26

1
Inhalt
1 Zielstellung ........................................................................................................................................... 1
2 Charakterisierung des Ausgangsmaterials ........................................................................................... 2
2.1 gegossenes Ausgangsmaterial ....................................................................................................... 2
2.2 stranggepresstes Ausgangsmaterial .............................................................................................. 3
2.2.1 Metallografische Untersuchungen ......................................................................................... 3
2.2.2 Zugversuche bei Raumtemperatur ......................................................................................... 4
2.2.3 Zylinderstauchversuche zur Bestimmung des Umformverhaltens ........................................ 5
3 Technologische Voruntersuchungen zum Drahtwalzen ....................................................................... 7
3.1 Ermittlung des Werkstoffflusses ................................................................................................... 8
3.2 Tribologische Untersuchungen zum Kaliberwalzen ...................................................................... 9
4 FEM-Simulation des Kaliberwalzens ................................................................................................... 10
5 Kalibrierungsentwurf .......................................................................................................................... 12
6 Technologieentwicklung und -optimierung ....................................................................................... 14
6.1 Test der Einführungen ................................................................................................................. 14
6.2 Drahtherstellung AZ31 ................................................................................................................ 15
6.3 Drahtherstellung AZ80 ................................................................................................................ 16
6.4 Fertigwalzen auf der Kontistraße ................................................................................................ 18
7 Technischer und wirtschaftlicher Nutzen der Ergebnisse sowie ihr innovativer Beitrag ................... 20
8 Verwendung der Zuwendung ............................................................................................................. 22
8.1 Projektbezogene Ausgaben ......................................................................................................... 22
8.2 Notwendigkeit und Angemessenheit der geleisteten Arbeit ...................................................... 22
9 Plan zum Ergebnistransfer in die Wirtschaft ...................................................................................... 23
9.1 spezifische Transfermaßnahmen während der Laufzeit des Forschungsvorhabens .................. 23
9.2 geplante Transfermaßnahmen nach der Laufzeit des Forschungsvorhabens ............................ 24
10 Zusammenfassung ............................................................................................................................ 25
1 Zielstellung
Zielstellung des Projektes ist es, einen technologischen Ablauf zur wirtschaftlichen Fertigung von Magnesium-Drahthalbzeugen in praktisch unbegrenzten Längen durch Walzen in Streckkaliberreihen zu entwickeln sowie die damit in Verbindung stehenden Problemstellungen zu analysieren. Das Ergebnis soll eine werkstoffgerechte Technologie zur Fertigung von qualitativ hochwertigen Drähten mit Enddurchmessern von 6,5 mm aus Magnesiumlegierungen sein. Die Entwicklung einer wirtschaftlicheren Alternative zur Verarbeitung durch Strangpressen soll dazu beitragen, kostengünstige Halbzeuge zur Fertigung hochwertiger Magnesiumbauteile bereitzustellen, um das hohe Anwendungspotential des Werkstoffs Magnesium künftig umfassender ausschöpfen zu können.
2
2 Charakterisierung des Ausgangsmaterials Die Untersuchungen werden an zwei weit verbreiteten Magnesiumlegierungen der Gruppe AZ (Magnesium-Aluminium-Zink) durchgeführt. Neben AZ31 kommt die höherfeste Legierung AZ80 zum Einsatz. Während sich AZ31 durch ein gutes Umformverhalten bei mäßiger Festigkeit auszeichnet, wird AZ80 vergleichend als höherfeste Legierung untersucht, die allerdings auch größere Anforderungen an die Umformung stellt. Die Bezeichnung der Legierungen folgt dabei den ASTM-Normen. Als Ausgangsmaterial für das Kaliberwalzen wurden sowohl stranggepresste Stäbe, als auch Gussproben untersucht und hinsichtlich ihrer potenziellen Eignung für das Kaliberwalzen analysiert.
2.1 gegossenes Ausgangsmaterial
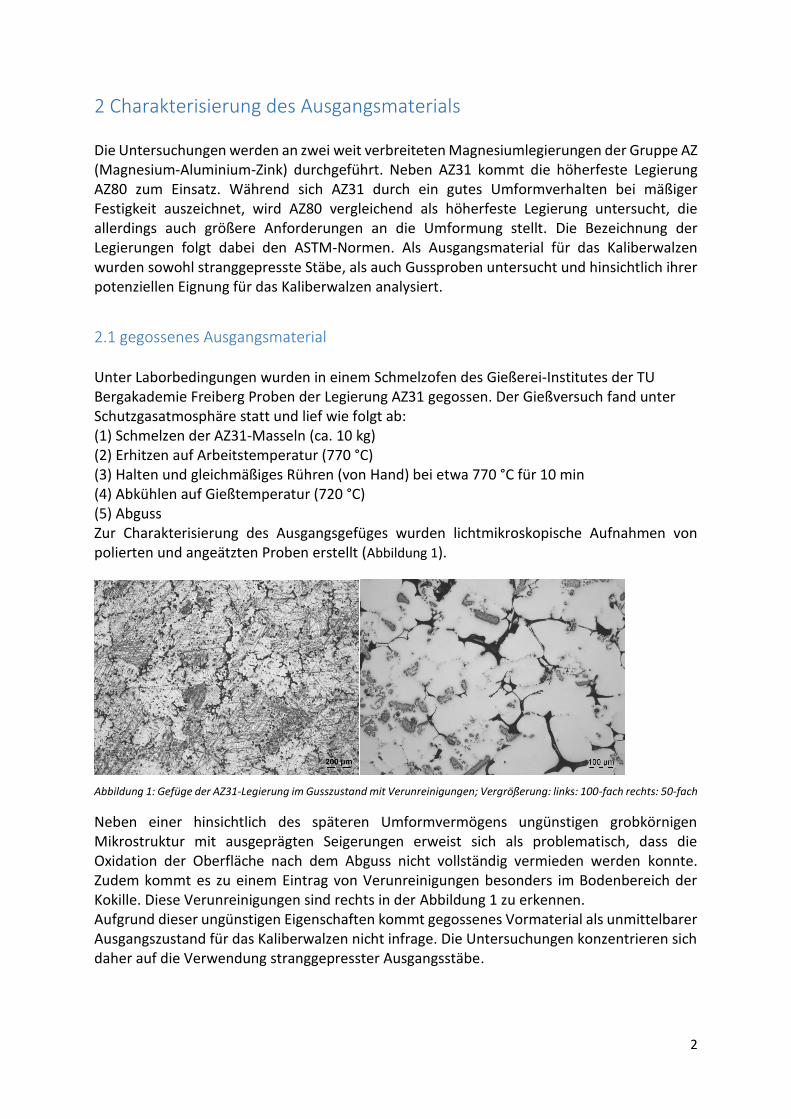
Unter Laborbedingungen wurden in einem Schmelzofen des Gießerei-Institutes der TU Bergakademie Freiberg Proben der Legierung AZ31 gegossen. Der Gießversuch fand unter Schutzgasatmosphäre statt und lief wie folgt ab: (1) Schmelzen der AZ31-Masseln (ca. 10 kg) (2) Erhitzen auf Arbeitstemperatur (770 °C) (3) Halten und gleichmäßiges Rühren (von Hand) bei etwa 770 °C für 10 min (4) Abkühlen auf Gießtemperatur (720 °C) (5) Abguss Zur Charakterisierung des Ausgangsgefüges wurden lichtmikroskopische Aufnahmen von polierten und angeätzten Proben erstellt (Abbildung 1).
Abbildung 1: Gefüge der AZ31-Legierung im Gusszustand mit Verunreinigungen; Vergrößerung: links: 100-fach rechts: 50-fach
Neben einer hinsichtlich des späteren Umformvermögens ungünstigen grobkörnigen Mikrostruktur mit ausgeprägten Seigerungen erweist sich als problematisch, dass die Oxidation der Oberfläche nach dem Abguss nicht vollständig vermieden werden konnte. Zudem kommt es zu einem Eintrag von Verunreinigungen besonders im Bodenbereich der Kokille. Diese Verunreinigungen sind rechts in der Abbildung 1 zu erkennen. Aufgrund dieser ungünstigen Eigenschaften kommt gegossenes Vormaterial als unmittelbarer Ausgangszustand für das Kaliberwalzen nicht infrage. Die Untersuchungen konzentrieren sich daher auf die Verwendung stranggepresster Ausgangsstäbe.

3
2.2 stranggepresstes Ausgangsmaterial
Das stranggepresste Material wurde von der Firma XI'AN YUECHEN METAL PRODUCTS CO., LTD. aus SHAANXI, China in Form von stranggepressten Stangen mit einem Durchmesser von ⌀ 12 mm und ⌀ 40 mm bezogen. Ihre chemische Zusammensetzung entsprach den Vorgaben der amerikanischen Norm ASTM B 107/B 107M – 07. Für die einzelnen Legierungselemente wurden Masseanteile ermittelt, die innerhalb der Normgrenzen liegen, im Vergleich der beiden Durchmesservarianten allerdings voneinander abweichen (siehe Abb. 1)
Abbildung 2: Anteil der Hauptlegierungselemente nach ASTM B 107/B 107M – 07, Vergleich mit dem Ausgangsmaterial
2.2.1 Metallografische Untersuchungen
Es wurden metallografische Analysen durchgeführt, um sowohl den Ausgangszustand (Abbildung 3) zu dokumentieren, als auch den Einfluss unterschiedlicher Wärmebehandlungsregime auf das Material zu untersuchen. Die Abbildung 4 zeigt Abhängigkeit der mittleren Korngröße von der Temperatur bei einer 15 minütigen Wärmebehandlung.
4
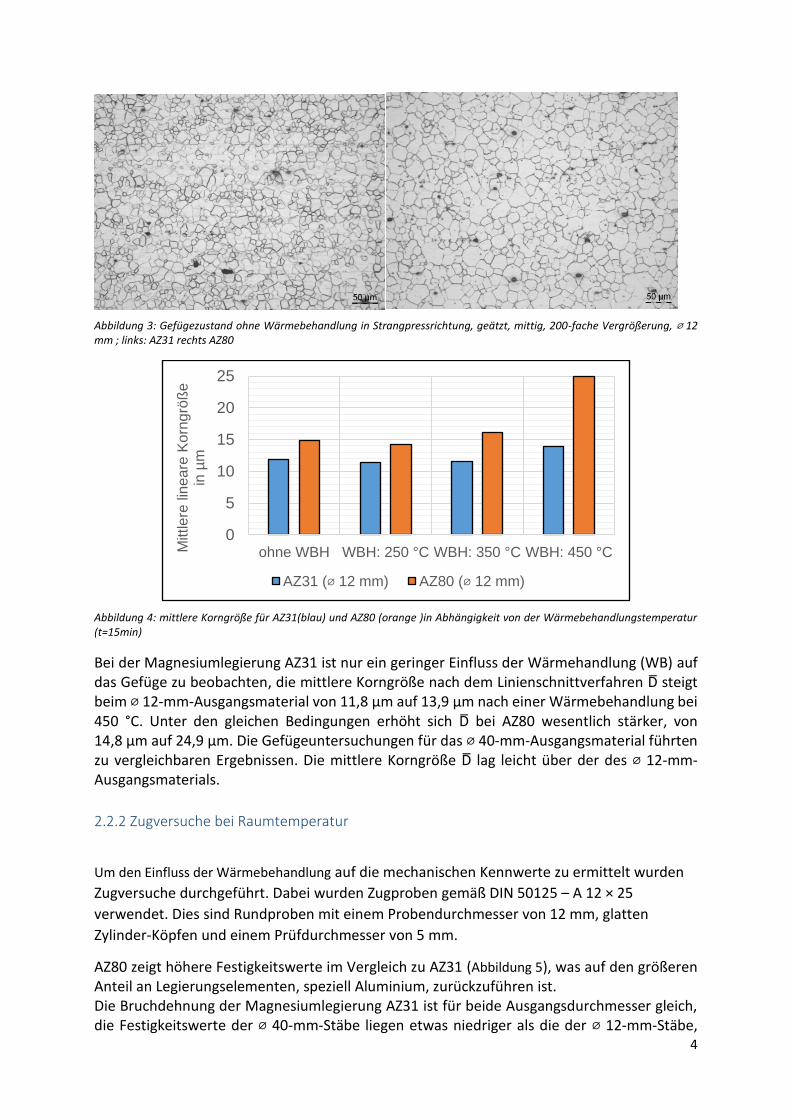
Abbildung 3: Gefügezustand ohne Wärmebehandlung in Strangpressrichtung, geätzt, mittig, 200-fache Vergrößerung, ⌀ 12 mm ; links: AZ31 rechts AZ80
Abbildung 4: mittlere Korngröße für AZ31(blau) und AZ80 (orange )in Abhängigkeit von der Wärmebehandlungstemperatur (t=15min)
Bei der Magnesiumlegierung AZ31 ist nur ein geringer Einfluss der Wärmehandlung (WB) auf das Gefüge zu beobachten, die mittlere Korngröße nach dem Linienschnittverfahren D̅ steigt beim ⌀ 12-mm-Ausgangsmaterial von 11,8 μm auf 13,9 μm nach einer Wärmebehandlung bei 450 °C. Unter den gleichen Bedingungen erhöht sich D̅ bei AZ80 wesentlich stärker, von 14,8 μm auf 24,9 μm. Die Gefügeuntersuchungen für das ⌀ 40-mm-Ausgangsmaterial führten zu vergleichbaren Ergebnissen. Die mittlere Korngröße D̅ lag leicht über der des ⌀ 12-mm-Ausgangsmaterials.
2.2.2 Zugversuche bei Raumtemperatur
Um den Einfluss der Wärmebehandlung auf die mechanischen Kennwerte zu ermittelt wurden
Zugversuche durchgeführt. Dabei wurden Zugproben gemäß DIN 50125 – A 12 × 25
verwendet. Dies sind Rundproben mit einem Probendurchmesser von 12 mm, glatten
Zylinder-Köpfen und einem Prüfdurchmesser von 5 mm.
AZ80 zeigt höhere Festigkeitswerte im Vergleich zu AZ31 (Abbildung 5), was auf den größeren Anteil an Legierungselementen, speziell Aluminium, zurückzuführen ist. Die Bruchdehnung der Magnesiumlegierung AZ31 ist für beide Ausgangsdurchmesser gleich, die Festigkeitswerte der ⌀ 40-mm-Stäbe liegen etwas niedriger als die der ⌀ 12-mm-Stäbe,
0
5
10
15
20
25
ohne WBH WBH: 250 °C WBH: 350 °C WBH: 450 °CMittle
re lin
ea
re K
orn
grö
ße
in
µm
AZ31 (⌀ 12 mm) AZ80 (⌀ 12 mm)
5
siehe Abbildung 5 , links. Nach der Wärmebehandlung ist mit steigender WB-Temperatur eine sehr geringfügige Erhöhung der Bruchdehnung bei gleichzeitiger Absenkung der Festigkeitswerte zu beobachten. Bei dem AZ80-Ausgangsmaterial sind die 0,2 %-Dehngrenze Rp0,2 und die Bruchdehnung A der ⌀ 40-mm-Stäbe etwas niedriger als die Werte der ⌀ 12-mm-Stäbe, die Zugfestigkeit Rm hingegen etwas höher, siehe Abbildung 5, rechts.
Abbildung 5: Mechanische Kennwerte der Magnesiumlegierungen AZ31 und AZ80 im stranggepressten Ausgangszustand und nach Wärmebehandlung, Beschriftung: „Legierung-Ausgangsdurchmesser(-Wärmebehandlungstemperatur)“
Die geringen Änderungen der mechanischen Eigenschaften durch WB lassen nicht auf eine zu bevorzugende WBs-Temperatur für das Drahtwalzen schließen. Aber um das insbesondere bei hohen Temperaturen wie 450 °C zu beobachtende Kornwachstum bei AZ80 zu verhindern, sollte von dieser WB-Temperatur Abstand genommen werden.
2.2.3 Zylinderstauchversuche zur Bestimmung des Umformverhaltens
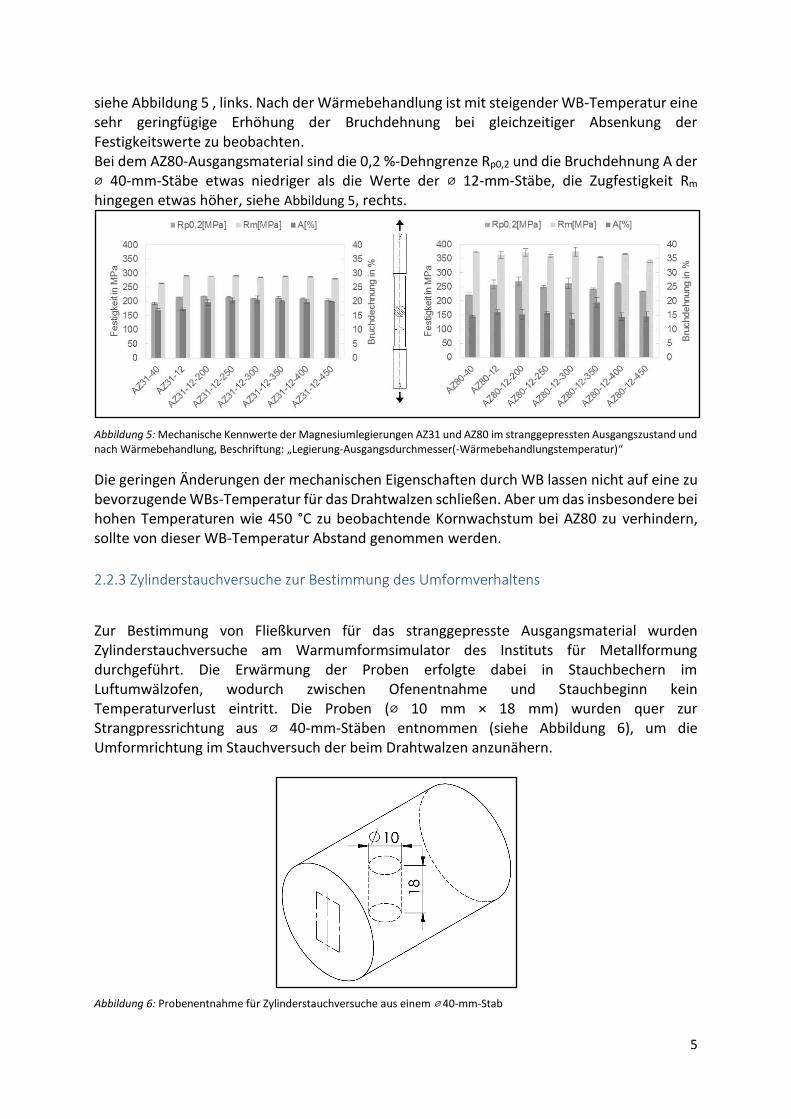
Zur Bestimmung von Fließkurven für das stranggepresste Ausgangsmaterial wurden Zylinderstauchversuche am Warmumformsimulator des Instituts für Metallformung durchgeführt. Die Erwärmung der Proben erfolgte dabei in Stauchbechern im Luftumwälzofen, wodurch zwischen Ofenentnahme und Stauchbeginn kein Temperaturverlust eintritt. Die Proben (⌀ 10 mm × 18 mm) wurden quer zur Strangpressrichtung aus ⌀ 40-mm-Stäben entnommen (siehe Abbildung 6), um die Umformrichtung im Stauchversuch der beim Drahtwalzen anzunähern.
Abbildung 6: Probenentnahme für Zylinderstauchversuche aus einem ⌀ 40-mm-Stab
6
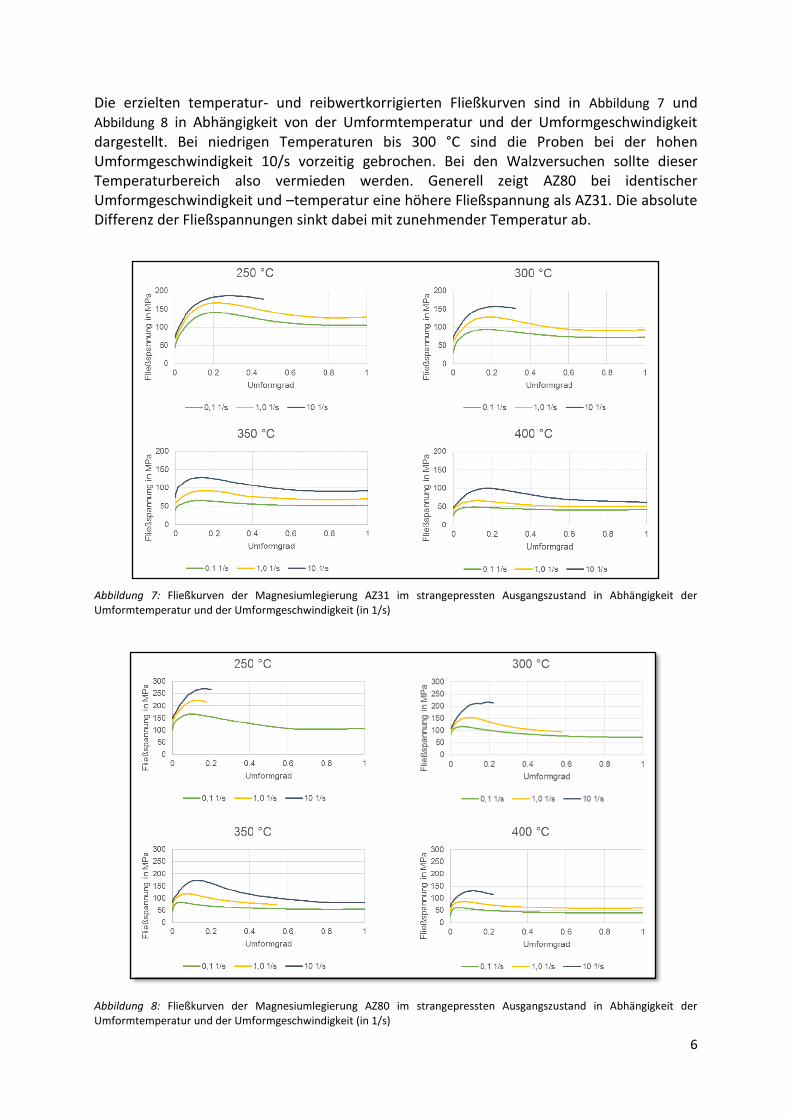
Die erzielten temperatur- und reibwertkorrigierten Fließkurven sind in Abbildung 7 und Abbildung 8 in Abhängigkeit von der Umformtemperatur und der Umformgeschwindigkeit dargestellt. Bei niedrigen Temperaturen bis 300 °C sind die Proben bei der hohen Umformgeschwindigkeit 10/s vorzeitig gebrochen. Bei den Walzversuchen sollte dieser Temperaturbereich also vermieden werden. Generell zeigt AZ80 bei identischer Umformgeschwindigkeit und –temperatur eine höhere Fließspannung als AZ31. Die absolute Differenz der Fließspannungen sinkt dabei mit zunehmender Temperatur ab.
Abbildung 7: Fließkurven der Magnesiumlegierung AZ31 im strangepressten Ausgangszustand in Abhängigkeit der Umformtemperatur und der Umformgeschwindigkeit (in 1/s)
Abbildung 8: Fließkurven der Magnesiumlegierung AZ80 im strangepressten Ausgangszustand in Abhängigkeit der Umformtemperatur und der Umformgeschwindigkeit (in 1/s)
7
Für die FEM-Berechnung des Kaliberwalzens wird eine Fließkurvenfunktion benötigt, mit der
die Fließspannung kf in Abhängigkeit von Umformgrad φ, Temperatur ϑ und
Umformgeschwindigkeit �̇� berechnet werden kann.
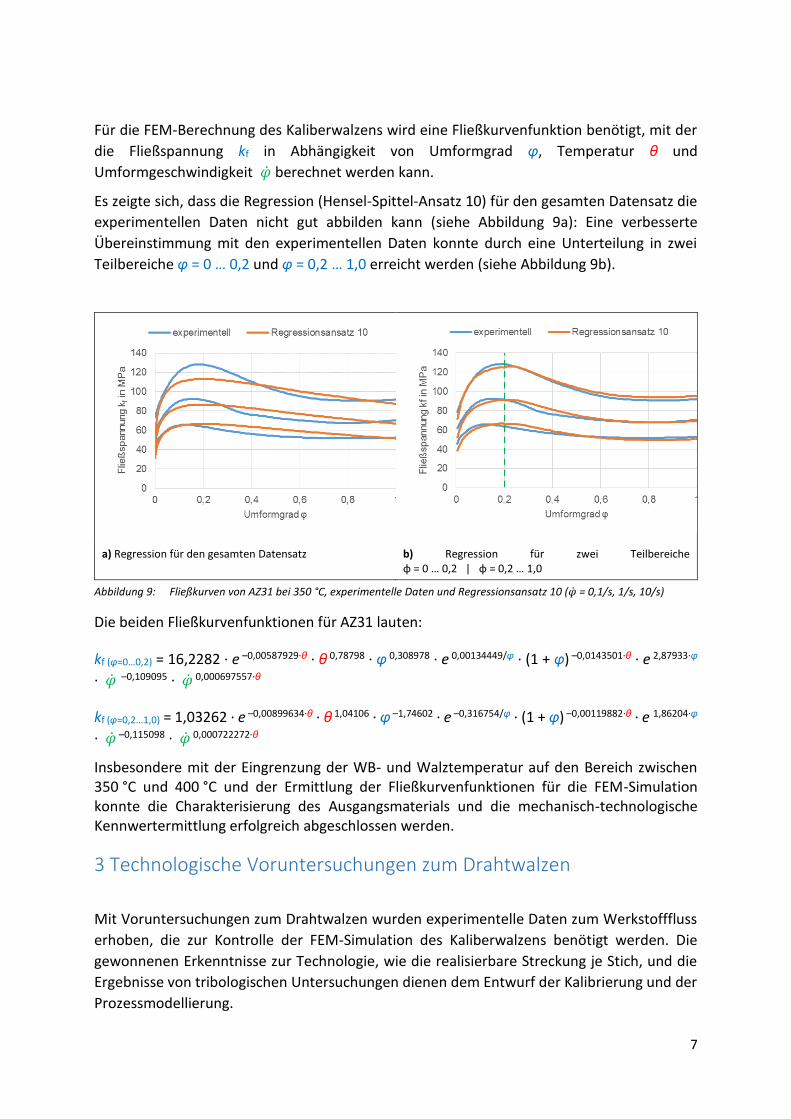
Es zeigte sich, dass die Regression (Hensel-Spittel-Ansatz 10) für den gesamten Datensatz die
experimentellen Daten nicht gut abbilden kann (siehe Abbildung 9a): Eine verbesserte
Übereinstimmung mit den experimentellen Daten konnte durch eine Unterteilung in zwei
Teilbereiche φ = 0 … 0,2 und φ = 0,2 … 1,0 erreicht werden (siehe Abbildung 9b).
a) Regression für den gesamten Datensatz b) Regression für zwei Teilbereiche φ = 0 … 0,2 | φ = 0,2 … 1,0
Abbildung 9: Fließkurven von AZ31 bei 350 °C, experimentelle Daten und Regressionsansatz 10 (�̇� = 0,1/s, 1/s, 10/s)
Die beiden Fließkurvenfunktionen für AZ31 lauten:
kf (φ=0…0,2) = 16,2282 ∙ e –0,00587929∙ϑ ∙ ϑ 0,78798 ∙ φ 0,308978 ∙ e 0,00134449/φ ∙ (1 + φ) –0,0143501∙ϑ ∙ e 2,87933∙φ
∙ �̇� –0,109095 ∙ �̇� 0,000697557∙ϑ
kf (φ=0,2…1,0) = 1,03262 ∙ e –0,00899634∙ϑ ∙ ϑ 1,04106 ∙ φ –1,74602 ∙ e –0,316754/φ ∙ (1 + φ) –0,00119882∙ϑ ∙ e 1,86204∙φ
∙ �̇� –0,115098 ∙ �̇� 0,000722272∙ϑ
Insbesondere mit der Eingrenzung der WB- und Walztemperatur auf den Bereich zwischen 350 °C und 400 °C und der Ermittlung der Fließkurvenfunktionen für die FEM-Simulation konnte die Charakterisierung des Ausgangsmaterials und die mechanisch-technologische Kennwertermittlung erfolgreich abgeschlossen werden.
3 Technologische Voruntersuchungen zum Drahtwalzen
Mit Voruntersuchungen zum Drahtwalzen wurden experimentelle Daten zum Werkstofffluss
erhoben, die zur Kontrolle der FEM-Simulation des Kaliberwalzens benötigt werden. Die
gewonnenen Erkenntnisse zur Technologie, wie die realisierbare Streckung je Stich, und die
Ergebnisse von tribologischen Untersuchungen dienen dem Entwurf der Kalibrierung und der
Prozessmodellierung.
8
3.1 Ermittlung des Werkstoffflusses
Mit dem Ziel, eine Anlagenkonfiguration zu finden, die es ermöglicht, trotz der für Stahl
ausgelegten Walzenkalibrierung weitestgehend ohne Überfüllung (Walznähte) zu walzen,
wurden Walzversuche am Duo-Reversiergerüst der vorhandenen Konti-Walzanlage am
Institut für Metallformung durchgeführt. Der auf diese Weise erhaltene Datensatz wird einen
guten Vergleich mit der sich anschließenden FEM-Simulation ermöglichen.
Die Oval-Rund-Kalibrierung der Walzen umfasst acht Kaliber und ist so ausgelegt, dass die
ersten beiden Ovalkaliber doppelt genutzt werden und das Walzgut innerhalb von zehn
Stichen auf ⌀ 12 mm gewalzt wird. Der Walzspalt wird für jeden Stich einzeln festgelegt.
Es wurden Vorversuche an AZ31 mit unterschiedlichen Walzgeschwindigkeiten und
Walzspalteinstellungen durchgeführt. Durch die Erhöhung der Stichanzahl auf zwölf –
realisiert durch eine Doppelnutzung des sechsten und siebenten Kalibers – konnte die
Querschnittabnahme je Stich gesenkt und so der stärkeren Breitung der Mg-Legierungen
begegnet werden.
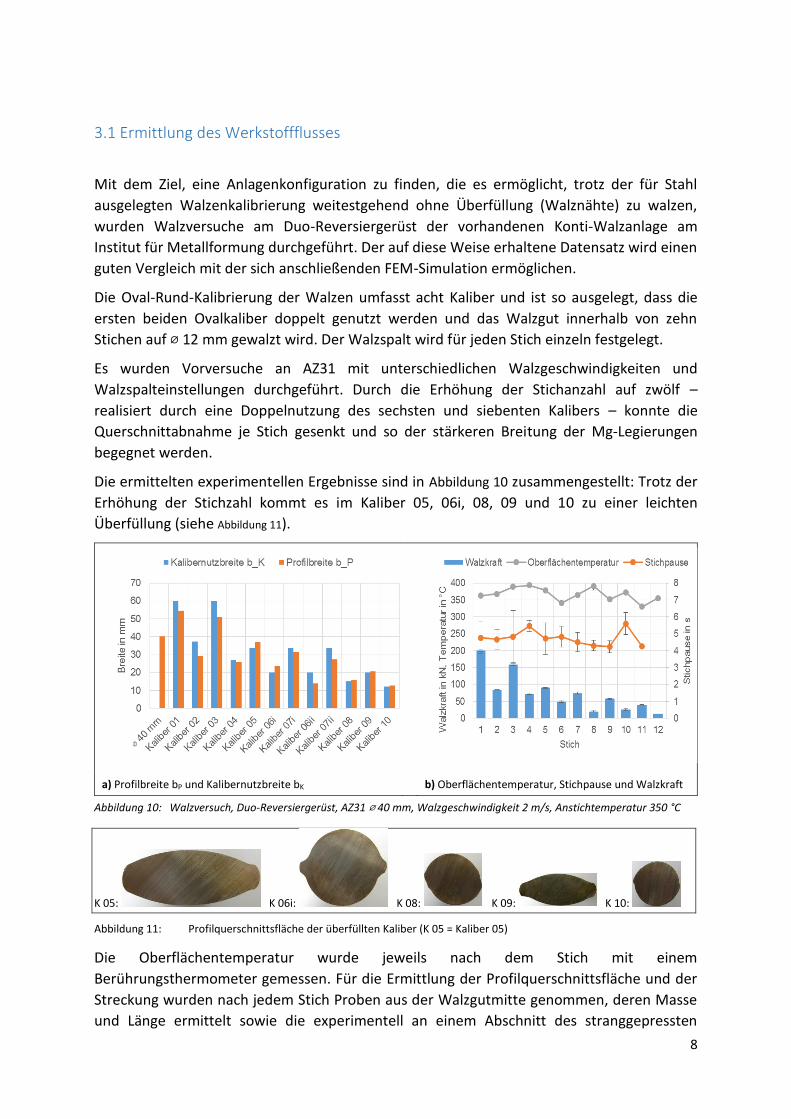
Die ermittelten experimentellen Ergebnisse sind in Abbildung 10 zusammengestellt: Trotz der
Erhöhung der Stichzahl kommt es im Kaliber 05, 06i, 08, 09 und 10 zu einer leichten
Überfüllung (siehe Abbildung 11).
a) Profilbreite bP und Kalibernutzbreite bK b) Oberflächentemperatur, Stichpause und Walzkraft
Abbildung 10: Walzversuch, Duo-Reversiergerüst, AZ31 ⌀ 40 mm, Walzgeschwindigkeit 2 m/s, Anstichtemperatur 350 °C
K 05: K 06i: K 08: K 09: K 10:
Abbildung 11: Profilquerschnittsfläche der überfüllten Kaliber (K 05 = Kaliber 05)
Die Oberflächentemperatur wurde jeweils nach dem Stich mit einem
Berührungsthermometer gemessen. Für die Ermittlung der Profilquerschnittsfläche und der
Streckung wurden nach jedem Stich Proben aus der Walzgutmitte genommen, deren Masse
und Länge ermittelt sowie die experimentell an einem Abschnitt des stranggepressten
9
⌀ 40 mm-Ausgangsmaterial ermittelte Dichte (1,775 g/cm³) genutzt. Die erzielten
Erkenntnisse zum Breitungsverhalten wurden anschließend zur Auslegung der Kalibrierung
(Kapitel 4) genutzt.
3.2 Tribologische Untersuchungen zum Kaliberwalzen
Tribologische Untersuchungen wurden am fünften Kaliber der Trio-Walzanlage mit ⌀ 32-mm-
Proben und der Anstichlage Rund-Oval durchgeführt.
Als Walzparameter wurden die Temperaturen 300 °C, 350 °C und 400 °C sowie für die
Walzendrehzahlen 5 min-1 und 60 min-1 gewählt. Dabei wurden drei tribologische Zustände
untersucht: ohne Schmiermittel, Schmierung mit Beruforge 150 D (1:3) und Schmierung mit
Condaforge 305 (1:4). Bei Beruforge 150 D handelt es sich ein phosphat- und graphitfreies
Schmiermittel, das für das Schmieden von Aluminiumlegierungen entwickelt und am IMF
bereits für das Flachwalzen von Mg-Legierungen eingesetzt wurde. Condaforge 305 ist
graphithaltiges Schmiermittel für das Gesenkschmieden. Beide Schmiermittel sind
wasserbasiert und wurden im angegebenen Verhältnis mit Wasser verdünnt. Sie wurden vor
jedem Walzstich manuell auf beide Walzen aufgebracht.
Die Walzversuche wurden hinsichtlich Walzkraft, Walzmoment, Oberflächentemperatur,
Profilbreite, Profilhöhe, Profilquerschnittsfläche, Breitung und Streckung ausgewertet. Für
den Walzversuch „300 °C, 5 min-1, Schmierung mit Beruforge 150 D (1:3)“ liegen keine Daten
vor, da das Walzgut von den Walzen nicht gegriffen und durchgezogen wurde.
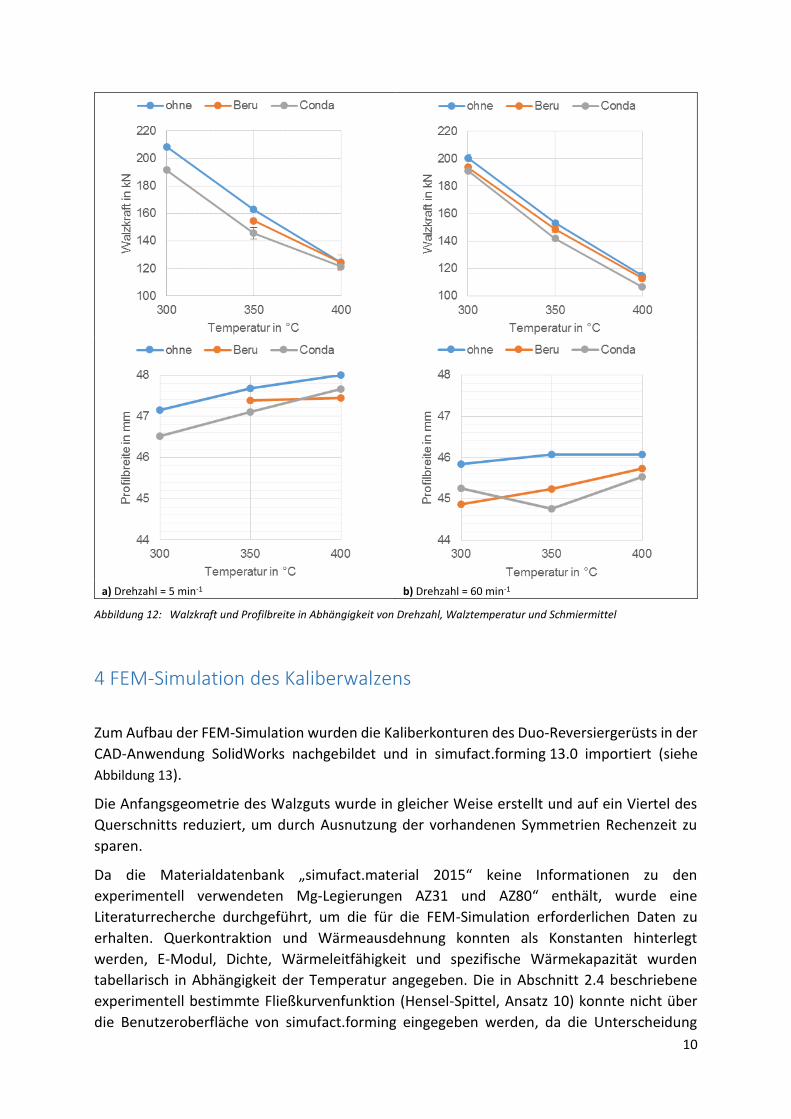
Abbildung 12 zeigt Walzkraft und Profilbreite in Abhängigkeit von Drehzahl, Walztemperatur
und Schmiermittel. Den größten Einfluss auf die Walzkraft hat die Walztemperatur – bei der
Erhöhung von 300 °C auf 400 °C sinkt sie um fast 50 %. Sowohl eine Erhöhung der Drehzahl als
auch die Verwendung von Schmiermitteln führen zu einer geringen Senkung der Walzkraft um
< 20 kN. Bei der Profilbreite bP ist der größte Einflussfaktor die Erhöhung der Drehzahl von
5 min-1 auf 60 min-1, die zu einer um 1,3 mm bis 2,3 mm geringeren Profilbreite führt. Die
Absenkung der Walztemperatur und die Verwendung der Schmiermittel führt zu einer um bis
zu 1,3 mm geringeren Profilbreite. Im Vergleich der Schmiermittel werden mit
Condaforge 305 die geringeren Walzkräfte und größtenteils auch die geringeren Profilbreiten
erreicht. Die mittels Schmiermittel erreichten Effekte sind allerdings nur gering.
10
a) Drehzahl = 5 min-1 b) Drehzahl = 60 min-1
Abbildung 12: Walzkraft und Profilbreite in Abhängigkeit von Drehzahl, Walztemperatur und Schmiermittel
4 FEM-Simulation des Kaliberwalzens
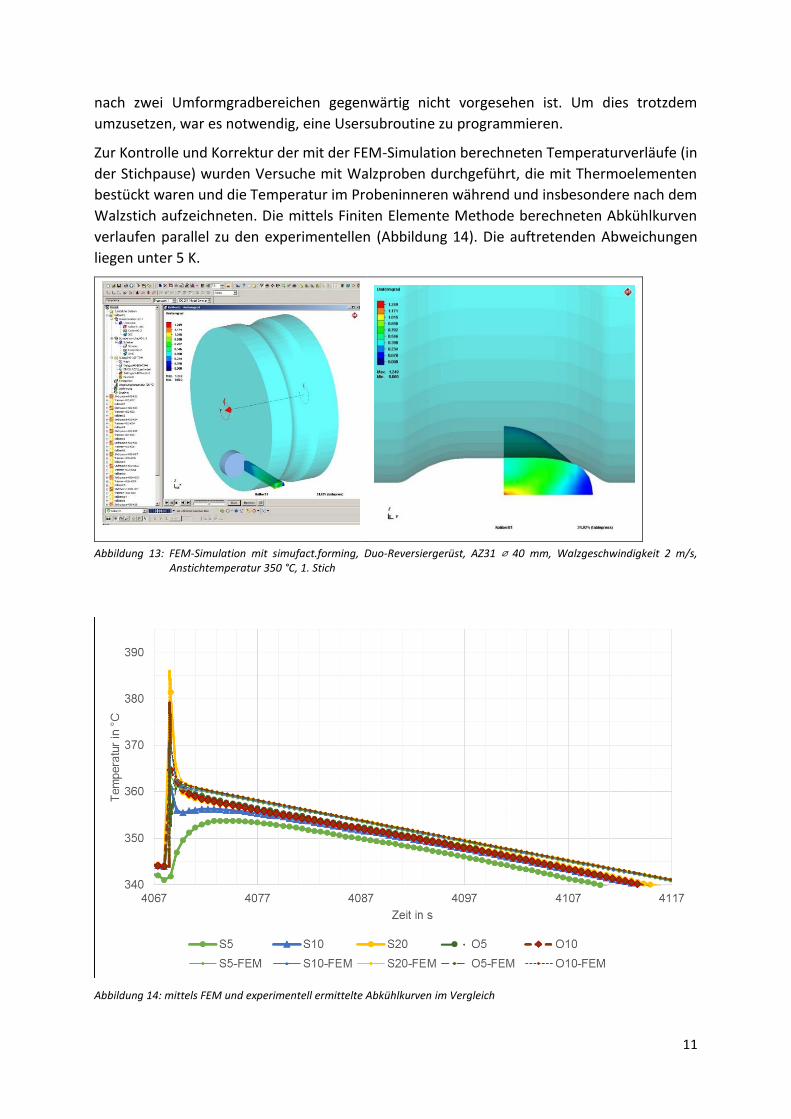
Zum Aufbau der FEM-Simulation wurden die Kaliberkonturen des Duo-Reversiergerüsts in der
CAD-Anwendung SolidWorks nachgebildet und in simufact.forming 13.0 importiert (siehe
Abbildung 13).
Die Anfangsgeometrie des Walzguts wurde in gleicher Weise erstellt und auf ein Viertel des
Querschnitts reduziert, um durch Ausnutzung der vorhandenen Symmetrien Rechenzeit zu
sparen.
Da die Materialdatenbank „simufact.material 2015“ keine Informationen zu den
experimentell verwendeten Mg-Legierungen AZ31 und AZ80“ enthält, wurde eine
Literaturrecherche durchgeführt, um die für die FEM-Simulation erforderlichen Daten zu
erhalten. Querkontraktion und Wärmeausdehnung konnten als Konstanten hinterlegt
werden, E-Modul, Dichte, Wärmeleitfähigkeit und spezifische Wärmekapazität wurden
tabellarisch in Abhängigkeit der Temperatur angegeben. Die in Abschnitt 2.4 beschriebene
experimentell bestimmte Fließkurvenfunktion (Hensel-Spittel, Ansatz 10) konnte nicht über
die Benutzeroberfläche von simufact.forming eingegeben werden, da die Unterscheidung
11
nach zwei Umformgradbereichen gegenwärtig nicht vorgesehen ist. Um dies trotzdem
umzusetzen, war es notwendig, eine Usersubroutine zu programmieren.
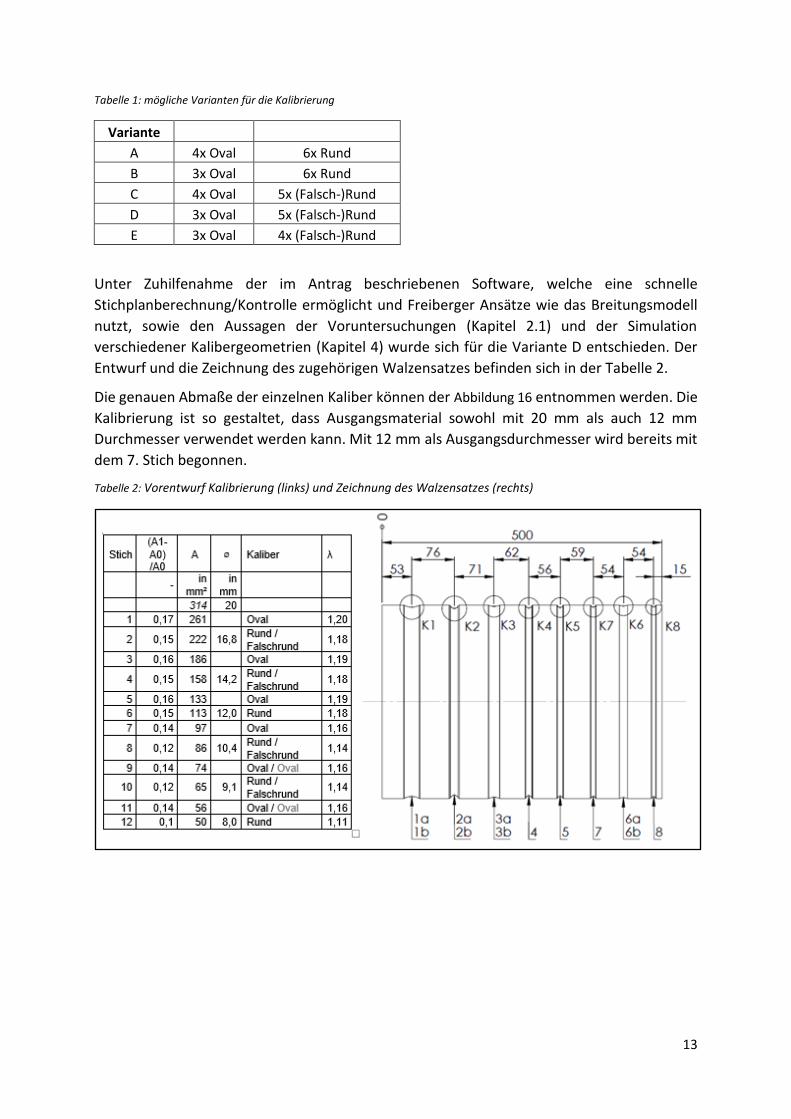
Zur Kontrolle und Korrektur der mit der FEM-Simulation berechneten Temperaturverläufe (in
der Stichpause) wurden Versuche mit Walzproben durchgeführt, die mit Thermoelementen
bestückt waren und die Temperatur im Probeninneren während und insbesondere nach dem
Walzstich aufzeichneten. Die mittels Finiten Elemente Methode berechneten Abkühlkurven
verlaufen parallel zu den experimentellen (Abbildung 14). Die auftretenden Abweichungen
liegen unter 5 K.
Abbildung 13: FEM-Simulation mit simufact.forming, Duo-Reversiergerüst, AZ31 ⌀ 40 mm, Walzgeschwindigkeit 2 m/s, Anstichtemperatur 350 °C, 1. Stich
Abbildung 14: mittels FEM und experimentell ermittelte Abkühlkurven im Vergleich

12
Die Ergebnisse der FEM-Simulation hinsichtlich Profilbreite und Walzkraft sind in Abbildung
15 im Vergleich mit den experimentellen Daten der beschriebenen Walzversuche dargestellt.
a) Profilbreite (Experiment; FEM) b) Walzkraft (farbige Linien: ± 10 % exp. Wert)
Abbildung 15: Vergleich der Ergebnisse der FEM-Simulation mit dem Experiment, Duo-Reversiergerüst, AZ31 ⌀ 40 mm, Walzgeschwindigkeit 2 m/s, Anstichtemperatur 350 °C
Die Werte der Profilbreite werden in allen Stichen zu gering berechnet. Die berechneten
Walzkräfte (Abbildung 15 b), liegen überwiegend innerhalb eines Fehlerbereichs von ± 10 %
der experimentellen Werte. Die durch die Simulation gewonnenen Erkenntnisse gingen direkt
in den Kalibrierungsentwurf ein.
5 Kalibrierungsentwurf
Aus den unter 2.1 beschriebenen Walzversuchen konnten einige Erkenntnissen zum
Fließverhaltens der verwendeten Magnesiumlegierungen gewonnen werden. Diese wurden
zur Festlegung von Zielgrößen der Kalibrierung genutzt. So wird, aufgrund des starken Breitens
von Magnesiumlegierungen, eine maximale Streckung λ von 1,20 je Stich zur Entwicklung
einer magnesiumgerechten Kalibrierung für die Fertigstaffel der Konti-Walzanlage festgelegt.
Diese Zielgrößen sind:
- Kaliberfolge Rund-Oval-Rund
- 12 Stiche auf dem Vorgerüst der Kontistraße
- Durchmesserreduktion von ⌀ 20 mm auf ⌀ 8 mm
- dabei ⌀ 12 mm als Zwischenabmessung angestrebt
- Streckung in allen Stichen kleiner/gleich 1,20
Anhand dieser Zielgrößen wurden verschiedene Varianten der Kalibernutzung aufgestellt.
Dabei ist auch die doppelte Nutzung von Kalibern für mehrere Stiche vorgesehen. Diese
Varianten sind in der Tabelle 1 aufgeführt.
13
Tabelle 1: mögliche Varianten für die Kalibrierung
Variante A 4x Oval 6x Rund
B 3x Oval 6x Rund
C 4x Oval 5x (Falsch-)Rund
D 3x Oval 5x (Falsch-)Rund
E 3x Oval 4x (Falsch-)Rund
Unter Zuhilfenahme der im Antrag beschriebenen Software, welche eine schnelle
Stichplanberechnung/Kontrolle ermöglicht und Freiberger Ansätze wie das Breitungsmodell
nutzt, sowie den Aussagen der Voruntersuchungen (Kapitel 2.1) und der Simulation
verschiedener Kalibergeometrien (Kapitel 4) wurde sich für die Variante D entschieden. Der
Entwurf und die Zeichnung des zugehörigen Walzensatzes befinden sich in der Tabelle 2.
Die genauen Abmaße der einzelnen Kaliber können der Abbildung 16 entnommen werden. Die
Kalibrierung ist so gestaltet, dass Ausgangsmaterial sowohl mit 20 mm als auch 12 mm
Durchmesser verwendet werden kann. Mit 12 mm als Ausgangsdurchmesser wird bereits mit
dem 7. Stich begonnen.
Tabelle 2: Vorentwurf Kalibrierung (links) und Zeichnung des Walzensatzes (rechts)

14
Abbildung 16: Detailzeichnungen der einzelnen Kaliber des Entwurfes
6 Technologieentwicklung und -optimierung
Entsprechend den Vorgaben (Kapitel 5) wurde ein Walzensatz für das Reversiergerüst, sowie passend dazu noch die erforderlichen Ein- und Ausführungen am Walzgerüst entworfen und gefertigt. Anschließend wurden alle bisherigen Erkenntnisse unter Einbeziehung der Ergebnisse aus den Voruntersuchungen (Kapitel 1-3) verwendet um eine optimale Walztechnologie zu erzielen.
6.1 Test der Einführungen
Zunächst wurden die in diesem Projekt konstruierten und hergestellten Einführungen für die zu untersuchenden Kaliber getestet. Als nachteilig erwies sich dabei die Doppelnutzung der Kaliber, da bei der zweiten Nutzung durch die nun geringeren Probenabmessungen die Führung nur unzureichend gewährleistet werden konnte. Dies führt zum horizontalem Ausschwenken des Materials während des Einführens. Infolgedessen weist das umgeformte Material eine leicht mäandrierende Form auf (Abbildung 17).
Abbildung 17: Durch die Doppelnutzung der Kaliber bewirkte Formänderung
Ebenso kommt es zur Ausbildung von Walznähten jeweils an der nach Außen geschwungenen
Seite. Dieser Prozess konnte auch durch Variation der Walzparameter (beispielsweise durch
Verringerung der Walzgeschwindigkeit) nicht vermieden werden. In den darauffolgenden
Stichen wird die Form wieder begradigt, es kommt allerdings zu leichten Überwalzungen,
welche durch den statistischen Charakter der Schwingungen und daraus resultierenden
Nahtbildungen letztendlich die Reproduzierbarkeit vermindern.

15
6.2 Drahtherstellung AZ31
Das angestrebte Ziel war es, eine Walzstrategie zu ermitteln, die es ermöglicht mit der in
Kapitel 5 beschriebenem Kalibrierung Drähte hoher Güte hinsichtlich Maßhaltigkeit und
Oberflächenqualität herzustellen. Dazu wurden Versuche mit unterschiedlichen
Walzgeschwindigkeiten und Walzspalteinstellungen sowie Temperaturführung durchgeführt
und dabei die in Kapitel 1 und 2 dargelegten Erkenntnisse verwendet. Es wurden Stabproben
mit den Abmaßen l=250 mm und ⌀ 20 mm genutzt.
Als geeignetste Umformtemperatur hat sich 350°C (bei 15 min Glühdauer) für diese Legierung
erwiesen, als geeignetste Walzgeschwindigkeit v=2m/s. Die ermittelten experimentellen
Ergebnisse sind in der Tabelle 3 zusammengestellt.
Tabelle 3: experimentelle Ergebnisse für AZ31;Walzgeschindigkeit v=2m/s ; Ausgangstemperatur T=350°C
Stich Walzspalt [mm] Höhe [mm]
Breite [mm]
Länge [cm]
Fläche [mm²]
Temperatur
nach Stich [°C]
1 3,8 10,6 31,5 32,4 247,2 350
2 6,6 14,4 17,7 37,5 216,3 360
3 2,0 8,8 26,2 43,3 179,8 346
4 2,2 13,3 14,4 52,3 151,7 340
5 3,2 7,25 23,1 63,7 126,4 362
6 2,3 11,2 11,9 73,0 109,6 355
7 2,3 6,4 19,0 81,0 98,3 318
8 2,5 10,5 10,4 92,5 87,1 322
9 3,6 6,2 15,1 102,9 78,7 315
10 2,6 9,3 10,6 113,0 73,0 302
11 2,5 5,3 15,1 126,2 64,6 300
12 3,3 8,8 8,8 137,0 59,0 278
13 2,2 5,1 13,0 150,5 53,4 280
14 2,5 7,8 8,0 161,8 50,6 273
Obwohl sich das Material gut umformen lies, erfuhr es eine gegenüber der Planung zu geringe
Querschnittsverminderung (vgl. Tabelle 2 und Tabelle 3). So hatte der Draht nach 12 Stichen
einen Durchmesser von 8,8 mm statt der geforderten 8,0 mm. Deshalb mussten zusätzlich die
beiden letzten Kaliber doppelt verwendet werden, sodass die Querschnittsreduktion von 20
auf 8 mm nun in 14 statt 12 Stichen erfolgt. Dies steht dem Ziel, einen prozessstufenarmen
Umformprozess zu finden, entgegen. Ein Bild des nach 14 Stichen erzielten Drahtes (AZ31)
zeigt die Abbildung 18.

16
Abbildung 18: hergestellter AZ31 Draht nach 14 Stichen ; links: Überblicksbild rechts: Querschnitt
Es wird ein Draht von annähernd rundem Durchmesser erzielt. Starke Überfüllungen wie sie
in den Vorversuchen auftraten (Abbildung 11) sind nicht mehr ersichtlich. Leichte
Oberflächenfehler resultieren aus den bereits beschriebenen Ausschwenkungen. Die
Ergebnisse der Mikrostrukturanalyse zeigt die Abbildung 19. Die mittlere Korngröße sinkt mit
jedem Umformschritt kontinuierlich ab. Während sie nach 10 Stichen im Bereich der des
Ausgangsmaterials liegt, ist sie nach 14 Stichen wesentlich feiner (ca. 5 µm).
Abbildung 19: Gefüge AZ31 nach 10 (links) und 14 Stichen (rechts); Vergrößerung: 500-fach
6.3 Drahtherstellung AZ80
Auch für diese Legierung wurde eine geeignete Walzstrategie ermittelt, indem Versuche mit
unterschiedlichen Walzgeschwindigkeiten und Walzspalteinstellungen durchgeführt wurden.
Es wurden Stabproben mit den Abmaßen l=250 mm und ⌀ 12 mm und eine
Walzgeschwindigkeit von 2m/s verwendet. Als Umformtemperatur wurde zunächst 350°C
(mit 60 min Glühdauer) gewählt, weil sie sich in den Zylinderstauchversuchen als geeignet
darstellt hat. Während sich AZ31 bei dieser Temperatur, abgesehen von gelegentlichen
Überwalzungen, gut umformen lies, zeigte AZ80 ein wesentlich schlechteres
Umformvermögen. Eine starke Rissbildung perpendikular zur Drahtachse war die Folge (siehe
Abbildung 20, links). Bei weiterer Stichabnahme erweiterten sich diese Risse kontinuierlich,
bis es zu ersten Materialabplatzungen kam (Abbildung 20, rechts).

17
Abbildung 20: Risse nach dem 10. Stich (links) und 14. Stich (rechts)
Ursache ist zum einen die durch die Wärmedissipation während des Umformens bewirkte
Anschmelzung der an den Korngrenzen anliegenden γ-Phase (Mg17Al12). Dies führt zur Bildung
von Heißrissen. Zum anderem ist die Legierung sehr anfällig für die Umformbarkeit
verringerndes Kornwachstum (siehe Kapitel 2.2.1.) und für die lange Erwärmungsdauer
deshalb nicht geeignet.
Eine Optimierung der Glühtemperatur und -dauer führte zur Verwendung von 300°C (bei 15
min Glühdauer), obwohl AZ80 in Zylinderstauchversuchen bei dieser Temperatur vorzeitig
gebrochen ist. Bei dieser geringeren Temperatur zeigte das Material jedoch ein wesentlich
besseres Umformvermögen und die Rissbildung konnte völlig vermieden werden. Die
erzielten Ergebnisse gibt die Tabelle 4 wieder. Auch für diese Legierung konnten Überfüllungen
vermieden werden, wie die Profilquerschnitte (Abbildung 21) zeigen. Die Mehrfachnutzung des
6. Kalibers führt allerdings teilweise zur Bildung einer leichten einseitigen Naht des
Endproduktes (Abbildung 21, rechts).
Tabelle 4: experimentelle Ergebnisse für AZ 80; v=2m/s T=300°C
Stich Walzspalt [mm]
Höhe [mm]
Breite [mm]
Länge [mm]
Temperatur [°C]
7 2,2 6,35 19,5 39,4 295
8 2,4 10,3 10,65 44,7 305
9 3,5 6,1 15 51,4 312
10 2,6 9,4 9,65 56,8 311
11 2,6 5,3 14,5 62,2 315
12 3,3 8,8 8,1 65,8 292
13 2,4 5,3 11,78 64,5 280
14 2,3 7,85 8,2 79,2 293
18
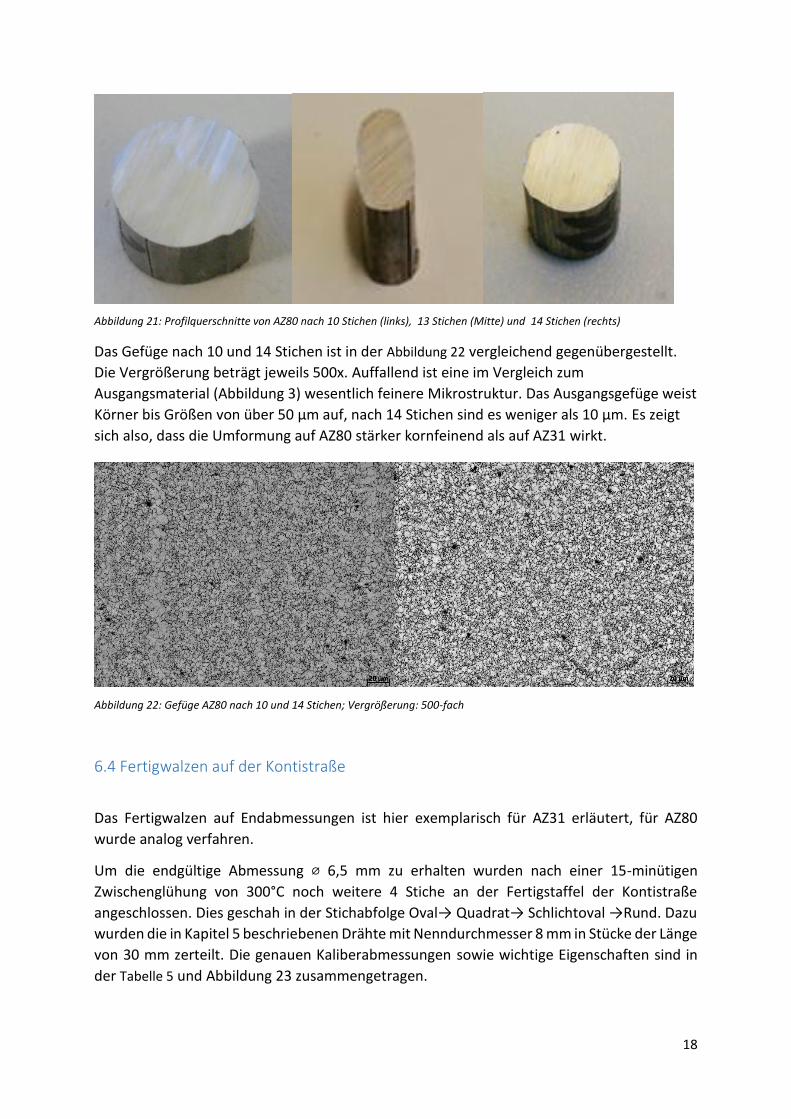
Abbildung 21: Profilquerschnitte von AZ80 nach 10 Stichen (links), 13 Stichen (Mitte) und 14 Stichen (rechts)
Das Gefüge nach 10 und 14 Stichen ist in der Abbildung 22 vergleichend gegenübergestellt.
Die Vergrößerung beträgt jeweils 500x. Auffallend ist eine im Vergleich zum
Ausgangsmaterial (Abbildung 3) wesentlich feinere Mikrostruktur. Das Ausgangsgefüge weist
Körner bis Größen von über 50 µm auf, nach 14 Stichen sind es weniger als 10 µm. Es zeigt
sich also, dass die Umformung auf AZ80 stärker kornfeinend als auf AZ31 wirkt.
Abbildung 22: Gefüge AZ80 nach 10 und 14 Stichen; Vergrößerung: 500-fach
6.4 Fertigwalzen auf der Kontistraße
Das Fertigwalzen auf Endabmessungen ist hier exemplarisch für AZ31 erläutert, für AZ80
wurde analog verfahren.
Um die endgültige Abmessung ⌀ 6,5 mm zu erhalten wurden nach einer 15-minütigen
Zwischenglühung von 300°C noch weitere 4 Stiche an der Fertigstaffel der Kontistraße
angeschlossen. Dies geschah in der Stichabfolge Oval→ Quadrat→ Schlichtoval →Rund. Dazu
wurden die in Kapitel 5 beschriebenen Drähte mit Nenndurchmesser 8 mm in Stücke der Länge
von 30 mm zerteilt. Die genauen Kaliberabmessungen sowie wichtige Eigenschaften sind in
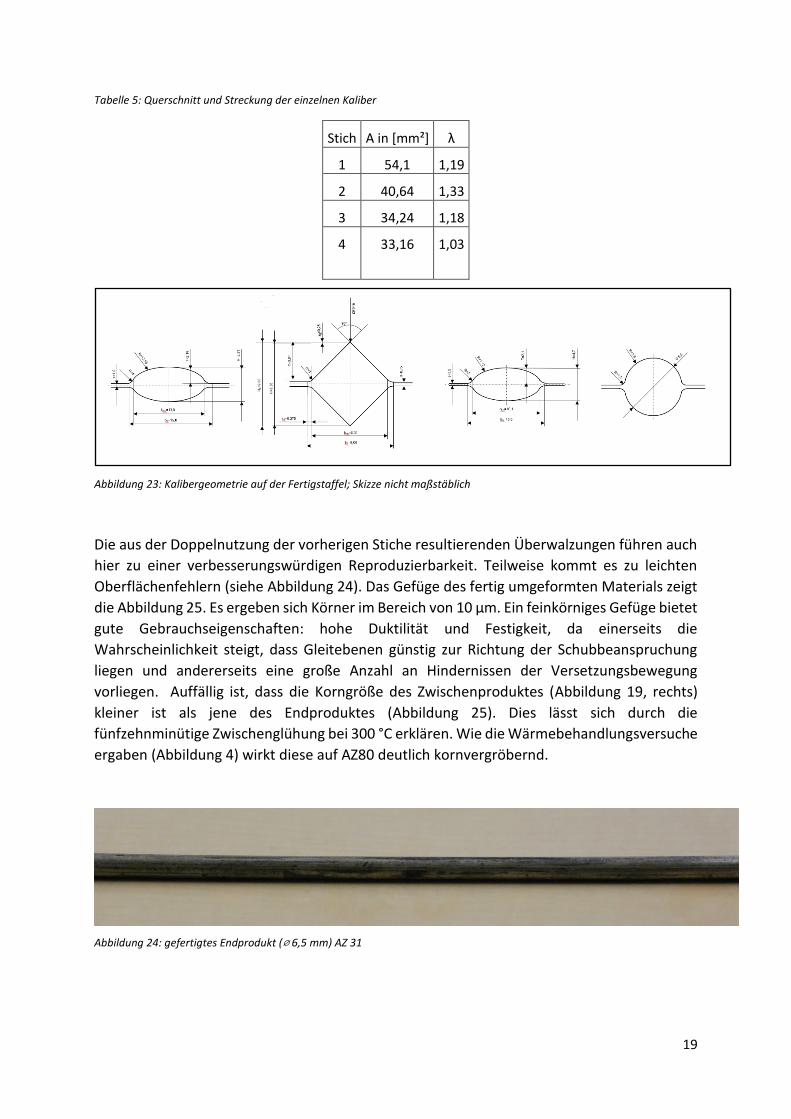
der Tabelle 5 und Abbildung 23 zusammengetragen.
19
Tabelle 5: Querschnitt und Streckung der einzelnen Kaliber
Stich A in [mm²] λ
1 54,1 1,19
2 40,64 1,33
3 34,24 1,18
4 33,16 1,03
Abbildung 23: Kalibergeometrie auf der Fertigstaffel; Skizze nicht maßstäblich
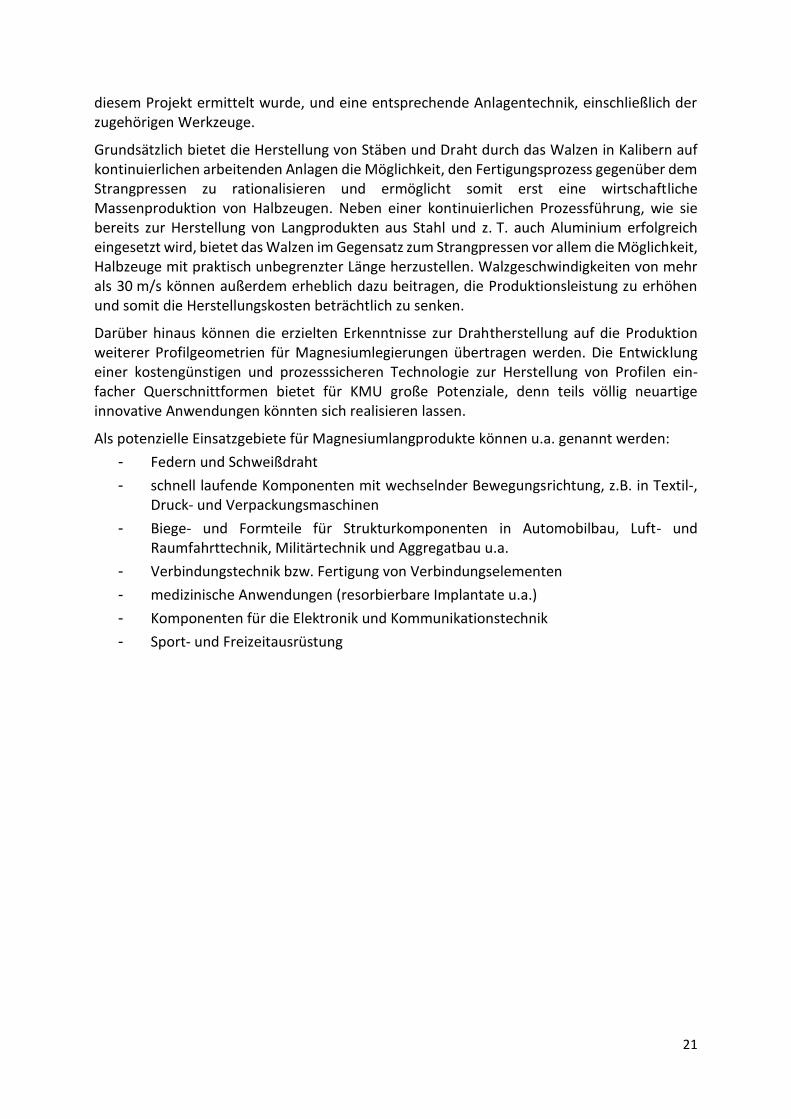
Die aus der Doppelnutzung der vorherigen Stiche resultierenden Überwalzungen führen auch
hier zu einer verbesserungswürdigen Reproduzierbarkeit. Teilweise kommt es zu leichten
Oberflächenfehlern (siehe Abbildung 24). Das Gefüge des fertig umgeformten Materials zeigt
die Abbildung 25. Es ergeben sich Körner im Bereich von 10 µm. Ein feinkörniges Gefüge bietet
gute Gebrauchseigenschaften: hohe Duktilität und Festigkeit, da einerseits die
Wahrscheinlichkeit steigt, dass Gleitebenen günstig zur Richtung der Schubbeanspruchung
liegen und andererseits eine große Anzahl an Hindernissen der Versetzungsbewegung
vorliegen. Auffällig ist, dass die Korngröße des Zwischenproduktes (Abbildung 19, rechts)
kleiner ist als jene des Endproduktes (Abbildung 25). Dies lässt sich durch die
fünfzehnminütige Zwischenglühung bei 300 °C erklären. Wie die Wärmebehandlungsversuche
ergaben (Abbildung 4) wirkt diese auf AZ80 deutlich kornvergröbernd.
Abbildung 24: gefertigtes Endprodukt (⌀ 6,5 mm) AZ 31

20
Abbildung 25: Gefüge des gefertigten AZ31-Drahtes mit ⌀ 6,5 mm (Endprodukt)
7 Technischer und wirtschaftlicher Nutzen der Ergebnisse sowie ihr
innovativer Beitrag
In den nächsten fünf bis zehn Jahren wird für den Leichtbau mit Magnesium ein signifikantes Marktwachstum, insbesondere im Bereich der Struktur- und Konstruktionsanwendungen, prognostiziert. Neben neuen Anwendungsfeldern für Gusslegierungen werden dabei insbesondere Mg-Knetlegierungen vermehrt zum Einsatz kommen und somit auch der Bedarf an Drähten aus diesen Materialien steigen. Entsprechend werden die Produktpalette und somit der Bedarf an kostengünstigen Verarbeitungsmöglichkeiten steigen. Der industrielle Leichtbau und der Einsatz innovativer Leichtbauwerkstoffe sind in vielen Bereichen der industriellen Fertigung von hoher Relevanz. KMU übernehmen bei der Entwicklung neuer Produkt- und Leichtbaukonzepte regelmäßig eine Vorreiterstellung ein, so dass gerade sie von neuentwickelten Produktionsmöglichkeiten in besonderem Maße profitieren.
Durch dieses Forschungsprojekt wurden erstmals die wissenschaftlichen und technischen Grundlagen für die Herstellung von Drähten aus verschiedenen Magnesiumlegierungen durch Kaliberwalzen geschaffen. Aufbauend auf den Ergebnissen können spezialisierte Industrieunternehmen aus der Drahtherstellungsbranche die Prozessparameter den Gegebenheiten bei der Magnesiumdrahtherstellung anpassen, wodurch sich ein nur geringer Investitionsbedarf ergibt. Voraussetzung ist es allerdings das Problem der mangelnden Reproduzierbarkeit der Endabmessungen zu lösen. Der erarbeitete Lösungsvorschlag besteht in der Vermeidung von doppelt belegten Kalibern. Hierzu sind weitere ergänzende Forschungsarbeiten zu leisten.
Mit der im FuE-Projekt realisierten Technologieentwicklung können sich somit deutsche KMU einen entscheidenden Wettbewerbsvorteil – auch im internationalen Maßstab – sichern und ihre führenden Marktpositionen auf dem Gebiet der Drahtherstellung, des Werkzeugbaus und der Walzlagentechnik weiter ausbauen. Der Innovationsgehalt dieses Forschungsvorhabens wird insbesondere durch die Übertragung des Kaliberwalzens auf Magnesium und Magnesiumlegierungen bestimmt, was bislang nicht praktiziert wird. Das erfordert eine auf das Drahtmaterial und ihre spezifischen Eigenschaften zugeschnittene Technologie, welche in
21
diesem Projekt ermittelt wurde, und eine entsprechende Anlagentechnik, einschließlich der zugehörigen Werkzeuge.
Grundsätzlich bietet die Herstellung von Stäben und Draht durch das Walzen in Kalibern auf kontinuierlichen arbeitenden Anlagen die Möglichkeit, den Fertigungsprozess gegenüber dem Strangpressen zu rationalisieren und ermöglicht somit erst eine wirtschaftliche Massenproduktion von Halbzeugen. Neben einer kontinuierlichen Prozessführung, wie sie bereits zur Herstellung von Langprodukten aus Stahl und z. T. auch Aluminium erfolgreich eingesetzt wird, bietet das Walzen im Gegensatz zum Strangpressen vor allem die Möglichkeit, Halbzeuge mit praktisch unbegrenzter Länge herzustellen. Walzgeschwindigkeiten von mehr als 30 m/s können außerdem erheblich dazu beitragen, die Produktionsleistung zu erhöhen und somit die Herstellungskosten beträchtlich zu senken.
Darüber hinaus können die erzielten Erkenntnisse zur Drahtherstellung auf die Produktion weiterer Profilgeometrien für Magnesiumlegierungen übertragen werden. Die Entwicklung einer kostengünstigen und prozesssicheren Technologie zur Herstellung von Profilen ein-facher Querschnittformen bietet für KMU große Potenziale, denn teils völlig neuartige innovative Anwendungen könnten sich realisieren lassen.
Als potenzielle Einsatzgebiete für Magnesiumlangprodukte können u.a. genannt werden:
- Federn und Schweißdraht
- schnell laufende Komponenten mit wechselnder Bewegungsrichtung, z.B. in Textil-, Druck- und Verpackungsmaschinen
- Biege- und Formteile für Strukturkomponenten in Automobilbau, Luft- und Raumfahrttechnik, Militärtechnik und Aggregatbau u.a.
- Verbindungstechnik bzw. Fertigung von Verbindungselementen
- medizinische Anwendungen (resorbierbare Implantate u.a.)
- Komponenten für die Elektronik und Kommunikationstechnik
- Sport- und Freizeitausrüstung
22
8 Verwendung der Zuwendung
8.1 Projektbezogene Ausgaben
Innerhalb der gesamten Laufzeit wurden projektbezogene Ausgaben in Höhe von 182.486,10 EUR getätigt, die sich wie folgt zusammensetzen:
Sachmittel (aus Pauschale): 29.016,35 für Verbrauchsmaterial/Ersatzteilbedarf Ausgaben für Leistungen Dritter: 8.388,00 EUR (für Bearbeitung Draht-Kalibrierwerkzeuge und Walzen durch Seidel Werkzeugbau GmbH) Ausgaben für Gerätebeschaffung wurden keine getätigt Personalausgaben: 145.081,75 EUR (darunter Bruttoentgelte 116.148,51 wiss.-techn.
Personal, 19.441,91 übriges Fachpersonal und 9.491,33 Pauschale für Personalausgaben)
Als wissenschaftliche Mitarbeiter (A.1 HPA A) waren Herr Mattias Helbig (Einsatz im Projekt mit 11 Personenmonaten in 2015 und 9 in 2016) Frau Joanna Dembinska (Einsatz mit 1,5 Personenmonaten in 2015 und 0,25 in 2016) und Herr Frank Hoffmann (Einsatz im Projekt mit einem Personenmonat in 2014) Projekt tätig. Als technische Mitarbeiter wurden eingesetzt: Für die Durchführung der Walzversuche, Herr Erik Müller (A.2 HPA E) im Umfang von 4,5 Personenmonaten in 2015 und 2,5 in 2016, sowie für Werkstoffuntersuchungen, Frau Diane Hübgen (A.1 HPA B), im Umfang von 2,5 Personenmonaten in 2015 und 0,5 in 2016. Mit der Bewilligung von 205.650,00 EUR ergibt sich ein Restbetrag von 23.164,90 EUR. Dieser wird der industriellen Gemeinschaftsforschung wieder zur Verfügung gestellt.
8.2 Notwendigkeit und Angemessenheit der geleisteten Arbeit Innerhalb des Berichtszeitraums wurden ausschließlich Arbeiten durchgeführt, die innerhalb des Projektarbeitsplans unbedingt erforderlich sind, um die formulierten Projektziele zu erreichen. Der dabei erbrachte Arbeitsaufwand war angemessen und liegt im Rahmen der Vorplanung. Ungeplante Mehrausgaben gegenüber der ursprünglichen Planung sind nicht entstanden.
23
9 Plan zum Ergebnistransfer in die Wirtschaft
9.1 spezifische Transfermaßnahmen während der Laufzeit des Forschungsvorhabens
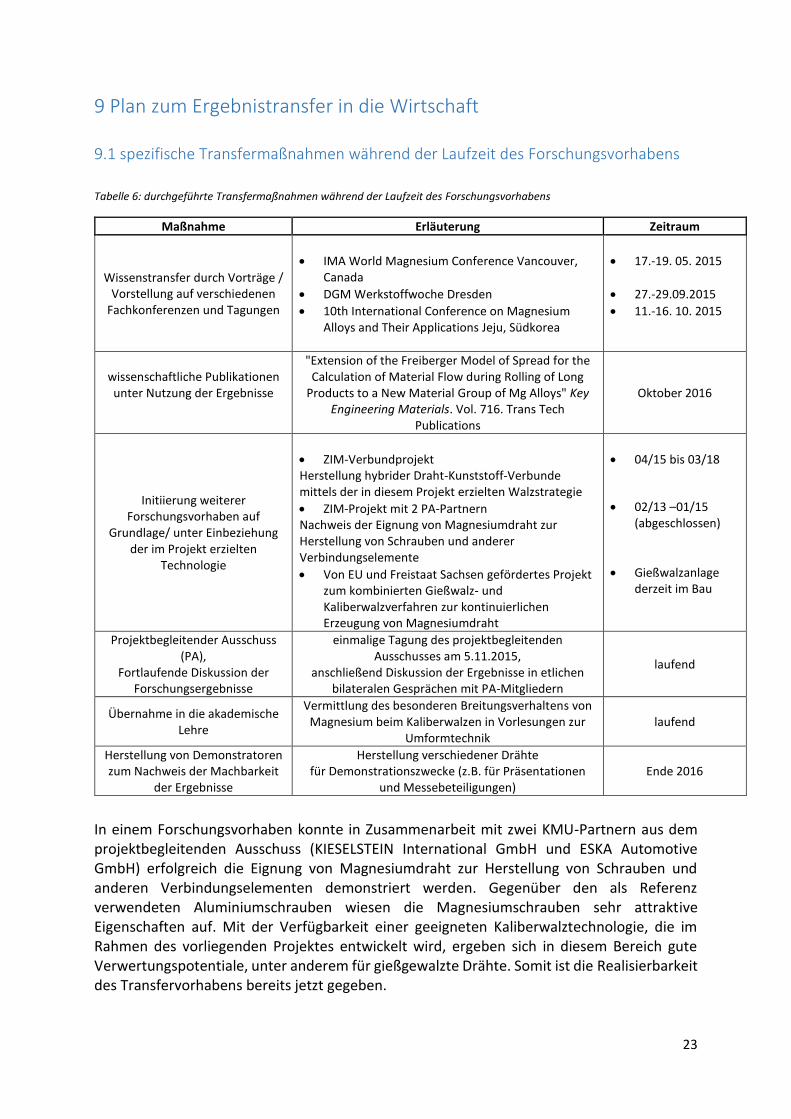
Tabelle 6: durchgeführte Transfermaßnahmen während der Laufzeit des Forschungsvorhabens
Maßnahme Erläuterung Zeitraum
Wissenstransfer durch Vorträge / Vorstellung auf verschiedenen
Fachkonferenzen und Tagungen
IMA World Magnesium Conference Vancouver, Canada
DGM Werkstoffwoche Dresden
10th International Conference on Magnesium Alloys and Their Applications Jeju, Südkorea
17.-19. 05. 2015
27.-29.09.2015
11.-16. 10. 2015
wissenschaftliche Publikationen unter Nutzung der Ergebnisse
"Extension of the Freiberger Model of Spread for the Calculation of Material Flow during Rolling of Long
Products to a New Material Group of Mg Alloys" Key Engineering Materials. Vol. 716. Trans Tech
Publications
Oktober 2016
Initiierung weiterer Forschungsvorhaben auf
Grundlage/ unter Einbeziehung der im Projekt erzielten
Technologie
ZIM-Verbundprojekt Herstellung hybrider Draht-Kunststoff-Verbunde mittels der in diesem Projekt erzielten Walzstrategie
ZIM-Projekt mit 2 PA-Partnern Nachweis der Eignung von Magnesiumdraht zur Herstellung von Schrauben und anderer Verbindungselemente
Von EU und Freistaat Sachsen gefördertes Projekt zum kombinierten Gießwalz- und Kaliberwalzverfahren zur kontinuierlichen Erzeugung von Magnesiumdraht
04/15 bis 03/18
02/13 –01/15 (abgeschlossen)
Gießwalzanlage derzeit im Bau
Projektbegleitender Ausschuss (PA),
Fortlaufende Diskussion der Forschungsergebnisse
einmalige Tagung des projektbegleitenden Ausschusses am 5.11.2015,
anschließend Diskussion der Ergebnisse in etlichen bilateralen Gesprächen mit PA-Mitgliedern
laufend
Übernahme in die akademische Lehre
Vermittlung des besonderen Breitungsverhaltens von Magnesium beim Kaliberwalzen in Vorlesungen zur
Umformtechnik laufend
Herstellung von Demonstratoren zum Nachweis der Machbarkeit
der Ergebnisse
Herstellung verschiedener Drähte für Demonstrationszwecke (z.B. für Präsentationen
und Messebeteiligungen) Ende 2016
In einem Forschungsvorhaben konnte in Zusammenarbeit mit zwei KMU-Partnern aus dem projektbegleitenden Ausschuss (KIESELSTEIN International GmbH und ESKA Automotive GmbH) erfolgreich die Eignung von Magnesiumdraht zur Herstellung von Schrauben und anderen Verbindungselementen demonstriert werden. Gegenüber den als Referenz verwendeten Aluminiumschrauben wiesen die Magnesiumschrauben sehr attraktive Eigenschaften auf. Mit der Verfügbarkeit einer geeigneten Kaliberwalztechnologie, die im Rahmen des vorliegenden Projektes entwickelt wird, ergeben sich in diesem Bereich gute Verwertungspotentiale, unter anderem für gießgewalzte Drähte. Somit ist die Realisierbarkeit des Transfervorhabens bereits jetzt gegeben.
24
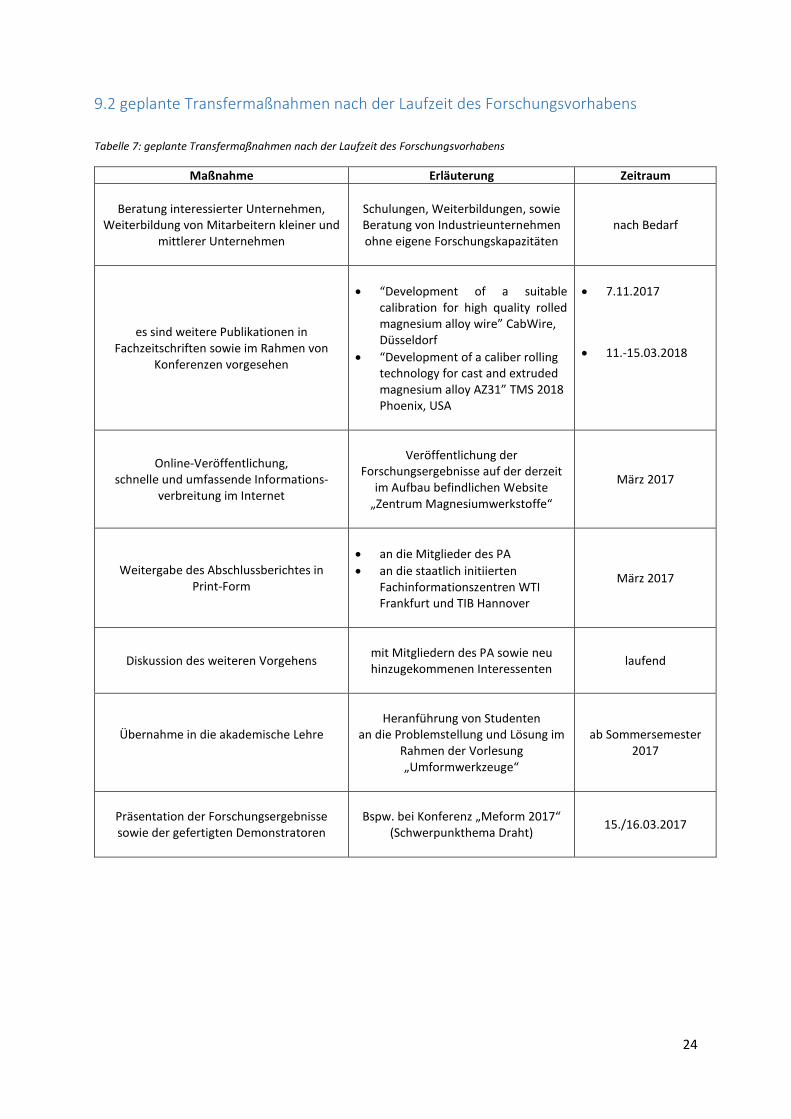
9.2 geplante Transfermaßnahmen nach der Laufzeit des Forschungsvorhabens
Tabelle 7: geplante Transfermaßnahmen nach der Laufzeit des Forschungsvorhabens
Maßnahme Erläuterung Zeitraum
Beratung interessierter Unternehmen,
Weiterbildung von Mitarbeitern kleiner und mittlerer Unternehmen
Schulungen, Weiterbildungen, sowie Beratung von Industrieunternehmen ohne eigene Forschungskapazitäten
nach Bedarf
es sind weitere Publikationen in Fachzeitschriften sowie im Rahmen von
Konferenzen vorgesehen
“Development of a suitable calibration for high quality rolled magnesium alloy wire” CabWire, Düsseldorf
“Development of a caliber rolling technology for cast and extruded magnesium alloy AZ31” TMS 2018 Phoenix, USA
7.11.2017
11.-15.03.2018
Online-Veröffentlichung, schnelle und umfassende Informations-
verbreitung im Internet
Veröffentlichung der
Forschungsergebnisse auf der derzeit im Aufbau befindlichen Website
„Zentrum Magnesiumwerkstoffe“
März 2017
Weitergabe des Abschlussberichtes in Print-Form
an die Mitglieder des PA
an die staatlich initiierten Fachinformationszentren WTI Frankfurt und TIB Hannover
März 2017
Diskussion des weiteren Vorgehens
mit Mitgliedern des PA sowie neu hinzugekommenen Interessenten
laufend
Übernahme in die akademische Lehre
Heranführung von Studenten
an die Problemstellung und Lösung im Rahmen der Vorlesung „Umformwerkzeuge“
ab Sommersemester 2017
Präsentation der Forschungsergebnisse sowie der gefertigten Demonstratoren
Bspw. bei Konferenz „Meform 2017“ (Schwerpunkthema Draht)
15./16.03.2017
25
10 Zusammenfassung
Im Rahmen des Forschungsvorhabens wurde erstmalig das Kaliberwalzen auf Magnesium-
legierungen angewendet.
Für die Untersuchungen wurden zunächst die vielfach eingesetzten Knetwerkstoffe AZ31 und
AZ80 hinsichtlich ihres Gefügezustandes und Umformverhaltens analysiert. Als
Ausgangsmaterial standen dabei kommerziell erhältliche stranggepresste Ausgangsstäbe und
unter Laborbedingungen abgegossene Proben zur Verfügung. Während erster eine für die
Warmumformung geeignete Mikrostruktur aufwiesen zeigten die gegossenen Proben eine
ungünstige grobkörnige Mikrostruktur, ausgeprägte Seigerungen sowie Verunreinigungen
und wurden daher für die weiteren Untersuchungen ausgeschlossen. Mit dem
stranggegossenem Ausgangsmaterial wurden dann Fließkurven aufgenommen und
Zugversuche durchgeführt um die mechanischen Eigenschaften zu evaluieren.
In Vorversuchen mit einer für Stahl ausgelegten Kalibrierung wurden anschließend charakteristischen Größen (wie Breitung und Streckung) in Abhängigkeit von den wesentlichen Prozessparametern (z.B. Stichabnahme, Walztemperatur, Walzgeschwindigkeit) und den tribologischen Bedingungen bestimmt. Mit diesen Versuchen wurden durchgeführte FEM-Modellrechnungen verglichen. Diese sind im Wesentlichen im Einklang mit den gemessenen Ergebnissen. Die Profilbreite wird jedoch in allen Stichen als zu gering berechnet. Mithilfe der institutseigenen Kalibrierungssoftware wurde aus den experimentellen und
simulativen Ergebnissen eine Kaliberreihe mit 12 Stichen für das Walzen von 20 auf 8 mm
Durchmesser der zu untersuchenden Magnesiumlegierungen entwickelt. Die Planung sah
dabei die Mehrfachbenutzung einzelner Kaliber vor.
In anschließenden Versuchen mit der neu entworfenen Kalibrierung wurde für beide
Legierungen eine Strategie zur Erzeugung von Drähten mit guter Oberflächengüte, in 14
Stichen, entwickelt. Dabei konnten gegenüber den Vorversuchen die Überfüllungen stark
reduziert werden. Allerdings führte die Doppelbelegung einzelner Kaliber zu ungewollter
horizontaler Bewegungsfreiheit des Drahtes beim Einführen. Infolgedessen weisen
Zwischenprodukte eine mäandrierende statt gerader Form auf und es kommt zu einer
Nahtbildung, was die Oberflächengüte nach nachfolgenden Stichen leicht verringert. Auch ist
dadurch die Reproduzierbarkeit der Drahtabmessungen verringert. Schlussendlich wurde auf
der Fertigstaffel der Enddurchmesser von 6,5 mm in 4 Stichen erzielt.
In zukünftigen Forschungsvorhaben sollte, auf der Grundlage der im Projekt ausgearbeiteten
Kalibrierung, eine neue erstellt werden. Allerdings ohne erneute Verwendung von mehrfach
genutzten Kalibern. Diese Technik hatte sich für Stahllegierungen bewährt, ist aber wie die
vorliegenden Ergebnisse erstmalig für Magnesium zeigen ungeeignet.

















