77
© Fraunhofer IPA, IAO, IGB Die Ultraeffizienzfabrik im urbanen Umfeld Verlustfrei produzieren in lebenswerter Umgebung

© Fraunhofer IPA, IAO, IGB
Die Ultraeffizienzfabrik im urbanen Umfeld Verlustfrei
produzieren in lebenswerter Umgebung
Dr.-Ing. Jörg Mandel
2
© Fraunhofer IPA 2015
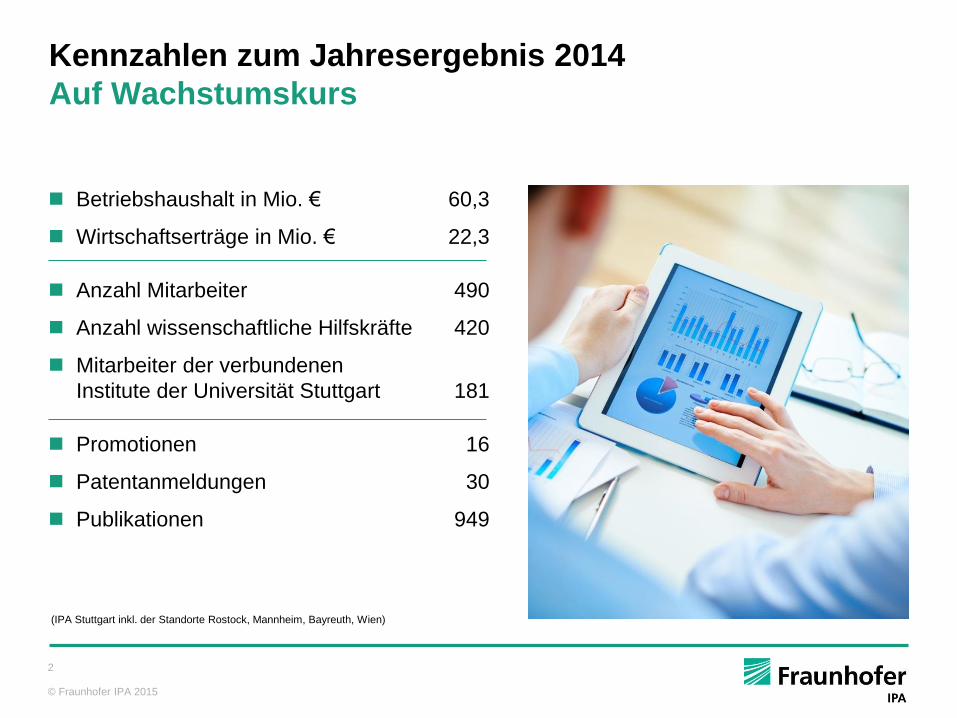
Kennzahlen zum Jahresergebnis 2014
Auf Wachstumskurs
Betriebshaushalt in Mio. € 60,3
Wirtschaftserträge in Mio. € 22,3
Anzahl Mitarbeiter 490
Anzahl wissenschaftliche Hilfskräfte 420
Mitarbeiter der verbundenen
Institute der Universität Stuttgart 181
Promotionen 16
Patentanmeldungen 30
Publikationen 949
(IPA Stuttgart inkl. der Standorte Rostock, Mannheim, Bayreuth, Wien)
3
© Fraunhofer IPA 2015
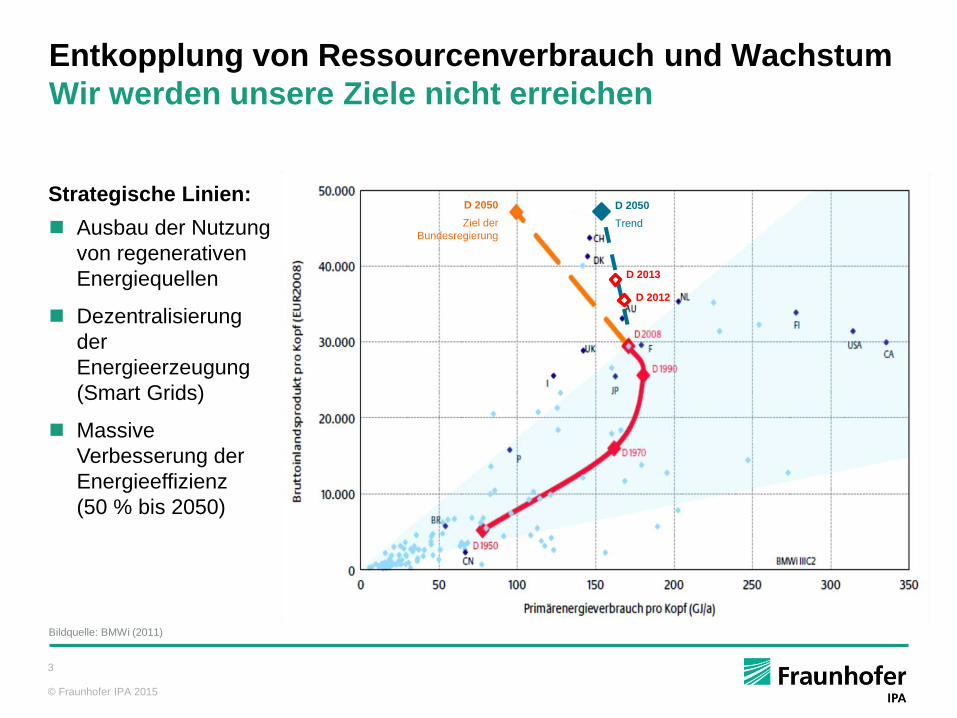
Entkopplung von Ressourcenverbrauch und Wachstum
Wir werden unsere Ziele nicht erreichen
Bildquelle: BMWi (2011)
Strategische Linien:
Ausbau der Nutzung
von regenerativen
Energiequellen
Dezentralisierung
der
Energieerzeugung
(Smart Grids)
Massive
Verbesserung der
Energieeffizienz
(50 % bis 2050)
D 2050
Ziel der
Bundesregierung
D 2050
Trend
D 2012
D 2013
4
© Fraunhofer IPA 2015
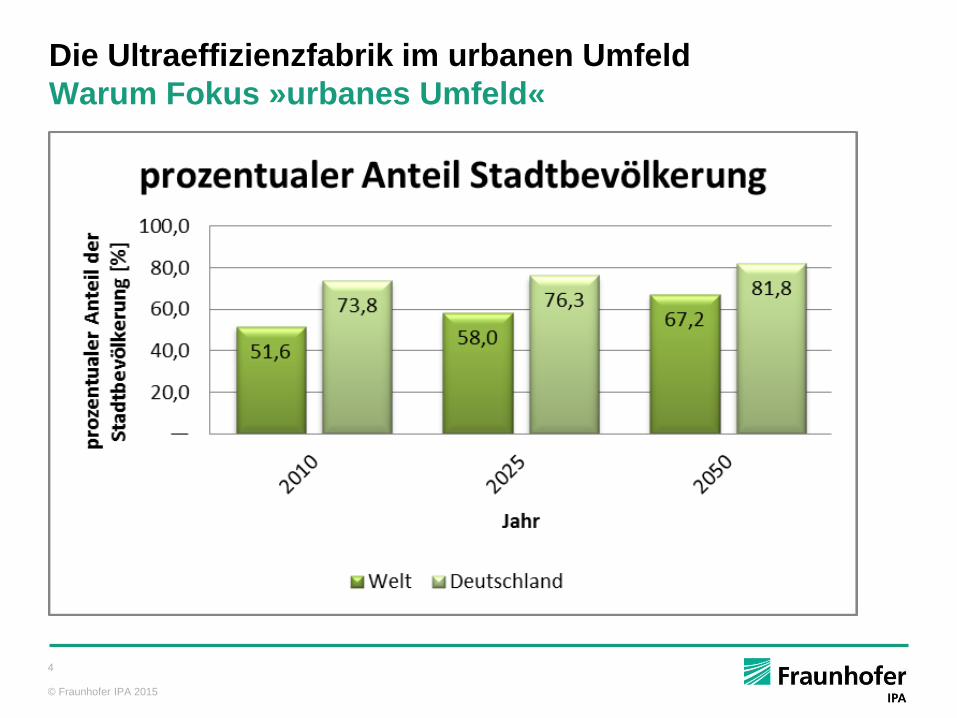
Die Ultraeffizienzfabrik im urbanen Umfeld
Warum Fokus »urbanes Umfeld«
5
© Fraunhofer IPA 2015
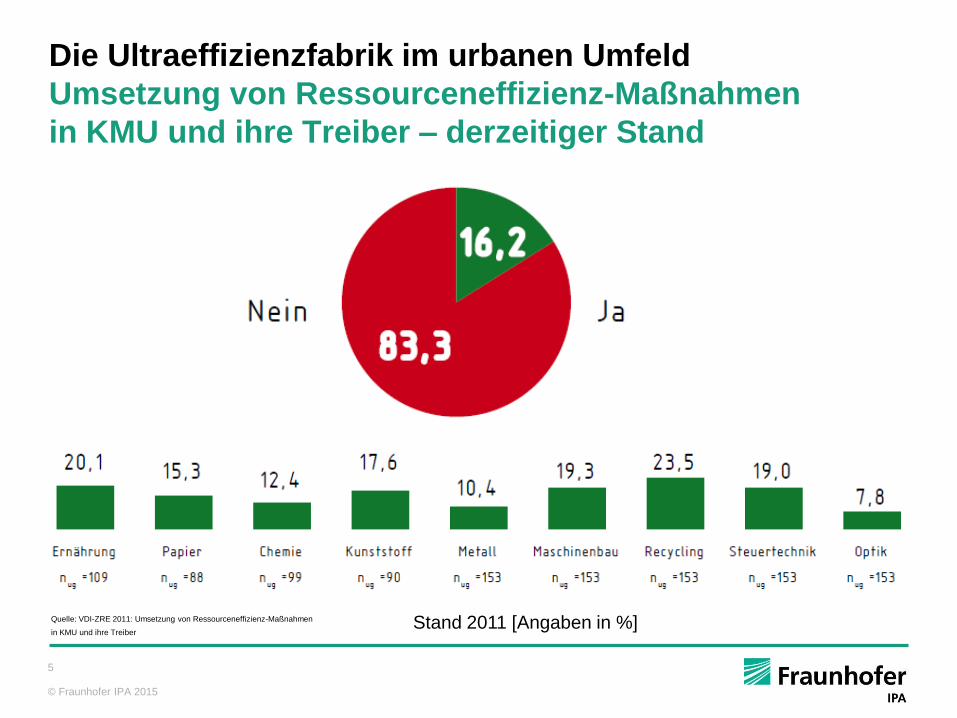
Die Ultraeffizienzfabrik im urbanen Umfeld
Umsetzung von Ressourceneffizienz-Maßnahmen
in KMU und ihre Treiber – derzeitiger Stand
Quelle: VDI-ZRE 2011: Umsetzung von Ressourceneffizienz-Maßnahmen
in KMU und ihre Treiber Stand 2011 [Angaben in %]

6
© Fraunhofer IPA 2015
Die Ultraeffizienzfabrik im urbanen Umfeld
Von der Wertschöpfung zur Wertschaffung
7
© Fraunhofer IPA 2015
Das Projekt: Die Ultraeffizienzfabrik im urbanen Umfeld
Projektkonsortium und Inhalte
Definition von Ultraeffizienz
Entwicklung eines Reifegradmodells
Industrielle Best Practices
Visualisierung und Simulation
Weg zur Ultraeffizienz
EFFEKTIVITÄT
EFFIZIENZ
je weniger,
umso besser
je mehr,
umso besser
8
© Fraunhofer IPA 2015
Die Ultraeffizienzfabrik im urbanen Umfeld
Definition Ultraeffizienz
Verlustfrei produzieren in lebenswerter Umgebung
Die Ultraeffizienzfabrik ist ein neuartiger Ansatz, um effizient mit so wenig Material und Energie wie nötig effektiv zu produzieren.
Material und Energie fließen im Kreislauf und dienen immer wieder als Ausgangspunkt der Produktion.
Die anpassungsfähige, emissionsfreie Fabrik sichert ein ökologisches und soziales Umfeld, integriert in die urbane Umgebung.
9
© Fraunhofer IPA 2015
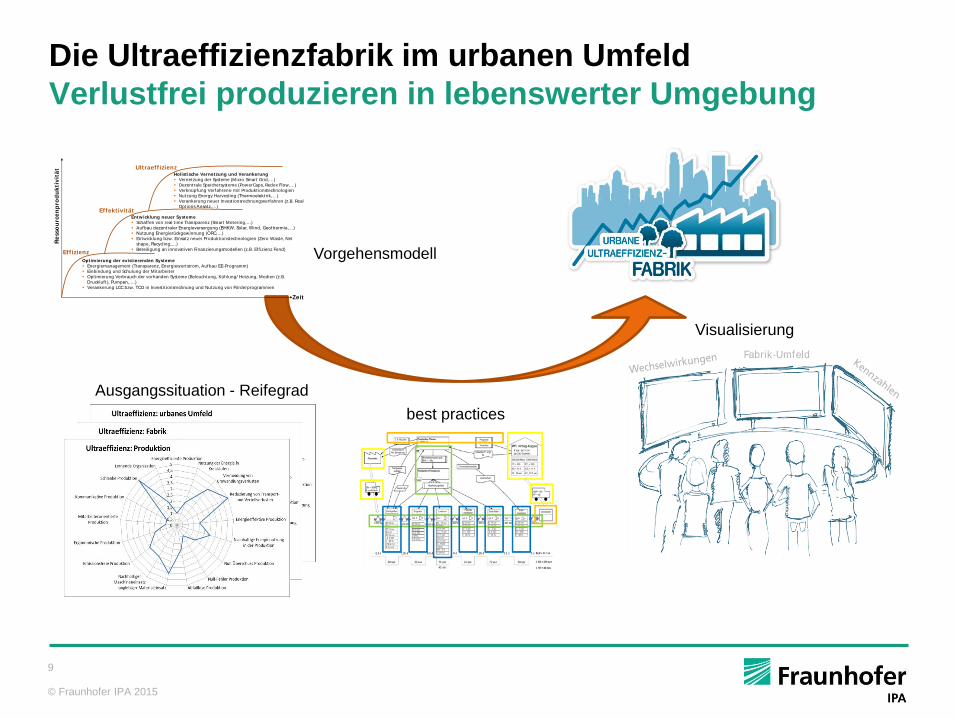
Die Ultraeffizienzfabrik im urbanen Umfeld
Verlustfrei produzieren in lebenswerter Umgebung
Fabrik-Umfeld
Vorgehensmodell
Ausgangssituation - Reifegrad
best practices
Visualisierung
Eff izienz
Optimierung der exist ierenden Systeme
Energiemanagement (Transparenz, Energiewertstrom, Aufbau EE-Programm)
Einbindung und Schulung der Mitarbeiter
Opt imierung Verbrauch der vorhanden Systeme (Beleuchtung, Kühlung/ Heizung, Medien (z.B.
Druckluf t ), Pumpen,….)
Verankerung LCC bzw. TCO in Invest it ionsrechnung und Nutzung von Förderprogrammen
Effekt ivitätEntw icklung neuer Systeme
Schaffen von real t ime Transparenz (Smart Metering,…)
Aufbau dezentraler Energieversorgung (BHKW, Solar, Wind, Geothermie,…)
Nutzung Energierückgewinnung (ORC,…)
Entwicklung bzw. Einsatz neuer Produkt ionstechnologien (Zero Waste, Net
shape, Recycling,…)
Beteiligung an innovat iven Finanzierungsmodellen (z.B. Eff izienz Fond)
Ultraeff izienzHolist ische Vernetzung und Verankerung
Vernetzung der Systeme (Micro Smart Grid,…)
Dezentrale Speichersysteme (PowerCaps, Redox Flow,…)
Verknüpfung Verfahrens- mit Produkt ionstechnologien
Nutzung Energy Harvest ing (Thermoelekt rik,…)
Verankerung neuer Invest ionsrechnungsverfahren (z.B. Real
Opt ions Ansatz,…)
Zeit
Re
sso
urc
en
pro
du
kti
vit
ät
10
© Fraunhofer IPA 2015
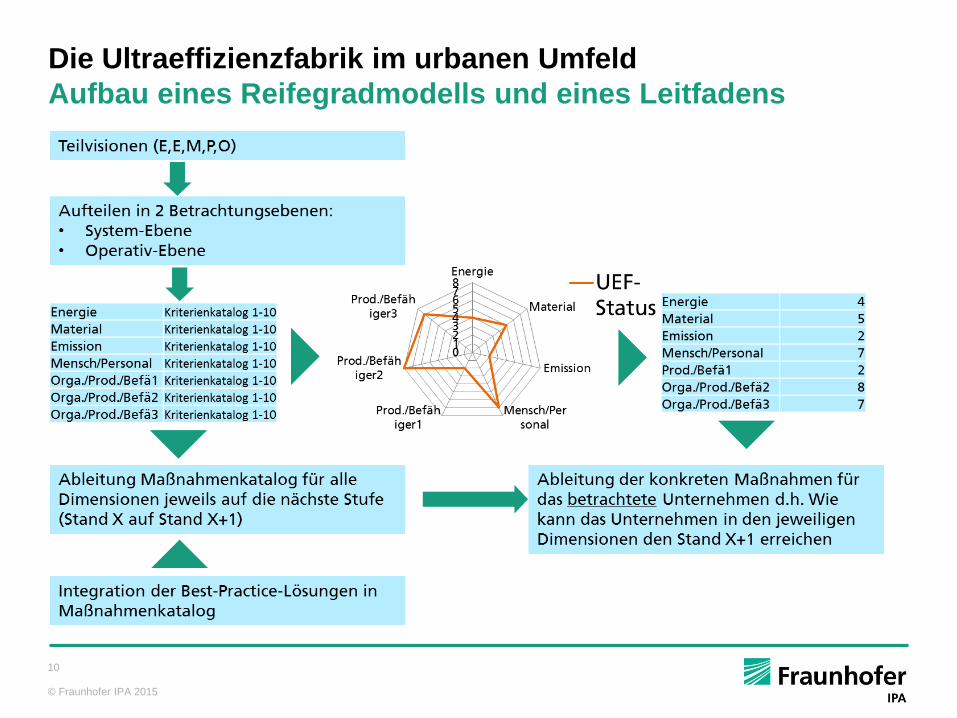
Die Ultraeffizienzfabrik im urbanen Umfeld
Aufbau eines Reifegradmodells und eines Leitfadens
11
© Fraunhofer IPA 2015
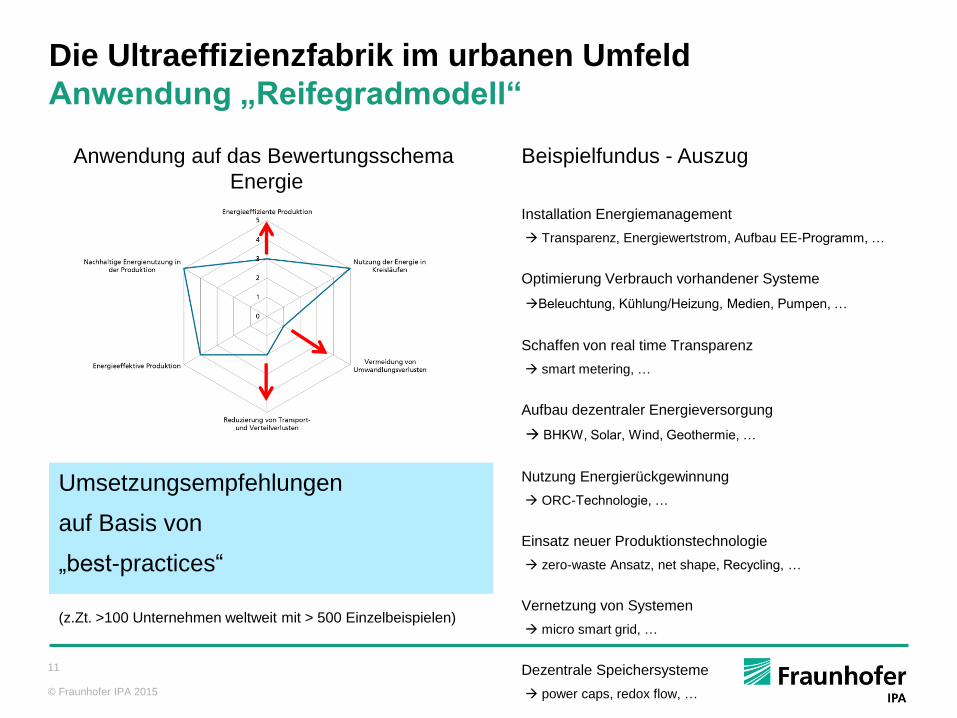
Die Ultraeffizienzfabrik im urbanen Umfeld
Anwendung „Reifegradmodell“
Umsetzungsempfehlungen
auf Basis von
„best-practices“
(z.Zt. >100 Unternehmen weltweit mit > 500 Einzelbeispielen)
Beispielfundus - Auszug
Installation Energiemanagement
Transparenz, Energiewertstrom, Aufbau EE-Programm, …
Optimierung Verbrauch vorhandener Systeme
Beleuchtung, Kühlung/Heizung, Medien, Pumpen, …
Schaffen von real time Transparenz
smart metering, …
Aufbau dezentraler Energieversorgung
BHKW, Solar, Wind, Geothermie, …
Nutzung Energierückgewinnung
ORC-Technologie, …
Einsatz neuer Produktionstechnologie
zero-waste Ansatz, net shape, Recycling, …
Vernetzung von Systemen
micro smart grid, …
Dezentrale Speichersysteme
power caps, redox flow, …
Verknüpfung Verfahrens- mit Prod.technologie
energy harvesting, Thermoelektrik, …
Anwendung auf das Bewertungsschema
Energie
12
© Fraunhofer IPA 2015
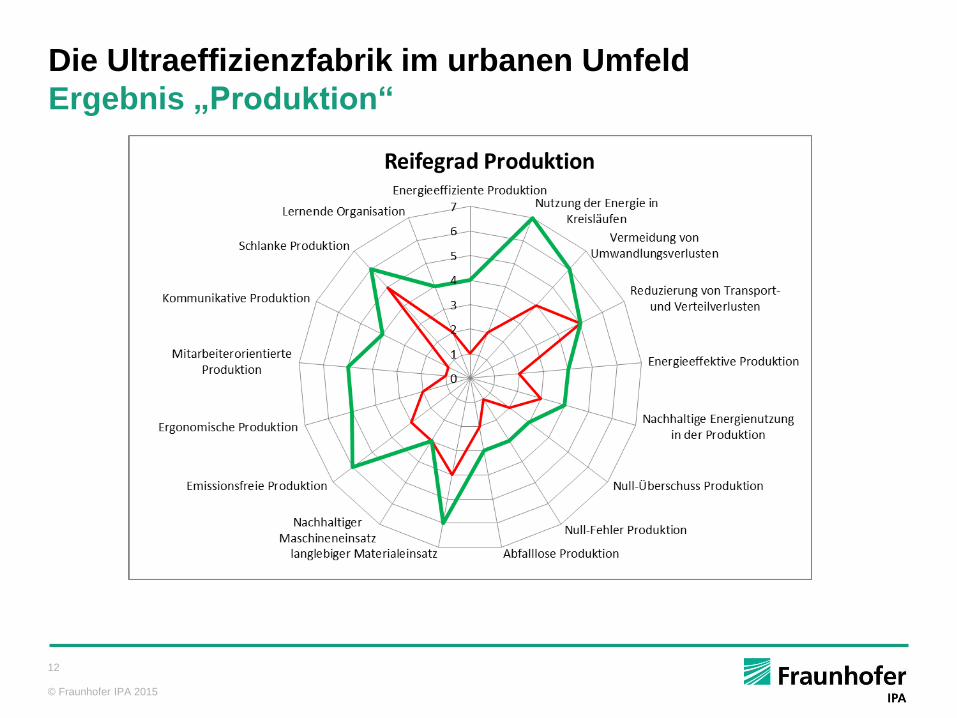
Die Ultraeffizienzfabrik im urbanen Umfeld
Ergebnis „Produktion“
13
© Fraunhofer IPA 2015
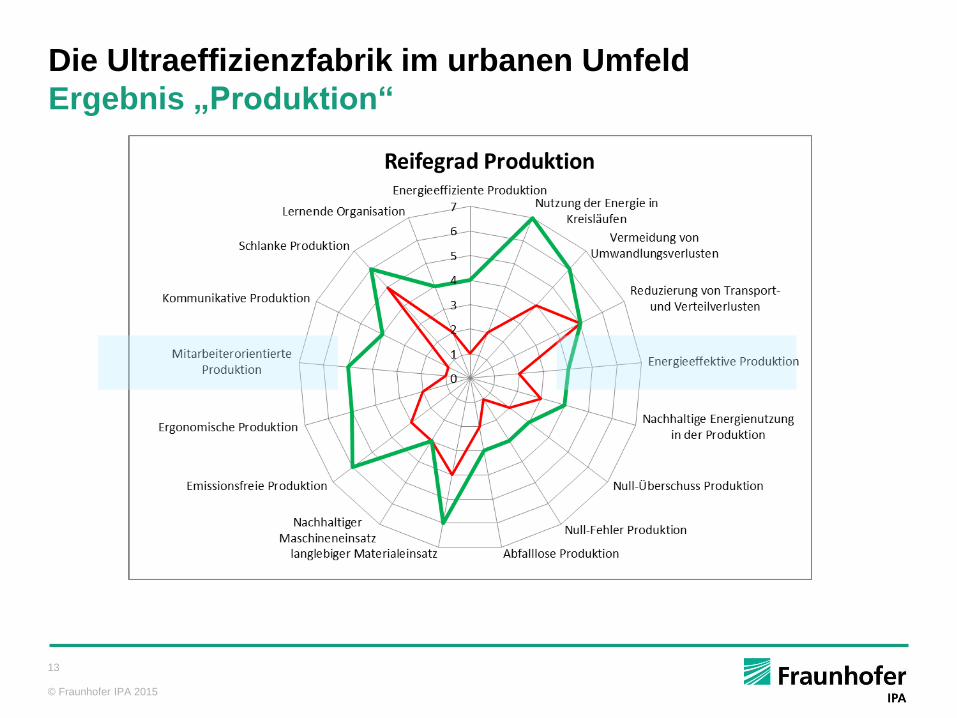
Die Ultraeffizienzfabrik im urbanen Umfeld
Ergebnis „Produktion“
14
© Fraunhofer IPA 2015
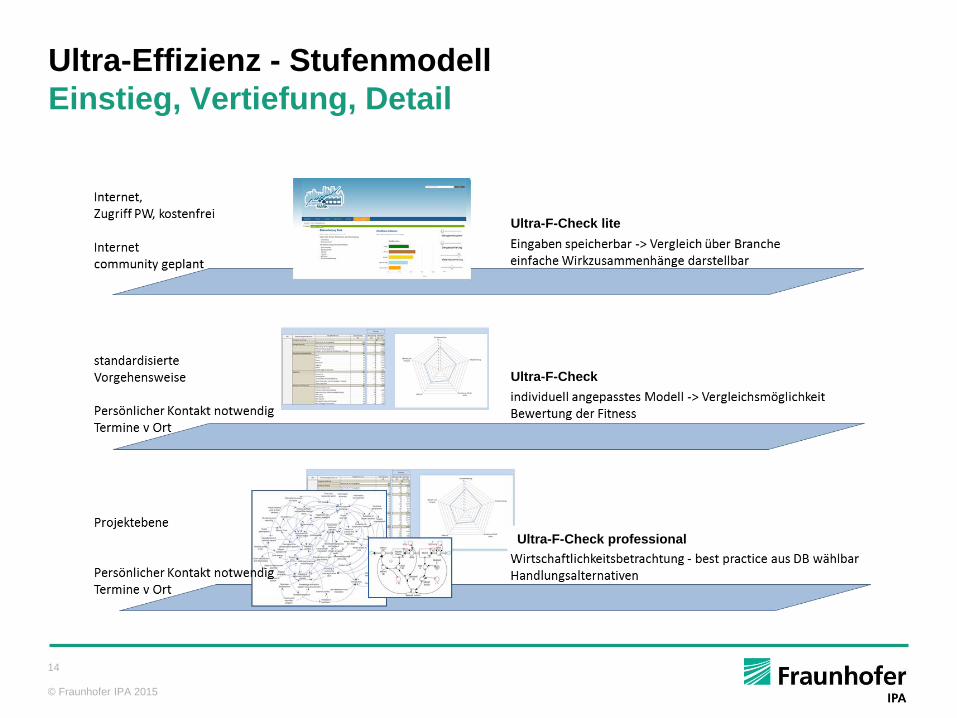
Ultra-Effizienz - Stufenmodell
Einstieg, Vertiefung, Detail
Ultra-F-Check lite
Ultra-F-Check
Ultra-F-Check professional
15
© Fraunhofer IPA 2015
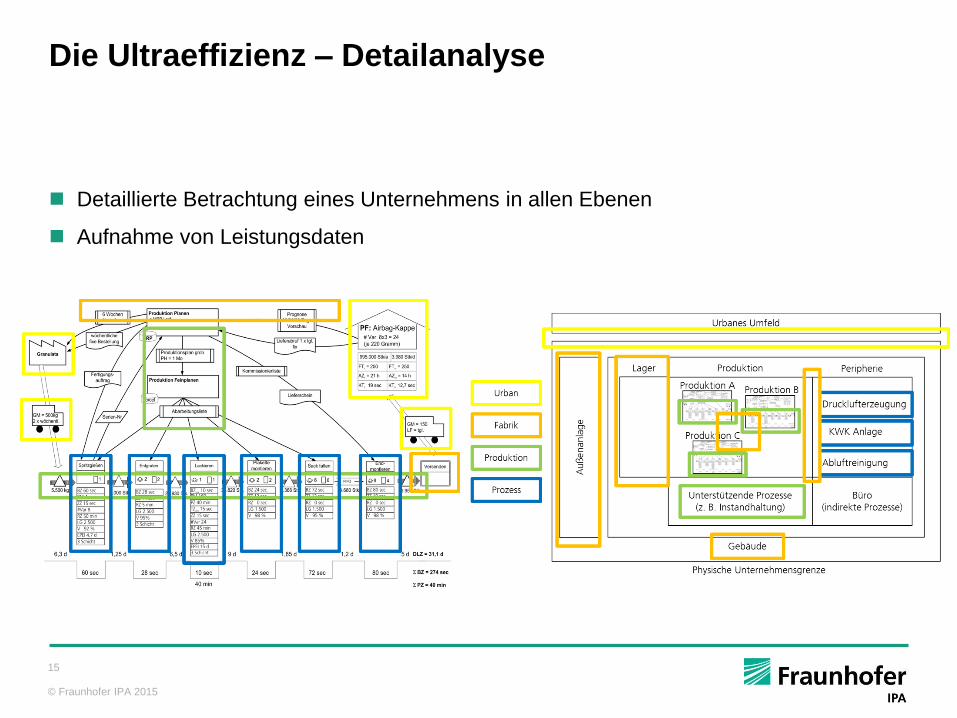
Die Ultraeffizienz – Detailanalyse
Detaillierte Betrachtung eines Unternehmens in allen Ebenen
Aufnahme von Leistungsdaten
16
© Fraunhofer IPA 2015
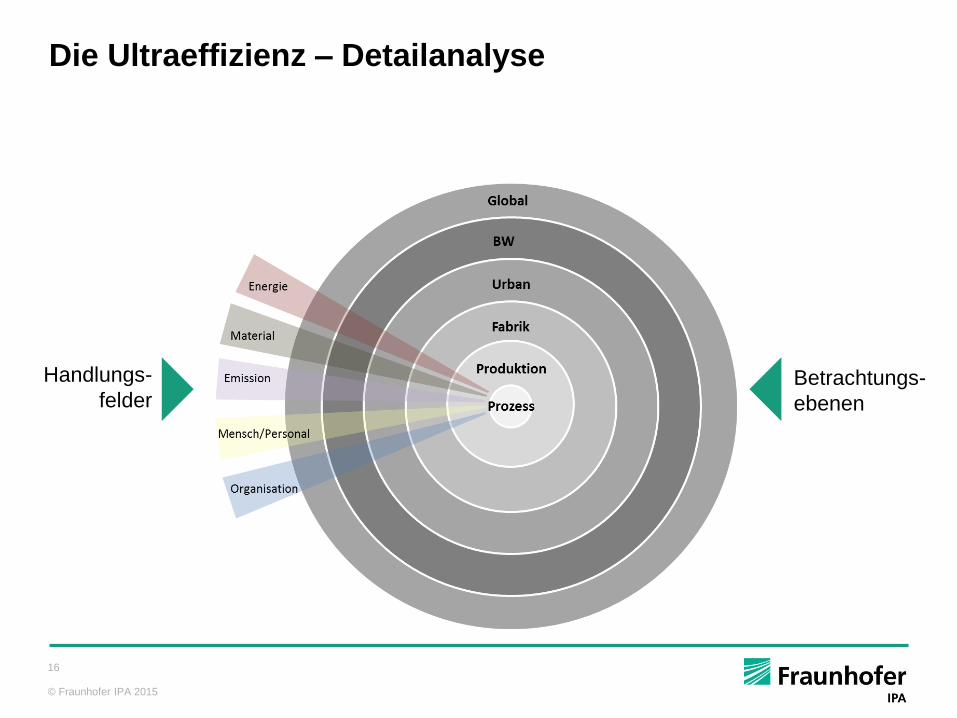
Betrachtungs-
ebenen
Handlungs-
felder
Die Ultraeffizienz – Detailanalyse
17
© Fraunhofer IPA 2015
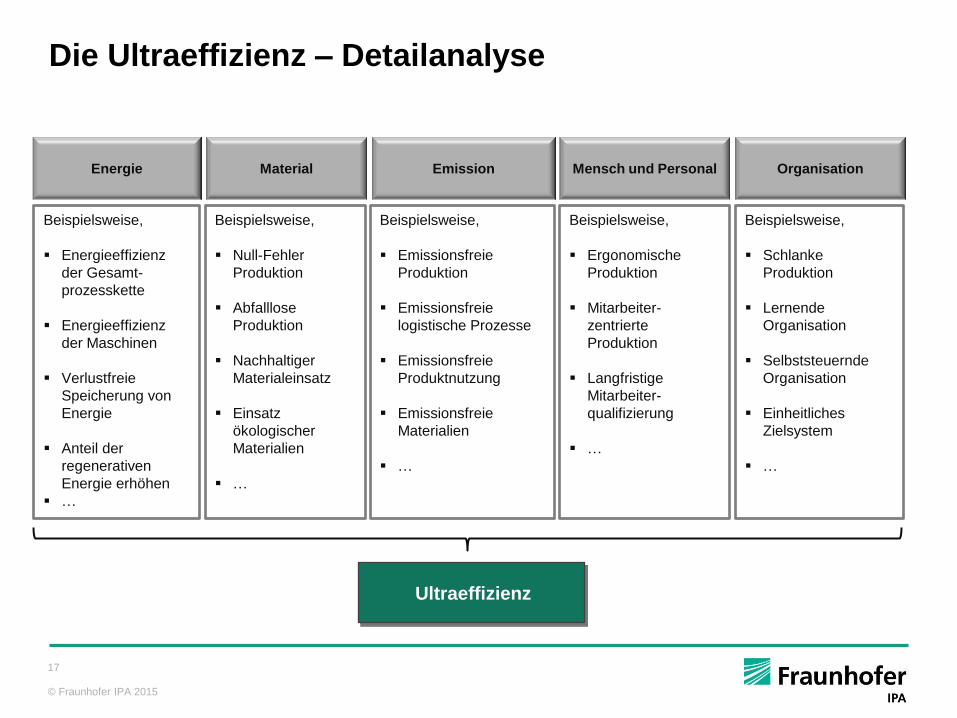
Ultraeffizienz
Energie Material Emission Mensch und Personal Organisation
Beispielsweise,
Energieeffizienz
der Gesamt-
prozesskette
Energieeffizienz
der Maschinen
Verlustfreie
Speicherung von
Energie
Anteil der
regenerativen
Energie erhöhen
…
Beispielsweise,
Null-Fehler
Produktion
Abfalllose
Produktion
Nachhaltiger
Materialeinsatz
Einsatz
ökologischer
Materialien
…
Beispielsweise,
Emissionsfreie
Produktion
Emissionsfreie
logistische Prozesse
Emissionsfreie
Produktnutzung
Emissionsfreie
Materialien
…
Beispielsweise,
Ergonomische
Produktion
Mitarbeiter-
zentrierte
Produktion
Langfristige
Mitarbeiter-
qualifizierung
…
Beispielsweise,
Schlanke
Produktion
Lernende
Organisation
Selbststeuernde
Organisation
Einheitliches
Zielsystem
…
Die Ultraeffizienz – Detailanalyse
18
© Fraunhofer IPA 2015
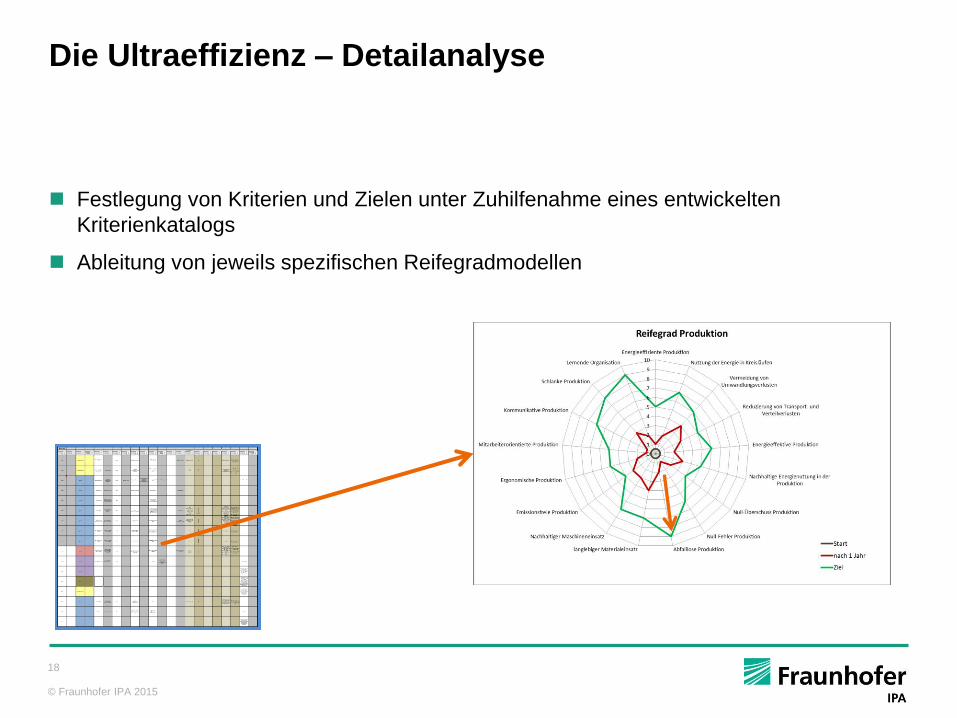
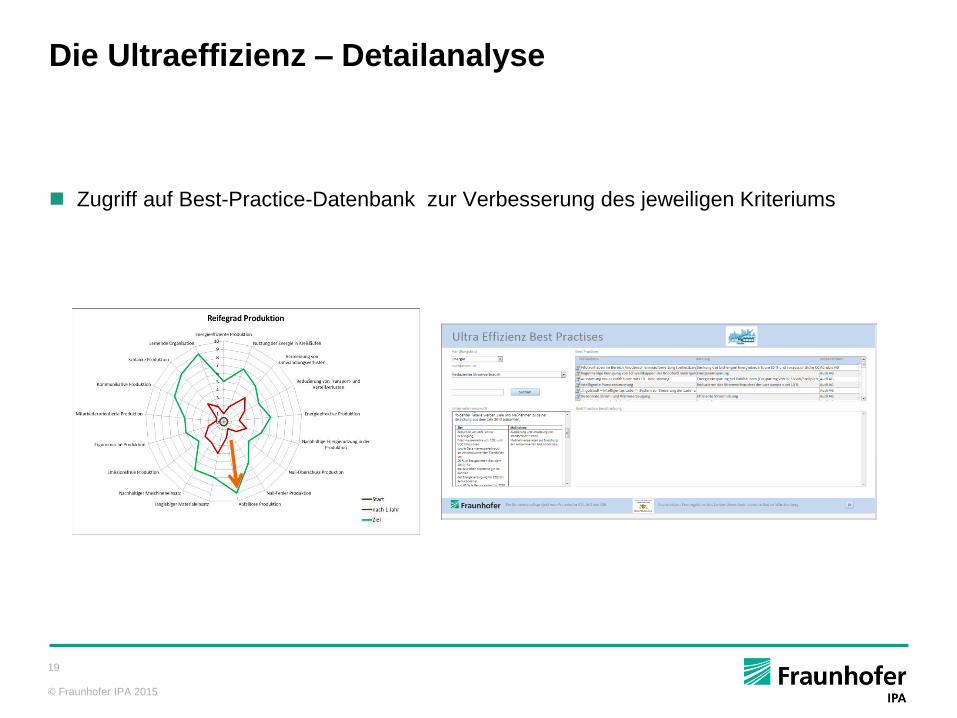
Die Ultraeffizienz – Detailanalyse
Festlegung von Kriterien und Zielen unter Zuhilfenahme eines entwickelten
Kriterienkatalogs
Ableitung von jeweils spezifischen Reifegradmodellen
19
© Fraunhofer IPA 2015
Zugriff auf Best-Practice-Datenbank zur Verbesserung des jeweiligen Kriteriums
Die Ultraeffizienz – Detailanalyse
20
© Fraunhofer IPA 2015
Ultraeffizienzfabrik
Nutzen für Ihr Unternehmen
Ausschöpfung des Innovationspotenzials, da über das Bestehende hinaus gedacht wird Innovative Geschäftsmodelle (z.B. produktionsnahe Dienstleistungen)
Ganzheitliche Optimierung der Wertschöpfung
Erarbeitung des Gesamtoptimums über alle Handlungsfelder und Ebenen
Verschwendungsarme Prozesse
Betrachtung des gesamten Fabrik-Produktlebenszyklus
Verbesserung der Wettbewerbssituation
Wissensvorsprung gegenüber der Konkurrenz
Vorteil beim „Ringen“ um Fachkräfte (saubere Fabrik)
Kostenreduktion durch Steigerung der Ressourcenproduktivität
Senkung von Energie- und Materialkosten
Eliminierung von Abfall, Abluft und Abwasser in der Produktion
Soziale Verantwortung
Mitarbeiterzentrierte Fabrik
Vorbereitung auf zukünftige Entwicklungen wie Demographie, Fachkräftemangel und weitere Verstädterung
Einhaltung regulatorischer Richtlinien (z.B. Herstellerverantwortung) Synergien und Symbiosen mit dem urbanen Umfeld
21
© Fraunhofer IPA 2015
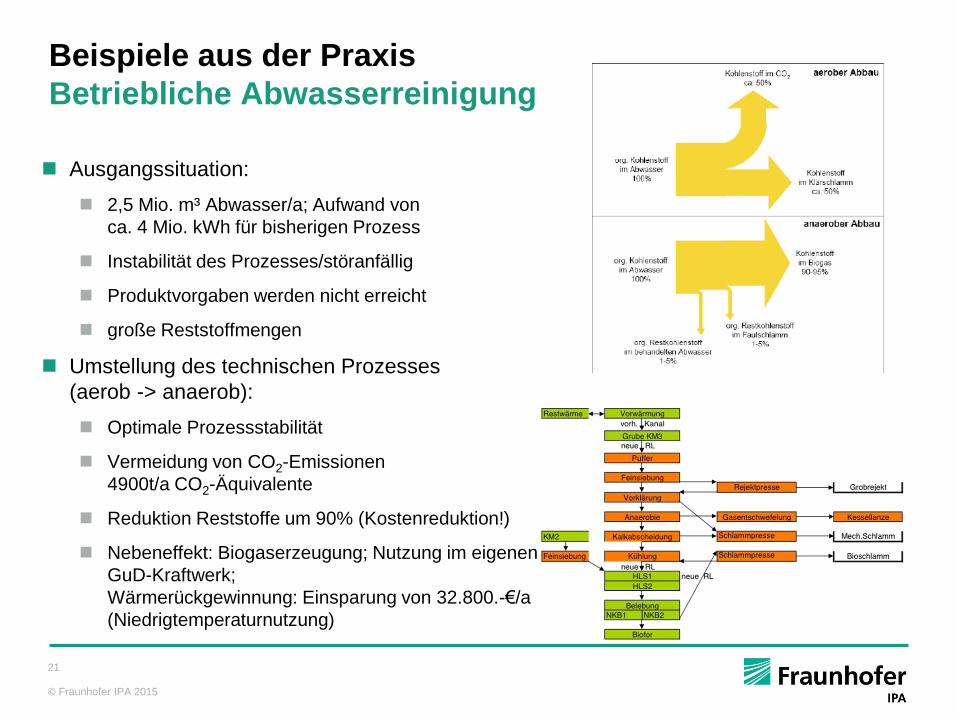
Beispiele aus der Praxis
Betriebliche Abwasserreinigung
Ausgangssituation:
2,5 Mio. m³ Abwasser/a; Aufwand von
ca. 4 Mio. kWh für bisherigen Prozess
Instabilität des Prozesses/störanfällig
Produktvorgaben werden nicht erreicht
große Reststoffmengen
Umstellung des technischen Prozesses
(aerob -> anaerob):
Optimale Prozessstabilität
Vermeidung von CO2-Emissionen
4900t/a CO2-Äquivalente
Reduktion Reststoffe um 90% (Kostenreduktion!)
Nebeneffekt: Biogaserzeugung; Nutzung im eigenen
GuD-Kraftwerk;
Wärmerückgewinnung: Einsparung von 32.800.-€/a
(Niedrigtemperaturnutzung)
22
© Fraunhofer IPA 2015
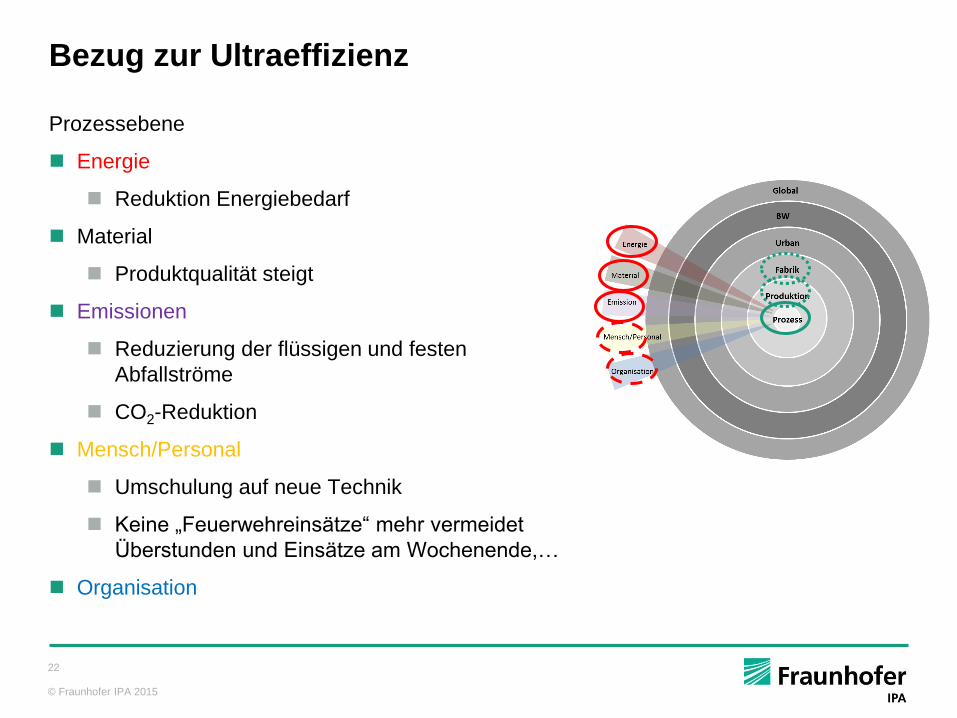
Bezug zur Ultraeffizienz
Prozessebene
Energie
Reduktion Energiebedarf
Material
Produktqualität steigt
Emissionen
Reduzierung der flüssigen und festen
Abfallströme
CO2-Reduktion
Mensch/Personal
Umschulung auf neue Technik
Keine „Feuerwehreinsätze“ mehr vermeidet
Überstunden und Einsätze am Wochenende,…
Organisation

23
© Fraunhofer IPA 2015
Die Ultraeffizienzfabrik im urbanen Umfeld
Kontakt
Dr. Jörg Mandel, Fraunhofer IPA
Tel.: 0711 970 - 1980

„Ultraeffizienz“ Umsetzung am Beispiel einer neuen Fertigung
Würth Elektronik Standort Niedernhall
29.09.2015 Seite 1 www.we-online.de
Dr. Klaus Wolfer
07. 10. 2015
März 2015 · Seite 3 www.we-online.de
Die Unternehmensgruppe Würth –
Eine starke Familie
�� Meilenstein 2014 erreicht: 10 Mrd. EUR Umsatz
�� 66.000 Mitarbeiter weltweit
�� Über 400 Gesellschaften in über 80 Ländern
�� Familienunternehmen seit 1945

März 2015 · Seite 4 www.we-online.de
��Standard & Multilayer ��Starrflex��Microvia HDI ��Signalintegrität ��Embedding��Wärmemanagement��Drahtbonden��Printed Polymer
Die Würth Elektronik Unternehmensgruppe
Intelligent Connecting Systems
Intelligente Systeme
EMC & Inductive Solutions
Elektronische & Elektro-mechanische Bauelemente
Circuit Board Technology
Leiterplatten
�� Powermanagement��Signalübertragung��Steuerungen��Anzeige- & Bedienfelder��Steckverbinder-Technologie SKEDD
�� EMC Komponenten��Kondensatoren��Induktivitäten��HF-Induktivitäten und LTCC-Bauteile��Transformatoren�� Bauelemente für Schaltungsschutz�� Power Module��LEDs�� Steckverbinder�� Schalter & Taster�� Stromversorgungselemente in Einpresstechnik��Sicherungshalter und Verbindungstechnik
527 Mio. Euro Umsatz & 7.500 Mitarbeiter in 2014

www.we-online.deMärz 2015
Würth ElektronikCircuit Board Technology
Leiterplattenfertigung
29.09.2015 Seite 2 www.we-online.de
Ausgangsprodukt
Kupferkaschiertes, glasfaserverstärktes Epoxidharz
Man unterscheidet
• Doppelseitige Leiterplatte (DS)
• Multilayer (mehrere Lagen verpreßt) (ML)

Komplexe Fertigung
29.09.2015 Seite 3 www.we-online.de
Doppelseitige Leiterplatte
54 Einzelprozesse, davon 36 Nassprozesse
Abwasseranfall: 130 – 160 l/m² Leiterplatte
10 lagiger Multilayer
114 Einzelprozesse, davon 72 Nassprozesse
Abwasseranfall: 300 – 350 l/m² Leiterplatte
Materialfluss und Personaleffizienz
29.09.2015 Seite 4 www.we-online.de
Alte Fertigung:
Jeder Prozessschritt mit Ein- und Ausstapler
Transport von Linie zu Linie mit Transportwagen
Steuerung der Anlagen nach Vorgaben aus Begleitpapieren
durch die Mitarbeiter
Zwischenkontrolle durch Mitarbeiter
Prozessparameter werden 1 – 3 x pro Tag analytisch
überprüft
Materialfluss und Personaleffizienz
29.09.2015 Seite 5 www.we-online.de
Neue Fertigung:
Prozessschritte über die gesamte Abteilung vernetzt
Vorgaben für die Maschinen kommen aus dem System
Jeder Fertigungsnutzen ist mit einem Data Matrix Code
gekennzeichnet
Kamera liest DMC, holt das Rezept aus dem
Fertigungssteuerungssystem und steuert so jeden
Prozessschritt spezifisch
Prozesse werden über physikalische Kenngrößen geregelt
und der Analysenaufwand auf ein Mindestmaß begrenzt.
Ziel: 1 Analyse pro Prozessschritt pro Woche
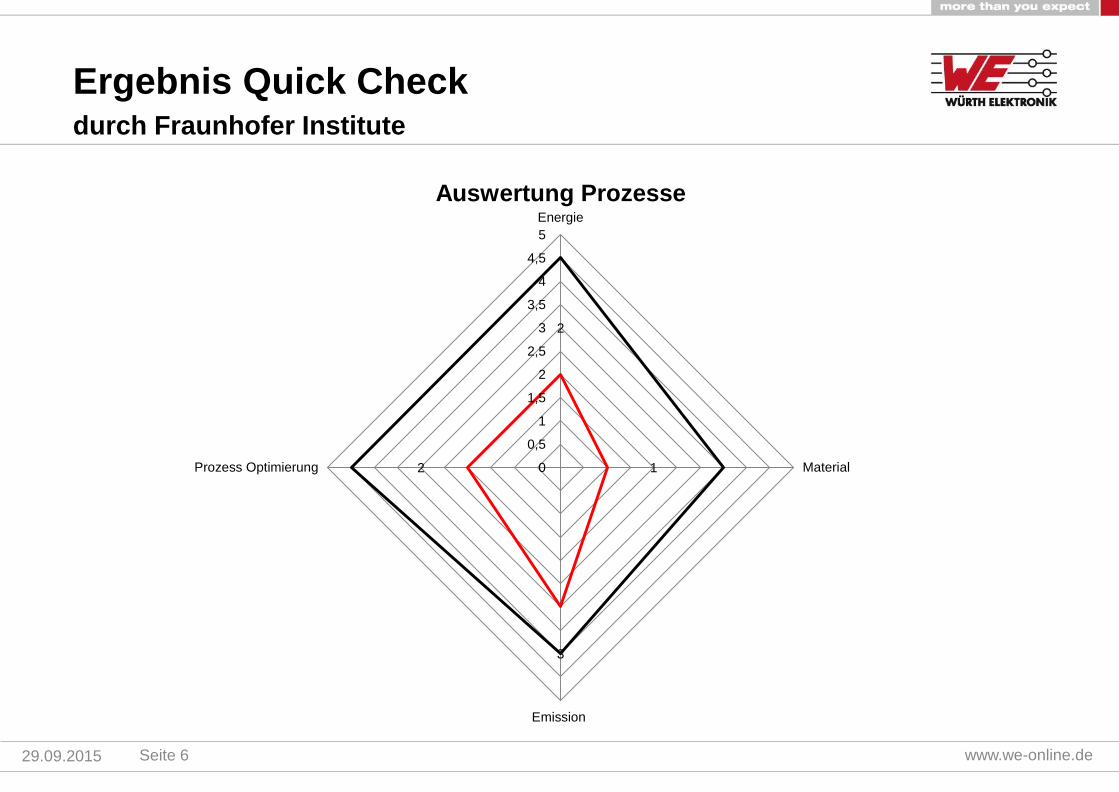
Ergebnis Quick Check durch Fraunhofer Institute
29.09.2015 Seite 6 www.we-online.de
2
1
3
2 0
0,5
1
1,5
2
2,5
3
3,5
4
4,5
5
Energie
Material
Emission
Prozess Optimierung
Auswertung Prozesse
Energieeffizienz
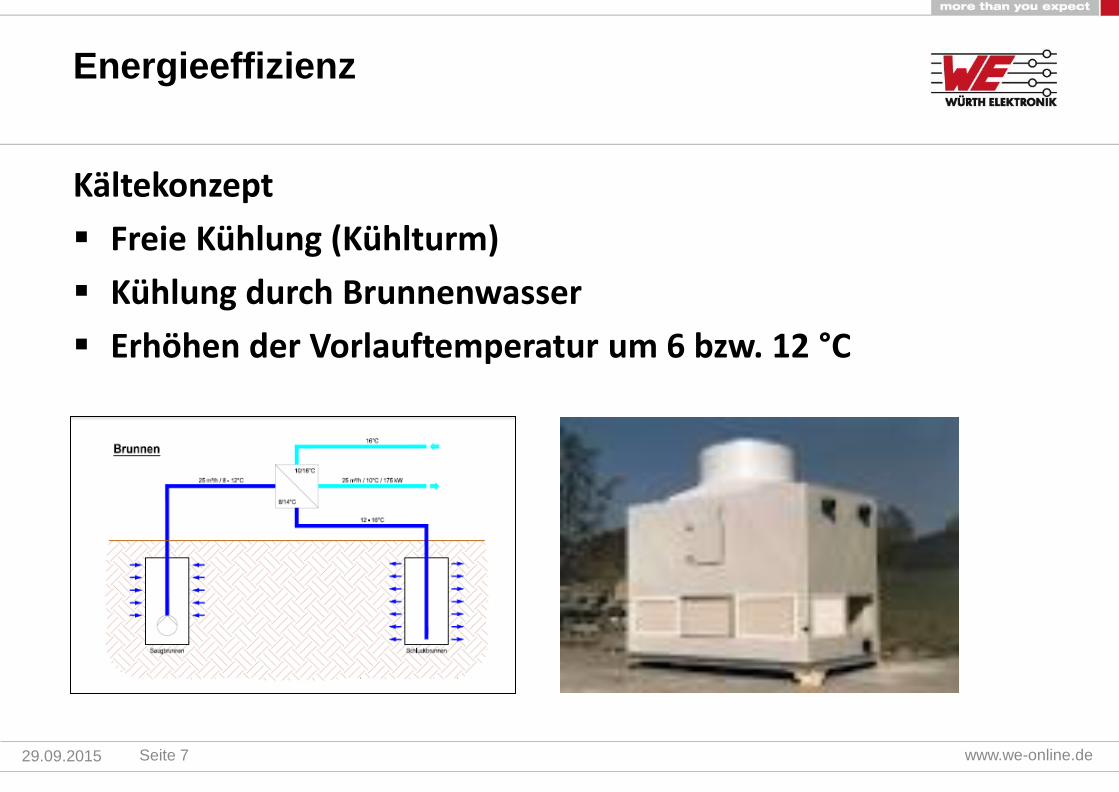
29.09.2015 Seite 7 www.we-online.de
Kältekonzept
Freie Kühlung (Kühlturm)
Kühlung durch Brunnenwasser
Erhöhen der Vorlauftemperatur um 6 bzw. 12 °C
Energieeffizienz
29.09.2015 Seite 8 www.we-online.de
Wärmekonzept
Blockheizkraftwerk
Wärmerückgewinnung (WRG) aus Kompressoren
WRG aus Kühlpressen
WRG aus der Abluft
Prozessheizung direkt mit Gas oder Warmwasserheizung, keine elektrischen Heizungen mehr, wo irgend möglich
Energieeffizienz
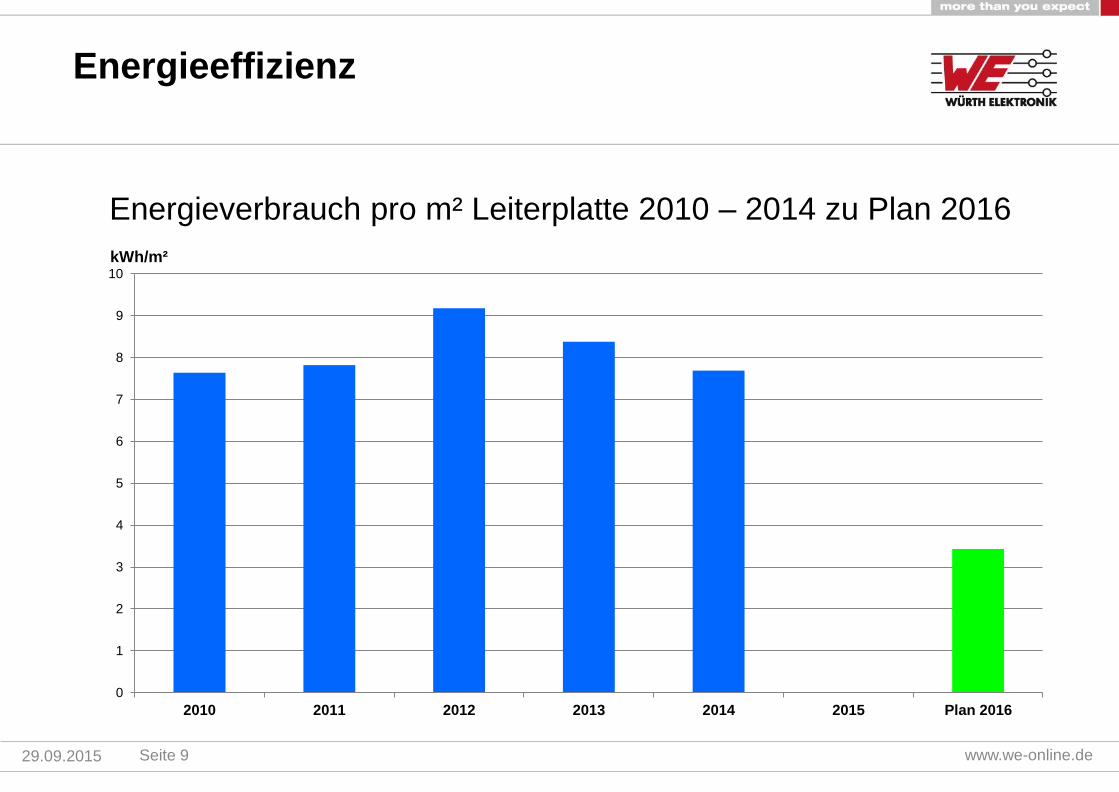
29.09.2015 Seite 9 www.we-online.de
0
1
2
3
4
5
6
7
8
9
10
2010 2011 2012 2013 2014 2015 Plan 2016
kWh/m²
Energieverbrauch pro m² Leiterplatte 2010 – 2014 zu Plan 2016

Materialeffizienz
So viel wie nötig, so wenig wie möglich
29.09.2015 Seite 10 www.we-online.de
• Geregelte Prozesse über physikalische Kenngrößen, wie Leitwert,
pH-Wert, Schallgeschwindigkeit, Dichte, Redoxpotential,
Konzentration (Photometer) usw.
• Keine manuellen Änderungen der Prozesstechnik möglich –
Änderungen nur über Rezeptverwaltung durch den
Prozessverantwortlichen
• Geregelte Wasserzuläufe (Leitwert oder Dosierbehälter),
bedeutet: Keine Ware – kein Wasserverbrauch – siehe Beispiel 1
• Standzeitverlängerung, wo möglich, siehe Beispiel 2
• Recycling, wo möglich, siehe Beispiel 3
• Ersatz durch alternative Prozesstechnik, siehe Beispiel 4
Materialeffizienz
Spülwasserkonzept
29.09.2015 Seite 11 www.we-online.de
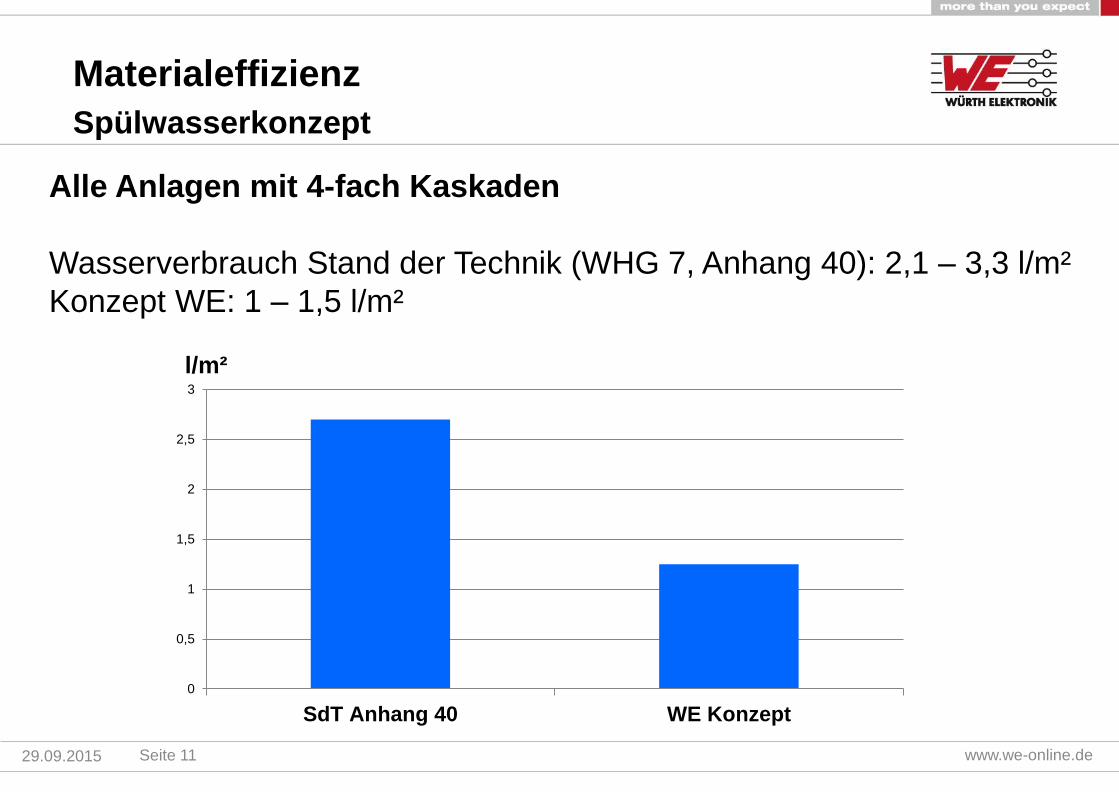
Alle Anlagen mit 4-fach Kaskaden
Wasserverbrauch Stand der Technik (WHG 7, Anhang 40): 2,1 – 3,3 l/m²
Konzept WE: 1 – 1,5 l/m²
0
0,5
1
1,5
2
2,5
3
SdT Anhang 40 WE Konzept
l/m²
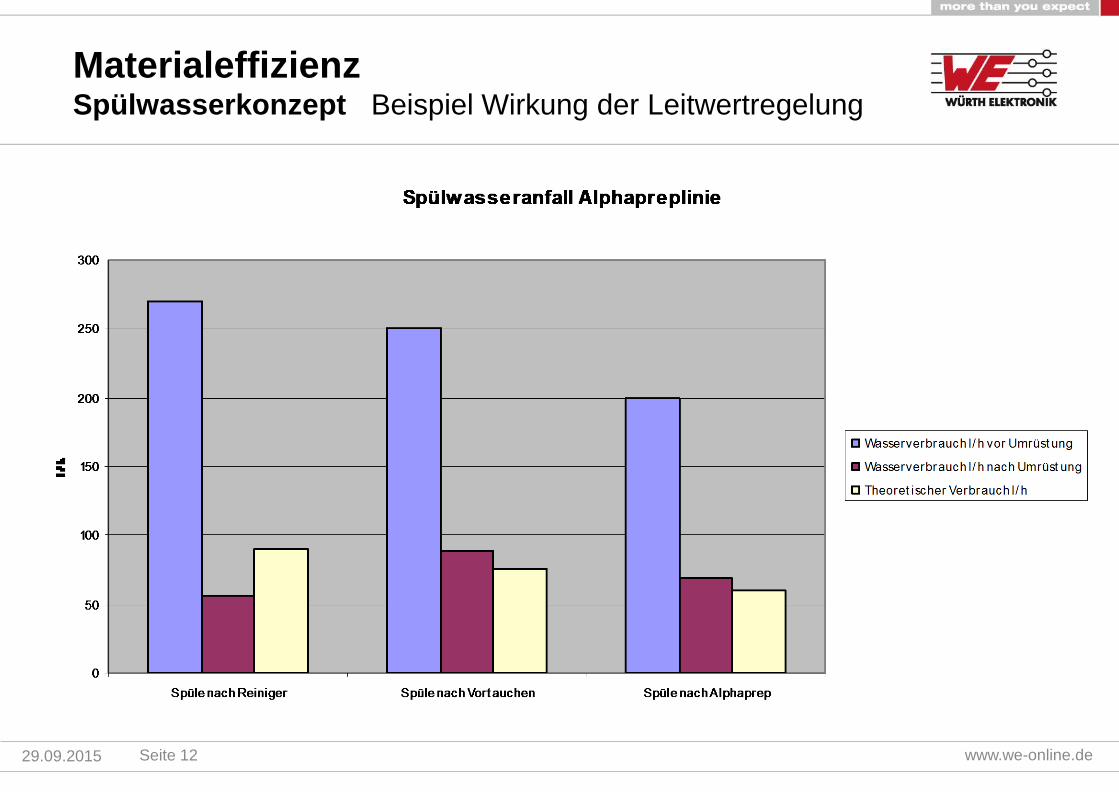
Materialeffizienz Spülwasserkonzept Beispiel Wirkung der Leitwertregelung
29.09.2015 Seite 12 www.we-online.de
Materialeffizienz Standzeitverlängerung
29.09.2015 Seite 13 www.we-online.de
Standzeitverlängerung in Aktivbädern in der Leiterplattentechnik
kaum möglich
Spülen müssen mindesten 1 x pro Woche neu angesetzt werden.
Ursache der Verschmutzung: Keimwachstum
Neues Verfahren: AGXX - Ziel Standzeitverlängerung Faktor 4
1. Ausbildung eines mikroelektrischen Feldes zwischen den diskreten
Mikroelektroden
2. Entstehung von reaktiven Sauerstoffspezies (ROS) an katalytischen Zentren
durch O2 -Reduktion an AGXX-Kathoden
3. Oxidation (Abtötung) von Mikroorganismen durch Elektronenabgabe an die
redoxaktiven Zentren des Halbleiters (AGXX-Anoden)
Materialeffizienz Standzeitverlängerung
29.09.2015 Seite 14 www.we-online.de
• Kein Einsatz von umweltbelastenden Bioziden
• Keine gesundheitlichen Belastungen
• Sichere antimikrobielle Wirkung bei Kontakt mit allen wässrigen Lösungen
• Wirkprinzip ohne Nanosilber, ohne Silberionen
• Keine Resistenzbildungen
• Kein Energieverbrauch
• Einfaches Nachrüsten bestehender Systeme (Drop-In oder By-Pass)
• Standzeiterhöhung der verwendeten Prozessflüssigkeiten
• Reduktion wartungsbedingter Ausfallzeiten

Materialeffizienz Standzeitverlängerung
29.09.2015 Seite 15 www.we-online.de
Nickelspülen nach 5 Tagen Produktion
Materialeffizienz
Kupfer- und Ätzmittelrecycling
29.09.2015 Seite 16 www.we-online.de
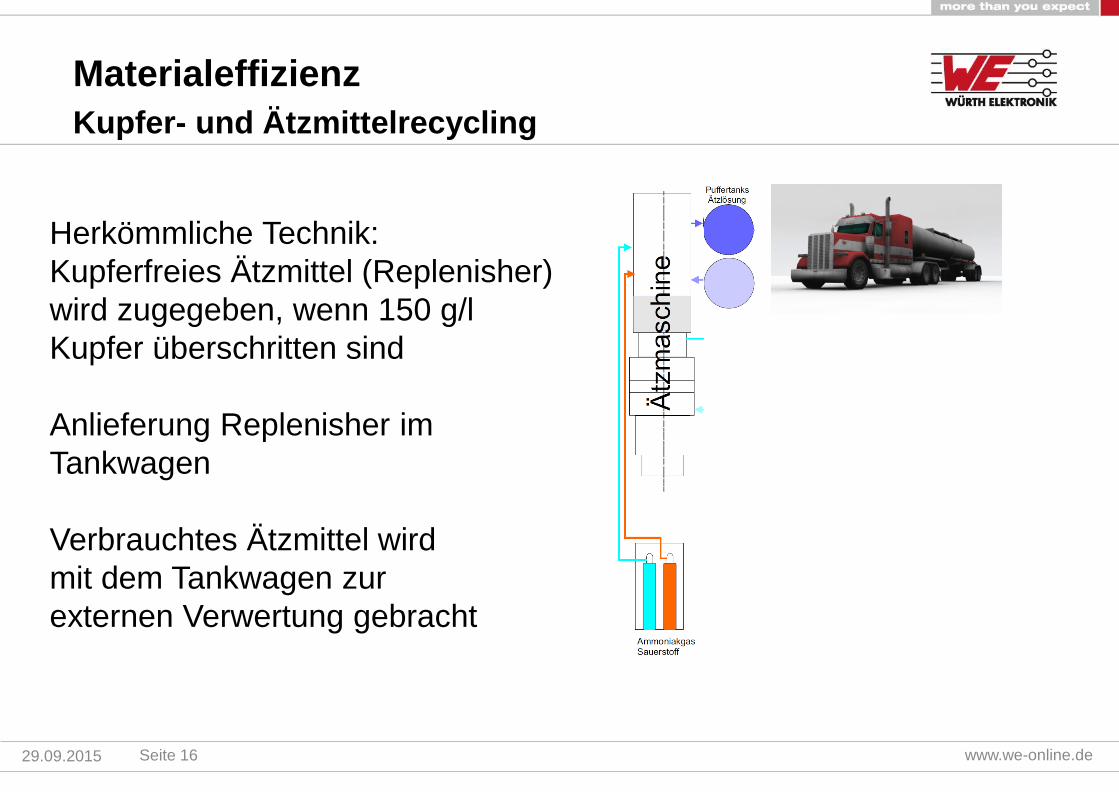
Herkömmliche Technik:
Kupferfreies Ätzmittel (Replenisher)
wird zugegeben, wenn 150 g/l
Kupfer überschritten sind
Anlieferung Replenisher im
Tankwagen
Verbrauchtes Ätzmittel wird
mit dem Tankwagen zur
externen Verwertung gebracht
Materialeffizienz
Kupfer- und Ätzmittelrecycling
29.09.2015 Seite 17 www.we-online.de
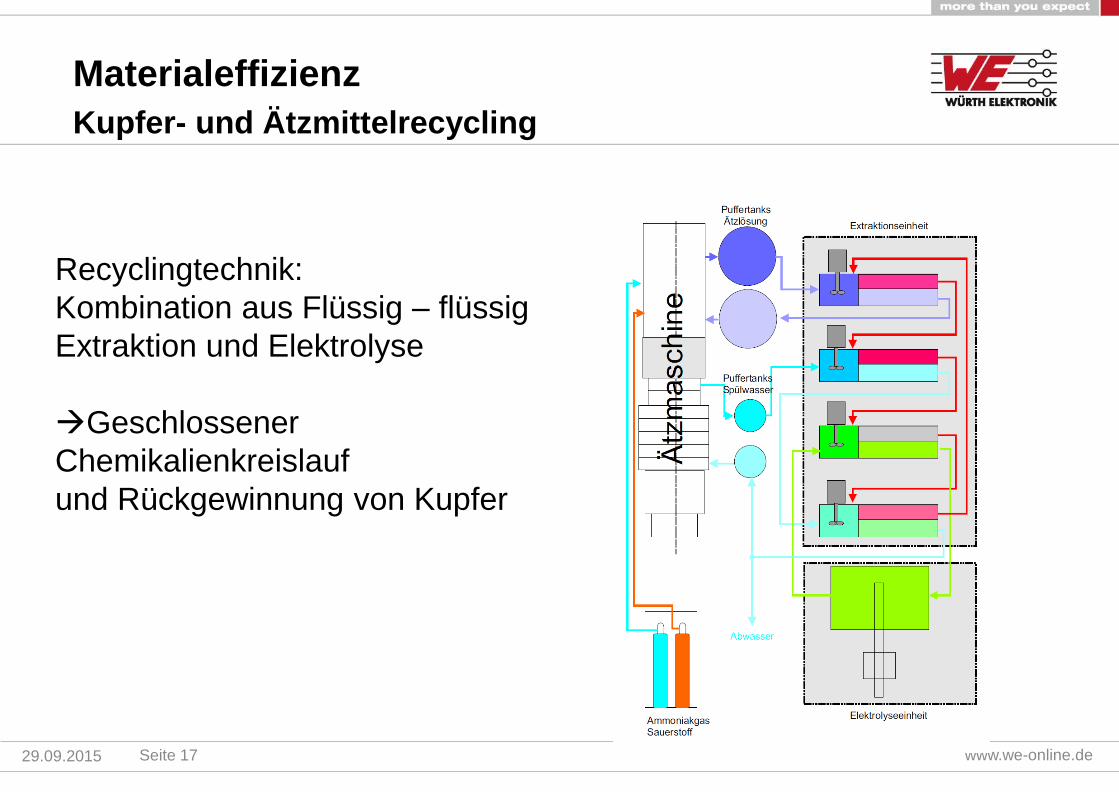
Recyclingtechnik:
Kombination aus Flüssig – flüssig
Extraktion und Elektrolyse
Geschlossener
Chemikalienkreislauf
und Rückgewinnung von Kupfer
Materialeffizienz
Kupfer- und Ätzmittelrecycling
29.09.2015 Seite 18 www.we-online.de
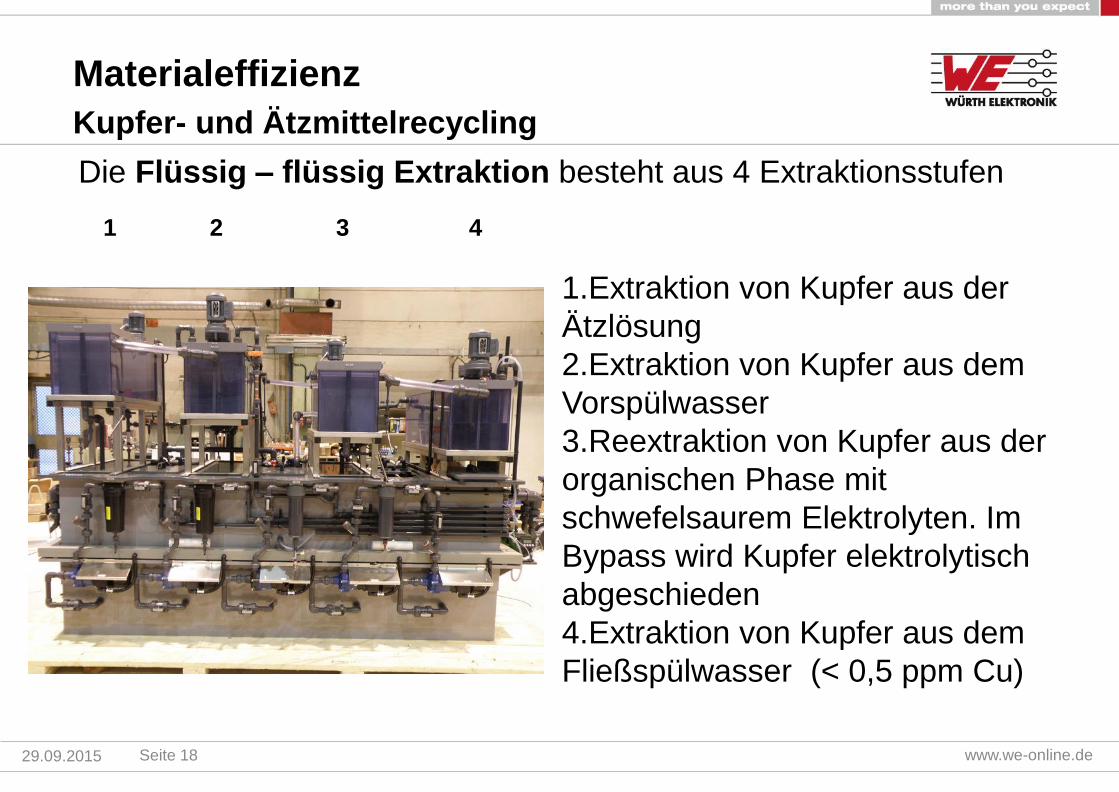
1.Extraktion von Kupfer aus der
Ätzlösung
2.Extraktion von Kupfer aus dem
Vorspülwasser
3.Reextraktion von Kupfer aus der
organischen Phase mit
schwefelsaurem Elektrolyten. Im
Bypass wird Kupfer elektrolytisch
abgeschieden
4.Extraktion von Kupfer aus dem
Fließspülwasser (< 0,5 ppm Cu)
1 2 3 4
Die Flüssig – flüssig Extraktion besteht aus 4 Extraktionsstufen

Materialeffizienz
Kupfer- und Ätzmittelrecycling
29.09.2015 Seite 19 www.we-online.de
Das Endprodukt ist
99,99 % reines Kupfer,
was problemlos verkauft
werden kann.
Gewicht der
Kupferplatten: Pro Stück
100-125 kg
Materialeffizienz
Kupfer- und Ätzmittelrecycling
29.09.2015 Seite 20 www.we-online.de
Materialeffizienz
Kupfer- und Ätzmittelrecycling
29.09.2015 Seite 21
www.we-online.de
$ Gewinn aus 1 kg Ätzlösung: 1 €
Ist Verbrauch Ätzlösung pro Jahr:
400000 kg
Einsparung und Ertrag 400000
€/Jahr
Platzbedarf 40 m²
Investition : 600000 €
Amortisationszeitraum: 1,5 Jahre
$
$
$
$
$

Materialeffizienz
Kupfer- und Ätzmittelrecycling
29.09.2015 Seite 22
www.we-online.de
Reduktion Gefahrguttransport 60000 km/Jahr
Reduktion Gefahrgutmenge 825 m³/Jahr
Reduktion CO2 durch entfallenden Transport
40000 kg/Jahr
Materialeffizienz durch alternative Prozesstechnik
Reoxidation von Ätzmedium mit Sauerstoff
29.09.2015 Seite 23
www.we-online.de
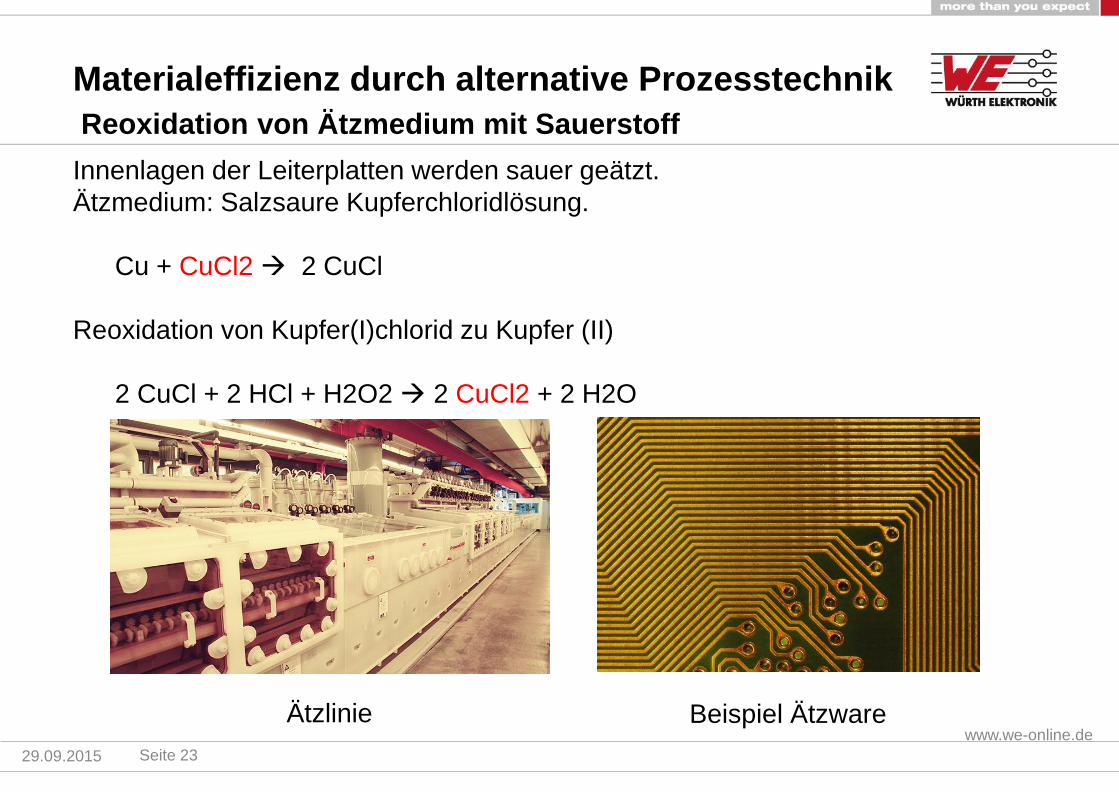
Innenlagen der Leiterplatten werden sauer geätzt.
Ätzmedium: Salzsaure Kupferchloridlösung.
Cu + CuCl2 2 CuCl
Reoxidation von Kupfer(I)chlorid zu Kupfer (II)
2 CuCl + 2 HCl + H2O2 2 CuCl2 + 2 H2O
Ätzlinie Beispiel Ätzware
Materialeffizienz durch alternative Prozesstechnik
Reoxidation von Ätzmedium mit Sauerstoff
29.09.2015 Seite 24
www.we-online.de
Übliche Oxidationsmittel
• Wasserstoffperoxid 35 oder 50 % Lösung
• Natriumchloratlösung 40 % Einsatz selten - zu teuer
• Chlorgas - Einsatz selten, zu gefährlich
• Ozon - zu teuer, giftig und stark korrosiv
Materialeffizienz durch alternative Prozesstechnik
Reoxidation von Ätzmedium mit Sauerstoff
29.09.2015 Seite 25
www.we-online.de
Vorteile der Reoxidation durch Sauerstoff
Keine gefährlichen Chemikalien –
aus Wasserstoffperoxid lassen
sich Bomben bauen
Keine Gefahr der Chlorgasbildung –
Schutz der Mitarbeiter
Keine Gefahr der Chlorgasbildung –
längere Lebensdauer des Ätzmoduls
Materialeffizienz durch alternative Prozesstechnik
Reoxidation von Ätzmedium mit Sauerstoff
29.09.2015 Seite 26
www.we-online.de
Kosten Sauerstoff, wenn mit PSA –
Generator hergestellt <15 % der
Kosten für Wasserstoffperoxid
Höhere Konzentration von Kupfer im
Ätzmedium möglich – bessere
Konditionen bei der Rückgabe
Vorteile der Reoxidation durch Sauerstoff
Materialeffizienz durch alternative Prozesstechnik
Reoxidation von Ätzmedium mit Sauerstoff
29.09.2015 Seite 27
www.we-online.de
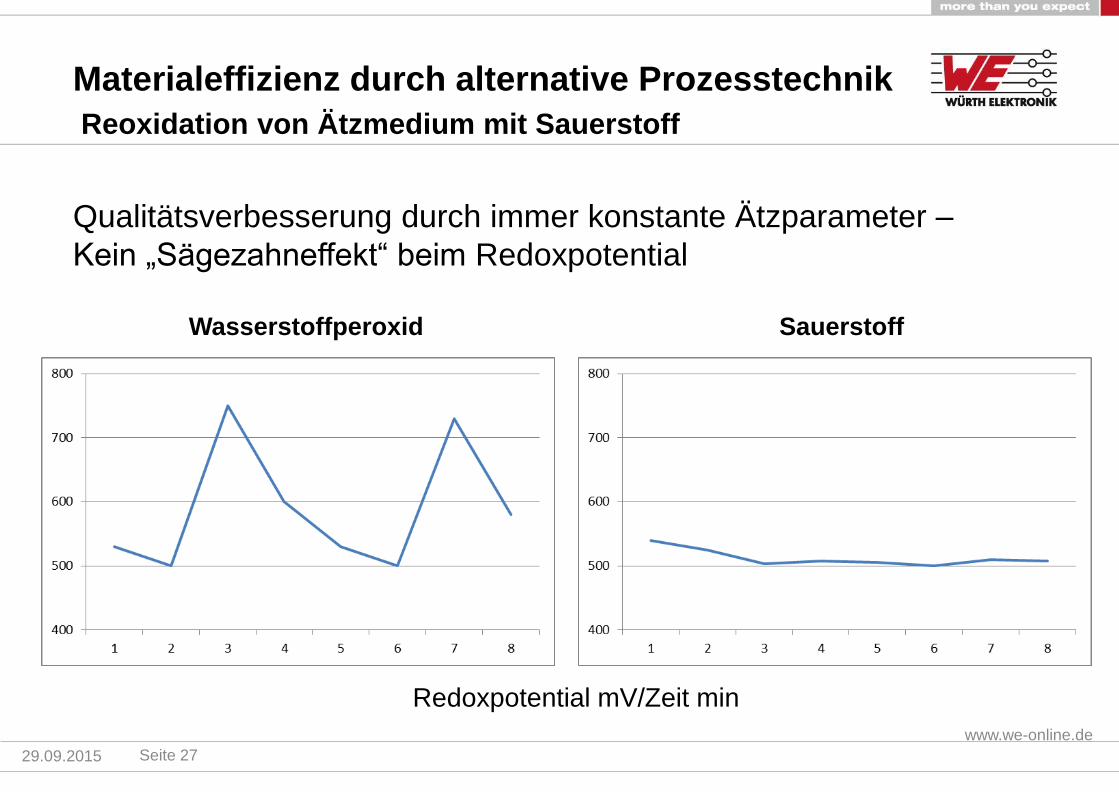
Qualitätsverbesserung durch immer konstante Ätzparameter –
Kein „Sägezahneffekt“ beim Redoxpotential
Redoxpotential mV/Zeit min
Wasserstoffperoxid Sauerstoff
Materialeffizienz durch alternative Prozesstechnik
Reoxidation von Ätzmedium mit Sauerstoff
29.09.2015 Seite 28
www.we-online.de
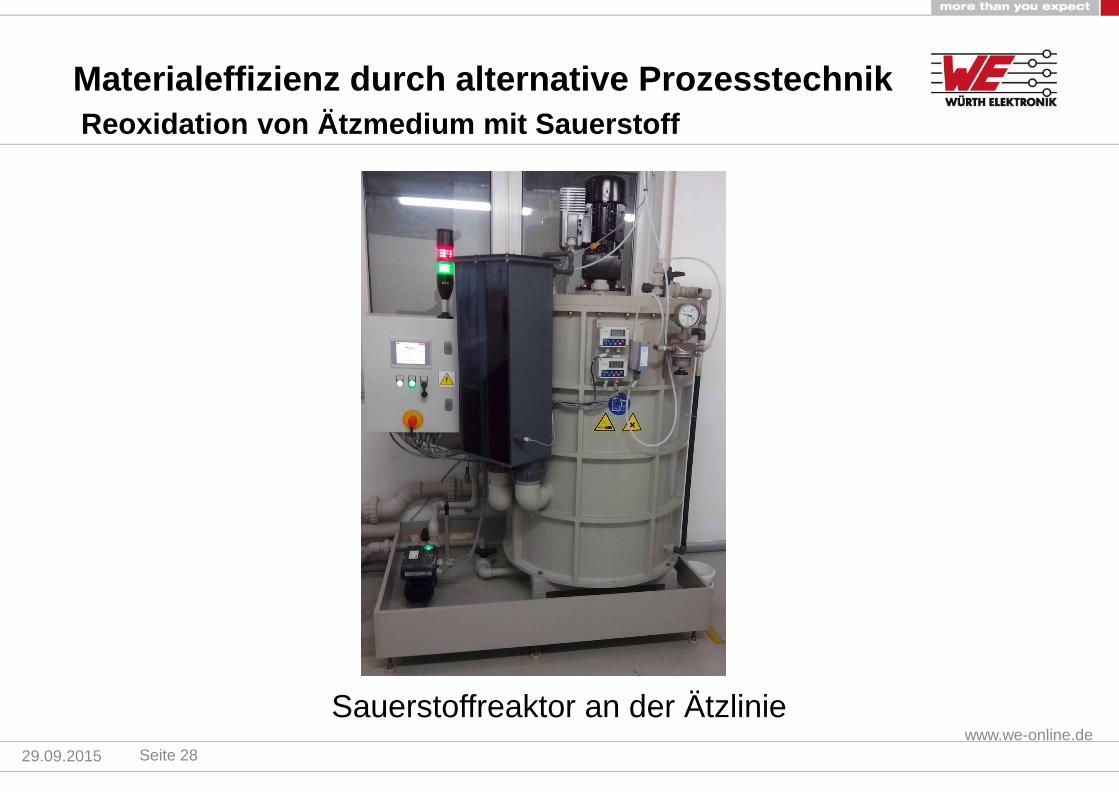
Sauerstoffreaktor an der Ätzlinie

Emissionsminderung
29.09.2015 Seite 29 www.we-online.de
Abluft aus allen Nassprozessen
Abluftwäscher für saure und alkalische
Prozesse
Regelung:
pH Wert zur Wirkung,
Leitwert zur Absalzung
Lösemittelhaltige Abluft
Reinigung über Biofilter

Vielen Dank für Ihre Aufmerksamkeit !
29.09.2015 Seite 30 www.we-online.de
Horizon 2020 European Union funding
for Research & Innovation – GA N°636881 Projekt REProMag Resource Efficient Production of Magnets Ressourceneffiziente Herstellung von Permanentmagneten
Prof. Dr. Carlo Burkhardt
Technischer Geschäftsführer
OBE Ohnmacht & Baumgärtner GmbH & Co. KG, Ispringen 1
Horizon 2020 European Union funding
for Research & Innovation – GA N°636881
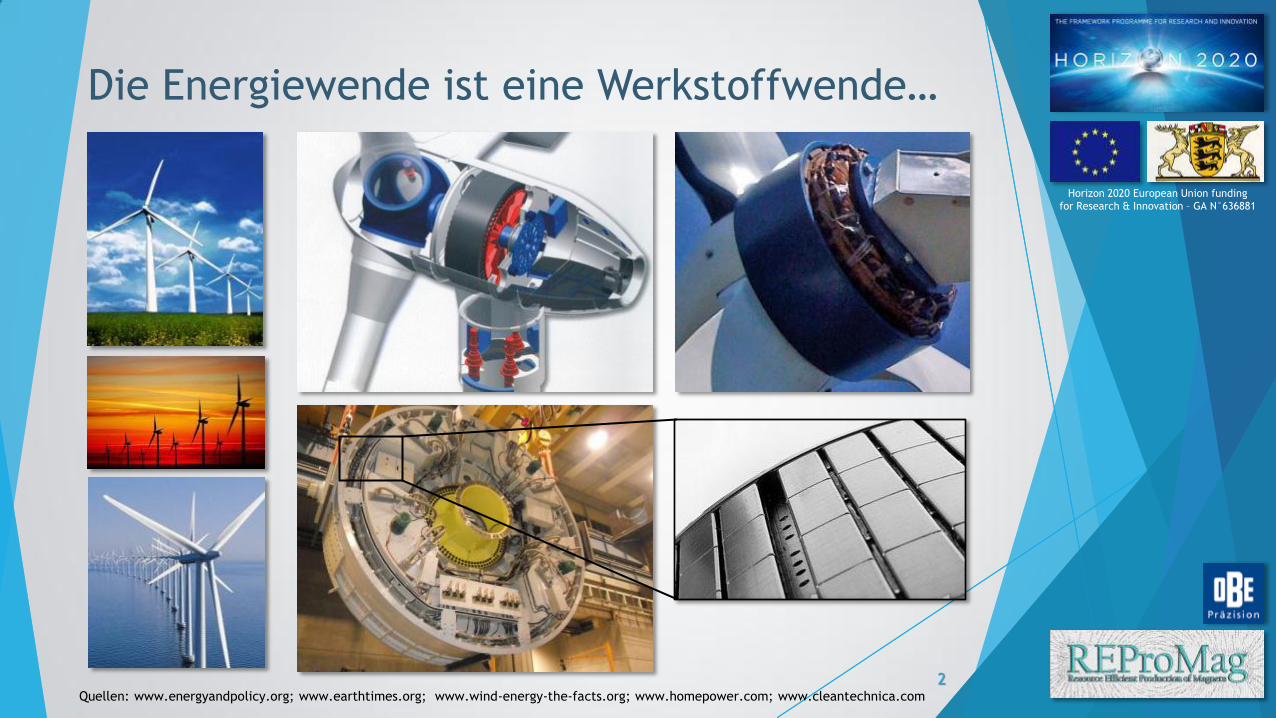
Die Energiewende ist eine Werkstoffwende…
2 Quellen: www.energyandpolicy.org; www.earthtimes.org; www.wind-energy-the-facts.org; www.homepower.com; www.cleantechnica.com

Horizon 2020 European Union funding
for Research & Innovation – GA N°636881
Die Energiewende ist eine Werkstoffwende…
3 Quellen: www.honda.com; www.bmw.com; www.smart.com; www.toyota.com; www.iisb.fraunhofer.com; www.gizmag.com
Horizon 2020 European Union funding
for Research & Innovation – GA N°636881
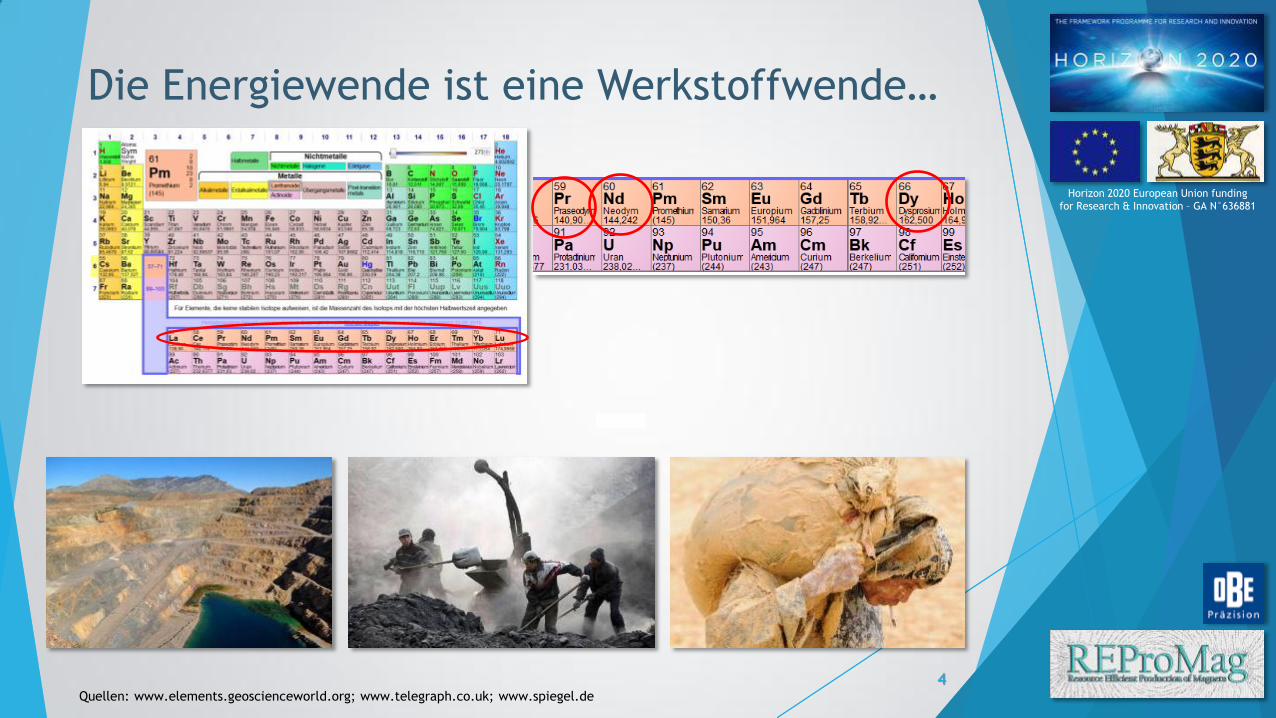
Die Energiewende ist eine Werkstoffwende…
4 Quellen: www.elements.geoscienceworld.org; www.telegraph.co.uk; www.spiegel.de
Horizon 2020 European Union funding
for Research & Innovation – GA N°636881
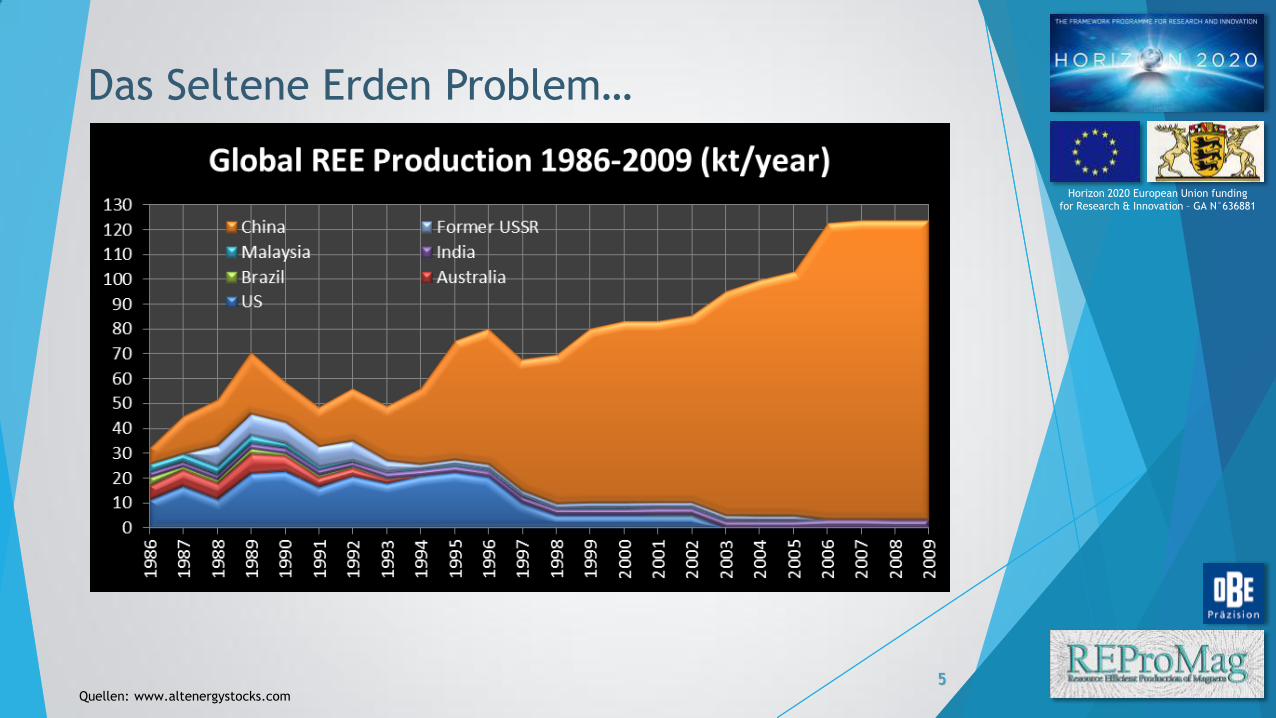
Das Seltene Erden Problem…
5 Quellen: www.altenergystocks.com
Horizon 2020 European Union funding
for Research & Innovation – GA N°636881
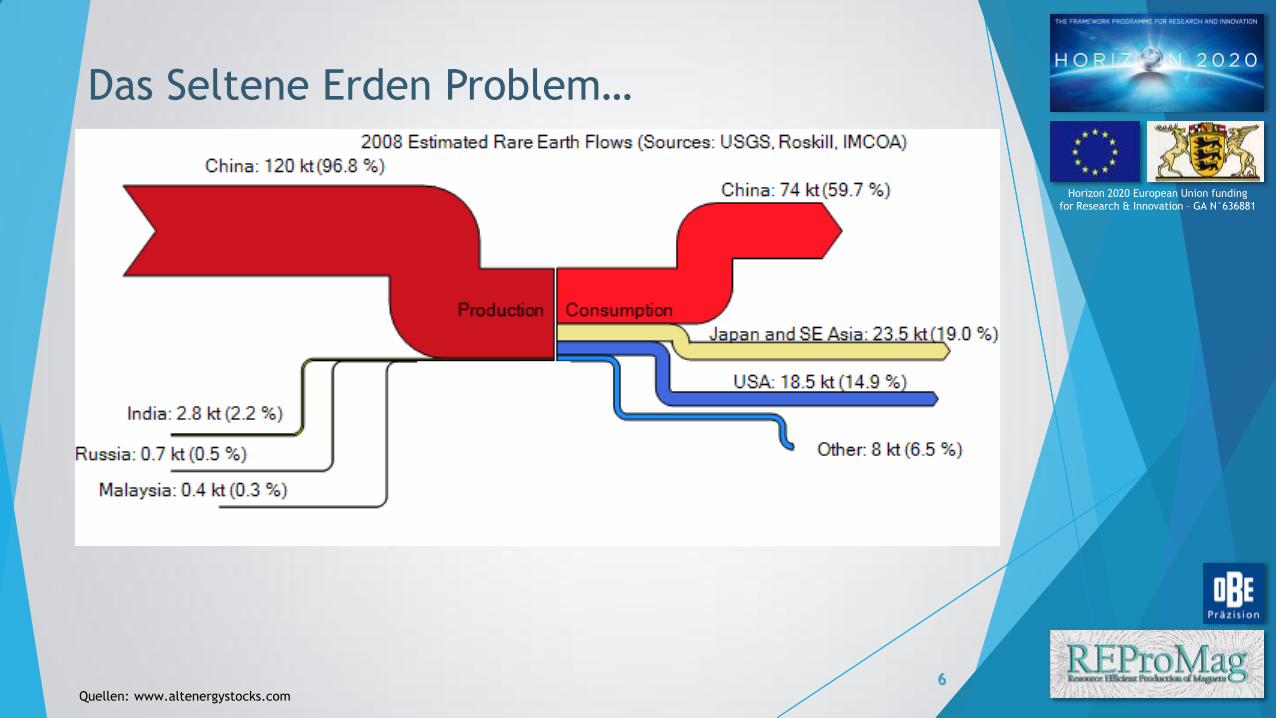
Das Seltene Erden Problem…
6 Quellen: www.altenergystocks.com
Horizon 2020 European Union funding
for Research & Innovation – GA N°636881
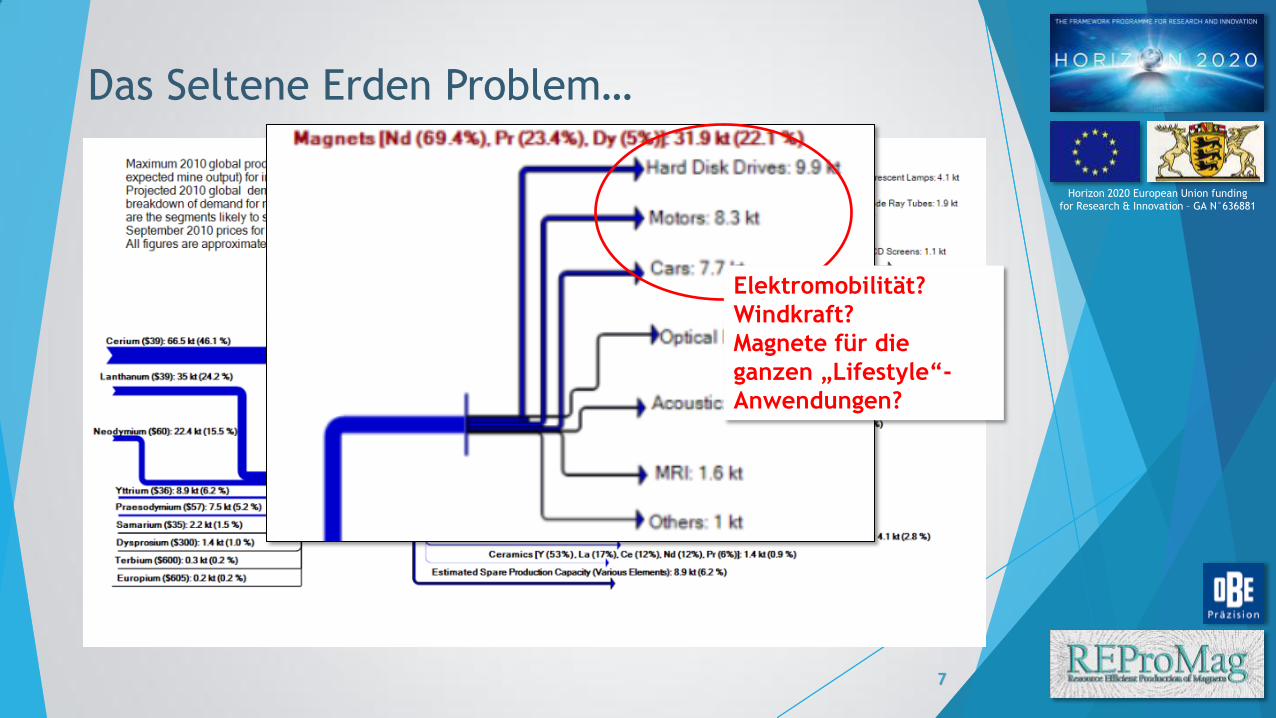
Das Seltene Erden Problem…
7
Elektromobilität?
Windkraft?
Magnete für die
ganzen „Lifestyle“-
Anwendungen?
Horizon 2020 European Union funding
for Research & Innovation – GA N°636881
Das Seltene Erden Problem…
8 Quellen: www.metaerden.de
Horizon 2020 European Union funding
for Research & Innovation – GA N°636881
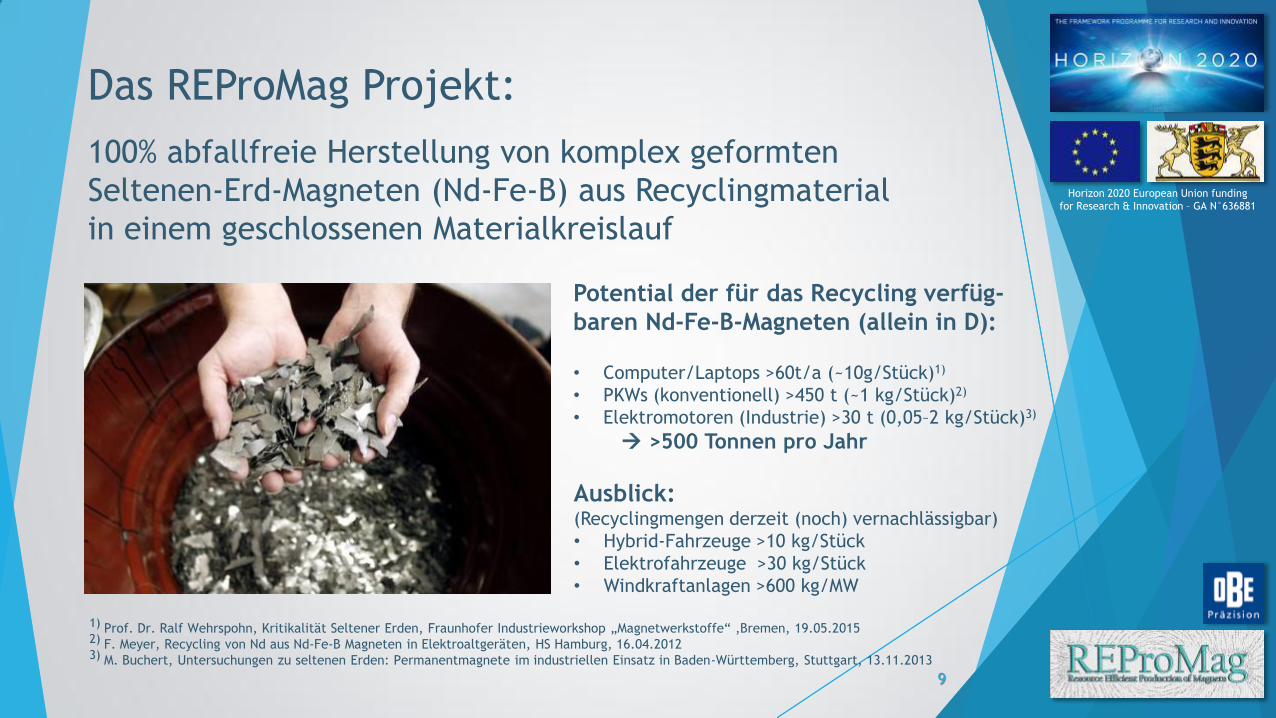
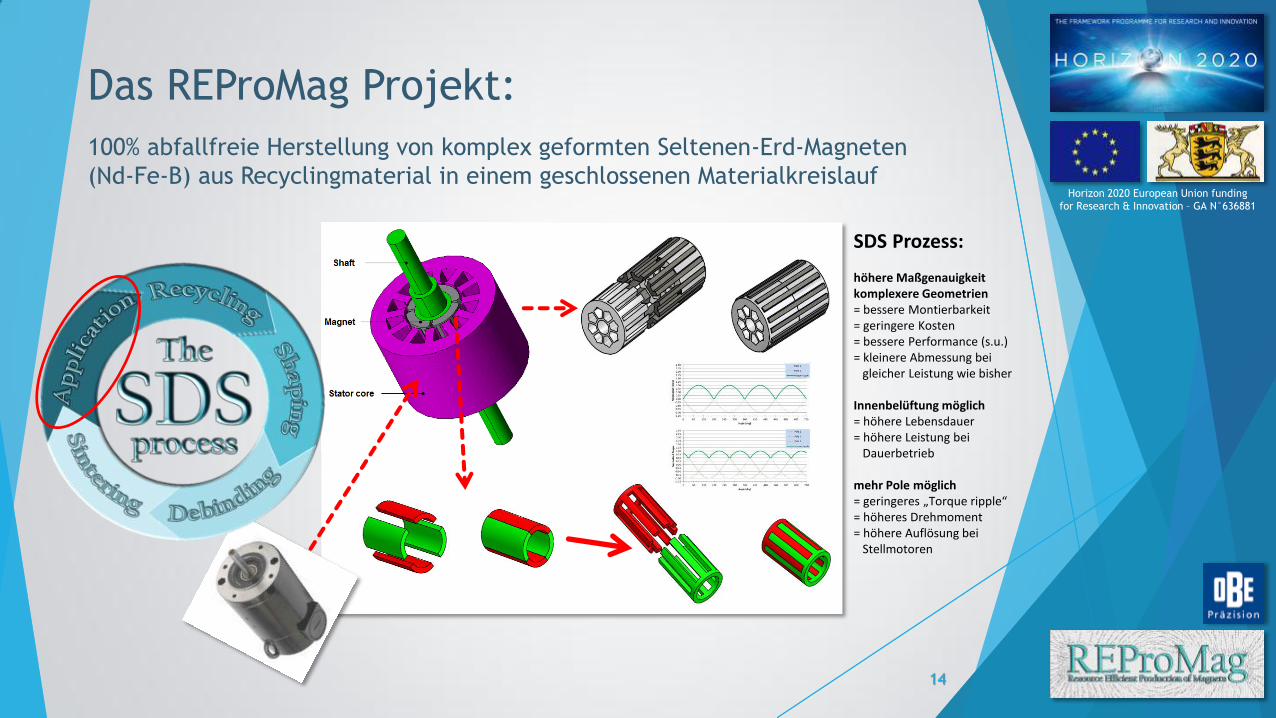
Das REProMag Projekt:
100% abfallfreie Herstellung von komplex geformten
Seltenen-Erd-Magneten (Nd-Fe-B) aus Recyclingmaterial
in einem geschlossenen Materialkreislauf
9
Potential der für das Recycling verfüg-
baren Nd-Fe-B-Magneten (allein in D): • Computer/Laptops >60t/a (~10g/Stück)1)
• PKWs (konventionell) >450 t (~1 kg/Stück)2)
• Elektromotoren (Industrie) >30 t (0,05–2 kg/Stück)3)
>500 Tonnen pro Jahr
1) Prof. Dr. Ralf Wehrspohn, Kritikalität Seltener Erden, Fraunhofer Industrieworkshop „Magnetwerkstoffe“ ,Bremen, 19.05.2015 2) F. Meyer, Recycling von Nd aus Nd-Fe-B Magneten in Elektroaltgeräten, HS Hamburg, 16.04.2012 3) M. Buchert, Untersuchungen zu seltenen Erden: Permanentmagnete im industriellen Einsatz in Baden-Württemberg, Stuttgart, 13.11.2013
Ausblick: (Recyclingmengen derzeit (noch) vernachlässigbar)
• Hybrid-Fahrzeuge >10 kg/Stück
• Elektrofahrzeuge >30 kg/Stück
• Windkraftanlagen >600 kg/MW

Horizon 2020 European Union funding
for Research & Innovation – GA N°636881
Das REProMag Projekt:
100% abfallfreie Herstellung von komplex geformten Seltenen-Erd-Magneten
(Nd-Fe-B) aus Recyclingmaterial in einem geschlossenen Materialkreislauf
10
Ni- Beschichtung
(wird abgesiebt)
NdFeB Pulver
Quellen: www.greencarcongress.com; www.reuk.co.uk

Horizon 2020 European Union funding
for Research & Innovation – GA N°636881
Das REProMag Projekt:
100% abfallfreie Herstellung von komplex geformten Seltenen-Erd-Magneten
(Nd-Fe-B) aus Recyclingmaterial in einem geschlossenen Materialkreislauf
11
Nd-Fe-B-Pulver
alternativ: 3D- Druck
Grünteil
Horizon 2020 European Union funding
for Research & Innovation – GA N°636881
Das REProMag Projekt:
100% abfallfreie Herstellung von komplex geformten Seltenen-Erd-Magneten
(Nd-Fe-B) aus Recyclingmaterial in einem geschlossenen Materialkreislauf
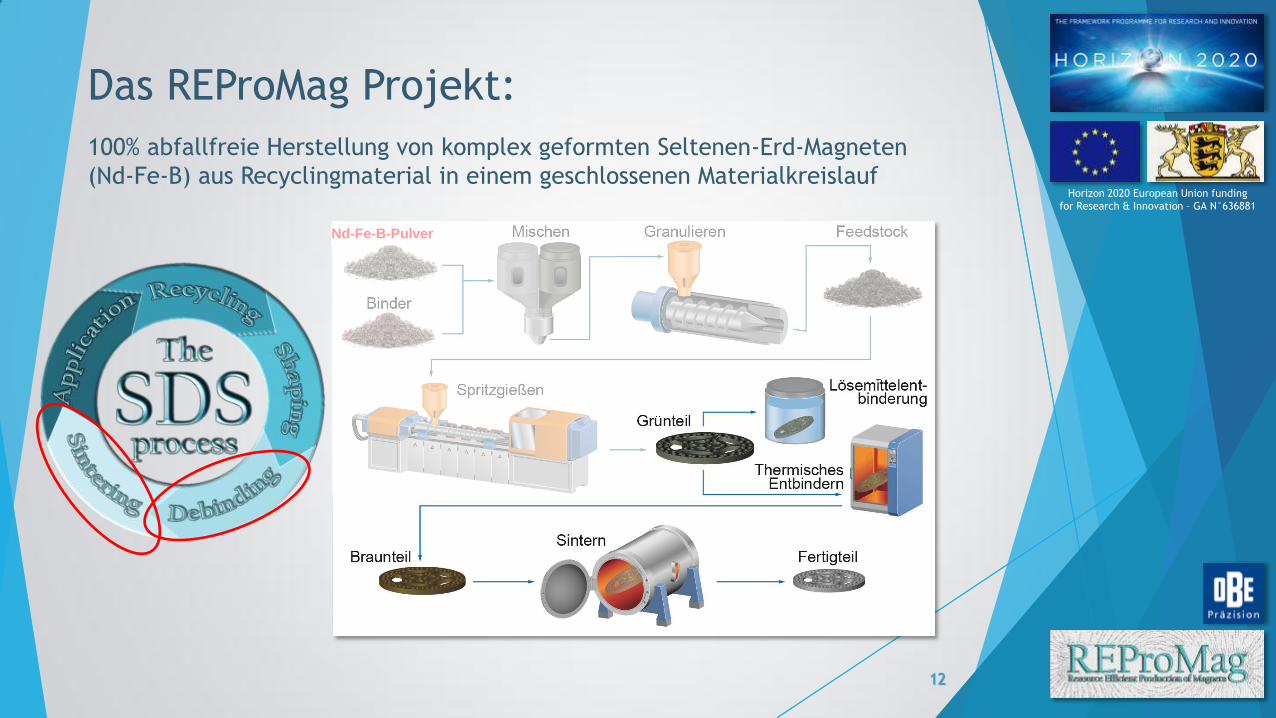
12
Nd-Fe-B-Pulver

Horizon 2020 European Union funding
for Research & Innovation – GA N°636881
Das REProMag Projekt:
100% abfallfreie Herstellung von komplex geformten Seltenen-Erd-Magneten
(Nd-Fe-B) aus Recyclingmaterial in einem geschlossenen Materialkreislauf
13
Horizon 2020 European Union funding
for Research & Innovation – GA N°636881
Das REProMag Projekt:
100% abfallfreie Herstellung von komplex geformten Seltenen-Erd-Magneten
(Nd-Fe-B) aus Recyclingmaterial in einem geschlossenen Materialkreislauf
14
SDS Prozess: höhere Maßgenauigkeit komplexere Geometrien = bessere Montierbarkeit = geringere Kosten = bessere Performance (s.u.) = kleinere Abmessung bei gleicher Leistung wie bisher Innenbelüftung möglich = höhere Lebensdauer = höhere Leistung bei Dauerbetrieb mehr Pole möglich = geringeres „Torque ripple“ = höheres Drehmoment = höhere Auflösung bei Stellmotoren
Horizon 2020 European Union funding
for Research & Innovation – GA N°636881
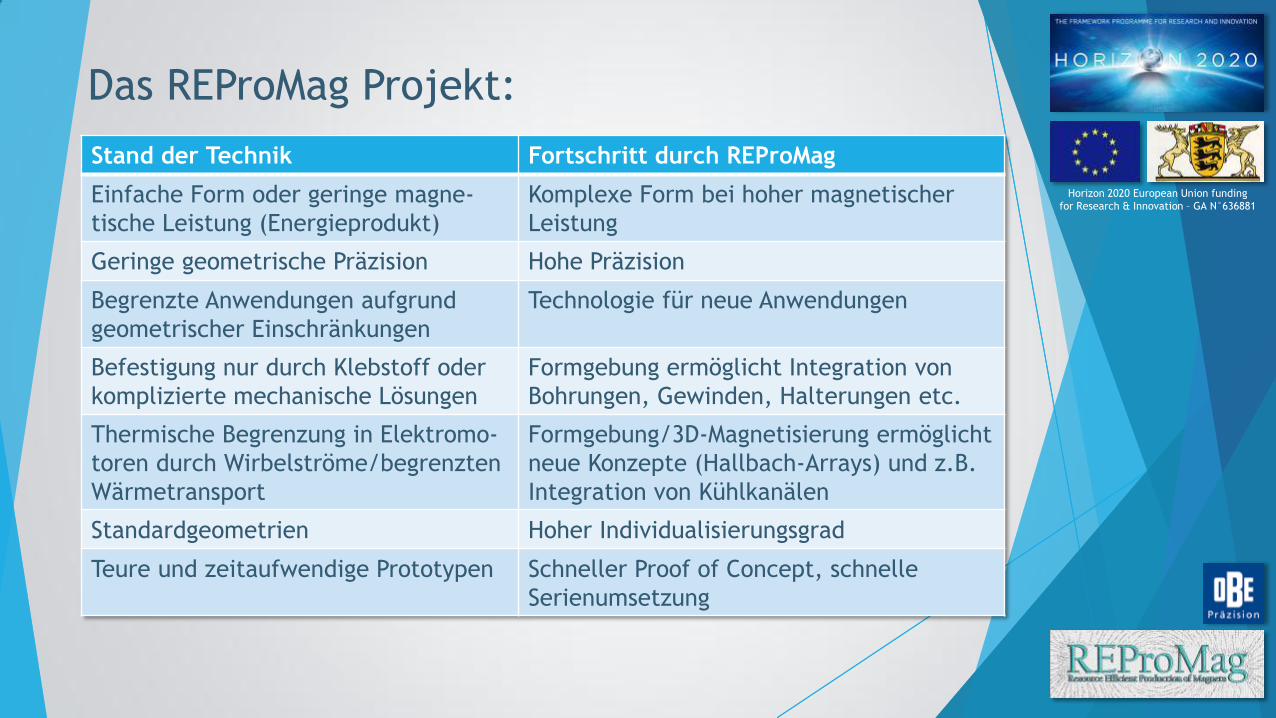
Das REProMag Projekt:
Stand der Technik Fortschritt durch REProMag
Einfache Form oder geringe magne-
tische Leistung (Energieprodukt)
Komplexe Form bei hoher magnetischer
Leistung
Geringe geometrische Präzision Hohe Präzision
Begrenzte Anwendungen aufgrund
geometrischer Einschränkungen
Technologie für neue Anwendungen
Befestigung nur durch Klebstoff oder
komplizierte mechanische Lösungen
Formgebung ermöglicht Integration von
Bohrungen, Gewinden, Halterungen etc.
Thermische Begrenzung in Elektromo-
toren durch Wirbelströme/begrenzten
Wärmetransport
Formgebung/3D-Magnetisierung ermöglicht
neue Konzepte (Hallbach-Arrays) und z.B.
Integration von Kühlkanälen
Standardgeometrien Hoher Individualisierungsgrad
Teure und zeitaufwendige Prototypen
Schneller Proof of Concept, schnelle
Serienumsetzung
Horizon 2020 European Union funding
for Research & Innovation – GA N°636881
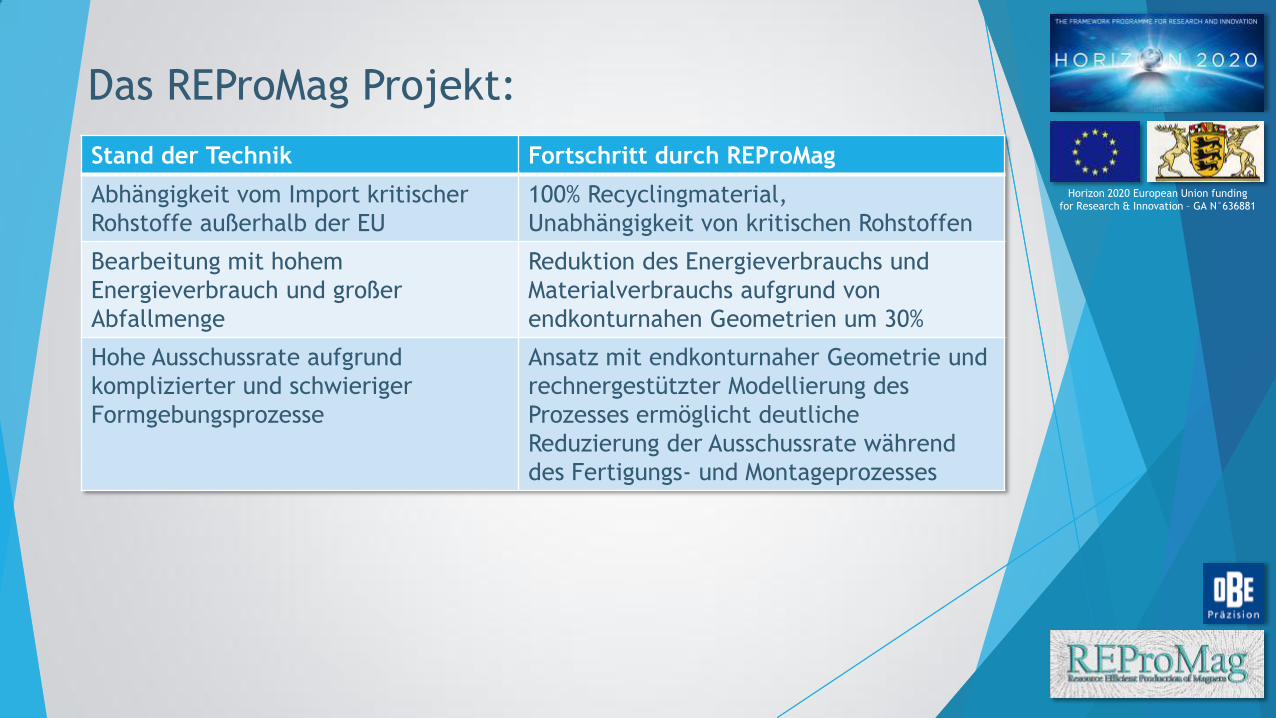
Das REProMag Projekt:
Stand der Technik Fortschritt durch REProMag
Abhängigkeit vom Import kritischer
Rohstoffe außerhalb der EU
100% Recyclingmaterial,
Unabhängigkeit von kritischen Rohstoffen
Bearbeitung mit hohem
Energieverbrauch und großer
Abfallmenge
Reduktion des Energieverbrauchs und
Materialverbrauchs aufgrund von
endkonturnahen Geometrien um 30%
Hohe Ausschussrate aufgrund
komplizierter und schwieriger
Formgebungsprozesse
Ansatz mit endkonturnaher Geometrie und
rechnergestützter Modellierung des
Prozesses ermöglicht deutliche
Reduzierung der Ausschussrate während
des Fertigungs- und Montageprozesses
Horizon 2020 European Union funding
for Research & Innovation – GA N°636881
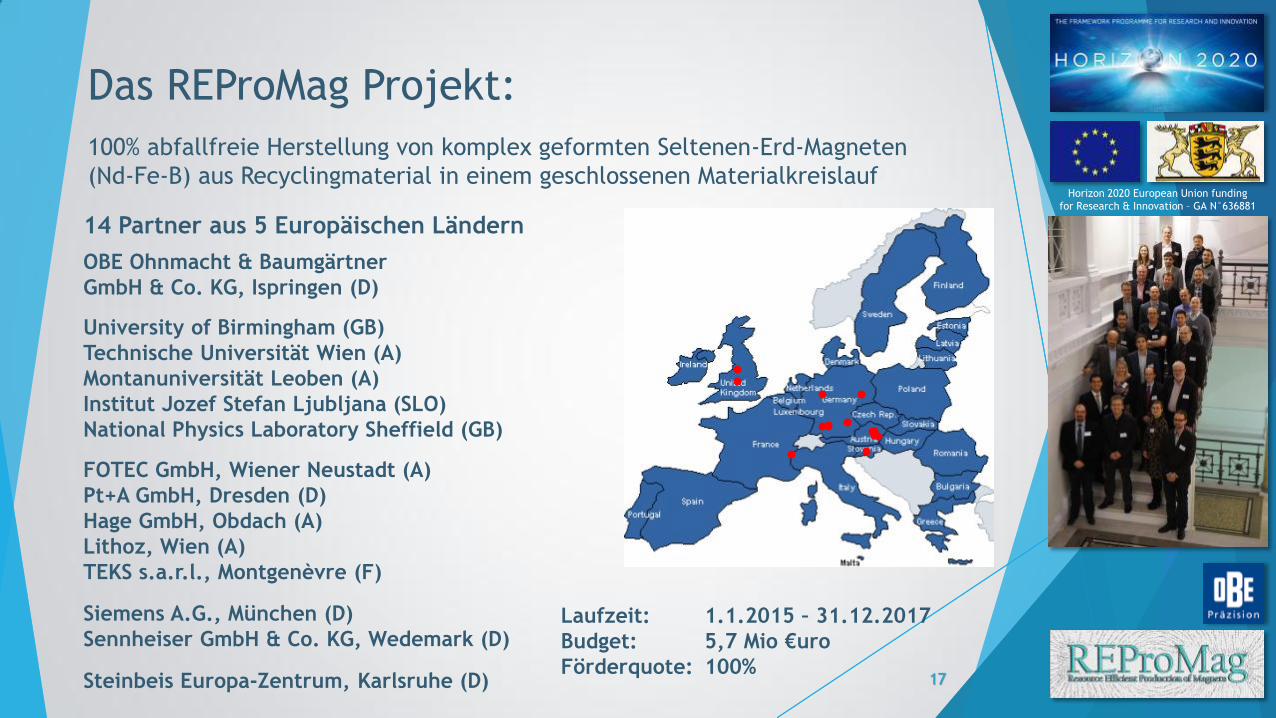
Das REProMag Projekt:
100% abfallfreie Herstellung von komplex geformten Seltenen-Erd-Magneten
(Nd-Fe-B) aus Recyclingmaterial in einem geschlossenen Materialkreislauf
17
Laufzeit: 1.1.2015 – 31.12.2017
Budget: 5,7 Mio €uro
Förderquote: 100%
14 Partner aus 5 Europäischen Ländern
OBE Ohnmacht & Baumgärtner
GmbH & Co. KG, Ispringen (D)
University of Birmingham (GB)
Technische Universität Wien (A)
Montanuniversität Leoben (A)
Institut Jozef Stefan Ljubljana (SLO)
National Physics Laboratory Sheffield (GB)
FOTEC GmbH, Wiener Neustadt (A)
Pt+A GmbH, Dresden (D)
Hage GmbH, Obdach (A)
Lithoz, Wien (A)
TEKS s.a.r.l., Montgenèvre (F)
Siemens A.G., München (D)
Sennheiser GmbH & Co. KG, Wedemark (D)
Steinbeis Europa-Zentrum, Karlsruhe (D)
Horizon 2020 European Union funding
for Research & Innovation – GA N°636881
Das REProMag Projekt:
18
Recyclingprozess von
NdFeB
Formgebung der
Magnete
Entbindern, Sintern,
Prozesstechnik
Charakterisierung der mag-
netischen Eigenschaften
Demonstrator-
bauteile
Life Cycle Assessment,
ökologischer Fußabdruck
Feedstock-
technologie
Horizon 2020 European Union funding
for Research & Innovation – GA N°636881
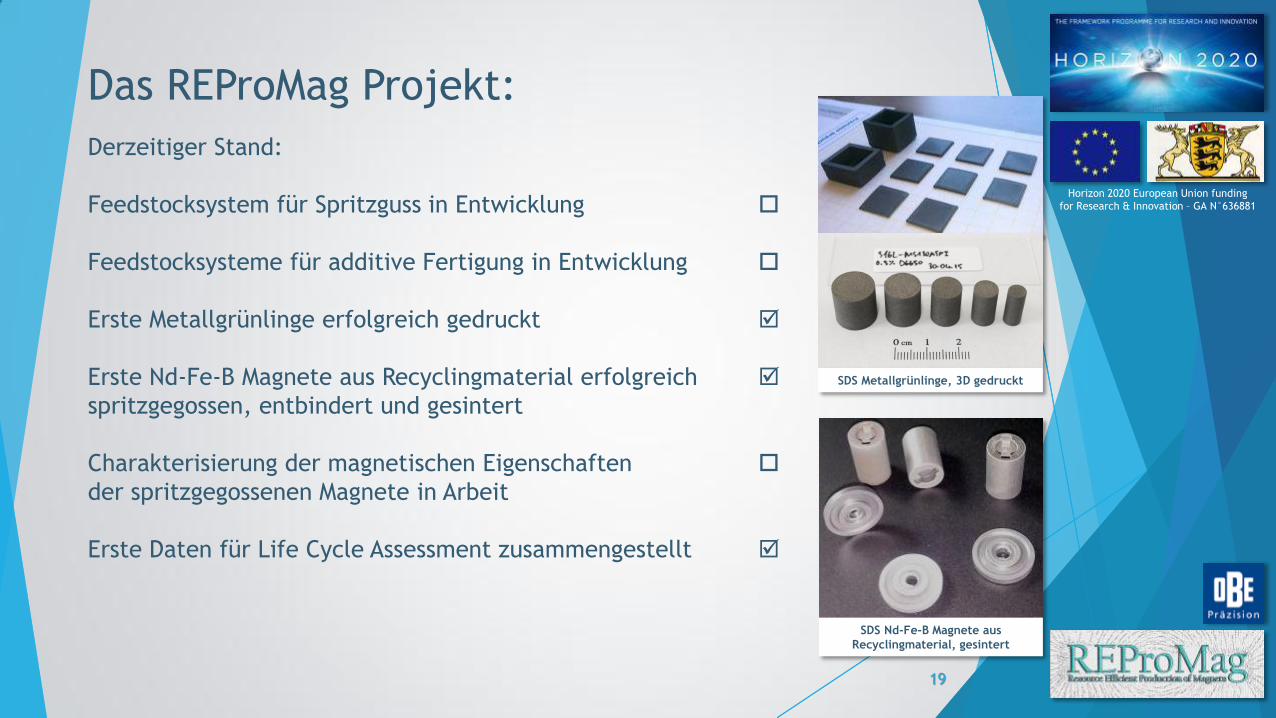
Das REProMag Projekt:
Derzeitiger Stand:
Feedstocksystem für Spritzguss in Entwicklung
Feedstocksysteme für additive Fertigung in Entwicklung
Erste Metallgrünlinge erfolgreich gedruckt
Erste Nd-Fe-B Magnete aus Recyclingmaterial erfolgreich
spritzgegossen, entbindert und gesintert
Charakterisierung der magnetischen Eigenschaften
der spritzgegossenen Magnete in Arbeit
Erste Daten für Life Cycle Assessment zusammengestellt
19
SDS Nd-Fe-B Magnete aus
Recyclingmaterial, gesintert
SDS Metallgrünlinge, 3D gedruckt
Horizon 2020 European Union funding
for Research & Innovation – GA N°636881
Vorläufiges Fazit:
Wir leisten einen technischen Beitrag zur Verbesserung der Materialversorgung
mit seltenen Erden. Bezüglich des politischen Beitrags greifen wir ein Zitat* auf…
„Zur Erschließung der Seltenen-Erden Sekundärpotenziale aus
Magneten der Industrie (und anderen Anwendungen) ist der Auf-
bau einer europaweiten Recycling-Infrastruktur für Permanent-
magnete zwingend notwendig!“
20
* aus der Präsentation
Horizon 2020 European Union funding
for Research & Innovation – GA N°636881
Herzlichen Dank für Ihre Aufmerksamkeit!
21











![V Ë Ñ Y V Ë - pim.buehner-kalender.de · nderngn orbehaltn. stand: 01.01.2015. 2swlpdohu 'uxfnehuhlfk 'uxfngdwhqelwwhrkqh 6wdqgyruodjhhu]hxjhq 2swlpdohu 5dxpi u,kuh:huehwh[wh 6wdq](https://static.unterlagen.site/doc/80x56/5e1351e9a0a1a66a1330fa9c/v-y-v-pimbuehner-nderngn-orbehaltn-stand-01012015-2swlpdohu-uxfnehuhlfk.jpg)





