Sie
men
s
MARKTSPIEGELPRODUKTE
MM Das IndustrieMagazin · 17/2002 XX
Horizontal-Automat für EPS-TeileFür Verpackungsteile aus expandiertemPolystyrol (EPS) wurde der Formteilauto-
mat HS 2200 konzipiert, der aufgrundder horizontalen Werkzeuglage die vor-handene Produktionsfläche besser nutztund damit eine Steigerung der Kavitäten-zahl ermöglicht. Die Maschine ist fürEPS-Teile mit Abmessungen bis 2100mm 3 1400 mm 3 600 mm ausgelegt.
Weitere Maschinenvorteile werden in der verkürz-ten Zykluszeit (60 s) und Werkzeugwechseldauer gesehen. c Hirsch Maschinenbau GmbH & Co. KG, Tel. (0 42 77) 22 11-0, www.hirsch-gruppe.com
Beistellmühle in ModulbauweiseBasis der Beistellmühle JM sind drei Grundmodel-
le, auf der die jeweilige Ausführung in Modulbauweiseaufgesetzt wird. Derzeit wird die Mühle als Modell JM32-20 und JM 42-20 gebaut. Beide Varianten sind mitverschleißfesten, geschraubten Mahlkammern ausgestat-
tet, haben eine kompakte Bauform, eine große Siebflä-che und sind leicht erweiterbar: zum Beispiel umeine Absauganlage. Die Aufnahmeleistung beider
Varianten beträgt im Durchschnitt 0,5 kW.c Tria GmbH, Tel. (0 21 54) 9 43 90, [email protected]
Vakuumgießen von LSR-PrototypenFunktionsprototypen aus den Silikon-Kunststoffen LSR und LISM können imVakuumgießverfahren hergestellt werden.Das druckgeregelte Verfahren ist daher ei-ne Alternative zum Spritzgießen, das zurVerarbeitung von 2-Komponenten-Silikoneine hochpolierte, teure und auf 120 bis 130 °C aufgeheizte Stahlform benötigt. Das Vakuumgießverfahren wurde so geändert, dass sich auch sehr zäh-flüssige thixothropische Werkstoffe wie Silikonkautschuk verarbei-ten lassen. Die Vorteile des Vakuumgießens bleiben erhalten. c HEK GmbH, Tel. (04 51) 5 30 04-0, www.mcp-group.de
Kleingerät zur TemperaturregelungZur Maschinenaufheizung bis 300 °C eignet sich das Kleingerät300 S, das neu konzipiert wurde. Es gehört zu einer Baureihe, dieauch Modelle für Wasser bis 90 °C (90 S), Druckwasser bis 140 °C(P 140 S) und Wärmeträgeröl bis 150 °C (150 S) umfasst. DasKleingerät ist für Wärmeträgeröl ausgelegt. Die Heizleistung be-trägt 6 kW, die Kühlleistung 70 kW. Die Pumpe mit Durchsatz bis55 l/min arbeitet bei einem Maximaldruck von 5 bar.c Regloplas AG (Schweiz),
Die Füllmaterial-Shredder Pacmaster undPacmate bieten Kartonagen-Recycling derganz besonderen Art: Sie shreddern ausge-diente Verpackungskartonagen in hochwer-tiges Polstermaterial. Die voluminösen Ras-termatten, die entstehen, sobald man die zu-geschnittenen Kartonbahnen in den Einlass
geschoben hat, gewährleisten einen sicheren Transport. Man spartalso nicht nur Entsorgungskosten für Kartonagen, sondern auchdas Geld für den Einkauf von Füllmaterialien. c Schleicher & Co. International AG, Tel. (0 75 44) 60-4 04, www.schleicher.de
Maschinenheber für Lasten bis 50 tDer Maschinenheber EJ500XR rundet das bestehende Lieferpro-gramm des Herstellers zwischen 3 und 25 t mit seinen 50 t Trag-last nach oben hin ab. Es handelt sich dabei um einen Maschinen-heber des Typs Eco-Jack XR mit integriertem Federrückzugssys-tem. Er wurde entwickelt, um den Anforderungen nach stärkerenHebegeräten mit höheren Traglasten Rechnung zu tragen.
Transportsystem verbindet Beförderungauf Luftkissen und RollenDas Rotating Air System RAS 5 ist einTransportsystem, das den Luftkissen-transport mit dem Rollentransport ver-knüpft. Das Einzelgerät besteht aus ei-nem Rahmen mit Gitterrosteinlage undsechs Lenkrollen. Im unteren Teil kannman ein Standardtransportluftkisseneinschieben. Ohne Luftversorgung hängt das Kissen frei unter dem Rahmen und die Last wird über die Rollen transportiert.c Georg Kramp GKS-Perfekt, Tel. (07 11) 51 09 81-0, www.gks-perfekt.com
Folienverpackungsmaschine arbeitet dreiseitig nach dem Formschulterprinzip
Die Verpackungsmaschine Beck-Multi-plex MP 240 ist mit einem wartungs-freien Vollmetall-Schweißwerkzeug aus-gestattet. Eine 15 µm dicke Copolymer-folie kann mit einer Leistung von 75 Tak-ten verarbeitet werden. Ermöglicht wirddies durch ein Antriebssystem in Servo-
technik. Die Maschine hat eine Siemens-Steuerung SPS S7. c Beck Packautomaten GmbH & Co., Tel. (0 70 22) 40 09-0, www.beck-packautomaten.de
MARKTSPIEGELPRODUKTE
MM Das IndustrieMagazin · 17/2002 XX
Lean-Konzept zur TeilereinigungZiel der Entwicklung einer Teilereini-gungsanlage war es, Kunden eine leis-tungsfähige, dennoch kostengünstige Lö-sung zu bieten. Heraus kam eine Baurei-he, die das Anlagenspektrum des Herstel-lers „nach unten“ abrundet. Eine bedarfs-gerechte Anpassung sei möglich, heißt es.Je nach Anwendung sind die einzelnenBauarten der Anlagenreihe für wässrige
Im Vergleich zur Chrom(VI)-haltigen Beschichtung wird mit derZinklamellenschicht Delta Protekt 100 ein zum Teil besserer Ober-flächenschutz erreicht. Das haben Tests gezeigt, bei denen sich die-ses Schichtsystem mit anschließender Versiegelung korrosionsbe-ständig bei hoher Temperatur- und mechanischer Belastung er-wies. Auch gegenüber Chrom(VI)-freien Schichten wird ein Spit-zenplatz belegt, wie der VDA-Ringversuch bestätigte. Eine Korro-sionsbeständigkeit von über 1000 h im Salzsprühtest ist erzielbar.
Einen erhöhten Rationalisierungs-grad verspricht das Durchlauf-Gleit-schleifen mit integrierter Schleifkör-per-Trennung. Dazu wurde die An-lage Rotomatic R 200/18 SI konzi-piert. Der als Spirale geformter Ar-beitsbehälter hat eine Prozessstreckevon 18 m Länge. Darin können Werk-stücke bis 150 mm Breite geschliffen, poliert und entgratet wer-den. DieBeschickung geschieht taktweise in die Außenspirale.c Rösler GmbH & Co. KG, Tel. (0 95 33) 9 24-0, www.roesler-surfacefinish.com
Bodenförderer zur PulverlackierungBei der Pulverlackieranlage Clean Coat istder Förderer direkt unterhalb der Werkstü-cke angebracht, ohne dass er störend bezüg-lich der Beschichtung wirkt. Auf diese Weiseist sichergestellt, dass keine Partikel vomFörderer oder Deckenschlitz auf das La-ckiergut fallen können. Laut Anlagenher-steller lässt sich damit der Ausschuss und
somit die Betriebskosten um bis zu 15% reduzieren. c Wurster Oberflächentechnik GmbH, Tel. (0 71 41) 70 07-0, www.wurster.net
MARKTSPIEGELPRODUKTE
MM Das IndustrieMagazin · 17/2002 XX
Drehmomente direkt messen
Mit einem Verfahren zum direkten Mes-sen des Drehmomentes ist es lautHersteller gelungen, einen Sensor zuPreisen anzubieten, wie es bis-her nicht möglich war. Der Sen-sor kann statische und dynamische Drehmomente vom Stillstand bis zu hohen Drehzahlen im Dauer-betrieb messen, heißt es. In die drehbare Welle werden magneti-sche Strukturen eingeprägt, deren Magnetfeld erfasst wird. Dreh-momente verändern dieses Magnetfeld. Die Elektronik liefert einproportionales, verstärktes Spannungssignal nach Höhe und Rich-tung des Drehmomentes.c Burster Präzisionsmesstechnik GmbH & Co. KG, Tel. (0 72 24) 6 45-45, www.burster.de
Einbaufertiges DrucksensorhybridDas Drucksensorhybrid AMS5001 besteht aus drei Teilsystemen;aus der Siliziumdruckmesszelle, aus dem Signalverarbeitungs-ASIC und einem Dickschichtsubstrat. Es misst, wie der Anbietermitteilt, den Differenzdruck zwischen einem Druck P1 gegenüberdem atmosphärischem Umgebungsdruck P2 und wandelt dasDrucksignal in ein proportionales elektrisches Signal um. DerSensor ist einbaufertig und wird mit einem 0,5- bis 4,5V- oder1,0- bis 4,0V-Spannungsausgang geliefert. c Amsys GmbH & Co.KG, Tel. (0 61 31) 46 98 75, www.amsys.de
Strömungssensor für kleine RohreDer Strömungssensor SS20.10 ist für die Massenstrom-Messungvon Luft und Gasen in kleinen Rohren ab 25 mm geeignet. Derkleinste Messbereich in einem 10-Rohr reicht dabei von 0,3 bis30 m3/h. Der Sensor verfügt laut Hersteller über einen stabilenKammerkopf, dessen Aerodynamik für geringe Druckverluste un-ter 6 hPa sorgt. Mit einer Messbereichsdynamik von 1 : 100 bieteter genügend Reserve für die meisten industriellen Anwendungen. c Schmidt Feintechnik GmbH, Tel. (0 77 24) 89 90, www.schmidt-feintechnik.de
Digitaler Drucktransmitter mit 0,1% Messunsicherheit
Die Digitaltransmitter der SerieDTE1000 bieten laut Herstellerdie Möglichkeit mit einer Mess-unsicherheit von 0,1% desMessbereichsendwertes Druckzu messen. Die Transmitter sind
in vollverschweißten und kompakten Edelstahlgehäusen unterge-bracht. Messwertabfrage und Steuerung der Funktionen erfolgenmit dem Modbus-Protokolls über eine RS485-Schnittstelle.c Sensortechnics GmbH, Tel. (0 89) 8 00 83-0, www.sensortechnics.com
76 MM Das IndustrieMagazin · 17/2002
MESSEN · KONGRESSE · SEMINARE
SERVICETERMINE
Ausführliche Informationen unter:www.maschinenmarkt.de — Veranstaltungen — TermineUm einen Termin vorzuschlagen, schicken Sie die Detailsbitte an [email protected]
Seminar: Der Techniker in der Kundenberatung: Was machen, wenn der Kunde kein Techniker ist?
Seminar: OTS-Systeme in der Robotik, Roboter ohne trennende Schutz-systeme
Seminar: Qualifizieren und Validieren von Maschinen und Anlagen in der Pharmaindustrie
104 MM Das IndustrieMagazin · 17/2002
KONTAKT & STUDIUM
Schneller EinstiegVon P. Gümpel und anderen. Renningen, Expert Verlag,2001, 264 Seiten, ISBN 3-8169-1735-6, 45,50 Euro
Rostfreie Stähle sind seit etwa 70 Jahrenaus der industriellen Anwendung in na-hezu allen Bereichen des Maschinenbausnicht mehr wegzudenken. So vielfältig dieEinsatzmöglichkeiten sind, so sorgfältigmüssen auch Konstrukteure und Anwen-der die spezifischen Eigenschaften hin-sichtlich Be- und Verarbeitung sowieEinsatzgrenzen berücksichtigen.
Der Autor hat sein Ziel erreicht „Grundwissen, Konstruk-tions- und Verarbeitungshinweise“ schnell zu vermitteln.Durch zahlreiche Tabellen, Grafiken und Bilder gelingt eine an-schauliche und übersichtliche Darstellung des umfangreichenStoffes, die nur unwesentlich durch nicht ganz ausgemerzteTippfehler an flüssigem Stil verliert. Sorgsam zur Vertiefungausgewählte Literaturzitate ergänzen den komplexen Stoff.
Nicht zuletzt wegen des übersichtlich strukturierten Auf-baus, wie in der vorhergehenden Auflage mit einem Schwer-punkt in der Korrosionsthematik, eignet es sich in besondererWeise auch als Nachschlagewerk. Daher kann dieses Buch al-len Anwendern, aber auch fortgeschrittenen Studenten zurLektüre bestens empfohlen werden. Peter Wilk
PERSONAL UND ORGANISATION
Informativer RatgeberVon H.-J. Bauschke u. J. Kurr. Heidelberg: Sauer Verlag,2002. 131 Seiten, ISBN 3-7938-7271-8, 15,00 Euro
Seit dem 1. Januar ist das neue Teilzeit-und Befristungsgesetz (TzBfG) in Kraft.Dieses Gesetz ordnet die Rechtsfragen umTeilzeitarbeit und befristete Arbeitsver-hältnisse teilweise neu; für die Praxis hatdiese Neuregelung erheblich an Bedeu-tung gewonnen.
Das vorliegende Buch informiert überdie gesetzliche Neuregelung, um den Be-
schäftigten und den Personalverantwortlichen den Umgangmit diesen modernen Beschäftigungsformen in der betrieb-lichen Praxis zu erleichtern. Es gibt praxisnahe Anregungenund zeigt problematische Bereiche auf. Neben einer Analysezur Rechtslage werden denkbare Brennpunkte benannt, diemöglicherweise dazu dienen können, gerichtliche Ausein-andersetzungen zu vermeiden. Die beigefügten Schaubilder,Übersichten und Checklisten erleichtern den Personalleiterndie Handhabung mit diesem neuen Gesetz.
Das vorliegende Buch ist gut strukturiert und auch für denNicht-Juristen verständlich geschrieben. Es stellt ein brauch-bares Arbeitsmittel für die Praxis dar. Marie-Therese Herbers
SERVICE BÜCHER
Redaktion:Redaktionsanschrift: Max-Planck-Str. 7/9, 97064 Würzburg, Tel. (09 31) 4 18-23 40, Fax (09 31) 4 18-27 70, Die Fachgebiete in der Redaktion finden Sie im Internet unter:www.maschinenmarkt.de – Impressum – Redaktion. Bitte Presseinfos nur einmal sendenChefredakteur: Ken Fouhy (kf), Tel. -22 03, [email protected]. Chefredakteur: Bernhard Kuttkat (bk), Tel. -24 15Redakteure: Udo Schnell (us), Tel. -24 72 (Chef vom Dienst), Ulrike Gloger (ug), -Tel. 20 61, Ursula Hofmann (uh), Tel. -22 14, Josef Kraus (jk), Tel. -22 72, Rüdiger Kroh (rk), Tel. -25 62,Dietmar Kuhn (dk), Tel. -24 49, Silke Laux (sl), Tel. -2120, Bernd Maienschein (bm), Tel. -21 95,Reinhold Schäfer (rs), Tel. -20 36, Jürgen Schreier (js), Tel. 22 76, -Winfried Schröder (ws), Tel. -23 83, Claus-Martin Stotz (cs), Tel. -22 25, Rolf Tillert (rt), Tel. -25 64Redaktionsassistenz: Claudia Krampert, Tel. -20 84, Gabriele Hain, Tel. -23 76, MargitWegner, Tel. -24 85, Heidemarie Weidner, Tel. -23 40Konzeption und Design: Manfred BayerleinLayout: Manfred Bayerlein (Ltg.), Dieter Dehn, Bruno Feser, Michael Scheidler, Manfred WernerProduktion: Karin GrimmVerantwortlich für VEA-Mitteilungen: RA Manfred Panitz und Dr. Ing. Volker Stuke, VEA. Zeißstr. 72, 30519 Hannover, Tel. (05 11) 9 84 80, Fax (05 11) 98 48-2 88. MM, das IndustrieMagazin ist Organ des Bundesverbandes der Energie-Abnehmer e.V. VEA-Mitglieder erhalten den MM im Rahmen der Mitgliedschaft.Korrespondenten: Günther Adam (ga), Bruchsal, Tel. (0 72 51) 21 34, Helmut Altner (ha), Paris, Tel. (0 03 31) 39 16 62 32, Hermann Bohle (hb), Brüssel, Tel. (0 03 22) 5 14 07 75, Dr. HansDieball (hd), Neuss, Tel. (0 21 31) 3 94 77, Lothar Handge (lh), Velbert, Tel. (0 20 53) 8 35 89,Manik Mehta , New York, Tel. (2 01) 8 65 25 45, Katja Rosenbohm (kr), Berlin, Tel. (0 30)24 72 36 38, F. Paul Schwakenberg (fs), Bonn, Tel. (0 22 23) 2 38 20, Martin Stübs (ms), Mün-chen, Tel.(0 89) 34 02 99 74.
Verlag:Anschrift: Vogel Industriemedien GmbH & Co. KG, Max-Planck-Straße 7/9, 97064 Würzburg, Tel. (09 31) 4 18-0, Fax (09 31) 4 18-20 22, www.maschinenmarkt.de.Verlagsleiter: Ernst A. Hestermann, -25 44, Fax -20 22,[email protected]: Sigrid Sieber, -25 12, Fax -20 22, [email protected]: Michael Hepf, -24 40, Fax -26 11, [email protected]. für den Anzeigenteil: Barbara Schüll, -22 63, Fax -20 22,[email protected] – Z.Z. gilt Anzeigenpreisliste 063MM-Börse: Harald Bode, -23 68, Fax -26 66, [email protected] und Leserservice: DataM-Services GmbH, Fichtestr. 9, 97074 Würzburg, Martina Grimm, Tel. (09 31) 41 70-4 73, Fax (09 31) 41 70-4 94, [email protected], www.datam-services.de.Abonnentenservice: DataM-Services GmbH, 97103 Würzburg, Tel. (09 31) 41 70-4 62, Fax (09 31) 41 70-4 97.Erscheinungsweise: Wöchentlich montags. Angeschlossen der Informationsgemeinschaft zurFeststellung der Verbreitung von Werbeträgern – Sicherung der AuflagenwahrheitVerbreitete Auflage: 56 669 (Durchschnitt IVW II/2001)Bezugspreis: Einzelheft 4,50 e, Abonnement Inland jährlich 195 e, Abonnement Ausland jährlich 249,60 e + (EG-Staaten ggf. 7% Umsatzsteuer). Alle Abonnementpreise verstehen sich einschließlich Versandkosten.Bezugsmöglichkeiten: Bestellungen nehmen der Verlag und alle Buchhandlungen im In- und Ausland entgegen. Abbestellungen von Voll-Abonnements sind jederzeit möglich. Solltedie Fachzeitschrift aus Gründen, die nicht vom Verlag zu vertreten sind, nicht geliefert werdenkönnen, besteht kein Anspruch auf Nachlieferung oder Erstattung vorausbezahlter Bezugsgelder.Bankverbindungen: Dresdner Bank AG, Würzburg (BLZ 790 800 52) 314 889 000; HypoVereinsbank, Würzburg (BLZ 790 200 76) 2 506 173; Sparkasse Mainfranken, Würzburg (BLZ (790 500 00) 44 446; Postgirokonto, Nürnberg (BLZ 760 100 85) 99 91-8 53. Herstellung: R. KrauthDruck: Vogel Druck und Medienservice, 97204 HöchbergErfüllungsort und Gerichtsstand: WürzburgUnverlangte Manuskripte werden nur zurückgesandt, wenn Rückporto beiliegt. Fotokopieren veröffentlichter Beiträge ist gestattet zu innerbetrieblichen Zwecken, wenn aufjedes Blatt eine Wertmarke der Verwertungsgesellschaft Wort, Abt. Wissenschaft, in 80336 Mün-chen 2, Goethestraße 49, nach dem jeweils geltenden Tarif aufgeklebt wird.
Anzeigenverkauf:Auskunft über den Anzeigenverkauf gibt:für Deutschland: Frau Renate Wenzel, Tel. -23 39, Fax: -28 57, [email protected]: Frau Nicole Wild, Tel. -20 39, Fax: -20 22, [email protected]
SERVICE IMPRESSUMISSN 0341-5775
SERVICEVORSCHAU
Schicken Sie mir kostenfrei die nächsten 4 Ausgaben von MM,das IndustrieMagazin. Wenn ich mich innerhalb von 10 Ta-gen nach Erhalt der dritten Ausgabe nicht melde, werde ichAbonnent und bekomme 52 Ausgaben MM, das Industrie-Magazin zum günstigen Vorzugspreis von 15,60 € monat-lich. Das heißt: 18% Ersparnis im Vergleich zum Einzelbezug.Das Abonnement kann jederzeit gekündigt werden.
Garantie: Diese Vereinbarung kann ich innerhalb von 14 Ta-gen widerrufen. Zur Wahrung der Frist genügt die rechtzeitigeAbsendung des Widerrufs an: MM IndustrieMagazin, Abon-nenten-Service, 97103 Würzburg.
Datum/Unterschrift
Name Vorname
Firma Funktion
Straße
PLZ Ort
Telefon Telefax
E-Mail
Datum Unterschrift MM 17-2002
Wissen auf Probe. Kostenfrei. Für vier Wochen.Faxorder (09 31) 418-2022Ja, ich möchte MM, das IndustrieMagazin testen!
MM 18 erscheint am 29. 4. 2002 mit folgenden Themen:
Verantwortlich für Leitartikel: Ken Fouhy; Aktuelles: Ken Fouhy, Ulrike Gloger, Ursula Hofmann,Josef Kraus, Rüdiger Kroh, Dietmar Kuhn, Bernd Maienschein, Reinhold Schäfer, Udo Schnell, Jür-gen Schreier, Rolf Tillert; Kunststofftechnik, Werkzeuge, Oberflächentechnik: Josef Kraus; Elektri-sche Ausrüstung: Reinhold Schäfer; Logistik: Rolf Tillert; Sensortechnik: Udo Schnell; IT-Business:Ulrike Gloger; VEA-Mitteilungen: Winfried Schröder; Marktspiegel: Josef Kraus, Reinhold Schäfer,Udo Schnell, Rolf Tillert; Termine: Claudia Krampert; Firmenschriften: Gabriele Hain; Bücher:Margit Wegner; Schlussredaktion: Udo Schnell; alle Max-Planck-Straße 7/9, 97082 Würzburg.
BusauswahlWelcher Bus eignet sich für Anwen-
dungen im Maschinenbau amBesten? Unternehmer Martin Jet-ter ist sich sicher: „Ethernet und
die Web-Technologien werden einezentrale Rolle spielen.”
GussteilgestaltungFür das Gießen sprechen eine kraft-flussgerechte Gestaltung und günsti-
ge Materialeigenschaften.Aus diesem Grunde hatman sich beim Bau von
Windenergiekomponentenfür den Guß entschieden.
Themen:P UMFORMTECHNIK
P VERBINDUNGSTECHNIK
P UMWELTTECHNIK
P AUTOMATISIERUNG
P FLUIDTECHNIK
P GUSSTEILGESTALTUNG
P IT-BUSINESS
P MANAGEMENT
UmformtechnikMMS Maschinen-Ma-nagement-Systeme fas-sen alle wichtigen Steu-er- und Kontrollsystemeim Umfeld der Produk-tionsmaschine oder -an-lage zusammen.
106 MM Das IndustrieMagazin · 17/2002
Wie Destatis, das StatistischeBundesamt, mitteilt, erzeugtendie deutschen Stahlrohrher-
steller im Jahr 2001 3,49 Mio. t Stahlrohre.Das waren 11,5% mehr als im Jahr 2000.
Nach vorläufigen Ergebnissen desStatistischen Bundesamtes ha-ben 2001 rund 609200 Jugend-
liche (–2,2%) einen neuen Ausbildungs-vertrag im Rahmen des dualen Systems derBerufsausbildung abgeschlossen.
Bautenfarben und Bautenlackestellen mit gut 60% das mengen-mäßig größte Segment der Lack-
produktion in Deutschland dar, so das deut-sche Lackinstitut.
Wie der Fachverband Kunst-stoff- und Gummimaschinenim VDMA berichtet, war 2001 im
Gegensatz zum Vorjahr kein neues Rekord-jahr für deutsche Auslandslieferungen derBranche. Die Exporte gingen um 7% aufrund 2,7 Mrd. Euro zurück.
TRENDS
INDUSTRIE BAROMETER
Die Computerbranche stöhnt und spart –doch die Kölner Bull GmbH setzt auf Expansion: um 30% hat die deutscheTochter des französischen Informatikhausesin 2001 seine Vertriebs- und Beratungs-kapazitäten ausgeweitet. Damit wird eineFlächen deckende Verfügbarkeit gewähr-leistet; gleichzeitig stellt Bull sicher, dassEndkunden und Partner stets eine direktenDraht zu den Infrastruktur-Spezialisten desUnternehmens haben.Michael Gerhards, in der Bull-Geschäfts-leitung zuständig für Infra-structure and
Systems: „Wir begnügenuns eben nicht damit,Kundennähe zubeschwören. Wirrealisieren sie lieber“.Ein Trend, der stabilsi-
iert werden soll. Gewähr-leistet wird dies durch eine
erheblich stärkereFokussierung auf
die Zielmärkte.
Nebenjobs: In Deutschland selten
Anwendung von CRM-Software
Zahl der Überstunden leicht gesunken
Monatlicher Beschäftigungsverlauf
Que
lle: B
ull
Gegenüber dem Jahr2000 ist das Überstun-denvolumen im ver-gangenen Jahr um 50 Millionen Stundenzurückgegangen.
Weitere Informationen:www.arbeitsamt.de
Zur Entwicklung der bezahlten Überstunden
MM
-Gra
fik
MM
DK S P NL A UK GR F D E I
10,98,8
6,2 5,9 5,54,3
3,6 3,52,4
1,81,4
MM-GrafikMM
39 200
38 800
38 400
38 000J F M A M J J A S O N D
Januar 2000 – Dezember 2000Januar 2001 – Dezember 2001
38.028
38.988
38.891
38.337
Erwerbstätigkeit zusätzlich zur Hauptbeschäftigung
Neue Ziele, Märkte und Erfolge
In den skandinavi-schen Ländern ist einNebenjob selbstver-ständlicher als inDeutschland, Spanienoder Italien. Das Nord-Süd-Gefälle lässtRückschlüsse auf dieLebenshaltungskostenzu.
Weitere Informationen:www.iwkoeln.de
Quelle: Institut der deutschen Wirtschaft Köln
So viel Prozent allerErwerbstätigen hatten imJahr 2000 einen Nebenjob
Erwerbstätige in Deutschland (tausende) Die saisonalenSchwankungen imZwei-Jahres-Vergleichunterscheiden sich nur geringfügig. ImOktober erreicht dieBeschäftigtenzahl ihrenHöhepunkt.
Weitere Informationen:www.iwkoeln.de
Quelle: Statistisches Bundesamt
MM-GrafikMM
500 10 20 30 40Umsatzanteil in Prozent
WerbungEDV-Dienste
FahrzeugvermietungSpedition
techn. Beratung u. Planung
ArchitektenMaschinenvermietung
Abfall- u. Abwasserentsorgung
Steuerberatung u. Wi.prüfung
Unternehmensberatung
Quelle: ZEW; Creditreform
15001991 1993 1995 1997 1999 2001
2000
1900
1800
1700
1600
Beza
hlte
Übe
rstu
nden
(Mio
. Stu
nden
)
MM -GrafikMM
Quelle: IAB (Bereich VI/2)
Umsatz durch Customer Relationship Management bei unternehmensnahen Dienstleistern
Vorreiter beim EinsatzsoftwaregestützterManagementsystemesind Unternehmen aus den BranchenWerbung, EDV-Dienstleister und Beratung .