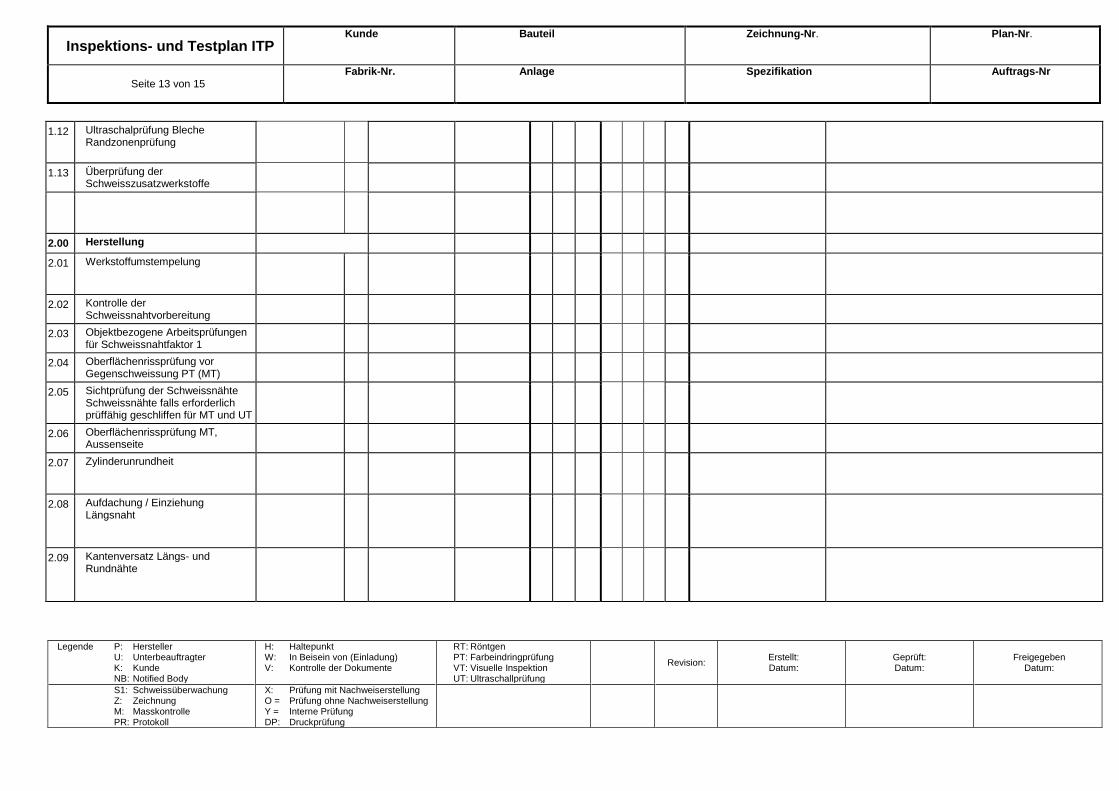
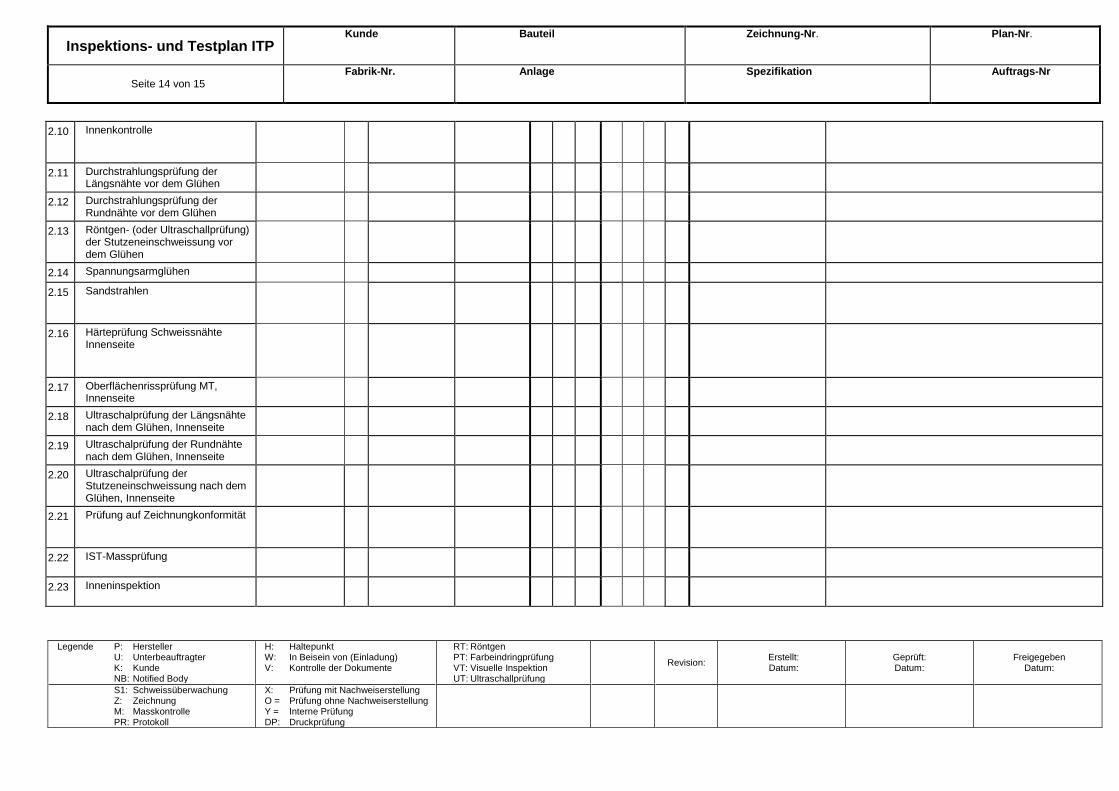
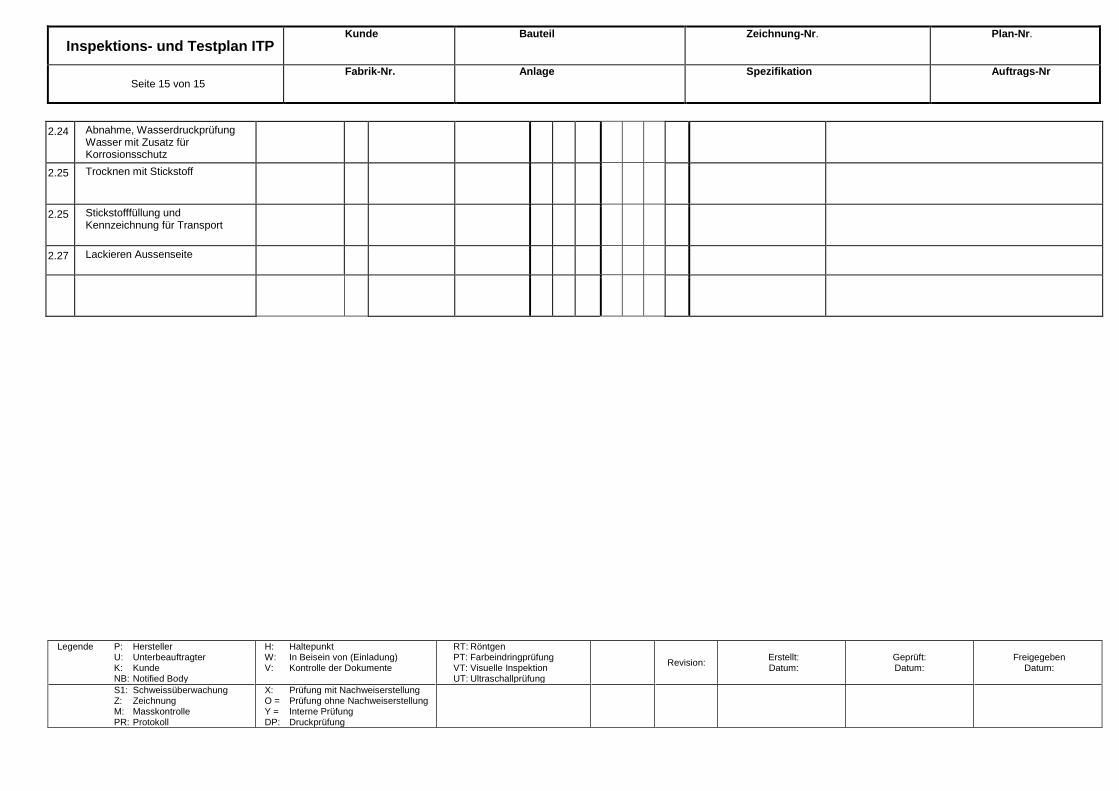
Gestützt auf die DGVV 832.312.12 (Druckgeräte Verwendungsverordnung) und die EKAS-Richtlinie (Eidgenössische Kommission für Arbeitssicherheit), beschreibt diese technische Regel zusätzliche Anforderungen bezüglich nachweispflichtiger Dokumentati-on und wiederkehrende Inspektionen für Druckwasserstoff-Behälter (H2) die Druckgeräte-richtlinienkonform gebaut und in der Schweiz in Verkehr gebracht werden. Diese Regel soll bereits in der Entwurfsphase und beim Bau des Druckgerätes beachtet werden. Die Zusatz Anforderung sollen ergänzend zum gewählten Bauregelwerk ange-wendet werden wenn in diesem keine oder tiefere Anforderungen gestellt werden. Die Festlegungen, Art. 2 bis 6 und Art. 8, sind auf der Zeichnung oder im Prüf- und Test-plan als Beilage zur Zeichnung zu dokumentieren. (Musterprüf- und Testplan siehe An-hang 1)
2. Grundwerkstoffe
2.1 In der Regel sind Werkstoffe der Gruppe 1.1 nach EN ISO 15608 mit Re 355 N/mm2 zu verwenden. Thermomechanisch gewalzte Feinkornstähle der Gruppe 2.1 nach EN ISO 15608 sind nicht zulässig.
Für warm umgeformte Flansche (ohne Schweissnaht) sind Werkstoffe mit Re
355 N/mm2 zulässig, sofern das Verhältnis von Re zu Rm 70% beträgt. Es sind nur geschmiedete Vorschweissflansche zulässig. Glatte Aufschweissflansche sind nicht zulässig.
2.2 Begrenzung der Ist-Werte:
a) die ausgewiesene Zugfestigkeit (Rm) darf den Mindestwert nach Werkstoff-norm um höchstens 25% überschreiten.
b) die ausgewiesene Streck-/Dehngrenze Re darf den Sollwert nach Werkstoff-norm um höchstens 20% überschreiten.
c) Die Kerbschlagzähigkeit (KBZ) ist bei –20° C oder tiefer nachzuweisen. Sollwert gemäss Festlegungen in der entsprechenden Werkstoffnorm.
d) Nachweise müssen in den Werkstoffattesten belegt werden.
2.3 Prüfung des Vormaterials (Böden, Bleche, Schmiedeteile, etc.):
a) UT-Flächenprüfung nach DIN EN 10160, Prüfklasse S3. b) UT-Randzonenprüfung Längs- und Rundnahtbereich nach DIN EN 10160,
Prüfklasse E4. Prüfbreite beidseits der Schweissnaht: min. √𝐷𝑎 ∗ 𝑠 . c) Oberflächenbeschaffenheit frei von Zunder, Öl, Fettrückstände, Kerben usw.
Geschweisste Druckwasserstoff-Behälter (H2) aus ferritischen Stählen Grundlegende Anforderungen
2.4 Es sollen keine Hartstempelungen bei Wanddicken 6 mm angebracht werden (Kerbwirkung). Anbringung der Stempelung nur auf der Behälteraussenseite (Original bzw. Umstempelung).
2.5 Werkstoffbescheinigung:
a) Werkstoffatteste nach DIN EN 10204 mit Angaben von Soll- und Ist-Werten für die Zugfestigkeit (Rm), Streckgrenze (Re), Dehnung (A5), Kerbschlagarbeit (KBZ) bei –20° C oder tiefer.
b) Berichte der UT-Flächenprüfung (Abs. 2.3).
3. Schweissen
3.1 Ausführung von Schweissarbeiten durch:
a) geprüfte Schweisser nach EN ISO 9606-1. b) gültige Schweissverfahren WPQR nach EN ISO 15614-1
und gültige AP nach angewandtem Bauregelwerk (nicht älter als 12 Monate). c) Vorwärm- und Zwischenlagentemperatur nach Angaben in der WPS bzw.
Schweissspezifikation.
3.2 Die Nähte von drucktragenden Bauteilen sind mit voller Durchschweissung aus-zuführen. Die ausgenutete Seite ist vor der Gegenschweissung auf Rissfreiheit zu überprüfen (PT/MT).
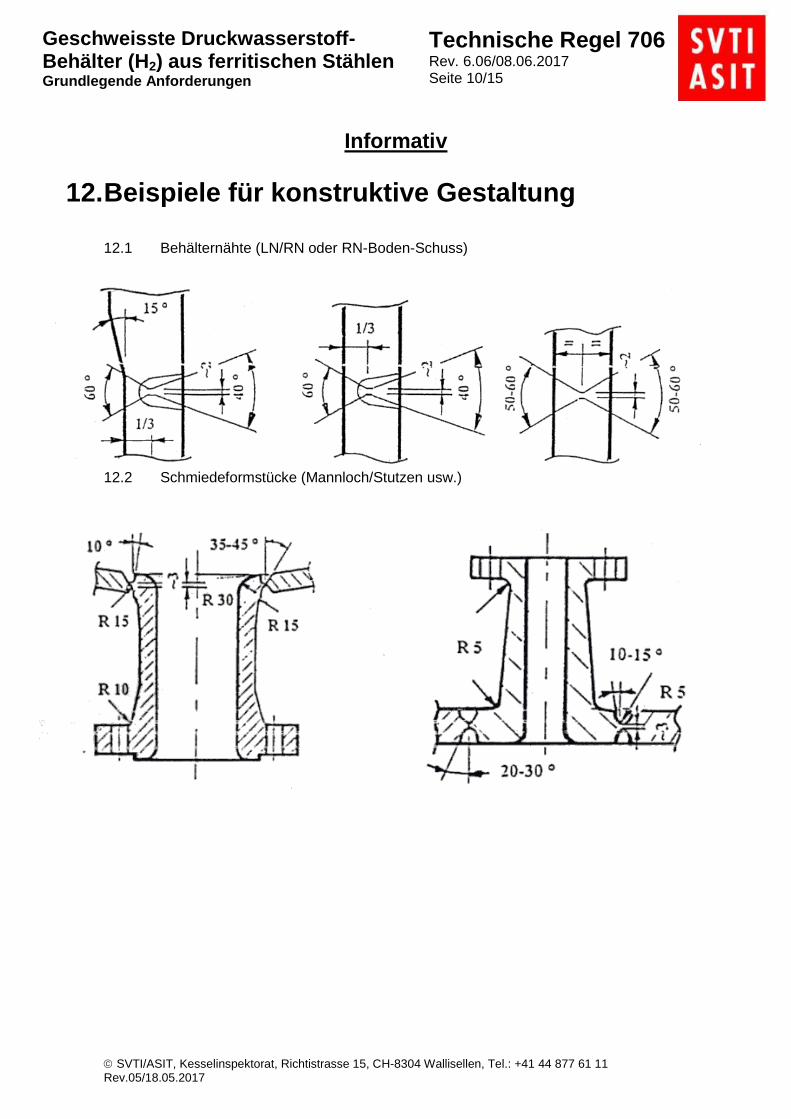
3.3 Alle druckführenden Nähte sind innen und aussen kerbfrei auszuführen. Falls er-forderlich sind sie prüffähig zu beschleifen. Maximale Nahtüberhöhung: ≤ 10% Nahtdicke, jedoch max. 3mm. (idealerweise werden die Behälterinnennähte LN und RN blecheben beschliffen; nebst dem günstigen Span-nungsverlauf wird die volumetrische Prüfung, UT aussagekräftiger)
3.4 Anschlussnähte von Anschlussteilen wie:
a) Standzargen, b) Abstützringe. c) innere Einbauten d) usw.
Volle Durchschweissung mit sanften Nahtübergänge und kerbfreier Ausführung wird gefordert. Kerbfrei bedeutet, dass der Winkel zwischen Grundmaterial und Schweissraupe oder zwischen verschiedenen Schweissraupen nicht kleiner als 145° sein darf. Andernfalls ist die Naht kerbfrei und mit sanften, glatten Übergängen zu beschlei-fen. Temporäre Schweissnähte von Hilfseinrichtungen sind in der Zeichnung zu do-kumentieren. Nach dem beschleifen der Nähte sind diese Stellen mittels ZfP-Verfahren mit demselben Prüfumfang wie drucktragende Schweissnähte zu prüfen. Futterbleche, Verstärkungsringe, Aufhängeösen usw. sollten nicht an drucktra-gende Teile angeschweisst werden. In der Regel werden die Ösen auf die Abschlussdeckel/Versanddeckel von Mannloch und Stutzen angeschweisst.
Geschweisste Druckwasserstoff-Behälter (H2) aus ferritischen Stählen Grundlegende Anforderungen
a) Einbrandkerben (innen, aussen) und Schweissspritzer.
Aufdachung/Einziehung der LN 3mm. (Der Vermeidung von Aufdachungen ist grösste Aufmerksamkeit zu schenken.)
b) Unrundheit 0,5% (Messprotokoll).
c) Versatz 10% der Wanddicke (s), jedoch max. 3mm. d) Sickennähte und Schweissungen auf Unterlagen.
4. Arbeitsprüfungen (AP)
4.1 Eine objektbezogene, in der Verlängerung geschweisste AP pro Schweissverfah-ren (WPS) für Längsnähte pro Druckgerät und Hersteller bzw. Unterlieferant. Die Proben sind im gleichen Glühvorgang wie der Behälter mit zu glühen.
4.2 Auswertung der AP:
a) nach angewandtem Bauregelwerk. b) KBZ-Nachweis bei –20°C c) Gefüge Untersuchung der Schweissnaht inkl. WEZ: Makro und Mikroschliff. d) SRK-Nachweis (Spannungsrisskorrosion).
5. Zerstörungsfreie Prüfung (ZfP)
Dieses Kapitel legt die Prüfarten, Prüfumfänge und Prüfzyklen für die geforderten ZfP beim Bau resp. den wiederkehrenden Inspektionen im Stillstand (ISS) fest. Wird dieses Kapitel vollumfänglich angewendet, kann ein Antrag auf Verlängerung der Prüffrist bei der Fachorganisation gestellt werden.
5.1 Allgemeines
5.1.1 Der Prüfumfang soll der Tabelle Art. 5.2.1 entsprechen. 5.1.2 Die zerstörungsfreien Prüfungen erfolgen gemäss den Festlegungen des Baure-
gelwerkes für Schweissfaktor z=1. 5.1.3 Abweichend sind längliche und/oder flächige Anzeigen mit Werten gemäss Ta-
belle Art. 5.1.4, diese sind in jedem Falle mit Lage und Grösse zu skizzieren und zu dokumentieren. Jede UT-Anzeige ist zusätzlich durch eine RT-Prüfung zu ergänzen.
5.1.4 Tabelle:
Wanddicke Registriergrenze
S 15 ab Anzeige 0,5 mm
> 15 bis 20 ab Anzeige 1,0 mm
> 20 bis 40 ab Anzeige 1,5 mm
> 40 ab Anzeige 2,5 mm
5.1.5 Jede reparierte Stelle ist mit RT, resp. UT und zusätzlich MT zu prüfen.
Geschweisste Druckwasserstoff-Behälter (H2) aus ferritischen Stählen Grundlegende Anforderungen
5.2.1 In der Tabelle 5.2.1 sind die Arten der Nähte wie folgt gekennzeichnet: Nahtart
*1 RT % UT % Nach Ausfugen
PT/MT % MT % *2 Härte
Innenseite innen aussen
LN 100 *3 100 *4/5 100 100 *6 100 *8
RN 100 *3 100 *4/5 100 100 *6 100 *8
StN 100 *3 100 *4/5 100 100 *6 100 *8
RRN 100 *7 -- 100 -- 100 *9
ZN -- -- 100 -- 100 *10
Anmerkungen: *1 LN=Längsnaht; RN=Rundnaht: StN=Stutzennaht (Einschweissung in Schale);
RRN=Rohrrundnaht (Rohrstutzen zu Flansch oder Rohr zu Rohr); ZN=Standzargenaht *2 Vor oder nach dem Glühen *3 Vor dem Glühen *4 Nach dem Glühen und evtl. RT gemäss Art. 5.1.3) *5 Diese UT-Prüfung ist als Nullmessung zu dokumentieren. (Referenz für eine UT-
Prüfung im Rahmen von wiederkehrenden Prüfungen). Ist der Innenraum anlässlich der wiederkehrenden Prüfungen nicht mehr begehbar, so hat die UT-Prüfung von aussen zu erfolgen. anzuwendende UT-Normen zur Schweissnahtprüfung: DIN EN ISO 17640 Prüfklasse B, Techniken, Prüfklassen und Bewertung DIN EN ISO 11666 Prüfklasse B, Zulässigkeitsgrenzen Die aufgeführten Normen werden bei den wiederkehrenden Prüfungen angewandt. In Absprache mit der Fachorganisation sind andere Vorschriften möglich. Diese sind bei der Fachorganisation schriftlich zu beantragen.
*6 Diese MT-Prüfung nach dem Glühen ist wie die UT-Prüfung nach *5 eine Referenz-prüfung und ist entsprechend zu dokumentieren. anzuwendende MT-Normen zur Schweissnahtprüfung: DIN EN ISO 17638, Magnetpulverprüfung DIN EN ISO 23278, Zulässigkeitsgrenzen In Absprache der Fachorganisation sind andere Vorschriften möglich. Diese sind bei der Fachorganisation schriftlich zu beantragen.
*7 Vor dem Glühen und für Durchmesser > 168 mm zusätzlich auch nach dem Glühen *8 Härteprüfung aller Nähte:
Zulässige Werte vor dem Glühen: max. 350 HV1
Zulässige Werte nach dem Glühen: 240 HV1. Einzelwerte bis 260 HV1,(maximal 10% aller gemessenen Werte). Prüfumfang bei Nahtlänge von:
a) 1500mm = 1 Messzone (pro Naht LN/RN/Stutzen)
b) 1500mm = 2 Messzonen (pro Naht LN/RN/Stutzen) (Es ist zulässig, die Härteprüfung vor dem Glühen durchzuführen, dabei müssen aber die ausgewiesenen Werte die Festlegungen erfüllen, ansonsten ist eine Nachprüfung nach dem Glühen erforderlich)
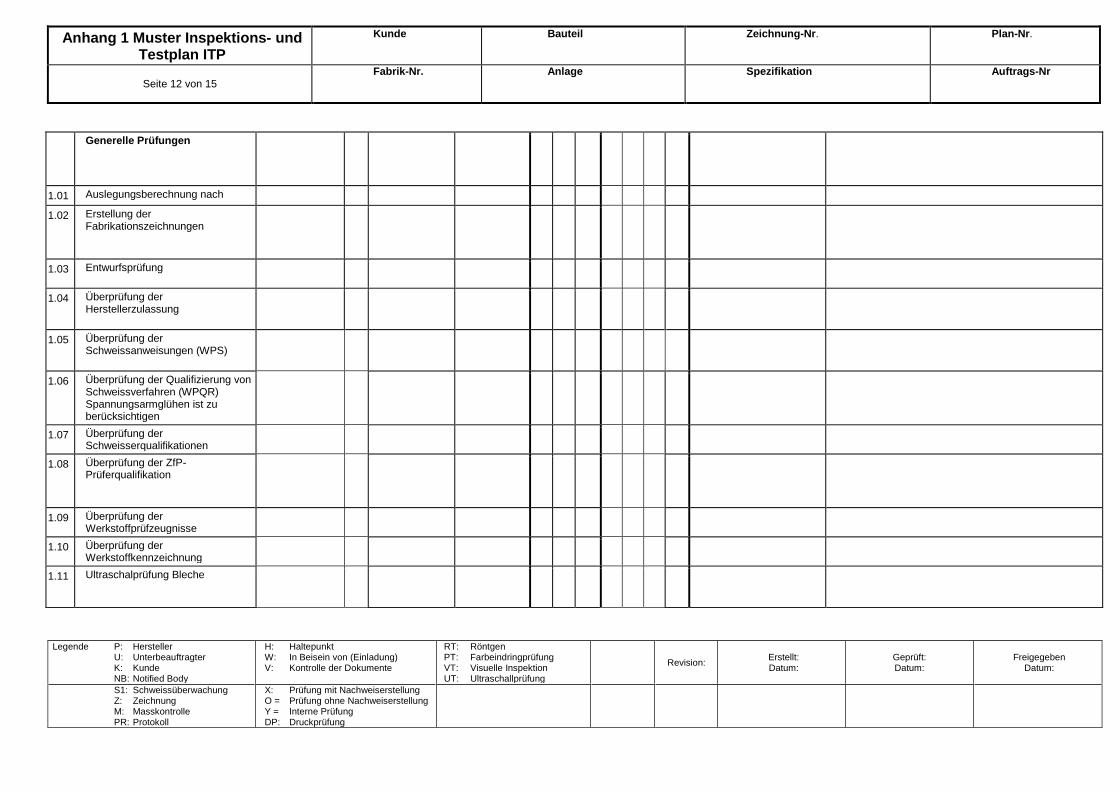
*9 Härteprüfung sinngemäss *7, aber Aussenseitig*10 Schweissfolge und Prüfumfang ge-mäss Festlegungen im Bild 4.4
*10 Schweissfolge und Prüfumfang gem. Bild 12.4
6. Wärmebehandlung
6.1 Schweissen:
Vorwärm- und Zwischenlagentemperatur gemäss den Festlegungen aus der WPS bzw. aus den Werkstoffspezifikationen.
Geschweisste Druckwasserstoff-Behälter (H2) aus ferritischen Stählen Grundlegende Anforderungen
Für Werkstoffe mit Re ≤ 265 N/mm2 ab einer Wanddicke > 15mm.
Für Werkstoffe mit Re > 265 N/mm2 alle Wanddicken.
6.2.1 Das Spannungsarmglühen ist bei geregelter Wärmeführung durchzuführen. Glüh-temperatur und Haltedauer gemäss Angaben des Werkstofflieferanten. Der Glühprozess ist mit einem Glühdiagramm und den Nachweisen der Härte-messungen nach Kap. 5.2.1 Fussnote *8 zu dokumentieren. Mitgeldende Nachweise der AP Auswertungsergebnisse.
6.2.2 Die Dichtungsrillen der Flansche sind vor Oxydation zu schützen.
7. Behälteröffnungen
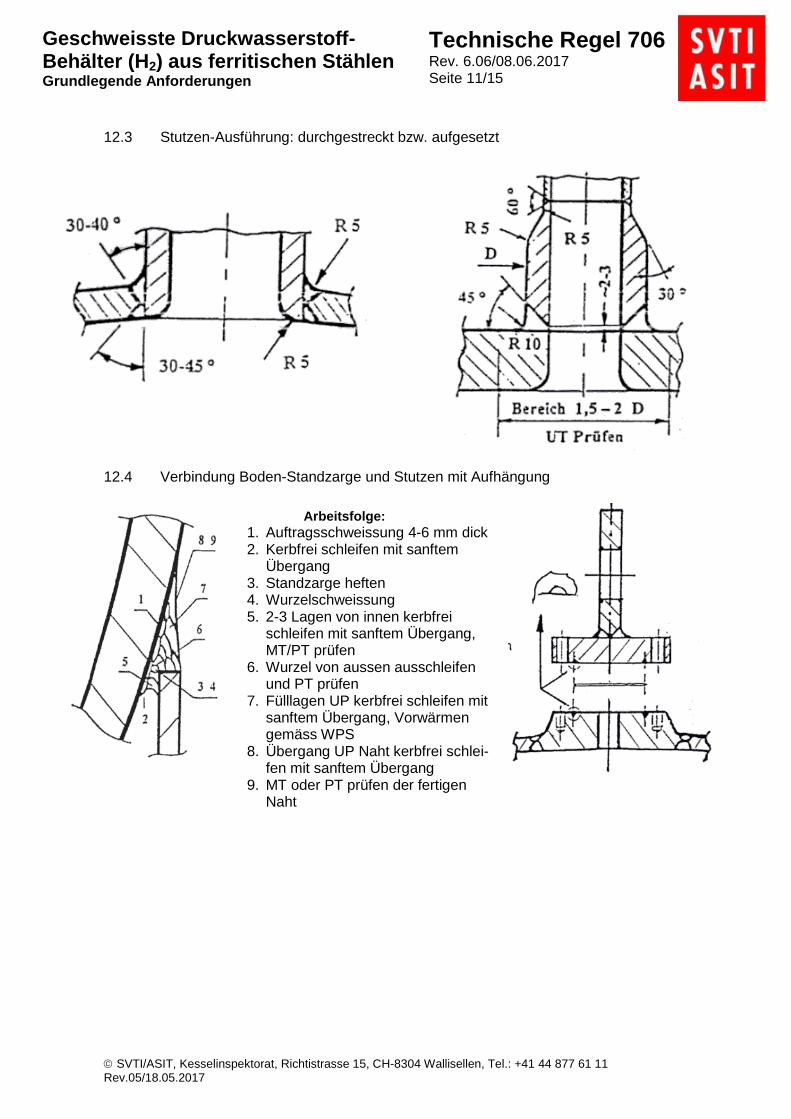
7.1 Es sollen möglichst wenige Öffnungen in die Behälterschale eingebaut werden. Kleine Stutzen können beispielsweise im Mannlochdeckel positioniert werden. Flanschausführung für Stutzen- und Mannlochöffnungen mit Nut und Feder nach EN 1092-1 Typ 11. Rechnerischer Nachweis vorzugsweise nach EN 1591 mit Dichtheitsanforderung nach TA-Luft.
7.2 Flansch Nenndruck PN eine Stufe höher als maximal zulässiger Druck PS, für Mannloch 1.5 x PS als Auslegedruck.
7.3 Die wiederkehrenden Prüfungen gemäss Art. 11 sind in Absprache mit dem Be-treiber und der Prüfstelle festzulegen:
a) die Art und Weise der Durchführung. b) die benötigten Einrichtungen. c) die Gestaltung der Öffnungen.
8. Lastwechsel
8.1 Allgemein
8.2 Die zulässige Anzahl der Lastwechsel bei den zu erwartenden Lastfällen muss bei der Bestellung definiert werden.
8.3 Die Berechnung der zulässigen Lastwechsel für die erwarteten Lastfälle ist nach dem gewählten Bauregelwerk zu berechnen. Es sind mindestens zwei Lastfälle vorzusehen:
a) Lastfall 1: 100% ∆P Volllastwechsel b) Lastfall 2: grösster Regelbereich oder c) Optional: für ein ∆P unter 70%, sofern im Betrieb relevant.
Aus den berechneten Lastwechseln pro Lastfall ist das Lastwechseläquivalent zu bestimmen.
Neq = N1zul.
N1ber. +
N2zul.
N2ber. ≤ 1
Geschweisste Druckwasserstoff-Behälter (H2) aus ferritischen Stählen Grundlegende Anforderungen
Der Betreiber ist verpflichtet die Anzahl der Lastwechsel während des Betriebes zu registrieren. Die Registrierung der Lastwechselzahlen kann auf folgende Arten erfolgen:
a) Elektronische Aufzeichnung (Drucktransmitter, Grenzschaltkontakte, usw.) b) Manuelle Aufzeichnung (Betriebsjournal)
Es sind mindestens die massgeblichen Lastfälle nach Kap.8.3 zu registrieren.
9. Gefährdungsbeurteilung, Aufstellungsprüfung
Der Betreiber ist verpflichtet vor der Aufstellung des Druckgerätes eine Gefährdungsbeur-teilung durchzuführen. Für die Gefährdungsbeurteilung, unter der Verantwortung des Be-treibers, sind Druckgerätehersteller sowie Fachspezialisten herbeizuziehen. Im Plenum müssen potentielle Gefährdungsrisiken bezüglich Mensch, Tier und Umwelt, sowie der Betriebssicherheit evaluiert und bewertet werden. - Ex Zonen (ATEX) - Aufstellung geographisch, Gelände, Umgebung, Besiedelung - Aufstellungsart: Überflur, Unterflur
Aufzählung beispielhaft ohne Anspruch auf Vollständigkeit.
10. Abnahme nach DGRL 2014/68/EU
10.1 Da die Behälter in der Regel nicht mehr begehbar sind, ist spätestens bei der Abnahme nach DGRL 2014/68/EU beim Hersteller der Ursprungszustand der tragenden Schweissnähte gem. Art 5.1.4 und 5.2.1 zu prüfen und zu dokumentie-ren. (Referenzwerte für wiederkehrende Prüfungen nach Ziffer 11.3.1, MT- und/oder die UT.) Der ITP (Inspektions- und Testplan) ist Bestandteil der Abnahme nach DGRL 2014/68/EU.
Geschweisste Druckwasserstoff-Behälter (H2) aus ferritischen Stählen Grundlegende Anforderungen
10.2.1 Die Behälter werden in der Regel mit Korrosionsschutz und einer Druckfüllung zum Versand gebracht.
10.2.2 Innen: Trocknung mit Stickstoff auf maximal 10 ppm H2O und anschliessender Füllung mit Stickstoff auf ~ 1 bar Überdruck für den Transport und die Lagerung.
10.2.3 Aussen: Grund- und Deckanstrich gemäss Festlegungen des Bestellers/Betreibers.
10.2.4 Schweissnähte: Die Lage von blecheben beschliffenen Längs- und Rundnähte müssen nach dem Anbringen von Farbanstrichen für die wiederkehrenden Prüfungen gekennzeich-net oder eindeutig dokumentiert werden.
10.3 Versand
Folgender Hinweis ist neben dem Mannloch und/oder den Stutzen anzubringen: Achtung: Behälter steht unter Überdruck. Ventile, Mannloch und Stutzen dürfen nicht geöffnet werden!
11. Wiederkehrende Prüfungen
Der Betreiber ist für die Durchführung und Dokumentation der periodischen Kontrollen und Prüfungen im Rahmen des regulären Betriebes verantwortlich. Zusätzlich sind obligatorische, periodische Prüfungen gem. DGVV 832.312.12 und EKAS 6515 durch die Fachorganisation durchzuführen.
11.1 Inspektion im Stillstand (ISS)
Die erste Inspektion im Stillstand, nach Anmeldung des Druckgerätes, sowie nachfolgende wiederkehrende Prüfungen werden vom SVTI festgelegt.
11.1.1 Die erste Inspektion im Stillstand (ISS) nach Inbetriebnahme, ist nach 2 Jahren oder nach Erreichung von 50% der definierten und rechnerisch nachgewiesenen Anzahl Lastwechsel fällig. Es gilt was früher eintrifft. Eine Prüffristverlängerung für die erste Inspektion im Stillstand kann in Abspra-che mit dem SVTI angepasst werden.
Bewertungskriterien für Fristverlängerungen: a) Nachgewiesene Erfahrung in der Herstellung von Druckwasserstoff-Behälter. b) Vorliegende Dokumentation über Bauprüfungen, mit ITP (Inspektions- und
Testplan) geprüft und gegengezeichnet von benannter Stelle. c) Die Anforderungen bei der Fabrikation des Behälters nach Art. 5 und 6 sind in
vollem Umfang erfüllt und dokumentiert. d) Dem Betreiber liegt eine Betriebs- und Wartungsanleitung vom Hersteller vor. e) Der Betreiber führt ein Betriebs- und Wartungsjournal. f) Prüfintervallverlängerungen welche die lastwechselbedingten Prüfintervalle
tangieren sind nicht zulässig.
11.1.2 Wiederkehrende Inspektion im Stillstand (ISS) Nach Erreichen von 50% der zulässigen Lastwechsel oder spätestens nach 5 Jahren. Es gilt was früher eintrifft.
Geschweisste Druckwasserstoff-Behälter (H2) aus ferritischen Stählen Grundlegende Anforderungen
11.1.3 Durchführung der Inspektion im Stillstand (ISS) Die Inspektion erfolgt in Absprache oder speziellem Prüf-Konzept zwischen dem Betreiber und der Fachorganisation unter Beachtung der Befahrbarkeit des Be-hälters: a) IP mit 100% MT aller Nähte von innen (Behälter leer) oder b) IP mit 100% UT von aussen (Behälter unter Druck).
In der Regel sollte der Behälter einen Druck zwischen 85% und 95% vom PS aufweisen.
c) Werden bei der Prüfung Unzulässigkeiten festgestellt, legt der SVTI die Prüfin-tervalle neu fest.
Spezielle Prüf-Konzepte sind vorgängig mit dem SVTI abzusprechen. Die wiederholte Druckprüfung (Gasdruckprüfung) ist mittels AT zu überwachen. (Abbruch-Kriterium). Alternierende ZFP z.Bsp. UT / AT sind nach Absprache zulässig Für die Prüfungen im Stillstand sind durch den Betreiber die jeweils erforderli-chen Podeste und/oder Hebebühnen bereitzustellen.
11.2 Inspektion während des Betriebes (IWB) Prüfintervall
Druckwasserstoffbehälter sind nach EKAS 6516 eingestuft. Das Prüfintervall für die Inspektion während des Betriebs ist auf 2 Jahre festge-legt.
11.3 Inspektion von Sicherheitsventilen:
a) Jeder Behälter ist mit zwei Sicherheitsventilen (SV) über ein Wechselventil auszurüsten.
b) Die Intervalle für die Inspektion von Sicherheitsventilen richten sich gemäss EKAS 6516, Punkt 8.3 Inspektion von Sicherheitsventilen
11.4 Abweichungen
11.4.1 Im Einzelfall sind in Absprache mit der Fachorganisation Abweichungen zu den Anforderungen dieser Vorschrift möglich. Diese sind bei der Fachorganisation schriftlich zu beantragen.