Technische Universität Berlin Fakultät V - Verkehrs- und Maschinensysteme Institut für Land- und Seeverkehr Fachgebiet Schienenfahrzeuge Sebastian Reich geboren am 04.02.1976 in Hennigsdorf Einfluss der Faserverbund-Sandwichbauweise auf die kollisionssichere Gestaltung von Schienenfahrzeugen Von der Fakultät V Verkehrs- und Maschinensysteme Zur Erlangung des akademischen Grades Doktor der Ingenieurwissenschaften (Dr.-Ing.) genehmigte Dissertation Promotionsausschuss: Vorsitzender: Prof. Dr. rer. nat. V. Popov Berichter: Prof. Dr.-Ing. M. Hecht Univ. Doz. Dr.-techn. A. Starlinger Tag der wissenschaftlichen Aussprache: 27.06.2008 Berlin 2008 D83
Transcript
Technische Universität Berlin Fakultät V - Verkehrs- und Maschinensysteme
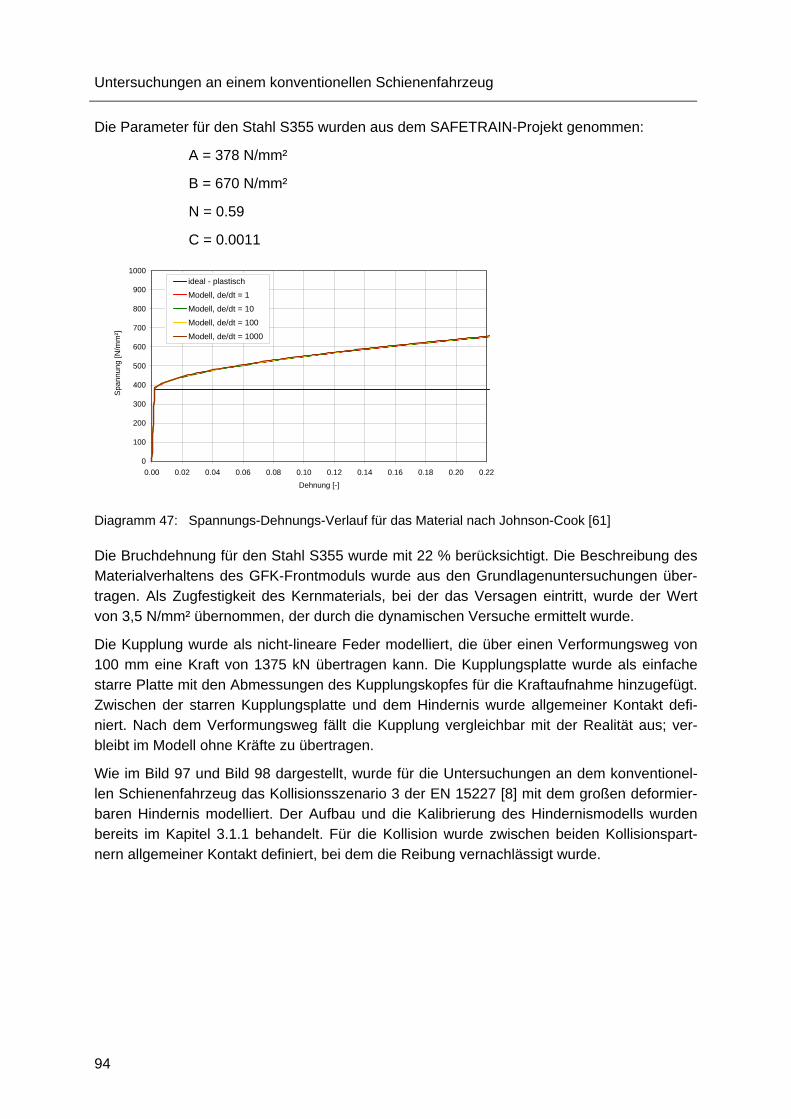
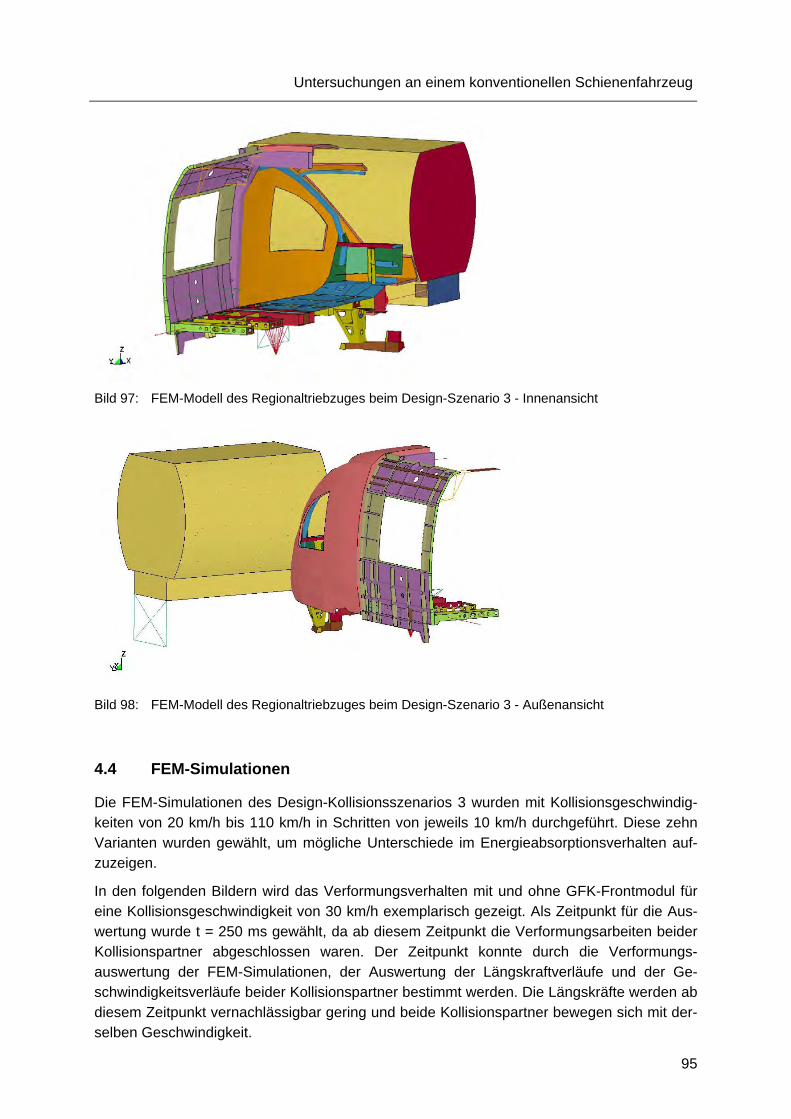
Institut für Land- und Seeverkehr Fachgebiet Schienenfahrzeuge
Sebastian Reich
geboren am 04.02.1976 in Hennigsdorf
Einfluss der Faserverbund-Sandwichbauweise auf die kollisionssichere Gestaltung von Schienenfahrzeugen
Von der Fakultät V
Verkehrs- und Maschinensysteme
Zur Erlangung des akademischen Grades
Doktor der Ingenieurwissenschaften (Dr.-Ing.)
genehmigte Dissertation
Promotionsausschuss:
Vorsitzender: Prof. Dr. rer. nat. V. Popov
Berichter: Prof. Dr.-Ing. M. Hecht
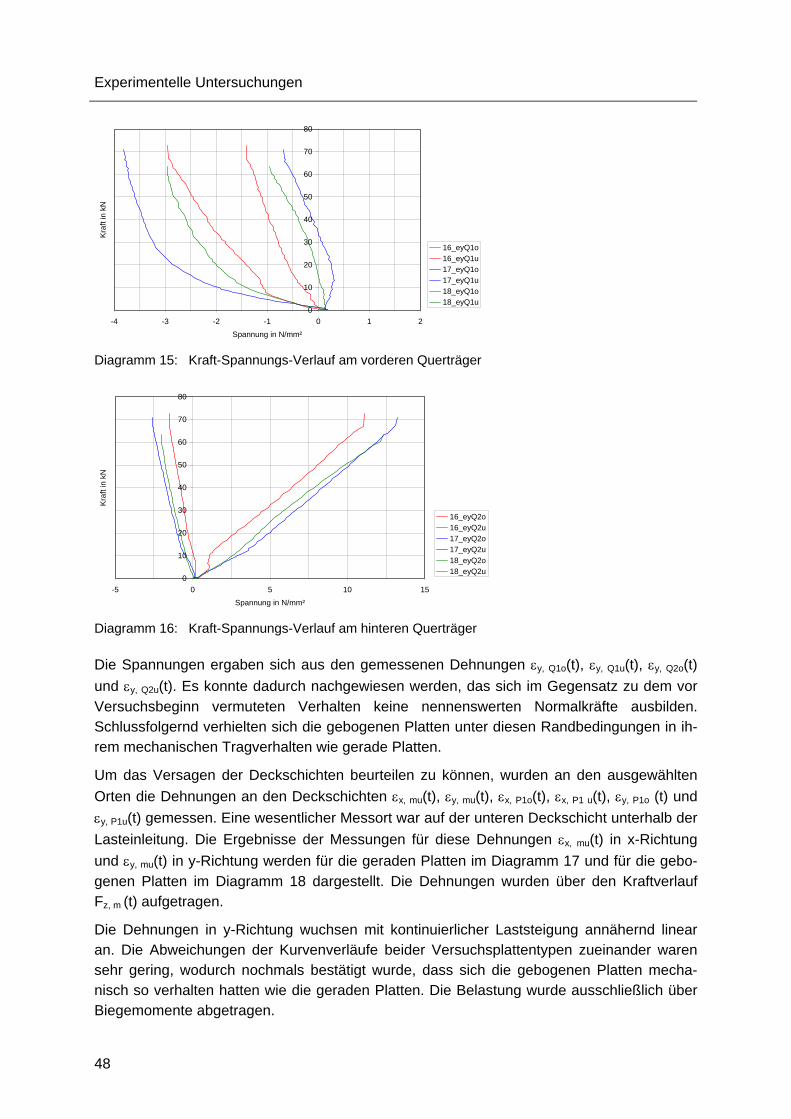
Univ. Doz. Dr.-techn. A. Starlinger
Tag der wissenschaftlichen Aussprache: 27.06.2008
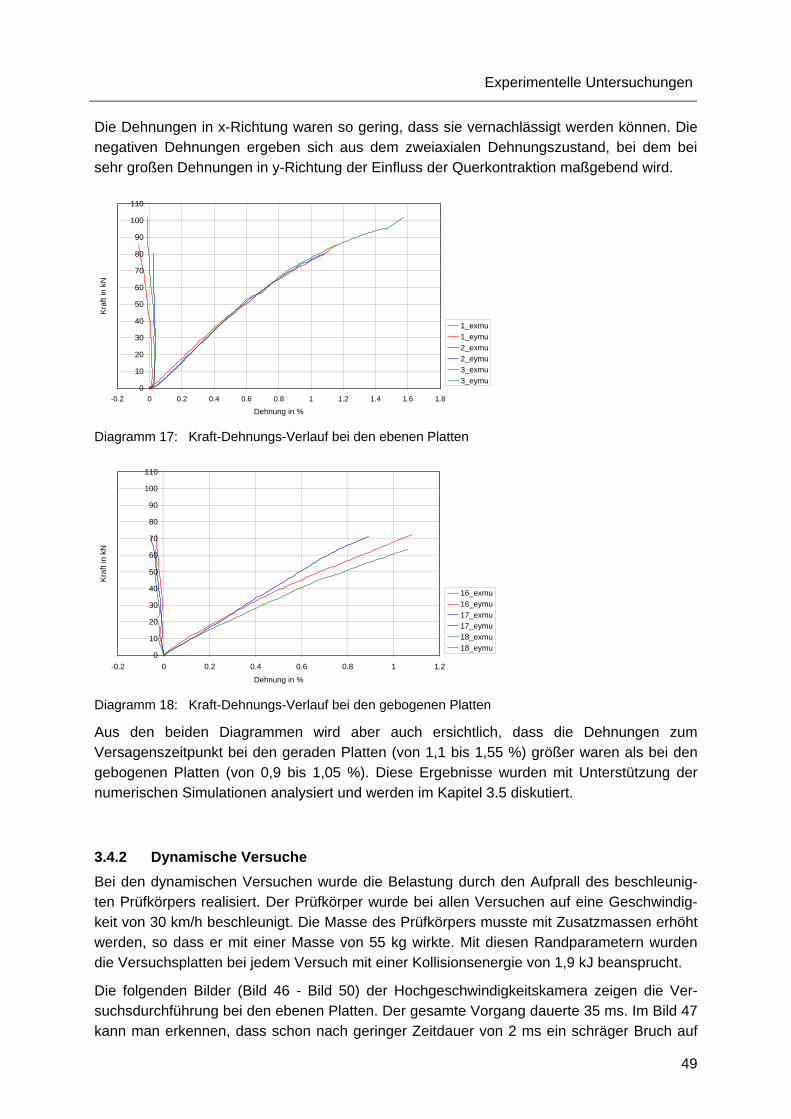
Berlin 2008
D83
für Norma, Tamino und Jakob Jonas
Vorwort
Die vorliegende Arbeit entstand in den Jahren 2004 bis 2007 während meiner Tätigkeit als Wissenschaftlicher Mitarbeiter am Fachgebiet Schienenfahrzeuge des Instituts für Land- und Seeverkehr der Technischen Universität Berlin.
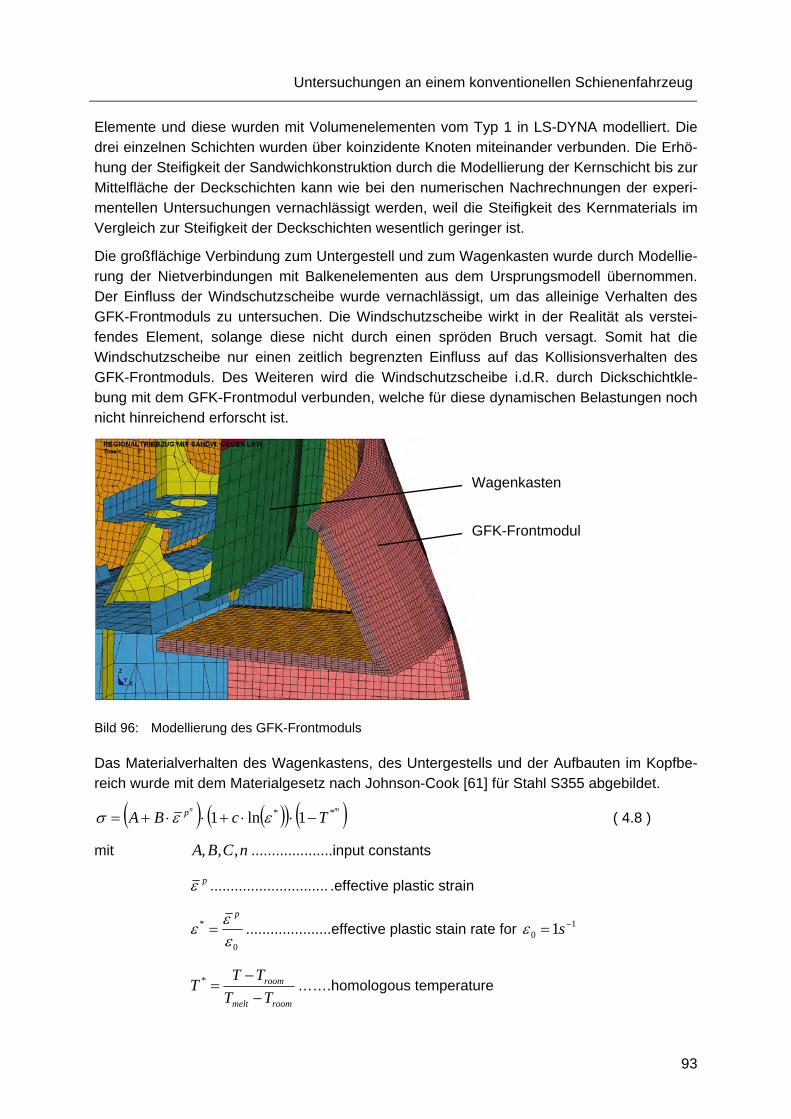
Besonderer Dank gilt Prof. Hecht, der mich in der Motivation für das gewählte Dissertations-thema jederzeit bestärkt und unterstützt hat. Er hatte mir vor drei Jahren die Möglichkeit er-öffnet und sichergestellt, diese Arbeit neben weiteren Forschungs- und Dienstleistungsarbei-ten zu bewältigen.
Prof. Starlinger danke ich besonders für die Bereitschaft, als Gutachter für diese Arbeit zur Verfügung zu stehen. Seine Anregungen und konstruktiven Kommentare waren eine wertvol-le Hilfe beim Erstellen der Dissertation.
Bedanken möchte ich mich auch bei allen Kolleginnen und Kollegen des Fachgebiets Schienenfahrzeuge, die jeder Zeit hilfsbereit und offen für die fachliche Diskussion waren. Bei Lutz-Michael Schmidt und Harald Jakatt bedanke ich besonders für die Betreuung der experimentellen Untersuchungen, die wesentlicher Bestandteil der vorliegenden Arbeit sind. Uwe Beika möchte ich danken für die vielfältigen fachlichen Gespräche, die oft weit über das Gebiet der passiven Sicherheit hinausführten und maßgebend zum Gelingen der Arbeit bei-trugen.
Nicht zuletzt möchte ich meiner Familie und meinen Freunden danken, die immer hinter mir standen und mich unterstützen. Entschuldigen möchte ich mich hiermit offiziell bei meiner Frau Norma und meinen Kindern Tamino und Jakob, denen ich während der Fertigstellung der Arbeit weniger Aufmerksamkeit zukommen ließ. Ohne den Rückhalt in meiner Familie hätte ich das Projekt „Dissertation“ nicht durchführen können.
I
Verzeichnung der Formelzeichen
Abkürzungen DB AG Deutsche Bahn Aktiengesellschaft
DLR Deutsches Zentrum für Luft- und Raumfahrt
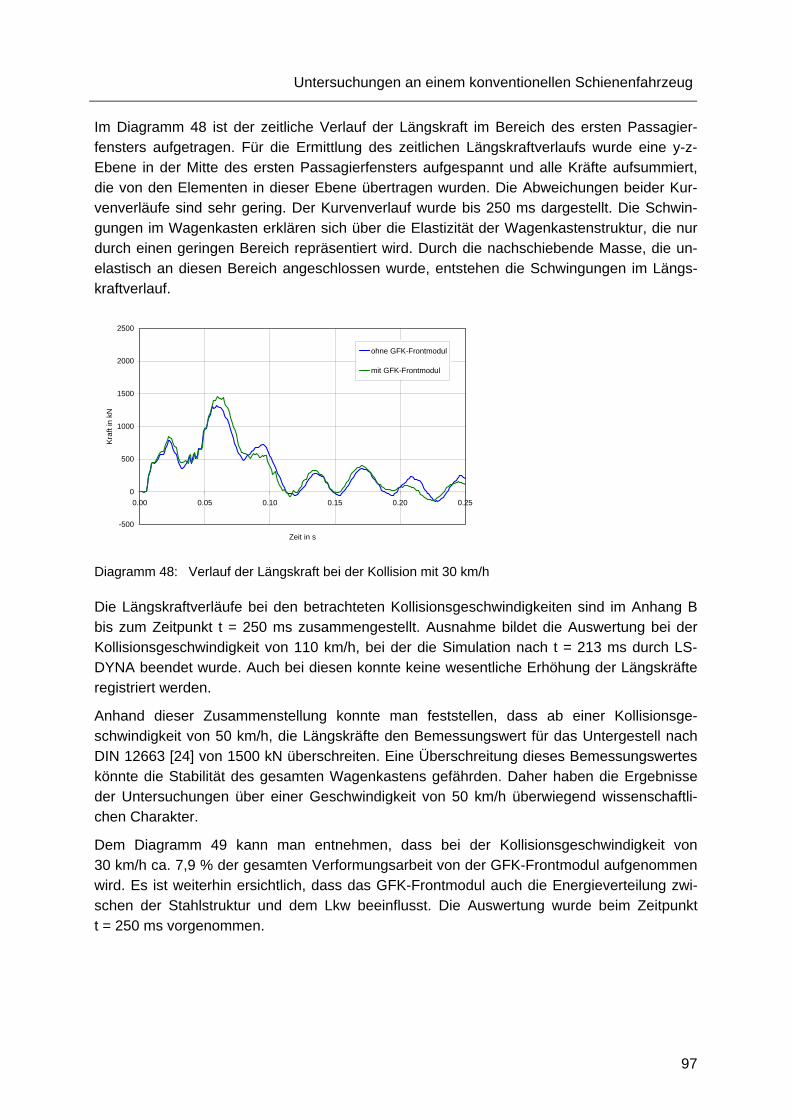
E-Modul Elastizitätsmodul
EN Europäische Norm
ERRI European Rail Research Institute
EU Europäische Union
FEM Finite-Elemente-Methode
FVK Faserverstärkte Kunststoffe
GFK Glasfaserverstärkter Kunststoff
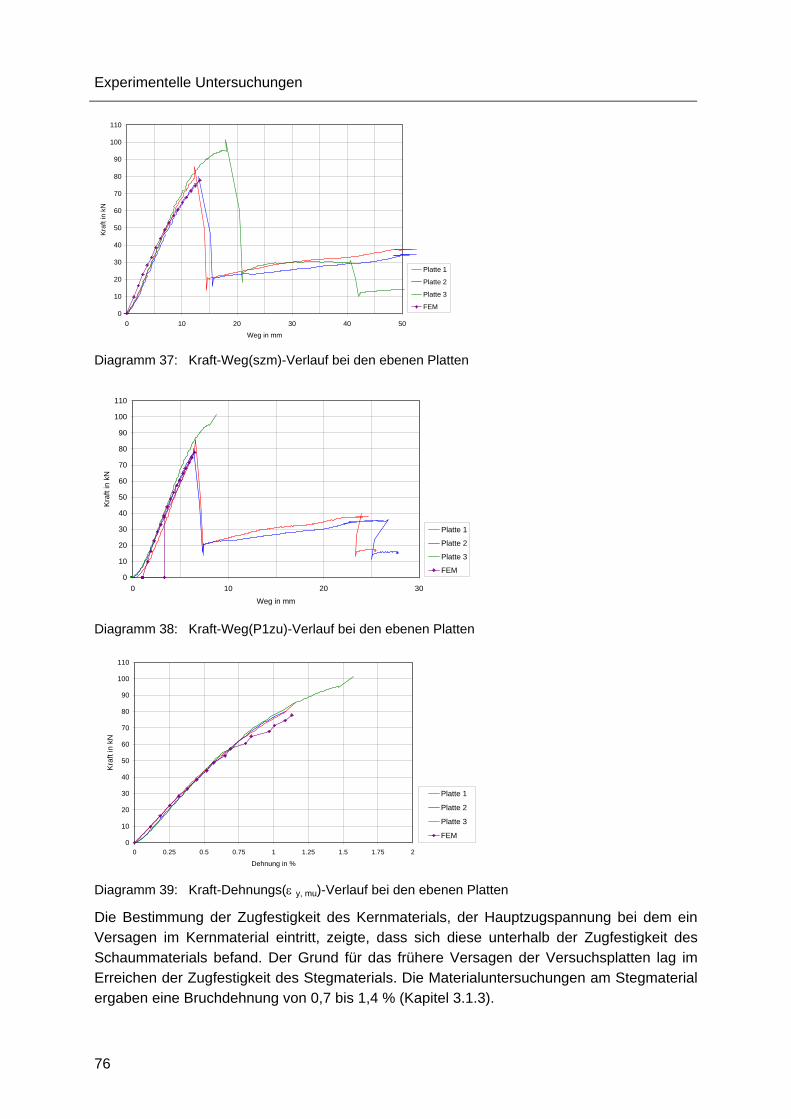
G-Modul Schubmodul
ICE InterCity Express
Lkw Lastkraftwagen
LRV Light rail vehicle
Pkw Personenkraftwagen
RTM Resin-Transfer-Moulding
PVC Polyvinylchlorid
SNCF Société nationale des chemins de fer français (französische Eisenbahngesellschaft)
TSI Technical Specification of Interoperability
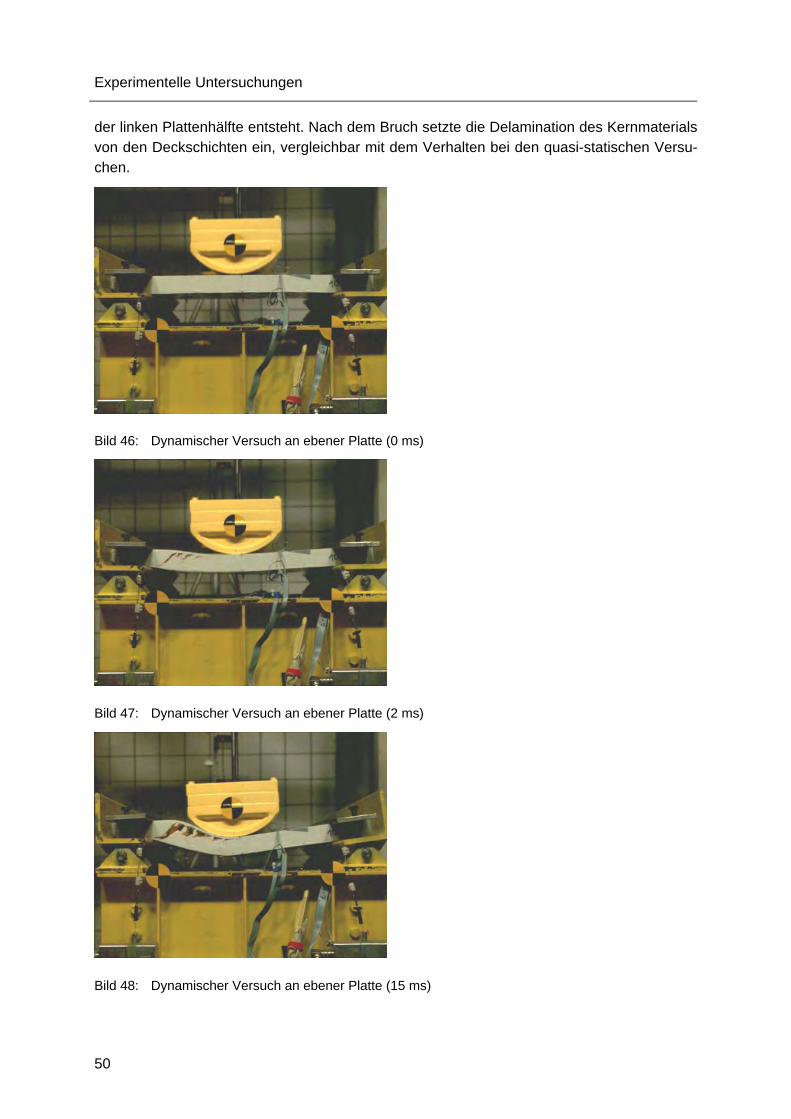
TU Berlin Technische Universität Berlin
UD-Schicht Unidirektionale Einzelschicht
UIC Union International des Chemins de Fer
Symbole ϕ relativer Faservolumengehalt
FaserV Faservolumenanteil in der UD-Schicht
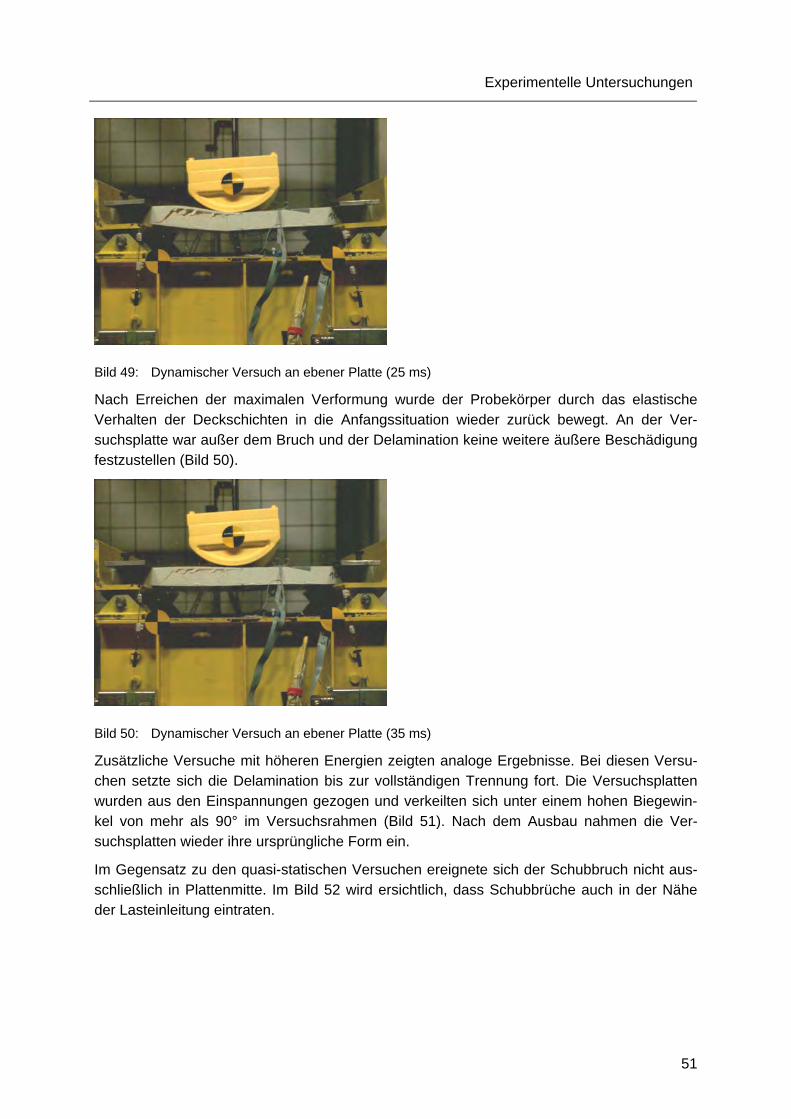
VerbundV Verbundvolumen in der UD-Schicht
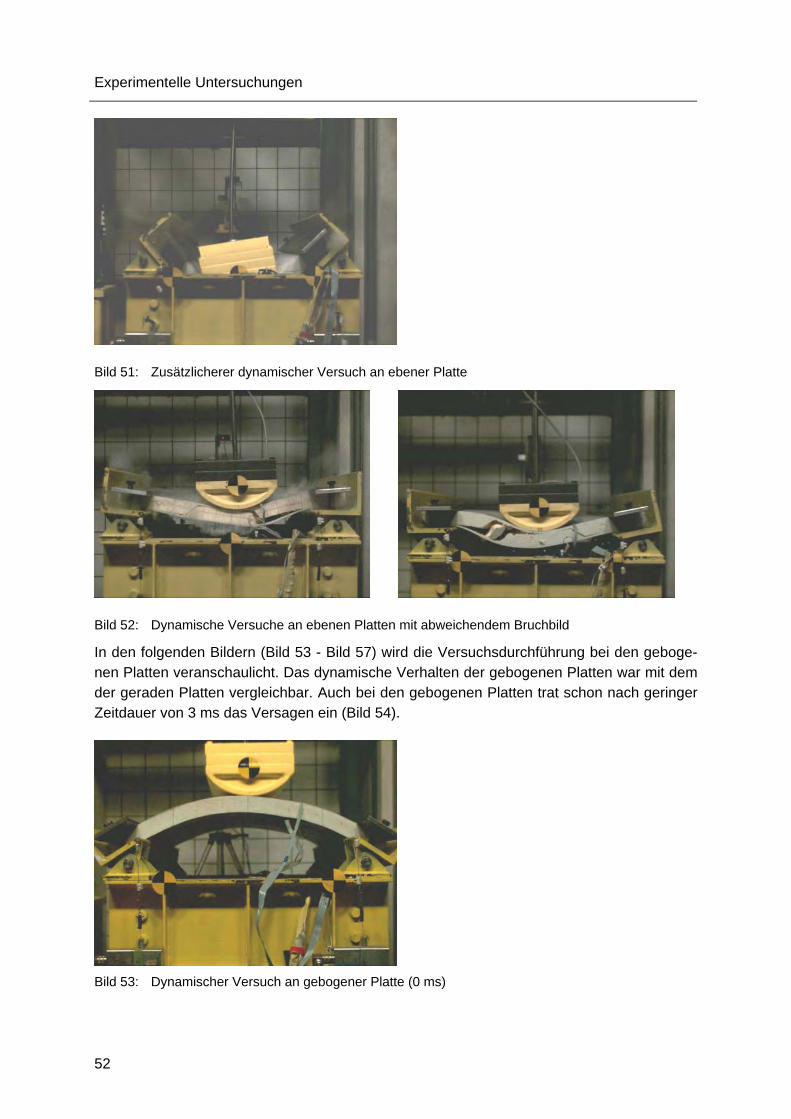
E Elastizitätsmodul
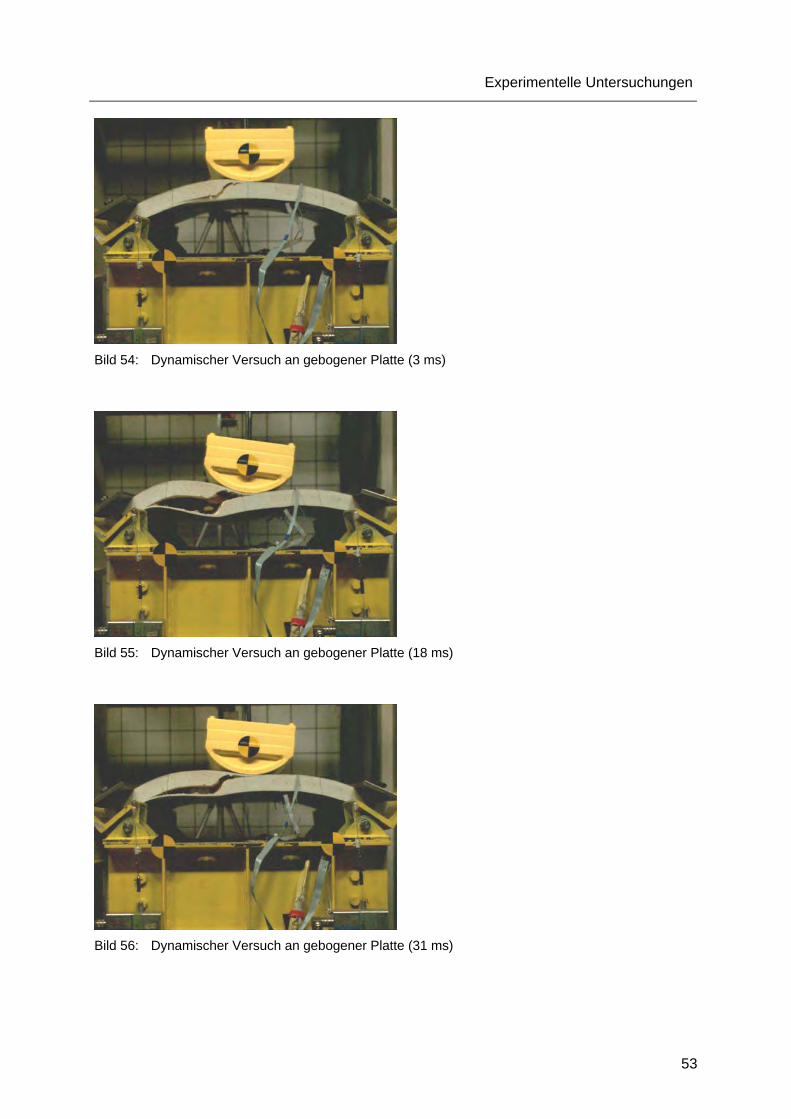
G Schubmodul
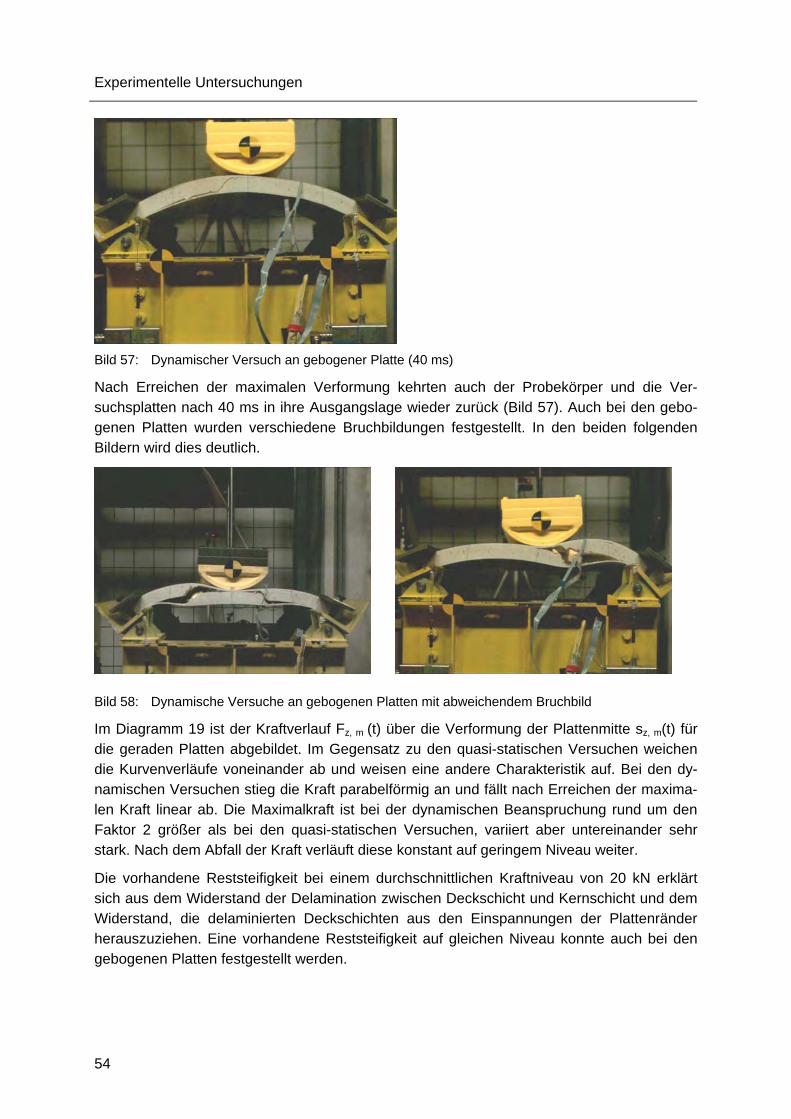
ν Querkontraktionszahl
σ Normalspannung
τ Schubspannung
ε Dehnung
II
γ Gleitung oder Scherung
κ Krümmung
[ ]Q Steifigkeitsmatrix der UD-Schicht
11Q Komponente der Steifigkeitsmatrix der UD-Schicht
[ ]Q transformierte Steifigkeitsmatrix der UD-Schicht
11Q Komponente der transformierten Steifigkeitsmatrix
w Durchbiegung
t Dicke
b Breite
l Länge
{ }N Vektor der Normalkräfte
{ }M Vektor der Momente
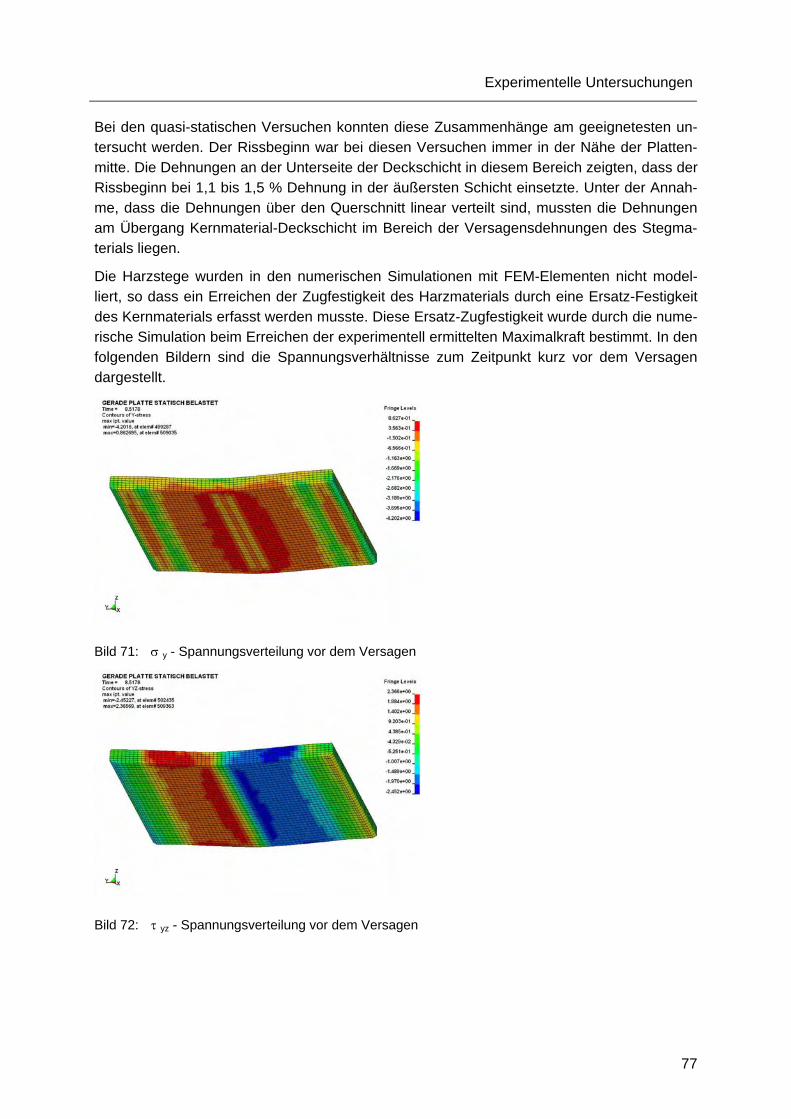
{ }n ; n Vektor der Normalkräfte, bezogen auf Querschnitt
n Normalkraftkomponente
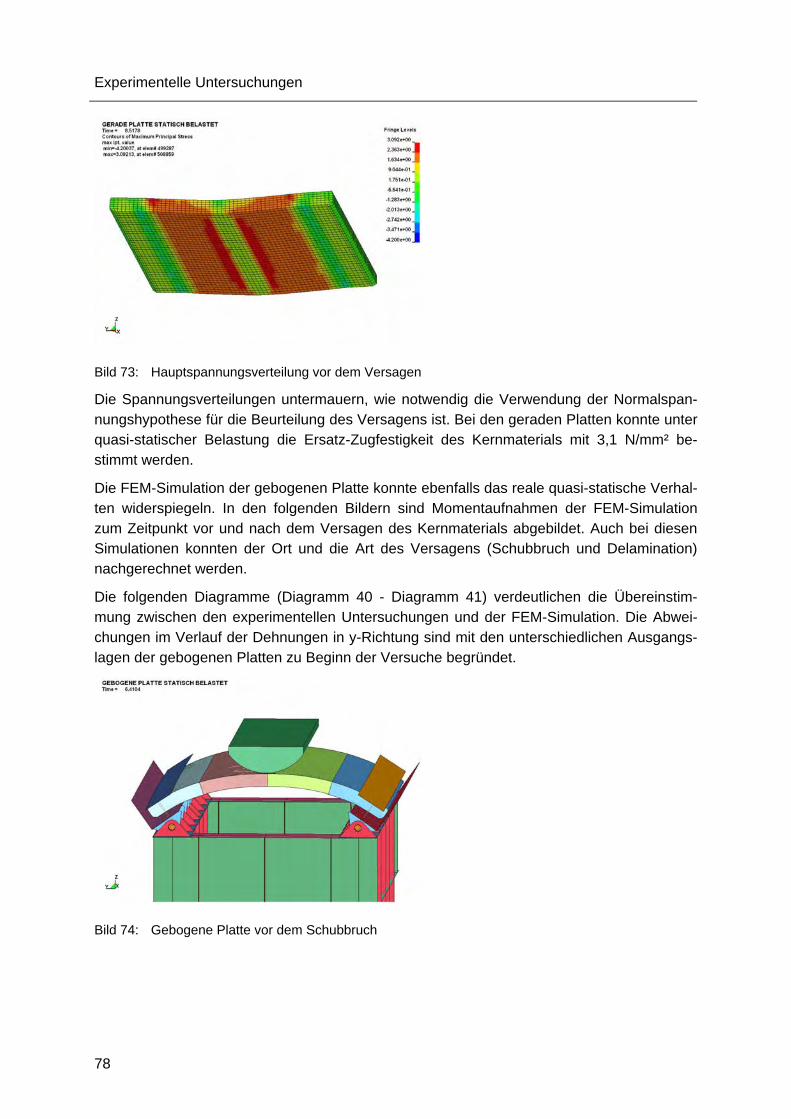
q Querkraftkomponente
{ }m ; m Vektor der Momente, bezogen auf Querschnitt
m Moment
[ ]A Scheiben-Steifigkeitsmatrix der klassischen Laminattheorie
11A Komponente der Scheiben-Steifigkeitsmatrix
[ ]B Koppel-Steifigkeitsmatrix der klassischen Laminattheorie
11B Komponente der Koppel-Steifigkeitsmatrix
[ ]D Platten-Steifigkeitsmatrix der klassischen Laminattheorie
11D Komponente der Platten-Steifigkeitsmatrix
Kh , d Abstand der Deckschichtmittelflächen, Höhe
D Dehnsteifigkeit
B Biegesteifigkeit
S ; K Schubsteifigkeit
A Fläche
I Flächenträgheitsmoment 2.Ordnung
e Abstand der Deckschichtmittelfläche von der Sandwichmittelfläche
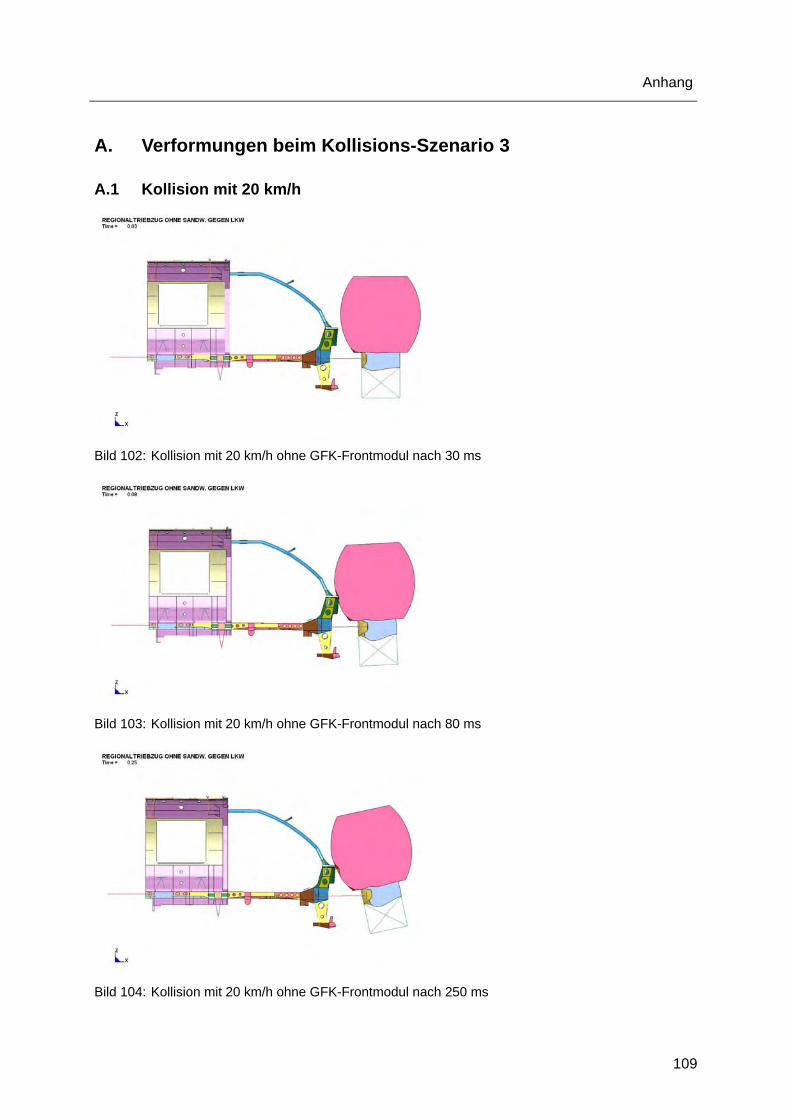
A. Verformungen beim Kollisions-Szenario 3................................................109
A.1 Kollision mit 20 km/h ............................................................................109
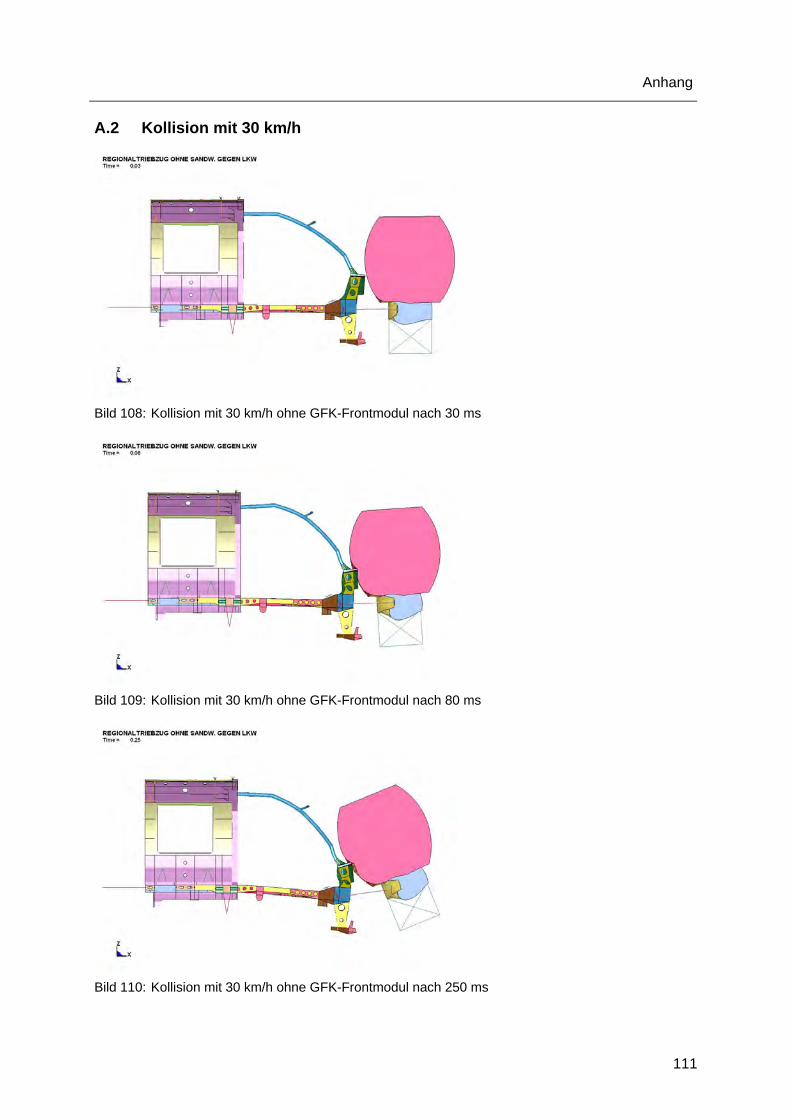
A.2 Kollision mit 30 km/h ............................................................................111
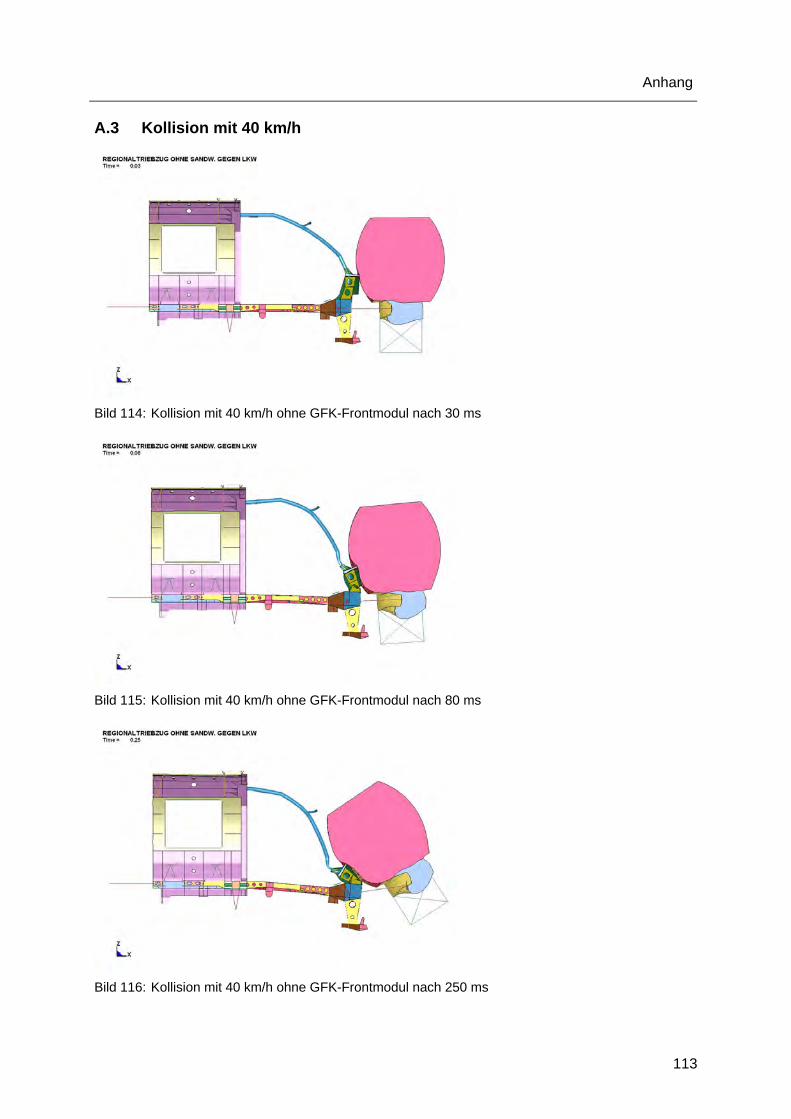
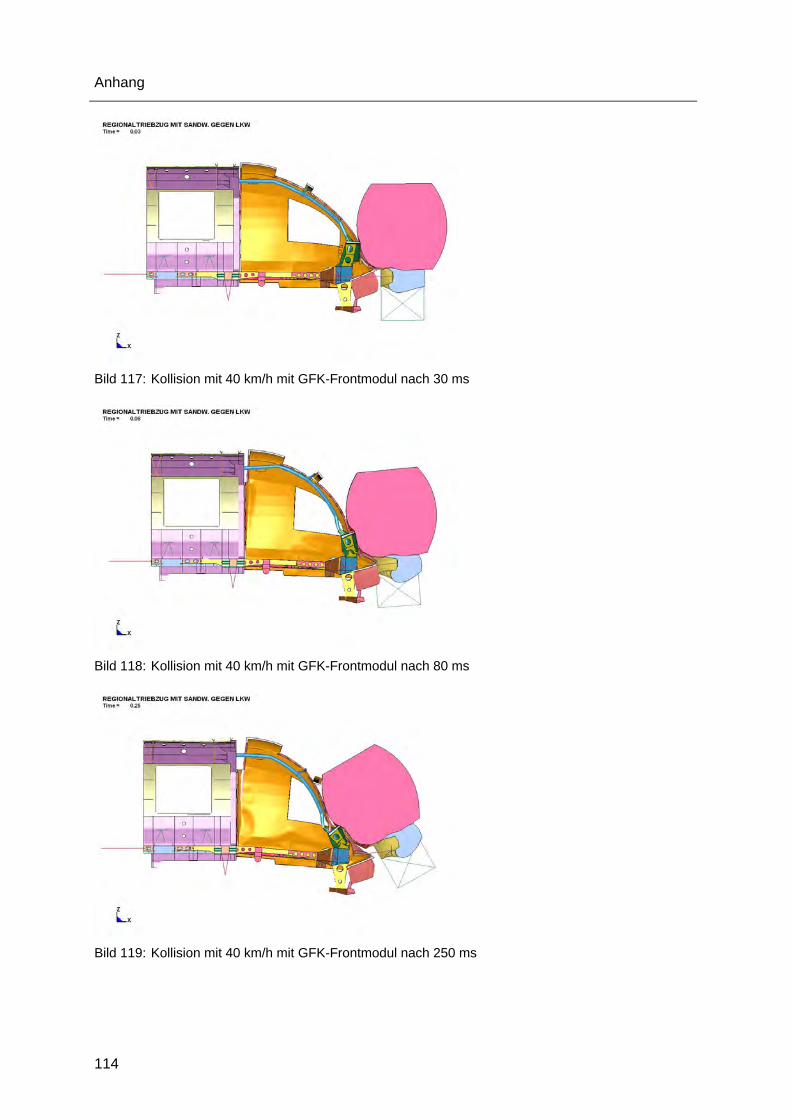
A.3 Kollision mit 40 km/h ............................................................................113
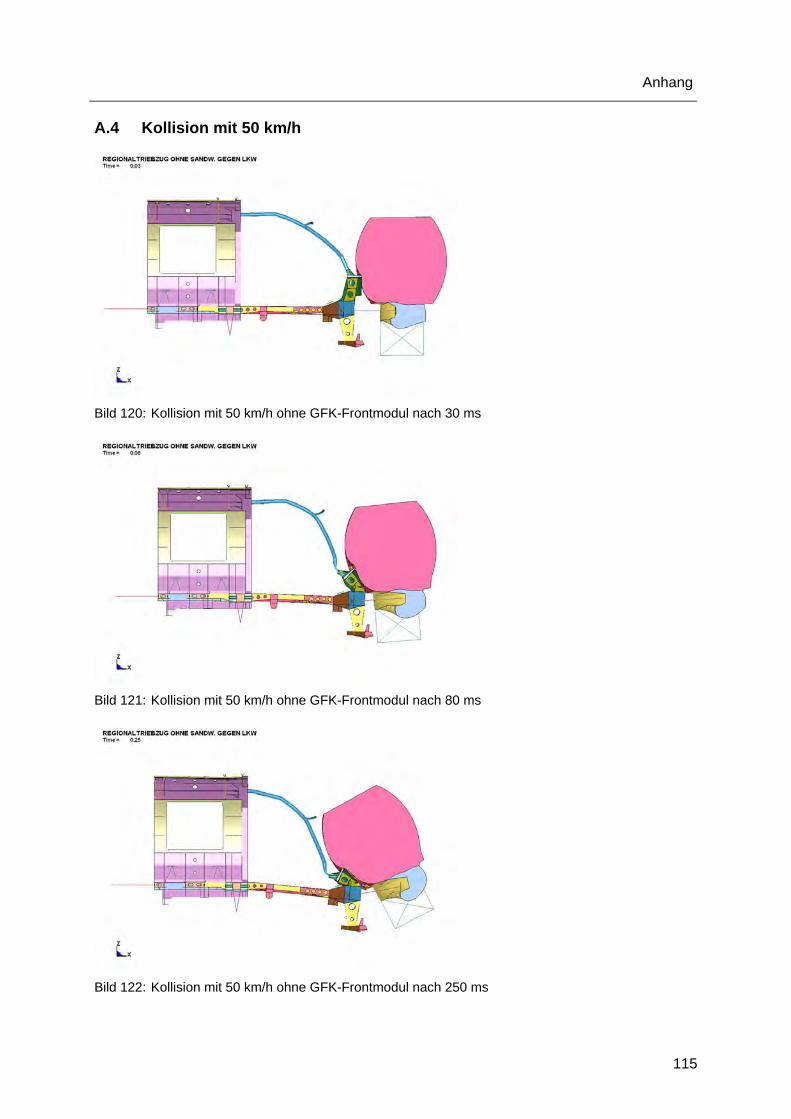
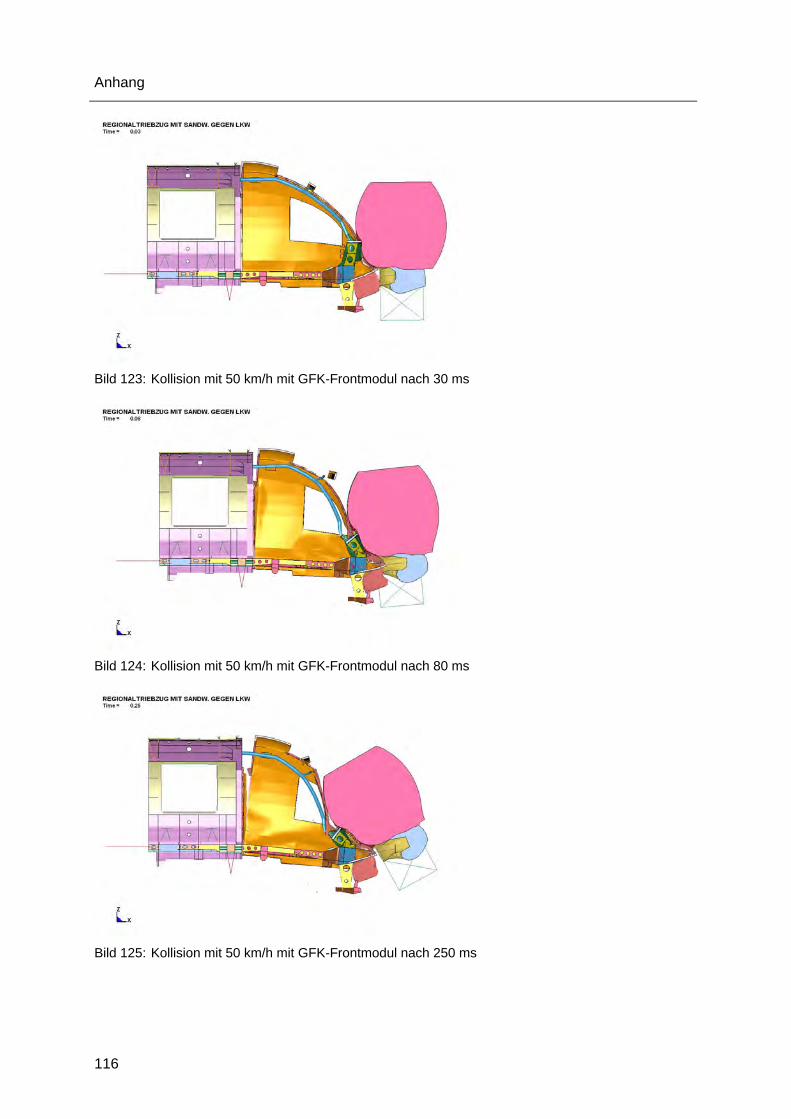
A.4 Kollision mit 50 km/h ............................................................................115
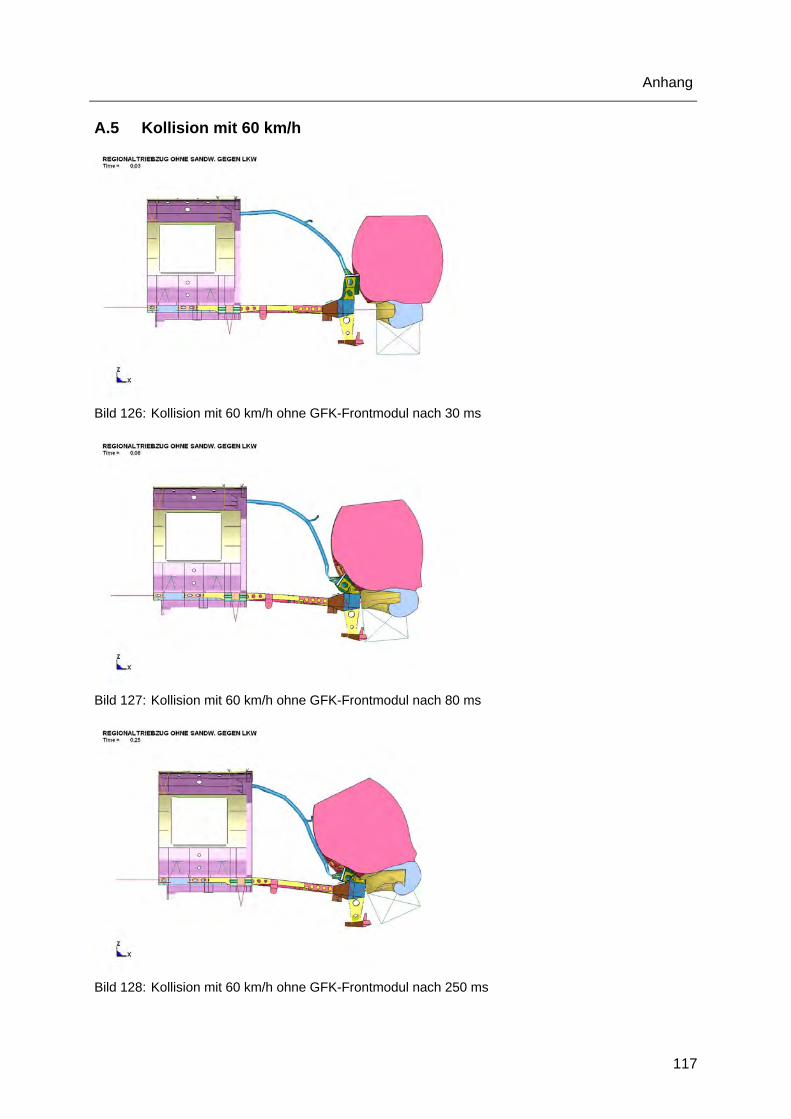
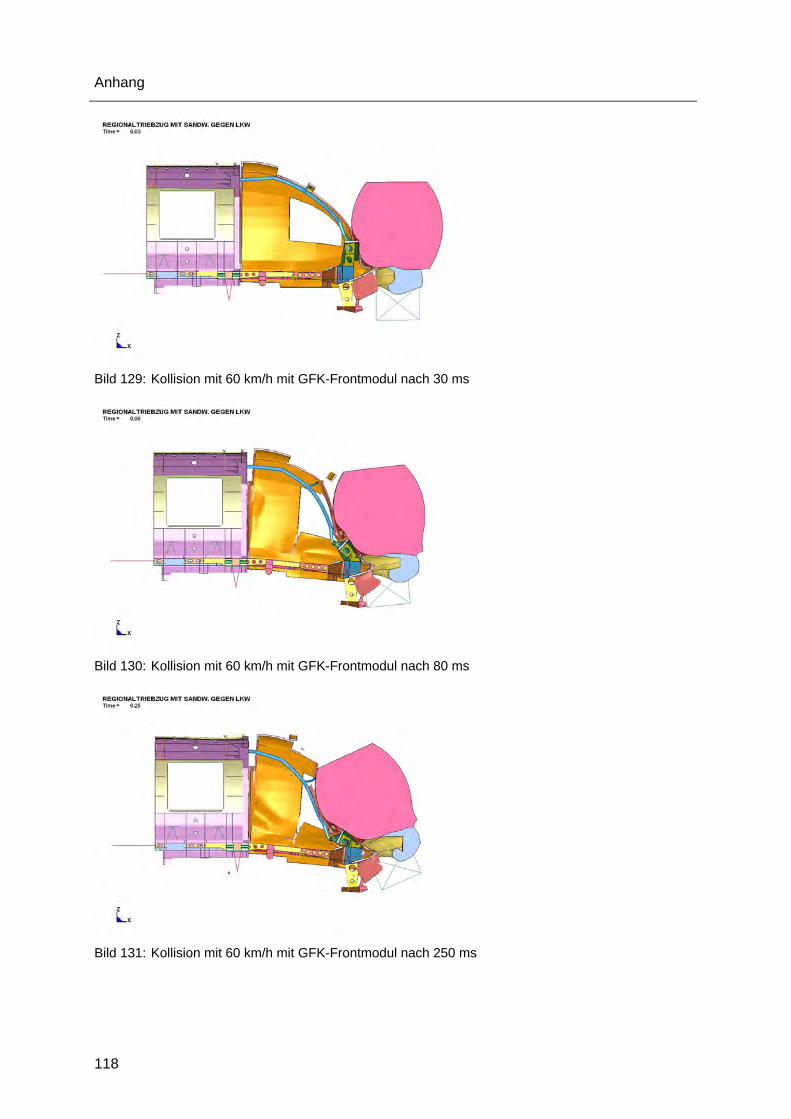
A.5 Kollision mit 60 km/h ............................................................................117
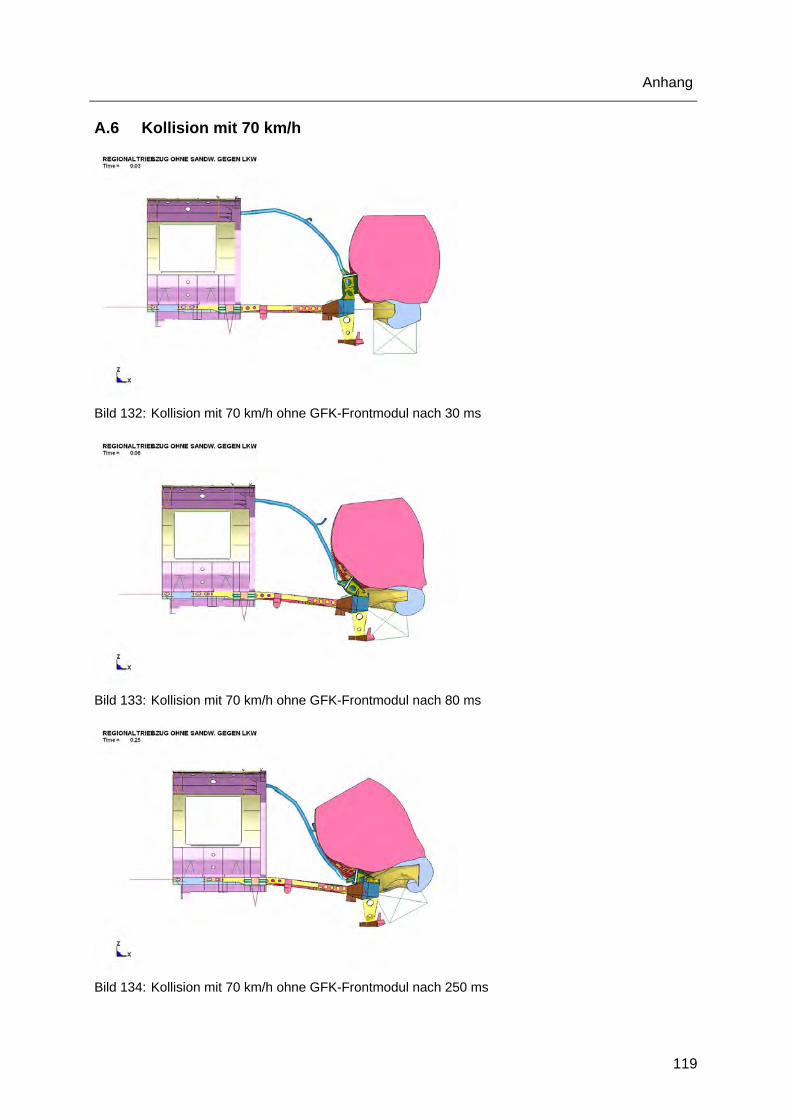
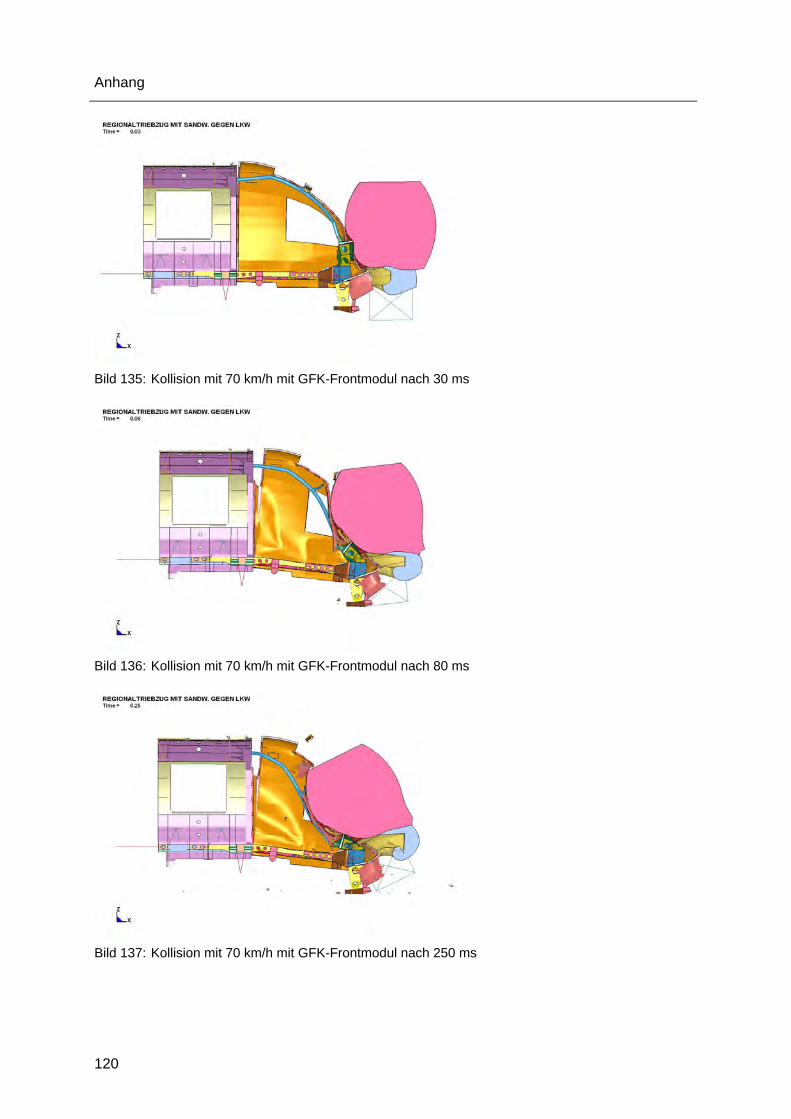
A.6 Kollision mit 70 km/h ............................................................................119
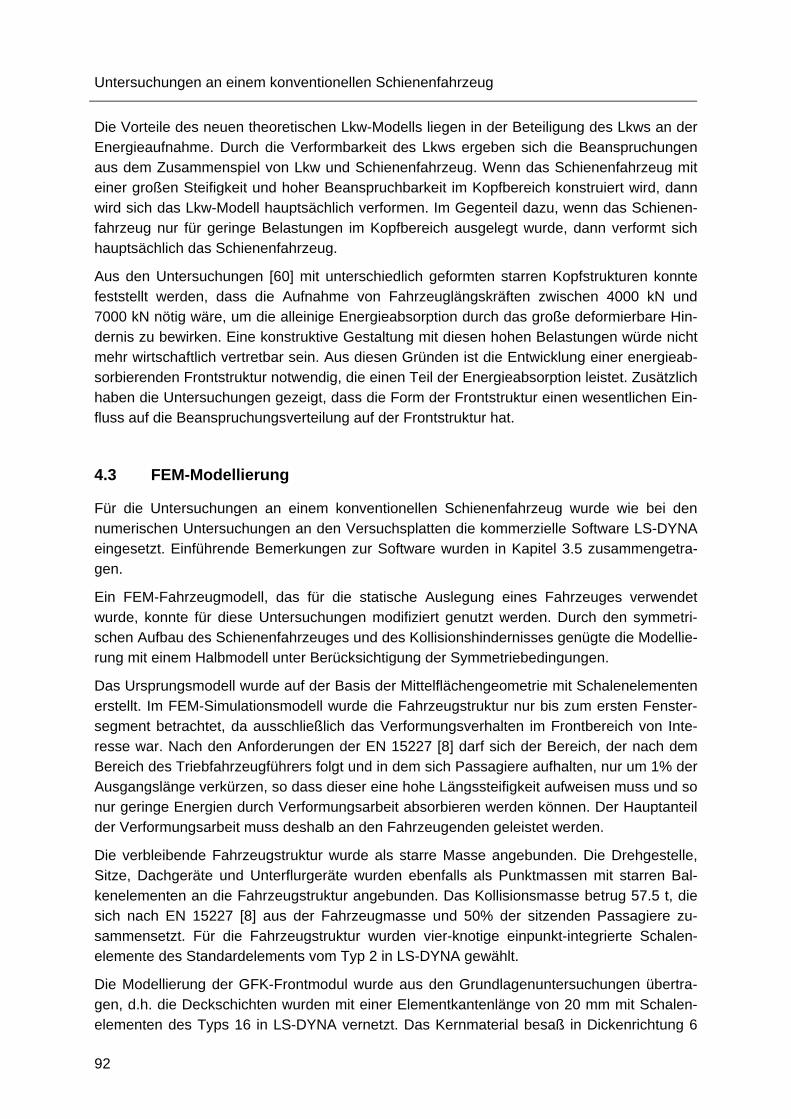
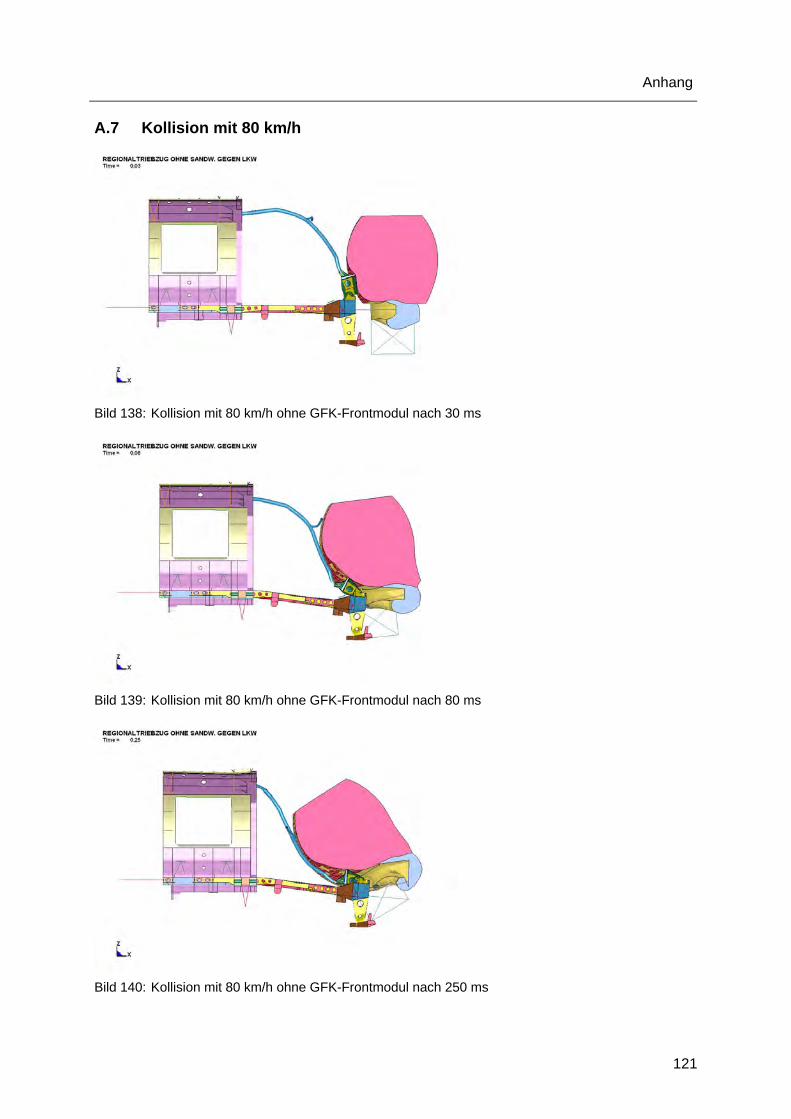
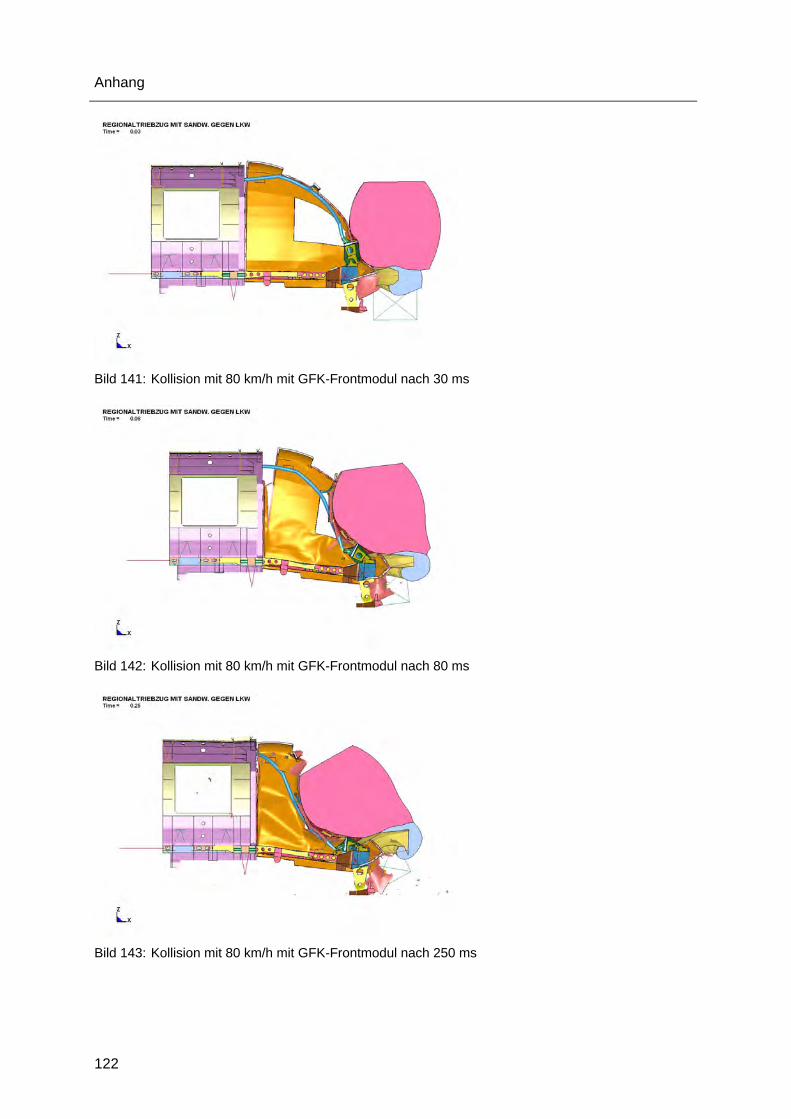
A.7 Kollision mit 80 km/h ............................................................................121
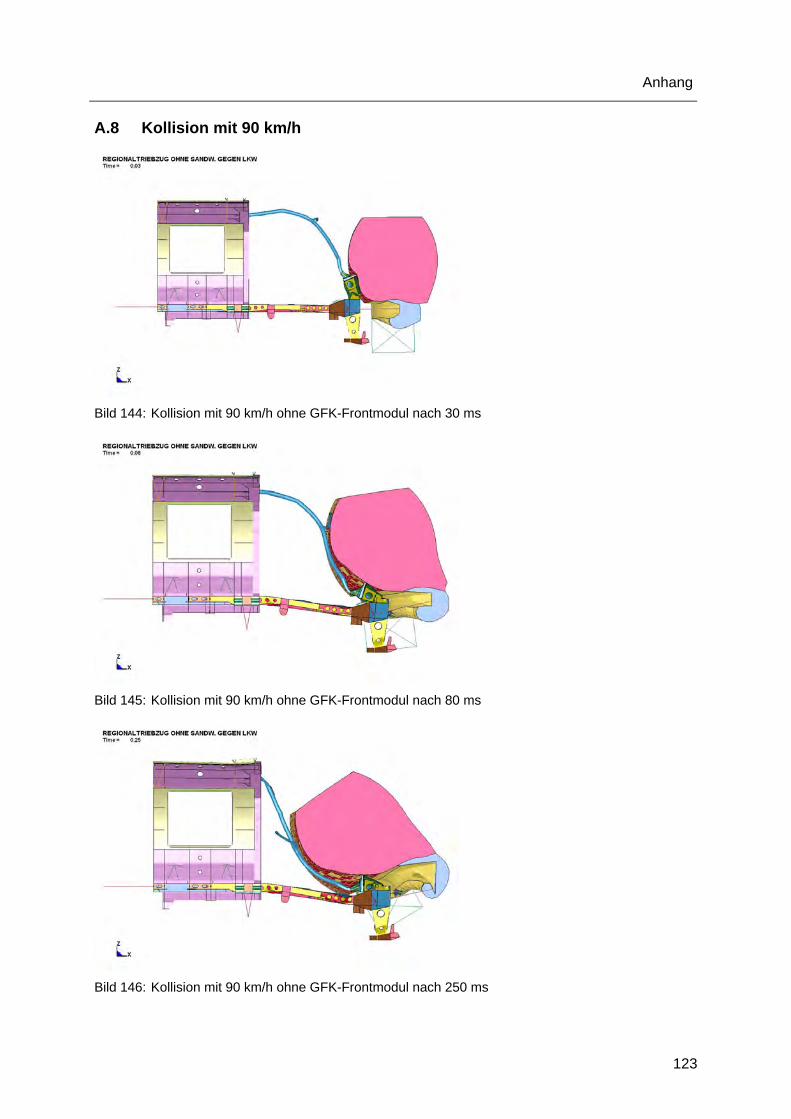
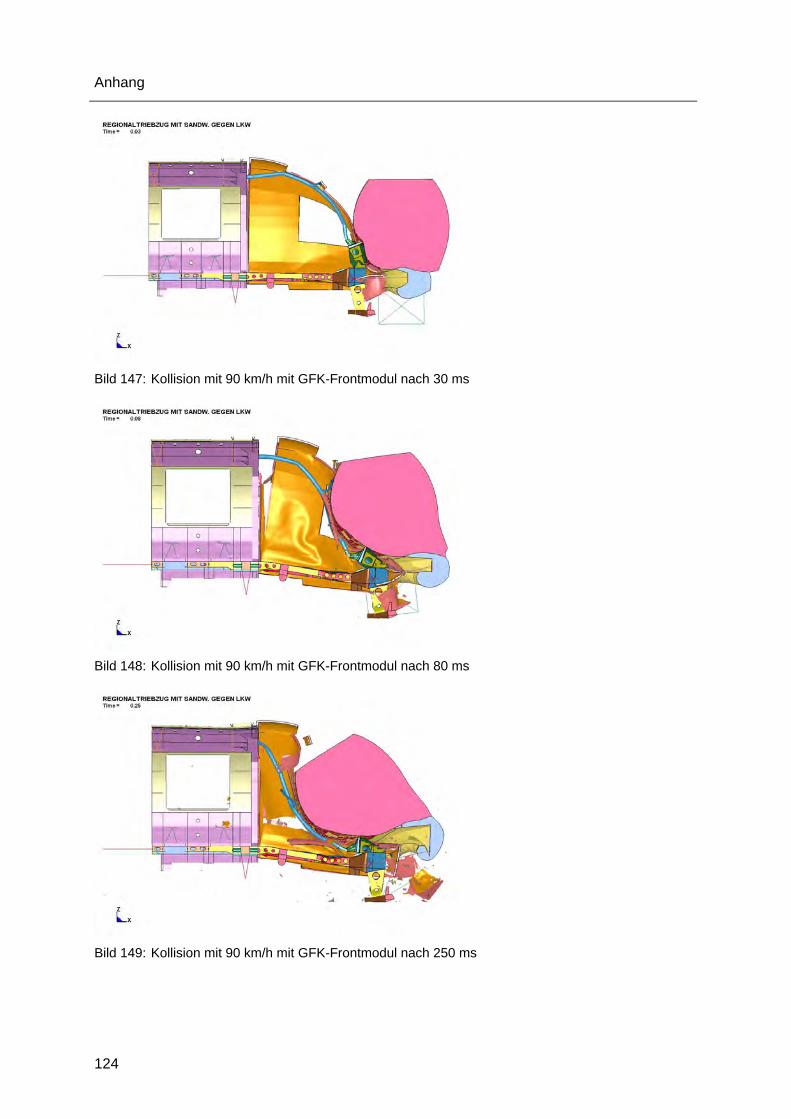
A.8 Kollision mit 90 km/h ............................................................................123
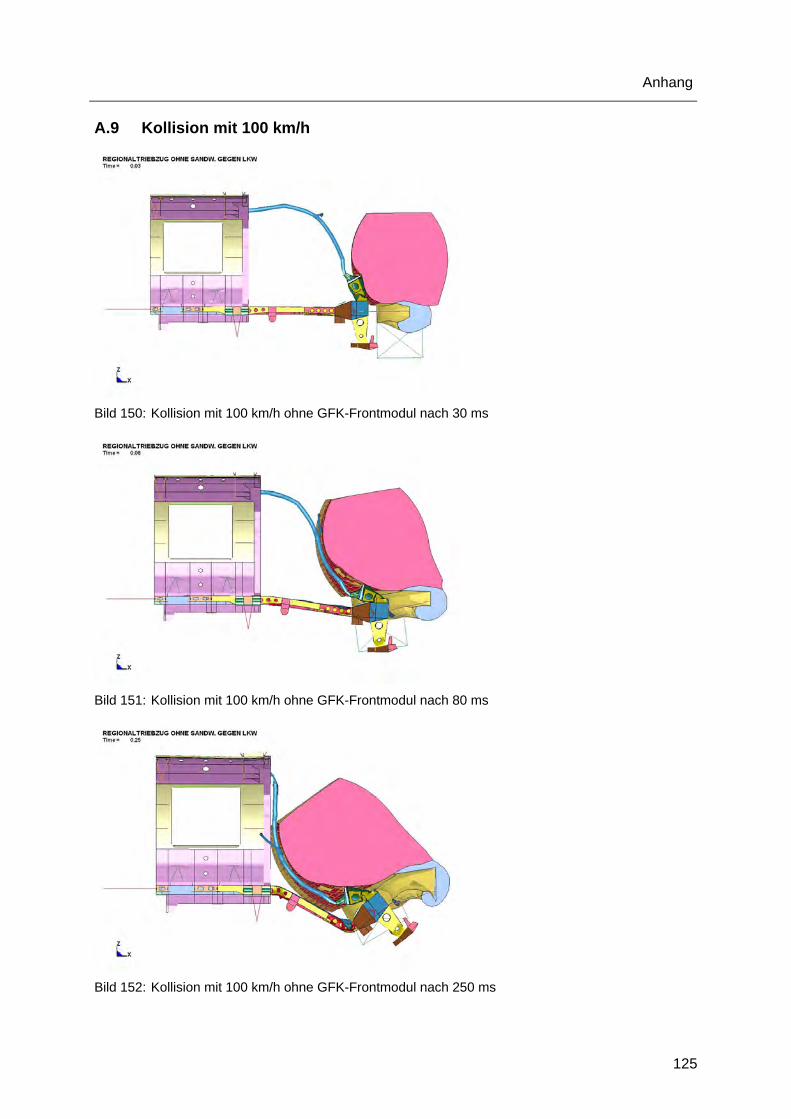
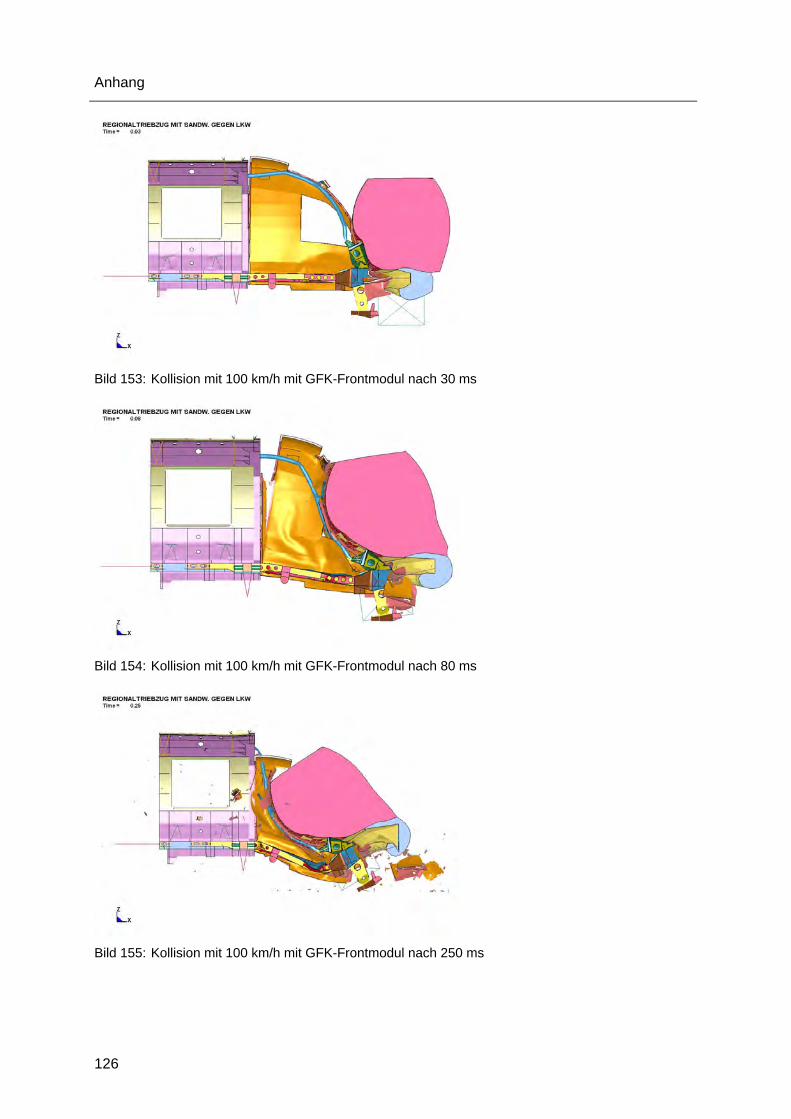
A.9 Kollision mit 100 km/h ..........................................................................125
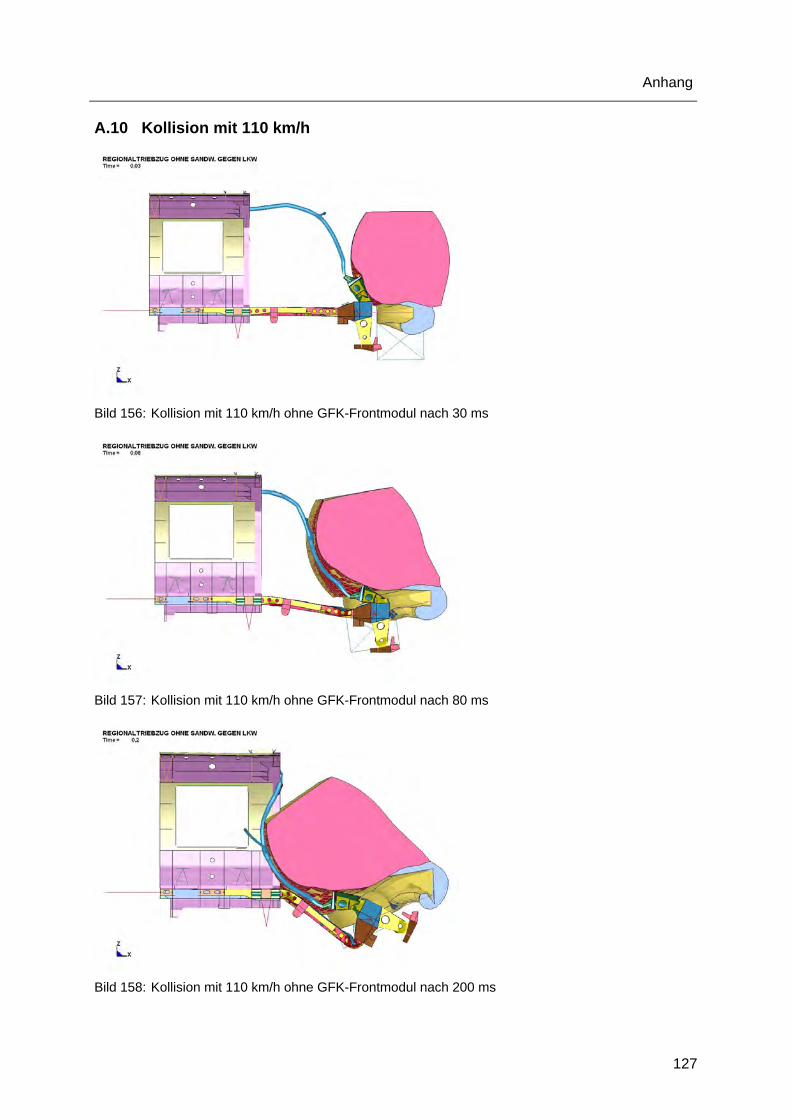
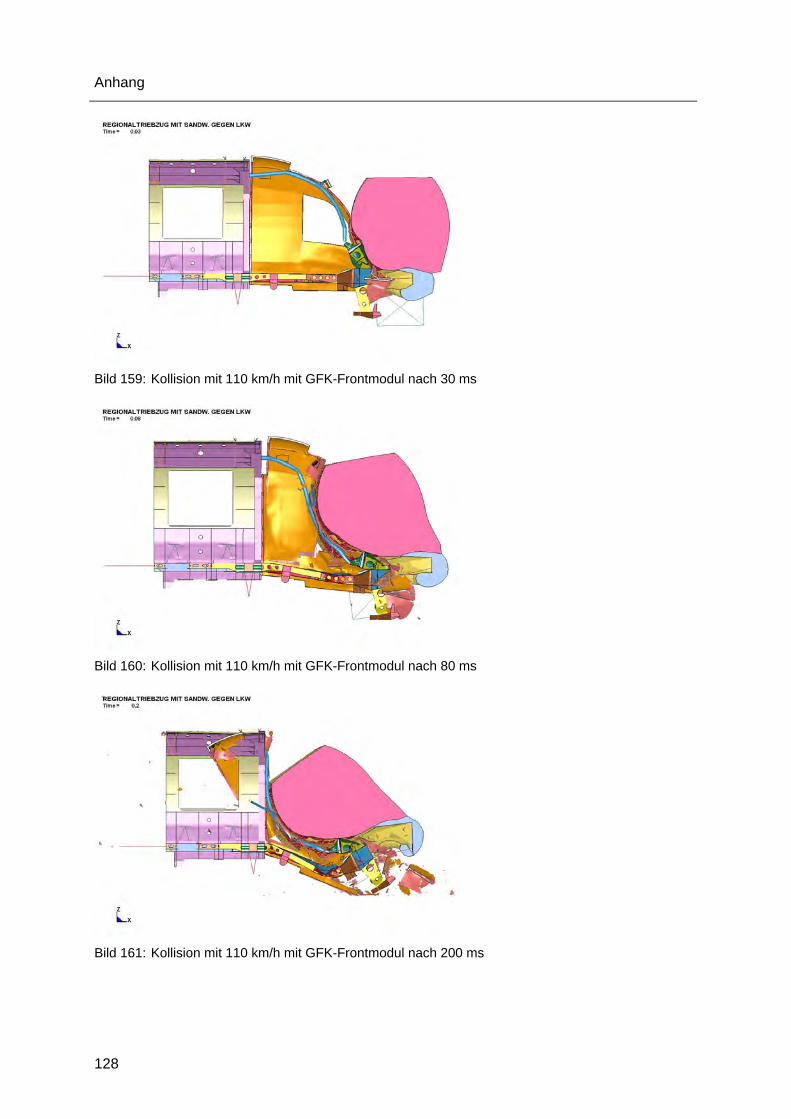
A.10 Kollision mit 110 km/h.......................................................................127
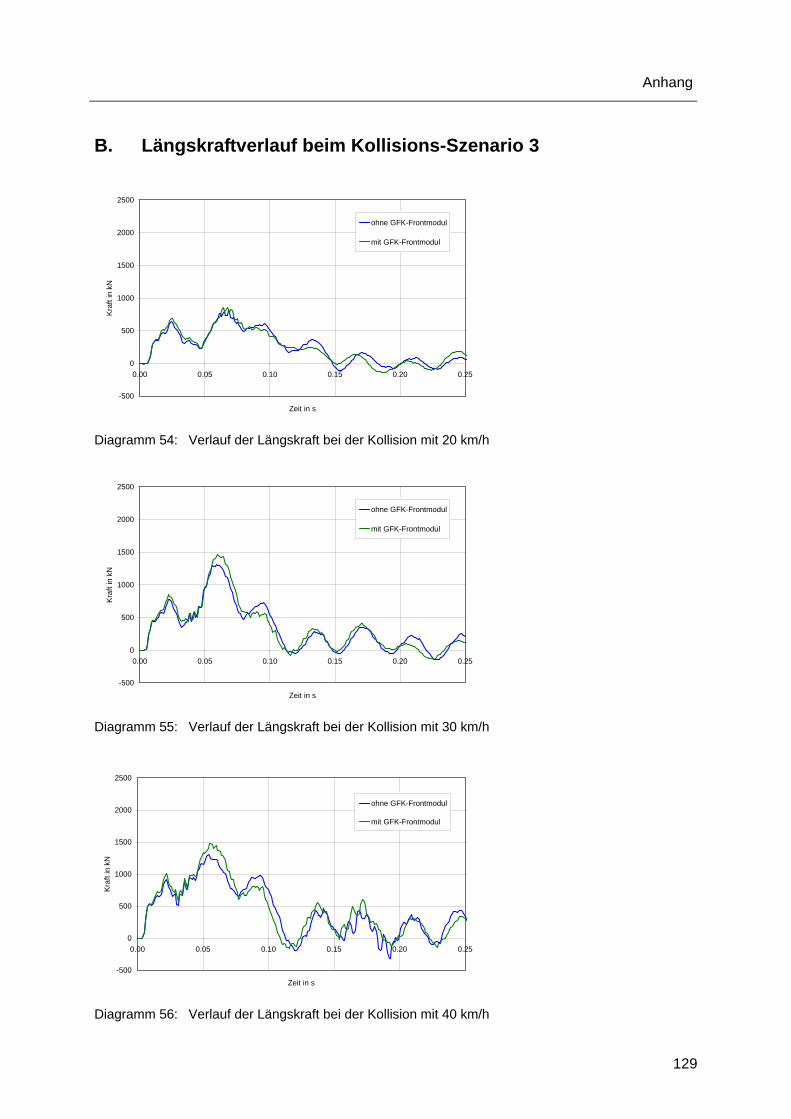
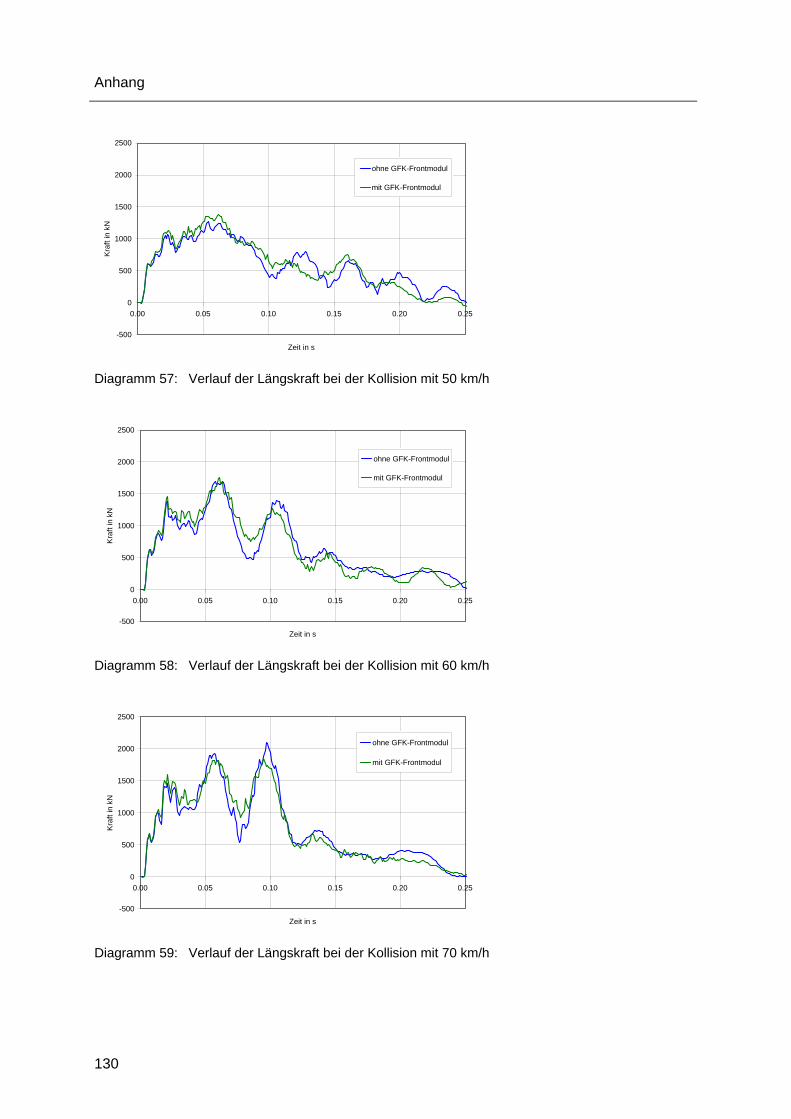
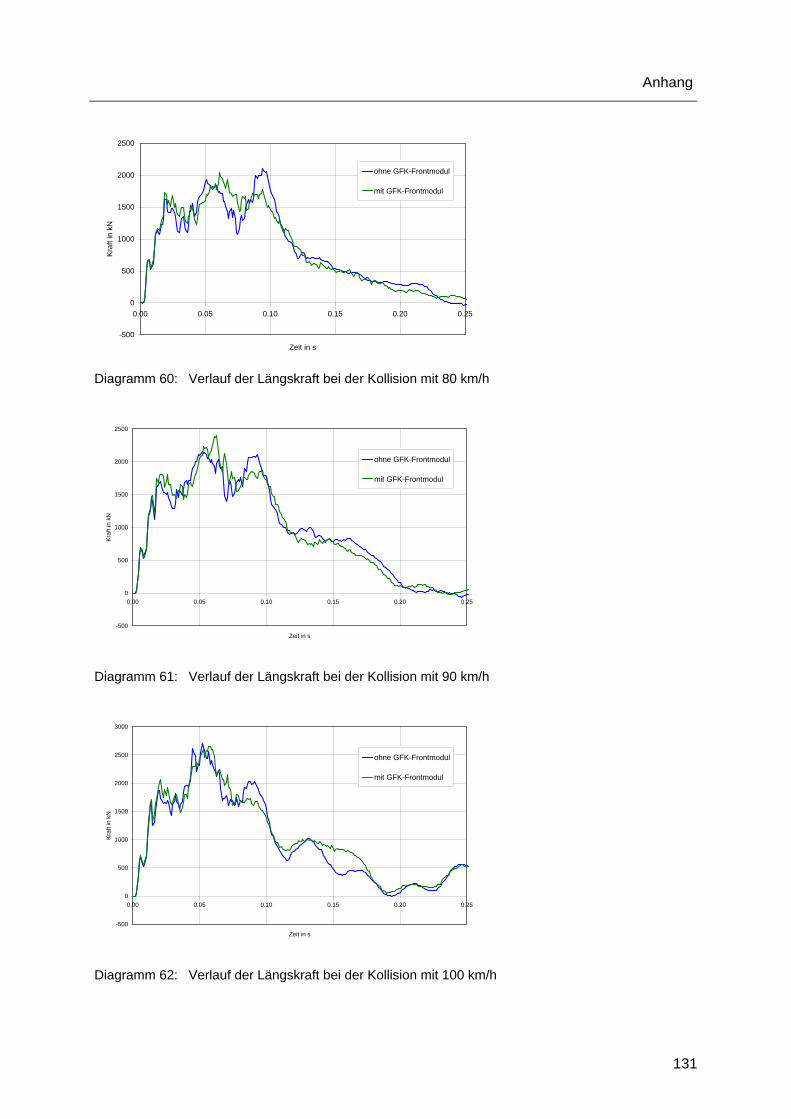
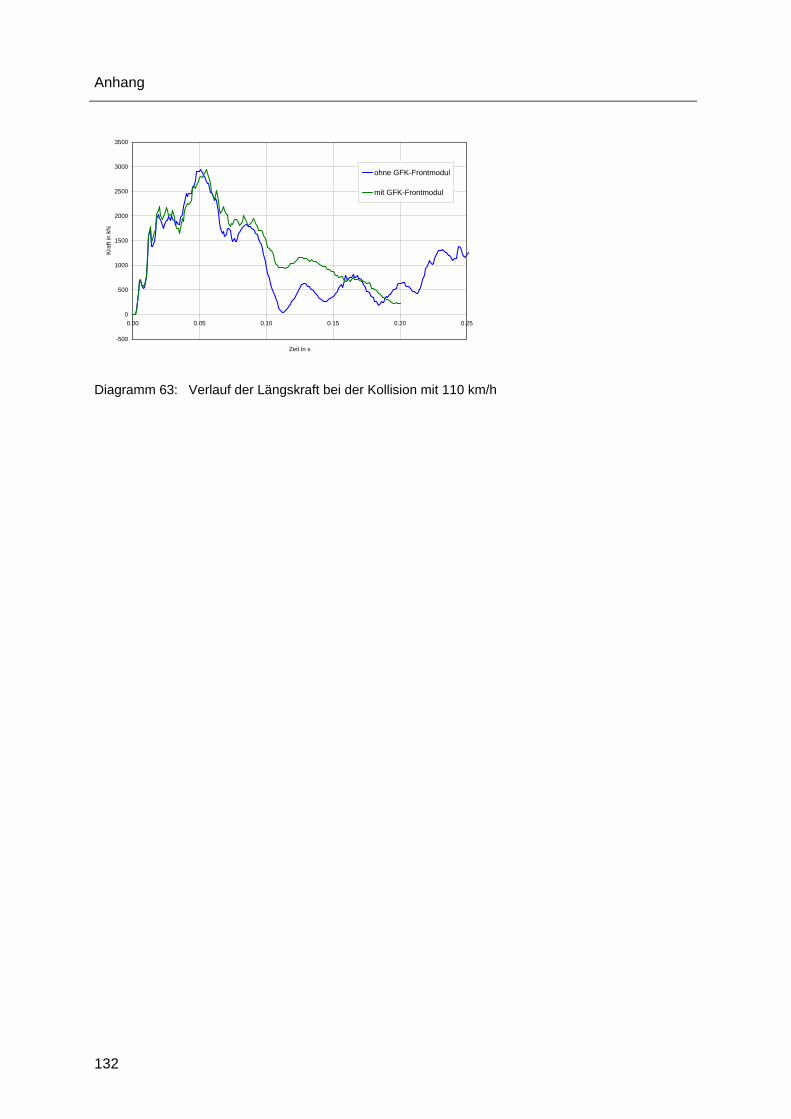
B. Längskraftverlauf beim Kollisions-Szenario 3 ..........................................129
Einführung
1
1 Einführung
1.1 Allgemeines
Die Sicherheit im spurgebundenen Verkehr ist ein entscheidendes Qualitätsmerkmal und damit ein wesentlicher Wettbewerbsvorteil gegenüber anderen Verkehrssystemen. Um die-sen Wettbewerbsvorteil auch in der Zukunft nutzen zu können, ist es notwendig, die Maß-nahmen zum Erhalt der Sicherheit ständig zu verbessern und so den wachsenden Anforde-rungen an Flexibilität, Zuverlässigkeit und Interoperabilität gerecht zu werden.
Grundsätzlich unterscheidet man bei einem Verkehrssystem in aktive und passive Maßnah-men. Dabei werden zur aktiven Sicherheit alle Maßnahmen gezählt, die Unfälle vermeiden und somit eine Reduzierung der Unfallhäufigkeit bewirken. Zu den Maßnahmen der passiven Sicherheit gehören alle Maßnahmen, die zu einer Reduzierung der Unfallfolgenschwere und zur Minimierung der Verletzungsschwere der Fahrzeuginsassen führen.
Die aktive Sicherheit ist beim spurgebundenen Verkehr systembedingt sehr hoch. Die klassi-schen Merkmale Spurführung, Signalwesen und fail-safe-Bremstechnik werden durch mo-derne Zugleit- und Kontrollsysteme ergänzt. Aber auch bei einem hohen Maß an aktiver Sicherheit verbleibt immer ein Restrisiko, so dass Kollisionsunfälle nicht vollständig ausge-schlossen werden können, wie z.B. die Unfälle an den Berührungspunkten zum Straßenver-kehr zeigen. Um diesem Restrisiko zu begegnen, werden Anforderungen an die konstruktive Gestaltung von Schienenfahrzeugen bezüglich der passiven Sicherheit definiert.
Erste Erkenntnisse auf diesem Gebiet lassen sich bis in die 30er Jahre des 20. Jahrhunderts zurückverfolgen. Die ehemalige Deutsche Reichsbahn führte zur Überprüfung der Festigkeit von Stahlwagenkästen in Leichtbauweise [1] auch Auflaufversuche durch, welche erste Er-kenntnisse über das Verhalten von Schienenfahrzeugen bei Zusammenstößen lieferten. Über die historische Entwicklung der Erkenntnisgewinnung auf dem Gebiet der passiven Si-cherheit informieren umfassend die Arbeiten von Sohr [2] und Füser [3]. Die Durchführung von Auflaufversuchen wurde für jeden Hersteller von Schienenfahrzeugen für Reisezugwa-gen nach UIC 566 [4] und für Güterwagen nach ERRI B12/RP 17 [5] verbindlich.
In den 90er Jahren des 20. Jahrhunderts ist die passive Sicherheit wieder verstärkt in den Blickpunkt der Untersuchungen getreten. Das Streben nach immer höheren Fahrgeschwin-digkeiten, um den Kunden kürzere Reisezeiten zu ermöglichen, im Gegensatz zu der konse-quenten Umsetzung der Leichtbauweise, um die Wirtschaftlichkeit und Umweltfreundlichkeit zu verbessern, veranlassten die europäischen Bahnen zusammen mit den Herstellern die Forschung auf dem Gebiet der passiven Sicherheit zu forcieren.
Die Notwendigkeit einer angemessenen Kollisionssicherheit veranlasste die DB AG eine „Konzeption zur Kollisionssicherheit von Schienenfahrzeugen des Personenverkehrs“ [6] zu erarbeiten. Dabei sollte als technische Bewertungsgrundlage der Kollisionssicherheit reprä-sentative Kollisionsszenarios aus einer Unfallanalyse dienen, aus denen als wesentliche Aussagen der Kollisionsgegner und die Kollisionsgeschwindigkeit festgelegt werden.
Einführung
2
Im Rahmen des EU-geförderten Forschungsprojektes SAFETRAIN „Kollisionssicherheit eu-ropäischer Eisenbahnzüge - Eisenbahnfahrzeugdesign und Insassenschutz“ konnte der Nachweis der technischen Umsetzbarkeit von kollisionssicheren Fahrzeugstrukturen am Bei-spiel eines dreiteiligen Regionalexpress-Triebzuges gezeigt werden.
Während im Projekt SAFETRAIN die Grundlagen für die kollisionssichere Gestaltung der Triebzüge, Reisezugwagen und Triebfahrzeuge gelegt wurden, beschäftigte sich das an-schließende Projekt SAFETRAM „Kollisionssicherheit für Europas Straßenbahnen“ unter den gleichen Aspekten mit den Light Rail Vehicles (LRV - leichte Nahverkehrsfahrzeuge), wie Leichtriebwagen, Stadtbahnen, U-Bahnen und Straßenbahnen.
Diese Konzeption hatte wesentlich zu einer gemeinsamen Sicherheitsphilosophie der UIC-Bahnen und dadurch zu einer gemeinsamen Forschungsstrategie beigetragen und floss in die Ausarbeitung die EG-Richtlinie 96/48 „Interoperabilität des transeuropäischen Hochge-schwindigkeitsbahnsystems“ (TSI High-speed) [7] und der EN 15227 „Crashworthiness Re-quirements for Railway Vehicle Bodies“ [8] ein (siehe Literatur [9] - [19]).
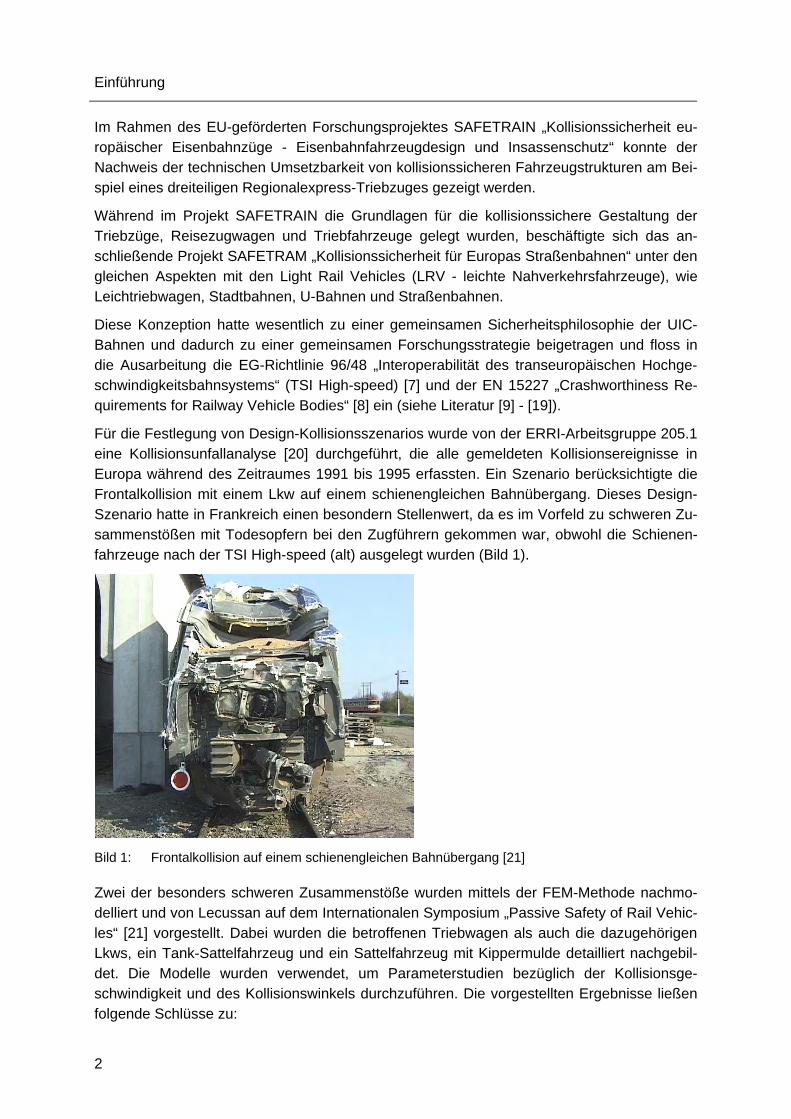
Für die Festlegung von Design-Kollisionsszenarios wurde von der ERRI-Arbeitsgruppe 205.1 eine Kollisionsunfallanalyse [20] durchgeführt, die alle gemeldeten Kollisionsereignisse in Europa während des Zeitraumes 1991 bis 1995 erfassten. Ein Szenario berücksichtigte die Frontalkollision mit einem Lkw auf einem schienengleichen Bahnübergang. Dieses Design-Szenario hatte in Frankreich einen besondern Stellenwert, da es im Vorfeld zu schweren Zu-sammenstößen mit Todesopfern bei den Zugführern gekommen war, obwohl die Schienen-fahrzeuge nach der TSI High-speed (alt) ausgelegt wurden (Bild 1).
Bild 1: Frontalkollision auf einem schienengleichen Bahnübergang [21]
Zwei der besonders schweren Zusammenstöße wurden mittels der FEM-Methode nachmo-delliert und von Lecussan auf dem Internationalen Symposium „Passive Safety of Rail Vehic-les“ [21] vorgestellt. Dabei wurden die betroffenen Triebwagen als auch die dazugehörigen Lkws, ein Tank-Sattelfahrzeug und ein Sattelfahrzeug mit Kippermulde detailliert nachgebil-det. Die Modelle wurden verwendet, um Parameterstudien bezüglich der Kollisionsge-schwindigkeit und des Kollisionswinkels durchzuführen. Die vorgestellten Ergebnisse ließen folgende Schlüsse zu:
Einführung
3
- der Lkw beteiligt sich beim Zusammenstoß an der Verformung und nimmt einen maßgeblichen Anteil der Kollisionsenergie auf
- die maßgebliche Verformung des Schienenfahrzeuges findet im Bereich der Kopf-struktur über dem Untergestell statt
- das in dem Design-Szenario 3 der TSI High-speed und beim Projekt SAFETRAIN verwendete Modell der starren Wand ist nicht geeignet, den Zusammenprall mit ei-nem Lkw ausreichend abzubilden
Die SNCF schlug vor, dass die Modellierung der starren Wand durch ein realitätsnahes Mo-dell eines Lkws in der europäischen Normung ersetzt wird. Diese Forschungen führten zu ei-nem theoretischen Lkw-Modell, das die Modellierung der starren Wand ablöste und in die eu-ropäische Normung übernommen wurde. In der Revision der TSI High-speed [7] sowie in Er-stellung der EN 15227 [8] wurden diese Änderungen eingearbeitet.
1.2 Ziel der Arbeit
Die kollisionssichere Gestaltung von Schienenfahrzeugen beeinflusste die Entwicklung des Wagenkastenbaus schon seit dem Beginn des 20. Jahrhunderts (siehe [22]). Die Mischbau-weise, mit dem Untergestell aus Stahlprofilen und einem darauf gesetzten hölzernen Aufbau, stieß bei der Entwicklung von schnelleren Fahrzeugen an ihre Grenzen. Die 1902 bei Schnellfahrversuchen erreichten Geschwindigkeiten von 210 km/h stellten an das Material höhere Sicherheitsanforderungen. Bei Unfällen mit geringen Geschwindigkeiten zeigte sich schon, dass das Holz beim Versagen zum Splittern neigte und so ein zusätzliches Gefah-renpotential darstellte. Diese Erfahrungen auf dem Gebiet der passiven Sicherheit unter-stützten die Ablösung der Mischbauweise durch Stahlbauweisen.
Die Entwicklung von neuen Schienenfahrzeugen steht seit der Bahnreform unter dem stän-dig wachsenden Widerspruch zwischen den technischen, kommerziellen und verkehrspoliti-schen Absichten bzw. Interessen. Dabei spielt die Zeit, von der Idee bis zur Realisierung des Produkts Schienenfahrzeug, eine bedeutende Rolle. Da der Verkehrsmarkt gewissen Schwankungen unterliegt, mussten die Schienenfahrzeughersteller bei Realisierungszeiten von zwei Jahren neue Entwicklungsansätze erarbeiten, um auf die Nachfragesituationen am Markt schnell reagieren zu können. Die Reaktion der meisten Schienenfahrzeughersteller war die Entwicklung von erprobten Fahrzeugkonzepten mit überschaubaren Anpassungen an das Nachfrageprofil.
Im Sinne eines geregelten Entwicklungsprozesses war es zur Reduzierung von technischen Lösungen erforderlich, Fahrzeugsysteme und deren Subsysteme modular zu entwickeln und zu Fahrzeugkonzepten zusammenzustellen. Diese Module stellen abgeschlossene techni-sche Einheiten dar, die über bestimmte Schnittstellen in das Fahrzeugsystem integriert wer-den. Das heutige Produktspektrum der Schienenfahrzeughersteller ist deshalb geprägt durch modular aufgebaute Fahrzeugfamilien auf der Basis von Fahrzeug-Plattformen. Die Entwick-lung von modular aufgebauten Schienenfahrzeugen führte zur Trennung von Wagenkasten und Fahrzeugende. Die Fahrzeugenden können als komplette Führerraummodule mit kom-plett montierter Innenausstattung unabhängig vom Untergestell und Wagenkasten hergestellt werden.
Einführung
4
Aufgrund der mechanischen Eigenschaften der Faserverbundwerkstoffe, wie z.B. geringes Gewicht bei hohen Festigkeiten und Steifigkeiten, sowie durch die Möglichkeiten der variab-len Gestaltung der Fahrzeugenden durch Freiformflächen kamen die Faserverbundwerkstof-fe in jüngerer Vergangenheit verstärkt zum Einsatz. Die Anwendung reicht von der einfachen Verkleidung bis zum mittragenden Strukturbauteil. Die erste Lokomotive mit einem GFK-Frontmodul wurde bereits 1991 von Schweizerischen Lokomotiv- und Maschinenfabrik in Winterthur unter der Bezeichnung „Lokomotive 2000“ [23] entwickelt. Mit dem Stand Dezem-ber 2003 waren 39,2 % aller Fahrzeuge des Regional- und Stadtverkehrs der DB AG mit ei-nem Frontmodul aus Faserverbundwerkstoffen ausgestattet. Durch die aktuellen Neube-schaffungen der DB AG, wie z.B. des Regionaltriebzuges TALENT II, und der Ausmusterung alter Lokomotiven wird sich dieser prozentuale Anteil sicherlich vergrößern.
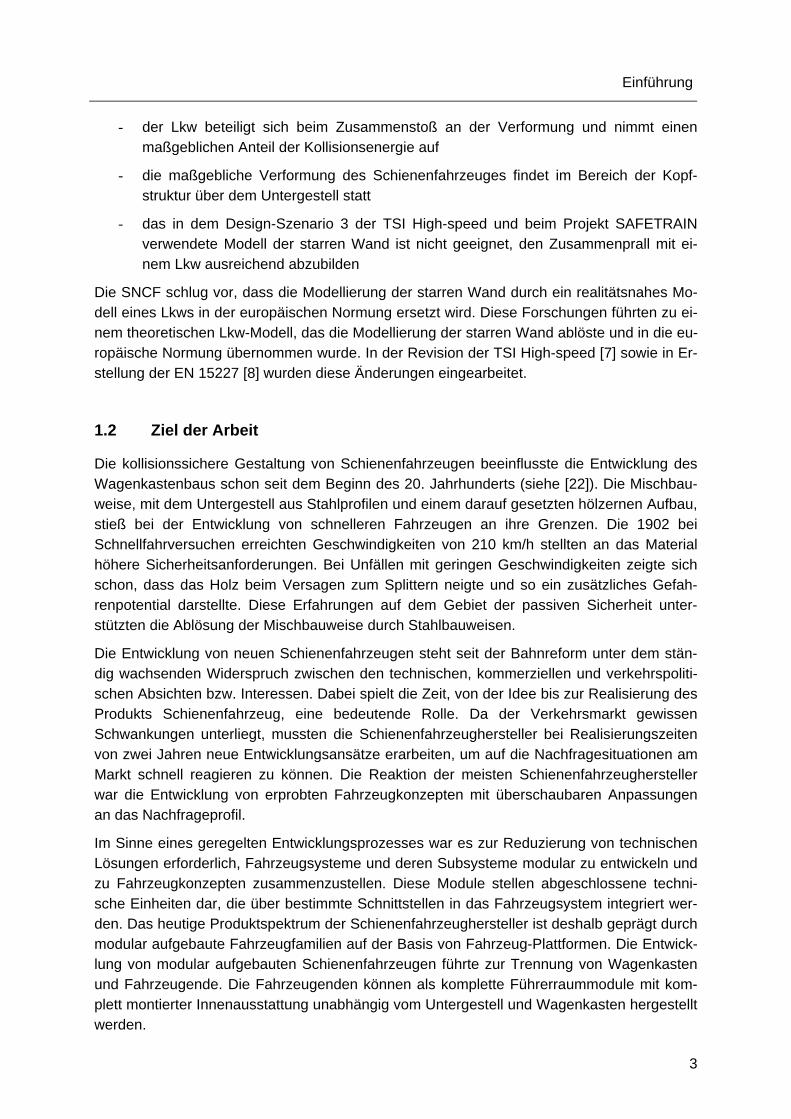
In der Vergangenheit wurden die Fahrzeugkopfmodule nur unter quasi-statischer Beanspru-chung nach EN 12663 „Festigkeitsanforderungen an Wagenkästen von Schienenfahrzeu-gen“ [24] untersucht. Die statischen Belastungen des Wagenkastens in Längsrichtung sind im Bild 2 veranschaulicht. Für die Belastung des mitragenden GFK-Frontmoduls ist die Druckkraft von 300 kN in Höhe der Fensterbrüstung für die Bemessung maßgebend. Eine Verbindung des Frontmoduls über eine umlaufende Dickschichtklebung ist in diesem Falle nicht ausreichend, so dass eine zusätzliche Verbindungsart, wie z.B. eine Nietverbindung gewählt werden muss.
Bild 2: Kräfte an der Fahrzeugfront
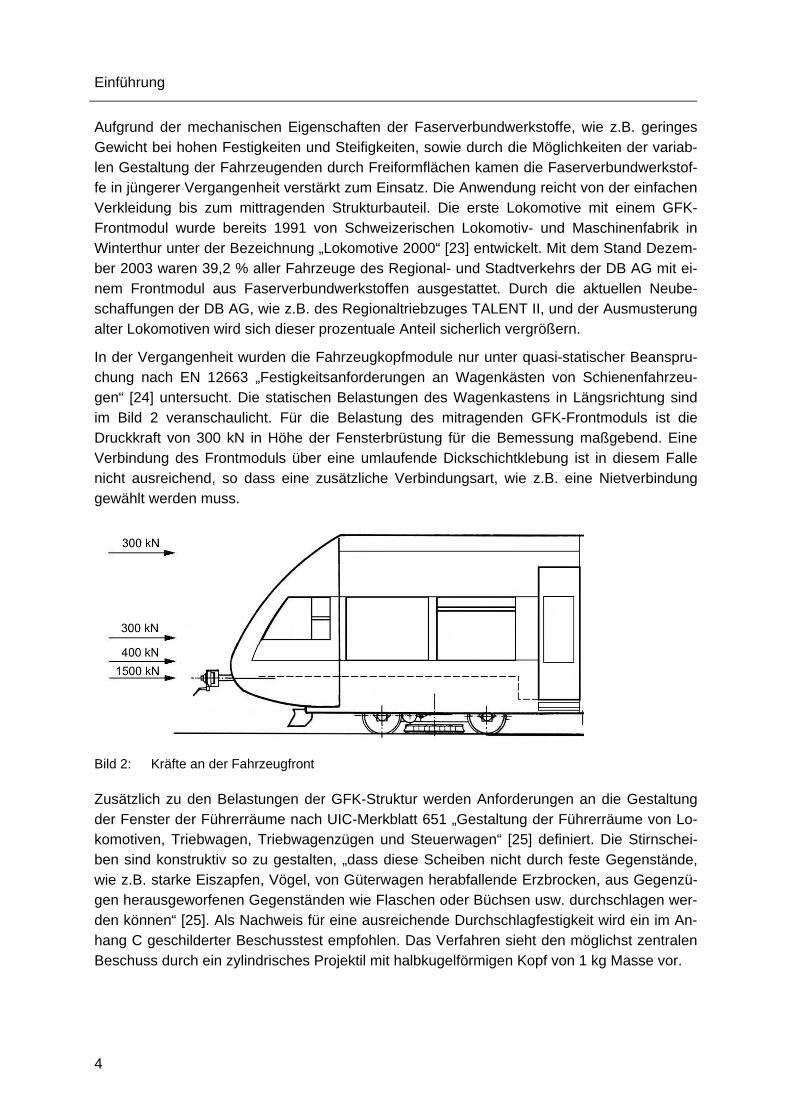
Zusätzlich zu den Belastungen der GFK-Struktur werden Anforderungen an die Gestaltung der Fenster der Führerräume nach UIC-Merkblatt 651 „Gestaltung der Führerräume von Lo-komotiven, Triebwagen, Triebwagenzügen und Steuerwagen“ [25] definiert. Die Stirnschei-ben sind konstruktiv so zu gestalten, „dass diese Scheiben nicht durch feste Gegenstände, wie z.B. starke Eiszapfen, Vögel, von Güterwagen herabfallende Erzbrocken, aus Gegenzü-gen herausgeworfenen Gegenständen wie Flaschen oder Büchsen usw. durchschlagen wer-den können“ [25]. Als Nachweis für eine ausreichende Durchschlagfestigkeit wird ein im An-hang C geschilderter Beschusstest empfohlen. Das Verfahren sieht den möglichst zentralen Beschuss durch ein zylindrisches Projektil mit halbkugelförmigen Kopf von 1 kg Masse vor.
Einführung
5
Bild 3: Projektil des Beschusstests [25]
Die Aufprallgeschwindigkeit des Projektils senkrecht zur Scheibe in km/h bestimmt sich aus:
160max,Pr += Fahrzeugojektil vv ( 1.1 )
Die Prüfung der Durchschlagfähigkeit gilt als bestanden, wenn „das Projektil die Stirnscheibe nicht durchschlagen hat und die Stirnscheibe im Rahmen verbleibt“ [25]. Dieser Beschuss-test wird von einigen Herstellern auch für den Nachweis der Durchschlagfähigkeit des GFK-Frontmoduls gefordert.
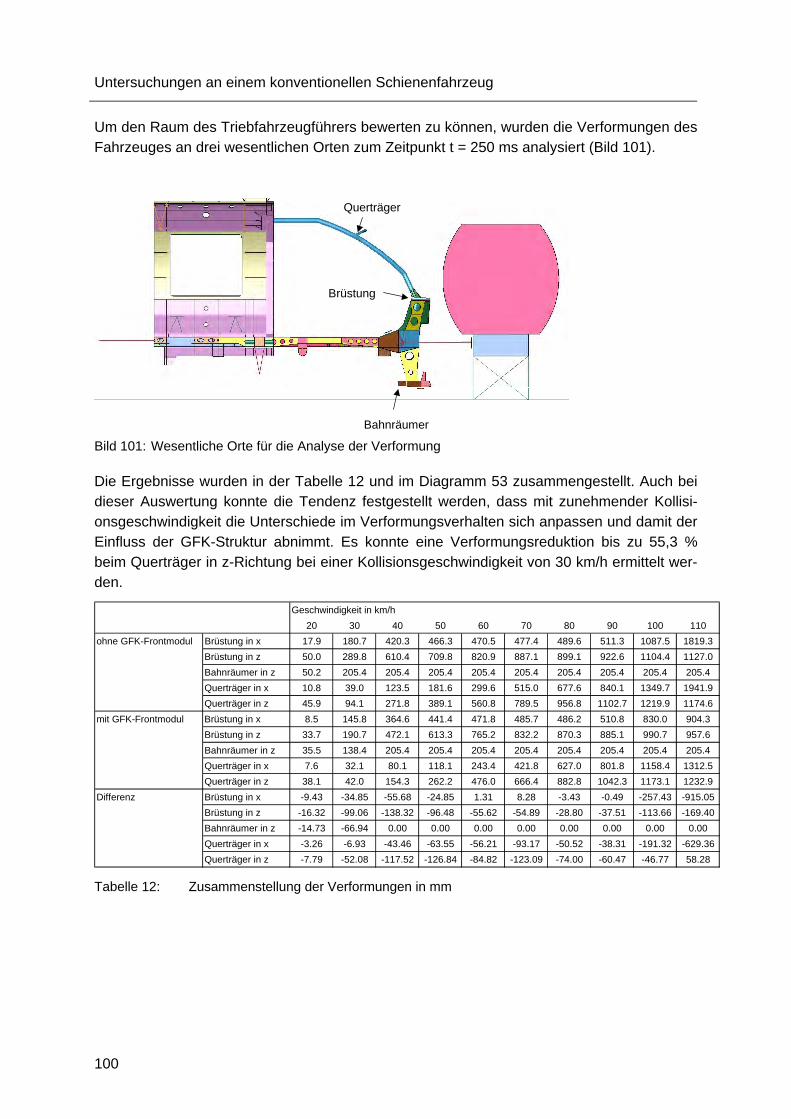
Durch die neuen Anforderungen an eine kollisionssichere Gestaltung von Schienenfahrzeu-gen, insbesondere der Berücksichtigung des neuen großen deformierbaren Hindernisses und der damit verbundenen dynamischen Beanspruchung der gesamten Fahrzeugkopfstruk-tur, stellt sich die Frage, wie sich die Faserverbundwerkstoffe unter diesen Beanspruchun-gen verhalten und zu welchem Anteil diese an der Energieabsorption des Schienenfahrzeu-ges beitragen können.
1.3 Methodik und Aufbau der Arbeit
Mit dem Inkrafttreten der europäischen Normung der EN 15227 [8] und der TSI High-speed [7] werden die Anforderungen an die passive Sicherheit für alle Schienenfahrzeugkategorien eindeutig definiert. Durch die festgelegten Rahmenbedingungen des Design-Kollisions-szenarios wurden zunächst die Beanspruchungen im Bereich des Frontmoduls ermittelt, die sich aus dem neuen deformierbaren Hindernis ergeben. Dadurch konnte festgestellt werden, welche Bereiche eines Frontmoduls hauptsächlich beansprucht werden.
Das theoretische Lkw-Modell wurde aus der Analyse von Unfallereignissen abgeleitet und wurde ausschließlich für die numerische FEM-Simulation konzipiert. Um das dynamische Verhalten einer kompletten FVK-Frontstruktur im Design-Kollisionsszenario 3 experimentell zu untersuchen, hätte das Straßenfahrzeug real modelliert werden müssen. Solche Versu-che hätten aber den finanziellen und zeitlichen Rahmen der Entwicklung gesprengt.
Einführung
6
Aus diesen Gründen wurde das dynamische Verhalten der hauptsächlich beanspruchten Be-reiche eines Frontmoduls experimentell untersucht. Um die gewonnenen Erkenntnisse mit dem Stand der Technik und der Forschung vergleichen zu können, wurden zusätzlich zu den dynamischen Versuchen, quasi-statische Versuche unter gleichen Randbedingungen und gleicher Lasteinleitung durchgeführt. Damit konnten die Unterschiede im mechanischen Ver-halten bei unterschiedlicher Beanspruchungsgeschwindigkeit ermittelt werden.
Die Ergebnisse dieser experimentellen Untersuchungen flossen anschließend in die numeri-sche Simulation ein und dienten der Validierung der FEM-Modelle. Dabei war es möglich, das mechanische Verhalten von Faserverbund-Sandwichbauteilen bei quasi-statischer sowie dynamischer Beanspruchung einschließlich des Nachbruchverhaltens hinreichend abzubil-den.
Die gewonnenen Erkenntnisse wurden auf die FEM-Modellierung eines Schienenfahrzeuges mit komplettem FVK-Frontmodul übertragen. Für die numerischen Untersuchungen wurde ein Regionalfahrzeug gewählt, das in konventioneller Bauweise nach den strukturellen An-forderungen der EN 12663 [24] entwickelt wurde und nicht unter dem Aspekt der Anforde-rungen an passive Sicherheit nach EN 15227 [8]. Die Wahl eines konventionellen Schienen-fahrzeuges wurde bewusst gewählt, um die Vorteile der Energieabsorption durch das FVK-Frontmodul schon bei konventionellen Fahrzeugen aufzuzeigen, welche sich noch im Betrieb befinden und noch keine zusätzlichen Maßnahmen für die passive Sicherheit besitzen.
Durch den Vergleich der Ergebnisse von FEM-Simulationen, mit und ohne Berücksichtigung des FVK-Frontmoduls, konnte anschließend ermittelt werden, welche prozentualen Anteile an der Energieabsorption von den einzelnen Strukturen eines Schienenfahrzeuges über-nommen werden. Die FEM-Simulation des Design-Kollisionsszenarios 3 wurde mit zehn un-terschiedlichen Kollisionsgeschwindigkeiten von 20 km/h bis 110 km/h durchgeführt, um die Unterschiede im Energieabsorptionsverhalten aufzuzeigen.
Für die Auswertung der FEM-Simulationen wurden neben den Energieabsorptionsanteilen der Fahrzeugstruktur die zeitlichen Längskraftverläufe betrachtet, die auf das gesamte Fahr-zeug wirkten. Um zusätzlich den Raum des Triebfahrzeugführers bewerten zu können, wur-den die Verformungen des Fahrzeuges an signifikanten Orten im Frontbereich analysiert.
1.4 Kernaussagen der Arbeit
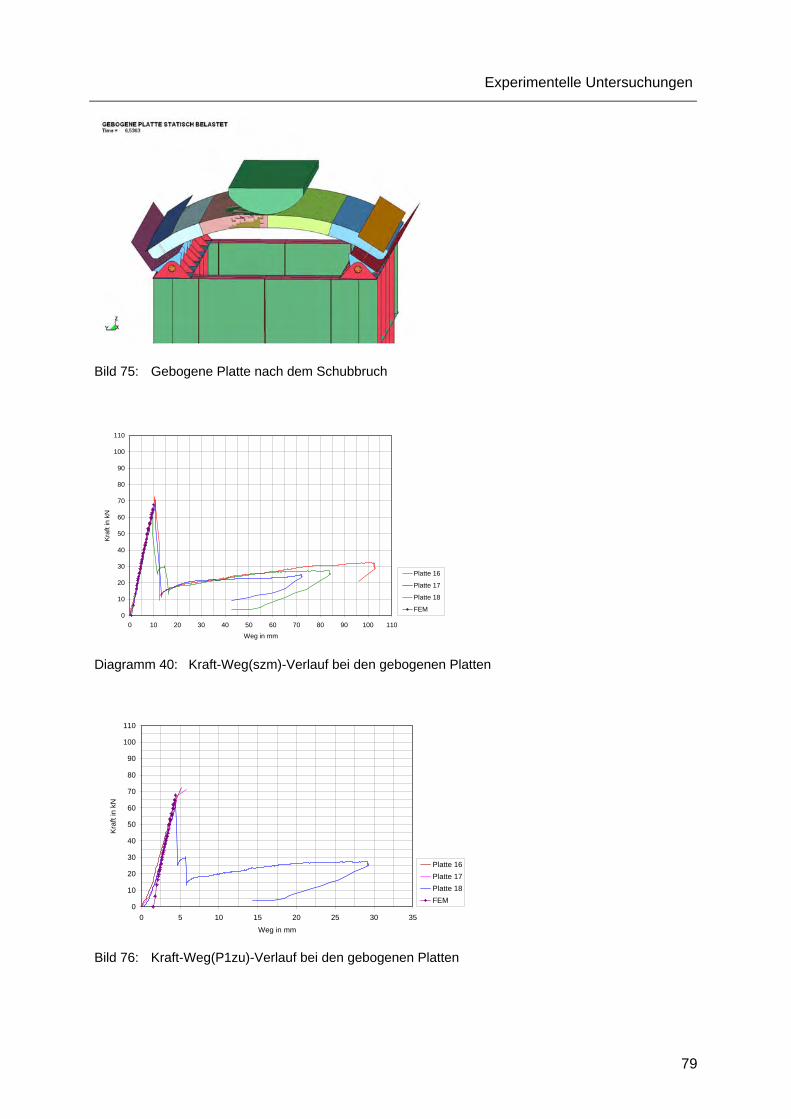
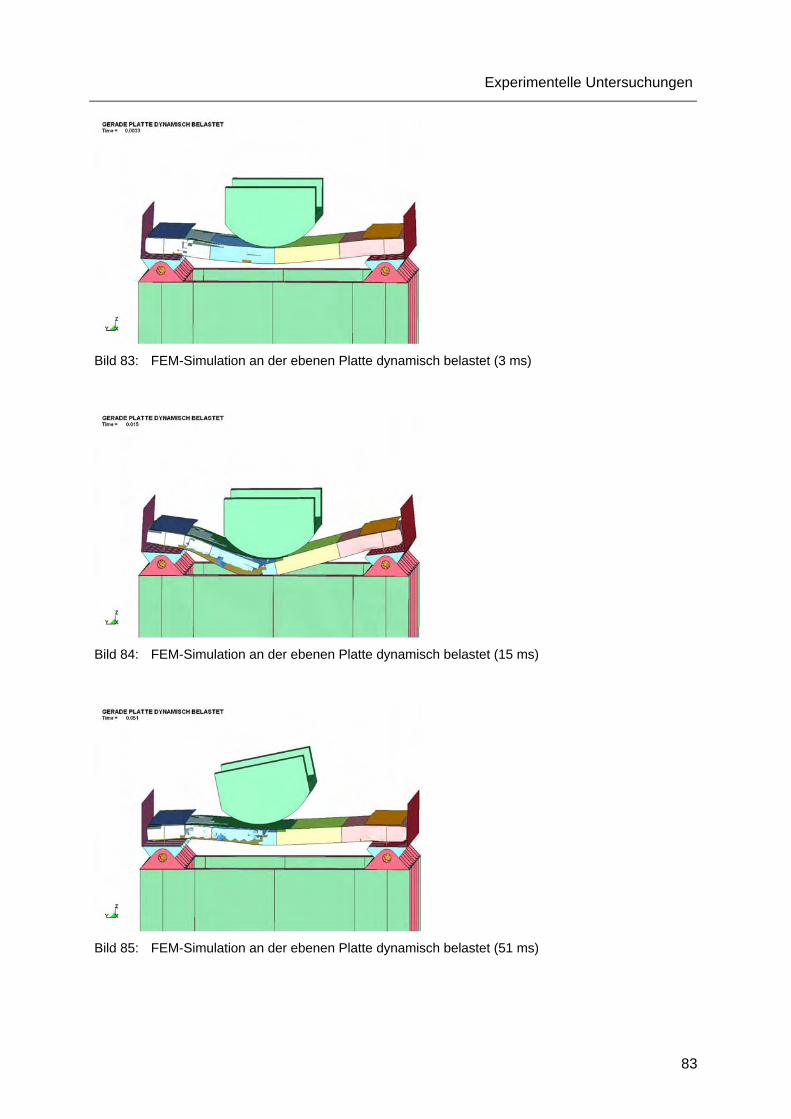
Mit dieser Arbeit wird gezeigt, dass es möglich ist, das Verhalten von Faserverbund-Sandwichstrukturen unter hoher dynamischer Beanspruchung zu beschreiben. Bei allen quasi-statischen Versuchen versagten die Versuchsplatten durch einen Schubbruch in der Nähe der Krafteinleitung mit anschließender Delamination der Deckschichten von der Kern-schicht. Im Gegensatz dazu ereignete sich der Schubbruch bei den dynamischen Versuchen nicht ausschließlich in der Nähe der Krafteinleitung, das prinzipielle Bruchverhalten war aber identisch.
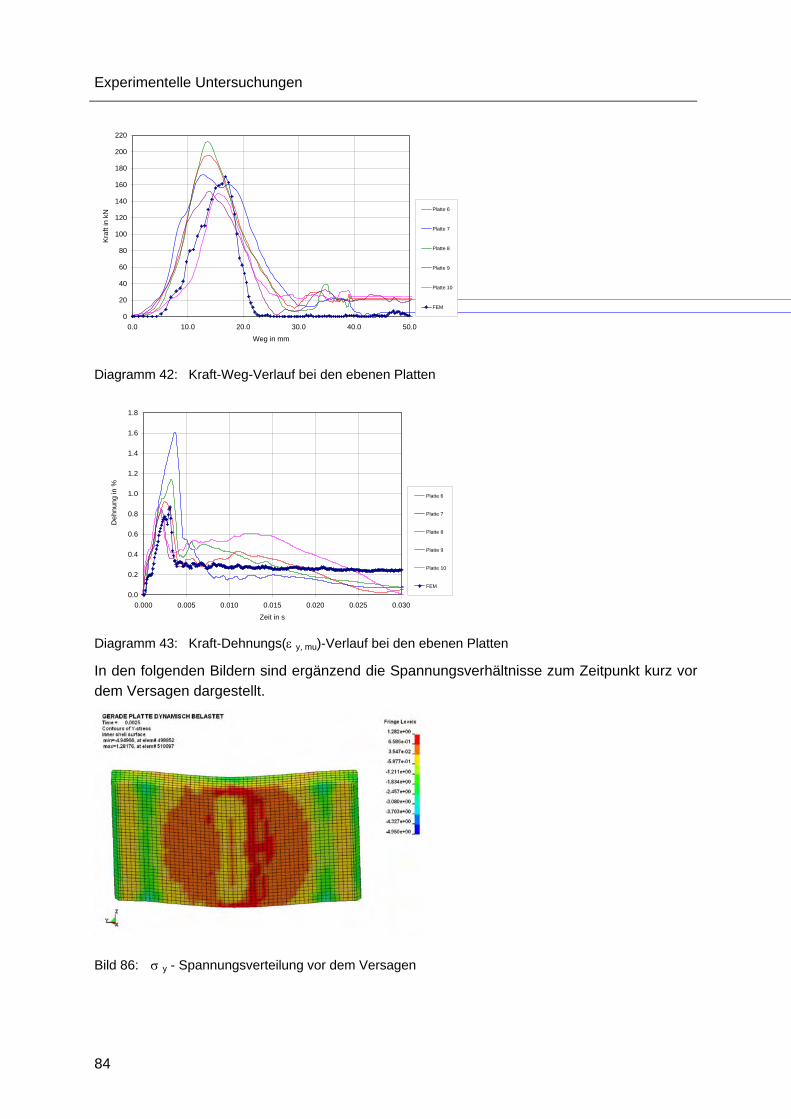
Bis zum Bruch der Platte verlief der Kraftverlauf bei den quasi-statischen Versuchen linear ansteigend. Nach dem Bruchversagen fiel die Kraft auf ein niedrigeres Niveau ab, auf dem sich der Kraftverlauf nur noch gering änderte. Bei den dynamischen Versuchen hatten die Kraftverläufe größere Abweichungen untereinander und zeigten eine andere Charakteristik
Einführung
7
auf. Bei den dynamischen Versuchen stieg die Kraft parabelförmig an und fiel nach Errei-chen der maximalen Kraft linear ab. Die Maximalkraft war bei den dynamischen Versuchen wesentlich größer.
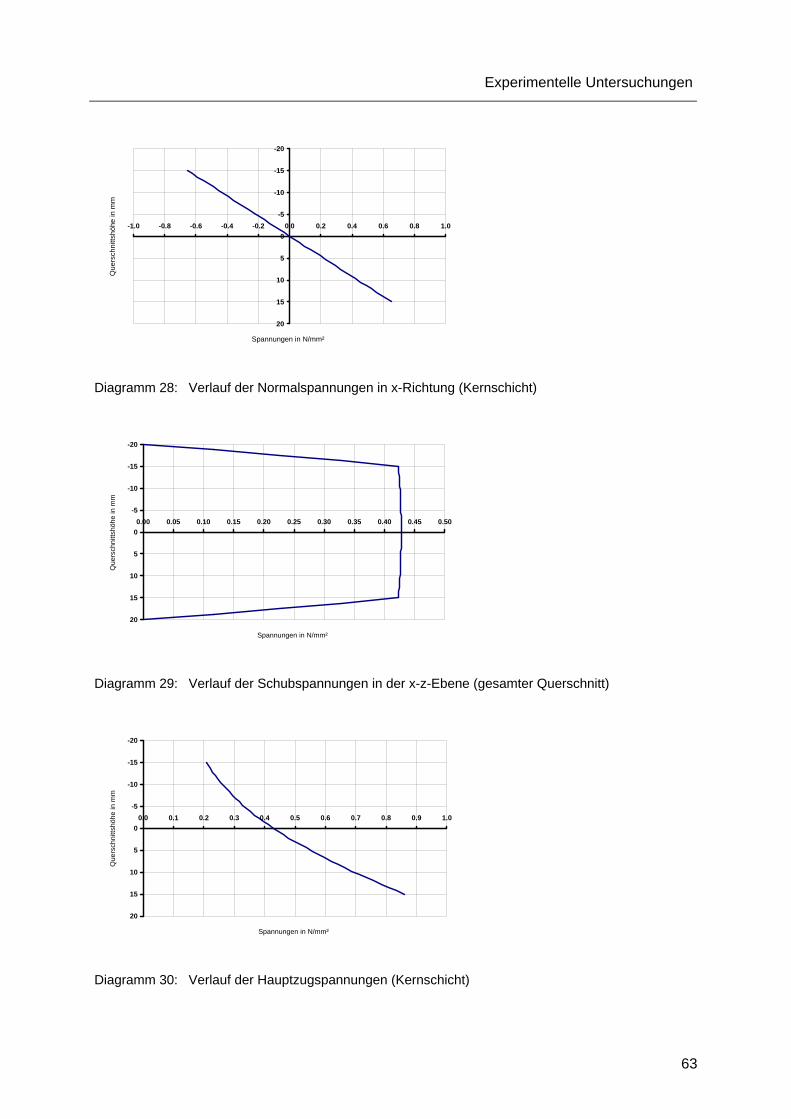
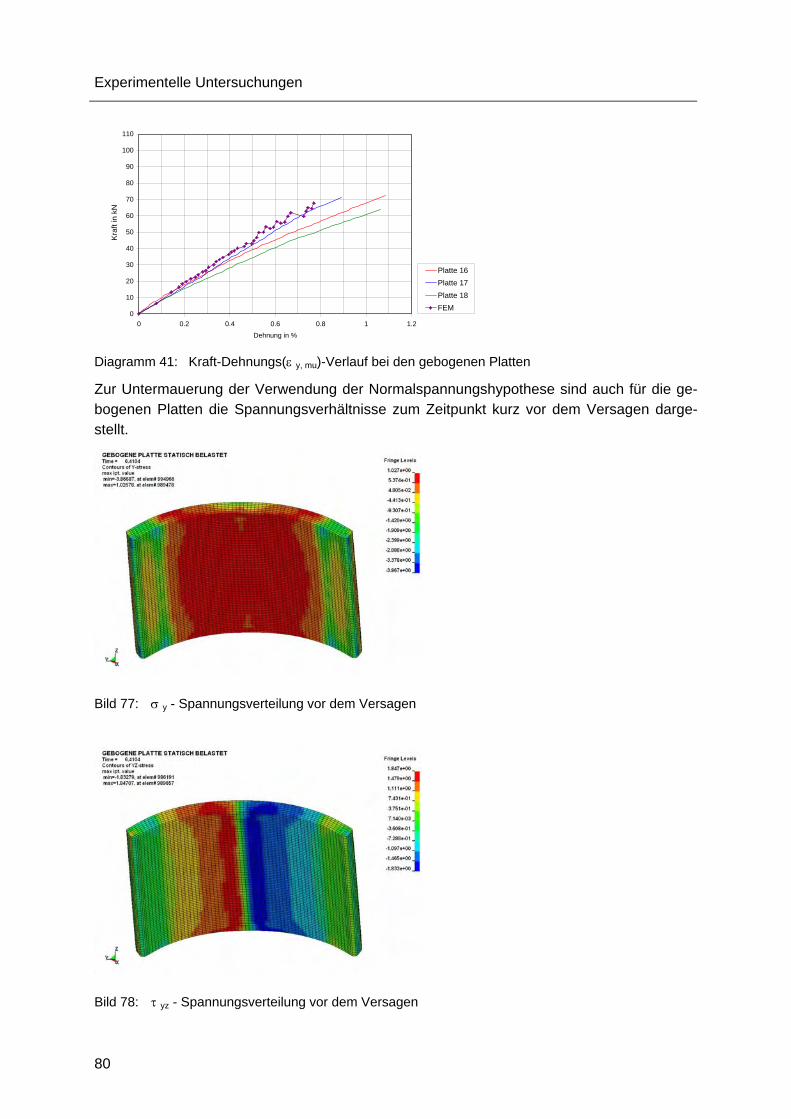
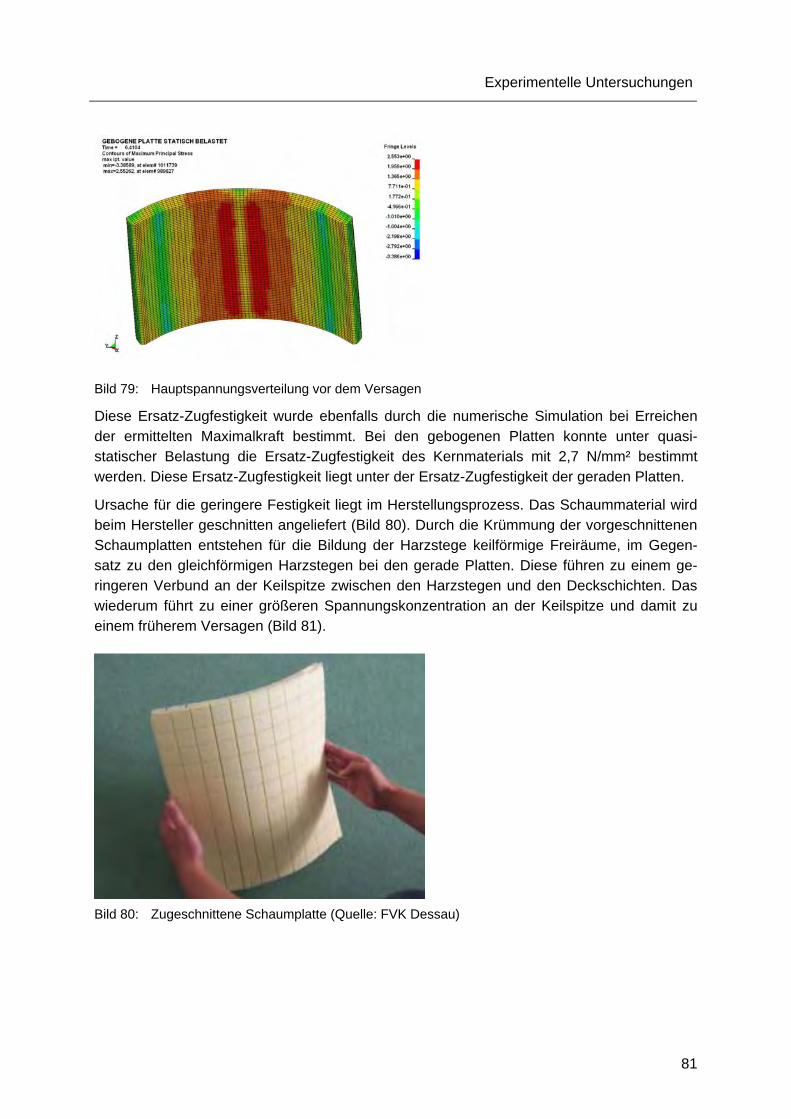
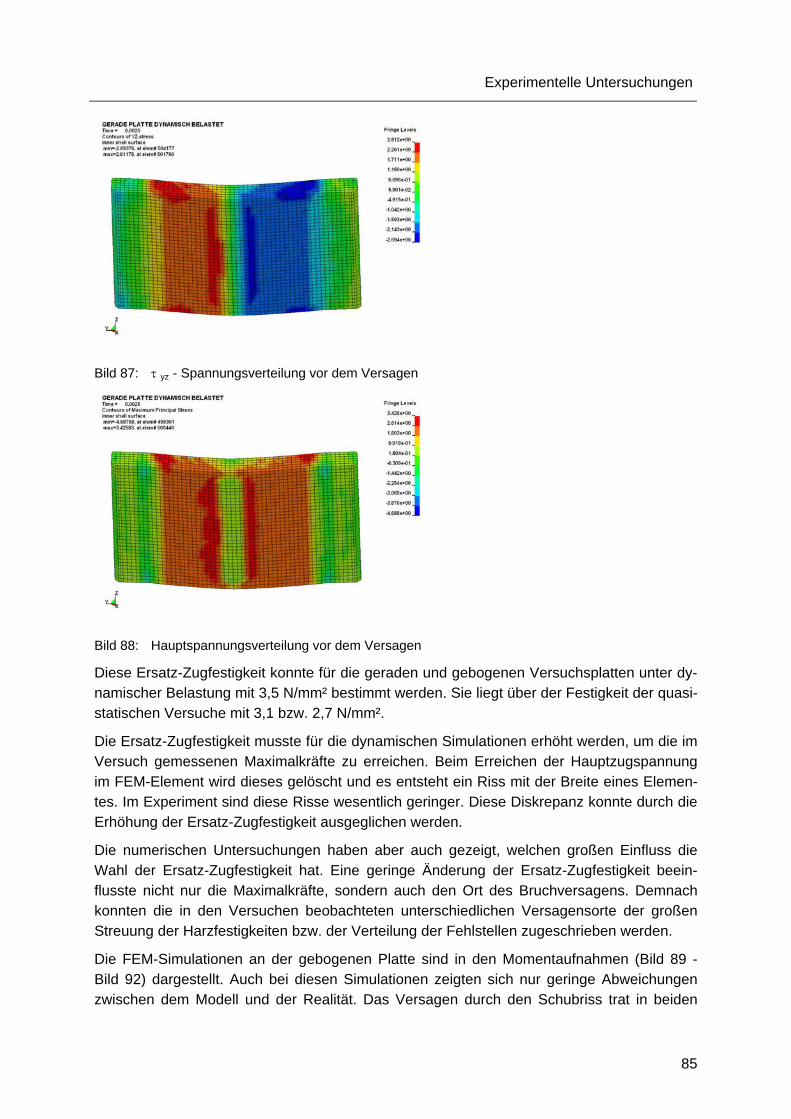
Aufgrund der experimentellen Beobachtungen konnte man bei dem untersuchten Kernmate-rial der Sandwichkonstruktion von einem spröden Bruchverhalten sprechen. Das Versagen des spröden Kernmaterials konnte über die Hauptspannungszustände und dem Versagens-kriterium der Hauptzugspannung nachvollzogen werden. Mit der Hauptspannungshypothese ist es möglich, den Ort des Auftretens des ersten Risses und die Rissentwicklung zu be-schreiben.
Diese theoretischen Überlegungen konnten durch die Simulation der experimentellen Unter-suchungen untermauert werden. Das Materialverhalten konnte mittels der Methode der Fini-ten Elemente abgebildet werden. Voraussetzung war die Berücksichtigung des Verhaltens der Deckschichten über den ersten Zwischenfaserbruch hinaus bis zum Faserbruch und die Implementierung des Versagens der Kernschicht durch das Überschreiten der Hauptzug-spannungen. Das Versagen aufgrund des Überschreitens der Hauptzugspannungen im Schaum konnte über die Volumenelemente abgebildet werden. Während der numerischen Simulationen zeigte sich, dass Harzstege im Kunststoffschaum die Steifigkeit und Festigkeit des Gesamtverbundes entscheidend beeinflussten. Der Einfluss der Steifigkeit konnte durch einen Ersatz-E-Modul berücksichtigt werden.
Durch die Abweichungen der Festigkeit des Stegmaterials, begründet aus der herstellungs-technischen Bildung von Lufteinschlüssen, und den Dichtestreuungen des Schaummaterials entsteht eine große Abweichung in der Bestimmung der maximal ertragbaren Belastungen sowie des Versagensortes. Diese Abweichung erschwert eine ingenieurmäßige Dimensionie-rung und Berechnung der GFK-Sandwichbauweise unter dynamischer Beanspruchung.
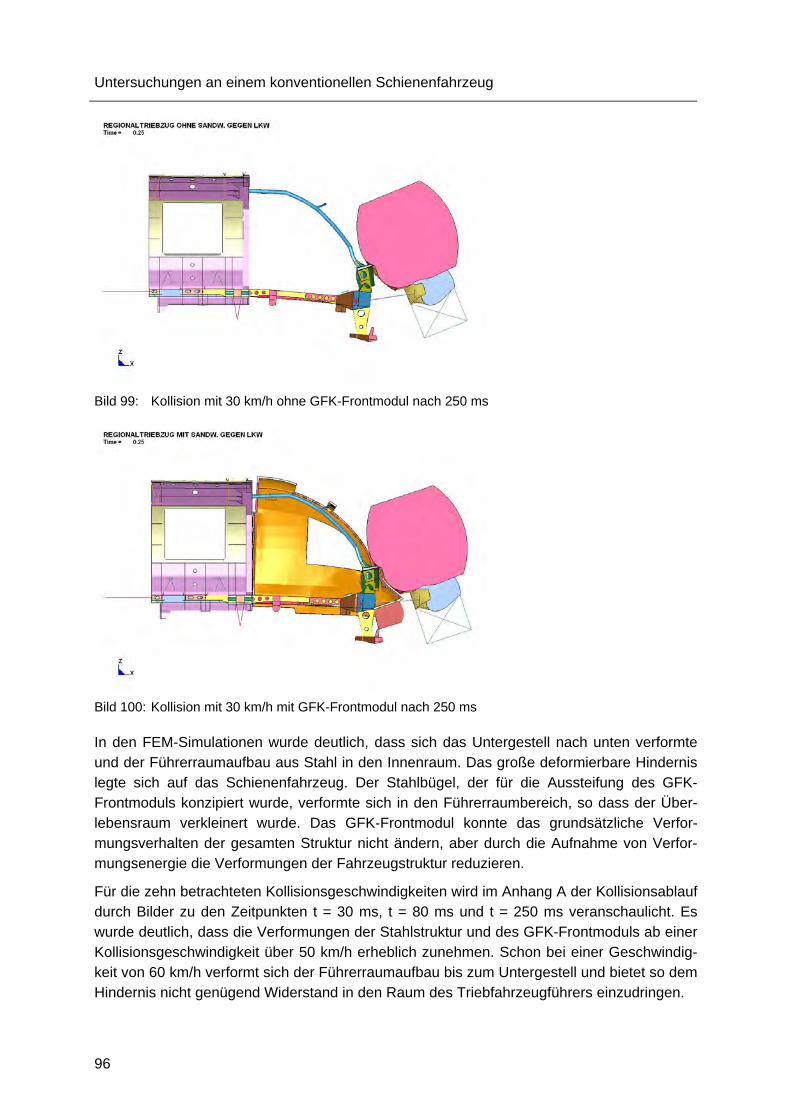
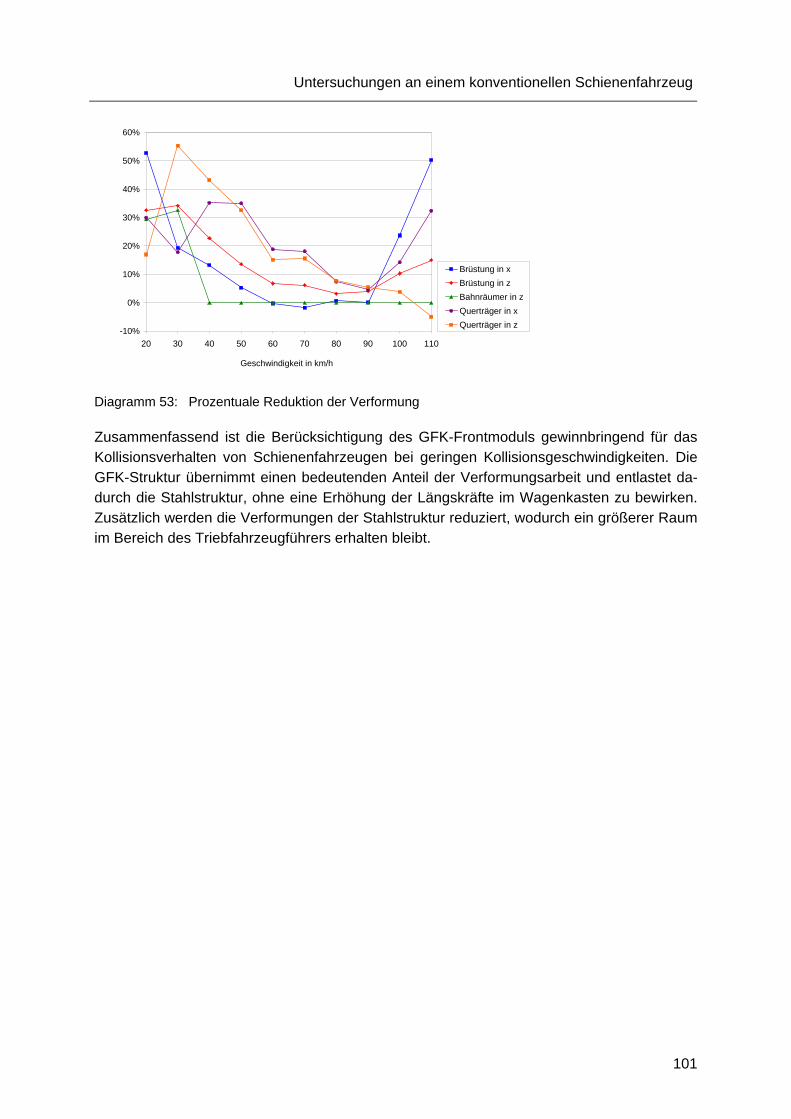
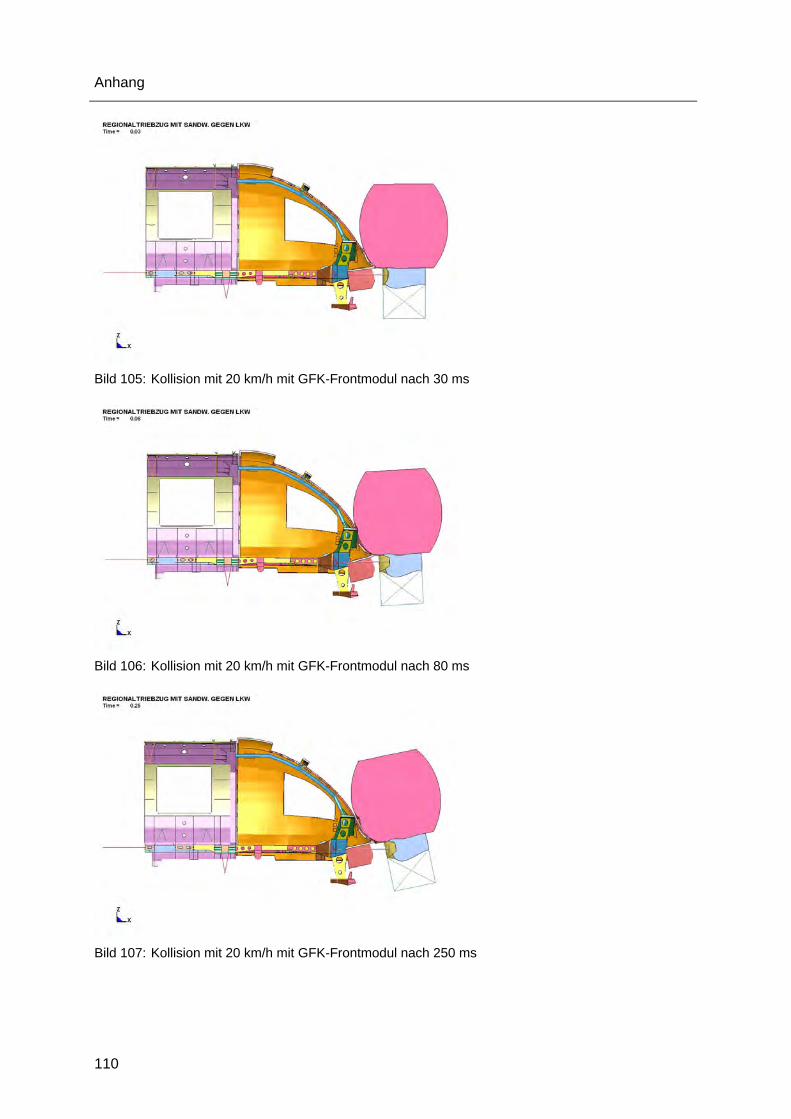
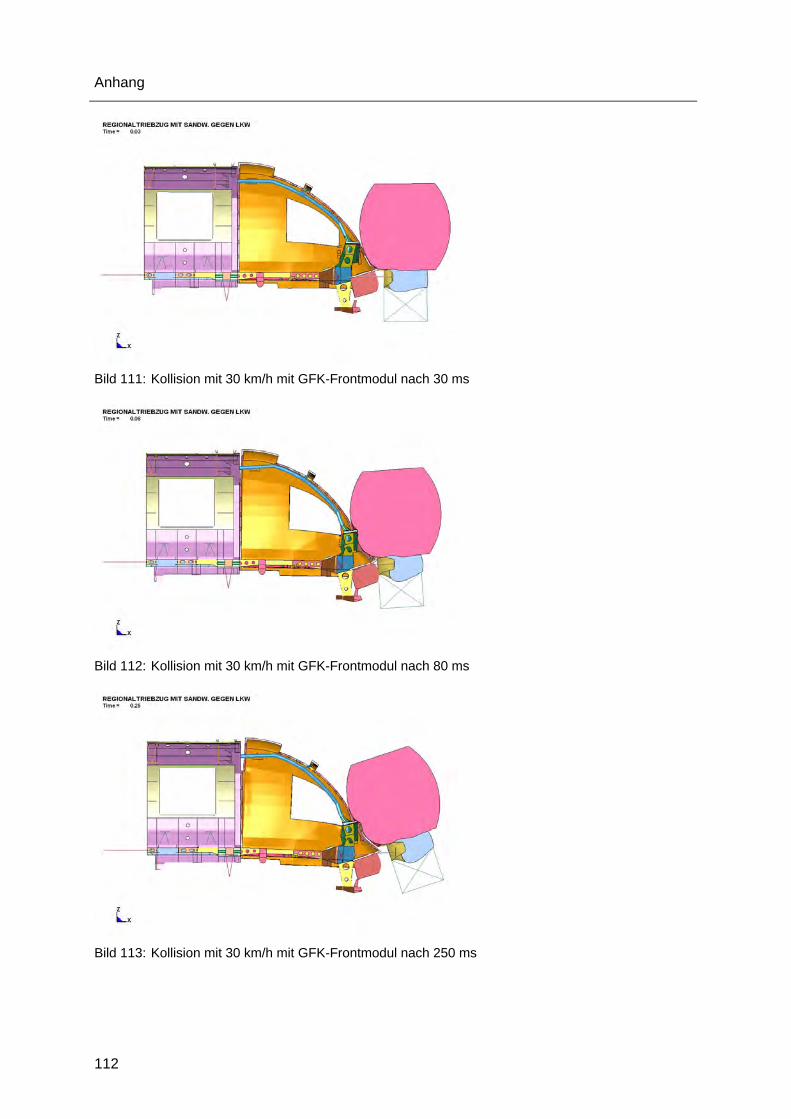
Die numerischen Untersuchungen des Design-Kollisionsszenarios 3 mit Kollisionsgeschwin-digkeiten von 20 km/h bis 110 km/h in Schritten an einem konventionellen Schienenfahrzeug ergaben, dass die Kopfstruktur wesentlichen Einfluss auf das Energieabsorptions- und Ver-formungsverhalten hat. Der Einfluss ist stark abhängig von der Kollisionsgeschwindigkeit. Die GFK-Frontmodul konnte das grundsätzliche Verformungsverhalten der gesamten Fahr-zeugstruktur nicht ändern, aber durch die Aufnahme von Verformungsarbeit die Verformun-gen der Fahrzeugstruktur reduzieren. Es wurde deutlich, dass die Verformungen der Stahl-struktur und des GFK-Frontmoduls erheblich ab einer Kollisionsgeschwindigkeit über 50 km/h zunehmen. Es konnte eine maximale Verformungsreduktion von 55,3 % bei einer Kolli-sionsgeschwindigkeit von 30 km/h ermittelt werden.
Bei allen Kollisionsgeschwindigkeiten konnten keine wesentlichen Erhöhungen der Längs-kräfte registriert werden, jedoch wurde festgestellt, dass ab einer Geschwindigkeit von 50 km/h, die Längskräfte den Bemessungswert für das Untergestell von 1500 kN überschreiten.
Durch den Vergleich der Ergebnisse von FEM-Simulationen, mit und ohne Berücksichtigung des GFK-Frontmoduls, konnte ermittelt werden, welche Anteile an der Verformungsarbeit von den einzelnen Fahrzeugstrukturen geleistet werden. Die Ergebnisse zeigten, dass eine Energieabsorption durch das GFK-Frontmodul von 3,4 % bis 9,3 % der Gesamtverfor-mungsarbeit möglich ist.
Grundlagen der Faserverbund-Sandwichbauweise
8
2 Grundlagen der Faserverbund-Sandwichbauweise
2.1 Allgemeines
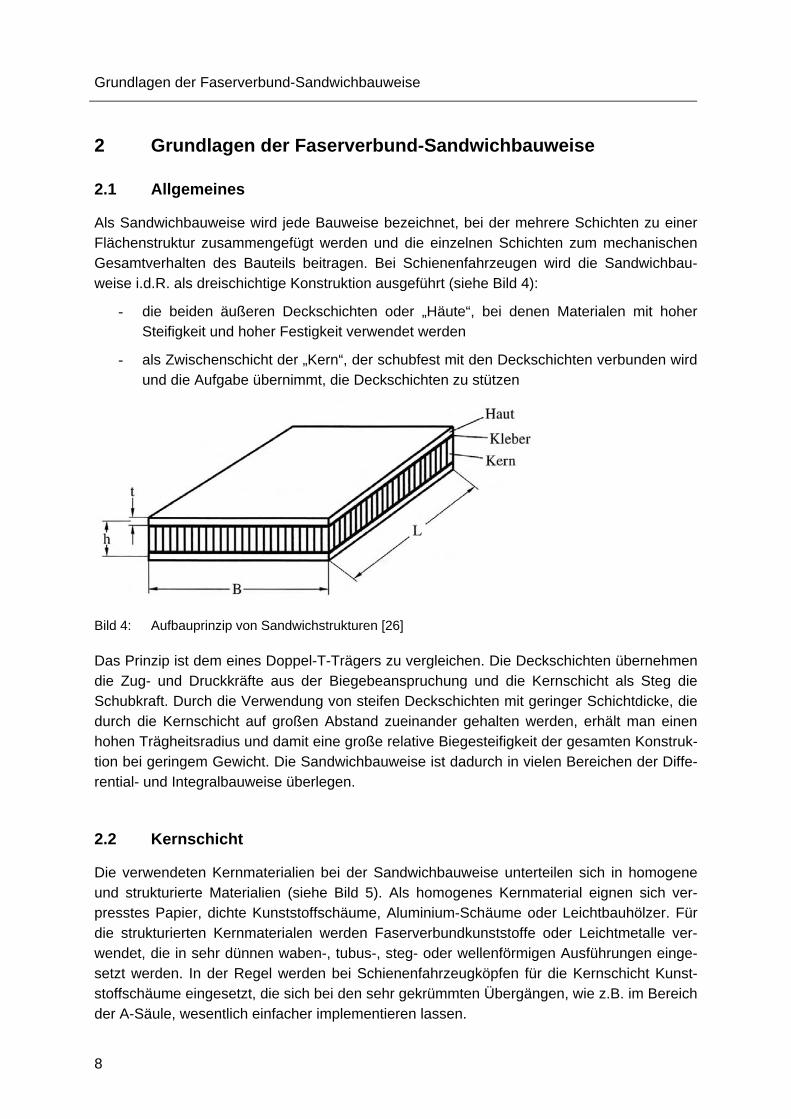
Als Sandwichbauweise wird jede Bauweise bezeichnet, bei der mehrere Schichten zu einer Flächenstruktur zusammengefügt werden und die einzelnen Schichten zum mechanischen Gesamtverhalten des Bauteils beitragen. Bei Schienenfahrzeugen wird die Sandwichbau-weise i.d.R. als dreischichtige Konstruktion ausgeführt (siehe Bild 4):
- die beiden äußeren Deckschichten oder „Häute“, bei denen Materialen mit hoher Steifigkeit und hoher Festigkeit verwendet werden
- als Zwischenschicht der „Kern“, der schubfest mit den Deckschichten verbunden wird und die Aufgabe übernimmt, die Deckschichten zu stützen
Bild 4: Aufbauprinzip von Sandwichstrukturen [26]
Das Prinzip ist dem eines Doppel-T-Trägers zu vergleichen. Die Deckschichten übernehmen die Zug- und Druckkräfte aus der Biegebeanspruchung und die Kernschicht als Steg die Schubkraft. Durch die Verwendung von steifen Deckschichten mit geringer Schichtdicke, die durch die Kernschicht auf großen Abstand zueinander gehalten werden, erhält man einen hohen Trägheitsradius und damit eine große relative Biegesteifigkeit der gesamten Konstruk-tion bei geringem Gewicht. Die Sandwichbauweise ist dadurch in vielen Bereichen der Diffe-rential- und Integralbauweise überlegen.
2.2 Kernschicht
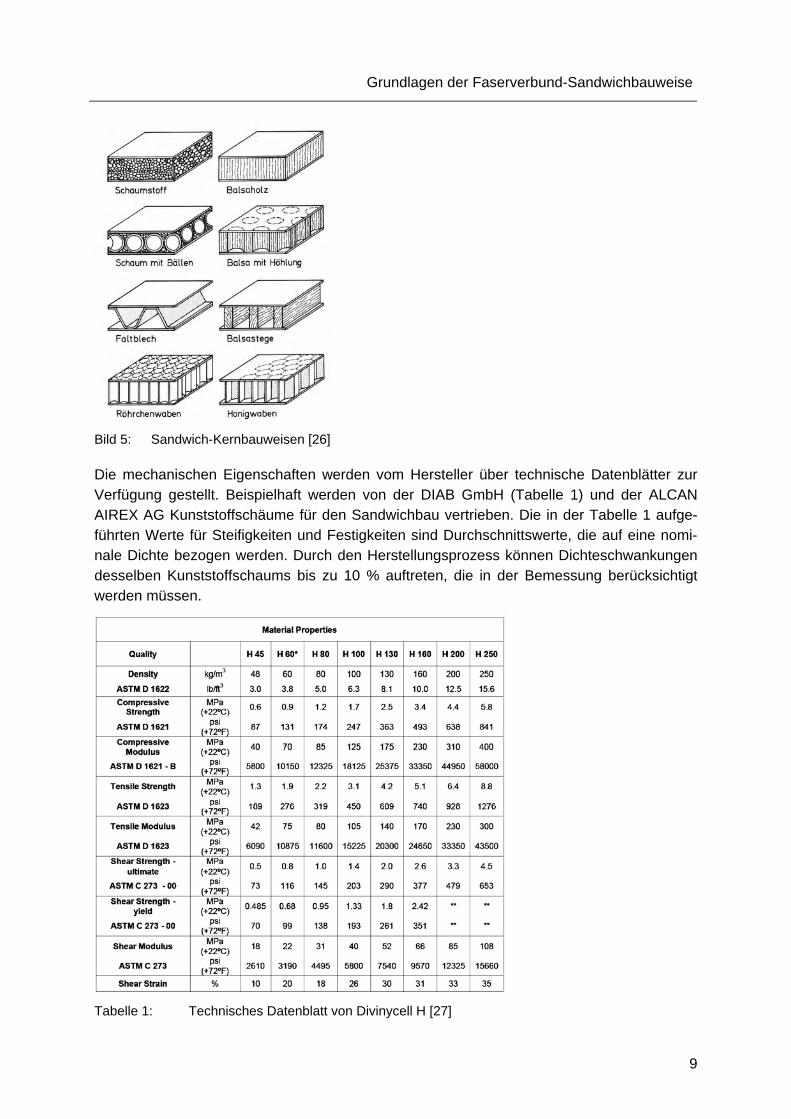
Die verwendeten Kernmaterialien bei der Sandwichbauweise unterteilen sich in homogene und strukturierte Materialien (siehe Bild 5). Als homogenes Kernmaterial eignen sich ver-presstes Papier, dichte Kunststoffschäume, Aluminium-Schäume oder Leichtbauhölzer. Für die strukturierten Kernmaterialen werden Faserverbundkunststoffe oder Leichtmetalle ver-wendet, die in sehr dünnen waben-, tubus-, steg- oder wellenförmigen Ausführungen einge-setzt werden. In der Regel werden bei Schienenfahrzeugköpfen für die Kernschicht Kunst-stoffschäume eingesetzt, die sich bei den sehr gekrümmten Übergängen, wie z.B. im Bereich der A-Säule, wesentlich einfacher implementieren lassen.
Grundlagen der Faserverbund-Sandwichbauweise
9
Bild 5: Sandwich-Kernbauweisen [26]
Die mechanischen Eigenschaften werden vom Hersteller über technische Datenblätter zur Verfügung gestellt. Beispielhaft werden von der DIAB GmbH (Tabelle 1) und der ALCAN AIREX AG Kunststoffschäume für den Sandwichbau vertrieben. Die in der Tabelle 1 aufge-führten Werte für Steifigkeiten und Festigkeiten sind Durchschnittswerte, die auf eine nomi-nale Dichte bezogen werden. Durch den Herstellungsprozess können Dichteschwankungen desselben Kunststoffschaums bis zu 10 % auftreten, die in der Bemessung berücksichtigt werden müssen.
Tabelle 1: Technisches Datenblatt von Divinycell H [27]
Grundlagen der Faserverbund-Sandwichbauweise
10
Des Weiteren ist bei der Wahl des Kunststoffschaums zu beachten, dass dieser die neuen Anforderungen an den Brandschutz nach DIN 5510 „Vorbeugender Brandschutz in Schie-nenfahrzeugen“ [28] bzw. der zukünftigen EN 45545 „Brandschutz in Schienenfahrzeugen“ [29] erfüllt.
Das Versagen der Kernschicht wird anhand der analytischen Beschreibung der Sandwich-konstruktion erklärt und aus diesen Gründen im Kapitel 2.4 behandelt.
2.3 Deckschicht
Als Deckschichtmaterialien eignen sich metallische Werkstoffe, wie z. B. Stahl und Alumini-um, oder faserverstärkte Kunststoffe. Für die Herstellung von doppelt-gekrümmten Oberflä-chen, die beispielsweise bei Frontstrukturen von modernen Schienenfahrzeugen zu finden sind, werden überwiegend faserverstärkte Kunststoffe eingesetzt. Man bezeichnet diese Bauweise als Faserverbund-Sandwichbauweise.
Bei Faserverbundwerkstoffen ist dabei der Grundgedanke, dass durch die Verstärkung von Kunststoffen (Matrix) mit steifen und festen Fasern sich die Eigenschaften von Bauteilen ge-zielt beeinflussen und verbessern lassen.
Beide Komponenten eines Faserverbundwerkstoffes übernehmen im Verbund folgende Auf-gaben:
• Faser
- Aufnahme der mechanischen Lasten
- Festigkeit und Steifigkeit der Faserverbundkonstruktion
• Matrix
- Gewährleistung der geometrischen Lage der Faser
- stützende Einbettung der Fasern bei Druckbeanspruchung
- Gestaltung der äußeren Form des Bauteils
- Einleitung der Kräfte in die Fasern
- Überleiten der Kräfte zwischen den Fasern
- Verkleben der Laminatschichten miteinander
- Schutz der Fasern vor äußeren Einflüssen
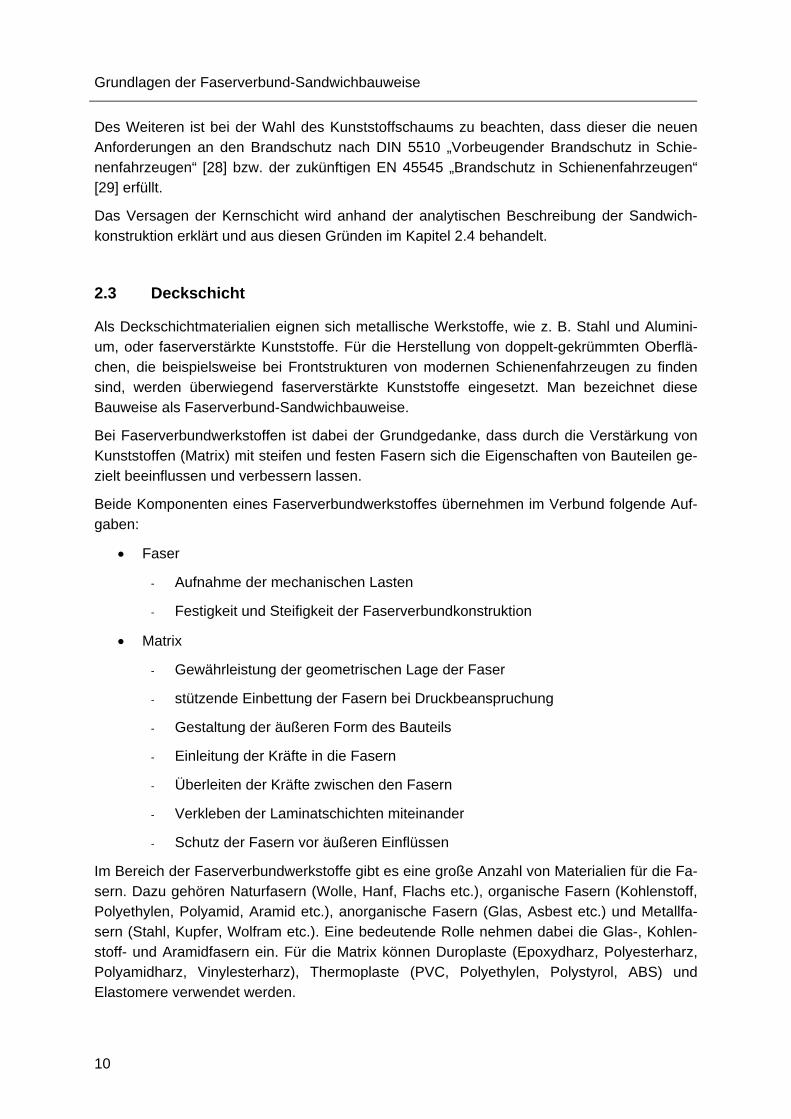
Im Bereich der Faserverbundwerkstoffe gibt es eine große Anzahl von Materialien für die Fa-sern. Dazu gehören Naturfasern (Wolle, Hanf, Flachs etc.), organische Fasern (Kohlenstoff, Polyethylen, Polyamid, Aramid etc.), anorganische Fasern (Glas, Asbest etc.) und Metallfa-sern (Stahl, Kupfer, Wolfram etc.). Eine bedeutende Rolle nehmen dabei die Glas-, Kohlen-stoff- und Aramidfasern ein. Für die Matrix können Duroplaste (Epoxydharz, Polyesterharz, Polyamidharz, Vinylesterharz), Thermoplaste (PVC, Polyethylen, Polystyrol, ABS) und Elastomere verwendet werden.
Grundlagen der Faserverbund-Sandwichbauweise
11
Die Kombination von Glasfasern mit Duroplasten wird im Schienenfahrzeugbau überwiegend aus Kostengründen häufig eingesetzt, wobei bei hochbeanspruchten Bauteilen auch Kohlen-stofffasern gewählt werden.
Für die Herstellung von Faserverbundbauteilen bieten sich verschiedene Verfahren an:
- das Handauflegeverfahren (Handlaminatverfahren)
- das Injektionsverfahren (z.B. RTM-Verfahren)
- die Pultrusionsverfahren
- die Wickelverfahren
Für die Herstellung von Schienenfahrzeugköpfen hat sich das Handlaminatverfahren und das RTM-Verfahren aus Kosten- und Herstellungsgründen durchgesetzt. Das Handlaminie-ren erfolgt durch den langsamen Aufbau aller Schichten per Hand im einschaligem Werk-zeug. Dieses Verfahren eignet sich für große Bauteile in geringen Stückzahlen, da die not-wendigen Investitionskosten sehr gering sind. Der Nachteil des Handlaminierens besteht im niedrigerem Faservolumengehalt. Beim RTM (Resin-Transfer-Moulding)-Verfahren wird in einem ersten Schritt ein der Kontur entsprechender Vorformling aus trockenem Fasermateri-al hergestellt und in das RTM-Werkzeug eingebracht. Nach dem Einlegen des Vorformlings wird das RTM-Werkzeug geschlossen und das vorbereitete Harzsystem mit Überdruck inji-ziert. Anschließend erfolgt die Aushärtung und Entformung des Bauteils. Nachteilig wirken sich die hohen Werkzeugkosten aus.
Da im Gegensatz zu homogenen Werkstoffen die Eigenschaften des gesamten Verbundes stark von den Eigenschaften der einzelnen Komponenten abhängen, ist es wichtig, deren Gewichtung im Verbund angeben zu können. Durch den Faservolumengehalt φ wird das Vo-lumenverhältnis zwischen den in der Matrix eingebetteten Fasern und dem Gesamtvolumen des Verbundes angegeben.
Verbund
Faser
VV
=ϕ ( 2.1 )
Der durchschnittliche Faservolumengehalt ist abhängig vom Herstellungsverfahren und be-trägt beim Handlaminat-Verfahren ca. 30%.
Für Deckschichten ist der Einsatz von Endlosfasern und Kurzfasern denkbar, in hochbean-spruchten Deckschichten haben sich Endlosfasern durchgesetzt. Es gibt jedoch nur wenige Verfahren, mit denen sich Rovings direkt mit den gewünschten Faserorientierungen und Fa-sergehalten verlegen lassen. Diese sind in erster Linie die Wickeltechnik und die Pultrusion.
Um den Aufwand der Faserverlegung zu reduzieren, verwendet man textile Halbzeuge, wie z.B. Gewebe, Multiaxialgelege und Wirrfasermatten. Gewebe kennzeichnen sich durch zwei rechtwinkelig zueinander orientierte Faserrichtungen (Kette und Schuss), die über eine Bin-dungsart (Leinen, Körper, Atlas etc.) miteinander verwoben sind. Die maximale Ausnutzung der Faserfestigkeit ist nur mit einer unidirektionalen, streng parallelen Ausrichtung der Fa-sern erreicht. Um das Potential der Fasern ausnutzen zu können, wurden Gelege entwickelt, bei denen die Schichten wellenfrei miteinander durch gewirkte Maschen abgebunden sind. Bei geringer Bauteilbeanspruchung verwendet man Fasermatten, wobei in Endlosmatte und
Grundlagen der Faserverbund-Sandwichbauweise
12
Schnittmatte unterschieden wird. Die Endlosmatte besteht aus ungeschnittenen, die Schnittmatte aus geschnitten Spinnfäden der Länge von 25 bis 50 mm. In beiden Fällen sind die Fasern flächig regellos „wirr“ verteilt.
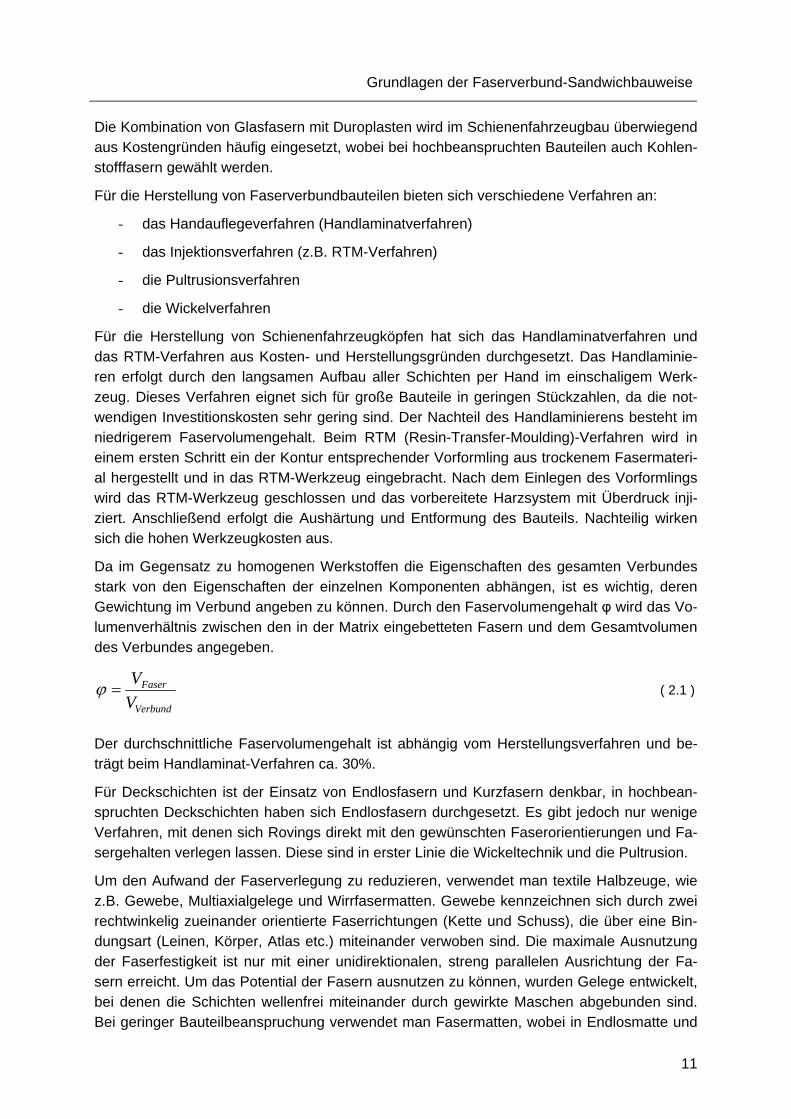
Faserverbundkunststoffe bestehen in der Regel aus mehreren Schichten, die entsprechend der erwarteten Beanspruchungen unterschiedlich orientiert sind. Bei der Anordnung mehre-rer Einzelschichten übereinander entsteht dabei je nach Orientierung der Fasern in den Schichten und Laminataufbau ein unidirektionaler (alle Schichten mit gleicher Faserausrich-tung) bzw. multidirektionaler Mehrschichtverbund (Bild 6). Die Ausrichtung der einzelnen La-gen und die Reihenfolge ihrer Anordnung bestimmen dabei die Eigenschaften des Laminates und den Grad der Anisotropie. Bei der Verwendung von Fasermatten liegen ausschließlich quasi-isotrope Werkstoffeigenschaften vor.
Bild 6: Darstellung des Mehrschichtverbundes [30]
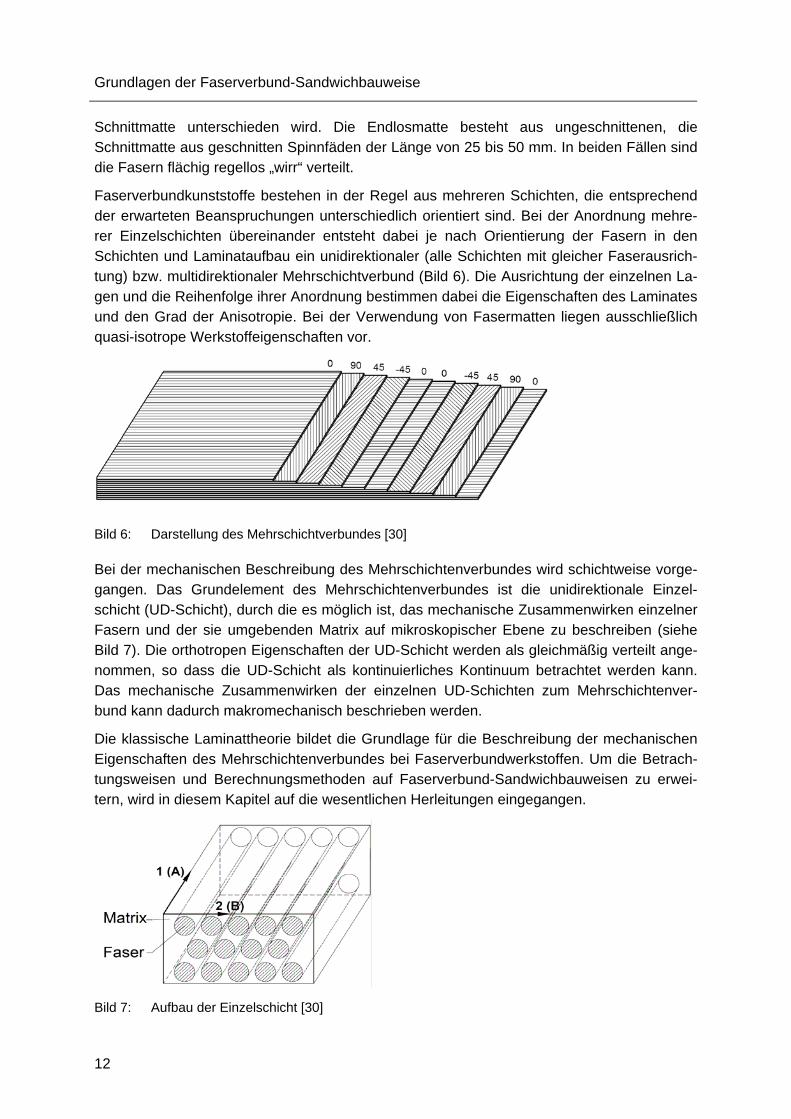
Bei der mechanischen Beschreibung des Mehrschichtenverbundes wird schichtweise vorge-gangen. Das Grundelement des Mehrschichtenverbundes ist die unidirektionale Einzel-schicht (UD-Schicht), durch die es möglich ist, das mechanische Zusammenwirken einzelner Fasern und der sie umgebenden Matrix auf mikroskopischer Ebene zu beschreiben (siehe Bild 7). Die orthotropen Eigenschaften der UD-Schicht werden als gleichmäßig verteilt ange-nommen, so dass die UD-Schicht als kontinuierliches Kontinuum betrachtet werden kann. Das mechanische Zusammenwirken der einzelnen UD-Schichten zum Mehrschichtenver-bund kann dadurch makromechanisch beschrieben werden.
Die klassische Laminattheorie bildet die Grundlage für die Beschreibung der mechanischen Eigenschaften des Mehrschichtenverbundes bei Faserverbundwerkstoffen. Um die Betrach-tungsweisen und Berechnungsmethoden auf Faserverbund-Sandwichbauweisen zu erwei-tern, wird in diesem Kapitel auf die wesentlichen Herleitungen eingegangen.
Bild 7: Aufbau der Einzelschicht [30]
Grundlagen der Faserverbund-Sandwichbauweise
13
In der klassischen Laminattheorie werden die UD-Einzelschichten makroskopisch als homo-genes Kontinuum behandelt. Dabei gelten folgende Idealisierungen:
- die Fasern sind über den Querschnitt gleichmäßig verteilt
- die Fasern verlaufen parallel in einer Richtung (Endlosfasern)
- die Fasern sind ideal gerade und verlaufen ohne Unterbrechung (Endlosfasern)
- die Fasern sind vollkommen mit der Matrix benetzt
- Matrix und Fasern haften ideal aneinander
- die Verbindung der benachbarten Einzellagen über die Matrix wird als ideal angese-hen
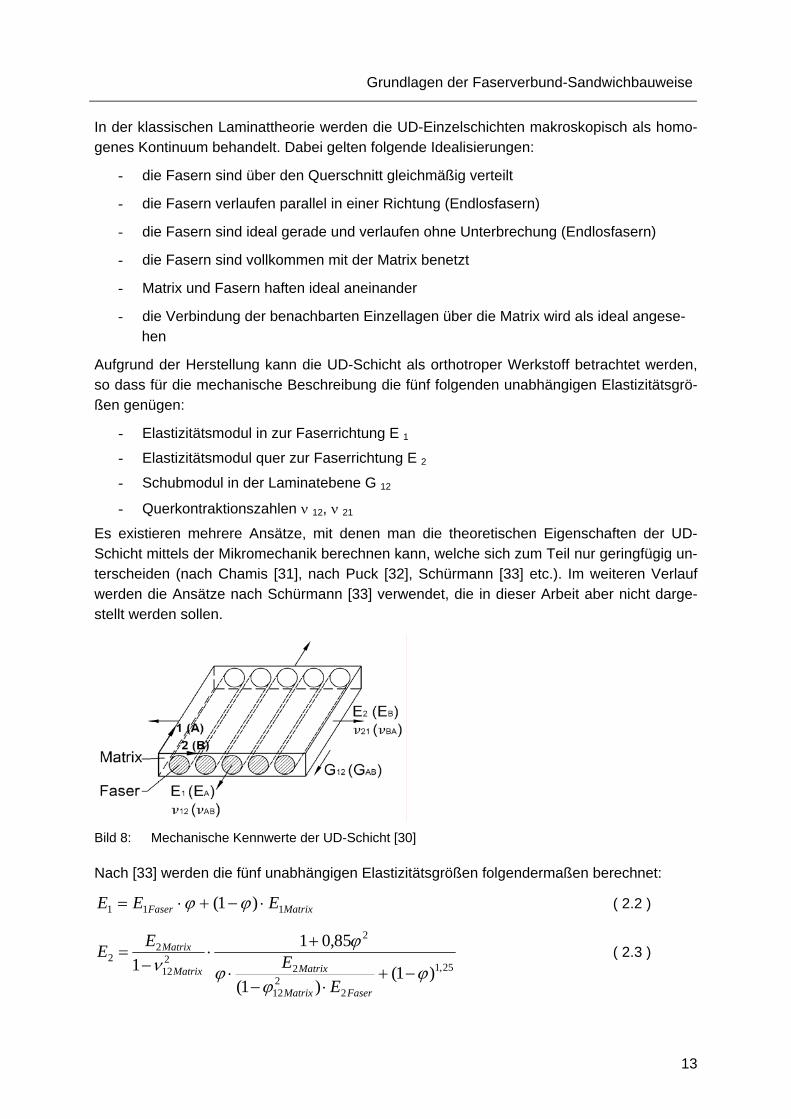
Aufgrund der Herstellung kann die UD-Schicht als orthotroper Werkstoff betrachtet werden, so dass für die mechanische Beschreibung die fünf folgenden unabhängigen Elastizitätsgrö-ßen genügen:
- Elastizitätsmodul in zur Faserrichtung E 1
- Elastizitätsmodul quer zur Faserrichtung E 2
- Schubmodul in der Laminatebene G 12
- Querkontraktionszahlen ν 12, ν 21
Es existieren mehrere Ansätze, mit denen man die theoretischen Eigenschaften der UD-Schicht mittels der Mikromechanik berechnen kann, welche sich zum Teil nur geringfügig un-terscheiden (nach Chamis [31], nach Puck [32], Schürmann [33] etc.). Im weiteren Verlauf werden die Ansätze nach Schürmann [33] verwendet, die in dieser Arbeit aber nicht darge-stellt werden sollen.
Bild 8: Mechanische Kennwerte der UD-Schicht [30]
Nach [33] werden die fünf unabhängigen Elastizitätsgrößen folgendermaßen berechnet:
MatrixFaser EEE 111 )1( ⋅−+⋅= ϕϕ ( 2.2 )
25,1
2212
2
2
212
22
)1()1(
85,011 ϕ
ϕϕ
ϕν −+
⋅−⋅
+⋅
−=
FaserMatrix
MatrixMatrix
Matrix
EE
EE ( 2.3 )
Grundlagen der Faserverbund-Sandwichbauweise
14
MatrixFaser νϕνϕν ⋅−+⋅= )(11212 ( 2.4 )
1
21221 E
E⋅= νν ( 2.5 )
45,1
12
12
5,0
1221)1(
4,01
ϕϕ
ϕ
−+⋅
⋅+⋅=
Faser
MatrixMatrix
GGGG ( 2.6 )
Da die UD-Schicht orthotrop und zusätzlich transversal isotrop ist, lautet die Steifigkeitsmat-rix für den ebenen Spannungszustand der UD-Schicht:
⎪⎩
⎪⎨
⎧
⎪⎭
⎪⎬
⎫⋅
⎪⎪⎪
⎩
⎪⎪⎪
⎨
⎧
⎪⎪⎪
⎭
⎪⎪⎪
⎬
⎫
⋅−⋅−⋅
⋅−⋅
⋅−
=⎪⎭
⎪⎬
⎫
⎪⎩
⎪⎨
⎧
−
21
2
1
21
1221
2
1221
212
1221
112
1221
1
21
2
1
][
00
011
011
γεε
ννννν
ννν
νν
τσσ
44444 344444 21SchichtderUDQtsmatrixSteifigkei
G
EE
EE
( 2.7 )
Um die Orientierung der einzelnen Schichten in der Berechnung berücksichtigen zu können, müssen die Spannungen und Dehnungen noch transformiert werden.
⎪⎩
⎪⎨
⎧
⎪⎭
⎪⎬
⎫⋅
⎪⎩
⎪⎨
⎧
⎪⎭
⎪⎬
⎫=
⎪⎭
⎪⎬
⎫
⎪⎩
⎪⎨
⎧
y
x
333231
232212
131211x
sSteifikeit
x
y
xy
y
matrixertetransformi
QQQQQQQQQ
γεε
τσσ
444 3444 21
( 2.8 )
Die Eigenschaften der UD-Schicht werden unter den folgenden Annahmen der klassischen Laminattheorie auf den Mehrschichtenverbund übertragen:
- Dicke t des Bauteils ist gegenüber den Flächenabmessungen der Struktur sehr klein (t<< l, b)
- die Durchbiegung w ist klein gegenüber der Dicke t (w<<t), so dass die Gleichge-wichtsbedingungen am unverformten Bauteil bestimmt werden können
- die Querschnitte bleiben auch bei der Verformung eben (Kirchhoff-Hypothese)
- die Schichten werden als dünnwandig betrachtet und demnach mit dem ebenen Spannungszustand beschrieben
- es liegt lineares, ideal elastisches Werkstoffverhalten vor
Bei der mechanischen Betrachtung der Faserverbundkonstruktion als Scheibe und Platte, wirken über den Querschnitt gleichmäßig verteilt Kraftflüsse }{n und Momentenflüsse }{m , so dass die Schnittgrößen durch die Gesamtquerschnittsbreite b geteilt werden können.
Grundlagen der Faserverbund-Sandwichbauweise
15
}{ }{ }{ }{ [ ]NbMm
mmN
bNn =⎥⎦
⎤⎢⎣⎡= ( 2.9 )
Die Aufstellung des Elastizitätsgesetzes des Mehrschichtverbundes erfolgt auf Basis des Kräftegleichgewichts. Dabei ist der Beitrag der Einzelschichten an der Steifigkeit des Ver-bundes abhängig von ihrer Schichtdicke und ihrer Steifigkeit. Das Elastizitätsgesetz des Mehrschichtverbundes lautet nach Schürmann [33]:
⎪⎪⎪⎪
⎩
⎪⎪⎪⎪
⎨
⎧
⎪⎪⎪⎪
⎭
⎪⎪⎪⎪
⎬
⎫
⋅
⎪⎪⎪⎪
⎩
⎪⎪⎪⎪
⎨
⎧
⎪⎪⎪⎪
⎭
⎪⎪⎪⎪
⎬
⎫
=
⎪⎪⎪⎪
⎩
⎪⎪⎪⎪
⎨
⎧
⎪⎪⎪⎪
⎭
⎪⎪⎪⎪
⎬
⎫
xy
y
x
xy
x
x
xy
y
x
xy
y
x
DDDBBBDDDBBBDDDBBBBBBAAABBBAAABBBAAA
mmmnnn
κκκγεε
662616662616
262212262212
161211161211
662616662616
262212262212
161211161211
( 2.10 )
bzw.
{ }{ }
[ ] [ ][ ] [ ]
{ }{ } ⎭
⎬⎫
⎩⎨⎧
⋅⎥⎦
⎤⎢⎣
⎡=
⎭⎬⎫
⎩⎨⎧
κε
D BBA
mn
Die Untermatrizen [A], [B] und [D] berechnen sich bezogen auf die Schichtdicke t und dem Abstand der UD-Einzelschicht von der Mittelfläche aus:
[A] – Scheiben-Steifigkeitsmatrix mit: ∑ ⋅==
n
kkkijij tQA
1, ( 2.11 )
[B] – Koppel-Steifigkeitsmatrix mit: ∑ −⋅⋅==
n
k
kkkkijij
tztQB1 2
)(, ( 2.12 )
[D] – Plattensteifigkeitsmatrix mit: ∑ ⎟⎟⎠
⎞⎜⎜⎝
⎛−+⋅=
=
n
k
kkk
kkijij
tzttQD1
23
212)(, ( 2.13 )
Die Versagensarten und Versagensformen von Faserverbundkunststoffen unterscheiden sich wesentlich von denen bekannter Werkstoffe. Bis zu einer bestimmten Beanspruchung verhält sich das Material linear-elastisch (elastisches Materialverhalten). Das Verhalten des Werkstoffes im elastischen Bereich lässt sich durch die Steifigkeitswerte der klassischen Laminattheorie beschreiben.
Ab bestimmten Festigkeitsgrenzen kann der Werkstoff keine zusätzlichen Beanspruchungen ohne das Eintreten einer Schädigung ertragen. Es kommt zum Versagen, wobei zwischen in-terlaminarem Versagen (Delamination) und intralaminarem Versagen (Faser-, Matrixbruch oder Bruch an der Grenzfläche von Faser und Matrix) unterschieden wird. Dabei tritt in der Regel zunächst kein Totalversagen des Bauteils ein. Jedoch können durch die auftretenden Schäden im weiteren Verlauf nicht mehr die gleichen Beanspruchungen aufgenommen wer-den, so dass die Steifigkeiten und Festigkeiten auf reduzierte Werte absinken.
Grundsätzlich wird beim intralaminaren Versagen von Faserverbundwerkstoffen zwischen zwei Versagensarten unterschieden:
Grundlagen der Faserverbund-Sandwichbauweise
16
- Faserbruch
- Zwischenfaserbruch
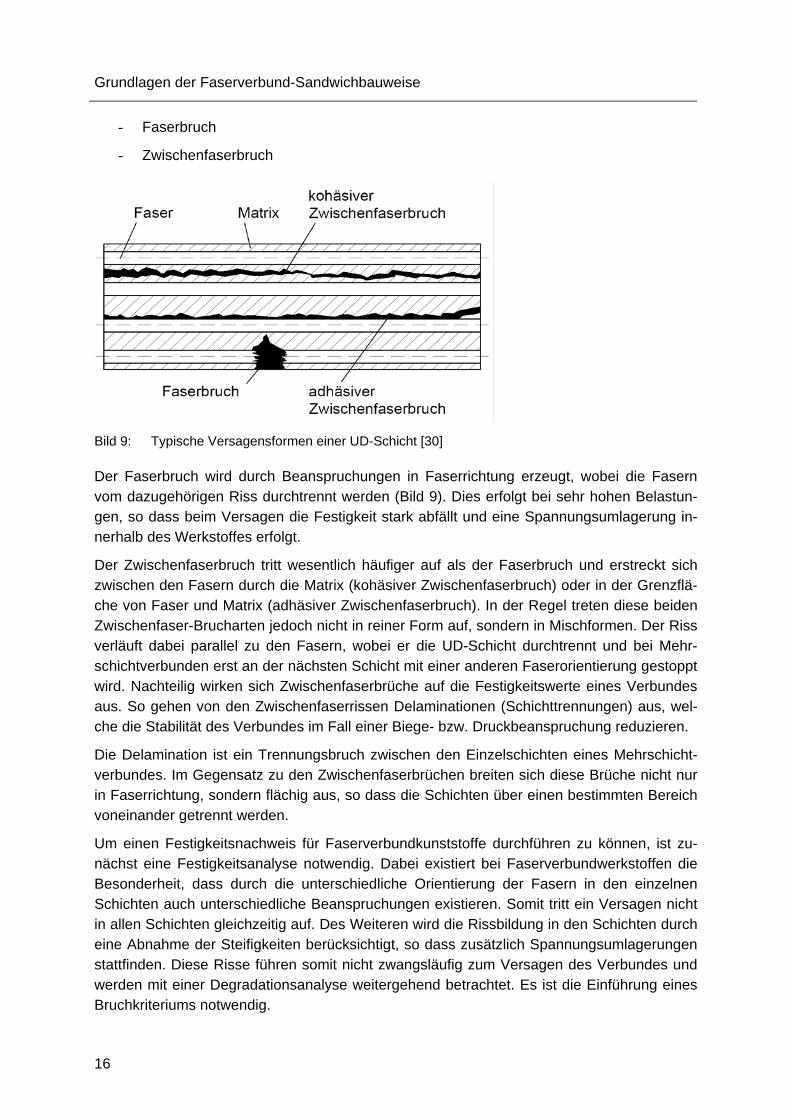
Bild 9: Typische Versagensformen einer UD-Schicht [30]
Der Faserbruch wird durch Beanspruchungen in Faserrichtung erzeugt, wobei die Fasern vom dazugehörigen Riss durchtrennt werden (Bild 9). Dies erfolgt bei sehr hohen Belastun-gen, so dass beim Versagen die Festigkeit stark abfällt und eine Spannungsumlagerung in-nerhalb des Werkstoffes erfolgt.
Der Zwischenfaserbruch tritt wesentlich häufiger auf als der Faserbruch und erstreckt sich zwischen den Fasern durch die Matrix (kohäsiver Zwischenfaserbruch) oder in der Grenzflä-che von Faser und Matrix (adhäsiver Zwischenfaserbruch). In der Regel treten diese beiden Zwischenfaser-Brucharten jedoch nicht in reiner Form auf, sondern in Mischformen. Der Riss verläuft dabei parallel zu den Fasern, wobei er die UD-Schicht durchtrennt und bei Mehr-schichtverbunden erst an der nächsten Schicht mit einer anderen Faserorientierung gestoppt wird. Nachteilig wirken sich Zwischenfaserbrüche auf die Festigkeitswerte eines Verbundes aus. So gehen von den Zwischenfaserrissen Delaminationen (Schichttrennungen) aus, wel-che die Stabilität des Verbundes im Fall einer Biege- bzw. Druckbeanspruchung reduzieren.
Die Delamination ist ein Trennungsbruch zwischen den Einzelschichten eines Mehrschicht-verbundes. Im Gegensatz zu den Zwischenfaserbrüchen breiten sich diese Brüche nicht nur in Faserrichtung, sondern flächig aus, so dass die Schichten über einen bestimmten Bereich voneinander getrennt werden.
Um einen Festigkeitsnachweis für Faserverbundkunststoffe durchführen zu können, ist zu-nächst eine Festigkeitsanalyse notwendig. Dabei existiert bei Faserverbundwerkstoffen die Besonderheit, dass durch die unterschiedliche Orientierung der Fasern in den einzelnen Schichten auch unterschiedliche Beanspruchungen existieren. Somit tritt ein Versagen nicht in allen Schichten gleichzeitig auf. Des Weiteren wird die Rissbildung in den Schichten durch eine Abnahme der Steifigkeiten berücksichtigt, so dass zusätzlich Spannungsumlagerungen stattfinden. Diese Risse führen somit nicht zwangsläufig zum Versagen des Verbundes und werden mit einer Degradationsanalyse weitergehend betrachtet. Es ist die Einführung eines Bruchkriteriums notwendig.
Grundlagen der Faserverbund-Sandwichbauweise
17
Im Schienenfahrzeugbau werden die Bauteile aus Faserverbundwerkstoff i.d.R. gegen das Versagen durch Zwischenbrüche nachgewiesen. Der Nachweis wird durch Auswertung der Dehnungen erbracht. Bei glasfaserverstärkten Kunststoffen tritt der erste Zwischenfaser-bruch etwa bei 0,4 % [33] auf. Diese Bruchdehnung ist jedoch stark abhängig von dem ver-wendeten Matrix; bei Brandschutzharzen liegt diese aufgrund der Füllstoffe wesentlich nied-riger.
2.4 Analytische Beschreibung der Sandwichkonstruktion
Um die Spannungsverhältnisse in einer gesamten Sandwichkonstruktion analytisch be-schreiben zu können, müssen die folgenden Voraussetzungen erfüllt werden:
- die Deckschichtmaterialien verhalten sich linear elastisch
- die Deckschichten sind eben und zueinander parallel
- das Kernmaterial ist homogen und hat ebenfalls ein linear elastisches Materialverhal-ten
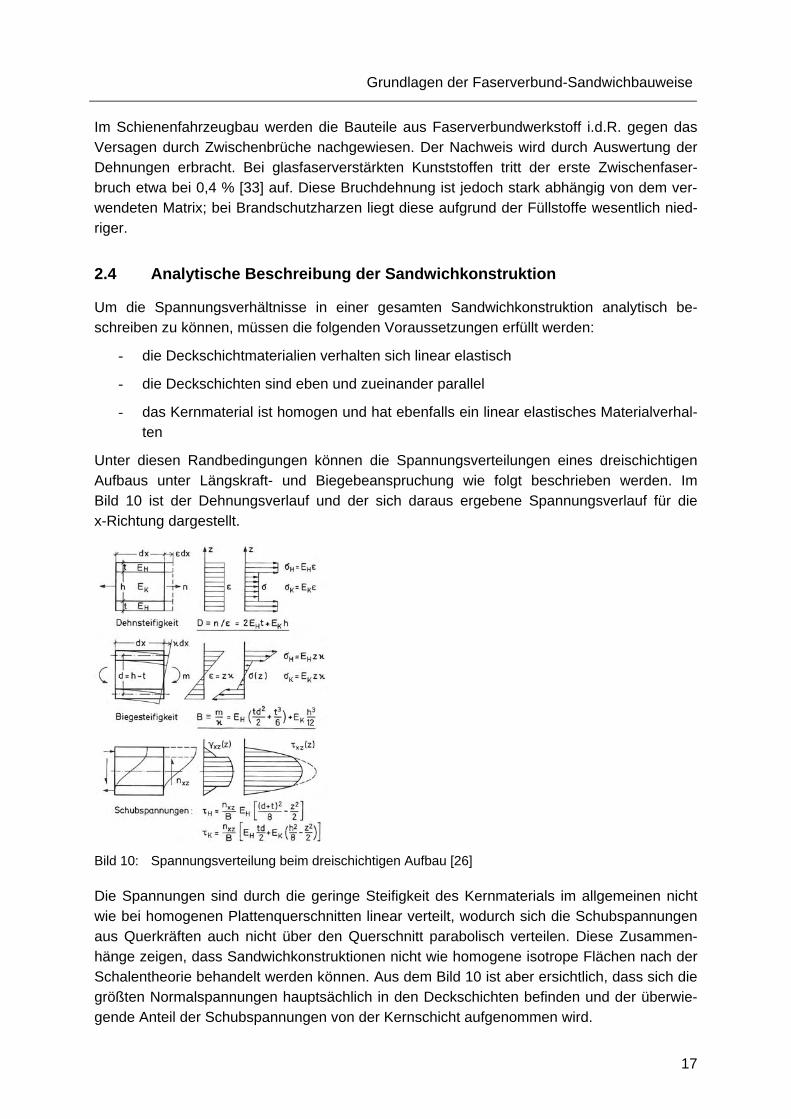
Unter diesen Randbedingungen können die Spannungsverteilungen eines dreischichtigen Aufbaus unter Längskraft- und Biegebeanspruchung wie folgt beschrieben werden. Im Bild 10 ist der Dehnungsverlauf und der sich daraus ergebene Spannungsverlauf für die x-Richtung dargestellt.
Bild 10: Spannungsverteilung beim dreischichtigen Aufbau [26]
Die Spannungen sind durch die geringe Steifigkeit des Kernmaterials im allgemeinen nicht wie bei homogenen Plattenquerschnitten linear verteilt, wodurch sich die Schubspannungen aus Querkräften auch nicht über den Querschnitt parabolisch verteilen. Diese Zusammen-hänge zeigen, dass Sandwichkonstruktionen nicht wie homogene isotrope Flächen nach der Schalentheorie behandelt werden können. Aus dem Bild 10 ist aber ersichtlich, dass sich die größten Normalspannungen hauptsächlich in den Deckschichten befinden und der überwie-gende Anteil der Schubspannungen von der Kernschicht aufgenommen wird.
Grundlagen der Faserverbund-Sandwichbauweise
18
Um die Spannungsermittlung zu vereinfachen, wurde die Sandwich-Membrantheorie aus der exakten Spannungsermittlung abgeleitet [34]. Sie ergibt sich aus der exakten Spannungs-ermittlung, wenn der E-Modul des Kernmaterials gegenüber dem E-Modul der Deckschichten sowie die Dicke der Deckschichten gegenüber der Höhe des Gesamtquerschnitts wesentlich geringer sind. Dadurch ergeben sich folgende Annahmen:
- Normalspannungen treten nur in den Deckschichten auf und sind gleichmäßig ver-teilt, die Normalspannungen in der Kernschicht werden vernachlässigt
- der Eigenbiegesteifigkeitsanteil der Deckschichten an der Gesamtbiegesteifigkeit, sowie der Querkraftanteil kann vernachlässigt werden
- Schubspannungen treten ausschließlich in der Kernschicht auf
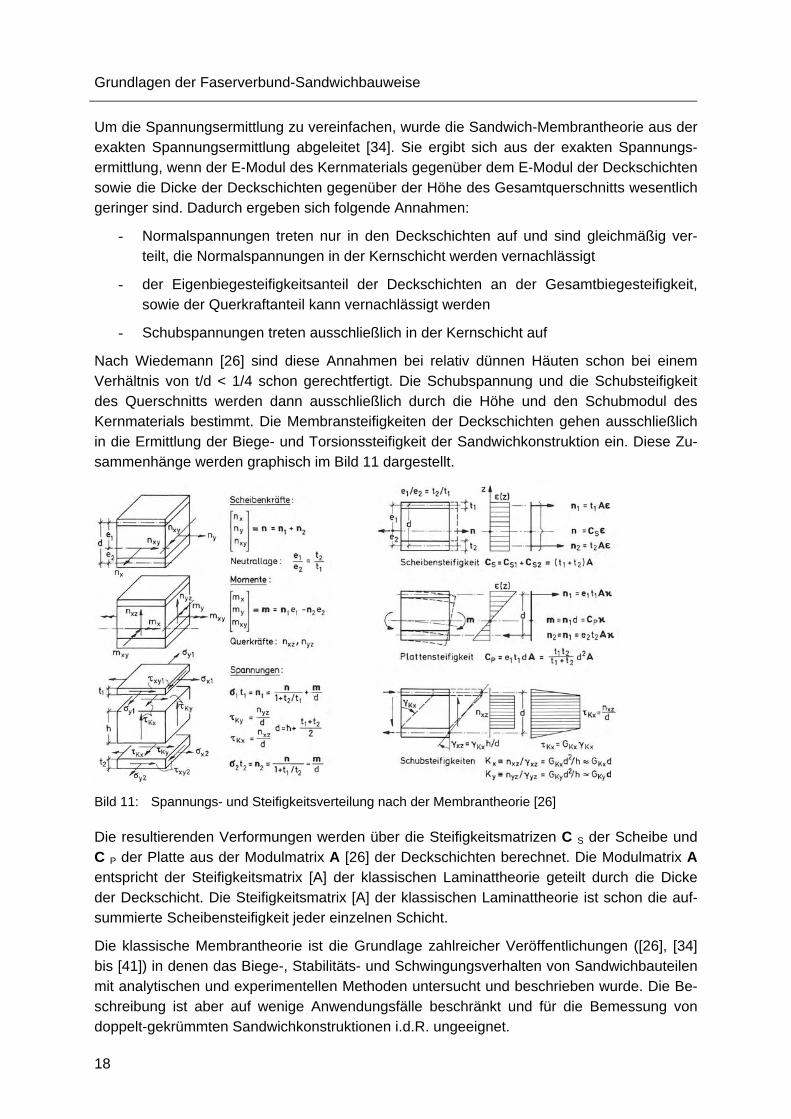
Nach Wiedemann [26] sind diese Annahmen bei relativ dünnen Häuten schon bei einem Verhältnis von t/d < 1/4 schon gerechtfertigt. Die Schubspannung und die Schubsteifigkeit des Querschnitts werden dann ausschließlich durch die Höhe und den Schubmodul des Kernmaterials bestimmt. Die Membransteifigkeiten der Deckschichten gehen ausschließlich in die Ermittlung der Biege- und Torsionssteifigkeit der Sandwichkonstruktion ein. Diese Zu-sammenhänge werden graphisch im Bild 11 dargestellt.
Bild 11: Spannungs- und Steifigkeitsverteilung nach der Membrantheorie [26]
Die resultierenden Verformungen werden über die Steifigkeitsmatrizen C S der Scheibe und C P der Platte aus der Modulmatrix A [26] der Deckschichten berechnet. Die Modulmatrix A entspricht der Steifigkeitsmatrix [A] der klassischen Laminattheorie geteilt durch die Dicke der Deckschicht. Die Steifigkeitsmatrix [A] der klassischen Laminattheorie ist schon die auf-summierte Scheibensteifigkeit jeder einzelnen Schicht.
Die klassische Membrantheorie ist die Grundlage zahlreicher Veröffentlichungen ([26], [34] bis [41]) in denen das Biege-, Stabilitäts- und Schwingungsverhalten von Sandwichbauteilen mit analytischen und experimentellen Methoden untersucht und beschrieben wurde. Die Be-schreibung ist aber auf wenige Anwendungsfälle beschränkt und für die Bemessung von doppelt-gekrümmten Sandwichkonstruktionen i.d.R. ungeeignet.
Grundlagen der Faserverbund-Sandwichbauweise
19
Als Voraussetzung für die Bemessung von Sandwichkonstruktionen werden die Spannungen in den einzelnen Schichten sowie die Verformungen des Gesamtquerschnitts ermittelt wer-den. Die Spannungen müssen nach dem Konzept der zulässigen Spannungen [37] die Fes-tigkeitsgrenzen der einzelnen Schichten geteilt durch einen Sicherheitsbeiwert unterschrei-ten. Die Betrachtung einer Vergleichsspannung, eine Aussage über die Art des Bruches oder den Bruchfortschritt bzw. Nachbruchverhalten wird nicht vorgenommen. Die Verformungen des Querschnitts dürfen festzulegende Grenzverformungen nicht überschreiten, die von den Einsatzbedingungen abhängen.
Neben den Spannungs- und Verformungsnachweisen können Sandwichkonstruktionen zu-sätzliche globale aber auch lokale Versagensmechanismen aufzeigen:
- Globaler Stabilitätsverlust der gesamten Sandwichkonstruktion
- Versagen durch Schubknicken bzw. Schubbeulen
- Langwelliges, symmetrisches Beulen der Deckschichten
- Kurzwelliges Beulen (Knittern) der Deckschichten
- Lokales Beulen der Deckschichten als Plattenelemente
- Diverse lokale Instabilitäten der Kernstruktur
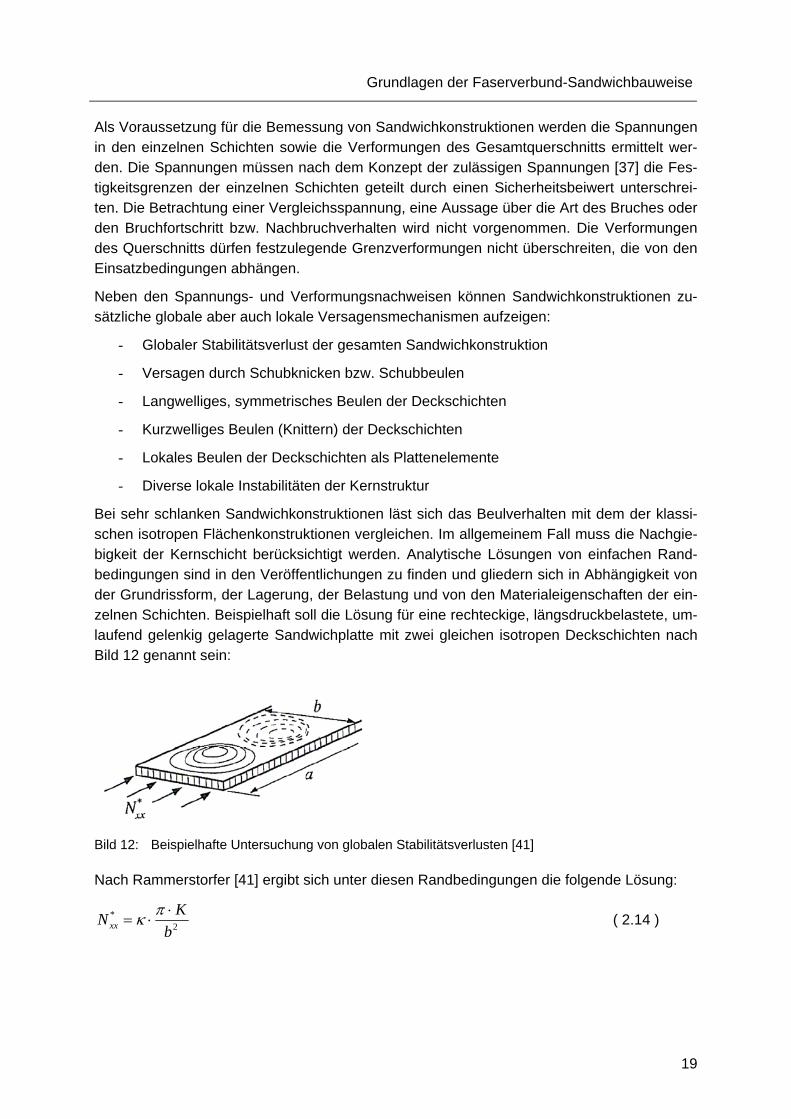
Bei sehr schlanken Sandwichkonstruktionen läst sich das Beulverhalten mit dem der klassi-schen isotropen Flächenkonstruktionen vergleichen. Im allgemeinem Fall muss die Nachgie-bigkeit der Kernschicht berücksichtigt werden. Analytische Lösungen von einfachen Rand-bedingungen sind in den Veröffentlichungen zu finden und gliedern sich in Abhängigkeit von der Grundrissform, der Lagerung, der Belastung und von den Materialeigenschaften der ein-zelnen Schichten. Beispielhaft soll die Lösung für eine rechteckige, längsdruckbelastete, um-laufend gelenkig gelagerte Sandwichplatte mit zwei gleichen isotropen Deckschichten nach Bild 12 genannt sein:
Bild 12: Beispielhafte Untersuchung von globalen Stabilitätsverlusten [41]
Nach Rammerstorfer [41] ergibt sich unter diesen Randbedingungen die folgende Lösung:
2*
bKNxx
⋅⋅=πκ ( 2.14 )
Grundlagen der Faserverbund-Sandwichbauweise
20
mit
⎥⎥⎦
⎤
⎢⎢⎣
⎡⎟⎠⎞
⎜⎝⎛ ⋅
+⋅+
⎟⎠⎞
⎜⎝⎛
⋅+
⋅
=2
2
11a
bmr
bma
abm
κ ( 2.15 )
hGb
Krk ⋅⋅
⋅= 2
2π ( 2.16 )
)1(2 2
2
ν−⋅⋅⋅
≈htEK H ( 2.17 )
Bei sehr schubweichem Kern kann es zur reinen Kernschubinstabilität kommen – dem Ver-sagen durch Schubknicken bzw. Kernschub-Beulen. Das Versagen bei Schubknicken kann nach [41] in guter Näherung wie folgt behandelt werden:
Bild 13: Analytische Herleitung der Bemessung gegen Schubknicken [41]
02
2*
=⋅⋅⋅−⋅⋅⋅ dxbhdxPxzxz
s τγ ( 2.18 )
mit xzxzxz G γτ ⋅= ( 2.19 )
hbGP xzs ⋅⋅=* ( 2.20 )
Beim langwelligen Beulen der Deckschichten wird das Versagen mit einer Analogie zu elas-tisch gebetteten Druckstäben beschrieben. Die kritische Normalkraft einer Sandwichkon-struktion ist dabei die Knicklast der beiden durch das Kernmaterial als gebettet betrachteten Deckschichten (nach [41]):
( )HHsym JEkPP ⋅⋅⋅=⋅= 222 ** ( 2.21 )
Die Bettungsziffer k bestimmt sich durch die Idealisierung der Kernschicht als Winkler-Bettung, bei der der Widerstand gegen Schubdeformationen nicht berücksichtigt wird:
hbEk K ⋅⋅= 2 ( 2.22 )
Mit dem Plattenträgheitsmoment der Deckschichten ergibt sich die kritische Beullast zu:
)1(64 2
*
ν−⋅⋅⋅⋅
⋅⋅⋅=h
tEEtbP KHsym ( 2.23 )
Grundlagen der Faserverbund-Sandwichbauweise
21
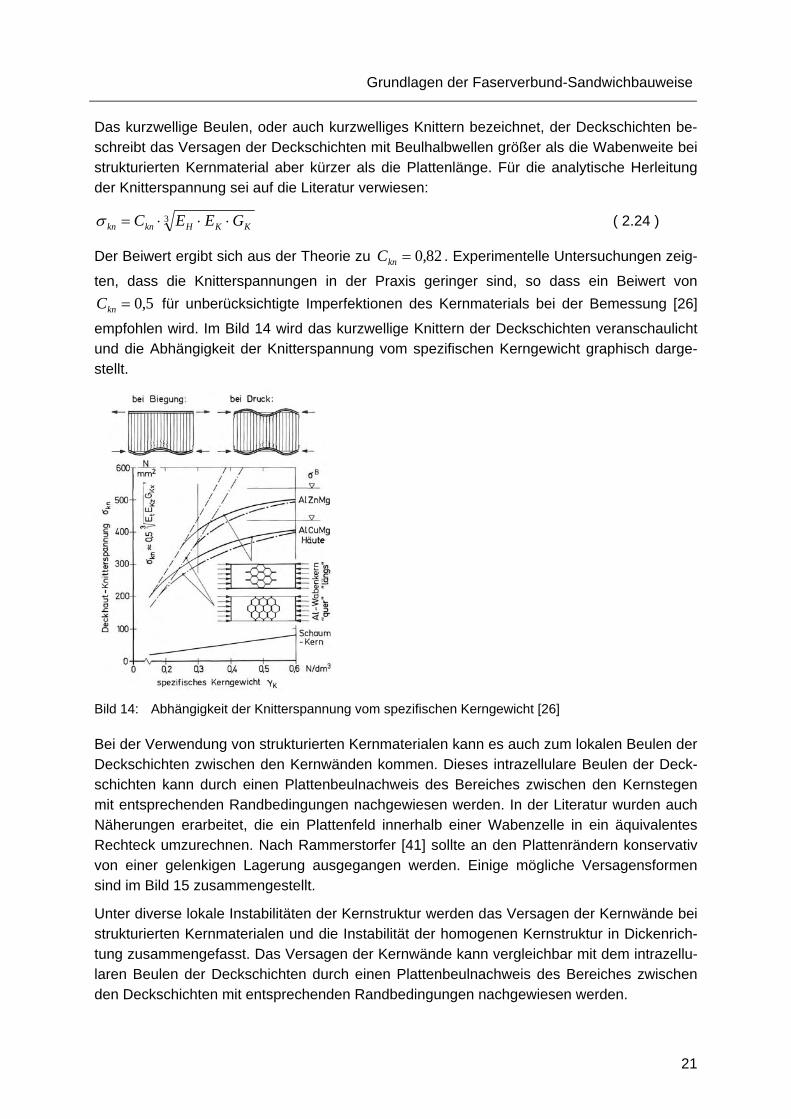
Das kurzwellige Beulen, oder auch kurzwelliges Knittern bezeichnet, der Deckschichten be-schreibt das Versagen der Deckschichten mit Beulhalbwellen größer als die Wabenweite bei strukturierten Kernmaterial aber kürzer als die Plattenlänge. Für die analytische Herleitung der Knitterspannung sei auf die Literatur verwiesen:
3KKHknkn GEEC ⋅⋅⋅=σ ( 2.24 )
Der Beiwert ergibt sich aus der Theorie zu 82,0=knC . Experimentelle Untersuchungen zeig-
ten, dass die Knitterspannungen in der Praxis geringer sind, so dass ein Beiwert von 5,0=knC für unberücksichtigte Imperfektionen des Kernmaterials bei der Bemessung [26]
empfohlen wird. Im Bild 14 wird das kurzwellige Knittern der Deckschichten veranschaulicht und die Abhängigkeit der Knitterspannung vom spezifischen Kerngewicht graphisch darge-stellt.
Bild 14: Abhängigkeit der Knitterspannung vom spezifischen Kerngewicht [26]
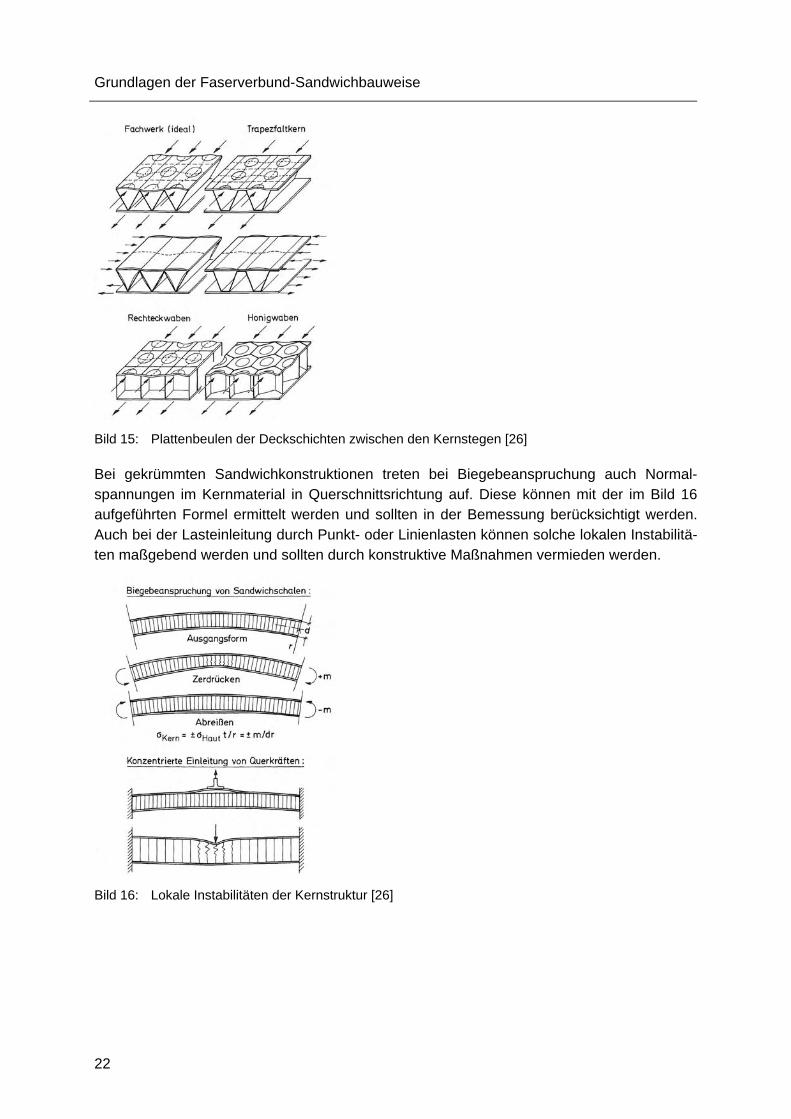
Bei der Verwendung von strukturierten Kernmaterialen kann es auch zum lokalen Beulen der Deckschichten zwischen den Kernwänden kommen. Dieses intrazellulare Beulen der Deck-schichten kann durch einen Plattenbeulnachweis des Bereiches zwischen den Kernstegen mit entsprechenden Randbedingungen nachgewiesen werden. In der Literatur wurden auch Näherungen erarbeitet, die ein Plattenfeld innerhalb einer Wabenzelle in ein äquivalentes Rechteck umzurechnen. Nach Rammerstorfer [41] sollte an den Plattenrändern konservativ von einer gelenkigen Lagerung ausgegangen werden. Einige mögliche Versagensformen sind im Bild 15 zusammengestellt.
Unter diverse lokale Instabilitäten der Kernstruktur werden das Versagen der Kernwände bei strukturierten Kernmaterialen und die Instabilität der homogenen Kernstruktur in Dickenrich-tung zusammengefasst. Das Versagen der Kernwände kann vergleichbar mit dem intrazellu-laren Beulen der Deckschichten durch einen Plattenbeulnachweis des Bereiches zwischen den Deckschichten mit entsprechenden Randbedingungen nachgewiesen werden.
Grundlagen der Faserverbund-Sandwichbauweise
22
Bild 15: Plattenbeulen der Deckschichten zwischen den Kernstegen [26]
Bei gekrümmten Sandwichkonstruktionen treten bei Biegebeanspruchung auch Normal-spannungen im Kernmaterial in Querschnittsrichtung auf. Diese können mit der im Bild 16 aufgeführten Formel ermittelt werden und sollten in der Bemessung berücksichtigt werden. Auch bei der Lasteinleitung durch Punkt- oder Linienlasten können solche lokalen Instabilitä-ten maßgebend werden und sollten durch konstruktive Maßnahmen vermieden werden.
Bild 16: Lokale Instabilitäten der Kernstruktur [26]
Grundlagen der Faserverbund-Sandwichbauweise
23
2.5 Stand der Forschung
Die Forschung auf dem Gebiet des Crashverhaltens von Faserverbundwerkstoffen beschäf-tigt sich hauptsächlich mit der axialen Beanspruchung von GFK-Rohren, um gezielt zylindri-sche Crashelemente zu entwickeln. Der Einfluss von Imperfektionen durch eine exzentrische Lasteinleitung wurde nicht untersucht. Im Unterschied zu metallischen Werkstoffen falten sich faserverstärkte Kunststoffe nicht bei axialer Stauchung. Der Versagensprozess vollzieht sich wie folgt.
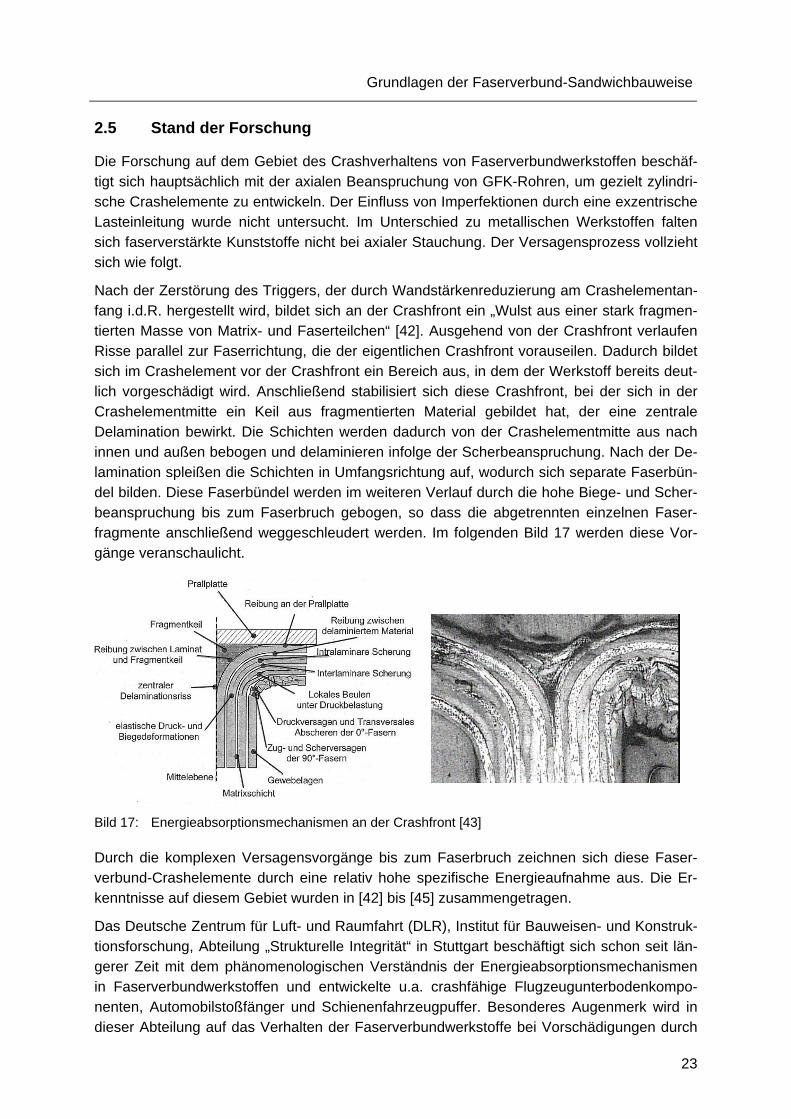
Nach der Zerstörung des Triggers, der durch Wandstärkenreduzierung am Crashelementan-fang i.d.R. hergestellt wird, bildet sich an der Crashfront ein „Wulst aus einer stark fragmen-tierten Masse von Matrix- und Faserteilchen“ [42]. Ausgehend von der Crashfront verlaufen Risse parallel zur Faserrichtung, die der eigentlichen Crashfront vorauseilen. Dadurch bildet sich im Crashelement vor der Crashfront ein Bereich aus, in dem der Werkstoff bereits deut-lich vorgeschädigt wird. Anschließend stabilisiert sich diese Crashfront, bei der sich in der Crashelementmitte ein Keil aus fragmentierten Material gebildet hat, der eine zentrale Delamination bewirkt. Die Schichten werden dadurch von der Crashelementmitte aus nach innen und außen bebogen und delaminieren infolge der Scherbeanspruchung. Nach der De-lamination spleißen die Schichten in Umfangsrichtung auf, wodurch sich separate Faserbün-del bilden. Diese Faserbündel werden im weiteren Verlauf durch die hohe Biege- und Scher-beanspruchung bis zum Faserbruch gebogen, so dass die abgetrennten einzelnen Faser-fragmente anschließend weggeschleudert werden. Im folgenden Bild 17 werden diese Vor-gänge veranschaulicht.
Bild 17: Energieabsorptionsmechanismen an der Crashfront [43]
Durch die komplexen Versagensvorgänge bis zum Faserbruch zeichnen sich diese Faser-verbund-Crashelemente durch eine relativ hohe spezifische Energieaufnahme aus. Die Er-kenntnisse auf diesem Gebiet wurden in [42] bis [45] zusammengetragen.
Das Deutsche Zentrum für Luft- und Raumfahrt (DLR), Institut für Bauweisen- und Konstruk-tionsforschung, Abteilung „Strukturelle Integrität“ in Stuttgart beschäftigt sich schon seit län-gerer Zeit mit dem phänomenologischen Verständnis der Energieabsorptionsmechanismen in Faserverbundwerkstoffen und entwickelte u.a. crashfähige Flugzeugunterbodenkompo-nenten, Automobilstoßfänger und Schienenfahrzeugpuffer. Besonderes Augenmerk wird in dieser Abteilung auf das Verhalten der Faserverbundwerkstoffe bei Vorschädigungen durch
Grundlagen der Faserverbund-Sandwichbauweise
24
Schlag- und Stoßbelastung, z.B. durch Stein- oder Vogelschlag oder gar explosionsgenerier-te Vorgänge senkrecht zur Bauteilebene gelegt. Erkenntnisse über das Crashverhalten von Sandwichelementen bis zum Gesamtversagen wurden jedoch nicht veröffentlicht und daher vermutlich nicht untersucht.
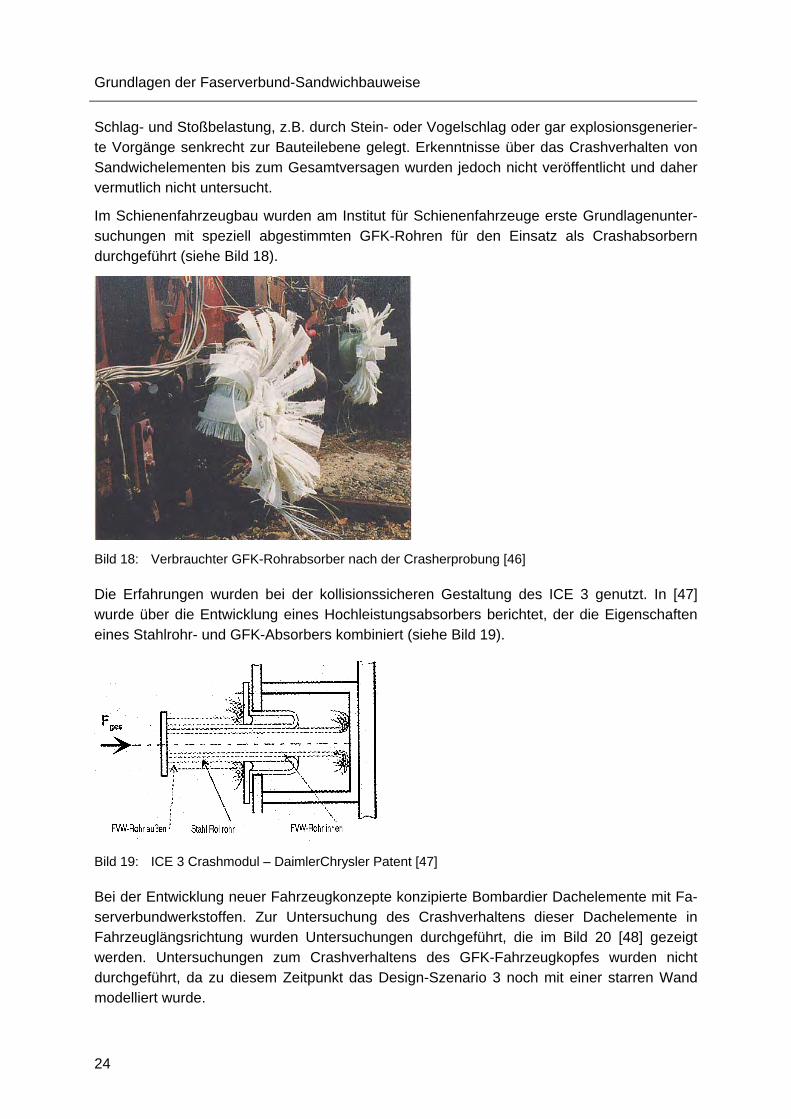
Im Schienenfahrzeugbau wurden am Institut für Schienenfahrzeuge erste Grundlagenunter-suchungen mit speziell abgestimmten GFK-Rohren für den Einsatz als Crashabsorbern durchgeführt (siehe Bild 18).
Bild 18: Verbrauchter GFK-Rohrabsorber nach der Crasherprobung [46]
Die Erfahrungen wurden bei der kollisionssicheren Gestaltung des ICE 3 genutzt. In [47] wurde über die Entwicklung eines Hochleistungsabsorbers berichtet, der die Eigenschaften eines Stahlrohr- und GFK-Absorbers kombiniert (siehe Bild 19).
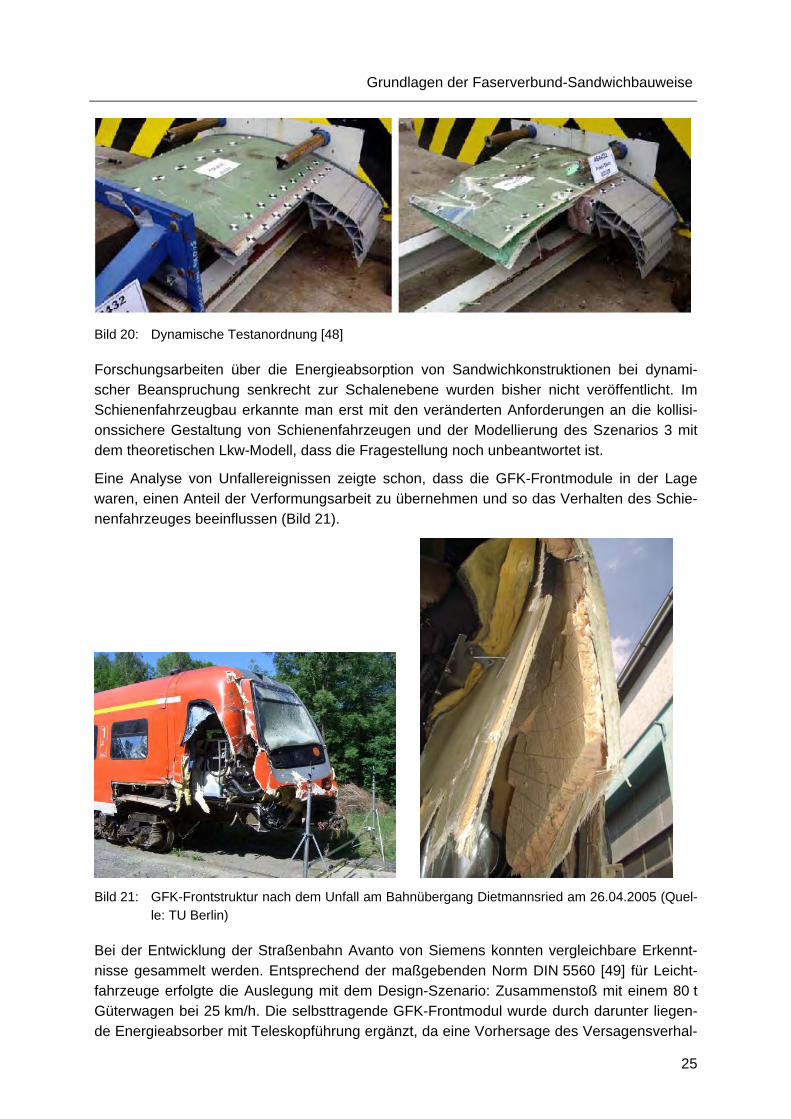
Bei der Entwicklung neuer Fahrzeugkonzepte konzipierte Bombardier Dachelemente mit Fa-serverbundwerkstoffen. Zur Untersuchung des Crashverhaltens dieser Dachelemente in Fahrzeuglängsrichtung wurden Untersuchungen durchgeführt, die im Bild 20 [48] gezeigt werden. Untersuchungen zum Crashverhaltens des GFK-Fahrzeugkopfes wurden nicht durchgeführt, da zu diesem Zeitpunkt das Design-Szenario 3 noch mit einer starren Wand modelliert wurde.
Grundlagen der Faserverbund-Sandwichbauweise
25
Bild 20: Dynamische Testanordnung [48]
Forschungsarbeiten über die Energieabsorption von Sandwichkonstruktionen bei dynami-scher Beanspruchung senkrecht zur Schalenebene wurden bisher nicht veröffentlicht. Im Schienenfahrzeugbau erkannte man erst mit den veränderten Anforderungen an die kollisi-onssichere Gestaltung von Schienenfahrzeugen und der Modellierung des Szenarios 3 mit dem theoretischen Lkw-Modell, dass die Fragestellung noch unbeantwortet ist.
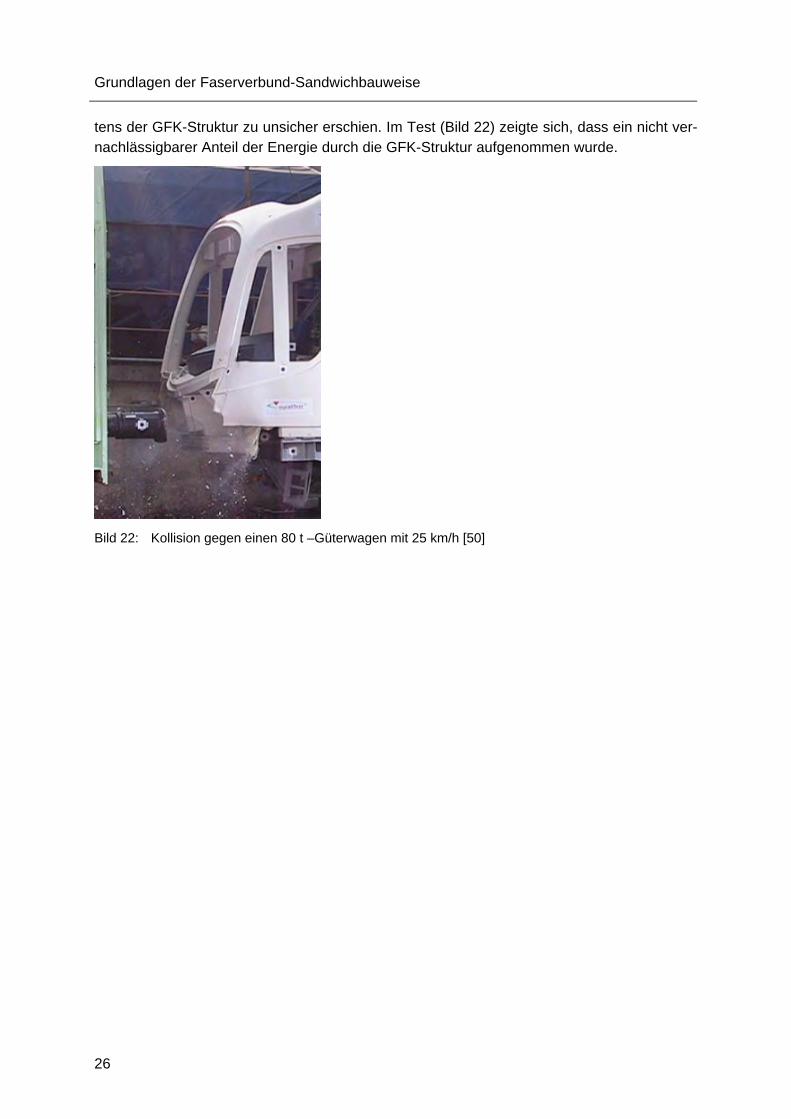
Eine Analyse von Unfallereignissen zeigte schon, dass die GFK-Frontmodule in der Lage waren, einen Anteil der Verformungsarbeit zu übernehmen und so das Verhalten des Schie-nenfahrzeuges beeinflussen (Bild 21).
Bild 21: GFK-Frontstruktur nach dem Unfall am Bahnübergang Dietmannsried am 26.04.2005 (Quel-
le: TU Berlin)
Bei der Entwicklung der Straßenbahn Avanto von Siemens konnten vergleichbare Erkennt-nisse gesammelt werden. Entsprechend der maßgebenden Norm DIN 5560 [49] für Leicht-fahrzeuge erfolgte die Auslegung mit dem Design-Szenario: Zusammenstoß mit einem 80 t Güterwagen bei 25 km/h. Die selbsttragende GFK-Frontmodul wurde durch darunter liegen-de Energieabsorber mit Teleskopführung ergänzt, da eine Vorhersage des Versagensverhal-
Grundlagen der Faserverbund-Sandwichbauweise
26
tens der GFK-Struktur zu unsicher erschien. Im Test (Bild 22) zeigte sich, dass ein nicht ver-nachlässigbarer Anteil der Energie durch die GFK-Struktur aufgenommen wurde.
Bild 22: Kollision gegen einen 80 t –Güterwagen mit 25 km/h [50]
Experimentelle Untersuchungen
27
3 Experimentelle Untersuchungen
3.1 Versuchsgegenstand
3.1.1 Wahl des Versuchsgegenstandes
Mit dem Inkrafttreten der europäischen Normung der EN 15227 „Anforderungen an die Kolli-sionssicherheit der Wagenkästen von Schienenfahrzeugen“ [8] und der Revision der Techni-schen Spezifikation für die Interoperabilität des Teilsystems „Fahrzeuge“ des transeuropäi-schen Hochgeschwindigkeitsverkehrs (TSI High-speed) [7] werden an alle Schienenfahr-zeugkategorien Anforderungen an die passive Sicherheit gestellt. Da es wirtschaftlich nicht sinnvoll ist, Schienenfahrzeuge so auszulegen, dass sie allen erdenklichen Unfallsituationen gerecht werden, wurden in den europäischen Normen Design-Unfallszenarios definiert. Die-se Design-Unfallszenarios wurden auf der Grundlage von Risikoanalysen [20] entwickelt und stellen somit die Basisanforderungen an kollisionssichere Schienenfahrzeuge dar:
- Szenario 1 Kollision zwischen zwei identischen Zügen mit 36 km/h (Kate-gorie C-I nach [8])
- Szenario 2 Kollision zwischen einem Zug und einem Bahnfahrzeug mit Sei-tenpuffern mit 36 km/h (Kategorie C-I nach [8]). Das Bahnfahr-zeug ist ein vierachsiger Güterwagen mit einer Masse von 80 t.
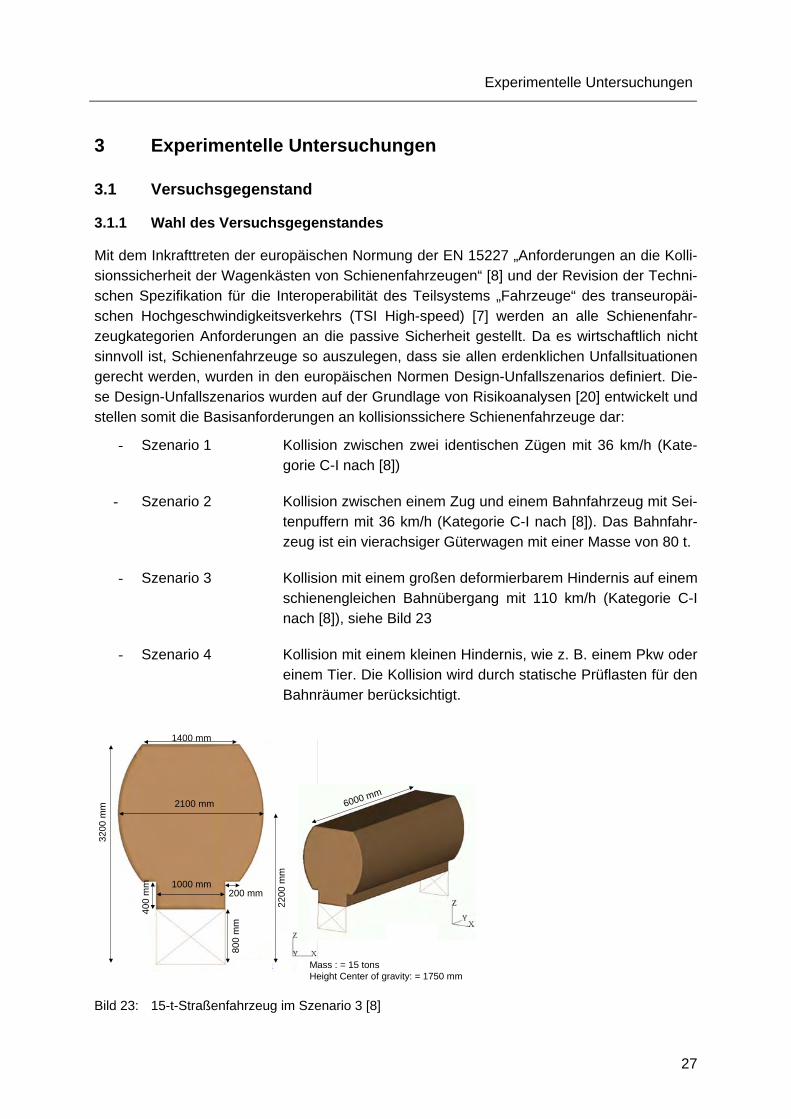
- Szenario 3 Kollision mit einem großen deformierbarem Hindernis auf einem schienengleichen Bahnübergang mit 110 km/h (Kategorie C-I nach [8]), siehe Bild 23
- Szenario 4 Kollision mit einem kleinen Hindernis, wie z. B. einem Pkw oder einem Tier. Die Kollision wird durch statische Prüflasten für den Bahnräumer berücksichtigt.
2100 mm
1000 mm200 mm
3200
mm
800
mm
400
mm
2200
mm
6000 mm
Mass : = 15 tonsHeight Center of gravity: = 1750 mm
1400 mm
Bild 23: 15-t-Straßenfahrzeug im Szenario 3 [8]
Experimentelle Untersuchungen
28
Das große deformierbare Hindernis des Szenarios 3 wurde ausschließlich für die numerische FEM-Simulation entwickelt. Wie im Bild 23 ersichtlich ist das Hindernis durch die EN 15227 [8] mit der Angabe der geometrischen Abmessungen, der Masse und der Massenmittel-punktslage definiert. Das Hindernis unterteilt sich in einen oberen und unteren Teil, deren un-terschiedliche Dichten im jeweiligen Teil konstant sind und sich aus den definierten Vorga-ben ableiten lassen.
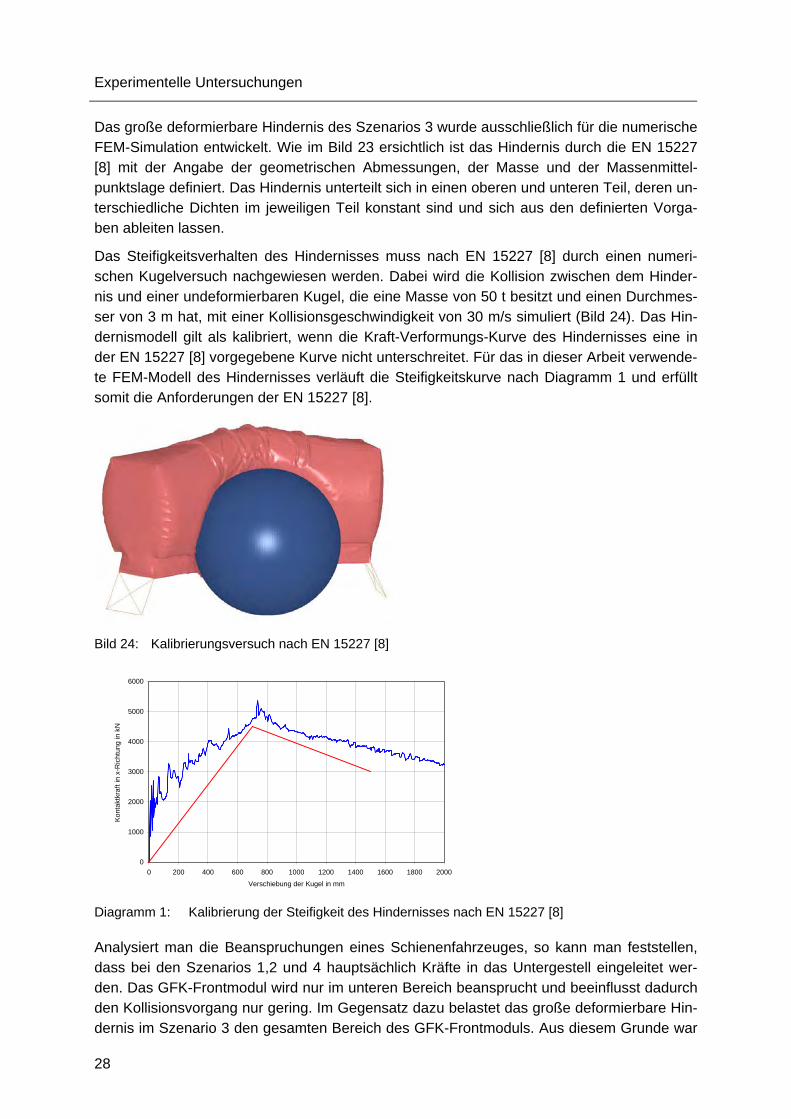
Das Steifigkeitsverhalten des Hindernisses muss nach EN 15227 [8] durch einen numeri-schen Kugelversuch nachgewiesen werden. Dabei wird die Kollision zwischen dem Hinder-nis und einer undeformierbaren Kugel, die eine Masse von 50 t besitzt und einen Durchmes-ser von 3 m hat, mit einer Kollisionsgeschwindigkeit von 30 m/s simuliert (Bild 24). Das Hin-dernismodell gilt als kalibriert, wenn die Kraft-Verformungs-Kurve des Hindernisses eine in der EN 15227 [8] vorgegebene Kurve nicht unterschreitet. Für das in dieser Arbeit verwende-te FEM-Modell des Hindernisses verläuft die Steifigkeitskurve nach Diagramm 1 und erfüllt somit die Anforderungen der EN 15227 [8].
Bild 24: Kalibrierungsversuch nach EN 15227 [8]
0
1000
2000
3000
4000
5000
6000
0 200 400 600 800 1000 1200 1400 1600 1800 2000
Verschiebung der Kugel in mm
Kon
takt
kraf
t in
x-R
icht
ung
in k
N
Diagramm 1: Kalibrierung der Steifigkeit des Hindernisses nach EN 15227 [8]
Analysiert man die Beanspruchungen eines Schienenfahrzeuges, so kann man feststellen, dass bei den Szenarios 1,2 und 4 hauptsächlich Kräfte in das Untergestell eingeleitet wer-den. Das GFK-Frontmodul wird nur im unteren Bereich beansprucht und beeinflusst dadurch den Kollisionsvorgang nur gering. Im Gegensatz dazu belastet das große deformierbare Hin-dernis im Szenario 3 den gesamten Bereich des GFK-Frontmoduls. Aus diesem Grunde war
Experimentelle Untersuchungen
29
es notwendig, das Szenario 3 für die Untersuchung der maßgebenden Beanspruchung der Frontstruktur zu betrachten.
Die Untersuchung erfolgte an einem Frontmodul, das repräsentativ aus dem Bereich des Regionalverkehrs gewählt wurde. Das gesamte Schienenfahrzeug wurde mit einer Kollisi-onsmasse von 56 t modelliert, die nach EN 15227 [8] sich aus der Fahrzeugmasse und 50% der sitzenden Passagiere ergibt. Die Kollision mit einem Straßenfahrzeug auf schienenglei-chem Bahnübergang hat für den Regionalverkehr die größte Relevanz. Hinzu kommt, dass besonders im Regionalverkehr leichte Triebfahrzeuge mit Frontstrukturen aus glasfaserver-stärkten Kunststoffen eingesetzt werden.
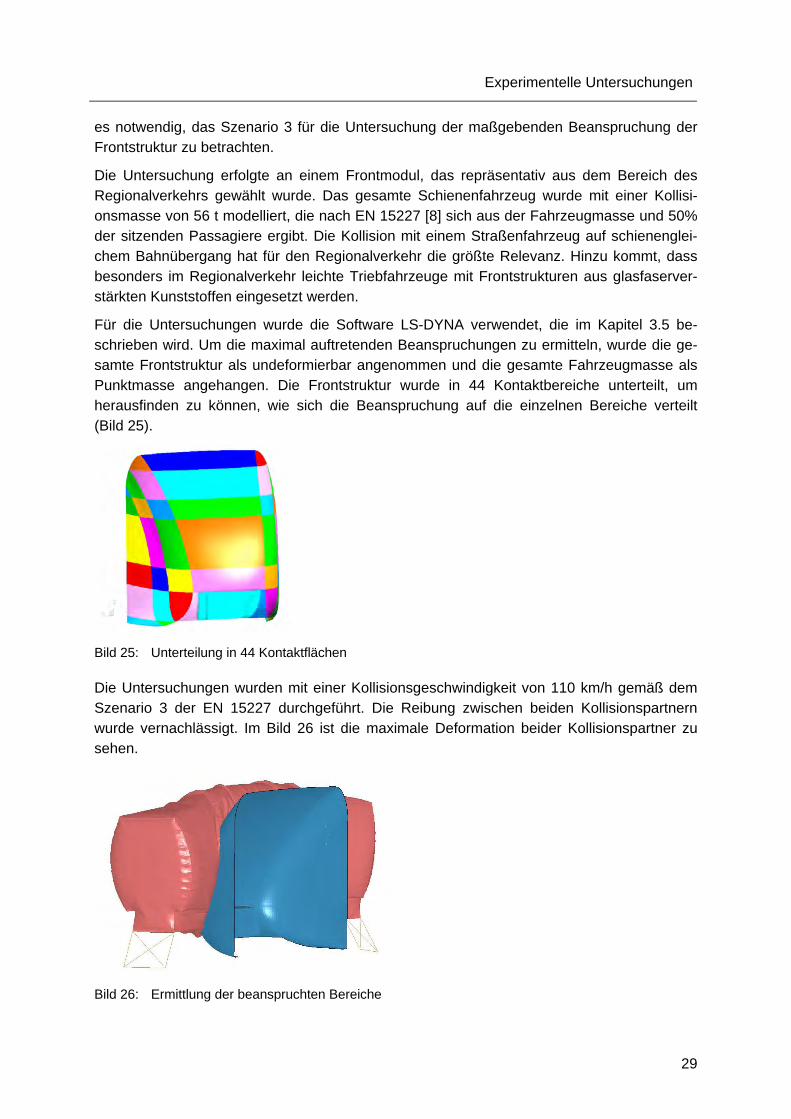
Für die Untersuchungen wurde die Software LS-DYNA verwendet, die im Kapitel 3.5 be-schrieben wird. Um die maximal auftretenden Beanspruchungen zu ermitteln, wurde die ge-samte Frontstruktur als undeformierbar angenommen und die gesamte Fahrzeugmasse als Punktmasse angehangen. Die Frontstruktur wurde in 44 Kontaktbereiche unterteilt, um herausfinden zu können, wie sich die Beanspruchung auf die einzelnen Bereiche verteilt (Bild 25).
Bild 25: Unterteilung in 44 Kontaktflächen
Die Untersuchungen wurden mit einer Kollisionsgeschwindigkeit von 110 km/h gemäß dem Szenario 3 der EN 15227 durchgeführt. Die Reibung zwischen beiden Kollisionspartnern wurde vernachlässigt. Im Bild 26 ist die maximale Deformation beider Kollisionspartner zu sehen.
Bild 26: Ermittlung der beanspruchten Bereiche
Experimentelle Untersuchungen
30
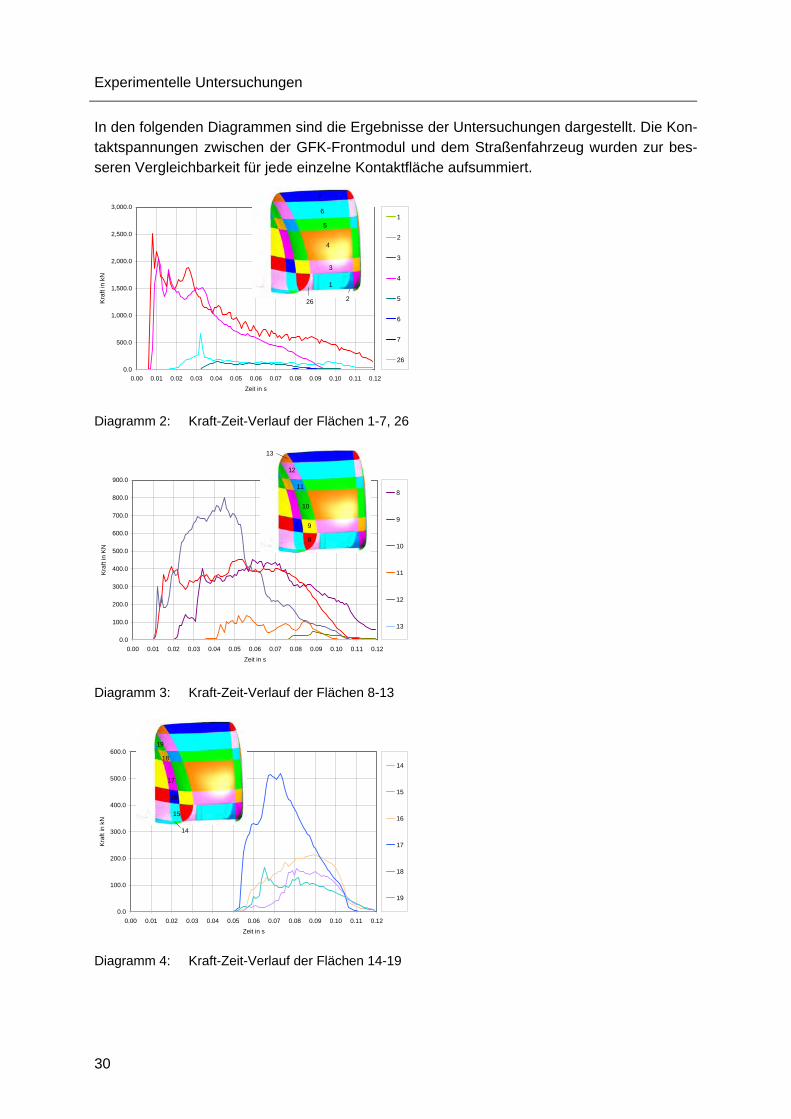
In den folgenden Diagrammen sind die Ergebnisse der Untersuchungen dargestellt. Die Kon-taktspannungen zwischen der GFK-Frontmodul und dem Straßenfahrzeug wurden zur bes-seren Vergleichbarkeit für jede einzelne Kontaktfläche aufsummiert.
Diagramm 2: Kraft-Zeit-Verlauf der Flächen 1-7, 26
0.0
100.0
200.0
300.0
400.0
500.0
600.0
700.0
800.0
900.0
0.00 0.01 0.02 0.03 0.04 0.05 0.06 0.07 0.08 0.09 0.10 0.11 0.12Zeit in s
Kra
ft in
KN
8
9
10
11
12
13
8
9
10
11
12
13
Diagramm 3: Kraft-Zeit-Verlauf der Flächen 8-13
0.0
100.0
200.0
300.0
400.0
500.0
600.0
0.00 0.01 0.02 0.03 0.04 0.05 0.06 0.07 0.08 0.09 0.10 0.11 0.12Zeit in s
Kra
ft in
kN
14
15
16
17
18
19
14
15
16
17
18
19
Diagramm 4: Kraft-Zeit-Verlauf der Flächen 14-19
Experimentelle Untersuchungen
31
0.0
2.0
4.0
6.0
8.0
10.0
12.0
0.00 0.01 0.02 0.03 0.04 0.05 0.06 0.07 0.08 0.09 0.10 0.11 0.12Zeit in s
Kraf
t in
kN
20
21
22
23
24
25
20
21
22
23
24
25
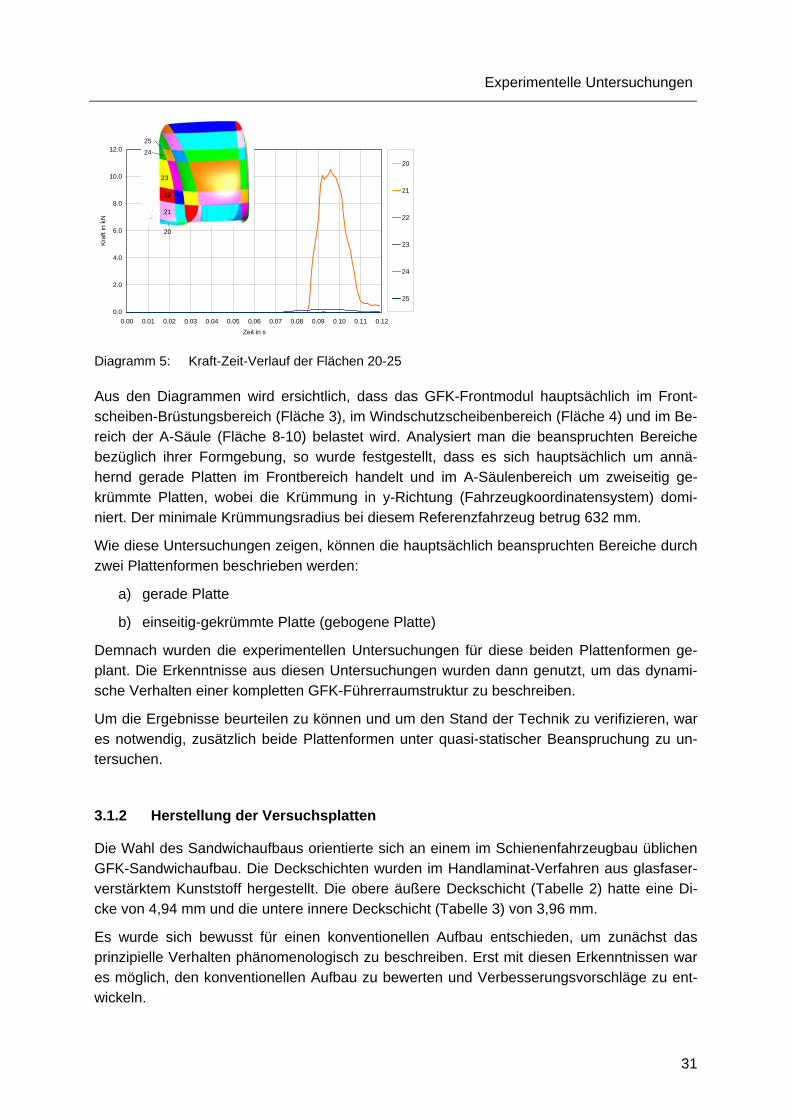
Diagramm 5: Kraft-Zeit-Verlauf der Flächen 20-25
Aus den Diagrammen wird ersichtlich, dass das GFK-Frontmodul hauptsächlich im Front-scheiben-Brüstungsbereich (Fläche 3), im Windschutzscheibenbereich (Fläche 4) und im Be-reich der A-Säule (Fläche 8-10) belastet wird. Analysiert man die beanspruchten Bereiche bezüglich ihrer Formgebung, so wurde festgestellt, dass es sich hauptsächlich um annä-hernd gerade Platten im Frontbereich handelt und im A-Säulenbereich um zweiseitig ge-krümmte Platten, wobei die Krümmung in y-Richtung (Fahrzeugkoordinatensystem) domi-niert. Der minimale Krümmungsradius bei diesem Referenzfahrzeug betrug 632 mm.
Wie diese Untersuchungen zeigen, können die hauptsächlich beanspruchten Bereiche durch zwei Plattenformen beschrieben werden:
a) gerade Platte
b) einseitig-gekrümmte Platte (gebogene Platte)
Demnach wurden die experimentellen Untersuchungen für diese beiden Plattenformen ge-plant. Die Erkenntnisse aus diesen Untersuchungen wurden dann genutzt, um das dynami-sche Verhalten einer kompletten GFK-Führerraumstruktur zu beschreiben.
Um die Ergebnisse beurteilen zu können und um den Stand der Technik zu verifizieren, war es notwendig, zusätzlich beide Plattenformen unter quasi-statischer Beanspruchung zu un-tersuchen.
3.1.2 Herstellung der Versuchsplatten
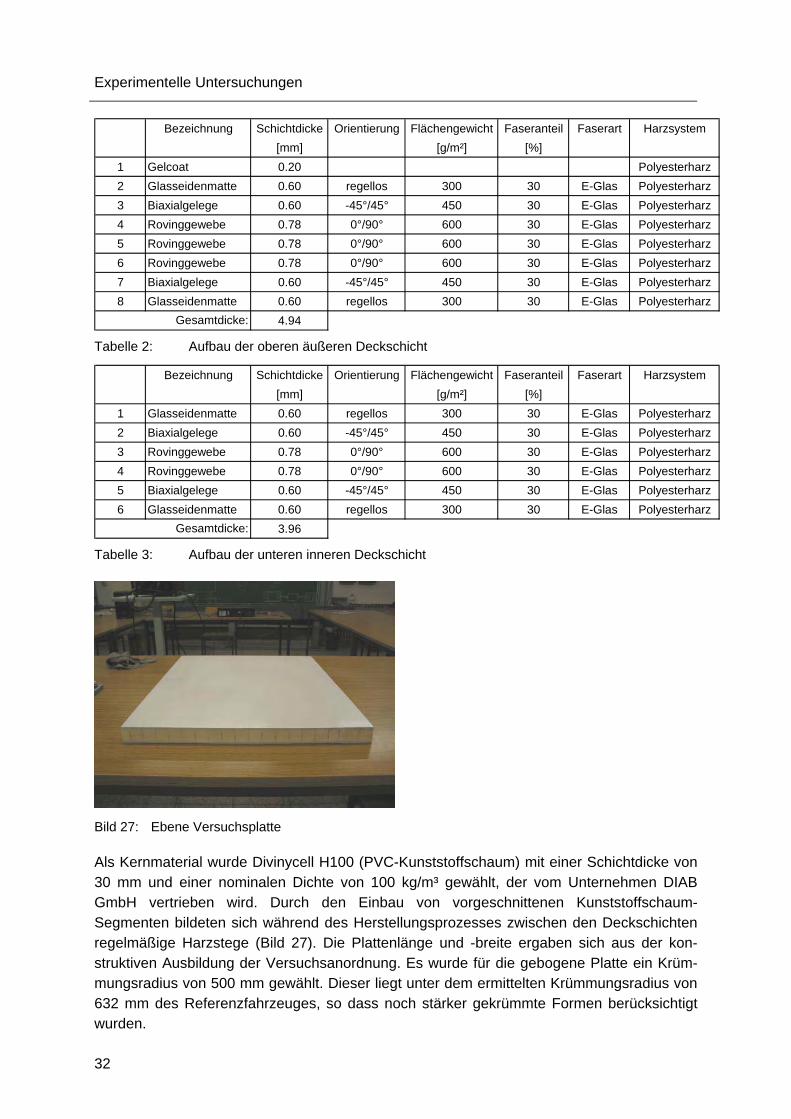
Die Wahl des Sandwichaufbaus orientierte sich an einem im Schienenfahrzeugbau üblichen GFK-Sandwichaufbau. Die Deckschichten wurden im Handlaminat-Verfahren aus glasfaser-verstärktem Kunststoff hergestellt. Die obere äußere Deckschicht (Tabelle 2) hatte eine Di-cke von 4,94 mm und die untere innere Deckschicht (Tabelle 3) von 3,96 mm.
Es wurde sich bewusst für einen konventionellen Aufbau entschieden, um zunächst das prinzipielle Verhalten phänomenologisch zu beschreiben. Erst mit diesen Erkenntnissen war es möglich, den konventionellen Aufbau zu bewerten und Verbesserungsvorschläge zu ent-wickeln.
Experimentelle Untersuchungen
32
Tabelle 2: Aufbau der oberen äußeren Deckschicht
Tabelle 3: Aufbau der unteren inneren Deckschicht
Bild 27: Ebene Versuchsplatte
Als Kernmaterial wurde Divinycell H100 (PVC-Kunststoffschaum) mit einer Schichtdicke von 30 mm und einer nominalen Dichte von 100 kg/m³ gewählt, der vom Unternehmen DIAB GmbH vertrieben wird. Durch den Einbau von vorgeschnittenen Kunststoffschaum-Segmenten bildeten sich während des Herstellungsprozesses zwischen den Deckschichten regelmäßige Harzstege (Bild 27). Die Plattenlänge und -breite ergaben sich aus der kon-struktiven Ausbildung der Versuchsanordnung. Es wurde für die gebogene Platte ein Krüm-mungsradius von 500 mm gewählt. Dieser liegt unter dem ermittelten Krümmungsradius von 632 mm des Referenzfahrzeuges, so dass noch stärker gekrümmte Formen berücksichtigt wurden.
Bezeichnung Schichtdicke Orientierung Flächengewicht Faseranteil Faserart Harzsystem[mm] [g/m²] [%]
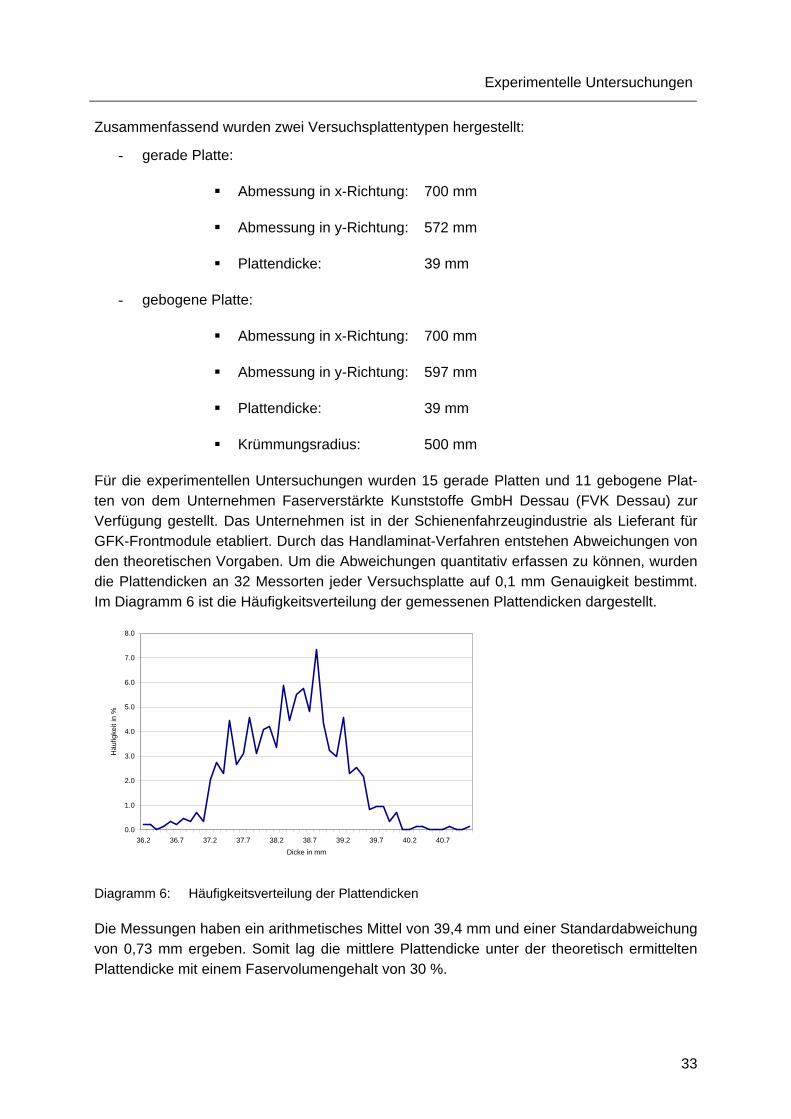
Zusammenfassend wurden zwei Versuchsplattentypen hergestellt:
- gerade Platte:
Abmessung in x-Richtung: 700 mm
Abmessung in y-Richtung: 572 mm
Plattendicke: 39 mm
- gebogene Platte:
Abmessung in x-Richtung: 700 mm
Abmessung in y-Richtung: 597 mm
Plattendicke: 39 mm
Krümmungsradius: 500 mm
Für die experimentellen Untersuchungen wurden 15 gerade Platten und 11 gebogene Plat-ten von dem Unternehmen Faserverstärkte Kunststoffe GmbH Dessau (FVK Dessau) zur Verfügung gestellt. Das Unternehmen ist in der Schienenfahrzeugindustrie als Lieferant für GFK-Frontmodule etabliert. Durch das Handlaminat-Verfahren entstehen Abweichungen von den theoretischen Vorgaben. Um die Abweichungen quantitativ erfassen zu können, wurden die Plattendicken an 32 Messorten jeder Versuchsplatte auf 0,1 mm Genauigkeit bestimmt. Im Diagramm 6 ist die Häufigkeitsverteilung der gemessenen Plattendicken dargestellt.
0.0
1.0
2.0
3.0
4.0
5.0
6.0
7.0
8.0
36.2 36.7 37.2 37.7 38.2 38.7 39.2 39.7 40.2 40.7Dicke in mm
Häu
figke
it in
%
Diagramm 6: Häufigkeitsverteilung der Plattendicken
Die Messungen haben ein arithmetisches Mittel von 39,4 mm und einer Standardabweichung von 0,73 mm ergeben. Somit lag die mittlere Plattendicke unter der theoretisch ermittelten Plattendicke mit einem Faservolumengehalt von 30 %.
Experimentelle Untersuchungen
34
Um eine ausreichende Aussagekraft bezüglich der Verwendbarkeit der Ergebnisse zu garan-tieren, wurde für beide Versuchsplattenformen jeweils drei quasi-statische und fünf dynami-sche Versuche durchgeführt.
Durch die Durchführung von zusätzlichen Versuchen, wie z. B. Vorversuchen und Versuchen mit verschiedenen Ausgangsenergien, sind die verwendeten Platten aufsteigend nicht zu-sammenhängend nummeriert. In Tabelle 4 sind die für die Versuchsauswertung relevanten Platten zusammengestellt.
Tabelle 4: Übersicht über die durchgeführten Versuche
3.1.3 Materialeigenschaften
Von den gelieferten Versuchsplatten wurde eine gerade Platte für die Bestimmung der Mate-rialeigenschaften genutzt. Die Deckschichten wurden vom Kernmaterial getrennt und dienten somit zur Herstellung der Proben für Zug- und Druckversuche, die am Fachgebiet Luftfahr-zeugbau und Leichtbau der Technischen Universität Berlin (TU Berlin) durchgeführt wurden.
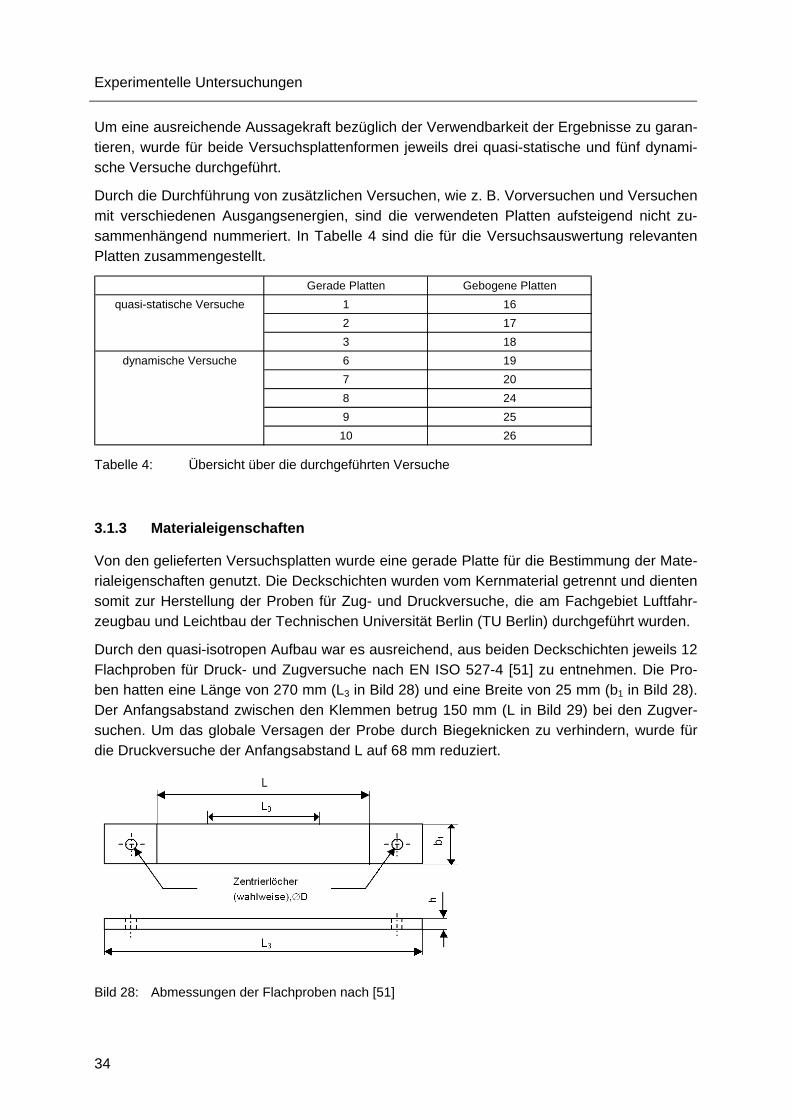
Durch den quasi-isotropen Aufbau war es ausreichend, aus beiden Deckschichten jeweils 12 Flachproben für Druck- und Zugversuche nach EN ISO 527-4 [51] zu entnehmen. Die Pro-ben hatten eine Länge von 270 mm (L3 in Bild 28) und eine Breite von 25 mm (b1 in Bild 28). Der Anfangsabstand zwischen den Klemmen betrug 150 mm (L in Bild 29) bei den Zugver-suchen. Um das globale Versagen der Probe durch Biegeknicken zu verhindern, wurde für die Druckversuche der Anfangsabstand L auf 68 mm reduziert.
Bild 28: Abmessungen der Flachproben nach [51]
Experimentelle Untersuchungen
35
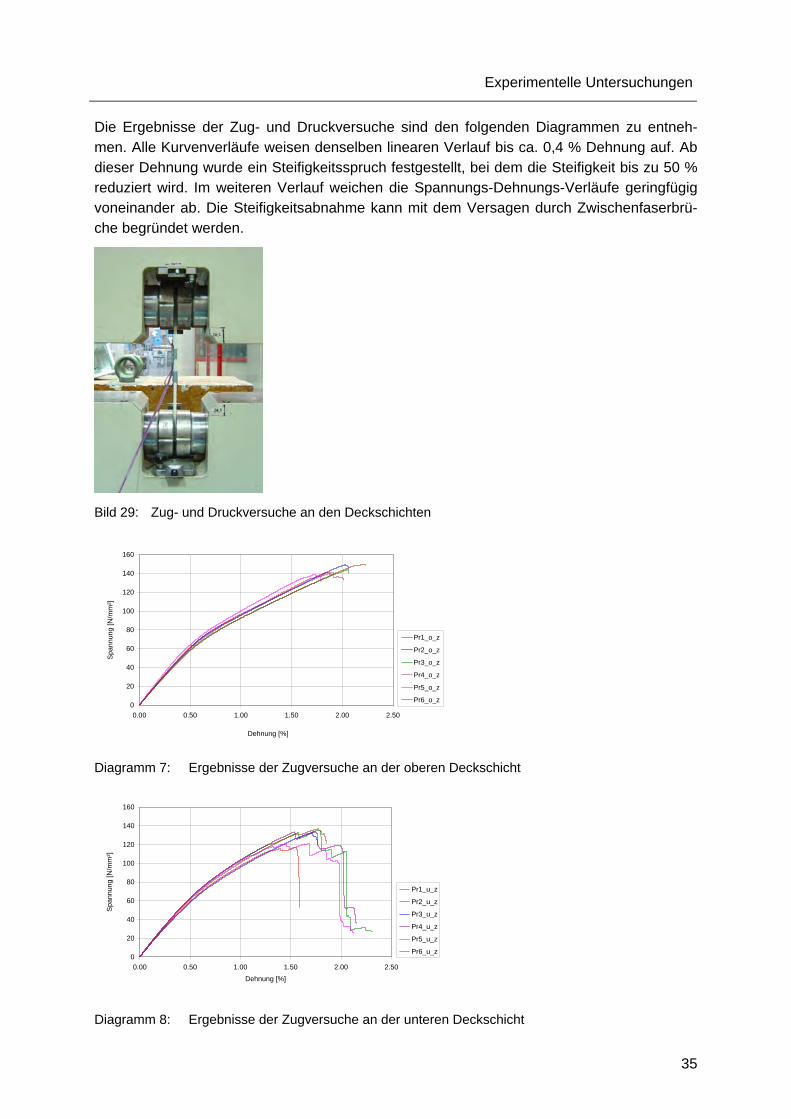
Die Ergebnisse der Zug- und Druckversuche sind den folgenden Diagrammen zu entneh-men. Alle Kurvenverläufe weisen denselben linearen Verlauf bis ca. 0,4 % Dehnung auf. Ab dieser Dehnung wurde ein Steifigkeitsspruch festgestellt, bei dem die Steifigkeit bis zu 50 % reduziert wird. Im weiteren Verlauf weichen die Spannungs-Dehnungs-Verläufe geringfügig voneinander ab. Die Steifigkeitsabnahme kann mit dem Versagen durch Zwischenfaserbrü-che begründet werden.
Bild 29: Zug- und Druckversuche an den Deckschichten
0
20
40
60
80
100
120
140
160
0.00 0.50 1.00 1.50 2.00 2.50
Dehnung [%]
Spa
nnun
g [N
/mm
²]
Pr1_o_z
Pr2_o_z
Pr3_o_z
Pr4_o_z
Pr5_o_z
Pr6_o_z
Diagramm 7: Ergebnisse der Zugversuche an der oberen Deckschicht
0
20
40
60
80
100
120
140
160
0.00 0.50 1.00 1.50 2.00 2.50
Dehnung [%]
Spa
nnun
g [N
/mm
²]
Pr1_u_z
Pr2_u_z
Pr3_u_z
Pr4_u_z
Pr5_u_z
Pr6_u_z
Diagramm 8: Ergebnisse der Zugversuche an der unteren Deckschicht
Experimentelle Untersuchungen
36
0
20
40
60
80
100
120
140
160
0.00 0.50 1.00 1.50 2.00 2.50 3.00
Dehnung [%]
Spa
nnun
g [N
/mm
²]
Pr1_o_d
Pr2_o_d
Pr3_o_d
Pr4_o_d
Pr5_o_d
Pr6_o_d
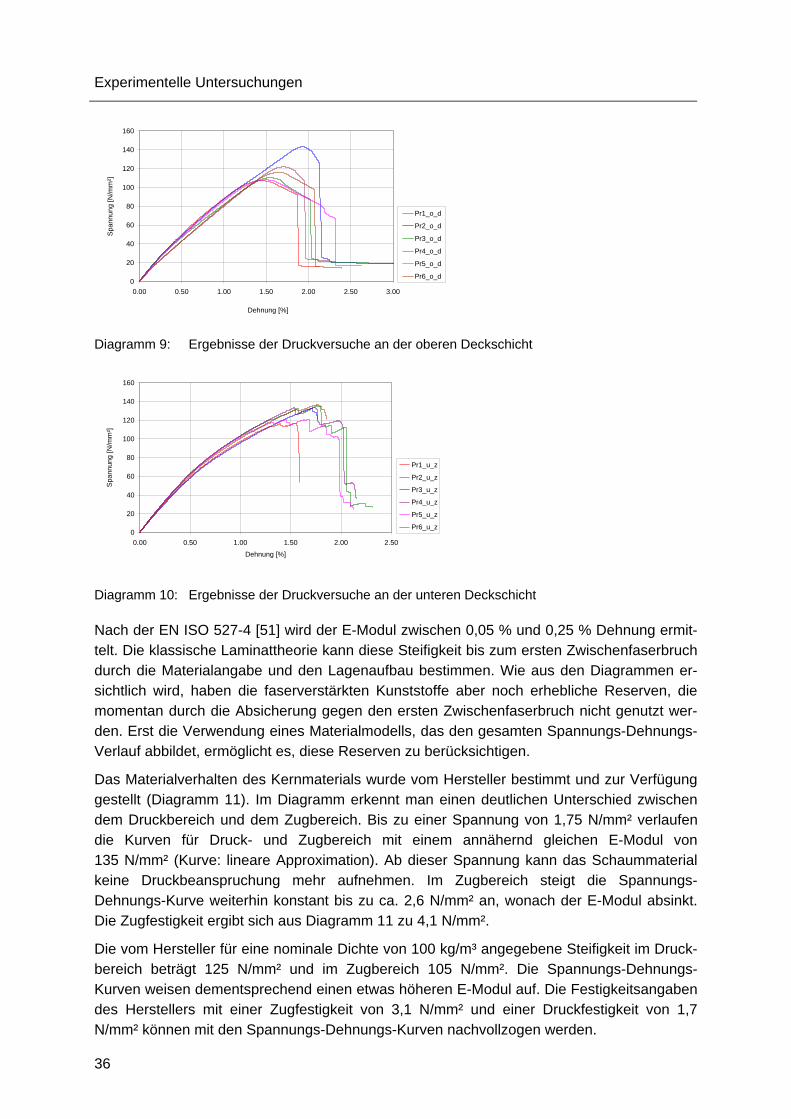
Diagramm 9: Ergebnisse der Druckversuche an der oberen Deckschicht
0
20
40
60
80
100
120
140
160
0.00 0.50 1.00 1.50 2.00 2.50
Dehnung [%]
Spa
nnun
g [N
/mm
²]
Pr1_u_z
Pr2_u_z
Pr3_u_z
Pr4_u_z
Pr5_u_z
Pr6_u_z
Diagramm 10: Ergebnisse der Druckversuche an der unteren Deckschicht
Nach der EN ISO 527-4 [51] wird der E-Modul zwischen 0,05 % und 0,25 % Dehnung ermit-telt. Die klassische Laminattheorie kann diese Steifigkeit bis zum ersten Zwischenfaserbruch durch die Materialangabe und den Lagenaufbau bestimmen. Wie aus den Diagrammen er-sichtlich wird, haben die faserverstärkten Kunststoffe aber noch erhebliche Reserven, die momentan durch die Absicherung gegen den ersten Zwischenfaserbruch nicht genutzt wer-den. Erst die Verwendung eines Materialmodells, das den gesamten Spannungs-Dehnungs-Verlauf abbildet, ermöglicht es, diese Reserven zu berücksichtigen.
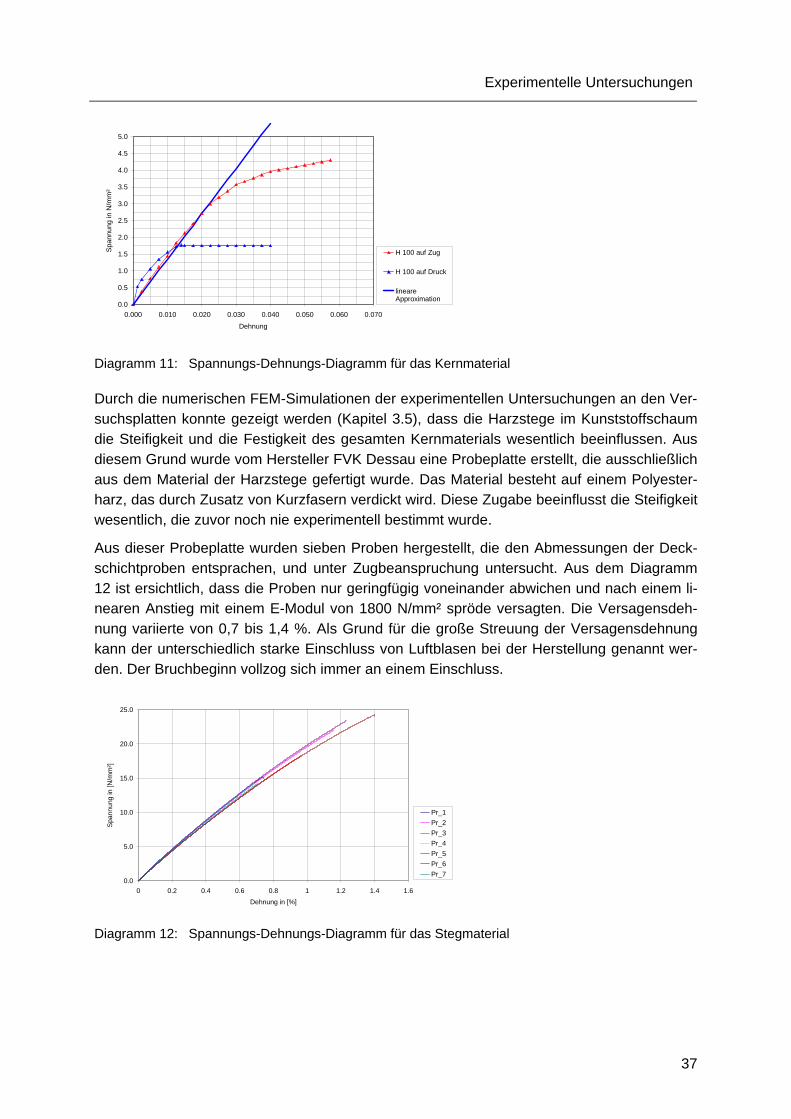
Das Materialverhalten des Kernmaterials wurde vom Hersteller bestimmt und zur Verfügung gestellt (Diagramm 11). Im Diagramm erkennt man einen deutlichen Unterschied zwischen dem Druckbereich und dem Zugbereich. Bis zu einer Spannung von 1,75 N/mm² verlaufen die Kurven für Druck- und Zugbereich mit einem annähernd gleichen E-Modul von 135 N/mm² (Kurve: lineare Approximation). Ab dieser Spannung kann das Schaummaterial keine Druckbeanspruchung mehr aufnehmen. Im Zugbereich steigt die Spannungs-Dehnungs-Kurve weiterhin konstant bis zu ca. 2,6 N/mm² an, wonach der E-Modul absinkt. Die Zugfestigkeit ergibt sich aus Diagramm 11 zu 4,1 N/mm².
Die vom Hersteller für eine nominale Dichte von 100 kg/m³ angegebene Steifigkeit im Druck-bereich beträgt 125 N/mm² und im Zugbereich 105 N/mm². Die Spannungs-Dehnungs-Kurven weisen dementsprechend einen etwas höheren E-Modul auf. Die Festigkeitsangaben des Herstellers mit einer Zugfestigkeit von 3,1 N/mm² und einer Druckfestigkeit von 1,7 N/mm² können mit den Spannungs-Dehnungs-Kurven nachvollzogen werden.
Experimentelle Untersuchungen
37
0.0
0.5
1.0
1.5
2.0
2.5
3.0
3.5
4.0
4.5
5.0
0.000 0.010 0.020 0.030 0.040 0.050 0.060 0.070
Dehnung
Spa
nnun
g in
N/m
m²
H 100 auf Zug
H 100 auf Druck
lineareApproximation
Diagramm 11: Spannungs-Dehnungs-Diagramm für das Kernmaterial
Durch die numerischen FEM-Simulationen der experimentellen Untersuchungen an den Ver-suchsplatten konnte gezeigt werden (Kapitel 3.5), dass die Harzstege im Kunststoffschaum die Steifigkeit und die Festigkeit des gesamten Kernmaterials wesentlich beeinflussen. Aus diesem Grund wurde vom Hersteller FVK Dessau eine Probeplatte erstellt, die ausschließlich aus dem Material der Harzstege gefertigt wurde. Das Material besteht auf einem Polyester-harz, das durch Zusatz von Kurzfasern verdickt wird. Diese Zugabe beeinflusst die Steifigkeit wesentlich, die zuvor noch nie experimentell bestimmt wurde.
Aus dieser Probeplatte wurden sieben Proben hergestellt, die den Abmessungen der Deck-schichtproben entsprachen, und unter Zugbeanspruchung untersucht. Aus dem Diagramm 12 ist ersichtlich, dass die Proben nur geringfügig voneinander abwichen und nach einem li-nearen Anstieg mit einem E-Modul von 1800 N/mm² spröde versagten. Die Versagensdeh-nung variierte von 0,7 bis 1,4 %. Als Grund für die große Streuung der Versagensdehnung kann der unterschiedlich starke Einschluss von Luftblasen bei der Herstellung genannt wer-den. Der Bruchbeginn vollzog sich immer an einem Einschluss.
0.0
5.0
10.0
15.0
20.0
25.0
0 0.2 0.4 0.6 0.8 1 1.2 1.4 1.6Dehnung in [%]
Spa
nnun
g in
[N/m
m²]
Pr_1Pr_2Pr_3Pr_4Pr_5Pr_6Pr_7
Diagramm 12: Spannungs-Dehnungs-Diagramm für das Stegmaterial
Experimentelle Untersuchungen
38
3.2 Versuchsaufbau
Für die experimentellen Untersuchungen wurde ein Versuchsrahmen (Bild 30) entwickelt, auf dem beide Versuchsplattentypen an den zwei gegenüberliegenden Rändern gelagert werden konnten. Der Versuchsrahmen wurde für den Einsatz bei den quasi-statischen und den dy-namischen Versuchsdurchführungen konstruiert, so dass die Lagerungsbedingungen immer gleich waren und damit alle Messergebnisse vergleichbar sind.
Prüfkörper Versuchsplatte
Lagerung
Versuchsrahmen
Bild 30: Versuchsrahmen
Der Versuchsrahmen besteht aus Doppel-T-Stahlprofilen, auf denen die Lagerung der Ver-suchsplatten aufgeschraubt wurde. Die Versuchplatte wird beidseitig an den Seiten zwischen einem Winkelprofil und einem Stahlblech eingespannt.
Die Lagerung entspricht nicht den Lagerungsbedingungen, wie sie innerhalb eines GFK-Frontmoduls bestehen. Eine solche Lagerung ist konstruktiv nur mit großem Aufwand um-setzbar, weil die Randbiegemomente bei diesen geringen Plattenabmessungen sehr groß sind und in den Versuchsrahmen hätten eingeleitet werden müssen. Aus diesem Grund wur-de zwischen der Einspannung der Versuchsplatten und dem Versuchsrahmen eine gelenki-ge Verbindung angeordnet. Eine allseitige Lagerung ist bei der geraden Platte möglich, je-doch bei der gebogenen Platte konstruktiv nicht realisierbar. Ein weiteres Argument für die Wahl der zweiseitigen Lagerung war die Möglichkeit, das Verformungsverhalten der Ver-suchsplatten durch eine Hochgeschwindigkeitskamera dokumentieren zu können.
Die Wahl der konstruktiven Einspannung der Plattenränder zwischen Winkelprofil und Stahl-blech hatte zwei wesentliche Gründe. Ein Grund war die Forderung, eine kontrollierbare und nachvollziehbare Randbedingung auszubilden. Der zweite Grund war die Anforderung unter dem Aspekt der Sicherheit, dass sich die Versuchsplatten während der dynamischen Versu-che nicht vom Versuchsrahmen lösen und unkontrollierbar den Versuchsbereich verlassen.
Die beanspruchten Bereiche einer kompletten GFK-Führerraumstruktur werden im Design- Szenario 3 durch das Straßenfahrzeug großflächig belastet, wodurch es primär zum globalen Versagen der Struktur kommt und nicht zu lokalen Intrusionen in die Struktur. Um dement-sprechend ein globales Versagen der Versuchsplatten zu erreichen, wurde als Belastung ei-ne mittig angreifende Linienlast gewählt. Eine Durchführung eines 4-Punkt-Biegeversuches
Experimentelle Untersuchungen
39
wurde aufgrund der geringen Plattenabmessungen und der schwierig umsetzbaren Ver-suchsanordnung bei den dynamischen Versuche nicht gewählt.
Die linienförmige Belastung wurde durch einen Prüfkörper eingeleitet, der sich durch seine Form an die Versuchsplatten während der Versuchsdurchführung anpasst und keine lokalen Spannungskonzentrationen durch scharfe Kanten hervorruft. Der Prüfkörper wurde für die quasi-statischen und die dynamischen Versuche entwickelt, um die Vergleichbarkeit der Lasteinleitung zu gewährleisten.
Für die quasi-statischen Versuche wurde ein Versuchsstand des Fachgebietes Schienen-fahrzeuge der TU Berlin genutzt, bei dem es möglich war, den Versuchsrahmen zu integrie-ren (Bild 31). Der Prüfkörper wurde an dem Druckstempel der Hydraulikpresse befestigt und konnte sich ausschließlich in vertikaler Richtung bewegen. Die unteren Doppel-T-Profile des Versuchsrahmens wurden am Querträger geschraubt, so dass eine seitliche Bewegung des Versuchsrahmens während des Versuches nicht möglich war.
Versuchsstand des Fachgebiets für Schienenfahrzeuge
Presse
Versuchsplatte
Versuchsrahmen
Querbalken
Bild 31: Versuchsaufbau für quasi-statische Versuche
Für die dynamischen Untersuchungen wurde der Fallturm des Fachgebiets für Kraftfahrzeug-technik der TU Berlin benutzt. Der Versuchsrahmen wurde über vier Kraftmessdosen auf dem Boden gelagert. Es wurde speziell für diese Untersuchungen ein Prüfschlitten entwi-ckelt, der an die im Fallturm vorhandenen Führungsschienen laufen kann. Der Prüfkörper wurde am Prüfschlitten durch eine Stangenführung in vertikaler Richtung beweglich gelagert (Bild 32).
Die Stangenführung ermöglichte es, den Prüfkörper über die Stangen mit dem Prüfschlitten zusammen auf die gewählte Höhe zu ziehen. Nach dem geführten Fall traf der Prüfkörper reproduzierbar auf die Versuchsplatte auf. Die Stangenführung behinderte die freie Bewe-gung des Prüfkörpers nach dem Kontakt mit der Versuchsplatte nicht mehr. Der Prüfschlitten wurde unabhängig vom Prüfkörper durch einen Sicherheitsdämpfer, der eigens für diese Versuchsanordnung konzipiert wurde, gebremst. Dadurch wurde sichergestellt, dass die Be-anspruchung ausschließlich durch den Prüfkörper bewirkt wurde.
Experimentelle Untersuchungen
40
Sicherheits-Stoßdämpfer
Prüfschlitten
Stangenführung
Prüfkörper
Versuchsplatte
Kraftmessdosen
Prüfrahmen
Bild 32: Versuchsaufbau für die dynamischen Versuche
Die Geschwindigkeit des Prüfkörpers vor dem Auftreffen auf die Versuchsplatte wurde durch ein Geschwindigkeitsmessgerät des Fachgebiets für Kraftfahrzeugtechnik bei jedem Versuch bestimmt. Das Prinzip basiert auf zwei parallelen Laserstrahlen, die durch den Prüfkörper un-terbrochen werden. Aus dem Zeitversatz beim Unterbrechen der Laserstrahlen durch den Prüfkörper kann die Geschwindigkeit des Prüfkörpers ermittelt werden.
Um die Geschwindigkeit bei jedem Versuch konstant beizubehalten, wurde der Prüfschlitten immer auf die gleich Höhe gezogen. Durch ein Stahlmessband wurde diese Höhe bei jedem Versuch überprüft. Die zu wählende Höhe konnte über die Gesetzmäßigkeiten des freien Falls vorausberechnet werden, die Reibung zwischen dem Prüfschnitten und der Stangen-führung konnte vernachlässigt werden. Über die folgenden Formeln wurde die Geschwindig-keit und die potentielle Energie bestimmt, die sich durch das Versagen der Versuchsplatte in Verformungsarbeit umwandelte.
ghv ⋅⋅= 2 ( 3.1 )
hgmEpot ⋅⋅= ( 3.2 )
3.3 Messtechnik
Das Ziel der messtechnischen Erfassung war es, die wesentlichen Messgrößen aufzuneh-men, die das mechanische Verhalten der Versuchsplatten quasi-statisch und dynamisch be-schreiben. Zusätzlich wurden Messgrößen aufgenommen, die das Verhalten des gesamten Prüfstandes widerspiegelten. Somit war es möglich, die numerischen Simulationen mit den Messwerten zu validieren.
Die wesentlichen Messgrößen waren die Kraft, durch die die Versuchsplatte belastet wurde und die Verformung unterhalb der Krafteinleitung. Beide Messgrößen lieferten die Verfor-
Experimentelle Untersuchungen
41
mungsarbeit und waren damit ein Maß für die Energie, die bei dieser Lasteinleitung absor-biert werden konnte.
Signalerfassung über Sensoren
Signalkonditionierung
Signalerfassung
Signalspeicherung
Messwerterfassung: 2 x 32 Kanäle, Σ-Abtastrate 400 kHz, interne HD
Im Bild 33 ist der Ablauf einer Messung graphisch aufbereitet. Die Messgrößen wurden durch drei Sensortypen erfasst. Die Seilzugwegaufnehmer erhielten ausschließlich eine Speisespannung von 24 V und übermittelten die Messsignale direkt an die Messwerterfas-sung. Die Messsignale der Kraftmessdosen und der Dehnmessstreifen wurden über die Trä-gerfrequenzverstärker modelliert und anschließend der Messwerterfassung zur Verfügung gestellt. Bei der Messwerterfassung liefen diese anschließend zusammen und wurden mit einer Summenabtastfrequenz von 400 kHz abgetastet. Bei den dynamischen Untersuchun-gen wurden maximal 20 Kanäle verwendet, so dass jeder Kanal eine Abtastrate von 20 kHz hatte. Abschließend wurden alle Messsignale in dem Gerät der Messwerterfassung selbst abgespeichert, jedoch auch für die weitere Auswertung mit dem Programmsystem FAMOS, Version 5.0, auf einen Laptop kopiert.
F z,m
Bild 34: Messung der Kraft bei den quasi-statischen Versuchen
Experimentelle Untersuchungen
42
Zur Messung der Kraft Fz, m wurde bei den quasi-statischen Versuchen nur eine Kraftmess-dose benötigt (Bild 34). Durch den Einbau des Versuchsrahmens in den Versuchsstand wur-de die Kraft „kurzgeschlossen“. Die Kraftmessdose wurde zwischen Prüfkörper und Druckstempel der Hydraulikpresse installiert.
Die Verformung der Versuchsplatte wurde unterhalb der Versuchplatte in der Plattenmitte sz, m und in der Mitte der linken Plattenseite sz, P1 mittels Seilzugwegaufnehmer (Bild 36) ge-messen. Im Bild 35 sind schematisch die Messgrößen der Verformungen dargestellt.
s Z, m
s Z, P1
ε x, mu , ε y, mu
ε x, P1o , ε x, P1u , ε y, P1o , ,ε y, P1u
Bild 35: Messung der Verformungen und der Dehnungen
Bild 36: Seilzugwegaufnehmer zur Ermittlung der Verformungen
Die Erfassung der Dehnungen diente zur Validierung des Materialverhaltens in der numeri-schen Simulation. Die Dehnungen wurden mit Dehnmessstreifen in x- und y-Richtung ge-messen und in der Mitte unterhalb der Versuchsplatte εx, mu, εy, mu und auf Ober- und Unter-seite in der Mitte der rechten Plattenseite εx, P1o, εx, P1 u, εy, P1o und εy, P1u appliziert, wie im Bild 35 und Bild 37 zu sehen.
Experimentelle Untersuchungen
43
Die Dehnungen in Plattenmitte sind für die Validierung notwendig, da die Durchbiegung in Plattenmitte auch vom Versuchsrahmen beeinflusst wird. Für das FEM-Modell mussten die Verformungen und die Dehnungen übereinstimmen, um die Verformung des Versuchsrah-mens auszuschließen. Aus dem selben Grund wurden die Dehnungen im Punkt P1 gemes-sen. Die Lagerung der Plattenränder kann nicht mit einer gelenkigen Lagerung oder festen Einspannung theoretisch beschrieben werden, sondern stellt eine Zwischenform aus beiden Idealisierungen dar. Die Lagerung beeinflusst aber die Verformung der Versuchsplatten zwi-schen Plattenrand und Plattenmitte, wodurch eine zusätzliche Messung der Dehnungen not-wendig für die Validierung war.
Bild 37: Applikation der Dehnmessstreifen
Zusätzlich wurden an den Winkelblechen, welche die Versuchsplatte einspannten, die Wege in y-Richtung sy, L und sy, R mittels Seilzugwegaufnehmer gemessen. Auch diese Messgrößen dienten zur Validierung der numerischen Simulation des Versuchsrahmens (Bild 38). Um die auftretenden Querkräfte im Versuchsrahmen erfassen zu können, wurden an beiden Quer-trägern an der Ober- und Unterseite in Trägerlängsrichtung Dehnmessstreifen εy, Q1o, εy, Q1u, εy, Q2o und εy, Q2u appliziert (Bild 39). Dadurch war es möglich, die Horizontalkräfte bei der ge-bogenen Versuchsplatte zu messen.
ε Y, Q 2
ε Y, Q 1 o
ε Y, Q 1 u
s Y, Rs Y, L
Bild 38: Erfassung der seitlichen Wege und der Kräfte in den Querträgern
Experimentelle Untersuchungen
44
Bild 39: Applikation der Dehnmessstreifen auf den Querträgern
Bei den dynamischen Untersuchungen wurde die Lasteinleitung durch den Aufprall des Prüf-körpers realisiert. Er wurde zusammen mit dem Prüfschlitten und der Stangenführung auf ei-ne gewählte Höhe gezogen. Dadurch besaß er potentielle Energie, die sich nach dem Auslö-sen in kinetische Energie umwandelte. Diese Energie wurde durch die Verformung der Ver-suchsplatte absorbiert.
Die dabei wirkende Beanspruchung wurde zwischen Versuchsrahmen und Boden gemes-sen. Da die Messtechnik gleichzeitig die Lagerung des Versuchsrahmens war, wurden vier Kraftmessdosen gewählt, durch die die Gesamtkraft Fz aus der Summe von Fz, T1, Fz, T2, Fz, T3 und Fz, T4 bestimmt wurde (Bild 40).
F z,T1F z,T2
F z,T3 F z,T4
Bild 40: Messung der Kraft bei dynamischen Versuchen
Die Verformungen sollten wie bei den quasi-statischen Versuchen an denselben Orten be-stimmt werden; jedoch zeigte sich, dass die Seilzugwegaufnehmer für diese hoch-dynamische Beanspruchung zu träge waren. Aus diesem Grund wurden die Verformungen durch die Bildauswertung der Hochgeschwindigkeitskamera ermittelt. Die Hochgeschwindig-keitskamera nahm 2000 Bilder in der Sekunde auf.
Experimentelle Untersuchungen
45
Bild 41: Hochgeschwindigkeitskamera
Ausschließlich für die Messung der Winkelblechbewegungen wurden die Seilzugwegauf-nehmer eingesetzt. Die wesentlich kürzere Ausgangsmesslänge bereitete keine Probleme (Bild 42). Die Messungen der Dehnungen mit Dehnmessstreifen wurden im gleichem Um-fange wie bei den quasi-statischen Versuchen durchgeführt.
Bild 42: Messung der Winkelblechbewegungen mittels Seilzugwegaufnehmer
3.4 Versuchsdurchführung und –auswertung
3.4.1 Quasi-statische Versuche
Die Kraft wurde bei allen quasi-statischen Versuchen durch die Hydraulikpresse mit einer konstanten Prüfkörperbewegung von 1,7 mm pro Sekunde in z-Richtung eingeleitet. In den folgenden Bildern (Bild 43 bis Bild 45) ist das Verhalten der Versuchsplatten abgebildet. Die Versuchsplatten versagten bei allen quasi-statischen Versuchen durch einen schrägen Bruch
Experimentelle Untersuchungen
46
in der Nähe der Krafteinleitung, welcher sich durch den gesamten Querschnitt ausbreitete. Anschließend setzte sich der Bruch an der oberen Deckschicht in Richtung der Krafteinlei-tung und an der unteren Deckschicht in Richtung der Lagerung fort. Nach der durchgängigen Delamination wurde die untere Deckschicht aus der Lagerung gezogen.
Bild 43: Quasi-statischer Versuch an ebener Platte vor dem Bruch
Bild 44: Quasi-statischer Versuch an ebener Platte nach dem Bruch
Bild 45: Quasi-statischer Versuch an gebogener Platte nach dem Bruch
Experimentelle Untersuchungen
47
Im Diagramm 13 ist der Kraftverlauf Fz, m (t) über die Verformung der Plattenmitte sz, m(t) für die ebenen Platten dargestellt.
0
10
20
30
40
50
60
70
80
90
100
110
0 5 10 15 20 25 30 35 40 45 50 55 60 65 70
Weg in mm
Kra
ft in
kN
1_szm
2_szm
3_szm
Diagramm 13: Kraft-Weg-Verlauf bei den ebenen Platten
Bis zum Bruch der Platte verläuft der Anstieg der Kurve annähernd linear. Danach fällt die Kraft auf ein niedrigeres Niveau ab, das sich im weiteren Verlauf nur noch gering ändert. Mit Ausnahme der Platte 3, die bei einem höheren Kraftniveau versagte, zeigten die Versuchs-platten untereinander nur geringe Abweichungen in ihrem mechanischen Verhalten.
Das gleiche Verhalten war bei den gebogenen Platten zu beobachten. Das Diagramm 14 zeigt den Kraftverlauf Fz, m (t) über die Verformung der Plattenmitte sz, m(t) für die gebogenen Platten. Die Abweichungen der Kurvenverläufe waren sehr gering; die Bruchlasten waren nahezu identisch. Vergleicht man die Kurvenverläufe beider Versuchsplattentypen miteinan-der, so konnte festgestellt werden, dass die Abweichungen der Kurvenverläufe bis zum Bruch sehr gering waren, die Höhe der Bruchlast aber bei den geraden Platten höher war. Nach dem Bruchversagen wurden aber die gleichen Kraftniveaus von beiden Versuchsplat-tentypen erreicht. Die Gründe für diese Unterschiede werden im Kapitel 3.5.4 erläutert.
0
10
20
30
40
50
60
70
80
90
100
110
0 10 20 30 40 50 60 70 80 90 100 110Weg in mm
Kra
ft in
kN
16_szm
17_szm
18_szm
Diagramm 14: Kraft-Weg-Verlauf bei den gebogenen Platten
In den folgenden Diagrammen wurden die Kraftverläufe Fz, m (t) über den Spannungen in bei-den Querträgern für die gebogenen Platten zusammengestellt.
Experimentelle Untersuchungen
48
0
10
20
30
40
50
60
70
80
-4 -3 -2 -1 0 1 2Spannung in N/mm²
Kra
ft in
kN
16_eyQ1o16_eyQ1u17_eyQ1o17_eyQ1u18_eyQ1o18_eyQ1u
Diagramm 15: Kraft-Spannungs-Verlauf am vorderen Querträger
0
10
20
30
40
50
60
70
80
-5 0 5 10 15
Spannung in N/mm²
Kra
ft in
kN
16_eyQ2o16_eyQ2u17_eyQ2o17_eyQ2u18_eyQ2o18_eyQ2u
Diagramm 16: Kraft-Spannungs-Verlauf am hinteren Querträger
Die Spannungen ergaben sich aus den gemessenen Dehnungen εy, Q1o(t), εy, Q1u(t), εy, Q2o(t) und εy, Q2u(t). Es konnte dadurch nachgewiesen werden, das sich im Gegensatz zu dem vor Versuchsbeginn vermuteten Verhalten keine nennenswerten Normalkräfte ausbilden. Schlussfolgernd verhielten sich die gebogenen Platten unter diesen Randbedingungen in ih-rem mechanischen Tragverhalten wie gerade Platten.
Um das Versagen der Deckschichten beurteilen zu können, wurden an den ausgewählten Orten die Dehnungen an den Deckschichten εx, mu(t), εy, mu(t), εx, P1o(t), εx, P1 u(t), εy, P1o (t) und εy, P1u(t) gemessen. Eine wesentlicher Messort war auf der unteren Deckschicht unterhalb der Lasteinleitung. Die Ergebnisse der Messungen für diese Dehnungen εx, mu(t) in x-Richtung und εy, mu(t) in y-Richtung werden für die geraden Platten im Diagramm 17 und für die gebo-genen Platten im Diagramm 18 dargestellt. Die Dehnungen wurden über den Kraftverlauf Fz, m (t) aufgetragen.
Die Dehnungen in y-Richtung wuchsen mit kontinuierlicher Laststeigung annähernd linear an. Die Abweichungen der Kurvenverläufe beider Versuchsplattentypen zueinander waren sehr gering, wodurch nochmals bestätigt wurde, dass sich die gebogenen Platten mecha-nisch so verhalten hatten wie die geraden Platten. Die Belastung wurde ausschließlich über Biegemomente abgetragen.
Experimentelle Untersuchungen
49
Die Dehnungen in x-Richtung waren so gering, dass sie vernachlässigt werden können. Die negativen Dehnungen ergeben sich aus dem zweiaxialen Dehnungszustand, bei dem bei sehr großen Dehnungen in y-Richtung der Einfluss der Querkontraktion maßgebend wird.
0
10
20
30
40
50
60
70
80
90
100
110
-0.2 0 0.2 0.4 0.6 0.8 1 1.2 1.4 1.6 1.8
Dehnung in %
Kra
ft in
kN
1_exmu1_eymu2_exmu2_eymu3_exmu3_eymu
Diagramm 17: Kraft-Dehnungs-Verlauf bei den ebenen Platten
0
10
20
30
40
50
60
70
80
90
100
110
-0.2 0 0.2 0.4 0.6 0.8 1 1.2
Dehnung in %
Kra
ft in
kN
16_exmu16_eymu17_exmu17_eymu18_exmu18_eymu
Diagramm 18: Kraft-Dehnungs-Verlauf bei den gebogenen Platten
Aus den beiden Diagrammen wird aber auch ersichtlich, dass die Dehnungen zum Versagenszeitpunkt bei den geraden Platten (von 1,1 bis 1,55 %) größer waren als bei den gebogenen Platten (von 0,9 bis 1,05 %). Diese Ergebnisse wurden mit Unterstützung der numerischen Simulationen analysiert und werden im Kapitel 3.5 diskutiert.
3.4.2 Dynamische Versuche Bei den dynamischen Versuchen wurde die Belastung durch den Aufprall des beschleunig-ten Prüfkörpers realisiert. Der Prüfkörper wurde bei allen Versuchen auf eine Geschwindig-keit von 30 km/h beschleunigt. Die Masse des Prüfkörpers musste mit Zusatzmassen erhöht werden, so dass er mit einer Masse von 55 kg wirkte. Mit diesen Randparametern wurden die Versuchsplatten bei jedem Versuch mit einer Kollisionsenergie von 1,9 kJ beansprucht.
Die folgenden Bilder (Bild 46 - Bild 50) der Hochgeschwindigkeitskamera zeigen die Ver-suchsdurchführung bei den ebenen Platten. Der gesamte Vorgang dauerte 35 ms. Im Bild 47 kann man erkennen, dass schon nach geringer Zeitdauer von 2 ms ein schräger Bruch auf
Experimentelle Untersuchungen
50
der linken Plattenhälfte entsteht. Nach dem Bruch setzte die Delamination des Kernmaterials von den Deckschichten ein, vergleichbar mit dem Verhalten bei den quasi-statischen Versu-chen.
Bild 46: Dynamischer Versuch an ebener Platte (0 ms)
Bild 47: Dynamischer Versuch an ebener Platte (2 ms)
Bild 48: Dynamischer Versuch an ebener Platte (15 ms)
Experimentelle Untersuchungen
51
Bild 49: Dynamischer Versuch an ebener Platte (25 ms)
Nach Erreichen der maximalen Verformung wurde der Probekörper durch das elastische Verhalten der Deckschichten in die Anfangssituation wieder zurück bewegt. An der Ver-suchsplatte war außer dem Bruch und der Delamination keine weitere äußere Beschädigung festzustellen (Bild 50).
Bild 50: Dynamischer Versuch an ebener Platte (35 ms)
Zusätzliche Versuche mit höheren Energien zeigten analoge Ergebnisse. Bei diesen Versu-chen setzte sich die Delamination bis zur vollständigen Trennung fort. Die Versuchsplatten wurden aus den Einspannungen gezogen und verkeilten sich unter einem hohen Biegewin-kel von mehr als 90° im Versuchsrahmen (Bild 51). Nach dem Ausbau nahmen die Ver-suchsplatten wieder ihre ursprüngliche Form ein.
Im Gegensatz zu den quasi-statischen Versuchen ereignete sich der Schubbruch nicht aus-schließlich in Plattenmitte. Im Bild 52 wird ersichtlich, dass Schubbrüche auch in der Nähe der Lasteinleitung eintraten.
Experimentelle Untersuchungen
52
Bild 51: Zusätzlicherer dynamischer Versuch an ebener Platte
Bild 52: Dynamische Versuche an ebenen Platten mit abweichendem Bruchbild
In den folgenden Bildern (Bild 53 - Bild 57) wird die Versuchsdurchführung bei den geboge-nen Platten veranschaulicht. Das dynamische Verhalten der gebogenen Platten war mit dem der geraden Platten vergleichbar. Auch bei den gebogenen Platten trat schon nach geringer Zeitdauer von 3 ms das Versagen ein (Bild 54).
Bild 53: Dynamischer Versuch an gebogener Platte (0 ms)
Experimentelle Untersuchungen
53
Bild 54: Dynamischer Versuch an gebogener Platte (3 ms)
Bild 55: Dynamischer Versuch an gebogener Platte (18 ms)
Bild 56: Dynamischer Versuch an gebogener Platte (31 ms)
Experimentelle Untersuchungen
54
Bild 57: Dynamischer Versuch an gebogener Platte (40 ms)
Nach Erreichen der maximalen Verformung kehrten auch der Probekörper und die Ver-suchsplatten nach 40 ms in ihre Ausgangslage wieder zurück (Bild 57). Auch bei den gebo-genen Platten wurden verschiedene Bruchbildungen festgestellt. In den beiden folgenden Bildern wird dies deutlich.
Bild 58: Dynamische Versuche an gebogenen Platten mit abweichendem Bruchbild
Im Diagramm 19 ist der Kraftverlauf Fz, m (t) über die Verformung der Plattenmitte sz, m(t) für die geraden Platten abgebildet. Im Gegensatz zu den quasi-statischen Versuchen weichen die Kurvenverläufe voneinander ab und weisen eine andere Charakteristik auf. Bei den dy-namischen Versuchen stieg die Kraft parabelförmig an und fällt nach Erreichen der maxima-len Kraft linear ab. Die Maximalkraft ist bei der dynamischen Beanspruchung rund um den Faktor 2 größer als bei den quasi-statischen Versuchen, variiert aber untereinander sehr stark. Nach dem Abfall der Kraft verläuft diese konstant auf geringem Niveau weiter.
Die vorhandene Reststeifigkeit bei einem durchschnittlichen Kraftniveau von 20 kN erklärt sich aus dem Widerstand der Delamination zwischen Deckschicht und Kernschicht und dem Widerstand, die delaminierten Deckschichten aus den Einspannungen der Plattenränder herauszuziehen. Eine vorhandene Reststeifigkeit auf gleichen Niveau konnte auch bei den gebogenen Platten festgestellt werden.
Experimentelle Untersuchungen
55
0
20
40
60
80
100
120
140
160
180
200
220
0.0 10.0 20.0 30.0 40.0
Weg in mm
Kraf
t in
kN
Platte 6
Platte 7
Platte 8
Platte 9
Platte 10
Diagramm 19: Kraft-Weg-Verlauf bei den geraden Platten unter dyn. Belastung
Die Kurvenverläufe F z, m (t) über s z, m(t) bei den gebogenen Platten werden im Diagramm 20 dargestellt. Die Charakteristik dieser Kurvenverläufe gleichen denen der geraden Platten. Das durchschnittliche Kraftniveau jedoch ist etwas geringer im Vergleich zu den geraden Platten, aber auch rund um den Faktor 2 größer als bei den quasi-statischen Versuchen.
0
20
40
60
80
100
120
140
160
180
200
220
0.0 10.0 20.0 30.0 40.0Weg in mm
Kra
ft in
kN Platte 19
Platte 20
Platte 24
Platte 25
Platte 26
Diagramm 20: Kraft-Weg-Verlauf bei den gebogenen Platten unter dyn. Belastung
Wie schon bei den quasi-statischen Versuchen nachgewiesen werden konnte, wurden auch bei den dynamischen Versuchen an den gebogenen Platten keine relevanten Spannungen in den Querträgern gemessen. Demnach wurden auch bei den dynamischen Versuchen keine Horizontalkräfte übertragen. Die Verläufe der Spannungen in den Querträgern sind in den folgenden Diagrammen (Diagramm 21 - Diagramm 24) zusammengestellt. Da sich die Spannungen auf niedrigem Niveau befinden, sind die Abweichungen untereinander beson-ders deutlich.
Experimentelle Untersuchungen
56
-6.0
-4.0
-2.0
0.0
2.0
4.0
6.0
0.00 0.01 0.02 0.03 0.04 0.05 0.06 0.07
Zeit in s
Spa
nnun
g in
N/m
m²
Platte 19
Platte 20
Platte 24
Platte 25
Platte 26
Diagramm 21 Spannungsverlauf über die Zeit am vorderen Querträger, oben
-10.0
-8.0
-6.0
-4.0
-2.0
0.0
2.0
4.0
6.0
8.0
0.00 0.01 0.02 0.03 0.04 0.05 0.06 0.07
Zeit in s
Span
nung
in N
/mm
²
Platte 19
Platte 20
Platte 24
Platte 25
Platte 26
Diagramm 22: Spannungsverlauf über die Zeit am vorderen Querträger, unten
-3.0
-2.0
-1.0
0.0
1.0
2.0
3.0
4.0
5.0
0.00 0.01 0.02 0.03 0.04 0.05 0.06 0.07
Zeit in s
Spa
nnun
g in
N/m
m²
Platte 19
Platte 20
Platte 24
Platte 25
Platte 26
Diagramm 23: Spannungsverlauf über die Zeit am hinteren Querträger, oben
Experimentelle Untersuchungen
57
-15.0
-10.0
-5.0
0.0
5.0
10.0
15.0
0.00 0.01 0.02 0.03 0.04 0.05 0.06 0.07
Zeit in s
Spa
nnun
g in
N/m
m²
Platte 19
Platte 20
Platte 24
Platte 25
Platte 26
Diagramm 24: Spannungsverlauf über die Zeit am hinteren Querträger, unten
Die Dehnungen in den Deckschichten zeigten, dass nur bei einem Versuch (Platte Nr.7) die maximale Zugfestigkeit der Deckschicht erreicht wurde. Bei allen anderen Versuchen blieben die Dehnungen unter der maximal ertragbaren Dehnung. Im Diagramm 25 sind die Verläufe der Dehnungen in y-Richtung bei den geraden Platten in Plattenmitte aufgetragen. Die maximalen Werte der Dehnungen weichen stark voneinander ab. Die Dehnungen in x-Richtung waren wie bei den quasi-statischen Versuchen vernachlässigbar gering.
Diagramm 25: Dehnungsverlauf in y-Richtung bei geraden Platten in Plattenmitte
0.0
0.2
0.4
0.6
0.8
1.0
1.2
1.4
0.000 0.005 0.010 0.015 0.020 0.025 0.030 0.035 0.040Zeit in s
Deh
nung
in %
Platte 19
Platte 20
Platte 24
Platte 25
Platte 26
Diagramm 26: Dehnungsverlauf in y-Richtung bei gebogenen Platten in Plattenmitte
Experimentelle Untersuchungen
58
Die Verläufe der Dehnungen über die Zeit bei den gebogenen Platten sind im Diagramm 26 zu finden. Die maximal ertragbare Dehnung wurde in keinem Versuch erreicht. Auch bei den gebogenen Platten konnte man die Dehnungen in x-Richtung vernachlässigen. Im Vergleich zu den quasi-statischen Versuchen konnte kein wesentlicher Unterschied in den Dehnungen zum Zeitpunkt des Schubbruches zwischen den geraden und gebogenen Versuchsplatten festgestellt werden.
3.4.3 Beschreibung des Versagens – Versagensmodell Das mechanische Versagen beider Plattentypen ist gekennzeichnet durch den schrägen Bruch des Kernmaterials und der anschließenden Delamination des Kernmaterials von den Deckschichten. Ein Versagen der Deckschichten trat nicht auf, jedoch wurden an wenigen Orten Anrisse der ersten Schichten beobachtet. Der grundsätzliche Versagensmechanismus war bei den quasi-statischen und den dynamischen Versuchen gleich.
In den folgenden Bildern ist eine gerade Platte nach dem Bruchversagen gezeigt. Man kann den unter 45° verlaufenden Bruch des Kernmaterials sowie die Spuren der Delamination se-hen. Die Trennung des Kernmaterials vollzog sich teilweise bis zum Erreichen der Glasfa-sermatte. In den überwiegenden Bereichen hat sich die Delamination nicht zwischen der Deckschicht und der Kernschicht, sondern noch innerhalb der Kernschicht. Der Grund liegt in einem Steifigkeitssprung im Kernmaterial, der sich durch die Füllung der ersten Porenschicht im Kunststoffschaum mit Harzmaterial erklären läst. Die Untersuchungen an der gebogenen Platte ergaben das gleiche Bruchbild.
Bild 59: Untersuchung des Bruchbildes
Die Werkstoffwissenschaften [52] unterscheiden Brüche in Sprödbrüche (auch Trennbruch oder Spaltbruch) und Verformungsbrüche (auch Duktilbruch, Gleitbruch oder Wabenbruch). Diese Brucharten können ausgeprägt in ihrer Art oder in Mischformen auftreten. Unter einem ideal-spröden Bruch versteht man einen Bruch, dem keine mikroskopisch plastische Verfor-mung vorangeht. Die atomaren Bindungen werden nach ausschließlich elastischer Verfor-mung aufgetrennt, ohne dass sich Gitterebenen in der Materialstruktur bewegen können.
Ideale Sprödbrüche können nur spontan als Gewaltbruch (spontaner, schneller Bruch nach einmaliger Überbelastung) erfolgen, da ein langsames Anwachsen der Spannung auf die Bruchfestigkeit nicht erfolgt. Dadurch kann eine Plastifizierung an der Rissspitze oder ein
Experimentelle Untersuchungen
59
stabiles Risswachstum nicht existieren, wie sie bei metallischen duktilen Werkstoffen auftritt. Die Rissausbreitung vollzieht sich dadurch mit hoher Geschwindigkeit, benötigt aber auch Energie, um den Risswiderstand der atomaren Bindungskräfte zu überwinden.
Aufgrund der experimentellen Beobachtungen kann man bei dem untersuchten Kernmaterial der Sandwichkonstruktion von einem spröden Bruchverhalten ausgehen, weil der Bruch sich ohne langsames Risswachstum entwickelte und die Kraft-Weg-Verläufe zeigen, dass sich der Bruch nach linear-elastischem Verhalten der Platten ereignete.
Um allgemein das Versagen eines Bauteils beurteilen zu können, das unter einem mehrach-sigen Spannungszustand beansprucht wird, benötigt man Festigkeitshypothesen, die als ei-ne Art Übertragungsfunktion zu verstehen sind, die den mehrachsigen Spannungszustand in einen äquivalenten einachsigen Spannungszustand überführen. Abhängig von der Festig-keitshypothese wird eine Vergleichspannung σ v berechnet, welche mit der Beanspruchbar-
keit des Werkstoffes R verglichen werden kann. Für die Sicherheit S~ gegen Versagen er-gibt sich somit zu:
v
RSσ
=~
( 3.3 )
Die Herleitung und Anwendung der Festigkeitshypothesen geht von einem bestimmten Versagensmechanismus des Werkstoffes aus. Festigkeitshypothesen wurden für spröde und duktile Werkstoffe entwickelt. Bei spröden Werkstoffen geht man davon aus, dass ein Versa-gen dann eintritt, wenn die größte Hauptspannung σ 1 (als Zugspannung) die Zugfestigkeit der Materials erreicht. Um zu zeigen, wie die so bezeichnete Normalspannungshypothese für die Beschreibung des Versagens der Kernschicht verwendet werden kann, sollen nachfol-gend die wesentlichen Zusammenhänge dieser Festigkeitshypothese rekapituliert werden.
Der Spannungszustand an jedem Ort in einem Bauteil kann durch die Angabe von neun Spannungskomponenten eindeutig beschrieben werden. Man kann diese Komponenten in einer Matrix darstellen, dem räumlichen Spannungstensor:
⎥⎥⎥
⎦
⎤
⎢⎢⎢
⎣
⎡
=
zzyzxz
yzyyxy
xzxyxx
Sστττστττσ
][ ( 3.4 )
Betrachtet man den Spannungszustand in einem anderen beliebigen Koordinatensystem, dann transformiert man diesen Spannungstensor in dieses Koordinatensystem.
Unter den beliebig vielen Koordinatensystemen gibt es ein ausgezeichnetes – das Haupt-achsensystem. Schneidet man das Bauteil mit den Ebenen des Hauptkoordinatensystems, dann hat der sich ergebene Spannungsvektor die Richtung der Normalenvektoren der Schnittebenen. Folglich wirken in diesen Ebenen nur Normalspannungen; die Schubspan-nungen werden zu Null. Diese Normalspannungen werden als Hauptspannungen bezeich-net. Der transformierte Spannungstensor hat demnach die folgenden Komponenten:
Experimentelle Untersuchungen
60
⎥⎥⎥
⎦
⎤
⎢⎢⎢
⎣
⎡=
3
2
1
000000
][
H
H
H
HSσ
σσ
( 3.5 )
Betrachtet man einen ebenen Spannungszustand in der x-y-Ebene:
[ ] ⎥⎦
⎤⎢⎣
⎡=
yxy
xyxSσττσ
( 3.6 )
kann der Hauptspannungszustand durch die folgenden Formeln bestimmt werden:
22
2,1 22 xyyxyx
H τσσσσ
σ +⎟⎟⎠
⎞⎜⎜⎝
⎛ −±
+= ( 3.7 )
Die Transformation des Koordinatensystems wird durch die Drehung um den Winkel *ϕ be-wirkt (siehe Bild 60):
yx
xy
σστ
ϕ−
⋅=⋅
2)2tan( * ( 3.8 )
Bild 60: Transformation in das Hauptkoordinatensystem (b) [54]
Für die Bestimmung des Hauptspannungszustandes beim räumlichen Spannungszustand sei auf die Literatur verwiesen, wie z.B. [53] oder [55].
Für die Formulierung der Festigkeitshypothese erweist es sich als zweckmäßig, die drei Hauptspannungen σ H1, σ H2 und σ H3 nach ihrer algebraischen Größe zu ordnen:
),,max( 3211 HHH σσσσ = ( 3.9 )
),,min( 3213 HHH σσσσ = ( 3.10 )
Somit ist σ 1 die Vergleichsspannung nach der Normalspannungshypothese. Die Bruchfes-tigkeit entspricht bei ideal spröden Werkstoffen der Zugfestigkeit mR , da das Versagen ohne
plastische Verformung erfolgt. Die Sicherheit gegen Versagen S~ für die Hauptspannungs-hypothese lautet demnach:
1
~σ
mRS = ( 3.11 )
Experimentelle Untersuchungen
61
Bei der Ermittlung der Zugfestigkeit ist darauf zu achten, dass diese von Materialstreuungen abhängig ist. Werden bei Sandwichkonstruktionen Kunststoffschäumen eingesetzt, dann be-einflussen die Dichteschwankungen des Schaumaterials die Zugfestigkeit. Die numerischen Untersuchungen im folgenden Kapitel 3.5 konnten weiterhin zeigen, dass die Harzstege in der Kernschicht nicht nur deren Steifigkeit beeinflussen, sondern auch deren Zugfestigkeit. Somit ist die Zugfestigkeit nicht nur abhängig von den Dichteschwankungen des Schaumma-terials, sondern auch vom Herstellungsprozess der Sandwichkonstruktion. Die Streuungen der Zugfestigkeit wurden durch die großen Unterschiede in der Maximalkraft besonders bei den dynamischen Versuchen deutlich.
Der Verlauf der Hauptspannungen gibt Auskunft über die Entstehung von Rissen bzw. das Risswachstum. Beispielhaft soll im Bild 61 der Verlauf der Hauptspannungen bei einem ho-mogenen Balken unter Gleichlast gezeigt werden. Man erkennt deutlich, dass in Balkenmitte die Hauptzugspannungen horizontal verlaufen; zu den Auflagern aber immer schräger ver-laufen. Da die Risse immer senkrecht zu den Hauptzugspannungen (und damit den Haupt-druckspannungen folgen) entstehen, würden sich beim sprödem Werkstoff je nach größter Hauptzugspannung senkrechte Risse in Balkenmitte oder schräge Risse im Auflagerbereich zeigen.
Bild 61: Hauptspannungstrajektorien eines homogenen Balken unter Gleichlast [56]
Der Aufbau einer Sandwichkonstruktion ist aber per Definition nicht homogen. Durch ein ein-faches Beispiel sollen die mechanischen Zusammenhänge an einer Sandwichplatte erläutert werden, die gelenkig an zwei Rändern gelagert wurde und in der Mitte durch eine Linienlast beansprucht wird:
Die mittig wirkende Linienlast beträgt 30 N / mm. Die x-Richtung ist in Plattenlängsrichtung und die z-Richtung in Plattendickenrichtung definiert. Der Sandwichaufbau besteht aus zwei Deckschichten aus faserverstärkten Kunststoff und einer Kernschicht aus Kunststoffschaum. Die mechanischen Kennwerte orientieren sich am Aufbau der Versuchsplatten.
Experimentelle Untersuchungen
62
Bild 62: Beispiel einer Sandwichplatte
Der Aufbau der dreischichtigen Konstruktion und die mechanischen Kennwerte sind:
- Plattenlänge (l): 2000 mm
- Plattenbreite (b): 500 mm
- Plattenhöhe : 40 mm
- Deckschichtdicke: 5 mm (oben und unten)
- E-Modul der Deckschichten: 15000 N/mm²
- G-Modul der Deckschichten: 5682 N/mm²
- Kernschichtdicke: 30 mm
- E-Modul der Kernschicht: 135 N/mm²
- G-Modul der Kernschicht: 45 N/mm²
Der Spannungszustand wurde nach Kapitel 2.4 für die Plattenmitte berechnet. Da die Quer-kräfte konstant von der Plattenmitte zu den Auflagern verlaufen, die Biegemomente aber in der Plattenmitte maximal werden, ist dort die größte Beanspruchung der Sandwichplatte zu finden. Vereinfachend wurden nur die Spannungen in der x-z-Ebene betrachtet, die Normal-spannungskomponente in z-Richtung wurde vernachlässigt. In den folgenden Diagrammen sind die Spannungsverläufe graphisch veranschaulicht.
-20
-15
-10
-5
0
5
10
15
20
-100 -50 0 50 100
Spannungen in N/mm²
Que
rsch
nitts
höhe
in m
m
Diagramm 27: Verlauf der Normalspannungen in x-Richtung (gesamter Querschnitt)
Experimentelle Untersuchungen
63
-20
-15
-10
-5
0
5
10
15
20
-1.0 -0.8 -0.6 -0.4 -0.2 0.0 0.2 0.4 0.6 0.8 1.0
Spannungen in N/mm²
Que
rsch
nitts
höhe
in m
m
Diagramm 28: Verlauf der Normalspannungen in x-Richtung (Kernschicht)
Diagramm 29: Verlauf der Schubspannungen in der x-z-Ebene (gesamter Querschnitt)
-20
-15
-10
-5
0
5
10
15
20
0.0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1.0
Spannungen in N/mm²
Que
rsch
nitts
höhe
in m
m
Diagramm 30: Verlauf der Hauptzugspannungen (Kernschicht)
Experimentelle Untersuchungen
64
Aus den Diagrammen ist ersichtlich, dass die Normalspannungen in der Kernschicht nicht vernachlässigt werden können, da sie Einfluss auf den Verlauf der Hauptzugspannungen haben. Wie im Diagramm 30 ersichtlich wird, befindet sich die maximale Hauptzugspannung am Übergang der Kernschicht zur unteren Deckschicht.
Durch das einfache Beispiel konnte gezeigt werden, dass die Hauptspannungshypothese für das Versagen des Kernmaterials verwendet werden sollte und der einfache Vergleich der einzelnen Spannungskomponenten nicht ausreicht. Erst mit der Hauptspannungshypothese ist es möglich, den Ort des Auftretens des ersten Risses und die Rissentwicklung zu be-schreiben. Diese theoretischen Überlegungen konnten durch die Simulation der experimen-tellen Untersuchungen untermauert werden.
3.5 Numerische Untersuchungen
3.5.1 Allgemeines
Die numerischen Simulationen wurden mit dem kommerziellen Programmsystem LS-DYNA in der Programmversion 971 durchgeführt. Es wird als anerkanntes Simulationstool seit meh-reren Jahren im Kraftfahrzeug- und Schienenfahrzeugbau im Bereich der passiven Sicher-heit erfolgreich eingesetzt.
ist mathematisch gesehen ein System von gewöhnlichen linearen Differentialgleichungen zweiter Ordnung. Bei der Lösung dieser Differentialgleichungen haben sich bei den FEM-Programmen effektivere Lösungsmethoden durchgesetzt, die über mathematische Stan-dardverfahren hinaus gehen. Es lassen sich dabei zwei verschiedene Typen von Lösungs-methoden unterscheiden: explizite und implizite Integrationsverfahren. Für die numerischen Untersuchungen in dieser Arbeit wurden beide Verfahren eingesetzt.
Bei der expliziten Integration befriedigt man die Gleichungen nicht zu jedem Zeitpunkt, son-dern nur in diskreten Zeitintervallen ∆t. Wenn der Anfangszustand der oben genannten Vek-toren bekannt ist und eine Lösung bis zum Zeitpunkt T gesucht wird, dann wird die Lösung in
Experimentelle Untersuchungen
65
n gleiche Zeitintervalle der Größe ∆t unterteilt. Die expliziten Lösungsverfahren berechnen so die Lösung des nächsten Zeitpunkts t + ∆t aus der bekannten Lösung zum gegebenen Zeit-punkt t (siehe [58]).
Das Integrationsverfahren in LS-DYNA modifiziert das bekannte explizite Verfahren der zent-ralen Differenzenmethode und berechnet nicht die Verschiebungen des Systems u, sondern den geometrischen Ort x des Systems mit den folgenden Ansätzen.
)(11
21
'
21 nn
nn
xxt
x −∆
= +
++
( 3.13 )
)(1 '
21
'
21
''
−+−
∆=
nnn xxt
x ( 3.14 )
Bild 63: Integrationsverfahren in LS-DYNA [57]
Aus der umgestellten Bewegungsgleichung zum Zeitpunkt t n ergibt sich dann:
[ ] { } [ ] [ ] )( '
21
1''
−
− ⋅−⋅−⋅=nnnn xCxKPMx mit [ ] [ ] '
21
'
−⋅≈⋅
nn xCxC ( 3.15 )
'''
21
'
21 nnn
xtxx ⋅∆+=−+
( 3.16 )
'
21
211
+++ ⋅∆+=
nnnn xtxx ( 3.17 )
Die expliziten Verfahren benötigen keine Inversion der Steifigkeitsmatrix und zeichnen sich deshalb durch ihren schnellen Lösungsfortschritt aus. Nachteil der Verfahren ist die Begren-zung des Lösungsfortschrittes durch die Zeitschrittgröße ∆t, die einen kritischen Wert nicht überschreiten darf, damit die Lösung nicht instabil wird. Das bedeutet, dass jeder durch In-tegration oder Rundung im Rechner entstehende Fehler anwächst und die Lösung wertlos wird. Der kritische Wert ermittelt sich aus den Steifigkeits- und Masseneigenschaften der verwendeten Finiten Elemente ([58],Kapitel 9.4). Durch die kleinen Zeitintervalle ist der Ein-satz von expliziten Verfahren meist nur im Bereich von hochdynamischen Analysen sinnvoll.
Experimentelle Untersuchungen
66
Im Unterschied zu den expliziten Verfahren existiert bei den impliziten Verfahren kein Zeit-schritt-Grenzwert, wodurch das Zeitintervall für eine Lösung größer gewählt werden kann. Der Nachteil gegenüber den expliziten Verfahren ist der langsamere Lösungsfortschritt durch die Invertierung der Steifigkeitsmatrizen, so dass die impliziten Verfahren nur bei statischen oder quasi-statischen Analysen sinnvoll sind.
Für die Untersuchungen mit dem impliziten Integrationsverfahren wurde die Broyden-Fletscher-Goldfarb-Shannosche-Methode oder BFGS-Methode verwendet. Als Alternative zu der klassischen Newton-Raphson-Methode wurde sie als Standardverfahren in LS-DYNA implementiert, siehe [57], [58].
3.5.2 FEM-Modellierung
Aus den 3-D-Volumenmodellen der Versuchsstände wurde für die FEM-Simulation ein Mittel-flächenmodell abgeleitet und mit Schalenelementen mit der maximalen Elementkantenlänge von 10 mm vernetzt. Ausnahme bildete nur die Vernetzung des Prüfkörpers und der Verbin-dungselemente (Bild 64).
Bei der gelenkigen Lagerung der Plattenränder wurden die Lagerbolzen durch Balkenele-mente modelliert. Als Elementtyp wurde der Standardtyp 1 in LS-DYNA gewählt, der mit der Hughes-Liu-Elementformulierung implementiert ist. Die Balkenelemente erhielten die reale Schubsteifigkeit und eine geringe Torsionssteifigkeit, so dass die gelenkige Bewegung der oberen Lagerwinkel möglich war, eine Drehbehinderung durch Reibung aber berücksichtigt wurde. In derselben Art wurde die Verbindung zwischen den Winkelprofilen und den Befesti-gungsblechen modelliert. Diese Balkenelemente erhielten aber die realen Steifigkeiten.
Bild 64: FEM-Modell für die quasi-statischen Versuche
Die Versuchsplatten setzten sich aus den beiden Deckschichten und der Kernschicht zu-sammen. Die Deckschichten wurden mit Schalenelementen und das Kernmaterial mit Volu-menelementen modelliert. Die drei einzelnen Schichten waren durch ihre benachbarten Kno-ten miteinander verbunden. In Dickenrichtung wurden 6 Elemente gewählt. Die Elementfein-heit orientierte sich an der Vernetzung einer kompletten GFK-Frontmodul, da nach der Vali-dierung des Materialverhaltens der Versuchsplatten, die Materialgesetze auf die Simulatio-nen an einer kompletten GFK-Struktur übertragen wurden.
Experimentelle Untersuchungen
67
Die Modellierung der Kernschicht mit Volumenelemente wurde gewählt, um das Versagen der Kernschicht durch den Schubbruch und die anschließende Delamination abzubilden. Dadurch wurde es möglich, den Ort der Rissentstehung und die Rissentwicklung vergleich-bar mit den experimentellen Untersuchungen in der Simulation darzustellen. Die Erhöhung der Steifigkeit der Sandwichkonstruktion durch die Modellierung der Kernschicht bis zur Mit-telfläche der Deckschichten kann vernachlässigt werden, weil die Steifigkeit des Kernmateri-als im Vergleich zur Steifigkeit der Deckschichten wesentlich geringer ist.
Als Schalenelemente wurden vier-knotige vollintegrierte Standardelemente der Belytschko-Tsay-Familie gewählt, die dem Typ 16 bei LS-DYNA entsprechen. Dieses Element zeichnete sich durch schnelle Rechenzeiten mit hoher Genauigkeit aus. Für die Volumenelemente wurden acht-knotige Standardelemente verwendet, die nur einen Integrationspunkt in der Mitte des Elementes besitzen. Das Element entspricht dem Typ 1 in LS-DYNA und musste gewählt werden, weil das Versagensmodell nur mit diesem Elementtyp umsetzbar war.
Bild 65: Modellierung der Versuchsplatten
Die Randbedingungen für die Versuchsplatten wurden ausschließlich durch Kontaktbedin-gungen definiert. Bei den quasi-statischen Versuchen wurde der Prüfrahmen am Querträger des Versuchsstands gelagert. Um die Kraftaufnahme am Querträger zu modellieren, wurden Kontaktbedingungen zwischen dem Versuchsrahmen und einer unverformbaren Ebene defi-niert. Zur Messung des Kraftflusses bei den dynamischen Untersuchungen wurden Kraft-messdosen eingesetzt, die zwischen den Versuchsrahmen und dem Boden installiert wur-den. Da die Kraftsignale mit einem zeitlichen Versatz bei den Kraftmessdosen eintrafen, war es notwendig, die Position der Kraftmessdosen im FEM-Modell zu berücksichtigen (Bild 66).
Bild 66: FEM- Modell für die dynamischen Versuche
Experimentelle Untersuchungen
68
3.5.3 Materialmodellierung und Versagensmodell
Das Materialverhalten des Versuchsrahmens wurde mit den Materialkennwerten von Stahl S355 mit einem isotropen, ideal-elastischen Materialgesetz abgebildet. Der Boden für die dynamische Simulation erhielt dasselbe Materialgesetz mit den Eigenschaften von Stahlbe-ton. Auf Grundlage der Materialversuche konnten die Spannungs-Dehnungs-Verläufe der un-teren und oberen Deckschicht für den Druck- und Zugbereich in das Materialmodell der Deckschichten implementiert werden. Dazu wurden geeignete FEM-Modelle erstellt, mit de-nen man das gesamte nicht-lineare Verhalten bis zum Bruch nachrechnen konnte.
Bild 67: FEM-Simulation der Zug- und Druck-Versuche
In den folgenden Diagrammen werden die Ergebnisse der FEM-Nachrechnungen mit den Verläufen der experimentellen Untersuchungen verglichen. Es konnte bei allen Nachrech-nungen eine hinreichende Übereinstimmung erzielt werden.
0
20
40
60
80
100
120
140
160
0.00 0.50 1.00 1.50 2.00 2.50
Dehnung [%]
Spa
nnun
g [N
/mm
²]
Pr1_o_z
Pr2_o_z
Pr3_o_z
Pr4_o_z
Pr5_o_z
Pr6_o_z
FEM_o_z
Diagramm 31: Zugversuche an der oberen Deckschicht und FEM-Ergebnisse
Experimentelle Untersuchungen
69
0
20
40
60
80
100
120
140
160
0.00 0.50 1.00 1.50 2.00 2.50
Dehnung [%]
Spa
nnun
g [N
/mm
²]
Pr1_u_z
Pr2_u_z
Pr3_u_z
Pr4_u_z
Pr5_u_z
Pr6_u_z
FEM_u_z
Diagramm 32: Zugversuche an der unteren Deckschicht und FEM-Ergebnisse
0
20
40
60
80
100
120
140
160
0.00 0.50 1.00 1.50 2.00 2.50 3.00
Dehnung [%]
Spa
nnun
g [N
/mm
²]
Pr1_o_d
Pr2_o_d
Pr3_o_d
Pr4_o_d
Pr5_o_d
Pr6_o_d
FEM_o_d
Diagramm 33: Druckversuche an der oberen Deckschicht und FEM-Ergebnisse
0
20
40
60
80
100
0.00 0.50 1.00 1.50 2.00 2.50 3.00
Dehnung [%]
Spa
nnun
g [N
/mm
²]
Pr1_u_d
Pr2_u_d
Pr3_u_d
Pr4_u_d
Pr5_u_d
Pr6_u_d
FEM_u_d
Diagramm 34: Druckversuche an der unteren Deckschicht und FEM-Ergebnisse
Für die Beschreibung des gesamten Lagenaufbaus der Deckschichten wurde der Aufbau in übereinander liegende UD-Schichten unterteilt und jeder Schicht ein Integrationspunkt in Di-ckenrichtung zugeordnet. Durch die Lage s (Bild 68) des Integrationspunktes, einen Ge-wichtsfaktor WF innerhalb der Schicht und dem Orientierungswinkel ω konnte jede einzelne UD-Schicht exakt beschrieben werden. Die Vorgehensweise stimmt mit der klassischen La-
Experimentelle Untersuchungen
70
minattheorie überein. Die Software bietet jedoch den zusätzlichen Vorteil an, dass ein Ver-sagen der einzelnen Schichten zu unterschiedlichen Belastungszeitpunkten berücksichtigt werden kann. Dies wird in der Literatur als Degradationsanalyse bezeichnet.
Bild 68: Definition der Integrationspunkte in LS-DYNA [57]
In den folgenden Tabellen sind die Angaben für die obere und untere Deckschicht zusam-mengestellt. Das Materialverhalten jeder UD-Schicht wurde mit dem Material MAT_ENHANCED_COMPOSITE_DAMAGE vom Material Typ 54 in LS-DYNA beschrieben.
Mit dem Materialmodell war es möglich, die fünf unabhängigen Elastizitätsgrößen der klassi-schen Laminattheorie sowie das Versagen durch Faserbruch und Zwischenfaserbruch zu be-rücksichtigen. Als Versagensmodell sind die Kriterien nach Chang/Chang [59] implementiert, die wie folgt definiert sind.
Wenn ein Kriterium nach Chang/Chang [59] erfüllt (failed) ist, dann werden die entsprechen-den Elastizitätsgrößen zu Null gesetzt (siehe folgende Formeln). Dadurch werden im Belas-tungsverlauf die einzelnen UD-Schichten nacheinander geschwächt bis in der letzten UD-Schicht der Faserbruch eintritt und damit die gesamte Deckschicht versagt.
Experimentelle Untersuchungen
71
- Faserzugbeanspruchung
0>aaσ 1~2
2 −⎟⎟⎠
⎞⎜⎜⎝
⎛⋅+⎟⎟
⎠
⎞⎜⎜⎝
⎛=
c
ab
t
aaf SX
e σβσ
⎩⎨⎧<≥
00
elasticfailed
0===== abbaabba GEE νν ( 3.18 )
- Faserdruckbeanspruchung
0<aaσ 1~2
2 −⎟⎟⎠
⎞⎜⎜⎝
⎛=
c
aac X
e σ
⎩⎨⎧<≥
00
elasticfailed
0=== abbaaE νν ( 3.19 )
- Matrixzugbeanspruchung
0>bbσ 1~2
2 −⎟⎟⎠
⎞⎜⎜⎝
⎛⋅+⎟⎟
⎠
⎞⎜⎜⎝
⎛=
c
ab
t
bbm SY
e σβσ
⎩⎨⎧<≥
00
elasticfailed
0==== abbaabb GE νν ( 3.20 )
- Matrixdruckbeanspruchung
0<bbσ 1122
~222
2 −⎟⎟⎠
⎞⎜⎜⎝
⎛+⋅
⎥⎥⎦
⎤
⎢⎢⎣
⎡−⎟⎟
⎠
⎞⎜⎜⎝
⎛+⎟⎟
⎠
⎞⎜⎜⎝
⎛=
c
ab
c
bb
c
c
c
bbd SYS
YS
e σσσ ⎩⎨⎧<≥
00
elasticfailed
0==== abbaabb GE νν ( 3.21 )
In den Versagenskriterien bestimmt man die Festigkeiten im Koordinatensystem der UD-Schichten:
X t .................. Zugfestigkeit in x-Richtung
Y t .................. Zugfestigkeit in y-Richtung
X c ..................Druckfestigkeit in x-Richtung
Y c ................. Druckfestigkeit in y-Richtung
S c ................. Schubfestigkeit
Für die obere und untere Deckschicht wurden diese Festigkeiten durch die Kurvenverläufe der Zug- und Druckversuche bestimmt; der Wert β wurde zu Null gesetzt. Durch den unter-schiedlichen Lagenaufbau konnte man geringe Abweichungen untereinander feststellen. Zu diesen Festigkeitsbeschränkungen wurde zusätzlich noch eine Dehnungsbeschränkung „efs“ eingefügt. Diese Beschränkung war notwendig, um das Versagen der Deckschichten unter Druckbelastung abzubilden.
Experimentelle Untersuchungen
72
Glasfasermatte UD-Schicht
E a [N/mm²] 6500.0 15746.8
E b [N/mm²] 6500.0 15746.8
ν ba [ / ] 0.35 0.32
G ab [N/mm²] 2407.4 3903.6
G bc [N/mm²] 2407.4 3360.6
X c [N/mm²] -90.0 -20.0
X t [N/mm²] 110.0 540.0
Y c [N/mm²] -90.0 -10.0
Y t [N/mm²] 110.0 80.0
S c [N/mm²] 20.0 35.0
efs [ / ] 0.065 0.065
Tabelle 7: Materialkennwerte der oberen Deckschicht
Glasfasermatte UD-Schicht
E a [N/mm²] 6500.0 18493.6
E b [N/mm²] 6500.0 13000.0
ν ba [ / ] 0.35 0.32
G ab [N/mm²] 2407.4 3903.6
G bc [N/mm²] 2407.4 3360.6
X c [N/mm²] -90.0 -20.0
X t [N/mm²] 110.0 540.0
Y c [N/mm²] -90.0 -50.0
Y t [N/mm²] 110.0 90.0
S c [N/mm²] 20.0 35.0
efs [ / ] 0.065 0.065
Tabelle 8: Materialkennwerte der unteren Deckschicht
Für die Beschreibung des Kernmaterials konnte der ermittelte Spannungs-Dehnungs-Verlauf des Herstellers als Basis genutzt werden. Während der numerischen Simulationen zeigte sich, dass die Harzstege die Steifigkeit des Gesamtverbundes beeinflussen. Aufgrund der durchgeführten Untersuchungen am Stegmaterial konnte eine Scheibenersatzsteifigkeit und eine Plattenersatzsteifigkeit ermittelt werden:
Stege
HarzErsatz b
thEEA ⋅⋅= ( 3.22 )
Stege
HarzErsatz b
thEEI⋅
⋅⋅=
12
3
( 3.23 )
Experimentelle Untersuchungen
73
mit EA Ersatz...........Scheibenersatzsteifigkeit
EI Ersatz............ Plattenersatzsteifigkeit
E Harz... ........... E-Modul des Stegmaterials
h..................... Höhe der Harzstege
t...................... Breite der Harzstege
b Stege..............Abstand der Harzstege zueinander
Eine Modellierung der Harzstege mit Schalenelementen würde bei einer Modellierung eines kompletten GFK-Frontmoduls wirtschaftlich nicht vertretbar sein. Aus diesem Grunde wurde aus den Ersatzsteifigkeiten ein Ersatz-E-Modul berechnet:
hEA
E yxErsatzScheibeErsatz
)1(,
νν ⋅−⋅= ( 3.24 )
3,
)1(12h
EIE yxErsatz
PlatteErsatz
νν ⋅−⋅⋅= ( 3.25 )
Aus beiden Ersatzsteifigkeiten ergaben sich unter den folgenden Annahmen ein Ersatz-E-Modul von 50 N/mm²:
ν Schaum = 0.44
E Harz = 1800 N / mm²
h = 34,45 mm
t = 1,0 mm
b Stege = 30,0 mm
Die gemeinsame Steifigkeit des Schaum-Harzsteg-Verbundes konnte durch eine Modifikati-on der Spannungs-Dehnungs-Verläufe des Schaummaterials erfasst werden.
Dieses Materialverhalten wurde mit dem Material MAT_PLASTICITY_COM-PRESSION_TENSION vom Material TYP 124 in LS-DYNA abgebildet. Mit diesem Material-modell konnten separat für den Zug- und den Druckbereich die Spannungs-Dehnungs-Verläufe hinterlegt werden.
Wie im Kapitel 3.4.3 erläutert wurde, kann das Versagen der Kernschicht mittels der Normal-spannungshypothese beschrieben werden. In LS-DYNA konnte das Versagen durch die zu-sätzliche Materialmodellergänzung MAT_ADD_EROSION berücksichtigt werden. Diese Ma-terialergänzung zum Material MAT_PLASTICITY_COMPRESSION_TENSION erlaut es, ei-nen Spannungswert für die maximale Hauptspannung anzugeben. Beim Erreichen der Hauptzugfestigkeit wird das Element gelöscht und steht der Simulation nicht mehr zur Verfü-gung. Nach dem Löschen des Elementes wird die Beanspruchung auf die anderen Elemente verteilt; eine Übertragung von Spannungen über das Element ist dann nicht mehr möglich.
max1 σσ ≤ ( 3.26 )
mit 1σ ............. principal stress at failure (LS-DYNA [57])
maxσ ......… maximal principal stress (LS-DYNA [57])
Durch die numerischen Untersuchungen wurde festgestellt, dass das Kernmaterial nicht beim Erreichen der Zugfestigkeit des Schaums versagt, sondern zu einem früheren Belas-tungszeitpunkt. Als Ursache für den früheren Rissbeginn wurde das Erreichen der Zugfestig-keit des Harzstegmaterials identifiziert. Diese Zusammenhänge werden im folgenden Kapitel erläutert.
3.5.4 Simulation der experimentellen Untersuchungen Die Lasteinleitung bei den quasi-statischen Versuchen erfolgte durch konstante Bewegung des Prüfkörpers. In der FEM-Simulation wurden die translatorischen Freiheitsgrade des Prüfkörpers gesperrt und die Bewegung in z-Richtung durch eine Weg-Zeit-Kurve vorge-schrieben, so dass dieselbe Belastungsgeschwindigkeit simuliert wurde. In den folgenden Bildern sind Momentaufnahmen der FEM-Simulation zum Zeitpunkt vor und nach dem Ver-
Experimentelle Untersuchungen
75
sagen des Kernmaterials abgebildet. Durch die FEM-Simulation konnte der Schubbruch so-wie die Delamination der Deckschichten vom Kernmaterial nachvollzogen werden.
Bild 69: Gerade Platte vor dem Schubbruch
Bild 70: Gerade Platte nach dem Schubbruch
Die quasi-statischen Versuche wurden bis zum Materialversagen der Kernschicht im implizi-ten Modus gerechnet. Nach dem Versagen konnte das Programmsystem den impliziten Lö-sungsalgorithmus nicht mehr verwenden und schaltete automatisch in den expliziten Lö-sungsalgorithmus um. Die FEM-Simulation wurde jedoch nach dem Schubbruchversagen beendet, da die langsame Bewegung des Prüfkörpers eine unverhältnismäßig lange Simula-tionszeit verursachte. Für die Validierung der quasi-statischen Versuche war die Abbildung des mechanischen Verhaltens bis zum Versagen der Kernschicht und deren Versagensform ausreichend. Die Abbildung der vorhandenen Reststeifigkeit ist für die Validierung der quasi-statischen Versuche nicht erforderlich. Bei den dynamischen Versuchen wird diese Reststei-figkeit abgebildet.
Die folgenden Diagramme (Diagramm 37 - Diagramm 39) zeigen eine hinreichende Überein-stimmung zwischen den Messergebnissen und den Ergebnissen der FEM-Simulationen.
Experimentelle Untersuchungen
76
0
10
20
30
40
50
60
70
80
90
100
110
0 10 20 30 40 50Weg in mm
Kraf
t in
kN
Platte 1
Platte 2
Platte 3
FEM
Diagramm 37: Kraft-Weg(szm)-Verlauf bei den ebenen Platten
0
10
20
30
40
50
60
70
80
90
100
110
0 10 20 30Weg in mm
Kra
ft in
kN
Platte 1
Platte 2
Platte 3
FEM
Diagramm 38: Kraft-Weg(P1zu)-Verlauf bei den ebenen Platten
0
10
20
30
40
50
60
70
80
90
100
110
0 0.25 0.5 0.75 1 1.25 1.5 1.75 2
Dehnung in %
Kra
ft in
kN
Platte 1
Platte 2
Platte 3
FEM
Diagramm 39: Kraft-Dehnungs(ε y, mu)-Verlauf bei den ebenen Platten
Die Bestimmung der Zugfestigkeit des Kernmaterials, der Hauptzugspannung bei dem ein Versagen im Kernmaterial eintritt, zeigte, dass sich diese unterhalb der Zugfestigkeit des Schaummaterials befand. Der Grund für das frühere Versagen der Versuchsplatten lag im Erreichen der Zugfestigkeit des Stegmaterials. Die Materialuntersuchungen am Stegmaterial ergaben eine Bruchdehnung von 0,7 bis 1,4 % (Kapitel 3.1.3).
Experimentelle Untersuchungen
77
Bei den quasi-statischen Versuchen konnten diese Zusammenhänge am geeignetesten un-tersucht werden. Der Rissbeginn war bei diesen Versuchen immer in der Nähe der Platten-mitte. Die Dehnungen an der Unterseite der Deckschicht in diesem Bereich zeigten, dass der Rissbeginn bei 1,1 bis 1,5 % Dehnung in der äußersten Schicht einsetzte. Unter der Annah-me, dass die Dehnungen über den Querschnitt linear verteilt sind, mussten die Dehnungen am Übergang Kernmaterial-Deckschicht im Bereich der Versagensdehnungen des Stegma-terials liegen.
Die Harzstege wurden in den numerischen Simulationen mit FEM-Elementen nicht model-liert, so dass ein Erreichen der Zugfestigkeit des Harzmaterials durch eine Ersatz-Festigkeit des Kernmaterials erfasst werden musste. Diese Ersatz-Zugfestigkeit wurde durch die nume-rische Simulation beim Erreichen der experimentell ermittelten Maximalkraft bestimmt. In den folgenden Bildern sind die Spannungsverhältnisse zum Zeitpunkt kurz vor dem Versagen dargestellt.
Bild 71: σ y - Spannungsverteilung vor dem Versagen
Bild 72: τ yz - Spannungsverteilung vor dem Versagen
Experimentelle Untersuchungen
78
Bild 73: Hauptspannungsverteilung vor dem Versagen
Die Spannungsverteilungen untermauern, wie notwendig die Verwendung der Normalspan-nungshypothese für die Beurteilung des Versagens ist. Bei den geraden Platten konnte unter quasi-statischer Belastung die Ersatz-Zugfestigkeit des Kernmaterials mit 3,1 N/mm² be-stimmt werden.
Die FEM-Simulation der gebogenen Platte konnte ebenfalls das reale quasi-statische Verhal-ten widerspiegeln. In den folgenden Bildern sind Momentaufnahmen der FEM-Simulation zum Zeitpunkt vor und nach dem Versagen des Kernmaterials abgebildet. Auch bei diesen Simulationen konnten der Ort und die Art des Versagens (Schubbruch und Delamination) nachgerechnet werden.
Die folgenden Diagramme (Diagramm 40 - Diagramm 41) verdeutlichen die Übereinstim-mung zwischen den experimentellen Untersuchungen und der FEM-Simulation. Die Abwei-chungen im Verlauf der Dehnungen in y-Richtung sind mit den unterschiedlichen Ausgangs-lagen der gebogenen Platten zu Beginn der Versuche begründet.
Bild 74: Gebogene Platte vor dem Schubbruch
Experimentelle Untersuchungen
79
Bild 75: Gebogene Platte nach dem Schubbruch
0
10
20
30
40
50
60
70
80
90
100
110
0 10 20 30 40 50 60 70 80 90 100 110
Weg in mm
Kraf
t in
kN
Platte 16
Platte 17
Platte 18
FEM
Diagramm 40: Kraft-Weg(szm)-Verlauf bei den gebogenen Platten
0
10
20
30
40
50
60
70
80
90
100
110
0 5 10 15 20 25 30 35
Weg in mm
Kra
ft in
kN
Platte 16Platte 17Platte 18FEM
Bild 76: Kraft-Weg(P1zu)-Verlauf bei den gebogenen Platten
Experimentelle Untersuchungen
80
0
10
20
30
40
50
60
70
80
90
100
110
0 0.2 0.4 0.6 0.8 1 1.2Dehnung in %
Kra
ft in
kN
Platte 16Platte 17Platte 18FEM
Diagramm 41: Kraft-Dehnungs(ε y, mu)-Verlauf bei den gebogenen Platten
Zur Untermauerung der Verwendung der Normalspannungshypothese sind auch für die ge-bogenen Platten die Spannungsverhältnisse zum Zeitpunkt kurz vor dem Versagen darge-stellt.
Bild 77: σ y - Spannungsverteilung vor dem Versagen
Bild 78: τ yz - Spannungsverteilung vor dem Versagen
Experimentelle Untersuchungen
81
Bild 79: Hauptspannungsverteilung vor dem Versagen
Diese Ersatz-Zugfestigkeit wurde ebenfalls durch die numerische Simulation bei Erreichen der ermittelten Maximalkraft bestimmt. Bei den gebogenen Platten konnte unter quasi-statischer Belastung die Ersatz-Zugfestigkeit des Kernmaterials mit 2,7 N/mm² bestimmt werden. Diese Ersatz-Zugfestigkeit liegt unter der Ersatz-Zugfestigkeit der geraden Platten.
Ursache für die geringere Festigkeit liegt im Herstellungsprozess. Das Schaummaterial wird beim Hersteller geschnitten angeliefert (Bild 80). Durch die Krümmung der vorgeschnittenen Schaumplatten entstehen für die Bildung der Harzstege keilförmige Freiräume, im Gegen-satz zu den gleichförmigen Harzstegen bei den gerade Platten. Diese führen zu einem ge-ringeren Verbund an der Keilspitze zwischen den Harzstegen und den Deckschichten. Das wiederum führt zu einer größeren Spannungskonzentration an der Keilspitze und damit zu einem früherem Versagen (Bild 81).
Ausgangszustand der FEM-Simulationen der dynamischen Versuche war die Position des Prüfkörpers vor dem Aufprall auf die obere Deckschicht. Dem Prüfkörper wurde eine An-fangsgeschwindigkeit zugewiesen. Die translatorischen Freiheitsgrade des Prüfkörpers wur-den im Gegensatz zu den quasi-statischen Versuchen nicht eingeschränkt.
Die FEM-Simulation (Bild 82 - Bild 85) an der geraden Platte zeigte eine grundsätzliche Übereinstimmung zu den dynamischen Untersuchungen. Der Versagensort variierte bei den experimentellen Untersuchungen zwischen der Lasteinleitung und der Lagerung. Bei den FEM-Simulationen entstand der erste Schubriss im Bereich der Lagerung.
Die Zusammenstellung der wesentlichen Messwerte mit den zugehörigen Größen der Simu-lation an der geraden Platte sind in den folgenden Diagrammen (Diagramm 42 - Diagramm 43) gezeigt. Die FEM-Simulation kann das Verhalten bis zum Versagen der gesamten Sandwichkonstruktion exakt abbilden, nachteilig jedoch ist, dass im FEM-Modell das Versa-gen durch das Auslöschen ganzer Volumenelemente entsteht. Dadurch entsteht im Ver-gleich zu den experimentellen Beobachtungen ein größerer Riss im Kernmaterial. Der Ausfall der Volumenelemente hatte einen frühen Abfall des Kraftsignals zur Folge (Diagramm 42). Der Vergleich mit den weiteren Messgrößen ergab eine hinreichend genaue Übereinstim-mung.
Bild 82: FEM-Simulation an der ebenen Platte dynamisch belastet (2 ms)
Experimentelle Untersuchungen
83
Bild 83: FEM-Simulation an der ebenen Platte dynamisch belastet (3 ms)
Bild 84: FEM-Simulation an der ebenen Platte dynamisch belastet (15 ms)
Bild 85: FEM-Simulation an der ebenen Platte dynamisch belastet (51 ms)
Experimentelle Untersuchungen
84
0
20
40
60
80
100
120
140
160
180
200
220
0.0 10.0 20.0 30.0 40.0 50.0
Weg in mm
Kra
ft in
kN Platte 6
Platte 7
Platte 8
Platte 9
Platte 10
FEM
Diagramm 42: Kraft-Weg-Verlauf bei den ebenen Platten
0.0
0.2
0.4
0.6
0.8
1.0
1.2
1.4
1.6
1.8
0.000 0.005 0.010 0.015 0.020 0.025 0.030
Zeit in s
Deh
nung
in %
Platte 6
Platte 7
Platte 8
Platte 9
Platte 10
FEM
Diagramm 43: Kraft-Dehnungs(ε y, mu)-Verlauf bei den ebenen Platten
In den folgenden Bildern sind ergänzend die Spannungsverhältnisse zum Zeitpunkt kurz vor dem Versagen dargestellt.
Bild 86: σ y - Spannungsverteilung vor dem Versagen
Experimentelle Untersuchungen
85
Bild 87: τ yz - Spannungsverteilung vor dem Versagen
Bild 88: Hauptspannungsverteilung vor dem Versagen
Diese Ersatz-Zugfestigkeit konnte für die geraden und gebogenen Versuchsplatten unter dy-namischer Belastung mit 3,5 N/mm² bestimmt werden. Sie liegt über der Festigkeit der quasi-statischen Versuche mit 3,1 bzw. 2,7 N/mm².
Die Ersatz-Zugfestigkeit musste für die dynamischen Simulationen erhöht werden, um die im Versuch gemessenen Maximalkräfte zu erreichen. Beim Erreichen der Hauptzugspannung im FEM-Element wird dieses gelöscht und es entsteht ein Riss mit der Breite eines Elemen-tes. Im Experiment sind diese Risse wesentlich geringer. Diese Diskrepanz konnte durch die Erhöhung der Ersatz-Zugfestigkeit ausgeglichen werden.
Die numerischen Untersuchungen haben aber auch gezeigt, welchen großen Einfluss die Wahl der Ersatz-Zugfestigkeit hat. Eine geringe Änderung der Ersatz-Zugfestigkeit beein-flusste nicht nur die Maximalkräfte, sondern auch den Ort des Bruchversagens. Demnach konnten die in den Versuchen beobachteten unterschiedlichen Versagensorte der großen Streuung der Harzfestigkeiten bzw. der Verteilung der Fehlstellen zugeschrieben werden.
Die FEM-Simulationen an der gebogenen Platte sind in den Momentaufnahmen (Bild 89 - Bild 92) dargestellt. Auch bei diesen Simulationen zeigten sich nur geringe Abweichungen zwischen dem Modell und der Realität. Das Versagen durch den Schubriss trat in beiden
Experimentelle Untersuchungen
86
Fällen am gleichen Ort und mit der gleichen Versagensform auf. Die Delamination der Deck-schichten konnte ebenfalls hinreichend abgebildet werden.
Bild 89: FEM-Simulation an der gebogenen Platte dynamisch belastet (1,1 ms)
Bild 90: FEM-Simulation an der gebogenen Platte dynamisch belastet (3 ms)
Bild 91: FEM-Simulation an der gebogenen Platte dynamisch belastet (18 ms)
Experimentelle Untersuchungen
87
Bild 92: FEM-Simulation an der gebogenen Platte dynamisch belastet (46 ms)
Die gemessenen Größen konnten mit hinreichend genauer Übereinstimmung mit dem FEM-Modell reproduziert werden. Der Abfall des Kraftsignals war auch bei diesen Simulationen zu verzeichnen, jedoch war er nicht so ausgeprägt wie bei den dynamischen Simulationen an den geraden Platten.
0
20
40
60
80
100
120
140
160
180
200
220
0.0 10.0 20.0 30.0 40.0 50.0 60.0Weg in mm
Kra
ft in
kN
Platte 19
Platte 20
Platte 24
Platte 25
Platte 26
FEM
Diagramm 44: Kraft-Weg-Verlauf bei den gebogenen Platten
0.0
0.2
0.4
0.6
0.8
1.0
1.2
1.4
0.000 0.005 0.010 0.015 0.020 0.025 0.030
Zeit in s
Deh
nung
in %
Platte 19
Platte 20
Platte 24
Platte 25
Platte 26
FEM
Diagramm 45: Kraft-Dehnungs(ε y, mu)-Verlauf bei den gebogenen Platten
Experimentelle Untersuchungen
88
In den folgenden Bildern sind zur Vollständigkeit die Spannungsverhältnisse zum Zeitpunkt kurz vor dem Versagen dargestellt.
Bild 93: σ y - Spannungsverteilung vor dem Versagen
Bild 94: τ yz - Spannungsverteilung vor dem Versagen
Bild 95: Hauptspannungsverteilung vor dem Versagen
Untersuchungen an einem konventionellen Schienenfahrzeug
89
4 Untersuchungen an einem konventionellen Schienenfahrzeug
4.1 Allgemeines
Grundidee war es, ausgewählte Bereiche eines GFK-Frontmoduls in ihrem dynamischen Energieabsorptionsverhalten experimentell zu untersuchen und diese gewonnenen Erkennt-nisse auf die FEM-Simulation einer kompletten GFK-Frontmodul zu übertragen.
Das Verhalten eines kompletten GFK-Frontmoduls kann am effektivsten an einer gesamten Fahrzeugstruktur gezeigt werden, bei dem das GFK-Frontmodul als mittragendes Element konzipiert wurde. Bei diesen GFK-Frontmodulen sind die Verbindungen zum Wagenkasten und Untergestell schon für die Übertragung hoher Lasten ausgelegt. Durch den Vergleich der Ergebnisse von FEM-Simulationen, mit und ohne Berücksichtigung des GFK-Frontmoduls, kann ermittelt werden, welche Anteile von den einzelnen Fahrzeugstrukturen geleistet wer-den.
Für die Untersuchungen wurde ein Regionalfahrzeug gewählt, das in konventioneller Bau-weise entwickelt wurde und nicht unter dem Aspekt der zukünftigen Anforderungen an passi-ve Sicherheit nach EN 15227 [8]. Nach dieser Norm würde es in die Kategorie C-I nach EN 15227 [8] eingeordnet werden. Das GFK-Frontmodul wurde als mitragende Struktur kon-zipiert und ist in der Lage die statischen Prüflasten nach DIN 12663 [22] zu ertragen.
Die Wahl eines konventionellen Schienenfahrzeuges wurde bewusst gewählt, um die Vortei-le der Energieabsorption durch die GFK-Frontmodul schon bei konventionellen Fahrzeugen aufzuzeigen, die noch im Betrieb sind und noch keine zusätzlichen Maßnahmen für die pas-sive Sicherheit besitzen.
4.2 Grundlagen
Die Kollision von Schienenfahrzeugen kann analytisch mit Massepunkten beschrieben wer-den. Diese vereinfachte Modellierung ermöglicht es, die grundlegenden Formeln und Abhän-gigkeiten bereitzustellen.
Die Technische Mechanik bezeichnet das plötzliche Aufeinandertreffen von zwei Körpern und die dadurch hervorgerufene Bewegungsänderung als Stoß. Da die Lage der Massenmit-telpunkte beider Kollisionspartner i.d.R. unterschiedlich ist, müsste man exakt vom exzentri-schen Stoß sprechen. Die Unterschiede sind jedoch bei den im Schienenfahrzeugbereich betrachteten Design-Kollisionsszenarios sehr gering und somit vernachlässigbar. Man kann vereinfachend die Gesetzmäßigkeiten des zentrischen Stoßes anwenden.
Wenn zwei Körper mit den Massen m 1 und m 2 mit den Geschwindigkeiten v 1 und v 2 mit-einander kollidieren, dann wirken während des Kollisionsvorganges Kontaktkräfte { }F zwi-
schen beiden Körpern, die exakt gleich groß sind. Diese Kontaktkräfte { }F bewirken eine
Änderung des Impulses { }p der Körper.
{ } { }vmp ⋅= ( 4.1 )
Untersuchungen an einem konventionellen Schienenfahrzeug
90
{ } { }dt
vmdF )( ⋅= bzw. { } dtFvmd ⋅=⋅ )( r
( 4.2 )
Die Integration der Kontaktkräfte über den gesamten Kollisionsvorgang bezeichnet man in
der Technischen Mechanik als Stoßkraft { }F̂ , die der gesamten Impulsänderung des Kör-pers entspricht.
{ } { } { }pdtFFt
t
∆== ∫2
1
ˆ ( 4.3 )
Nach einem ideal plastischen Stoß verformen sich die beiden Kollisionspartner plastisch, d.h. sie verformen sich nicht mehr in ihre Ausgangslage zurück, und bewegen sich mit gleicher Geschwindigkeit { }systemv . Unter diesen Annahmen und dem Gesetz der Impulserhaltung
kann man die gemeinsame Geschwindigkeit bestimmen.
{ } { } { }21 ppp system += ( 4.4 )
{ } { } { }21
2211
mmvmvmv system +
⋅+⋅= ( 4.5 )
Mit der Kenntnis der gemeinsamen Geschwindigkeit kann die Impulsänderung beider Kollisi-onspartner ermittelt werden.
{ } { } { } { } { } { } )()(ˆ2211
2
1
systemsystem
t
t
vvmvvmdtFF −⋅=−⋅== ∫ ( 4.6 )
Des Weiteren kann durch den Vergleich der kinetischen Energien vor und nach der Kollision der Energieverlust bestimmt werden, der durch plastische Verformung umgewandelt wird.
{ } { } 221
21
21 )(21 vv
mmmmE −
+⋅
⋅=∆ ( 4.7 )
Zusammenfassend kann man feststellen, dass die Impulsänderung und die umzusetzende Verformungsarbeit durch die Massen und die Geschwindigkeiten der Kollisionspartner schon von Beginn an feststehen. Die Auslegung des Schienenfahrzeugkopfes und das mechani-sche Verformungsverhalten des Kollisionsgegners beeinflussen nur den Ablauf der Kollision.
Durch die definierten Design-Kollisionsszenarios werden die möglichen Kollisionsparameter weiterhin stark eingeschränkt. Bei den festgelegten Kollisionsgeschwindigkeiten der EN 15227 [8] bestimmt ausschließlich die wirkende Masse des Schienenfahrzeuges die Größe der Verformungsenergie. In Tabelle 9 und Diagramm 46 sind die zu absorbierenden Energien eines Schienenfahrzeuges der Kategorie C-I nach [8] in den drei Szenarios (SC) grafisch dargestellt, wobei Massen von 20 t bis 400 t berücksichtigt wurden. Die Kollisions-geschwindigkeiten für die Kategorie C-I betragen vSC1=36 km/h, vSC2=36 km/h und vSC3=110 km/h.
Untersuchungen an einem konventionellen Schienenfahrzeug
Diagramm 46: Energien bei den drei Design-Kollisionsszenarios
Bei einem geringen Kraftniveau wird das Schienenfahrzeug sehr langsam verzögert, der Im-puls des Fahrzeuges wird über einen langen Zeitbereich geändert, die Verformungsenergie über einen langen Weg erreicht. Wenn dieser lange Verformungsweg nicht zur Verfügung steht, muss die Energie über einen kleinen Weg auf hohem Kraftniveau absorbiert und der Impuls über einen kurzen Zeitraum geändert werden.
Untersuchungen an einem konventionellen Schienenfahrzeug
92
Die Vorteile des neuen theoretischen Lkw-Modells liegen in der Beteiligung des Lkws an der Energieaufnahme. Durch die Verformbarkeit des Lkws ergeben sich die Beanspruchungen aus dem Zusammenspiel von Lkw und Schienenfahrzeug. Wenn das Schienenfahrzeug mit einer großen Steifigkeit und hoher Beanspruchbarkeit im Kopfbereich konstruiert wird, dann wird sich das Lkw-Modell hauptsächlich verformen. Im Gegenteil dazu, wenn das Schienen-fahrzeug nur für geringe Belastungen im Kopfbereich ausgelegt wurde, dann verformt sich hauptsächlich das Schienenfahrzeug.
Aus den Untersuchungen [60] mit unterschiedlich geformten starren Kopfstrukturen konnte feststellt werden, dass die Aufnahme von Fahrzeuglängskräften zwischen 4000 kN und 7000 kN nötig wäre, um die alleinige Energieabsorption durch das große deformierbare Hin-dernis zu bewirken. Eine konstruktive Gestaltung mit diesen hohen Belastungen würde nicht mehr wirtschaftlich vertretbar sein. Aus diesen Gründen ist die Entwicklung einer energieab-sorbierenden Frontstruktur notwendig, die einen Teil der Energieabsorption leistet. Zusätzlich haben die Untersuchungen gezeigt, dass die Form der Frontstruktur einen wesentlichen Ein-fluss auf die Beanspruchungsverteilung auf der Frontstruktur hat.
4.3 FEM-Modellierung
Für die Untersuchungen an einem konventionellen Schienenfahrzeug wurde wie bei den numerischen Untersuchungen an den Versuchsplatten die kommerzielle Software LS-DYNA eingesetzt. Einführende Bemerkungen zur Software wurden in Kapitel 3.5 zusammengetra-gen.
Ein FEM-Fahrzeugmodell, das für die statische Auslegung eines Fahrzeuges verwendet wurde, konnte für diese Untersuchungen modifiziert genutzt werden. Durch den symmetri-schen Aufbau des Schienenfahrzeuges und des Kollisionshindernisses genügte die Modellie-rung mit einem Halbmodell unter Berücksichtigung der Symmetriebedingungen.
Das Ursprungsmodell wurde auf der Basis der Mittelflächengeometrie mit Schalenelementen erstellt. Im FEM-Simulationsmodell wurde die Fahrzeugstruktur nur bis zum ersten Fenster-segment betrachtet, da ausschließlich das Verformungsverhalten im Frontbereich von Inte-resse war. Nach den Anforderungen der EN 15227 [8] darf sich der Bereich, der nach dem Bereich des Triebfahrzeugführers folgt und in dem sich Passagiere aufhalten, nur um 1% der Ausgangslänge verkürzen, so dass dieser eine hohe Längssteifigkeit aufweisen muss und so nur geringe Energien durch Verformungsarbeit absorbieren werden können. Der Hauptanteil der Verformungsarbeit muss deshalb an den Fahrzeugenden geleistet werden.
Die verbleibende Fahrzeugstruktur wurde als starre Masse angebunden. Die Drehgestelle, Sitze, Dachgeräte und Unterflurgeräte wurden ebenfalls als Punktmassen mit starren Bal-kenelementen an die Fahrzeugstruktur angebunden. Das Kollisionsmasse betrug 57.5 t, die sich nach EN 15227 [8] aus der Fahrzeugmasse und 50% der sitzenden Passagiere zu-sammensetzt. Für die Fahrzeugstruktur wurden vier-knotige einpunkt-integrierte Schalen-elemente des Standardelements vom Typ 2 in LS-DYNA gewählt.
Die Modellierung der GFK-Frontmodul wurde aus den Grundlagenuntersuchungen übertra-gen, d.h. die Deckschichten wurden mit einer Elementkantenlänge von 20 mm mit Schalen-elementen des Typs 16 in LS-DYNA vernetzt. Das Kernmaterial besaß in Dickenrichtung 6
Untersuchungen an einem konventionellen Schienenfahrzeug
93
Elemente und diese wurden mit Volumenelementen vom Typ 1 in LS-DYNA modelliert. Die drei einzelnen Schichten wurden über koinzidente Knoten miteinander verbunden. Die Erhö-hung der Steifigkeit der Sandwichkonstruktion durch die Modellierung der Kernschicht bis zur Mittelfläche der Deckschichten kann wie bei den numerischen Nachrechnungen der experi-mentellen Untersuchungen vernachlässigt werden, weil die Steifigkeit des Kernmaterials im Vergleich zur Steifigkeit der Deckschichten wesentlich geringer ist.
Die großflächige Verbindung zum Untergestell und zum Wagenkasten wurde durch Modellie-rung der Nietverbindungen mit Balkenelementen aus dem Ursprungsmodell übernommen. Der Einfluss der Windschutzscheibe wurde vernachlässigt, um das alleinige Verhalten des GFK-Frontmoduls zu untersuchen. Die Windschutzscheibe wirkt in der Realität als verstei-fendes Element, solange diese nicht durch einen spröden Bruch versagt. Somit hat die Windschutzscheibe nur einen zeitlich begrenzten Einfluss auf das Kollisionsverhalten des GFK-Frontmoduls. Des Weiteren wird die Windschutzscheibe i.d.R. durch Dickschichtkle-bung mit dem GFK-Frontmodul verbunden, welche für diese dynamischen Belastungen noch nicht hinreichend erforscht ist.
Bild 96: Modellierung des GFK-Frontmoduls
Das Materialverhalten des Wagenkastens, des Untergestells und der Aufbauten im Kopfbe-reich wurde mit dem Materialgesetz nach Johnson-Cook [61] für Stahl S355 abgebildet.
Diagramm 47: Spannungs-Dehnungs-Verlauf für das Material nach Johnson-Cook [61]
Die Bruchdehnung für den Stahl S355 wurde mit 22 % berücksichtigt. Die Beschreibung des Materialverhaltens des GFK-Frontmoduls wurde aus den Grundlagenuntersuchungen über-tragen. Als Zugfestigkeit des Kernmaterials, bei der das Versagen eintritt, wurde der Wert von 3,5 N/mm² übernommen, der durch die dynamischen Versuche ermittelt wurde.
Die Kupplung wurde als nicht-lineare Feder modelliert, die über einen Verformungsweg von 100 mm eine Kraft von 1375 kN übertragen kann. Die Kupplungsplatte wurde als einfache starre Platte mit den Abmessungen des Kupplungskopfes für die Kraftaufnahme hinzugefügt. Zwischen der starren Kupplungsplatte und dem Hindernis wurde allgemeiner Kontakt defi-niert. Nach dem Verformungsweg fällt die Kupplung vergleichbar mit der Realität aus; ver-bleibt im Modell ohne Kräfte zu übertragen.
Wie im Bild 97 und Bild 98 dargestellt, wurde für die Untersuchungen an dem konventionel-len Schienenfahrzeug das Kollisionsszenario 3 der EN 15227 [8] mit dem großen deformier-baren Hindernis modelliert. Der Aufbau und die Kalibrierung des Hindernismodells wurden bereits im Kapitel 3.1.1 behandelt. Für die Kollision wurde zwischen beiden Kollisionspart-nern allgemeiner Kontakt definiert, bei dem die Reibung vernachlässigt wurde.
Untersuchungen an einem konventionellen Schienenfahrzeug
95
Bild 97: FEM-Modell des Regionaltriebzuges beim Design-Szenario 3 - Innenansicht
Bild 98: FEM-Modell des Regionaltriebzuges beim Design-Szenario 3 - Außenansicht
4.4 FEM-Simulationen
Die FEM-Simulationen des Design-Kollisionsszenarios 3 wurden mit Kollisionsgeschwindig-keiten von 20 km/h bis 110 km/h in Schritten von jeweils 10 km/h durchgeführt. Diese zehn Varianten wurden gewählt, um mögliche Unterschiede im Energieabsorptionsverhalten auf-zuzeigen.
In den folgenden Bildern wird das Verformungsverhalten mit und ohne GFK-Frontmodul für eine Kollisionsgeschwindigkeit von 30 km/h exemplarisch gezeigt. Als Zeitpunkt für die Aus-wertung wurde t = 250 ms gewählt, da ab diesem Zeitpunkt die Verformungsarbeiten beider Kollisionspartner abgeschlossen waren. Der Zeitpunkt konnte durch die Verformungs-auswertung der FEM-Simulationen, der Auswertung der Längskraftverläufe und der Ge-schwindigkeitsverläufe beider Kollisionspartner bestimmt werden. Die Längskräfte werden ab diesem Zeitpunkt vernachlässigbar gering und beide Kollisionspartner bewegen sich mit der-selben Geschwindigkeit.
Untersuchungen an einem konventionellen Schienenfahrzeug
96
Bild 99: Kollision mit 30 km/h ohne GFK-Frontmodul nach 250 ms
Bild 100: Kollision mit 30 km/h mit GFK-Frontmodul nach 250 ms
In den FEM-Simulationen wurde deutlich, dass sich das Untergestell nach unten verformte und der Führerraumaufbau aus Stahl in den Innenraum. Das große deformierbare Hindernis legte sich auf das Schienenfahrzeug. Der Stahlbügel, der für die Aussteifung des GFK-Frontmoduls konzipiert wurde, verformte sich in den Führerraumbereich, so dass der Über-lebensraum verkleinert wurde. Das GFK-Frontmodul konnte das grundsätzliche Verfor-mungsverhalten der gesamten Struktur nicht ändern, aber durch die Aufnahme von Verfor-mungsenergie die Verformungen der Fahrzeugstruktur reduzieren.
Für die zehn betrachteten Kollisionsgeschwindigkeiten wird im Anhang A der Kollisionsablauf durch Bilder zu den Zeitpunkten t = 30 ms, t = 80 ms und t = 250 ms veranschaulicht. Es wurde deutlich, dass die Verformungen der Stahlstruktur und des GFK-Frontmoduls ab einer Kollisionsgeschwindigkeit über 50 km/h erheblich zunehmen. Schon bei einer Geschwindig-keit von 60 km/h verformt sich der Führerraumaufbau bis zum Untergestell und bietet so dem Hindernis nicht genügend Widerstand in den Raum des Triebfahrzeugführers einzudringen.
Untersuchungen an einem konventionellen Schienenfahrzeug
97
Im Diagramm 48 ist der zeitliche Verlauf der Längskraft im Bereich des ersten Passagier-fensters aufgetragen. Für die Ermittlung des zeitlichen Längskraftverlaufs wurde eine y-z-Ebene in der Mitte des ersten Passagierfensters aufgespannt und alle Kräfte aufsummiert, die von den Elementen in dieser Ebene übertragen wurden. Die Abweichungen beider Kur-venverläufe sind sehr gering. Der Kurvenverlauf wurde bis 250 ms dargestellt. Die Schwin-gungen im Wagenkasten erklären sich über die Elastizität der Wagenkastenstruktur, die nur durch einen geringen Bereich repräsentiert wird. Durch die nachschiebende Masse, die un-elastisch an diesen Bereich angeschlossen wurde, entstehen die Schwingungen im Längs-kraftverlauf.
-500
0
500
1000
1500
2000
2500
0.00 0.05 0.10 0.15 0.20 0.25
Zeit in s
Kra
ft in
kN
ohne GFK-Frontmodul
mit GFK-Frontmodul
Diagramm 48: Verlauf der Längskraft bei der Kollision mit 30 km/h
Die Längskraftverläufe bei den betrachteten Kollisionsgeschwindigkeiten sind im Anhang B bis zum Zeitpunkt t = 250 ms zusammengestellt. Ausnahme bildet die Auswertung bei der Kollisionsgeschwindigkeit von 110 km/h, bei der die Simulation nach t = 213 ms durch LS-DYNA beendet wurde. Auch bei diesen konnte keine wesentliche Erhöhung der Längskräfte registriert werden.
Anhand dieser Zusammenstellung konnte man feststellen, dass ab einer Kollisionsge-schwindigkeit von 50 km/h, die Längskräfte den Bemessungswert für das Untergestell nach DIN 12663 [24] von 1500 kN überschreiten. Eine Überschreitung dieses Bemessungswertes könnte die Stabilität des gesamten Wagenkastens gefährden. Daher haben die Ergebnisse der Untersuchungen über einer Geschwindigkeit von 50 km/h überwiegend wissenschaftli-chen Charakter.
Dem Diagramm 49 kann man entnehmen, dass bei der Kollisionsgeschwindigkeit von 30 km/h ca. 7,9 % der gesamten Verformungsarbeit von der GFK-Frontmodul aufgenommen wird. Es ist weiterhin ersichtlich, dass das GFK-Frontmodul auch die Energieverteilung zwi-schen der Stahlstruktur und dem Lkw beeinflusst. Die Auswertung wurde beim Zeitpunkt t = 250 ms vorgenommen.
Untersuchungen an einem konventionellen Schienenfahrzeug
98
72.30%
22.54%
69.54%
27.66%
7.41%
0%
10%
20%
30%
40%
50%
60%
70%
80%
Wagenkasten LKW Gfk-Verkleidung
ohne GFK-Frontmodul
mit GFK-Frontmodul
Diagramm 49: Verteilung der Verformungsarbeit bei der Kollision mit 30 km/h
Grundsätzlich wurde festgestellt, dass der Einfluss des GFK-Frontmoduls stark abhängig von der Kollisionsgeschwindigkeit ist (Diagramm 50). Mit steigender Kollisionsgeschwindigkeit nimmt der Verformungsarbeitsanteil des GFK-Frontmoduls ab. Jedoch werden Anteile von 3,4 % bis 9,3 % erreicht, welche den Nachweis liefern, dass das GFK-Frontmodul an der Verformungsarbeit mitwirkt. Die Auswertungen wurden bei allen Kollisionsgeschwindigkeiten zum Zeitpunkt t = 250 ms (bzw. bei t = 200 ms bei 110 km/h) durchgeführt. In der Tabelle 10 werden die Verformungsarbeiten für die jeweiligen Anteile der Stahlstruktur, des deformier-baren Hindernisses und des GFK-Frontmoduls in kJ zusammengestellt.
Diagramm 50: Verformungsenergieverteilung insgesamt
Untersuchungen an einem konventionellen Schienenfahrzeug
99
Betrachtet man ausschließlich die Verformungsarbeit des Schienenfahrzeuges, dann über-nimmt die GFK-Struktur zwischen 11,6 % und 61,2 % der Verformungsarbeit.
Diagramm 51: Verteilung der Verformungsarbeit bezogen auf das Schienenfahrzeug
Dadurch wird die Stahlstruktur um diese Anteile entlastet. In der Tabelle 11 sind die absolu-ten Werte der Verformungsarbeiten in kJ zusammengestellt. Wertet man die Reduktion der Verformungsarbeit aus, um welche die Stahlstruktur durch das GFK-Frontmodul entlastet wird, so konnten Werte bis zu 48,8 % nachgewiesen werden.
Diagramm 52: Prozentuale Reduktion der Verformungsenergie
Untersuchungen an einem konventionellen Schienenfahrzeug
100
Um den Raum des Triebfahrzeugführers bewerten zu können, wurden die Verformungen des Fahrzeuges an drei wesentlichen Orten zum Zeitpunkt t = 250 ms analysiert (Bild 101).
Brüstung
Querträger
Bahnräumer Bild 101: Wesentliche Orte für die Analyse der Verformung
Die Ergebnisse wurden in der Tabelle 12 und im Diagramm 53 zusammengestellt. Auch bei dieser Auswertung konnte die Tendenz festgestellt werden, dass mit zunehmender Kollisi-onsgeschwindigkeit die Unterschiede im Verformungsverhalten sich anpassen und damit der Einfluss der GFK-Struktur abnimmt. Es konnte eine Verformungsreduktion bis zu 55,3 % beim Querträger in z-Richtung bei einer Kollisionsgeschwindigkeit von 30 km/h ermittelt wer-den.
ohne GFK-Frontmodul Brüstung in x 17.9 180.7 420.3 466.3 470.5 477.4 489.6 511.3 1087.5 1819.3Brüstung in z 50.0 289.8 610.4 709.8 820.9 887.1 899.1 922.6 1104.4 1127.0Bahnräumer in z 50.2 205.4 205.4 205.4 205.4 205.4 205.4 205.4 205.4 205.4Querträger in x 10.8 39.0 123.5 181.6 299.6 515.0 677.6 840.1 1349.7 1941.9Querträger in z 45.9 94.1 271.8 389.1 560.8 789.5 956.8 1102.7 1219.9 1174.6
mit GFK-Frontmodul Brüstung in x 8.5 145.8 364.6 441.4 471.8 485.7 486.2 510.8 830.0 904.3Brüstung in z 33.7 190.7 472.1 613.3 765.2 832.2 870.3 885.1 990.7 957.6Bahnräumer in z 35.5 138.4 205.4 205.4 205.4 205.4 205.4 205.4 205.4 205.4Querträger in x 7.6 32.1 80.1 118.1 243.4 421.8 627.0 801.8 1158.4 1312.5Querträger in z 38.1 42.0 154.3 262.2 476.0 666.4 882.8 1042.3 1173.1 1232.9
Differenz Brüstung in x -9.43 -34.85 -55.68 -24.85 1.31 8.28 -3.43 -0.49 -257.43 -915.05Brüstung in z -16.32 -99.06 -138.32 -96.48 -55.62 -54.89 -28.80 -37.51 -113.66 -169.40Bahnräumer in z -14.73 -66.94 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00Querträger in x -3.26 -6.93 -43.46 -63.55 -56.21 -93.17 -50.52 -38.31 -191.32 -629.36Querträger in z -7.79 -52.08 -117.52 -126.84 -84.82 -123.09 -74.00 -60.47 -46.77 58.28
Tabelle 12: Zusammenstellung der Verformungen in mm
Untersuchungen an einem konventionellen Schienenfahrzeug
101
-10%
0%
10%
20%
30%
40%
50%
60%
20 30 40 50 60 70 80 90 100 110
Geschwindigkeit in km/h
Brüstung in xBrüstung in zBahnräumer in zQuerträger in xQuerträger in z
Diagramm 53: Prozentuale Reduktion der Verformung
Zusammenfassend ist die Berücksichtigung des GFK-Frontmoduls gewinnbringend für das Kollisionsverhalten von Schienenfahrzeugen bei geringen Kollisionsgeschwindigkeiten. Die GFK-Struktur übernimmt einen bedeutenden Anteil der Verformungsarbeit und entlastet da-durch die Stahlstruktur, ohne eine Erhöhung der Längskräfte im Wagenkasten zu bewirken. Zusätzlich werden die Verformungen der Stahlstruktur reduziert, wodurch ein größerer Raum im Bereich des Triebfahrzeugführers erhalten bleibt.
Zusammenfassung und Ausblick
102
5 Zusammenfassung und Ausblick
Durch die neuen Anforderungen an die kollisionssichere Gestaltung von Schienenfahrzeu-gen wird der Frontbereich in einer Art beansprucht, die zuvor nicht Gegenstand der Betrach-tungen war. Das maßgebende Design-Kollisionsszenario ist dabei die Kollision mit dem neu-en deformierbaren Hindernis, das die gesamte Frontstruktur oberhalb des Untergestells be-ansprucht. Durch die Entwicklung von Fahrzeugplattformen mit modularen Subsystemen und die konsequente Umsetzung der Leichtbauweise hat sich in diesem Bereich die Faserver-bund-Sandwichbauweise durchgesetzt.
Die Analyse des Standes der Technik zeigte, dass diese GFK-Frontmodule bislang aus-schließlich mit quasi-statischen Lastfällen nachgewiesen wurden und das mechanische Ver-halten unter dynamischer Beanspruchung unzureichend erforscht ist. Die Deckschichten werden i.d.R. gegen ein Versagen beim ersten Zwischenfaserbruch dimensioniert; eine Be-trachtung bis zum Faserbruch wird nicht vorgenommen. Das Verhalten des Kernmaterials wird mit einfachen Spannungs- bzw. Dehnungsvergleichen analysiert; eine Betrachtung der Bruchursache und der Beschreibung des Bruchfortschrittes wurde bislang ebenfalls nicht vorgenommen.
In der Forschung mit Faserverbundwerkstoffen konzentrierte man sich überwiegend auf die Entwicklung von axial-belasteten Crashrohren. Die Auswertung von Unfallereignissen zeigte jedoch, dass auch senkrecht zur Schalenebene belastete GFK-Frontmodule in der Lage wa-ren, höhere Belastungen zu widerstehen und am Energieverzehr teilzunehmen. Neueste Er-fahrungen bestätigten dies beim Nachweis der Kollisionssicherheit eines Straßenbahn-Fahrzeugs [50].
Im ersten Schritt der Forschungsarbeit wurde die prinzipielle Beanspruchung einer GFK-Frontstruktur analysiert. Die Untersuchung erfolgte an einer starren Frontstruktur, die reprä-sentativ aus dem Bereich des Regionalverkehrs gewählt wurde. Es konnte festgestellt wer-den, dass der Bereich der Brüstung und der Windschutzscheibe sowie der Bereich der A-Säule hauptsächlich belastet werden. In diesen Bereichen bestimmen gerade und überwie-gend einfach-gekrümmte Formen die optische Gestaltung. Die experimentellen Untersu-chungen konzentrierten sich deshalb auf diese beiden Plattenformen.
Als Versuchsgegenstand wurden Versuchsplatten gewählt, die bezüglich des Aufbaus mit 39 mm Gesamtdicke konventionellen Schienenfahrzeugen entsprechen. Die Deckschichten wurden im Handlaminat-Verfahren aus glasfaserverstärktem Kunststoff hergestellt. Als Kernmaterial wurde Kunststoffschaum mit einer Dicke von 30 mm eingesetzt.
Für die experimentellen Untersuchungen wurde ein Versuchsrahmen entwickelt, auf dem beide Versuchsplattentypen an den zwei gegenüberliegenden Rändern gelagert werden konnten. Der Versuchsrahmen wurde für die quasi-statischen und die dynamischen Versu-che konstruiert, so dass die Lagerungsbedingungen immer gleich waren und damit alle Messergebnisse vergleichbar wurden. Für beide Belastungsarten wurde ein Prüfkörper ent-wickelt, der sich durch seine Form an die Versuchsplatten während der Versuchsdurchfüh-rung anpasste und keine lokalen Spannungskonzentrationen durch scharfe Kanten hervor-rief. Der Prüfkörper leitete die Kräfte bei den quasi-statischen Versuchen durch die Verbin-
Zusammenfassung und Ausblick
103
dung mit einer Hydraulikpresse und bei den dynamischen Versuchen durch die Verbindung mit einem beschleunigten Prüfschlitten kontrolliert und nachvollziehbar in die Versuchsplat-ten ein. Das mechanische Verhalten der Versuchplatten wurde messtechnisch durch Kraft-, Weg- und Dehnungssensoren erfasst.
Die Versuchsplatten versagten bei allen quasi-statischen Versuchen durch einen schrägen Bruch in der Nähe der Krafteinleitung, welcher sich durch den gesamten Querschnitt ausbrei-tete. Anschließend setzte sich der Bruch an der oberen Deckschicht in Richtung der Kraftein-leitung und an der unteren Deckschicht in Richtung der Lagerung fort. Bis zum Bruch der Platte verlief der Kraftverlauf linear ansteigend. Nach dem Bruchversagen fiel die Kraft auf ein niedrigeres Niveau ab, auf dem sich der Kraftverlauf nur noch gering änderte. Vergleicht man die Kurvenverläufe beider Versuchsplattentypen miteinander, so konnte festgestellt werden, dass die Abweichungen der Kurvenverläufe bis zum Bruch sehr gering waren, die Bruchlast aber bei den geraden Platten höher war.
Im Gegensatz zu den quasi-statischen Versuchen ereignete sich der Schrägbruch bei den dynamischen Versuchen nicht ausschließlich in der Nähe der Krafteinleitung, das prinzipielle Bruchverhalten war aber identisch. Des Weiteren hatten die Kraftverläufe größere Abwei-chungen untereinander und zeigten eine andere Charakteristik auf. Bei den dynamischen Versuchen stieg die Kraft parabelförmig an und fiel nach Erreichen der maximalen Kraft line-ar ab. Die Maximalkraft war bei der dynamischen Beanspruchung größer als bei den quasi-statischen Versuchen.
Aufgrund der experimentellen Beobachtungen konnte man bei dem untersuchten Kernmate-rial der Sandwichkonstruktion von einem spröden Bruchverhalten sprechen, weil der Bruch sich ohne langsames Risswachstum entwickelte. Die Kraft-Weg-Verläufe zeigten, dass sich der Bruch nach linear-elastischem Verhalten der Platten ereignete. Das Versagen des sprö-den Kernmaterials konnte über die Hauptspannungszustände und dem Versagenskriterium der Hauptzugspannung nachvollzogen werden. Mit der Hauptspannungshypothese ist es möglich, den Ort des Auftretens des ersten Risses und die Rissentwicklung zu beschreiben. Diese theoretischen Überlegungen konnten durch die Simulation der experimentellen Unter-suchungen untermauert werden.
Mit den numerischen Simulationen der experimentellen Untersuchungen konnte gezeigt werden, dass das Materialverhalten der GFK-Sandwichkonstruktion mittels der FEM abge-bildet werden kann. Die Ergebnisse der Materialuntersuchungen konnten in das FEM-Modell implementiert werden, was eine wesentliche Voraussetzung für die Abbildung des mechani-schen Verhaltens war. Es war jedoch notwendig, das Materialverhalten über den ersten Zwi-schenfaserbruch hinaus bis zum Faserbruch zu beschreiben. Das Versagen aufgrund des Überschreitens der Hauptspannungen im Schaum konnte über die Volumenelemente abge-bildet werden.
Während der numerischen Simulationen zeigte sich, dass Harzstege im Kunststoffschaum die Steifigkeit und Festigkeit des Gesamtverbundes entscheidend beeinflussten. Diese ent-stehen im Herstellungsprozess und sollen den Verbund mit den Deckschichten garantieren. Der Einfluss der Steifigkeit konnte durch einen Ersatz-E-Modul berücksichtigt werden. Der Einfluss auf die Festigkeit konnte festgestellt werden, weil das Kernmaterial nicht beim Errei-chen der Zugfestigkeit des Schaums versagte, sondern zu einem früheren Belastungszeit-punkt. Als Ursache für den früheren Rissbeginn konnte die Zugfestigkeit des Harzstegmate-
Zusammenfassung und Ausblick
104
rials identifiziert werden. Der Einfluss wurde durch eine Ersatz-Zugfestigkeit des Kernmateri-als berücksichtigt, die durch die numerische Simulation bei Erreichen der experimentell er-mittelten Maximalkraft bestimmt wurde.
Das dynamische Verhalten eines kompletten GFK-Frontmoduls konnte an einer gesamten Fahrzeugstruktur gezeigt werden. Die gewonnenen Erkenntnisse aus den Untersuchungen an den Versuchsplatten wurden dazu auf das GFK-Frontmodul übertragen. Für die Untersu-chungen wurde ein Regionalfahrzeug gewählt, das in konventioneller Bauweise entwickelt wurde, um die Vorteile der Energieabsorption durch das GFK-Frontmodul schon bei Fahr-zeugen aufzuzeigen, die noch im Betrieb sind und noch keine zusätzlichen Maßnahmen für die passive Sicherheit besitzen.
Durch den Vergleich der Ergebnisse von FEM-Simulationen, mit und ohne Berücksichtigung des GFK-Frontmoduls, konnte ermittelt werden, welche Anteile an der Verformungsarbeit von den einzelnen Fahrzeugstrukturen geleistet werden. Die FEM-Simulationen des Design-Kollisionsszenarios 3 wurden mit Kollisionsgeschwindigkeiten von 20 km/h bis 110 km/h in Schritten von jeweils 10 km/h durchgeführt. Diese zehn Varianten wurden gewählt, um mög-liche Unterschiede im Energieabsorptionsverhalten aufzuzeigen.
Die GFK-Frontmodul konnte das grundsätzliche Verformungsverhalten der gesamten Fahr-zeugstruktur nicht ändern, aber durch die Aufnahme von Verformungsarbeit die Verformun-gen der Fahrzeugstruktur reduzieren. Es konnte eine Verformungsreduktion bis zu 55,3 % bei einer Kollisionsgeschwindigkeit von 30 km/h ermittelt werden. Bei allen Kollisions-geschwindigkeiten konnten keine wesentlichen Erhöhungen der Längskräfte registriert wer-den. Die Ergebnisse zeigten, dass eine Energieabsorption durch das GFK-Frontmodul von 3,4 % bis 9,3 % der Gesamtverformungsarbeit möglich ist.
In dieser Arbeit wurde bewusst ein konventionelles Schienenfahrzeug mit konventionellem Sandwich-Aufbau gewählt, um die gewonnenen Erkenntnisse als Grundlage für weitere Ent-wicklungen zu nutzen. Es wurde festgestellt, dass das Versagen des Kernmaterials bei der Verwendung eines Kunststoffschaums auf Polyvinyl-Basis schon bei geringer Verformung der gesamten Konstruktion eintritt, jedoch ein Versagen der Deckschichten noch nicht er-reicht wurde.
Durch die Abweichungen der Festigkeit des Stegmaterials, begründet aus der herstellungs-technischen Bildung von Lufteinschlüssen, und den Dichtestreuungen des Schaummaterials entsteht eine große Abweichung in der Bestimmung der maximal ertragbaren Belastungen sowie des Versagensortes. Diese Abweichung erschwert eine ingenieurmäßige Dimensionie-rung und Berechnung der GFK-Sandwichbauweise unter dynamischer Beanspruchung. Die Energieaufnahme könnte durch die Ersetzung mit anderen Kernmaterialien verbessert wer-den.
Bei der Entwicklung von kollisionssicheren Schienenfahrzeugen sollte zukünftig der Einfluss des GFK-Frontmoduls bei geringen Kollisionsgeschwindigkeiten berücksichtigt werden. Die Ergebnisse der Arbeit zeigen, dass schon beim Einsatz der konventionellen Faserverbund-Sandwichbauweise prozentual nicht vernachlässigbare Verformungsenergien aufgenommen werden können.
Zusätzlich ist es möglich, die Verformungen der GFK-Frontstruktur zu berücksichtigen, da diese während des Kollisionsvorganges in den Überlebensraum des Triebfahrzeugsführers
Zusammenfassung und Ausblick
105
eindringen könnte. Mit dieser Arbeit konnte gezeigt werden, dass es möglich ist, die Faser-verbundwerkstoffe bis zum Faserbruch zu beschreiben und das gesamte Versagen einer Sandwichkonstruktion (Schubbruch und Delamination) mit numerischen Simulationsverfah-ren realitätsnah abzubilden.
Literaturverzeichnis
106
6 Literaturverzeichnis
[1] Taschinger, O.: „Festigkeits- und Zerstörungsversuche an Wagenkästen“, Organ für die Fortschritte des Eisenbahnwesens 94 (1939) 20, S.385-397 und 21, S. 403-418
[2] Sohr, S.: „Passive Sicherheit von Schienenfahrzeugen des Personenverkehrs – Me-thoden und Strategien zur Verbesserung des Insassenschutzes“, Dissertation am In-stitut für Land- und Seeverkehr der TU Berlin, Fraunhofer Irb Verlag, 2002
[3] Füser, S.: „Theoretische Betrachtung von Zusammenprallen an Bahnübergängen“, Dissertation am Fachgebiet Maschinenbau der Universität Hannover, Shaker Verlag, 2002
[4] UIC-Merkblatt 566: „Beanspruchungen von Reisezugwagenkästen und deren Anbau-teile“, Internationaler Eisenbahnverband, Januar 1990
[5] ERRI-Bericht B12 PR 17: „Standardisierung der Güterwagen – Versuchsprogramm für Güterwagen mit Untergestell und Wagenstrukturen aus Stahl (die für den Einbau der Automatischen Zug-Druck-Kupplung geeignet sind) und deren Drehgestelle mit stählernem Drehgestellrahmen“, 8. Ausgabe, April 1997
[6] DB AG: Konzeption zur Kollisionssicherheit von Schienenfahrzeugen des Personal-verkehrs (Sicherheitsphilosophie), Berlin, Minden, 1996
[7] EG-Richtlinie 96/48 „Interoperabilität des transeuropäischen Hochgeschwindigkeits-bahnsystems“, Anhang ST05 Teil 2 – ROLSTO-TSI, Revision 2004
[8] prEN 15227 „Crashworthiness requirements for Rail Vehicles Bodies“, November 2006
[9] Wolter,W.: „Kollisionssicherheit von Schienenfahrzeugen“, Eisenbahningenieur 49 (1998) 4, S. 99-101
[10] Wolter,W.: „Kollisionssichere Schienenfahrzeuge – Anforderungen, Auslegungs-grundlagen und erste Ergebnisse“, ETR 50 (2001) 4, S. 192-200
[11] Wolter,W.: „Kollisionssicherheit – ein Qualitätsmerkmal der passiven Sicherheit der Schienenfahrzeuge“, ZEV+DEV Glas. Ann. 125 (2001) 9/10, S. 411-420
[12] Dreimann, K., Kurz, H, Uebel, H, Breitling, W., „Interoperabilität des transeuropäi-schen Hochgeschwindigkeits-Bahnsystems“, ZEV+DEV Glas. Ann. 122 (1998) 2, S. 45-50
[13] Thomasch, A., „Prüfung und Zulassung von Fahrzeugen in Deutschland und für Eu-ropa“, ZEV+DEV Glas. Ann. 126 (2002) 6/7, S. 207-283
[14] Gärtner, E., „Die bahntechnische Normung und ihre europäische Relevanz“, ZEV+DEV Glas. Ann. 129 (2005) 1/2, S. 36-45
[15] Wolter,W.: „Kollisionssicherheit von Schienenfahrzeugen“, Eisenbahningenieur 52 (2001) 5, S. 63-68
[16] Wolter,W.: „Kollisionssichere Eisenbahnfahrzeuge – Schlussempfehlungen und Emp-fehlungen, Rail International – Schienen der Welt 34 (2003) 5, S. 34-43
[17] Wolter,W.: „Kollisionssicherheit von Stadt- und Straßenbahnen“, Eisenbahningenieur 55 (2004) 2, S. 43-47
[18] Wolter,W.: „Kollisionssichere Schienenfahrzeuge – Empfehlungen für Hersteller und Betreiber“, ZEV+DEV Glas. Ann. 128 (2004) Tagungsband SFT, S. 196-206
Literaturverzeichnis
107
[19] Wolter,W.: „Kollisionssicherheit von Stadt- und Straßenbahnen“, Eisenbahningenieur 56 (2005) 2, S. 58-65
[20] ERRI B 205.1/RP 1: „Analyse von Aufprallunfällen – Statistische Analyse einer Da-tenbank über Unfälle von Referenz-Unfallszenarios“, April 1998
[21] Leveque, D., Lecussan, R.: „Numerical Simulations of Grade-Crossing Collisions”, Passive Safety of Rail Vehicles, 2 nd International Symposium, Berlin, 2000
[22] Schöber, J.: „Zur Technikgeschichte des Wagenkastenrohbaus schienengebundener Personenwagen“, Verkehr und Technik (1997) 10, S. 437-445
[23] Cortesi, A., Issenmann, T., de Kalbermatten, T.: “Leichte Nase für schnelle Lokomoti-ven”, Schweizer Eisenbahn-Revue, 12/1991, S. 435-442
[24] EN 12663 „Festigkeitsanforderungen an Wagenkästen von Schienenfahrzeugen“, Oktober 2000
[25] UIC-Merkblatt 651: „Gestaltung der Führerräume von Lokomotiven, Triebwagen, Triebwagenzügen und Steuerwagen“, Internationaler Eisenbahnverband, Juli 2002
[26] Wiedemann, J.: „Leichtbau – Band 1: Elemente“, Springer-Verlag, 1986
[27] Technisches Datenblatt von Divinycell H der DIAB GmbH (10/2004)
[28] DIN 5510: „Vorgebender Brandschutz von Schienenfahrzeugen“, 1998
[29] prEN 45545: „Brandschutz in Schienenfahrzeugen“, 1998
[30] Mängel, C.: „Auslegung von Faserverbundwerkstoffen mittels der Finiten Element Methode“, Diplomarbeit am Fachgebiet für Schienenfahrzeuge der TU- Berlin, 04/05, 2006
[31] Chamis, C. C: “Probabilistic Composite Design. American Society for Testing and Ma-terials”, ASTM, STP 1242, October 1997, S. 23-42
[32] Puck, A.: „Festigkeitsanalyse von Faser-Matrix-Laminaten – Modelle für die Praxis“, Carl Hanser Verlag München Wien, 1996
[33] Schürmann, H.: “Konstruieren mit Faser-Kunststoff-Verbunden”, Springer Verlag, 2005
[34] Allen, H.G.: „Analysis and Design of Structural Sandwich Panels”, Pergamon Press, Oxford, 1969
[35] Plantema, F.J.: “Sandwich construction”, New York, 1966
[37] Stamm, K., Witte, H.: „Ingenieurbauten 3 Theorie und Praxis: Sandwichkonstruktio-nen – Berechnung, Fertigung, Ausführung“, Springer Verlag, 1974
[38] Vornach, W.K., Rammerstorfer, F.G.: „A General Approach to the Wrinkling Instability of Sandwich Plates”, Struct. Engng. Mech. 12, S. 363-376, 2001
[39] Stiftinger, M.A., Rammerstorfer F.G.: „Face Layer Wrinkling in Sandwich Shells - Theoretical and Experimental Investigations”, Thin-Walled Struct. 29, S. 113-127, 1997
[40] Rammerstorfer F.G., Dorninger K., Starlinger A.: “Composite and Sandwich Shells in Nonlinear Analysis of Shells by Finite Elements (Ed. F.G.Rammerstorfer)”, S. 131-194, Springer-Verlag, Wien, 1992
[42] Maier, M.: „Experimentelle Untersuchung und numerische Simulation des Crashver-haltens von Faserverbundwerkstoffen“, Dissertation Universität Kaiserslautern, 1990
[43] Dehn, A.: „Experimentelle Untersuchung und numerische Simulation des Crashver-haltens gewebeverstärkter Thermoplaste unter Temperatureinfluss“, Dissertation U-niversität Kaiserslautern, 2001
[44] Imbsweiler, D.: „Experimentelle Untersuchung und numerische Simulation des Crashverhaltens von SMC- Strukturen“, Dissertation Universität Kaiserslautern, 2002
[45] Huisman, M.: „Experimental and numerical investigations for the prediction of the crashworthiness of layered quasi-isotropic thermoplastic composites”, Dissertation Universität Kaiserslautern, 2001
[46] Scharf, St., Marek, H.: „Kollisionssicherheit von Schienenfahrzeugen – Erfahrungen bei der Entwicklung und Erprobung kollisionsgerechter Fahrzeugstrukturen“, ZEV+DEV Glas. Ann. 121 (1997) 12, S. 604-612
[47] Labrenz, F.: „Passive Sicherheit von Hochgeschwindigkeitszügen“, VDI Bericht Nr. 1546, 2000, S. 239-256
[48] Wilson, M., Roberts, J.: „Static and Dynamic Design, Testing and Analysis of Struc-tual Composite Carbody Components”, Passive Safety of Rail Vehicles, 2003
[49] DIN 5560 „Längsfestigkeit der Fahrzeugkästen von Leichttriebwagen“, Mai 2002
[50] Kammler, M.: „The Frontend-Concept of the SIEMENS Tram-Train AVANTO”, Pas-sive Safety of Rail Vehicles, 6nd International Symposium, Berlin , 2006
[51] EN ISO 527-4 „Bestimmung der Zugeigenschaften – Prüfbedingungen für isotrop und anisotrop faserverstärkte Kunststoffverbundwerkstoffe“, Juli 1997
[52] Bürgel, R.: „Festigkeitslehre und Werkstoffmechanik – Band 2“, Vieweg Verlag, 1.Auflage, 2005
[59] Chang, F.K., Chang, K.Y.: „A Progressive Damage Model for Laminated Composites Containing Stress Concentration”, Journal of Composite Materials, 21 S. 834-855, 1987
[60] Reich, S.: “Neue Anforderungen an die passive Sicherheit von Schienenfahrzeugen“, Vortrag beim Eisenbahnseminar des Fachgebiets Schienenfahrzeuge der TU Berlin, 2005
[61] Johnson, G.R., Cook, W.H.: „A Constitutive Model and Data for Metals Subjected to Large Strains, High Strain Rates and High Temperatures”, Seventh International Symposium on Ballistics, The Hague, The Netherlands, April 1983
Anhang
109
A. Verformungen beim Kollisions-Szenario 3
A.1 Kollision mit 20 km/h
Bild 102: Kollision mit 20 km/h ohne GFK-Frontmodul nach 30 ms
Bild 103: Kollision mit 20 km/h ohne GFK-Frontmodul nach 80 ms
Bild 104: Kollision mit 20 km/h ohne GFK-Frontmodul nach 250 ms
Anhang
110
Bild 105: Kollision mit 20 km/h mit GFK-Frontmodul nach 30 ms
Bild 106: Kollision mit 20 km/h mit GFK-Frontmodul nach 80 ms
Bild 107: Kollision mit 20 km/h mit GFK-Frontmodul nach 250 ms
Anhang
111
A.2 Kollision mit 30 km/h
Bild 108: Kollision mit 30 km/h ohne GFK-Frontmodul nach 30 ms
Bild 109: Kollision mit 30 km/h ohne GFK-Frontmodul nach 80 ms
Bild 110: Kollision mit 30 km/h ohne GFK-Frontmodul nach 250 ms
Anhang
112
Bild 111: Kollision mit 30 km/h mit GFK-Frontmodul nach 30 ms
Bild 112: Kollision mit 30 km/h mit GFK-Frontmodul nach 80 ms
Bild 113: Kollision mit 30 km/h mit GFK-Frontmodul nach 250 ms
Anhang
113
A.3 Kollision mit 40 km/h
Bild 114: Kollision mit 40 km/h ohne GFK-Frontmodul nach 30 ms
Bild 115: Kollision mit 40 km/h ohne GFK-Frontmodul nach 80 ms
Bild 116: Kollision mit 40 km/h ohne GFK-Frontmodul nach 250 ms
Anhang
114
Bild 117: Kollision mit 40 km/h mit GFK-Frontmodul nach 30 ms
Bild 118: Kollision mit 40 km/h mit GFK-Frontmodul nach 80 ms
Bild 119: Kollision mit 40 km/h mit GFK-Frontmodul nach 250 ms
Anhang
115
A.4 Kollision mit 50 km/h
Bild 120: Kollision mit 50 km/h ohne GFK-Frontmodul nach 30 ms
Bild 121: Kollision mit 50 km/h ohne GFK-Frontmodul nach 80 ms
Bild 122: Kollision mit 50 km/h ohne GFK-Frontmodul nach 250 ms
Anhang
116
Bild 123: Kollision mit 50 km/h mit GFK-Frontmodul nach 30 ms
Bild 124: Kollision mit 50 km/h mit GFK-Frontmodul nach 80 ms
Bild 125: Kollision mit 50 km/h mit GFK-Frontmodul nach 250 ms
Anhang
117
A.5 Kollision mit 60 km/h
Bild 126: Kollision mit 60 km/h ohne GFK-Frontmodul nach 30 ms
Bild 127: Kollision mit 60 km/h ohne GFK-Frontmodul nach 80 ms
Bild 128: Kollision mit 60 km/h ohne GFK-Frontmodul nach 250 ms
Anhang
118
Bild 129: Kollision mit 60 km/h mit GFK-Frontmodul nach 30 ms
Bild 130: Kollision mit 60 km/h mit GFK-Frontmodul nach 80 ms
Bild 131: Kollision mit 60 km/h mit GFK-Frontmodul nach 250 ms
Anhang
119
A.6 Kollision mit 70 km/h
Bild 132: Kollision mit 70 km/h ohne GFK-Frontmodul nach 30 ms
Bild 133: Kollision mit 70 km/h ohne GFK-Frontmodul nach 80 ms
Bild 134: Kollision mit 70 km/h ohne GFK-Frontmodul nach 250 ms
Anhang
120
Bild 135: Kollision mit 70 km/h mit GFK-Frontmodul nach 30 ms
Bild 136: Kollision mit 70 km/h mit GFK-Frontmodul nach 80 ms
Bild 137: Kollision mit 70 km/h mit GFK-Frontmodul nach 250 ms
Anhang
121
A.7 Kollision mit 80 km/h
Bild 138: Kollision mit 80 km/h ohne GFK-Frontmodul nach 30 ms
Bild 139: Kollision mit 80 km/h ohne GFK-Frontmodul nach 80 ms
Bild 140: Kollision mit 80 km/h ohne GFK-Frontmodul nach 250 ms
Anhang
122
Bild 141: Kollision mit 80 km/h mit GFK-Frontmodul nach 30 ms
Bild 142: Kollision mit 80 km/h mit GFK-Frontmodul nach 80 ms
Bild 143: Kollision mit 80 km/h mit GFK-Frontmodul nach 250 ms
Anhang
123
A.8 Kollision mit 90 km/h
Bild 144: Kollision mit 90 km/h ohne GFK-Frontmodul nach 30 ms
Bild 145: Kollision mit 90 km/h ohne GFK-Frontmodul nach 80 ms
Bild 146: Kollision mit 90 km/h ohne GFK-Frontmodul nach 250 ms
Anhang
124
Bild 147: Kollision mit 90 km/h mit GFK-Frontmodul nach 30 ms
Bild 148: Kollision mit 90 km/h mit GFK-Frontmodul nach 80 ms
Bild 149: Kollision mit 90 km/h mit GFK-Frontmodul nach 250 ms
Anhang
125
A.9 Kollision mit 100 km/h
Bild 150: Kollision mit 100 km/h ohne GFK-Frontmodul nach 30 ms
Bild 151: Kollision mit 100 km/h ohne GFK-Frontmodul nach 80 ms
Bild 152: Kollision mit 100 km/h ohne GFK-Frontmodul nach 250 ms
Anhang
126
Bild 153: Kollision mit 100 km/h mit GFK-Frontmodul nach 30 ms
Bild 154: Kollision mit 100 km/h mit GFK-Frontmodul nach 80 ms
Bild 155: Kollision mit 100 km/h mit GFK-Frontmodul nach 250 ms
Anhang
127
A.10 Kollision mit 110 km/h
Bild 156: Kollision mit 110 km/h ohne GFK-Frontmodul nach 30 ms
Bild 157: Kollision mit 110 km/h ohne GFK-Frontmodul nach 80 ms
Bild 158: Kollision mit 110 km/h ohne GFK-Frontmodul nach 200 ms
Anhang
128
Bild 159: Kollision mit 110 km/h mit GFK-Frontmodul nach 30 ms
Bild 160: Kollision mit 110 km/h mit GFK-Frontmodul nach 80 ms
Bild 161: Kollision mit 110 km/h mit GFK-Frontmodul nach 200 ms
Anhang
129
B. Längskraftverlauf beim Kollisions-Szenario 3
-500
0
500
1000
1500
2000
2500
0.00 0.05 0.10 0.15 0.20 0.25
Zeit in s
Kra
ft in
kN
ohne GFK-Frontmodul
mit GFK-Frontmodul
Diagramm 54: Verlauf der Längskraft bei der Kollision mit 20 km/h
-500
0
500
1000
1500
2000
2500
0.00 0.05 0.10 0.15 0.20 0.25
Zeit in s
Kra
ft in
kN
ohne GFK-Frontmodul
mit GFK-Frontmodul
Diagramm 55: Verlauf der Längskraft bei der Kollision mit 30 km/h
-500
0
500
1000
1500
2000
2500
0.00 0.05 0.10 0.15 0.20 0.25
Zeit in s
Kra
ft in
kN
ohne GFK-Frontmodul
mit GFK-Frontmodul
Diagramm 56: Verlauf der Längskraft bei der Kollision mit 40 km/h
Anhang
130
-500
0
500
1000
1500
2000
2500
0.00 0.05 0.10 0.15 0.20 0.25
Zeit in s
Kra
ft in
kN
ohne GFK-Frontmodul
mit GFK-Frontmodul
Diagramm 57: Verlauf der Längskraft bei der Kollision mit 50 km/h
-500
0
500
1000
1500
2000
2500
0.00 0.05 0.10 0.15 0.20 0.25
Zeit in s
Kra
ft in
kN
ohne GFK-Frontmodul
mit GFK-Frontmodul
Diagramm 58: Verlauf der Längskraft bei der Kollision mit 60 km/h
-500
0
500
1000
1500
2000
2500
0.00 0.05 0.10 0.15 0.20 0.25
Zeit in s
Kra
ft in
kN
ohne GFK-Frontmodul
mit GFK-Frontmodul
Diagramm 59: Verlauf der Längskraft bei der Kollision mit 70 km/h
Anhang
131
-500
0
500
1000
1500
2000
2500
0.00 0.05 0.10 0.15 0.20 0.25
Zeit in s
Kra
ft in
kN
ohne GFK-Frontmodul
mit GFK-Frontmodul
Diagramm 60: Verlauf der Längskraft bei der Kollision mit 80 km/h
-500
0
500
1000
1500
2000
2500
0.00 0.05 0.10 0.15 0.20 0.25
Zeit in s
Kraf
t in
kN
ohne GFK-Frontmodul
mit GFK-Frontmodul
Diagramm 61: Verlauf der Längskraft bei der Kollision mit 90 km/h
-500
0
500
1000
1500
2000
2500
3000
0.00 0.05 0.10 0.15 0.20 0.25
Zeit in s
Kraf
t in
kN
ohne GFK-Frontmodul
mit GFK-Frontmodul
Diagramm 62: Verlauf der Längskraft bei der Kollision mit 100 km/h
Anhang
132
-500
0
500
1000
1500
2000
2500
3000
3500
0.00 0.05 0.10 0.15 0.20 0.25
Zeit in s
Kraf
t in
kN
ohne GFK-Frontmodul
mit GFK-Frontmodul
Diagramm 63: Verlauf der Längskraft bei der Kollision mit 110 km/h