Fügetechnik Automatisierte Qualitätskontrolle beim Laserstrahlschweißen Spanende Fertigung Trockenes Zirkularfräsen von kleinen Gewindebohrungen C-Technik 3D-CAD/CAM-Software ersetzt 2D-System B 04654 Nr. 34 20. August 2001 DM 8,50 MM Maschinenmarkt 34/2001 Mit Ausstellerrekord auf dem Weg in eine neue Dimension Cloos-Verkaufsleiter Michael Schmidt: „Der Trend geht zur Überwachung der Schweißparameter”
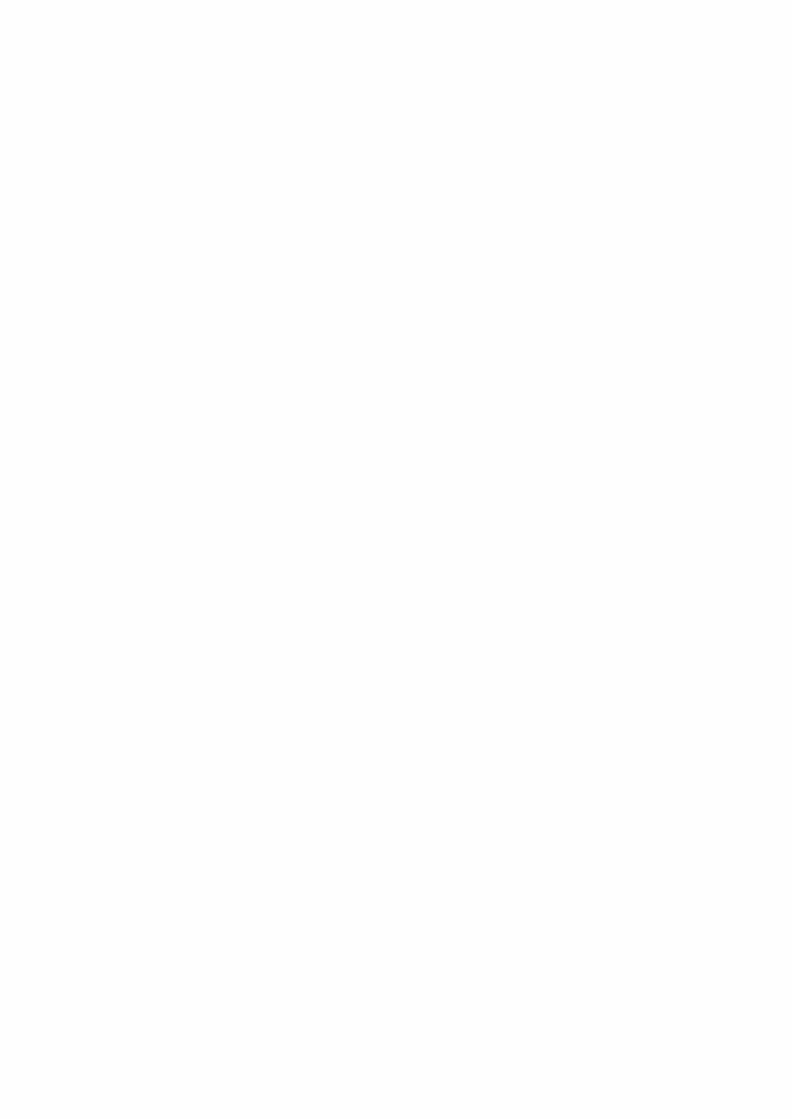
Transcript
FügetechnikAutomatisierte Qualitätskontrolle
beim Laserstrahlschweißen
Spanende FertigungTrockenes Zirkularfräsen
von kleinen Gewindebohrungen
C-Technik3D-CAD/CAM-Software
ersetzt 2D-System
B 04654 Nr. 34 20. August 2001 DM 8,50
MM
Maschinenm
arkt 34/2001
Mit Ausstellerrekord auf dem Weg
in eine neue Dimension
Cloos-Verkaufsleiter Michael Schmidt:„Der Trend geht zur Überwachung
der Schweißparameter”
3
Masch
inenm
arkt
·34
/200
1
MM
LEITARTIKEL
Allzu oft setzt die Physik beim spanenden Fertigen Grenzen, wennes um die Steigerung der Leistung geht. Kein Wunder also, wennWissenschaftler und Werkzeughersteller seit geraumer Zeit daranarbeiten, diese Grenzen zu verschieben – mit Werkzeugen, die im-mer leistungsfähiger sind als ihre Vorgänger. Die bisherigen Erfolgekönnen sich sehen lassen. An gehärteten Werkstoffen beispielsweise
beißt sich ein „Drehmeißel“ keinen Zahnmehr aus. Schnittgeschwindigkeiten vonmehreren hundert Metern je Minute beim
Zerspanen von Stahl, die vor Jahren nochutopisch schienen, sind mittlerweile nahe-
zu selbstverständlich. Belastbare Hart-metallsorten, widerstandsfähige
Beschichtungen und „schneidige“Geometrien haben die Zerspanleis-tung vorangetrieben. Und das Endeder Fahnenstange ist keineswegserreicht, vor allem, wenn es um
schwer zerspanbare und spröde Werkstoffe geht. Auch hier sindLösungen in Sicht. So arbeiten Wissenschaftler des Instituts fürStrahlwerkzeuge der Uni Stuttgart intensiv daran, mechanischeFertigungsverfahren mit dem thermischen Werkzeug Laser zukombinieren, beispielsweise beim Drehen und Fräsen.
Solche Entwicklungen, schwer zerspanbare Werkstoffe beimSpanen mit Wärme gefügig zu machen, gab es schon in den sechzi-ger Jahren, damals war Plasma die Wärmequelle. Weitere Versu-che folgten in den Achtzigern und zu Beginn der neunziger Jahre.Damals wie heute sind die Wissenschaftler überzeugt, mit demWarmzerspanen erhebliche Leistungspotenziale erschließen zukönnen. Während damals das kombinierte Fertigungsverfahren inden Labors stecken blieb, weil sich kein Anwender dafür erwärmenkonnte, ist es heutzutage anders. Neben mehreren nachgerüstetenDreh- und Fräszentren konnte ein von Index entwickeltes 5-Achs-Drehzentrum bereits in der Konzeptphase mit Laserkopf undStrahlführung ausgerüstet werden.
So viel versprechend diese Verfahrenskombination auch ist, sie steht erst am Beginn ihrer (steilen?) Karriere. Zwar bleibt denEntwicklungsingenieuren noch einiges zu tun, aber der Weg vom Prototyp zur zuverlässigen Serienmaschine ist schon kürzer geworden.
BBEERRNNHHAARRDD KKUUTTTTKKAATT
Viel versprechendes Duo
4
Masch
inenm
arkt
·34
/200
1
MM
INHALT
Michael Schmidt, Verkaufsleiter derCarl Cloos Schweißtechnik GmbH, Haiger: „Der Markt für Schweißgerä-te stagniert derzeit.” Seite 20
THEMEN UND TRENDSAnwendungen und Lösungen für Infor-mation und Kommunikation 58
LEITARTIKELBernhard Kuttkat: Viel versprechendesDuo 3
MÄRKTEAus Alt mach Neu: Tessag firmiert künf-tig als RWE Solutions 6
Plaut schnürt Last-Minute-Package fürEuromuffel im Mittelstand 9
Deutsche Franchising-Branche meldetungebremstes Wachstum 10
KORRESPONDENTENBERICHTBrutalo versus Diplomat: Zwei Füh-rungsstile prallen aufeinander 8
AUSSENHANDELInformationen der bfai 16
MESSE SCHWEISSEN UNDSCHNEIDENDas alle vier Jahre stattfindende wich-tigste Branchenereignis verzeichnet erst-mals über 1000 Aussteller. 18
EXPERTENRUNDEDer Markt für Schweißgeräte stagniertderzeit 20
PRODUKTINFORMATIONEN
INNOVATIONTechnologien und Konzepte 29
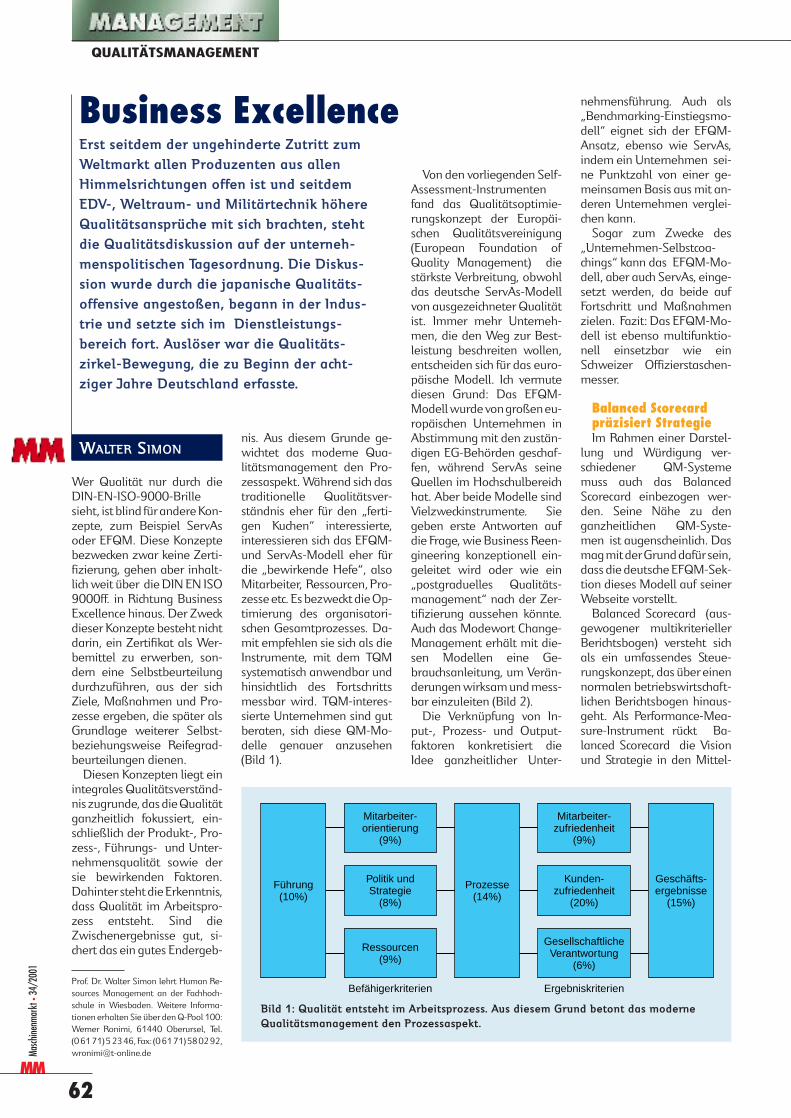
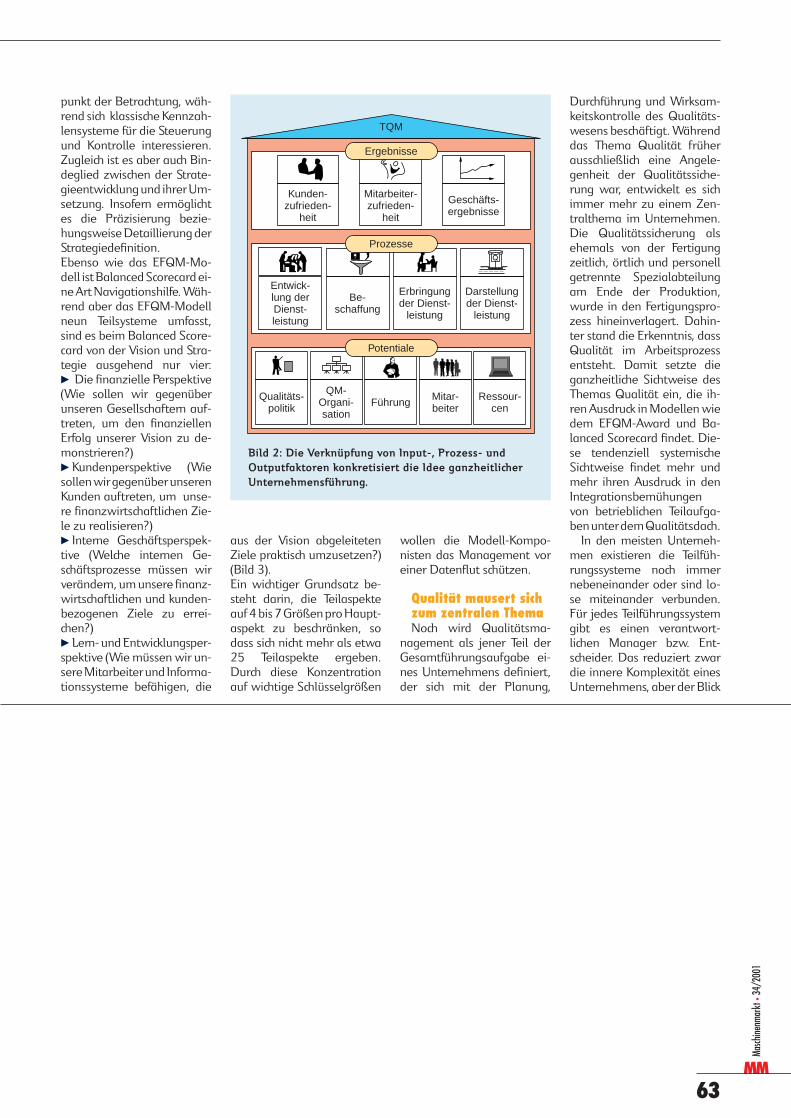
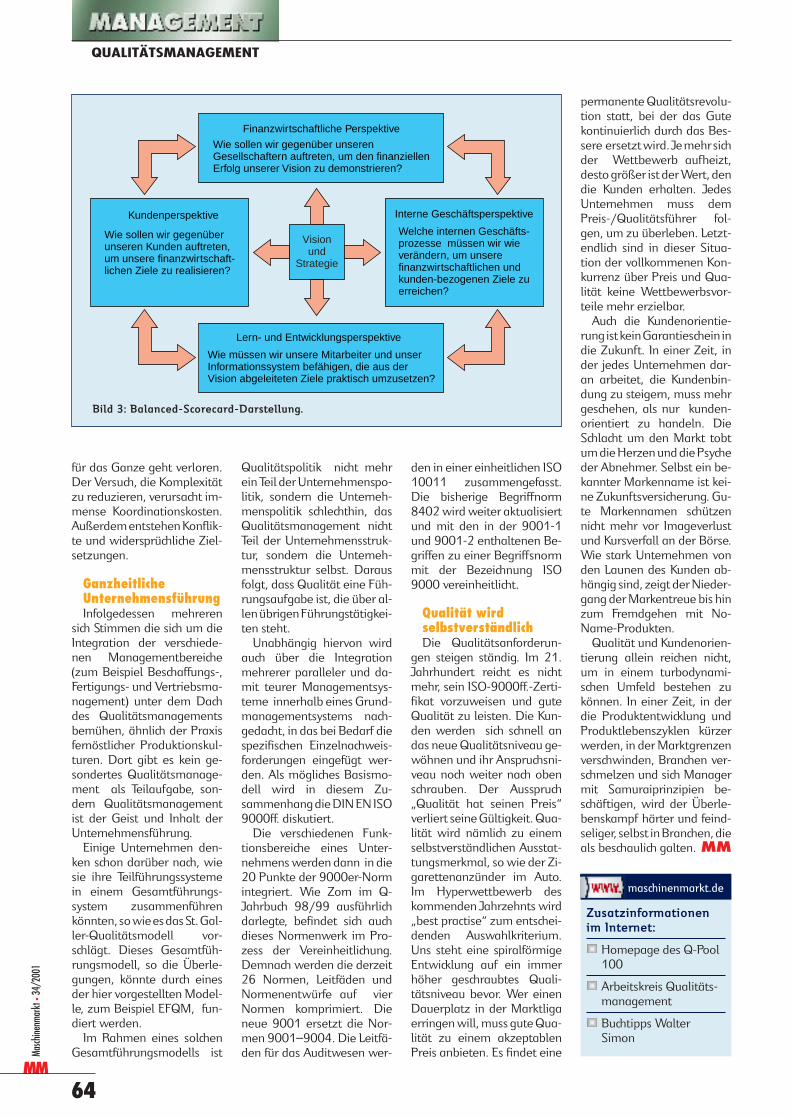
QUALITÄTSMANAGEMENTAuslöser der Qualitätsdiskussion war dieQualitätszirkel-Bewegung, die zu Be-ginn der achtziger Jahre Deutschland er-fasste. 62
SPANENDE FERTIGUNGMit Betriebsmittel-Verwaltungssyste-men lässt sich der Bereitstellungsauf-wand bis zu 20% und der Werkzeugver-brauch um 15% reduzieren. 30
Das Zirkularfräsen mit Hartmetall-Ge-windefräsern hat sich als Alternative zumGewindebohren durchgesetzt, vor allembei kleinen Gewinden. 34
WERKZEUGEIm Vergleich zu bisherigen Werkzeugbe-schichtungen zeigen die neu entwickel-ten oxidischen Schichten bessere Zer-spaneigenschaften. 38
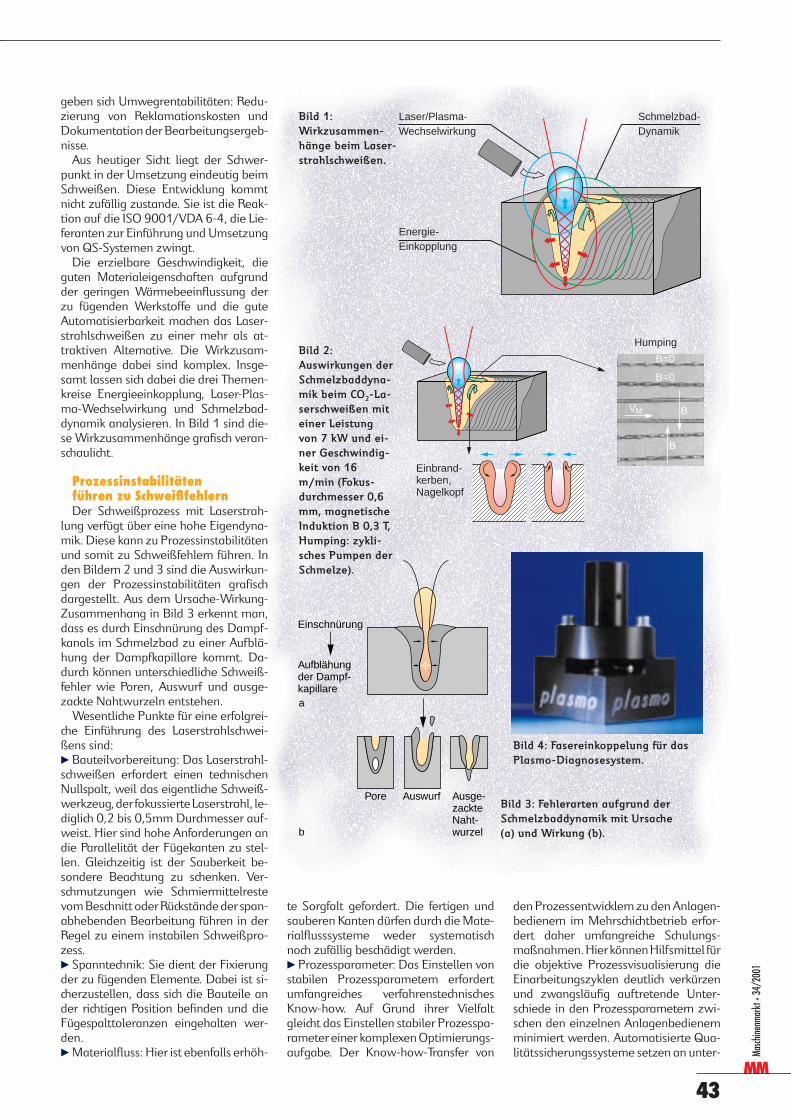
SCHWEISSENEin Sensorsystem ermöglicht die auto-matische Qualitätskontrolle beim Laser-strahlschweißen und die Prüfung derBearbeitungsparameter. 42
Besonders für Bauteile, die gegenüberthermischen Einwirkungen sehr emp-findlich sind, eignet sich das Elektro-nenstrahlschweißen. 46
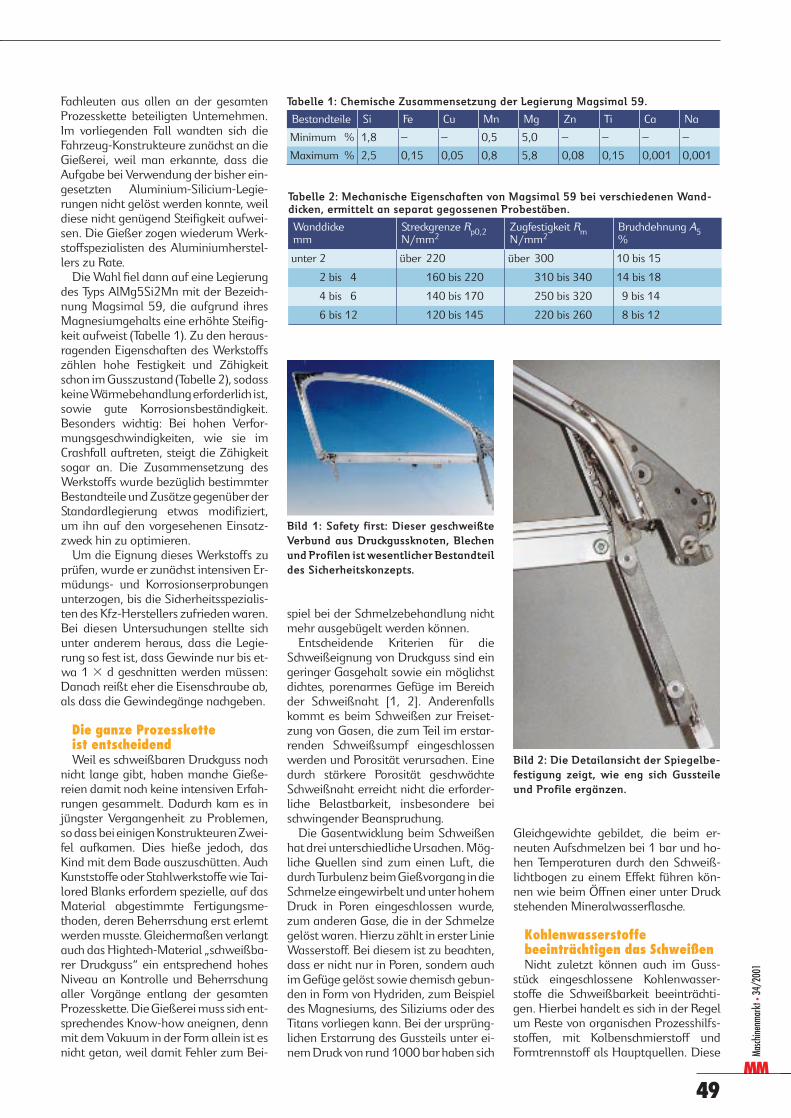
Entscheidende Kriterien für die Schweiß-eignung von Aluminium-Druckguss sindein geringer Gasgehalt sowie ein poren-armes Gefüge. 48
LASERTECHNIKDer Laserstrahl ist das ideale Werkzeug,wenn es darum geht, sehr kleine Durch-brüche einzubringen. 52
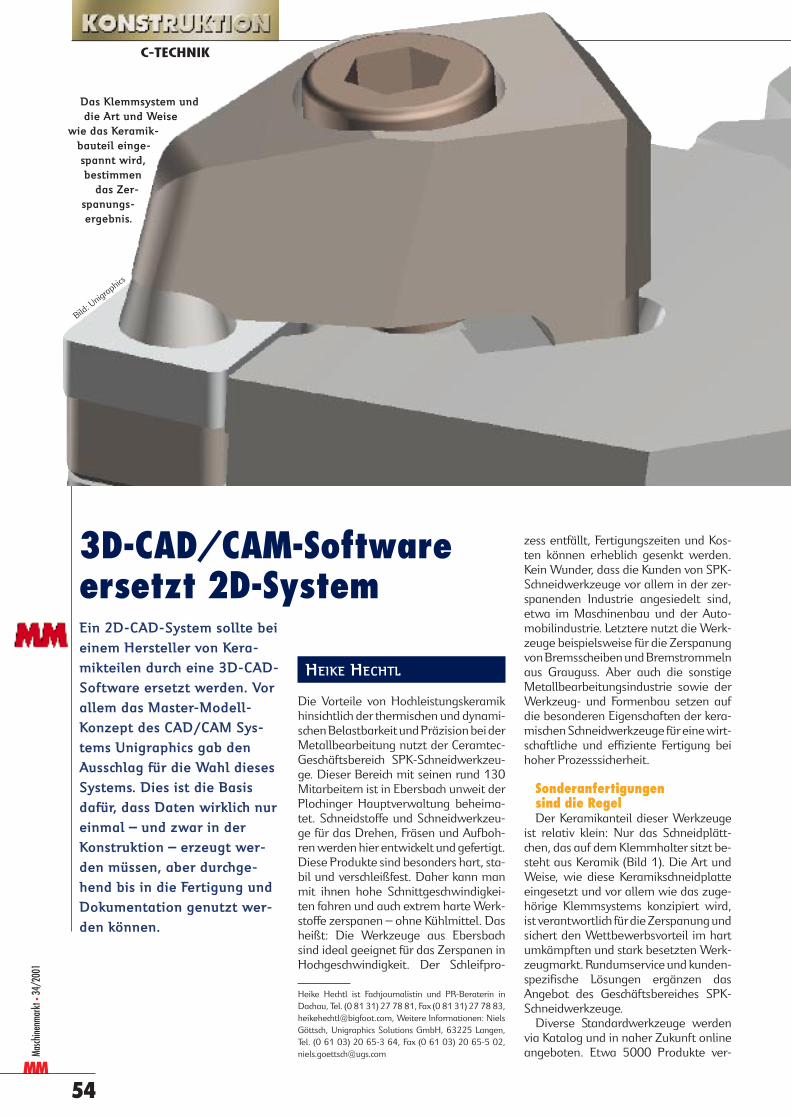
C-TECHNIKEine 3D-CAD/CAM-Software mit Mas-ter-Modell-Konzept ermöglicht es, dassDaten wirklich nur einmal – und zwar inder Konstruktion – erzeugt werden. 54
Ein Sensorsystem ermöglicht das Erken-nen von Schweißfehlern während desProzesses. Seite 42
Betriebsmittelverwaltungssys-teme reduzieren den Lager-
und Umlaufbestand um 20%.Seite 30
www.maschinenmarkt.de
5
Masch
inenm
arkt
·34
/20
01
MM
PRODUKTE U. VERFAHREN 66
Ein 2D-CAD-System wurde bei einem Hersteller von Keramiktei-len durch eine 3D-CAD-Software
ersetzt .Seite 54
Breite Schweiß-raupen sindtypisch für Ver-bindungen bei Aluminium-Druckguss. Seite 48
FIRMENSCHRIFTEN 41, 51, 53
TERMINE 83
LESERFAX 84
STICHWORTVERZEICHNIS 112
BÜCHER 114
IMPRESSUM 115
VORSCHAU, MM-INTERNET 116
6
Masch
inenm
arkt
·34
/200
1
MM
MÄRKTE
sungen“, erläutert Bücken, „undda ist die Tessag fast immer mitdabei“. Deshalb habe man sichdie Frage gestellt: „Warum über-gibt man der Tessag nicht gleichdie Gesamtverantwortung für dasKundensegment, das solche Lö-sungen nachfragt?“
Verglichen mit reinen Anlagen-bauern auf der einen und reinenStromoptimierern auf der ande-ren Seite sei die RWE SolutionsAG damit „wesentlich breiter auf-gestellt“, da man eine Optimie-rung entlang der kompletten Pro-zesskette anbieten könne. Dieneue RWE Solutions startet, so
Bücken, von einer starken Ge-samtposition aus“. Schon heute,so Bücken, entscheide sich runddie Hälfte der Energieversorger inDeutschland für Produkte undtechnische Dienstleistungen derTessag/RWE Solutions. Jedesdritte Industrieunternehmen undjeder dritte Gewerbebetrieb ausden Top 300 Europas steht eben-falls auf der Kundenliste desFrankfurter Multi-Utility-Spezia-listen – darunter so klangvolleNamen wie BASF, Bayer, Magna,Opel und VW.
Und: Der Outsourcing-Marktwächst. Nach einer Umfrage bei150 Unternehmen könnten sich70% vorstellen, ihre Energiein-frastruktur auszulagern und ei-nem externen Dienstleister wieRWE Solutions zu überlassen.„Selbst Unternehmen, die bisherdem Outsourciung eher skeptischgegenüberstanden, werden an-gesichts der Kostenvorteile desOutsourcing weich“, weiß RWE-Solutions-Vorstandschef Dr. LutzBücken.
Aus Alt mach Neu: Tessag firmiert künftig als RWE Solutions
6,5 Mio. DM investierte die Wollschläger-Groupin das neue Projekt an der Bochumer Josef-Bau-mann-Straße. Auf 3600 m2 entstand dort ein Zen-trum für Maschinentechnik, in dem nicht nur neu-este Maschinen vorgeführt, sondern auch Anwen-dungsformen und die Handhabung durch Fach-personal in allen Einzelheiten erklärt werden.(www.wollschlaeger.de).
Die Messe Frankfurt GmbH und die Mesago Messe & KongreßGmbH haben sich darauf verständigt, beginnend im Jahre 2002in Deutschalnd eine gemeinsame Messegesellschaft für Technolo-giethemen zu betreiben. Hierzu wird die Messe Frankfurt GmbHeine Mehrheitsbeteiligung an der Mesago erwerben.
Die Messe Frankfurt wird sich damit die spezielle Fachkompe-tenz von Mesago auf dem Gebiet der Technologiethemen sichernund ihr Angebot an Veranstaltungen dieser Art am MesseplatzFrankfurt ausweiten. Mesago hat in enger Zusammenarbeit mit
Industrie und Wissenschaft international an-erkannte Technologiemessenund -kongresse wie dieSMT/HYBRID/PACKAGING(Systemintegration in derMikroelektronik),SPS/IPC/DRIVES (ElektrischeAutomatisierung), EMV(Elektromagnetische Verträg-
lichkeit), Facility Management und andereentwickelt und im Markt durchgesetzt.
Künftig werden gemeinsame Themen sys-tematisch recherchiert, mit der ausstellendenWirtschaft abgestimmt und in Frankfurt platziert.
Messe Frankfurt und Mesago auf einer Spur
„Wir sind das Lösungshaus desRWE-Konzerns“, verkündete Dr. Lutz Bücken, Vorstandschefder Tessag AG, anlässlich einerPressekonferenz im unterfränki-schen Sailauf. Diese Tatsache sollkünftig auch im Firmennamennoch klarer zum Ausdruck kom-men, und so wird das Unterneh-men, das 1999 aus der Lahmey-er AG und der Nukem-Gruppehervorging, ab dem 1. Septemberals RWE Solutions AG am Marktagieren. Beendet ist damit die„Randexistenz“, die der Frankfur-ter Energietechnik-Dienstleisterinnerhalb des RWE-Beteiligungs-portfolios hatte.
Mit der Umfirmierung einhergeht eine deutliche Ausweitungder Aufgabengebiete. Neben derTätigkeit als Systemlöser für In-dustrie und Energiewirtschaft inden Bereichen Energie, Medien-versorgunge und Instandhaltungübernimmt RWE Solutions vonRWE Plus die Betreuung der gro-ßen Stromkunden. „Großkundenfordern zunehmend Gesamtlö-
Dr. Lutz Bücken,Vorstandsvorsit-zender der RWESolutions AG,Frankfurt/Main:„Wir sind das Lö-sungshaus desRWE-Konzerns.“
Bild
Wol
lsch
läge
r
Bild
: Mes
se F
rank
furt
Die Messegesell-schaften Mesagound MesseFrankfurt gehenab 2002 gemein-same Wege.
Bild
:Tes
sag
7
Masch
inenm
arkt
·34
/200
1
MM
DANOBAT-BIMATEC
Fest im deutschen Markt Das Unternehmen Danobat-Bimatec mit Sitz in Limburgan der Lahn feiert dieses Jahr das 10-jährige Bestehen.Seit 1991 vertritt die deutsche Niederlassung den spa-nischen Werkzeugmaschinenhersteller Soraluce. Mehrals 400 große Fräs- und Bohrmaschinen konnten
in Deutschland ver-kauft werden. Damithat sich Danobat-Bi-matec als feste Größeim deutschen Marktetabliert.
Die eigene Service-abteilung ist mit aus-schlaggebend für die-sen Erfolg. Derzeitbetreuen mehr als 20Servicetechniker dieDanobat-Bimatec-Kunden: von der Erst-montage bis zur War-tung der Maschinen.
Am Standort Lim-burg an der Lahn werden Fräsversuche und Arbeitszeit-studien durchgeführt. Auf der EMO 2001 in Hannoverstellt Soraluce sechs große Fräs- und Bohrmaschinen aus.Die deutsche Niederlassung Danobat-Bimatec steht al-len Interessenten am Soraluce-Stand, Halle 13 StandA82/B83 über die gesamte Dauer der Ausstellung zurVerfügung.
Danobat-Bimatec, die deutscheNiederlassung des spanischenWerkzeugmaschinenherstellersSoraluce, feiert dieses Jahr das10-jährige Bestehen.
Das Laser Zentrum Hannover e.V. (LZH) – das sind 15 JahreLasertechnik aus Niedersachsen (www.lzh.de). Das LZH feier-te mit Partnern aus Industrie und Forschung das erfolgreicheGründungskonzept – nämlich die Kombination von Laserphy-sik, Ingenieur- und Werkstoffwissenschaften. LZH-VorstandProf. Hans Kurt Tönshoff mit den Trumpf-Managern Prof. Ber-thold Leibinger und Dr. Reinhard Wollermann-Windgasse (vonlinks). Mit über 200 Mitarbeitern in einem modernen Umfeldgehört das LZH zu den größten unabhängigen Laserfor-schungsinstituten in Europa.
ErtragsstarkeAgie Charmilles
Im unbeständigen konjunkturel-len Umfeld steigerte Agie Char-milles den Umsatz in den erstensechs Monaten um 28% auf 664Mio. Schweizer Franken. Dies warinsbesondere auf die Akquisitionvon neuen Firmen zurückzufüh-ren. Beim Betriebsergebnis ver-zeichnete die Gruppe eine Zu-nahme von 30%. Dank des Kaufsvon System 3R konnte Agie Char-milles ihre Position als führenderSystemanbieter ausbauen. AgieCharmilles erzielte vor allem inDeutschland, Frankreich und Ita-lien ein gutes Ergebnis.
Flexible Lösungvon Starrag-HeckertFür ein neu einzurichtendes Daimler-Chrysler-Werk im ba-den-württembergischen Sirnaurealisiert die Starrag-HeckertTechnology GmbH zusammenmit dem Chemnitzer Enginee-ring-Unternehmen Hörmann-Ra-wema ein Maschinensystem fürdie flexible Fertigung von V8- undV12-Zylinderkurbelgehäusen.Das „intelligent“ verkettete Sys-tem besteht aus zwei Bearbei-tungszentren sowie einem Bear-beitungssystem für die 5-Achs-Bearbeitung. Im August erfolgtder Serienanlauf des Auftrages,der einen Gesamtwert von über10 Mio. DM hat.
8
Masch
inenm
arkt
· 34
/200
1
MM
Berthold Hermle reagiert besonnenDietmar Hermle, Sprecher desVorstandes der MaschinenfabrikBerthold Hermle AG, Gosheim,betonte anlässlich der Hauptver-sammlung: „Der Maschinenbauist und bleibt eine zyklische Bran-che, und die Maschinenbauermüssen Auf- und Abschwünge ab-federn können. Dies ist eine derHauptaufgaben der Unterneh-mensführer, und die Hermle AGhat ihre Hausaufgaben gemacht.Es ist für uns nicht so sehr ent-scheidend, ob die deutsche Wirt-schaft dieses Jahr nun um 1%oder 2% wächst. Für uns sind Ge-schäftsklima und Umfeld unsererüberwiegend mittelständischenKunden ausschlaggebend.“
KORRESPONDENTENBERICHT
Brutalo versus Diplomat: Zwei Führungsstile prallen aufeinander
Von Ulrich W. Schamari, Frankfurt/Main
„Es sind natürlich die allgemeinen Men-talitätsunterschiede zwischen den Deut-schen und den Franzosen, die man auchbei den Managern wiederfindet. Dasspiegelt sich hauptsächlich im Führungs-stil und in der Kommunikation.“ Auf die-sen Nenner bringt Francois Barbier, Part-ner der internatio-nalen Personalbe-ratung Eric Salmon & Partners, seineAnalyse der ge-schäftlichen Ge-pflogenheitendiesseits und jen-seits des Rheins.Der erfahrene He-adhunter, seit vierJahren in derFrankfurter Nie-derlassung und zu-vor ebenso langein der Pariser Zen-trale tätig, stelltdiese Unterschiede im Verhalten derführenden Mitarbeiter zueinander wieauch im Umgang der Vorgesetzten mitden Untergebenen fest.
Sie prägen das Klima nicht nur am Ar-beitsplatz im Büro, sondern auch in Be-sprechungen und auf Geschäftsreisen.So ist laut Barbier der deutsche Füh-rungsstil sehr direkt und sachlich, DieserStil wird von den Franzosen nicht seltenals zu brutal empfunden, weil sie einediplomatischere Vorgehensweise be-vorzugen. In Frankreich spricht manmehr oder weniger heikle Angelegen-heiten nicht direkt an, um mögliche Ver-letzungen des Gegenübers zu vermei-den. Zwar besteht auch hier eine Ziel-orientierung in der Kommunikation,doch führt der Weg über bestimmteritualisierte Formen, die einem „Belei-digtsein“ des Angesprochenen vorbeu-gen.
Deutsche Manager gehen dagegendavon aus, dass man beruflich etwasganz sachlich ansprechen kann, ohne da-bei die Empfindungen des Betroffenenzu tangieren. In der französischen Ar-beitswelt fehlt der Glaube an diese strik-te Trennung von Beruflichem und Per-sönlichem. Man fürchtet Fehlinterpreta-tionen und Ego-Verletzungen bei allzuunverblümter Argumentation, weshalbdie diplomatische Vorgehensweise denVorzug erhält. Der Franzose Barbier ist
davon überzeugt, dass die kulturell be-dingten unterschiedlichen Rituale in derFührung eines Unternehmens viel mitder jeweiligen Sprache zu tun haben.„Die französische Sprache ist die Spra-che der Diplomatie und hat viele Nuan-cen, während die deutsche Sprache mitihrer Klarheit und Präzision eher für diePhilosophie als für die Diplomatiegeeignet ist“, meint er.
Einen Einfluss auf dieFührungsstile der bei-den Nationen räumt derManagementexperteauch der unterschiedlichfortgeschrittenen „Ame-rikanisierung“ des Wirt-schaftslebens ein. DieDeutschen haben das„Power Talking“ und dieHärte von US-Konzern-bossen stärker über-nommen als die Franzo-sen, die sich dem mitSelbstbewusstsein weit-gehend entzogen ha-ben. Daraus resultieren
verschiedene Umgangsformen bis hin zuden Formulierungen in Geschäftsbrie-fen, die in Frankreich sehr viel differen-zierter sind.
Ein gar nicht so unwichtiges Unter-scheidungsmerkmal in puncto Alltags-verhalten stellt auch die Einstellung zurPünktlichkeit dar. Während Deutschesich an Unpünktlichkeit sehr stark stö-ren, gehen Franzosen damit selbst ingroßen Firmen recht locker um. Ist bei-spielsweise ein Meeting für 14 Uhr an-gesetzt, fängt es fast immer eine halbeStunde später an. Und noch ein ele-mentarer Unterschied tut sich in den Sit-zungen auf: Beim westlichen Nachbarngibt es seltener eine wirkliche Tagesord-nung. Die alles in allem weitaus flexi-blere Haltung der französischen Mana-ger scheint international aber gut anzu-kommen. Bei der Besetzung von Spit-zenpositionen in multinationalenUnternehmen sind sie wesentlich be-gehrter als ihre deutschen Kollegen.Diese können sich aber mit einem Blickauf ihre Gehalts-abrechnung Genugtu-ung verschaffen: Selbst Top-Managerverdienen in Frankreich selten mehr als1 Mio. DM im Jahr, während die deut-schen Spitzenkräfte doch erheblich dar-über liegen. Auch auf der nächsten Füh-rungsebene der Division Heads liegendie deutschen Einkommen um etwa30% über dem französischen Niveau.
MÄRKTE
9
Masch
inenm
arkt
·34
/200
1
MM
Green-Card-Jubiläum
Bildungsministerin EdelgardBulmahn erklärte zum Jahrestagder Einführung derGreen Card:
„Die Einführung derGreen Card ist ein gro-ßer Erfolg. Das zeigt sichdaran, dass mit jeder IT-Spitzenkraft, die ausdem Ausland bei einemUnternehmen inDeutschland eingestelltworden ist, zwei bis drei zusätzliche Arbeitsplätze geschaffenworden sind. Außerdem haben von der Green Card vor allemkleine und mittlere Unternehmen stark profitiert, die sich mit60% an er Einstellung der IT-Spitzenkräfte beteiligt haben.“
Beratungsgruppe Plautschnürt Paket für EuromuffelDer Euro pocht schon vernehmlich an die Tür, und doch liegenweite Teil der deutschen Wirtschaft, was die Umstellung auf dieneue Währung anbelangt, immer noch im Dämmerschlaf. Erst14% aller Unternehmen – so eine Untersuchung des DeutschenIndustrie- und Handelskammerstags – haben bereits ihre Eu-ro-Tauglichkeit unter Beweis gestellt und ihr betriebliches Rech-nungswesen entsprechend umgestellt. Vor allem kleinere undmittlere Unternehmen schieben die Währungsanpassung aufdie lange Bank und betreiben damit eine gefährliche Vogel-Strauß-Politik. Zu dieser Einschätzung kommt die Beratungs-gruppe Plaut (www.plaut.com). Eine Status-quo-Analyse be-stätigt, dass es für viele Unternehmen in Sachen Euro tatsäch-lich fünf Minuten vor zwölf ist. Es verbleibt nurmehr wenig Zeit,um die tatsächlich sehr umfangreichen und unterschiedlichenProzesse auf die neue Währung anzupassen. Doch auch „Zu-spätkommer“ müssen nicht verzweifeln. Und weil die Umstel-lung auf den Euro eben mehr als ein Softwareproblem ist, dasauf Tastendruck behoben werden kann, hat Plaut ein speziel-les „Beratungs-Package Euro“ entwickelt, das alle betriebs-wirtschaftlichen, rechtlichen, organisatorischen und informa-tionstechnischen Umstellungsmaßnahmen für alle Bereicheeines Unternehmens umfasst.
Um den Unternehmen möglichst hohe Transparenz bieten zukönnen, gliedert Plaut sein „Beratungs-Package Euro“ in dreiPhasen: Vorstudie, Konzeption und Realisierung. Die Erarbei-tung der Vorstudie, für die ein Zeitrahmen von mindestens zweiWochen angesetzt werden muss, erfolgt auf der Basis einesFestpreises, der sich je nach Unternehmensgröße zwischen2500 und 5000 Euro bewegt. Die Konzeptionsphase beinhal-tet die Ausarbeitung des Projektplanes einschließlich der Um-stellungsstrategie und stellt auch die Kosten des gesamten Pro-jektes dar, für das – abhängig von der Unternehmensgröße –ab 13 000 Euro veranschlagt werden sollten. In der Realisie-rungsphase schließlich erfolgt die Umsetzung der Umstel-lungsszenarien und Funktionalitäten. Da für die gesamte Um-stellung etwa vier Monate angesetzt werden müssen, ist dasEuro-Beratungs-Package von Plaut denn auch eher als „Last-Minute-Angebot zu verstehen.
10
Masch
inenm
arkt
·34
/200
1
MM
Gildemeister zuversichtlich: Der Biele-felder Werkzeugmaschinenherstellerlag auch im zweiten Quartal des lau-fenden Geschäftsjahres auf Wachs-tumskurs: Umsatz und Eregbnis stiegenplanmäßig. Der Auftragseingang be-wegte sich in etwa auf dem Niveau desVorquartals und erreichte zur Jahres-mitte 604,2 Mio. Euro (plus 34%). DerKonzernumsatz erhöhte sich im glei-chen Zeitraum um 51% auf 513,9 Mrd.Euro, während das Ergebnis aus ge-wöhnlicher Geschäftstätigkeit um 34%auf 20,7 Mio. Euro gesteigert werdenkonnte. Zusätzliche Impulse versprichtman sich von der Werkzeugmaschinen-messe EMO (12. bis 19, September inHannover), da viele Kunden erfah-runsgsgemäß bis zur EMO warten, umihre Kaufentscheidungen abzusichern.Inklusive „EMO-Kick“ rechnet Gilde-meister auch im Gesamtjahr mit einemzweistelligen Wachstum von Umsatzund Ertrag.
Die Walter AG, kam im ersten Halb-jahr flott voran. Es bescherte dem Her-steller von Werkzeugen und Werkzeug-maschinen einen Umsatzzuwachs von26,2% auf 153,6 Mio Euro. Noch gün-stiger fiel die Ertragaentwicklung aus.Das Ergebnis vor Steuerung und Zinsen(Ebit) ist überprortional gestiegen,nämlich um 61% auf 23,76 Mio. In denOrderbüchern stellt sich die Situationfür Walter aber nicht ganz so rosig dar.Einem starken ersten Quartal (plus13,7% auf 160,4 Mio Euro) folgte einRückgang um 8% im zweiten Viertel-jahr. Der Vorstand rechnet damit, dasssich die sehr hohen Wachstumsratendes ersten Quartals im Zuge der kon-junkturellen Abkühlung weiter „norma-lisieren“ werden.
Die Hoffmann-Gruppe, München,trägt mit dem Kauf des französischenUnternehmens OTI sarl einen weiterenPunkt auf ihrer Europakarte ein. Durchden Erwerb, der inzwischen in Hoff-mann France SAS umfirmierten OTI istder Werkzeuggroßsortimenter in derLage, sein rund 35 000 Positionen um-fassendes Programm einschließlich derEigenmarke Garant nun auch jenseitsdes Rheins anzubieten. Hoffmann Fran-ce SAS hat ihren Sitz im elsässischenDrusenheim. Durch den Zugriff aufdas Münchener Lager kann auch dieneue französische Tochter hohe Lie-ferfähigkeit garantieren. OTI setzteim vergangenen Jahr mit neun Be-schäftigten rund 4 Mio, DM um.Langfristig soll bei verstärktem Per-sonalbestand ein Umsatz von 30 bis40 Mio. DM erreicht werden
KURZ NOTIERT MÄRKTE
auch in klingender Münze nieder.So stieg der Franchise-Umsatz imJahr 2000 um stolze 13,2% aufrund 43 Mrd. DM, womit sich daslangfristige Wachstum der Fran-chise-Branche fortsetzte. Fernerstieg im Jahr 2000 die Anzahl derim Markt tätigen Franchise-Syste-me gegenüber dem Vorjahr von720 auf 810 (plus 12,5%). 42%der Franchise-Systeme waren imBereich der Dienstleistungen tä-tig, 37%im Handel, 11% imGastgewerbe und 10% im Hand-werk. Auch für das laufende Jahrerwartet der DFV eine zweistelli-ge Steigerungsrate. Die vom Ver-band befragten Franchise-Gebersuchen dabei nicht nur Existenz-gründer als neue Partner, sondernzunehmend auch bestehendeUnternehmen. Voll im Trend liegtdabei das so genannte „Business-to-Business-Franchising“, das vonüber einem Viertel der befragtenMitglieder als bevorzugte Ziel-richtung genannt wird. Sehen las-sen können sich zudem die Be-schäftigungsimpulse, die von derFranchise-Wirtschaft ausgehen:Ingesamt waren in den System-zentralen und bei den Franchise-nehmern im vergangenen Jahr346 500 Personen beschäftigt,5% mehr als 1999.
Auch die Politik wird zuneh-mend auf das Franchising auf-merksam. Die SPD veranstaltetim Herbst gemeinsam mit demDFV ein Forum zum Franchising.Noch im Sommer startet der Ver-band eine Anzeigenkampagnemit dem Slogan „Franchising. Bit-te nachmachen.“ Sie soll die Be-kanntheit des Franchising in derÖffentlichkeit erhöhen. Im Mittel-punkt steht das freiwillige Teilenvon Ideen und Wissen. „Deutsch-land ist gewöhnlich ein Land derVerbote. Beim Franchising hinge-gen werden Menschen dazu er-mutigt, Geschäftsideen zu kopie-ren“, so Creusen.
Deutsche Franchising-Branche meldet ungebremstes Wachstum
Trotz dunkler Wolken am Kon-junkturhimmel gibt es sie noch –die Branchen, in denen Milch undHonig fließen. Dazu gehört unteranderem die Franchising-Bran-che, denn Franchising, so das Re-sümee der jüngsten Erhebung desDeutschen Franchise-Verbandes(www.dfv-franchise.de) in Mün-chen, liegt auf umgebremstemWachstumskurs. Kein Wunder:„Franchising ist ein Win-Win-Ge-schäft unter Partnern: Die Fran-chise-Geber stellen ihr Know-howund eine starke, im Markt eta-blierte Marke zur Verfügung, dieFranchise-Nehmer ihr unterneh-merisches Engagement“, so DFV-Präsident Prof. Dr. Utho Creusenbei der Pressekonferenz des sei-nes Verbandes in der bayerischenLandeshauptstadt. Das partner-schaftliche Prinzip des Franchise-modells bestätigt unter anderemeine aktuelle Untersuchung desInternationalen Centrums fürFranchising und Cooperation(F&C) in Münster, in der erstmalsauch das Selbstbild der Franchise-Partner untersucht wurde. Da-nach sind die Franchise-Nehmeräußerst zufrieden mit ihrer Part-nerschaft und sehen sich als selb-ständige Unternehmer. Gleichzei-tig ist das Risiko bei einer Exis-tenzgründung innerhalb einesFranchise-Systems deutlich gerin-ger als bei anderen Unterneh-mensgründungen. Zu diesem Re-
sultat kommt die DeutscheAusgleichsbank (DtA)
bei der Auswertungihrer langjährigenFördererfahrung.
Und so schlägt sichdie Champagnerlau-ne, die in der Franchi-
se-Wirt-schaft
herrscht,offen-
bar
Bild
: DFV
Auf dem Vormarsch sieht DFV-Präsident Prof. Dr. Utho
Creusen das sogenannteBusiness-to-Business-
Franchising.
11
Masch
inenm
arkt
·34
/200
1
MM
PERSONEN
Dipl.-Ing. Jörg Trodler hat mit Wirkung vom2. Mai die Position des Manager Technical Ser-vice-SMT bei der Circuit Materials Division derW. C. Heraeus GmbH & Co. KG in Hanau über-nommen. Sein Aufgabenbereich bei Heraeusumfasst neben der Leitung des SMT-Service
Zentrums den technischen Support für Kunden.
Dr. Michael Hanisch, seit 1996 Mitglied des Vorstands derSMS AG und der SMS Schloemann-Siemag AG, wurde vomAufsichtsrat mit sofortiger Wirkung zum Vorsitzenden desVorstands der SMS Demag AG ernannt.
Christine Littek-Pohl ist neue Marketingleite-rin beim Qualitätsmanagement-SpezialistenIBS AG. IBS ist ein führender Anbieter vonStandardsoftwaresystemen und Beratungs-dienstleistungen für das industrielle Qualitäts-und Produktionsmanagement.
Reinhold Frech verstärkt seit 1. Juli das Mar-ketingteam der CSP AG, Karlsruhe. Er wird beider CSP AG als Vice-President Marketing ins-besondere die Partnerschaft mit der Heidel-berger Druckmaschinen AG im Digitaldruck intensivieren.
Dr. Boris Linschitz, bisheriger Vice PresidentDolch Europe mit Headquarter in Deutschlandsowie Niederlassungen in Großbritannien undFrankreich, wurde mit Wirkung vom 1. Maizum Europa-Präsidenten und Geschäftsführerder Dolch Computer Systems GmbH, Otto-
brunn bei München, ernannt. Er tritt die Nachfolge von Tor-sten Dolch an.
Prof. Dr.-Ing. Eckart Kottkamp wurde zum 1.Juni von Gesellschaftern und Beirat der HakoHolding GmbH & Co. in Bad Oldesloe beiHamburg zum alleinvertretungsberechtigtenGeschäftsführer berufen. Seit Mai 1996 warProf. Dr. Kottkamp Vorsitzender der Geschäfts-
führung der Claas KGaA, Harsewinkel. Er ist Mitglied im en-geren Vorstand des VDMA und in verschiedenen Aufsichtsrä-ten und Beiräten.
Bernhard Braakhekke übernimmt die Leitungder Cinteg-Geschäftsstelle in Nürnberg. Nachmehr als 10 Jahren im Autodesk-Business mitStationen bei Genius, Autodesk und Web2CADist er nun zum Leiter der Geschäftsstelle Nürn-berg der Cinteg AG bestellt worden. Cinteg ist
ein führendes Systemhaus für die Engineering-Prozesskette.
Ulrich Mellinghoff, langjähriger BMW-Manager, wechselt inden Vorstand der Sachsenring Automobiltechnik AG, Zwickau.Der Aufsichtsrat der Gesellschaft berief Mellinghoff am 25.6. 2001 mit Wirkung zum 1.1. 2002 zum Vorstand für Ent-wicklung und Fahrzeugbau.
Verantwortlich für Leitartikel: Bernhard Kuttkat; Märkte: Ursula Hofmann, JürgenSchreier; Außenhandel: Jürgen Schreier; Messe Schweißen und Schneiden, Hinter-grundbericht: Rüdiger Kroh; Innovation: Winfried Schröder; Spanende Fertigung, Werk-zeuge: Bernhard Kuttkat; Schweißen, Lasertechnik: Rüdiger Kroh; C-Technik: ReinholdSchäfer; IT-Business: Ulrike Gloger; Management: Ursula Hofmann; Marktspiegel: Bern-hard Kuttkat, Rüdiger Kroh, Reinhold Schäfer; Termine: Claus-Martin Stotz; Bücher: Jo-sef Kraus; Schlussredaktion: Udo Schnell; alle Max-Planck-Straße 7/9, 97082 Würz-burg.
12
Masch
inenm
arkt
·34
/200
1
MM
STENO
HAHN & KOLB
Hahn + Kolb-Gruppewächst und gedeiht Die Hahn + Kolb Werkzeuge GmbH mit Sitz in Stuttgart, einTochterunternehmen der Würth-Gruppe, blickt auf das erfolg-reichste Geschäftsjahr der Firmengeschichte zurück.
Der Umsatzanstieg lag bei 5,3%, der Auftragseingangwuchs um 10,1%. Für das Jahr 2001 plant die
Hahn + Kolb-Gruppe mit den Tochterge-sellschaften Metzler GmbH & Co KG inFeldkirch und Wien, Hahn + Kolb Pols-ka Sp. z o. o. in Posen und Soveco Ou-tillages SARL in Paris, einen Gesam-tumsatz von 320 Mio. DM und wirddann 475 (1999: 463) Mitarbeiter be-schäftigen.
Der zunehmenden Bedeutung derBestellabwicklung via Internet trägtHahn + Kolb in besonderem Maße
Rechnung. Das Vertriebsunternehmen für Werkzeuge bedientdie gängigsten E-Commerce-Bestellsysteme verschiedenerSoftware-Anbieter. Über 100 Kunden tätigen ihre Werkzeug-bestellungen über solche E-Procurement-Systeme mit Hilfe ei-nes eines elektronischen Katalogs.
Auch die Auslandsexpansion in Europa wird weiter fortge-setzt. Hahn + Kolb will sich damit zum führenden Vertriebs-unternehmen für Werkzeuge in Europa entwickeln.
Der SKF-Konzern hat weltweit seineInfornationstechnologie an den ame-rikanischen Dienstleister EDS ausge-lagert. Der Vertrag läuft zunächstüber sieben Jahre. Übernommenwerden von EDS 700 SKF-Mitarbei-ter in 39 Ländern. Mit neuen Part-nerschaft soll eine Beschleunigungvon IT-Entwicklungen sowie eine Kos-tenreduzierung bei SKF erreicht wer-den.
Die Westfalen AG, München,hat in der Schweiz ihre fünfteeuropäische Tochtergesellschaftgegründet. Sitz der WestfalenGas Schweiz GmbH ist Möhlinim Kanton Aargau. Das Unter-nehmen vertreibt in der Eidge-nossenschaft eine breite Palet-te technischer Gase und Kält-mittel sowie Propangas.
Ismeca Europa SA, Hersteller vonMontagemaschinen mit Sitz imschweizerischen La Chaux-de-Fonds,und die Ludwigsburger Pfuderer Ma-schinenbau arbeiten künftig im Ver-trieb zusammen. Unter dem Motto„Gepaarte Kompetenz in der Monta-geautamation“ wird der traditions-reiche Maschinenbau mit Erfahrun-gen aus der Prozessintegration ver-eint. Speziell Hersteller von Kleintei-len in hoher Stückzahlen sollen vonder Kooperation profitieren.
Die Buschmann-Spannzeuge GmbH,Velbert, gehört seit 1. August zur So-linger Evertz.-Gruppe. Bei Evertzhandelt es sich um einen Familien-konzern mit weltweiten Aktivitätenin den Bereichen Stahl, Maschinen-und Anlagenbau sowie Hydrotechnik.Buschmann, Hersteller von Spann-mitteln für spanende Werkzeugma-schinen, kann durch die Übernahmedas Know-how, die Fertigungseinrich-tungen und weltweiten Vertriebsakti-vitäten der Evertz-Gruppe nutzen.
Dürr Ecoclean, Filderstadt, ist vonder Robert Bosch GmbH, Stuttgart,mit dem Supplier Award 2001 fürQualität und besondere Leistungenin den Jahren 1999 und 2000 aus-gezeichnet worden. Die Lieferanten-auszeichnung wird alle zwei Jahreverliehen. In diesem Jahr sind 59Preisträger ermittelt worden. Im Be-reich der industriellen Teilereinigungwar Dürr Ecoclean der einzige Preis-träger. Das Filderstadter Unterneh-men lieferte im vergangenen Jahrunter anderem Einkammerwaschan-lagen an den Bosch-Konzern.
Das TCW München hat unter Leitung von Prof. Dr. Horst Wildemann(TU München) einen neuen Report zum Thema „Online-Auktionen“vorgelegt. Dieser beleuchtet nicht nur das Vorgehen bei der Bedarfsi-dentifikation und der Nutzung von Online-Auktionen im Beschaf-fungswesen, sondern fasst anhand von Fallstudien aus verschiedenenBranchen die bestehenden Erfahrungen mit solchen Versteigerungenzusammen. Der Report wendet sich gleichermaßen an Einkäufer wiean Liefernaten. Nähere Informationen: TCW Transfer Centrum fürProduktions-Logistik und Technologie-Management, München,www.tcw.de.
Die ABB Gebäudetechnik AG, Mannheim, wurde von der FlughafenMüchen Baugesellschaft damit beauftragt, den neuen Terminal II desFranz-Josef-Strauss-Flughafens in München mit Lüftungs- und Brand-schutztechnik auszustatten und eine Vorfeldbeleuchtung zu installie-ren. Das Auftragsvolumen für das Unternehmen beträgt über 13Mio. Euro. Die Eröffnung des neuen Flughafenterninals ist für März2003 geplant.
Als IPTE Germany GmbH fimiert ab sofort die IPE GmbH. Mit derneuen Namensgebung soll die Zugehörigkeit des Fürther Unterneh-mens zur belgischen IPTE-Gruppe verdeutlicht werden. IPTE produ-ziert Testsysteme, Montage- und Handlingsysteme sowie Leiterplat-ten-Trennsysteme. Zu den Kunden gehören die Elektronikindustriesowie weite Teile der verarbeitenden Industrie.
SAP hat die agiplan a+o Software GmbH, Stuttgart, zum Special Ex-pertise Partner LES ernannt. Ausschlaggebend für die Partnerschaftseien die besondere Beratungs- und Implementierungskompetenzvon agiplan a+o für die integrierten mySAP-Supply-Chain-Lösungensowie eine Vielzahl von Referenzprojekten mit dem SAP LogisticsExecution System (LES).
Samstag Nachmittag, 23. Ju-ni, im Opel-Forum in Rüssels-heim: „Der macht die Preisekaputt“, stöhnt der Koreanerauf Deutsch ins Handy undverlässt kurz den Raum – ver-mutlich, um sich mit seinemAuftraggeber zu beraten. Ge-rade hat der Händler gegeneinen schwäbischen Fabrikan-ten um die Position 45, einegut erhaltene CNC-Rund-schleifmaschine Baujahr 89geboten – offenbar ohne Er-folg, er musste zu früh „aus-steigen“.
Eine Werkzeugmaschinen-Auktion im Opel-Forum? Tat-sächlich stehen dort heutenicht die Autos im Mittel-punkt, vielmehr sollen rund150 Werkzeugmaschinen derbisherigen Getriebe-Produk-tion im Werk Rüsselsheimverkauft werden. Realisiertwird der Verkauf in Form ei-ner Präsenz-Auktion, wobeidas gesamte Angebot zuvoreinige Wochen per Internetzugänglich war – ein Novumin der Branche. Ungewöhnlichauch, dass Opel die komplet-te Abwicklung einem exter-nen Vermarkter überlässt:Der Hamburger AuktionatorAngermann & Lüders ist aufdas Versteigern von Großma-schinen und Industrieanlagenspezialisiert. Den Internet-Part übernahm Netbid, einvon Angermann & Lüdersmitbegründetes Unterneh-men und mittlerweile eineder führenden Business-to-Business-Internetplattfor-men im deutschsprachigenRaum, wenn es um das Ver-steigern von Investitionsgü-tern geht.
„Bisher haben wir unsereGebrauchtmaschinen ganzkonventionell per Fax ange-boten – der beste Bieter be-
kam dann den Zuschlag. Heu-te wollen wir in diesem Pilot-projekt einmal ausprobieren,ob wir nicht über eine Ver-steigerung bessere Preise er-zielen können“, erläutert Ma-reén Maria Grewen, GM-FiatWorldwide Purchasing, dieZielsetzung. Chancen auf ei-nen besseren Benefit rechnetsich Grewen auch deshalbaus, weil man über die Prä-senz-Auktion nicht nur dieprofessionellen Händler er-reiche, sondern eben auch vie-le Endkunden, insbesondereaus kleinen und mittelständi-schen Unternehmen.
Doch geht es nicht allein umbessere Preise, insgesamt sol-len die Handling-Kosten ei-nes solchen Abverkaufs opti-miert werden. Grewen: „Un-ser Ziel ist es, durch den Ein-satz neuer Medien wie bei-spielsweise Präsenz-/Web-cast-Auktionen und das Inter-net das ganze Vermarktungs-Procedere zu optimieren unddafür langfristige Partner fürdie Abwicklung zu finden. ZurZeit testen wir mit ausge-suchten Projekten die in Fra-ge kommenden Vermarkter.Unterm Strich muss das Er-gebnis natürlich für uns gün-stiger sein als bisher.“ Dazuwurden im Vorfeld klare Kri-terien festgelegt, um die Ar-beit der verschiedenen Ver-markter fair bewerten zukönnen.
Clemens Fritzen, Vorstandder Netbid Industrie Auktio-nen AG: „Dabei geht es na-türlich nicht allein um dieDurchführung der Auktion vorOrt selbst beziehungsweiseüber das Internet. Wir brin-gen nicht nur Käufer und Ver-käufer zusammen, sondernwir übernehmen die gesamteKette des Vermarktungspro-zesses – von der Bewertungder Maschinen über die Kata-logisierung bis hin zur De-montage und dem für denKunden akzeptablen, geord-neten Abtransport.“
Eine wichtige Rolle iminternationalen Vermarkt-ungsprozess von Gebraucht-maschinen spielt das Internet:„Seit Mai stehen alle 150 Po-sitionen dieser Auktion imNetz, es gab eine Vielzahl vonPreisanfragen und auch kon-krete Angebote – und immer-hin fünf Maschinen haben wirüber das Internet bereits imVorfeld für Opel verkauft“,berichtet Fritzen. (Aus Grün-den der Fairness wurde derInternet-Verkauf ab dem er-sten Besichtigungstermin am15. Juni gestoppt.)
Für Fritzen steht fest, dassgerade spezifische Maschi-
nen-Auktionen wie die beiOpel im internationalenMaßstab durchgeführt wer-den müssen – und dafür bie-te das Internet die optimalePlattform. „Dass wir heuteBieter aus Indien, Korea undvielen europäischen Ländernhier vor Ort haben, ist sicherzu großen Teilen unserem In-formationsangebot im Inter-net zu verdanken“, zeigt sichder Netbid-Vorstand über-zeugt.
Am Ende der Auktion wer-den von den 150 ausgerufe-nen Positionen mehr als dieHälfte den Besitzer wechselnund Opel rund 1,7 MillionenMark in die Kasse spülen. Ma-reén Maria Grewen zeigt sichzufrieden: „Das war ein rechtviel versprechender Auftakt,denn unserer Maschinen sinddoch sehr speziell und eignensich nicht für jede Branche.Vergleichbare Maschinen ha-ben wir bislang auf her-kömmliche Weise meist deut-lich billiger verkaufen müs-sen!“ MM
14
Masch
inenm
arkt
·34
/200
1
MM
E-COMMERCE
Werkzeugmaschinen-Auktionim Opel-Forum und im Internet
Dipl.-Ing. Hans-Jürgen Bittermann istFachjournalist in 67245 Lampsheim.
HANS-JÜRGENBITTERMANN
Zusatzinformationen im Internet:
Netbid
MM-Gebraucht-maschinenbörse
maschinenmarkt.de
OLG HAMM:
Internet-AuktionenrechtsverbindlichNach Auffassung desOLG Hamm sind Inter-net-Auktionen rechtsver-bindlich. Hat der Verkäu-fer bei der jeweiligenAuktionsplattform kei-nen Mindestpreis ange-geben, muss er auch einniedriges Höchstgebotakzeptieren und die ver-steigerte Ware auslie-fern. Damit ist das Urteildes Landgerichts Müns-ter aufgehoben, das inAuktionen als unverbind-liche Aufforderung zumBieten einstufte.
Clemens Fritzen, Vorstandder Netbid Industrie Auktio-nen AG: „Wir bringen nichtnur Käufer und Verkäufer zu-sammen, sondern wir über-nehmen die gesamte Kettedes Vermarktungsprozesses.“
Mareén Maria Grewen, GM-Fiat Worldwide Purchasing:„Das war ein recht viel ver-sprechender Auftakt, dennunserer Maschinen sind dochsehr speziell und eignen sichnicht für jede Branche.“
Bild
er: B
itter
man
n
16
Masch
inenm
arkt
·34
/200
1
MM
Airlines sollen Passagierenmehr Service bieten
UNICE: EU-Arbeitsmärktemüssen flexibler werden
GESETZEVERORDNUNGEN
TRENDS
Die Befürchtung, es könneaufgrund der EU-Erweite-rung zu Arbeitskräftewande-rungen größeren Ausmaßeskommen, sei unbegründet.Das geht aus einem Posi-tionspapier von UNICE her-vor. Die Organisation weistauf den engen Zusammen-hang zwischen der Gestal-tung der Arbeitnehmerfrei-zügigkeit innerhalb der er-weiterten EU und der voll-ständigen sowie regelmäßi-gen Anwendung des sozial-und beschäftigungspoliti-schen EU-Rechtsbestandesauch auch in Beitrittsländernhin. Kurze und flexible Über-gangsfristen hält das UNICE-Papier für gerechtfertigt,mahnt aber langfristig struk-turelle Reformen auf den eu-
ropäischen Arbeitsmärktenan. Nur so könnten die Vor-teile der Arbeitnehmerfreizü-gigkeit voll genutzt werden.Um im Interesse gleicherWettbewerbsbedingungendie Sozial- und Beschäfti-gungspolitik auch in den Bei-trittsländern möglichst voll-ständig umsetzen und an-wenden zu können, fordertUNICE die Zusammenarbeitmit den Sozialpartnern in denBeitrittsländern weiter aus-zubauen und diese schonjetzt in die Arbeitsstrukturenauf EU-Ebene einzubezie-hen. Das englischsprachigePositionspapier, an dem auchBDI und BDA mitgewirkt ha-ben, kann per E-Mail unterder Adresse [email protected] bezogen werden.
EUROPA
EU-ERWEITERUNG
Infoquelle InternetDie GeneraldirektionUnternehmen der EU-Kommission hat Informa-tionen, Studien undweiterführende Hinweisezur EU-Erweiterung so-wie den einzelnen Bei-trittsländern im Internetzusammengestellt. Manfindet dort Infos über dieAktivitäten der General-direktion speziell zugun-sten kleiner und mittlererUnternehmen sowie zudiversen Förderinstru-menten. Besonders nütz-liche sind sicherlich ver-schiedene Studien zur
Wettbewerbsfähigkeitausgewählter Industrie-sektoren in den Bewer-berländern. Kontaktmög-lichkeiten in die Beitritts-länder mit Hilfe des euro-paweiten Euro-Info-Cen-tre-Netzwerks sowieweiterführende Links zuunternehmensrelevantenStellen in den Beitrittslän-dern runden das Web-An-gebot ab. Die Adresselautet: http://www.eu-ropa.eu.int/comm/en-terprise/enterprise-poli-cy/enlargement/index.htm.
HERMANN BOHLE
Loyola de Palacio weiß, wasGeschäftsreisende und Tou-risten leiden. „Im Stich gelas-sen“ seien sie von EuropasLuftfahrtgesellschaften. Diekämpferische Spanierin undEU-Verkehrskommissarinwill Fluggästen den immerbesseren Kundendienst er-kämpfen. Schluss soll sein mitdem Ärger wegen Verspätun-gen und „Überbuchung“. Da-für verknackte ein französi-sches Gericht soeben Air France. Sie hatte 104 Plätzein einer Maschine zu verge-ben, auf sie aber 146 Passa-giere gebucht. Die 305 Euro,die als Strafe verhängt wur-den, sind eher symbolisch.
Jetzt hat de Palacio den 28Gesellschaften der Associa-tion of European Airways(AEA-Brüssel) einen Dienst-leistungskodex abgerungen.Ihn zu erfüllen, wird perso-nalaufwendig und kostspie-lig. Dabei hat AEA-General-sekretär Karl-Heinz Neu-meister gerade wissen las-sen, die Passagier- und Luft-frachtrekorde hätten im Jahr2000 „die Kosten knapp ge-deckt“. Um „nur“ 7,7% wuchsdie Zahl in Europa. Doch einTeil der Gesellschaften bliebauf „mindestens 10%“ mehrKosten sitzen. Die finanzielleLage der Branche sei „pre-kär“.
Lassen sich die – freiwilli-gen – Verbesserungen für dieFluggäste überhaupt bezah-len? AEA-Sprecher DavidHenderson spricht von einem„Rahmen“, den die Gesell-schaften selbst ausfüllen –freiwillig. Motto: Mehr „die-nen“ und dadurch mehr Kun-
den gewinnen. So wollen dieGesellschaften die Kund-schaft besser über Verbindun-gen mit anderen Airlines in-formieren, nur „den niedrigst-verfügbaren Ticketpreis“ an-bieten und betriebsbedingteUmbuchungen ohne Nachfor-derungen.
Ein weitgehender Verzichtauf Überbuchungen ist eben-falls angestrebt. Ferner sollder Kunde per Telefon unver-bindlich reservieren könnenmit gebührenfreier Annullie-rungsmöglichkeit. Check-inund Gepäckauslieferung willman beschleunigen. MehrBeistand für Behinderte, bes-sere Information bei Verspä-tung und beim Ausfall vonFlügen, stehen ebenfalls aufder Agenda.
An den eigentlichen Ursa-chen des wachsenden Kosten-drucks in der Luftfahrt – Eu-ropas veralteter Lufttrans-portkontrolle (ATC) sowiedem Fleckerlteppich einzel-staatlicher Regelungen fürden den europäischen Him-mel – ändert das nichts. Ge-fordert werden: „EuropäischeLuftsicherheitsvorschriften,deren Vollzug und Durchset-zung harmonisiert im Wegemoderner Verwaltungsfüh-rung.“
Das aber scheitere „am feh-lenden Rückgrat der Regie-rungen, für die beste Lösungeinzutreten“. Und die EU-Kommission, so Neumeisterweiter, scheue neue Wege. Ei-ne Europäische Agentur fürLuftsicherheit, fordert deiAEA. Neumeister hoffnungs-voll: Angesichts von Vorarbei-ten der EU-Kommission fürden „Gemeinsamen Him-mel“ sei der Durchbruch nochnie so nah gewesen.
Die Olympia-de derSchweißtech-nik, wie die al-le vier Jahre inEssen stattfin-
dende internationale Fach-messe „Schweißen & Schnei-den“ genannt wird, kann be-reits vor ihrem Start die erstenRekorde vermelden. Erstmalsseit ihrer Premiere 1952 wur-de die Marke von 1000 Aus-stellern überschritten. Dasentspricht einer Steigerungvon gut 10% gegenüber derletzten Veranstaltung. DerAuslandsanteil erhöhte sichdabei um knapp 10% auf 490Anbieter. Die Ausstellungs-fläche ist dank der neu erbau-ten Messehalle 3 jetzt erst-mals sechsstellig und legteum 15% auf 104 000 m2 zu.Diesen Meilensteinen sollauch der Besucherstrom nichtnachstehen: „Wir erwartenrund 100 000 Besucher aus90 Ländern“, prognostiziertDr. Joachim Hennecke, Vorsit-zender der Geschäftsführungder Messe Essen GmbH.
Die 15. Weltmesse derSchweißtechnik zeigt vom 12.bis 18. September in 18 Mes-sehallen das komplette Bran-chenangebot. Im Mittelpunktstehen dabei Geräte, Maschi-nen und Werkstoffe für die
Füge-, Trenn- und Beschich-tungstechnik.
Zum ersten Mal findet imRahmen der „Schweißen &Schneiden“ der Special Event„Quality Testing Internatinal“statt. Damit schafft die Mes-se eine Plattform, auf derHersteller und Dienstleisteraus der Messtechnik, Quali-tätssicherung und Werkstoff-prüfung in einem eigenenHallenbereich Kundenkon-takte knüpfen können. Initia-toren sind der Deutsche Ver-band für Schweißen und ver-wandte Verfahren e.V., gleich-zeitig ideeller Träger der Mes-se, sowie die Deutsche Ge-sellschaft für zerstörungsfreiePrüfung und der Verband derMaterialprüfungsämter.
18
Masch
inenm
arkt
·34
/200
1
MM
MESSEVORSCHAU
Aufbruch in eine neue Dimension
RAHMENPROGRAMM
SchweißtechnischeTagung Während der Fachmessefindet die diesjährigeGroße Schweißtechni-sche Tagung des Deut-schen Verbands fürSchweißen und ver-wandte Verfahren e.V.(DVS) im Kongresszen-trum der Messe Essenstatt. Vom 11. bis 13.September werden mehrals 1000 Teilnehmer da-zu erwartet. Die Fachvor-träge werden am 12. und13. September parallelmit verschiedenen The-menschwerpunkten indrei Sälen gehalten. Sokönnen sich die Teilneh-mer ihr individuelles Programm selbst zu-sammenstellen. The-menschwerpunkte derdiesjährigen Tagung sindunter anderem dasschweißtechnische Ge-stalten im Stahl- und Brü-ckenbau, die Lasermate-rialbearbeitung, neueWege in der automati-sierten Fertigung und Fü-getechnik im Leichtbau.
InnovationsforumAuf dem Innovationsfo-rum der Forschungsverei-nigung Schweißen undverwandte Verfahrendes DVS stellen 23 For-schungsinstitute Ergeb-nisse und Anwendungenvon über 100 Projektender fügetechnischen Ge-meinschaftsforschungvor. Den Besuchern wirdso Zugang zum aktuellenWissensstand und zurForschung in der Füge-,Trenn- und Beschich-tungstechnik gegeben.Vom 13. bis 18. Septem-ber gibt es täglich in Hal-le 9.1 Workshops, zumBeispiel zu den Themenschwingfeste Bemessungvon Schweißverbin-dungen, Fügen von Glasund Keramik oder Indus-trielles Kleben.
Messetermin: 12. bis 18. September2001
Veranstaltungsort: Messe Essen
Öffnungszeiten: Mittwoch bis Dienstagvon 9 bis 18 Uhr
Vom 12. bis 18. September steht das Messegelände in Essenganz im Zeichen der neuesten Entwicklungen rund um dasSchweißen und Schneiden.
Bild
: Mes
se E
ssen
Hybridverfahren erweiterndie Möglichkeiten des Lasers
und für die Rofin-Gruppe imSpeziellen?
Wirth: Die Schweißen &Schneiden gibt der Laser-branche in erster Linie dieMöglichkeit innovative Laser-anwendungen im Schweiß-bereich zu präsentieren. Hiergibt es immer noch viele inter-essante Neuanwendungen,vom Großfeld-Remote-Schweißen bis zum Auftrags-schweißen und der Reparaturvon Formen mit Hilfe des La-sers. Für diese Applikationenist die Schweißen & Schneidender ideale Schauplatz für dieRofin-Gruppe.
MM: Wie beurteilen Sie dieParallelität der beiden Mes-sen EMO und Schweißen &Schneiden? Wo legt die Rofin-Gruppe die Schwerpunkte?
Der Laser ist aus den Anwendungen Schweißen undSchneiden nicht mehr wegzudenken. Wir befragten Dr.Peter Wirth, Vorsitzender der Geschäftsführung derRofin-Gruppe, zur anstehenden Fachmesse und zu künf-tigen Entwicklungen.
MM: Herr Dr. Wirth, welcheBedeutung hat die Fachmes-se Schweißen & Schneiden fürdie Laserbranche allgemein
Wirth: Die Parallelität derbeiden Messen stellt an dieKapazität der Laserfirmen si-cher hohe Anforderungenund ist für die Aussteller pro-blematisch, zumal die CECI-MO-Ausstellungsbedingun-gen der EMO die Freiheit, wasausgestellt werden kann,deutlich einschränken. Selbst-verständlich werden wir auchauf der EMO vertreten sein,insbesondere da viele unse-rer Maschinenbaukundendort als Aussteller aktiv sind.Wir konzentrieren uns dies-mal auf neue Laserstrahl-quellen und Systeme, die vor-wiegend zum Schneiden,Markieren und in der Mikro-bearbeitung eingesetzt wer-den.
MM: Das Schneiden ist nachwie vor der größte Anwen-dungsbereich für den Laser.Wird dies Ihrer Meinung nachweiter so bleiben und wo se-hen Sie noch Potenzial?
Wirth: Schneiden ist sichernoch der größte Einzelmarktaus der Sicht der Systemher-steller. Für uns als Laser-strahlquellenhersteller giltdas nicht in diesem Maße.Das Laserschneiden im Blech-bereich ist weitgehend eta-bliert, mit schnelleren An-triebstechniken, wie Linear-antrieben, können die bishererreichten Geschwindigkeitennoch gesteigert werden. Da-
durch lassen sich einige An-wendungen wie das Schnei-den von Tailored Blanks wirt-schaftlich gestalten. Potenzialsehe ich darüber hinaus nochbeim Schneiden von Nichtei-senwerkstoffen, Textilien,Plastik und Glas.
MM: Derzeit wird viel überdie Kombination des Lasersmit anderen Schweißverfah-ren diskutiert. Welche An-wendungen sehen Sie für sol-che Hybridverfahren und wel-che Zukunftschancen gebenSie ihnen?
Wirth: Hybridverfahren er-weitern die Anwendungs-möglichkeiten des Lasersch-weißens. Sie verbessern diemetallurgischen Eigenschaf-ten der Schweißnaht, dienenzur Spaltüberbrückung oderzur Geschwindigkeitserhö-hung. Rofin hat bereits einigesolcher Systeme in die indus-trielle Produktion gebracht.
MM: Auf der letztjährigenEuro-Blech in Hannover hatRofin das Remote-Schweißenpräsentiert. Wie ist der ak-tuelle Stand hinsichtlich An-wendungen dieses Hochge-schwindigkeitsverfahrens inder Industrie und welche Er-wartungen haben Sie?
Wirth: Beim Remote-Schweißen haben wir ersteAnlagen für industrielle An-wendungen verkauft. Wie beiallen neuen Produkten undTechnologien benötigen sol-che Verfahren einige Zeit fürdie Einführung. Die Akzep-tanz wird im Markt jedoch inwohlüberlegten Schritten er-folgen. Langfristig gehen wirdeshalb davon aus, dass dieVorteile wie schnellere Stück-zeiten, Platzersparnis undFlexibilität dieser Systemlö-sung ihren Platz in der Modulfertigung vor allem imKarosseriebereich sichernwerden. MM
19
Masch
inenm
arkt
·34
/200
1
MM
Dr. Peter Wirth, Vorsitzenderder Geschäftsführung derRofin-Gruppe.
Bild
: Rof
in
20
Masch
inenm
arkt
·34
/200
1
MM
EXPERTENRUNDE
Der Markt für Schweißgeräte stagniertDas Schweißen ist das wichtigste Fügever-fahren im Handwerk und der industriellenFertigung. Auf der anstehenden Fachmesse„Schweißen & Schneiden“ in Essen, demwichtigsten Ereignis der Branche, sind eini-ge Neuheiten zu erwarten. Wir befragtenHersteller von Schweißgeräten zu aktuellenEntwicklungen und zu erwartenden Trends.
MM: Welche Neuerungenund Verbesserungen haben inden vergangenen Jahren dieEntwicklung von Schweißge-räten geprägt? Schmidt: Die fortschreitendeWeiterentwicklung derMikroprozessoren sowie derLeistungselektronik habendie Schweißtechnologie inden letzten Jahren entschei-dend geprägt. Durch die Ver-wendung dieser Bauteile istes möglich, Stromquellen mitnoch größerem Bedienkom-fort und besseren Schweißei-genschaften zu entwickeln.Stöckl: Durch die Digitalisie-rung der Stromquellen sinddie Möglichkeiten fast unend-lich. Die Geräte müssen trotz-dem bedienbar bleiben,Komfort bieten und verfah-rensneutral sein. Dorninger: PrimärgetakteteInverterstromquellen sindmittlerweile zum Standard
auch bei komplexen Anwen-dungen, einfache Bedienung,modulare Bauweise und nichtzuletzt eine kompetenteschweißtechnische Beratung. Rantasalo: Die wichtigsteAnforderung ist sicherlich dieZuverlässigkeit. Einfache Be-dienung, Flexibilität und na-türlich gute Schweißeigen-schaften sind auch gefragt.Wir würden es gerne sehen,dass Kunden mehr Interessean den Sicherheits- und Kom-patibilitätsfragen hätten.
MM: Worin liegen die Vortei-le von digitalen Schweiß-stromquellen und wie hoch istihr Marktanteil derzeit? Schmidt: Durch die Verwen-dung von Digitalen Signal-Prozessoren ist eine sehr ho-he Prozessstabilität und Re-produzierbarkeit der Para-meter gewährleistet. Moder-ne Kommunikationstechni-ken sind in diesen Stromquel-len implementiert. Die Ver-netzung der Schweißgeräteuntereinander sowie ihre An-kopplung an übergeordneteRechnersysteme ist mit wenigAufwand möglich. Stöckl: Vorteil der Digitalisie-rung ist die Möglichkeit einerweltweiten Kommunikation,unabhängig von Standort und
geworden. Durch Steigern derTaktfrequenz bis auf 100 kHzkonnte sowohl die Baugrößeals auch die Stromwelligkeitreduziert werden. Die Bau-größe spielt zunehmend eineRolle, da Fabrikationsflächekostspielig und Mobilität beivielen Einsätzen wichtig ist. Rantasalo: Der Durchbruchder Invertertechnik ist natür-lich ein wichtiger Punkt. Seit1993 läuft auch die Digitali-sierung der Schweißtechnikweiter und die Software-Ent-wicklung sowohl in den Anla-gen als auch in Form von kun-denspezifischen Software-Programmen ist immer wich-tiger geworden. Je intelligen-ter die Anlagen werden, des-to einfacher sollten sie zu be-dienen sein. Hier sehen wir inZukunft noch viel Entwick-lungspotential. Grüb: In den letzten Jahrenhat sich der Einzug der
Elektronik in die Schweiß-stromquelle massiv fortge-setzt. Zum Ersten im Leis-tungsteil, also dort, wo derSchweißstrom erzeugt undgeregelt wird. Dort hat sichdas so genannte Inverterprin-zip durchgesetzt. Zum Zwei-ten gab es bei der Steuerungviele Veränderungen: Wonoch vor einigen Jahren gro-ße Steuerungen eingesetztwurden, arbeiten jetzt Mikro-prozessoren. Das führt dazu,dass sich der ganze Steuer-und Regelungsumfang vonder Hardware weg hin zurSoftware bewegt.
MM: Welche Anforderungenwerden heute von Ihren Kun-den an Schweißgeräte ge-stellt? Schmidt:Unsere Kunden ver-langen von uns industrie-taugliche Schweißgeräte, dasheißt robuste Anlagen mithoher Einschaltdauer. ImHigh-End-Bereich geht dieTendenz eindeutig zurSchweißparameterüberwa-chung und zunehmend indivi-duellen Software-Optionen. Stöckl: Die Forderungen sindeinfache Bedienung, klein,preiswert und universell. Dorninger: Verlangt werdenbeste Schweißergebnisse
Michael Schmidt, Verkaufs-leiter der Carl CloosSchweißtechnik GmbH inHaiger.
Robert Stöckl, Gesamtver-triebsleiter der EWM High-tec Welding GmbH in Mün-dersbach.
Anssi Rantasalo, Geschäfts-führer der Kemppi GmbH inButzbach und Verkaufsdi-rektor Europa.
Herbert Dorninger,Geschäftsführer der FroniusDeutschland GmbH inKaiserslautern.
Bild
: Clo
os
Bild
: Fro
nius
Bild
: EW
M
Bild
: Kem
ppi
Zeit bei qualitativ gleichblei-benden Schweißergebnissen.Digital gesteuerte Funktio-nen und Prozesse stellen ho-he Schweißqualität und hun-dertprozentig reproduzierba-re Schweißergebnisse sicher.
Dorninger: Die Vorteile lie-gen in der Prozesssicherheit,den exzellenten Schweißei-genschaften, der modularenBauweise, der spritzerfreienZündung des Lichtbogensund den Einstellmöglichkei-ten der Parameter direkt vomSchweißbrenner aus. DerMarktanteil in Deutschlandist durch steigenden Umsatzgefestigt beziehungsweisebei stagnierendem Markt fürFronius steigend. Rantasalo: Zu nennen sindSchnelligkeit, Präzision undProgrammierbarkeit. DenMarktanteil zu schätzen istschwer, vielleicht um die 20%. Grüb: Ich mag den Begriff Di-gitalisierung nicht. Er sagt fürden Anwender nichts aus. BeiLorch gibt es weiterhin denTrend zur besseren, intelli-genteren Schweißanlage, diedem Bediener das Leben ein-facher macht und für bessereErgebnisse sorgt. WelcheTechnik dies im Innersten der
Anlage bewerkstelligt, ist da-bei eigentlich unwichtig.
MM: Welche Rolle spielenheute die Prozessüberwa-chung und Simulation beimSchweißen? Schmidt: Die Prozessdaten-überwachung spielt be-sonders bei automatisiertenSystemen eine große Rolle.Etwa 80% der Fertigungsan-lagen werden mit dieser Tech-nik ausgerüstet. Stöckl: Beim mechanischenSchweißen ist diese gesetzlichvorgeschrieben. Beim Hand-schweißen ist die Prozess-überwachung zwar noch nichtVorschrift, hat aber die gleicheWichtigkeit und ist auch des-halb vorteilhaft, weil schlech-te Schweißergebnisse durchden Faktor Mensch dadurchvermindert werden. Einegleichbleibende Schweißqua-lität wird auch durch eine per-manente Prozessüberwa-chung ermöglicht.
Dorninger: Für bestimmteAnwendungen sind diesePunkte besonders wichtig,zum Beispiel bei sicherheits-relevanten Bauteilen in derGroßserie. Stromquellenunterstützen heute schon die-se Funktion. In der Simulationstehen wir erst am Beginn derEntwicklung. Rantasalo: Prozessüberwa-chung und Simulation kom-men in erster Linie in Fragebeim automatisierten oderrobotergestützten Schwei-ßen. Die Stromquellen müs-sen in der Lage sein, die rich-tigen Daten (Signale) abzu-liefern und mit Robotern undRechnern zu kommunizieren.
MM: Wie beurteilen Sie dieMarktentwicklung vonSchweißstromquellen im lau-fenden und in den nächstenJahren? Schmidt: Die Marktentwick-lung halten wir im Momentfür stagnierend. Wir konnten
21
Masch
inenm
arkt
·34
/200
1
MM
Wolfgang Grüb, Ge-schäftsführer der LorchSchweißtechnik GmbH in Auenwald.
Bild
: Lor
ch
mit unseren Technologien –insbesondere mit der Tan-dem-Technik – im vergange-nen Jahr befriedigende Zu-wachsraten erreichen. Durchgezielte Produktentwicklun-gen erwarten wir auch für dienächsten Jahre eine steigen-de Verkaufstendenz.Stöckl: Aus unserer Sicht wirdes in Deutschland und auch inEuropa keine wesentlichenZuwachsraten geben. DieUmsätze werden eher stag-nieren statt steigen. Zu ver-zeichnen ist eine zunehmen-de Abwanderung der Metallverarbeitenden Industrie vonDeutschland in die so ge-nannten Niedriglohnländer.Dem hierdurch zunehmen-den Druck preiswerter Anbie-ter aus dem Ausland kann nurmit einer immer besser wer-denden Wettbewerbsfähig-keit hinsichtlich dem eigenenPreis-Leistungs-Verhältnisund einer Verstärkung vonService und Dienstleistungentgegengewirkt werden. Dader deutsche Markt bereitsjetzt von Anbietern gesättigtist, muss die Erschließungneuer Wachstumsmärkte imAusland erfolgen. Dorninger: Derzeit gibt eseine zweistellige Umsatzstei-gerung, die dieses Jahr durchdie starke Marktpräsens aufder Fachmesse in Essen gefes-tigt wird. In den nächsten Jah-ren gibt es ebenfalls eine kla-re Vorwärtsstrategie und ten-denzielle Steigerungen.Rantasalo: Der Markt istziemlich flach – viel hängt da-von ab, was jeder Anbieterselbst bewegen kann. Nachder Messe in Essen erwartetuns eine etwas aktivere Peri-ode, wie lang diese wird,hängt stark von der Gesamt-wirtschaft ab. Generell folgtdie Schweißbranche ziemlichgenau der allgemeinen Wirt-schaftsentwicklung, die in Eu-ropa in den kommenden Jah-ren eher schwach aussieht. Grüb: Ich denke, dass derMarkt stagniert oder nur sehrverhalten wächst. Das führtzu Verdrängungswettbewerbund dadurch zu Preisdruck.Daraus resultiert ein Trend zuimmer billigeren Geräten,dem wir aber nicht folgen.
MM: Welche Trends erwartenSie von der Fachmesse„Schweißen & Schneiden“? Schmidt: Die Messe ist füruns das Präsentationsforumder Schweißtechnikbrancheschlechthin. Auch dieses Malerwarten wir ein hohes Syn-ergiepotential für Herstellerund Anwender und daraus re-sultierend wichtige Impulsefür unsere praktische Arbeit.Cloos ist mit zahlreichen Pro-duktneuheiten in Essen ver-treten, unter anderem mit ei-ner völlig neuen Gerätekon-zeption von rechnergesteuer-ten Impulsstromquellen. Stöckl: Wir stellen unserezweite Generation digitalerSchweißstromquellen vor.Auch der Multi-Media-Be-reich wird von EWM alsSchlüsselfaktor für eine welt-weite Kommunikation ange-sehen und auf der Schweißen& Schneiden präsentiert. Dorninger: Fronius wird mitinnovativen Produkten undzukunftsorientierten Präsen-tationen auftreten. Für neueKunden gilt es zu beweisen,dass die optimierten Lichtbo-gentechniken ihm den er-wünschten Nutzen bringen. Rantasalo: Es gibt sicherlichviele neue Software-Entwick-lungen und die Digitalisie-rung läuft weiter. Was die Ba-sistechnologien betrifft, wer-den wahrscheinlich nur weni-ge Unternehmen richtigeNeuheiten präsentieren. DenAuftritt neuer Anbieter ausOsteuropa erwarten wir mitInteresse und hinter den Ku-lissen wird über möglichePartnerschaften und Allian-zen diskutiert werden. Wirstellen sehr viel Neues vorund werden dieses Mal zei-gen, was mit der digitalenTechnik im Bereich Bedienungmöglich ist. Grüb: Vom Markt erwarteich, dass sich viele Betriebeauf der Messe informierenwerden, wie beim Schweißendie Herausforderungen bes-ser und günstiger gemeistertwerden können. Wir stellenzur „Schweißen & Schneiden”eine neue WIG-Baureihe vor,die sich durch ergonomischesDesign und einfache Bedie-nung auszeichnet. MM
22
Masch
inenm
arkt
·34
/200
1
MM
EXPERTENRUNDE
24
Masch
inenm
arkt
·34
/200
1
MM
MESSEVORSCHAU
Die fasergekoppeltenDiodenlaser, die Laser-line in Essen ausstellt,zeichnen sich lautHersteller durch we-sentliche Verbesse-rungen der Strahl-qualität, Flexibilitätund Anlagenverfüg-barkeit aus. Damitkönnen jetzt bis zu2000 W Laserleis-tung in 1-mm-Fasern oder biszu 4000 W in 1,5-mm-Fasernans Werkstück gebracht wer-den. Bei einer Vorschubge-schwindigkeit von 2,5 m/minerreichen die Diodenlaser ei-ne Einschweißtiefe von 2 mmmit einer Schweißnahtbreitevon nur 0,8 mm. Durch dieSteigerung der Laserleistungin dünneren Fasern wird beigrößerem Arbeitsabstand einkleinerer Fokus erreicht, waserstmals wirtschaftliches Tief-schweißen im Produktions-
umfeld mit Dioden-laser ermöglicht.Der kompakte Auf-bau besteht aus ei-nem einzigen Ge-häuse für Laserkopf,Kühler und Netzteilsowie Steuerungmit integrierter Te-lewartung. Der Wir-kungsgrad der faser-
gekoppelten Diodenlaserbeträgt etwa 30%. Die Sys-
teme sind besonders geeig-net für Schweißanwendun-gen, Schneiden von Metallensowie das Hartlöten mit ho-her Laserleistung. Eine er-höhte Verfügbarkeit wirdebenfalls durch die Sensorikfür Prozesskontrolle und -überwachung erzielt. Laserline GmbH, 56070 Koblenz, Tel. (02 61) 9 84 39-0, Fax (02 61) 9 84 39-99, [email protected], www.laserline.de Halle 2A, Stand 04
Die Überwachung und Doku-mentation von Schweißpro-zessen ermöglicht es genaueKenntnisse über die Schweiß-fertigung zu gewinnen, diesezu optimieren und damit kos-tengünstiger zu produzieren.Insbesondere für automati-sierte Schweißanlagen, beidenen herkömmliche nach-trägliche Prüfverfahren auf-grund des großen Produk-tionsausstoßes nicht effektivanwendbar sind, wurde eineSchweißdatenüberwachungkonzipiert. Durch verschiede-ne Messaufnehmer erfolgtunabhängig vom Herstellerder Schweißgerätetechnik ei-ne Ankopplung an alle Licht-bogenschweißanlagen. Dieneu entwickelte digitale ASP-Technologie (Advanced SignalProcessing) revolutioniertlaut Hersteller die Lichtbo-genfehleranalyse und er-kennt selbst kleinste quali-tätsbestimmende Lichtbo-genabweichungen. Kern die-ser Technologie ist eine hoch-auflösende Analyse der Licht-
bogenkennwerte. Die Über-wachung der Qualität direktwährend des Schweißens er-möglicht die sofortige Reak-tion im Fehlerfall. Die Pro-duktion von Ausschussteilenist dadurch nahezu unmöglichund eine deutliche Kosten-senkung die Folge. Das Gerätlässt sich in verschiedeneNetzwerke einbinden undkann die überwachtenSchweißdaten lückenlos do-kumentieren.
Für die Prüfungvon Schweißpunk-ten im Karosserie-Rohbau wurdedas Qualitätssi-cherungssystemPSQ entwickelt. Esist optionaler Be-standteil derWiderstands-Schweißsteue-rung PS 6000. Miteinem neuen Ultraschallver-fahren ermöglicht das Systemdie Qualitätsüberwachungschon während des Schweiß-prozesses, indem Ultraschall-impulse den Schweißpunktdurchdringen. Anhand dieserPrüfung wird die Größe desaufgeschmolzenen Schweiß-linsenvolumens bestimmt.Aus den Abweichungen, diesich von vorgegebenen Soll-werten ergeben, werden not-wendige Änderungen desSchweißstroms automatischvon der Steuerung berechnet.Die mit PSQ ausgestatteteSteuerung regelt unterschied-liche Störgrößen, zum Bei-spiel elektrischen Neben-schluss, und stellt somit einegleichbleibende, jederzeit re-produzierbare Schweiß-punktqualität sicher.
Das Qualitätssicherungs-system besteht aus fünf ein-zelnen Komponenten. Hierzuzählen die Ultraschallregler-karte und der Signalprozes-sor zum Anbau an die Zangeoder Maschine mit CAN-Busund Anschlüssen für Senso-ren. Weiterer Bestandteil istdie Sensorik, die sich ausUltraschallsender und -emp-fänger zusammensetzt. ZurMesswerterfassung und -aus-wertung sowie zum Erstellenvon Statistiken gibt es einSoftwarepaket. Darüber hin-aus gehört ein Notebooksamt Standard-Softwarezum Lieferumfang. Bosch Rexroth AG, 97813 Lohr a. Main, Tel. (0 93 52) 18-0, Fax (0 93 52) 18-11 90, www.boschrexroth.de, Halle 2, Stand 31
Eine neue Generation ihrerHochleistungs-Impulsstrom-quellen Quinto 2 für den Leis-
tungsbereich bis400 beziehungs-weise 600 W
präsentiertCloos auf der„Schweißen &Schneiden“ inEssen. Neu istder variableSynergie-Mo-dus, der dieNutzung desgespeichertenExpertenwis-sens per Ein-knopfbedie-
nung ermög-licht und zu-
gleich auch Ein-
zelparametereinstellungenerlaubt. Dabei sorgt die Digi-taltechnik der Stromquelle füreine zuverlässige Reprodu-zierbarkeit der Schweißer-gebnisse. Die Plug & Weld-Funktion ermöglicht es demSchweißgerät extern ange-schlossene Cloos-Zusatz-geräte zu erkennen und sichentsprechend selbst zu konfi-gurieren. Optional ist einselbstlernendes Schweißda-tenüberwachungs- und -do-kumentationssystem mit gro-ßem Datenspeicher erhält-lich. Carl Cloos Schweißtechnik GmbH, 35708 Haiger, Tel. (0 27 73) 85-0, Fax (0 27 73) 85-2 75, [email protected], www.cloos.de, Halle 3, Stand 62
Impulsstromquelle mit 600 Ahat Expertenwissen gespeichert
Qualitätssicherungssystemfür das Widerstandspunktschweißen
26
Masch
inenm
arkt
·34
/200
1
MM
Seine erweiterte Lasergas-Produktreihe Megalas stelltMesser Griesheim auf der„Schweißen & Schneiden“ vor.Die Lasergasgemische ent-sprechen den Anforderungennamhafter Laserherstellerund zeichnen sich laut Her-steller durch hohe Reinheitsowie konstante Zusammen-setzung der Gemischkompo-nenten aus. Die gleichblei-bende Zusammensetzungbietet die Grundlage für Ar-beiten mit hoher Güte und re-produzierbarer Qualität. Diefür Laseranwendungen be-
stimmten Gase werden ineinheitlichen Systemen zu-sammengefasst. Auf dieseWeise kann der Anwender fürseine unterschiedlichen zu be-arbeitenden Werkstoffe ge-zielt das richtige Lasergasge-misch auswählen. Das Ar-beitsgas gibt es zum La-serschweißen unlegierterStähle, hochlegierter Stähleund Aluminiumwerkstoffe.
Mit der Brenner-Wartungs-station TMS zeigt Binzel aufder Messe in Essen ein Prin-zip zur Reinigung innen kon-ischer Gasdüsen in Aktion.Das neue Verfahren arbeitetmit einem rotierenden Nad-ler, der leicht eingeschnürt inden Gasdüseninnerraum ein-geführt wird und sich dort öff-net. Zudem verfügt die War-tungsstation über eine inte-grierte Drahtabschneide- undEinsprühfunktion. Die An-steuerung der einzelnenFunktionen erfolgt über Ro-boterbefehle, wodurch derzeitliche Ablauf optimiert unddie Anlagenverfügbarkeit ge-steigert wird.
Brenner-Wartungsstation zur Reinigung innen konischer Gasdüsen
Zur automatischen Schweiß-kopfpositionierung, beispiels-weise beim Unterpulver-schweißen, dient ein kom-paktes Sensorsystem. Es wer-tet das mittels Lichtschnittver-fahren gewonnene Höhen-profil der Nahtvorbereitungaus und liefert die Koordina-ten der Fügestelle als Ana-logwert oder in einem Da-tentelegramm. Die Auswert-elektronik für den Sensorkopfsowie ein Embedded PC104sind in einem Würfel von et-wa 110 mm Kantenlänge
untergebracht. Das Sensor-system hat einen Netzwerk-anschluss und lässt sich auto-matisch über TCP/IP-Tele-gramme oder manuell mit je-dem Standard-HTLM-Brow-ser konfigurieren. Die Visua-lisierung des Profils und allerrelevanten Parameter der Fü-gestelle geschieht über dasNetzwerk. iSAM-inma Gesellschaft für angewandte Kybernetik mbH, 45472 Mülheim/Ruhr, Tel. (02 08) 4 95 85-0, Fax (02 08) 4 95 85-49, Halle 9.1, Stand 78
Kompaktes Sensorsystem zur Schweißkopfpositionierung
Gasgemische zum Laserschweißenhaben eine hohe Reinheit
MESSEVORSCHAU
29
Masch
inenm
arkt
·34
/200
1
MM
TECHNOLOGIEN UND KONZEPTE
KorrosionWissenschaftler der Fach-hochschule Aalen habenein Forschungsprojekt ge-startet, das mittels Mikro-wellentechnik die Mög-lichkeiten zur Früherken-nung von Rost untersucht.Das Projekt wird wäh-rend der nächsten zweiJahre mit insgesamt200 000 DM von Baden-Württemberg gefördert.Erforscht wird, ob sich un-ter Lackschichten bereitsAnsätze von Korrosionbilden. Für Mikrowellensind Lackschichten teil-weise transparent. Damitist es möglich, quasi durchden Lack hindurch dieOberflächeneigenschaf-ten wie entstehende Kor-rosion zu sehen und zubeurteilen. Man brauchtdafür allerdings außeror-dentlich empfindlicheSensoren. Fachhochschule Aalen,73430 Aalen, Tel. (0 73 61)-5 76-0, [email protected],www.fh-aalen.de/
7,5-h-NotebookNEC bringt ein Notebookmit stromsparendem Cru-soe-Prozessor und einembeleuchteten, reflexivenFarbdisplay für Innen- undAußeneinsätze auf denMarkt. Der integrierte Li-thium-Polymer-Akku sollbis zu 7,5 h Laufzeit ga-rantieren. Errreicht wirddie hohe Akkulaufzeitdurch den 600-MHz-Stromspar-Prozessor so-wie durch die Möglicheit,die Hintergrundbeleuch-tung des Displays bei Ta-geslicht auszuschalten.Das reflektive 10,4-Zoll-TFT-Display schafft eineAuflösung von 1024 ×768 Pixel und kann 16,8Mio. Farben anzeigen.Disketten- und CD-ROM-Laufwerk müssen mittelsUSB-Verbindung extraangeschlossen werden. NEC Deutschland GmbH,85737 Ismaning, Tel. (0 89) 9 62 74-0, Fax (0 89) 9 62 74-5 00, [email protected] www.necd.de
KURZ NOTIERT – KURZ NOTIERT – KURZ NOTIERT
Von Simulationen könnenselbst kleinen und mittlerenUnternehmen und sogar dasHandwerk profitieren.
Bild
: Fra
unho
fer-
Ges
ells
chaf
t
Das Fraunhofer-Institut fürChemische Technologie (ICT)hat eine Lösung entwickelt,mit der sich in Zukunft vieleAbgase aus der chemischenIndustrie kostengünstig undeffizient in unproblematischeBestandteile zerlegen lassen– das Plasma-Fass. Die Wir-kung der Plasmabehandlungdurch eine günstige Geräte-anordnung zu erhöhen, wardas Ziel der ICT-Forscher. Zu-sammen mit dem Institut fürPlasmaforschung der Univer-sität Stuttgart und der FirmaMuegge Electronic bauten sieein Ellipsoid, also ein Fass mitelliptischer Grundfläche underzeugten darin konzentrier-te Mikrowellenfelder. Im ei-nen Brennpunkt der Ellipsesitzt die Mikrowellen-Anten-ne, im anderen ein Rohr, dasvon dem zu behandelndenGas durchströmt wird. Durchdie Bündelung der Mikrowel-len entsteht im ganzen Rohrein dichtes, hochreaktivesPlasma – selbst bei Atmos-phärendruck. Eine aufwendi-ge und teure Vakuumtechnikist nicht nötig. Plasmen bis zueinem Meter Länge habendie Entwickler bereits erfolg-reich getestet. In ihnen wur-den Abgasbelastungen wieTrichlorethen (TCE) oder flüch-tige Aromaten vollständigzersetzt. Aber auch in ande-ren Anwendungen kann dasPlasma-Fass zum Einsatzkommen, beispielsweise zurOberflächenbehandlungoder zum Ätzen. Bei der Dia-mantabscheidung erwartendie ICT-Forscher deutlich hö-here Abscheideraten. Weildas Plasma hier ebenfalls beihöherem Arbeitsdruck als üb-lich betrieben und dieserDruck im Prinzip schon mit
der Technik eines Staubsau-gers erreicht werden kann,sind deutliche Einsparungenin der Prozesstechnik mög-lich. Dank der speziellen Ei-genschaften können beson-dere Gasreaktionen ablau-fen. Dies wird in den unter-schiedlichsten industriellenAnwendungen genutzt.Fraunhofer-Institut für Chemische Technologie (ICT), Dr. Mathias Kaiser, Tel. (07 21) 46 40-4 23, [email protected], www.fhg.de
Plasma reinigt kritische Abgaseaus der chemischen Industrie
Viele Anwendungen belegen,dass von Simulation auchkleinen und mittleren Unter-nehmen und sogar das Hand-werk profitieren kann. Einweiterer Vorteil der Simula-tionstechnik: Mitarbeiter kön-nen bereits in der Planungs-und Bauphase mit dem Trai-ning beginnen. Simulation istden realen Maschinen sogarüberlegen, wenn es um dieÜbung von Fehler- und Not-fallsituationen geht. DennSimulation eröffnet den Vor-griff auf die Zukunft – einmächtiges Werkzeug zumVermeiden kostspieliger odergar lebensgefährlicher Irrtü-mer. Benötigt werden da-für unterschiedlicheKompetenzen: Die Ma-thematiker und Infor-matiker auf der einen
meinsam könnte es GMD-und Fraunhofer-Instituten ge-lingen, die hervorragende Po-sition Deutschlands in der Si-mulation weiter auszubauen.Dazu ist es Nötig, das Know-how zu bündeln und den Wis-senstransfer in die Anwen-dung zu beschleunigen. DasNetz der Fraunhofer-Instituteist die ideale Plattform dafür.Denn es stellt nicht nur dasbenötigte fachspezifischeKnow-how zur Verfügung,sondern eröffnet auch einge-spielte Verbindungen zu denunterschiedlichen Branchen.Die Beispiele reichen von derFabriksimulation über Bau-teiloptimierung und Molekül-design bis zum Training in An-lagentechnik. Fraunhofer Gesellschaft, 80636 München, Tel. (0 89) 12 05-5 33, Fax (0 89) 12 05-7 13, [email protected], www..fhg.de
Simulation bringt Vorteileauch im kleinen Unternehmen
Seite und die Fachspezialistenauf der anderen Seite, dennsie kennen das zu Modellie-rende. Die Fraunhofer-Gesell-schaft bietet ein ideales Feldfür das Verknüpfen dieserKompetenzen, die Optimie-rung und Verifizierung von Si-mulation.
Eine Verbreiterung undVertiefung der Thematik fin-det zur Zeit mit der Einbin-dung der GMD-Aktivitätenstatt (GMD: ehemals Gesell-schaft für Mathematik undDatenverarbeitung). Ge-
Die Anwendung von EDV-Systemen zurFertigungshilfsmittelverwaltung ge-schieht noch nicht in dem Umfang, wie esden wirtschaftlichen Rahmenbedingun-gen nach eigentlich sein müsste. Das hatmehrere Ursachen. So wird der Einflussder Werkzeugversorgung auf die Ferti-gungskosten oft unterschätzt. Der in derLiteratur immer wieder genannte gerin-ge Anteil der Werkzeugkosten an denFertigungskosten berücksichtigt üblicher-weise nur die Werkzeugbeschaffungs-kosten. Die Kosten für die Werkzeug-montage, Voreinstellung, Bereitstellung,Aufbereitung und alle damit in Verbin-dung stehenden planenden und steu-ernden Funktionen hingegen werdennicht gesondert erfasst, obwohl sie wahr-scheinlich ein Vielfaches ausmachen.Weiter wird gerne übersehen, dass auch
SPANENDE FERTIGUNG
Datenbankgestützte Verwaltungvon Betriebsmitteln senkt Kosten Derzeit am Markt angebo-tene Systeme zur Betriebs-mittelverwaltung sind in derLage, die Versorgung derProduktion mit Werkzeugen,Vorrichtungen, Spann- undPrüfmitteln effizient zuunterstützen. So lässt sich derBereitstellungsaufwand biszu 20% und der Werkzeug-verbrauch bis zu 15% redu-zieren. StandardisierteSchnittstellen erschließtzusätzliches Nutzenpotenzial.
BURKHARD KITTL
Das richtige Werkzeug zumrichtigen Zeitpunkt am
richtigen Platz – dafür sorgenauf Betriebsebene Werkzeug-
verwaltungssysteme.
Prof. Dipl.-Ing. Dr. Burkhard Kittl ist Leiter der AbteilungRechnerintegrierte Fertigung am Institut für Fertigungs-technik der Technischen Universität Wien, A-1040 Wien,Tel. (00 43-1) 5 88 01-3 11 19, Fax (00 43-1) 5 88 01-3 11 99, [email protected]. ac.at
Bild
: Sie
men
s
30
Masch
inenm
arkt
·34
/200
1
MM
die Investitionen in Werkzeuge im Ver-gleich zu den Maschineninvestitionen inden letzten Jahren deutlich zugenom-men haben. Dies belegt zum Beispiel dieStatistik des VDMA über die Produk-tionswerte von Werkzeugmaschinen undWerkzeugen in Deutschland. Währendvor 20 Jahren der Produktionswert derWerkzeuge nur etwa 45% des Produk-tionswertes von Werkzeugmaschinenbetrug, macht er heute bereits fast 80%aus. Jeder Produktionsleiter weiß einLied davon zu singen, was es bedeutet,die Investition für eine neue Maschinebewilligt zu bekommen. Die Werkzeugehingegen werden quasi nebenbei be-schafft und viele Betriebe wissen nichteinmal welches Kapital in ihrem Werk-zeugbestand steckt. Nachdem das Be-wusstsein für die durch die Fertigungs-hilfsmittelversorgung verursachten Kos-ten und für die möglichen Einsparungs-potentiale nicht vorhanden ist, schreck-ten viele Betriebe bislang vor den teil-weise nicht unbedeutenden Beschaf-
fungskosten für derartige Systeme zu-rück, obwohl sie sich in den meisten Fäl-len wohl rasch amortisiert hätten.
Auf der anderen Seite ist die Einfüh-rung solcher Systeme mit ihrer Komple-xität nicht zu unterschätzen, weil sich dieTeilaufgaben der Werkzeugverwaltungoft über mehrere Unternehmensberei-che verteilen. Damit ergeben sich auchvielfältige Schnittstellen zu anderen, be-reits bestehenden Anwendungen wieCAD, NC-Programmierung, PPS/Leit-stand oder DNC-Systemen, die bei derImplementierung heute noch teilweiseindividuell zu realisieren sind (Bild 1).Überdeckungen in der Funktionalität derzusammenwirkenden, verteilten An-wendungen machen darüber hinaus ei-ne sorgfältige Einführungsplanung erfor-derlich.
Bereitstellungskostenkönnen gesenkt werdenDie wesentlichen Vorteile von Pro-
grammen zur Fertigungshilfsmittelver-waltung sind:c Das gebundene Kapital kann durchEinschränkung der Werkzeugvielfalt unddamit Senkung des Lagerbestandes re-duziert werden. Die Standardisierungder Werkzeuge wirkt sich darüber hinauspositiv auf die Verwaltungs- und Be-schaffungskosten aus.c Die Bereitstellungskosten könnendurch Reduzierung der Werkzeugwech-sel und des organisatorischen Aufwan-des bei der Werkzeugbereitstellungdurch den beschleunigten Informations-fluss gesenkt werden.c Die Verschleißteilkosten werden durchbessere Ausnutzung der Standzeiten re-duziert.c Maschinenstillstandzeiten könnendurch Verfügbarkeitsprüfung, terminge-naue Werkzeugbereitstellung und EDV-gestützten Austausch von Werkzeugda-ten minimiert werden.
Untersuchungen des Institutes für Fer-tigungstechnik und spanende Werkzeug-maschinen der Universität Hannoverzeigten, dass nach der Einführung vonTool-Management-Systemen die Typen-vielfalt um 30%, der Bereitstellungsauf-wand um 20%, der Lager- und Umlauf-bestand um 20% und der Werkzeugver-brauch um 15% gesenkt werden konn-ten, während die Maschinennutzung um5% angehoben wurde.
Nachfolgend werden die durch Tool-Management-Systeme unterstütztenFunktionen kurz dargestellt, wobei in derBeschreibung die Begriffe Werkzeug undFertigungshilfsmittel synonym im Sinnedes englischen Begriffes Tool verwendetwerden, der neben den Bearbeitungs-werkzeugen auch Vorrichtungen, Spann-
vorgegebenen Werkzeugspektrum redu-ziert werden, andererseits kann der In-formationsfluss zu den nachgelagertenFunktionen der Werkzeugvorbereitungdurch Zugriff auf den zentralen Werk-zeugkatalog entscheidend verbessertwerden.
Die Zuordnung von Werkzeuggrafikenzu Komponenten und Komplettwerk-zeugen (CAD-Files oder per Digitalka-mera erzeugte Bilddaten) muss genausomöglich sein wie die Hinterlegung vonallgemein gültigen oder bearbeitungs-spezifischen Technologiewerten (Verwal-tung der firmeninternen Erfahrungswer-te). Aufgrund der Anforderungen, die sichaus der Bereitstellung und Verwaltungunterschiedlicher Fertigungshilfsmittelergeben (Prüfintervalle für Messmittel,Einstelldaten für spanende Werkzeuge),muss die Anwendung eine mehrstufige,hierarchische Klassifizierung der verwal-teten Objekte ermöglichen, sodass vomeinfachen Arbeitshandschuh bis zummehrteilig aufgebauten Komplettwerk-zeug alle Fertigungshilfsmittel über das-selbe System verwaltet werden können.Die Objektstrukturen und Attribute soll-ten vom Anwender flexibel aufgebautoder zumindest erweitert werden kön-nen. Daneben muss auch die Organisa-tionsstruktur der Fertigung (Fertigungs-bereiche und Maschinen, Lagerorte, -be-
und Prüfmittel beinhaltet. Grundsätzlichkann man sich natürlich die Frage stellen,warum überhaupt eigene Systeme fürdie Werkzeugverwaltung erforderlichsind. Werkzeuge, Vorrichtungen und de-ren Struktur wären grundsätzlich auch inden Artikelstämmen und Stücklisten derPPS abbildbar, die Disposition, Beschaf-fung und Bestandsverwaltung könntemit herkömmlichen Materialwirtschafts-modulen abgewickelt werden. Besonde-re Anforderungen betreffend Datenhal-tung und die Planung und Steuerung derBereitstellungsaufträge in Abhängigkeitvon den freigegebenen Werkstattaufträ-gen schließen diese Vorgangsweise je-doch aus.
Werkzeugkatalogesind DatenbasisGrundlage der Tool-Management-
Systeme ist der sogenannte Katalog, derfür die Handhabung modularer Werk-zeugsysteme ausgelegt sein muss unddie zur Verwendung vorgesehenen Kom-plettwerkzeuge und Werkzeugkompo-nenten organisatorisch, geometrisch undtechnologisch vollständig beschreibt.
Im Gegensatz zur klassischen NC-Pro-grammierung werden die bereitzustel-lenden Werkzeuge nicht durch Beschrei-bung der erforderlichen Werkzeugkenn-größen festgelegt. Die Werkzeugeigen-schaften werden durchBezugnahme auf kata-logisierte Werkzeugemittels Identnummerbestimmt. Dadurchkann einerseits dieWerkzeugvielfaltdurch Unterstützungbei der Werkzeug-auswahl aus einem
Bild 2: Das Werkzeugmagazin übernimmt
die maschinennahe Werkzeug-versorgung eines
Bearbeitungszentrums.
reiche und Plätze) abgebildet und an dieGegebenheiten des Anwenders ange-passt werden können.
Komplettieren von Werkzeugenwird vereinfachtDer zentrale Werkzeugkatalog ist Ba-
sis für die Arbeit des Arbeitsvorbereitersoder NC-Programmierers, der anhanddes aktiven Werkzeuges durch Angabeder Werkzeugklasse und Vorgabe vonWertebereichen für die wichtigstenWerkzeugkenngrößen (Durchmesser,Einsatzlänge etc.) die für die Bearbeitungerforderlichen Werkzeuge auswählt undin einer Werkzeugliste/NC-Programmzusammenstellt. Falls kein geeignetesWerkzeug definiert ist, muss das Tool-Management-System die Zusammen-stellung neuer Komplettwerkzeuge(Werkzeugsynthese) unterstützen. Beider Suche nach neuen Werkzeugkompo-nenten sollte der einfache Zugriff aufheute vielfach verfügbare Herstellerda-tenbanken und Übernahme der Werk-zeuge in den firmeninternen Katalog ein-fach möglich sein.
Dass solche Systeme die klassischenFunktionen der Lagerbewirtschaftungund Bestandsführung erfüllen müssen,braucht hier nicht im Detail beschriebenwerden. Die aus PPS-Systemen bekann-ten Funktionalitäten reichen jedoch nichtaus, weil für viele Fertigungshilfsmittelnicht nur die Bestände relevant sind, son-dern die Bestands- und Zustandsverwal-tung auf das einzelne, physisch vorhan-dene Objekt (zum Beispiel ein Werkzeugmit seinen spezifischen Einstelldaten)heruntergebrochen werden muss. NeueWerkzeuge und Vorrichtungen entste-hen durch Zusammenbau, haben spezi-fische Eigenschaften, die sich im Laufe derVerwendung an einem oder mehrerenEinsatzorten verändern können, undwerden danach durch Demontage wie-der aufgelöst. Dieser Lebenszyklus derFertigungshilfsmittel muss vom Tool Ma-nagement System lückenlos verfolgt undaufgezeichnet werden.
Ausgehend von den in der NC-Pro-grammierung festgelegten Werkzeuglis-ten/NC-Programm, die alle benötigtenWerkzeuge, deren Eingriffszeiten und für
die Bearbeitung zutreffenden Standzei-ten enthalten, kann über die Auftrags-losgrößen der Bruttobedarf an Werk-zeugen für ein einzelnes NC-Programmoder einen Mix von zu fertigenden Werk-stücken ermittelt werden. Die anschlie-ßende Berechnung des Nettobedarfesals Basis für den Werkzeugbereitstel-lungsauftrag hängt vom Funktionsum-fang der maschineninternen Werkzeug-verwaltung und den Kommunikations-möglichkeiten zum Tool ManagementSystem ab. Leider werden in diesem Be-reich bei vielen realisierten Installatio-nen noch immer erhebliche Nutzungsre-serven vergeudet.
Bei der einfachsten Vorgangsweisewird das Magazin komplett oder bis aufein paar wenige fix definierte Stamm-werkzeuge geräumt und mit dem zuvorermittelten Werkzeugsatz neu bestückt.Dies führt zu hohen Rüstzeiten, und dieReststandzeiten der entladenen Werk-zeuge sind meist verloren. Diese Metho-de kann keineswegs für zeitgemäße Be-arbeitungszentren eingesetzt werden,die heute eine komfortable maschinen-interne Werkzeugverwaltung und Werk-zeugmagazine mit 200 bis 300 Werk-zeugplätzen bieten (Bild 2). Die Datender in der Maschine verwalteten Werk-zeuge werden laufend aktualisiert, ste-hen aber für die automatisierte Bedarfs-planung wegen der fehlenden Kommu-nikationsschnittstelle zum Tool-Manage-ment-System nicht zur Verfügung.
Die Steuerungen der führenden An-bieter können heute nahezu alle mitKommunikationsschnittstellen für denDNC-Betrieb ausgerüstet werden. AlsBeispiel für eine relativ einfach zu imple-mentierende Rechneranbindung sei dieauf dem weit verbreiteten TCP/IP Pro-tokoll und RPC (Remote Procedure Calls)basierende Sincom-Schnittstelle von Sie-mens genannt. Sie ermöglicht den Aus-tausch von Informationen zwischen derSteuerung und anderen Anwendungenauf der Fertigungsebene. Auf dieseWeise können zum Beispiel Statusän-derungen von Werkzeugen selbsttätigan das Tool Management System ge-meldet oder von diesem abgefragt wer-den. Somit sind sämtliche in den Ma-schinen gelagerten Werkzeuge, derenStati und aktuellen Reststandzeiten be-kannt und können bei der Bedarfspla-nung berücksichtigt werden. Die Anzahlder Werkzeugbe- und –entladevorgän-ge und der damit verbundenen Vorbe-reitungstätigkeiten kann auf diese Weisemeist drastisch gesenkt werden.
Auf Basis der im Tool-Management-System verwalteten Informationen kannaus dem Werkzeugbereitstellungsauf-trag abgeleitet werden, welche Werk-
32
Masch
inenm
arkt
·34
/200
1
MM
SPANENDE FERTIGUNG
Bild 4: Der Bediener legt die Werkzeugezur Übernahme in das Werkzeugmaga-zin bereit und gibt an der Steuerung dieIdentnummern ein.
Bild 5: Die außerhalb der Werkzeugma-schine voreingestellten Werkzeuge wer-den in Werkzeugkassette der Maschinezugeführt.
Bild
er: 1
Ver
fass
er, 2
,4 u
nd 5
Hül
ler H
ille,
3 Z
olle
r
Bild 3: Die Einstellung der Maschinenwerkzeuge erfolgt üblicherweise an Werkzeug-voreinstellgeräten außerhalb der Maschine.
zeuge aus Zwischenlagern oder Maschi-nenmagazinen entnommen werdenkönnen und welche Werkzeuge neu zu-sammengebaut werden müssen. Für diezu montierenden Werkzeuge werdenMontageaufträge und Kommissionier-listen für die Entnahme der Komponen-ten aus dem Lager erzeugt.
Datenbank kommuniziertmit dem VoreinstellgerätUm die Maschinennutzung zu erhö-
hen, erfolgt die Vermessung der Werk-zeuge üblicherweise außerhalb der Ma-schine in einem Werkzeugvoreinstellge-rät (Bild 3). Der im Tool-Management-System generierte Einstellauftrag kanndirekt an das Werkzeugvoreinstellgerätübertragen werden. Durch Zugriff aufden zentralen Werkzeugkatalog und diedort hinterlegten grafischen Darstellun-gen wird dem Werkzeugeinsteller dieeinfache Prüfung der zusammengebau-ten Werkzeuge ermöglicht. Durch dieeindeutige Darstellung der Werkzeug-bezugspunkte werden Fehler bei der Er-mittlung der Korrekturdaten vermieden.
Bei Einsatz einer Werkzeugcodierungmuss diese Funktion ebenfalls unter-stützt werden. Im einfachsten Fall erfolgtdie Codierung über Barcode-Etiketten,wobei in diesem Fall die eindeutige Iden-tifizierung der Werkzeuge aufgrund Ver-schmutzung oder Ablösung der Etikettennur bis zum ersten Einsatz an der Ma-schine gegeben ist. Sollen Werkzeugeauch nach dem Einsatz eindeutig identi-fizierbar und mittels Reststandzeitver-waltung ohne Aufbereitung weiter ver-wendbar sein, so ist der Einsatz vonelektronischen Codiereinrichtungen er-forderlich.
Nach der Vermessung müssen die er-mittelten Werkzeuggeometriedaten fürdie Maschinensteuerung bereitgestelltwerden. Im einfachsten Fall wird über ei-nen Postprozessor ein steuerungsgerech-tes Werkzeugkorrekturprogramm er-stellt und an die Steuerung übertragen.
Beim Einsatz von Steuerungen mitDNC-Funktionalität wird die Werkzeug-datenübertragung von der Steuerungselbst angestoßen. Der Bediener legt dieWerkzeuge für die Übernahme in dasWerkzeugmagazin bereit (Bild 4) undgibt der Steuerung die Identnummernbekannt. Die Steuerung ruft die demWerkzeug zugeordneten Daten selbst-tätig im Tool Management System ab, er-mittelt einen für die Werkzeuggröße ge-eigneten, freien Magazinplatz und weistden Manipulator an, das Werkzeug indas Magazin einzuordnen. Bei Einsatzeines elektronischen Codeträgers ent-fällt auch die Bedienereingabe, weil dieMaschine den Werkzeugcode bei ent-
sprechender Ausrüstung automatisch le-sen kann. Verwechslungen und Fehlersind in diesem Falle nahezu ausge-schlossen.
Bei einigen Maschinentypen könnendie einzelnen Segmente des Werkzeug-magazins auch entnommen und alsTransportbehälter verwendet werden.Die Werkzeugpalette wird bereits in derVoreinstellung bestückt und per Hand-wagen in das Werkzeugmagazin einge-fahren (Bild 5).
Wie gezeigt kann der Einsatz von Tool-Management-Systemen aufgrund derbetriebswirtschaftlichen Bedeutungkaum in Frage gestellt werden. Die amMarkt angebotenen Systeme erfüllen diewichtigsten Anforderungen hinsichtlichFunktionalität, Bedienkomfort und Tech-nologie (Datenbank, grafische Bediener-oberfläche, Netzwerkfähigkeit). Die sichdaraus ergebenden Möglichkeiten sindaktuelle Daten über Fertigungshilfsmit-tel und die Auswertung unterschiedlich-ster Statistiken wie Einsatzhäufigkeiten,Bestellwerte und Bestandswerte. Hand-lungsbedarf besteht im Bereich der Kom-munikationsschnittstellen, der für dieZukunft noch zusätzliche Nutzungspo-tentiale ermöglicht. Diese Thematik wirdim Lichte der sich zur Zeit etablierendenStandards für die Kommunikation in ver-teilten Anwendungen (COM bezie-hungsweise ActiveX, HTTP, XML) in dennächsten Jahren besondere Bedeutungerlangen. Anwendungen für die Ferti-gungshilfsmittelverwaltung werdendann wohl nicht mehr so sehr an ihrerFunktionalität, sondern vielmehr an denfür andere Anwendungen zur Verfügunggestellten Schnittstellen für den Daten-austausch und Funktionsaufrufe gemes-sen werden. MM
33
Masch
inenm
arkt
·34
/200
1
MM
Zusatzinformationen im Internet:
Institut für Fertigungstechnik
der TU Wien
Werkzeug- und Modell-
verwaltung
Werkzeugverwaltung mit
NC-Satz-Generierung
Maschinennahe Werkzeug-
verwaltung
Allgemeines zur Betriebs-
mittelorganisation
Standardsoftware zur
Werkzeugverwaltung
Elektronischer Werkzeug-
katalog
maschinenmarkt.de
Das umweltgerechte Entsorgen vonKühlschmierstoffen ist für Fertigungsbe-triebe mittlerweile zu einem nicht mehrzu vernachlässigenden Kostenfaktor ge-worden. Die Trockenbearbeitung liegtdeshalb im Trend, auch beim Fertigen vonGewinden. Das zirkulare Fräsen mit Voll-hartmetall-Gewindefräsern hat sich invielen Anwendungsfällen als besseresund wirtschaftlicheres Fertigungsverfah-ren gegenüber dem Gewindebohrendurchgesetzt, hauptsächlich bei Gewin-debohrungen mit kleinem Durchmesser[1 und 2].
Bisher wurden in der Regel die bestenFertigungsergebnisse unter Zufuhr vonKühlschmierstoff erzielt, der sowohl füreine konstante Kühlung des Werkzeugs,einen guten Spanablauf und – bei inne-rer Zufuhr – auch für die Entsorgung derkommaförmigen Frässpäne aus demSchneidenbereich und aus den Span-kanälen sorgte.
Auf der Suche nach Möglichkeiten, dieBetriebskosten zu senken, haben die Fer-tigungsbetriebe seit einiger Zeit die auf-grund gesetzlicher Umweltauflagen stei-genden Kosten für die Wiederaufberei-tung und Entsorgung verbrauchter Kühl-schmierstoffe ins Visier genommen.Wenn es gelingt, einen Teil der Werk-zeugmaschinen möglichst ohne Leis-tungseinbußen auf Trockenbearbeitungumzustellen, ergeben sich erheblicheEinsparungen. Bei der Trockenbearbei-tung wird ohne Kühlschmierstoff bear-beitet. Dort, wo nicht auf die Schmier-wirkung verzichtet werden kann, wendetman die Minimalmengenschmierung(MMS) an. Dabei werden die Werkzeug-schneiden mit einem Öl-Luft-Gemischbesprüht oder durch einen Luftstrom ge-kühlt.
Standard-Gewindefräserfürs Trockenspanen optimiertUm die Betriebe bei der Kostenein-
dämmung zu unterstützen, hat Jel alsTechnologie- und Marktführer [3] rundum das Gewinde als erster Werkzeug-hersteller Gewindefräser, die für Stan-dardanwendungen hergestellt wordenwaren, umfangreichen Testreihen beiverschiedenen Anwendungen unter denBedingungen der reinen Trockenbearbei-tung und der Mindermengenschmierungunterzogen. Die daraus gewonnenen Er-kenntnisse wurden für die Optimierung
34
Masch
inenm
arkt
·34
/200
1
MM
SPANENDE FERTIGUNG
Trockenes Zirkularfräsenvon GewindebohrungenZirkularfräsen mit Vollhart-metall-Gewindefräsern hatsich in vielen Fällen als Alter-native zum Gewindebohrendurchgesetzt, vor allem beikleinen Gewinden. Wurdenbisher in der Regel die bestenFertigungsergebnisse unterZufuhr von Kühlschmierstofferzielt, so eignen sich weiter-entwickelte Gewindefräs-werkzeuge zur Trockenbear-beitung – ohne Einbußen anStandmengen und Oberflä-chenqualität.
Dr.-Ing. Reinhard Durst ist Entwicklungsleiter und Wer-ner Schurer ist Betriebsleiter der Jel Präzisionswerkzeu-ge GmbH in 70565 Stuttgart. Weitere Informationen:Reinhard Durst, Tel. (07 11) 7 88 91-0, Fax (07 11)7 88 91-11, [email protected]
REINHARD DURST UNDWERNER SCHULER
Ohne messbare Einbußen an Fertigungsqualität können
in Aluminiumlegierungen und Stahlwerkstoffen Gewinde
zirkular gefräst werden, wenn mit Mindermengen-
schmierung oder Druckluft-kühlung gefräst wird.
Bild
: Jel
vorhandener Standard-Gewindefräserund die Entwicklung neuer Gewindefrä-ser für die Serienfertigung genutzt. EinTeil der in Versuchsreihen erprobten Ge-windefräser hat sich inzwischen in derPraxis bewährt, andere wurden erfolg-reich in Pilotprojekten getestet (Bild 1).
Grundsätzlich ist es möglich, in Alumi-niumlegierungen Gewinde durch Zirku-larfräsen mit Standardwerkzeugen ohneherkömmliche Kühlschmierstoffe einzu-bringen. Das wurde in drei verschiede-nen Versuchsreihen mit jeweils etwa 500erzeugten Gewinden erprobt:c In der ersten Versuchsreihe wurdenmit einem aus Vollhartmetall (VHM) be-stehenden Gewindefräser MGF mit rei-bungsarmer Beschichtung M8-Gewindein einer Aluminiumlegierung G-Al-Si10Mg gefräst. Zur Kühlung und zumEntfernen der Späne aus der Bohrungwurde Druckluft von 5 bar über die in-neren Kühlschmierstoffbohrungen zuge-führt (Bild 2). Die Kernbohrungen warenvorgebohrt. Die Schnittgeschwindigkeitbetrug 300 m/min, der Zahnvorschub0,1 mm. Das Gewinde M8 wurde in 2,2s gefräst. Es entsprach auch nach 1000Gewinden dem hohen Qualitätsstan-dard.c Der Werkstoff der zweiten Versuchs-reihe war G-AlSi9Cu3, in den mit einemBohrgewindefräser BGF M6 aus Voll-hartmetall und Mindermengenschmie-rung Gewinde in das volle Material durchKernlochbohren und Gewindefräsen in2,5 s eingebracht wurden. Die Schnitt-geschwindigkeit betrug 380 m/min, derVorschub beim Bohren 0,25 mm je Um-drehung, der Zahnvorschub beim Fräsen0,06 mm. Auch hier gab es gegenüberder nassen Gewindefräsherstellung kei-ne Qualitätsunterschiede.
Problemloses Zirkularfräsenvon Aluminium
c Im dritten Fall wurde ein mit PKD-Schneiden bestückter Gewindefräser To-mill 14 × 1,5 mit einem stirnseitigen Frä-serteil zum Herstellen planer Ansenkun-gen verwendet (Bild 3), um GewindeM18 × 1,5 in vorgebohrte Bohrungen zufräsen. Der Werkstoff war wie in der ers-ten Versuchsreihe eine Aluminiumlegie-rung G-AlSi10Mg. Die Versuche wurdentrocken mit einer Schnittgeschwindigkeitvon 750 m/min und einem Zahnvor-schub von 0,08 mm durchgeführt. DieHerstellungszeit betrug jeweils 2,8 s.Dabei entsprach das Gewinde dem üb-lichen Qualitätsstandard des Gewinde-fräsens.
Die Versuchsreihen in Aluminiumle-gierungen haben gezeigt, dass sich Ge-winde in Aluminium-Werkstoffen ohnegroße Schwierigkeiten durch zirkulares
Fräsen einbringen lassen. Zur Überprü-fung der Tauglichkeit von Gewindefrä-sern zur Herstellung von Gewinden inzwei Graugusssorten wurden Versuchemit drei verschiedenen Schneidstoffendurchgeführt. Alle Versuche erfolgten un-ter den Bedingungen der reinen Tro-ckenbearbeitung:
c Mit einem Gewindefräser MGF M 14× 1,5 wurden in GG15 in Kernbohrun-gen Gewinde M14 × 1,5 gefräst. DieSchnittgeschwindigkeit betrug 100m/min, der Zahnvorschub 0,1 mm. Fürdas Gewindefräsen waren 5,7 s nötig.c In Grauguss GG25 wurden mit einemGewindefräser Tomill 16 × 1,5 aus Sili-
Bild 3: Ein mit PKD-Gewinde- undPlansenk-Schneidplatten bestückterBohrgewindefräser M14 × 1,5 für dieTrockenbearbeitung von Aluminium-legierungen.
Bild 4: Schnittgeschwindigkeitsbe-reiche für das Gewinde- und Bohr-gewindefräsen bei der Trockenbear-beitung (VHM = Vollhartmetall, CBN= kubisches Bornitrid, PKD = poly-kristalliner Diamant).
ziumnitrid und einem zweiten Tomill-Gewindefräser aus Hartmetall mit CBN-bestückten Schneiden Versuche gefah-ren. Mit dem Siliziumnitrid-Gewindefrä-ser wurden Gewinde M20 × 1,5 und mitdem CBN-Gewindefräser Gewinde M30× 1,5 in vorhandene Kernbohrungen ge-fräst und mit der Stirnseite Fasen an dieGewindebohrungen gefräst. Im erstenFall war die Schnittgeschwindigkeit 650m/min, im zweiten Fall 724 m/min. Bei-des Mal betrug der Zahnvorschub 0,08mm und die Bearbeitungszeit 2,8 s.
Zirkulares Fräsen von Stahlmit MindermengenschmierungDie Ergebnisse der Versuche in Grau-
guss konnten ebenfalls positiv bewertetwerden: Gewinde lassen sich problemlosin Grauguss durch Zirkularfräsen ohneKühlschmierstoff herstellen.
Das Herstellen von Gewinden in Stahl-werkstoffen ist unterschiedlich zu bewer-ten. Infolge der höheren Festigkeit vonStahl ist das Gewinden durch Zirkular-fräsen ohne Zufuhr von Kühlschmierstoffhinsichtlich der erreichbaren Standmen-gen wenig sinnvoll. Dagegen sind Ge-winde in Stahl bei Mindermengen-
schmierung oder bei zentraler Druckluft-zufuhr als Kühlmittel durch zirkularesFräsen herstellbar:c Mit einem TiCN-beschichteten Stan-dardgewindefräser MGF M8 aus Voll-hartmetall wurden in nicht rostendemStahl X5 CrNi1810 Gewinde in vorge-bohrte Bohrungen mit einer Schnittge-schwindigkeit von 80 m/min und einemZahnvorschub von 0,05 mm in 5,5 s ein-gebracht.c In einer zweiten Versuchsreihe wurdenmit einem Cermet-Gewindefräser Tomill16 × 1,5 Gewinde M20 × 1,5 in denWerkstückstoff 16MnCr5 gefräst. DieKernbohrungen waren bereits vorhan-den. Als Kühlmittel wurde Druckluft von5 bar durch die zentralen Kühlschmier-stoffbohrungen des Fräsers geblasen.Die Schnittgeschwindigkeit betrug 300m/min und der Zahnvorschub 0,1 mm.Die Gewindeherstellzeit dauerte 3,3 s.
In niedrig- und hoch legiertem Stahllassen sich Gewinde nicht mit der Schnel-ligkeit wie in Grauguss fräsen (Bild 4).Auf jeden Fall ist ein Kühlschmiermediumnötig, um die entstehende Reibungs-wärme nicht voll auf die Werkzeug-schneide wirken zu lassen.
36
Masch
inenm
arkt
·34
/200
1
MM
SPANENDE FERTIGUNG
Bild 5: Bohrgewindefräser aus Vollhart-metall mit Sonderkühlkanälen zumHerstellen eines Gewindes M16 × 1,5mit einer Gewindetiefe von 1,5 D durchzirkulares Gleichlauffräsen unter Min-dermengenschmierung (Bioalkohol Mi-cro 3000, Verbrauchsmenge Q = 120ml/h).
Bild
er: J
el
Unter Berücksichtigung der Ergebnissewurden optimale Anwenderlösungenentwickelt. Dabei hat sich in der Praxisvor allem polykristalliner Diamant alsSchneidstoff von Gewinde- und Bohrge-windefräsern zur Herstellung von Ge-winden in Aluminiumlegierungen be-währt. Hier können Schnittgeschwindig-keiten bis 1500 m/min und Zahnvor-schübe zwischen 0,075 und 0,125 mmohne Einfluss auf die Qualität der Ge-windeoberfläche gefahren werden. Zuempfehlen ist dabei, im Gleichlauf zu frä-sen, um die Reibungszone zwischenSchneide und kommaförmigem Spanmöglichst klein zu halten. Denn bei demzur Vermeidung großer Abdrängkräftebisher üblichen Gegenlauf-Gewindefrä-sen wird jeder einzelne Kommaspan vonder spitzen Seite her herausgefräst.
Gleichlauffräsenmindert Wärmebelastung Bei diesem Vorgang baut sich zunächst
eine hohe Reibungskraft auf, bevor dieSchneide ins Material eindringen kann.Auf die Schneide wirkt also eine relativhohe Reibungskraft, die vor dem eigent-lichen Spanvorgang entsteht. Die da-durch hervorgerufene Reibungswärmeaddiert sich zu der Zerspanungswärme,die durch den eigentlichen Spanvorgangerzeugt wird. Bei der Trockenbearbei-tung oder der Mindermengenschmie-rung kann die Prozesswärme nicht übereinen kühlenden Flüssigkeitsstrom ab-geführt werden. Die Reibungswärme be-wirkt eine Erhöhung der ohnehin uner-wünschten Erwärmung des Werkstücks,der Schneide und des Kommaspans in-folge des eigentlichen Spanvorgangs.Das hat negative Auswirkungen auf dasStandzeitverhalten des Gewindefräsersund auf die Bearbeitungsgenauigkeitdes Werkstücks.
Dagegen fängt der Gewindefräserbeim Gleichlauffräsen an der dickerenSpanseite an (Bild 5), dringt sofort insvolle Material ein und fräst einen Kom-maspan heraus. Dadurch tritt beimGleichlauffräsen keine zusätzliche Rei-bungskraft vor dem Eindringen derSchneide ins Material auf und somit wirdweniger Wärme erzeugt als beimGegenlauffräsen.
Ein weiteres Kriterium bei der Tro-ckenbearbeitung sind die Oberflächenei-genschaften des Schneidstoffs im Schnei-denbereich. Daher ist bei der Gewinde-fräsherstellung mit einem Vollhartme-tall-Gewindefräser von Vorteil, wenn erfür die Trockenbearbeitung beschichtetwird. Üblicherweise wird hier TiCN-Be-schichtung gewählt. Je nach Anwendungwird eine mehrlagige Beschichtung be-vorzugt, bei der die oberste Lage eine Art
Gleitschicht bildet, die eine gewisseschmierende Wirkung und die Reibungzwischen Schneide und Span vermindert.So besteht eine Hardlube-Beschichtungaus einer harten TiAlN-Grundschicht undeiner weicheren Wolframkarbid-Ober-schicht. Solche reibungsarmen Schichtenbegünstigen den Spanablauf bei der Tro-ckenbearbeitung und vermindern da-durch den Abrieb und somit den Ver-schleiß an der Schneide.
Die grundsätzliche Eignung des Ferti-gungsverfahrens Gewindefräsen undBohrgewindefräsen für die kühlschmier-stofffreie Bearbeitung wurde durch La-bor- und Reihenversuche nachgewiesen.Die Auswahl des Schneidstoffs für denGewindefräser ist vorrangig vom Werk-stückstoff und den Anwendungsbedin-gungen abhängig. Deshalb sind die maß-geblichen Werkzeug- und Zerspanungs-parameter eines Gewindefräswerk-zeugs, das in der Serienfertigung einge-setzt wird, in jedem Einzelfall zu opti-mieren.
Wie die Versuchsreihen und die Pra-xiseinsatzfälle gezeigt haben, könnenGewinde ohne messbare Einbußen anFertigungsqualität in Aluminiumlegie-rungen und Stahlwerkstoffen durch Zir-kularfräsen eingebracht werden, wenndas Fräsen durch Mindermengen-schmierung oder durch Druckluftkühlungunterstützt wird.
Grauguss kann dagegen stets trockenbearbeitet werden. Sind alle wichtigenVerfahrensparameter stimmig aufeinan-der eingestellt, dann lassen sich bei derTrockenbearbeitung durchaus vergleich-bare Qualitäts- und Standmengen-Er-gebnisse wie bei der nassen Herstellungvon Gewinden durch Zirkularfräsen er-zielen.
37
Masch
inenm
arkt
·34
/200
1
MM
Zusatzinformationen im Internet:
Jel im Internet
Ergebnisse von Zerspanversuchen
Technologienetz Trockenbearbei-tung
Kompetenzzentren Trockenbear-beitung
maschinenmarkt.de
Literatur[1] Weinert, K., M. Schneider und D. Opalla: Erhöhung der
Produktivität durch Bohrgewindefräsen. ZWF 5/2000, S.245–248.
[2] Malle, K.: Bohren und Gewinden – ein Spezialist bringtsich ein. dima 4/2000, S. 13–17.
[3] N. N.: Ein Verfahren setzt sich durch. 10 Jahre Bohrge-windefräsen in der Praxis – Bilanz eines revolutionie-renden Fertigungsverfahrens. NC-Fertigung 7/2000,S. 134–137
Beschichtete Werkzeuge sind zu einemunverzichtbaren Bestandteil gewordenwenn es darum geht, beim Zerspanenhohe Produktivität zu erreichen. Innova-tive Fertigungstechniken wie Trockenbe-arbeitung sind ohne moderne Schichtenund Schichtsysteme nicht sinnvoll ein-setzbar oder sind in Teilbereichen erstdurch diese möglich geworden.
In der metallverarbeitenden Industriewerden heutzutage allein in Deutsch-land hunderttausende von Tonnen Kühl-schmierstoff verwendet. Eine verschärfteGesetzgebung beim Umgang mit denEmulsionen und die damit verbundenenzusätzlichen Kosten für den Schutz von
Boden, Wasser und Luft lassen den An-teil der Aufwendungen für Kühlschmier-stoffe an den Gesamtherstellkosten zueinem nicht mehr zu vernachlässigendenFaktor anwachsen. Dieser ökonomischeAspekt und die erweiterte Verantwort-lichkeit für unsere Umwelt sowieUntersuchungen, die auf gesundheitlicheRisiken im Umgang mit den Emulsionenhinweisen, hat die Metall verarbeitendeIndustrie für alternative Techniken sensi-bilisiert. Eine praktikable Möglichkeit zurSubstitution der Kühlschmierstoffe sindMinimalmengenschmiersysteme. Diekonsequente Lösung zur Vermeidungvon Risiken und Kosten durch Kühl-schmiermittel ist jedoch die Bearbeitungohne Emulsion, die Trockenbearbeitung.
Um trotz des Wegfalls der Kühl- undSchmierfunktion der Emulsion eine tech-nisch und wirtschaftlich sinnvolle Tro-ckenbearbeitung zu ermöglichen, wurdedie Werkzeugentwicklung auf dieseBearbeitungsart abgestimmt [1]. Neben
38
Masch
inenm
arkt
·34
/200
1
MM
WERKZEUGE
Leistungsfähige Beschichtungensorgen für Tempo beim SpanenIm Vergleich zu bisherigenWerkzeugbeschichtungenzeigen die neu entwickeltenoxidischen und boridischenSchichtsysteme verbesserteZerspaneigenschaften beimTrockenbohren in Gusseisen-werkstoffe und Stahl. Auf-grund der hohen Härte, Oxi-dationsresistenz und gerin-gen Reibwerten auch bei ge-steigerten Temperaturen zei-gen die TiAlN-Al2O3 beschich-teten Werkzeuge überdurch-schnittliche Standwege beimTrockenbohren von hoch-festem Kugelgraphitguss.
Dipl.-Ing. Joachim Dörr ist wissenschaftlicher Mitarbeiteram Institut für Produktionstechnik und Spanende Werk-zeugmaschinen (PTW) der Technischen Universität Darm-stadt, 64287 Darmstadt, Tel. (0 61 51) 16-28 53, Fax(0 61 51) 16-33 56, [email protected]
JOACHIM DÖRR
Am weitesten verbreitetals Trockenschmierstoff-schicht ist Molybdändi-sulfid, das die Zerspan-leistung steigert und dieOberflächenqualität ver-bessert. Molybdändisul-fid hat jedoch eine sehrgeringe Verschleißbe-ständigkeit.
Bild
: MM
-Arc
hiv
Schneidstoffen mit hoher Warmfestigkeitund neuen Werkzeuggeometrienkommt der Werkzeugbeschichtung einezentrale Rolle zu. Mit beschichtetenWerkzeugen konnten gerade in den letz-ten Jahren erfolgversprechende Ergeb-nisse in der Trockenbearbeitung erzieltwerden. Heutzutage ist jedoch die Aus-wahl der Werkzeugbeschichtungen nochsehr stark eingeschränkt. Die Entwick-lung neuer Schichten wird das Einsatz-gebiet der Trockenbearbeitung in derProduktion weiter ausbauen.
Um dieser Herausforderung Rechnungzu tragen, wird im Rahmen des BMBF-Förderprogramms „Neue Materialien fürSchlüsseltechnologien des 21. Jahrhun-derts – MaTech“ das Verbundprojekt„Verschleißfeste PVD-/CVD-Trocken-schmierstoffschichten für die umwelt-schonende und innovative Fertigung“durchgeführt. Das Projekt hat eine Lauf-zeit von vier Jahren (Januar 1998 bis De-zember 2001). Das Projektteam bestehtaus elf Industriepartnern, fünf Univer-sitäten und zwei außeruniversitären For-schungseinrichtungen (Bild 1). Ziel desVorhabens ist die Entwicklung neuerPVD-/CVD-Dünnschichten für Zerspa-nungs- und Umformwerkzeuge. Diesesollen über ausgeprägte Schmierstoff-eigenschaften bei ausreichender Ver-schleißfestigkeit verfügen und damit denVerzicht auf Kühlschmierstoffe ermög-lichen.
Molybdändisulfid steigertbeim Bohren die LeistungDie bisher am weitesten verbreitete
Trockenschmierstoffschicht ist Molyb-dändisulfid MoS2, die beim Bohren dieLeistungsparameter steigert und dieOberflächenqualitäten verbessert [2].Molybdändisulfid hat jedoch eine sehrgeringe Verschleißbeständigkeit. Dar-über hinaus ist aufgrund einer hohenOxidationsanfälligkeit der Einsatz aufniedrige Temperaturen beschränkt [3].Neben Molybdändisulfid werden auchzunehmend amorphe Kohlenstoff-schichten (DLC) als Trockenschmier-stoffschichten untersucht. Gründe dafürsind die ebenfalls sehr niedrigen Reib-koeffizienten gegenüber Metallen unddie geringe Adhäsionsneigung [4]. Oxi-de sind insbesondere wegen ihrerHochtemperaturstabilität von Interes-se. Die oxidischen Substanzen bildenkeine ausgeprägten Schichtgitter [5],sondern haben fast immer ionische undkovalente Bindungen. Die bei Raum-temperatur nicht besonders niedrigenReibkoeffizienten nehmen bei höhe-ren Temperaturen deutlich ab. Unterden borhaltigen Hartstoffen wird Bor-carbid (B4C) als vielversprechendes Ma-
terial für Werkzeuge gesehen [6]. Auf-grund der geringen Zähigkeit und derOxidation oberhalb 500°C ist die An-wendung jedoch eingeschränkt. Ein Lö-sungsansatz ist die Implantation vonStickstoffatomen, die im Gefüge zu he-xagonalem Bornitrid (h-BN) mit rei-bungsmindernder Wirkung reagieren.
Im Rahmen des Gesamtprojekts er-folgt eine Einteilung der geeignet er-scheinenden Schmierstoffsysteme in vierSchichtklassen. Bei drei Schichtklassenliegen jeweils chemische Verbindungenentweder mit den Elementen Schwefeloder Selen, mit Sauerstoff oder mit Koh-lenstoff vor. Die vierte Gruppe behandeltMaterialien, die Bor- oder Siliciumge-halte aufweisen.
Die Beschichtungen werden auf ver-schiedene Substrate abgeschieden undfür das jeweilige Bearbeitungsverfahrenoptimiert. Eine Qualifizierung der Schich-ten erfolgt mit Bearbeitungstests. DieUntersuchungsergebnisse werden zumZweck der Schichtoptimierung kontinu-ierlich an die Schichtentwickler weiter-geleitet. Beschichtete Werkzeuge, die beiden Feldtests die Kriterien erfolgreicherfüllen, werden bei den Endanwendernin der Produktion eingesetzt.
Am Institut für Produktionstechnikund Spanende Werkzeugmaschinen(PTW) der TU Darmstadt werden imRahmen des Verbundprojektes die neuentwickelten Schichten bei verschiede-nen Bohrbearbeitungen in hochfestemKugelgraphitguss GGG70 und vergü-tetem Stahl Ck45 getestet. Bei der Tro-ckenbearbeitung von Grauguss wirkenschon die vorhandenen Graphitein-schlüsse reibungsmindernd. Die hohe
Zugfestigkeit des verwendeten GGG70(770 N/mm2) führt jedoch zu hohenmechanischen und thermischen Belas-tungen der Schneide. Der eingesetzteStahlwerkstoff Ck45 ist vergütet underreicht eine Zugfestigkeit von 900N/mm2. In beiden Bearbeitungsfällenkommt ein Vollhartmetall-Wendel-bohrer (K20 bis K30) mit einem Durch-messer von 6 mm zum Einsatz. DieWerkzeuggeometrie wurde speziell andie Trockenbearbeitung angepasst.Neben einer optimierten Schneidenge-ometrie zur Reduzierung der entste-henden Schnittkräfte und damit derZerspanungstemperaturen verringerteine starke Verjüngung des Werkzeugs(0,3%) die Reibung der Führungsfasenan der Bohrungswand.
TiAlN-Beschichtungensind thermisch belastbarBei der Bearbeitung in GGG70 werden
18 mm tiefe Sacklochbohrungen ein-gebracht. Die Schnittparameter mit 80 m/min Schnittgeschwindigkeit bei0,35mm Vorschub entsprechen den heu-tigen Werten beim Nassbearbeiten. Bild2 zeigt das Verschleißverhalten von dreiunterschiedlich beschichteten Werkzeu-gen. Die TiAlN-Beschichtung repräsen-tiert den heutigen Stand der Technik inder Trockenzerspanung mit erhöhterTemperaturbelastung. Die maximaleVerschleißmarkenbreite von 300 µmwurde bereits nach 4,5 m erreicht. AlsTrockenschmierstoffbeschichtungen ka-men die Systeme einer TiN Hartstoff-schicht mit MoS2-Toplayer und eine neuentwickelte TiAlN-Al2O3-Multilayer-Schicht (PVD, 1000HV0,05, 40 Lagen)
39
Masch
inenm
arkt
·34
/200
1
MM
PVD-/CVD-Trockenschmierstoffschichten
Schichtentwickler
DaimlerChrysler
AGEifeler
WerkzeugeGmbH
FraunhoferGes.-IST
Widia GmbH
EuromatGmbH
IfW, RWTHAachen
Robert BoschGmbH
Siemens AG
FraunhoferGes-ISW
Metaplas IononGmbH
Robert BoschGmbH
Roth & RauGmbH
CemeConGmbHDaimlerChrysler
AGFraunhoferGes.-ISTWalter AG
ipl.GhK Kassel
PTU,TU Darmstadt
PTW,TU Darmstadt
wbk,Uni Karlsruhe
Testinstitute
BMW AG Siemens AG Robert BoschGmbH
DaimlerChryslerAG
Endanwender
Sulfide undSelenide
Oxide Kohlenstoff-systeme
Boride undSilizide
Bild 1: Teilnehmer des Projektes „Verschleißfeste PVD-/CVD-Trocken-schmierstoffschichten für die umweltschonende und innovative Fertigung“.
zum Einsatz. Die reibungsminderndenBeschichtungen zeigen den ersten Ver-schleiß nach einem Vorschubweg von 1 m. Mit der MoS2-Toplayer-Schichtkonnte der theoretische Standweg von4,5 auf 7,2 m gesteigert werden. Bei derTiAlN-Al2O3-Multilayer-Schicht ist nacheinem hohen Anfangsverschleiß der Ver-schleißfortschritt bis zu einem Vorschub-weg von 15 m auffallend niedrig. Durchdas überlegene Verschleißverhalten derOxidschicht wird die maximale Ver-schleißmarkenbreite erst nach 16,2 mVorschubweg erreicht.
Um die Prozessstabilität bei der Be-arbeitung mit der TiAlN-Al2O3-Multi-layer-Schicht zu beurteilen ist dieKenntnis des Verlaufes von Vorschub-kraft und Bohrmoment über der Ein-griffszeit maßgeblich (Bild 3). Die Vor-schubkraft folgt einem Idealverlauf. DasBohrmoment zeigt einen leichten An-stieg mit zunehmender Bohrtiefe. Kurz-zeitige Momentenerhöhungen (Spitzen-
werte) sind nicht erkennbar. Bei einer Tro-ckenbearbeitung mit diesen Technolo-gieparametern ist die Prozessstabilitätüberdurchschnittlich hoch.
Trockenbearbeitungist wirtschaftlichIn vergüteten Stahl Ck45 werden 18
mm tiefe Sacklochbohrungen mit einerSchnittgeschwindigkeit von 85 m/minbei 0,2 mm Vorschub ohne Verwendungvon Kühlschmierstoff eingebracht. DieseSchnittparameter entsprechen den heu-tigen Werten der Nassbearbeitung. DenVerschleißfortschritt bis zum Erreichender maximalen Verschleißmarkenbreitevon drei unterschiedlich beschichtetenWerkzeugen zeigt Bild 4. Bei einem Vor-schubweg von 4 m steigt der Verschleißdes TiN/MoS2-beschichteten Werk-zeugs rapide an bis zum Erreichen dermaximalen Verschleißmarkenbreitevon 300 µm. Ein reduzierter Ver-schleißgradient nach dem Anfangsver-
schleiß und damit ein maßgeblich ge-steigerter Werkzeugstandweg errei-chen die TiAlN- und die neuentwickel-te TiAlBN-(PVD, 1000HV0,05, Mono-layer-)Beschichtung. Den besten Stand-weg mit 13,8 m erreicht die TiAlN-Be-schichtung. Auch die neu entwickelte Ti-AlBN-Beschichtung erreicht mit 10,8 mVorschubweg bis zum Erreichen dermaximalen Verschleißmarkenbreitepraxistaugliche Werte. Zusätzlich zeigtdie TiAlBN-Beschichtung bei ausrei-chender Härte einen deutlichen rei-bungsmindernden Effekt. Diese Cha-rakteristik hat einen Einfluss auf denVerlauf von Vorschubkraft und Bohr-moment über der Eingriffszeit. Be-sonders ein Vergleich der maximalenund der über die Eingriffszeit gemittel-ten Vorschubkräfte zeigt deutlich diereduzierten Belastungen bei der Bear-beitung mit TiAlBN im Vergleich zu Ti-AlN (Bild 5). Dies wirkt sich positiv aufdie Bohrungsqualität, das heißt auf dieOberflächengüte und die Geometrieder Bohrung aus.
Am Ende der Projektlaufzeit werdendie neu entwickelten Werkzeugbeschich-tungen eine Möglichkeit eröffnen, zu-künftig die Trockenbearbeitung auf neueAnwendungsgebiete auszuweiten. Diesist ein weiterer Schritt zur Etablierungökonomischer und ökologischer Ferti-gungsprozesse.
Literatur:[1] Kammermeier, D.: Werkzeuglösungen für die Trockenbe-
arbeitung. VDI-Z Special Werkzeuge 5/2000), S. 24–27.[2] Rechberger, J., und R. Dubach: Soft physical vapor depo-
sition coatings – a new coating family for high perfor-mance cutting tools. Surface and Coating Technology.60/1993, p. 584–586.
[3] Holmberg, K.: A concept of friction mechanisms of coatedsurfaces. Surface and Coating Technology 56/1992, p.1–10.
[4] Murakawa, M., N. Koga, und T. Kumagai: Deep-drawingof aluminium sheets without lubricant by use of diamond–like carbon coated dies. Surface and Coating Technology76,77/1995, p. 553–558.
[5] Wäsche, R., und K.-H. Habig: Physikalisch-chemischeGrundlagen der Feststoffschmierung. BAM-Forschungs-bericht 158. Bremerhaven: Wirtschaftsverlag NW 1989.
[6] Yu, N., R. Romero-Borja, und Z. H. Zhang: Formation ofboron nitride and boron carbide composite by nitrogenimplantation at elevated temperature. Applied PhysicsLetters 63/1993, p. 1643–1645.
40
Masch
inenm
arkt
·34
/200
1
MM
WERKZEUGE
Zusatzinformationen im Internet:
Institut für Produktionstechnik undSpanende Werkzeugmaschinen
Allgemeines über Werkzeug-beschichtungen
Praxisberichte
Berichte über Verbundprojekte
maschinenmarkt.de
18m14121086420
max
imal
e V
ersc
hlei
ß-
mar
kenb
reite
VB
max
350
300µm
250
200
150
100
50
0
Vorschubweg Lf
TiAINTiN/MoS2
TiAIN-Al2O3
4
2
0Boh
rmom
ent M
Z
Vor
schu
bkra
ft F
Z
Bearbeitungs-zeit t
700
350
01,5 210,5
8
6Nm N
1400
1050FZ MZ
Bild 2: Verschleißverhalten von dreiunterschiedlich beschichteten Werk-zeugen.
Bild 3: Verlaufe von Vorschubkraftund Bohrmoment über der Eingriffs-zeit.
18m14121086420
max
imal
e V
ersc
hlei
ß-
mar
kenb
reite
VB
max
Vorschubweg Lf
250
200
150
100
50
0
350µm300
TiN/MoS2
TiAIBNTiAIN
Bild 4: Verschleißfortschritt vondrei unterschiedlich beschichtetenWerkzeugen bis zum Erreichen dermaximalen Verschleißmarkenbreite.
Bild 5: Verlauf der Vorschub-kräfte von unterschiedlichbeschichteten Werkzeugen.
Sicherheit und KennzeichnungMit 500 Seiten so stark wienie zuvor ist der neue Seton-Katalog (Herbst/Win-ter 2001) zu den Themen Si-cherheit und Kennzeichnung.Über 1000 neue Produkteoptimieren das klar struktu-rierte Programm, das dentäglichen Betriebsablauf si-cherer und einfacher macht.Zu den Neuheiten zählt zumBeispiel die Gasmelde-Watch. Dieses Gas-Warnge-rät wird wie eine Uhr am Kör-per getragen und alarmiertim Gefahrfall durch optischeund akustische Signale. Zu er-halten ist der Katalog unterTel. (08 00) 0 85 35 37 beiNennung der Aktionsnum-mer P232.
Technik. Der Katalog enthältein alphabetisches Verzeich-nis und ein Bildverzeichnis.Die vier Hauptteile sind Zy-lindern und Zubehör, Wege-ventilen und Druckschaltern,Wartungseinheiten und Zu-behör sowie Verbindungenund Schläuchen gewidmet. Mädler GmbH, 70573 Stuttgart, Tel. (07 11) 7 20 95-0, Fax (07 11) 7 20 95-33, [email protected], www.maedler.de
Mechanische LineareinheitenDas vollständige Linearach-senprogramm der Neff An-triebstechnik Automation istjetzt im neuen Wiesel-Ge-samtkatalog erhältlich. Darinfindet der Konstrukteur alleLinearachsen übersichtlichsortiert nach Zahnriemen-und Kugelgewindetrieb. Auchdie Produktneuheiten der Powerline 370 und ZRT so-
wie das komplette Zubehör-programm sind enthalten.Abgerundet wird das Ange-bot jetzt durch die Angabevon Tragzahlen. Jedem Inte-ressenten steht die Planungs-und AuslegungssoftwareWiesel-Manager zur Verfü-gung.Neff Antriebstechnik AutomationGmbH, 71111 Waldenbuch, Tel. (0 71 57) 1 24-0, Fax (0 71 57 ) 40 98, [email protected]
Katalog für PneumatikelementeSeine Pneumatikelementehat Mädler in einem über 80Seiten starken Katalog zu-sammengestellt. Maße undsonstige Angaben entspre-chen dem jetzigen Stand der
Die Materialbearbeitung mit der Laser-strahltechnologie hat sich in jüngster Ver-gangenheit zunehmend durchgesetzt.Im Zuge der verstärkten Marktdurch-dringung haben sich auch automatisier-te Systeme für die Qualitätssicherung(QS) verbreitet, und zwar speziell bei den
Fertigungsverfahren Bohren, Schneidenund Schweißen. Dabei sind unterschied-liche Schwerpunkte und Zielsetzungenmaßgeblich: c Beim Bohren geht es um die Erhöhungder Prozesssicherheit, wodurch sich dieHauptzeit verringert. c Beim Schneiden ermöglicht eine Erhö-hung der Prozesszuverlässigkeit einenpersonaleffizienten Anlagenbetrieb so-wie die Steigerung der Prozessgeschwin-digkeit durch Arbeiten an den Prozess-grenzen. Ein Blick in die Praxis zeigt, dassbeides bisher nur ansatzweise realisiertwurde. Das volle Potenzial wird nichtausgeschöpft. c Beim Schweißen steht die Qualitätssi-cherung im Sinne der Vermeidung derLieferung von Ausschussware an denKunden im Vordergrund. Gleichzeitig er-
42
Masch
inenm
arkt
·34/
2001
MM
SCHWEISSTECHNIK
Automatisierte Qualitätskontrollebeim LaserstrahlschweißenQualität produzieren unddiese prüfen, das sind zweizentrale Zielsetzungenbeim Betrieb von Anlagen.Heutige Qualitätssiche-rungssysteme erfüllen dieseAnforderungen. So lassensich mit dem SensorsystemPlasmo beim Laserstrahl-schweißen online Fehler inder Naht feststellen. Zudemermöglicht das Diagnose-system das Auffinden siche-rer Bearbeitungsparameter.
Mit einem Sensor-system lassen sichSchweißfehler wäh-rend des Prozesseserkennen.
Bild
: Ver
fass
er
geben sich Umwegrentabilitäten: Redu-zierung von Reklamationskosten undDokumentation der Bearbeitungsergeb-nisse.
Aus heutiger Sicht liegt der Schwer-punkt in der Umsetzung eindeutig beimSchweißen. Diese Entwicklung kommtnicht zufällig zustande. Sie ist die Reak-tion auf die ISO 9001/VDA 6-4, die Lie-feranten zur Einführung und Umsetzungvon QS-Systemen zwingt.
Die erzielbare Geschwindigkeit, dieguten Materialeigenschaften aufgrundder geringen Wärmebeeinflussung derzu fügenden Werkstoffe und die guteAutomatisierbarkeit machen das Laser-strahlschweißen zu einer mehr als at-traktiven Alternative. Die Wirkzusam-menhänge dabei sind komplex. Insge-samt lassen sich dabei die drei Themen-kreise Energieeinkopplung, Laser-Plas-ma-Wechselwirkung und Schmelzbad-dynamik analysieren. In Bild 1 sind die-se Wirkzusammenhänge grafisch veran-schaulicht.
Prozessinstabilitätenführen zu SchweißfehlernDer Schweißprozess mit Laserstrah-
lung verfügt über eine hohe Eigendyna-mik. Diese kann zu Prozessinstabilitätenund somit zu Schweißfehlern führen. Inden Bildern 2 und 3 sind die Auswirkun-gen der Prozessinstabilitäten grafischdargestellt. Aus dem Ursache-Wirkung-Zusammenhang in Bild 3 erkennt man,dass es durch Einschnürung des Dampf-kanals im Schmelzbad zu einer Aufblä-hung der Dampfkapillare kommt. Da-durch können unterschiedliche Schweiß-fehler wie Poren, Auswurf und ausge-zackte Nahtwurzeln entstehen.
Wesentliche Punkte für eine erfolgrei-che Einführung des Laserstrahlschwei-ßens sind: c Bauteilvorbereitung: Das Laserstrahl-schweißen erfordert einen technischenNullspalt, weil das eigentliche Schweiß-werkzeug, der fokussierte Laserstrahl, le-diglich 0,2 bis 0,5mm Durchmesser auf-weist. Hier sind hohe Anforderungen andie Parallelität der Fügekanten zu stel-len. Gleichzeitig ist der Sauberkeit be-sondere Beachtung zu schenken. Ver-schmutzungen wie Schmiermittelrestevom Beschnitt oder Rückstände der span-abhebenden Bearbeitung führen in derRegel zu einem instabilen Schweißpro-zess.c Spanntechnik: Sie dient der Fixierungder zu fügenden Elemente. Dabei ist si-cherzustellen, dass sich die Bauteile ander richtigen Position befinden und dieFügespalttoleranzen eingehalten wer-den.c Materialfluss: Hier ist ebenfalls erhöh-
te Sorgfalt gefordert. Die fertigen undsauberen Kanten dürfen durch die Mate-rialflusssysteme weder systematischnoch zufällig beschädigt werden.c Prozessparameter: Das Einstellen vonstabilen Prozessparametern erfordertumfangreiches verfahrenstechnischesKnow-how. Auf Grund ihrer Vielfaltgleicht das Einstellen stabiler Prozesspa-rameter einer komplexen Optimierungs-aufgabe. Der Know-how-Transfer von
den Prozessentwicklern zu den Anlagen-bedienern im Mehrschichtbetrieb erfor-dert daher umfangreiche Schulungs-maßnahmen. Hier können Hilfsmittel fürdie objektive Prozessvisualisierung dieEinarbeitungszyklen deutlich verkürzenund zwangsläufig auftretende Unter-schiede in den Prozessparametern zwi-schen den einzelnen Anlagenbedienernminimiert werden. Automatisierte Qua-litätssicherungssysteme setzen an unter-
43
Masch
inenm
arkt
·34
/200
1
MM
Schmelzbad-Dynamik
Laser/Plasma-Wechselwirkung
Energie-Einkopplung
Bild 1: Wirkzusammen-hänge beim Laser-strahlschweißen.
Humping
B=0
B=0
BVM
B
Einbrand-kerben,Nagelkopf
Bild 2: Auswirkungen derSchmelzbaddyna-mik beim CO2-La-serschweißen miteiner Leistungvon 7 kW und ei-ner Geschwindig-keit von 16m/min (Fokus-durchmesser 0,6mm, magnetischeInduktion B 0,3 T,Humping: zykli-sches Pumpen derSchmelze).
Pore
a
b
Auswurf
Einschnürung
Aufblähungder Dampf-kapillare
Ausge-zackteNaht-wurzel
Bild 3: Fehlerarten aufgrund der Schmelzbaddynamik mit Ursache (a) und Wirkung (b).
Bild 4: Fasereinkoppelung für dasPlasmo-Diagnosesystem.
schiedlichen Stellen im Fertigungsprozessan. Einerseits überwachen sie die Aus-gangsparameter, zum Beispiel bei derVermessung der Bauteilkanten oder desFügespaltes. Andererseits kann auch derSchweißprozess, die Schweißnaht undselbst das Bauteil nach der Schweißungbegutachtet werden. Folgende Prüf- undVermessungsaufgaben werden durch diesteigenden Qualitätsansprüche der Kun-den immer mehr gefordert. c Den Prozess selber online überwachen(zum Beispiel Plasmamonitoring).c Geometrische Bauteilkriterien mittelsBildverarbeitung online und offline be-stimmen.c Metallurgische Kriterien wie Risse undPoren, die in der Erstarrung entstehen,mittels klassischer zerstörungsfreierBauteilprüfmethoden (Wirbelstrom,Ultraschall, Röntgen) sowie zerstörenderPrüfung feststellen.
c Anlagenparameter online und offlineüberwachen.
Die 100-prozentige Kontrolle, mit derein Analysesystem alle möglichen Krite-rien untersucht, kann es nicht geben – dieKriterien sind zu unterschiedlich. Ebensosind der Kombination von unterschied-lichen Geräten Grenzen gesetzt: die Kos-ten explodieren und die Fehlerrate steigtaufgrund von so genannten Look-alike´s.
Digitale Signalprozessorenerhöhen die RechenleistungSo werden Signale bezeichnet, die sich
zwar wie ein Fehlersignal verhalten, aberkeinen Fehler erzeugen. Derartige Sig-nalverläufe treten bei allen Technologienauf, so dass sie beim Einsatz mehrererTechnologien zu einer Addition der Fehl-auswürfe führen. Während die erste Ge-rätegeneration für Plasmamonitoring innicht unerheblichen Maße über analoge
Auswerteelektronik verfügte (Parame-trierungen waren kaum möglich) und dieElektronik nicht immer den Anforde-rungen der Industrieumgebung gerechtwerden konnte, sind heutige Systemeauf Robustheit und Präzision hin deutlichweiterentwickelt worden. Dennoch wirddie Leistungsfähigkeit gerne unter-schätzt. Es zeigt sich jedoch, dass Sen-sorsysteme – vorausgesetzt sie verfügenüber einsatzadäquate Algorithmen – alseinzige einen Doppelnutzen bieten: Sieprüfen den Prozess nicht nur hinsichtlichfehlerhafter Stellen in der Schweißnaht,sondern liefern gleichzeitig einen Beitragzur Verbesserung der Prozessstabilitätund dadurch zur Steigerung der Pro-duktivität. Der Nutzen besteht darin,dass der Bediener ein stabiles Prozess-fenster schnell und zuverlässig findet. Mitanderen Worten: Ihr Einsatz führt zuProduktivitätssteigerungen, womit sichder Investitionsaufwand rasch amor-tisiert.
Qualitätssicherungssysteme der zwei-ten Generation zeichnen sich durch fol-gende charakteristische Merkmale aus: c Robustheit: Die Hardware ist EMV-ge-prüft und gegen sämtliche Einflüsse in In-dustrieumgebungen geschützt. Die Soft-ware setzt nicht auf PC-Basis auf, son-dern verfügt mit digitalen Signalprozes-soren über eine höhere Rechenleistungbei deutlich stabilerem Betriebsverhal-ten. Rechner mit digitalen Signalprozes-soren haben kein Betriebssystem imklassischen Sinne und sind daher auf-grund der geringen Programmgröße we-niger fehleranfällig (absturzfrei). c Performance: Eine schnelle Elektronikschafft Genauigkeit in der Datenerfas-sung und Berechnung. Stabile und leis-tungsfähige Algorithmen in der Auswer-tung sorgen für genaue Fehlererkennungund schleusen fehlerhafte Teile in Echt-zeit aus. Hierbei werden komplexe cha-rakteristischere Signalverläufe abgelegtund zur Auswertung herangezogen. c Bedienung: Die zweckdienliche Visua-lisierung ermöglicht eine Online-Pro-zess-Diagnose. Prozessparameter kön-nen so leicht optimiert werden, bis einstabiles Prozessfenster gefunden wurde.Die Integration in die Fertigungsumge-bung erfolgt einfach und schnell sowieohne teure und empfindliche Sensoren inder Nähe des Schweißprozesses. c Service: Online-Service per Internet iststate of the art. Sobald die Systeme übereinen entsprechend geschützten Inter-netanschluss verfügen, werden diese on-line und in Echtzeit optimiert. Gleichgül-tig, wo sich der Kunde befindet. Trotz die-ser Möglichkeiten stellt die Schulung ei-nen wesentlichen Erfolgsfaktor dar. Sieschärft das Auge der Bediener und sorgt
44
Masch
inenm
arkt
·34
/200
1
MM
SCHWEISSTECHNIK
Sen
sors
igna
l
Ordnungsnummer des Datums
2,5x104
2
1,5
1
0,5
0350030002500200015001000500
Bild 5: Detektion einerPore im Innerender Schweißnaht.Blau: Si-Signal imSichtbaren; Grün:gefiltertes Licht;Gelb: berechneteadaptive Schwellezur Porenerken-nung; Rot: Aus Gelbberechnete Hüllkur-ve zur Fehleraus-wertung, Ordnungs-nummer = Abtast-zeitpunkt.
5x10443,532,521,510,5Ordnungsnummer des Datums
Sen
sors
igna
l 1,5
1
0,5
0
1042,5
2
Bild 6: Erkennung unter-schiedlicher Fo-kuslagen mit Hil-fe des Plasmo-Signals.Blau: Si-Signal im Sichtbaren; Gelb: berechnete adaptive Schwelle zur Fokuslage-erkennung. Alle anderen Signale sind für die Fokuslageerkennung irrelevant, Ord-nungsnummer = Abtastzeitpunkt.
dafür, dass der Nutzen für den Betreiberoptimiert wird.
Praxis und Erfahrung zeigen es ein-deutig: Noch zu selten wird die Einfüh-rung von automatisierten Qualitätssi-cherungssystemen wirklich professionellbetrieben. Man kaufe ein QS-System,schließe es an und habe 100-prozentigeTeile: Schön wärs, aber leider sieht dieWirklichkeit anders aus. Der Lieferantmuss den Nachweis erbringen, dass erdie Qualität, die er seinem Kunden zu-gesagt hat, auch erbracht hat. Nach gül-tiger Rechtslage trifft die Nachweispflichtden Anlagenbetreiber, der in der Regelder Teilelieferant ist. Somit wird die Ein-führung von automatisierten Systemenzur Qualitätssicherung zu einem Projektmit nicht unerheblichen Aufwand. Dennimmerhin gilt es, den Nachweis zu er-bringen, dass ein Bauteil in der Serie mitvier, zehn oder 500 ppm Restfehlerhäu-figkeit geliefert wird. Im ungünstigen Fallführt es dazu, dass bis zu 1,5 MillionenBauteile parallel konventionell undautomatisiert zu prüfen sind.
Optimierungswerkzeugfür den AnlagenbedienerDas QS-System Plasmo eignet sich im
Online-Betrieb zur Detektion einer gro-ßen Anzahl von Fehlerarten. Quantitativgut erkennbar sind Poren, Porosität, Lun-ker (Bild 5), Porenzeilen, Porennester,Spritzer, Nahtunterwölbung mit Wurzel-rückfall, Nahtunterwölbung mit Wurzel-durchhang, eine nicht durchgeschweißteWurzel und Bindefehler. Qualitativ er-kennbar sind Nahtüberhöhung mit Wur-zeldurchhang, Kantenversatz und Rand-kerben.
Das QS-System Plasmo hat sich in derPraxis auch als hervorragendes Optimie-rungswerkzeug für den Anlagenbedie-ner qualifiziert. Durch die Vielzahl vonParametern, die für die Qualität bei derLasermaterialbearbeitung ausschlagge-
bend sind, ist ein entsprechender Schu-lungsaufwand erforderlich. Darüber hin-aus muss der Anlagenbetreuer durch in-tensive Arbeit an der Laseranlage dienotwendige Erfahrung sammeln. JedesSystem, das hier den Anlagenbedienerbei der Einschulung und im Betrieb dienotwendigen Informationen liefert, kanndiesen Prozess deutlich beschleunigenund Störungen rechtzeitig erkennen hel-fen.
Genau hier bietet das Plasmo-Dia-gnose-System Unterstützung. Bei allenAnwendungen hat sich gezeigt, dass dieAnlagenbetreuer ihren Prozess rascherin den Griff bekommen und zusätzlichnoch viele Informationen erhalten, wiesie den Prozess noch weiter optimierenkönnen. In Bild 6 ist ein Beispiel darge-stellt, wie der Anlagenbediener mit Hil-fe des Plasmo-Signals unterschiedlicheFokuslagen schnell erkennen kann. DieFokuslage hat in der Praxis unterschied-liche Auswirkungen beispielsweise aufdie Qualität der Schweißnaht, die Ein-schweißtiefe oder auf Änderungen in derSchweißnahtgeometrie.
Die Prozessdiagnostik der zweiten Ge-neration (Plasmo) bietet dem Anbietermehrfachen Nutzen. Über die Prüfungder Bearbeitungsparameter hinaus er-möglichen sie das zuverlässige Auffindensicherer Bearbeitungsparameter. Anla-genhersteller reduzieren damit ihre In-betriebnahmekosten und Anlagenbe-treiber erreichen eine konstantere Pro-duktqualität. Die Beobachtung der An-lagenparameter mit kalibrierten Mess-geräten steckt zur Zeit mangels Verfüg-barkeit solcher Geräte noch in den Kin-derschuhen. Es ist jedoch absehbar, dasssich der Nachweis konstanter Betriebs-parameter sichtbar vereinfachen wird.
Die Vorteile dieser Technologie ma-chen diese Messgeräte über das Laser-strahlschweißen hinaus interessant. DieAusdehnung der Nutzung auch auf kon-ventionelle Schweißverfahren steht be-reits vor der Tür. Die Incision LasertecGmbH, Wien, hat die Entwicklung vonPlasmo gemeinsam mit dem F&E-Part-ner Forschungszentrum Seibersdorfdurchgeführt und wird auch in Zukunftdie Weiterentwicklungen mit dem For-schungszentrum angehen. MM
45
Masch
inenm
arkt
·34
/200
1
MM
Zusatzinformationen im Internet:
Österreichisches Forschungs-zentrum Seibersdorf
Incision Lasertec
Plasmo-Diagnosesystem
maschinenmarkt.de
Bild
er: 1
bis
3 IF
SW S
tutt
gart
, 4 b
is 7
Ver
fass
er
Bild 7: Eine schnelle Elektronik schafftGenauigkeit in der Datenerfassung undBerechnung.
Es gibt eine Vielzahl von verschiedenenSchweißverfahren, um Bauteile dauer-haft miteinander zu verbinden. Proble-matisch ist jedoch, dass je nach Verfahrenim Schweißbereich ein mehr oder weni-ger inhomogenes Gefüge entsteht.Außerdem kann die beim Schweißen ein-gebrachte Wärmeenergie in den Werk-stücken einen sehr großen Wärmeverzugverursachen. Für hochbeanspruchte Prä-zisionsteile, aber auch für Teile aus unter-schiedlichen und hochschmelzendenMetallen sind daher die meistenSchweißverfahren ungeeignet. Ideal fürsolche Fälle ist häufig das Elektronen-strahlschweißen. Es eignet sich gleicher-maßen zum Verschweißen von zentime-terdicken Stahlplatten wie von sehr klei-nen Teilen.
Das Elektronenstrahlschweißen kamin den 50er Jahren auf. Es beruht darauf,dass in einem Vakuum ein durch elektri-sche oder magnetische Felder gesteuer-ter, scharf gebündelter Elektronenstrahlauf einen metallischen Werkstoff trifft.Die Energie der mit Zweidrittel der Licht-geschwindigkeit fliegenden Elektronenwird dabei in Wärme umgewandelt undschmilzt den Werkstoff auf. Wegen derfeinen Strahlabmessungen ist der ther-misch beeinflusste Bereich zum einen
sehr schmal, zum anderen kann derStrahl wegen seiner hohen Energiedich-te tief in den Werkstoff eindringen. Dieshat eine minimale Wärmeeinbringungzur Folge und erlaubt ein verzugsarmesSchweißen auch an fertigbearbeitetenTeilen.
Ein weiterer Vorteil dieser Art derEnergiezuführung liegt darin, dass sichauch Werkstoffe mit sehr hohemSchmelzpunkt wie Wolfram, Molybdänund Tantal sowie unterschiedliche Metal-le miteinander verbinden lassen. Weildas Schweißen im Vakuum erfolgt, kön-nen keine Verunreinigungen in dieSchmelze gelangen. Nicht zuletzt lassensich die Schweißparameter so genausteuern, dass eine hohe Reproduzierbar-keit und somit eine gleichbleibend hoheSchweißqualität garantiert ist.
Zu den renommierten Anwendern desElektronenstrahlschweißens gehört dieSwiss Beam AG aus dem schweizerischenSchlieren, die für verschiedene Auftrag-geber aus dem Maschinen- und Werk-zeugbau, der Automobilindustrie, derMedizintechnik und aus Forschung undEntwicklung arbeitet. Sie betreibt eineder modernsten Elektronenstrahl-schweißanlagen der Schweiz (Bild 1).
Die Muttergesellschaft, die H. A.Schlatter AG, ist ein international füh-render Hersteller von Schweißanlagenfür die Draht, Blech und Profil verarbei-tende Industrie. Die Anlagen arbeitennach dem Prinzip des elektrischen Wider-standsschweißens und benötigen daherzahlreiche stromführende Teile. DieseTeile bewegen sich bei jedem Schweiß-
stromimpuls und müssen daher flexibelund schwingungsfest sein, aber auch beihohen thermischen Belastungen einenzuverlässig guten Kontakt gewähren.Die Strombänder bestehen daher auspaketartig aufeinander gelegten Kup-ferbändern, die an den Enden durchElektronenstrahlschweißen miteinanderverbunden sind (Bild 2). Mit diesem Ver-fahren lassen sich eine große Schweiß-tiefe, eine sehr gute Stromverteilung undeine lange Lebensdauer der Schweiß-stelle erreichen. Die positiven Erfahrun-gen mit derartigen Stromführungen ha-ben dazu geführt, dass auch andere Her-steller von Stromzuführungen bei SwissBeam fertigen lassen.
Thermische Einwirkungenmüssen vermieden werdenInzwischen stammen gut 70% des Auf-
tragsvolumens von auswärtigen Auf-traggebern. In jedem Fall ist ein hohesMaß an Schweißqualität verlangt. EinAuftraggeber lässt bei Swiss Beam zumBeispiel Drucksensoren bearbeiten. Die-se zu Überwachungsaufgaben einge-setzten Präzisionsgeräte sind gegenübermechanischen und thermischen Einwir-kungen sehr empfindlich und könnendeshalb mit anderen Verfahren nicht ge-schweißt werden.
Bei einer anderen Applikation werdenein Zahnkranz und eine Scheibe zu Zahn-rädern für die Motoren von Formel-1-Rennwagen zusammengeschweißt.Durch das Schweißen dürfen weder diemechanischen Eigenschaften der 4 mmdicken Komponenten noch deren Eben-
46
Masch
inenm
arkt
·34
/200
1
MM
SCHWEISSEN
Präzisionsteile werden verzugsarmmit dem Elektronenstrahl geschweißtMit dem Elektronenstrahlkann eine hohe Energie ge-zielt in ein Werkstück einge-bracht werden. Beim Schwei-ßen führt dies zu einer mini-malen Wärmeeinflusszoneund geringem Verzug. Be-sonders bei Bauteilen, diegegenüber thermischen Ein-wirkungen sehr empfindlichsind, kommt deshalb dasElektronenstrahlschweißenzum Einsatz.
Konrad Dengler ist Fachjournalist für Werkstofftechnik,91091 Großenseebach, Tel. (0 91 35) 39 90, Fax (0 9135) 6982, kdengler@t-online. Weitere Informationen:Swiss Beam AG, Elektronenstrahl-Schweisstechnik, CH-8952 Schlieren, Tel. (00 41-1) 7 32-78 91, Fax (00-41-1) 7 32-78 02, [email protected]
KONRAD DENGLER
Bild 1: Diese 150-kV-Elektronenstrahl-Schweißanlage hat eine Leistung von 15 kW.Ihr Arbeitsraum ist 1000 mm 3 800 mm 3 700 mm groß.
heit beeinträchtigt werden. Bereits eindurch die Wärmeeinbringung verursach-ter minimaler Verzug würde das Zahn-rad unwuchtig und damit unbrauchbarwerden lassen, Festigkeitsänderungenhätten katastrophale Folgen. Deshalbkommt auch in diesem Fall nur dasElektronenstrahlschweißen als technischund wirtschaftlich optimales Verbin-dungsverfahren in Betracht.
Werkstoffkombinationenlassen sich schweißenMit dem Elektronenstrahlschweißen
lassen sich aber auch Zweistoff-Verbin-dungen herstellen, beispielsweise kön-nen Komponenten aus CrNi-Stahl mit ei-nem anderen Stahl oder mit Kupfer ver-schweißt werden. Dabei legt man vordem Schweißen zwischen die beidenWerkstücke eine Nickel-Folie. Eine derar-tige Werkstoffkombination ist mit ande-ren Schweißverfahren praktisch nicht füg-bar, vor allem, wenn es sich um Präzi-sionsteile handelt und wirtschaftlicheGesichtspunkte zu beachten sind. Zudemist es möglich, Komponenten mit starkunterschiedlicher Masse miteinander zuverschweißen, oder Komponenten, die
eine sehr hohe Schmelztemperatur ha-ben und eine inerte Schweißumgebungbenötigen (Bild 3).
Eine weitere Anwendungsmöglichkeitdes Elektronenstrahls besteht im par-tiellen Härten. Mit dem energiereichenStrahl lässt sich ein kleiner Oberflächen-bereich des Werkstückes so rasch in dasAustenitgebiet erwärmen, dass sich einsteiles Temperaturgefälle zum Umge-bungsmaterial einstellt. Das kalte Um-
gebungsmaterial schreckt die erwärmteZone nach Abbruch der Energiezufuhr soschnell ab, dass ein Aufhärtungseffektentsteht. Trotz eines minimalen Wärme-verzugs muss die Oberfläche derartigerPräzisionsteile geschliffen werden, um inKombination mit einem geeignetenSchmierstoff optimale Gleiteigenschaf-ten zu erreichen. Damit eignet sich derElektronenstrahl auch zur Wärmebe-handlung von Präzisionsteilen. MM
47
Masch
inenm
arkt
·34
/200
1
MM
Bild 2: Die Stromzuführungen derWiderstandsschweißmaschinen werdendurch Elektronenstrahlschweißen gefer-tigt.
Bild
er: S
wis
s B
eam
Bild 3: Teil eines Reaktionsbehälters ausTantal für die Medizintechnik. Die Ge-windebolzen wurden mit einer Kreis-naht an den Flansch geschweißt.
Der neue Audi A4 gilt nicht nur unterFachleuten als technischer Leckerbissen.Gegenüber dem Vorgängermodell wür-de der „Mehrinhalt“, vor allem zur Er-höhung des Komforts und des Sicher-heitsstandards sowie zur Verbesserungdes Geräusch- und Schwingungskom-forts, je nach Motorisierung rein rechne-risch bis zu 160 kg an zusätzlichem Ge-wicht ausmachen. Hiervon konnten dieIngenieure allerdings im Laufe der Ent-wicklung durch konsequenten Leichtbau110 kg wieder abspecken.
Hinter dieser nüchternen Zahlenanga-be verbirgt sich ein langes, zähes Ringenum zahlreiche Detailverbesserungen mitdem Ziel der Gewichtsverminderung,wobei es im Einzelfall oft nur um weni-ge Gramm ging. Zu den gewichtsmin-dernden Maßnahmen gehört auch dieerstmalige Verwendung von schweißba-rem Druckguss für crashbeanspruchte
Gussknoten in den Türen (Bilder 1 und 2).Sicherheitsfachleute widmen gerade die-sem Bereich große Aufmerksamkeit,denn der Blick auf die Schwere von Un-fallfolgen zeigt, dass es beim Seitenauf-prall auf höchste Effizienz ankommt,weil hier sehr viel Energie auf nur weni-
gen Zentimetern Weg aufgezehrt wer-den muss.
Weil die Konstrukteure bei solchenBauteilen versuchen müssen, soweit wiemöglich an die Grenzen des Machbarenzu gehen, erfolgen derartige Entwick-lungen heute immer mehr in Teams mit
48
Masch
inenm
arkt
·34
/200
1
MM
SCHWEISS TECHNIK
Schweißbarer Aluminium-Druckguss eignet sich für SicherheitsbauteileSchweißbarer Aluminium-Druckguss hat erst vor weni-gen Jahren Eingang in die Se-rienfertigung gefunden. Seinebesonderen Eigenschaftenermöglichen die Kombinationmit Blechen und Profilen für den Einsatz in sicherheits-relevanten Bereichen derKarosserie und des Fahrwerks.Entscheidende Kriterien fürdie Schweißeignung von Alu-minium-Druckguss sind eingeringer Gasgehalt sowie einmöglichst dichtes, porenarmesGefüge im Bereich derSchweißnaht.
Dr.-Ing. Norbert Grov ist im Bereich technische Beratungund Serienvorbereitung bei der DRM Löffler DruckgußGmbH & Co. KG in Gerstungen tätig. Dr.-Ing. Peter Lutzearbeitet in der Forschung und Entwicklung. Dr.-Ing. Hu-bert Koch ist in der Forschung und Entwicklung der Alu-minium Rheinfelden GmbH, Rheinfelden, tätig. WeitereInformationen: Dr. Ing. Norbert Grov, DRM Löffler Druck-guß GmbH & Co. KG, 99834 Gerstungen, Tel. (03 68 22)35-4 50, Fax (03 68 22)35-4 68, [email protected]
NORBERT GROV, PETERLUTZE UND HUBERT KOCH
Bild
: Vol
lrath
Aussehen einer tadel-losen Naht: Die fürSchweißverbindungen vonAluminium typischenbreiten Schweißraupen.
Fachleuten aus allen an der gesamtenProzesskette beteiligten Unternehmen.Im vorliegenden Fall wandten sich dieFahrzeug-Konstrukteure zunächst an dieGießerei, weil man erkannte, dass dieAufgabe bei Verwendung der bisher ein-gesetzten Aluminium-Silicium-Legie-rungen nicht gelöst werden konnte, weildiese nicht genügend Steifigkeit aufwei-sen. Die Gießer zogen wiederum Werk-stoffspezialisten des Aluminiumherstel-lers zu Rate.
Die Wahl fiel dann auf eine Legierungdes Typs AlMg5Si2Mn mit der Bezeich-nung Magsimal 59, die aufgrund ihresMagnesiumgehalts eine erhöhte Steifig-keit aufweist (Tabelle 1). Zu den heraus-ragenden Eigenschaften des Werkstoffszählen hohe Festigkeit und Zähigkeitschon im Gusszustand (Tabelle 2), sodasskeine Wärmebehandlung erforderlich ist,sowie gute Korrosionsbeständigkeit.Besonders wichtig: Bei hohen Verfor-mungsgeschwindigkeiten, wie sie imCrashfall auftreten, steigt die Zähigkeitsogar an. Die Zusammensetzung desWerkstoffs wurde bezüglich bestimmterBestandteile und Zusätze gegenüber derStandardlegierung etwas modifiziert,um ihn auf den vorgesehenen Einsatz-zweck hin zu optimieren.
Um die Eignung dieses Werkstoffs zuprüfen, wurde er zunächst intensiven Er-müdungs- und Korrosionserprobungenunterzogen, bis die Sicherheitsspezialis-ten des Kfz-Herstellers zufrieden waren.Bei diesen Untersuchungen stellte sichunter anderem heraus, dass die Legie-rung so fest ist, dass Gewinde nur bis et-wa 1 3 d geschnitten werden müssen:Danach reißt eher die Eisenschraube ab,als dass die Gewindegänge nachgeben.
Die ganze Prozessketteist entscheidendWeil es schweißbaren Druckguss noch
nicht lange gibt, haben manche Gieße-reien damit noch keine intensiven Erfah-rungen gesammelt. Dadurch kam es injüngster Vergangenheit zu Problemen,so dass bei einigen Konstrukteuren Zwei-fel aufkamen. Dies hieße jedoch, dasKind mit dem Bade auszuschütten. AuchKunststoffe oder Stahlwerkstoffe wie Tai-lored Blanks erfordern spezielle, auf dasMaterial abgestimmte Fertigungsme-thoden, deren Beherrschung erst erlerntwerden musste. Gleichermaßen verlangtauch das Hightech-Material „schweißba-rer Druckguss“ ein entsprechend hohesNiveau an Kontrolle und Beherrschungaller Vorgänge entlang der gesamtenProzesskette. Die Gießerei muss sich ent-sprechendes Know-how aneignen, dennmit dem Vakuum in der Form allein ist esnicht getan, weil damit Fehler zum Bei-
spiel bei der Schmelzebehandlung nichtmehr ausgebügelt werden können.
Entscheidende Kriterien für dieSchweißeignung von Druckguss sind eingeringer Gasgehalt sowie ein möglichstdichtes, porenarmes Gefüge im Bereichder Schweißnaht [1, 2]. Anderenfallskommt es beim Schweißen zur Freiset-zung von Gasen, die zum Teil im erstar-renden Schweißsumpf eingeschlossenwerden und Porosität verursachen. Einedurch stärkere Porosität geschwächteSchweißnaht erreicht nicht die erforder-liche Belastbarkeit, insbesondere beischwingender Beanspruchung.
Die Gasentwicklung beim Schweißenhat drei unterschiedliche Ursachen. Mög-liche Quellen sind zum einen Luft, diedurch Turbulenz beim Gießvorgang in dieSchmelze eingewirbelt und unter hohemDruck in Poren eingeschlossen wurde,zum anderen Gase, die in der Schmelzegelöst waren. Hierzu zählt in erster LinieWasserstoff. Bei diesem ist zu beachten,dass er nicht nur in Poren, sondern auchim Gefüge gelöst sowie chemisch gebun-den in Form von Hydriden, zum Beispieldes Magnesiums, des Siliziums oder desTitans vorliegen kann. Bei der ursprüng-lichen Erstarrung des Gussteils unter ei-nem Druck von rund 1000 bar haben sich
Gleichgewichte gebildet, die beim er-neuten Aufschmelzen bei 1 bar und ho-hen Temperaturen durch den Schweiß-lichtbogen zu einem Effekt führen kön-nen wie beim Öffnen einer unter Druckstehenden Mineralwasserflasche.
Kohlenwasserstoffebeeinträchtigen das SchweißenNicht zuletzt können auch im Guss-
stück eingeschlossene Kohlenwasser-stoffe die Schweißbarkeit beeinträchti-gen. Hierbei handelt es sich in der Regelum Reste von organischen Prozesshilfs-stoffen, mit Kolbenschmierstoff undFormtrennstoff als Hauptquellen. Diese
49
Masch
inenm
arkt
·34
/200
1
MM
Tabelle 1: Chemische Zusammensetzung der Legierung Magsimal 59.Si Fe Cu Mn Mg Zn Ti Ca Na
Tabelle 2: Mechanische Eigenschaften von Magsimal 59 bei verschiedenen Wand-dicken, ermittelt an separat gegossenen Probestäben.Wanddickemm
Streckgrenze Rp0,2N/mm2
Zugfestigkeit RmN/mm2
Bruchdehnung A5%
unter 2 über 220 über 300 10 bis 15
2 bis 4 160 bis 220 310 bis 340 14 bis 18
4 bis 6 140 bis 170 250 bis 320 9 bis 14
6 bis 12 120 bis 145 220 bis 260 8 bis 12
Bild 1: Safety first: Dieser geschweißteVerbund aus Druckgussknoten, Blechenund Profilen ist wesentlicher Bestandteildes Sicherheitskonzepts.
Bild 2: Die Detailansicht der Spiegelbe-festigung zeigt, wie eng sich Gussteileund Profile ergänzen.
Kohlenwasserstoffe sind ein selbst inkleinsten Mengen wirkendes Gift fürden Schweißvorgang, ihr Gehalt imGussteil sollte auf weniger als 0,4 ppmbegrenzt werden. Aus diesem Grundhat man bei der DRM Löffler DruckgußGmbH & Co. KG, Gerstungen, ein eige-nes Organiklabor für die Prüfung vonSchmier- und Formtrennstoffen einge-richtet.
Mit der Zwangsentlüftung der Form,dem so genannten Vakuum-Druckgie-ßen, wird lediglich eine der drei mög-lichen Ursachen für übermäßige Gasbil-dung angegangen, nämlich der Ein-schluss von Luft. Aus den genanntenGründen reicht dies allein jedoch nicht,um schweißbaren Aluminium-Druck-guss mit ausreichender Prozesssicher-heit herzustellen. Erforderlich ist einesorgfältige Auswahl und Behandlungdes Materials, beginnend mit dem Le-gierungseinkauf. Nach dem Einschmel-
zen sind ständige sorgfältige Kontrollenund Pflegemaßnahmen der Schmelze in-klusive Entgasungsbehandlungen unab-dingbar.
Wenn diese Voraussetzungen beach-tet werden und die Gießerei imstande ist,die entsprechende Qualitätssicherungs-philosophie erfolgreich in der Beleg-schaft zu verankern, kann schweißbarerDruckguss auch in großen Stückzahlengefertigt werden. In der DRM-Gießereiin Gerstungen werden zur Zeit insge-samt zehn verschiedene Knotenelemen-te (Bild 3) für die Türen des Audi A4 mitwöchentlich rund 20 000 Gießzyklengefertigt, wobei pro Zyklus bis zu vierGussteile gleichzeitig entstehen (Bild 4).Die Qualitätskontrolle umfasst unter an-derem das Schweißen von Stichprobenunter Worst-case-Bedingungen. Bisherwurden bereits über 1,2 Mio. Gussteileausgeliefert (Bild 5) und beim Kundenproblemlos geschweißt. Inzwischen gibtes weitere viel versprechende Entwick-lungen im Bereich Fahrwerksteile undsogar Felgen.
Literatur [1] Lutze, P.: Gasgehalt und Schweißeignung von Aluminium-
Druckguss. Dissertation, Fakultät für Maschinenbau undElektrotechnik der Technischen Universität Carolo-Wilhelmina zu Braunschweig, 1989.
[2] Grov, N.: Mechanisiertes Schweißen von Aluminium-druckguss. Dissertation, Fakultät für Maschinenbau undElektrotechnik der Technischen Universität Carolo-Wilhelmina zu Braunschweig, 1998.
50
Masch
inenm
arkt
·34
/200
1
MM
SCHWEISSTECHNIK
Zusatzinformationen im Internet:
DRM Löffler Druckguß
Legierung Magsimal 59
Forschungsgebiet Aluminium-Druckguss
maschinenmarkt.de
Bild 3: Rechte und linke Ausführung ei-nes der Gussknoten für die Türen desneuen Audi A4.
Bild 4: Die eigentliche Druckgießma-schine steht hinter einer Phalanx vonPeripheriegeräten, hier Entnahmerobo-ter und Dosierofen.
Bild 5: Eingangspuffer und Übergabe-station für den Roboter, der die Gusstei-le der Präzisionsbearbeitung zuführt.
Bild
er: 1
DRM
Löf
fler,
2 bi
s 5
Vollr
ath
Schubkette im vertikalen EinsatzIn einer 24-seitigen Broschü-re informiert Serapid über dieTechnik der Schubkette imvertikalen Einsatz. Es werdenauch praktische Lösungengezeigt, die das Unterneh-men als erster Entwickler die-ser Technik anzubieten hat.Man wendet sich damit anden Einsteiger ebenso wie anden routinierten Konstruk-teur linearer Fördersysteme.Um sein Liftsystem zu-sammenzustellen, soll manden Schritten der in der Schriftenthaltenen Anleitung fol-gen. Nähere Informationenfindet man auf den angege-benen Seiten der Broschüre.Serapid Deutschland GmbH, 97980 Bad Mergentheim, Tel. (0 79 31) 47 77 05, Fax (0 79 31) 47 77 11, [email protected], www.serapid.com
fangreiche Esab-Programman Stabelektroden, Draht-elektroden und Schweißpul-vern wird mit allen wichtigenDaten und Anwendungsei-genschaften vorgestellt. DasHandbuch ist gegen eineSchutzgebühr von 32 DMplus Versandkosten bei Esabzu beziehen.
Produktkatalog fürQualitätswerkzeugeDie Hoffmann-Gruppe prä-sentiert in einem 1000 Seitenstarken Katalog und onlinedas neue Lieferprogramm anQualitätswerkzeugen. DerProduktkatalog 2001/2002beschreibt detailliert und bebildert das Sortiment ausden Bereichen Zerspanungs-,Spann-, Mess- und Schleif-technik, Handwerkzeuge so-
wie Einrichtungs- und Ge-brauchsgegenstände für dieBetriebseinrichtung und denWerkstattbedarf. Das Ange-bot umfasst rund 35 000Artikel. Für 99% der Artikelgewährleistet die Hoffmann-Guppe in Deutschland eineLieferfrist von 24 h. Hoffmann-Gruppe, 81241 München, Tel. (0 89) 83 91-3 83, Fax (0 89) 83 91-89, [email protected], www.hoffmann-gruppe.com
Qualität im UnternehmenDie TQU, ein Verbund fürQualität im Unternehmen,veröffentlicht regelmäßig ei-ne Informationsschrift. Dieneue gilt für August bis No-vember 2001. TQU International GmbH, 89081 Ulm, Tel. (07 31) 9 37 62-0, Fax (07 31) 9 37 62 62, [email protected], www.tqu.de
51
Masch
inenm
arkt
·34
/200
1
MM
FIRMENSCHRIFTEN
Auswahl vonSchweißzusätzenAuf über 600 Seiten gibt Esabin der neuesten Ausgabe desOK-Handbuches praxisge-rechte Empfehlungen für die Auswahl geeigneterSchweißzusätze. Das um-
Die Genauigkeit des Laserschneidverfah-rens beruht – neben einer genauen Me-chanik der bewegten Maschinenteile –auf den besonderen Eigenschaften desLaserstrahles. Er wird in einem Resona-tor erzeugt und in nur einer Richtung ver-stärkt. Der Laserstrahl verlässt den Re-sonator gebündelt und transportiert da-bei sehr große Energiebeträge. Da es sichum Lichtstrahlen handelt, sind sie überSpiegel leitbar und durch Linsen zu fo-kussieren. Der CO2-Schneidlaser hat ei-nen Fokussierpunktdurchmesser von et-wa 0,2 mm. Die darin konzentrierteEnergiedichte erzeugt eine Arbeitstem-peratur in der Größenordnung von 4000K. Beim Laserschneiden stehen mithinhöchste Temperaturen sauber und genaudefiniert auf kleinstem Raum zur Verfü-gung.
Dem Fokussierdurch-messer entsprechend istder Schnittspalt beimLaserschneiden inMetallen mindestensetwa 0,2 mm breit. Dieso genannte Wärmeein-flusszone beträgt nur etwa10% der zu schneidendenWerkstoffdicke. Wenn also bei-spielsweise ein legiertes Stahlblech von3 mm Dicke mit dem Laser geschnittenwird, ist das Materialgefüge nur 0,3 mmvon der Schnittkante entfernt nicht ver-ändert. Die schmale Wärmeeinflusszoneermöglicht die Herstellung dünner Stegeoder langer, dünner Spitzen. Der gerin-ge Strahldurchmesser gestattet sehrdünne Schlitze oder kompliziert geform-te Durchbrüche.
Um diese Ergebnisse in der Praxis desLaserschneidbetriebes tatsächlich zu er-reichen, kommt es darauf an, die ver-schiedenen Parameter im Einzelfall opti-mal aufeinander abzustimmen. In be-sonders schwierigen Fällen lassen sichSchneidversuche nicht vermeiden. Bei derContura Laserschneiden GmbH, Hilden,begnügt man sich nicht mit gängigen Auf-trägen, sondern hat sich inzwischen beischwierigen Aufgabenstellungen ein ho-hes Maß an Kompetenz erarbeitet.
Das Arbeiten mit Kreissägen gehört zuden besonders lärmintensiven Verfahrender Metallbearbeitung. Die Sägeblat-thersteller sind deshalb bemüht, den Be-urteilungspegel durch aktive Maßnah-men am Werkzeug zu reduzieren. Dasstarke Geräusch beim Kreissägen hat sei-
ne Ursache in denSchwingungen des
scheibenförmigen Säge-blattes, die durch die am
Zahn angreifenden Kräfte angeregt wer-den. Nicht weniger schädlich als der Lärmsind die Schwingungen für den Schnei-denverschleiß.
Indem der stoffliche Zusammenhalt imschwingenden Blatt unterbrochen wird,gelingt es, den Schwingungszustand zustören und den Geräuschpegel zu redu-zieren. Dazu ist das Sägeblatt (Bild 1) mitfeinen Schlitzen versehen, deren Formauf das jeweilige Schwingungsmusterabgestimmt ist. An beiden Enden einesjeden Schlitzes ist eine definierte Aus-rundung vorgesehen, die verhindern soll,dass sich der Schlitz ungewollt ausbrei-tet. In diesem Falle ist das scheibenför-mige Werkstück aus dem gehärtetenSpezialstahl 75Cr1 gefertigt und 2,23mm dick. Eine Nachprüfung ergab, dasses hier sogar gelungen ist, die Schlitz-breite unter 0,2 mm zu halten.
Der abgebildete Ring (Bild 2) mit kon-zentrisch eingebrachten Schlitzen wurdevon der Betriebsmittelkonstruktion einesAutomobilzulieferers in Auftrag gege-ben. Die Bezeichnung Lüftungsteil weistdarauf hin, dass es sich bei den 0,2 mmbreiten Durchbrüchen um Lüftungsschlit-ze handelt. Nachdem Contura von die-sem Bauteil einige Muster gefertigt hat-te, folgte ein Auftrag über etwa 50 Ein-heiten. Das Material ist 3 mm dick; eshandelt sich um St37. Die lasertechnischeAufgabe wurde durch die Kundenforde-rung erschwert, dass kein Einstich er-kennbar sein soll. Dabei ist zu bedenken,dass hier der Einstich nicht in den Abfalloder in eine Zone von untergeordneterBedeutung gelegt werden kann. MM
52
Masch
inenm
arkt
·34
/200
1
MM
LASERTECHNIK
Mit dem Laserschneiden lassen sichsehr dünne Schlitze erzeugenWenn es darum geht, sehrkleine Durchbrüche im Zehn-tel-Millimeter-Bereich ein-zubringen oder sehr dünneSchlitze und Stege zu erzeu-gen, ist der Laserstrahl dasideale Werkzeug. Dabei führtder kleine Fokussierdurchmes-ser zu einer äußerst geringenWärmeeinflusszone, die nuretwa 10% der zu schneiden-den Werkstoffdicke beträgt.
Bild 1: Sägeblatt mitSchlitzen zur ak-tiven Geräusch-dämpfung.
Bild
er: C
ontu
ra
Bild 2: Ring eines Lüftungsteils aus 3 mm dickem Stahlblech mit 0,2-mm-Schlitzen.
Zusatzinformationen im Internet:
Contura Homepage
maschinenmarkt.de
Informationen rundum die LagertechnikAuf über 100 Seiten infor-miert das Produktbuch„Handling Innovation“ überdas Produkt- und Dienstleis-tungsprogramm von BT. Inder Titelgeschichte geht es umdie Elektro-Gabelhubwagen-Generation Orion mit demBT-Powerdrive-System. DasBuch ist in zwei Abschnitteeingeteilt. Im ersten geht esum Lagerplanung und Flot-tenmanagement. Der zweiteist der Lagertechnik gewid-met. In diesem Abschnitt wer-den die einzelnen lagertech-nischen Produkte des Unter-nehmens ausführlich vorge-stellt. BT Deutschland GmbH, 30853 Langenhagen, Tel. (05 11) 72 62-0, Fax (05 11) 72 62-1 37, [email protected], www.bt-deutschland.com
technik. Unterstützt wird derneue Katalog durch den eben-falls aktualisierten Internet-Auftritt mit integriertemShoppingsystem. Das Unter-nehmen sieht sich als ein füh-render Systempartner imMarkt der modernen PC-ge-stützten Messtechnik. Dr. Schetter BMC Ing. GmbH, 82178 Puchheim, Tel. (0 89) 80 06 94-0, Fax 0 89) 80 06 94-29, [email protected], www.bmc.de
Broschüre über die Manzoni GroupIn einer Broschüre stellt dieManzoni Group sich und ihreLeistungen vor. Das Unter-nehmen wurde 1954 in Ita-lien gegründet und hat sich zueinem weltweit führendenUnternehmen auf dem Sek-tor der Umformpressen mitüber 700 Mitarbeitern und einem Umsatz von 120 Mio.Euro entwickelt. In der Bro-
schüre wird zunächst auf dieGruppenphilosophie und dieMarktstrategie eingegangen.Dann werden die unter-schiedlichen Verwendungsge-biete beschrieben. Schließlichwerden die einzelnen Unter-nehmen der Gruppe vorge-stellt. Manzoni Deutschland GmbH, 75223 Niefern-Öschelbronn, Tel. (0 72 33) 23 38, Fax (0 72 33) 58 40, [email protected], www.manzoni-group.com
Elemente zur AutomatisierungSeit 1988 produziert dasfranzösische Automax Bau-elemente für die Automati-sierungstechnik, wie zum Bei-spiel Zylinder, die im „DigestCatalogue“ zu finden sind. Automax S.A., F-41250 Mont près Chambord, Tel. (00 33-2) 54 55 38 10, Fax (00 33-2) 54 70 81 26, [email protected], www.automax.fr
53
Masch
inenm
arkt
·34
/200
1
MM
FIRMENSCHRIFTEN
Nachschlagewerk für MesstechnikAuf genau 100 Seiten bietetdie Dr. Schetter BMC Ing.GmbH ihre neueste Übersichtüber ihr gesamtes Produkt-spektrum aus dem Bereichder industriellen PC-Mess-
Die Vorteile von Hochleistungskeramikhinsichtlich der thermischen und dynami-schen Belastbarkeit und Präzision bei derMetallbearbeitung nutzt der Ceramtec-Geschäftsbereich SPK-Schneidwerkzeu-ge. Dieser Bereich mit seinen rund 130Mitarbeitern ist in Ebersbach unweit derPlochinger Hauptverwaltung beheima-tet. Schneidstoffe und Schneidwerkzeu-ge für das Drehen, Fräsen und Aufboh-ren werden hier entwickelt und gefertigt.Diese Produkte sind besonders hart, sta-bil und verschleißfest. Daher kann manmit ihnen hohe Schnittgeschwindigkei-ten fahren und auch extrem harte Werk-stoffe zerspanen – ohne Kühlmittel. Dasheißt: Die Werkzeuge aus Ebersbachsind ideal geeignet für das Zerspanen inHochgeschwindigkeit. Der Schleifpro-
zess entfällt, Fertigungszeiten und Kos-ten können erheblich gesenkt werden.Kein Wunder, dass die Kunden von SPK-Schneidwerkzeuge vor allem in der zer-spanenden Industrie angesiedelt sind,etwa im Maschinenbau und der Auto-mobilindustrie. Letztere nutzt die Werk-zeuge beispielsweise für die Zerspanungvon Bremsscheiben und Bremstrommelnaus Grauguss. Aber auch die sonstigeMetallbearbeitungsindustrie sowie derWerkzeug- und Formenbau setzen aufdie besonderen Eigenschaften der kera-mischen Schneidwerkzeuge für eine wirt-schaftliche und effiziente Fertigung beihoher Prozesssicherheit.
Sonderanfertigungen sind die RegelDer Keramikanteil dieser Werkzeuge
ist relativ klein: Nur das Schneidplätt-chen, das auf dem Klemmhalter sitzt be-steht aus Keramik (Bild 1). Die Art undWeise, wie diese Keramikschneidplatteeingesetzt und vor allem wie das zuge-hörige Klemmsystems konzipiert wird,ist verantwortlich für die Zerspanung undsichert den Wettbewerbsvorteil im hartumkämpften und stark besetzten Werk-zeugmarkt. Rundumservice und kunden-spezifische Lösungen ergänzen dasAngebot des Geschäftsbereiches SPK-Schneidwerkzeuge.
Diverse Standardwerkzeuge werdenvia Katalog und in naher Zukunft onlineangeboten. Etwa 5000 Produkte ver-
54
Masch
inenm
arkt
·34
/200
1
MM
C-TECHNIK
3D-CAD/CAM-Software ersetzt 2D-SystemEin 2D-CAD-System sollte beieinem Hersteller von Kera-mikteilen durch eine 3D-CAD-Software ersetzt werden. Vorallem das Master-Modell-Konzept des CAD/CAM Sys-tems Unigraphics gab denAusschlag für die Wahl diesesSystems. Dies ist die Basisdafür, dass Daten wirklich nureinmal – und zwar in derKonstruktion – erzeugt wer-den müssen, aber durchge-hend bis in die Fertigung undDokumentation genutzt wer-den können.
wie das Keramik-bauteil einge-spannt wird,bestimmen
das Zer-spanungs-ergebnis.
Bild: U
nigraphics
schiedenster keramischer und klemm-technischer Zusammensetzungen sindderzeit direkt ab Werk lieferbar. DasHauptgeschäft machen aber die Sonder-anfertigungen aus. Denn die meistenZerspanoperationen können – geradeim Automobilbau – aufgrund der unter-schiedlichen Herstelleranforderungennicht mit Standardwerkzeugen gelöstwerden. Und auch Prozessoptimierun-gen lassen sich vielfach nicht über dieSchnittgeschwindigkeit, sondern nurüber Werkzeugoptimierungen erzielen.Die richtigen Werkstoffkonstellationen,Beschichtungen und Halterausprägun-gen für die entsprechenden Aufgaben-stellungen werden in der Engineering-Abteilung, Konstruktion und im hausei-genen Testzentrum ausgetüftelt. Damitdie Zerspanung auch wirklich material-gerecht ist und schnell und sicher funk-tioniert.
Aufgrund der Produktstruktur stehtdie Variantenkonstruktion bei SPK-Schneidwerkzeuge an oberster Stelle.Für die Entwicklung, Konstruktionund Fertigung der Werkzeuge setztCeramtec auf die CAD/CAM-Lösung Unigraphics (UGS), eineLösung, die auf den Produktent-stehungsprozess entlang der gesam-ten Prozesskette spezialisiert ist. Seitüber zwei Jahren arbeiten zwei NC-Programmierer bereits mit diesemSystem: Bis vor kurzem waren sie es,die auf Basis der Konstruktionszeich-nungen die 3D-Modelle für die NC-Be-arbeitung aufbauten. Inzwischen wur-den die neun Konstrukteure des Bereichsmit der UGS-CAD-Software ausgerüstetund auf dem System geschult; die bishe-rige Entwicklungsplattform, die 2D-Lö-sung Helix, wird abgelöst. Hierfür gibt esgleich mehrere Gründe. Zum einen wer-de Helix nicht mehr vom Herstellerunterstützt. Zum anderen war es nichtmehr tragbar, dass die NC-Programmie-rer die Arbeit der Konstrukteure mitübernehmen mussten. Man hatte keineMöglichkeit, die 2D-Daten für die Volu-menmodell-Erstellung und die nachge-lagerte NC-Programmierung zu nutzen.Alles musste immer wieder neu aufge-baut werden. Auch konnten wegen derfehlenden Datendurchgängigkeit denKunden keine anschaulichen fotorealisti-schen Darstellungen ihrer individuellenWerkzeuge präsentiert werden. Ein Pro-blem, das sich vor allem bei den diversenÄnderungswünschen des auf kundenin-dividuelle Betreuung ausgerichteten Ge-schäftes zeigte. So entschied man sich füreine durchgehende, auf einem einzigenDatenmodell basierende Lösung. Zu-dem suchte der Ceramtec-Geschäftsbe-reich nach einer Plattform, die ideale Ar-
beitsfunktionen für die Variantenkon-struktion bietet, und schnelles, effizien-tes Arbeiten auch bei der Entwicklungund Fertigung von Einzelteilen oder klei-nen Stückzahlen ermöglicht.
Die Zeichnung ist dasrechtskräftige ModellDen Ausschlag für die Anschaffung des
CAD/CAM-Systems von Unigraphics aufBasis von Windows NT gab vor allem dasMaster-Modell-Konzept. Dies ist die Ba-sis dafür, dass Daten wirklich nur einmal– und zwar in der Konstruktion – erzeugtwerden müssen, aber durchgehend bis indie Fertigung und Dokumentation ge-nutzt werden können – die Zeichnungs-ableitung natürlich inbegriffen. Denn dieZeichnung ist auch im Zeitalter des Volu-menmodells nach wie vor das rechts-kräftige Dokument gegenüber dem Kun-den (Bild 2).
Mit Unigraphics holte sich das schwä-bische Unternehmen kein fremdes Sys-tem ins Haus. 1997 entschied sich dieZentrale in Plochingen – hier ist vor allemder Geschäftsbereich Maschinentechnik,
Medizintechnik und Papier ansässig –für die Einführung des 3D CAD/CAM-
System Unigraphics. Es löste das 2D-CAD-System Cadam ab. In Plochingenwaren neben der auch dort gewünschtenDurchgängigkeit auf Basis eines Daten-modells vor allem die Bedienbarkeit unddie Freiformflächenfunktionalität ent-scheidende Kriterien.
Heute gibt es konzernweit 58 Unigra-phics-Arbeitsplätze – allesamt auf derWindows-Plattform. Die Betreuung derSysteme und die Schulung der Mitarbei-ter erfolgt zentral. Gemeinsam mit denAbteilungsleitern werden die Strategienfür den Einsatz des Systems entwickelt,denn die ausgewählte CAD/CAM-Soft-ware bietet vielfältige Ansätze für einemaßgeschneiderte Implementierung imKonstruktions- und Fertigungsprozess.
Im Gegensatz etwa zur Medizintech-nik, wo es beispielsweise bei der Ent-wicklung von Implantaten auf höchstePräzision und computergesteuerte Form-gebung ankommt, benötigt man eine in-tegrierte Softwarelösung, die auch ihreStärke in der Varianten- und Baugrup-penkonstruktion hat. Bei Ceramtec istnicht die ausgetüftelte Freiformflächen-funktionalität von UGS gefragt, sonderndie Möglichkeit, verschiedenste Kon-struktionsvarianten auf Basis von Grund-körpern zu entwickeln und durchzuspie-len.
55
Masch
inenm
arkt
·34
/200
1
MM
ERLÄUTERUNG
Keramikspezialist Ceramtecche Einsatz auch von der Auswahl deroptimalen Komponenten ab. Spezia-list für den richtigen Keramik-Mix istder schwäbische Ceramtec-Konzern,ein Pionier in Sachen Hochleistungs-keramik und einer der weltweit füh-renden Anbieter in diesem Segment.In neun Geschäftsbereichen drehtsich bei dem schwäbischen Konzernalles um Produkte aus Keramik. DasSpektrum reicht von Komponentenfür Elektronik über Maschinen- undSystemtechnik bis hin zu Zerspa-nungswerkzeugen oder Implantatenfür die Medizin. Weltweit fertigt Cer-amtec mit über 3000 Mitarbeitern
mehr als 10 000 verschiedene Pro-dukte.
Bild 1: Keramikschneidkopfmontiert auf dem Klemmhalter.
Bei Keramik denkt der Laie meist anHaushaltsutensilien. Doch längst hatdieser Werkstoff die technische Welterobert: Keramik ist heute tagtäglichals Teil eines Gerätes, einer Anlageoder des menschlichen Körpers imEinsatz. Meist unsichtbar. Und doch –höchst wirkungsvoll. Denn die ver-schiedenen hochspezialisierten kera-mischen Werkstoffe bieten einzigar-tige mechanische, elektrische, thermi-sche und biologisch-chemische Eigen-schaften und Eigenschaftskombina-tionen. Deshalb hängt der erfolgrei-
Gerade dafür bietet das Feature-Mo-delling von UGS entscheidende Hilfe-stellungen. Denn bei der Werkzeug-herstellung gibt es alle Bestandteile inden unterschiedlichsten Längen, Breitenund Höhen. Und außerdem arbeitet derWerkzeughersteller ja nach dem Bau-kastenprinzip und setzt immer wiederneue Werkzeuge auf Basis von Grund-komponenten zusammen. Um hierfürdas CAD/CAM-System optimal ein-zusetzen, werden derzeit sämtlicheBestandteile vom Klemmhalter überKlemmelemente und Schrauben bis zurBohrstange parametrisch modelliert undmit allen Merkmalen für die Stücklisten-ausgabe charakterisiert. Dieser Aufwandsoll sich aber schon bald in bare Münzeauszahlen, weil dank dieser Funktiona-lität diese Teile nicht immer wieder neukonstruiert werden müssen. Wie im La-ger, holt sich der Konstrukteur die ein-zelnen Formelemente auf seinen Bild-schirm, setzt sie zusammen und ändertsie. Durch das Master-Model-Konzeptwerden diese Änderungen in die abge-
leitete Zeichnung und das NC-Modellübernommen und auf Knopfdruck aktu-alisiert (Bild 3).
Wave-Funktionalitätwird gerne genutztAuch die intelligente Wave-Funktiona-
lität wird gerne genutzt. Die Funktions-weise ist ganz einfach. Wenn man sich fürein bestimmtes Modell entschieden hat,legt man einen Wave-Link darauf, erhälteine Kopie und kann an diesem Teil dannweitere Bearbeitungen vornehmen. InPlochingen ist zum Beispiel eines dieserFertigteile eine Kugel. Damit verbundenist ein Roh- und ein Schwundmaßteil.Diese Verknüpfung ist für den Konstruk-teur wichtig, denn das Schwundmaßteilschwindet – der Name sagt es – nachdem Sintern und muss zudem geschliffenwerden. Darum wird die Kugel einmaligals Fertigteil konstruiert, in das Rohteil„gewaved“, mit Schleifaufmaß verse-
hen und dann in das Schwundmaß-teil „gewaved“, wo der Schwin-dungsfaktor und Aufmaße zurGrünbearbeitung berücksichtigt
werden. Beim Ändern des Fertig-teils, um weitere Varianten zuerzeugen, ändert sich das Roh-und Schwundteil automatisch.Das ist eine Funktionalität, dieauch bei der Konstruktion vonPresswerkzeugen oft zum Tra-gen kommt. In Ebersbach ist
man davon überzeugt, dass dieKonstrukteure in Ebersbach in-
tensiv mit der Wave-Funktion ar-beiten werden. Denn noch sind die
Konstrukteure dort erst am Beginn ihrerArbeit und manchmal muss man noch einwenig umdenken, weg von der Zweidi-mensionalität hin zum dreidimensiona-len Entwickeln, damit auch wirklich alleVorteile dieses CAD/CAM- Systems op-timal genutzt werden. Die Weichen sindgestellt. Vor allem der Konstruktionschefdes Unternehmens war begeistert, weilalle Mitarbeiter gerne mit der neuenCAD-Software arbeiten und schon deut-liche Vorteile sichtbar werden, nicht zu-letzt auch für die NC-Programmierer, dienun nicht mehr jede kleine Änderung imVolumenmodell selber nachvollziehenmüssen. MM
56
Masch
inenm
arkt
·34
/200
1
MM
C-TECHNIK
Zusatzinformationen im Internet:
Homepage Ceramtec
Homepage UGS
Metallverarbeitende Industrie
maschinenmarkt.de
Bild 2: Explosionsdar-stellung der einzelnenBauteile.
Bild 3:NC-Bearbeitung des
Schneidplattensit-zes.
Bild
er: U
nigr
aphi
cs
Der „Profi Online Store“ desSaarbrücker SoftwarehausesOrbis AG ist eine E-Com-merce Standard-Lösung imBereich Business-to-Busi-ness. Der Mysap.com-Partnerimplementierte die Shop-Lö-sung beim Maschinen- undWerkzeughersteller WalterAG in Tübingen. Für den Welt-marktführer bei der Produk-tion von CNC-Werkzeug-schleifmaschinen und Her-steller von Hartmetallpräzi-sionswerkzeugen bedeutetdies einen erheblicher Zu-satznutzen in Form von Ar-beitserleichterung, Kosten-und Zeitersparnis. Die indivi-duelle Lösung für die WalterAG wurde in erster Linie ent-wickelt und implementiert,um den Vertrieb zu unter-
Wolfgang Schimpf ist IT-Projektleiter fürdie internationalen Vertriebssysteme beider Walter AG, 72072 Tübingen, Tel. (0 70 71) 70 10, Fax (0 70 71) 70 12 12,[email protected]
stützen und weniger, umMarketingaufgaben zu erfül-len. Die Lösung konzentriertsich auf klare Funktionalitätund komfortablen Service.Mit einem Einkaufsbummelim Internet-Konsumenten-Bereich hat das Klicken durchden „Profi Online Store“nichts gemein. Einkäufer im Business-to-Business-Be-reich wollen möglichst schnellund exakt ans Ziel kommen(Bild 1). Aus diesem Grundgibt es im Online Store derOrbis AG einen Button zur Schnellerfassungsmaske.Dort kann man direkt den ge-wünschten Artikel eingeben.Darüber hinaus entwickelteOrbis im Falle der Walter AGeine Kundenbetreuung miteinigen Service-Tricks.
Keine Bestellunggeht verlorenCharakteristisch für die
Branche der Werkzeugher-steller ist, dass bei manchenKunden die Bestellungenrund 20 bis 30 Positionen um-
fassen. Stürzt nun die Brow-ser-Verbindung ab, sind nor-malerweise rund drei Stun-den Arbeit verloren. Der Pro-fi-Online-Store restauriert je-doch den aktuellen Statusquo jeder Session, sobald sichder Kunde wieder anmeldet.Gerade in Branchen wie derder Werkzeughersteller istdies von Vorteil. Hier klicktsich der Kunde tief in die Mas-ke der digitalen Verkaufsräu-me, um etwa Ersatzteile,Werkzeuge oder Schneidplat-ten für seine Dreh-, Fräs- undBohrwerkzeuge zu bestellen.Mit einem Back-up-System,dem keine Bestellung verlo-ren geht, spart er viel Zeit.
Plausible Suchfunktionmit Berater-QualitätDoch es geht bei einer Be-
stellung nicht nur um Zeit,sondern auch um Präzisionund Arbeitserleichterung.Diese Aufgaben übernimmteine plausible Suchfunktionim Online-Store. Die Maskender Lösung erleichtern demKunden die Arbeit auf der Su-che nach den passgenauenTeilen, die er für seine Metall-bearbeitung braucht. Sobalder die erste Selektion getätigthat, führen ihn die vorge-schlagenen Optionen zu denTeilen, die zu seinem Werk-zeug passen. Ein Beispiel: Hatder Kunde einen Fräser aus-gewählt, bekommt er in derMaske nur noch jene Schneid-platten oder Schrauben an-
58
Masch
inenm
arkt
·34
/200
1
MM
THEMEN UND TRENDS
Online-Shop als Mittel der KundenbindungFester Bestandteil einer E-Commerce-Lösungist der Online-Shop. Hier findet der Kontaktmit dem Kunden statt, und hier entscheidetsich auch, ob sich der Kunde beachtet und gutbehandelt fühlt. Die Walter AG, Maschinen-und Werkzeughersteller, bietet mit ihremOnline-Store individuellen Kundenservice.Der Store stammt von SAP und wurde vonOrbis um einige Funktionen ergänzt.
VERTACROSS
Marktplatzerweitert Service
Der Internet-Marktplatzfür die Automatisierung,vertacross, erweitert absofort seine Dienstleis-tungen im Bereich E-Bu-siness.
Das Dienstleistungs-paket, das unter dem Na-men “engine4Business”vermarktet wird, wendetsich vor allem an Kunden,die nur einige ausge-wählte Produkte von we-nigen Herstellern bezie-hen – diese Produkte je-doch in größerem Um-fang. Das Angebot vonvertacross, mit dem sichdie Beschaffungsprozes-se optimieren lassen,umfasst die Analyse derKundensituation sowiedarauf aufbauend dieEinrichtung einer indivi-duell auf den Kunden zu-geschnittenen Beschaf-fungslösung.
Darüber hinaus bietetvertacross im Rahmendes Dienstleistungskon-zeptes “eBusiness Servi-ce Provider” Hilfe bei in-dividuell aufgebauten E-Business-Lösungen an.Das Konzept umfasst un-terschiedliche Module:von Beschaffungs- undVerkaufslösungen bis hinzur Einbindung in Wa-renwirtschaftssystemesowie die Integration vonInhalten (Content) undKatalogdaten.
Die Angebote wendensich an Maschinenbauer,Schaltschrankbauer undSystemintegratoren. So-wohl für das Dienstlei-stungspaket engine4bu-siness als auch für dasmodulare Service-Kon-zept bietet der Markt-platzbetreiber Lösungenals ASP-Modelle (so ge-nannte Mietsoftware)an.
Weitere Informatio-nen unter www.engi-ne4business.com
WOLFGANG SCHIMPF
Bild 1: Online-Shop mit tiefgehender Produktsuche und sofortiger Lieferauskunft.
geboten, die zu dem bereitsausgesuchten Fräser passen.Je tiefer sich der Kunde in dieArtikelmaske klickt – der Arti-kelbestand bei der Walter AGumfasst 12 000 Einzelteile –desto punktgenauer und prä-ziser kann er auswählen. Dieintelligente Selektion, die derStore dem Kunden anbietet,hat bereits die Qualität einerVerkaufsberatung.
Technisch hat diese soge-nannte dynamische Such-funktion mit plausibler Teile-findung folgenden Hinter-grund: Keinerlei Bilder, kei-nerlei Piktogramme, keiner-lei Informationen über die Ar-tikel sind irgendwo statischauf dem Webserver gespei-chert. Alle Infos sind über dasDokumentenmanagementdirekt mit dem Artikel ver-bunden. Die Detailinforma-tionen kommen direkt ausdem SAP-R3-System.
Aktive Warenkörbesteigern ServiceFür Stammkunden, die in
gewissen Abständen ein be-stimmtes Sortiment bestel-len, bietet der Online-Storeperiodische und aktive Wa-renkörbe (Bild 2). Hat etwadie Walter AG über die Ana-lyse des Kaufverhaltens eini-ger Kunden festgestellt, dasszu einem bestimmten Zeit-punkt immer ein ganz spezi-fisches Sortiment bestelltwird, kann auf Wunsch desKunden ein periodischer Wa-renkorb installiert werden.Mit dem periodischen Waren-korb wird dann automatischzu einem gewünschten Zeit-punkt eine spezifische Bestel-lung aufgegeben. Standard-lieferungen werden so auto-matisch in festgelegten Perio-den über das System abgewi-
ckelt. Der aktive Warenkorbgeht noch einen Serviceschrittweiter: Auf Wunsch des Kun-den kann seine gesamte Be-stellliste in einen sogenann-ten „Active Basket“ oder akti-ven Warenkorb mitaufge-nommen werden. Das heißt,der Kunde bekommt eine E-Mail mit seinen bisher be-stellten Artikeln. Er kanninnerhalb der E-Mail auf denLink „Auftragserfassung“springen und bestellen. Erkann aber auch den gemail-ten Warenkorb ergänzenoder abändern und schließlichper Mausklick den Auftragerteilen.
Immer im Bilde überden BestellstatusDoch mit einer komforta-
blen Bestellung im E-Com-merce ist es ja nicht getan. DieLieferung der Werkzeuge istvon entscheidender Bedeu-tung. Dafür bietet der „OnlineStore“ ein sicheres Auftrag-stracking: Zunächst einmalkann der Kunde die Liste allerAufträge selektieren. Überdiese individuelle Auftragslis-te sieht er, wie weit die Bear-beitung seines Auftrags fort-geschritten ist. Das heißt kon-kret: Wann kann er mit derLieferung rechnen? Stimmtdieser Liefertermin noch mitdem Wunschlieferterminüberein? Gab es vielleichtschon Teillieferungen? Wieumfangreich waren diese Teil-lieferungen? Wann kann erdie nächste Lieferung erwar-ten? Wird die Lieferung voneinem Spediteur abgewi-ckelt, kann sich der Kundeüber die Frachtbriefnummerüber den Status des Trans-ports informieren. So hat derKunde seine Online-Bestel-lung immer vor Augen.
59
Masch
inenm
arkt
·34
/200
1
MM
Bild 2: Kunden, die
beispiels-weise den
Messerkopfzum Fräsen von
Metallen in re-gelmäßigen zeit-
lichen Abständen und ineinem bestimmten Kontingent benötigen, können dies
bequem über die periodischen Warenkörbe regeln.
Die Orbis AG erweitertdie Funktionalität des„Profi Online Stores“ständig, auch für die Wal-ter AG. Die aktuelleErweiterung heißt „3DView and Order“. Das Pro-jekt soll in naher Zukunft fürdie Abwicklung des Maschi-nenservice realisiert werden (Bild 3). Hier hat der Kundedie Möglichkeit, sich virtuell inseine eigene Maschine zuzoomen, um Ersatzteile un-verwechselbar zu identifizie-ren, auszuwählen und zu be-stellen. Er muss nicht mehrdurch den Katalog und auchnicht mehr durch die Hierar-chie der Masken. „3D Viewand Order“ wird die Rate derFehlbestellungen auf dieseWeise auf ein Minimum sen-ken. Der Kunde ist nicht mehrdarauf angewiesen, dass derAußendienst oder Service-techniker bei ihm vorbei-kommt. Durch diese Funktionkann er sich im besten Sinnedes Customer Self Service so-fort komfortabel selbst hel-fen.
Die Online-Store-Lösungder Walter AG läuft seit Aprildieses Jahres mit Anbindun-gen der Aussendienstmitar-beiter. Aktuell startet dasUnternehmen mit Business-to-Business-Stammkundenin Deutschland. Im Laufe desHerbst wird das ganze Pro-jekt auf Großbritannien über-tragen. Die Realisierung desProjektes hat rund ein Jahr inAnspruch genommen. Sieben
Monate hat Orbis dafür auf-gewandt, die Stammdatenins SAP-R3-System zu über-führen: Insgesamt 12 000 Ka-talogartikel, rund 50 000 Ar-tikel insgesamt, 80 000 Klas-seninformationen mit bis zu100 Merkmalen pro Artikelmussten überführt werden.Damit wird klar, dass dieQualität der Stammdatenstark zum Projekterfolg bei-trägt. MM
60
Masch
inenm
arkt
·34
/200
1
MM
THEMEN UND TRENDS
Zusatzinformationen im Internet:
Walter AG
Orbis AG
SAP-Software für dasKundenbeziehungsma-nagement (CRM)
maschinenmarkt.de
WALTER AG
Die Walter-Firmengrup-pe zählt seit mehr als 80Jahren zu den weltweitführenden Unternehmender Metallbearbeitung.Die Produkte umfassenMaschinen, Hartmetall-werkzeuge und Softwareund werden an mehrerenStandorten auf der Welthergestellt. Zu den Kun-den zählen Global Playerebenso wie kleine undmittelständischeUnternehmen.
Die Gruppe erwirt-schaftet im vergangeneenJahr einen Umsatz von522,5 Mio. DM, was einerSteiergung zum Vorjahrum 16,4% entspricht. DerAuslandsanteil liegt bei75%. Das Ergebnis vor Er-tragsteuern und Zinsenstieg um 39,5% auf 63,5Mio. DM. Es werden mehrals 900 Mitarbeiter be-schäftigt.
Bild 3: Auch die Ersatzteileder Helitronic Power, einerMaschine zum Nachschärfenund Serienfertigen, sollenbald über die Funktion „3D-View-and-Order“ zu bestel-len sein.
Bild
er: W
alte
r AG
WALTER SIMON
Wer Qualität nur durch dieDIN-EN-ISO-9000-Brillesieht, ist blind für andere Kon-zepte, zum Beispiel ServAsoder EFQM. Diese Konzeptebezwecken zwar keine Zerti-fizierung, gehen aber inhalt-lich weit über die DIN EN ISO9000ff. in Richtung BusinessExcellence hinaus. Der Zweckdieser Konzepte besteht nichtdarin, ein Zertifikat als Wer-bemittel zu erwerben, son-dern eine Selbstbeurteilungdurchzuführen, aus der sichZiele, Maßnahmen und Pro-zesse ergeben, die später alsGrundlage weiterer Selbst-beziehungsweise Reifegrad-beurteilungen dienen.
Diesen Konzepten liegt einintegrales Qualitätsverständ-nis zugrunde, das die Qualitätganzheitlich fokussiert, ein-schließlich der Produkt-, Pro-zess-, Führungs- und Unter-nehmensqualität sowie dersie bewirkenden Faktoren.Dahinter steht die Erkenntnis,dass Qualität im Arbeitspro-zess entsteht. Sind dieZwischenergebnisse gut, si-chert das ein gutes Endergeb-
Prof. Dr. Walter Simon lehrt Human Re-sources Management an der Fachhoch-schule in Wiesbaden. Weitere Informa-tionen erhalten Sie über den Q-Pool 100:Werner Ronimi, 61440 Oberursel, Tel.(0 61 71) 5 23 46, Fax: (0 61 71) 58 02 92,[email protected]
nis. Aus diesem Grunde ge-wichtet das moderne Qua-litätsmanagement den Pro-zessaspekt. Während sich dastraditionelle Qualitätsver-ständnis eher für den „ferti-gen Kuchen“ interessierte,interessieren sich das EFQM-und ServAs-Modell eher fürdie „bewirkende Hefe“, alsoMitarbeiter, Ressourcen, Pro-zesse etc. Es bezweckt die Op-timierung des organisatori-schen Gesamtprozesses. Da-mit empfehlen sie sich als dieInstrumente, mit dem TQMsystematisch anwendbar undhinsichtlich des Fortschrittsmessbar wird. TQM-interes-sierte Unternehmen sind gutberaten, sich diese QM-Mo-delle genauer anzusehen(Bild 1).
Von den vorliegenden Self-Assessment-Instrumentenfand das Qualitätsoptimie-rungskonzept der Europäi-schen Qualitätsvereinigung(European Foundation ofQuality Management) diestärkste Verbreitung, obwohldas deutsche ServAs-Modellvon ausgezeichneter Qualitätist. Immer mehr Unterneh-men, die den Weg zur Best-leistung beschreiten wollen,entscheiden sich für das euro-päische Modell. Ich vermutediesen Grund: Das EFQM-Modell wurde von großen eu-ropäischen Unternehmen inAbstimmung mit den zustän-digen EG-Behörden geschaf-fen, während ServAs seineQuellen im Hochschulbereichhat. Aber beide Modelle sindVielzweckinstrumente. Siegeben erste Antworten aufdie Frage, wie Business Reen-gineering konzeptionell ein-geleitet wird oder wie ein„postgraduelles Qualitäts-management“ nach der Zer-tifizierung aussehen könnte.Auch das Modewort Change-Management erhält mit die-sen Modellen eine Ge-brauchsanleitung, um Verän-derungen wirksam und mess-bar einzuleiten (Bild 2).
Die Verknüpfung von In-put-, Prozess- und Output-faktoren konkretisiert dieIdee ganzheitlicher Unter-
QUALITÄTSMANAGEMENT
nehmensführung. Auch als„Benchmarking-Einstiegsmo-dell“ eignet sich der EFQM-Ansatz, ebenso wie ServAs,indem ein Unternehmen sei-ne Punktzahl von einer ge-meinsamen Basis aus mit an-deren Unternehmen verglei-chen kann.
Sogar zum Zwecke des„Unternehmen-Selbstcoa-chings“ kann das EFQM-Mo-dell, aber auch ServAs, einge-setzt werden, da beide aufFortschritt und Maßnahmenzielen. Fazit: Das EFQM-Mo-dell ist ebenso multifunktio-nell einsetzbar wie einSchweizer Offizierstaschen-messer.
Balanced Scorecardpräzisiert StrategieIm Rahmen einer Darstel-
lung und Würdigung ver-schiedener QM-Systememuss auch das Balanced Scorecard einbezogen wer-den. Seine Nähe zu denganzheitlichen QM-Syste-men ist augenscheinlich. Dasmag mit der Grund dafür sein,dass die deutsche EFQM-Sek-tion dieses Modell auf seinerWebseite vorstellt.
Balanced Scorecard (aus-gewogener multikriteriellerBerichtsbogen) versteht sichals ein umfassendes Steue-rungskonzept, das über einennormalen betriebswirtschaft-lichen Berichtsbogen hinaus-geht. Als Performance-Mea-sure-Instrument rückt Ba-lanced Scorecard die Visionund Strategie in den Mittel-
Business Excellence Erst seitdem der ungehinderte Zutritt zumWeltmarkt allen Produzenten aus allenHimmelsrichtungen offen ist und seitdemEDV-, Weltraum- und Militärtechnik höhereQualitätsansprüche mit sich brachten, stehtdie Qualitätsdiskussion auf der unterneh-menspolitischen Tagesordnung. Die Diskus-sion wurde durch die japanische Qualitäts-offensive angestoßen, begann in der Indus-trie und setzte sich im Dienstleistungs-bereich fort. Auslöser war die Qualitäts-zirkel-Bewegung, die zu Beginn der acht-ziger Jahre Deutschland erfasste.
Mitarbeiter-zufriedenheit
(9%)
Kunden-zufriedenheit
(20%)
GesellschaftlicheVerantwortung
(6%)
Führung(10%)
Mitarbeiter-orientierung
(9%)
Politik undStrategie
(8%)
Ressourcen(9%)
Prozesse(14%)
Geschäfts-ergebnisse
(15%)
Befähigerkriterien Ergebniskriterien
Bild 1: Qualität entsteht im Arbeitsprozess. Aus diesem Grund betont das moderneQualitätsmanagement den Prozessaspekt.
62
Masch
inenm
arkt
·34
/200
1
MM
punkt der Betrachtung, wäh-rend sich klassische Kennzah-lensysteme für die Steuerungund Kontrolle interessieren.Zugleich ist es aber auch Bin-deglied zwischen der Strate-gieentwicklung und ihrer Um-setzung. Insofern ermöglichtes die Präzisierung bezie-hungsweise Detaillierung derStrategiedefinition. Ebenso wie das EFQM-Mo-dell ist Balanced Scorecard ei-ne Art Navigationshilfe. Wäh-rend aber das EFQM-Modellneun Teilsysteme umfasst,sind es beim Balanced Score-card von der Vision und Stra-tegie ausgehend nur vier:c Die finanzielle Perspektive(Wie sollen wir gegenüberunseren Gesellschaftern auf-treten, um den finanziellenErfolg unserer Vision zu de-monstrieren?)c Kundenperspektive (Wiesollen wir gegenüber unserenKunden auftreten, um unse-re finanzwirtschaftlichen Zie-le zu realisieren?)c Interne Geschäftsperspek-tive (Welche internen Ge-schäftsprozesse müssen wirverändern, um unsere finanz-wirtschaftlichen und kunden-bezogenen Ziele zu errei-chen?)c Lern- und Entwicklungsper-spektive (Wie müssen wir un-sere Mitarbeiter und Informa-tionssysteme befähigen, die
aus der Vision abgeleitetenZiele praktisch umzusetzen?)(Bild 3).Ein wichtiger Grundsatz be-steht darin, die Teilaspekteauf 4 bis 7 Größen pro Haupt-aspekt zu beschränken, sodass sich nicht mehr als etwa25 Teilaspekte ergeben.Durch diese Konzentrationauf wichtige Schlüsselgrößen
wollen die Modell-Kompo-nisten das Management voreiner Datenflut schützen.
Qualität mausert sichzum zentralen ThemaNoch wird Qualitätsma-
nagement als jener Teil derGesamtführungsaufgabe ei-nes Unternehmens definiert,der sich mit der Planung,
63
Masch
inenm
arkt
·34
/200
1
MM
TQM
Mitarbeiter-zufrieden-
heit
Kunden-zufrieden-
heit
Geschäfts-ergebnisse
QM-Organi-sation
Qualitäts-politik Führung Mitar-
beiterRessour-
cen
Ergebnisse
Prozesse
Potentiale
Entwick-lung derDienst-leistung
Be-schaffung
Erbringungder Dienst-
leistung
Darstellungder Dienst-
leistung
Bild 2: Die Verknüpfung von Input-, Prozess- undOutputfaktoren konkretisiert die Idee ganzheitlicherUnternehmensführung.
Durchführung und Wirksam-keitskontrolle des Qualitäts-wesens beschäftigt. Währenddas Thema Qualität früherausschließlich eine Angele-genheit der Qualitätssiche-rung war, entwickelt es sichimmer mehr zu einem Zen-tralthema im Unternehmen.Die Qualitätssicherung alsehemals von der Fertigungzeitlich, örtlich und personellgetrennte Spezialabteilungam Ende der Produktion,wurde in den Fertigungspro-zess hineinverlagert. Dahin-ter stand die Erkenntnis, dassQualität im Arbeitsprozessentsteht. Damit setzte dieganzheitliche Sichtweise desThemas Qualität ein, die ih-ren Ausdruck in Modellen wiedem EFQM-Award und Ba-lanced Scorecard findet. Die-se tendenziell systemischeSichtweise findet mehr undmehr ihren Ausdruck in denIntegrationsbemühungenvon betrieblichen Teilaufga-ben unter dem Qualitätsdach.
In den meisten Unterneh-men existieren die Teilfüh-rungssysteme noch immernebeneinander oder sind lo-se miteinander verbunden.Für jedes Teilführungssystemgibt es einen verantwort-lichen Manager bzw. Ent-scheider. Das reduziert zwardie innere Komplexität einesUnternehmens, aber der Blick
permanente Qualitätsrevolu-tion statt, bei der das Gutekontinuierlich durch das Bes-sere ersetzt wird. Je mehr sichder Wettbewerb aufheizt,desto größer ist der Wert, dendie Kunden erhalten. JedesUnternehmen muss demPreis-/Qualitätsführer fol-gen, um zu überleben. Letzt-endlich sind in dieser Situa-tion der vollkommenen Kon-kurrenz über Preis und Qua-lität keine Wettbewerbsvor-teile mehr erzielbar.
Auch die Kundenorientie-rung ist kein Garantieschein indie Zukunft. In einer Zeit, inder jedes Unternehmen dar-an arbeitet, die Kundenbin-dung zu steigern, muss mehrgeschehen, als nur kunden-orientiert zu handeln. DieSchlacht um den Markt tobtum die Herzen und die Psycheder Abnehmer. Selbst ein be-kannter Markenname ist kei-ne Zukunftsversicherung. Gu-te Markennamen schützennicht mehr vor Imageverlustund Kursverfall an der Börse.Wie stark Unternehmen vonden Launen des Kunden ab-hängig sind, zeigt der Nieder-gang der Markentreue bis hinzum Fremdgehen mit No-Name-Produkten.
Qualität und Kundenorien-tierung allein reichen nicht,um in einem turbodynami-schen Umfeld bestehen zukönnen. In einer Zeit, in derdie Produktentwicklung und Produktlebenszyklen kürzerwerden, in der Marktgrenzenverschwinden, Branchen ver-schmelzen und sich Managermit Samuraiprinzipien be-schäftigen, wird der Überle-benskampf härter und feind-seliger, selbst in Branchen, dieals beschaulich galten. MM
für das Ganze geht verloren.Der Versuch, die Komplexitätzu reduzieren, verursacht im-mense Koordinationskosten.Außerdem entstehen Konflik-te und widersprüchliche Ziel-setzungen.
Ganzheitliche UnternehmensführungInfolgedessen mehreren
sich Stimmen die sich um dieIntegration der verschiede-nen Managementbereiche(zum Beispiel Beschaffungs-,Fertigungs- und Vertriebsma-nagement) unter dem Dachdes Qualitätsmanagementsbemühen, ähnlich der Praxisfernöstlicher Produktionskul-turen. Dort gibt es kein ge-sondertes Qualitätsmanage-ment als Teilaufgabe, son-dern Qualitätsmanagementist der Geist und Inhalt derUnternehmensführung.
Einige Unternehmen den-ken schon darüber nach, wiesie ihre Teilführungssystemein einem Gesamtführungs-system zusammenführenkönnten, so wie es das St. Gal-ler-Qualitätsmodell vor-schlägt. Dieses Gesamtfüh-rungsmodell, so die Überle-gungen, könnte durch einesder hier vorgestellten Model-le, zum Beispiel EFQM, fun-diert werden.
Im Rahmen eines solchenGesamtführungsmodells ist
Qualitätspolitik nicht mehrein Teil der Unternehmenspo-litik, sondern die Unterneh-menspolitik schlechthin, dasQualitätsmanagement nichtTeil der Unternehmensstruk-tur, sondern die Unterneh-mensstruktur selbst. Darausfolgt, dass Qualität eine Füh-rungsaufgabe ist, die über al-len übrigen Führungstätigkei-ten steht.
Unabhängig hiervon wirdauch über die Integrationmehrerer paralleler und da-mit teurer Managementsys-teme innerhalb eines Grund-managementsystems nach-gedacht, in das bei Bedarf diespezifischen Einzelnachweis-forderungen eingefügt wer-den. Als mögliches Basismo-dell wird in diesem Zu-sammenhang die DIN EN ISO9000ff. diskutiert.
Die verschiedenen Funk-tionsbereiche eines Unter-nehmens werden dann in die20 Punkte der 9000er-Normintegriert. Wie Zorn im Q-Jahrbuch 98/99 ausführlichdarlegte, befindet sich auchdieses Normenwerk im Pro-zess der Vereinheitlichung.Demnach werden die derzeit26 Normen, Leitfäden undNormenentwürfe auf vierNormen komprimiert. Dieneue 9001 ersetzt die Nor-men 9001–9004. Die Leitfä-den für das Auditwesen wer-
den in einer einheitlichen ISO10011 zusammengefasst.Die bisherige Begriffnorm8402 wird weiter aktualisiertund mit den in der 9001-1und 9001-2 enthaltenen Be-griffen zu einer Begriffsnormmit der Bezeichnung ISO9000 vereinheitlicht.
gen steigen ständig. Im 21.Jahrhundert reicht es nichtmehr, sein ISO-9000ff.-Zerti-fikat vorzuweisen und guteQualität zu leisten. Die Kun-den werden sich schnell andas neue Qualitätsniveau ge-wöhnen und ihr Anspruchsni-veau noch weiter nach obenschrauben. Der Ausspruch„Qualität hat seinen Preis“verliert seine Gültigkeit. Qua-lität wird nämlich zu einemselbstverständlichen Ausstat-tungsmerkmal, so wie der Zi-garettenanzünder im Auto.Im Hyperwettbewerb deskommenden Jahrzehnts wird„best practise“ zum entschei-denden Auswahlkriterium.Uns steht eine spiralförmigeEntwicklung auf ein immerhöher geschraubtes Quali-tätsniveau bevor. Wer einenDauerplatz in der Marktligaerringen will, muss gute Qua-lität zu einem akzeptablenPreis anbieten. Es findet eine
64
Masch
inenm
arkt
·34
/200
1
MM
QUALITÄTSMANAGEMENT
Zusatzinformationen im Internet:
Homepage des Q-Pool100
Arbeitskreis Qualitäts-management
Buchtipps WalterSimon
maschinenmarkt.de
Finanzwirtschaftliche Perspektive
Wie sollen wir gegenüber unserenGesellschaftern auftreten, um den finanziellenErfolg unserer Vision zu demonstrieren?
Lern- und Entwicklungsperspektive
Wie müssen wir unsere Mitarbeiter und unserInformationssystem befähigen, die aus derVision abgeleiteten Ziele praktisch umzusetzen?
Kundenperspektive
Wie sollen wir gegenüberunseren Kunden auftreten,um unsere finanzwirtschaft-lichen Ziele zu realisieren?
Interne Geschäftsperspektive
Welche internen Geschäfts-prozesse müssen wir wieverändern, um unserefinanzwirtschaftlichen undkunden-bezogenen Ziele zuerreichen?
Visionund
Strategie
Bild 3: Balanced-Scorecard-Darstellung.
XX
Masch
inenm
arkt
·34
/200
1
MM
PRODUKTE UND VERFAHREN
Graficalc heißt die Software,die sich für vielfältige Aufga-ben in Konstruktion und Ma-schinenbau eignet. Mit derWWW-Modellierung (Waswäre wenn) können mechani-sche Konstruktionsaufgabenautomatisch gelöst werden,wenn diese sich aus der Opti-mierung von Form-, Passge-nauigkeits- und Positionskri-
terien ergeben. Konstruk-tionsaufgaben lassen sich oh-ne externe Gleichungsberech-nungen lösen. Exakte Geo-metrien können – um gege-benen Entwurfszielen zu ent-sprechen – automatisch er-zeugt werden. Konstruktions-variable können unter demAspekt „Was wäre wenn“analysiert werden. TechnischeDaten lassen sich problemlosaustauschen, weiter und wie-der verwenden, so der Her-steller. Datacad Software & Service GmbH,55545 Bad Kreuznach,Tel. (06 71) 83 63 10,Fax (06 71) 4 82 02 93,www.datacad.de
Die CAD/CAM-Software Art-cam 2D erzeugt aus Beschrif-tungen und anderen Vorla-gen Fertigungsdaten für alleProdukte aller Größen, ange-fangen beim kleinstenSchmuckobjekt bis hin zuSchildern und Reklameflä-chen. Die Software ist nachAussage des Herstellers ein-fach zu bedienen – eine ein-zigartige Online-Hilfe stehtdem Anwender bei jedem Ar-beitsschritt zur Verfügung.Konstruktionen werdenmittels eines Zeichnungs- undTexterstellungswerkzeugeserzeugt. Alternativ können
sie aus anderen Grafikpro-grammen oder als Bitmap-Bilder und Scans importiertwerden. Die Konstruktionenlassen sich problemlos mitder Software ändern, rotie-ren oder skalieren. Geeigne-te Werkzeuge ermöglichendie einfache Platzierung vonText entlang oder rund um je-de beliebige Kurvenform.Nach Abschluss der Konstruk-tion steht zahleiche Bearbei-tungsoptionen zur Auswahl. Delcam GmbH,63225 Langen,Tel. (0 61 03) 2 05 77-0,Fax (0 61 03) 92 87 34,[email protected]
CAD/CAM-Version in neuer Version
Die Produktpalette rund umTrans3D, einer Software zurverlustfreien Datenkonver-tierung von 3D-Modellenwird um drei neue Produkteerweitert. Dem Virtual Expertzur automatisierten Korrek-tur von 3D-Modellen, einemProgramm zur Erzeugungvon Metafaces sowie einemVDA-Checker. Ein neuesWerkzeug, der Virtual Expert,ergänzt die bekannten Kor-rekturfunktionen vonTrans3D bei Fehlern, die einegeometrische Veränderungdes Modells notwendig ma-chen. Die Reparatur von kon-struktionsbedingten Fehlernauf dem Modell wird hierbei
unter Aufsicht des Anwendersdurchgeführt. Das Metaface-Tool ermöglicht es, Flächeninnerhalb benutzerdefinier-ter Toleranzgrenzen automa-tisch zu verschmelzen. CT CoreTechnologie GmbH,63776 Mömbris,Tel. (0 60 29) 99 43 86,Fax (0 60 29) 99 43 87,[email protected],www.coretechnologie.de
Software konvertiert 3D-Modelldaten
CAD-Software optimiert Konstruktion
XX
Masch
inenm
arkt
·34
/200
1
MM
PRODUKTE UND VERFAHREN
Planenschweißmaschinenwerden zum Fügen von gro-ßen Kunststoffbahnen beimHerstellen von Werbeplanen,Zelten, Traglufthallen oderSchwimmbadabdeckungeneingesetzt. Das zur Anwen-dung kommende Hochfre-quenz-Schweißverfahren ar-beitet nach einem ähnlichenPrinzip wie die Mikrowelleund erwärmt den Kunststoffdurch ein elektrisches Feld.Weil dies nicht im Durchlaufmöglich ist, werden Nähtevon 1 m Länge hintereinan-der gesetzt, so dass beliebiglange Nähte entstehen. Beiherkömmlichen Schweißma-schinen begrenzt der C-för-mig angeordnete Maschinen-körper den Arbeitsraum. Beieiner neu entwickelten
Schweißanlage ist der Ma-schinenkopf schwebend auf-gehängt, so dass der Arbeits-raum in keiner Weise einge-schränkt wird. Hierdurch wirddie Handhabung großer undschwerer Teile deutlich er-leichtert. Das Maschinen- undTischgestell ist aus Schüco-Systemprofilen aufgebaut.Die bei Stahlkonstruktionenübliche Bearbeitung kannhier entfallen. Durch den mo-dularen Aufbau ist eine Ver-längerung der Maschine je-derzeit möglich, so dass dieAnlage den Kundenanforde-rungen angepasst werdenkann. Heinz Schirmacher GmbH, 22946 Trittau, Tel. (0 41 54) 86 16-0, Fax (0 41 54) 30 18, [email protected]
HF-Planenschweißmaschine mit frei zugänglichem Arbeitsraum
Seine Baureihe stufenge-schalteter MIG-/MAG-Schweißstromquellen hatKjellberg um zwei Variantenerweitert. Neben den bishererhältlichen Schweißanlagenin Kompaktausführung von180 A bis 350 A für das gas-gekühlte Schweißen werdenjetzt Schweißanlagen mit ex-ternem Drahtvorschubgerätangeboten.
Die Schweißanlagen mit280 A bei 60% Einschaltdau-er und 350 A bei 60% Ein-schaltdauer werden für dasSchweißen an unlegierten,niedriglegierten und hochle-gierten Stählen, an Alumi-nium und dessen Legierun-gen mit Argon oder Mischga-sen verwendet. Die Leis-tungseinstellung erfolgt über10 oder 30 Stufen. Das ex-terne Drahtvorschubgerät
verfügt über einen robustenVierrollenantrieb und hat ei-ne stufenlos einstellbareDrahtvorschubgeschwindig-keit. Die flach liegende Kof-ferbauform sichert eine kom-fortable Nutzung. Das Draht-vorschubgerät verfügt serien-mäßig über Räder und kannoptional über ein Drehkreuzauf der Schweißstromquelledrehbar angeordnet werden.Zwischen Schweißstromquel-le und Drahtvorschubgerätlassen sich Zwischenschlauch-pakete bis 20 m Länge ver-wenden, die so einen flexi-blen Fertigungseinsatz ge-statten.
MIG-/MAG-Stromquellen mit externem Drahtvorschubgerät
XX
Masch
inenm
arkt
·34
/200
1
MM
PRODUKTE UND VERFAHREN
Durch das modulare Konzeptist ein fasergekoppeltesHochleistungsdiodenlaser-system für die Materialbear-beitung laut Hersteller be-sonders bedien- und service-freundlich. Der modulare La-serkopf wird wie auch die Ver-sorgungseinheit und die Küh-lung in ein robustes 19“-Ge-häuse verpackt. Dies ermög-
licht den Einsatzauch bei beengtenPlatzverhältnissenund erleichtert dieIntegration in Anla-gen. Über Lichtleit-faser, die je nachAnforderung unter-schiedlich ausgelegt
ist, wird der Bearbeitungs-kopf bedient. Er ist so ausge-legt, dass er mit vorhandenenZusatzfunktionsmodulen wieintegrierter Kamera oder Py-rometer sowie der Strahl-
ablenkeinheit kompatibel ist.Mit einer seriellen Schnitt-stelle RS232 ausgestattet,verfügt das Lasersystem übereine einfach zu bedienendeBenutzerschnittstelle zur Pa-rametrisierung und Überwa-chung. Zusätzliche analogeund digitale Ein- und Ausgän-ge stellen sicher, dass auchschnelle, zeitkritische Pro-zessabläufe realisiert werdenkönnen. Der Diodenlaserwird mit optischen Ausgangs-leistungen von 100 und 200W sowie mit Wellenlängenvon 810, 840, 940 und 980nm angeboten. Die bevor-zugten Anwendungsgebieteliegen beim Kunststoff-schweißen und beim Selektiv-Löten. Fisba Optik AG,CH-9016 St. Gallen, Tel.(00 41-71) 2 82-31 31, Fax (00 41-71) 2 82-31 30, [email protected], www.fisba.ch
Fasergekoppelter Diodenlaserin modularer Bauweise
Höhere Bohrgeschwin-digkeiten und reduzier-te Betriebskosten sindlaut Hersteller die Vor-teile eines Laser-Bohr-systems für HDI-Leiter-platten. Es arbeitet nachdem Hybrid-Dual-Laser-Konzept: Dabei bohrt einUV-Laser zunächst die obers-te Kupferschicht, danach wer-den die Sacklöcher mit einemInfarot-CO2-Laser in das Die-lektrikum gebohrt. Durch die-se Bearbeitungstechnik wirddie Erstellung einer Fotomas-ke überflüssig, was zu größe-rer Vielseitigkeit und zu einerschnelleren Markteinführungbei neuen Leiterplatten-De-signs führt. Das Laser-Bohr-system ist ausgestattet mit ei-nem RF-angeregten CO2-La-ser mit 2 kW Spitzenleistungund geschlossener Kammerohne Gasaustausch. Laser-
ener-gie und tele-
zentrische Strahlfüh-rung lassen sich vom Anwen-der programmieren. Dadurchbietet die Anlage eine guteLochqualität bei allen Basis-materialien und allen Artenvon Leiterplatten. Ergänzendzum CO2-Laser gewährleistetein diodengepumpter 4,5-kW-UV-Festkörperlaser dasBohren der Kupferlagen mithoher Geschwindigkeit. GSI Lumonics, 85716 Unterschleißheim, Tel. (0 89) 31 70 71 44, Fax (0 89) 31 70 72 50, www.gsilumonics.de
Hybrides Laser-Bohrsystemfür die Leiterplattenbearbeitung
6115 /K_
34-01 E
XX
Masch
inenm
arkt
·34
/200
1
MM
PRODUKTE UND VERFAHREN
Um einen Halter und weitereWendeschneidplatten zumEinstechen und Abstechen hatSandvik Coromant sein Coro-cut-Werkzeugprogramm er-weitert. Der Halter ist be-sonders geeignet zum Ferti-gen von flachen Nuten. Diepräzisionsgeschliffene Wen-deschneidplatte mit GF-Geo-metrie dient zum eng tole-rierten Abstechen in allenWerkstoffen, vor allem inhochwarmfeste und korro-sionsbeständige Stähle. ZumTiefabstechen gibt es die ein-schneidige Schneidplatte mitCR-Geometrie, zum Formdre-hen von Teilen aus Alumi-
nium die Schneidplatte ausder Sorte H 10 mit AM-Geo-metrie. Schneidplatten ausder Sorte GC1005 eignen sichzum Einstechen und Abste-chen.Sandvik GmbH,40035 Düsseldorf,Tel. (02 11) 50 57-2 38,Fax (02 11) 50 21 78,[email protected],www.sandvik.com
Bearbeitungsgenauigkeitenam Werkstück bis ±1,5 µm er-
Achsantrieben, ei-nem Werkstückwechsler für24 Werkstücke, einem auto-matischen Werkzeugwechs-ler, der bis zu 95 Werkzeugeaufnehmen kann sowie mit
einer automatischen Laser-messeinrichtung für Werk-zeuge und einer automati-schen Werkstückmesseinrich-tung. Spindeldrehzahlen bis160 000 min–1 sind möglich.Die kleinsten bisher einge-setzten Werkzeuge warenBohrer mit 30 µm Durchmes-ser und Fräser mit einemDurchmesser von 100 µm.Kern Micro- und FeinwerktechnikGmbH & Co. KG, 82418 Murnau,Tel. (0 88 41) 61 30-0,Fax (0 88 41) 61 30-40,[email protected],www.kern-microtechnic.com
Mikro-Bohr- und Fräsmaschineermöglicht 5-Achsen-Simultanbearbeitung
Die Vollhartmetallfräser mitgerader Stirn „Alu-W-Cut“zur Bearbeitung von Leicht-metallen decken den Durch-messerbereich von 2 bis 20mm ab und ergänzen das be-stehende Programm von ku-gelförmigen und torischenWerkzeugen. Der Schneid-stoff ist eine Ultra-Feinkorn-sorte der ISO-Anwendungs-klasse K40/50 mit Korngrö-ßen von etwa 0,3 µm. Auf-grund der Feinkörnigkeit kön-nen sehr scharfe, scharten-freie Schneidkanten erzeugtwerden., so dass mit blankenWerkzeugen Aluminiumle-
gierungen mit geringen Si-Gehalt sowie weiche Kupfer-legierungen und Kunststoffeprozesssicher bearbeitet wer-den können.
Eine kompakte MIG-/MAG-Schweißanlageverfügt über 40 Span-nungsstufen und dreiDrosselanschlüsse. Einstabiler Lichtbogen istlaut Hersteller auch imunteren Kurzlichtbo-genbereich gewährleistet.Mit 500 A bei 60% Einschalt-dauer eignet sich die Anlageauch für lange Nähte. Die än-derbare Polarität ermöglichtden Einsatz von hochproduk-
tiven Fülldrähten. ImenergiesparendenStand-by-Moduswerden alle nicht be-nötigten Verbrau-cher automatisch ab-
geschaltet. Ein Druckauf den Brennertaster ge-
nügt, um die Maschine wie-der zu aktivieren. Esab GmbH, 42648 Solingen, Tel. (02 12) 2 98-0, Fax (02 12) 2 98-2 18, [email protected], www.esab.de
Über eine integrierte Prozes-sorsteuerung mit Schweiß-programmen und vielenAutomatikfunktionen verfügteine stufengeschaltete MIG-/MAG-Schweißstromquelle.Damit stehen dem Anwenderüber die Einknopfbedienungsofort die erforderlichenSchweißparameter zur Verfü-gung, ohne dass zuvor kom-plizierte Einstellungen vorge-nommen werden müssen. Al-le wichtigen Funktionen undEinstellungen sind über digi-tale Anzeigen auf dem ge-schützt untergebrachtenFrontpanel dargestellt. DieAnwahl der Schweißpro-gramme erfolgt direkt durchdie Auswahl von Materialart,Drahtdurchmesser und Gas-art. Die gewählten Einstel-
lungen werden dabei durchLeuchtdioden angezeigt. Fürdie Schweißdatenüberwa-chung stehen entsprechendeHold-Funktionen zur Verfü-gung. Für die Einstellung dergewünschten Lichtbogencha-rakteristik ist eine Dämp-fungsdrossel integriert, dieüber einen Schalter auf demFrontpanel anwählbar ist. DieEinschaltdauer der Schweiß-stromquelle beträgt 100%bei 350 A und 60% bei 450A. Somit lassen sich alleSchweißdrähte, auch Füll-drähte bis zu einem Durch-messer von 1,6 mm , ver-schweißen.
fahrwege von 3000 mm in X-Richtung und 1500 mm in Y-Richtung erhältlich. Die Bol-zenschweißmaschinen verfü-gen über ein grafisch unter-stütztes Programmiersys-tem, eine prozessbegleitendeQualitätskontrolle und Auto-matikschweißköpfe mit digi-taler Weganzeige. Fernwar-tung und Ferndiagnose sindüber ISDN-Modem möglich. Heinz Soyer BolzenschweißtechnikGmbH, 82237 Wörthsee, Tel. (0 81 53) 8 85-0, Fax (0 81 53) 80 30, www.soyer.de
Für alle bekannten Bol-zenschweißverfahren eignetsich eine neue Generation vonCNC-gesteuerten Bolzen-schweißmaschinen. Sie ha-ben einen automatischen Ar-beitsablauf und sind für Ver-
CAD auf dem PC – AutoCAD-Update-Workshop Haus der Technik e. V.,Hollestraße 1, 45127 Essen,Tel. (02 01) 1 80 31, Fax (02 01) 1 80 32 69Essen, 17. und 18. 9.,1510 DM
Anti-Headhunting – Unternehmen vor Abwerbungen erfolgreich schützenDGFP e. V.,60528 Frankfurt/Main, Lyoner Straße 15,Tel. (0 69) 6 66 90 91, Fax (0 69) 6 66 90 46München, 20. 9., 960 DM
Hartbearbeitung in der Serien- und EinzelfertigungVDI-Wissensforum GmbH, Postfach 10 11 39, 40002 Düsseldorf, Tel. (02 11) 6 21 42 01, Fax (02 11) 6 21 41 54Friedrichshafen, 27. und 28. 9., 1200 DM
114
Masch
inenm
arkt
· 34
/200
1
MM
BÜCHER
Verantwortliche in Marketingund Werbung stehen immerwieder vor der Frage: Wiewird diese Anzeige, jenes Pla-kat, dieser Text nach außenwirken? „Top oder Flop – vor-her wissen, was ankommt“,verspricht der Unterneh-mensberater Niko Bayer undpräsentiert das Erfolgsrezept:Man wähle bekannte Prinzi-pien aus verschieden Diszipli-nen („Konzentrat des Wis-sens“), werfe sie in einen Topf,nenne das ganze „System“,nämlich Wirkungs-Kriterien-System (WKS), und erhebe eszum Maßstab. Nicht mehr alssechs Kriterien braucht derAutor, um über den künftigen
Lehrgang nach Kochrezept
Ich weiß ja nicht , wie es Ihnengehen würde, aber ich musstezunächst einmal schlucken:350 Euro (nicht Mark!) hatman als Nicht-BME-Mitgliedfür den „b2b-Marktplatzfüh-rer“ des BundesverbandesMaterialwirtschaft, Einkaufund Logistik (BME) zu berap-pen. Das nennt man selbst-bewusste Preisgestaltung.
Jedoch steckt viel Arbeit indiesem „Führer“, denn Re-cherchen über die New Eco-nomy sind – wie der Schreiberdieser Zeilen aus eigener Er-fahrung weiß – oft eine zäheAngelegenheit. Das ist vor al-lem dann der Fall, wenn esum konkrete Zahlen (Traffic
Top oder FlopVon N. Bayer. München: Wirtschaftsverlag Langen Müller, 2001, 179 Seiten, ISBN 3-7844-7408-X, 39,90 DM
Mobile Business und M-CommerceVon J. Zobel, München: Carl Hanser Verlag, 2001, 305 Seiten, ISBN 3-446-21618-9, 59,80 DM
oder Transaktionsvolumina)geht, die etwas über die Per-formance einer Online-Platt-form aussagen. Hat man sichaber erst einmal vom Preis-schock erholt, kann das Gebo-tene durchaus gefallen. DasWerk ist – wie bereits er-wähnt – sehr aufwendig re-cherchiert und bietet dadurchanders als die tabellarischenÜbersichten der Computer-oder Wirtschaftspresse bes-sere Entscheidungshilfen.Zwar mag so mancher Leservielleicht eine „Bewertung“der Plattformen vermissen,doch diese ist angesichts derHeterogenität der Marktplät-ze schwierig.
Erfolg einer Idee zu entschei-den: Aufmerksamkeit, Präg-nanz, Klarheit, Leistungsbe-zug und Zielgruppenorientie-rung. Deren Nuancierungenund Ausprägungen auf Ska-len von 60 bis 140 zeigendann die Qualität an.
Angereichert ist das Werkmit Werbebeispielen, mit ei-nem Glossar werbepsycholo-gischer Begriffe, einem Litera-turverzeichnis, weiterführen-den Internetadressen sowiemit Sentenzen solcher Art:„Was Vorteil bringt, das tutman unverzagt“ (Sophokles).
Vorteile bringt das Buch je-nen, die eine Richtschnur su-chen, um sich (und anderen)
ihre eigenen Urteile be-wusst(er) zu machen. Die Ent-scheidung nach Kriterienkata-log bleibt letztlich subjektiv,ersetzt keine empirische For-schung. Zudem: Es ist die Kri-terienauswahl des Autorsund von daher schon indivi-duellen Anforderungen nichtunbedingt genügend.
Für kreative Fachleute birgtdas Buch allenfalls bruch-stückhaftes, dafür allerdingsinteressant gemixtes Spar-tenwissen. Anschauen scha-det nichts. Ob sich aber WKSals Entscheidungsinstrumentin Marketing und Werbungdurchsetzen wird, ist zu be-zweifeln. Klaus Stukemeier
Allerdings: Der eine oderandere Satz zu „Usability“(Nutzerfreundlichkeit) der je-weiligen Website wäre unterUmständen doch ganz hilf-reich gewesen, zumal esdurchaus anerkannte Bewer-tungsmaßstäbe gibt. Rundsechzig b2b-Marktplätze, dievor allem deutsche Einkäuferansprechen wollen, hat dasAutorenteam unter die Lupegenommen. Das kann ange-sichts der extrem kurzenHalbwertszeit in der NewEconomy nur eine Moment-aufnahme sein. Allerdings istmanchmal eben ein Schnapp-schuss besser als gar keinTreffer. Jürgen Schreier
xen am Ende der meisten Ka-pitel und Unterkapitel fassenderen wichtigste Aussagenzusammen. Dazu gibt es ein-gestreute Think- sowie Ex-press-Reading-Boxen. Mit ih-rer Hilfe soll der Leser in we-niger als zwei Stunden M-Bu-siness verstehen und die Aus-wirkungen auf sein Geschäfterfahren.
Wer sich mehr Zeit nimmt,wird das lebendig geschrie-bene Buch gewiss mit eini-gem Genuss lesen und vor al-lem Anregungen für erfolg-
Auf 295 Seiten, zu denenauch ein Literaturverzeichnisund Stichwort-Register nichtfehlen, gibt der Autor einenebenso anschaulichen wiesachkundigen Überblick überMobile Business und E-Com-merce. Man sollte sie ganzdurchlesen. Aber auch an deneiligen Leser hat der AutorJörg Zobel gedacht.
b2b-MarktplatzführerVon R. Bogaschewsky und H. Müller. Frankfurt/Main: Bundesverband Material-wirtschaft, Einkauf undLogistik (BME), 2000. 284 Seiten, ISBN 3-933659-04-3, 684,54 DM (350 Euro)
reiches M-Business erhalten:heute nicht nur Chance, son-dern Notwendigkeit! Es ver-rät zugleich einen Autor, derhierzulande erworbeneswirtschaftswissenschaftlichesRepertoir mit in den USA ge-sammelten Erfahrungen gutzu verbinden weiß. Seine E-Mail-Adresse am Ende desBuches lädt sogar den Leserzu weiteren Fragen ein – undsicherlich auch zur Kontakt-aufnahme mit ihm als derzei-tiger Berater der Boston Con-sulting Group. Hans Dieball
Erfolgskriterien aus Sicht des Autors
Selbstbewusste Preisgestaltung
116
Masch
inenm
arkt
·34
/200
1
MM
VORSCHAU
Themen:
VERFAHRENSTECHNIK
QUALITATSSICHERUNG
PROZESSAUTOMATION
ANTRIEBSTECHNIK
MIKROSYSTEMTECHNIK
IT-BUSINESS
MANAGEMENT
www.maschinenmarkt.de
Fachartikel-Link-ServiceZusatzinformationen zum Heftinhalt
AktuellesNachrichten aus Wirtschaft u. Technik
Newsletter-AboKostenloser Online-Service der MM-Redaktion
MarktspiegelProduktinformationen
Firmen und ProdukteDatenbank mit Produkten und Firmenprofilen
MM-BörseDynamische Datenbank für Gebrauchtmaschinen
MM-Industrial MagazinesIndustriemagazine in West-, Mittel-, Osteuropa und Asien
MM-SpezialHyperlinks zu Messegesellschaften,Verbänden und Behörden
JobbörseAktueller Stellenmarkt
VERFAHRENSTECHNIKEine Fertigungs- und Rezeptur-
datenbank umfasst branchen-unabhängige Lösungen zur pro-
duktionsbezogen Verwaltung vonRohstoffen und Rezepturen.
Sie lesen außerdem:SOFTWAREEin variables Werkzeugverwaltungs-system bietet Schnittstellen zu ande-ren DV-Systemen.
ZERTIFIZIERUNGUm das vorhandene Qualitäts-managementsystem weiterzuentwi-ckeln, ließ sich Mahr, Göttingen, nachVDA 6.4 zertifizieren.
MIKRODÜSENEinweg-Mikrodüsen sparen Kosten beiReingung, Wartung und Reparatur.
AUF MM 35 VOM 27. 8. 2001
STEUERUNGSTECHNIKPer Internet lassen sich heuteSteuerungen von jedem Ort ausparamatrieren, diagnostizierenund warten. Dies spart nicht nurAufwand, sondern auch Kosten.
DRUCKLUFTVERSORGUNGDean Kronsbein, Mitglied des Vor-standes der Ultrafilter InternationalAG in Haan: „Unser erklärtes Ziel ist es, die gesamten Kosten für dieDrucklufterzeugung und -anwendungzwischen 25 und 40% zu senken.“
FELDBUSSEMit einer Toolbox mit Simulations-blöcken für Matlab/Simulink kannder Einfluss der Busauslastung aufdas Stabilitätverhalten von Feld-bussen untersucht werden.