Fachhochschule Hof Mai 2004 Prof. Dr. Herbert Peiffer SS 2004 Einführung in die Kunststofftechnik Kompendium zur Vorlesung „Kunststofftechnik“ für: WIng, WOT Nur für den persönlichen Gebrauch
Transcript
Fachhochschule Hof Mai 2004Prof. Dr. Herbert Peiffer SS 2004
Einführung in die Kunststofftechnik
Kompendium zur Vorlesung „Kunststofftechnik“ für:
WIng, WOT
Nur für den persönlichen Gebrauch
2
Inhaltsverzeichnis
1. Einführung in die Kunststofftechnik1.1 Überblick1.2. Eigenschaften der Kunststoffe, kurz gefasst
2. Aufbau und Synthese von Kunststoffen2.1 Molekularer Aufbau von Kunststoffen2.2 Synthesereaktionen von Kunststoffen2.2.1 Die Polymerisation2.2.1.1 Sonderformen der Polymerisation2.2.1.1.1 Die stereospezifische Polymerisation2.2.1.1.2 Die Co- und die Pfropfpolymerisation2.2.1.1.3 Polymerblends2.2.2 Die Polykondensation2.2.3 Die Polyadditionn
3. Überblick über wichtige Technologien
4. Die Extrusion4.1 Allgemeines über die Extrusion von Kunststoffen4.2 Die Klassifizierung von Extrudern4.3 Schneckenkennlinie (Schneckencharakteristik, Extruderkennlinie)4.4 Zonenweise Behandlung der Plastifizierextruder
5.
6.
7. Literatur
3
1. Einführung in die Kunststofftechnik1.1 Überblick
In der Vorlesung Kunststofftechnik werden die wesentlichsten, am Markt vorhandenen
Technologien besprochen. Die Kunststofftechnik umfasst generell die in der Tabelle
Gegenüber anderen Werkstoffe (Eisenmetalle, Nichteisenmetalle) haben Kunststoffe
hervorstechende Eigenschaften. Diese „besonderen“ Eigenschaften bestimmen
hauptsächlich ihr Einsatzgebiet.
9
• Kunststoffe sind leicht
Kunststoffe sind deutlich leichter als Metalle. Ihre Dichten liegen zwischen 0,8kg/dm3
(Polymethylpenten) und 2,2kg/dm3 (Polytetrafluorethylen). Dieser Eigenschaft verdanken
sie vielen Anwendungen im Fahrzeugbau, in der Verpackung (PET-Flaschen) und als
Leichtbauwerkstoffe in der Flugzeugindustrie.
• Kunststoffe sind flexibel
Der Elastizitätsmodul (= E-Modul) und die mechanischen Festigkeiten sind sehr weit
gespreizt (vgl. Bild 1.7). Sie reichen von denjenigen eines weichen Kautschuks bis zu
Metalle
Kautschuk
Faser
Elastizitätsmodul N/mm2
Zug
fest
igke
it
N/m
m2
10 10 10 10 10 1 2 3 4 5
Thermoplastische Polymere
Bild 1.7 Zugfestigkeits- und Elastizitätsmodulbereiche gummielastischer bisstahlelastischer Werkstoffe
denjenigen von Metallen. Die Flexibilität in den Eigenschaften von Kunststoffen wird von
keiner anderen Werkstoffgruppe auch nur annähernd erreicht.
• Kunststoffe haben niedrige Verarbeitungstemperaturen
Die Verarbeitungstemperaturen erstrecken sich von Raumtemperatur bis zu etwa 300°C.
Hierdurch können relativ einfache und damit billige Fertigungsmethoden angewendet
werden (z.B. Spritzgießen, Thermoformen, Extrudieren). Des Weiteren erlauben die
niedrigen Verarbeitungstemperaturen die Einarbeitung einer Vielzahl von teils
wärmeempfindlichen Füllstoffen, wie Farbpigmente, Fasern, Treibmitteln,
Verarbeitungshilfen, Stabilisatoren, etc.
10
• Kunststoffe haben niedrige Leitfähigkeiten
Zu nennen sind hier die Wärmeleitfähigkeit � und der elektrische Durchgangswiderstand
R. Die Wärmeleitfähigkeit von Kunststoffen � liegt im Bereich von 0,1 bis 0,8 W/mK und
ist damit um drei Größenordnungen kleiner als diejenigen von Metallen (�Stahl =
50W/mK).
Kunststoffe gehören damit zu den wichtigsten thermischen Isolationswerkstoffen (z.B. PS-,
PUR-Schäume). Zusammen mit in ihnen enthaltenes Vakuum stellen sie die besten
bekannten Isolationswerkstoffe dar (= Vacuum Isolated Pannel, VIP). Anwendungen
finden sich vor allem im Baubereich, aber auch im Haushalt oder bei Kraftfahrzeugen.
Der elektrische Durchgangswiderstand R liegt bei homogenen Kunststoffen zwischen 1010
und 1018 �FP��(U�LVW�GDPLW�DOVR�PHKU�DOV����*U|�HQRUGQXQJHQ�K|KHU�DOV�EHL�GHQschlechtest leitenden Metallen (Konstantan). Kunststoffe werden daher speziell für die
Isolierung von elektrischen Leitungen und Kabeln genutzt (PVC, ABS, PET).
• Kunststoffe haben eine hohe chemische Beständigkeit
Das Wort Korrosion ist bei Kunststoffen so gut wie unbekannt. Kunststoffe sind nahezu
gegen alle Säuren beständig. Dies unterstützt ihren Einsatz bei Haus- und Elektrogeräten,
sowie bei Spielzeugen sehr. Andererseits können Kunststoffe in organischen
Lösungsmitteln (wie z.B. n-Heptan, Dichloressigsäure, THF, 1,3-Dioxolan) gelöst werden.
Wichtig ist in diesem Zusammenhang jedoch, dass die Lösungsmittel spezifisch wirken
und nicht von vornherein gesagt werden kann, ob der vorliegende Kunststoff von dem
vorliegenden Lösemittel gelöst werden kann (auch der Chemiker muss hier probieren,
welches Lösungsmittel geht und welches nicht).
• Kunststoffe lassen sich hervorragend recyclieren
Kunststoffe gelten als umweltfreundliche Material, da sie zu ihrer Herstellung und ihrer
Verarbeitung nur wenig Energie benötigen. Kunststoffabfälle können heutzutage
wiederverwertet werden, sei es als sogenanntes Eigenrecyclat oder als Reclyclat, welches
down-recycled wurde. Daneben sind die meisten Kunststoffe sehr gut brennbar, womit sie
als Energielieferer gelten.
11
Kunststoffe haben ein ungewöhnlich breites und variables
Eigenschaftsspektrum und lassen sich vor allem recyclieren. Sie sind
daher als umweltneutral (umweltfreundlich) einzustufen.
2. Aufbau und Synthese von Kunststoffen2.1 Molekularer Aufbau von Kunststoffen
• Kunststoffe sind aus organischen Verbindungen aufgebaut. Organische Verbindungen
sind solche Verbindungen, die Kohlenstoff enthalten, bzw. aus Kohlenstoffatomen und
weiteren, anderen Atomen aufgebaut sind.
• Das kennzeichnende Merkmal von Kunststoffen ist, dass sie aus Makromolekülen
bestehen. Dies unterscheidet sie damit grundsätzlich von den meisten anderen
Werkstoffen, die aus einzelnen Molekülen aufgebaut sind. Ein Makromolekül kann
man sich relativ einfach als eine lange Kette vorstellen, die aus einer Vielzahl von
Wiederholungseinheiten besteht. Eine solche Kette ist in Bild 2.1 als Stäbchenmolekül
dargestellt.
Bild 2.1 Der Aufbau eines Ketten- oder eines Makromoleküls
12
• Die Länge einer solchen Kette besteht aus mehreren Hundert bis mehreren Tausend
solcher Wiederholungseinheiten. Die Anzahl der Wiederholungseinheiten wird auch
mit mittlerem Polymerisationsgrad n bezeichnet. Auf Grund des Mechanismus der
Kettenbildung sind nicht alle Ketten gleichlang, so dass man einen Mittelwert für den
Polymerisationsgrad angibt.
• Die Wiederholungseinheiten bestehen aus den sogenannten Monomeren und den
Bindungen zwischen den Monomeren.
• Die Bindungen zwischen den Monomermolekülen sind in der Regel kovalente
Bindungen (auch homöopolare Bindung oder Elektronenpaarbindung genannt). Bei
dieser Bindungsart werden die Lücken in der äußeren Schale des jeweiligen Atoms
durch die sogenannten freien Valenzen (das sind die fehlenden Elektronen in der
äußeren Schale) aufgefüllt. Beim Kohlenstoff z.B. fehlen auf der äußeren Schale 4
dieser Elektronen. Der Kohlenstoff versucht nun diese Lücken in seiner äußeren Schale
dadurch aufzufüllen, indem er sich Elektronen von anderen Atomen leiht.
• Das Kohlenstoffatom lagert sich daher mit anderen Atomen zusammen, teilt sich mit
ihnen die Elektronen und gelangt so quasi zur Edelgaskonfiguration. Da Kohlenstoff 4
dieser freien Valenzen aufweist, spricht man auch von einem 4-wertigen Atom.
• In Bild 2.2 sind Beispiele für mögliche Anordnungen der Valenzen beim
Kohlenstoffatom
Bild 2.2 Zur Valenztheorie von Kohlenstoffatomen
dargestellt. Zu unterscheiden ist hier generell zwischen Einfach- und
Mehrfachbindung, die das Kohlenstoffatom eingehen kann.
• Ketten- oder Makromoleküle entstehen z.B. durch die Verbindung oder die
Aneinanderlagerung solcher freien Valenzelektronen mit anderen Kohlenstoffatomen,
wie in Bild 2.3 dargestellt ist.
13
Bild 2.3 Zur Entstehung von Ketten- oder Makromolekülen
• Die noch freien Valenzen werden durch andere Atome abgesättigt. Andere Atome
können z.B. Wasserstoff H, Sauerstoff O, Fluor F, Chlor Cl oder Stickstoff N sein, um
einige gängige Atome zu nennen.
• Im einfachsten Fall sind die noch fehlenden Atome Wasserstoff H. Bei der Anlagerung
von Wasserstoff an das Kohlenstoffatom entsteht Polyethylen, als den am einfachsten
aufgebauten Kunststoff (vgl. Bild 2.4). Die Kurzform für den Aufbau der Kette aus
Ethyleneinheiten ist im rechten Teil des Bildes dargestellt. Diese Form bezeichnet man
auch als Strukturformel, die in der Klammer die Monomereinheit (das Ethylen)
enthält. Die Zahl n bedeutet, dass es sich um ein Makromolekül mit dem
Polymerisationsgrad n handelt.
C
H
H
H
H
H
H
H
H
H
H
H
H
C CC C CH
H
H
H
C C
Bild 2.4 Zur Entstehung von Polyethylen
• Die wichtigste Größe zur Charakterisierung einer Kette ist das Molekulargewicht Mw
(auch Molmasse genannt). Das Molekulargewicht Mw ist definiert als das Produkt aus
Molmasse für das Monomer und dem mittleren Polymerisationsgrad n.
Mw = M * n 1.1
Die Fähigkeit des Kohlenstoffs, Kettenmoleküle zu bilden, liefert die
Grundlage für die meisten Polymere.
Der Polymerisationsgrad n und das Molekulargewicht Mw geben
Aufschluss über die Kettenlänge.
14
2.2 Synthesereaktionen von Kunststoffen
Es gibt im Wesentlichen drei Aufbaureaktionen von Kunststoffen, die technische
Bedeutung gewonnen haben. Es sind dies
• die Polymerisation
• die Polykondensation und
• die Polyaddition.
2.2.1 Die Polymerisation
Die Polymerisation hat die größte technische Bedeutung erlangt. Durch die Polymerisation
werden von der Molekülstruktur her vergleichsweise einfache Kunststoffe erhalten. Die
Polymerisation betrifft daher vornehmlich Massenkunststoffe, aber auch einige technische
Kunststoffe werden durch die Polymerisation hergestellt.
• Unter Polymerisation versteht man chemisch gesehen die Aneinanderreihung der
Monomeren bzw. den Wiederholungseinheiten, ohne das dabei ein Nebenprodukt
abgespalten wird. Die Monomere bleiben dabei für sich erhalten.
• Eine wesentliche Voraussetzung für den Start der Polymerisation ist das
Vorhandensein von Doppel- oder Dreifachbindungen zwischen zwei C-Atomen.
Moleküle mit Doppel- oder Dreifachbindungen werden als ungesättigt bezeichnet.
Dies bringt zum Ausdruck, dass die Moleküle sehr reaktiv sind und zur Absättigung
weitere Reaktionen eingehen können.
• Das einfachste Beispiel für ein ungesättigtes Molekül ist das Ethylen (chemisch auch
Ethen genannt). Das Ethylen besteht nur aus C- und H- Atomen.
• Wie entsteht nun aus dem Ethylen (oder Ethen) das Polyethylen, d.h., wie hat man sich
die Polymerisation vorzustellen?
• Dazu wollen wir uns zunächst die allgemeine chemische Bruttoreaktion anschauen, die
für die Polymerisation von Monomeren zum Polymeren (= Polymerisat) gilt (vgl. Bild
2.5). Die Polymerisationsreaktionen sind alle exotherm, besitzen eine
15
Reaktionsenthalpie ∆H zwischen 40 und 100kJ/mol Monomer und sind mit einer
Verringerung der Entropie verbunden.
R
Monomer Polymer (Polymerisat)
RH∆−
Bild 2.5 Die chemische Bruttoreaktion einer Polymerisation
• Erläuterungen zu obiger Formel. „R“ steht allgemein für „Rest“.
• Das Ergebnis der Polymerisation ist ein Polymerisat. Bei der Polymerisation wird
unterschieden in Masse-, Lösungsmittel- und in Emulsionspolymerisation. Die meisten
Stoff lassen sich nach allen drei Verfahren herstellen.
• Bei der Massepolymerisation enthält das Reaktionsvolumen außer dem Monomeren,
dem Initiator und dem Katalysator keine weitere Stoffe. Der Aggregatzustand des
Monomeren ist meist gasförmig, z.B. gasförmiges Ethylen. Mit dieser
Polymerisationsart werden die reinsten Polymerisate hergestellt.
• Bei der Lösungsmittel- und bei der Emulsionspolymerisation sind die Monomeren
entweder in einem Lösungsmittel gelöst oder in einem Emulgator dispers verteilt. Nach
der Polymerisation müssen das Lösemittel und der Emulgator vom Polymeren getrennt
werden.
• Die einfachsten Verbindungen mit C-C-Doppelbindungen sind die sogenannten
Vinylverbindungen, wobei der Vinylrest durch die chemische Formel CH2 = CH-
gekennzeichnet ist. Bekannte Beispiele hierfür sind das Polyvinylchlorid oder das
Polyvinylfluorid.
Bei der Polymerisation wächst die durch ein Radikal gestartete
Polymerkette durch Anlagerung einzelner Monomermoleküle in einer
Kettenwachstumsreaktion.
16
2.2.1.1 Sonderformen der Polymerisation
Im Rahmen der Vorlesung wollen wir kurz auf drei verschiedene, aber technisch und
wirtschaftliche bedeutsame Sonderformen der Polymerisation eingehen. Es sind dies
• die stereospezifische Polymerisation,
• die Copolymerisation und
• die Pfropfpolymerisation.
2.2.1.1.1 Die stereospezifische Polymerisation
Die stereospezifische Polymerisation wollen wir am Beispiel von Polypropylen erläutern.
Bei der Verwendung bestimmter Katalysatoren (z.B. die Ziegler-Natta-Katalysatoren, die
ein Metallatom enthalten) ist man in der Lage , die CH3-Gruppe (die Methylseitengruppe)
in Bezug auf das C-C Gerüst sterisch (räumlich) verschieden anzuordnen.
• Isotaktisches Polypropylen (IPP): Hierbei ragen die Methylseitengruppen (die CH3-
Gruppen) von der Kohlenstoff-Hauptkette räumlich geordnet in gleicher Richtung
heraus (Bild 2.6).
C C C
H H H
H H H
CH3 CH3 CH3
H H H
R C C C
n-1
Bild 2.6 Isotaktisches Polypropylen (IPP)
Auf Grund des regelmäßigen Aufbaus des Makromoleküls ist isotaktisches PP in
hohem Maße zur Kristallisation befähigt. Es gehört damit zu den teilkristallinen
Thermoplasten. Die Kristallinität oder der kristalline Anteil von IPP beträgt etwa X =
65% (X = mkristallin/mgesamt) und der Kristallschmelzpunkt beträgt etwa TK = 164 °C.
Der restliche Anteil des Polymeren ist amorph. Die Kristallitschmelzpunktstemperatur
wird industriell mittels DSC gemessen. Nicht nur wegen seiner guten mechanischen
und optischen Eigenschaften stellt IPP den größten Anteil in der Wirtschaft dar.
17
• Syndiotaktisches Polypropylen (SPP): Hierbei zweigen die Methylseitengruppen von
der Kohlenstoff-Hauptkette räumlich geordnet alternierend in entgegengesetzter
Richtung heraus (Bild 2.7).
C CC C
H H HH H H
H HH HCH3
CH3CH3
CH3 HH
R C CC C
n-1
Bild 2.7 Syndiotaktisches Polypropylen (SPP)
Das syndiotaktisches PP ist ebenfalls zur Kristallisation befähigt. Auf Grund neuer
Techniken und neuartiger Katalysatoren (Metallocene) hat sich die Einsetzbarkeit von
SPP deutlich erhöht, z.B. als Siegelrohstoff.
• Ataktisches Polypropylen (APP): Hierbei zweigen die Methylseitengruppen von der
Kohlenstoff-Hauptkette räumlich gesehen ungeordnet in entgegengesetzter Richtung
heraus (Bild 2.8).
C CC C
H H HH H
HH HH HCH3 CH3CH3
CH3 HH
R C CC C
Bild 2.8 Ataktisches Polypropylen (APP)
Das APP ist nicht zur Kristallisation befähigt. Es bildet sich daher ein amorpher
Thermoplast, der vergleichsweise weich und klebrig ist. Sein Einsatz ist
vergleichsweise beschränkt und bezieht sich hauptsächlich auf die Herstellung von
Schmelzklebstoffen (engl. „ hot melts“ ). Daneben ist APP immer zu Anteilen von 1 bis
5 Gew.-% im IPP vorhanden. Durch Einsatz spezieller, neuer Katalysatoren, den
Metallocenen, kann der ataktische Anteil im IPP deutlich gesenkt werden.
2.2.1.1.2 Die Co- und Pfropfpolymerisation
18
• Bei der Copolymerisation werden Gemische von verschiedenen Monomeren
(mindestens zwei, bei drei Monomeren spricht man auch von Terpolymeristion)
gemeinsam polymerisiert. Die Polymerkette ist daher mindestens aus zwei verschieden
Monomeren aufgebaut. Die Eigenschaften des Copolymerisats (TG, TK, …) sind in der
Regel verschieden zu denen der entsprechenden Homopolymeren.
• Ein einfaches Beispiel für ein Copolymerisat stellt das Ethylen-Propylen-Copolymer
(Bild 2.9) dar. Hier besteht die Molekülkette aus Ethylen- und Propylen-Einheiten. Bei
den
C C CC C
H H H HH H H
H H HH H HHCH3 CH3 CH3
H HH
R C C CC C
Bild 2.9 Molekularer Aufbau von Ethylen-Propylen-Copolymer
meisten technisch verwertbaren Copolymeren ist eine Komponente in einem
vergleichsweise geringen Anteil vorhanden. Z.B. wird bei vielen Ethylen-Propylen-
Copolymeren das Ethylen nur zu geringen Anteilen (gewöhnlich bis zu 8 Gew.-%
Ethylen) dem Propylen dazu gegeben.
• Welche vorteilhafte Eigenschaften des Copolymerisats erreicht man durch die
Copolymerisation von Propylen mit Ethylen?
• Hierzu einige Beispiele: Absenkung des Schmelzpunktes von 164°C auf 125°C durch
Zugabe von ca. 8Gew.-% Ethylen zum Propylen. Geringere Kristallinität des
Copolymeren. Das Material wird hierdurch heißsiegelbar und besser
oberflächenbehandelbar. Außerdem ist es deutlich duktiler als das vergleichbare
Homopolymerisat und ist in der Regel transparent.
2.2.1.1.3 Polymer-Blends
• Im Unterschied zu Copolymerisaten spricht man von Blends, wenn die fertigen
Homopolymerisate physikalisch miteinander vermischt und dann zu Produkten
verarbeitet werden. Man spricht in diesem Fall auch von einer Polymerlegierung. Die
Blends können dabei mischbar oder nicht mischbar sein.
19
Mischbar z.B. PP+KWH. Hierbei lagern sich die KWHe in die amorphen
Phasen des PP und können auch mit Hilfe eines Lichtmikroskops
nicht von diesen unterschieden werden.
Nicht mischbar z.B. PP+PE. Dies hat gewöhnlich eine starke Rauhigkeit des Blends
(Mischpolymerisats) zur Folge.
Die Kombination verschiedener Monomere in Copolymeren oder
verschiedener Polymere in Blends liefert uns die Möglichkeit,
Eigenschaften verschiedener Kunststoffe gezielt einzustellen und zu
verbessern.
2.2.2 Die Polykondensation
• Unter Polykondensation versteht man die Vereinigung vieler gleichartiger oder
verschiedenartiger Grundmoleküle zu einem Makromolekül unter Abspaltung eines
Nebenprodukts. Bei der Polykondensationsreaktion ändert sich sowohl die Anordnung
der Atome als auch ihre chemische Zusammensetzung.
• Polykondensationen sind aus einzelnen Kondensationsschritten bestehende
Stufenreaktionen von mindestens bifunktionellen Komponenten (in diesem Fall besitzt
das Molekül zwei reaktive Endgruppen), wobei unter Abspaltung von einfachen
Molekülen, wie Wasser, Schwefelsäure oder Alkohol, makromolekulare Stoffe
entstehen.
• Als Nebenprodukt wird meist Wasser erhalten, das als Kondensat abfällt. Daher rührt
auch der Name. Das Nebenprodukt muss von dem Reaktionsprodukt abgetrennt
werden. Bei der Polykondensation wird ein Polykondensat gewonnen.
• Bei der Polykondensation werden in der Regel verschiedene Reaktionskomponenten
mit reaktionsfähigen Endgruppen miteinander verknüpft. Beispiele für funktionelle
Endgruppen sind
- bei Aromaten das -H (= Wasserstoffatom)
- Bei Alkoholen die -OH (= Hydroxylgruppe)
- Bei Isocyanaten die -N = C = O (= Isocyanatgruppe)
20
- Bei Amiden die -NH2 (= Amingruppe)
• Am einfachsten kann die Polykondensation von linearen (nicht verzweigten)
Polykondensaten dargestellt werden. Hierzu werden als Ausgangsstoffe bifunktionelle
Verbindungen benötigt, wobei zwischen folgenden beiden Möglichkeiten
unterschieden wird:
1. Man geht entweder von einem Monomeren aus, welche zwei ungleiche, zur
Polykondensation geeignete funktionelle Gruppen im Molekül enthält oder
2. verwendet man zwei verschiedene Monomere, die jeweils zwei gleiche reaktive
Gruppen enthalten und miteinander reagieren können.
• Im Folgenden wird die letzte dieser beiden Möglichkeiten, das ist die
Polykondensation von Diolen mit Dicarbonsäuren beispielhaft dargestellt. Diese ist
technisch und wirtschaftlich gesehen am bedeutsamsten.
Polykondensation von Diolen mit Dicarbonsäuren unter Abspaltung von Wasser. In diesem
Fall bildet sich allgemein ein Polyester. Ausgangspunkt für diese Reaktion bildet die
folgende Gleichung, die immer gilt:
Alkohol + Säure = Ester + Wasser
Ester sind in diesem Fall chemische Verbindungen, die folgende spezifische Gruppe
enthalten:
- Ester (= Estergruppe)
• Wegen seiner großtechnischen Bedeutung wird an dieser Stelle kurz auf die
Polykondensation des Polyethylenterephthalats (abgekürzt PET) eingegangen. PET
entsteht durch Polykondensation von Therephthalsäure und Ethylenglykol, wobei als
Nebenprodukt Wasser abgespaltet wird. Auch hier handelt es sich um eine
Stufenreaktion. In Bild 2.10 sind die chemische Formeln für die Terephthalsäure und
das Ethylenglycol (= Äthandiol) dargestellt.
21
Bild 2.10 Terephthalsäure und Ethylenglycol (= Äthandiol)
• Die Herstellung von PET erfolgt heute großtechnisch meist über eine
Direktveresterung des Terephthalsäure und dem Ethylenglycol. Daneben wird für die
Herstellung kleiner Chargen die Umesterung über das Dimethylterephtalat (DMT) der
Terephthalsäure mit Diolen angewendet.
• Direktveresterung: Die Herstellung von Polyethylenterephthalat erfolgt in zwei Stufen
(Bild 2.11). Zunächst wird bei vergleichsweise niedriger Temperatur (< 200°C) mit
Hilfe von z.B. Zinkacetat als Katalysator aus der chemischen Reaktion von
Terephthalsäure und Ethylenglycol das Zwischenprodukt bis-
(hydroxyethyl)terephthalat (= BHET), unter Abspaltung von Wasser gebildet (vgl. Bild
2.11a, Summenformel; in Bild 2.11b zur besseren Verdeutlichung als Strukturformel).
In der zweiten Stufe (der Polykondensation) erfolgt durch stufenweise
Aneinanderlagerung des BHET’s mit entsprechenden Umlagerungen von Atomen die
Polykondensation zu Makromolekülen. Als Polykondensationskatalysator wird bis
heute SB angewendet, in Zukunft werden aus lebensmittelrechtlichen Gründen andere
Katalysatoren verwendet (z.B. Ti, Ge,...). Bei dieser Reaktion entsteht als
Nebenprodukt noch Diethylenglykol, das (zum
überwiegendem Teil) abgetrennt werden muss.
22
Bild 2.12a TPA-Prozess zur Herstellung von PET (Summenformel)
HO OH
Bild 2.11b TPA-Prozess zur Herstellung von PET (Strukturformel)
• Umesterung (= DMT-Methode): Die Herstellung von Polyethylenterephthalat erfolgt
ebenfalls in zwei Stufen (Bild 2.12, Strukturformel). Zunächst wird bei
vergleichsweise
23
Bild 2.12 DMT-Prozess zur Herstellung von PET (Strukturformel)
niedriger Temperatur (< 200°C) mit Hilfe von z.B. Zinkacetat als Katalysator aus der
chemischen Reaktion von Dimethylterephthalat und Ethylenglycol das
Zwischenprodukt bis-(hydroxyethyl)terephthalat (= BHET), unter Abspaltung von
Methylalkohol gebildet. In der zweiten Stufe (der Polykondensation) erfolgt dann die
Herstellung von Polyethylenterephthalat durch Umsetzung des BHET’s wie zuvor bei
dem TPA-Prozess beschrieben.
• Andere wichtige Polykondensate sind z.B. das Polycarbonat, die verschiedenen
Polyamide, Phenolharze, Polyimide und die wichtige Gruppe der Silikone. Auch hier
wird wiederum auf die Literatur verwiesen.
2.2.3 Die Polyaddition
• Bei der Polyaddition lagern sich mindestens zwei gleiche, meist jedoch
verschiedenartige bifunktionelle Verbindungen zu einem Makromolekül zusammen.
Die Verknüpfung der Grundbausteine erfolgt vielmehr in den meisten Fällen unter
gleichzeitiger Wanderung eines H-Atoms. Im Gegensatz zur Polykondensation wird
hier kein niedermolekulares Nebenprodukt abgespalten.
• Wie die Polykondensation ist auch die Polyaddition eine Stufenreaktion, die aus
voneinander unabhängigen Einzelreaktionen besteht, so dass auch hier das
Molekulargewicht der entstehenden Polymere im Lauf der Reaktion ständig zunimmt.
Die in den einzelnen Stufen gebildeten oligomeren bzw. späteren polymeren Produkte
24
besitzen die dieselben funktionellen Endgruppen und daher auch dieselbe Reaktivität
wie die Ausgangsstoffe.
• Als Beispiel zur Erklärung der Vorgänge bei der Polyaddition soll die Herstellung von
Polyurethan (PUR) herangezogen werden. Polyurethan ist allen als gelblicher, ziemlich
spröder Schaumstoff bekannt, der im Baugewerbe, aber auch in der Autoindustrie
Verwendung findet.
• Unter Polyurethane bezeichnet man Makromoleküle, bei denen die Grundbausteine
durch Urethangruppen miteinander verknüpft sind. Diese werden fast ausschließlich
durch Polyaddition von difunktionalen Hydroxygruppen eines Dialkohols (= Glykol)
mit der Isocyanatgruppe eines Diisocyanats hergestellt (Bild 2.13).
{
Bild 2.13 Schema einer Polyaddition
• Bei dieser Reaktion wird die Doppelbindung des N-Atoms aufgeklappt. An die frei
werdende Valenz des N-Atoms wandert das H-Atom der OH-Gruppe, während sich die
nunmehr freie Valenz des O-Atoms mit der freien Valenz des C-Atoms verbindet.
Angemerkt sei noch, das die Polyaddition über einen Übergangskomplex verläuft, der
hier nicht dargestellt ist.
• Das Ergebnis einer Polyaddition ist ein Polyaddukt. In der Regel entstehen hierbei
vernetzte Polyurethane, die umso engmaschiger vernetzt sind, je mehr reaktionsfähige
Bausteine im Molekülverbund enthalten sind. Neben Polyurethane werden auch
Epoxydharzkunststoffe durch Polyaddition gewonnen.
Bei der Polykondensation und bei der Polyaddition werden
Makromoleküle in einer Stufenwachstumsreaktion aus Monomeren mit
reaktiven Endgruppen gebildet. Bei der Polykondensation entstehen
niedermolekulare Nebenprodukte, bei der Polyaddition nicht.
25
3. Überblick über die wichtigsten Kunststofftechnologien
Die wichtigsten Verarbeitungstechnologien sind das Extrudieren, Spritzgießen,
Kalandrieren, Tiefziehen, Extrusionsblasen und das Schäumen. Die Verfahren werden in
späteren Vorlesungen ausführlich behandelt. Daher sollen sie an dieser Stelle nur ganz
kurz skizziert und erläutert werden.
3.1 Die Aufbereitung von Kunststoffen
• Nach ihrer Herstellung (in einer Chemiefabrik) liegen die Polymere als Pulver oder als
viskose Flüssigkeit vor.
• Für die Verarbeitung der Polymere zu Halbzeugen oder zu Endprodukten in der
kunststoffverarbeitenden Industrie müssen sie zunächst in eine geeignete Granulatform
gebracht und mit entsprechenden Zusatzstoffen, den Additiven (Farbpigmente,
Gleitmittel, Antiblockmittel) versetzt werden.
• Die geschieht im Chemiewerk selbst und zwar in der Aufbereitung (oder in der
Compoundierung), die der Herstellung direkt nachgeschaltet ist.
• In der Kunststoffaufbereitung wir in einem großen Extruder - dem Schmelzeextruder –
das flüssige Polymer homogenisiert, mit Zusatzstoffen beaufschlagt, filtriert und in
einem Granulator granuliert. Das Granulat wird in Säcken verpackt oder gelangt direkt
über Tankwagen in die Verarbeitung.
3.2 Das Extrudieren von Kunststoffen
Unter Extrusion oder Extrudieren versteht man die kontinuierliche Herstellung eines
Halbzeuges, Rohres oder einer Folie aus Kunststoff. Eine Extrusionsanlage (Bild 3.1) setzt
sich unter anderem zusammen aus dem Extruder, dem Filter, dem Werkzeug (Düse), der
Kühlung und der Konfektionierung. Der Extruder ist das Kernstück einer jeden
26
Extrusionsanlage und hat die Aufgabe, eine homogene Schmelze in ausreichender Menge
mit der notwendigen Temperatur und dem notwendigen Druck in das nachfolgende
Werkzeug zu fördern. Dort wird die Schmelze zu dem gewünschten Halbzeug (Rohr,
Platte, Profil) ausgeformt und in einem nachfolgenden Wasserbad erfolgt die Erstarrung
der Schmelze zum Produkt.
Bild 3.1 Prinzipsskizze einer Extrusionsanlage
3.2 Das Blasformen und das Streckblasen
Blasformen
• Beim Blasformen wird zunächst ein Polymerschlauch mittels Extrusion und Extrusion
dieses Schlauches in ein Werkzeug, das innen die Kontur /Form des herzustellenden
Produktes aufweist. Das Werkzeug wird dann geschlossen.
• Mit Pressluft wird der Schlauch in die Formgeblasen, das Formteil wird abgekühlt und
aus der Form ausgeworfen.
Streckblasen
• Eine Sonderform des Extrusionsblasens ist das Streckblasen, welches schematisch in
Bild 3.2 dargestellt ist.
• Hierbei wird ein spritzgegossener Vorformling in die Form gebracht und auf eine
Temperatur T, die zwischen Glastemperatur Tg und Schmelztemperatur Ts liegt,
erwärmt.
27
• In der beheizten Form wird der Vorformling in Längs- und in Umfangsrichtung
verstreckt, wobei sich die Moleküle im Wesentlichen planar orientieren.
• Durch die in den Werkstoff eingebrachten Orientierungen werden die mechanischen
Eigenschaften der Ausgangsrohstoffe deutlich verbessert
Bild 3.2 Prinzip des Streckblasprozesses
Bevorzugte Rohstoffe zur Herstellung von Flaschen ist Polyethylenterephthalat (PET),
dass hohe mechanische Festigkeiten und eine brillante Optik aufweist.
3.4 Das Spritzgießen
Das Spritzgießen ist eines der wesentlichen Produktionsverfahren bei der Verarbeitung
von Kunststoffen. Das Verfahren wird vorteilhaft bei der Herstellung von komplizierten
Formteilen für Massenartikel eingesetzt. Das Spritzgießen umfasst damit im Wesentlichen
die diskontinuierliche Herstellung von Formteilen aus polymeren Formmassen, wobei die
Umformung unter Druck geschieht. In Bild 3.3 ist schematisch der Verfahrensablauf beim
Spritzgießen dargestellt. Das Rohmaterial (Granulat oder Pulver) wird zunächst durch die
Rotation einer Schnecke plastifiziert. Nach Schließen des Werkzeuges (Schritt 1), welches
einen Hohlraum entsprechend dem Formteil aufweist, wird das plastifizierte Material
durch axialen Vorschub der Schnecke in das Werkzeug eingespritzt (Schritt 2).
28
Bild 3.3 Prinzipsskizze einer Spritzgussanlage
Anschließend wird die Schmelze im Werkzeug gekühlt (Schritt 3). Der letzte
Verfahrensschritt umfasst das Öffnen des Werkzeuges und das Auswerfen des Formteils
(Schritt 4).
3.5 Das Kalandrieren
Das Kalandrieren wird zur Herstellung von Folien und Platten (Fußböden) aus
Polyvinylchlorid (PVC) verwendet. Der Hauptvorteil des Kalandrieren besteht in den
kurzen Verweilzeiten und den vergleichsweise niedrigen Temperaturen, die angewendet
werden können. Dies kommt insbesondere dem thermisch sehr empfindlichen PVC zu
Gute.
In Bild 3.4 ist ein Beispiel für einen solchen Kalander dargestellt. Hierbei handelt es sich
um die sogenannte L-Form eines Kalanders. Der Durchmesser der einzelnen Walzen einer
29
Bild 3.4 Prinzipsskizze einer Kalanderanlage
solchen Anlage reicht bis etwa 900mm, die Breite bis zu 5m. Optimal werden diese
Kalander zur Herstellung von Folien mit Dicken zwischen 200 und 500µm eingesetzt.
Dünnere Folien (bis herab zu 20 µm) werden dann in einem weiteren Verarbeitungsschritt
durch Folienrecken hergestellt.
Durch die hohen Kräfte, die beim Kalandrieren im Walzenspalt auftreten, kommt es zu
einer beachtlichen Durchbiegung der Walzen. Die Folge hiervon ist ein konvexes
Dickenprofil der kalandrierten Folie über die Breite des Kalanders. Diesem kann man
entgegenwirken z.B. durch eine Bombierung der Walze, eine Vorspannung der Walze über
die Zapfen oder durch eine Schrägstellung der Walzen in den Hauptachsenrichtungen.
3.6 Das Thermoformen
Das Tiefziehen (auch Thermoformen genannt) von Folien und dünnwandigen Platten
eignet sich insbesondere für die Herstellung von Blistern und Jogurt-Bechern. Zum Einsatz
kommen hauptsächlich Polystyrol und Polypropylen. Mittels amorphem Polystyrol können
z.B. sehr transparente Produkte hergestellt werden. Bei allen Verfahrensvarianten (Beispiel
siehe Bild 3.5) wird das durch Erwärmung in den gummi-elastischen Zustand gebrachte
Halbzeug einer schnellen biaxialen Verstreckung unterworfen. Der Vorgang dauert im
30
Allgemeinen weniger als eine halbe Sekunde und kann daher als isotherm angenommen
werden.
Bild 3.5 Druckluftnegativ-Formen mit und ohne Stempel
3.7 Das Schäumen
Nach DIN 7726 ist ein Schaumstoff ein Werkstoff mit über der gesamten Masse verteilten
Zellen und einer Rohdichte, die niedriger ist als die der Gerüstsubstanz. Prinzipiell lassen
sich alle Kunststoffe verschäumen. Allerdings ist bei vielen eine ökonomische
Produktionsweise nicht möglich.
Die am häufigsten zum Verschäumen eingesetzten Kunststoffe sind aus der Gruppe der
• Gas werden in pastöse oder niedrigviskose Form des Kunststoffs eingerührt oder
eingedüst. Beispiel: Stickstoff und CO2.
4. Das Extrudieren von Kunststoffen
4.1 Allgemeines über die Extrusion von Kunststoffen
Unter Extrusion oder Extrudieren versteht man das kontinuierliche und das
diskontinuierliche Pressen von Strängen aus formbaren Stoffen. Früher wurde daher im
deutschen Sprachbereich überwiegend die Bezeichnung Strangpressen für das Verfahren
und Strangpresse anstelle von Extruder für die Maschine verwendet.
Größte technische Bedeutung hat das Extrudieren für die Herstellung von Halbzeug aus
leicht verformbaren Werkstoffen oder ihren Vorprodukten wie keramischen Massen,
duktilen Metallen, Kunststoffen, o.ä. erlangt. Seit langem nutzt man aber auch die
Extrusionstechnik in der Lebensmittelindustrie zur Erzeugung von Teigwaren (Nudeln mit
verschiedenartigem Querschnitt, Spaghetti, usw.), Wurst, Süßigkeiten. So kann der
sogenannte Fleischwolf als eine Vorstufe des Einschneckenextruders betrachtet werden.
Außerdem gibt es viele Anwendungen in der chemischen Industrie, wo man Extruder z.B.
für das Fördern, Dosieren und Formen von hochviskosen Stoffen, Pasten u.ä. nutzt.
Die Entwicklung der Extrusionstechnik für Kunststoffe unter Berücksichtigung der
Patentliteratur wird in dem 1963 erschienenen Buch von G. Schenkel ,“ Kunststoff-
Extrudertechnik“ , ausführlich und umfassend beschrieben.
Extruder verwendet man in der Hauptsache zur kontinuierlichen Fertigung von Halbzeug
aus thermoplastischen Kunststoffen (Rohre, Profile, Schläuche, Folien, Platten, usw.).
Außerdem kann man mit der von Extrudern ausgetragenen Schmelzen Ummantelungen
und Beschichtungen auf Produkte aus anderweitigen Werkstoffen aufbringen.
Eine Art Sonderstellung nimmt die Extrusionsbeschichtung ein, z.B. diejenige von
Stahlblechen mit Kunststoffschmelzen (Bild 4.1). Hierbei wird mit einer sogenannten
Schnabeldüse der Schmelzefilm in den Walzenspalt von zwei Walzen extrudiert. Nach
dem Abkühlen haftet das (amorphe) Polymer auf dem Stahlblech.
34
Niproll
Bild 4.1 Schema einer Extrusionsbeschichtungsanlage
Im Extruder nutzt man überwiegend die Förderwirkung rotierender Schnecken
(Schneckenextruder, Schneckenpressen), wobei die konstruktiv einfachen Maschinen nur
mit einer Schnecke (Einschneckenextruder) der Zahl nach überwiegen.
In derartigen Extrudern (Schema eines Extruders, siehe Bild 4.2) finden folgende
Verfahrensschritte statt:
DEF
GHI
JK
L
N
O PQ
Bild 4.2 Schema eines Einschnecken-Plastifizierextruders mit horizontalerSchneckea Fülltrichter, b Extrusionsmasse, c Einzugsöffnung, d Kanäle für Kühlmedium (MeistWasser, aber auch Luft), e Schnecke, f Zylinder, g Temperierzone für Heizung undKühlung, h Extrusionswerkzeug, i Heizzonen des Werkzeugs, k Extrudat, iElektromotor, m Untersetzungsgetriebe, n Anschlüsse für die Schneckentemperierung
35
• Fördern der als Granulat, Grieß oder Pulver durch den Fülltrichter zugeführten
Extrusionsmasse von der Einzugsöffnung in den beheizten Teil des Zylinders
• Verdichten der Extrusionsmasse zu einem kompakten Feststoff und Aufschmelzen der
Extrusionsmasse,
• Homogenisieren der Schmelze und Pumpen der Schmelze durch das
Extrusionswerkzeug (= Düse).
Die ursprünglich feste Extrusionsmasse wird also in einer solchen Maschine durch
Erwärmen, Verdichten und Scheren in eine homogene Schmelze überführt (die
Extrusionsmassse wird plastifiziert). Man bezeichnet deshalb einen solchen Extruder als
Plastifizierextruder. Führt man hingegen dem Extruder bereits eine pumpfähige Schmelze
zu, so spricht man von einem Schmelzeextruder.
Extrusionsanlagen umfassen, außer dem Extruder und dem Werkzeug, Vorrichtungen zum
Beschicken des Extruders sowie produktspezifische Nachfolgeeinrichtungen, welche das
Extrudat kalibrieren, kühlen, abziehen, umformen, nachbehandeln, auf Format schneiden,
aufwickeln, ablegen, usw.
Sämtliche Nachfolgeeinrichtungen müssen im Funktionsablauf dem jeweiligen Durchsatz
des Extruders angepasst werden. Demzufolge umfassen Extrusionsanlagen einen
beträchtlichen Anteil von Meß-, Steuer- und Regeleinrichtungen.
Bei der Anlagentechnik kann nach folgenden Produkten unterschieden werden:
• Rohre, Profile, Ummantelung von Kabeln
• Blasfolien
• Blasformen
• Flachfolien
• Platten
• gereckte Folien.
36
Die Extrusion von Elastomeren oder gar Duroplasten erfordert gegenüber Thermoplasten
veränderte Anlagen, da das Extrudat überwiegend durch Wärmebehandlung vernetzt
(vulkanisiert) wird.
4.1.1 Verfahrensvariante Coextrusion
Nahezu alle der vorgenannten Produkte lassen sich durch Coextrusion mit einem
mehrschichtigen Aufbau aus verschiedenen Thermoplasten herstellen.
Durch Kombination unterschiedlicher Werkstoffe kann man hierdurch Produkte erzeugen,
die den geforderten Anwendungszweck mit verringertem Werkstoffaufwand oder mit
verbesserter Qualität erreichen. Beispiele für solche Produkte sind coextrudierte Folien (bis
zu sieben Schichten), coextrudierte Spritzgussteile oder coextrudierte Blasformteile.
Die resultierenden wirtschaftlichen Vorteile wiegen den erhöhten Aufwand durch
zusätzliche Extruder und kompliziertere Werkzeuge auf. Bei der Coextrusion werden die
von mehreren Extrudern gelieferten Schmelzeströme in einem Werkzeug so
zusammengeführt, dass sich der gewünschte Schichtenaufbau ergibt (Bild 4.3).
Bild 4.3 Beispiele für Coextrusionsverfahrena das Pinolenverfahren mittels Adapter und Monodüse, b das Mehrschicht-düsenverfahren
37
Da die zu extrudierenden Kunststoffmassen in den Schneckengängen und in den Spalten
zwischen der Schnecke und dem Zylinder beträchtliche Scherverformungen erfahren,
eignen sich Schneckenextruder auch als Mischmaschinen. Dies gilt besonders für
Mehrschneckenextruder (siehe Bild 4.8), die eine noch größere Zahl von Spalten
aufweisen als Einschneckenextruder.
Derartige (Zweischnecken-) Extruder werden daher überwiegend für die kontinuierliche
Aufbereitung von Kunststoffen eingesetzt. Die Extrusion beschränkt sich meistens nur auf
das Austragen der aufbereiteten Masse in Form vieler Stränge, die nachfolgend granuliert
werden. Der Massendurchsatz solcher Maschinen kann bis zu etwa 20.000 kg/h betragen,
während der Massendurchsatz bei Extrudern in der Produktion meist kleiner als 3000 kg/h
ist.
Ausnahmen sind z.B. die Anlagen zur Herstellung von biaxial gereckten Folien aus PP
oder PET, deren Durchsatz zwischen 1000 und 6000 kg/h liegt (Bild 4.4).
Bild 4.4 Gegenüberstellung von Nutbuchsen- und Kaskadenextruder
38
Bei der Aufbereitung ist meistens eine Entgasung der Schmelze vorgesehen (Entga-
sungsextruder; Bilder 4.5a und 4.5b). Entgast werden Luft, Feuchtigkeit, Oligomere.
Bild 4.5a Beispiel für einen Entgasungsextruder in Tandemanordnung
A) Schmelzeentgasung, B) Agglomeratentgasung
Bild 4.5a zeigt Entgasungsextruder in Kaskaden- oder Tandemanordnung. Man erkennt die
Lage der Entgasungszone. Der Kunststoff wird vom ersten Extruder entweder in
Schmelzeform über eine Lochplatte oder als Agglomerat rieselnd in die Vakuumkammer
gefördert.
Bild 4.5b zeigt das Beispiel eines Einschnecken-Entgasungsextruders. Er besteht im
Wesentlichen aus zwei hintereinandergeschalteten Mehr-Zonen-Schnecken mit der
dazwischen liegenden tiefer geschnittenen, teilgefüllten, drucklosen Entgasungszone. Die
erste Schneckenstufe I mit Einzugs-, Kompressions- und Meteringzone übernimmt das
Fördern und Plastifizieren.
39
Bild 4.5b Schema eines Entgasungsextruders und Druckverlauf bei verschiedenenBetriebszuständena Einzugszone, b Kompressionszone, c erste Meteringzone, d Dekompressionszone, eEntgasungszone, f Kompressionszone, g zweite Meteringzone, h Ventil, i Werkzeug
Auch der umgekehrte Weg, die Begasung der Schmelze durch Einmischen leicht
verdampfender Flüssigkeiten im Extruder, wird für die Herstellung von Schaumstoffen
beschritten.
Man unterscheidet also auch zwischen Aufbereitungsextrudern, welche die
Kunststoffmasse ohne produktspezifische Formgebung austragen und
Verarbeitungsextrudern, welche extrusionsspezifische Halbfabrikate erzeugen.
Aufbereitungsextruder werden so ausgelegt, dass die Schergeschwindigkeiten und
Scherkräfte im Extruder eine ausreichende Verteilung und Zerteilung der mit
Der Zusammenhang zwischen dem Volumendurchsatz V& und dem Druck pz am
Schneckenende (= Druck im Werkzeugeinlauf) wird durch die Schneckenkennlinie
(Schneckencharakteristik, Extruderkennlinie)
)(/ zpfmV == ρ&& (4.8)
beschrieben. ρ ist die Dichte der vom Extruder geförderten Schmelze. Bei konventionellen
Extrudern erweist sich V& als gegendruckabhängig, während bei förderwirksamer
Einzugszone die Förderung bis zu einem kritischen Durchsatz gegendruckunabhängig und
drehzahlproportional ist. Bild 4.13 veranschaulicht den grundsätzlichen Verlauf dieser
Kennlinien für die Drehzahlen N2 > N1.
Bild 4.13 Arbeitsdiagramme von Einschneckenextrudern mit gleichemSchneckendurchmessera konventionell, b mit förderwirksamer Einzugszone für zwei Schneckendrehzahlen N2 >N1, 1, 2 Düsenkennlinien, A Arbeitspunkte
53
Als Arbeitspunkt eines Extruders gilt der Schnittpunkt zwischen Schnecken und
Düsenkennlinie (im Bild 4.13mit A bezeichnet), wobei die Düsenkennlinie (Index D)
durch folgende allgemeine Beziehung beschrieben wird:
V& D = f (pz) (4.9)
Die Funktion f hängt in diesem Fall von der Geometrie der Düse und dem rheologischen
Stoffgesetz der Schmelze ab (z.B. Gesetz von Hagen-Poiseuille).
Wichtigstes Ziel bei der Auslegung von Extrusionswerkzeugen ist die Berechnung der
Düsenkennlinie V& D. Die Düsenkennlinie kann durch Drosselelemente im Werkzeug
(Lochplatten, Siebe, Schmelzefilter, verstellbare Stauelemente) nach geringeren
Durchsätzen bei höheren Drucken verschoben werden.
Die in Bild 4.14 dargestellte Arbeitsfläche (Arbeitsfeld) eines konventionellen
Einschneckenextruders kennzeichnet den Bereich, in dem ein solcher Extruder
wirtschaftlich arbeitet.
Bild 4.14 Arbeitsfläche eines konventionellen Einschneckenextruders (schraffiert)S1, S2 Schneckenkennlinien für die Drehzahlen N1 > N2 , Tmax, Tmin Isothermen, Qu
Qualitätsgrenze, W Wirtschaftlichkeitsgrenze, 1, 2 Düsenkennlinien.
54
Da sich mit wachsendem Durchsatz die Verweilzeit der Extrusionsmasse im Extruder und
damit die Zeit für das Plastifizieren verringert, sinkt die Homogenität (Qualität) des
Extrudates. Die Homogenitäts- bzw. Qualitätsgrenze gibt an, in welchem Bereich noch
akzeptable Qualität zu erwarten ist.
Eine weitere Beeinträchtigung der Qualität kann durch Überhitzung der Extrusions-masse,
z.B. in Folge übermäßiger Schererwärmung, bei zu hohen Schnecken-drehzahlen auftreten.
Demzufolge weist das Arbeitsfeld die durch Tmax gekennzeich-nete obere
Temperaturgrenze auf. Bei sinkendem Durchsatz erreicht man die
Wirtschaftlichkeitsgrenze, und die Verwendung einer kleineren Maschine ist
kostengünstiger. Der Arbeitspunkt des Extruders (Bild 4.14) soll also innerhalb der
Arbeitsfläche liegen.
Mit steigenden Energiekosten gewinnt auch der thermische Wirkungsgrad ηth eines
Extruders an Bedeutung. Im Extruder werden die von Außen zugeführte Wärme (Leistung
Q& ) und die Antriebsleistung P der Schnecken für die Plastifizierung und das Pumpen der
Extrusionsmasse durch das Werkzeug (Pumpleistung) ausgenutzt.
Wärmeverluste vQ& treten durch Kühlung von Zylinder und Schnecke sowie durch
Wärmeabgabe in die Umgebung in Folge Konvektion, Wärmeleitung über Maschinenteile
und Strahlung auf. Da die Pumpleistung des Extruders
WP = V& *pz (4.10)
im Werkzeug in Wärme umgesetzt wird, gilt folgende Energiebilanz für Extruder und
Werkzeug:
vQhmQP &&& +∆⋅=+ (4.11)
55
Hierin ist ∆h die Differenz der spezifischen Enthalpie der Extrusionsmasse zwischen der
Eintritts- und der Austrittstemperatur. Mithin lässt sich ein thermischer Wirkungsgrad wie
folgt definieren:
)/( QPhmth&& +∆⋅=η (4.12)
In ungünstigen Fällen kann der Wirkungsgrad um 0,5 liegen. Da im Allgemeinen Q&
wesentlich kleiner als P in Gleichung (4.12) ist, läßt sich diese näherungsweise wie folgt
schreiben:
thspez hmPP η// ∆== & (4.13)
Die spezifische Antriebsleistung Pspez ist damit ein wichtiges Kriterium für die
energiesparende Auslegung eines Extruders. Bei vergleichbarer Qualität sollte Pspez
möglichst niedrig sein. Die werte für Pspez liegen entsprechend den verschiedenen
stoffspezifischen Enthalpiewerten im Bereich von 0,3 bis 0,1 kWh/kg.
Realistische Vorausberechnungen der Wirtschaftlichkeit von Extrudern setzen voraus, dass
leistungsfähige Rechenprogramme und Näherungsformeln zur Bestimmung des
Arbeitspunktes sowie zuverlässige Daten über die thermodynamischen, rheologischen und
tribologischen Daten der Extrusionsmassen zur Verfügung stehen.
56
4.4 Plastifizierextruder
4.4.1 Extruderkonzepte
Schmelzeextruder haben vornehmlich die Aufgaben Fördern, Homogenisieren und
Ausformen von Schmelze zu übernehmen. Plastifizierextruder sind dagegen gleichzeitig
Fördereinrichtung für körnige und pulverige Feststoffe, Aufschmelzmaschine sowie
Homogenisier- und Ausformaggregat. Sieht man von der Ausformeinheit, dem Werkzeug
ab, so besteht der Extruder (Bild 4.15) aus drei Baugruppen:
• der Antriebseinheit, bestehend aus Motor und Getriebe,
• der verfahrenstechnischen Einheit, bestehend aus Fülltrichter, Zylinder, Schnecke und
Temperiersystem,
• der regelungstechnischen Einheit.
Bild 4.15 Schemata eines konventionellen Plastifizierextruders
Die Größe einer Maschine wird durch Durchmesser und Länge der Schnecke
charakterisiert, wobei die Länge als ein Vielfaches des Durchmessers angegeben wird.
Plastifizierextruder werden in dem Bereich zwischen 15 mm und 350 mm Durchmesser
und Schneckenlängen zwischen 20 D und 40 D gebaut.
Man unterscheidet zwischen konventionellen Plastifizierextrudern - hier wird das
Durchsatzverhalten von der gesamten verfahrenstechnischen Einheit bestimmt - und
Extrudern mit fördersteifer, d.h. mit durchsatzbestimmender Einzugszone.
57
Die Förderdominanz dieser Zone wird durch rechteckige, halbkreisförmige oder
sägezahnartige Axial - oder Wendelnuten erreicht (vgl. Bilder 4.15).
Bild 4.15 Praktisch bedeutsame Nutbuchsen für den Nutbuchsenextruder
Die Länge der Nutbuchsen ist schnecken - und buchsengeometrieabhängig. Sie liegt
zwischen 3 D und 5,5 D, wobei vornehmlich 3 D – lange Einzugszonen verwendet werden.
Für diesen Maschinentyp hat sich daher auch der Ausdruck Nuten - oder
Nutbuchsenextruder eingebürgert.
Im folgenden sollen die verfahrenstechnischen Unterschiede der Extruderkonzepte
dargestellt werden und die sich daraus ergebenden Konsequenzen für die Schnecken-
gestaltung.
Grundsätzliche Unterschiede bestehen zunächst zwischen den Zylinderwandtempe-
raturprofilen. Während beim konventionellen Konzept die Einzugszonenwandtempe-
raturen oberhalb der Glasübergangstemperatur von amorphen, bzw. Schmelz-temperatur
von teilkristallinen Kunststoffen liegen müssen (Bild 4.16), ist beim Nutbuchsenextruder
eine Kühlung erforderlich.
58
Temperatur
EZ KZ AZ Adapter
Bild 4.16 Schematische Darstellung der Zylinderwandtemperaturen beimkonventionellen Plastifizierextruder
Bild 4.17 Zylinderwandtemperatur der Nutbuchse
Die Wandtemperatur muss unterhalb der Glasübergangs - bzw. Schmelztemperatur liegen
(Bild 4.17), da sich sonst ein Schmelzefilm bildet, der die Wirksamkeit der Nuten zunichte
macht. Aus energetischen Gründen geht man des öfteren bis nah an diese Grenze.
Bedingt durch die verschiedenen Maschinenkonzepte treten über der Schneckenlänge
unterschiedliche Druckprofile auf. Während beim konventionellen Konzept ein stetiger
59
Druckanstieg über der Schneckenlänge angestrebt wird (Bild 4.18), um ein Überfahren der
Ausstoßzone aus Produktqualitätsgründen zu vermeiden, tritt beim Nutbuchsenextruder der
Maximaldruck in der Regel am Ende der Einzugszone auf (Bild 4.19).
Bild 4.18 Druckprofil über die Schneckenlänge für konventionelle Plastifizierext-ruder
Die Folgezonen haben meistens einen negativen Druckgradienten, werden also überfahren.
Eine Druckänderung vor der Schneckenspitze durch Änderung des Werkzeugwiderstandes
bewirkt eine Parallelverschiebung des Druckprofiles zwischen Nutbuchse und
Schneckenspitze nach oben oder nach unten (Bild 4.19). Dieses Druckprofil ist erwünscht.
Bild 4.19 Druckprofil über die Schneckenlänge für Nutbuchsenextruder
60
Drehzahländerungen verändern beim konventionellen Konzept das Druckprofil und die
wirksame Schneckenlänge, d.h. die Länge, über die sich der Druck aufbaut.
Beim ideal arbeitenden Nutenextruder haben Drehzahländerungen in etwa die gleichen
Auswirkungen auf das Druckprofil wie Werkzeugwiderstandsänderungen, da durch sie
eine Durchsatz - und damit Druckänderung vor der Schneckenspitze hervorgerufen wird.
Beim konventionellen Extruder ist der Durchsatz gegendruckabhängig, beim
Nutbuchsenextruder dagegen weitgehend gegendruckunabhängig und bei gleicher
Maschinengröße in der Regel höher (vgl. Bilder 4.20 und 4.21).
Die Druckabhängigkeit des Durchsatzes kann beim konventionellen Konzept verringert
werden, indem die Schnecke verlängert wird. Eine gegendruckunabhängige Förderung
erzielt man ebenfalls durch eine unterdosierte Beschickung. Letztere ist in der
Betriebspraxis jedoch relativ selten anzutreffen.
Bild 4.20 Durchsatz in Abhängigkeit von Druck und Drehzahl für konventionellePlastifizierextruder
61
Bild 4.21 Durchsatz in Abhängigkeit von Druck und Drehzahl für den Nutbuchsen-extruder
Die hier über den Nutbuchsenextruder gemachten Aussagen gelten streng, wenn die
Einzugszone ideal arbeitet, d.h. der Feststoff nach Art einer gegen Verdrehung gesicherten
Mutter auf einer rotierenden Spindel gefördert wird.
In Wirklichkeit hängt das Systemverhalten jedoch erheblich von der Konsistenz des
eingespeisten Schüttgutes ab, d.h. von der Korngröße, Korngeometrie, Kornverteilung und
Art des Kunststoffes. Grundsätzlich wirkt aber eine genutete Einzugszone
förderstabilisierend, d.h. sie unterdrückt das bei konventionellen Extrudern in Folge einer
veränderlichen, wirksamen Schneckenlänge mögliche Pulsieren des Ausstoßes.
Bei konventionellen Extrudern werden in der Regel Dreizonenschnecken eingesetzt. Sie
bestehen aus Einzugszone, Kompressions- oder Umwandlungszone und Ausstoßzone (vgl.
Bild 4.22).
Bild 4.22 Konventionelle Dreizonenschnecke mit Mischteil
62
Je nach Thermoplastart erfüllen sie jedoch nicht immer alle Anforderungen bezüglich der
thermischen und mechanischen Homogenität der Schmelze, da aus dem Feststoffkeil in der
Umwandlungszone sich unkontrolliert Feststoffinseln ablösen können. Diese sind in der
Ausstoßzone nur schwer aufzuschließen. In diesen Fällen werden daher zusätzlich Scher-
und/oder Mischteile eingesetzt (vgl. Bilder Bild 4.23 und Bild 4.24).
Bild 4.23 Scherteile für SchneckenmaschinenA Extruderschnecke mit Scherstegen, B Scherteil Bauart Tröster, C Scherteil Bauart UnionCarbise, D-G Modifikationen
Bild 4.24 Mischteile für SchneckenmaschinenA Rechtsgewinde mit Durchbrüchen, B Stegdurchbrüche plus Stifte, C Stifte im Kanal,D Linksgweinde mit Durchbrüchen, E Zahnscheiben, F Pineapple, G Nocken inZylinder u. Schnecke, H Rapra-Mischteil
63
Scherteile haben eine zweifache Funktion:
• Sie zerteilen Agglomerate und in der Schmelze noch herumvagabundierende
Feststoffinseln.
• Sie wirken als Filter, da nur noch Kunststoffpartikel durchgelassen werden, die kleiner
als der Scherspalt sind oder genauer, mindestens eine Länge kleiner als der Scherspalt
ist.
In der schmelzegefüllten Ausstoßzone kann lediglich ein laminares Mischen stattfinden.
Hierunter versteht man ein Ausstreichen von Schmelzevolumenelementen durch Scher-
und Dehndeformationen. Die Mischgüte ist abhängig von der Deformationsgeschwindig-
keits- und Verweilzeitsverteilung.
Mischelemente haben dagegen Verteilaufgaben zu erfüllen. Dies wird durch ein ständiges
Aufteilen und Wiedervereinigen des Schmelzestromes erreicht. Verbessert wird dadurch
die thermische und mechanische Homogenität. Mischelemente werden meistens am Ende
der Schnecke angeordnet.
Scher- und Mischteile haben in der Regel einen negativen Druckgradienten. Sie reduzieren
daher bei konventionellen Extrudern den Durchsatz.
Neben der Dreizonenschnecke bzw. der Dreizonenschnecke mit Scher- und/oder Mischteil
werden Schnecken mit Separierzonen (Barriere-Schnecken) eingesetzt. Ihre Entwicklung
ergab sich aus der Erkenntnis, dass das unkontrollierte Ablösen von Feststoffinseln aus
dem Feststoffkeil in der Umwandlungszone das Aufschließen des Kunststoffes in hohem
Maß erschwert.
Die Urform dieses Schneckentyps ist die sog. Maillefer-Schnecke, deren wesentliches
Konstruktionsmerkmal die Überlagerung von zwei Gewindegängen mit unterschiedlicher
Steigung ist (vgl. Bild 4.25).
Durch das abnehmende Teilvolumen für den Feststoff und das zunehmende Teilvolumen
für die Schmelze wird eine Phasentrennung zwischen Schmelze und Feststoff vollzogen.
64
Bild 4.25 Prinzipsdarstellung einer Maillefer-SchneckeA abgewickelter Schneckengang, a Schneckenkanal, b Barrieresteg, c SchmelzekanalB Gangquerschnitte, Zone 1: Feststoff, Zone 2: Schmelzfilme, Zone 3: separierteSchmelze
Eine Weiterentwicklung dieses Konzeptes ist die sog. Barr-Schnecke (vgl. Bild 4.26).
Diese Schnecke hat in der Separierzone eine konstante Feststoffkanalbreite und eine in
Förderrichtung abnehmende Kanaltiefe. Ihr Vorteil liegt in der nahezu konstanten
Wärmeübertragungsfläche für den gesamten Feststoffkanal.
Bild 4.26 Prinzipdarstellung einer Barriere-SchneckeA abgewickelter Schneckengang, B Gangquerschnitte
Nutbuchsenextruder erlauben aufgrund ihrer fördersteifen Einzugszone eine
konsequentere Aufteilung der Schneckenzonen in die Funktionen Fördern, Aufschmelzen
und Homogenisieren (vgl. Bild 4.27).
65
Bild 4.27 Funktionszonen eines NutbuchsenextrudersA Fördern, B Aufschmelzen, C Homogenisieren
Diese drei Grundfunktionen können streng getrennt vorliegen, wenn das System ideal
fördersteif arbeitet. Da dann keine störenden Kopplungen auftreten läuft der Prozeß
geordneter und damit besser durchschaubar und beherrschbar ab.
Einen typischen Grundaufbau einer Fünfzonenschnecke zeigt Bild 4.28. Sie besteht aus
Einzugszone, Kompressionszone, einer Zone konstanter Gangtiefe mit integriertem
Scherteil, Dekompressionszone und Homogenisierzone.
Bild 4.28 Fünfzonenschnecke für Nutbuchsenextruder
Einige Thermoplaste bzw. Füllstoffe nehmen Wasser auf. Um eine Vortrocknung
derartiger Werkstoffe zu umgehen, werden Plastifizierextruder auch als
Entgasungtsmaschinen ausgelegt. Hier sind mehrere Schnecken, die verschiedene
Funktionen zu erfüllen haben, hintereinander geschaltet. In der Regel sind es zwei, bei
stufenweiser Entgasung drei Systeme, die meist im gleichen Zylinder angeordnet sind und
gemeinsam angetrieben werden. Bild 4.29 zeigt den Grundaufbau derartiger Maschinen.
66
Bild 4.29 EntgasungsmaschinenA 1 Extruderzylinder, 2 zweite Schneckenstufe, 3 Entgasungskanal, 4MaterialeintrittsöffnungA Einzugsbereich der ersten Schneckenstufe (SSt), B Kompressionszone der erstenSSt, C Meteringzone der ersten SSt, D Dekompressionszone der ersten SSt, EEntgasungszone zwischen erster und zweiter SSt, F Kompressionszone der zweitenSSt, G Ausstoßzone der zweiten SStB, a Extruderzylinder, b zweite SSt, c Entgasungskanal, d Schneckenabschnitt mitgegenläufigem Gangprofil, e erste SSt, f Drosselventil, g Druckmessgerät, hUmleitungskanal
Entscheidend für den störungsfreien Betrieb sind folgende Grundforderungen:
• Die Gänge in der Entgasungszone dürfen nur teilweise mit Schmelze gefüllt sein, da
bei vollständiger Füllung keine freie Oberfläche für das Entweichen der Gase
vorhanden ist und zum anderen Schmelze aus der Entgasungsöffnung austritt.
• Die Ausstoßzone muss stets vollständig gefüllt sein, damit keine Pulsationen, d.h.
Durchsatzschwankungen auftreten.
Die erste Forderung kann nur erfüllt werden, wenn die zweite Schnecke, oder besser die
zweite Schneckenstufe, bei druckloser Förderung einen höheren Durchsatz hat als die
erste. Da die Drehzahl für beide Schneckenstufen dieselbe ist, muß beim System A (Bild
4.29) die Geometrie der beiden Schneckenstufen aufeinander abgestimmt werden. Beim
67
System B erfolgt die Abstimmung über die Drosselung des Durchsatzes im
Umleitungskanal. System B ist variabler.
Bis hier überarbeitet-09-05-2004
4.4 Zonenweise Behandlung der Plastifizierextruder4.4.1 Die Feststoff-Förderzone
Eine einwandfreie Feststoff-Förderung ist nur dann möglich, wenn der Reibungskoef-
fizient an der Zylinderwand größer als der an der Schnecke ist. Die mathematische
Behandlung der Einzugszone ist dann unter folgenden Voraussetzungen möglich:
- Das Material (Pulver, Granulat) verhält sich wie ein Kontinuum, d.h. die innere
Reibung im Feststoffbett ist so hoch, daß innerhalb des Feststoffes keine Relativbewegung
auftritt,
- die Schneckengänge sind vollständig gefüllt,
- ein Aufschmelzen des Feststoffes findet nicht statt,
- die Schneckengangtiefe ist konstant,
- das radiale Schneckenspiel wird vernachlässigt,
- die Druckverteilung im Feststoffbett ist anisotrop,
- die Schüttdichte ist vom äußeren Druck unabhängig.
2.2.1.1 Reibverhalten von Kunststoffgranulaten und -pulvern
Der Massentransport, der Energieumsatz und der Druckaufbau in der Einzugszone von
Einschneckenextrudern werden außer von der Geometrie- und den Betriebsparametern in
hohem Maße durch die Reibungsverhältnisse in diesem Extruderabschnitt festgelegt.
Will man also die kinematischen und thermischen Vorgänge in der Feststoffzone
modellmäßig beschreiben, so müssen tribologische Kenndaten von Kunststoffgranulaten
68
und -pulvern als Funktion der das jeweilige Tribo-System charakterisierenden Größen
bekannt sein.
Hierbei unterscheidet man i.A. zwischen dem sog. „ äußeren“ Reibungskoeffizienten µa
(Kunststoff / Stahl) und dem sog. „ inneren“ Reibungskoeffizienten µ i (Kunststoff /
Kunststoff). Da die meßtechnische Ermittlung derartiger Reibbeiwerte aufgrund der
vielfältigen Einflußparameter außerordentlich problematisch ist, finden sich in der
einschlägigen Literatur häufig widersprüchliche Daten.
So wird z.B. darauf verwiesen, daß die Reibungskoeffizienten, entsprechend dem
Coulombschen Ansatz, unabhängig von der Normalkraft FN, nominaler Kontaktfläche und
Gleitgeschwindigkeit v seien.
Daneben werden Reibbeiwerte vorgestellt, die Funktionen von Flächenpressung,
Temperatur und Oberflächenzustand der Stahloberfläche sind. Daß die veröffentlichten
Daten so große Unterschiede aufweisen, liegt mit darin begründet, dass die Reibung keine
stoffcharakteristische Größe wie etwa die spezifische Wärmekapazität cp oder die
Wärmeleitfähigkeit λ darstellt, sondern als spezifische Reaktion eines komplexen System
zu interpretieren ist. D.h. bei der Angabe von Reibbeiwerten muß immer das gesamte
Tribo-System mit in die Betrachtung einbezogen werden.
Die Abhängigkeit der Reibungskoeffizienten µ von Flächenpressung, Temperatur und
Gleitgeschwindigkeit kann heute mit Hilfe eines sog. Scheibentribometers reproduzierbar
gemessen werden.
Bild 2.19 zeigt prinzipiell, wie die Messung vor sich geht. Es gilt für die Messung des
inneren Reibungskoeffizienten.
69
Bild 2.19 Messung des inneren Reibungskoeffizienten
Bei der Messung des inneren Reibwertes werden die Granulat- oder Pulverkörner
gegeneinander geschert. Gemessen werden die Reibkraft FR und die Normalkraft FN.
Der innere Reibwert µ i ist dann:
µ i = FR/FN (2.1)
Zur Messung des Reibkoeffizienten Granulat gegen eine Stahloberfläche wird der gesamte
untere Ring durch eine Stahlplatte getauscht. Es reiben dann die Granulatkörner gegen eine
Stahloberfläche. Den Meßwert nennt man dann „ äußerer“ Reibwert µa. Er tritt an der
Schnecke und am Zylinder auf. Auch hier gilt:
µa = FR/FN (2.2)
Bild 2.20 zeigt beispielhaft µa für PE hoher Dichte.
70
Bild 2.20 Äußerer Reibungskoeffizient µa von HDPE (Hostalen GF 7740) als
Funktion der Flächenpressung, der Gleitgeschwindigkeit und der
Temperatur
Der innere Reibungskoeffizient µ i wurde bislang in erster Linie für
Polymerpulverstrukturen ermittelt, wobei aber aus versuchstechnischen Gründen in den
wenigsten Fällen Druck- und Geschwindigkeitswerte zu Grunde gelegt werden konnten ,
wie sie in der Einzugszone von Nutbuchsenextrudern real auftreten.
71
Gerade auf dem Sektor der Ermittlung innerer Reibungskoeffizienten, ,die für eine
zuverlässige Berechnung der Einzelvorgänge in dieser Funktionszoen unabdingbar
notwendig sind, besteht zur Zeit noch ein großer Nachholbedarf. Für ein PE hoher Dichte
ist in Bild 2.21 der innere Reibwert µ i dargestellt. Er liegt bei etwa 0,55. Der Vergleich
zum äußeren Reibwert µa zeigt, dass
µ i > µa
gilt.
Bild 2.21 Innerer und äußerer Reibwert als Funktion der Druckes
2.2.1.2 Die Dichte von Kunststoffgranulaten und -pulvern
72
Bei der Messung der Schüttdichte ρs läßt man das Granulat oder Pulver in ein Becherglas
vom Volumen VG rieseln. Aus der Wägung der Granulat- oder Pulvermasse mG und dem
Volumen VG ergibt sich die Schüttdichte ρs wie folgt:
ρs = mg / VG (2.3)
Im Extruder wird das Material unter Druck gebracht und komprimiert. Die Folge davon ist
eine Zunahme der Dichte. In den Bildern 2.22 und 2.24 ist die Dichte in Abhängigkeit vom
Druck für hochmolekulares PE dargestellt.
Bild 2.22 Dichte in Abhängigkeit von Druck und Zeit (Hostalen GM 7255 P)
73
Bild 2.23 Dichte in Abhängigkeit von Druck und Zeit (Lupolen 4261 A)
2.2.1.3 Mathematische Behandlung der Feststoff - Förderzone
Ziel dieses Abschnittes ist die Entwicklung einer Berechnungsformel für den Durchsatz
einer Feststoff - Förderzone mit zunächst glattem Zylinder aus den Verfahrens-,
Geometrie- und Stoffparametern.
Bild 2.24 zeigt die Definition von 4 Geschwindigkeiten:
1. Umfangsgeschwindigkeit: vu = π n D (2.4)
n: Schneckendrehzahl
D: Zylinderdurchmesser
Dies ist die Geschwindigkeit, mit der sich der Schneckensteg (oder z.B. ein auf den Steg
gemalter Punkt) bewegt.
74
Bild 2.24 Geschwindigkeiten im Schneckenkanal
Das zu transportierende Material hat nur die Möglichkeit sich ebenfalls mit vu in
Umfangsrichtung mit der Schnecke mit zu bewegen (wie als wäre es auf die Schnecke
aufgeklebt), oder aber sich relativ zur Schnecke mit v? in Kanalrichtung zu bewegen.
2. Geschwindigkeit in Kanalrichtung:v �
Demzufolge ergibt sich die Absolutgeschwindigkeit des Schüttgutes als Hintereinander -
Ausführung der Bewegungen in Umfangs- und Kanalrichtung (vektorielle Addition, Bild
2.25).
3. Absolutgeschwindigkeit: va = vu + vΦ (2.5)
Die Absolutgeschwindigkeit va kann ihrerseits zerlegt werden in eine Umfangs- und eine
Axialkomponente vx. Die Axialkomponente liefert den Materialdurchsatz.
4. Axialgeschwindigkeit: vx
Umfangsgeschwindigkeit und Absolutgeschwindigkeit schließen den sog. Förderwinkel ω0
ein. Dieser Winkel gibt an, inwieweit das Schüttgut nur mit der Schnecke mitrotiert (ω0 =
0), oder aber eine Axialgeschwindigkeit entwickelt
(ω0 > 0). Daher der Name Förderwinkel.
75
Der Winkel Φ heißt Gangsteigungswinkel. Nach Bild 2.24 ist er gegeben durch:
tan (Φ) = T / π n D (2.6)
Aus den Geschwindigkeitsdreiecken in Bild 2.24 lassen sich folgende Beziehungen
herleiten:
Sinus - Satz im Dreieck va, v?, vu :
va / sin (Φ) = vu / sin (180 -�Φ - ω0) = vu / sin (Φ+ ω0) (2.7)
rechtwinkliges Dreieck va, vx :
vx = va sin (Φ 0) (2.8)
Aus (2.6), (2.7) und (2.8) kann man folgern:
vx = π n D sin (Φ) sin (ω0) / sin (Φ + ω0) =
= π n D tan (Φ) tan (ω0) / [tan (Φ) + tan (ω0)] (2.9)
Damit ist die axiale Geschwindigkeitskomponente auf die o.g. Eingangsdaten und den
Förderwinkel zurückgeführt.
Um den Durchsatz zu erhalten, muß man sie mit der Schüttdichte und der freien
Ringquerschnittsfläche multiplizieren:
fxss AvVm ⋅⋅=⋅= ρρ && (2.10)
wobei die freie Ringquerschnittsfläche Af gegeben ist durch:
76
Af = ¼ π (D2 - d2) - s h / sin (Φ) (2.11)
s: Stegbreite
h: Gangtiefe
Damit ergibt sich zusammenfassend für den Durchsatz:
0
022
tantantantan
]sin
)(4
[ωωππρ
+Φ⋅Φ
⋅Φ
⋅−−⋅⋅⋅⋅⋅= hsdDDnm s& (2.12)
Der Förderwinkel ω0 muß aus einer Kräftebilanz am Kanaleingang gewonnen werden
(Bild 2.25).
Bild 2.25 Kräfte am Längenelement des Feststoffkanals
Die dargestellten Kräfte haben folgende Bedeutung:
P Druckkraft im Feststoff - Element in Kanalrichtung am
Elementanfang
P + ∆P Druckkraft im Feststoff - Element entgegen Kanalrichtung am
77
Elementende
RS Reibkraft, welche die Schnecke auf das Element ausübt. Da sich
das Element relativ zur Schnecke unter dem Winkel ω bewegt,
greift diese Kraft auch unter dem Winkel ω an.
RZ Reibkraft, welche der Zylinder auf das Element ausübt. Da sich
das Element relativ zum Zylinder unter dem Winkel ωo bewegt,
greift diese Kraft auch unter dem Winkel ωo an.
Ra Reibkraft, welche der aktive Steg ausübt
Na Normalkraft, welche der aktive Steg ausübt
Rp Reibkraft, welche der passive Steg ausübt
Np Normalkraft, welche der passive Steg ausübt
Die Kräftebilanz in Kanalrichtung liefert:
-∆P - Ra - Rp + RZ cos (ω0+Φ) - RS = 0 (2.13)
und die Kräftebilanz senkrecht dazu ergibt:
Na - Np - RZ sin (ω0+Φ) = 0 (2.14)
Mit
Ra = µS Na und (2.15)
Rp = µS Np
78
µS: Reibungsbeiwert an der Schnecke
und (2.13) und (2.14) ergibt sich bei Eliminierung von Na:
- ∆P - 2µS Np + RZ [ cos (ω0+Φ) - µS sin (ω0+Φ)] - RS = 0 (2.16)
In der Nähe des Einfüllstutzens sind der Anstieg der Druckkraft ∆P und die Normalkraft
am passiven Steg gegenüber den Reibkräften an der Schnecke und der Buchse
vernachlässigbar. Aus (2.16) folgt damit:
RS / RZ = cos (ω0+Φ) - µS sin (ω0+Φ) (2.17)
Setzt man in (2.17) die Beziehungen
RZ = µZ p OZ (2.18)
RS = µS p OS (2.19)
OZ / OS = D / d (2.20)
OZ: Oberfläche des Elementes am Zylinder
OS: Oberfläche des Elementes an der Schnecke
p: Druck im Element
so folgt:
µS d / µZ D = cos (ω0+Φ)- µS sin (ω0+Φ) (2.21)
(2.21) kann wie folgt nach ω 0 aufgelöst werden:
79
+⋅⋅−
++
⋅⋅+
+⋅⋅
−+Φ−= 2
22
2
2
2
2
1
)/(1)
1
/
1
/arcsin
s
zs
s
zs
s
zso
uDduDduDd
µµ
µµ
µµω
(2.22)
Der Massendurchsatz kann jetzt berechnet werden.
Beispiel
D = 100 mm, d = 90 mm, s = 10 mm, Φ = 17,7 °, n = 120 min-1, ρs = 500 kg/m³,
µs = 0,2 und µz= 0,22
Aus (2.11) folgt: Af = 1327 mm2
Aus (2.22) folgt: ω0 = 7,6 °
Aus (2.9) folgt: vx = 59,2 mm / s
Aus (2.10) folgt: m& = 141 kg / h
2.2.1.4 Die genutete Einzugszone
Höhere Durchsätze erhält man, wenn ein hoher Reibungskoeffizient an der Zylinderwand
in Verbindung mit einem geringen Reibungskoeffizienten an der Schnecke vorliegt. Dies
wird durch eine Nutung der Einzugszone erreicht (Bild 2.26).
Bild 2.26 Querschnitt der genuteten Einzugszone eines Nutbuchsenextruders
80
Im Bereich der Nuten kommt dann der höhere innere Reibungskoeffizient µ i zur Wirkung.
Für den Durchsatz gelten dann die gleichen Zusammenhänge (Gleichungen (2.4) bis
(2.22)) wie bei einer glatten Einzugszone, man muß lediglich den Reibungskoeffizienten
an der Zylinderwand µZ durch einen neuen, sog. effektiven Reibungsbeiwert ersetzen,
welcher das Vorhandensein der Nuten modelliert:
(2.23)
Gleichung (2.23) folgt aus einer einfachen Kräftebilanz am Umfang der genuteten
Zylinderwand. Die Symbole haben folgende Bedeutung:
µeff: effektiver Reibungskoeffizient an der Zylinderwand
NN: Anzahl der Nuten
bN: Breite der Nuten
Um den Einfluß der Nutung weiter zu untersuchen wird das voraus gegangene Beispiel
bezüglich des Reibungskoeffizienten an der Zylinderwand wie folgt abgeändert:
µ i = 0,5, bN = 5 mm, NN = 10
Es ergibt sich an der Zylinderwand ein effektiver Reibungskoeffizient von:
µeff = 0,25
Benutzt man die Daten des vorausgegangenen Beispiels und ersetzt µZ = 0,22 durch µeff =
0,25, so folgt:
aus (2.11): Af = 1327 mm2
aus (2.22): ω0 = 16,1 °
aus (2.9): vx = 95,2 mm / s
81
.
aus (2.10): m& = 227 kg / h
Somit konnte durch das Nuten der Einzugszone eine erhebliche Durchsatzsteigerung erzielt
werden.
Bild 2.27 zeigt schematisch den Durchsatz einer Einzugszone als Funktion der
Reibkoeffizienten und des Gegendruckes.
Bild 2.27 Durchsatz der Einzugszone als Funktion der Reibkoefizienten und des
Gegegndruckes – schematische Darstellung
Die Abhängigkeit von den Reibkoeffizienten wurde dabei mit dem hier vorgestellten
Modell ermittelt, die Abhängigkeit vom Gegendruck mit einem komplizierteren, hier nicht
erwähnten, Modell.
Man erkennt, daß wenn das Verhältnis µZ/µS nur schwach größer als 1 ist, sich nur geringe
Durchsätze ergeben. Diese sind zudem stark gegendruckabhängig.
82
Bereits geringe Steigerungen der Verhältnisses der Reibkoeffizienten (µZ/µS =
1,5 - 2) führen zu großen Durchsatzsteigerungen. Die Abhängigkeit vom Gegendruck
verringert sich.
2.2.2. Die Aufschmelzzone
Beim Aufschmelzen ist zwischen wandhaftenden und wandgleitenden Schmelzen zu
unterscheiden.
In beiden Fällen bildet sich zunächst an der Zylinderwand durch Wärmeleitung ein
Schmelzefilm (Bild 2.28).
Bei wandhaftenden Schmelzen gelangt dieser z.T: über die Leckströmung in den nächsten
Schneckengang, z.T. wird er durch die aktive Schneckenflanke abgeschabt. Es bildet sich
ein Schmelzewirbel, der in Förderrichtung wächst.
In der Zone 3 - der sog. Übergangszone - werden durch den Schmelzewirbel teilweise
Feststoffpartikel mitgerissen und aufgeschmolzen. Durch die Leckströmung bildet sich
zusätzlich auch an der passiven Schneckenflanke ein Schmelzefilm. Hinzu kommt der
Wärmestrom von der Schnecke, der den Feststoff am Schneckengrund aufschmilzt.
Dadurch wird der Feststoff schließlich von Schmelze umströmt und aufgeschmolzen. Dies
geschieht durch Wärmeleitung und Schererwärmung.
Bei wandgleitenden Schmelzen wird nahezu kein Material durch die aktive
Schneckenflanke abgeschabt. Das angesinterte bzw. an der Zylinderwand aufgeschmolzene
Material gelangt über den Schneckensteg an die passive Flanke.
83
Bild 2.28 Aufschmelzen in einem Extruder
Der gesamte Aufschmelzvorgang erfolgt vornehmlich durch Wärmeleitung.
Homogenisiereffekte können hier nicht auftreten.
84
Die Aufschmelzlänge kann heute theoretisch berechnet werden. In Bild 2.30 sind die
Aufschmelzlängen von 3 Schneckengeometrien (Bild 2.29) wiedergegeben. Danach
schneidet die Barr-Schnecke wegen ihrer konstanten Wärmeübergangsfläche am besten ab.
Bild 2.29 Verschiedene Aufschmelzgeometrien
85
Bild 2.30 Aufschmelzlängen
Eine komplette Berechnung von Aufschmelzzonen ist heute zwar möglich, allerdings
immer noch sehr aufwendig. Auf eine mathematische Behandlung und Beispielrech-
nungen soll hier daher verzichtet werden.
2.2.3. Die Metering- oder die Ausstoßzone
In der Meteringzone ist das Material vollständig aufgeschmolzen und liegt als zähe
Schmelze vor. Zum Verständnis der Meteringzone ist es hilfreich, zwischen
konventionellem und Nutbuchsenextruder zu unterscheiden.
Konventioneller Extruder: Die Meteringzone hat die Funktion des Druckaufbaues, des
Scherens und des Mischens. Sie bestimmt den Durchsatz mit. Die Schmelze wird durch die
Schnecke mitgeschleppt und vom Zylinder gebremst (vgl. Einzugszone). Braucht die
Schnecke keinen Druck aufzubauen, so ist das Geschwindigkeitsprofil linear und man
spricht von einer reinen Schleppströmung (Bild 2.31 a). Wird hingegen
86
Bild 2.31 Geschwindigkeitsverläufe in der Meteringzone
Druck aufgebaut, z.B. mittels einer Drossel, so wirkt die Druckströmung der
Schleppströmung entgegen und es ergibt sich Bild 2.31 b. Durch die kräftige Scherung
entsteht eine gute Mischwirkung.
87
Nutbuchsenextruder: Der Verlauf des Druckgradienten ist hier meistens negativ. Man
sagt dann, daß die Meteringzone überfahren wird. Druck- und Schleppströmung addieren
sich (Bild 2.31 c). Die Scherwirkung ist hier weniger intensiv, d.h. die Misch- und
Homogenisiereffekte sind geringer. Dadurch hat die Meteringzone ihre eigentliche
Bedeutung verloren. Neue Konzepte sehen daher vor, sie durch Scher- und Mischteile zu
ersetzen (vgl. Bild 1.11).
2.2.3.1 Mathematische Behandlung der Meteringzone
Nach Bild 2.31. läßt sich die Strömung in der Meteringzone in drei Anteile zerlegen:
a) Eine rotierende Strömung quer zur Kanalrichtung
Man kann allgemein zeigen, daß diese Strömung die Strömung längs zur Kanalrichtung
nicht beeinflußt. Da sie außerdem keinen Beitrag zum Durchsatz der Meteringzone leistet
und mathematisch sehr schwierig zu behandeln ist, wird hier darauf verzichtet, sie weiter
zu verfolgen.
b) Schleppströmung in Kanalrichtung
Die Strömung in Kanalrichtung ist eine sog. ebene Schichtenströmung. Dieser
Strömungstyp kann in eine Schleppströmung (auch Scherströmung oder Couette -
Strömung genannt) und eine Druckströmung (auch Poiseuille - Strömung genannt) zerlegt
werden.
Die Schleppströmung ist in Bild 2.32 genauer erläutert.
88
Bild 2.32 Schleppströmung in der Meteringzone
Die Flüssigkeit befindet sich zwischen zwei ebenen Platten. Die obere Platte bewegt sich
in ihrer eigenen Ebene mit der Geschwindigkeit UW. Im Falle einer Meteringzone gilt UW
= π n D cos (Φ). Die untere Platte ruht (UW = 0). Daher bildet sich das skizzierte lineare
Geschwindigkeitsprofil aus. In Scherströmungen wird kein Druck auf - oder abgebaut.
Daher sind die Drucke an Kanalein - und - ausgang gleich. Die Breite des Kanals ist gleich
der Kanalbreite B in der Meteringzone, die Spaltweite gleich der Kanalhöhe der
Meteringzone HMet. Die Länge des Kanals L entspricht der abgewickelten Länge des
Meteringzonen - Kanals.
Für die Geschwindigkeitsverteilung über den Spalt gilt:
u(y) = π n D cos(Φ) y/HMet (2.24)
Daraus resultiert für den Volumenstrom:
VSchlepp = ½ B HMet π n D cos(Φ) (2.25)
und den Durchsatz:
mSchlepp = ½ ρ B HMet π n D cos(Φ) (2.26)
89
Dabei bezeichnet ρ die Dichte der Schmelze.
c) Druckströmung in Kanalrichtung
Die Druckströmung ist in Bild 2.33 genauer erläutert.
Bild 2.33 Druckströmung in der Meteringzone
Der Aufbau von Bild 2.33 ist ähnlich zur Schleppströmung, wobei jedoch die obere Wand
ruht und statt dessen die Strömung durch den Druckunterschied p2-p1 angetrieben wird. Im
Fall sog. newtonscher Flüssigkeiten (konstante Viskosität; nur newtonsche Flüssigkeiten
werden weiter betrachtet) ergibt sich ein parabelförmiges Geschwindigkeitsprofil, welches
leicht berechnet werden kann:
u(y) = - y (HMet - y) (p2 - p1) / 2 η L (2.27)
η symbolisiert die Viskosität der Schmelze und L die abgewickelte Länge des
Meteringzonen - Kanals.
90
Für den Durchsatz ergibt sich das sogenannte Gesetz von Hagen-Poiseuille:
mDruck = ρ B HMet3 (p1 - p2) / 12 η L (2.28)
Fügt man (2.26) und (2.28) zusammen, so folgt für den Durchsatz in der Meteringzone:
mMet = ρ B HMet [½ π n D cos(Φ) - HMet2 (p2 - p1) / 12 η L ] (2.29)
Für die abgewickelte Länge des Meteringzonen - Kanals L gilt:
MetwNTDL ,222 ⋅+⋅= π (2.30)
NW,Met gibt die Anzahl der Schneckenwindungen in der Meteringzone an.
Beispiel
Ein Schmelzeextruder wird so gefahren, dass stets der Druck am Eingang auf 50 bar und
der Druck am Ausgang auf 100 bar konstant geregelt sind.
Länge der Schnecke: 10 D
Schneckendurchmesser: 100 mm
Teilung: T = D
Stegbreite: 10 mm
Schmelzedichte: 1170 kg / m³
Viskosität: 100 kg/m s
Gangtiefe: 5 mm
Für 30 Upm und 50 Upm berechne man den Durchsatz und konstruiere eine m& -
n - Kennlinie für paus - pein = 50 bar = konst.
Wie groß muß die Drehzahl mindestens sein, damit der Extruder Schmelze in
Maschinenrichtung fördert?
91
Wegen T = D folgt Φ = 17,7° und cos(Φ) = 0,95 (Gleichung (1.5))
Wegen B = T cos(Φ) - s folgt B = 0,085 m (Gleichung (1.4))
Für die abgewickelte Kanallänge folgt: L = 3,3 m (Gleichung (2.30))
Einsetzen in (2.29) liefert:
m& = 0,075 n - 0,015 (alle Einheiten im MKS - System)
Für n = 30 Upm folgt: m& = 81 kg/h
Für n = 50 Upm folgt: m& = 171 kg/h
Dies liefert folgende Kennlinie (nach (2.28) eine Gerade, Bild 2.34):
20 Upm 40 Upm 60 Upm
100 kg/h
200 kg/h
Bild 2.34 Zur Druckströmung in der Meteringzone
Bei etwa 12 Upm ergibt sich der Durchsatz von 0. Um einen positiven Durchsatz zu
erreichen muß der Extruder also mit einer Drehzahl > 12 Upm betrieben werden.
92
5. Filter
Nachdem das Material im Extruder aufgeschmolzen ist, wird es durch ein Filter gedrückt
und über eine Düse ausgeformt (Bild 3.1). Die Abkühlung der Schmelze erfolgt
beispielsweise über eine Abzugswalze (Folie) oder über ein Wasserbad mit Kalibrierung
(Rohre und Profile).
Bild 3.1 Prinzipsskizze eines kompletten Extrusionssystem
Die Schmelze muß nicht nur homogen sondern auch rein sein. Sie darf keine störenden
Einschlüsse aufweisen, da diese zu einer Qualitätsminderung führen. Filter müssen so
aufgebaut sein, daß obige Aufgaben erfüllt werden und nur geringe Totzonen auftreten
können.
In den Bildern sind Filter mit großen Totzonen (Bild 3.2) und mit geringen Totzonen (Bild
3.3) gegenübergestellt.
Es ist möglich, durch einfache konstruktive Maßnahmen zu Schmelzefiltern mit nur
geringen Totzonen zu gelangen. Bei der Auslegung werden zwei Prinzipien beachtet:
93
1.) Das Filter wird voll durchflutet
2.) Der Fließwiderstand auf allen Stromlinien ist etwa gleich groß
Das erste Prinzip ist erfüllt, wenn der Strömungsquerschnitt mit dem Querschnitt des
Filtergehäuses identisch ist. Diese Forderung ist bei den in Bild 3.3 dargestellten Filtern
verwirklicht:
In Bild 3.3 a ist ein Topffilter dargestellt, das wegen der besonderen Ausformung des
Filtergehäuses und des Filterkörpers auf allen Fließwegen nahezu gleiche Fließwiderstände
hat. Der Filterkörper kann wie eine Filterkerze aufgebaut sein. Die Form gibt ein grobes
Stahlgewebe, das auch die tragende Form übernimmt.
Lagen feineren Drahtgewebes übernehmen die Aufgabe der Filtrierung. Die Kontur des
Verdrängers im Filterkörper und die Kontur der Innenwand des Filtergehäuses sind
aufeinander abgestimmt. Der wichtigste Nachteil dieses Filterkonzeptes ist die geringe
Filterfläche, die bei der Filtration stark verschmutzten Rohstoffes zu geringen Standzeiten
führen würde.
Das strömungsgünstige Kerzenfilter, Bild 3.3b, erlaubt die Verwirklichung einer sehr
großen Filterfläche in einem geringen Volumen. Der ankommende Schmelzestrom wird
durch eine Verteilerplatte auf den Fließquerschnitt des Filtergehäuses gebracht. Dadurch
werden tangentiale Kräfte auf die Filterkerzen reduziert. Die Bohrungen der Verteilerplatte
sind beidseitig angesenkt, so dass zwischen den Bohrungen keine der ursprünglichen
Flächen verbleibt.
Bild 3.2 Strömungsungünstige Schmelzefilter
95
Bild 3.3 Strömungsgünstige Schmelzefilter
Die Filterkerzen werden so auf der Bodenplatte montiert, dass aufgrund ihres Abstandes
zueinander der Fließwiderstand auf der Stromlinie 1 ungefähr der gleiche ist wie auf der
Stromlinie 2. Die Köpfe der Filterkerzen sind als kleine Verdrängerkörper ausgebildet, so
dass hier kein Material stagnieren kann.
Die Bohrungen in der Bodenplatte werden beidseitig angesenkt, so dass auch hier keine
Totstellen auftreten können. Einlauf und Auslauf werden trompetenförmig ausgebildet. Sie
sollen ausreichend langgestreckt sein, damit keine größeren Fließwiderstände, keine
Toträume und keine zu unterschiedlichen Verweilzeiten auf den Stromlinien entstehen.
In Fällen, wo große Standzeiten und große Filterflächen bei gegebenem Filtervolumen und
geringen Totzonen notwendig sind, hat sich nach vorliegenden Erfahrungen das
Filterkonzept von Bild 3.3 b bewährt. Etwa gleich zu bewerten ist aber auch ein Konzept
wie in Bild 3.3 b, wobei jedoch statt Filterkerzen Filterscheiben benutzt werden. Diese
führen zu einer noch kompakteren Unterbringung von Filterfläche im Volumen.
Das Siebwechselfilter von Bild 3.3 c hat keine Toträume, wird voll durchströmt und
beeinflußt die Homogenität der Schmelze nicht. Im Vergleich zu den Bildern 3.3 a und b
ist die Filterfläche jedoch weitaus kleiner. Deshalb kann dieses Filter nur dann eingesetzt
werden, wenn bestimmte Produktionsbedingungen erfüllt sind.
Wo soll ein Schmelzefilter angebaut werden?
Eine normale Extrusionsstrecke besteht aus Extruder, Schmelzeleitung, Filter, Düse und
ggf. (im Laufe der zeit immer häufiger) Zahnradpumpe. Somit ergeben sich eine ganze
Reihe von Anordnungsmöglichkeiten der Einzelaggregate und im Fall der Benutzung einer
Zahnradpumpe von Regelungstypen.
Bild 3.4 zeigt beispielhaft einige davon.
97
Bild 3.4 Verschiedene Aufbaumöglichkeiten von Schmelzesystemen
Welcher Aufbau der bessere ist, kann nur von Fall zu Fall in Abhängigkeit von der
jeweiligen Aufgabenstellung des Extrusionssystems entschieden werden.
98
4. Literatur
[1] Menges, G., Haberstroh, E., Michaeli, W., Schmachtenberg, E.: Werkstoffkunde
Kunststoffe, 5., völlig überarbeitete Auflage, C. Hanser Verlag, 2002
[2] Becker, G.W, Braun, D.: Die Kunststoffe, Chemie, Physik, Technologie,
Kunststoffhandbuch1, C. Hanser, München, 1990
[3] Gnauck, B., Fründt, P.: Einstieg in die Kunststoffchemie, C. Hanser, München, 3.
neubearbeitete Auflage, 1991
[4] Christen, H.R.: Chemie, Otto Salle Verlag, Frankfurt
[5] Schwister, K. Taschenbuch der Chemie, 2., verbesserte Auflage, Fachbuchverlag





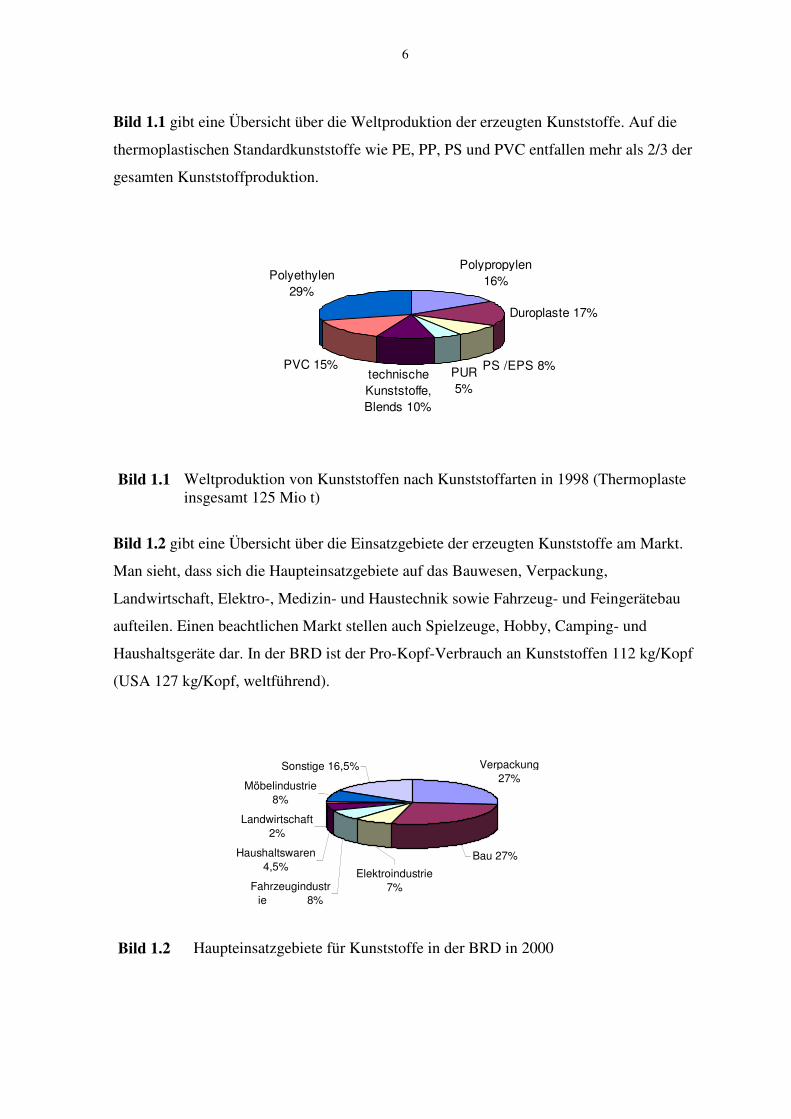

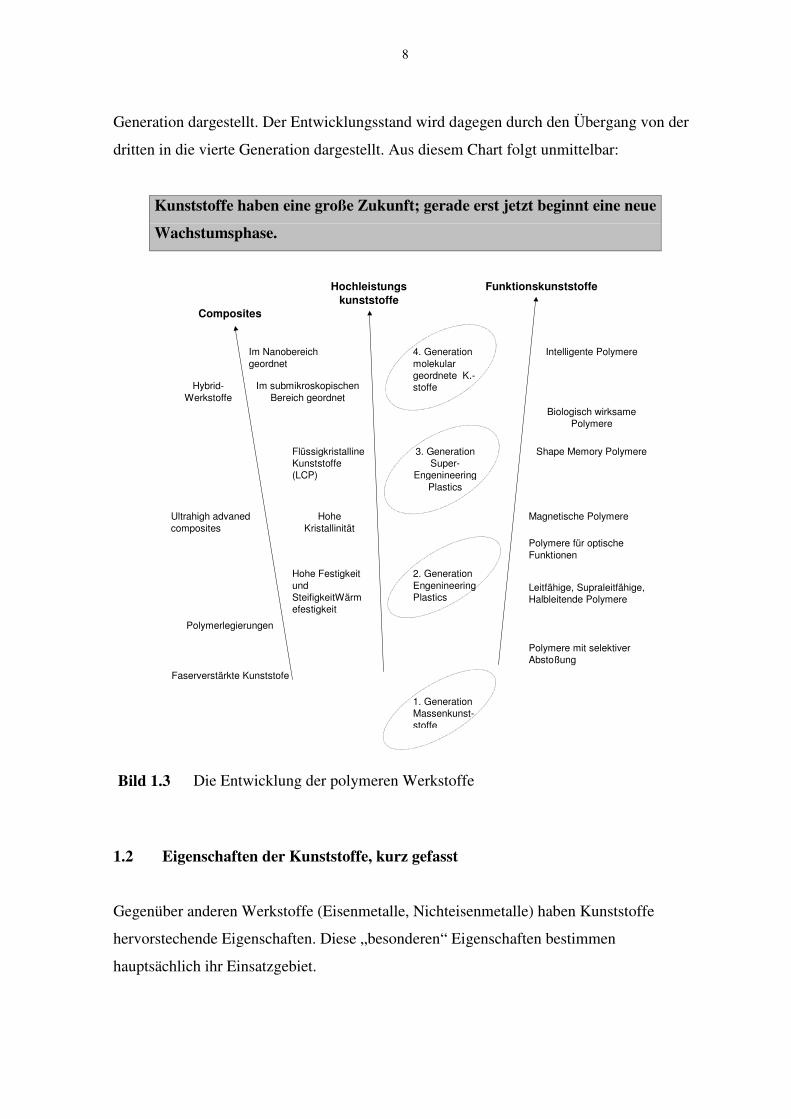

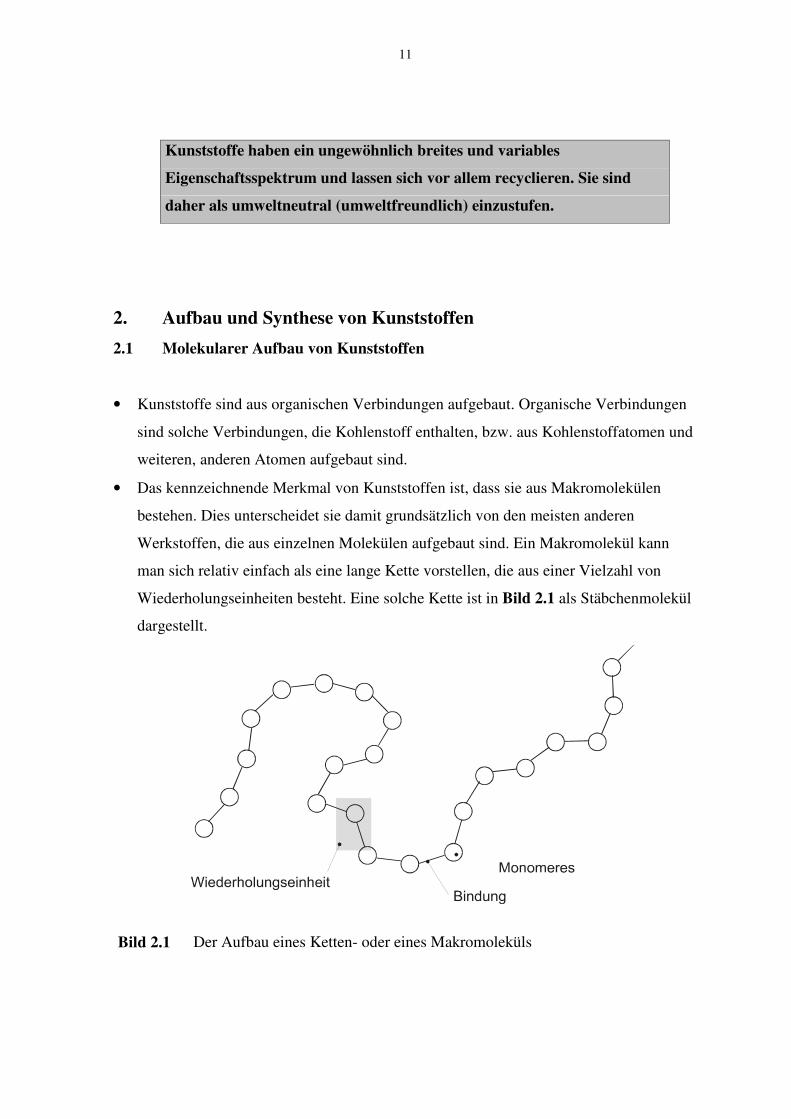


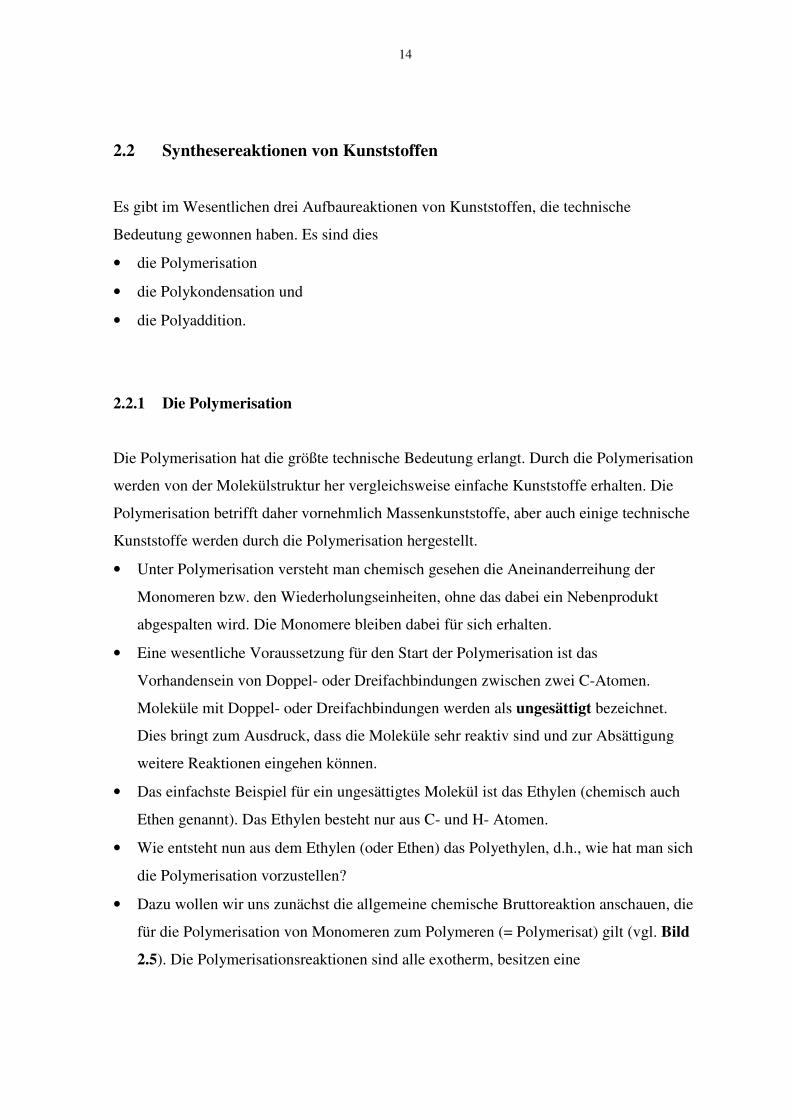
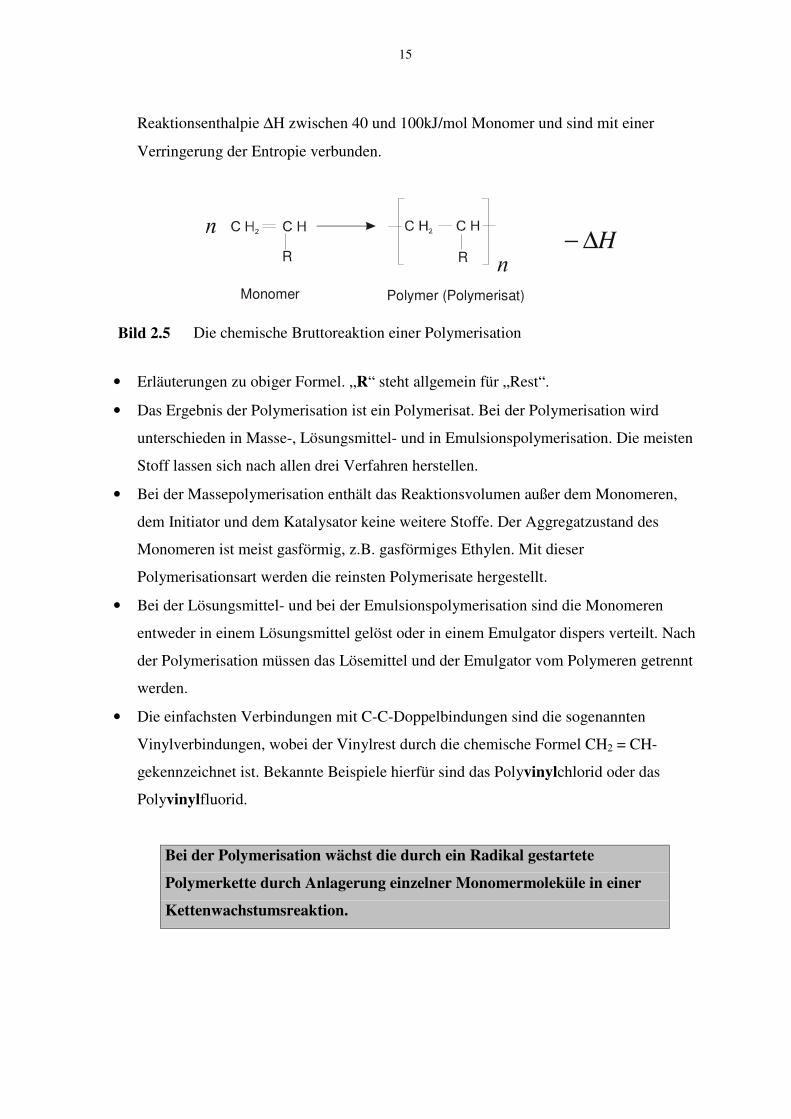
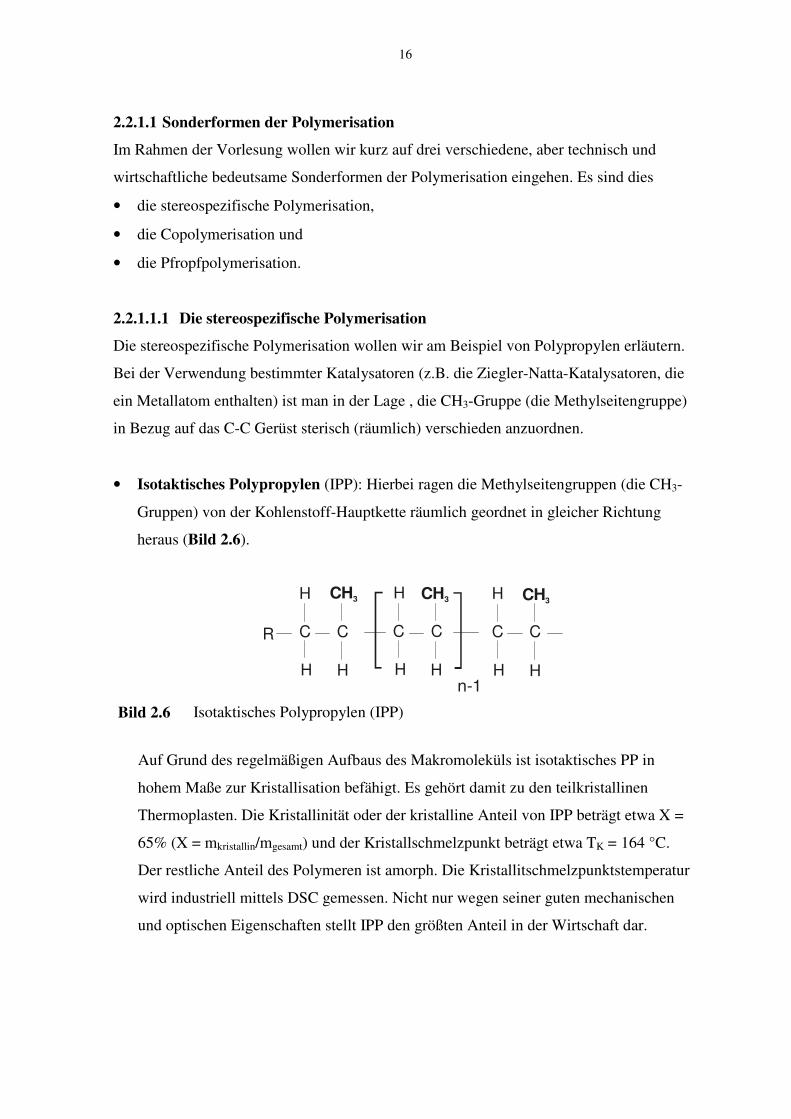


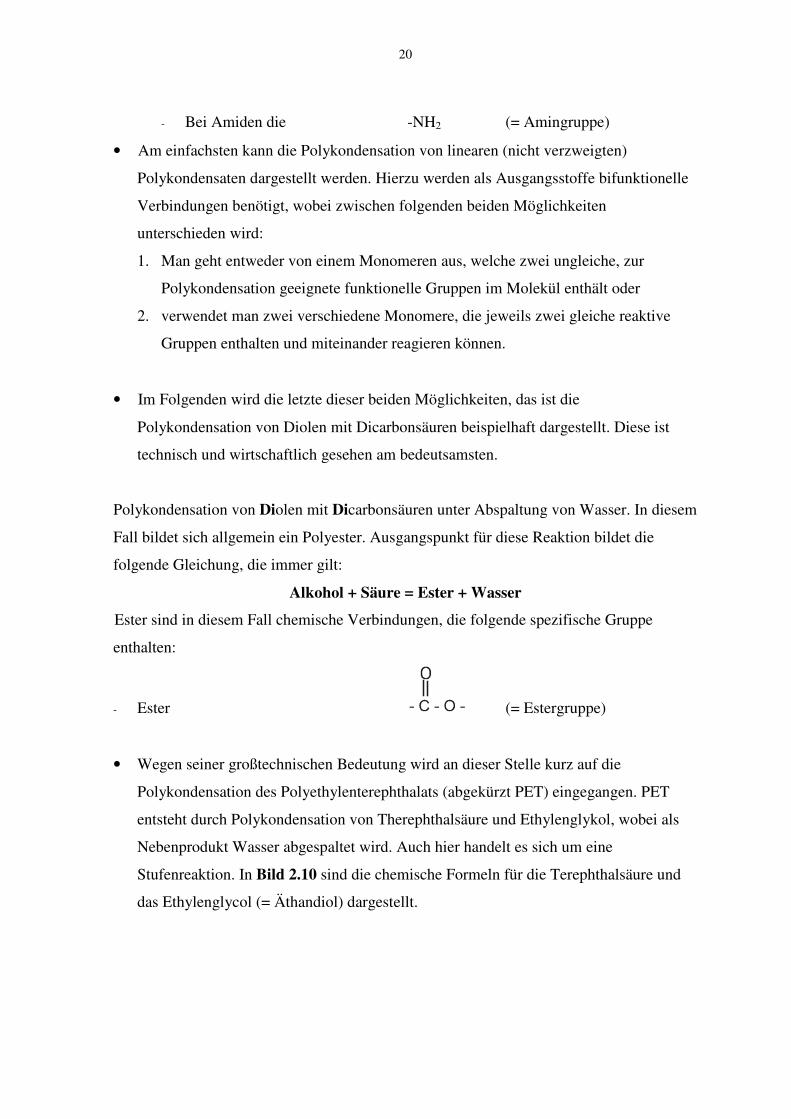


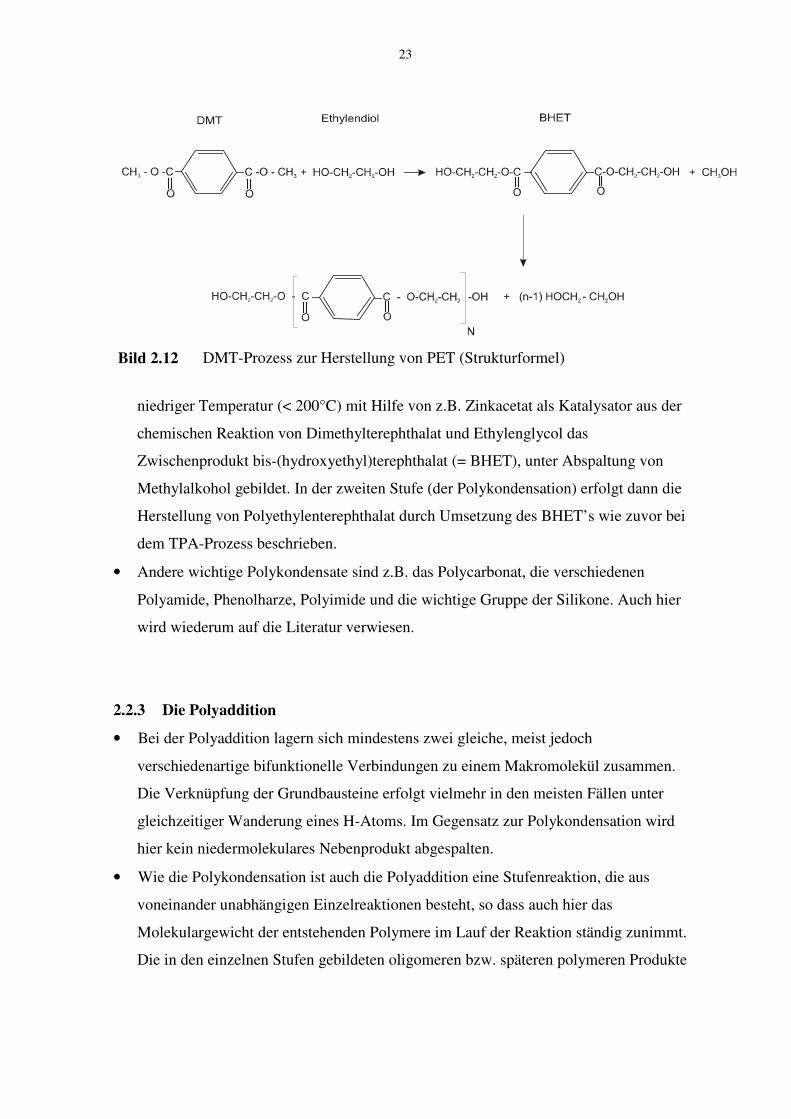
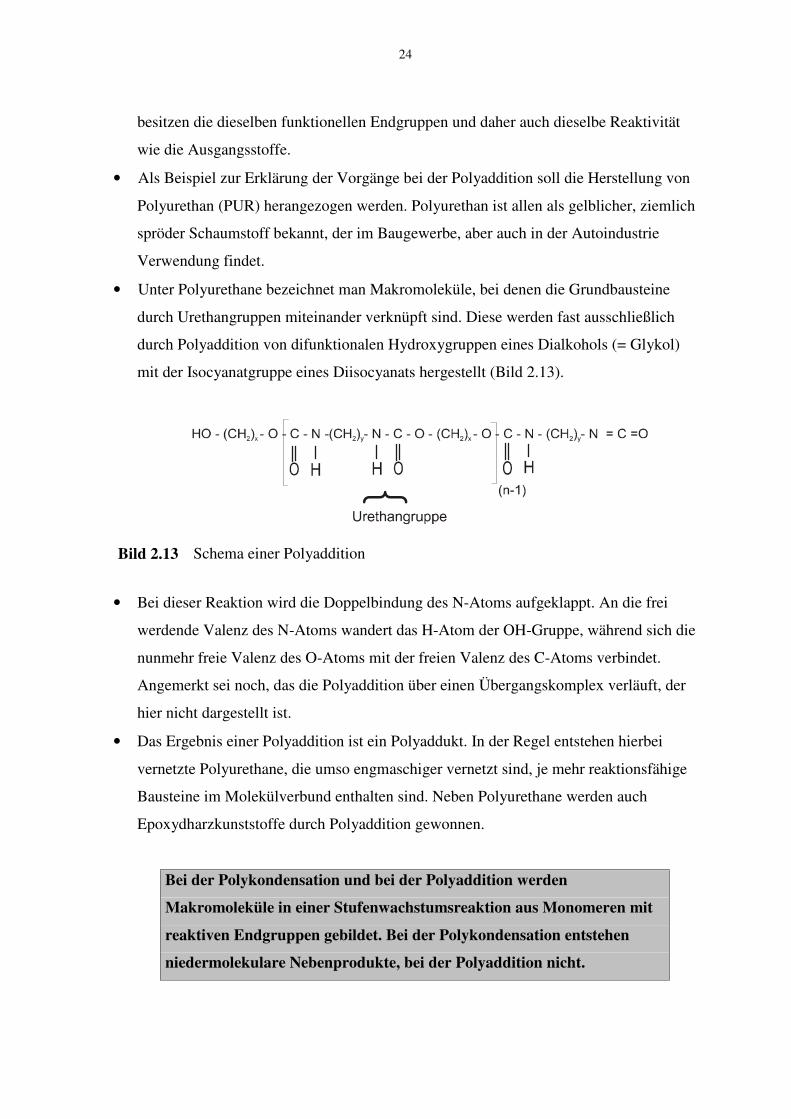




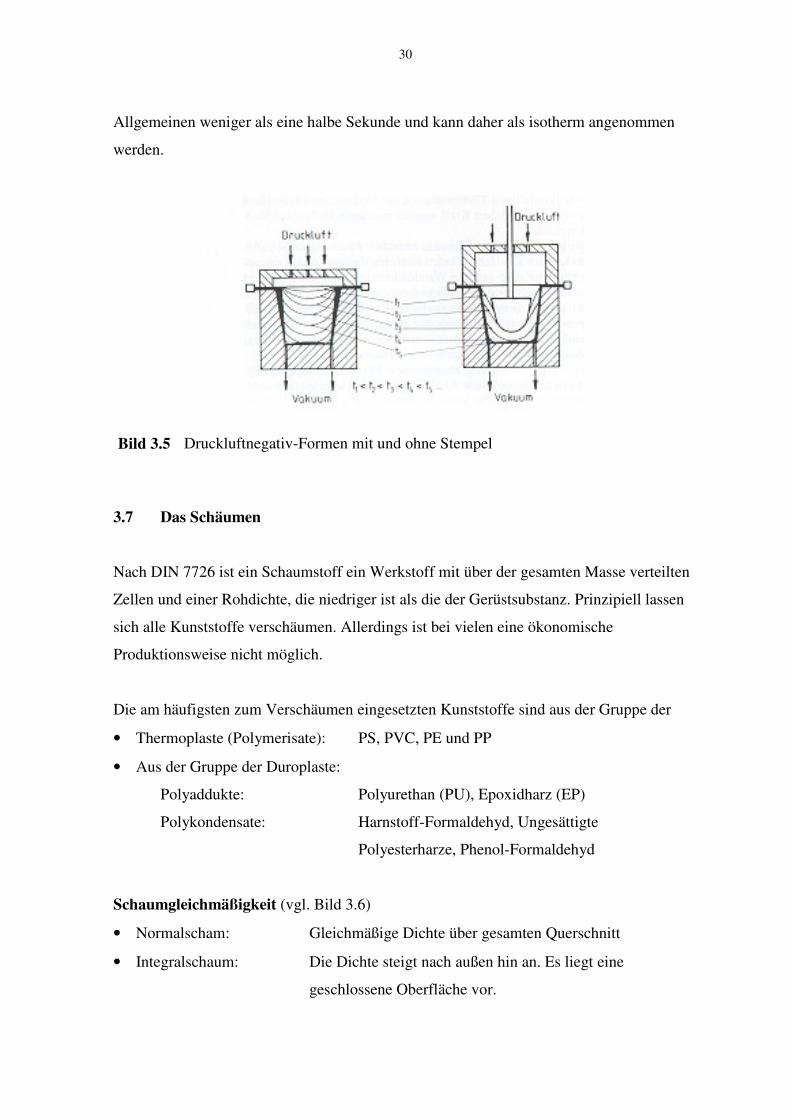
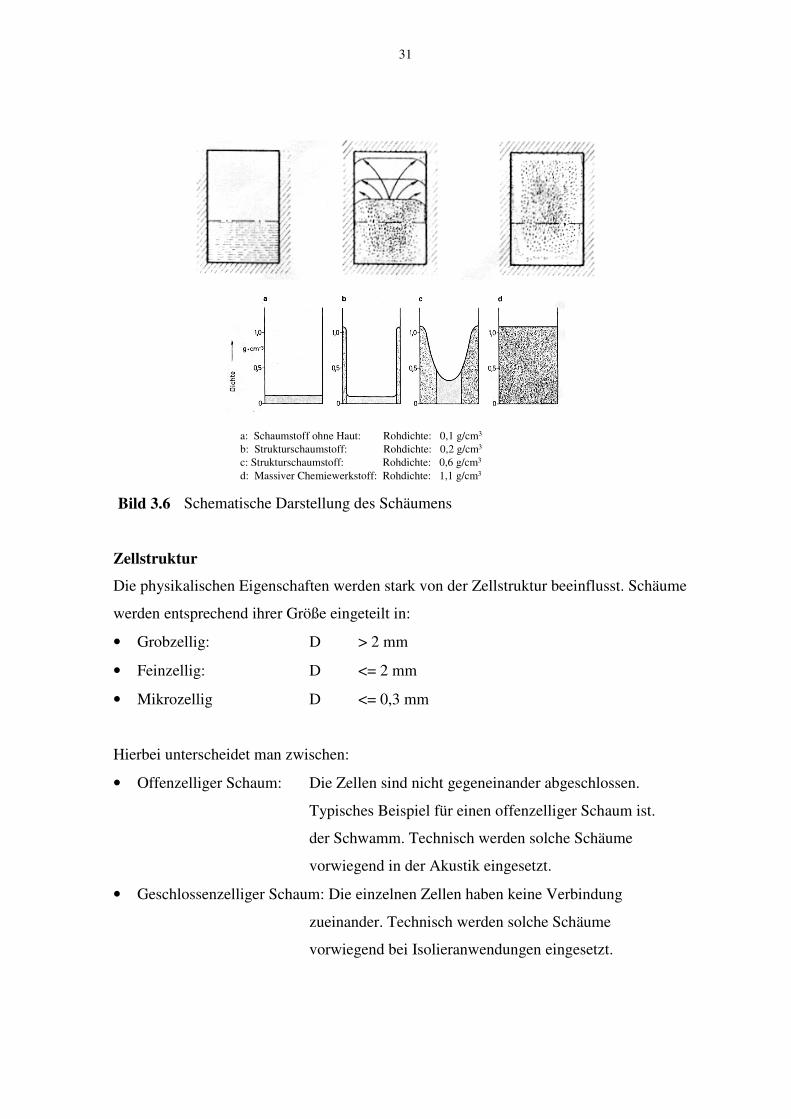



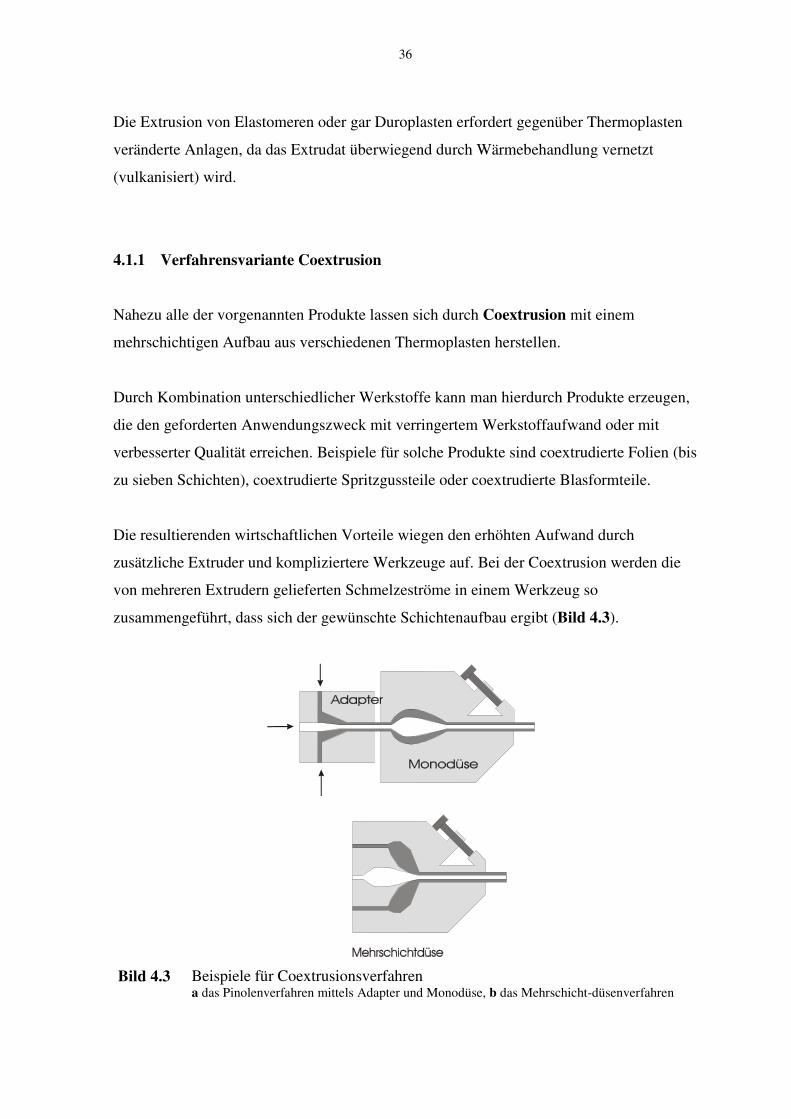
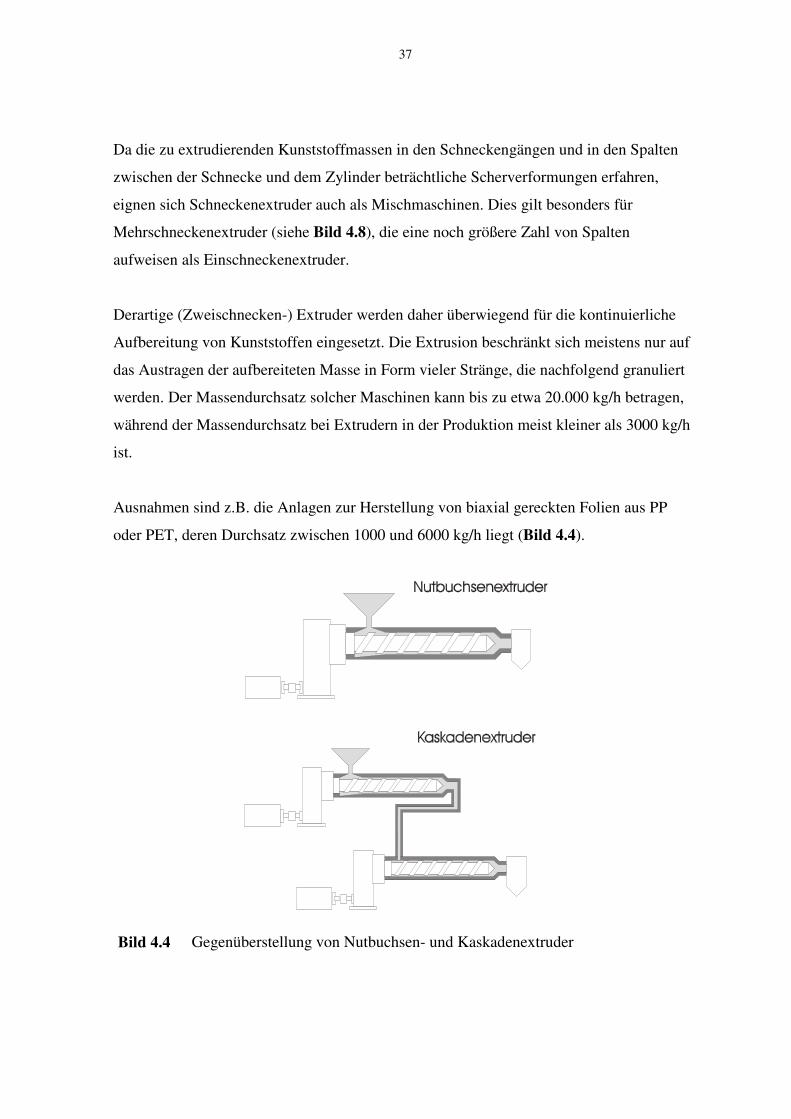
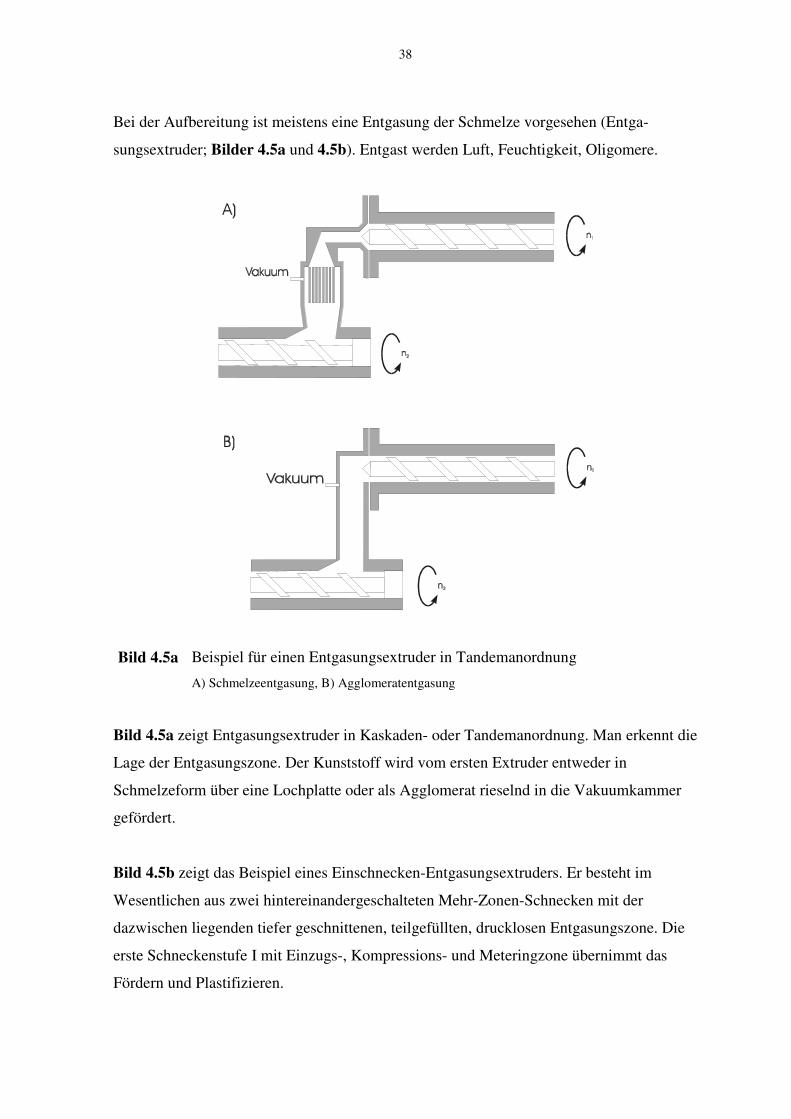
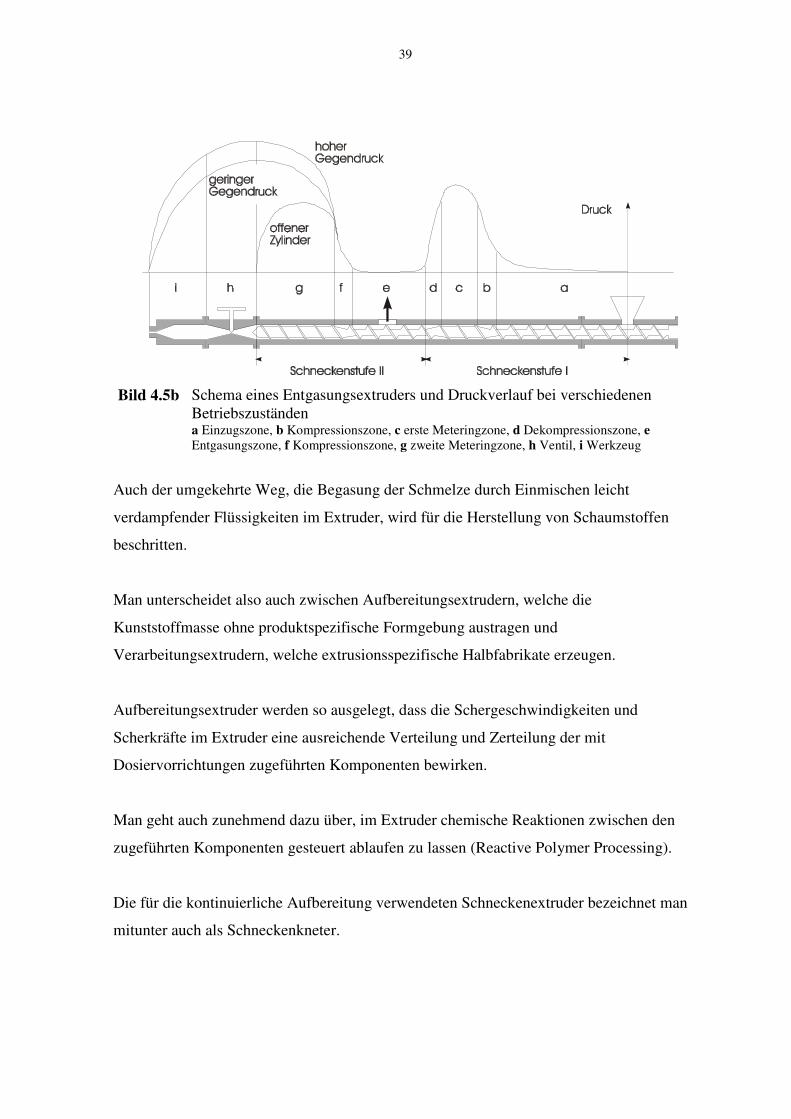
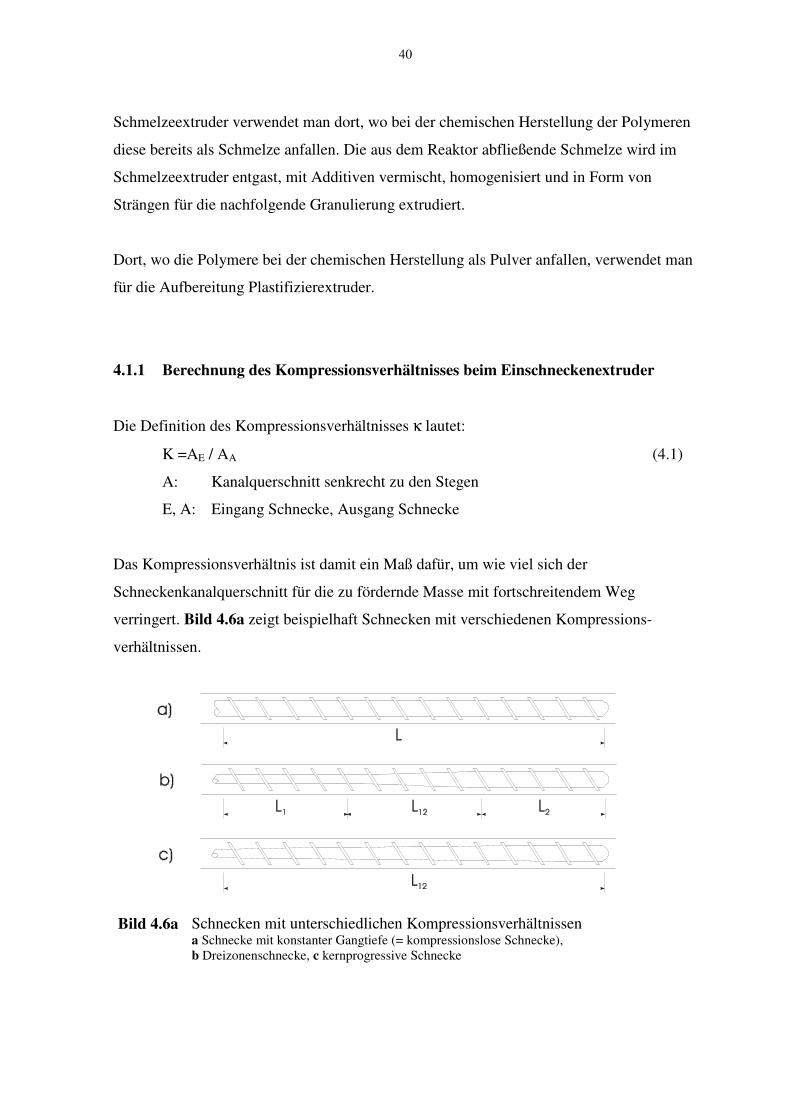
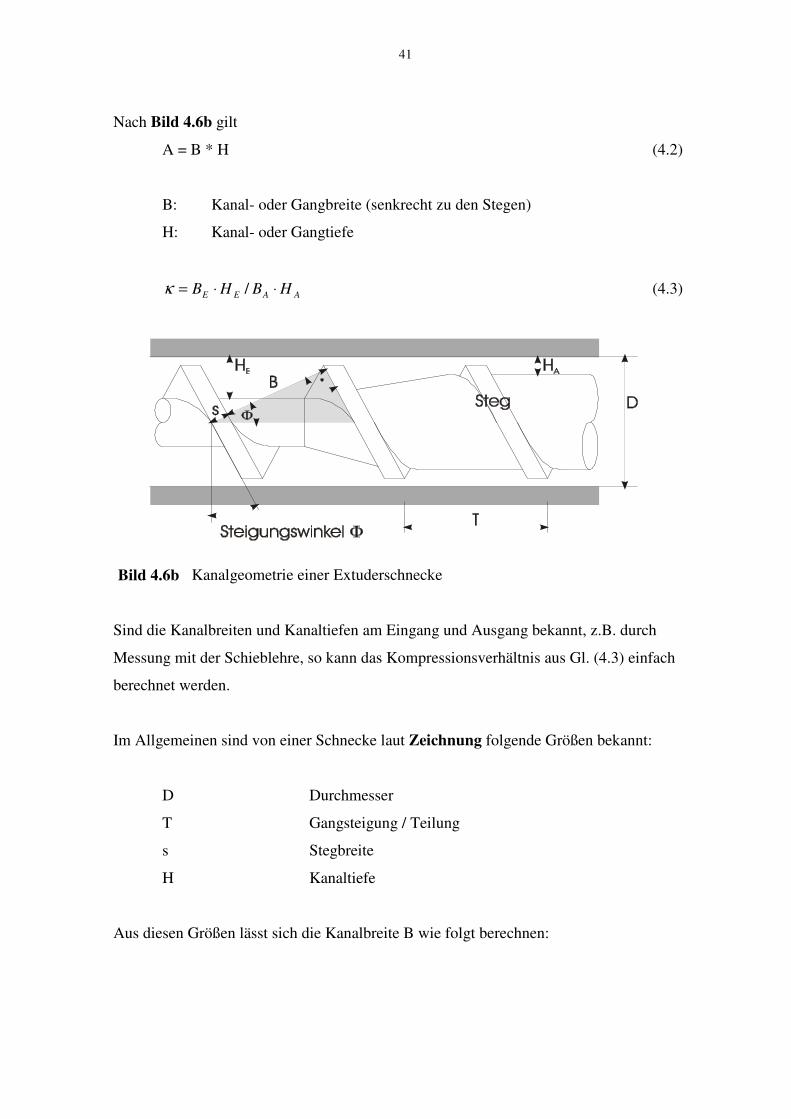
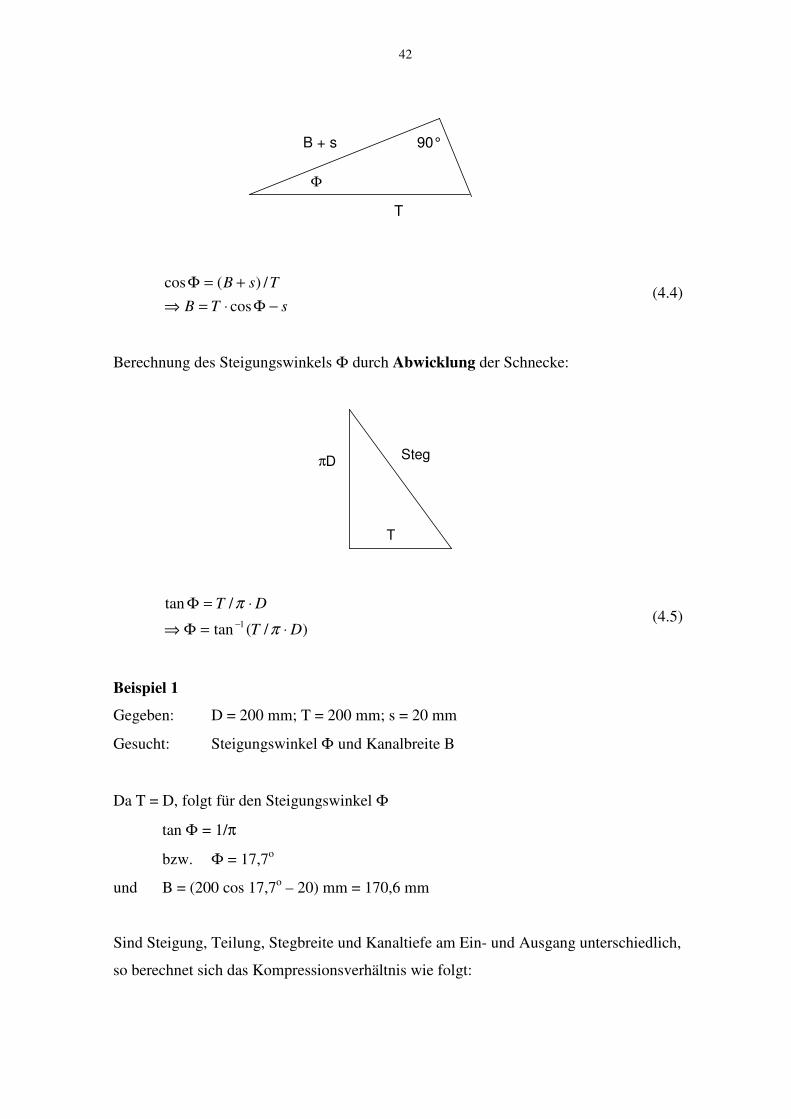


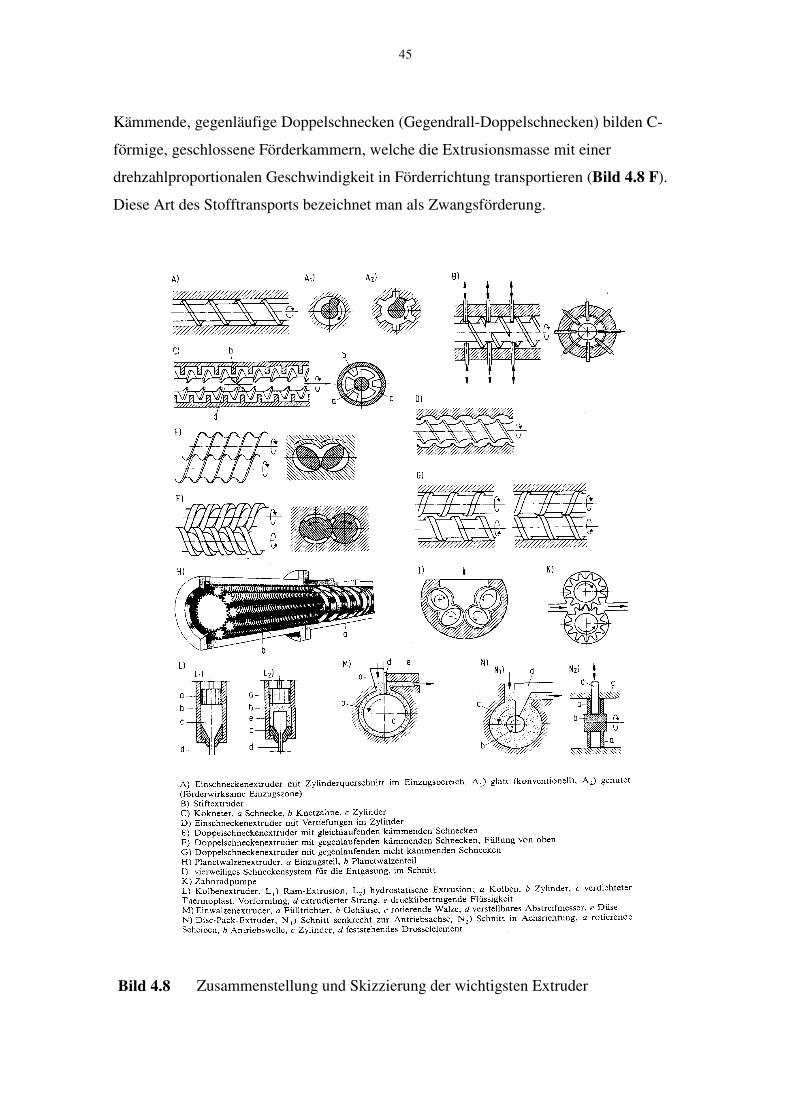
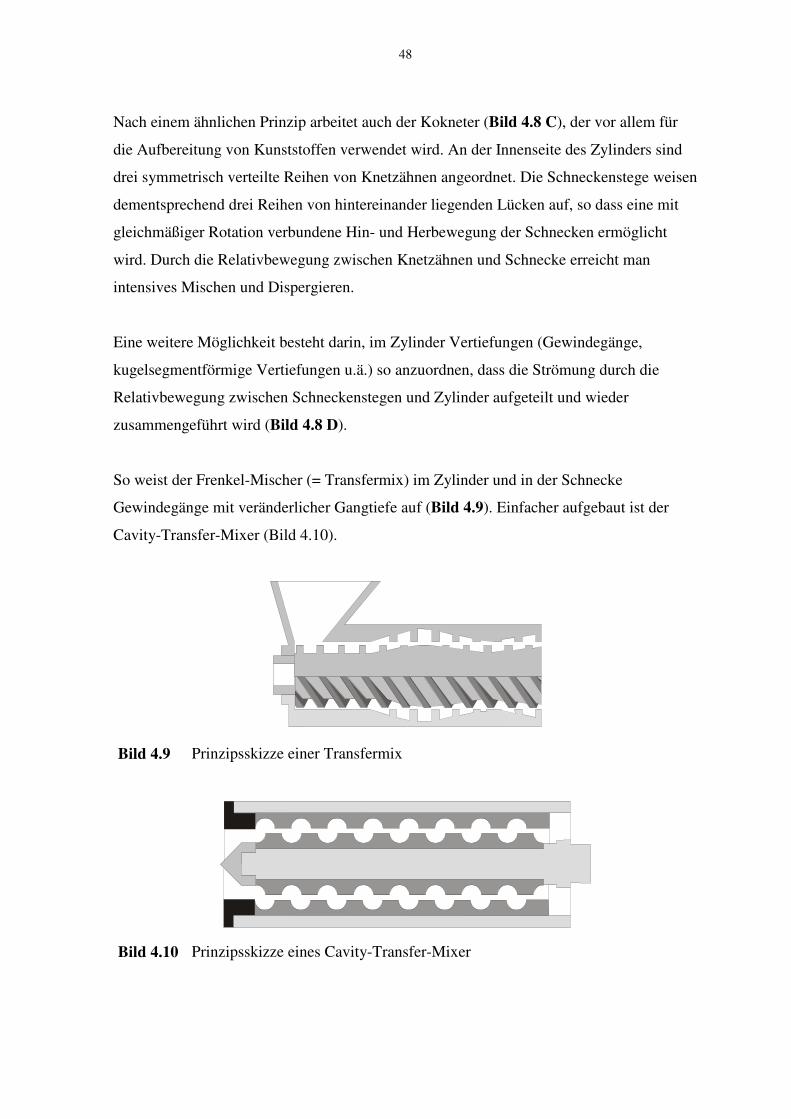
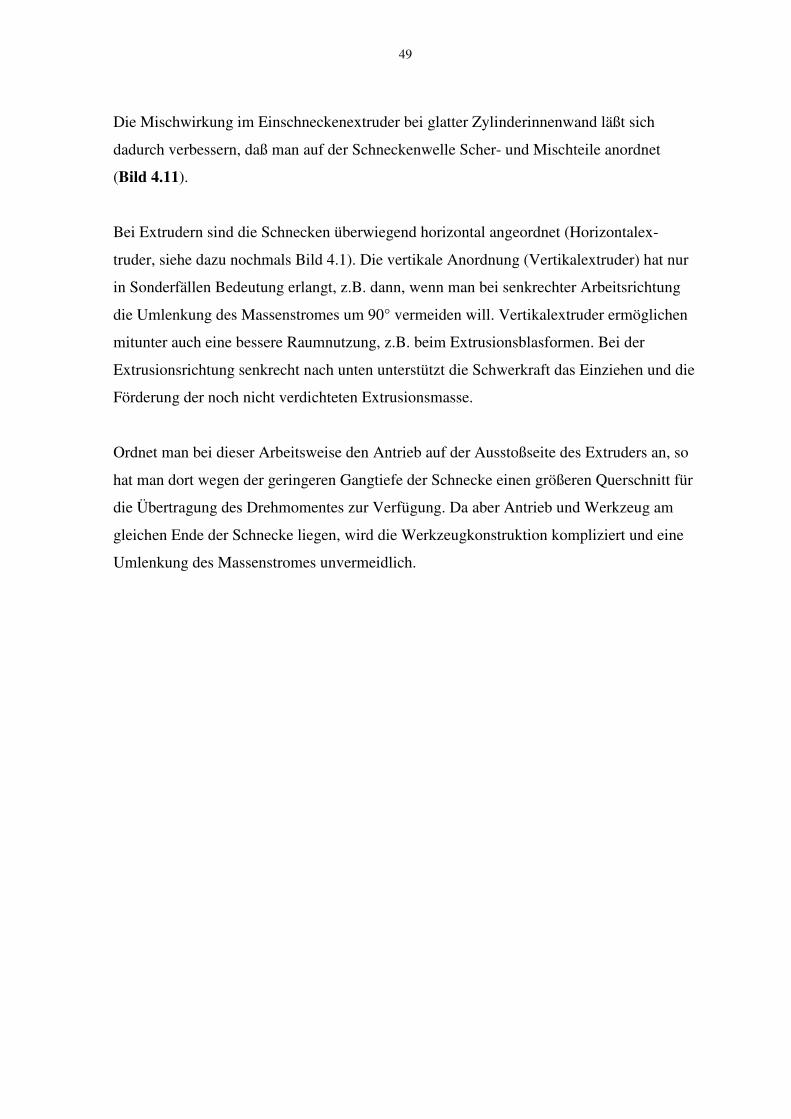
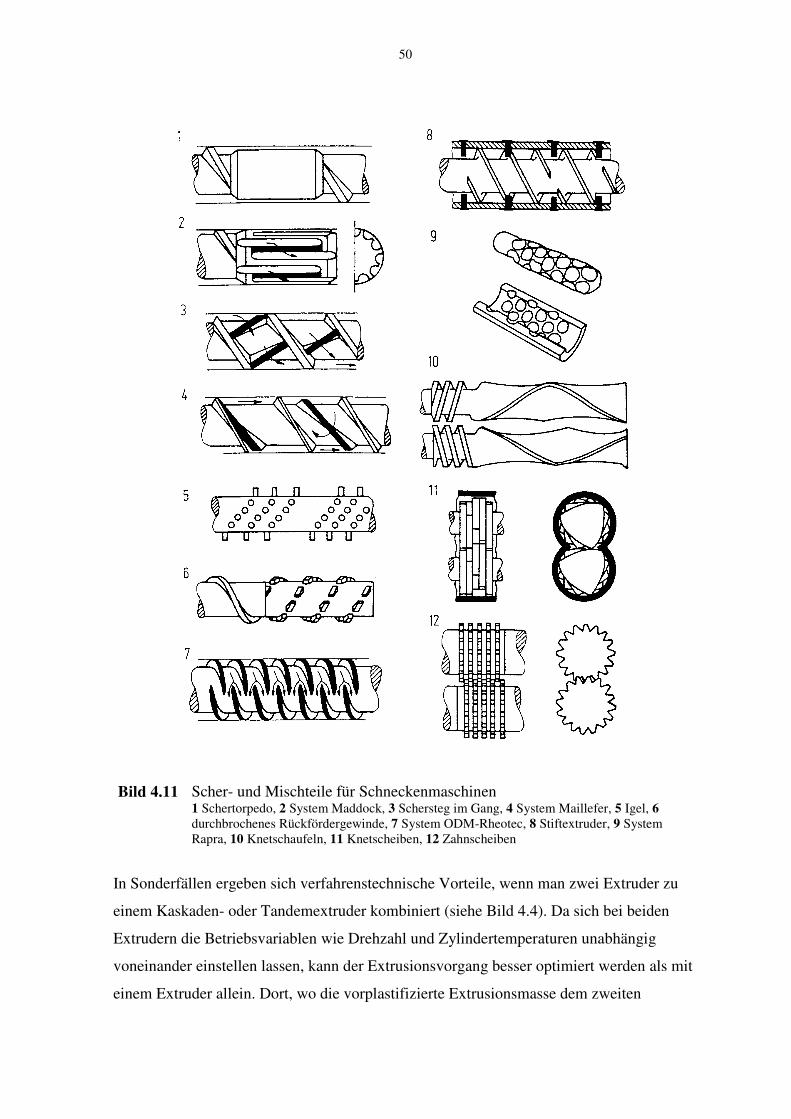

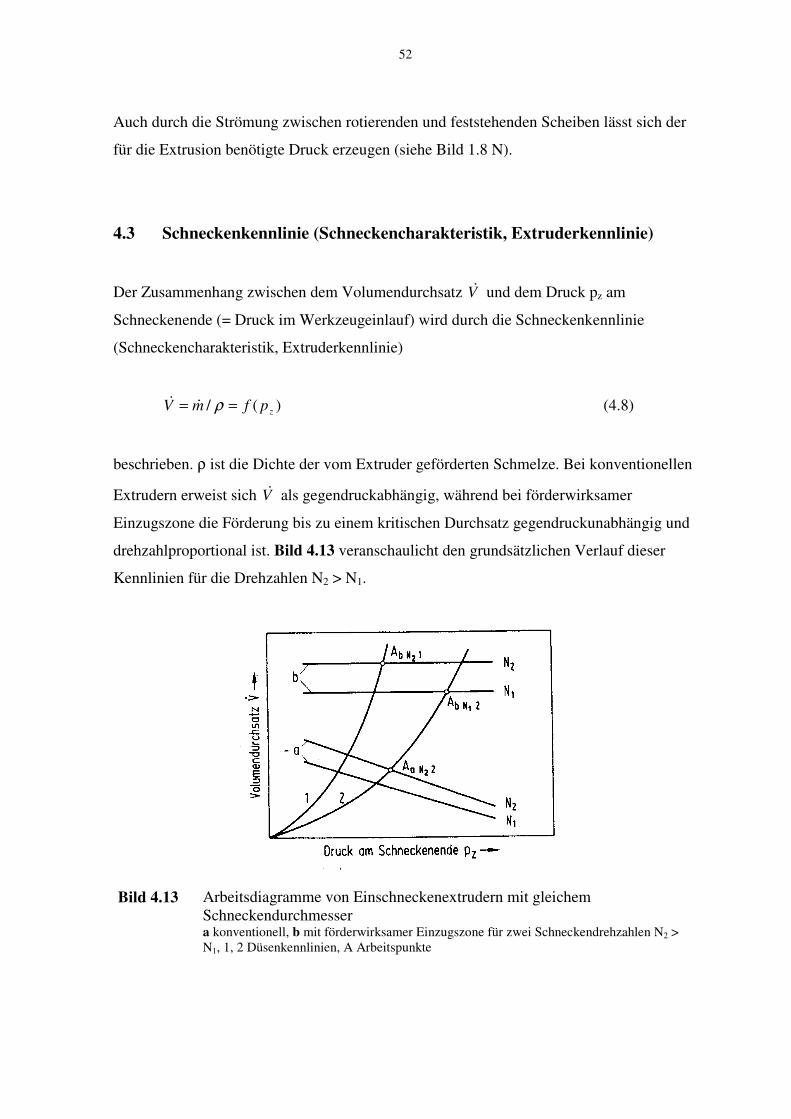

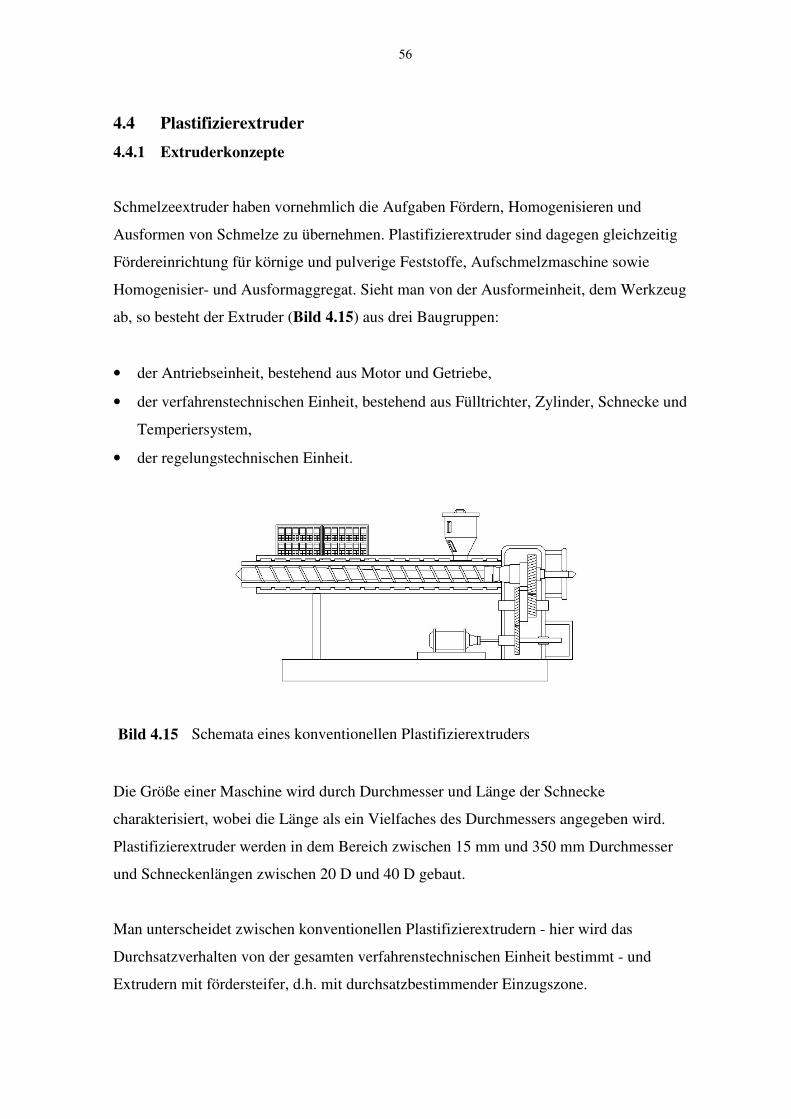
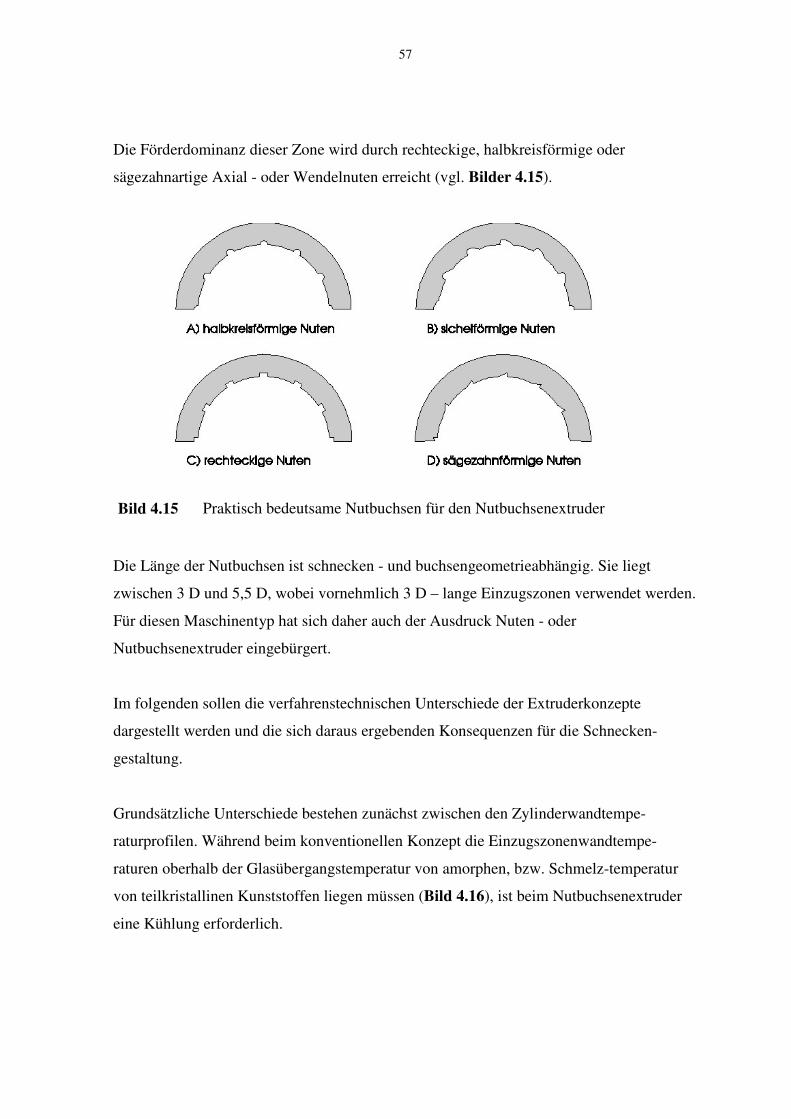

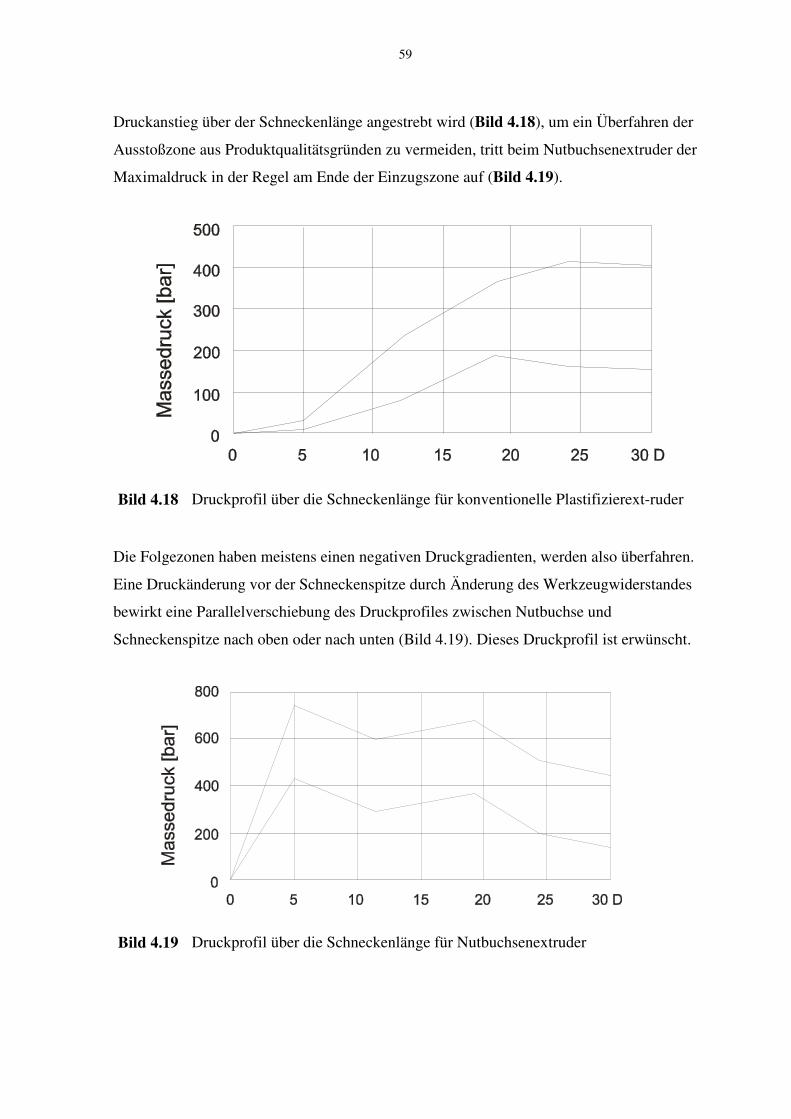
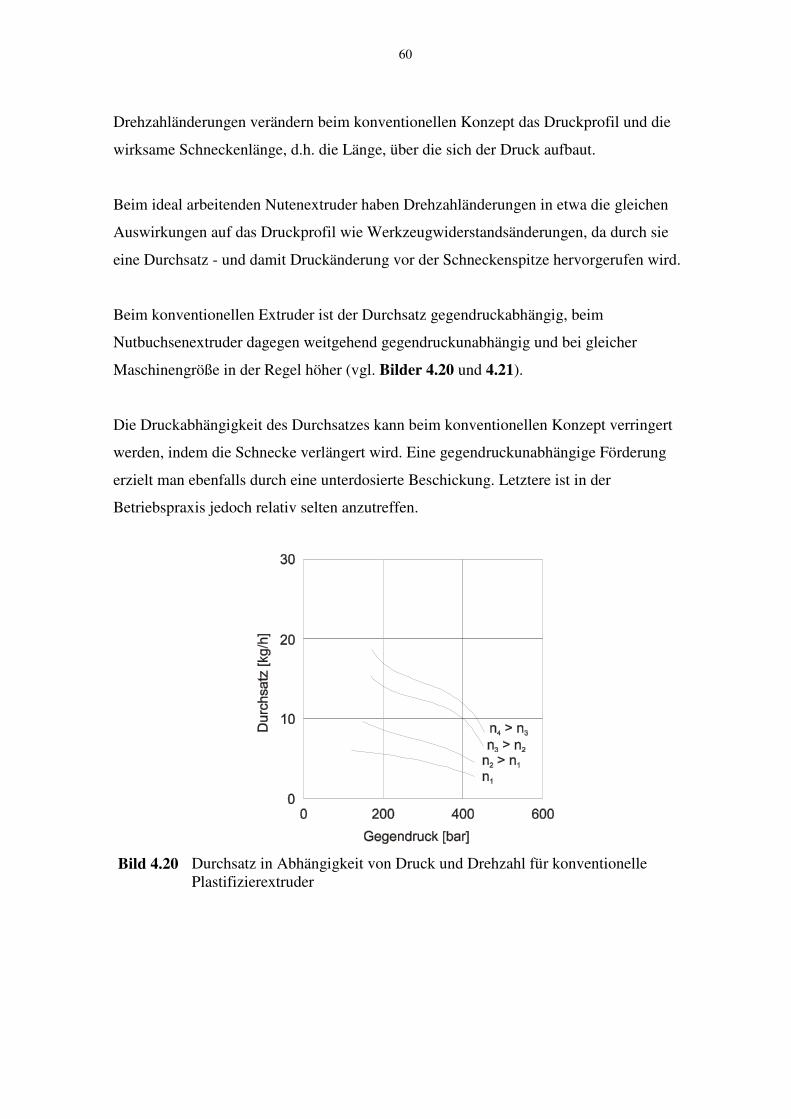




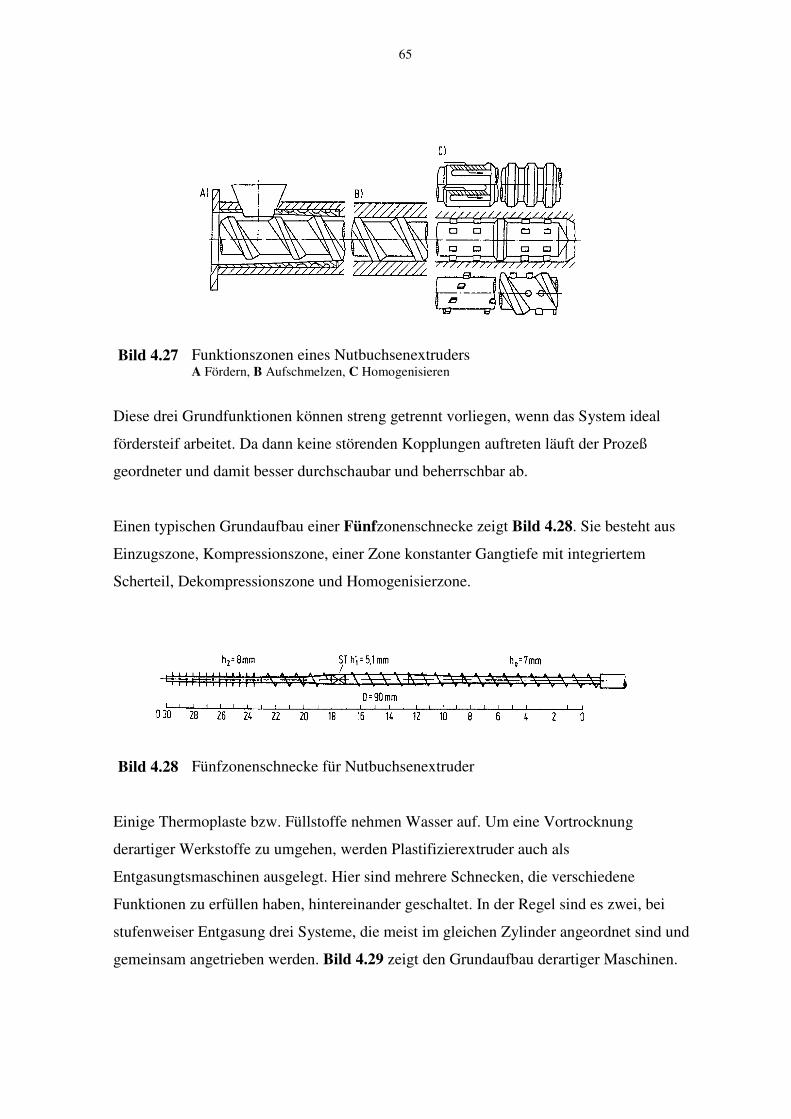

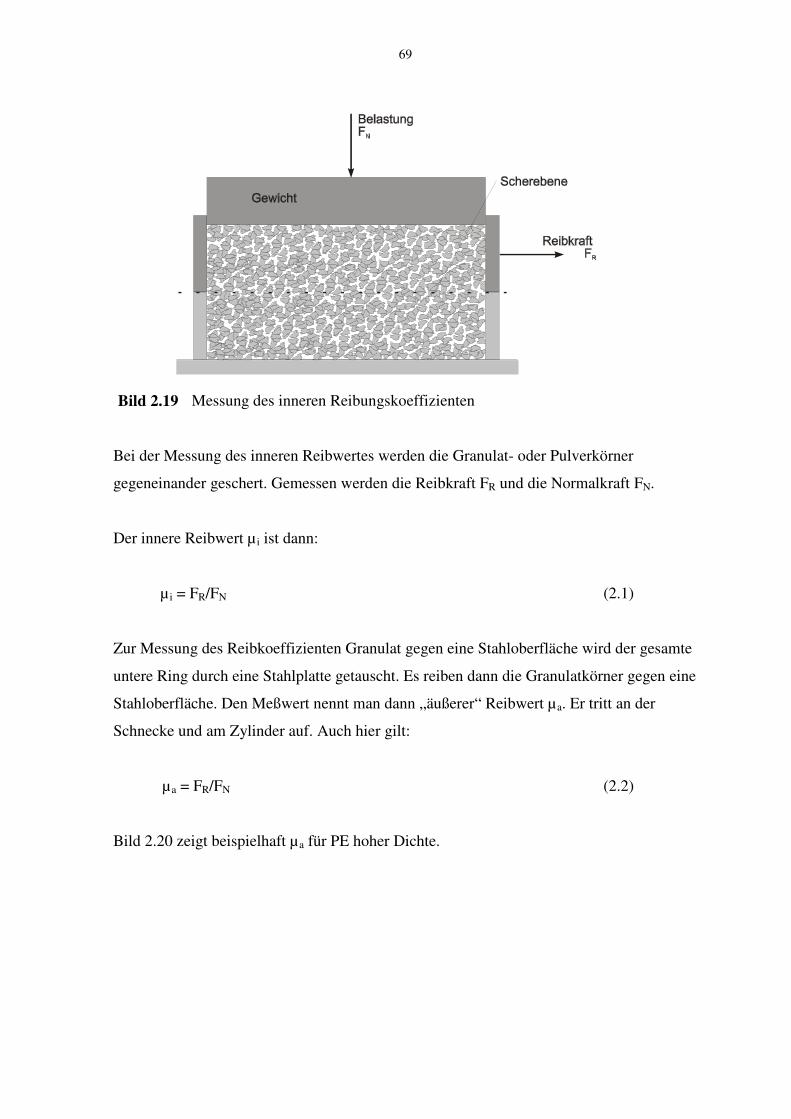
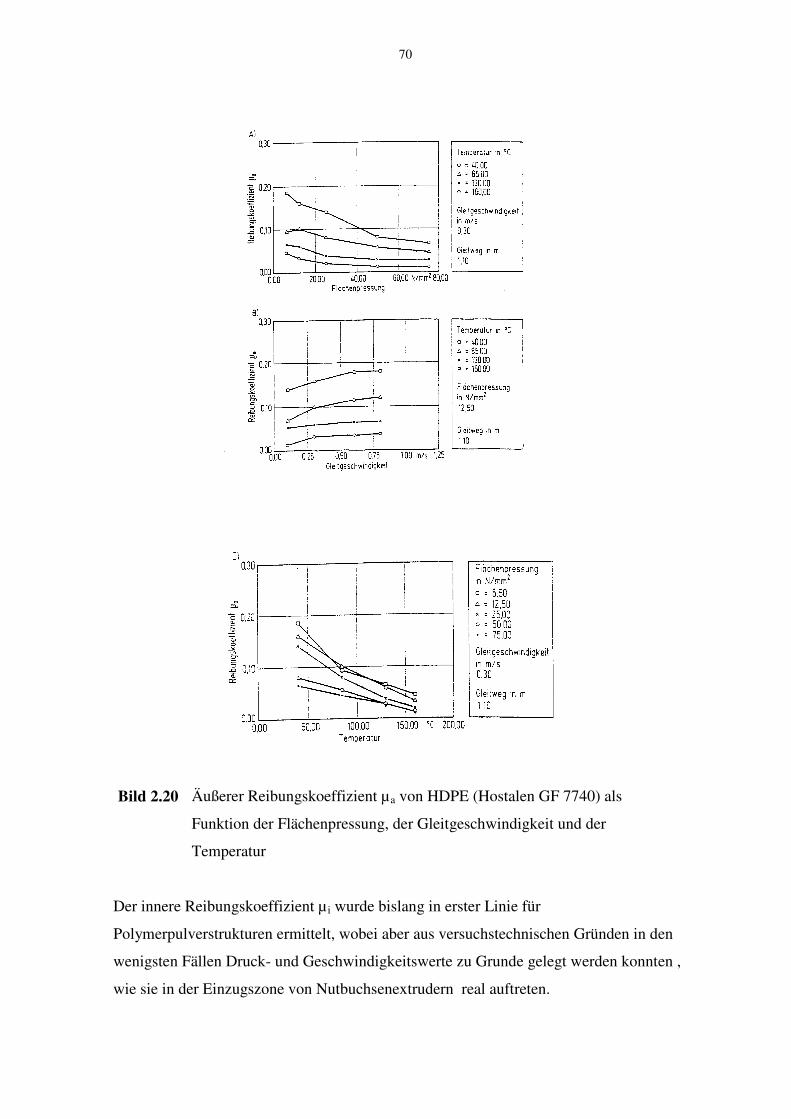

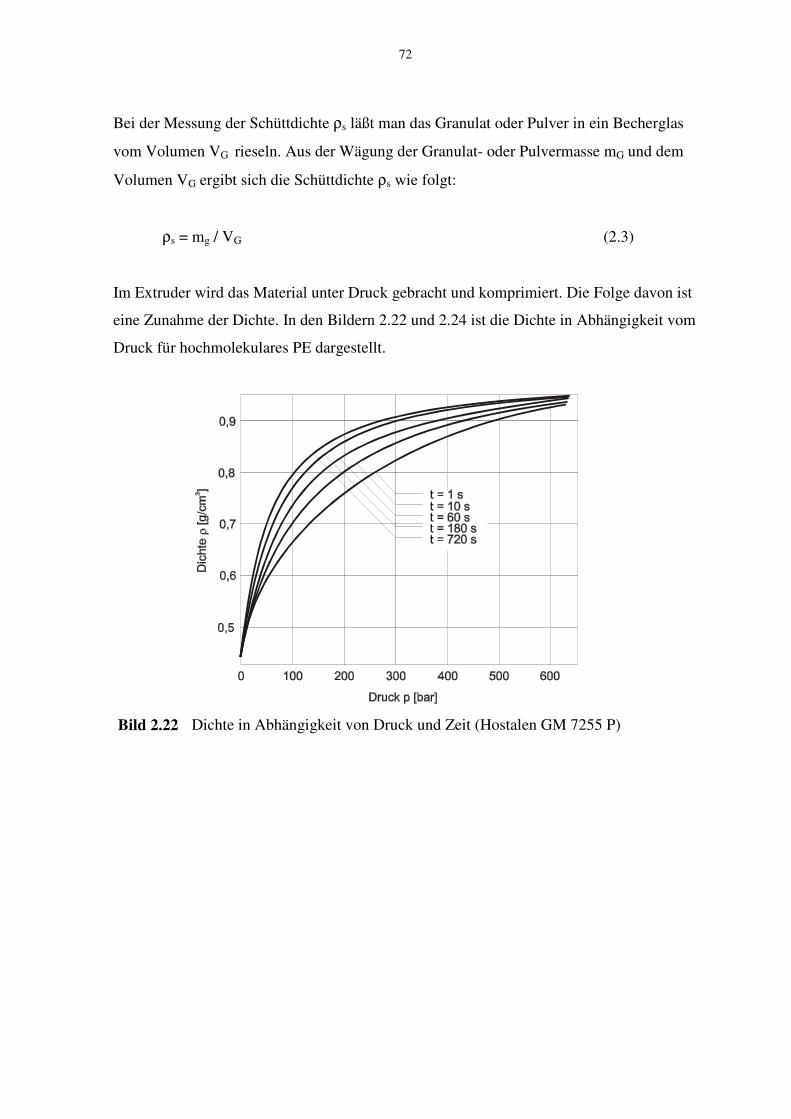


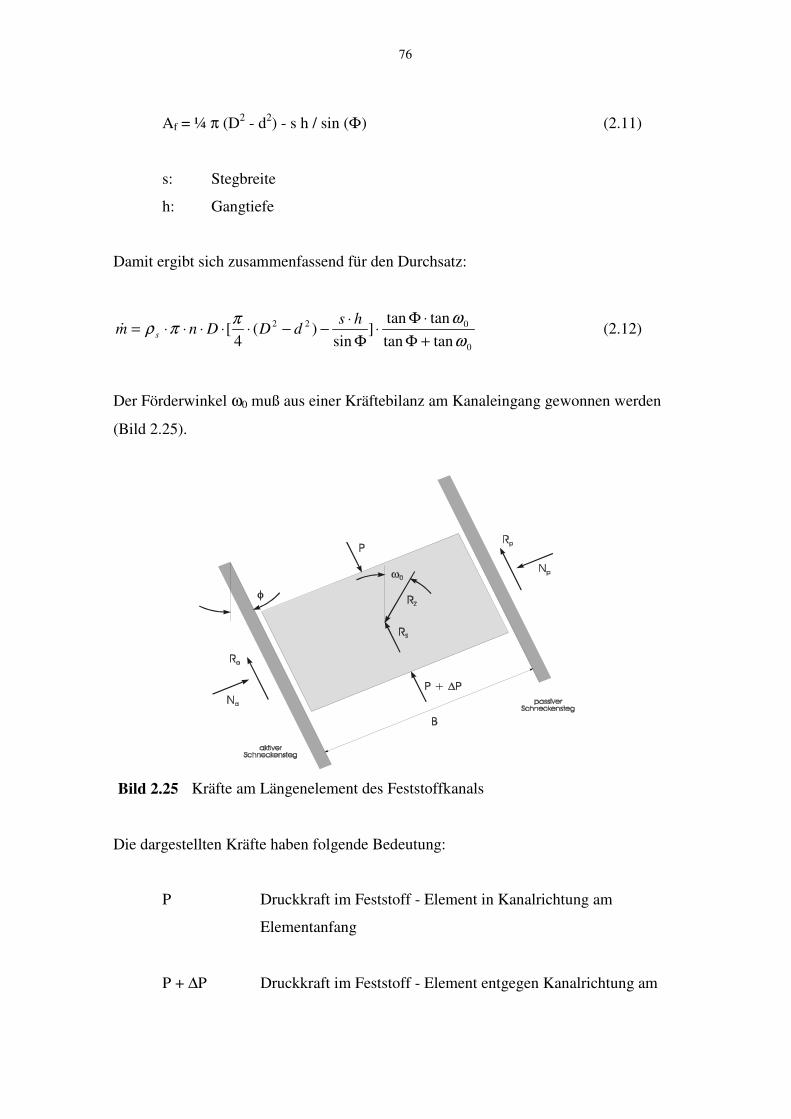
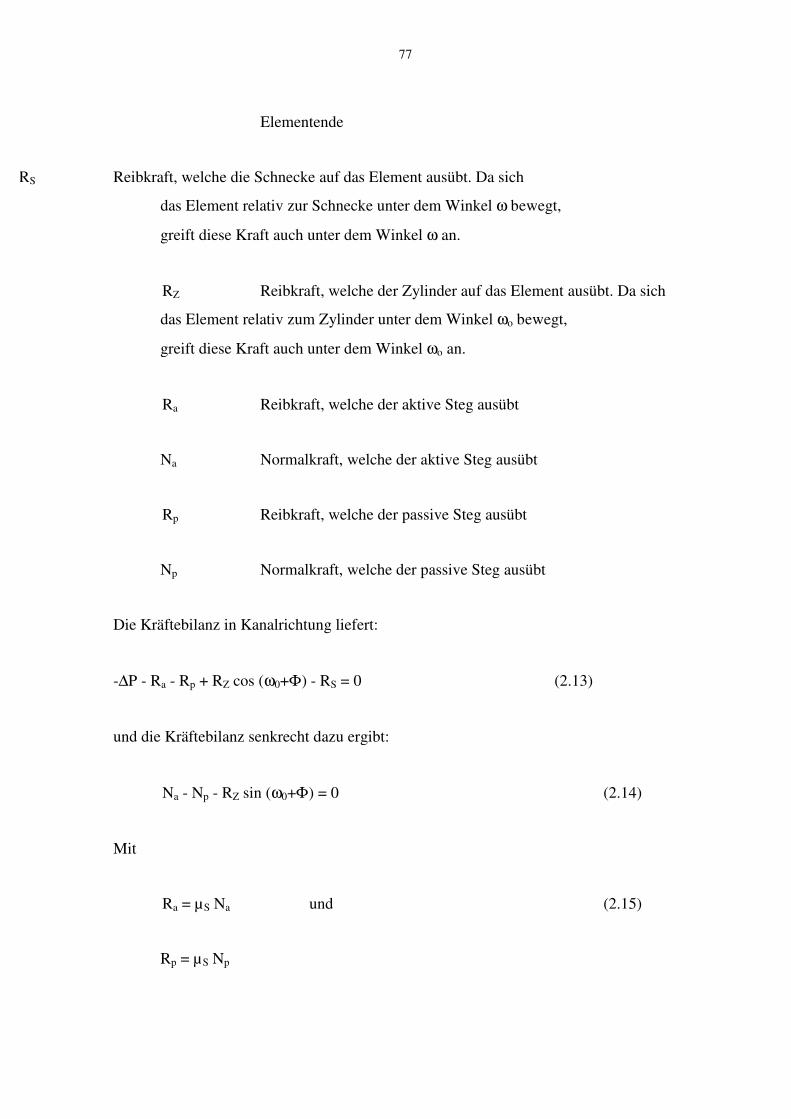


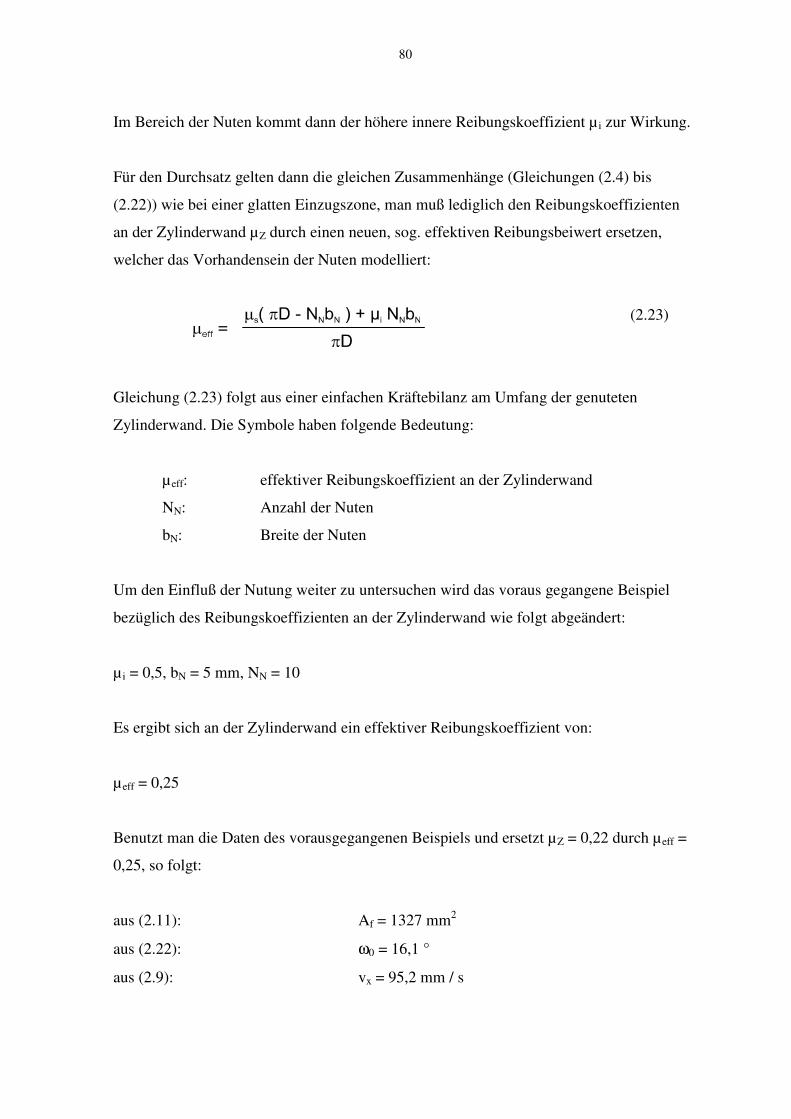
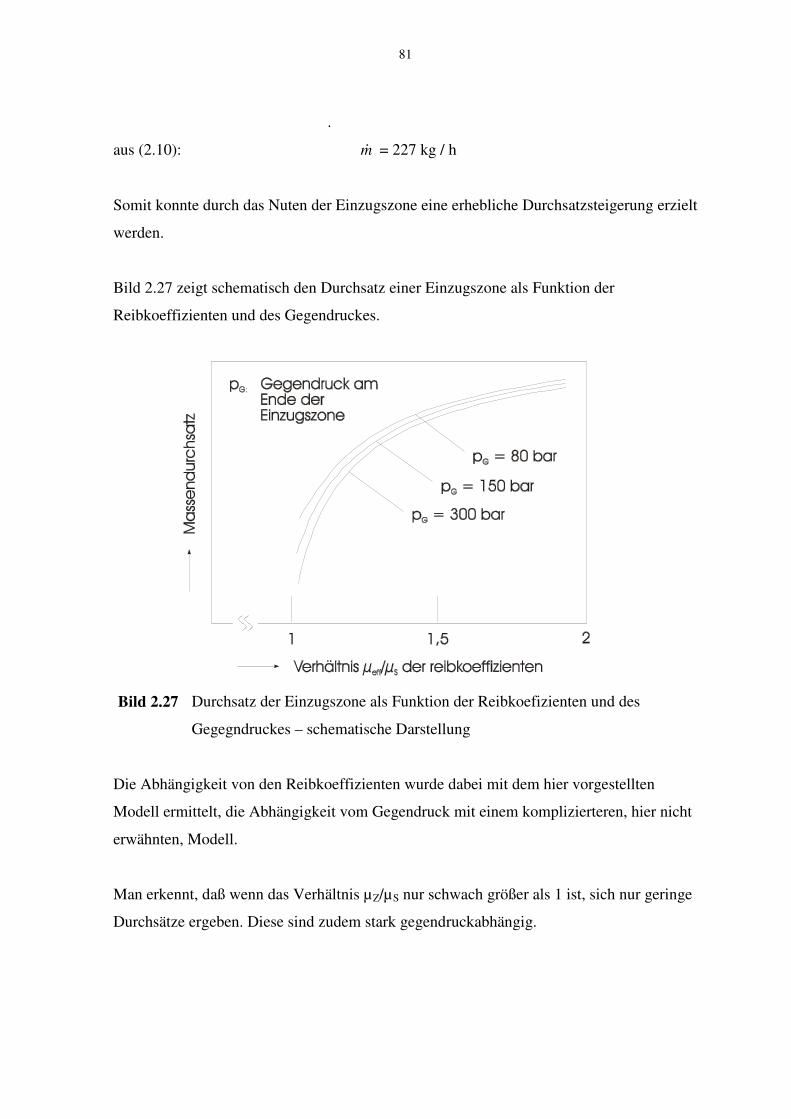
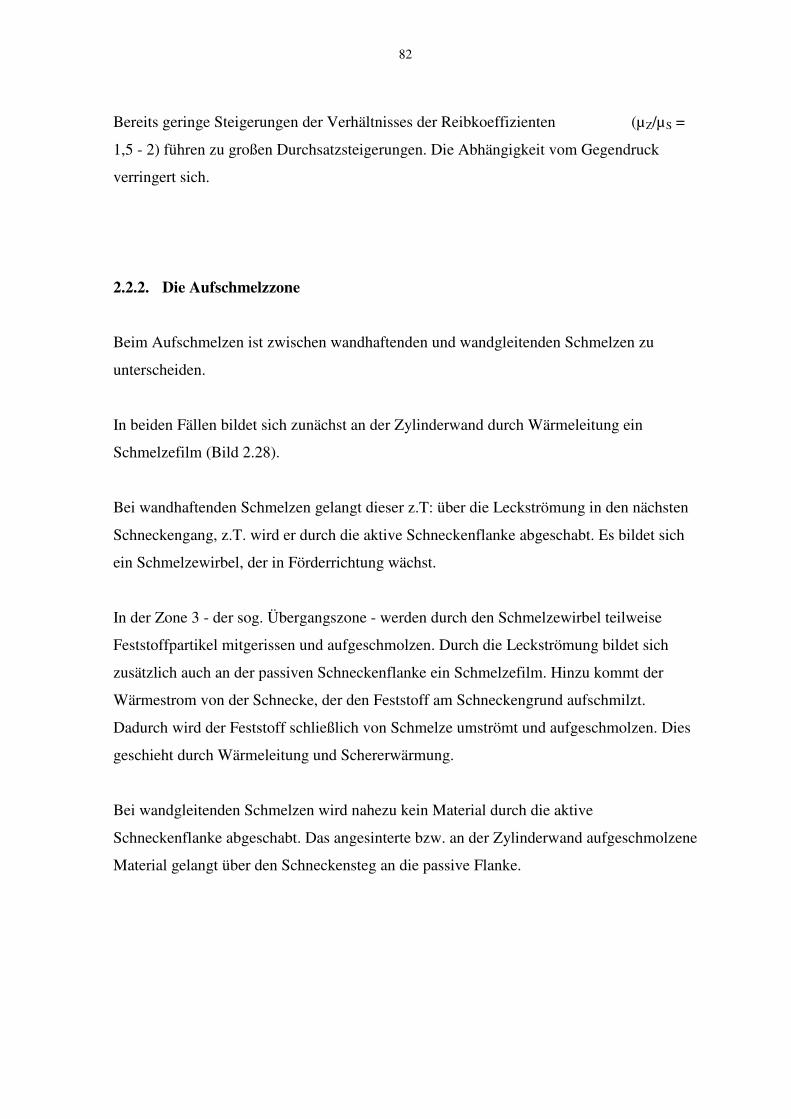
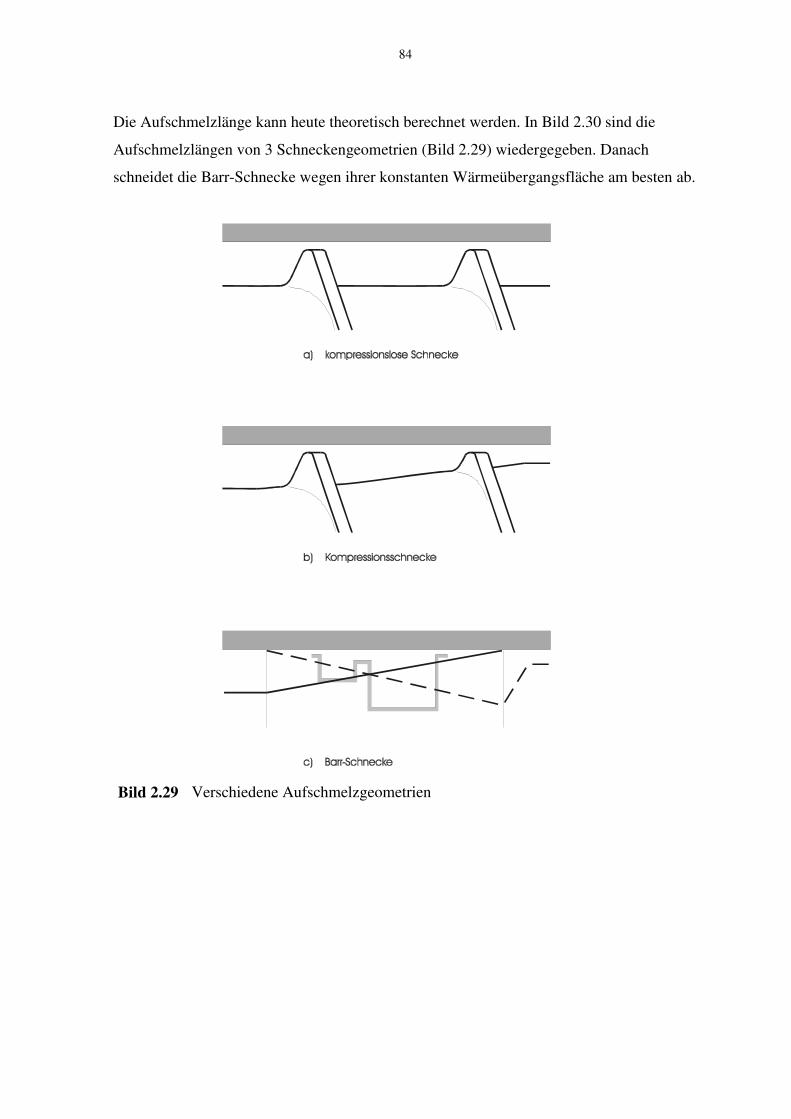


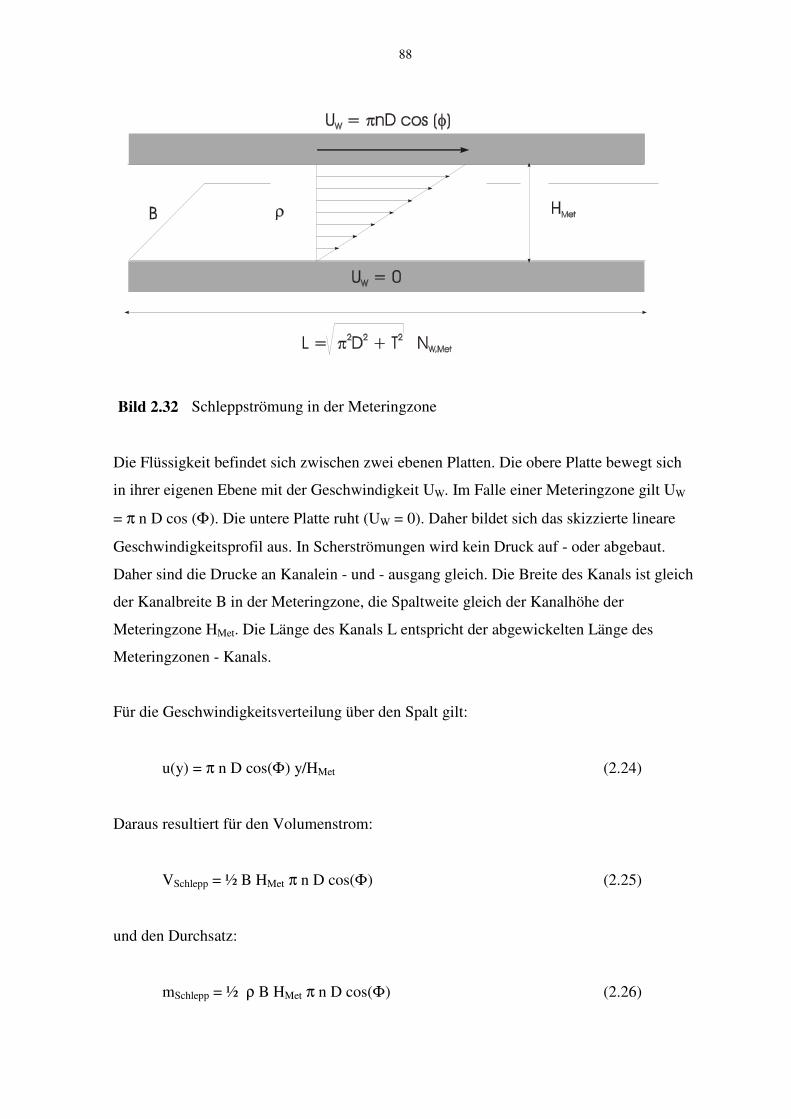
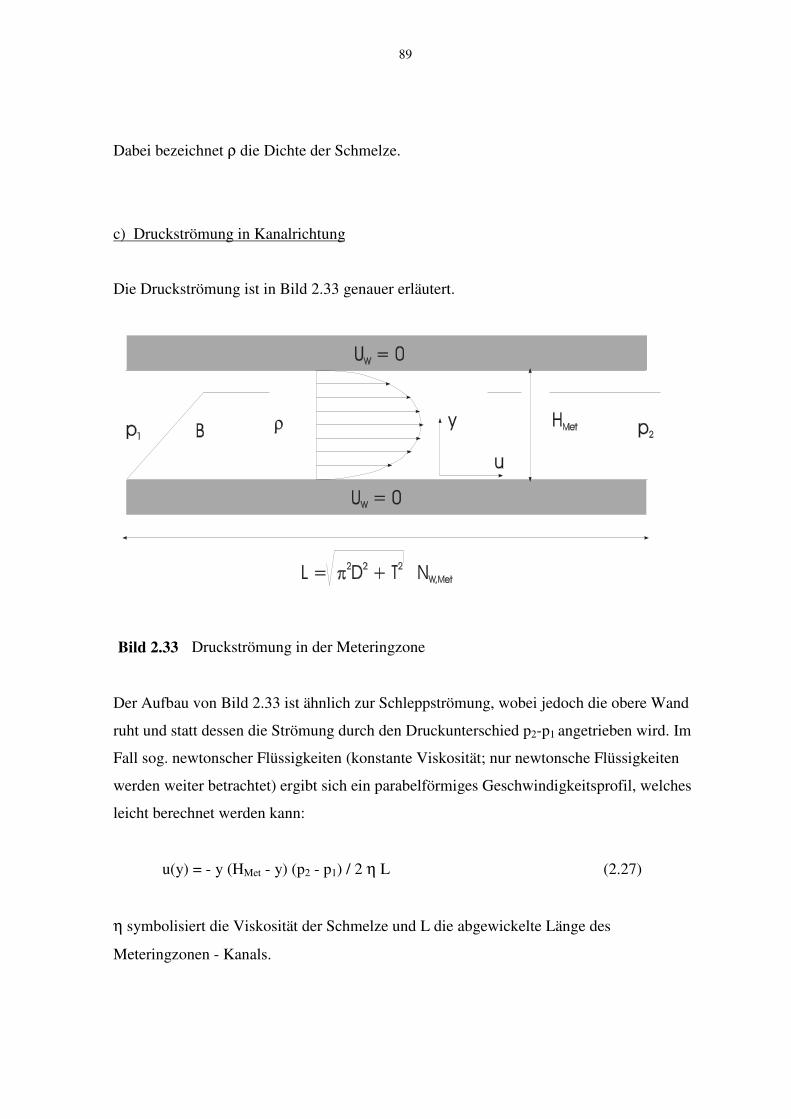
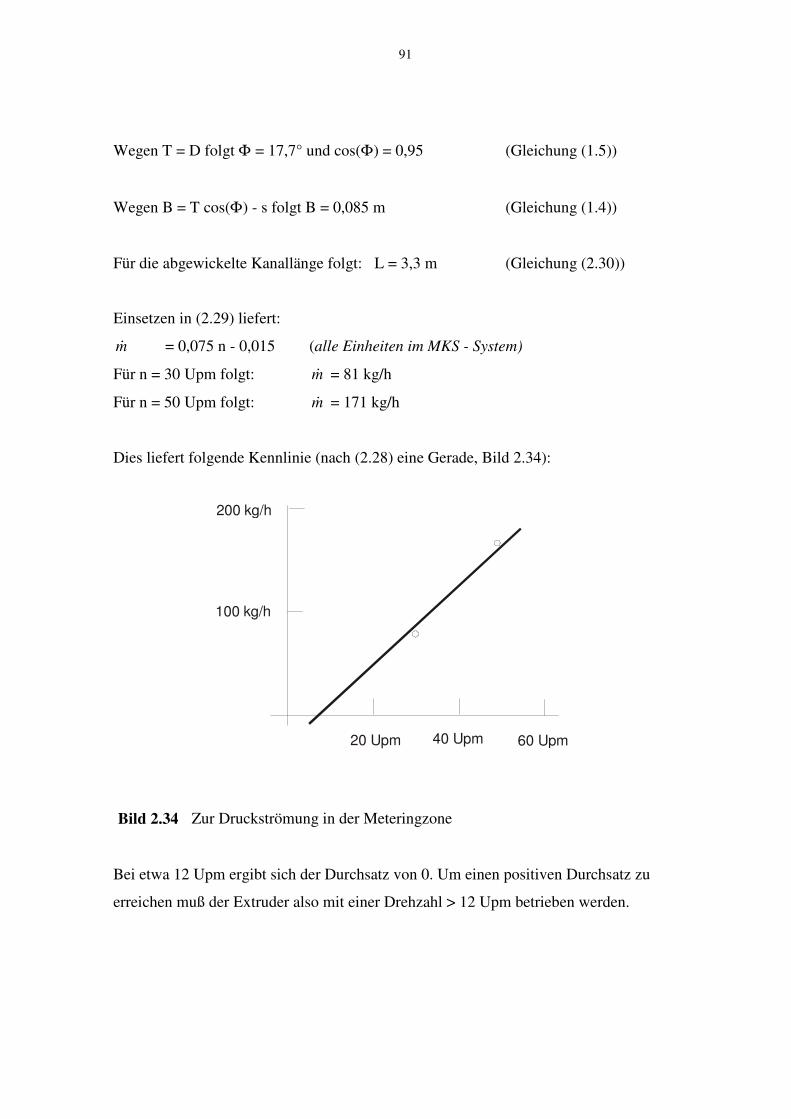
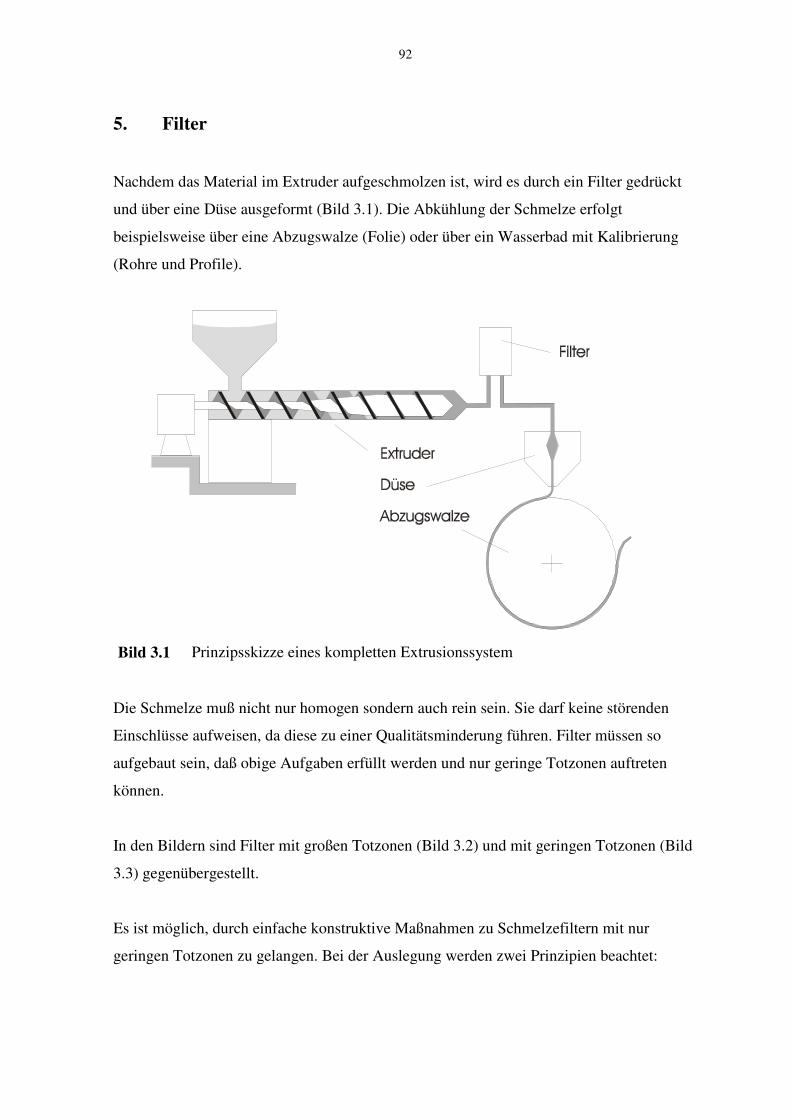

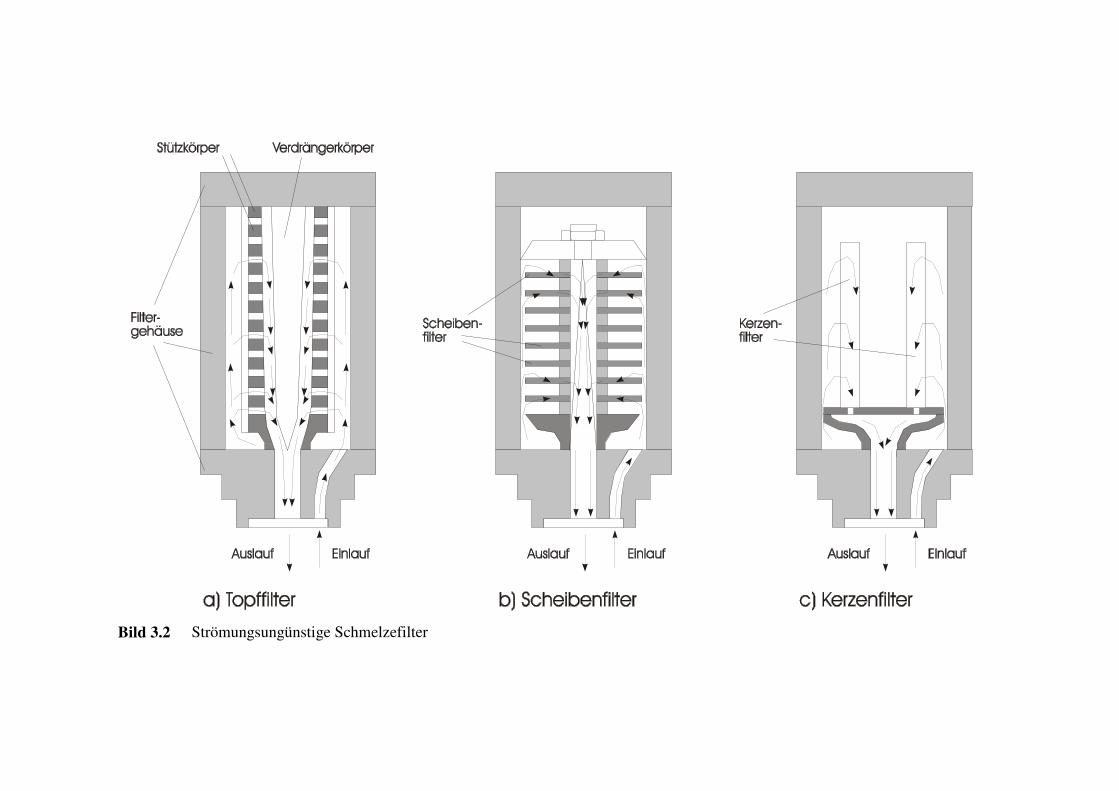

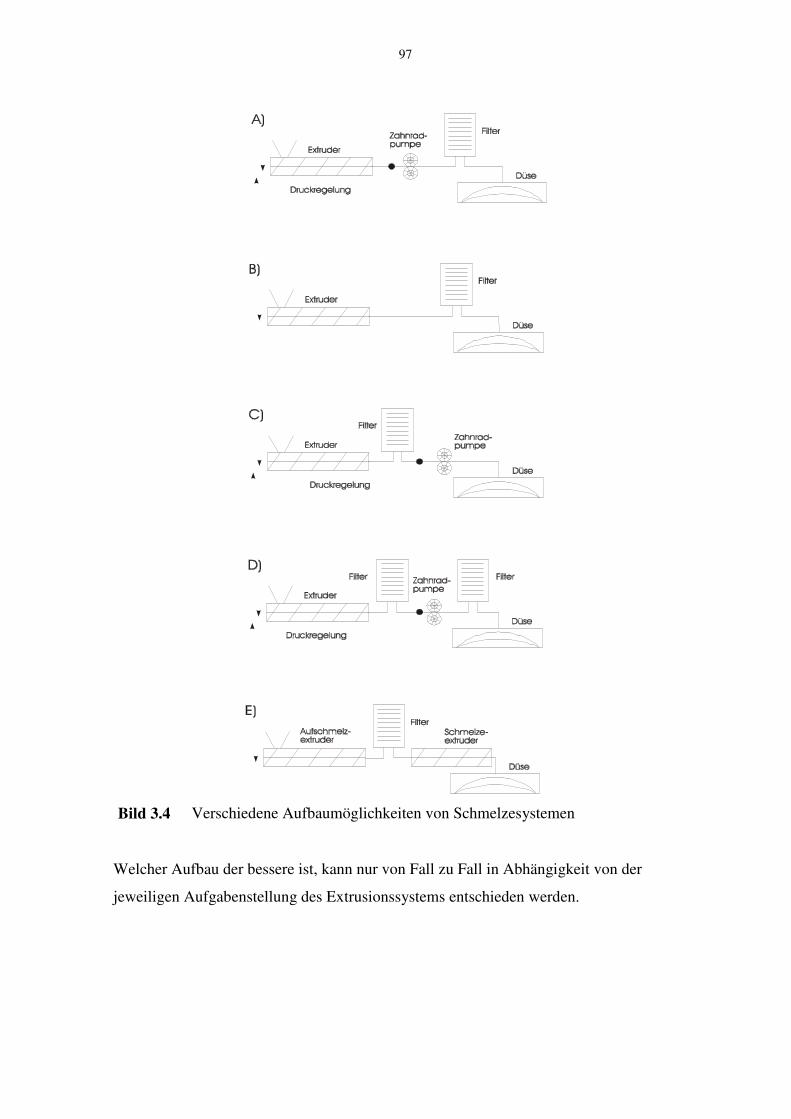









![Vorlesungsskript zur Lehrveranstaltung „Grundlagen der ... · Vorlesungsskript zur Lehrveranstaltung „Grundlagen der Hydrologie und Hydrogeologie“ 97 mit RF - Formfaktor [ ]](https://static.unterlagen.site/doc/80x56/5d4f5f8d88c9937a2b8bb7e4/vorlesungsskript-zur-lehrveranstaltung-grundlagen-der-vorlesungsskript.jpg)








