92
Das Prozessleitsystem SIMATIC PCS 7 Broschüre · März 2010 SIMATIC PCS 7 Answers for industry. © Siemens AG 2010
Das Prozessleitsystem SIMATIC PCS 7Broschüre · März 2010
SIMATIC PCS 7
Answers for industry.
© Siemens AG 2010
SIMATIC PCS 72
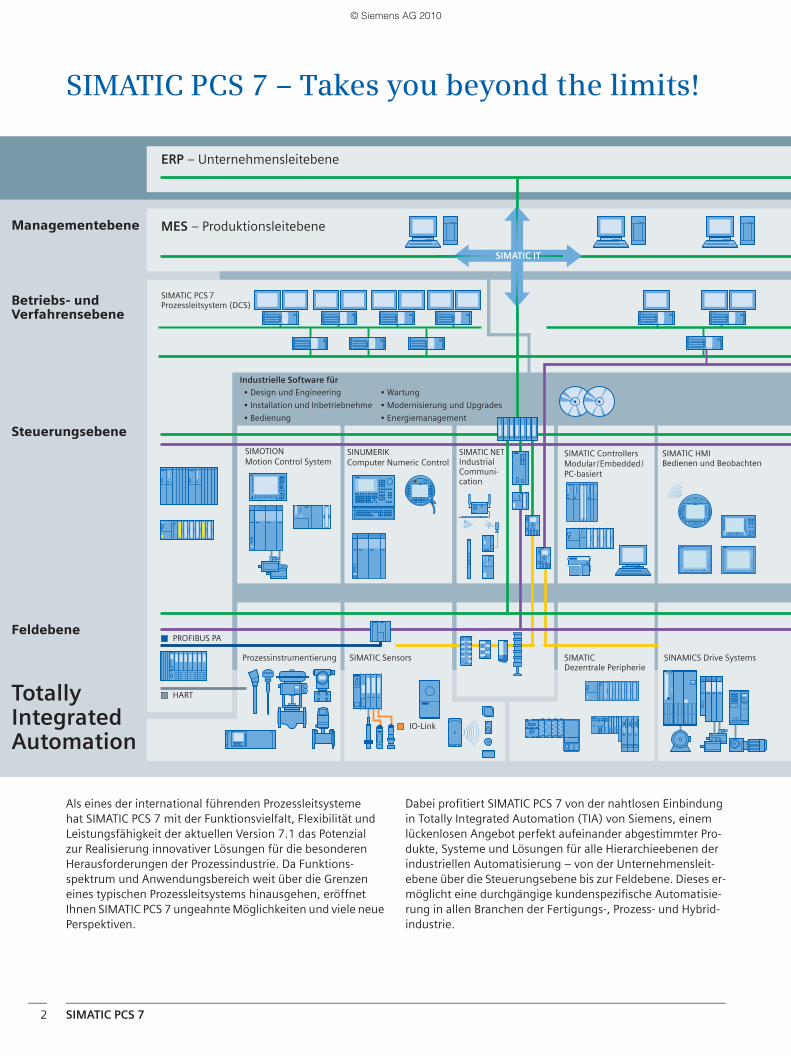
SIMATIC PCS 7 – Takes you beyond the limits!
Als eines der international führenden Prozessleitsysteme hat SIMATIC PCS 7 mit der Funktionsvielfalt, Flexibilität und Leistungsfähigkeit der aktuellen Version 7.1 das Potenzial zur Realisierung innovativer Lösungen für die besonderen Herausforderungen der Prozessindustrie. Da Funktions-spektrum und Anwendungsbereich weit über die Grenzen eines typischen Prozessleitsystems hinausgehen, eröffnet Ihnen SIMATIC PCS 7 ungeahnte Möglichkeiten und viele neue Perspektiven.
Dabei profitiert SIMATIC PCS 7 von der nahtlosen Einbindung in Totally Integrated Automation (TIA) von Siemens, einem lückenlosen Angebot perfekt aufeinander abgestimmter Pro-dukte, Systeme und Lösungen für alle Hierarchieebenen der industriellen Automatisierung – von der Unternehmensleit-ebene über die Steuerungsebene bis zur Feldebene. Dieses er-möglicht eine durchgängige kundenspezifische Automatisie-rung in allen Branchen der Fertigungs-, Prozess- und Hybrid-industrie.
Feldebene
Steuerungsebene
Betriebs- undVerfahrensebene
Managementebene
ERP – Unternehmensleitebene
MES – Produktionsleitebene
SIMATIC PCS 7Prozessleitsystem (DCS)
• Wartung
• Modernisierung und Upgrades
• Energiemanagement
Industrielle Software für
• Design und Engineering
• Installation und Inbetriebnehme
• Bedienung
SIMATIC NETIndustrial Communi-cation
SIMATIC ControllersModular/Embedded/PC-basiert
SIMATIC HMIBedienen und Beobachten
Prozessinstrumentierung SIMATIC Sensors SIMATIC Dezentrale Peripherie
SINAMICS Drive Systems
SINUMERIK Computer Numeric Control
SIMOTIONMotion Control System
IO-Link
HART
PROFIBUS PA
Totally IntegratedAutomation
SIMATIC IT
© Siemens AG 2010
SIMATIC PCS 7 3
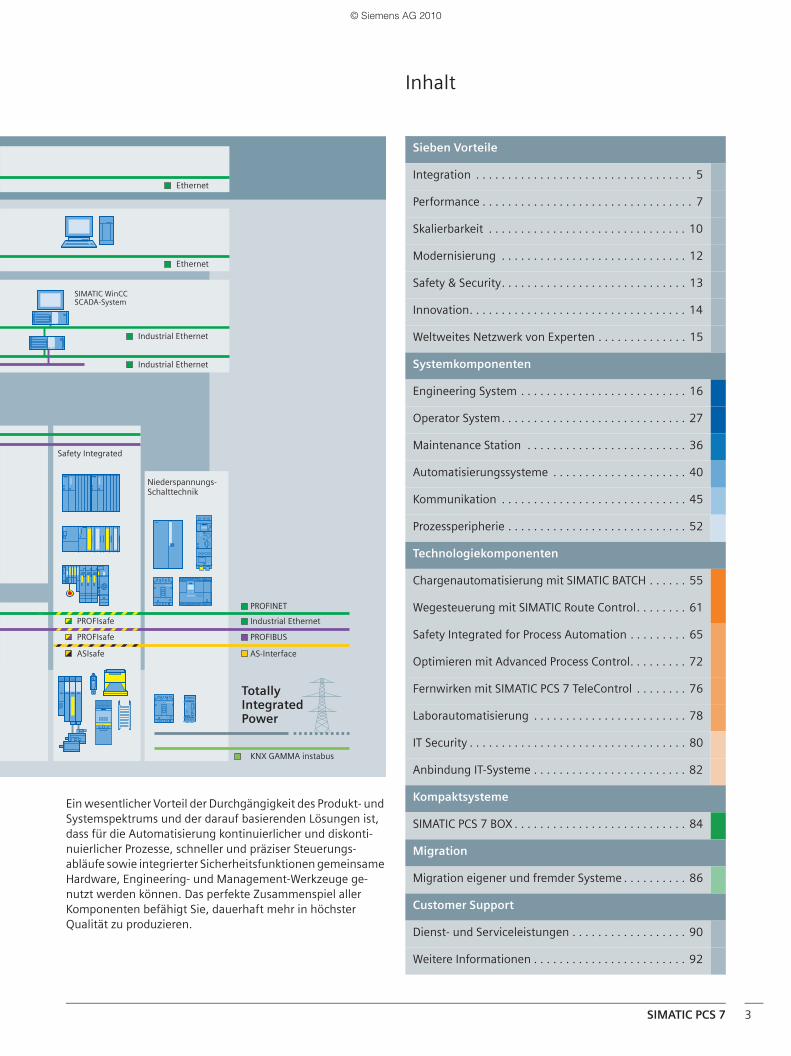
Ein wesentlicher Vorteil der Durchgängigkeit des Produkt- und Systemspektrums und der darauf basierenden Lösungen ist, dass für die Automatisierung kontinuierlicher und diskonti-nuierlicher Prozesse, schneller und präziser Steuerungs-abläufe sowie integrierter Sicherheitsfunktionen gemeinsame Hardware, Engineering- und Management-Werkzeuge ge-nutzt werden können. Das perfekte Zusammenspiel aller Komponenten befähigt Sie, dauerhaft mehr in höchster Qualität zu produzieren.
Inhalt
text
Sieben Vorteile
Integration . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5
Performance . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7
Skalierbarkeit . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10
Modernisierung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 12
Safety & Security. . . . . . . . . . . . . . . . . . . . . . . . . . . . . 13
Innovation. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 14
Weltweites Netzwerk von Experten . . . . . . . . . . . . . . 15
Systemkomponenten
Engineering System . . . . . . . . . . . . . . . . . . . . . . . . . . 16
Operator System. . . . . . . . . . . . . . . . . . . . . . . . . . . . . 27
Maintenance Station . . . . . . . . . . . . . . . . . . . . . . . . . 36
Automatisierungssysteme . . . . . . . . . . . . . . . . . . . . . 40
Kommunikation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 45
Prozessperipherie . . . . . . . . . . . . . . . . . . . . . . . . . . . . 52
Technologiekomponenten
Chargenautomatisierung mit SIMATIC BATCH . . . . . . 55
Wegesteuerung mit SIMATIC Route Control. . . . . . . . 61
Safety Integrated for Process Automation . . . . . . . . . 65
Optimieren mit Advanced Process Control. . . . . . . . . 72
Fernwirken mit SIMATIC PCS 7 TeleControl . . . . . . . . 76
Laborautomatisierung . . . . . . . . . . . . . . . . . . . . . . . . 78
IT Security . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 80
Anbindung IT-Systeme . . . . . . . . . . . . . . . . . . . . . . . . 82
Kompaktsysteme
SIMATIC PCS 7 BOX . . . . . . . . . . . . . . . . . . . . . . . . . . . 84
Migration
Migration eigener und fremder Systeme . . . . . . . . . . 86
Customer Support
Dienst- und Serviceleistungen . . . . . . . . . . . . . . . . . . 90
Weitere Informationen . . . . . . . . . . . . . . . . . . . . . . . . 92
SIMATIC WinCC SCADA-System
Safety Integrated
Niederspannungs-Schalttechnik
KNX GAMMA instabus
PROFIBUSPROFIsafe
PROFIsafe Industrial Ethernet
PROFINET
AS-Interface
Industrial Ethernet
Ethernet
Industrial Ethernet
Ethernet
Totally Integrated Power
ASIsafe
© Siemens AG 2010
Sieben Vorteile4
Sieben Vorteile
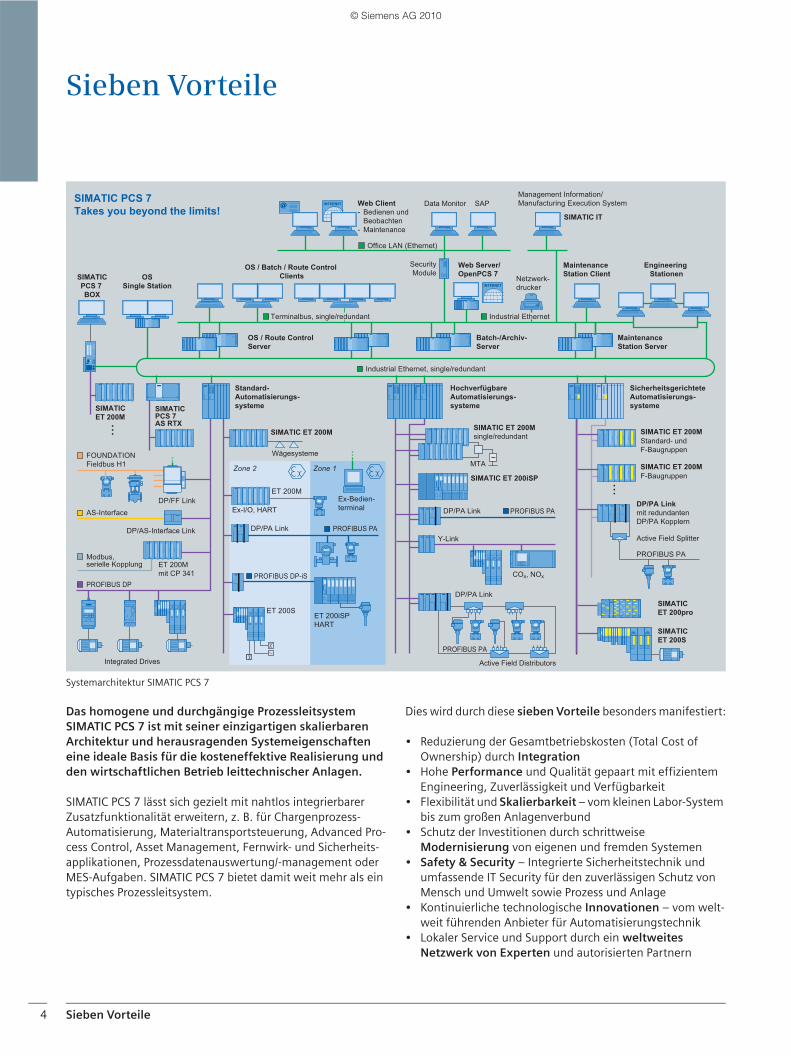
Systemarchitektur SIMATIC PCS 7
Das homogene und durchgängige Prozessleitsystem SIMATIC PCS 7 ist mit seiner einzigartigen skalierbaren Architektur und herausragenden Systemeigenschaften eine ideale Basis für die kosteneffektive Realisierung und den wirtschaftlichen Betrieb leittechnischer Anlagen.
SIMATIC PCS 7 lässt sich gezielt mit nahtlos integrierbarer Zusatzfunktionalität erweitern, z. B. für Chargenprozess-Automatisierung, Materialtransportsteuerung, Advanced Pro-cess Control, Asset Management, Fernwirk- und Sicherheits-applikationen, Prozessdatenauswertung/-management oder MES-Aufgaben. SIMATIC PCS 7 bietet damit weit mehr als ein typisches Prozessleitsystem.
Dies wird durch diese sieben Vorteile besonders manifestiert:
• Reduzierung der Gesamtbetriebskosten (Total Cost of Ownership) durch Integration
• Hohe Performance und Qualität gepaart mit effizientem Engineering, Zuverlässigkeit und Verfügbarkeit
• Flexibilität und Skalierbarkeit – vom kleinen Labor-System bis zum großen Anlagenverbund
• Schutz der Investitionen durch schrittweise Modernisierung von eigenen und fremden Systemen
• Safety & Security – Integrierte Sicherheitstechnik und umfassende IT Security für den zuverlässigen Schutz von Mensch und Umwelt sowie Prozess und Anlage
• Kontinuierliche technologische Innovationen – vom welt-weit führenden Anbieter für Automatisierungstechnik
• Lokaler Service und Support durch ein weltweites Netzwerk von Experten und autorisierten Partnern
INTERNET
INTERNET
DP/FF Link
FOUNDATION Fieldbus H1
AS-Interface
SAPData Monitor
SIMATICPCS 7 BOX
PROFIBUS PA
SIMATIC ET 200M
Industrial Ethernet
SIMATIC IT
SIMATIC ET 200S
SIMATIC ET 200pro
PROFIBUS PA
SIMATIC ET 200iSP
MTA
COx, NOx
SIMATIC PCS 7 AS RTX
PROFIBUS PA
ET 200M
PROFIBUS DP-iSPROFIBUS DP
PROFIBUS PA
ET 200iSPHART
ET 200S
SIMATIC ET 200M
Office LAN (Ethernet)
SIMATIC PCS 7Takes you beyond the limits!
Active Field Splitter
Active Field Distributors
DP/PA Linkmit redundantenDP/PA Kopplern
DP/PA Link
Integrated Drives
HochverfügbareAutomatisierungs-systeme
SIMATIC ET 200M single/redundant
ET 200M mit CP 341
DP/PA Link
Y-Link
Modbus, serielle Kopplung
DP/AS-Interface Link
SicherheitsgerichteteAutomatisierungs-systeme
SIMATIC ET 200M
Standard-Automatisierungs-systeme
Industrial Ethernet, single/redundant
OS / Route Control Server
Batch-/Archiv-Server
Management Information/Manufacturing Execution SystemWeb Client
- Bedienen und Beobachten
- Maintenance
Web Server/OpenPCS 7
SecurityModule
Terminalbus, single/redundant
OS / Batch / Route Control Clients
Engineering StationenNetzwerk-
drucker
Maintenance Station Client
Maintenance Station Server
OSSingle Station
Standard- undF-Baugruppen
SIMATIC ET 200MF-Baugruppen
Wägesysteme
Zone 1Zone 2
DP/PA Link
Ex-Bedien-terminalEx-I/O, HART
© Siemens AG 2010

Sieben Vorteile 5
Reduzierung der Gesamtbetriebskosten durch Integration
Die Integration ist eine besondere Stärke von SIMATIC PCS 7. Sie hat über den gesamten Lebenszyklus einer Anlage einen erheblichen Einfluss auf die Optimierung aller Unternehmens-prozesse und somit auf die Reduzierung der Gesamtbetriebs-kosten (Total Cost of Ownership, TCO). Im Kontext von SIMATIC PCS 7 hat sie viele Facetten:
Horizontale Integration in Totally Integrated Automation
Totally Integrated Automation (TIA) von Siemens ist ein lückenloses Angebot perfekt aufeinander abgestimmter Pro-dukte, Systeme und Lösungen für alle Hierarchieebenen der industriellen Automatisierung. In TIA ist SIMATIC PCS 7 hori-zontal eingebettet in die durchgängige Automatisierung der gesamten Prozesskette eines Unternehmens – vom Waren-eingang bis zum Warenausgang.
Dabei obliegt SIMATIC PCS 7 vor allem die Automatisierung der Primärprozesse. Aber damit nicht genug, kann es hierbei auch Nebengewerke oder die vorhandene elektrische Infra-struktur integrieren, wie z. B. Niederspannungs-/Mittelspan-nungs-Schaltanlagen.
Da TIA die Kompatibilität von Weiterentwicklungen garantiert, bleibt die Kontinuität stets gewahrt. Dies gibt dem Anlagen-betreiber Investitionssicherheit, denn es ermöglicht ihm, seine Anlage über den gesamten Lebenszyklus hinweg zu erweitern und zu modernisieren.
Vertikale Integration in die hierarchische Kommunikation
SIMATIC PCS 7 ist über standardisierte Schnittstellen auf Basis internationaler Industriestandards und über interne System-schnittstellen für den direkten Datenaustausch in die hierar-chische Kommunikation eines Unternehmens integrierbar. Auf diese Weise lassen sich Prozessdaten zu jeder Zeit und an jedem Ort im Unternehmen für die Bewertung, Planung, Koor-dinierung und Optimierung von Betriebsabläufen, Produk-tions- und Geschäftsprozessen verfügbar machen.
SIMATIC PCS 7 unterstützt systemseitig die Anbindung an SIMATIC IT, das Manufacturing Execution System von Siemens. SIMATIC IT kann Daten in Echtzeit aus der ERP- und der Steuerungsebene erfassen, das gesamte Herstellungs-wissen modellieren und die Betriebsprozesse präzise definie-ren.
Die auf den OPC-Spezifikationen (Openness, Productivity, Collaboration) basierende Systemschnittstelle OpenPCS 7 ge-stattet einen einfachen Datenaustausch mit übergeordneten Systemen für Produktionsplanung, Prozessdatenauswertung und -management (OPC Clients).
Mit einem PCS 7 Web Server kann die Anlage via Internet/ Intranet bedient und beobachtet werden. Der PCS 7 Web Server sammelt die Daten der unterlagerten OS Server und macht sie weltweit für Fernüberwachung und -bedienung sowie Ferndiagnose und -wartung verfügbar. Der Web-Zugriff unterliegt dabei den gleichen Zugriffsschutzmechanismen wie am Client in der Leitwarte.
Die hierarchische Unternehmenskommunikation reicht von der Managementebene über Betriebs-/Verfahrensebene und Steuerungsebene bis zur Feldebene. In diese Kommunikation sind folgende Komponenten integriert:
• Feld- und Analysengeräte• Wäge- und Dosiersysteme• Antriebe (Motorstarter, Motorschutzschalter, Frequenz-
umrichter)
Dadurch wird sowohl die Systemdiagnose als auch die effi-ziente Instandhaltung mit der Maintenance Station für das anlagennahe SIMATIC PCS 7 Asset Management optimal unterstützt.
Reduzierung der Betriebskosten über den gesamten Lebenszyklus der Anlage
Planung und Projektierung
Installation undInbetriebsetzung
Wartung und Instandhaltung ModernisierungProduktions-
betrieb
© Siemens AG 2010
Sieben Vorteile6
Reduzierung der Gesamtbetriebskosten durch Integration
Integration zusätzlicher Funktionalität in das Prozessleitsystem
Abhängig von der prozesstypischen Automatisierung oder kundenspezifischen Anforderungen kann das Prozess-leitsystem mit additiver Hardware/Software für spezielle Auto-matisierungsaufgaben funktionell erweitert werden, z. B. per
• Maintenance Station (Asset Management)• SIMATIC BATCH (Chargenprozessautomatisierung)• SIMATIC Route Control (Materialtransportsteuerung) • Safety Integrated for Process Automation (Funktionale
Sicherheit)• Advanced Process Control (progressive Regelungs-
verfahren)• SIMATIC PCS 7 TeleControl (Fernwirken)• SIMATIC PCS 7 LAB (Laborautomatisierung)
All diese Zusatzfunktionen werden nahtlos in SIMATIC PCS 7 eingebunden.
Ein gemeinsames zentrales Engineering System mit einer ein-heitlichen, aufeinander abgestimmten Werkzeugpalette für die durchgängige Systemprojektierung minimiert den Projek-tierungsaufwand.
Die komfortable, systemweit einheitliche Prozessvisualisie-rung erleichtert sowohl Einarbeitung als auch Orientierung und ermöglicht bei Bedarf das schnelle und gezielte Eingrei-fen des Operators in den Prozessablauf.
Integration zusätzlicher technischer Standards
SIMATIC PCS 7 ist auch in der Lage, technische Standards, die nicht in TIA verankert sind, in das System zu integrieren. Ein Beispiel dafür ist der in einzelnen Branchen etablierte FOUNDATION Fieldbus H1 (FF-H1), der via PROFIBUS in das Leitsystem eingebunden werden kann. Hardware-Projektie-rung und Detaildiagnose der FF-H1-Komponenten sind dabei systemkonform. Die Einbindung der FF-H1-Komponenten in das SIMATIC PCS 7 Asset Management ist gewährleistet.
Integration autorisierter SIMATIC PCS 7 Add On-Produkte
Modularität, Flexibilität, Skalierbarkeit und Offenheit von SIMATIC PCS 7 bieten optimale Voraussetzungen dafür, ergän-zende Komponenten und Lösungen applikativ in das Prozess-leitsystem zu integrieren und dessen Funktionalität auf diese Weise zu erweitern und abzurunden.
Als Add Ons für das Prozessleitsystem SIMATIC PCS 7 wurden sowohl von Siemens als auch von externen Partnern viele er-gänzende Komponenten entwickelt. Diese vom Systemher-steller autorisierten Hardware- und Softwareprodukte ermög-lichen den kostengünstigen Einsatz von SIMATIC PCS 7 für spezielle Automatisierungsaufgaben.
© Siemens AG 2010
Sieben Vorteile 7
Hohe Performance und Qualität kombiniert mit effizientem Engineering, Zuverlässigkeit und Verfügbarkeit
Ganz entscheidend für den weltweiten Erfolg von SIMATIC PCS 7 ist zweifelsohne das perfekte Zusammen-spiel der außerordentlich leistungsstarken und qualitativ hochwertigen SIMATIC-Systemkomponenten. Sie sind äußerst zuverlässig und erfüllen im redundanten Betrieb auch erhöhte Verfügbarkeitsanforderungen.
Beleg für die hohe Performance, Qualität und Verfügbarkeit von SIMATIC PCS 7 sind vor allem:
Leistungsfähige SIMATIC PCS 7 Industrial Workstations für die Systeme in der Betriebs- und Verfahrensebene wie Engineering System, Operator System, Maintenance Station, u. a. mit moderner Intel-Architektur, schnellem Core 2-Duo-Prozessor, hohem Speicherausbau und exzellen-ter Grafik für 1 bis 4 Monitore. Alle verbauten Komponenten sind hochwertig, haben hohe MTBF-Werte und sind geeignet für einen 24-Stunden-Dauerbetrieb in Büro- und Industrie-umgebungen bei Temperaturen von 5 bis 40 °C.
Breites Spektrum modularer und skalierbarer Automatisierungssysteme (Controller) mit fein abgestufter Leistung und darauf abgestimmter Speicherkapazität, alle mit hervorragender Bearbeitungs-geschwindigkeit und ausgezeichneter Kommunikations-leistung, auch für hochverfügbare, sicherheitsgerichtete und fehlertolerante Applikationen
Hohe Kommunikationsleistung• Schnelle elektrische/optische Fast- und Gigabit-Ethernet-
Netze für Anlagen- und Terminalbus• Vielseitige PROFIBUS-Feldbusarchitekturen für verfahrens-
und fertigungstechnische Produktionsbereiche: zum Anschluss von Sensoren/Aktoren über dezentrale Remote-I/Os oder zur direkten Anbindung von Feld-/ Prozessgeräten und -instrumenten inkl. Speisung, auch im Ex-Bereich oder für hohe Verfügbarkeit und Sicherheit
Kurze Engineering- und Turnaroundzeiten bei der systemweit durchgängigen Hardware- und Software-projektierung mit dem zentralen Engineering System:
• Technologieorientierte Projektierung ohne spezielle Programmierkenntnisse
• Effektive Systemfunktionen zur Minimierung des Engi-neeringaufwands, insbesondere bei vielen gleichartigen Projektierungsabläufen (Bulk-Engineering)
• Systemseitige Unterstützung der arbeitsteiligen Projektie-rung
• Zahlreiche automatische Projektierungsschritte (Auto-Engineering) sowie Übersetzen und Laden in einem Lauf
• Kontrollierter Zugang und Änderungsnachweis• Leistungsfähiges Versionsmanagement mit Versions-
vergleich und Versionshistorie• Advanced Process Control-Funktionen
© Siemens AG 2010
Sieben Vorteile8
Hohe Performance und Qualität
Funktionsreiches, sehr komfortables skalierbares Operator System mit hoher Betriebssicherheit, wahlweise redundant
• Als Einplatzsystem für bis zu 5 000 Prozessobjekte (PO) oder als Mehrplatzsystem mit bis zu 12 Servern/Server-paaren à 8 500 PO und bis zu 32 Clients je Server/Server-paar
• Integrierte Benutzerverwaltung mit Zugangskontrolle und elektronischer Unterschrift
• Kurze Bildanwahl- und aktualisierungszeiten (< 2 s) • Während des laufenden Betriebs änderbar,
redundante Server selektiv• Hochperformante Meldungsverarbeitung mit bis zu
150 000 projektierbaren Meldungen/Alarmen pro Single Station/Server
• Intelligentes Alarmmanagement zur Selektierung und Filterung relevanter Meldungen
• Integriertes Hochleistungs-Archivsystem für Kurzzeit-archivierung von bis zu 10 000 Archivvariablen, erweiterbar mit Langzeitarchiv für bis zu 120 000 Archivvariablen, auch redundant
Kompakte Runtime- und Komplettsysteme für Teilprozesse und autarke Kleinanlagen mit ausgezeichne-tem Preis-/Leistungsverhältnis – ausgerichtet auf hohe Bear-beitungsgeschwindigkeit oder hohe Verfügbarkeit
Flexibel projektierbare Redundanz in allen Leitsystemebenen SIMATIC PCS 7 unterstützt die Projektierung redundanter Konfigurationen in
• Betriebs-/VerfahrensebeneRedundant konfigurierbar sind sowohl Einplatz- als auch Mehrplatzsysteme. Bei einem Mehrplatzsystem können bis zu 32 Clients (OS/Batch/Route Control) auf die Daten von 1 bis 12 Servern/Serverpaaren (OS/Batch/Route Control) zugreifen. Bei Konfigurationen mit redundanten Server-paaren werden die Clients im Fehlerfall auf den Backup-Server umgeschaltet.
Folgende Servertypen können auch als redundantes Serverpaar konfiguriert werden:
- OS Server- Zentraler Archivserver (CAS) - Batch Server- RouteControl Server - Maintenance Station Server
Unter dem Aspekt der Verfügbarkeit sind für die Client-Server-/Server-Server-Kommunikation (Terminalbus) sowie für die Anlagenkommunikation zwischen den Systemen der Betriebs-/Verfahrensebene und der Steuerungsebene (Anlagenbus) Ringarchitekturen, insbesondere redundante Doppelringe, zu favorisieren.
© Siemens AG 2010
Sieben Vorteile 9
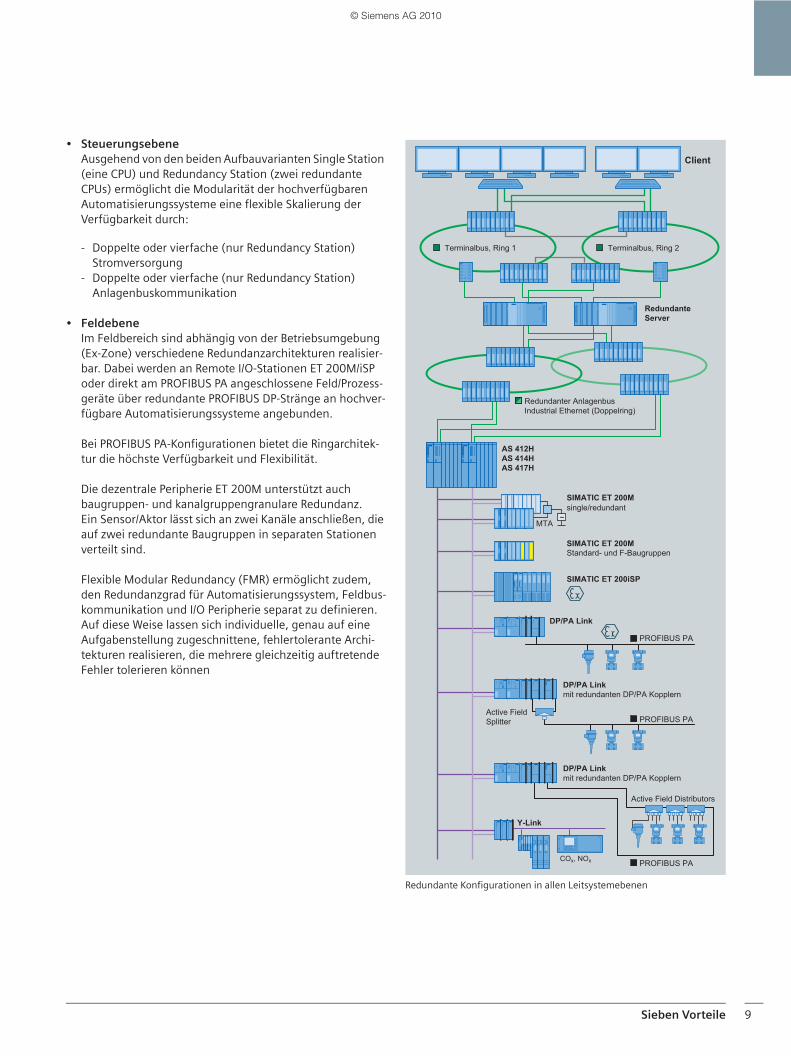
• SteuerungsebeneAusgehend von den beiden Aufbauvarianten Single Station (eine CPU) und Redundancy Station (zwei redundante CPUs) ermöglicht die Modularität der hochverfügbaren Automatisierungssysteme eine flexible Skalierung der Verfügbarkeit durch:
- Doppelte oder vierfache (nur Redundancy Station) Stromversorgung
- Doppelte oder vierfache (nur Redundancy Station) Anlagenbuskommunikation
• FeldebeneIm Feldbereich sind abhängig von der Betriebsumgebung (Ex-Zone) verschiedene Redundanzarchitekturen realisier-bar. Dabei werden an Remote I/O-Stationen ET 200M/iSP oder direkt am PROFIBUS PA angeschlossene Feld/Prozess-geräte über redundante PROFIBUS DP-Stränge an hochver-fügbare Automatisierungssysteme angebunden.
Bei PROFIBUS PA-Konfigurationen bietet die Ringarchitek-tur die höchste Verfügbarkeit und Flexibilität.
Die dezentrale Peripherie ET 200M unterstützt auch baugruppen- und kanalgruppengranulare Redundanz. Ein Sensor/Aktor lässt sich an zwei Kanäle anschließen, die auf zwei redundante Baugruppen in separaten Stationen verteilt sind.
Flexible Modular Redundancy (FMR) ermöglicht zudem, den Redundanzgrad für Automatisierungssystem, Feldbus-kommunikation und I/O Peripherie separat zu definieren. Auf diese Weise lassen sich individuelle, genau auf eine Aufgabenstellung zugeschnittene, fehlertolerante Archi-tekturen realisieren, die mehrere gleichzeitig auftretende Fehler tolerieren können
Redundante Konfigurationen in allen Leitsystemebenen
AS 412HAS 414HAS 417H
SIMATIC ET 200iSP
MTA
COx, NOx
PROFIBUS PA
PROFIBUS PA
PROFIBUS PA
SIMATIC ET 200M
SIMATIC ET 200M
Y-Link
Client
Terminalbus, Ring 1 Terminalbus, Ring 2
Redundante Server
Redundanter Anlagenbus Industrial Ethernet (Doppelring)
single/redundant
Standard- und F-Baugruppen
Active FieldSplitter
Active Field Distributors
DP/PA Link
DP/PA Linkmit redundanten DP/PA Kopplern
DP/PA Linkmit redundanten DP/PA Kopplern
© Siemens AG 2010
Sieben Vorteile10
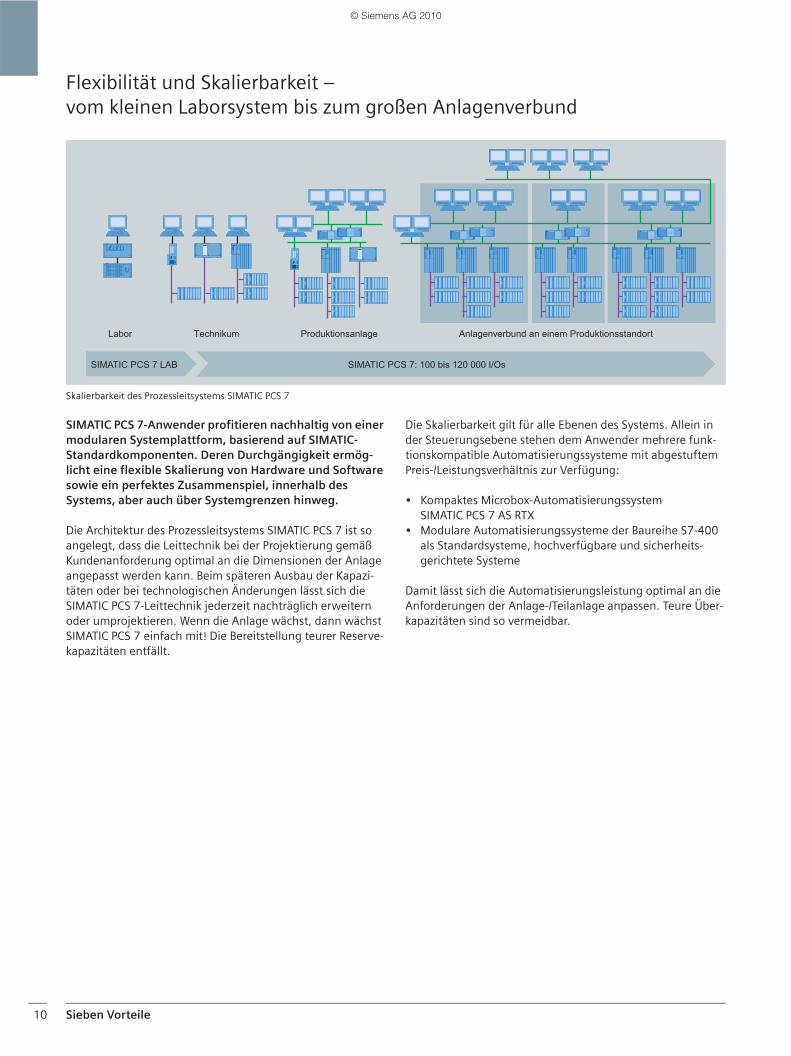
Flexibilität und Skalierbarkeit –vom kleinen Laborsystem bis zum großen Anlagenverbund
Skalierbarkeit des Prozessleitsystems SIMATIC PCS 7
SIMATIC PCS 7-Anwender profitieren nachhaltig von einer modularen Systemplattform, basierend auf SIMATIC-Standardkomponenten. Deren Durchgängigkeit ermög-licht eine flexible Skalierung von Hardware und Software sowie ein perfektes Zusammenspiel, innerhalb des Systems, aber auch über Systemgrenzen hinweg.
Die Architektur des Prozessleitsystems SIMATIC PCS 7 ist so angelegt, dass die Leittechnik bei der Projektierung gemäß Kundenanforderung optimal an die Dimensionen der Anlage angepasst werden kann. Beim späteren Ausbau der Kapazi-täten oder bei technologischen Änderungen lässt sich die SIMATIC PCS 7-Leittechnik jederzeit nachträglich erweitern oder umprojektieren. Wenn die Anlage wächst, dann wächst SIMATIC PCS 7 einfach mit! Die Bereitstellung teurer Reserve-kapazitäten entfällt.
Die Skalierbarkeit gilt für alle Ebenen des Systems. Allein in der Steuerungsebene stehen dem Anwender mehrere funk-tionskompatible Automatisierungssysteme mit abgestuftem Preis-/Leistungsverhältnis zur Verfügung:
• Kompaktes Microbox-Automatisierungssystem SIMATIC PCS 7 AS RTX
• Modulare Automatisierungssysteme der Baureihe S7-400 als Standardsysteme, hochverfügbare und sicherheits-gerichtete Systeme
Damit lässt sich die Automatisierungsleistung optimal an die Anforderungen der Anlage-/Teilanlage anpassen. Teure Über-kapazitäten sind so vermeidbar.
SIMATIC PCS 7 LAB
Anlagenverbund an einem ProduktionsstandortProduktionsanlageTechnikumLabor
SIMATIC PCS 7: 100 bis 120 000 I/Os
© Siemens AG 2010
Sieben Vorteile 11
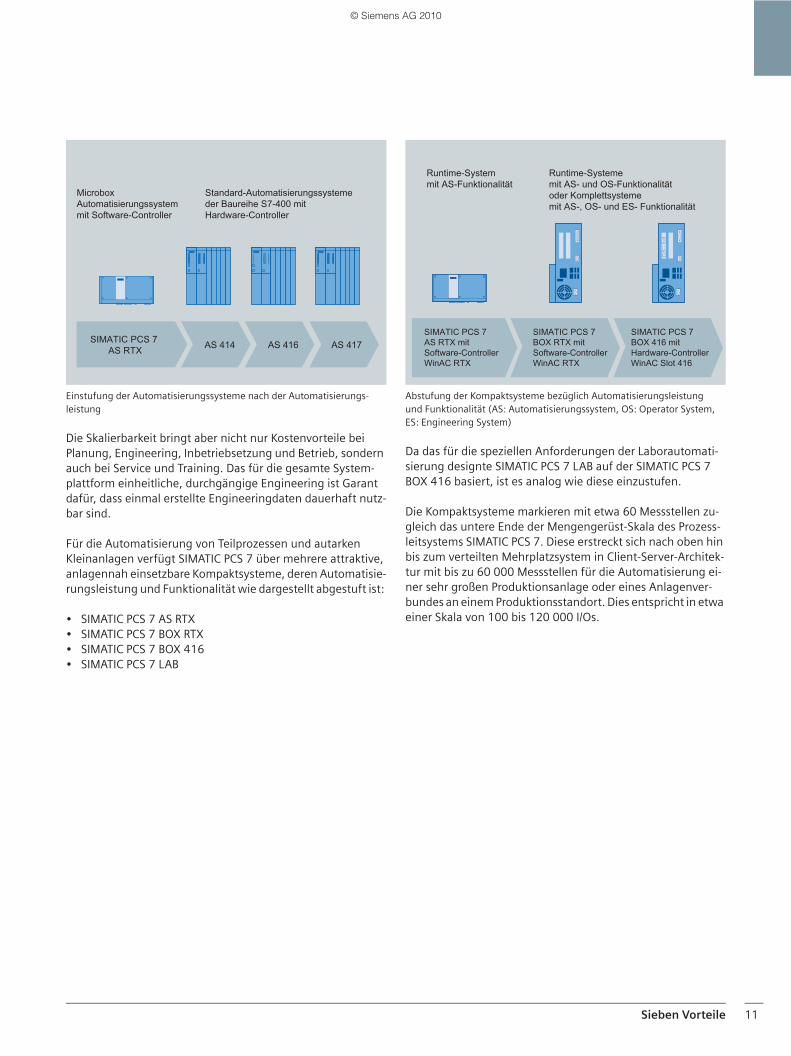
Einstufung der Automatisierungssysteme nach der Automatisierungs-leistung
Die Skalierbarkeit bringt aber nicht nur Kostenvorteile bei Planung, Engineering, Inbetriebsetzung und Betrieb, sondern auch bei Service und Training. Das für die gesamte System-plattform einheitliche, durchgängige Engineering ist Garant dafür, dass einmal erstellte Engineeringdaten dauerhaft nutz-bar sind.
Für die Automatisierung von Teilprozessen und autarken Kleinanlagen verfügt SIMATIC PCS 7 über mehrere attraktive, anlagennah einsetzbare Kompaktsysteme, deren Automatisie-rungsleistung und Funktionalität wie dargestellt abgestuft ist:
• SIMATIC PCS 7 AS RTX • SIMATIC PCS 7 BOX RTX • SIMATIC PCS 7 BOX 416• SIMATIC PCS 7 LAB
Abstufung der Kompaktsysteme bezüglich Automatisierungsleistung und Funktionalität (AS: Automatisierungssystem, OS: Operator System, ES: Engineering System)
Da das für die speziellen Anforderungen der Laborautomati-sierung designte SIMATIC PCS 7 LAB auf der SIMATIC PCS 7 BOX 416 basiert, ist es analog wie diese einzustufen.
Die Kompaktsysteme markieren mit etwa 60 Messstellen zu-gleich das untere Ende der Mengengerüst-Skala des Prozess-leitsystems SIMATIC PCS 7. Diese erstreckt sich nach oben hin bis zum verteilten Mehrplatzsystem in Client-Server-Architek-tur mit bis zu 60 000 Messstellen für die Automatisierung ei-ner sehr großen Produktionsanlage oder eines Anlagenver-bundes an einem Produktionsstandort. Dies entspricht in etwa einer Skala von 100 bis 120 000 I/Os.
SIMATIC PCS 7 AS RTX AS 414 AS 416 AS 417
Microbox Automatisierungssystem mit Software-Controller
Standard-Automatisierungssystemeder Baureihe S7-400 mitHardware-Controller
SIMATIC PCS 7 AS RTX mit Software-Controller WinAC RTX
SIMATIC PCS 7 BOX RTX mit Software-Controller WinAC RTX
SIMATIC PCS 7 BOX 416 mit Hardware-Controller WinAC Slot 416
Runtime-System mit AS-Funktionalität
Runtime-Systeme mit AS- und OS-Funktionalitätoder Komplettsysteme mit AS-, OS- und ES- Funktionalität
© Siemens AG 2010

Sieben Vorteile12
Schutz der Investitionen durch schrittweise Modernisierung von eigenen und fremden Systemen
Die Motivation für die Modernisierung bestehender Verfahren und Anlagen ist vielfältig. Seien es nun höhere Produktivität und Qualität, geringere Kosten, kürzere Produkteinführungszeiten oder umweltverträglichere Produktionsprozesse und Technologien, basierend auf dem optimalen Einsatz von Rohstoffen und Energie: Um diese Ziele zu erreichen, müssen die Prozesse opti-miert, Systeme und Anlagen modernisiert und erweitert werden. Eine abgestimmte, schrittweise Modernisie-rungsstrategie sorgt dabei dafür, dass der Wert der installierten Basis in Bezug auf Hardware, Applikations-software und Know-how des Bedien- und Wartungs-personals erhalten und vermehrt wird.
Siemens bietet daher für seine eigenen Leitsysteme eine Viel-zahl innovativer Produkte und Lösungen zur Migration nach SIMATIC PCS 7 an, z. B. für
• TELEPERM M• APACS• SIMATIC PCS/TISTAR• OpenPMC
Prägend für die Migrationsstrategie von Siemens ist ein suk-zessives Vorgehen, das es erlaubt, die installierte Basis ohne Systembruch und möglichst ohne Anlagenstillstand zu mo-dernisieren, dabei aber zugleich die Ausgaben für Neuinvesti-tionen zu beschränken. Diese Strategie ist anpassbar an die speziellen Gegebenheiten der jeweiligen Anlage und flexibel bezüglich der Vorgaben des Betreibers. Sie zielt immer darauf ab, die Gesamtkapitalrendite zu maximieren.
Doch damit nicht genug: Aufbauend auf dem Migrations-Portfolio von Siemens, das eine Vielzahl innovativer, in der Praxis bewährter Produkte, Werkzeuge und Dienstleistungen umfasst, wurden auch Migrationslösungen für Leitsysteme anderer Hersteller entwickelt, z. B. ABB oder Bailey. Damit können auch Anwender dieser Leitsysteme auf die weltweit führende SIMATIC Technologie setzen und ihre Investitionen in Automatisierungstechnik für die Zukunft absichern.
© Siemens AG 2010
Sieben Vorteile 13
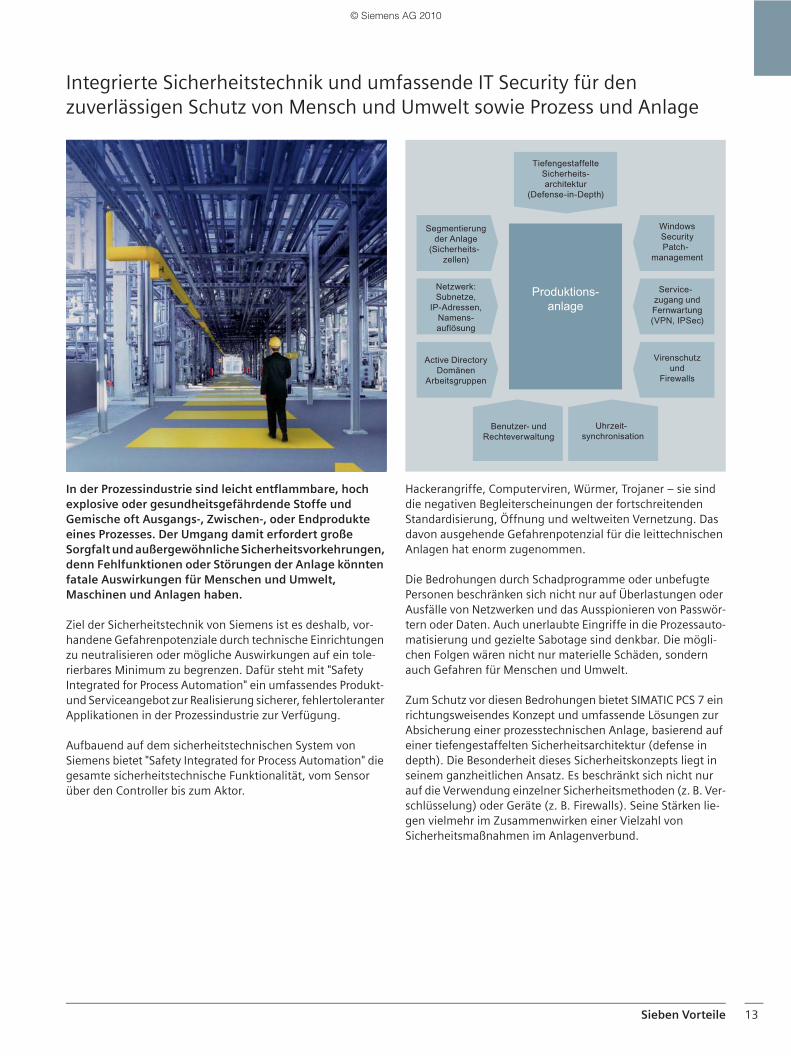
Integrierte Sicherheitstechnik und umfassende IT Security für den zuverlässigen Schutz von Mensch und Umwelt sowie Prozess und Anlage
In der Prozessindustrie sind leicht entflammbare, hoch explosive oder gesundheitsgefährdende Stoffe und Gemische oft Ausgangs-, Zwischen-, oder Endprodukte eines Prozesses. Der Umgang damit erfordert große Sorgfalt und außergewöhnliche Sicherheitsvorkehrungen, denn Fehlfunktionen oder Störungen der Anlage könnten fatale Auswirkungen für Menschen und Umwelt, Maschinen und Anlagen haben.
Ziel der Sicherheitstechnik von Siemens ist es deshalb, vor-handene Gefahrenpotenziale durch technische Einrichtungen zu neutralisieren oder mögliche Auswirkungen auf ein tole-rierbares Minimum zu begrenzen. Dafür steht mit "Safety Integrated for Process Automation" ein umfassendes Produkt- und Serviceangebot zur Realisierung sicherer, fehlertoleranter Applikationen in der Prozessindustrie zur Verfügung.
Aufbauend auf dem sicherheitstechnischen System von Siemens bietet "Safety Integrated for Process Automation" die gesamte sicherheitstechnische Funktionalität, vom Sensor über den Controller bis zum Aktor.
Hackerangriffe, Computerviren, Würmer, Trojaner – sie sind die negativen Begleiterscheinungen der fortschreitenden Standardisierung, Öffnung und weltweiten Vernetzung. Das davon ausgehende Gefahrenpotenzial für die leittechnischen Anlagen hat enorm zugenommen.
Die Bedrohungen durch Schadprogramme oder unbefugte Personen beschränken sich nicht nur auf Überlastungen oder Ausfälle von Netzwerken und das Ausspionieren von Passwör-tern oder Daten. Auch unerlaubte Eingriffe in die Prozessauto-matisierung und gezielte Sabotage sind denkbar. Die mögli-chen Folgen wären nicht nur materielle Schäden, sondern auch Gefahren für Menschen und Umwelt.
Zum Schutz vor diesen Bedrohungen bietet SIMATIC PCS 7 ein richtungsweisendes Konzept und umfassende Lösungen zur Absicherung einer prozesstechnischen Anlage, basierend auf einer tiefengestaffelten Sicherheitsarchitektur (defense in depth). Die Besonderheit dieses Sicherheitskonzepts liegt in seinem ganzheitlichen Ansatz. Es beschränkt sich nicht nur auf die Verwendung einzelner Sicherheitsmethoden (z. B. Ver-schlüsselung) oder Geräte (z. B. Firewalls). Seine Stärken lie-gen vielmehr im Zusammenwirken einer Vielzahl von Sicherheitsmaßnahmen im Anlagenverbund.
Segmentierung der Anlage
(Sicherheits-zellen)
Netzwerk: Subnetze,
IP-Adressen,Namens-auflösung
Tiefengestaffelte Sicherheits-architektur
(Defense-in-Depth)
Active DirectoryDomänen
Arbeitsgruppen
Service-zugang und Fernwartung (VPN, IPSec)
Virenschutz und
Firewalls
Uhrzeit-synchronisation
Benutzer- und Rechteverwaltung
Windows SecurityPatch-
management
Produktions-anlage
© Siemens AG 2010

Sieben Vorteile14
Kontinuierliche technologische Innovationen – von einem weltweit führenden Anbieter für Automatisierungstechnik
Voraussetzung für Innovationen und damit für dauerhaf-ten wirtschaftlichen Erfolg sind Investitionen in For-schung und Entwicklung. Siemens ist Trendsetter und stellt sich bei der Entwicklung innovativer Produkte und Technologien aktuellen Herausforderungen unserer Zeit wie den sparsamen Einsatz der verfügbaren Energie oder den Schutz der Umwelt.
Die Innovationen im Siemens-Sektor Industry werden über-dies vor allem durch den Trend zur Verschmelzung von virtueller Produkt-/Produktionsplanung und Automatisierung geprägt. Dieser führt zu mehr Flexibilität und ermöglicht erhebliche Zeit- und Kosteneinsparungen bei Entwicklung, Markteinführung und Produktion. Forschungs- und Entwick-lungsprojekte verwirklicht der Sektor Industry im globalen Verbund, oft in Kooperation mit Universitäten. Der Motor ist dabei das Bestreben, die Wünsche der Kunden möglichst opti-mal zu erfüllen.
Siemens erhöhte seine Aufwändungen für Forschung und Entwicklung im Geschäftsjahr 2007 um weitere 300 Millionen auf insgesamt 3,4 Milliarden Euro. Im Mittelpunkt stand dabei der Sektor Industry mit einem Anteil von 49 %, d. h. ca. 1,67 Millarden Euro.
Allein im Geschäftsjahr 2007 konnte Siemens 8 267 Erfindun-gen anmelden und somit das Ergebnis aus dem Vorjahr um sieben Prozent übertreffen. Im gleichen Zeitraum gelang es auch die Zahl der Patentanmeldungen um elf Prozent auf 5 060 zu steigern. Dies entspricht durchschnittlich 38 Erfin-dungen und 23 Patentanmeldungen pro Arbeitstag.
Nachhaltig beweist Siemens seine enorme Innovationskraft auch damit, dass das Unternehmen in Deutschland auf Platz 1 der Patentstatistik geführt wird, beim Europäischen Patent-amt Platz 2 belegt und in den USA unter den Top 10 vertreten ist.
Ergebnis dieser enormen Anstrengungen ist die modernste Produktpalette der Automatisierungs- und Antriebstechnik. Vier von fünf Produkten sind heute jünger als 5 Jahre.
© Siemens AG 2010
Sieben Vorteile 15
Lokaler Service und Support durch ein weltweites Netzwerk von Experten und autorisierten Partnern
Wer sich für SIMATIC PCS 7 entscheidet, hat mit Siemens einen starken, verlässlichen Partner an seiner Seite, der über ein immenses Know-how und langjährige Erfahrung in der Prozessautomatisierung verfügt.
Zur Unterstützung seiner Prozessleitsystem-Kunden in aller Welt hat Siemens ein engmaschiges Experten-Netzwerk etabliert. Darin sind Systemspezialisten von Siemens sowie hochqualifizierte autorisierte externe Partner vereint, die in mehr als 190 Ländern der Welt erstklassigen Service und Support leisten.
Aufgrund ihrer Vor-Ort-Präsenz sind sie mit den regionalen Be-sonderheiten bestens vertraut, stehen in direktem Kontakt zu ihren Kunden und können sehr schnell und flexibel auf deren Anfragen reagieren. Ihre Leistungsangebote sind auf den ge-samten Lebenszyklus einer Anlage ausgerichtet, von Planung und Projektierung über Inbetriebsetzung und Produktion bis zu Modernisierung oder Stilllegung. Das differenzierte Leis-tungsspektrum reicht von der 24/7-Rund-um-die Uhr-Helpline über die Unterstützung bei Inbetriebsetzung, Instandhaltung oder Upgrades, den Reparatur-/Ersatzteilservice bis zum um-fangreichen technischen Consulting.
Da sich die Prozessleittechnik ständig weiterentwickelt, ist permanente Weiterbildung unerlässlich. Dies gilt nicht nur für unsere Kunden, sondern auch für Systemspezialisten und Partner vor Ort. Deshalb bietet Siemens in Trainingscentern in über 60 Ländern oder direkt vor Ort auf der Anlage professio-nelle, zielgruppenorientierte Trainingskurse an.
Siemens sieht in der engen Zusammenarbeit mit Partnern und Systemintegratoren einen Schlüssel zum Erfolg in der Prozess-automatisierung. Um diese Zusammenarbeit auszubauen und zu intensivieren, hat Siemens ein Solution Partner Programm erstellt, dessen Bandbreite auf dem Markt derzeit einzigartig ist. Damit werden hervorragende Kenntnisse über Technolo-gie und Applikation perfekt mit Erfahrung und umfassendem Produkt- und System-Know-how kombiniert.
© Siemens AG 2010
Engineering System16
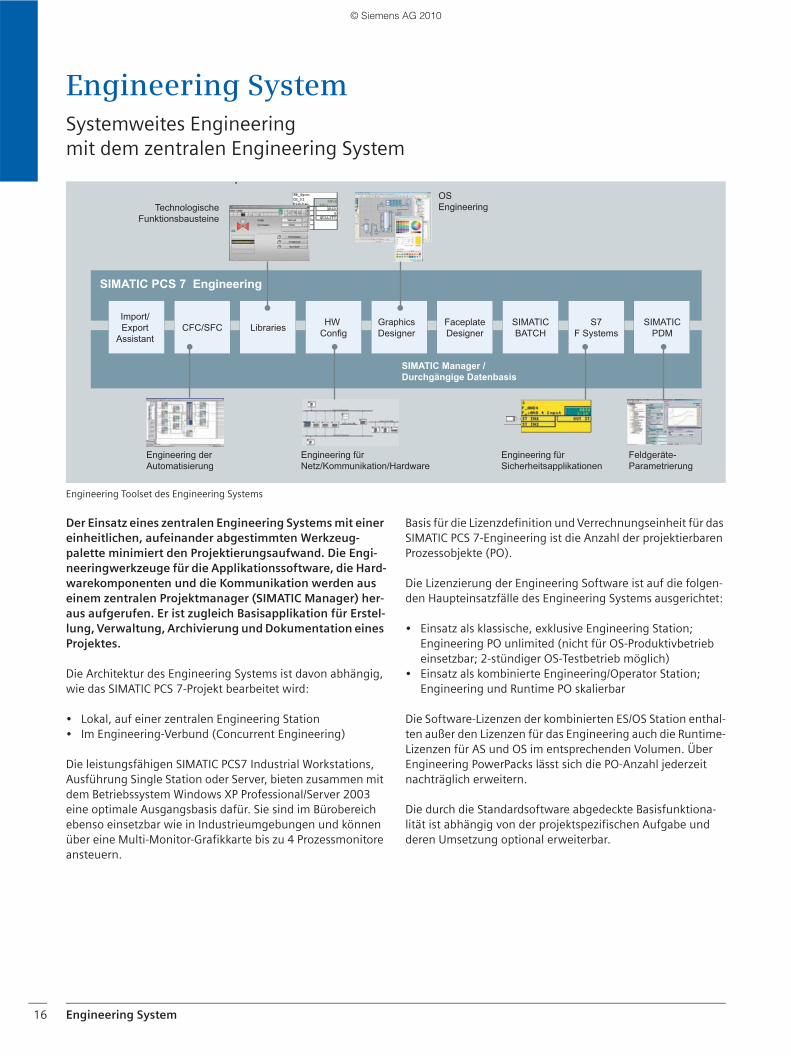
Engineering SystemSystemweites Engineeringmit dem zentralen Engineering System
Engineering Toolset des Engineering Systems
Der Einsatz eines zentralen Engineering Systems mit einer einheitlichen, aufeinander abgestimmten Werkzeug-palette minimiert den Projektierungsaufwand. Die Engi-neeringwerkzeuge für die Applikationssoftware, die Hard-warekomponenten und die Kommunikation werden aus einem zentralen Projektmanager (SIMATIC Manager) her-aus aufgerufen. Er ist zugleich Basisapplikation für Erstel-lung, Verwaltung, Archivierung und Dokumentation eines Projektes.
Die Architektur des Engineering Systems ist davon abhängig, wie das SIMATIC PCS 7-Projekt bearbeitet wird:
• Lokal, auf einer zentralen Engineering Station• Im Engineering-Verbund (Concurrent Engineering)
Die leistungsfähigen SIMATIC PCS7 Industrial Workstations, Ausführung Single Station oder Server, bieten zusammen mit dem Betriebssystem Windows XP Professional/Server 2003 eine optimale Ausgangsbasis dafür. Sie sind im Bürobereich ebenso einsetzbar wie in Industrieumgebungen und können über eine Multi-Monitor-Grafikkarte bis zu 4 Prozessmonitore ansteuern.
Basis für die Lizenzdefinition und Verrechnungseinheit für das SIMATIC PCS 7-Engineering ist die Anzahl der projektierbaren Prozessobjekte (PO).
Die Lizenzierung der Engineering Software ist auf die folgen-den Haupteinsatzfälle des Engineering Systems ausgerichtet:
• Einsatz als klassische, exklusive Engineering Station; Engineering PO unlimited (nicht für OS-Produktivbetrieb einsetzbar; 2-stündiger OS-Testbetrieb möglich)
• Einsatz als kombinierte Engineering/Operator Station; Engineering und Runtime PO skalierbar
Die Software-Lizenzen der kombinierten ES/OS Station enthal-ten außer den Lizenzen für das Engineering auch die Runtime-Lizenzen für AS und OS im entsprechenden Volumen. Über Engineering PowerPacks lässt sich die PO-Anzahl jederzeit nachträglich erweitern.
Die durch die Standardsoftware abgedeckte Basisfunktiona-lität ist abhängig von der projektspezifischen Aufgabe und deren Umsetzung optional erweiterbar.
SIMATICPDM
S7F Systems
SIMATICBATCH
FaceplateDesigner
GraphicsDesigner
HW ConfigLibrariesCFC/SFC
Import/Export
Assistant
Feldgeräte-Parametrierung
Engineering fürSicherheitsapplikationen
Engineering fürNetz/Kommunikation/Hardware
Engineering derAutomatisierung
OS EngineeringTechnologische
Funktionsbausteine
SIMATIC Manager /Durchgängige Datenbasis
SIMATIC PCS 7 Engineering
© Siemens AG 2010
Engineering System 17
Engineering Toolset
Die gesamte Funktionalität für das systemweite projekt-orientierte Engineering, das zugleich die Basis für das Asset Management der leittechnischen Geräte und Einrichtungen ist, steht dem Projekteur als optimal aufeinander abgestimm-tes Engineering Toolset zur Verfügung. Es umfasst Werkzeuge für das effektive Engineering folgender Komponenten und Funktionen:
• Leitsystem-Hardware inkl. I/O-Peripherie und Feldgeräte• Kommunikationsnetze• Automatisierungsfunktionalität für kontinuierliche und
sequenzielle Prozessabläufe (AS-Engineering)• Bedien- und Beobachtungsfunktionalität (OS-Engineering)• Sicherheitsapplikationen (Safety Integrated for Process
Automation)• Diagnose- und Asset Management-Funktionalität• Chargenprozesse, automatisiert mit SIMATIC BATCH • Materialtransporte, gesteuert mit SIMATIC Route Control • Zusammenarbeit mit übergeordneten CAD/CAE-Planungs-
werkzeugen (Import und Export von Messstellen und Musterlösungen)
SIMATIC Manager
Der SIMATIC Manager ist zugleich Integrationsplattform für das Engineering Toolset und Projektierungsbasis für das ge-samte Engineering des Prozessleitsystems SIMATIC PCS 7. Hier wird das SIMATIC PCS 7-Projekt verwaltet, archiviert und doku-mentiert.
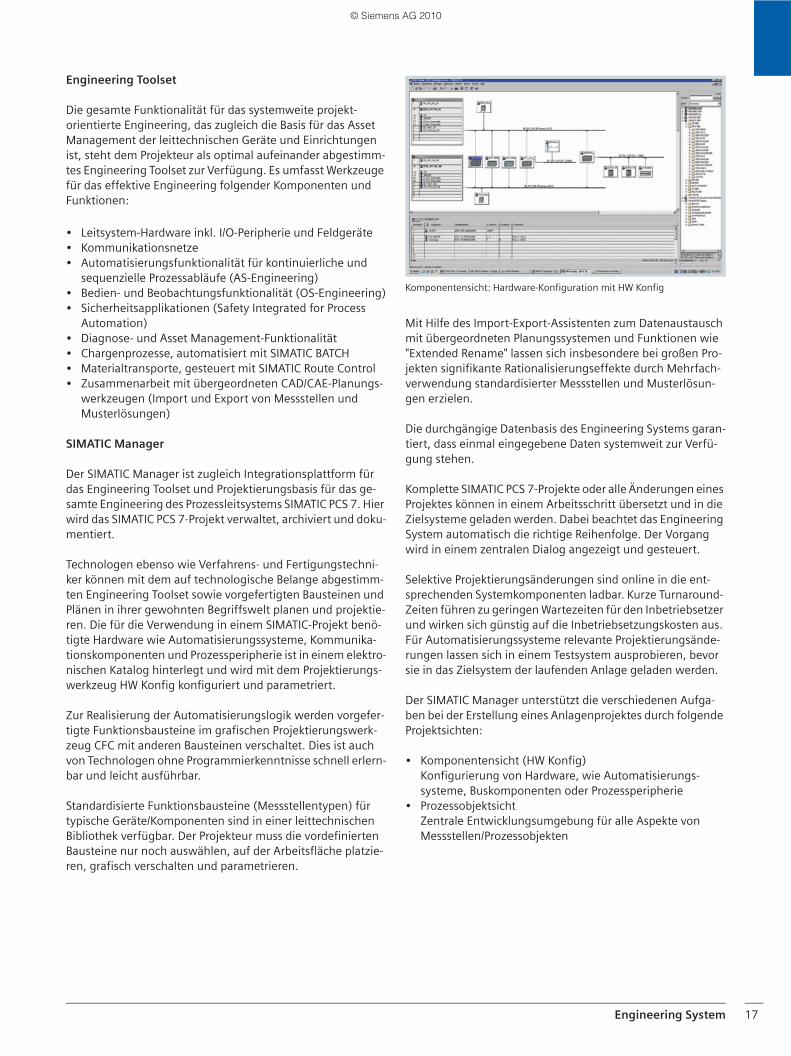
Technologen ebenso wie Verfahrens- und Fertigungstechni-ker können mit dem auf technologische Belange abgestimm-ten Engineering Toolset sowie vorgefertigten Bausteinen und Plänen in ihrer gewohnten Begriffswelt planen und projektie-ren. Die für die Verwendung in einem SIMATIC-Projekt benö-tigte Hardware wie Automatisierungssysteme, Kommunika-tionskomponenten und Prozessperipherie ist in einem elektro-nischen Katalog hinterlegt und wird mit dem Projektierungs-werkzeug HW Konfig konfiguriert und parametriert.
Zur Realisierung der Automatisierungslogik werden vorgefer-tigte Funktionsbausteine im grafischen Projektierungswerk-zeug CFC mit anderen Bausteinen verschaltet. Dies ist auch von Technologen ohne Programmierkenntnisse schnell erlern-bar und leicht ausführbar.
Standardisierte Funktionsbausteine (Messstellentypen) für typische Geräte/Komponenten sind in einer leittechnischen Bibliothek verfügbar. Der Projekteur muss die vordefinierten Bausteine nur noch auswählen, auf der Arbeitsfläche platzie-ren, grafisch verschalten und parametrieren.
Komponentensicht: Hardware-Konfiguration mit HW Konfig
Mit Hilfe des Import-Export-Assistenten zum Datenaustausch mit übergeordneten Planungssystemen und Funktionen wie "Extended Rename" lassen sich insbesondere bei großen Pro-jekten signifikante Rationalisierungseffekte durch Mehrfach-verwendung standardisierter Messstellen und Musterlösun-gen erzielen.
Die durchgängige Datenbasis des Engineering Systems garan-tiert, dass einmal eingegebene Daten systemweit zur Verfü-gung stehen.
Komplette SIMATIC PCS 7-Projekte oder alle Änderungen eines Projektes können in einem Arbeitsschritt übersetzt und in die Zielsysteme geladen werden. Dabei beachtet das Engineering System automatisch die richtige Reihenfolge. Der Vorgang wird in einem zentralen Dialog angezeigt und gesteuert.
Selektive Projektierungsänderungen sind online in die ent-sprechenden Systemkomponenten ladbar. Kurze Turnaround- Zeiten führen zu geringen Wartezeiten für den Inbetriebsetzer und wirken sich günstig auf die Inbetriebsetzungskosten aus. Für Automatisierungssysteme relevante Projektierungsände-rungen lassen sich in einem Testsystem ausprobieren, bevor sie in das Zielsystem der laufenden Anlage geladen werden.
Der SIMATIC Manager unterstützt die verschiedenen Aufga-ben bei der Erstellung eines Anlagenprojektes durch folgende Projektsichten:
• Komponentensicht (HW Konfig) Konfigurierung von Hardware, wie Automatisierungs-systeme, Buskomponenten oder Prozessperipherie
• Prozessobjektsicht Zentrale Entwicklungsumgebung für alle Aspekte von Messstellen/Prozessobjekten
© Siemens AG 2010
Engineering System18
Engineering Software
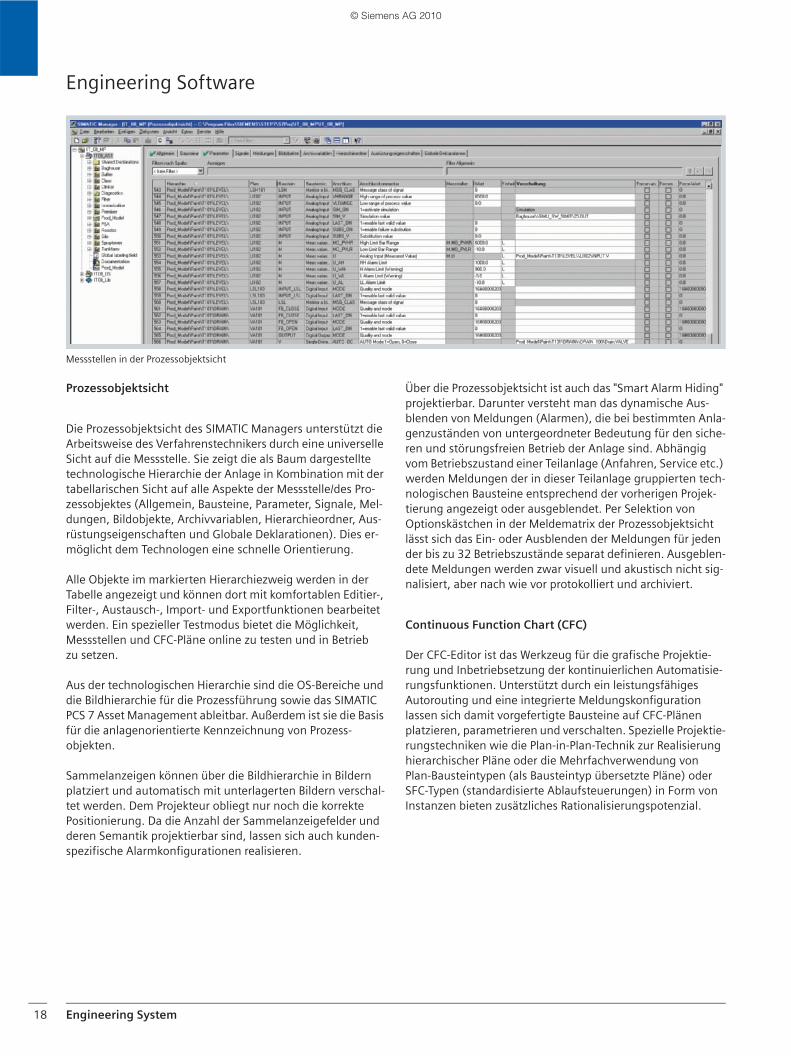
Messstellen in der Prozessobjektsicht
Prozessobjektsicht
Die Prozessobjektsicht des SIMATIC Managers unterstützt die Arbeitsweise des Verfahrenstechnikers durch eine universelle Sicht auf die Messstelle. Sie zeigt die als Baum dargestellte technologische Hierarchie der Anlage in Kombination mit der tabellarischen Sicht auf alle Aspekte der Messstelle/des Pro-zessobjektes (Allgemein, Bausteine, Parameter, Signale, Mel-dungen, Bildobjekte, Archivvariablen, Hierarchieordner, Aus-rüstungseigenschaften und Globale Deklarationen). Dies er-möglicht dem Technologen eine schnelle Orientierung.
Alle Objekte im markierten Hierarchiezweig werden in der Tabelle angezeigt und können dort mit komfortablen Editier-, Filter-, Austausch-, Import- und Exportfunktionen bearbeitet werden. Ein spezieller Testmodus bietet die Möglichkeit, Messstellen und CFC-Pläne online zu testen und in Betrieb zu setzen.
Aus der technologischen Hierarchie sind die OS-Bereiche und die Bildhierarchie für die Prozessführung sowie das SIMATIC PCS 7 Asset Management ableitbar. Außerdem ist sie die Basis für die anlagenorientierte Kennzeichnung von Prozess-objekten.
Sammelanzeigen können über die Bildhierarchie in Bildern platziert und automatisch mit unterlagerten Bildern verschal-tet werden. Dem Projekteur obliegt nur noch die korrekte Positionierung. Da die Anzahl der Sammelanzeigefelder und deren Semantik projektierbar sind, lassen sich auch kunden-spezifische Alarmkonfigurationen realisieren.
Über die Prozessobjektsicht ist auch das "Smart Alarm Hiding" projektierbar. Darunter versteht man das dynamische Aus-blenden von Meldungen (Alarmen), die bei bestimmten Anla-genzuständen von untergeordneter Bedeutung für den siche-ren und störungsfreien Betrieb der Anlage sind. Abhängig vom Betriebszustand einer Teilanlage (Anfahren, Service etc.) werden Meldungen der in dieser Teilanlage gruppierten tech-nologischen Bausteine entsprechend der vorherigen Projek-tierung angezeigt oder ausgeblendet. Per Selektion von Optionskästchen in der Meldematrix der Prozessobjektsicht lässt sich das Ein- oder Ausblenden der Meldungen für jeden der bis zu 32 Betriebszustände separat definieren. Ausgeblen-dete Meldungen werden zwar visuell und akustisch nicht sig-nalisiert, aber nach wie vor protokolliert und archiviert.
Continuous Function Chart (CFC)
Der CFC-Editor ist das Werkzeug für die grafische Projektie-rung und Inbetriebsetzung der kontinuierlichen Automatisie-rungsfunktionen. Unterstützt durch ein leistungsfähiges Autorouting und eine integrierte Meldungskonfiguration lassen sich damit vorgefertigte Bausteine auf CFC-Plänen platzieren, parametrieren und verschalten. Spezielle Projektie-rungstechniken wie die Plan-in-Plan-Technik zur Realisierung hierarchischer Pläne oder die Mehrfachverwendung von Plan-Bausteintypen (als Bausteintyp übersetzte Pläne) oder SFC-Typen (standardisierte Ablaufsteuerungen) in Form von Instanzen bieten zusätzliches Rationalisierungspotenzial.
© Siemens AG 2010
Engineering System 19
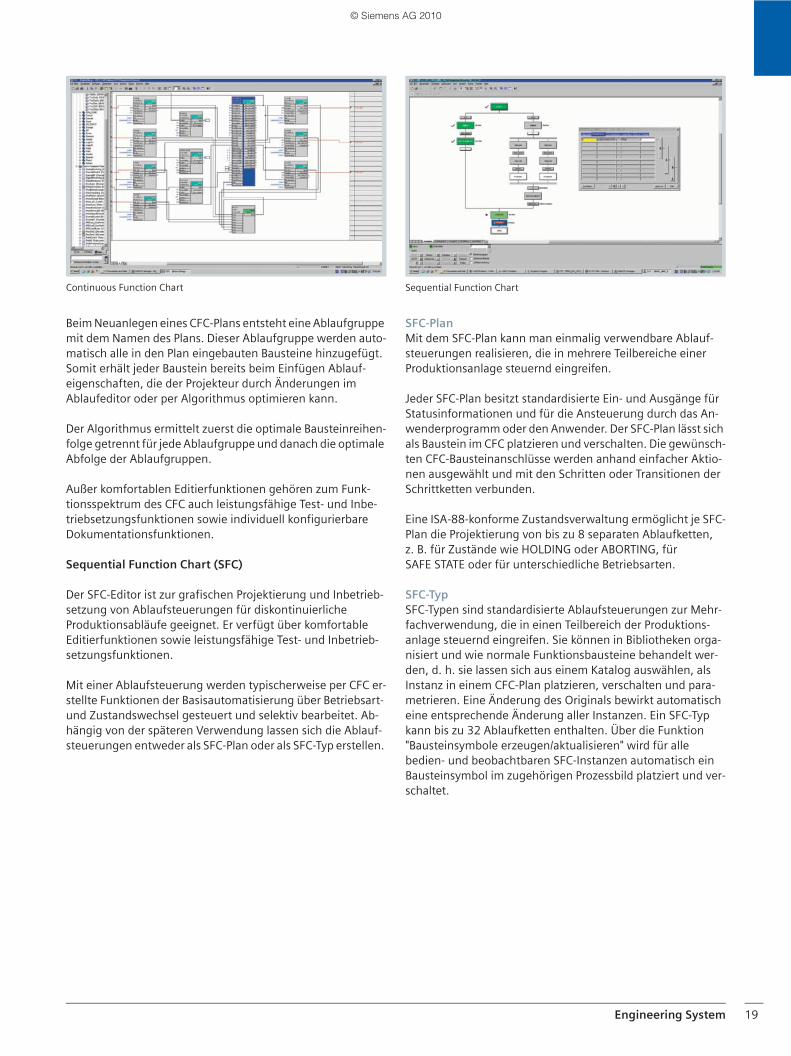
Continuous Function Chart
Beim Neuanlegen eines CFC-Plans entsteht eine Ablaufgruppe mit dem Namen des Plans. Dieser Ablaufgruppe werden auto-matisch alle in den Plan eingebauten Bausteine hinzugefügt. Somit erhält jeder Baustein bereits beim Einfügen Ablauf-eigenschaften, die der Projekteur durch Änderungen im Ablaufeditor oder per Algorithmus optimieren kann.
Der Algorithmus ermittelt zuerst die optimale Bausteinreihen-folge getrennt für jede Ablaufgruppe und danach die optimale Abfolge der Ablaufgruppen.
Außer komfortablen Editierfunktionen gehören zum Funk-tionsspektrum des CFC auch leistungsfähige Test- und Inbe-triebsetzungsfunktionen sowie individuell konfigurierbare Dokumentationsfunktionen.
Sequential Function Chart (SFC)
Der SFC-Editor ist zur grafischen Projektierung und Inbetrieb-setzung von Ablaufsteuerungen für diskontinuierliche Produktionsabläufe geeignet. Er verfügt über komfortable Editierfunktionen sowie leistungsfähige Test- und Inbetrieb-setzungsfunktionen.
Mit einer Ablaufsteuerung werden typischerweise per CFC er-stellte Funktionen der Basisautomatisierung über Betriebsart- und Zustandswechsel gesteuert und selektiv bearbeitet. Ab-hängig von der späteren Verwendung lassen sich die Ablauf-steuerungen entweder als SFC-Plan oder als SFC-Typ erstellen.
Sequential Function Chart
SFC-PlanMit dem SFC-Plan kann man einmalig verwendbare Ablauf-steuerungen realisieren, die in mehrere Teilbereiche einer Produktionsanlage steuernd eingreifen.
Jeder SFC-Plan besitzt standardisierte Ein- und Ausgänge für Statusinformationen und für die Ansteuerung durch das An-wenderprogramm oder den Anwender. Der SFC-Plan lässt sich als Baustein im CFC platzieren und verschalten. Die gewünsch-ten CFC-Bausteinanschlüsse werden anhand einfacher Aktio-nen ausgewählt und mit den Schritten oder Transitionen der Schrittketten verbunden.
Eine ISA-88-konforme Zustandsverwaltung ermöglicht je SFC-Plan die Projektierung von bis zu 8 separaten Ablaufketten, z. B. für Zustände wie HOLDING oder ABORTING, für SAFE STATE oder für unterschiedliche Betriebsarten.
SFC-TypSFC-Typen sind standardisierte Ablaufsteuerungen zur Mehr-fachverwendung, die in einen Teilbereich der Produktions-anlage steuernd eingreifen. Sie können in Bibliotheken orga-nisiert und wie normale Funktionsbausteine behandelt wer-den, d. h. sie lassen sich aus einem Katalog auswählen, als Instanz in einem CFC-Plan platzieren, verschalten und para-metrieren. Eine Änderung des Originals bewirkt automatisch eine entsprechende Änderung aller Instanzen. Ein SFC-Typ kann bis zu 32 Ablaufketten enthalten. Über die Funktion "Bausteinsymbole erzeugen/aktualisieren" wird für alle bedien- und beobachtbaren SFC-Instanzen automatisch ein Bausteinsymbol im zugehörigen Prozessbild platziert und ver-schaltet.
© Siemens AG 2010
Engineering System20
Engineering Software
Beispiele für OS-Standardbedienbilder (Faceplates) aus der SIMATIC PCS 7 Advanced Process Library, Ventile
Leittechnische Bibliotheken
Die in leittechnischen Bibliotheken organisierten, vorgefer-tigten und getesteten Bausteine, Bildbausteine und Symbole bilden die Basiselemente für die grafische Projektierung von Automatisierungslösungen. Die Verwendung dieser Biblio-thekselemente trägt wesentlich dazu bei, den Engineering-aufwand und damit die Projektkosten zu minimieren. In der Engineering-Standardsoftware von SIMATIC PCS 7 sind zwei leittechnische Bibliotheken integriert:
• SIMATIC PCS 7 Standard Library• Advanced Process Library
Das umfassende Bausteinangebot dieser beiden Bibliotheken lässt sich wie folgt kategorisieren:
• Bausteine für mathematische Operationen, analoge und digitale Logik
• Verriegelungsbausteine• Technologische Funktionsbausteine mit integrierten
Anzeige-, Bedien- und Meldefunktionen, z. B.:- Standard Control- und Advanced Process Control-
Bausteine- Motor- und Ventilbausteine- Zählerbausteine- Dosierbausteine
• Bausteine für die Integration von Feldgeräten• Bedien- und Beobachtungsbausteine• Melde- und Diagnosebausteine
Advanced Process Library
Die Advanced Process Library (APL) ist eine Weiterentwicklung der SIMATIC PCS 7 Standard Library, die auf langjährigen Er-fahrungen von Projekteuren und Anlagenbetreibern basiert und aktuelle NAMUR-Empfehlungen und PNO-Spezifikationen berücksichtigt. Neue und verbesserte Funktionalität sowie visuell ansprechende Benutzeroberflächen mit hohem Bedienkomfort erleichtern und forcieren die Interaktion des Operators mit seiner Anlage. Beispiele dafür sind:
• Neue Betriebsarten:- "Vor Ort" für Integration und Nutzung örtlicher Steuer-
möglichkeiten- "Außer Betrieb" zum Deaktivieren einer Messstelle für
Wartung und Service• Neue Bildbausteinsichten:
- "Preview-Sicht" mit Zustandsinformationen über die I/O-Signale, die Automatikansteuerung und mögliche/ erlaubte Bedienungen
- "Notizsicht" für temporäre Informationen des Bedien-personals
• Komfortable Verriegelungsbausteine mit Erstsignalinfor-mation, direkt aufrufbar aus den technologischen Funk-tionsbausteinen (z. B. einem Motorbaustein)
• Verbesserter Schutz gegen Fehlbedienungen durch zusätz-liche Abstufung der Benutzerrechte
• Flexible Anpassung von Funktionen in den Bibliotheks-bausteinen
• Unterstützung der Inbetriebsetzung durch Simulation direkt auf der Operator Station
Graphics Designer und Faceplate Designer
Die Projektdaten für das Engineering der Operator Systeme werden mit dem SIMATIC Manager organisiert. Alle für das Bedienen und Beobachten relevanten Messstellendaten ent-stehen bereits bei der Definition der Automatisierungs-funktion. Für die grafische Erstellung der Anlagenbilder steht ein leistungsfähiger Graphics Designer zur Verfügung.
Zusätzlich zu den Standard-Bildbausteinen (Faceplates) kön-nen mit dem Faceplate Designer eigene, kundenspezifische Faceplates für das Bedienen und Beobachten von Messstellen oder Anlagenteilen erstellt werden. Bausteinsymbole lassen sich komfortabel per Drag & Drop mit Messstellen verschalten.
© Siemens AG 2010

Engineering System 21
Arbeitsteilige Projektierung
Concurrent Engineering
Beim Concurrent Engineering können in CFC und SFC mehrere Projekteure gleichzeitig an einem Projekt arbeiten, ohne die-ses zuvor in Teilprojekte aufzuteilen. Bei der Inbetriebsetzung sind so z. B. Pläne im Online- (Debug-) Modus verwendbar, während parallel dazu Änderungen am Projekt vorgenommen werden.
Das Projekt ist auf einer der beteiligten Engineering Stationen lokalisiert, dem Projekt-Server. Die als "Projekt-Clients" arbei-tenden Engineering Stationen können via LAN/WAN auf die Projektdaten zugreifen. CFC- und SFC-Pläne lassen sich dabei zeitgleich von mehreren Projekteuren öffnen und einsehen. Gleichzeitige Schreibzugriffe auf die Datenbasis werden je-doch vom System abgewiesen.
Jede Engineering Station im Verbund (Projekt-Server/Client) ist in der Lage, Projektierungsdaten in ein SIMATIC PCS 7-Subsystem zu laden – wenn sie über die dafür erforderlichen Kommunikationsverbindungen verfügt.
Multiprojekt-Engineering
Das Multiprojekt-Engineering gestattet es, ein umfassendes Projekt nach technologischen Gesichtspunkten in mehrere Teilprojekte aufzuteilen, um diese anschließend parallel mit mehreren Teams zu bearbeiten. Dazu wird im SIMATIC Mana-ger ein übergeordnetes "Multiprojekt" definiert. Einzelne Pro-jekte können zu jeder Zeit in ein Multiprojekt eingefügt oder wieder daraus entfernt werden.
Das technologische Aufteilen und Zusammenführen von Pro-jekten wird durch die Funktionen Branch & Merge unterstützt. Bei den zur Bearbeitung in ein anderes Projekt kopierten Plä-nen oder Teilanlagen werden projektübergreifende Verschal-tungen, typisch z. B. für Verriegelungen, zu textuellen Ver-schaltungen. Beim Zusammenführen lassen sich textuelle Ver-schaltungen – auch selbst eingegebene – auf Knopfdruck schließen. Gleichnamige Pläne im Ursprungsobjekt werden überschrieben.
Zentrale Projektierungsfunktionen für Multiprojekte helfen den Projektierungsaufwand zu verringern. So lässt sich z. B. ein Hierarchieordner im aktuellen Projekt und automatisch auch in allen anderen Projekten anlegen. Er ist dann zwar dort nicht änderbar, Objekte können aber eingefügt werden. Alle in einem Multiprojekt verwendeten Bausteintypen sind zu-dem zentral aktualisierbar.
Die zu einem Multiprojekt gehörenden Projekte werden auf einem zentralen Server abgelegt und zur Bearbeitung auf lokale Engineering Stationen verschoben. Somit wird die Engineering-Performance nicht durch Netzzugriffe beein-trächtigt.
© Siemens AG 2010
Engineering System22
Engineering Software
Zugangskontrolle und Änderungsnachweis
SIMATIC Logon, die im Engineering System integrierte Benut-zerverwaltung und Zugangskontrolle, bietet dem Anlagen-betreiber in Kombination mit den detaillierten Aufzeichnun-gen im Änderungslogbuch ausgezeichnete Systemunterstüt-zung bei der Verifizierung von Änderungen.
Mit SIMATIC Logon kann der Administrator die Nutzer in Grup-pen mit unterschiedlichen Zugriffsrechten einteilen und auf diese Weise den Datenzugriff steuern. Konfigurierbare Ände-rungsprotokolle gestatten die Aufzeichnung aller Zugriffe auf das Engineering System sowie aller Online-Änderungen, die Automatisierungssysteme, Operator Systeme, SIMATIC BATCH oder SIMATIC Route Control betreffen.
Verknüpft man die Änderungsprotokolle bei der Auswertung mit den Daten von SIMATIC Logon, ist eindeutig nachweisbar, wer eine bestimmte Änderung vorgenommen hat und zu wel-chem Zeitpunkt dies geschehen ist. Dies ist eine große Hilfe bei der Erfüllung besonderer branchenspezifischer Anforde-rungen, z. B. FDA 21 CFR Part 11 oder GAMP.
Version Cross Manager
Der Version Cross Manager ermittelt sehr komfortabel Diffe-renzen zwischen unterschiedlichen Ständen (Versionen) eines Einzel- oder Multiprojektes durch:
• Aufspüren fehlender, zusätzlicher oder unterschiedlicher Objekte per Vergleich von Hardwarekonfiguration, Kom-munikation, technologischer Hierarchie, CFC-/SFC-Plänen, SFC-Details, Bausteintypen, Meldungen, globalen Variab-len, Signalen und Ablaufreihenfolgen
• Grafische Darstellung der Vergleichsergebnisse in einer Kombination aus Baum und Tabelle
• Klare hierarchische Strukturierung gemäß der technologi-schen Hierarchie der Anlage
• Farbliche Kennzeichnung der Differenzen
Vergleich von Projektständen mit dem Version Cross Manager
Datenaustausch mit Planungswerkzeugen
Mit Hilfe des Version Cross Managers sind auch Daten mit Pla-nungswerkzeugen (CAx-Daten) austauschbar. Er unterstützt folgende Austauschfunktionen:
• Export von CAx-relevanten Daten, z. B. globale Deklara-tionen, technologische Hierarchie oder Messstellen
• Export von Dateien im SIMATIC XML-Format (SML)• Import von CAx-Daten, die im SIMATIC XML-Format
vorliegen
Version Trail
Das zusammen mit SIMATIC Logon agierende SIMATIC Version Trail eignet sich zum Versionieren von Bibliotheken, Projekten und Multiprojekten.
SIMATIC Version Trail legt beim Archivieren eine Versions-historie mit folgenden Informationen an:
• Version• Versionsname• Datum und Uhrzeit• Benutzer• Kommentar
Diese Versionshistorie lässt sich sowohl anzeigen als auch aus-drucken. Einzelne Versionsstände können aus der Versions-historie heraus dearchiviert und weiterverwendet werden. Dabei organisiert SIMATIC Logon den Zugriffsschutz.
© Siemens AG 2010
Engineering System 23
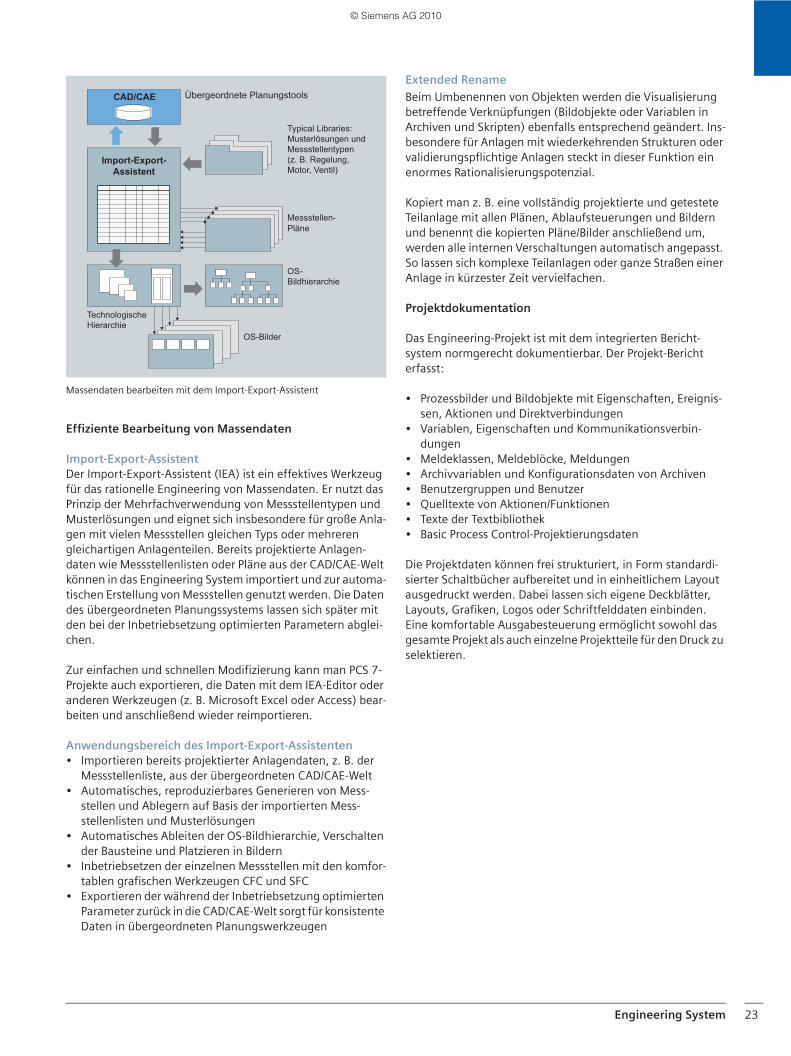
Massendaten bearbeiten mit dem Import-Export-Assistent
Effiziente Bearbeitung von Massendaten
Import-Export-AssistentDer Import-Export-Assistent (IEA) ist ein effektives Werkzeug für das rationelle Engineering von Massendaten. Er nutzt das Prinzip der Mehrfachverwendung von Messstellentypen und Musterlösungen und eignet sich insbesondere für große Anla-gen mit vielen Messstellen gleichen Typs oder mehreren gleichartigen Anlagenteilen. Bereits projektierte Anlagen-daten wie Messstellenlisten oder Pläne aus der CAD/CAE-Welt können in das Engineering System importiert und zur automa-tischen Erstellung von Messstellen genutzt werden. Die Daten des übergeordneten Planungssystems lassen sich später mit den bei der Inbetriebsetzung optimierten Parametern abglei-chen.
Zur einfachen und schnellen Modifizierung kann man PCS 7-Projekte auch exportieren, die Daten mit dem IEA-Editor oder anderen Werkzeugen (z. B. Microsoft Excel oder Access) bear-beiten und anschließend wieder reimportieren.
Anwendungsbereich des Import-Export-Assistenten• Importieren bereits projektierter Anlagendaten, z. B. der
Messstellenliste, aus der übergeordneten CAD/CAE-Welt• Automatisches, reproduzierbares Generieren von Mess-
stellen und Ablegern auf Basis der importierten Mess-stellenlisten und Musterlösungen
• Automatisches Ableiten der OS-Bildhierarchie, Verschalten der Bausteine und Platzieren in Bildern
• Inbetriebsetzen der einzelnen Messstellen mit den komfor-tablen grafischen Werkzeugen CFC und SFC
• Exportieren der während der Inbetriebsetzung optimierten Parameter zurück in die CAD/CAE-Welt sorgt für konsistente Daten in übergeordneten Planungswerkzeugen
Extended Rename
Beim Umbenennen von Objekten werden die Visualisierung betreffende Verknüpfungen (Bildobjekte oder Variablen in Archiven und Skripten) ebenfalls entsprechend geändert. Ins-besondere für Anlagen mit wiederkehrenden Strukturen oder validierungspflichtige Anlagen steckt in dieser Funktion ein enormes Rationalisierungspotenzial.
Kopiert man z. B. eine vollständig projektierte und getestete Teilanlage mit allen Plänen, Ablaufsteuerungen und Bildern und benennt die kopierten Pläne/Bilder anschließend um, werden alle internen Verschaltungen automatisch angepasst. So lassen sich komplexe Teilanlagen oder ganze Straßen einer Anlage in kürzester Zeit vervielfachen.
Projektdokumentation
Das Engineering-Projekt ist mit dem integrierten Bericht-system normgerecht dokumentierbar. Der Projekt-Bericht erfasst:
• Prozessbilder und Bildobjekte mit Eigenschaften, Ereignis-sen, Aktionen und Direktverbindungen
• Variablen, Eigenschaften und Kommunikationsverbin-dungen
• Meldeklassen, Meldeblöcke, Meldungen• Archivvariablen und Konfigurationsdaten von Archiven• Benutzergruppen und Benutzer• Quelltexte von Aktionen/Funktionen• Texte der Textbibliothek• Basic Process Control-Projektierungsdaten
Die Projektdaten können frei strukturiert, in Form standardi-sierter Schaltbücher aufbereitet und in einheitlichem Layout ausgedruckt werden. Dabei lassen sich eigene Deckblätter, Layouts, Grafiken, Logos oder Schriftfelddaten einbinden. Eine komfortable Ausgabesteuerung ermöglicht sowohl das gesamte Projekt als auch einzelne Projektteile für den Druck zu selektieren.
Übergeordnete PlanungstoolsCAD/CAE
Import-Export-Assistent
Messstellen-Pläne
TechnologischeHierarchie
OS-Bildhierarchie
OS-Bilder
Typical Libraries:Musterlösungen und Messstellentypen (z. B. Regelung, Motor, Ventil)
© Siemens AG 2010
Engineering System24
Engineering intelligenter Feldgeräte und Feldkomponenten mit dem Process Device Manager SIMATIC PDM
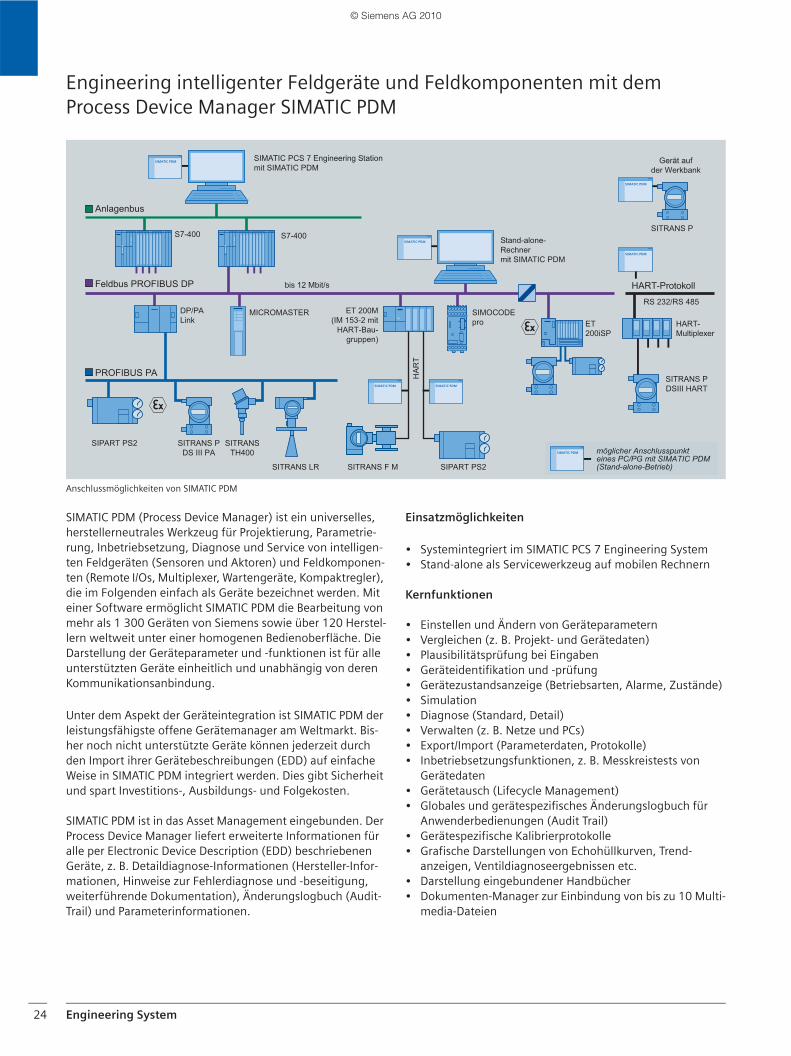
Anschlussmöglichkeiten von SIMATIC PDM
SIMATIC PDM (Process Device Manager) ist ein universelles, herstellerneutrales Werkzeug für Projektierung, Parametrie-rung, Inbetriebsetzung, Diagnose und Service von intelligen-ten Feldgeräten (Sensoren und Aktoren) und Feldkomponen-ten (Remote I/Os, Multiplexer, Wartengeräte, Kompaktregler), die im Folgenden einfach als Geräte bezeichnet werden. Mit einer Software ermöglicht SIMATIC PDM die Bearbeitung von mehr als 1 300 Geräten von Siemens sowie über 120 Herstel-lern weltweit unter einer homogenen Bedienoberfläche. Die Darstellung der Geräteparameter und -funktionen ist für alle unterstützten Geräte einheitlich und unabhängig von deren Kommunikationsanbindung.
Unter dem Aspekt der Geräteintegration ist SIMATIC PDM der leistungsfähigste offene Gerätemanager am Weltmarkt. Bis-her noch nicht unterstützte Geräte können jederzeit durch den Import ihrer Gerätebeschreibungen (EDD) auf einfache Weise in SIMATIC PDM integriert werden. Dies gibt Sicherheit und spart Investitions-, Ausbildungs- und Folgekosten.
SIMATIC PDM ist in das Asset Management eingebunden. Der Process Device Manager liefert erweiterte Informationen für alle per Electronic Device Description (EDD) beschriebenen Geräte, z. B. Detaildiagnose-Informationen (Hersteller-Infor-mationen, Hinweise zur Fehlerdiagnose und -beseitigung, weiterführende Dokumentation), Änderungslogbuch (Audit-Trail) und Parameterinformationen.
Einsatzmöglichkeiten
• Systemintegriert im SIMATIC PCS 7 Engineering System• Stand-alone als Servicewerkzeug auf mobilen Rechnern
Kernfunktionen
• Einstellen und Ändern von Geräteparametern• Vergleichen (z. B. Projekt- und Gerätedaten)• Plausibilitätsprüfung bei Eingaben• Geräteidentifikation und -prüfung• Gerätezustandsanzeige (Betriebsarten, Alarme, Zustände)• Simulation• Diagnose (Standard, Detail)• Verwalten (z. B. Netze und PCs)• Export/Import (Parameterdaten, Protokolle)• Inbetriebsetzungsfunktionen, z. B. Messkreistests von
Gerätedaten• Gerätetausch (Lifecycle Management)• Globales und gerätespezifisches Änderungslogbuch für
Anwenderbedienungen (Audit Trail)• Gerätespezifische Kalibrierprotokolle• Grafische Darstellungen von Echohüllkurven, Trend-
anzeigen, Ventildiagnoseergebnissen etc.• Darstellung eingebundener Handbücher• Dokumenten-Manager zur Einbindung von bis zu 10 Multi-
media-Dateien
S7-400
PROFIBUS PA
SITRANS PDS III PA
SITRANSTH400
SITRANS LR SITRANS F M
SIMOCODEpro
MICROMASTERET 200iSP
S7-400
SIPART PS2
SIPART PS2
HA
RT
RS 232/RS 485
SITRANS P
SITRANS PDSIII HART
Anlagenbus
DP/PALink
SIMATIC PCS 7 Engineering Stationmit SIMATIC PDM
Feldbus PROFIBUS DP bis 12 Mbit/s
möglicher Anschlusspunkteines PC/PG mit SIMATIC PDM(Stand-alone-Betrieb)
HART-Multiplexer
Stand-alone-Rechnermit SIMATIC PDM
Gerät aufder Werkbank
HART-Protokoll
ET 200M(IM 153-2 mit
HART-Bau-gruppen)
© Siemens AG 2010
Engineering System 25
Unterstützung der Betriebsführung
SIMATIC PDM unterstützt die operative Betriebsführung vor allem durch:
• Einheitliche Darstellung und Bedienung der Geräte• Indikatoren für vorbeugende Wartung und Instandhaltung• Erkennen von Änderungen in Projekt und Gerät• Erhöhung der Betriebssicherheit• Reduzierung von Invest-, Betriebs- und Instandhaltungs-
kosten• Abgestufte Benutzerrechte inkl. Passwortschutz
Geräteintegration
SIMATIC PDM unterstützt alle per Electronic Device Descrip-tion (EDD) beschriebenen Geräte. Die nach EN 50391 und IEC 61804 genormte EDD ist die international am meisten ver-breitete standardisierte Technologie zur Geräteintegration. Sie ist zugleich Richtlinie der etablierten Organisationen für PROFIBUS (PNO: PROFIBUS-Nutzerorganisation) und HART (HCF: HART Communication Foundation).
In SIMATIC PDM sind die Geräte direkt über ihre EDD oder über den aktuellen Katalog der HCF integriert. In der EDD wird das Gerät mit der von der PNO spezifizierten Electronic Device Description Language (EDDL) funktionell und konstruktiv beschrieben. Anhand dieser Beschreibung erstellt SIMATIC PDM automatisch seine Bedienoberfläche mit den spezifi-schen Geräteinformationen.
Der aktuelle Gerätekatalog von SIMATIC PDM umfasst mehr als 1 300 Geräte von über 120 Herstellern weltweit. Zusätzlich können Geräte aller Hersteller jederzeit durch einfachen Import ihrer EDD in SIMATIC PDM integriert werden. Auf diese Weise lässt sich das Gerätespektrum ständig aktuell halten und die Anzahl der durch SIMATIC PDM unterstützten Herstel-ler und Geräte weiter ausbauen. Für eine bessere Transparenz bietet SIMATIC PDM auch die Möglichkeit, projektspezifische Gerätekataloge anzulegen.
Bedienoberfläche
Die Bedienoberfläche erfüllt die Anforderungen der Richt-linien VDI/VDE GMA 2187 sowie IEC 65/349/CD. Durch Erwei-terung der EDDL lassen sich auch Bildelemente exzellent dar-stellen. Selbst Geräte mit mehreren hundert Parametern sind übersichtlich und schnell bearbeitbar. Mit SIMATIC PDM kann man sehr einfach in hochkomplexen Stationen wie Remote I/Os bis hin zu den angeschlossenen Feldgeräten navigieren.
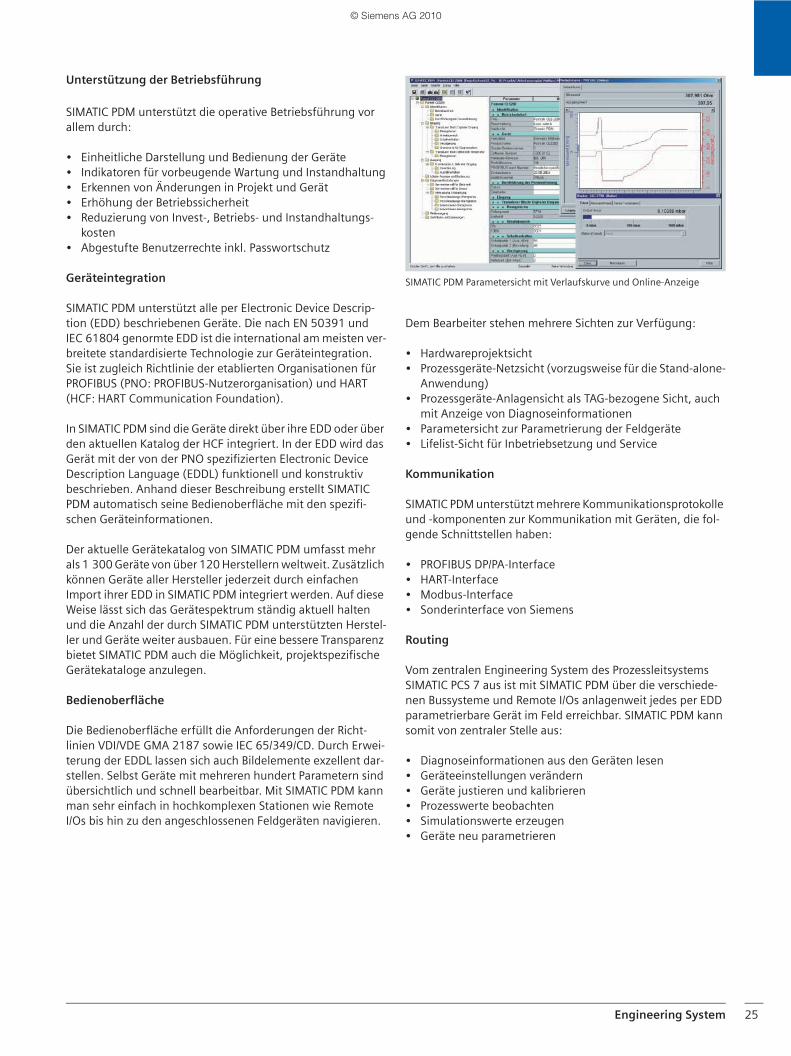
SIMATIC PDM Parametersicht mit Verlaufskurve und Online-Anzeige
Dem Bearbeiter stehen mehrere Sichten zur Verfügung:
• Hardwareprojektsicht• Prozessgeräte-Netzsicht (vorzugsweise für die Stand-alone-
Anwendung)• Prozessgeräte-Anlagensicht als TAG-bezogene Sicht, auch
mit Anzeige von Diagnoseinformationen• Parametersicht zur Parametrierung der Feldgeräte• Lifelist-Sicht für Inbetriebsetzung und Service
Kommunikation
SIMATIC PDM unterstützt mehrere Kommunikationsprotokolle und -komponenten zur Kommunikation mit Geräten, die fol-gende Schnittstellen haben:
• PROFIBUS DP/PA-Interface• HART-Interface• Modbus-Interface• Sonderinterface von Siemens
Routing
Vom zentralen Engineering System des Prozessleitsystems SIMATIC PCS 7 aus ist mit SIMATIC PDM über die verschiede-nen Bussysteme und Remote I/Os anlagenweit jedes per EDD parametrierbare Gerät im Feld erreichbar. SIMATIC PDM kann somit von zentraler Stelle aus:
• Diagnoseinformationen aus den Geräten lesen• Geräteeinstellungen verändern• Geräte justieren und kalibrieren• Prozesswerte beobachten• Simulationswerte erzeugen • Geräte neu parametrieren
© Siemens AG 2010
Engineering System26
Highlights Engineering System
■ Zentrale, systemweit durchgängige Hardware- und Software-Projektierung mit einem Engineering System– Benutzerfreundliche Bedienoberfläche– Konfigurierbare Änderungsprotokolle– Parametrierung der Kommunikation ohne auf-
wändige Projektierung– Gleiche Projektierung für redundante und nicht-
redundante Anlagen– Integrierte Projektierung für Feldgeräte und
sicherheitsgerichtete Applikationen
■ Integrierte Benutzerverwaltung mit Zugangs-kontrolle
■ Zentraler Dialog für das Übersetzen und Laden aller AS-, OS- und SIMATIC BATCH-Änderungen– Optimierung aller Schritte und Zusammenfassung
in einem Dialog mit Ablaufkontrolle– Übersetzen und Laden in einem Lauf mit minima-
len Turnaround-Zeiten
■ Online-Laden selektiver Projektierungsänderungen in die entsprechenden Systemkomponenten
■ Technologieorientierte Projektierung ohne spezielle Programmierkenntnisse– Funktionale Hierarchie mit bis zu 8 Ebenen,
geordnet nach Anlagen, Teilanlagen und techni-schen Einrichtungen
– Hardwareneutrales Engineering: AS-Zuordnung und Peripheriebaugruppen nachträglich wählbar
– Bereichsorientiertes OS-Übersetzen und Laden der Server-relevanten Daten
– Branchenspezifisch erweiterbar über Standard-Datenaustausch-Schnittstellen
■ Prozessobjektsicht für Anzeige und Bearbeitung aller Aspekte von Messstellen/Prozessobjekten – Komfortable Tabellenbearbeitung– Projektbibliothek mit Messstellentypen sowie
Import- und Exportfunktion– Online-Modus für Test und Inbetriebsetzung von
Messstellen und CFC-Plänen
■ Arbeitsteilige Projektierung: Concurrent Engineering oder Multiprojekt-Engineering mit Branch & Merge
■ Kundenspezifische Alarmkonfiguration durch freie Projektierung von bis zu 8 Sammelanzeigefeldern
■ Projektierungsabhängiges Ausblenden von Meldun-gen bei bestimmten Betriebszuständen
■ Projektierbare Archivvariablen (Archivierung, Lang-zeitarchivierung, keine Archivierung)
■ Spezielle SFC-Funktionalitäten– SFC-Typ: standardisierte Ablaufsteuerung zur
Mehrfachverwendung, Einsatz der SFC-Instanzen als Baustein im CFC
– SFC-Plan für einmalig verwendbare Ablaufsteue-rungen, auch mit Plananschlüssen
– ISA-88-konforme Zustandsverwaltung zur Projek-tierung separater Ablaufketten für Zustände wie HOLDING, ABORTING oder SAFE STATE
■ Advanced Process Control-Funktionen mit integrier-ten Bausteinen und Templates
■ Verringerung des Engineering- und Validierungs-aufwands durch:– Bibliotheken mit vorgefertigten Standardbaustei-
nen, Bildbausteinen und Symbolen: PCS 7 Standard Library und Advanced Process Library
– Vorkonfektionierte Pläne aus der Bibliothek– Projektbibliothek für Messstellentypen mit
Import-/Exportfunktion in der Prozessobjektsicht– Einfaches Duplizieren von Teilanlagen durch
Kopieren, Umbenennen und Übersetzen– Typ-Instanz-Konzept mit zentraler Änderungs-
möglichkeit für alle Instanzen– Import-Export-Assistent für Massendaten-Projek-
tierung (Bulk-Engineering)– Zentrale Aktualisierung aller in einem Multi-
projekt verwendeten Bausteintypen– Zahlreiche automatische Projektierungsschritte
(Auto-Engineering)– Datenaustausch mit Planungswerkzeugen
■ Leistungsfähiges Versionsmanagement mit Versions-vergleich und Versionshistorie
■ Kennzeichnung MIS/MES-relevanter Informationen für die Anbindung an SIMATIC IT
■ Automatische Erzeugung der Diagnosebilder für die Maintenance Station auf Basis der Projektdaten
© Siemens AG 2010
Operator System 27
Operator SystemSichere und komfortable Prozessführungmit dem SIMATIC PCS 7 Operator System
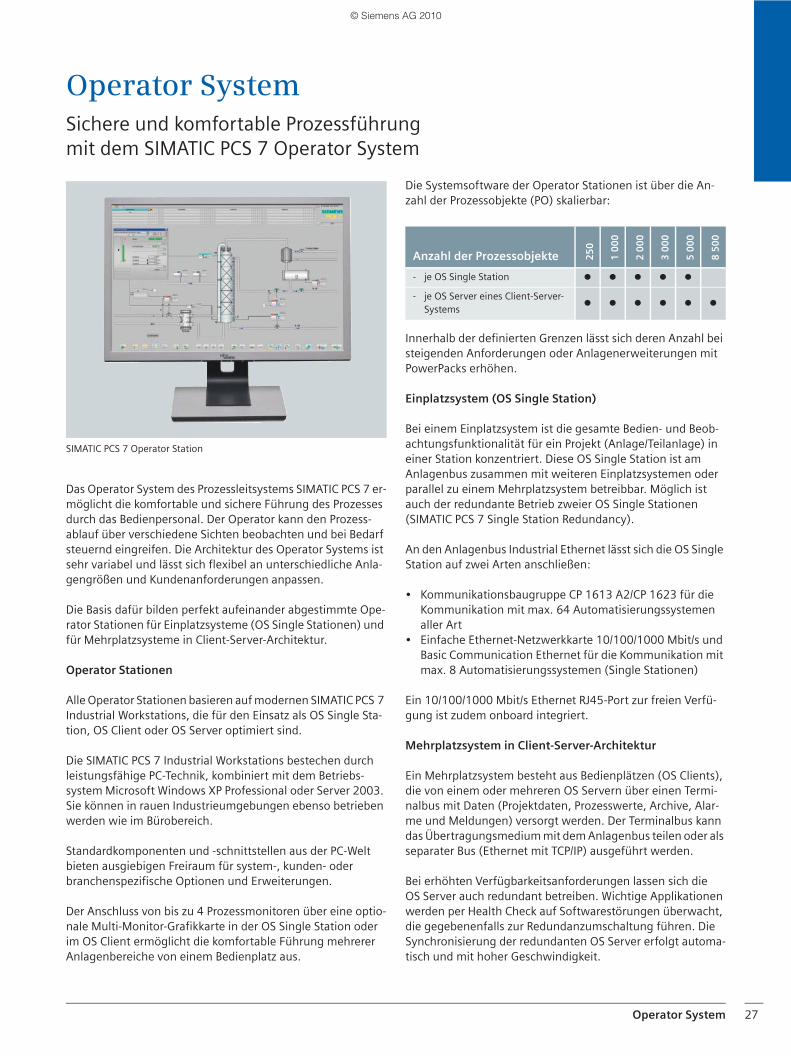
SIMATIC PCS 7 Operator Station
Das Operator System des Prozessleitsystems SIMATIC PCS 7 er-möglicht die komfortable und sichere Führung des Prozesses durch das Bedienpersonal. Der Operator kann den Prozess-ablauf über verschiedene Sichten beobachten und bei Bedarf steuernd eingreifen. Die Architektur des Operator Systems ist sehr variabel und lässt sich flexibel an unterschiedliche Anla-gengrößen und Kundenanforderungen anpassen.
Die Basis dafür bilden perfekt aufeinander abgestimmte Ope-rator Stationen für Einplatzsysteme (OS Single Stationen) und für Mehrplatzsysteme in Client-Server-Architektur.
Operator Stationen
Alle Operator Stationen basieren auf modernen SIMATIC PCS 7 Industrial Workstations, die für den Einsatz als OS Single Sta-tion, OS Client oder OS Server optimiert sind.
Die SIMATIC PCS 7 Industrial Workstations bestechen durch leistungsfähige PC-Technik, kombiniert mit dem Betriebs-system Microsoft Windows XP Professional oder Server 2003. Sie können in rauen Industrieumgebungen ebenso betrieben werden wie im Bürobereich.
Standardkomponenten und -schnittstellen aus der PC-Welt bieten ausgiebigen Freiraum für system-, kunden- oder branchenspezifische Optionen und Erweiterungen.
Der Anschluss von bis zu 4 Prozessmonitoren über eine optio-nale Multi-Monitor-Grafikkarte in der OS Single Station oder im OS Client ermöglicht die komfortable Führung mehrerer Anlagenbereiche von einem Bedienplatz aus.
Die Systemsoftware der Operator Stationen ist über die An-zahl der Prozessobjekte (PO) skalierbar:
Innerhalb der definierten Grenzen lässt sich deren Anzahl bei steigenden Anforderungen oder Anlagenerweiterungen mit PowerPacks erhöhen.
Einplatzsystem (OS Single Station)
Bei einem Einplatzsystem ist die gesamte Bedien- und Beob-achtungsfunktionalität für ein Projekt (Anlage/Teilanlage) in einer Station konzentriert. Diese OS Single Station ist am Anlagenbus zusammen mit weiteren Einplatzsystemen oder parallel zu einem Mehrplatzsystem betreibbar. Möglich ist auch der redundante Betrieb zweier OS Single Stationen (SIMATIC PCS 7 Single Station Redundancy).
An den Anlagenbus Industrial Ethernet lässt sich die OS Single Station auf zwei Arten anschließen:
• Kommunikationsbaugruppe CP 1613 A2/CP 1623 für die Kommunikation mit max. 64 Automatisierungssystemen aller Art
• Einfache Ethernet-Netzwerkkarte 10/100/1000 Mbit/s und Basic Communication Ethernet für die Kommunikation mit max. 8 Automatisierungssystemen (Single Stationen)
Ein 10/100/1000 Mbit/s Ethernet RJ45-Port zur freien Verfü-gung ist zudem onboard integriert.
Mehrplatzsystem in Client-Server-Architektur
Ein Mehrplatzsystem besteht aus Bedienplätzen (OS Clients), die von einem oder mehreren OS Servern über einen Termi-nalbus mit Daten (Projektdaten, Prozesswerte, Archive, Alar-me und Meldungen) versorgt werden. Der Terminalbus kann das Übertragungsmedium mit dem Anlagenbus teilen oder als separater Bus (Ethernet mit TCP/IP) ausgeführt werden.
Bei erhöhten Verfügbarkeitsanforderungen lassen sich die OS Server auch redundant betreiben. Wichtige Applikationen werden per Health Check auf Softwarestörungen überwacht, die gegebenenfalls zur Redundanzumschaltung führen. Die Synchronisierung der redundanten OS Server erfolgt automa-tisch und mit hoher Geschwindigkeit.
Anzahl der Prozessobjekte 25
0
1 0
00
2 0
00
3 0
00
5 0
00
8 5
00
- je OS Single Station 4 4 4 4 4
- je OS Server eines Client-Server-Systems
4 4 4 4 4 4
© Siemens AG 2010
Operator System28
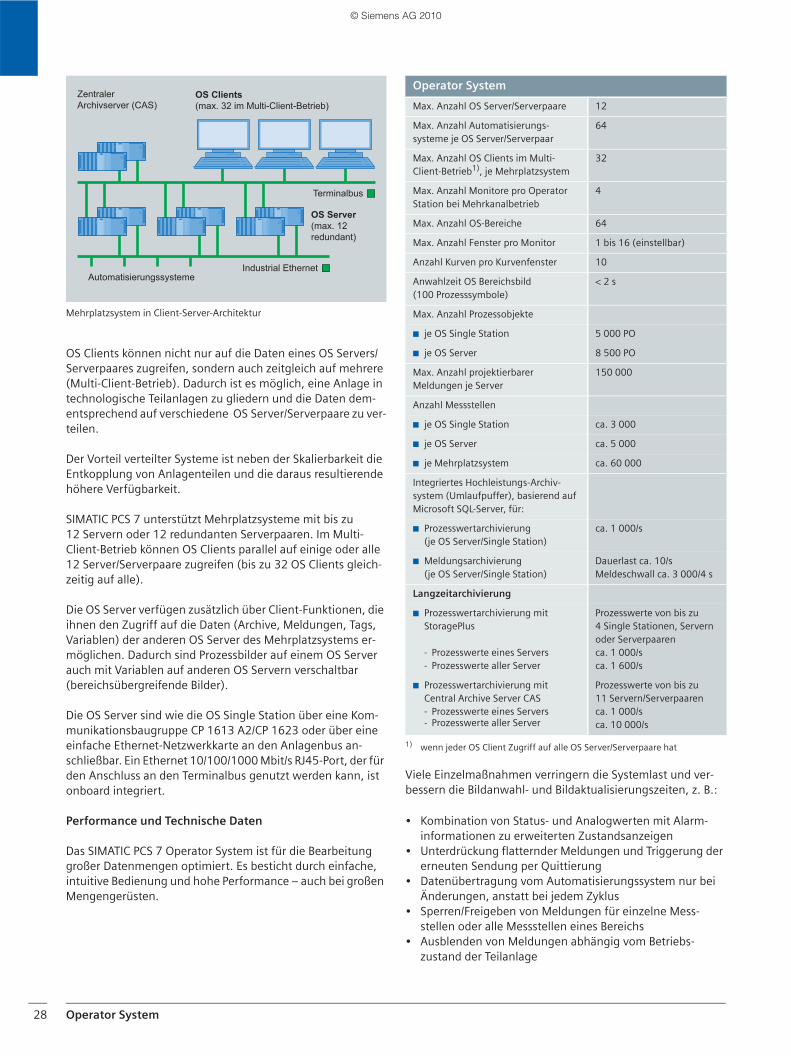
Mehrplatzsystem in Client-Server-Architektur
OS Clients können nicht nur auf die Daten eines OS Servers/ Serverpaares zugreifen, sondern auch zeitgleich auf mehrere (Multi-Client-Betrieb). Dadurch ist es möglich, eine Anlage in technologische Teilanlagen zu gliedern und die Daten dem-entsprechend auf verschiedene OS Server/Serverpaare zu ver-teilen.
Der Vorteil verteilter Systeme ist neben der Skalierbarkeit die Entkopplung von Anlagenteilen und die daraus resultierende höhere Verfügbarkeit.
SIMATIC PCS 7 unterstützt Mehrplatzsysteme mit bis zu 12 Servern oder 12 redundanten Serverpaaren. Im Multi-Client-Betrieb können OS Clients parallel auf einige oder alle 12 Server/Serverpaare zugreifen (bis zu 32 OS Clients gleich-zeitig auf alle).
Die OS Server verfügen zusätzlich über Client-Funktionen, die ihnen den Zugriff auf die Daten (Archive, Meldungen, Tags, Variablen) der anderen OS Server des Mehrplatzsystems er-möglichen. Dadurch sind Prozessbilder auf einem OS Server auch mit Variablen auf anderen OS Servern verschaltbar (bereichsübergreifende Bilder).
Die OS Server sind wie die OS Single Station über eine Kom-munikationsbaugruppe CP 1613 A2/CP 1623 oder über eine einfache Ethernet-Netzwerkkarte an den Anlagenbus an-schließbar. Ein Ethernet 10/100/1000 Mbit/s RJ45-Port, der für den Anschluss an den Terminalbus genutzt werden kann, ist onboard integriert.
Performance und Technische Daten
Das SIMATIC PCS 7 Operator System ist für die Bearbeitung großer Datenmengen optimiert. Es besticht durch einfache, intuitive Bedienung und hohe Performance – auch bei großen Mengengerüsten.
1) wenn jeder OS Client Zugriff auf alle OS Server/Serverpaare hat
Viele Einzelmaßnahmen verringern die Systemlast und ver-bessern die Bildanwahl- und Bildaktualisierungszeiten, z. B.:
• Kombination von Status- und Analogwerten mit Alarm-informationen zu erweiterten Zustandsanzeigen
• Unterdrückung flatternder Meldungen und Triggerung der erneuten Sendung per Quittierung
• Datenübertragung vom Automatisierungssystem nur bei Änderungen, anstatt bei jedem Zyklus
• Sperren/Freigeben von Meldungen für einzelne Mess-stellen oder alle Messstellen eines Bereichs
• Ausblenden von Meldungen abhängig vom Betriebs-zustand der Teilanlage
Industrial EthernetAutomatisierungssysteme
ZentralerArchivserver (CAS)
OS Clients (max. 32 im Multi-Client-Betrieb)
OS Server(max. 12 redundant)
Terminalbus
Operator System
Max. Anzahl OS Server/Serverpaare 12
Max. Anzahl Automatisierungs-systeme je OS Server/Serverpaar
64
Max. Anzahl OS Clients im Multi-Client-Betrieb1), je Mehrplatzsystem
32
Max. Anzahl Monitore pro Operator Station bei Mehrkanalbetrieb
4
Max. Anzahl OS-Bereiche 64
Max. Anzahl Fenster pro Monitor 1 bis 16 (einstellbar)
Anzahl Kurven pro Kurvenfenster 10
Anwahlzeit OS Bereichsbild (100 Prozesssymbole)
< 2 s
Max. Anzahl Prozessobjekte
■ je OS Single Station 5 000 PO
■ je OS Server 8 500 PO
Max. Anzahl projektierbarer Meldungen je Server
150 000
Anzahl Messstellen
■ je OS Single Station ca. 3 000
■ je OS Server ca. 5 000
■ je Mehrplatzsystem ca. 60 000
Integriertes Hochleistungs-Archiv-system (Umlaufpuffer), basierend auf Microsoft SQL-Server, für:
■ Prozesswertarchivierung (je OS Server/Single Station)
ca. 1 000/s
■ Meldungsarchivierung (je OS Server/Single Station)
Dauerlast ca. 10/sMeldeschwall ca. 3 000/4 s
Langzeitarchivierung
■ Prozesswertarchivierung mit StoragePlus
- Prozesswerte eines Servers- Prozesswerte aller Server
Prozesswerte von bis zu 4 Single Stationen, Servern oder Serverpaarenca. 1 000/sca. 1 600/s
■ Prozesswertarchivierung mit Central Archive Server CAS- Prozesswerte eines Servers- Prozesswerte aller Server
Prozesswerte von bis zu 11 Servern/Serverpaarenca. 1 000/s ca. 10 000/s
© Siemens AG 2010
Operator System 29
OS-Software
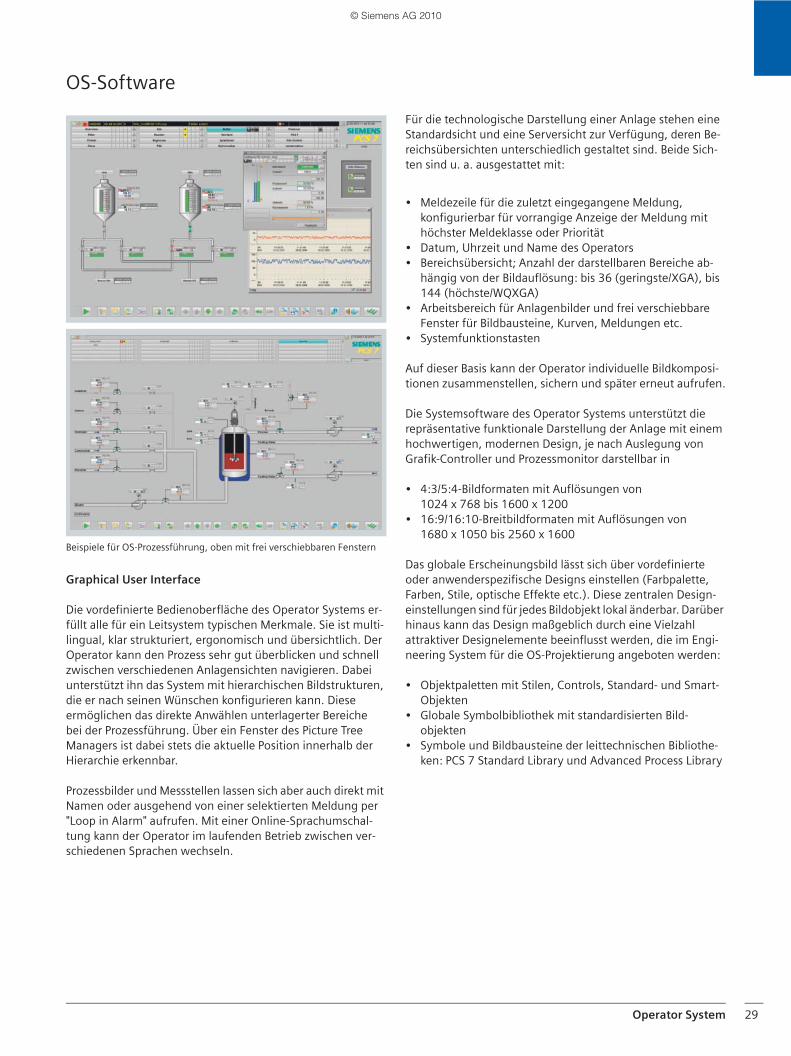
Beispiele für OS-Prozessführung, oben mit frei verschiebbaren Fenstern
Graphical User Interface
Die vordefinierte Bedienoberfläche des Operator Systems er-füllt alle für ein Leitsystem typischen Merkmale. Sie ist multi-lingual, klar strukturiert, ergonomisch und übersichtlich. Der Operator kann den Prozess sehr gut überblicken und schnell zwischen verschiedenen Anlagensichten navigieren. Dabei unterstützt ihn das System mit hierarchischen Bildstrukturen, die er nach seinen Wünschen konfigurieren kann. Diese ermöglichen das direkte Anwählen unterlagerter Bereiche bei der Prozessführung. Über ein Fenster des Picture Tree Managers ist dabei stets die aktuelle Position innerhalb der Hierarchie erkennbar.
Prozessbilder und Messstellen lassen sich aber auch direkt mit Namen oder ausgehend von einer selektierten Meldung per "Loop in Alarm" aufrufen. Mit einer Online-Sprachumschal-tung kann der Operator im laufenden Betrieb zwischen ver-schiedenen Sprachen wechseln.
Für die technologische Darstellung einer Anlage stehen eine Standardsicht und eine Serversicht zur Verfügung, deren Be-reichsübersichten unterschiedlich gestaltet sind. Beide Sich-ten sind u. a. ausgestattet mit:
• Meldezeile für die zuletzt eingegangene Meldung, konfigurierbar für vorrangige Anzeige der Meldung mit höchster Meldeklasse oder Priorität
• Datum, Uhrzeit und Name des Operators• Bereichsübersicht; Anzahl der darstellbaren Bereiche ab-
hängig von der Bildauflösung: bis 36 (geringste/XGA), bis 144 (höchste/WQXGA)
• Arbeitsbereich für Anlagenbilder und frei verschiebbare Fenster für Bildbausteine, Kurven, Meldungen etc.
• Systemfunktionstasten
Auf dieser Basis kann der Operator individuelle Bildkomposi-tionen zusammenstellen, sichern und später erneut aufrufen.
Die Systemsoftware des Operator Systems unterstützt die repräsentative funktionale Darstellung der Anlage mit einem hochwertigen, modernen Design, je nach Auslegung von Grafik-Controller und Prozessmonitor darstellbar in
• 4:3/5:4-Bildformaten mit Auflösungen von 1024 x 768 bis 1600 x 1200
• 16:9/16:10-Breitbildformaten mit Auflösungen von 1680 x 1050 bis 2560 x 1600
Das globale Erscheinungsbild lässt sich über vordefinierte oder anwenderspezifische Designs einstellen (Farbpalette, Farben, Stile, optische Effekte etc.). Diese zentralen Design-einstellungen sind für jedes Bildobjekt lokal änderbar. Darüber hinaus kann das Design maßgeblich durch eine Vielzahl attraktiver Designelemente beeinflusst werden, die im Engi-neering System für die OS-Projektierung angeboten werden:
• Objektpaletten mit Stilen, Controls, Standard- und Smart-Objekten
• Globale Symbolbibliothek mit standardisierten Bild-objekten
• Symbole und Bildbausteine der leittechnischen Bibliothe-ken: PCS 7 Standard Library und Advanced Process Library
© Siemens AG 2010
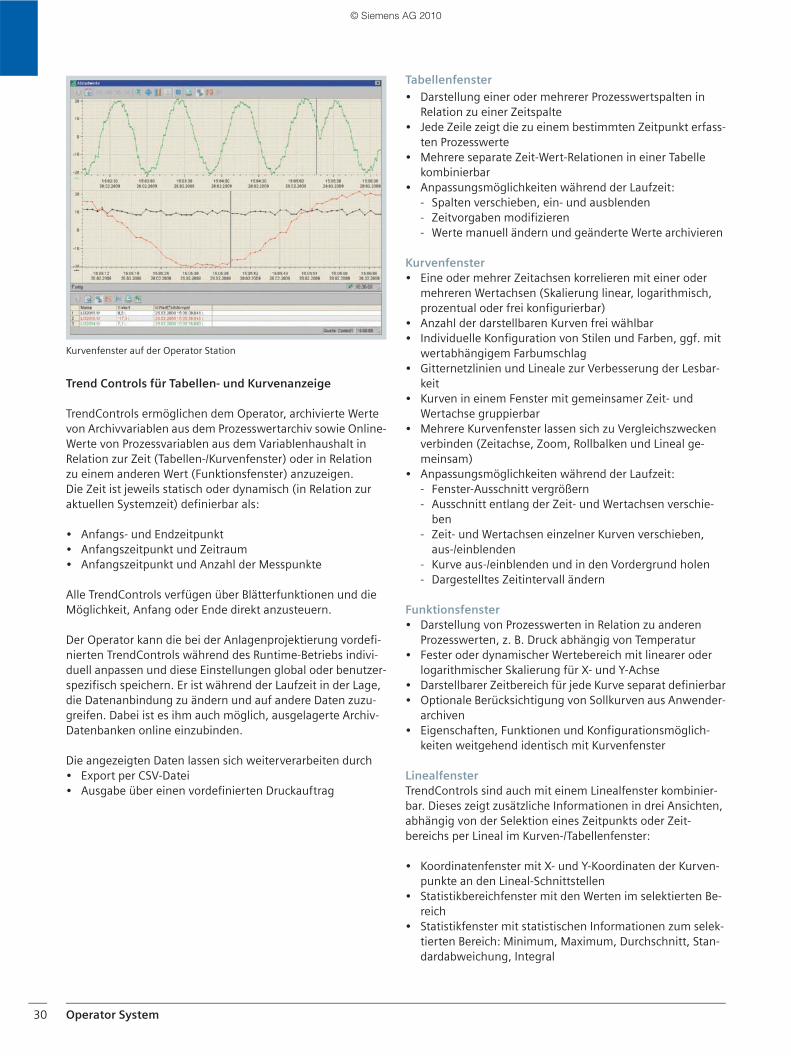
Operator System30
Kurvenfenster auf der Operator Station
Trend Controls für Tabellen- und Kurvenanzeige
TrendControls ermöglichen dem Operator, archivierte Werte von Archivvariablen aus dem Prozesswertarchiv sowie Online-Werte von Prozessvariablen aus dem Variablenhaushalt in Relation zur Zeit (Tabellen-/Kurvenfenster) oder in Relation zu einem anderen Wert (Funktionsfenster) anzuzeigen. Die Zeit ist jeweils statisch oder dynamisch (in Relation zur aktuellen Systemzeit) definierbar als:
• Anfangs- und Endzeitpunkt• Anfangszeitpunkt und Zeitraum• Anfangszeitpunkt und Anzahl der Messpunkte
Alle TrendControls verfügen über Blätterfunktionen und die Möglichkeit, Anfang oder Ende direkt anzusteuern.
Der Operator kann die bei der Anlagenprojektierung vordefi-nierten TrendControls während des Runtime-Betriebs indivi-duell anpassen und diese Einstellungen global oder benutzer-spezifisch speichern. Er ist während der Laufzeit in der Lage, die Datenanbindung zu ändern und auf andere Daten zuzu-greifen. Dabei ist es ihm auch möglich, ausgelagerte Archiv-Datenbanken online einzubinden.
Die angezeigten Daten lassen sich weiterverarbeiten durch • Export per CSV-Datei• Ausgabe über einen vordefinierten Druckauftrag
Tabellenfenster
• Darstellung einer oder mehrerer Prozesswertspalten in Relation zu einer Zeitspalte
• Jede Zeile zeigt die zu einem bestimmten Zeitpunkt erfass-ten Prozesswerte
• Mehrere separate Zeit-Wert-Relationen in einer Tabelle kombinierbar
• Anpassungsmöglichkeiten während der Laufzeit: - Spalten verschieben, ein- und ausblenden - Zeitvorgaben modifizieren - Werte manuell ändern und geänderte Werte archivieren
Kurvenfenster• Eine oder mehrer Zeitachsen korrelieren mit einer oder
mehreren Wertachsen (Skalierung linear, logarithmisch, prozentual oder frei konfigurierbar)
• Anzahl der darstellbaren Kurven frei wählbar• Individuelle Konfiguration von Stilen und Farben, ggf. mit
wertabhängigem Farbumschlag • Gitternetzlinien und Lineale zur Verbesserung der Lesbar-
keit• Kurven in einem Fenster mit gemeinsamer Zeit- und
Wertachse gruppierbar • Mehrere Kurvenfenster lassen sich zu Vergleichszwecken
verbinden (Zeitachse, Zoom, Rollbalken und Lineal ge-meinsam)
• Anpassungsmöglichkeiten während der Laufzeit: - Fenster-Ausschnitt vergrößern- Ausschnitt entlang der Zeit- und Wertachsen verschie-
ben - Zeit- und Wertachsen einzelner Kurven verschieben,
aus-/einblenden - Kurve aus-/einblenden und in den Vordergrund holen- Dargestelltes Zeitintervall ändern
Funktionsfenster• Darstellung von Prozesswerten in Relation zu anderen
Prozesswerten, z. B. Druck abhängig von Temperatur• Fester oder dynamischer Wertebereich mit linearer oder
logarithmischer Skalierung für X- und Y-Achse • Darstellbarer Zeitbereich für jede Kurve separat definierbar• Optionale Berücksichtigung von Sollkurven aus Anwender-
archiven• Eigenschaften, Funktionen und Konfigurationsmöglich-
keiten weitgehend identisch mit Kurvenfenster
LinealfensterTrendControls sind auch mit einem Linealfenster kombinier-bar. Dieses zeigt zusätzliche Informationen in drei Ansichten, abhängig von der Selektion eines Zeitpunkts oder Zeit-bereichs per Lineal im Kurven-/Tabellenfenster:
• Koordinatenfenster mit X- und Y-Koordinaten der Kurven-punkte an den Lineal-Schnittstellen
• Statistikbereichfenster mit den Werten im selektierten Be-reich
• Statistikfenster mit statistischen Informationen zum selek-tierten Bereich: Minimum, Maximum, Durchschnitt, Stan-dardabweichung, Integral
© Siemens AG 2010
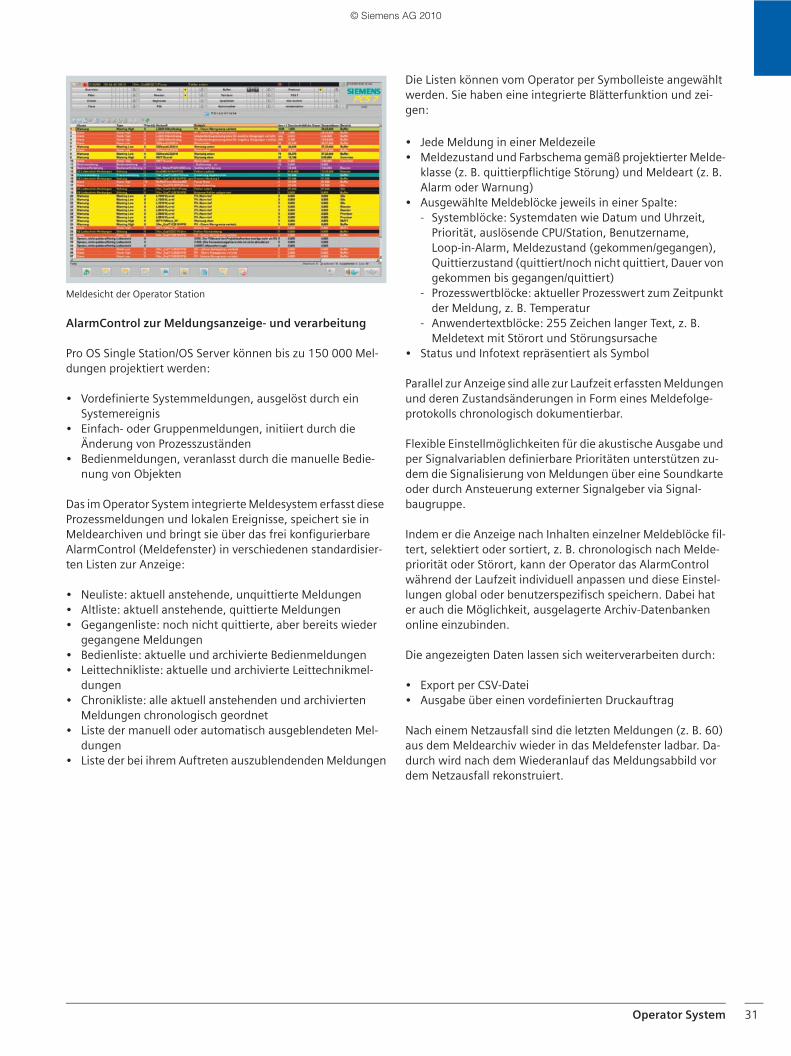
Operator System 31
Meldesicht der Operator Station
AlarmControl zur Meldungsanzeige- und verarbeitung
Pro OS Single Station/OS Server können bis zu 150 000 Mel-dungen projektiert werden:
• Vordefinierte Systemmeldungen, ausgelöst durch ein Systemereignis
• Einfach- oder Gruppenmeldungen, initiiert durch die Änderung von Prozesszuständen
• Bedienmeldungen, veranlasst durch die manuelle Bedie-nung von Objekten
Das im Operator System integrierte Meldesystem erfasst diese Prozessmeldungen und lokalen Ereignisse, speichert sie in Meldearchiven und bringt sie über das frei konfigurierbare AlarmControl (Meldefenster) in verschiedenen standardisier-ten Listen zur Anzeige:
• Neuliste: aktuell anstehende, unquittierte Meldungen• Altliste: aktuell anstehende, quittierte Meldungen• Gegangenliste: noch nicht quittierte, aber bereits wieder
gegangene Meldungen • Bedienliste: aktuelle und archivierte Bedienmeldungen • Leittechnikliste: aktuelle und archivierte Leittechnikmel-
dungen • Chronikliste: alle aktuell anstehenden und archivierten
Meldungen chronologisch geordnet• Liste der manuell oder automatisch ausgeblendeten Mel-
dungen• Liste der bei ihrem Auftreten auszublendenden Meldungen
Die Listen können vom Operator per Symbolleiste angewählt werden. Sie haben eine integrierte Blätterfunktion und zei-gen:
• Jede Meldung in einer Meldezeile• Meldezustand und Farbschema gemäß projektierter Melde-
klasse (z. B. quittierpflichtige Störung) und Meldeart (z. B. Alarm oder Warnung)
• Ausgewählte Meldeblöcke jeweils in einer Spalte:- Systemblöcke: Systemdaten wie Datum und Uhrzeit,
Priorität, auslösende CPU/Station, Benutzername, Loop-in-Alarm, Meldezustand (gekommen/gegangen), Quittierzustand (quittiert/noch nicht quittiert, Dauer von gekommen bis gegangen/quittiert)
- Prozesswertblöcke: aktueller Prozesswert zum Zeitpunkt der Meldung, z. B. Temperatur
- Anwendertextblöcke: 255 Zeichen langer Text, z. B. Meldetext mit Störort und Störungsursache
• Status und Infotext repräsentiert als Symbol
Parallel zur Anzeige sind alle zur Laufzeit erfassten Meldungen und deren Zustandsänderungen in Form eines Meldefolge-protokolls chronologisch dokumentierbar.
Flexible Einstellmöglichkeiten für die akustische Ausgabe und per Signalvariablen definierbare Prioritäten unterstützen zu-dem die Signalisierung von Meldungen über eine Soundkarte oder durch Ansteuerung externer Signalgeber via Signal-baugruppe.
Indem er die Anzeige nach Inhalten einzelner Meldeblöcke fil-tert, selektiert oder sortiert, z. B. chronologisch nach Melde-priorität oder Störort, kann der Operator das AlarmControl während der Laufzeit individuell anpassen und diese Einstel-lungen global oder benutzerspezifisch speichern. Dabei hat er auch die Möglichkeit, ausgelagerte Archiv-Datenbanken online einzubinden.
Die angezeigten Daten lassen sich weiterverarbeiten durch:
• Export per CSV-Datei• Ausgabe über einen vordefinierten Druckauftrag
Nach einem Netzausfall sind die letzten Meldungen (z. B. 60) aus dem Meldearchiv wieder in das Meldefenster ladbar. Da-durch wird nach dem Wiederanlauf das Meldungsabbild vor dem Netzausfall rekonstruiert.
© Siemens AG 2010
Operator System32
Bei großen Mengengerüsten mit hohem Meldeaufkommen können folgende Maßnahmen bewirken, dass das Bedien-personal durch Reduzierung der relevanten Meldungen und Verbesserung der Transparenz spürbar entlastet wird:
• Visuelle und akustische Ausblendung von Meldungen, die in bestimmten Situationen von untergeordneter Bedeu-tung für den sicheren und störungsfreien Betrieb der An-lage sind, z. B. Betriebsmeldungen (Protokollierung und Archivierung werden nicht beeinflusst):- Dynamisch, d. h. abhängig von zuvor projektierten Vor-
gaben für bis zu 32 Betriebszustände (Smart Alarm Hiding)
- Manuell, für eine befristete Zeitdauer• Priorisierung über bis zu 16 Meldeprioritäten als Zusatz-
attribut zu den bekannten Meldeklassen• Bewusstes Sperren und Freigeben von Meldungen einzel-
ner Messstellen oder aller Messstellen eines Bildes/Bereichs durch den Operator bei Störungen an einem Sensor/Aktor oder während der Inbetriebsetzung (Aufzeichnung von Sperrung und Freigabe im Bedienprotokoll)
Die schnelle Ermittlung und Beseitigung der Störungsursache wird durch die Funktionen "Loop-in-Alarm" und "Bildanwahl über Messstelle" unterstützt. Über "Loop-in-Alarm" gelangt der Operator von einer im Meldefenster selektierten Meldung direkt in das Prozessbild mit dem Objekt, das die Störung ver-ursacht, und kann dort über die Messstelle, deren Baustein-symbol farblich markiert ist (cyan), auch den zugehörigen Bildbaustein (Kreisbild) aufrufen. Das Fenster des Bild-bausteins (Kreisbild) lässt sich verankern, so dass es auch bei einem Bildwechsel sichtbar bleibt.
Sammelanzeigen signalisieren die anstehenden Meldungen im Prozessbild visuell. Sie informieren auch darüber, ob Meldungen gesperrt sind oder nicht.
Die zuletzt eingegangene Meldung wird am oberen Rand der Standardsicht angezeigt. Über den Button "erweiterte Melde-zeile" lässt sich das AlarmControl mit allen eingegangenen Meldungen als Fenster einblenden. Eine Liste aktuell anste-hender Meldungen mit höchster Priorität 16 ist ebenfalls direkt per Button aufrufbar.
Bericht- und Protokollsystem
Während das Berichtsystem dafür bestimmt ist, das im Zuge der Projektierung erstellte Projekt zu dokumentieren, dient das Protokollsystem dazu, die während des Betriebs erfassten Daten übersichtlich auszudrucken. Dafür stehen verschiedene vordefinierte Protokolltypen zur Verfügung:
• Meldefolgeprotokoll• Melde- und Archivprotokoll• Messwertprotokoll• Bedienprotokoll• Systemmeldeprotokoll• Anwenderprotokoll
Mit Hilfe eines Seitenlayout-Editors lassen sich Seitenlayouts aber auch ganz neu erstellen oder vorgefertigte individuell an-passen. Zu druckende Protokollobjekte werden dabei einfach aus der Objektpalette des Editors ausgewählt, positioniert und konfiguriert.
Die Protokollobjekte sind wie folgt kategorisiert:
• Übergeordnete Protokollobjekte, z. B.:- Statische Objekte (Kreis, Rechteck etc.)- Dynamische Objekte, die während der Ausgabe aktuelle
Werte erhalten- Systemobjekte (Datum/Zeit, Projektname etc.)- Spezielle Runtime-Protokollobjekte
• OS-spezifische Protokollobjekte, z. B.:- Control-Objekte (Melde-, Tabellen-, Kurven-, Funktions-
und Anwenderdatenfenster)- Aktueller Wert einer Prozessvariablen- Inhalt von Anwenderarchiven- Eingebettetes Layout- Hardcopy
• Protokollobjekte zur Fremddaten-Integration, z. B.:- CSV-Provider (CSV-Daten in Tabellen- oder Kurvenform)- ODBC-Datenquelle (Feld als Text oder Tabelle)- COM-Provider (COM-Objekte vom Typ Text, Tabelle oder
Bild)
Die aktuellen Daten des per Seitenlayout definierten Proto-kolls werden über einen vordefinierten oder selbst erstellten Druckauftrag auf dem Drucker ausgegeben. Vor der Ausgabe auf dem Drucker lassen sich die Protokolle im EMF-Format speichern und über eine Vorschau am Bildschirm anzeigen. Druckaufträge können manuell, zeit- oder ereignisgesteuert gestartet werden. Der Operator ist in der Lage, den Status der Druckaufträge online abzufragen.
© Siemens AG 2010
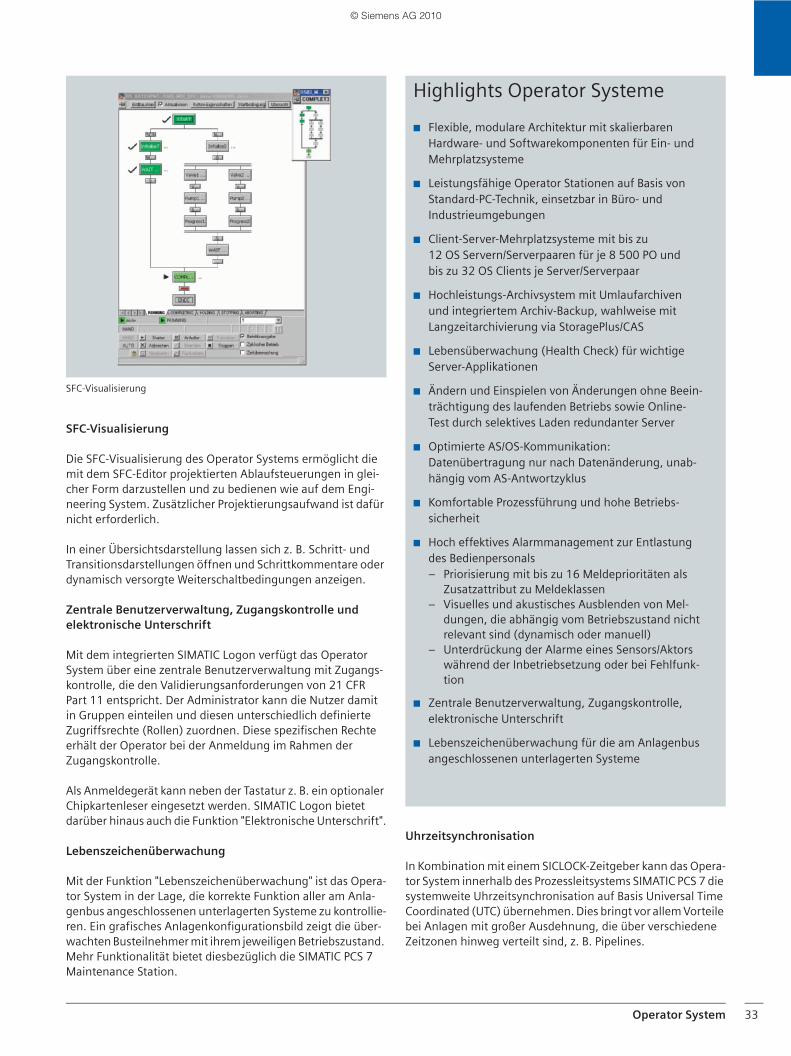
Operator System 33
SFC-Visualisierung
SFC-Visualisierung
Die SFC-Visualisierung des Operator Systems ermöglicht die mit dem SFC-Editor projektierten Ablaufsteuerungen in glei-cher Form darzustellen und zu bedienen wie auf dem Engi-neering System. Zusätzlicher Projektierungsaufwand ist dafür nicht erforderlich.
In einer Übersichtsdarstellung lassen sich z. B. Schritt- und Transitionsdarstellungen öffnen und Schrittkommentare oder dynamisch versorgte Weiterschaltbedingungen anzeigen.
Zentrale Benutzerverwaltung, Zugangskontrolle und elektronische Unterschrift
Mit dem integrierten SIMATIC Logon verfügt das Operator System über eine zentrale Benutzerverwaltung mit Zugangs-kontrolle, die den Validierungsanforderungen von 21 CFR Part 11 entspricht. Der Administrator kann die Nutzer damit in Gruppen einteilen und diesen unterschiedlich definierte Zugriffsrechte (Rollen) zuordnen. Diese spezifischen Rechte erhält der Operator bei der Anmeldung im Rahmen der Zugangskontrolle.
Als Anmeldegerät kann neben der Tastatur z. B. ein optionaler Chipkartenleser eingesetzt werden. SIMATIC Logon bietet darüber hinaus auch die Funktion "Elektronische Unterschrift".
Lebenszeichenüberwachung
Mit der Funktion "Lebenszeichenüberwachung" ist das Opera-tor System in der Lage, die korrekte Funktion aller am Anla-genbus angeschlossenen unterlagerten Systeme zu kontrollie-ren. Ein grafisches Anlagenkonfigurationsbild zeigt die über-wachten Busteilnehmer mit ihrem jeweiligen Betriebszustand. Mehr Funktionalität bietet diesbezüglich die SIMATIC PCS 7 Maintenance Station.
Uhrzeitsynchronisation
In Kombination mit einem SICLOCK-Zeitgeber kann das Opera-tor System innerhalb des Prozessleitsystems SIMATIC PCS 7 die systemweite Uhrzeitsynchronisation auf Basis Universal Time Coordinated (UTC) übernehmen. Dies bringt vor allem Vorteile bei Anlagen mit großer Ausdehnung, die über verschiedene Zeitzonen hinweg verteilt sind, z. B. Pipelines.
Highlights Operator Systeme
■ Flexible, modulare Architektur mit skalierbaren Hardware- und Softwarekomponenten für Ein- und Mehrplatzsysteme
■ Leistungsfähige Operator Stationen auf Basis von Standard-PC-Technik, einsetzbar in Büro- und Industrieumgebungen
■ Client-Server-Mehrplatzsysteme mit bis zu 12 OS Servern/Serverpaaren für je 8 500 PO und bis zu 32 OS Clients je Server/Serverpaar
■ Hochleistungs-Archivsystem mit Umlaufarchiven und integriertem Archiv-Backup, wahlweise mit Langzeitarchivierung via StoragePlus/CAS
■ Lebensüberwachung (Health Check) für wichtige Server-Applikationen
■ Ändern und Einspielen von Änderungen ohne Beein-trächtigung des laufenden Betriebs sowie Online-Test durch selektives Laden redundanter Server
■ Optimierte AS/OS-Kommunikation: Datenübertragung nur nach Datenänderung, unab-hängig vom AS-Antwortzyklus
■ Komfortable Prozessführung und hohe Betriebs-sicherheit
■ Hoch effektives Alarmmanagement zur Entlastung des Bedienpersonals – Priorisierung mit bis zu 16 Meldeprioritäten als
Zusatzattribut zu Meldeklassen– Visuelles und akustisches Ausblenden von Mel-
dungen, die abhängig vom Betriebszustand nicht relevant sind (dynamisch oder manuell)
– Unterdrückung der Alarme eines Sensors/Aktors während der Inbetriebsetzung oder bei Fehlfunk-tion
■ Zentrale Benutzerverwaltung, Zugangskontrolle, elektronische Unterschrift
■ Lebenszeichenüberwachung für die am Anlagenbus angeschlossenen unterlagerten Systeme
© Siemens AG 2010
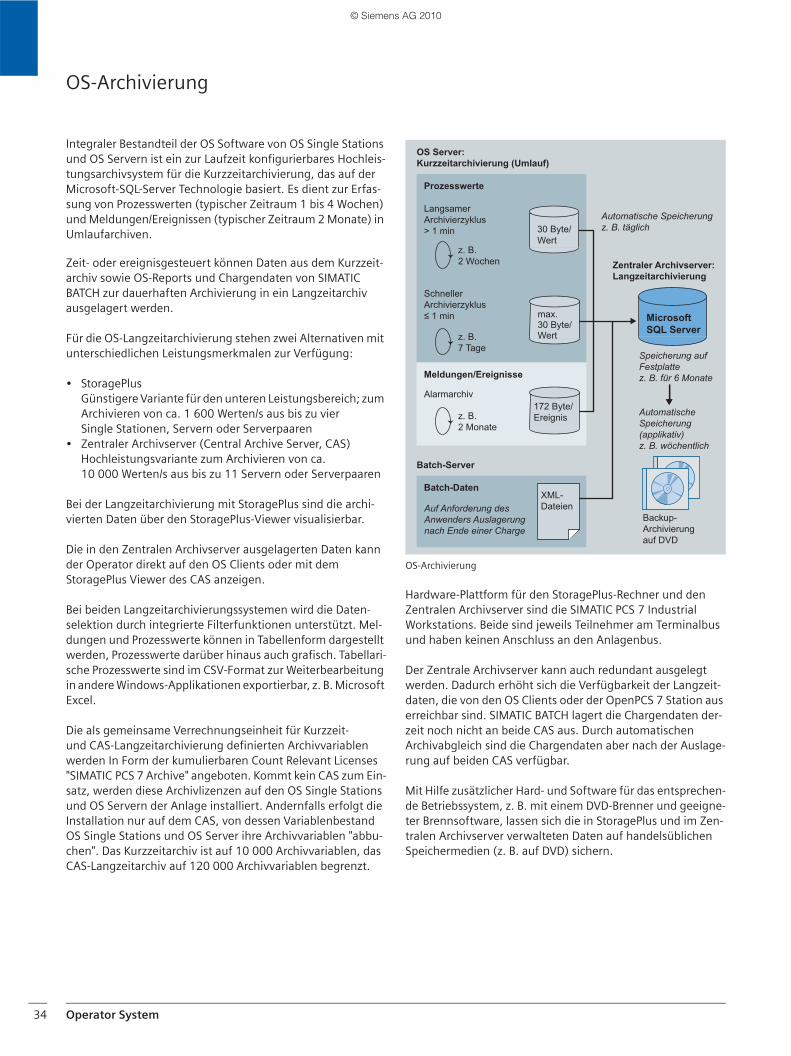
Operator System34
OS-Archivierung
Integraler Bestandteil der OS Software von OS Single Stations und OS Servern ist ein zur Laufzeit konfigurierbares Hochleis-tungsarchivsystem für die Kurzzeitarchivierung, das auf der Microsoft-SQL-Server Technologie basiert. Es dient zur Erfas-sung von Prozesswerten (typischer Zeitraum 1 bis 4 Wochen) und Meldungen/Ereignissen (typischer Zeitraum 2 Monate) in Umlaufarchiven.
Zeit- oder ereignisgesteuert können Daten aus dem Kurzzeit-archiv sowie OS-Reports und Chargendaten von SIMATIC BATCH zur dauerhaften Archivierung in ein Langzeitarchiv ausgelagert werden.
Für die OS-Langzeitarchivierung stehen zwei Alternativen mit unterschiedlichen Leistungsmerkmalen zur Verfügung:
• StoragePlusGünstigere Variante für den unteren Leistungsbereich; zum Archivieren von ca. 1 600 Werten/s aus bis zu vier Single Stationen, Servern oder Serverpaaren
• Zentraler Archivserver (Central Archive Server, CAS)Hochleistungsvariante zum Archivieren von ca. 10 000 Werten/s aus bis zu 11 Servern oder Serverpaaren
Bei der Langzeitarchivierung mit StoragePlus sind die archi-vierten Daten über den StoragePlus-Viewer visualisierbar.
Die in den Zentralen Archivserver ausgelagerten Daten kann der Operator direkt auf den OS Clients oder mit dem StoragePlus Viewer des CAS anzeigen.
Bei beiden Langzeitarchivierungssystemen wird die Daten-selektion durch integrierte Filterfunktionen unterstützt. Mel-dungen und Prozesswerte können in Tabellenform dargestellt werden, Prozesswerte darüber hinaus auch grafisch. Tabellari-sche Prozesswerte sind im CSV-Format zur Weiterbearbeitung in andere Windows-Applikationen exportierbar, z. B. Microsoft Excel.
Die als gemeinsame Verrechnungseinheit für Kurzzeit- und CAS-Langzeitarchivierung definierten Archivvariablen werden In Form der kumulierbaren Count Relevant Licenses "SIMATIC PCS 7 Archive" angeboten. Kommt kein CAS zum Ein-satz, werden diese Archivlizenzen auf den OS Single Stations und OS Servern der Anlage installiert. Andernfalls erfolgt die Installation nur auf dem CAS, von dessen Variablenbestand OS Single Stations und OS Server ihre Archivvariablen "abbu-chen". Das Kurzzeitarchiv ist auf 10 000 Archivvariablen, das CAS-Langzeitarchiv auf 120 000 Archivvariablen begrenzt.
OS-Archivierung
Hardware-Plattform für den StoragePlus-Rechner und den Zentralen Archivserver sind die SIMATIC PCS 7 Industrial Workstations. Beide sind jeweils Teilnehmer am Terminalbus und haben keinen Anschluss an den Anlagenbus.
Der Zentrale Archivserver kann auch redundant ausgelegt werden. Dadurch erhöht sich die Verfügbarkeit der Langzeit-daten, die von den OS Clients oder der OpenPCS 7 Station aus erreichbar sind. SIMATIC BATCH lagert die Chargendaten der-zeit noch nicht an beide CAS aus. Durch automatischen Archivabgleich sind die Chargendaten aber nach der Auslage-rung auf beiden CAS verfügbar.
Mit Hilfe zusätzlicher Hard- und Software für das entsprechen-de Betriebssystem, z. B. mit einem DVD-Brenner und geeigne-ter Brennsoftware, lassen sich die in StoragePlus und im Zen-tralen Archivserver verwalteten Daten auf handelsüblichen Speichermedien (z. B. auf DVD) sichern.
Prozesswerte
Zentraler Archivserver:Langzeitarchivierung
Meldungen/Ereignisse
Batch-Daten
Langsamer Archivierzyklus > 1 min
Schneller Archivierzyklus ≤ 1 min
Alarmarchiv
Automatische Speicherungz. B. täglich
Automatische Speicherung(applikativ)z. B. wöchentlich
Speicherung auf Festplatte z. B. für 6 Monate
Auf Anforderung des Anwenders Auslagerung nach Ende einer Charge
Backup-Archivierungauf DVD
Batch-Server
OS Server: Kurzzeitarchivierung (Umlauf)
MicrosoftSQL Server
z. B. 2 Monate
z. B. 2 Wochen
z. B. 7 Tage
30 Byte/ Wert
max. 30 Byte/ Wert
172 Byte/ Ereignis
XML- Dateien
© Siemens AG 2010
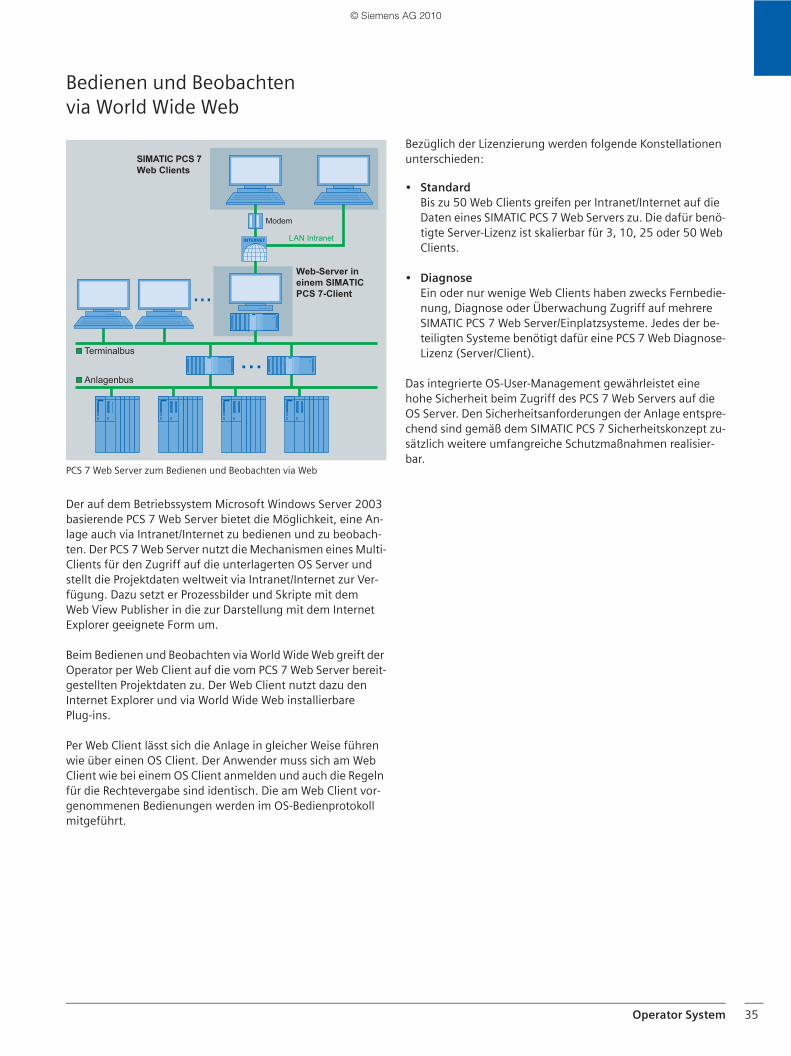
Operator System 35
Bedienen und Beobachten via World Wide Web
PCS 7 Web Server zum Bedienen und Beobachten via Web
Der auf dem Betriebssystem Microsoft Windows Server 2003 basierende PCS 7 Web Server bietet die Möglichkeit, eine An-lage auch via Intranet/Internet zu bedienen und zu beobach-ten. Der PCS 7 Web Server nutzt die Mechanismen eines Multi-Clients für den Zugriff auf die unterlagerten OS Server und stellt die Projektdaten weltweit via Intranet/Internet zur Ver-fügung. Dazu setzt er Prozessbilder und Skripte mit dem Web View Publisher in die zur Darstellung mit dem Internet Explorer geeignete Form um.
Beim Bedienen und Beobachten via World Wide Web greift der Operator per Web Client auf die vom PCS 7 Web Server bereit-gestellten Projektdaten zu. Der Web Client nutzt dazu den Internet Explorer und via World Wide Web installierbare Plug-ins.
Per Web Client lässt sich die Anlage in gleicher Weise führen wie über einen OS Client. Der Anwender muss sich am Web Client wie bei einem OS Client anmelden und auch die Regeln für die Rechtevergabe sind identisch. Die am Web Client vor-genommenen Bedienungen werden im OS-Bedienprotokoll mitgeführt.
Bezüglich der Lizenzierung werden folgende Konstellationen unterschieden:
• StandardBis zu 50 Web Clients greifen per Intranet/Internet auf die Daten eines SIMATIC PCS 7 Web Servers zu. Die dafür benö-tigte Server-Lizenz ist skalierbar für 3, 10, 25 oder 50 Web Clients.
• DiagnoseEin oder nur wenige Web Clients haben zwecks Fernbedie-nung, Diagnose oder Überwachung Zugriff auf mehrere SIMATIC PCS 7 Web Server/Einplatzsysteme. Jedes der be-teiligten Systeme benötigt dafür eine PCS 7 Web Diagnose-Lizenz (Server/Client).
Das integrierte OS-User-Management gewährleistet eine hohe Sicherheit beim Zugriff des PCS 7 Web Servers auf die OS Server. Den Sicherheitsanforderungen der Anlage entspre-chend sind gemäß dem SIMATIC PCS 7 Sicherheitskonzept zu-sätzlich weitere umfangreiche Schutzmaßnahmen realisier-bar.
INTERNET
Modem
LAN Intranet
Web-Server in einem SIMATIC PCS 7-Client
SIMATIC PCS 7Web Clients
Terminalbus
Anlagenbus
© Siemens AG 2010
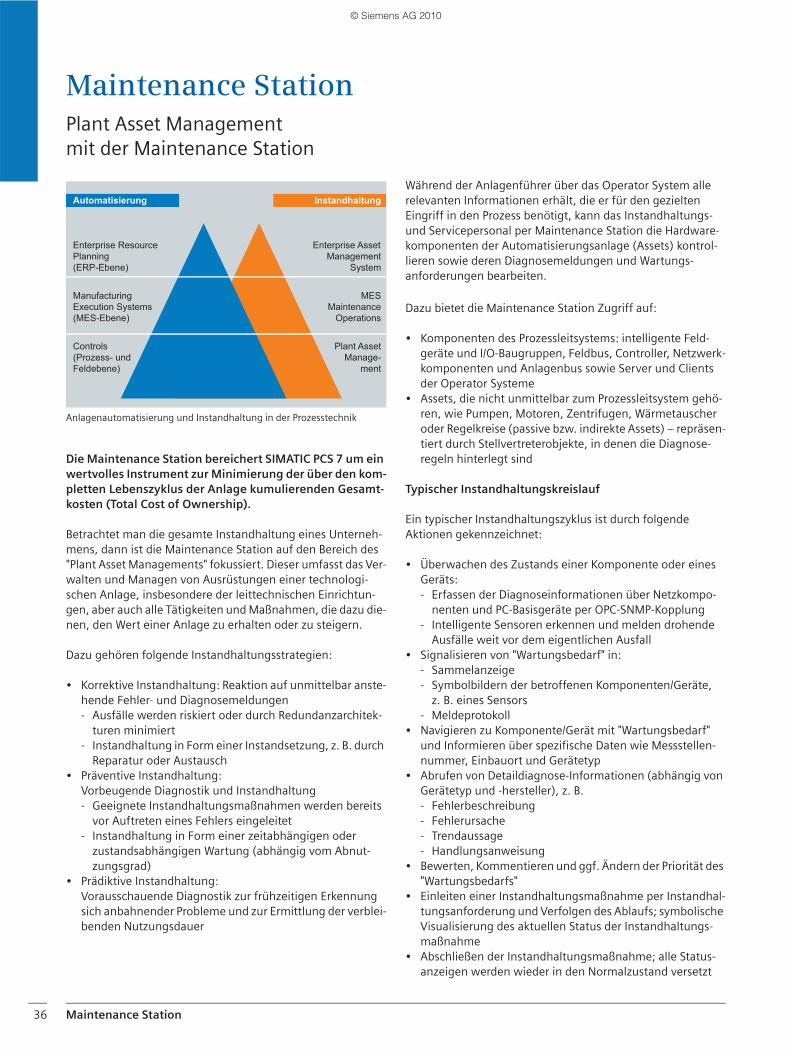
Maintenance Station36
Maintenance StationPlant Asset Managementmit der Maintenance Station
Anlagenautomatisierung und Instandhaltung in der Prozesstechnik
Die Maintenance Station bereichert SIMATIC PCS 7 um ein wertvolles Instrument zur Minimierung der über den kom-pletten Lebenszyklus der Anlage kumulierenden Gesamt-kosten (Total Cost of Ownership).
Betrachtet man die gesamte Instandhaltung eines Unterneh-mens, dann ist die Maintenance Station auf den Bereich des "Plant Asset Managements" fokussiert. Dieser umfasst das Ver-walten und Managen von Ausrüstungen einer technologi-schen Anlage, insbesondere der leittechnischen Einrichtun-gen, aber auch alle Tätigkeiten und Maßnahmen, die dazu die-nen, den Wert einer Anlage zu erhalten oder zu steigern.
Dazu gehören folgende Instandhaltungsstrategien:
• Korrektive Instandhaltung: Reaktion auf unmittelbar anste-hende Fehler- und Diagnosemeldungen- Ausfälle werden riskiert oder durch Redundanzarchitek-
turen minimiert - Instandhaltung in Form einer Instandsetzung, z. B. durch
Reparatur oder Austausch • Präventive Instandhaltung:
Vorbeugende Diagnostik und Instandhaltung - Geeignete Instandhaltungsmaßnahmen werden bereits
vor Auftreten eines Fehlers eingeleitet - Instandhaltung in Form einer zeitabhängigen oder
zustandsabhängigen Wartung (abhängig vom Abnut-zungsgrad)
• Prädiktive Instandhaltung: Vorausschauende Diagnostik zur frühzeitigen Erkennung sich anbahnender Probleme und zur Ermittlung der verblei-benden Nutzungsdauer
Während der Anlagenführer über das Operator System alle relevanten Informationen erhält, die er für den gezielten Eingriff in den Prozess benötigt, kann das Instandhaltungs- und Servicepersonal per Maintenance Station die Hardware-komponenten der Automatisierungsanlage (Assets) kontrol-lieren sowie deren Diagnosemeldungen und Wartungs-anforderungen bearbeiten.
Dazu bietet die Maintenance Station Zugriff auf:
• Komponenten des Prozessleitsystems: intelligente Feld-geräte und I/O-Baugruppen, Feldbus, Controller, Netzwerk-komponenten und Anlagenbus sowie Server und Clients der Operator Systeme
• Assets, die nicht unmittelbar zum Prozessleitsystem gehö-ren, wie Pumpen, Motoren, Zentrifugen, Wärmetauscher oder Regelkreise (passive bzw. indirekte Assets) – repräsen-tiert durch Stellvertreterobjekte, in denen die Diagnose-regeln hinterlegt sind
Typischer Instandhaltungskreislauf
Ein typischer Instandhaltungszyklus ist durch folgende Aktionen gekennzeichnet:
• Überwachen des Zustands einer Komponente oder eines Geräts: - Erfassen der Diagnoseinformationen über Netzkompo-
nenten und PC-Basisgeräte per OPC-SNMP-Kopplung- Intelligente Sensoren erkennen und melden drohende
Ausfälle weit vor dem eigentlichen Ausfall • Signalisieren von "Wartungsbedarf" in:
- Sammelanzeige- Symbolbildern der betroffenen Komponenten/Geräte,
z. B. eines Sensors- Meldeprotokoll
• Navigieren zu Komponente/Gerät mit "Wartungsbedarf" und Informieren über spezifische Daten wie Messstellen-nummer, Einbauort und Gerätetyp
• Abrufen von Detaildiagnose-Informationen (abhängig von Gerätetyp und -hersteller), z. B.- Fehlerbeschreibung- Fehlerursache- Trendaussage- Handlungsanweisung
• Bewerten, Kommentieren und ggf. Ändern der Priorität des "Wartungsbedarfs"
• Einleiten einer Instandhaltungsmaßnahme per Instandhal-tungsanforderung und Verfolgen des Ablaufs; symbolische Visualisierung des aktuellen Status der Instandhaltungs-maßnahme
• Abschließen der Instandhaltungsmaßnahme; alle Status-anzeigen werden wieder in den Normalzustand versetzt
Automatisierung
Enterprise Resource Planning (ERP-Ebene)
Enterprise Asset Management
System
MESMaintenance
Operations
Plant AssetManage-
ment
Controls(Prozess- und Feldebene)
ManufacturingExecution Systems(MES-Ebene)
Instandhaltung
© Siemens AG 2010
Maintenance Station 37
Alle Aktivitäten werden auf der Maintenance Station lückenlos dokumentiert – automatisch und ohne zusätzlichen Projektie-rungsaufwand.
Architektur
Die Maintenance Station nutzt für das Asset Management Hardware- und Softwarekomponenten von Engineering System (ES) und Operator System (OS). Aufgrund der engen Verflechtung sind ES-, OS- und Asset Management-Funktio-nen auch auf gemeinsamer Hardware ablauffähig. Eine solche multifunktionale Station lässt sich nicht nur für das Asset Management, sondern auch für das System-Engineering oder zum Bedienen und Beobachten einsetzen.
Abhängig von der projektspezifischen SIMATIC PCS 7-Architek-tur ist die Maintenance Station auf Basis einer SIMATIC PCS 7 BOX RTX/416, einer SIMATIC PCS 7 Single Station oder einer Client-Server-Kombination realisierbar. In Client-Server-Kombinationen können die Maintenance Station Server auch redundant ausgelegt werden. In diesem Fall sind sie wie redundante OS Server zu konfigurieren.
Meldesystem, Bedienoberfläche, Bildhierarchie und Bediener-führung orientieren sich an der Bedien- und Beobachtungs-philosophie des Operator Systems. Die Diagnosedaten aller Assets werden mit einheitlichen Bildbausteinen dargestellt, deren Funktionen und Informationen durch die Komponenten bestimmt werden. Dies macht das Arbeiten mit der Mainte-nance Station einfach und intuitiv, eine aufwändige Einarbei-tung entfällt.
Die entsprechend der Anlagenhierarchie strukturierten Diag-nosebilder mit den Betriebszuständen der SIMATIC PCS 7-Komponenten können sowohl auf der Maintenance Station als auch auf den OS Clients angezeigt werden. In den Bild-bausteinen dieser Stationen werden auch durch SIMATIC PDM ermittelte erweiterte Diagnoseinformationen dargestellt. Erweiterte Online-Diagnosefunktionen in Verbindung mit
HW Konfig sind jedoch nur über die Maintenance Station aufrufbar.
Die Benutzerverwaltung und die Zugangskontrolle für die Maintenance Station übernimmt das in SIMATIC PCS 7 inte-grierte SIMATIC Logon.
Projektierung
Die Maintenance Station nutzt die für das Asset Management relevanten Daten aus dem Hardware- und Softwareprojekt der Applikation, das bei der Standardprojektierung mit dem Engi-neering System erzeugt wird. Auf Knopfdruck werden diese Daten mit Systemunterstützung aus den Projektdaten der Applikation abgeleitet und die Diagnosebilder generiert. Die Vorgehensweise ist einfach und erfordert keinen Zusatz-aufwand für die Asset Management-Projektierung:
• Erstellen des Hardware- und Softwareprojektes der Appli-kation
• Systemunterstütztes Generieren der Diagnosebilder mit allen im Projekt enthaltenen Komponenten, inkl. der Bildhierarchie gemäß Hardware-Struktur des Projektes
• Übersetzen der Projektierungsdaten und Laden in Operator Station und Maintenance Station mit anschließender Test- und Inbetriebsetzungsphase
Die Namen übernommener Bilder, Symbole etc. sind für die weitere Verwendung im Wartungsprojekt dauerhaft änderbar.
Konformität zu internationalen Standards, Spezifikationen und Empfehlungen
Das Asset Management mit der SIMATIC PCS 7 Maintenance Station ist konform zu internationalen Standards, Spezifikatio-nen und Empfehlungen. Es berücksichtigt von der NAMUR (Interessengemeinschaft Prozessleittechnik der chemischen und pharmazeutischen Industrie) definierte Anforderungen an Systeme für anlagennahes Asset Management sowie Feld-geräte-Statusmeldungen:
• NAMUR-Empfehlung NE91 (Anforderungen an Systeme für anlagennahes Asset Management)
• NAMUR-Empfehlung NE105 (Anforderungen an die Inte-gration von Feldgeräten in Engineeringwerkzeuge)
• NAMUR-Empfehlung NE107 (Statusmeldungen von Feld-geräten: "Geräteausfall", "Wartungsbedarf", "Funktions-kontrolle")
Darüber hinaus befolgt es die IEC 61804-2 zur Beschreibung von Geräten per Electronic Device Description Language (EDDL) und Spezifikationen der Organisation PROFIBUS & PROFINET International (PI), z. B.:
• PROFIBUS Profile Guidelines Identification & Maintenance Functions
• PROFIBUS PA Profile for Process Control Devices
© Siemens AG 2010
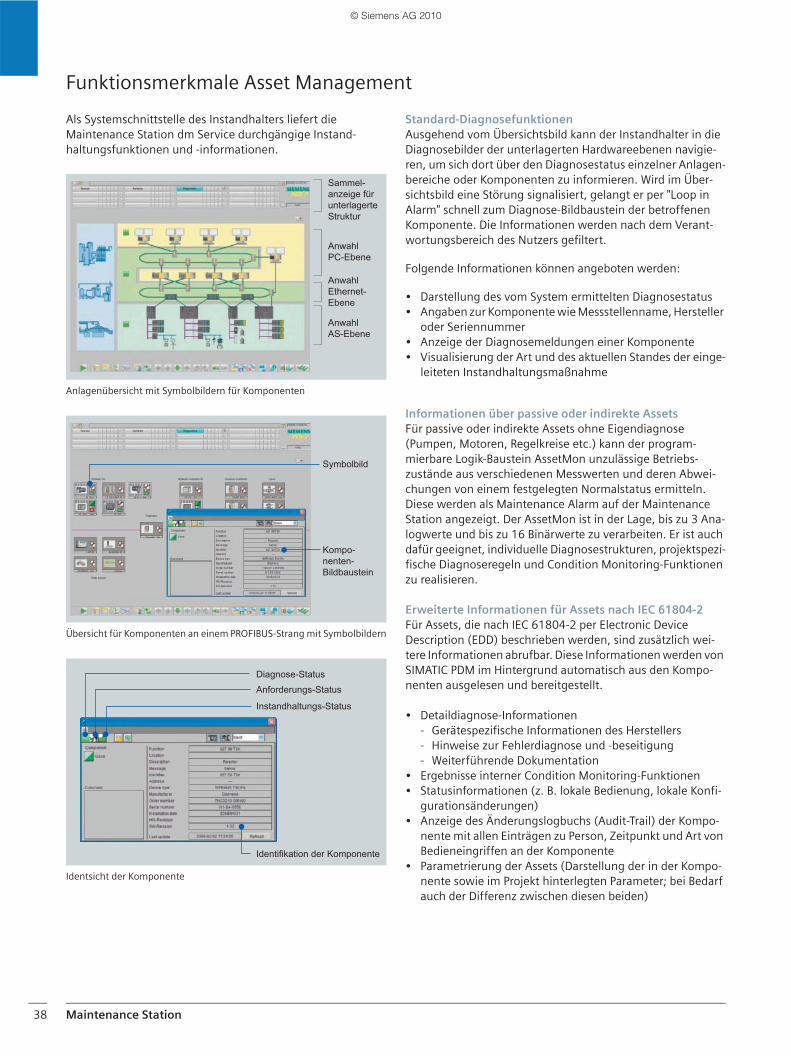
Maintenance Station38
Funktionsmerkmale Asset Management
Als Systemschnittstelle des Instandhalters liefert die Maintenance Station dm Service durchgängige Instand-haltungsfunktionen und -informationen.
Anlagenübersicht mit Symbolbildern für Komponenten
Übersicht für Komponenten an einem PROFIBUS-Strang mit Symbolbildern
Identsicht der Komponente
Standard-DiagnosefunktionenAusgehend vom Übersichtsbild kann der Instandhalter in die Diagnosebilder der unterlagerten Hardwareebenen navigie-ren, um sich dort über den Diagnosestatus einzelner Anlagen-bereiche oder Komponenten zu informieren. Wird im Über-sichtsbild eine Störung signalisiert, gelangt er per "Loop in Alarm" schnell zum Diagnose-Bildbaustein der betroffenen Komponente. Die Informationen werden nach dem Verant-wortungsbereich des Nutzers gefiltert.
Folgende Informationen können angeboten werden:
• Darstellung des vom System ermittelten Diagnosestatus• Angaben zur Komponente wie Messstellenname, Hersteller
oder Seriennummer• Anzeige der Diagnosemeldungen einer Komponente• Visualisierung der Art und des aktuellen Standes der einge-
leiteten Instandhaltungsmaßnahme
Informationen über passive oder indirekte Assets Für passive oder indirekte Assets ohne Eigendiagnose (Pumpen, Motoren, Regelkreise etc.) kann der program-mierbare Logik-Baustein AssetMon unzulässige Betriebs-zustände aus verschiedenen Messwerten und deren Abwei-chungen von einem festgelegten Normalstatus ermitteln. Diese werden als Maintenance Alarm auf der Maintenance Station angezeigt. Der AssetMon ist in der Lage, bis zu 3 Ana-logwerte und bis zu 16 Binärwerte zu verarbeiten. Er ist auch dafür geeignet, individuelle Diagnosestrukturen, projektspezi-fische Diagnoseregeln und Condition Monitoring-Funktionen zu realisieren.
Erweiterte Informationen für Assets nach IEC 61804-2Für Assets, die nach IEC 61804-2 per Electronic Device Description (EDD) beschrieben werden, sind zusätzlich wei-tere Informationen abrufbar. Diese Informationen werden von SIMATIC PDM im Hintergrund automatisch aus den Kompo-nenten ausgelesen und bereitgestellt.
• Detaildiagnose-Informationen- Gerätespezifische Informationen des Herstellers- Hinweise zur Fehlerdiagnose und -beseitigung- Weiterführende Dokumentation
• Ergebnisse interner Condition Monitoring-Funktionen• Statusinformationen (z. B. lokale Bedienung, lokale Konfi-
gurationsänderungen)• Anzeige des Änderungslogbuchs (Audit-Trail) der Kompo-
nente mit allen Einträgen zu Person, Zeitpunkt und Art von Bedieneingriffen an der Komponente
• Parametrierung der Assets (Darstellung der in der Kompo-nente sowie im Projekt hinterlegten Parameter; bei Bedarf auch der Differenz zwischen diesen beiden)
Sammel- anzeige für unterlagerte Struktur
Anwahl PC-Ebene
Anwahl Ethernet- Ebene
Anwahl AS-Ebene
Symbolbild
Kompo-nenten-Bildbaustein
Diagnose-Status Anforderungs-Status
Instandhaltungs-Status
Identifikation der Komponente
© Siemens AG 2010
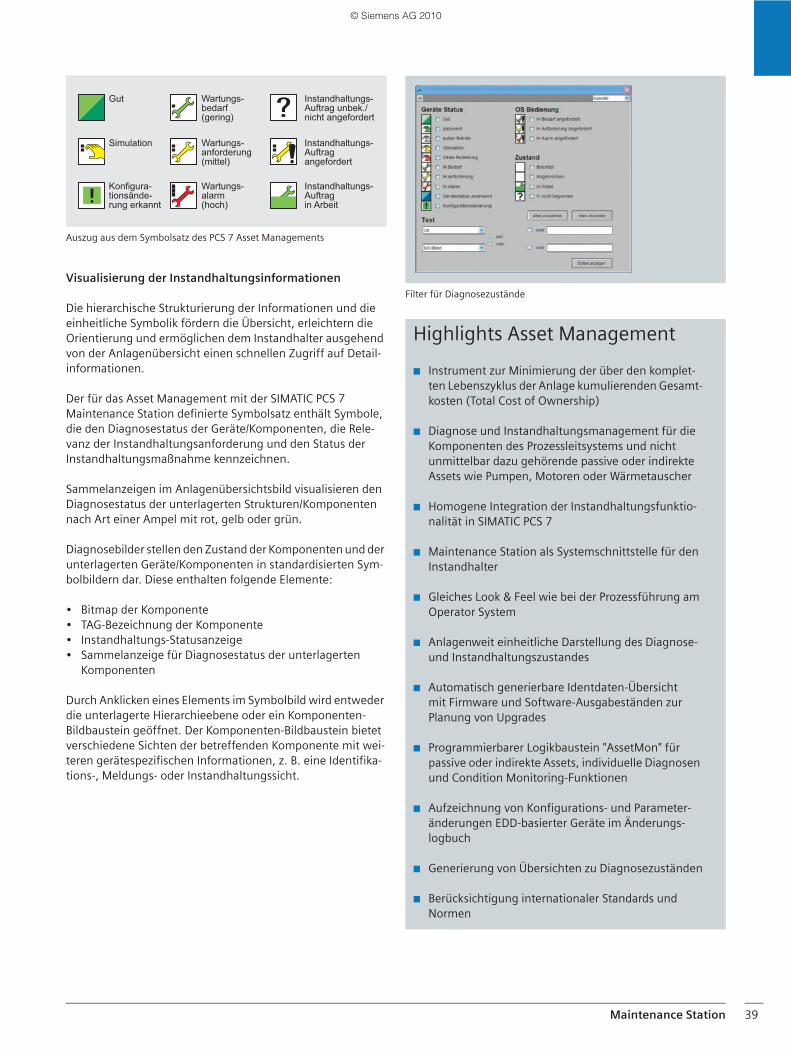
Maintenance Station 39
Auszug aus dem Symbolsatz des PCS 7 Asset Managements
Visualisierung der Instandhaltungsinformationen
Die hierarchische Strukturierung der Informationen und die einheitliche Symbolik fördern die Übersicht, erleichtern die Orientierung und ermöglichen dem Instandhalter ausgehend von der Anlagenübersicht einen schnellen Zugriff auf Detail-informationen.
Der für das Asset Management mit der SIMATIC PCS 7 Maintenance Station definierte Symbolsatz enthält Symbole, die den Diagnosestatus der Geräte/Komponenten, die Rele-vanz der Instandhaltungsanforderung und den Status der Instandhaltungsmaßnahme kennzeichnen.
Sammelanzeigen im Anlagenübersichtsbild visualisieren den Diagnosestatus der unterlagerten Strukturen/Komponenten nach Art einer Ampel mit rot, gelb oder grün.
Diagnosebilder stellen den Zustand der Komponenten und der unterlagerten Geräte/Komponenten in standardisierten Sym-bolbildern dar. Diese enthalten folgende Elemente:
• Bitmap der Komponente• TAG-Bezeichnung der Komponente• Instandhaltungs-Statusanzeige• Sammelanzeige für Diagnosestatus der unterlagerten
Komponenten
Durch Anklicken eines Elements im Symbolbild wird entweder die unterlagerte Hierarchieebene oder ein Komponenten-Bildbaustein geöffnet. Der Komponenten-Bildbaustein bietet verschiedene Sichten der betreffenden Komponente mit wei-teren gerätespezifischen Informationen, z. B. eine Identifika-tions-, Meldungs- oder Instandhaltungssicht.
Filter für Diagnosezustände
Gut
Simulation
Konfigura-tionsände-rung erkannt
Wartungs-bedarf(gering)
Wartungs-anforderung(mittel)
Wartungs-alarm(hoch)
Instandhaltungs-Auftrag unbek./nicht angefordert
Instandhaltungs-Auftragangefordert
Instandhaltungs-Auftragin Arbeit
Highlights Asset Management
■ Instrument zur Minimierung der über den komplet-ten Lebenszyklus der Anlage kumulierenden Gesamt-kosten (Total Cost of Ownership)
■ Diagnose und Instandhaltungsmanagement für die Komponenten des Prozessleitsystems und nicht unmittelbar dazu gehörende passive oder indirekte Assets wie Pumpen, Motoren oder Wärmetauscher
■ Homogene Integration der Instandhaltungsfunktio-nalität in SIMATIC PCS 7
■ Maintenance Station als Systemschnittstelle für den Instandhalter
■ Gleiches Look & Feel wie bei der Prozessführung am Operator System
■ Anlagenweit einheitliche Darstellung des Diagnose- und Instandhaltungszustandes
■ Automatisch generierbare Identdaten-Übersicht mit Firmware und Software-Ausgabeständen zur Planung von Upgrades
■ Programmierbarer Logikbaustein "AssetMon" für passive oder indirekte Assets, individuelle Diagnosen und Condition Monitoring-Funktionen
■ Aufzeichnung von Konfigurations- und Parameter-änderungen EDD-basierter Geräte im Änderungs-logbuch
■ Generierung von Übersichten zu Diagnosezuständen
■ Berücksichtigung internationaler Standards und Normen
© Siemens AG 2010
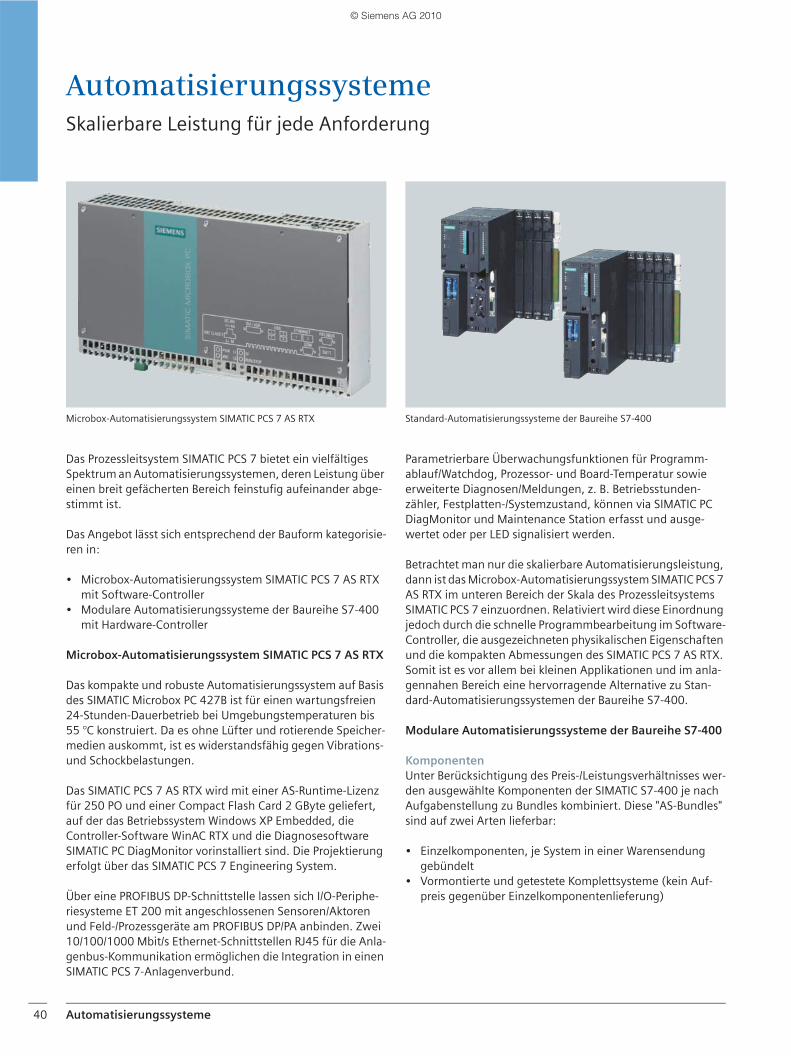
Automatisierungssysteme40
Automatisierungssysteme Skalierbare Leistung für jede Anforderung
Microbox-Automatisierungssystem SIMATIC PCS 7 AS RTX
Das Prozessleitsystem SIMATIC PCS 7 bietet ein vielfältiges Spektrum an Automatisierungssystemen, deren Leistung über einen breit gefächerten Bereich feinstufig aufeinander abge-stimmt ist.
Das Angebot lässt sich entsprechend der Bauform kategorisie-ren in:
• Microbox-Automatisierungssystem SIMATIC PCS 7 AS RTX mit Software-Controller
• Modulare Automatisierungssysteme der Baureihe S7-400 mit Hardware-Controller
Microbox-Automatisierungssystem SIMATIC PCS 7 AS RTX
Das kompakte und robuste Automatisierungssystem auf Basis des SIMATIC Microbox PC 427B ist für einen wartungsfreien 24-Stunden-Dauerbetrieb bei Umgebungstemperaturen bis 55 °C konstruiert. Da es ohne Lüfter und rotierende Speicher-medien auskommt, ist es widerstandsfähig gegen Vibrations- und Schockbelastungen.
Das SIMATIC PCS 7 AS RTX wird mit einer AS-Runtime-Lizenz für 250 PO und einer Compact Flash Card 2 GByte geliefert, auf der das Betriebssystem Windows XP Embedded, die Controller-Software WinAC RTX und die Diagnosesoftware SIMATIC PC DiagMonitor vorinstalliert sind. Die Projektierung erfolgt über das SIMATIC PCS 7 Engineering System.
Über eine PROFIBUS DP-Schnittstelle lassen sich I/O-Periphe-riesysteme ET 200 mit angeschlossenen Sensoren/Aktoren und Feld-/Prozessgeräte am PROFIBUS DP/PA anbinden. Zwei 10/100/1000 Mbit/s Ethernet-Schnittstellen RJ45 für die Anla-genbus-Kommunikation ermöglichen die Integration in einen SIMATIC PCS 7-Anlagenverbund.
Standard-Automatisierungssysteme der Baureihe S7-400
Parametrierbare Überwachungsfunktionen für Programm-ablauf/Watchdog, Prozessor- und Board-Temperatur sowie erweiterte Diagnosen/Meldungen, z. B. Betriebsstunden-zähler, Festplatten-/Systemzustand, können via SIMATIC PC DiagMonitor und Maintenance Station erfasst und ausge-wertet oder per LED signalisiert werden.
Betrachtet man nur die skalierbare Automatisierungsleistung, dann ist das Microbox-Automatisierungssystem SIMATIC PCS 7 AS RTX im unteren Bereich der Skala des Prozessleitsystems SIMATIC PCS 7 einzuordnen. Relativiert wird diese Einordnung jedoch durch die schnelle Programmbearbeitung im Software-Controller, die ausgezeichneten physikalischen Eigenschaften und die kompakten Abmessungen des SIMATIC PCS 7 AS RTX. Somit ist es vor allem bei kleinen Applikationen und im anla-gennahen Bereich eine hervorragende Alternative zu Stan-dard-Automatisierungssystemen der Baureihe S7-400.
Modulare Automatisierungssysteme der Baureihe S7-400
KomponentenUnter Berücksichtigung des Preis-/Leistungsverhältnisses wer-den ausgewählte Komponenten der SIMATIC S7-400 je nach Aufgabenstellung zu Bundles kombiniert. Diese "AS-Bundles" sind auf zwei Arten lieferbar:
• Einzelkomponenten, je System in einer Warensendung gebündelt
• Vormontierte und getestete Komplettsysteme (kein Auf-preis gegenüber Einzelkomponentenlieferung)
© Siemens AG 2010
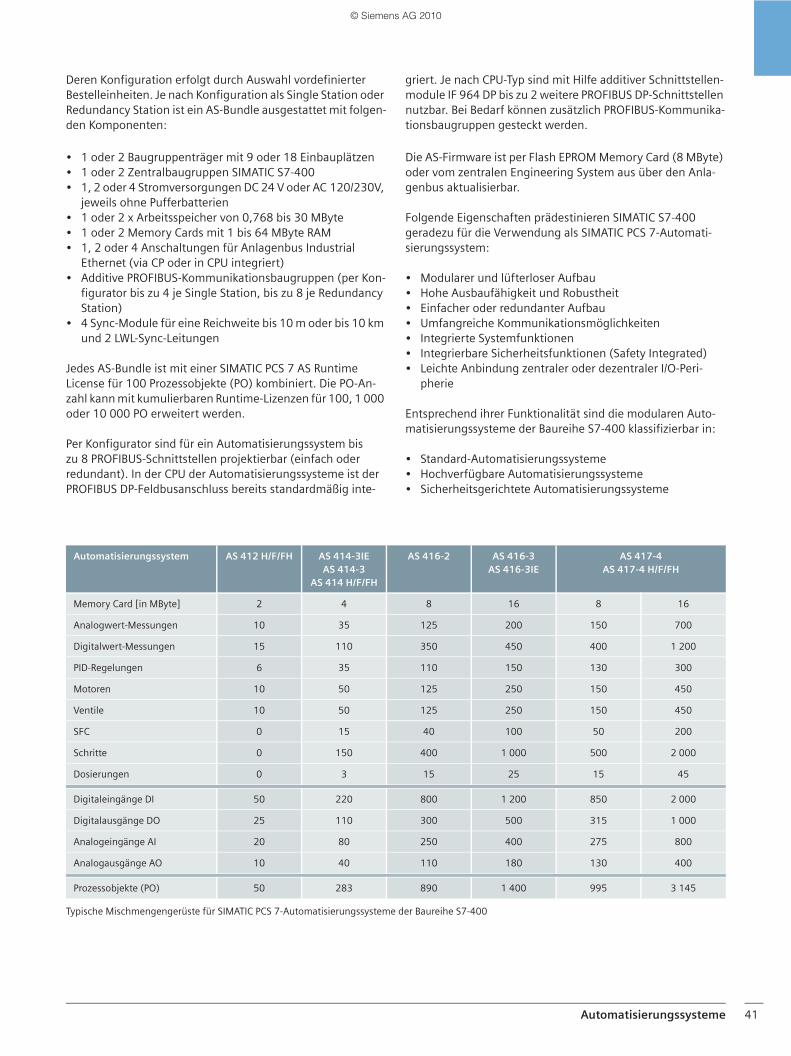
Automatisierungssysteme 41
Deren Konfiguration erfolgt durch Auswahl vordefinierter Bestelleinheiten. Je nach Konfiguration als Single Station oder Redundancy Station ist ein AS-Bundle ausgestattet mit folgen-den Komponenten:
• 1 oder 2 Baugruppenträger mit 9 oder 18 Einbauplätzen• 1 oder 2 Zentralbaugruppen SIMATIC S7-400• 1, 2 oder 4 Stromversorgungen DC 24 V oder AC 120/230V,
jeweils ohne Pufferbatterien• 1 oder 2 x Arbeitsspeicher von 0,768 bis 30 MByte• 1 oder 2 Memory Cards mit 1 bis 64 MByte RAM• 1, 2 oder 4 Anschaltungen für Anlagenbus Industrial
Ethernet (via CP oder in CPU integriert)• Additive PROFIBUS-Kommunikationsbaugruppen (per Kon-
figurator bis zu 4 je Single Station, bis zu 8 je Redundancy Station)
• 4 Sync-Module für eine Reichweite bis 10 m oder bis 10 km und 2 LWL-Sync-Leitungen
Jedes AS-Bundle ist mit einer SIMATIC PCS 7 AS Runtime License für 100 Prozessobjekte (PO) kombiniert. Die PO-An-zahl kann mit kumulierbaren Runtime-Lizenzen für 100, 1 000 oder 10 000 PO erweitert werden.
Per Konfigurator sind für ein Automatisierungssystem bis zu 8 PROFIBUS-Schnittstellen projektierbar (einfach oder redundant). In der CPU der Automatisierungssysteme ist der PROFIBUS DP-Feldbusanschluss bereits standardmäßig inte-
griert. Je nach CPU-Typ sind mit Hilfe additiver Schnittstellen-module IF 964 DP bis zu 2 weitere PROFIBUS DP-Schnittstellen nutzbar. Bei Bedarf können zusätzlich PROFIBUS-Kommunika-tionsbaugruppen gesteckt werden.
Die AS-Firmware ist per Flash EPROM Memory Card (8 MByte) oder vom zentralen Engineering System aus über den Anla-genbus aktualisierbar.
Folgende Eigenschaften prädestinieren SIMATIC S7-400 geradezu für die Verwendung als SIMATIC PCS 7-Automati-sierungssystem:
• Modularer und lüfterloser Aufbau• Hohe Ausbaufähigkeit und Robustheit• Einfacher oder redundanter Aufbau• Umfangreiche Kommunikationsmöglichkeiten• Integrierte Systemfunktionen• Integrierbare Sicherheitsfunktionen (Safety Integrated)• Leichte Anbindung zentraler oder dezentraler I/O-Peri-
pherie
Entsprechend ihrer Funktionalität sind die modularen Auto-matisierungssysteme der Baureihe S7-400 klassifizierbar in:
• Standard-Automatisierungssysteme• Hochverfügbare Automatisierungssysteme• Sicherheitsgerichtete Automatisierungssysteme
Typische Mischmengengerüste für SIMATIC PCS 7-Automatisierungssysteme der Baureihe S7-400
Automatisierungssystem AS 412 H/F/FH AS 414-3IEAS 414-3
AS 414 H/F/FH
AS 416-2 AS 416-3AS 416-3IE
AS 417-4AS 417-4 H/F/FH
Memory Card [in MByte] 2 4 8 16 8 16
Analogwert-Messungen 10 35 125 200 150 700
Digitalwert-Messungen 15 110 350 450 400 1 200
PID-Regelungen 6 35 110 150 130 300
Motoren 10 50 125 250 150 450
Ventile 10 50 125 250 150 450
SFC 0 15 40 100 50 200
Schritte 0 150 400 1 000 500 2 000
Dosierungen 0 3 15 25 15 45
Digitaleingänge DI 50 220 800 1 200 850 2 000
Digitalausgänge DO 25 110 300 500 315 1 000
Analogeingänge AI 20 80 250 400 275 800
Analogausgänge AO 10 40 110 180 130 400
Prozessobjekte (PO) 50 283 890 1 400 995 3 145
© Siemens AG 2010
Automatisierungssysteme42
Automatisierungssysteme
Standard-AutomatisierungssystemeDie Standard-Automatisierungssysteme AS 414-3 / 414-3IE, AS 416-2, AS 416-3 / 416-3IE und AS 417-4 sind sehr robust und zeichnen sich durch eine hohe Verarbeitungs- und Kom-munikationsleistung aus.
Die für kleinere Anwendungen mit geringeren Mengen-gerüsten zugeschnittenen Automatisierungssysteme AS 414-3 / 414-3IE erfüllen die Forderung nach einem kosten-günstigen modularen und skalierbaren System. Mit den Automatisierungssystemen AS 416-2, AS416-3 / 416-3IE und AS 417-4 sind größere Mengengerüste realisierbar. Sie werden bevorzugt ab mittleren Anlagengrößen eingesetzt.
Bei den AS 414-3IE und 416-3IE ist die Industrial Ethernet-Anschaltung in der CPU integriert. Sie bieten die gleiche Leistung wie die vergleichbaren AS 414-3 und AS 416-3 mit Industrial Ethernet CP 443-1, unterscheiden sich aber bezüg-lich der Uhrzeitsynchronisation (NTP- statt S7-Synchronisa-tion).
Wenn zwei getrennte Stromversorgungsnetze für die Spei-sung der Anlage vorhanden sind, kann die Verfügbarkeit der Standard-Automatisierungssysteme durch zwei redundante Stromversorgungen erhöht werden.
Hochverfügbare AutomatisierungssystemeDas Ziel für den Einsatz hochverfügbarer Automatisierungs-systeme ist die Verminderung des Risikos von Produktionsaus-fällen. Die höheren Investitionskosten sind im Vergleich zu den Kosten, die Produktionsausfälle verursachen können, oft-mals vernachlässigbar. Je höher die Kosten eines Produktions-stillstandes sind, desto eher lohnt sich der Einsatz eines hoch-verfügbaren Systems.
Hochverfügbare SIMATIC PCS 7-Automatisierungssysteme sind in einer Anlagenkonfiguration allein oder zusammen mit Standard- und sicherheitsgerichteten Automatisierungs-systemen betreibbar. Entsprechend ihres prinzipiellen Auf-baus lassen sie sich differenzieren in:
• Single Stationen: AS 412-3-1H, AS 414-4-1H und AS 417-4-1H mit nur einer CPU
• Redundancy Stationen: AS 412-3-2H, AS 414-4-2H und AS 417-4-2H mit zwei redundanten CPUs
Die zwei redundanten, galvanisch voneinander getrennten Teilsysteme der Redundancy Station können auf einem kom-pakten Baugruppenträger mit geteiltem Rückwandbus oder zwei separaten Baugruppenträgern montiert werden. Der Aufbau auf zwei Baugruppenträgern ermöglicht eine räum-liche Trennung der redundanten Teilsysteme über eine Entfer-nung von bis zu 10 km, z. B. abgeschottet durch eine feuer-feste Wand. Durch die galvanische Trennung bleibt das System dabei unempfindlich gegen EMV-Störungen.
© Siemens AG 2010

Automatisierungssysteme 43
Flexibel skalierbare Verfügbarkeit
Der Einsatz einer Single Station anstelle eines Standard-Auto-matisierungssystems wahrt die Option für einen redundanten Ausbau zu einem späteren Zeitpunkt.
Ein besonderes Merkmal der hochverfügbaren SIMATIC PCS 7-Automatisierungssysteme ist die flexibel skalierbare Verfüg-barkeit verschiedener Module.
Im Kontext der Anlagenplanung ist es schon bei einer Single Station möglich, die Verfügbarkeit durch redundante Konfigu-ration der Stromversorgung oder der Industrial Ethernet-Kom-munikationsbaugruppe punktuell zu erhöhen und diese Maß-nahmen miteinander zu kombinieren.
Die Redundancy Station markiert mit ihren zwei redundanten CPUs bereits einen höheren Verfügbarkeitslevel. Sie arbeitet nach dem 1 von 2-Prinzip, wobei im Fehlerfall vom aktiven Teilsystem auf das Reservesystem umgeschaltet wird. Davon ausgehend lassen sich wie bei der Single Station die Strom-versorgung oder die Industrial Ethernet-Kommunikations-baugruppe für jedes Teilsystem verdoppeln und diese Maß-nahmen miteinander kombinieren.
Sicherheitsgerichtetes Automatisierungssystem
Sicherheitsgerichtete AutomatisierungssystemeFür kritische Anwendungen, bei denen ein Störfall zur Gefähr-dung von Menschenleben, zu Schäden an der Anlage oder zu Umweltschäden führen kann, werden sicherheitsgerichtete Automatisierungssysteme eingesetzt. Diese F/FH-Systeme er-kennen im Zusammenwirken mit den sicherheitsgerichteten F-Baugruppen der dezentralen Peripheriesysteme ET 200 oder direkt via Feldbus angebundenen sicheren Transmittern so-wohl Fehler im Prozess als auch eigene, interne Fehler. Sie überführen die Anlage im Fehlerfall automatisch in einen sicheren Zustand.
■ Einfache Stromversorgung■ Einfache Anlagenbus-
kommunikation
■ Doppelte Stromversorgung■ Doppelte Anlagenbus-
kommunikation
■ Vierfache Stromversor-gung
■ Doppelte Anlagenbus-kommunikation
■ Einfache Stromversorgung■ Doppelte Anlagenbus-
kommunikation
■ Doppelte Stromversorgung■ Vierfache Anlagenbus-
kommunikation
■ Doppelte Stromversor-gung
■ Einfache Anlagenbus-kommunikation
■ Doppelte Stromversor-gung
■ Doppelte Anlagenbus-kommunikation
■ Vierfache Stromversor-gung
■ Vierfache Anlagenbus-kommunikation
Sin
gle
Sta
tio
n(S
ing
le C
on
tro
ller)
Red
un
dan
cy S
tati
on
(D
ou
ble
Co
ntr
olle
r)
© Siemens AG 2010
Automatisierungssysteme44
Die sicherheitsgerichteten Automatisierungssysteme sind vom TÜV zertifiziert und erfüllen Sicherheitsanforderungen bis SIL 3 gemäß IEC 61508. Sie basieren auf der Hardware der Automatisierungssysteme AS 412H, AS 414H oder AS 417H, die mit S7 F Systems um Sicherheitsfunktionen erweitert wird.
Analog zu den Basissystemen sind auch hier zwei Aufbau-varianten zu unterscheiden:
• Single Station: AS 412F/AS 414F/AS 417F mit einer CPU, sicherheits-gerichtet
• Redundancy Station: AS 412FH/AS 414FH/AS 417FH mit zwei redundanten CPUs, sicherheitsgerichtet und fehlertolerant
Durch redundante Auslegung der Stromversorgung oder der Industrial Ethernet-Kommunikationsbaugruppe lässt sich die Verfügbarkeit der sicherheitsgerichteten Single/Redundancy Stationen wie bei den zugrunde liegenden hochverfügbaren Automatisierungssystemen flexibel erhöhen.
In den multitasking-fähigen Systemen können mehrere Programme zeitgleich in einer CPU ablaufen, Basic Process Control (BPC)-Applikationen ebenso wie sicherheitsgerichte-te. Die Programme sind dabei rückwirkungsfrei, d. h. Fehler in BPC-Applikationen haben keine Auswirkung auf sicherheits-gerichtete Applikationen und umgekehrt. Auch spezielle Tasks mit sehr kurzen Reaktionszeiten lassen sich realisieren.
Bei der parallelen Bearbeitung von BPC- und Sicherheitsfunk-tionen in einer CPU wird eine gegenseitige Beeinflussung da-durch verhindert, dass BPC-Programme und sicherheitsgerich-tete Programme strikt voneinander getrennt bleiben und der Datenaustausch über spezielle Konvertierungsbausteine er-folgt. Die Sicherheitsfunktionen werden durch redundante, diversitäre Befehlsverarbeitung zweimal in verschiedenen Prozessorteilen einer CPU abgearbeitet. Mögliche Fehler er-kennt das System beim anschließenden Vergleich der Ergeb-nisse.
Auf verschiedenen F/FH-Systemen einer Anlage ablaufende Sicherheitsprogramme sind auch in der Lage, über den Anla-genbus Industrial Ethernet sicherheitsgerichtet miteinander zu kommunizieren.
Die Redundanz der FH-Systeme dient allein der Erhöhung der Verfügbarkeit. Sie ist für die Bearbeitung der Sicherheitsfunk-tionen und die damit verbundene Fehlererkennung nicht rele-vant.
Highlights Automatisierungssysteme
■ Breites Produktspektrum mit fein abgestufter Leis-tung in zwei Bauformen:– Microbox-Automatisierungssystem mit Software-
controller– Modulare Automatisierungssysteme der Baureihe
S7-400 mit Hardware-Controller
Microbox Automatisierungssystem
■ Kompaktes und robustes System für den anlagen-nahen Einsatz
■ Vibrations- und schockfeste Konstruktion ohne Lüf-ter und rotierende Speichermedien
■ Wartungsfreier Dauerbetrieb 24/7 rund um die Uhr bei Umgebungstemperaturen bis 55 °C
Modulare Automatisierungssysteme
■ Individuell konfigurierbare AS-Bundles, lieferbar als:– Einzelkomponenten, je Station in einer Waren-
sendung gebündelt– Vormontierte und getestete Systeme
■ Flexibel skalierbare Verfügbarkeit:– Standardsysteme als Single Station, optional mit
redundanter Stromversorgung– Hochverfügbare Systeme als Single/Redundancy
Station, optional mit redundanter Stromversor-gung oder/und redundanter Industrial Ethernet-Kommunikation für jedes System/Teilsystem
– Sicherheitsgerichtete Systeme als Single/Redun-dancy Station, optional mit redundanter Strom-versorgung oder/und redundanter Industrial Ethernet-Kommunikation für jedes System/Teil-system
■ Redundancy Station mit zwei galvanisch voneinan-der getrennten Teilsystemen:– Ein oder zwei räumlich bis 10 km voneinander
getrennte Baugruppenträger – Gleichzeitige (synchrone) Bearbeitung identischer
Anwenderprogramme in beiden CPUs– Stoßfreie Umschaltung
■ Konfigurationsänderungen im laufenden Betrieb
© Siemens AG 2010
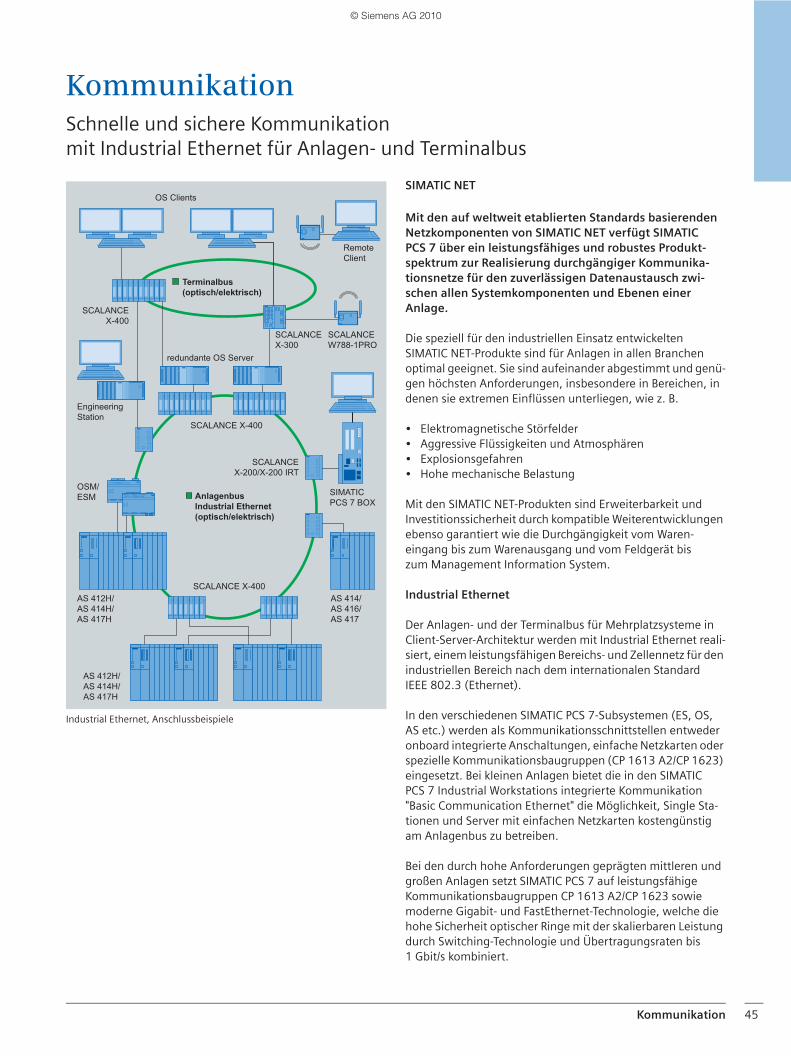
Kommunikation 45
KommunikationSchnelle und sichere Kommunikation mit Industrial Ethernet für Anlagen- und Terminalbus
Industrial Ethernet, Anschlussbeispiele
SIMATIC NET
Mit den auf weltweit etablierten Standards basierenden Netzkomponenten von SIMATIC NET verfügt SIMATIC PCS 7 über ein leistungsfähiges und robustes Produkt-spektrum zur Realisierung durchgängiger Kommunika-tionsnetze für den zuverlässigen Datenaustausch zwi-schen allen Systemkomponenten und Ebenen einer Anlage.
Die speziell für den industriellen Einsatz entwickelten SIMATIC NET-Produkte sind für Anlagen in allen Branchen optimal geeignet. Sie sind aufeinander abgestimmt und genü-gen höchsten Anforderungen, insbesondere in Bereichen, in denen sie extremen Einflüssen unterliegen, wie z. B.
• Elektromagnetische Störfelder• Aggressive Flüssigkeiten und Atmosphären• Explosionsgefahren• Hohe mechanische Belastung
Mit den SIMATIC NET-Produkten sind Erweiterbarkeit und Investitionssicherheit durch kompatible Weiterentwicklungen ebenso garantiert wie die Durchgängigkeit vom Waren-eingang bis zum Warenausgang und vom Feldgerät bis zum Management Information System.
Industrial Ethernet
Der Anlagen- und der Terminalbus für Mehrplatzsysteme in Client-Server-Architektur werden mit Industrial Ethernet reali-siert, einem leistungsfähigen Bereichs- und Zellennetz für den industriellen Bereich nach dem internationalen Standard IEEE 802.3 (Ethernet).
In den verschiedenen SIMATIC PCS 7-Subsystemen (ES, OS, AS etc.) werden als Kommunikationsschnittstellen entweder onboard integrierte Anschaltungen, einfache Netzkarten oder spezielle Kommunikationsbaugruppen (CP 1613 A2/CP 1623) eingesetzt. Bei kleinen Anlagen bietet die in den SIMATIC PCS 7 Industrial Workstations integrierte Kommunikation "Basic Communication Ethernet" die Möglichkeit, Single Sta-tionen und Server mit einfachen Netzkarten kostengünstig am Anlagenbus zu betreiben.
Bei den durch hohe Anforderungen geprägten mittleren und großen Anlagen setzt SIMATIC PCS 7 auf leistungsfähige Kommunikationsbaugruppen CP 1613 A2/CP 1623 sowie moderne Gigabit- und FastEthernet-Technologie, welche die hohe Sicherheit optischer Ringe mit der skalierbaren Leistung durch Switching-Technologie und Übertragungsraten bis 1 Gbit/s kombiniert.
SIMATICPCS 7 BOX
AS 414/AS 416/AS 417
AS 412H/AS 414H/AS 417H
AS 412H/AS 414H/AS 417H
OSM/ESM
SCALANCEX-300
SCALANCEX-200/X-200 IRT
SCALANCE X-400
SCALANCE X-400
SCALANCEX-400
SCALANCEW788-1PRO
Terminalbus(optisch/elektrisch)
OS Clients
AnlagenbusIndustrial Ethernet(optisch/elektrisch)
RemoteClient
redundante OS Server
EngineeringStation
© Siemens AG 2010
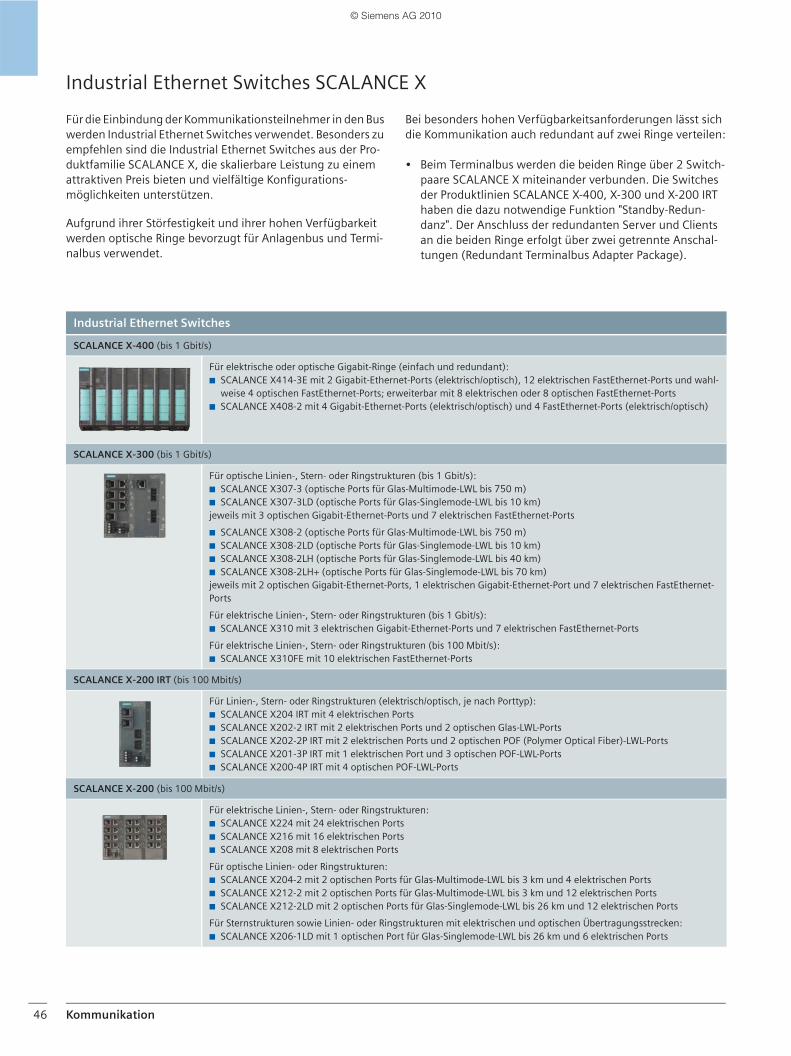
Kommunikation46
Industrial Ethernet Switches SCALANCE X
Für die Einbindung der Kommunikationsteilnehmer in den Bus werden Industrial Ethernet Switches verwendet. Besonders zu empfehlen sind die Industrial Ethernet Switches aus der Pro-duktfamilie SCALANCE X, die skalierbare Leistung zu einem attraktiven Preis bieten und vielfältige Konfigurations-möglichkeiten unterstützen.
Aufgrund ihrer Störfestigkeit und ihrer hohen Verfügbarkeit werden optische Ringe bevorzugt für Anlagenbus und Termi-nalbus verwendet.
Bei besonders hohen Verfügbarkeitsanforderungen lässt sich die Kommunikation auch redundant auf zwei Ringe verteilen:
• Beim Terminalbus werden die beiden Ringe über 2 Switch-paare SCALANCE X miteinander verbunden. Die Switches der Produktlinien SCALANCE X-400, X-300 und X-200 IRT haben die dazu notwendige Funktion "Standby-Redun-danz". Der Anschluss der redundanten Server und Clients an die beiden Ringe erfolgt über zwei getrennte Anschal-tungen (Redundant Terminalbus Adapter Package).
Industrial Ethernet Switches
SCALANCE X-400 (bis 1 Gbit/s)
Für elektrische oder optische Gigabit-Ringe (einfach und redundant):■ SCALANCE X414-3E mit 2 Gigabit-Ethernet-Ports (elektrisch/optisch), 12 elektrischen FastEthernet-Ports und wahl-
weise 4 optischen FastEthernet-Ports; erweiterbar mit 8 elektrischen oder 8 optischen FastEthernet-Ports ■ SCALANCE X408-2 mit 4 Gigabit-Ethernet-Ports (elektrisch/optisch) und 4 FastEthernet-Ports (elektrisch/optisch)
SCALANCE X-300 (bis 1 Gbit/s)
Für optische Linien-, Stern- oder Ringstrukturen (bis 1 Gbit/s):■ SCALANCE X307-3 (optische Ports für Glas-Multimode-LWL bis 750 m) ■ SCALANCE X307-3LD (optische Ports für Glas-Singlemode-LWL bis 10 km)jeweils mit 3 optischen Gigabit-Ethernet-Ports und 7 elektrischen FastEthernet-Ports
■ SCALANCE X308-2 (optische Ports für Glas-Multimode-LWL bis 750 m) ■ SCALANCE X308-2LD (optische Ports für Glas-Singlemode-LWL bis 10 km)■ SCALANCE X308-2LH (optische Ports für Glas-Singlemode-LWL bis 40 km)■ SCALANCE X308-2LH+ (optische Ports für Glas-Singlemode-LWL bis 70 km)jeweils mit 2 optischen Gigabit-Ethernet-Ports, 1 elektrischen Gigabit-Ethernet-Port und 7 elektrischen FastEthernet-Ports
Für elektrische Linien-, Stern- oder Ringstrukturen (bis 1 Gbit/s):■ SCALANCE X310 mit 3 elektrischen Gigabit-Ethernet-Ports und 7 elektrischen FastEthernet-Ports
Für elektrische Linien-, Stern- oder Ringstrukturen (bis 100 Mbit/s):■ SCALANCE X310FE mit 10 elektrischen FastEthernet-Ports
SCALANCE X-200 IRT (bis 100 Mbit/s)
Für Linien-, Stern- oder Ringstrukturen (elektrisch/optisch, je nach Porttyp):■ SCALANCE X204 IRT mit 4 elektrischen Ports■ SCALANCE X202-2 IRT mit 2 elektrischen Ports und 2 optischen Glas-LWL-Ports■ SCALANCE X202-2P IRT mit 2 elektrischen Ports und 2 optischen POF (Polymer Optical Fiber)-LWL-Ports■ SCALANCE X201-3P IRT mit 1 elektrischen Port und 3 optischen POF-LWL-Ports■ SCALANCE X200-4P IRT mit 4 optischen POF-LWL-Ports
SCALANCE X-200 (bis 100 Mbit/s)
Für elektrische Linien-, Stern- oder Ringstrukturen:■ SCALANCE X224 mit 24 elektrischen Ports■ SCALANCE X216 mit 16 elektrischen Ports■ SCALANCE X208 mit 8 elektrischen Ports
Für optische Linien- oder Ringstrukturen:■ SCALANCE X204-2 mit 2 optischen Ports für Glas-Multimode-LWL bis 3 km und 4 elektrischen Ports ■ SCALANCE X212-2 mit 2 optischen Ports für Glas-Multimode-LWL bis 3 km und 12 elektrischen Ports ■ SCALANCE X212-2LD mit 2 optischen Ports für Glas-Singlemode-LWL bis 26 km und 12 elektrischen Ports
Für Sternstrukturen sowie Linien- oder Ringstrukturen mit elektrischen und optischen Übertragungsstrecken:■ SCALANCE X206-1LD mit 1 optischen Port für Glas-Singlemode-LWL bis 26 km und 6 elektrischen Ports
© Siemens AG 2010
Kommunikation 47
• Beim Anlagenbus sind die beiden Ringe physikalisch ge-trennt. Für jeden Ring übernimmt jeweils ein Switch die Funktion des Redundanzmanagers. Als Redundanz-manager sind die aktuellen Switches der Produktlinien SCALANCE X-400, X-300, X-200 IRT und X-200 einsetzbar. Die über zwei CPs je AS-CPU und OS-Server an beide Ringe angeschlossenen Koppelpartner werden bei der Projektie-rung mit NetPro über eine hochverfügbare S7-Verbindung (4-Wege-Redundanz) logisch miteinander verknüpft.
Industrial Wireless LAN (IWLAN)
SIMATIC PCS 7 bietet die Möglichkeit, mobile oder stationäre Remote Clients über einen Access Point SCALANCE W788-1PRO oder W788-2PRO in den Terminalbus einzubinden.
Via IWLAN können mobile Remote Clients (z. B. Notebooks) per integrierter WLAN-Anschaltung, stationäre Remote Clients in einem Desktop/Tower-Gehäuse per Ethernet Client Modul SCALANCE W744-1PRO oder W746-1PRO mit dem Access Point kommunizieren.
Damit sind folgende Anwendungen realisierbar:
• Einrichtung zusätzlicher abgesetzter OS-Clients (bis zu 2 an IWLAN)
• Anbindung von Web-Clients an einen PCS 7 Web Server (bis zu 2 an IWLAN)
• Remote-Zugriff auf eine Engineering Station unter Verwen-dung von Remote Desktop oder PC Anywhere, z. B. bei der Inbetriebsetzung.
Alle verwendeten Komponenten sind sehr robust, nutzen moderne Authentifikations- und Verschlüsselungsverfahren und garantieren eine hohe Zuverlässigkeit des Funkkanals.
Ethernet Client Module SCALANCE W
Technische Daten Industrial Ethernet
Anlagenbus / Terminalbus Industrial Ethernet
Anzahl Teilnehmer 1.023 je Netzsegment (IEEE 802.3 Standard)
Anzahl Switches bis zu 50
Netzausdehnung
Lokales Netz elektrisch bis etwa 5 kmoptisch bis etwa 150 km
WAN weltweit mit TCP/IP
Topologie Linie, Baum, Ring, Stern
Highlights Industrial Ethernet
■ Universell einsetzbar:– In allen Branchen– In Büroumgebungen ebenso wie in rauen
Industrieumgebungen
■ Schnelle Inbetriebsetzung durch: – Einfache Anschlusstechnik– Vor-Ort-Konfektionierung mit FastConnect-Verka-
belungssystem in Kombination mit RJ45-Technik
■ EMV-Störfestigkeit durch optische Übertragungs-medien
■ Ständige Überwachung der Netzkomponenten durch einfaches, aber wirkungsvolles Meldekonzept
■ Anlagenweite Uhrzeitführung zur zeitlich exakten Zuordnung von Ereignissen innerhalb der Gesamt-anlage
■ Hohe Verfügbarkeit durch redundante Netz-Topolo-gien
■ Netz-Ausfallsicherheit durch schnelle Umschaltung auf die redundante Ersatzstrecke
■ Hohe Flexibilität durch rückwirkungsfreie Erweiter-barkeit bestehender Anlagen
■ Skalierbare Leistung mit Switching-Technologie
■ Moderne und zukunftssichere Netzkomponenten, z. B. Industrial Ethernet Switches SCALANCE X
■ Investitionssicherheit durch kompatible Weiter-entwicklung
© Siemens AG 2010
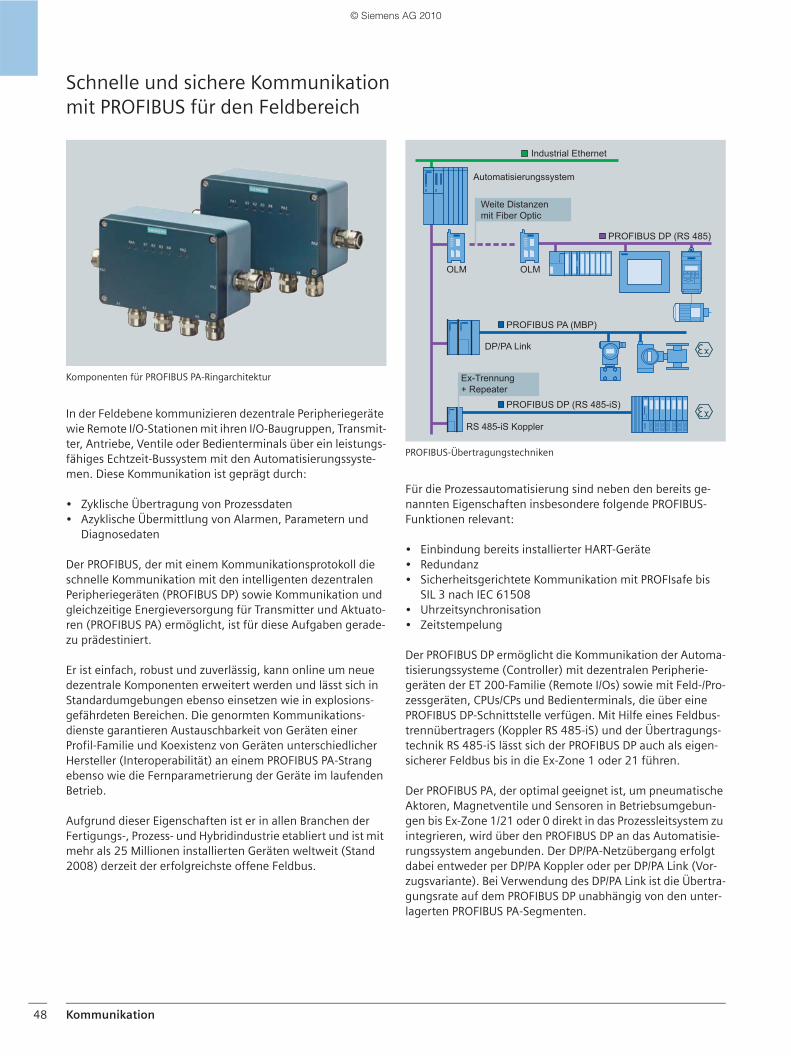
Kommunikation48
Schnelle und sichere Kommunikationmit PROFIBUS für den Feldbereich
Komponenten für PROFIBUS PA-Ringarchitektur
In der Feldebene kommunizieren dezentrale Peripheriegeräte wie Remote I/O-Stationen mit ihren I/O-Baugruppen, Transmit-ter, Antriebe, Ventile oder Bedienterminals über ein leistungs-fähiges Echtzeit-Bussystem mit den Automatisierungssyste-men. Diese Kommunikation ist geprägt durch:
• Zyklische Übertragung von Prozessdaten • Azyklische Übermittlung von Alarmen, Parametern und
Diagnosedaten
Der PROFIBUS, der mit einem Kommunikationsprotokoll die schnelle Kommunikation mit den intelligenten dezentralen Peripheriegeräten (PROFIBUS DP) sowie Kommunikation und gleichzeitige Energieversorgung für Transmitter und Aktuato-ren (PROFIBUS PA) ermöglicht, ist für diese Aufgaben gerade-zu prädestiniert.
Er ist einfach, robust und zuverlässig, kann online um neue dezentrale Komponenten erweitert werden und lässt sich in Standardumgebungen ebenso einsetzen wie in explosions-gefährdeten Bereichen. Die genormten Kommunikations-dienste garantieren Austauschbarkeit von Geräten einer Profil-Familie und Koexistenz von Geräten unterschiedlicher Hersteller (Interoperabilität) an einem PROFIBUS PA-Strang ebenso wie die Fernparametrierung der Geräte im laufenden Betrieb.
Aufgrund dieser Eigenschaften ist er in allen Branchen der Fertigungs-, Prozess- und Hybridindustrie etabliert und ist mit mehr als 25 Millionen installierten Geräten weltweit (Stand 2008) derzeit der erfolgreichste offene Feldbus.
PROFIBUS-Übertragungstechniken
Für die Prozessautomatisierung sind neben den bereits ge-nannten Eigenschaften insbesondere folgende PROFIBUS-Funktionen relevant:
• Einbindung bereits installierter HART-Geräte• Redundanz• Sicherheitsgerichtete Kommunikation mit PROFIsafe bis
SIL 3 nach IEC 61508• Uhrzeitsynchronisation• Zeitstempelung
Der PROFIBUS DP ermöglicht die Kommunikation der Automa-tisierungssysteme (Controller) mit dezentralen Peripherie-geräten der ET 200-Familie (Remote I/Os) sowie mit Feld-/Pro-zessgeräten, CPUs/CPs und Bedienterminals, die über eine PROFIBUS DP-Schnittstelle verfügen. Mit Hilfe eines Feldbus-trennübertragers (Koppler RS 485-iS) und der Übertragungs-technik RS 485-iS lässt sich der PROFIBUS DP auch als eigen-sicherer Feldbus bis in die Ex-Zone 1 oder 21 führen.
Der PROFIBUS PA, der optimal geeignet ist, um pneumatische Aktoren, Magnetventile und Sensoren in Betriebsumgebun-gen bis Ex-Zone 1/21 oder 0 direkt in das Prozessleitsystem zu integrieren, wird über den PROFIBUS DP an das Automatisie-rungssystem angebunden. Der DP/PA-Netzübergang erfolgt dabei entweder per DP/PA Koppler oder per DP/PA Link (Vor-zugsvariante). Bei Verwendung des DP/PA Link ist die Übertra-gungsrate auf dem PROFIBUS DP unabhängig von den unter-lagerten PROFIBUS PA-Segmenten.
PROFIBUS DP (RS 485-iS)
PROFIBUS PA (MBP)
PROFIBUS DP (RS 485)
OLM OLM
Industrial Ethernet
RS 485-iS Koppler
Weite Distanzen mit Fiber Optic
DP/PA Link
Automatisierungssystem
Ex-Trennung + Repeater
© Siemens AG 2010
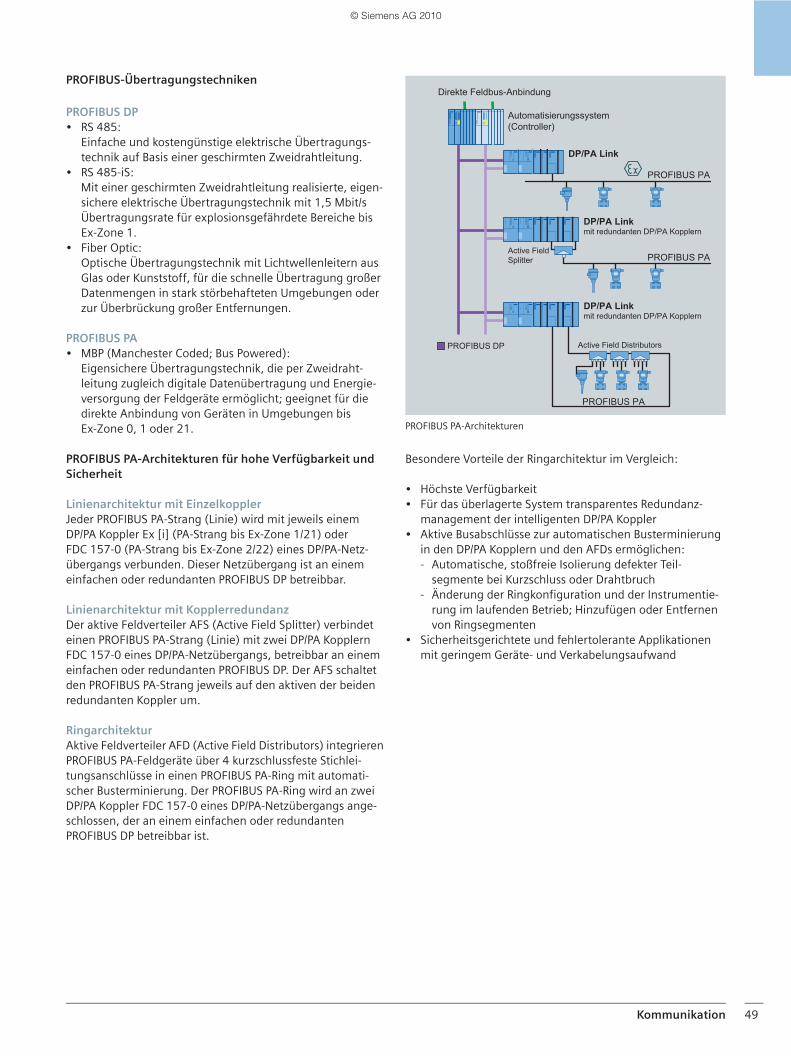
Kommunikation 49
PROFIBUS-Übertragungstechniken
PROFIBUS DP• RS 485:
Einfache und kostengünstige elektrische Übertragungs-technik auf Basis einer geschirmten Zweidrahtleitung.
• RS 485-iS:Mit einer geschirmten Zweidrahtleitung realisierte, eigen-sichere elektrische Übertragungstechnik mit 1,5 Mbit/s Übertragungsrate für explosionsgefährdete Bereiche bis Ex-Zone 1.
• Fiber Optic:Optische Übertragungstechnik mit Lichtwellenleitern aus Glas oder Kunststoff, für die schnelle Übertragung großer Datenmengen in stark störbehafteten Umgebungen oder zur Überbrückung großer Entfernungen.
PROFIBUS PA• MBP (Manchester Coded; Bus Powered):
Eigensichere Übertragungstechnik, die per Zweidraht-leitung zugleich digitale Datenübertragung und Energie-versorgung der Feldgeräte ermöglicht; geeignet für die direkte Anbindung von Geräten in Umgebungen bis Ex-Zone 0, 1 oder 21.
PROFIBUS PA-Architekturen für hohe Verfügbarkeit und Sicherheit
Linienarchitektur mit EinzelkopplerJeder PROFIBUS PA-Strang (Linie) wird mit jeweils einem DP/PA Koppler Ex [i] (PA-Strang bis Ex-Zone 1/21) oder FDC 157-0 (PA-Strang bis Ex-Zone 2/22) eines DP/PA-Netz-übergangs verbunden. Dieser Netzübergang ist an einem einfachen oder redundanten PROFIBUS DP betreibbar.
Linienarchitektur mit KopplerredundanzDer aktive Feldverteiler AFS (Active Field Splitter) verbindet einen PROFIBUS PA-Strang (Linie) mit zwei DP/PA Kopplern FDC 157-0 eines DP/PA-Netzübergangs, betreibbar an einem einfachen oder redundanten PROFIBUS DP. Der AFS schaltet den PROFIBUS PA-Strang jeweils auf den aktiven der beiden redundanten Koppler um.
RingarchitekturAktive Feldverteiler AFD (Active Field Distributors) integrieren PROFIBUS PA-Feldgeräte über 4 kurzschlussfeste Stichlei-tungsanschlüsse in einen PROFIBUS PA-Ring mit automati-scher Busterminierung. Der PROFIBUS PA-Ring wird an zwei DP/PA Koppler FDC 157-0 eines DP/PA-Netzübergangs ange-schlossen, der an einem einfachen oder redundanten PROFIBUS DP betreibbar ist.
PROFIBUS PA-Architekturen
Besondere Vorteile der Ringarchitektur im Vergleich:
• Höchste Verfügbarkeit • Für das überlagerte System transparentes Redundanz-
management der intelligenten DP/PA Koppler• Aktive Busabschlüsse zur automatischen Busterminierung
in den DP/PA Kopplern und den AFDs ermöglichen:- Automatische, stoßfreie Isolierung defekter Teil-
segmente bei Kurzschluss oder Drahtbruch- Änderung der Ringkonfiguration und der Instrumentie-
rung im laufenden Betrieb; Hinzufügen oder Entfernen von Ringsegmenten
• Sicherheitsgerichtete und fehlertolerante Applikationen mit geringem Geräte- und Verkabelungsaufwand
PROFIBUS PA
PROFIBUS PA
PROFIBUS PA
PROFIBUS DP
Active Field Splitter
Active Field Distributors
DP/PA Link
DP/PA Link mit redundanten DP/PA Kopplern
DP/PA Link mit redundanten DP/PA Kopplern
Direkte Feldbus-Anbindung
Automatisierungssystem (Controller)
© Siemens AG 2010
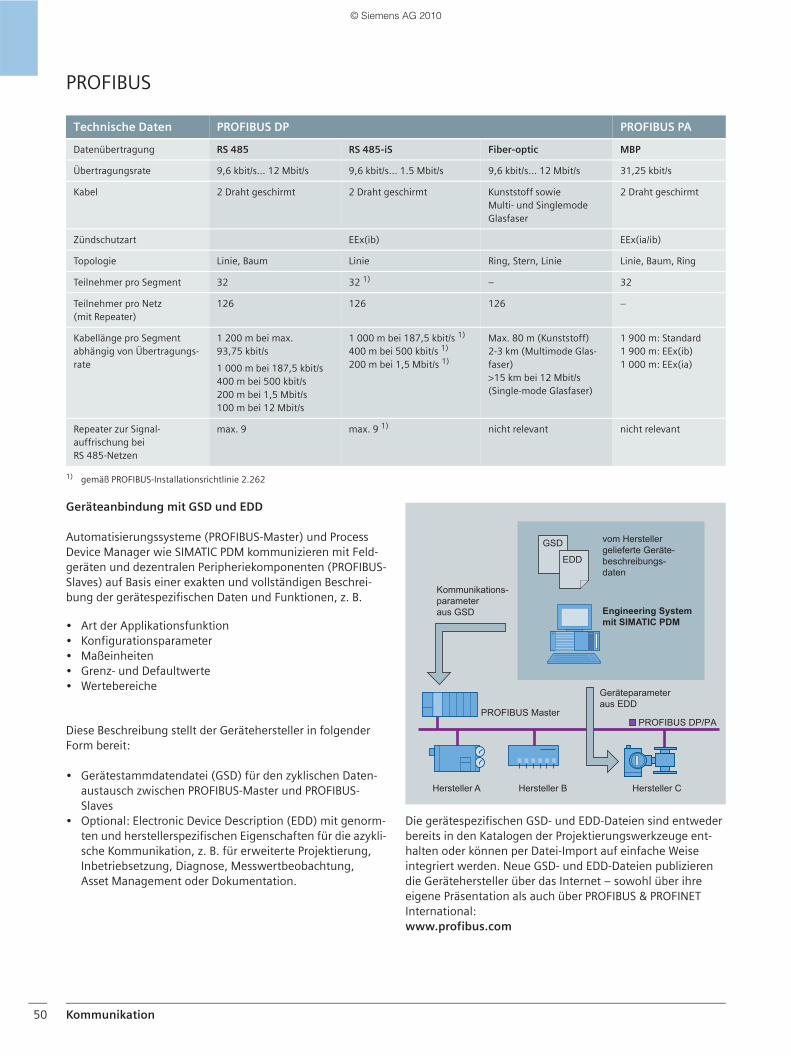
Kommunikation50
PROFIBUS
1) gemäß PROFIBUS-Installationsrichtlinie 2.262
Geräteanbindung mit GSD und EDD
Automatisierungssysteme (PROFIBUS-Master) und Process Device Manager wie SIMATIC PDM kommunizieren mit Feld-geräten und dezentralen Peripheriekomponenten (PROFIBUS-Slaves) auf Basis einer exakten und vollständigen Beschrei-bung der gerätespezifischen Daten und Funktionen, z. B.
• Art der Applikationsfunktion• Konfigurationsparameter• Maßeinheiten• Grenz- und Defaultwerte• Wertebereiche
Diese Beschreibung stellt der Gerätehersteller in folgender Form bereit:
• Gerätestammdatendatei (GSD) für den zyklischen Daten-austausch zwischen PROFIBUS-Master und PROFIBUS-Slaves
• Optional: Electronic Device Description (EDD) mit genorm-ten und herstellerspezifischen Eigenschaften für die azykli-sche Kommunikation, z. B. für erweiterte Projektierung, Inbetriebsetzung, Diagnose, Messwertbeobachtung, Asset Management oder Dokumentation.
Die gerätespezifischen GSD- und EDD-Dateien sind entweder bereits in den Katalogen der Projektierungswerkzeuge ent-halten oder können per Datei-Import auf einfache Weise integriert werden. Neue GSD- und EDD-Dateien publizieren die Gerätehersteller über das Internet – sowohl über ihre eigene Präsentation als auch über PROFIBUS & PROFINET International: www.profibus.com
Technische Daten PROFIBUS DP PROFIBUS PA
Datenübertragung RS 485 RS 485-iS Fiber-optic MBP
Übertragungsrate 9,6 kbit/s... 12 Mbit/s 9,6 kbit/s... 1.5 Mbit/s 9,6 kbit/s... 12 Mbit/s 31,25 kbit/s
Kabel 2 Draht geschirmt 2 Draht geschirmt Kunststoff sowie Multi- und Singlemode Glasfaser
2 Draht geschirmt
Zündschutzart EEx(ib) EEx(ia/ib)
Topologie Linie, Baum Linie Ring, Stern, Linie Linie, Baum, Ring
Teilnehmer pro Segment 32 32 1) – 32
Teilnehmer pro Netz (mit Repeater)
126 126 126 –
Kabellänge pro Segment abhängig von Übertragungs-rate
1 200 m bei max. 93,75 kbit/s
1 000 m bei 187,5 kbit/s400 m bei 500 kbit/s200 m bei 1,5 Mbit/s100 m bei 12 Mbit/s
1 000 m bei 187,5 kbit/s 1)
400 m bei 500 kbit/s 1)
200 m bei 1,5 Mbit/s 1)
Max. 80 m (Kunststoff) 2-3 km (Multimode Glas-faser) >15 km bei 12 Mbit/s (Single-mode Glasfaser)
1 900 m: Standard1 900 m: EEx(ib)1 000 m: EEx(ia)
Repeater zur Signal-auffrischung bei RS 485-Netzen
max. 9 max. 9 1) nicht relevant nicht relevant
GSD
EDD
PROFIBUS DP/PA
Hersteller CHersteller BHersteller A
PROFIBUS Master
Geräteparameteraus EDD
Kommunikations-parameteraus GSD Engineering System
mit SIMATIC PDM
vom Hersteller gelieferte Geräte-beschreibungs-daten
© Siemens AG 2010
Kommunikation 51
Umfassende Diagnosemöglichkeiten mit PROFIBUS
Kommunikations- und Leitungsdiagnose
Per PC/Notebook-Schnittstelle direkt mit dem PROFIBUS-Netz-werk verbundene Diagnosewerkzeuge verschiedener Herstel-ler (z. B. Amprolyzer) bieten umfangreiche Funktionen zur Busdiagnose und -analyse, u. a.
• Telegrammaufzeichnung und -interpretation• Automatische Erkennung der Übertragungsrate• Lifelist aller Busteilnehmer• Betriebszustände aller Busteilnehmer• Statistische Auswertung der Busereignisse
Der für die Verbindung von PROFIBUS DP-Segmenten in RS 485-Technik angebotene Diagnoserepeater verfügt auch über Funktionen zur Online-Fehlerüberwachung der ange-schlossenen Segmente. Er übermittelt dem PROFIBUS-Master die Störungsursache (z. B. Leitungsunterbrechung, Kurz-schluss, fehlender Abschlusswiderstand, zu viele oder zu weit entfernte Teilnehmer) sowie detaillierte Angaben zum Fehler-ort.
Als PROFIBUS-Diagnose-Slave projektierte DP/PA Koppler FDC 157-0 liefern via PROFIBUS umfangreiche Diagnose- und Zustandsinformationen für die schnelle Fehlerlokalisierung und -behebung:
• I&M-Daten (Identification & Maintenance) • Strom- und Spannungswert auf der Hauptleitung• Redundanzstatus• Drahtbruch• Kurzschluss• Signalpegel
Dazu benötigt jeder dieser DP/PA Koppler FDC 157-0 eine eige-ne PROFIBUS-Adresse.
Diagnose der intelligenten Feldgeräte
Der genormte Diagnosemechanismus des PROFIBUS ermög-licht es, Störungen der am Bus angeschlossenen Geräte schnell zu erkennen und zu beheben.
Die Diagnosemeldungen der Feldgeräte sind auch für die prä-ventive Instandhaltung nutzbar, d. h. zur rechtzeitigen Ablei-tung vorbeugender Wartungsmaßnahmen aus lange vor ei-nem etwaigen Geräteausfall erkannten Unregelmäßigkeiten. Tritt am Feldgerät ein Fehler auf oder ist eine Wartung erfor-derlich, z. B. durch Verkrustung eines kapazitiven Füllstands-sensors, wird eine Diagnoseinformation übermittelt und eine dementsprechende Meldung an die Operator Station und die Maintenance Station abgesetzt.
Erweiterte Diagnoseinformationen, die eine detaillierte Aus-kunft über die Geräte am PROFIBUS geben (z. B. Fabrikations-datum, Betriebsstundenzähler oder Herstellerinformationen), können auf Basis einer vom Hersteller beigestellten EDD über SIMATIC PDM bereitgestellt werden.
Highlights PROFIBUS
■ Einfacher und robuster Feldbus
■ Geringer Planungs- und Engineeringaufwand sowie niedrige Inbetriebsetzungskosten
■ Optimale dezentrale Anlagenstruktur mit geringen Hardwareanforderungen und wenig Platzbedarf
■ Hohe Verfügbarkeit und Sicherheit in der Feldebene
■ Minimaler Aufwand für Verdrahtung, Rangierung, Verteilung, Speisung und Montage im Feld
■ Flexible Modular Redundancy mit Unterstützung durch PROFIBUS-Architektur
■ Schnelle Kommunikation und hohe Messgenauigkeit
■ Effizientes Engineering sowie Interoperabilität und Austauschbarkeit von Geräten durch hersteller-neutrale Gerätebeschreibung
■ Niedrige Inbetriebsetzungszeiten durch kurze Mess-kreistests, einfache Parametrierung und Wegfall von Abgleicharbeiten
■ Bidirektionale Kommunikation und hoher Informa-tionsgehalt ermöglichen erweiterte Diagnosen zur schnellen Störungsermittlung und -behebung
■ Optimales Life-Cycle-Management durch Verarbei-tung und Auswertung von Diagnose- und Status-informationen mit einem Asset Management System
© Siemens AG 2010
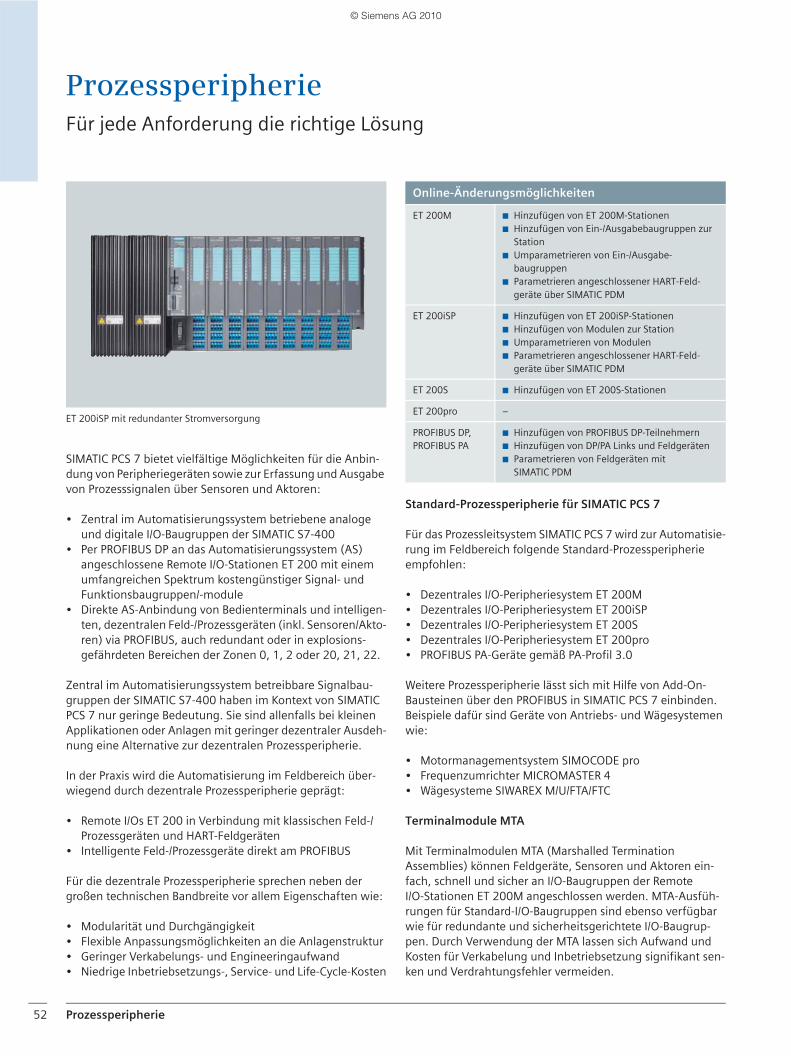
Prozessperipherie52
ProzessperipherieFür jede Anforderung die richtige Lösung
ET 200iSP mit redundanter Stromversorgung
SIMATIC PCS 7 bietet vielfältige Möglichkeiten für die Anbin-dung von Peripheriegeräten sowie zur Erfassung und Ausgabe von Prozesssignalen über Sensoren und Aktoren:
• Zentral im Automatisierungssystem betriebene analoge und digitale I/O-Baugruppen der SIMATIC S7-400
• Per PROFIBUS DP an das Automatisierungssystem (AS) angeschlossene Remote I/O-Stationen ET 200 mit einem umfangreichen Spektrum kostengünstiger Signal- und Funktionsbaugruppen/-module
• Direkte AS-Anbindung von Bedienterminals und intelligen-ten, dezentralen Feld-/Prozessgeräten (inkl. Sensoren/Akto-ren) via PROFIBUS, auch redundant oder in explosions-gefährdeten Bereichen der Zonen 0, 1, 2 oder 20, 21, 22.
Zentral im Automatisierungssystem betreibbare Signalbau-gruppen der SIMATIC S7-400 haben im Kontext von SIMATIC PCS 7 nur geringe Bedeutung. Sie sind allenfalls bei kleinen Applikationen oder Anlagen mit geringer dezentraler Ausdeh-nung eine Alternative zur dezentralen Prozessperipherie.
In der Praxis wird die Automatisierung im Feldbereich über-wiegend durch dezentrale Prozessperipherie geprägt:
• Remote I/Os ET 200 in Verbindung mit klassischen Feld-/ Prozessgeräten und HART-Feldgeräten
• Intelligente Feld-/Prozessgeräte direkt am PROFIBUS
Für die dezentrale Prozessperipherie sprechen neben der großen technischen Bandbreite vor allem Eigenschaften wie:
• Modularität und Durchgängigkeit• Flexible Anpassungsmöglichkeiten an die Anlagenstruktur• Geringer Verkabelungs- und Engineeringaufwand• Niedrige Inbetriebsetzungs-, Service- und Life-Cycle-Kosten
Standard-Prozessperipherie für SIMATIC PCS 7
Für das Prozessleitsystem SIMATIC PCS 7 wird zur Automatisie-rung im Feldbereich folgende Standard-Prozessperipherie empfohlen:
• Dezentrales I/O-Peripheriesystem ET 200M• Dezentrales I/O-Peripheriesystem ET 200iSP• Dezentrales I/O-Peripheriesystem ET 200S• Dezentrales I/O-Peripheriesystem ET 200pro• PROFIBUS PA-Geräte gemäß PA-Profil 3.0
Weitere Prozessperipherie lässt sich mit Hilfe von Add-On-Bausteinen über den PROFIBUS in SIMATIC PCS 7 einbinden. Beispiele dafür sind Geräte von Antriebs- und Wägesystemen wie:
• Motormanagementsystem SIMOCODE pro• Frequenzumrichter MICROMASTER 4• Wägesysteme SIWAREX M/U/FTA/FTC
Terminalmodule MTA
Mit Terminalmodulen MTA (Marshalled Termination Assemblies) können Feldgeräte, Sensoren und Aktoren ein-fach, schnell und sicher an I/O-Baugruppen der Remote I/O-Stationen ET 200M angeschlossen werden. MTA-Ausfüh-rungen für Standard-I/O-Baugruppen sind ebenso verfügbar wie für redundante und sicherheitsgerichtete I/O-Baugrup-pen. Durch Verwendung der MTA lassen sich Aufwand und Kosten für Verkabelung und Inbetriebsetzung signifikant sen-ken und Verdrahtungsfehler vermeiden.
Online-Änderungsmöglichkeiten
ET 200M ■ Hinzufügen von ET 200M-Stationen■ Hinzufügen von Ein-/Ausgabebaugruppen zur
Station■ Umparametrieren von Ein-/Ausgabe-
baugruppen■ Parametrieren angeschlossener HART-Feld-
geräte über SIMATIC PDM
ET 200iSP ■ Hinzufügen von ET 200iSP-Stationen■ Hinzufügen von Modulen zur Station■ Umparametrieren von Modulen■ Parametrieren angeschlossener HART-Feld-
geräte über SIMATIC PDM
ET 200S ■ Hinzufügen von ET 200S-Stationen
ET 200pro –
PROFIBUS DP, PROFIBUS PA
■ Hinzufügen von PROFIBUS DP-Teilnehmern■ Hinzufügen von DP/PA Links und Feldgeräten■ Parametrieren von Feldgeräten mit
SIMATIC PDM
© Siemens AG 2010
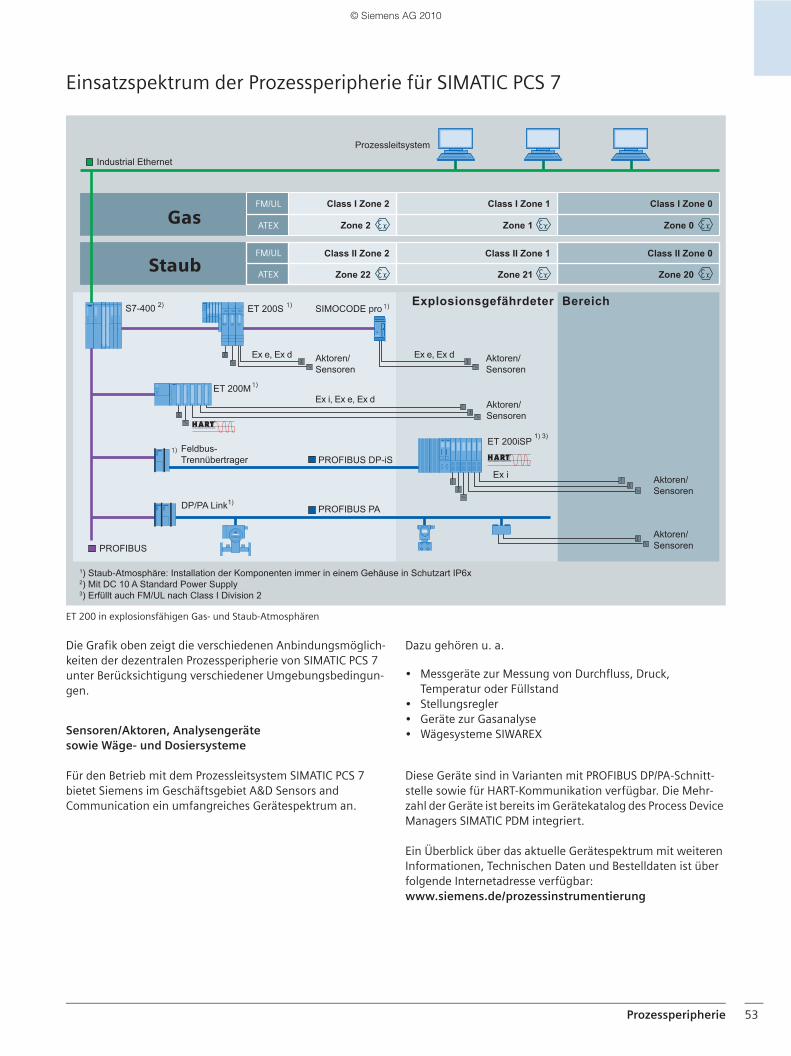
Prozessperipherie 53
Einsatzspektrum der Prozessperipherie für SIMATIC PCS 7
ET 200 in explosionsfähigen Gas- und Staub-Atmosphären
Die Grafik oben zeigt die verschiedenen Anbindungsmöglich-keiten der dezentralen Prozessperipherie von SIMATIC PCS 7 unter Berücksichtigung verschiedener Umgebungsbedingun-gen.
Sensoren/Aktoren, Analysengeräte sowie Wäge- und Dosiersysteme
Für den Betrieb mit dem Prozessleitsystem SIMATIC PCS 7 bietet Siemens im Geschäftsgebiet A&D Sensors and Communication ein umfangreiches Gerätespektrum an.
Dazu gehören u. a.
• Messgeräte zur Messung von Durchfluss, Druck, Temperatur oder Füllstand
• Stellungsregler• Geräte zur Gasanalyse• Wägesysteme SIWAREX
Diese Geräte sind in Varianten mit PROFIBUS DP/PA-Schnitt-stelle sowie für HART-Kommunikation verfügbar. Die Mehr-zahl der Geräte ist bereits im Gerätekatalog des Process Device Managers SIMATIC PDM integriert.
Ein Überblick über das aktuelle Gerätespektrum mit weiteren Informationen, Technischen Daten und Bestelldaten ist über folgende Internetadresse verfügbar: www.siemens.de/prozessinstrumentierung
FM/UL
ATEX
ATEX
FM/UL
S7-400 ET 200S SIMOCODE pro
ET 200iSP
Industrial Ethernet
PROFIBUS DP-iS
PROFIBUS PA1)
1)
1)
ET 200M1)
1)2)
1) 3)
Ex e, Ex d Ex e, Ex d
Ex i, Ex e, Ex d
Ex i
PROFIBUS
Zone 2 Zone 1 Zone 0
Class I Zone 2 Class I Zone 1 Class I Zone 0
Zone 22 Zone 21 Zone 20
Class II Zone 2 Class II Zone 1 Class II Zone 0Staub
Gas
Prozessleitsystem
Feldbus-Trennübertrager
Explosionsgefährdeter Bereich
Aktoren/Sensoren
Aktoren/Sensoren
Aktoren/Sensoren
DP/PA Link
Aktoren/Sensoren
Aktoren/Sensoren
1) Staub-Atmosphäre: Installation der Komponenten immer in einem Gehäuse in Schutzart IP6x2) Mit DC 10 A Standard Power Supply3) Erfüllt auch FM/UL nach Class I Division 2
© Siemens AG 2010
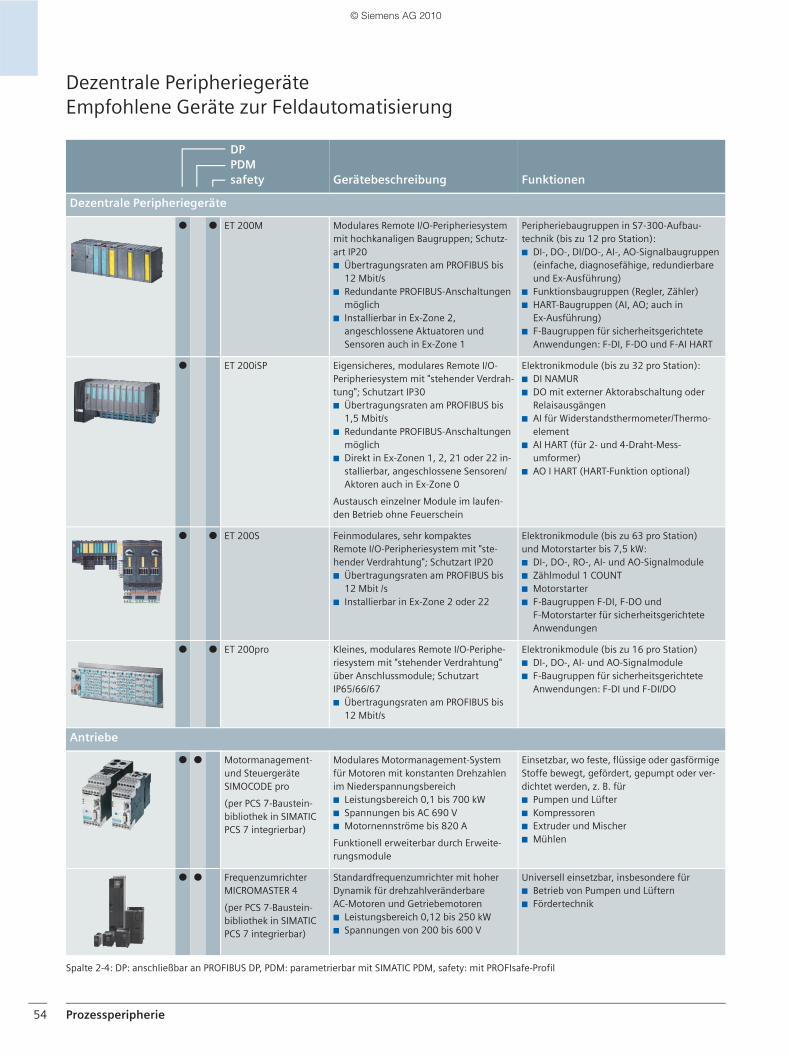
Prozessperipherie54
Dezentrale PeripheriegeräteEmpfohlene Geräte zur Feldautomatisierung
Spalte 2-4: DP: anschließbar an PROFIBUS DP, PDM: parametrierbar mit SIMATIC PDM, safety: mit PROFIsafe-Profil
DPPDMsafety Gerätebeschreibung Funktionen
Dezentrale Peripheriegeräte
4 4 ET 200M Modulares Remote I/O-Peripheriesystem mit hochkanaligen Baugruppen; Schutz-art IP20 ■ Übertragungsraten am PROFIBUS bis
12 Mbit/s ■ Redundante PROFIBUS-Anschaltungen
möglich■ Installierbar in Ex-Zone 2,
angeschlossene Aktuatoren und Sensoren auch in Ex-Zone 1
Peripheriebaugruppen in S7-300-Aufbau-technik (bis zu 12 pro Station): ■ DI-, DO-, DI/DO-, AI-, AO-Signalbaugruppen
(einfache, diagnosefähige, redundierbare und Ex-Ausführung)
■ Funktionsbaugruppen (Regler, Zähler) ■ HART-Baugruppen (AI, AO; auch in
Ex-Ausführung)■ F-Baugruppen für sicherheitsgerichtete
Anwendungen: F-DI, F-DO und F-AI HART
4 ET 200iSP Eigensicheres, modulares Remote I/O-Peripheriesystem mit "stehender Verdrah-tung"; Schutzart IP30 ■ Übertragungsraten am PROFIBUS bis
1,5 Mbit/s ■ Redundante PROFIBUS-Anschaltungen
möglich■ Direkt in Ex-Zonen 1, 2, 21 oder 22 in-
stallierbar, angeschlossene Sensoren/ Aktoren auch in Ex-Zone 0
Austausch einzelner Module im laufen-den Betrieb ohne Feuerschein
Elektronikmodule (bis zu 32 pro Station): ■ DI NAMUR■ DO mit externer Aktorabschaltung oder
Relaisausgängen ■ AI für Widerstandsthermometer/Thermo-
element ■ AI HART (für 2- und 4-Draht-Mess-
umformer)■ AO I HART (HART-Funktion optional)
4 4 ET 200S Feinmodulares, sehr kompaktes Remote I/O-Peripheriesystem mit "ste-hender Verdrahtung"; Schutzart IP20 ■ Übertragungsraten am PROFIBUS bis
12 Mbit /s ■ Installierbar in Ex-Zone 2 oder 22
Elektronikmodule (bis zu 63 pro Station) und Motorstarter bis 7,5 kW:■ DI-, DO-, RO-, AI- und AO-Signalmodule■ Zählmodul 1 COUNT■ Motorstarter■ F-Baugruppen F-DI, F-DO und
F-Motorstarter für sicherheitsgerichtete Anwendungen
4 4 ET 200pro Kleines, modulares Remote I/O-Periphe-riesystem mit "stehender Verdrahtung" über Anschlussmodule; Schutzart IP65/66/67■ Übertragungsraten am PROFIBUS bis
12 Mbit/s
Elektronikmodule (bis zu 16 pro Station)■ DI-, DO-, AI- und AO-Signalmodule ■ F-Baugruppen für sicherheitsgerichtete
Anwendungen: F-DI und F-DI/DO
Antriebe
4 4 Motormanagement- und Steuergeräte SIMOCODE pro
(per PCS 7-Baustein-bibliothek in SIMATIC PCS 7 integrierbar)
Modulares Motormanagement-System für Motoren mit konstanten Drehzahlen im Niederspannungsbereich■ Leistungsbereich 0,1 bis 700 kW■ Spannungen bis AC 690 V■ Motornennströme bis 820 A
Funktionell erweiterbar durch Erweite-rungsmodule
Einsetzbar, wo feste, flüssige oder gasförmige Stoffe bewegt, gefördert, gepumpt oder ver-dichtet werden, z. B. für■ Pumpen und Lüfter■ Kompressoren■ Extruder und Mischer■ Mühlen
4 4 Frequenzumrichter MICROMASTER 4
(per PCS 7-Baustein-bibliothek in SIMATIC PCS 7 integrierbar)
Standardfrequenzumrichter mit hoher Dynamik für drehzahlveränderbare AC-Motoren und Getriebemotoren ■ Leistungsbereich 0,12 bis 250 kW ■ Spannungen von 200 bis 600 V
Universell einsetzbar, insbesondere für ■ Betrieb von Pumpen und Lüftern■ Fördertechnik
© Siemens AG 2010
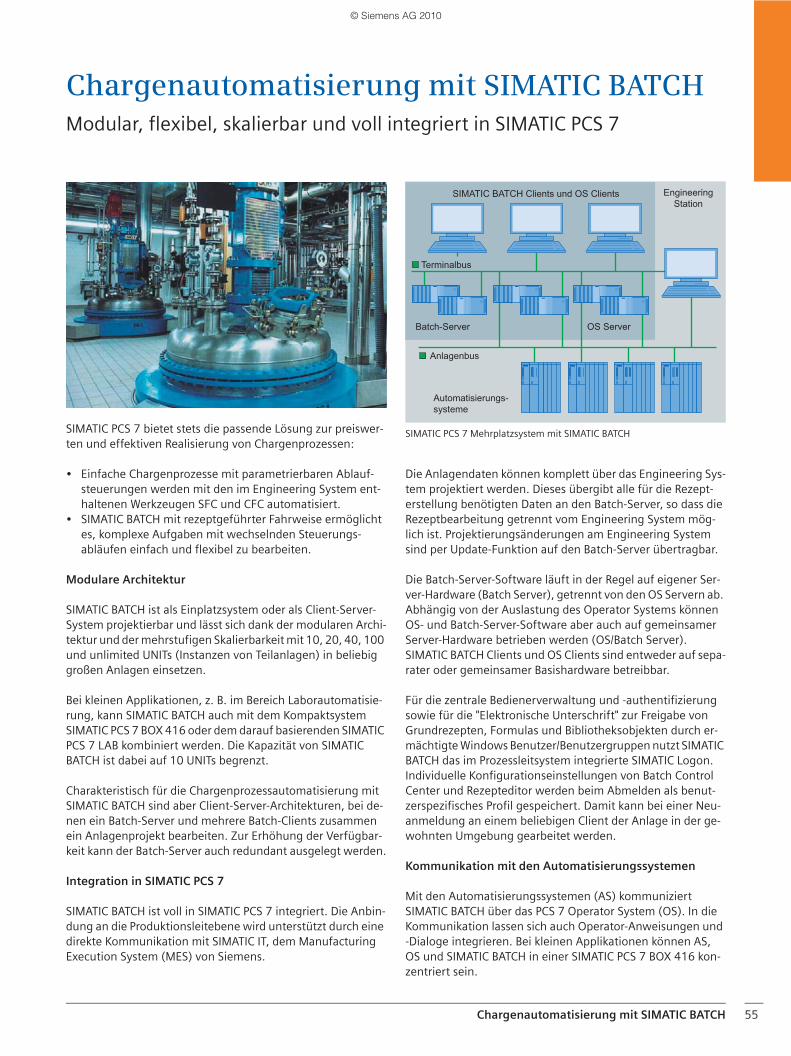
Chargenautomatisierung mit SIMATIC BATCH 55
Chargenautomatisierung mit SIMATIC BATCHModular, flexibel, skalierbar und voll integriert in SIMATIC PCS 7
SIMATIC PCS 7 bietet stets die passende Lösung zur preiswer-ten und effektiven Realisierung von Chargenprozessen:
• Einfache Chargenprozesse mit parametrierbaren Ablauf-steuerungen werden mit den im Engineering System ent-haltenen Werkzeugen SFC und CFC automatisiert.
• SIMATIC BATCH mit rezeptgeführter Fahrweise ermöglicht es, komplexe Aufgaben mit wechselnden Steuerungs-abläufen einfach und flexibel zu bearbeiten.
Modulare Architektur
SIMATIC BATCH ist als Einplatzsystem oder als Client-Server-System projektierbar und lässt sich dank der modularen Archi-tektur und der mehrstufigen Skalierbarkeit mit 10, 20, 40, 100 und unlimited UNITs (Instanzen von Teilanlagen) in beliebig großen Anlagen einsetzen.
Bei kleinen Applikationen, z. B. im Bereich Laborautomatisie-rung, kann SIMATIC BATCH auch mit dem Kompaktsystem SIMATIC PCS 7 BOX 416 oder dem darauf basierenden SIMATIC PCS 7 LAB kombiniert werden. Die Kapazität von SIMATIC BATCH ist dabei auf 10 UNITs begrenzt.
Charakteristisch für die Chargenprozessautomatisierung mit SIMATIC BATCH sind aber Client-Server-Architekturen, bei de-nen ein Batch-Server und mehrere Batch-Clients zusammen ein Anlagenprojekt bearbeiten. Zur Erhöhung der Verfügbar-keit kann der Batch-Server auch redundant ausgelegt werden.
Integration in SIMATIC PCS 7
SIMATIC BATCH ist voll in SIMATIC PCS 7 integriert. Die Anbin-dung an die Produktionsleitebene wird unterstützt durch eine direkte Kommunikation mit SIMATIC IT, dem Manufacturing Execution System (MES) von Siemens.
SIMATIC PCS 7 Mehrplatzsystem mit SIMATIC BATCH
Die Anlagendaten können komplett über das Engineering Sys-tem projektiert werden. Dieses übergibt alle für die Rezept-erstellung benötigten Daten an den Batch-Server, so dass die Rezeptbearbeitung getrennt vom Engineering System mög-lich ist. Projektierungsänderungen am Engineering System sind per Update-Funktion auf den Batch-Server übertragbar.
Die Batch-Server-Software läuft in der Regel auf eigener Ser-ver-Hardware (Batch Server), getrennt von den OS Servern ab. Abhängig von der Auslastung des Operator Systems können OS- und Batch-Server-Software aber auch auf gemeinsamer Server-Hardware betrieben werden (OS/Batch Server). SIMATIC BATCH Clients und OS Clients sind entweder auf sepa-rater oder gemeinsamer Basishardware betreibbar.
Für die zentrale Bedienerverwaltung und -authentifizierung sowie für die "Elektronische Unterschrift" zur Freigabe von Grundrezepten, Formulas und Bibliotheksobjekten durch er-mächtigte Windows Benutzer/Benutzergruppen nutzt SIMATIC BATCH das im Prozessleitsystem integrierte SIMATIC Logon. Individuelle Konfigurationseinstellungen von Batch Control Center und Rezepteditor werden beim Abmelden als benut-zerspezifisches Profil gespeichert. Damit kann bei einer Neu-anmeldung an einem beliebigen Client der Anlage in der ge-wohnten Umgebung gearbeitet werden.
Kommunikation mit den Automatisierungssystemen
Mit den Automatisierungssystemen (AS) kommuniziert SIMATIC BATCH über das PCS 7 Operator System (OS). In die Kommunikation lassen sich auch Operator-Anweisungen und -Dialoge integrieren. Bei kleinen Applikationen können AS, OS und SIMATIC BATCH in einer SIMATIC PCS 7 BOX 416 kon-zentriert sein.
SIMATIC BATCH Clients und OS Clients
Automatisierungs-systeme
Batch-Server OS Server
EngineeringStation
Terminalbus
Anlagenbus
© Siemens AG 2010
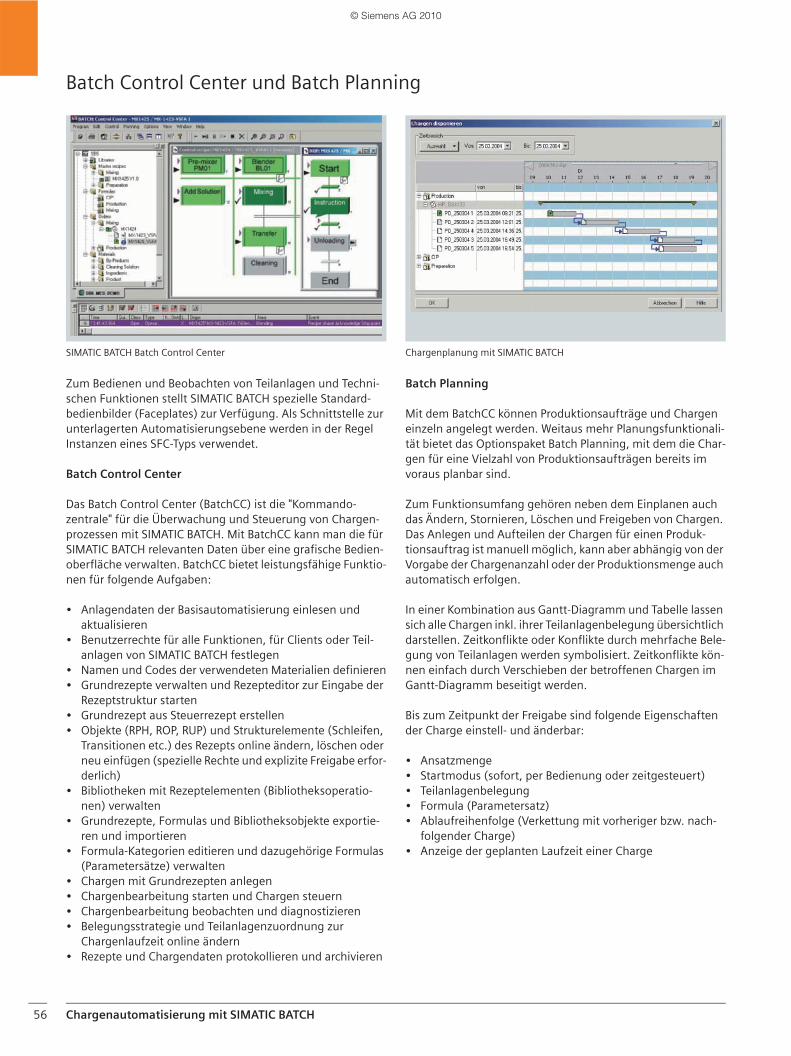
Chargenautomatisierung mit SIMATIC BATCH56
Batch Control Center und Batch Planning
SIMATIC BATCH Batch Control Center
Zum Bedienen und Beobachten von Teilanlagen und Techni-schen Funktionen stellt SIMATIC BATCH spezielle Standard-bedienbilder (Faceplates) zur Verfügung. Als Schnittstelle zur unterlagerten Automatisierungsebene werden in der Regel Instanzen eines SFC-Typs verwendet.
Batch Control Center
Das Batch Control Center (BatchCC) ist die "Kommando-zentrale" für die Überwachung und Steuerung von Chargen-prozessen mit SIMATIC BATCH. Mit BatchCC kann man die für SIMATIC BATCH relevanten Daten über eine grafische Bedien-oberfläche verwalten. BatchCC bietet leistungsfähige Funktio-nen für folgende Aufgaben:
• Anlagendaten der Basisautomatisierung einlesen und aktualisieren
• Benutzerrechte für alle Funktionen, für Clients oder Teil-anlagen von SIMATIC BATCH festlegen
• Namen und Codes der verwendeten Materialien definieren• Grundrezepte verwalten und Rezepteditor zur Eingabe der
Rezeptstruktur starten• Grundrezept aus Steuerrezept erstellen• Objekte (RPH, ROP, RUP) und Strukturelemente (Schleifen,
Transitionen etc.) des Rezepts online ändern, löschen oder neu einfügen (spezielle Rechte und explizite Freigabe erfor-derlich)
• Bibliotheken mit Rezeptelementen (Bibliotheksoperatio-nen) verwalten
• Grundrezepte, Formulas und Bibliotheksobjekte exportie-ren und importieren
• Formula-Kategorien editieren und dazugehörige Formulas (Parametersätze) verwalten
• Chargen mit Grundrezepten anlegen• Chargenbearbeitung starten und Chargen steuern• Chargenbearbeitung beobachten und diagnostizieren• Belegungsstrategie und Teilanlagenzuordnung zur
Chargenlaufzeit online ändern• Rezepte und Chargendaten protokollieren und archivieren
Chargenplanung mit SIMATIC BATCH
Batch Planning
Mit dem BatchCC können Produktionsaufträge und Chargen einzeln angelegt werden. Weitaus mehr Planungsfunktionali-tät bietet das Optionspaket Batch Planning, mit dem die Char-gen für eine Vielzahl von Produktionsaufträgen bereits im voraus planbar sind.
Zum Funktionsumfang gehören neben dem Einplanen auch das Ändern, Stornieren, Löschen und Freigeben von Chargen. Das Anlegen und Aufteilen der Chargen für einen Produk-tionsauftrag ist manuell möglich, kann aber abhängig von der Vorgabe der Chargenanzahl oder der Produktionsmenge auch automatisch erfolgen.
In einer Kombination aus Gantt-Diagramm und Tabelle lassen sich alle Chargen inkl. ihrer Teilanlagenbelegung übersichtlich darstellen. Zeitkonflikte oder Konflikte durch mehrfache Bele-gung von Teilanlagen werden symbolisiert. Zeitkonflikte kön-nen einfach durch Verschieben der betroffenen Chargen im Gantt-Diagramm beseitigt werden.
Bis zum Zeitpunkt der Freigabe sind folgende Eigenschaften der Charge einstell- und änderbar:
• Ansatzmenge• Startmodus (sofort, per Bedienung oder zeitgesteuert)• Teilanlagenbelegung• Formula (Parametersatz)• Ablaufreihenfolge (Verkettung mit vorheriger bzw. nach-
folgender Charge)• Anzeige der geplanten Laufzeit einer Charge
© Siemens AG 2010
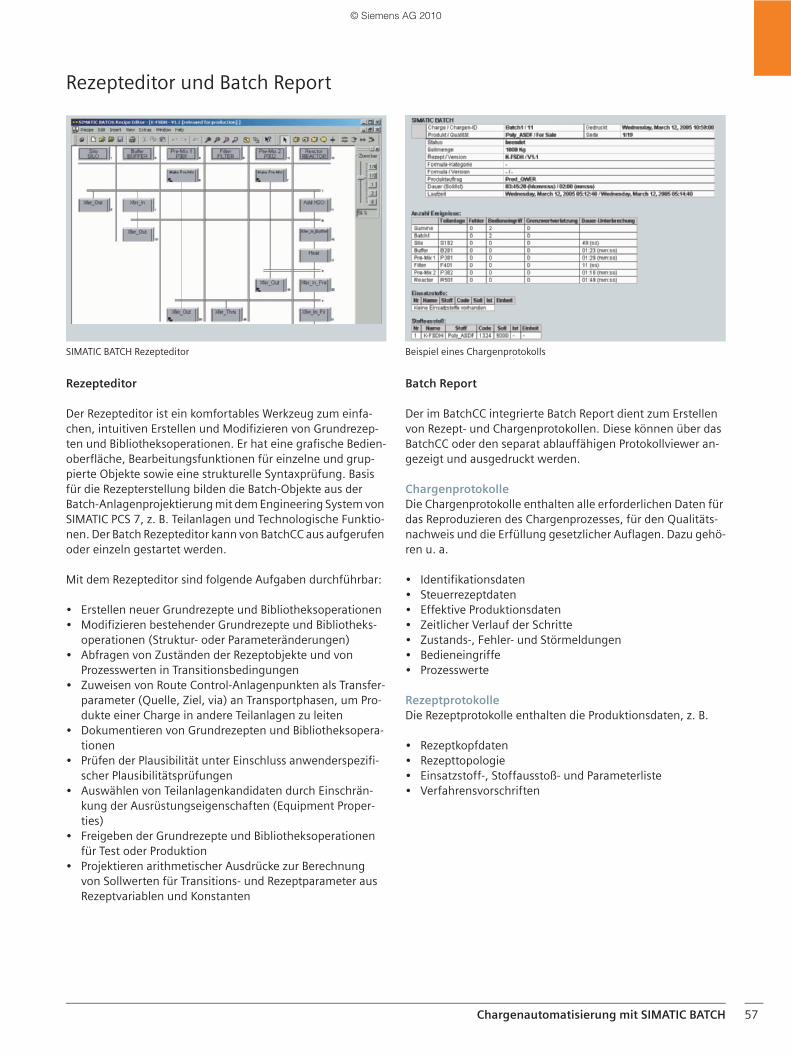
Chargenautomatisierung mit SIMATIC BATCH 57
Rezepteditor und Batch Report
SIMATIC BATCH Rezepteditor
Rezepteditor
Der Rezepteditor ist ein komfortables Werkzeug zum einfa-chen, intuitiven Erstellen und Modifizieren von Grundrezep-ten und Bibliotheksoperationen. Er hat eine grafische Bedien-oberfläche, Bearbeitungsfunktionen für einzelne und grup-pierte Objekte sowie eine strukturelle Syntaxprüfung. Basis für die Rezepterstellung bilden die Batch-Objekte aus der Batch-Anlagenprojektierung mit dem Engineering System von SIMATIC PCS 7, z. B. Teilanlagen und Technologische Funktio-nen. Der Batch Rezepteditor kann von BatchCC aus aufgerufen oder einzeln gestartet werden.
Mit dem Rezepteditor sind folgende Aufgaben durchführbar:
• Erstellen neuer Grundrezepte und Bibliotheksoperationen• Modifizieren bestehender Grundrezepte und Bibliotheks-
operationen (Struktur- oder Parameteränderungen)• Abfragen von Zuständen der Rezeptobjekte und von
Prozesswerten in Transitionsbedingungen• Zuweisen von Route Control-Anlagenpunkten als Transfer-
parameter (Quelle, Ziel, via) an Transportphasen, um Pro-dukte einer Charge in andere Teilanlagen zu leiten
• Dokumentieren von Grundrezepten und Bibliotheksopera-tionen
• Prüfen der Plausibilität unter Einschluss anwenderspezifi-scher Plausibilitätsprüfungen
• Auswählen von Teilanlagenkandidaten durch Einschrän-kung der Ausrüstungseigenschaften (Equipment Proper-ties)
• Freigeben der Grundrezepte und Bibliotheksoperationen für Test oder Produktion
• Projektieren arithmetischer Ausdrücke zur Berechnung von Sollwerten für Transitions- und Rezeptparameter aus Rezeptvariablen und Konstanten
Beispiel eines Chargenprotokolls
Batch Report
Der im BatchCC integrierte Batch Report dient zum Erstellen von Rezept- und Chargenprotokollen. Diese können über das BatchCC oder den separat ablauffähigen Protokollviewer an-gezeigt und ausgedruckt werden.
ChargenprotokolleDie Chargenprotokolle enthalten alle erforderlichen Daten für das Reproduzieren des Chargenprozesses, für den Qualitäts-nachweis und die Erfüllung gesetzlicher Auflagen. Dazu gehö-ren u. a.
• Identifikationsdaten• Steuerrezeptdaten• Effektive Produktionsdaten• Zeitlicher Verlauf der Schritte• Zustands-, Fehler- und Störmeldungen• Bedieneingriffe • Prozesswerte
RezeptprotokolleDie Rezeptprotokolle enthalten die Produktionsdaten, z. B.
• Rezeptkopfdaten• Rezepttopologie• Einsatzstoff-, Stoffausstoß- und Parameterliste• Verfahrensvorschriften
© Siemens AG 2010
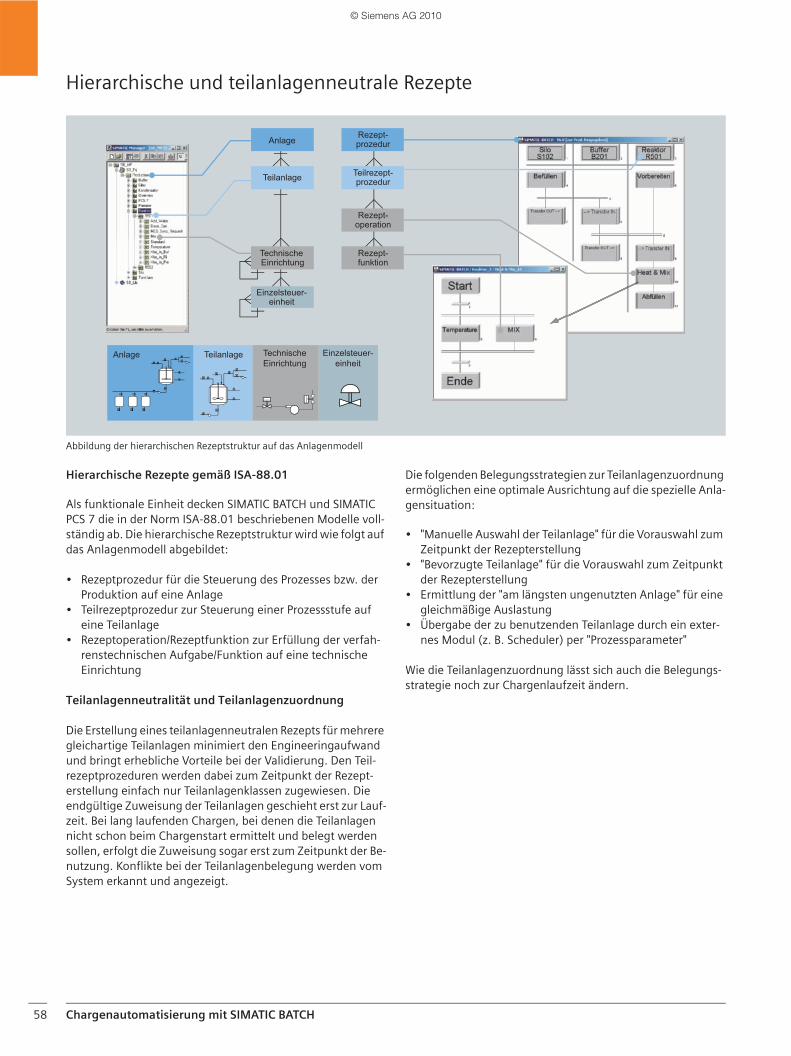
Chargenautomatisierung mit SIMATIC BATCH58
Hierarchische und teilanlagenneutrale Rezepte
Abbildung der hierarchischen Rezeptstruktur auf das Anlagenmodell
Hierarchische Rezepte gemäß ISA-88.01
Als funktionale Einheit decken SIMATIC BATCH und SIMATIC PCS 7 die in der Norm ISA-88.01 beschriebenen Modelle voll-ständig ab. Die hierarchische Rezeptstruktur wird wie folgt auf das Anlagenmodell abgebildet:
• Rezeptprozedur für die Steuerung des Prozesses bzw. der Produktion auf eine Anlage
• Teilrezeptprozedur zur Steuerung einer Prozessstufe auf eine Teilanlage
• Rezeptoperation/Rezeptfunktion zur Erfüllung der verfah-renstechnischen Aufgabe/Funktion auf eine technische Einrichtung
Teilanlagenneutralität und Teilanlagenzuordnung
Die Erstellung eines teilanlagenneutralen Rezepts für mehrere gleichartige Teilanlagen minimiert den Engineeringaufwand und bringt erhebliche Vorteile bei der Validierung. Den Teil-rezeptprozeduren werden dabei zum Zeitpunkt der Rezept-erstellung einfach nur Teilanlagenklassen zugewiesen. Die endgültige Zuweisung der Teilanlagen geschieht erst zur Lauf-zeit. Bei lang laufenden Chargen, bei denen die Teilanlagen nicht schon beim Chargenstart ermittelt und belegt werden sollen, erfolgt die Zuweisung sogar erst zum Zeitpunkt der Be-nutzung. Konflikte bei der Teilanlagenbelegung werden vom System erkannt und angezeigt.
Die folgenden Belegungsstrategien zur Teilanlagenzuordnung ermöglichen eine optimale Ausrichtung auf die spezielle Anla-gensituation:
• "Manuelle Auswahl der Teilanlage" für die Vorauswahl zum Zeitpunkt der Rezepterstellung
• "Bevorzugte Teilanlage" für die Vorauswahl zum Zeitpunkt der Rezepterstellung
• Ermittlung der "am längsten ungenutzten Anlage" für eine gleichmäßige Auslastung
• Übergabe der zu benutzenden Teilanlage durch ein exter-nes Modul (z. B. Scheduler) per "Prozessparameter"
Wie die Teilanlagenzuordnung lässt sich auch die Belegungs-strategie noch zur Chargenlaufzeit ändern.
Technische Einrichtung
Rezept-prozedur
Rezept-operation
Rezept-funktion
Teilrezept-prozedur
Anlage
Anlage
Teilanlage
Teilanlage
TechnischeEinrichtung
Einzelsteuer-einheit
Einzelsteuer-einheit
© Siemens AG 2010
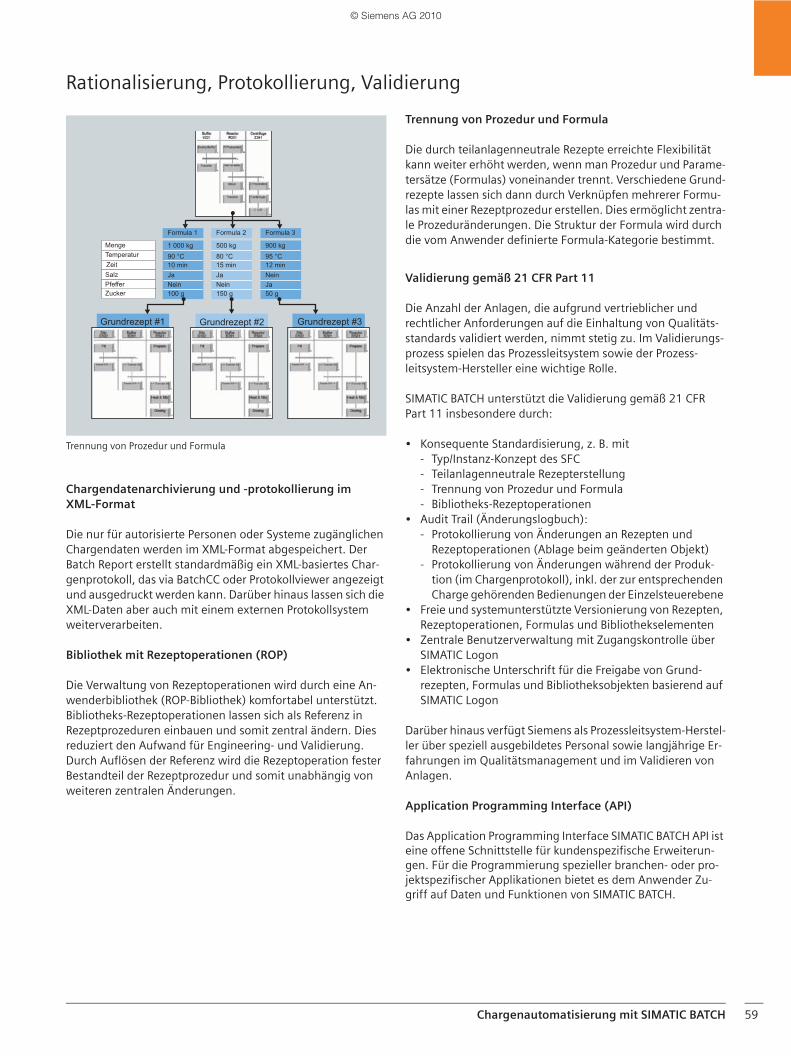
Chargenautomatisierung mit SIMATIC BATCH 59
Rationalisierung, Protokollierung, Validierung
Trennung von Prozedur und Formula
Chargendatenarchivierung und -protokollierung im XML-Format
Die nur für autorisierte Personen oder Systeme zugänglichen Chargendaten werden im XML-Format abgespeichert. Der Batch Report erstellt standardmäßig ein XML-basiertes Char-genprotokoll, das via BatchCC oder Protokollviewer angezeigt und ausgedruckt werden kann. Darüber hinaus lassen sich die XML-Daten aber auch mit einem externen Protokollsystem weiterverarbeiten.
Bibliothek mit Rezeptoperationen (ROP)
Die Verwaltung von Rezeptoperationen wird durch eine An-wenderbibliothek (ROP-Bibliothek) komfortabel unterstützt. Bibliotheks-Rezeptoperationen lassen sich als Referenz in Rezeptprozeduren einbauen und somit zentral ändern. Dies reduziert den Aufwand für Engineering- und Validierung. Durch Auflösen der Referenz wird die Rezeptoperation fester Bestandteil der Rezeptprozedur und somit unabhängig von weiteren zentralen Änderungen.
Trennung von Prozedur und Formula
Die durch teilanlagenneutrale Rezepte erreichte Flexibilität kann weiter erhöht werden, wenn man Prozedur und Parame-tersätze (Formulas) voneinander trennt. Verschiedene Grund-rezepte lassen sich dann durch Verknüpfen mehrerer Formu-las mit einer Rezeptprozedur erstellen. Dies ermöglicht zentra-le Prozeduränderungen. Die Struktur der Formula wird durch die vom Anwender definierte Formula-Kategorie bestimmt.
Validierung gemäß 21 CFR Part 11
Die Anzahl der Anlagen, die aufgrund vertrieblicher und rechtlicher Anforderungen auf die Einhaltung von Qualitäts-standards validiert werden, nimmt stetig zu. Im Validierungs-prozess spielen das Prozessleitsystem sowie der Prozess-leitsystem-Hersteller eine wichtige Rolle.
SIMATIC BATCH unterstützt die Validierung gemäß 21 CFR Part 11 insbesondere durch:
• Konsequente Standardisierung, z. B. mit - Typ/Instanz-Konzept des SFC- Teilanlagenneutrale Rezepterstellung- Trennung von Prozedur und Formula- Bibliotheks-Rezeptoperationen
• Audit Trail (Änderungslogbuch): - Protokollierung von Änderungen an Rezepten und
Rezeptoperationen (Ablage beim geänderten Objekt) - Protokollierung von Änderungen während der Produk-
tion (im Chargenprotokoll), inkl. der zur entsprechenden Charge gehörenden Bedienungen der Einzelsteuerebene
• Freie und systemunterstützte Versionierung von Rezepten, Rezeptoperationen, Formulas und Bibliothekselementen
• Zentrale Benutzerverwaltung mit Zugangskontrolle über SIMATIC Logon
• Elektronische Unterschrift für die Freigabe von Grund-rezepten, Formulas und Bibliotheksobjekten basierend auf SIMATIC Logon
Darüber hinaus verfügt Siemens als Prozessleitsystem-Herstel-ler über speziell ausgebildetes Personal sowie langjährige Er-fahrungen im Qualitätsmanagement und im Validieren von Anlagen.
Application Programming Interface (API)
Das Application Programming Interface SIMATIC BATCH API ist eine offene Schnittstelle für kundenspezifische Erweiterun-gen. Für die Programmierung spezieller branchen- oder pro-jektspezifischer Applikationen bietet es dem Anwender Zu-griff auf Daten und Funktionen von SIMATIC BATCH.
MengeTemperaturZeitSalzPfefferZucker
Formula 2
500 kg80 °C15 minJaNein150 g
Formula 1
1 000 kg90 °C10 minJaNein100 g
Formula 3
900 kg95 °C12 minNeinJa50 g
Grundrezept #2 Grundrezept #3Grundrezept #1
© Siemens AG 2010
Chargenautomatisierung mit SIMATIC BATCH60
Highlights SIMATIC BATCH
■ Modulare Architektur mit flexibler Skalierbarkeit (Hardware und Software)– Optimale Anpassung an Anlagengröße und indivi-
duelle Anforderungen– Wächst bei Ausbau der Anlage mit; keine teuren
Reservekapazitäten
■ Hohe Verfügbarkeit durch redundante Batch-Server– Kein Verlust von Chargendaten– Automatischer Abgleich der Chargendaten
■ Homogene Integration von SIMATIC BATCH in die Bedien- und Beobachtungsstrategie und das Engi-neering von SIMATIC PCS 7 über Systemschnittstelle– Keine kundenspezifischen Schnittstellen– Keine Doppelprojektierung für Batch-spezifische
Engineeringdaten
■ Teilanlagenneutrale Rezepte– Deutliche Vereinfachung von Rezeptverwaltung
und Validierung– Flexible Fahrweise und optimale Anlagennutzung
durch Änderung der Belegungsstrategie und der Teilanlagenzuordnung zur Chargenlaufzeit
■ Hierarchische Rezepte nach ISA-88.01– Verfahrenstechnisch orientierte Rezepterstellung– Einfache, schnelle und fehlerminimierte Erstel-
lung
■ Export und Import von Grundrezepten, Formulas und Bibliotheksobjekten
■ Speicherung, Archivierung und umfassende Proto-kollierung der Chargendaten im XML-Format– Produktion wird transparent und nachvollziehbar– Sichere Bedienerführung, sichere Reaktion auf
Prozessstörungen
■ Verringerung des Engineering- und Validierungs-aufwands durch:– Typ/Instanz-Konzept des SFC– Trennung von Prozedur und Formula– ROP-Bibliothek und teilanlagenneutrale Projek-
tierung– Mehrfache Verwendbarkeit, zentrale Änderbar-
keit
■ Validierungsunterstützung gemäß 21 CFR Part 11 durch:– Audit Trail (Änderungslogbuch)– Freie und systemunterstützte Versionierung – Bibliotheken von Rezeptoperationen und
Formulas – Benutzerverwaltung mit Zugriffsschutz und
elektronischer Unterschrift
■ Direkte Anbindung an das MES-System SIMATIC IT über interne Systemschnittstellen
© Siemens AG 2010

Wegesteuerung mit SIMATIC Route Control 61
Wegesteuerung mit SIMATIC Route ControlSIMATIC PCS 7 rationalisiert Materialtransporte
SIMATIC Route Control (RC) erweitert das Prozessleitsystem SIMATIC PCS 7 um ein branchenneutrales System zur Projek-tierung, Steuerung, Überwachung und Diagnose von Materialtransporten in Rohrleitungsnetzen.
Mit SIMATIC Route Control kann SIMATIC PCS 7 nicht nur die Produktionsprozesse und die zugehörigen Lager, sondern auch die verbindenden Materialtransporte automatisieren.
SIMATIC Route Control beherrscht einfache Transportwege ebenso wie komplexe Wegenetze. Besonders prädestiniert ist SIMATIC Route Control für Anlagen mit zahlreichen verzweig-ten Leitungswegen oder umfangreichen Tanklagern, wie sie vor allem in der Chemie, der Petrochemie oder in der Geträn-ke- und Nahrungsmittelindustrie vorkommen.
Der Anwendungsbereich von SIMATIC Route Control reicht von kleinen Anlagen mit einfachen/statischen Leitungen bis hin zu Anlagen im mittleren und oberen Leistungsbereich mit einem umfangreichen Wege-/Rohrleitungsnetz.
Besonders zu empfehlen ist SIMATIC Route Control bei folgen-den Bedingungen:
• Häufige Umbauten und Erweiterungen des Wegenetzes inkl. Aktoren und Sensoren
• Transportwege mit hoher Flexibilität, gekennzeichnet durch:- Ständig wechselnde Materialien- Dynamische Vorgabe von Quelle und Ziel des Material-
transports (inkl. Richtungsumkehr bei bidirektionalen Transportwegen)
• Viele gleichzeitig ablaufende Materialtransporte• Anlagenprojekte in Kombination mit SIMATIC BATCH
SIMATIC PCS 7-Mehrplatzsystem mit SIMATIC Route Control
Modulare Architektur
SIMATIC Route Control wird durch folgende Softwaremodule repräsentiert:
• Route Control Engineering (Komponente des SIMATIC PCS 7 Engineering Systems)
• Route Control Server • Route Control Center (RCC)
Dank der Modularität und der 3-stufigen Skalierbarkeit für bis zu 300 gleichzeitige Materialtransporte kann SIMATIC Route Control flexibel an unterschiedliche Anlagengrößen und -architekturen (Einplatz-/Mehrplatzsysteme) angepasst wer-den.
Integration in SIMATIC PCS 7
Die Route Control Engineering Software, bestehend aus Engi-neeringtool, Assistent und Bausteinbibliothek, ist zusammen mit den anderen Engineeringwerkzeugen im zentralen SIMATIC PCS 7 Engineering System konzentriert.
Bei kleinen Anlagen lässt sich SIMATIC Route Control entweder allein oder zusammen mit der OS Software auf einem Einplatzsystem (Single Station), einer SIMATIC PCS 7 BOX 416 oder einem SIMATIC PCS 7 LAB installieren. Typisch für die Automatisierung von Materialtransporten mit SIMATIC Route Control sind jedoch verteilte Mehrplatzsysteme mit Client-Server-Architektur, ausbaubar mit bis zu 32 Clients je Server.
SIMATIC Route Control Clients und OS Clients
Automatisierungs-systeme
Route Control Server
OS Server
EngineeringStation
Terminalbus
Anlagenbus
© Siemens AG 2010
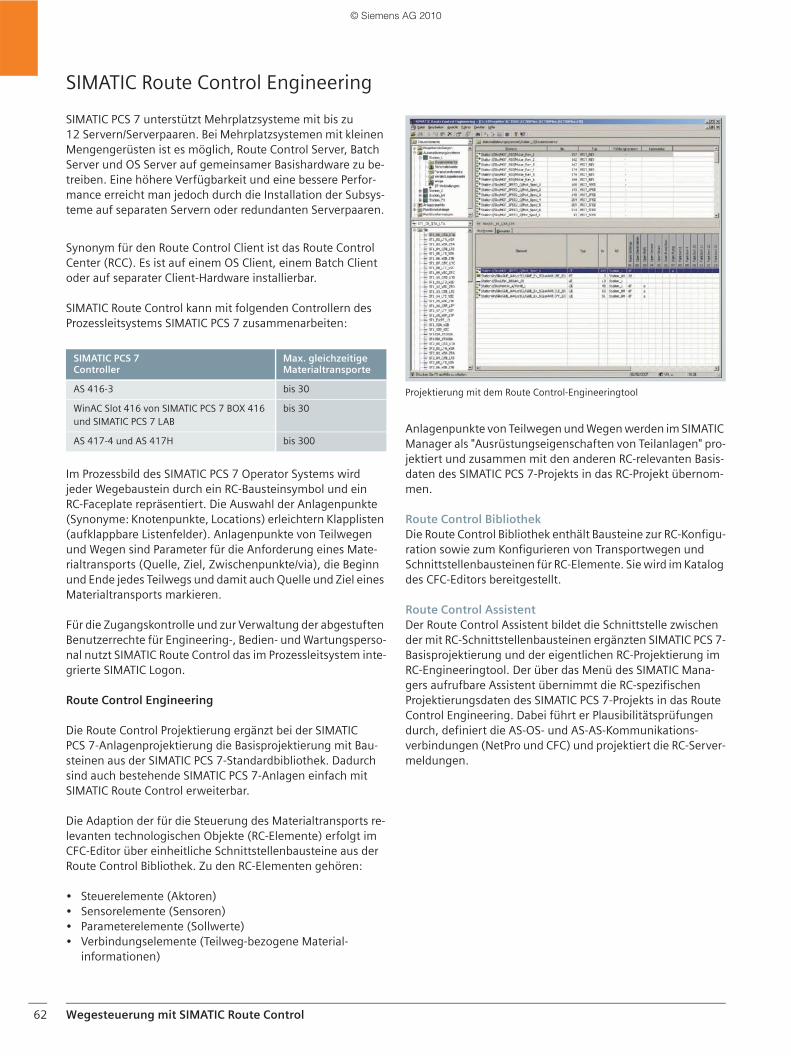
Wegesteuerung mit SIMATIC Route Control62
SIMATIC Route Control Engineering
SIMATIC PCS 7 unterstützt Mehrplatzsysteme mit bis zu 12 Servern/Serverpaaren. Bei Mehrplatzsystemen mit kleinen Mengengerüsten ist es möglich, Route Control Server, Batch Server und OS Server auf gemeinsamer Basishardware zu be-treiben. Eine höhere Verfügbarkeit und eine bessere Perfor-mance erreicht man jedoch durch die Installation der Subsys-teme auf separaten Servern oder redundanten Serverpaaren.
Synonym für den Route Control Client ist das Route Control Center (RCC). Es ist auf einem OS Client, einem Batch Client oder auf separater Client-Hardware installierbar.
SIMATIC Route Control kann mit folgenden Controllern des Prozessleitsystems SIMATIC PCS 7 zusammenarbeiten:
Im Prozessbild des SIMATIC PCS 7 Operator Systems wird jeder Wegebaustein durch ein RC-Bausteinsymbol und ein RC-Faceplate repräsentiert. Die Auswahl der Anlagenpunkte (Synonyme: Knotenpunkte, Locations) erleichtern Klapplisten (aufklappbare Listenfelder). Anlagenpunkte von Teilwegen und Wegen sind Parameter für die Anforderung eines Mate-rialtransports (Quelle, Ziel, Zwischenpunkte/via), die Beginn und Ende jedes Teilwegs und damit auch Quelle und Ziel eines Materialtransports markieren.
Für die Zugangskontrolle und zur Verwaltung der abgestuften Benutzerrechte für Engineering-, Bedien- und Wartungsperso-nal nutzt SIMATIC Route Control das im Prozessleitsystem inte-grierte SIMATIC Logon.
Route Control Engineering
Die Route Control Projektierung ergänzt bei der SIMATIC PCS 7-Anlagenprojektierung die Basisprojektierung mit Bau-steinen aus der SIMATIC PCS 7-Standardbibliothek. Dadurch sind auch bestehende SIMATIC PCS 7-Anlagen einfach mit SIMATIC Route Control erweiterbar.
Die Adaption der für die Steuerung des Materialtransports re-levanten technologischen Objekte (RC-Elemente) erfolgt im CFC-Editor über einheitliche Schnittstellenbausteine aus der Route Control Bibliothek. Zu den RC-Elementen gehören:
• Steuerelemente (Aktoren)• Sensorelemente (Sensoren)• Parameterelemente (Sollwerte) • Verbindungselemente (Teilweg-bezogene Material-
informationen)
Projektierung mit dem Route Control-Engineeringtool
Anlagenpunkte von Teilwegen und Wegen werden im SIMATIC Manager als "Ausrüstungseigenschaften von Teilanlagen" pro-jektiert und zusammen mit den anderen RC-relevanten Basis-daten des SIMATIC PCS 7-Projekts in das RC-Projekt übernom-men.
Route Control BibliothekDie Route Control Bibliothek enthält Bausteine zur RC-Konfigu-ration sowie zum Konfigurieren von Transportwegen und Schnittstellenbausteinen für RC-Elemente. Sie wird im Katalog des CFC-Editors bereitgestellt.
Route Control AssistentDer Route Control Assistent bildet die Schnittstelle zwischen der mit RC-Schnittstellenbausteinen ergänzten SIMATIC PCS 7-Basisprojektierung und der eigentlichen RC-Projektierung im RC-Engineeringtool. Der über das Menü des SIMATIC Mana-gers aufrufbare Assistent übernimmt die RC-spezifischen Projektierungsdaten des SIMATIC PCS 7-Projekts in das Route Control Engineering. Dabei führt er Plausibilitätsprüfungen durch, definiert die AS-OS- und AS-AS-Kommunikations-verbindungen (NetPro und CFC) und projektiert die RC-Server-meldungen.
SIMATIC PCS 7 Controller
Max. gleichzeitige Materialtransporte
AS 416-3 bis 30
WinAC Slot 416 von SIMATIC PCS 7 BOX 416 und SIMATIC PCS 7 LAB
bis 30
AS 417-4 und AS 417H bis 300
© Siemens AG 2010
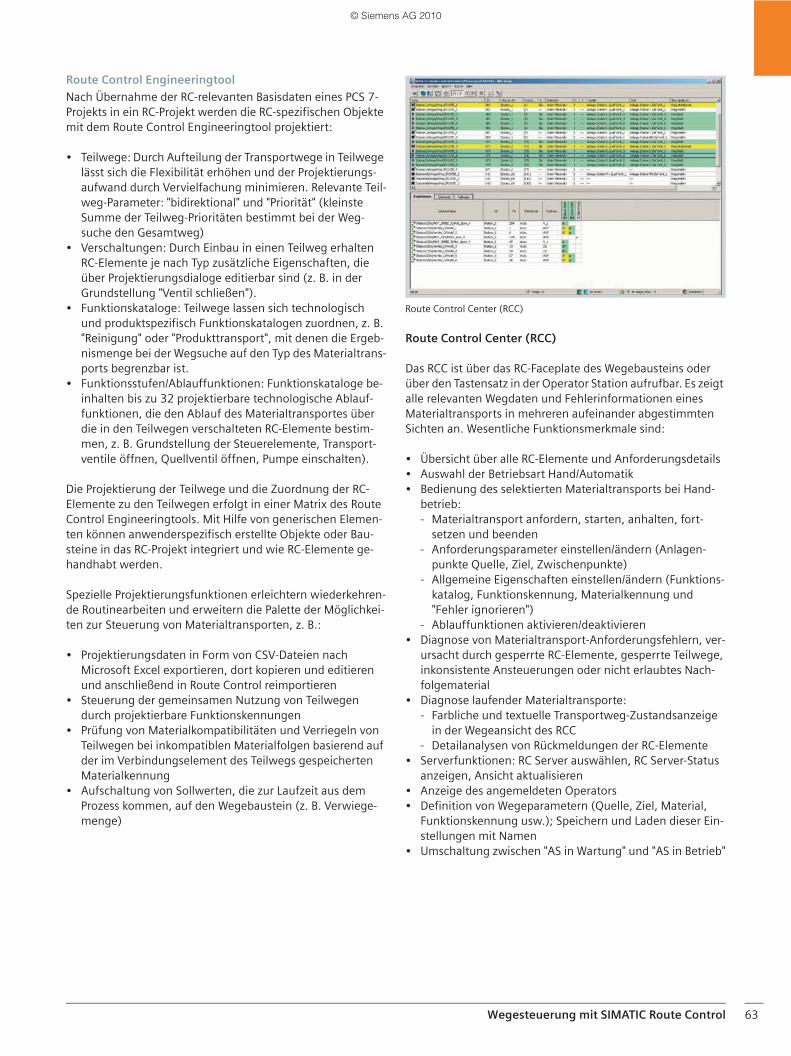
Wegesteuerung mit SIMATIC Route Control 63
Route Control Engineeringtool
Nach Übernahme der RC-relevanten Basisdaten eines PCS 7-Projekts in ein RC-Projekt werden die RC-spezifischen Objekte mit dem Route Control Engineeringtool projektiert:
• Teilwege: Durch Aufteilung der Transportwege in Teilwege lässt sich die Flexibilität erhöhen und der Projektierungs-aufwand durch Vervielfachung minimieren. Relevante Teil-weg-Parameter: "bidirektional" und "Priorität" (kleinste Summe der Teilweg-Prioritäten bestimmt bei der Weg-suche den Gesamtweg)
• Verschaltungen: Durch Einbau in einen Teilweg erhalten RC-Elemente je nach Typ zusätzliche Eigenschaften, die über Projektierungsdialoge editierbar sind (z. B. in der Grundstellung "Ventil schließen").
• Funktionskataloge: Teilwege lassen sich technologisch und produktspezifisch Funktionskatalogen zuordnen, z. B. "Reinigung" oder "Produkttransport", mit denen die Ergeb-nismenge bei der Wegsuche auf den Typ des Materialtrans-ports begrenzbar ist.
• Funktionsstufen/Ablauffunktionen: Funktionskataloge be-inhalten bis zu 32 projektierbare technologische Ablauf-funktionen, die den Ablauf des Materialtransportes über die in den Teilwegen verschalteten RC-Elemente bestim-men, z. B. Grundstellung der Steuerelemente, Transport-ventile öffnen, Quellventil öffnen, Pumpe einschalten).
Die Projektierung der Teilwege und die Zuordnung der RC-Elemente zu den Teilwegen erfolgt in einer Matrix des Route Control Engineeringtools. Mit Hilfe von generischen Elemen-ten können anwenderspezifisch erstellte Objekte oder Bau-steine in das RC-Projekt integriert und wie RC-Elemente ge-handhabt werden.
Spezielle Projektierungsfunktionen erleichtern wiederkehren-de Routinearbeiten und erweitern die Palette der Möglichkei-ten zur Steuerung von Materialtransporten, z. B.:
• Projektierungsdaten in Form von CSV-Dateien nach Microsoft Excel exportieren, dort kopieren und editieren und anschließend in Route Control reimportieren
• Steuerung der gemeinsamen Nutzung von Teilwegen durch projektierbare Funktionskennungen
• Prüfung von Materialkompatibilitäten und Verriegeln von Teilwegen bei inkompatiblen Materialfolgen basierend auf der im Verbindungselement des Teilwegs gespeicherten Materialkennung
• Aufschaltung von Sollwerten, die zur Laufzeit aus dem Prozess kommen, auf den Wegebaustein (z. B. Verwiege-menge)
Route Control Center (RCC)
Route Control Center (RCC)
Das RCC ist über das RC-Faceplate des Wegebausteins oder über den Tastensatz in der Operator Station aufrufbar. Es zeigt alle relevanten Wegdaten und Fehlerinformationen eines Materialtransports in mehreren aufeinander abgestimmten Sichten an. Wesentliche Funktionsmerkmale sind:
• Übersicht über alle RC-Elemente und Anforderungsdetails• Auswahl der Betriebsart Hand/Automatik• Bedienung des selektierten Materialtransports bei Hand-
betrieb: - Materialtransport anfordern, starten, anhalten, fort-
setzen und beenden - Anforderungsparameter einstellen/ändern (Anlagen-
punkte Quelle, Ziel, Zwischenpunkte)- Allgemeine Eigenschaften einstellen/ändern (Funktions-
katalog, Funktionskennung, Materialkennung und "Fehler ignorieren")
- Ablauffunktionen aktivieren/deaktivieren• Diagnose von Materialtransport-Anforderungsfehlern, ver-
ursacht durch gesperrte RC-Elemente, gesperrte Teilwege, inkonsistente Ansteuerungen oder nicht erlaubtes Nach-folgematerial
• Diagnose laufender Materialtransporte:- Farbliche und textuelle Transportweg-Zustandsanzeige
in der Wegeansicht des RCC- Detailanalysen von Rückmeldungen der RC-Elemente
• Serverfunktionen: RC Server auswählen, RC Server-Status anzeigen, Ansicht aktualisieren
• Anzeige des angemeldeten Operators• Definition von Wegeparametern (Quelle, Ziel, Material,
Funktionskennung usw.); Speichern und Laden dieser Ein-stellungen mit Namen
• Umschaltung zwischen "AS in Wartung" und "AS in Betrieb"
© Siemens AG 2010

Wegesteuerung mit SIMATIC Route Control64
Route Control Server
Im Anschluss an die Projektierung des Wegenetzes und den Test der Materialtransport-Varianten erfolgt der Transfer der Route Control-Projektierungsdaten an den Route Control Ser-ver, wo sie zu einem aus prozesstechnischer Sicht geeigneten Zeitpunkt über das Route Control Center aktiviert werden können. Danach werden die neuen Daten bei der Wegesuche berücksichtigt.
Der Route Control Server (RC Server) versorgt die Route Control Clients (Route Control Center) mit den benötigten Daten und leitet deren Bedienungen an die Automatisierungs-systeme weiter.
Steht ein Materialtransport an, dann wird entweder per Steue-rung oder vom Operator am Route Control Center (RCC) ein Weg angefordert. Dazu gehört neben der Vorgabe von Quelle, Ziel und bis zu 10 optionalen Anlagenpunkten (Zwischen-
punkten) auch das Anlegen eines Startsignals am Wege-steuerbaustein des Automatisierungssystems. Der RC Server startet daraufhin die Wegesuche und fügt die statisch defi-nierten Teilwege – wenn möglich – zu einem kompletten Transportweg zusammen. Von da an übernimmt Route Control die Ansteuerung und Überwachung aller am Trans-portweg beteiligten RC-Elemente. Die Anlagensteuerung schaltet nur noch die einzelnen technologischen Funktionen. Bei auftretenden Fehlern erhält der Operator detaillierte Diagnoseinformationen über die Ursache, z. B. warum die Transportweg-Suche erfolglos verlief.
Zu Wartungszwecken lässt sich ein Automatisierungssystem gezielt auf "in Wartung" setzen (out of service). Die über die-ses Automatisierungssystem laufenden Materialtransporte werden dann noch bis zum Ende ausgeführt, neue jedoch nicht mehr zugelassen.
Highlights SIMATIC Route Control
■ Flexible, modulare Architektur mit skalierbaren Hard-ware- und Softwarekomponenten für Ein- und Mehr-platzsysteme– Optimale Anpassung an Anlagengröße und indivi-
duelle Anforderungen– Wächst bei Ausbau der Anlage mit; keine teuren
Reservekapazitäten
■ Hohe Verfügbarkeit durch redundante Route Control Server
■ Homogene Integration in die SIMATIC PCS 7-Bedien- und Beobachtungsstrategie und das Engineering – Keine kundenspezifischen Schnittstellen– Keine Doppelprojektierung – Nachträgliche Integration in bestehende Projekte
■ Kombinierbar mit SIMATIC BATCH
■ Anlagentransparenz– Identische Abbildung des Wegenetzes der Anlage
durch Teilwege– Einfache Zuordnung der RC-Elemente zu den Teil-
wegen mit Anlagenplänen
■ Schnelle Reaktion auf Anlagenänderungen (z. B. zusätzliche Ventile) bei Projektierung, Inbetriebset-zung oder zur Laufzeit
■ Exklusive Belegung der am Materialtransport betei-ligten RC-Elemente und Teilwege
■ Reduzierung des Projektierungsaufwands und der Inbetriebsetzungszeiten – Gliederung in Teilwege und deren Projektierung
durch Vervielfachung – Export von Projektierungsdaten nach Microsoft
Excel, Re-Import editierter Daten aus Excel– Entlastung von komplexen, wiederkehrenden Auf-
gaben durch RC-Assistent– Kapselung der Funktionalität aus Sicht des
Anwenderprogramms, Ansteuerung als Ganzes
■ Gemeinsame Teilwege benutzende Materialtrans-porte (mehrere Quellen bzw. Ziele mit stoßfreier Umschaltmöglichkeit)
■ Berücksichtigung von Materialkompatibilitäten zur Vermeidung unerwünschter Vermischungen oder Materialfolgen
■ Automatische Berechnung von Ausschubmengen
■ Aufzeichnung von Wegeprotokollen mit Filter-funktionen; Bildschirm- und Druckausgabe
■ Offline-Test während der Projektierung zur Prüfung auf Vollständigkeit sowie auf Inkonsistenzen und ungewünschte Kombinationen
■ Detaillierte Diagnose von Materialtransport-Anforde-rungsfehlern und laufenden Materialtransporten
© Siemens AG 2010

Safety Integrated for Process Automation 65
Safety Integrated for Process AutomationUmfassendes Produkt- und Serviceangebot für die Prozesssicherheit
Die Prozessindustrie ist oft geprägt durch komplexe Produktionsabläufe, bei denen gesundheitsgefährdende oder explosive Materialien und Gemische entstehen oder verarbeitet werden. Ein Ausfall oder ein Fehler könnte hier fatale Folgen haben.
Ziel der Sicherheitstechnik von Siemens ist es deshalb, Gefah-renpotenziale für Mensch, Anlage und Umwelt durch techni-sche Einrichtungen zu minimieren, ohne den Produktionspro-zess zu beeinträchtigen. Dazu bedarf es eines zuverlässigen sicherheitstechnischen Systems (Safety Instrumented System, SIS), das bei kritischen Ereignissen in der Lage ist, die Anlage automatisch in einen sicheren Zustand zu fahren, unter defi-nierten Bedingungen sicher weiter zu betreiben sowie mög-liche negative Auswirkungen eines Sicherheitsfalls zu be-grenzen.
Aufbauend auf dem sicherheitstechnischen System von Siemens steht mit Safety Integrated for Process Automation ein umfassendes Produkt- und Serviceangebot für sichere, fehlertolerante Applikationen in der Prozessindustrie zur Ver-fügung. Es bietet die gesamte sicherheitstechnische Funktio-nalität – von der sicheren Instrumentierung für die Signal-erfassung und -wandlung über die sichere und fehlertolerante Steuerung bis hin zum Aktor, z. B. Stellungsregler, Ventil oder Pumpe.
Das enorme Potenzial von Safety Integrated for Process Auto-mation lässt sich am besten in Kombination mit SIMATIC PCS 7 ausschöpfen. Infolge der Modularität und der Flexibilität der sicherheitstechnischen Produkte ist diese Kombination äußerst variabel. Nicht nur der Grad der Integration des sicher-heitstechnischen Systems in das Prozessleitsystem kann individuell definiert werden, sondern auch der Grad der Redundanz für Controller, Feldbus und Prozessperipherie (Flexible Modular Redundancy). Dank der Reduzierung des Platzbedarfs, des Hardware- und Verdrahtungsumfangs sowie des Montage-, Installations- und Engineeringaufwands bietet die komplette (common) Integration des sicherheitstechni-schen Systems in SIMATIC PCS 7 über den gesamten Lebens-zyklus einer Anlage hinweg den größten Kostenvorteil.
Sowohl die Sicherheitstechnik als auch die damit realisierten Sicherheitsapplikationen zeichen sich durch hohe Effizienz aus und entsprechen nationalen wie internationalen Stan-dards, z. B.:
• IEC 61508 (bis SIL 3) – Basisnorm für Spezifikationen sowie für Entwurf und Betrieb sicherheitstechnischer Systeme
• IEC 61511 – Anwendungsspezifische Norm für die Prozess-industrie
© Siemens AG 2010
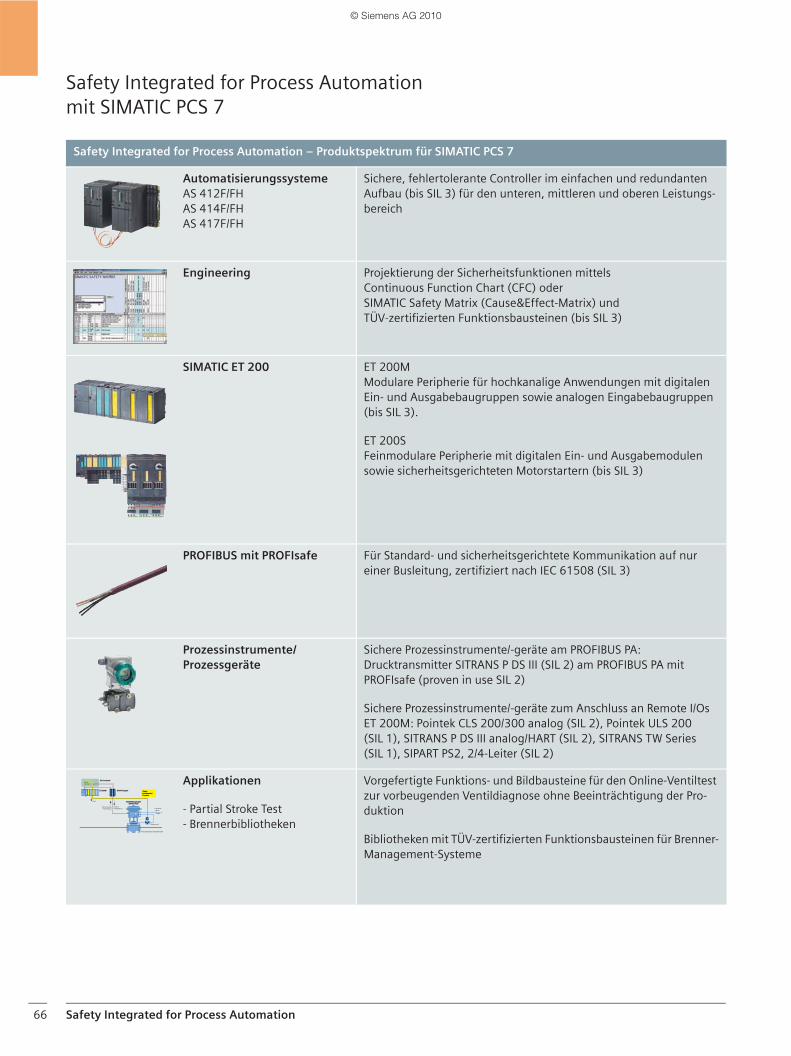
Safety Integrated for Process Automation66
Safety Integrated for Process Automation mit SIMATIC PCS 7
Safety Integrated for Process Automation – Produktspektrum für SIMATIC PCS 7
Automatisierungssysteme AS 412F/FH AS 414F/FHAS 417F/FH
Sichere, fehlertolerante Controller im einfachen und redundanten Aufbau (bis SIL 3) für den unteren, mittleren und oberen Leistungs-bereich
Engineering Projektierung der Sicherheitsfunktionen mittels Continuous Function Chart (CFC) oder SIMATIC Safety Matrix (Cause&Effect-Matrix) und TÜV-zertifizierten Funktionsbausteinen (bis SIL 3)
SIMATIC ET 200 ET 200MModulare Peripherie für hochkanalige Anwendungen mit digitalen Ein- und Ausgabebaugruppen sowie analogen Eingabebaugruppen (bis SIL 3).
ET 200SFeinmodulare Peripherie mit digitalen Ein- und Ausgabemodulen sowie sicherheitsgerichteten Motorstartern (bis SIL 3)
PROFIBUS mit PROFIsafe Für Standard- und sicherheitsgerichtete Kommunikation auf nur einer Busleitung, zertifiziert nach IEC 61508 (SIL 3)
Prozessinstrumente/Prozessgeräte
Sichere Prozessinstrumente/-geräte am PROFIBUS PA:Drucktransmitter SITRANS P DS III (SIL 2) am PROFIBUS PA mit PROFIsafe (proven in use SIL 2)
Sichere Prozessinstrumente/-geräte zum Anschluss an Remote I/Os ET 200M: Pointek CLS 200/300 analog (SIL 2), Pointek ULS 200 (SIL 1), SITRANS P DS III analog/HART (SIL 2), SITRANS TW Series (SIL 1), SIPART PS2, 2/4-Leiter (SIL 2)
Applikationen
- Partial Stroke Test- Brennerbibliotheken
Vorgefertigte Funktions- und Bildbausteine für den Online-Ventiltest zur vorbeugenden Ventildiagnose ohne Beeinträchtigung der Pro-duktion
Bibliotheken mit TÜV-zertifizierten Funktionsbausteinen für Brenner-Management-Systeme
S
© Siemens AG 2010
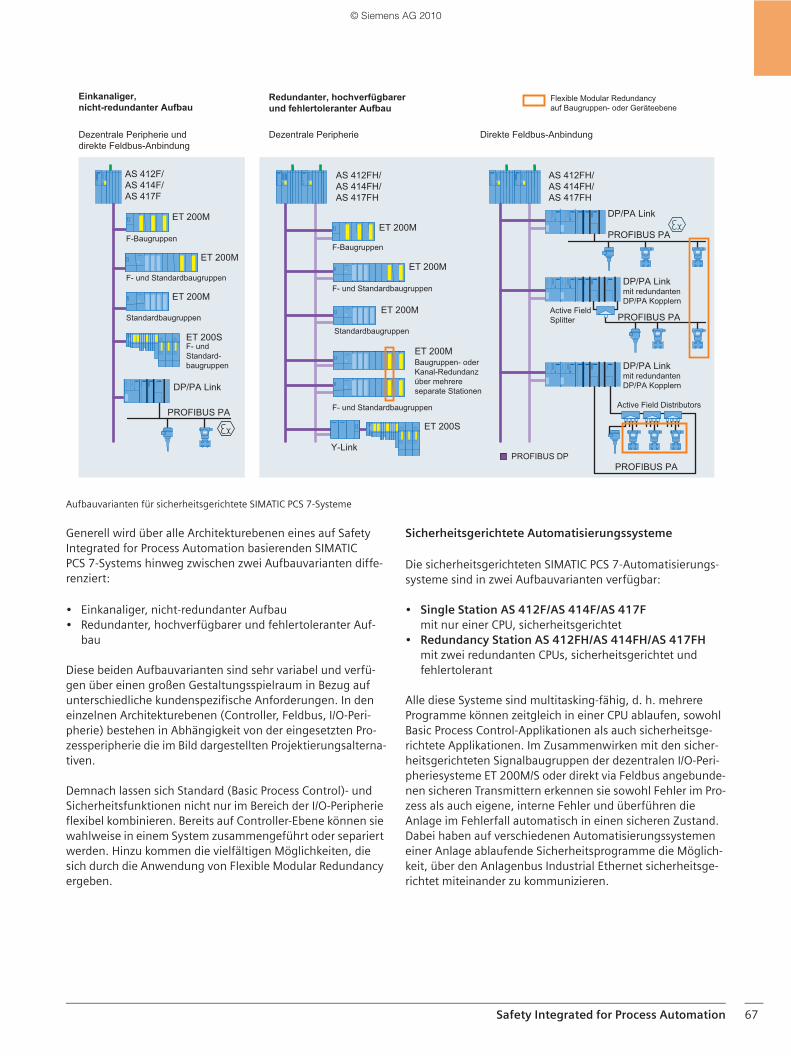
Safety Integrated for Process Automation 67
Aufbauvarianten für sicherheitsgerichtete SIMATIC PCS 7-Systeme
Generell wird über alle Architekturebenen eines auf Safety Integrated for Process Automation basierenden SIMATIC PCS 7-Systems hinweg zwischen zwei Aufbauvarianten diffe-renziert:
• Einkanaliger, nicht-redundanter Aufbau• Redundanter, hochverfügbarer und fehlertoleranter Auf-
bau
Diese beiden Aufbauvarianten sind sehr variabel und verfü-gen über einen großen Gestaltungsspielraum in Bezug auf unterschiedliche kundenspezifische Anforderungen. In den einzelnen Architekturebenen (Controller, Feldbus, I/O-Peri-pherie) bestehen in Abhängigkeit von der eingesetzten Pro-zessperipherie die im Bild dargestellten Projektierungsalterna-tiven.
Demnach lassen sich Standard (Basic Process Control)- und Sicherheitsfunktionen nicht nur im Bereich der I/O-Peripherie flexibel kombinieren. Bereits auf Controller-Ebene können sie wahlweise in einem System zusammengeführt oder separiert werden. Hinzu kommen die vielfältigen Möglichkeiten, die sich durch die Anwendung von Flexible Modular Redundancy ergeben.
Sicherheitsgerichtete Automatisierungssysteme
Die sicherheitsgerichteten SIMATIC PCS 7-Automatisierungs-systeme sind in zwei Aufbauvarianten verfügbar:
• Single Station AS 412F/AS 414F/AS 417F mit nur einer CPU, sicherheitsgerichtet
• Redundancy Station AS 412FH/AS 414FH/AS 417FH mit zwei redundanten CPUs, sicherheitsgerichtet und fehlertolerant
Alle diese Systeme sind multitasking-fähig, d. h. mehrere Programme können zeitgleich in einer CPU ablaufen, sowohl Basic Process Control-Applikationen als auch sicherheitsge-richtete Applikationen. Im Zusammenwirken mit den sicher-heitsgerichteten Signalbaugruppen der dezentralen I/O-Peri-pheriesysteme ET 200M/S oder direkt via Feldbus angebunde-nen sicheren Transmittern erkennen sie sowohl Fehler im Pro-zess als auch eigene, interne Fehler und überführen die Anlage im Fehlerfall automatisch in einen sicheren Zustand. Dabei haben auf verschiedenen Automatisierungssystemen einer Anlage ablaufende Sicherheitsprogramme die Möglich-keit, über den Anlagenbus Industrial Ethernet sicherheitsge-richtet miteinander zu kommunizieren.
ET 200MET 200M
ET 200M
ET 200M
ET 200MET 200M
PROFIBUS PA
PROFIBUS PA
PROFIBUS PA
PROFIBUS PA
ET 200S
ET 200S
ET 200M
AS 412F/AS 414F/AS 417F
AS 412FH/AS 414FH/AS 417FH
AS 412FH/AS 414FH/AS 417FH
PROFIBUS DP
F-BaugruppenF-Baugruppen
Active FieldSplitter
Active Field Distributors
F- und StandardbaugruppenF- und Standardbaugruppen
Flexible Modular Redundancyauf Baugruppen- oder Geräteebene
F- und Standardbaugruppen
F- und Standard-baugruppen
Standardbaugruppen
Standardbaugruppen
Baugruppen- oderKanal-Redundanzüber mehrereseparate Stationen
DP/PA Link
DP/PA Linkmit redundantenDP/PA Kopplern
DP/PA Linkmit redundantenDP/PA KopplernDP/PA Link
Y-Link
Dezentrale Peripherie unddirekte Feldbus-Anbindung
Direkte Feldbus-Anbindung Dezentrale Peripherie
Redundanter, hochverfügbarer und fehlertoleranter Aufbau
Einkanaliger, nicht-redundanter Aufbau
© Siemens AG 2010
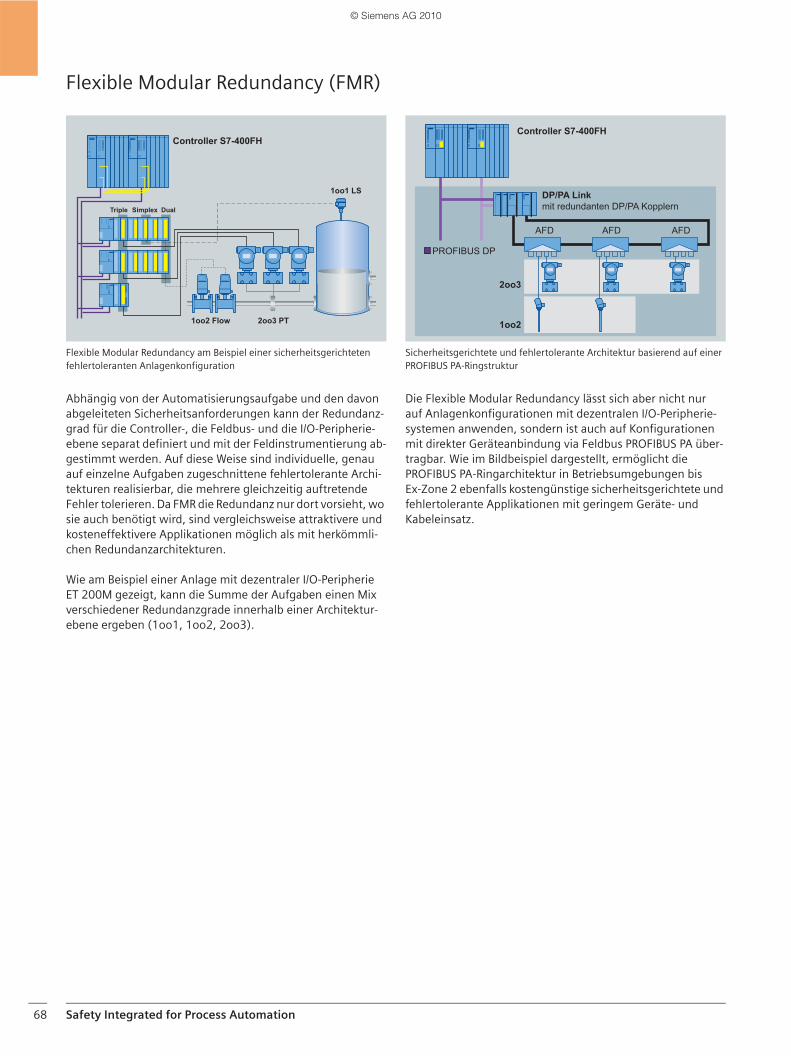
Safety Integrated for Process Automation68
Flexible Modular Redundancy (FMR)
Flexible Modular Redundancy am Beispiel einer sicherheitsgerichteten fehlertoleranten Anlagenkonfiguration
Abhängig von der Automatisierungsaufgabe und den davon abgeleiteten Sicherheitsanforderungen kann der Redundanz-grad für die Controller-, die Feldbus- und die I/O-Peripherie-ebene separat definiert und mit der Feldinstrumentierung ab-gestimmt werden. Auf diese Weise sind individuelle, genau auf einzelne Aufgaben zugeschnittene fehlertolerante Archi-tekturen realisierbar, die mehrere gleichzeitig auftretende Fehler tolerieren. Da FMR die Redundanz nur dort vorsieht, wo sie auch benötigt wird, sind vergleichsweise attraktivere und kosteneffektivere Applikationen möglich als mit herkömmli-chen Redundanzarchitekturen.
Wie am Beispiel einer Anlage mit dezentraler I/O-Peripherie ET 200M gezeigt, kann die Summe der Aufgaben einen Mix verschiedener Redundanzgrade innerhalb einer Architektur-ebene ergeben (1oo1, 1oo2, 2oo3).
Sicherheitsgerichtete und fehlertolerante Architektur basierend auf einer PROFIBUS PA-Ringstruktur
Die Flexible Modular Redundancy lässt sich aber nicht nur auf Anlagenkonfigurationen mit dezentralen I/O-Peripherie-systemen anwenden, sondern ist auch auf Konfigurationen mit direkter Geräteanbindung via Feldbus PROFIBUS PA über-tragbar. Wie im Bildbeispiel dargestellt, ermöglicht die PROFIBUS PA-Ringarchitektur in Betriebsumgebungen bis Ex-Zone 2 ebenfalls kostengünstige sicherheitsgerichtete und fehlertolerante Applikationen mit geringem Geräte- und Kabeleinsatz.
1oo1 LS
2oo3 PT
Triple Simplex
1oo2 Flow
Dual
Controller S7-400FH
PROFIBUS DP
2oo3
1oo2
AFD AFD AFD
Controller S7-400FH
DP/PA Link mit redundanten DP/PA Kopplern
© Siemens AG 2010
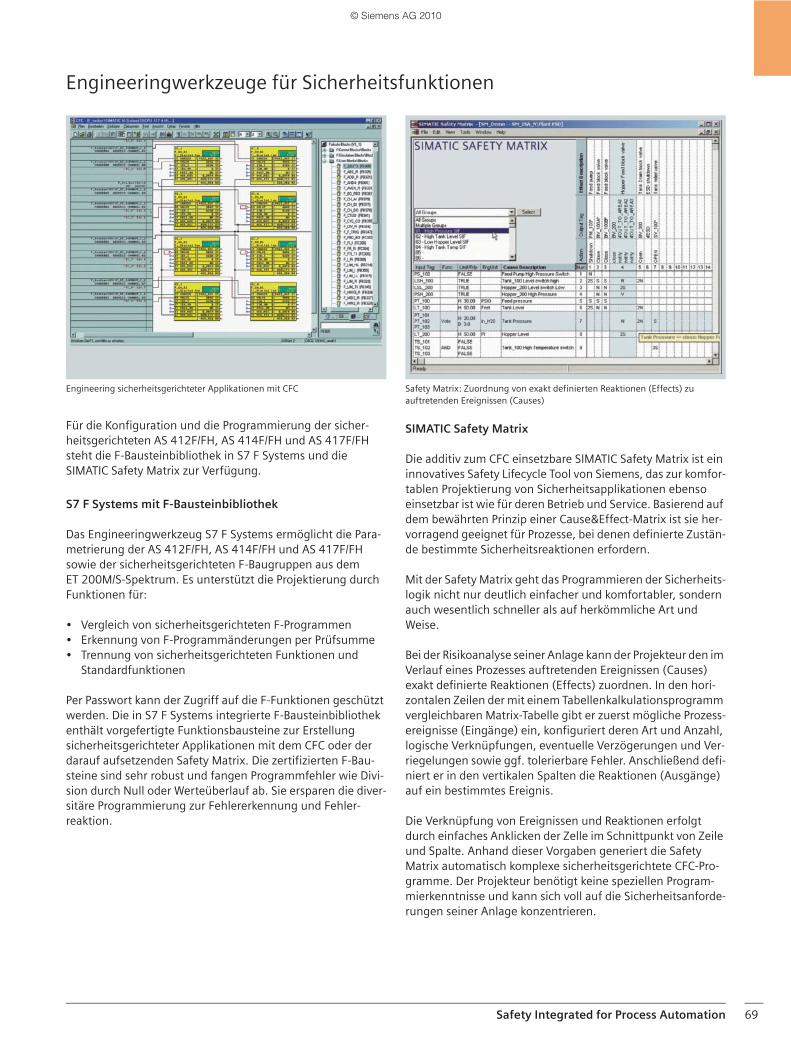
Safety Integrated for Process Automation 69
Engineeringwerkzeuge für Sicherheitsfunktionen
Engineering sicherheitsgerichteter Applikationen mit CFC
Für die Konfiguration und die Programmierung der sicher-heitsgerichteten AS 412F/FH, AS 414F/FH und AS 417F/FH steht die F-Bausteinbibliothek in S7 F Systems und die SIMATIC Safety Matrix zur Verfügung.
S7 F Systems mit F-Bausteinbibliothek
Das Engineeringwerkzeug S7 F Systems ermöglicht die Para-metrierung der AS 412F/FH, AS 414F/FH und AS 417F/FH sowie der sicherheitsgerichteten F-Baugruppen aus dem ET 200M/S-Spektrum. Es unterstützt die Projektierung durch Funktionen für:
• Vergleich von sicherheitsgerichteten F-Programmen• Erkennung von F-Programmänderungen per Prüfsumme• Trennung von sicherheitsgerichteten Funktionen und
Standardfunktionen
Per Passwort kann der Zugriff auf die F-Funktionen geschützt werden. Die in S7 F Systems integrierte F-Bausteinbibliothek enthält vorgefertigte Funktionsbausteine zur Erstellung sicherheitsgerichteter Applikationen mit dem CFC oder der darauf aufsetzenden Safety Matrix. Die zertifizierten F-Bau-steine sind sehr robust und fangen Programmfehler wie Divi-sion durch Null oder Werteüberlauf ab. Sie ersparen die diver-sitäre Programmierung zur Fehlererkennung und Fehler-reaktion.
Safety Matrix: Zuordnung von exakt definierten Reaktionen (Effects) zu auftretenden Ereignissen (Causes)
SIMATIC Safety Matrix
Die additiv zum CFC einsetzbare SIMATIC Safety Matrix ist ein innovatives Safety Lifecycle Tool von Siemens, das zur komfor-tablen Projektierung von Sicherheitsapplikationen ebenso einsetzbar ist wie für deren Betrieb und Service. Basierend auf dem bewährten Prinzip einer Cause&Effect-Matrix ist sie her-vorragend geeignet für Prozesse, bei denen definierte Zustän-de bestimmte Sicherheitsreaktionen erfordern.
Mit der Safety Matrix geht das Programmieren der Sicherheits-logik nicht nur deutlich einfacher und komfortabler, sondern auch wesentlich schneller als auf herkömmliche Art und Weise.
Bei der Risikoanalyse seiner Anlage kann der Projekteur den im Verlauf eines Prozesses auftretenden Ereignissen (Causes) exakt definierte Reaktionen (Effects) zuordnen. In den hori-zontalen Zeilen der mit einem Tabellenkalkulationsprogramm vergleichbaren Matrix-Tabelle gibt er zuerst mögliche Prozess-ereignisse (Eingänge) ein, konfiguriert deren Art und Anzahl, logische Verknüpfungen, eventuelle Verzögerungen und Ver-riegelungen sowie ggf. tolerierbare Fehler. Anschließend defi-niert er in den vertikalen Spalten die Reaktionen (Ausgänge) auf ein bestimmtes Ereignis.
Die Verknüpfung von Ereignissen und Reaktionen erfolgt durch einfaches Anklicken der Zelle im Schnittpunkt von Zeile und Spalte. Anhand dieser Vorgaben generiert die Safety Matrix automatisch komplexe sicherheitsgerichtete CFC-Pro-gramme. Der Projekteur benötigt keine speziellen Program-mierkenntnisse und kann sich voll auf die Sicherheitsanforde-rungen seiner Anlage konzentrieren.
© Siemens AG 2010
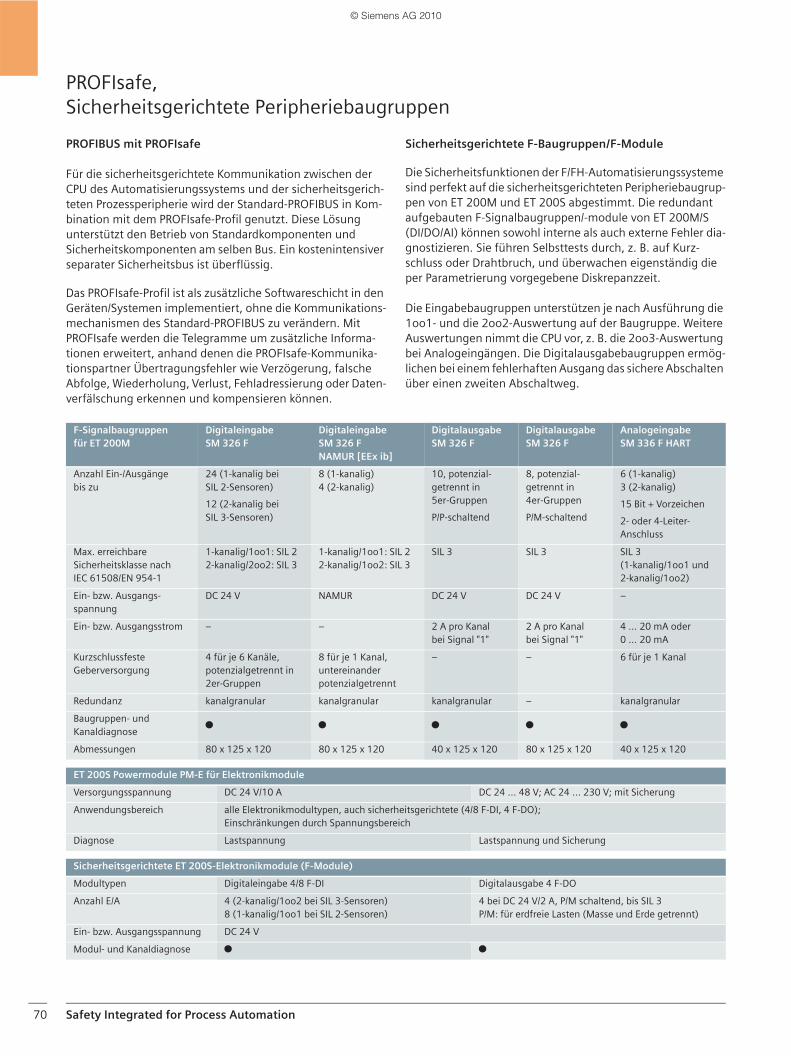
Safety Integrated for Process Automation70
PROFIsafe,Sicherheitsgerichtete Peripheriebaugruppen
PROFIBUS mit PROFIsafe
Für die sicherheitsgerichtete Kommunikation zwischen der CPU des Automatisierungssystems und der sicherheitsgerich-teten Prozessperipherie wird der Standard-PROFIBUS in Kom-bination mit dem PROFIsafe-Profil genutzt. Diese Lösung unterstützt den Betrieb von Standardkomponenten und Sicherheitskomponenten am selben Bus. Ein kostenintensiver separater Sicherheitsbus ist überflüssig.
Das PROFIsafe-Profil ist als zusätzliche Softwareschicht in den Geräten/Systemen implementiert, ohne die Kommunikations-mechanismen des Standard-PROFIBUS zu verändern. Mit PROFIsafe werden die Telegramme um zusätzliche Informa-tionen erweitert, anhand denen die PROFIsafe-Kommunika-tionspartner Übertragungsfehler wie Verzögerung, falsche Abfolge, Wiederholung, Verlust, Fehladressierung oder Daten-verfälschung erkennen und kompensieren können.
Sicherheitsgerichtete F-Baugruppen/F-Module
Die Sicherheitsfunktionen der F/FH-Automatisierungssysteme sind perfekt auf die sicherheitsgerichteten Peripheriebaugrup-pen von ET 200M und ET 200S abgestimmt. Die redundant aufgebauten F-Signalbaugruppen/-module von ET 200M/S (DI/DO/AI) können sowohl interne als auch externe Fehler dia-gnostizieren. Sie führen Selbsttests durch, z. B. auf Kurz-schluss oder Drahtbruch, und überwachen eigenständig die per Parametrierung vorgegebene Diskrepanzzeit.
Die Eingabebaugruppen unterstützen je nach Ausführung die 1oo1- und die 2oo2-Auswertung auf der Baugruppe. Weitere Auswertungen nimmt die CPU vor, z. B. die 2oo3-Auswertung bei Analogeingängen. Die Digitalausgabebaugruppen ermög-lichen bei einem fehlerhaften Ausgang das sichere Abschalten über einen zweiten Abschaltweg.
F-Signalbaugruppen für ET 200M
Digitaleingabe SM 326 F
Digitaleingabe SM 326 F NAMUR [EEx ib]
Digitalausgabe SM 326 F
Digitalausgabe SM 326 F
Analogeingabe SM 336 F HART
Anzahl Ein-/Ausgänge bis zu
24 (1-kanalig bei SIL 2-Sensoren)
12 (2-kanalig bei SIL 3-Sensoren)
8 (1-kanalig)4 (2-kanalig)
10, potenzial-getrennt in 5er-Gruppen
P/P-schaltend
8, potenzial-getrennt in 4er-Gruppen
P/M-schaltend
6 (1-kanalig)3 (2-kanalig)
15 Bit + Vorzeichen
2- oder 4-Leiter-Anschluss
Max. erreichbare Sicherheitsklasse nach IEC 61508/EN 954-1
1-kanalig/1oo1: SIL 22-kanalig/2oo2: SIL 3
1-kanalig/1oo1: SIL 22-kanalig/1oo2: SIL 3
SIL 3 SIL 3 SIL 3 (1-kanalig/1oo1 und 2-kanalig/1oo2)
Ein- bzw. Ausgangs-spannung
DC 24 V NAMUR DC 24 V DC 24 V –
Ein- bzw. Ausgangsstrom – – 2 A pro Kanal bei Signal "1"
2 A pro Kanal bei Signal "1"
4 ... 20 mA oder 0 ... 20 mA
Kurzschlussfeste Geberversorgung
4 für je 6 Kanäle, potenzialgetrennt in 2er-Gruppen
8 für je 1 Kanal, untereinander potenzialgetrennt
– – 6 für je 1 Kanal
Redundanz kanalgranular kanalgranular kanalgranular – kanalgranular
Baugruppen- und Kanaldiagnose
4 4 4 4 4
Abmessungen 80 x 125 x 120 80 x 125 x 120 40 x 125 x 120 80 x 125 x 120 40 x 125 x 120
ET 200S Powermodule PM-E für Elektronikmodule
Versorgungsspannung DC 24 V/10 A DC 24 … 48 V; AC 24 … 230 V; mit Sicherung
Anwendungsbereich alle Elektronikmodultypen, auch sicherheitsgerichtete (4/8 F-DI, 4 F-DO); Einschränkungen durch Spannungsbereich
Diagnose Lastspannung Lastspannung und Sicherung
Sicherheitsgerichtete ET 200S-Elektronikmodule (F-Module)
Modultypen Digitaleingabe 4/8 F-DI Digitalausgabe 4 F-DO
Anzahl E/A 4 (2-kanalig/1oo2 bei SIL 3-Sensoren)8 (1-kanalig/1oo1 bei SIL 2-Sensoren)
4 bei DC 24 V/2 A, P/M schaltend, bis SIL 3P/M: für erdfreie Lasten (Masse und Erde getrennt)
Ein- bzw. Ausgangsspannung DC 24 V
Modul- und Kanaldiagnose 4 4
© Siemens AG 2010
Safety Integrated for Process Automation 71
Sicherheitsgerichtete F-Motorstarter für ET 200S
• Powermodul PM-D F PROFIsafe für Motorstarter Failsafe• Sicherheitsgerichtete Motorstarter bis 7,5 kW, erweiterbar
mit Brake Control Modul- Direktstarter F-DS1e-x- Reversierstarter F-RS1e-x
Veranlasst durch ein Abschaltsignal lassen sich sicherheitsge-richtete ET 200S-Motorstarter über das vorgeschaltete Power-modul PM-D F PROFIsafe selektiv abschalten. Die sicherheits-gerichteten Motorstarter haben neben einer Leistungsschal-ter-/Schützkombination eine sichere elektronische Auswerte-schaltung zur Fehlererkennung. Versagt im NOT-AUS-Fall das zu schaltende Schütz, erkennt die Auswerteelektronik einen Fehler und schaltet den Leistungsschalter im Motorschalter sicherheitsgerichtet ab.
PROFIBUS PA-Geräte für Sicherheitsabschaltungen
• SITRANS P DS III PROFIsafe
Der digitale Drucktransmitter SITRANS P DSIII ist das erste für SIL2-Sicherheitsabschaltungen gemäß IEC 61508/ IEC 61511-1 geeignete PROFIBUS PA-Gerät am Markt. Siemens hat dafür sein Standardmessgerät für Druck, Absolut-druck, Differenzdruck mit einem PROFIsafe-Treiber erweitert.
In einer Sicherheitsapplikation lässt sich der Drucktransmitter via PROFIBUS PA mit einem AS 412F/FH, AS 414F/FH oder AS 417F/FH verschalten. Zum sicheren Abschalten kann der Digitaleingang des elektropneumatischen PROFIBUS PA-Stel-lungsreglers SIPART PS2 PA verwendet werden.
Bei redundant diversitärer Auslegung sind auch Messkreise bis Sicherheitsstufe SIL3 realisierbar.
Highlights Process Safety
■ Safety Integrated for Process Automation – das umfassende Produkt- und Serviceangebot für sichere, fehlertolerante und hochverfügbare Applika-tionen in der Prozessindustrie – Einfache Realisierung, Bedienung und Wartung
von Sicherheitsapplikationen – Innovationssicher durch hohe Anpassungsfähig-
keit bei veränderten Bedingungen– Zuverlässig bei der Eliminierung von Gefahren
und Risiken
■ Homogene Integration der Sicherheitstechnik in das Prozessleitsystem SIMATIC PCS 7 – Bearbeitung von Basic Process Control-Funktionen
und Sicherheitsfunktionen in einem Controller: Sicherheitsstufe SIL 3, AK 6 mit nur einer CPU möglich
– Standard- und sicherheitsgerichtete Kommunika-tion zwischen Controller und I/O-Peripherie über einen gemeinsamen Feldbus PROFIBUS mit PROFIsafe – kein separater Sicherheitsbus
– Mischbetrieb von Standard- und sicherheits-gerichteten F-Baugruppen in ET 200M/S-Stationen
– Durchgängige Datenhaltung für Basic Process Control und sicherheitsgerichtete Automatisie-rung, einschließlich Prozessvisualisierung und Diagnose – kein aufwändiges Datenhandling
■ Einbindung der sicherheitsgerichteten Applikation in die komfortable Prozessvisualisierung auf der SIMATIC PCS 7 Operator Station
■ Projektierung der Sicherheitsfunktionen ist Bestand-teil der durchgängigen Systemprojektierung mit dem PCS 7 Engineering System – Verankerung von S7 F Systems, CFC und SIMATIC
Safety Matrix im Engineering Toolset – Projektierung von Basic Process Control-Funktio-
nen und Sicherheitsfunktionen mit einem Engi-neeringwerkzeug, dem CFC
– Safety Matrix zur Erstellung von Sicherheitsfunk-tionen ohne spezielle Programmierkenntnisse – noch schneller, einfacher und komfortabler als mit dem CFC
■ Automatische Berücksichtigung der sicherheitsrele-vanten Störungsmeldungen in der Prozessvisualisie-rung – mit identischem Zeitstempel
■ Durchgängige Diagnose und Wartung vom Sensor/ Aktor über das Automatisierungssystem bis zum Ope-rator System
■ Einbeziehung der Sicherheitstechnik in Diagnose und Wartung mit dem PCS 7 Asset Management
■ Minimierung der gesamten Life-Cycle-Kosten– Abnahme der Kosten für Hardware, Montage, Ver-
drahtung, Installation, Engineering und Inbetrieb-setzung mit steigendem Integrationsgrad
– Geringer Einarbeitungs- und Schulungsaufwand durch einheitliche System-/Werkzeuglandschaft
– Kostengünstige Ersatzteilhaltung durch Reduzie-rung der Typen und Teile
© Siemens AG 2010
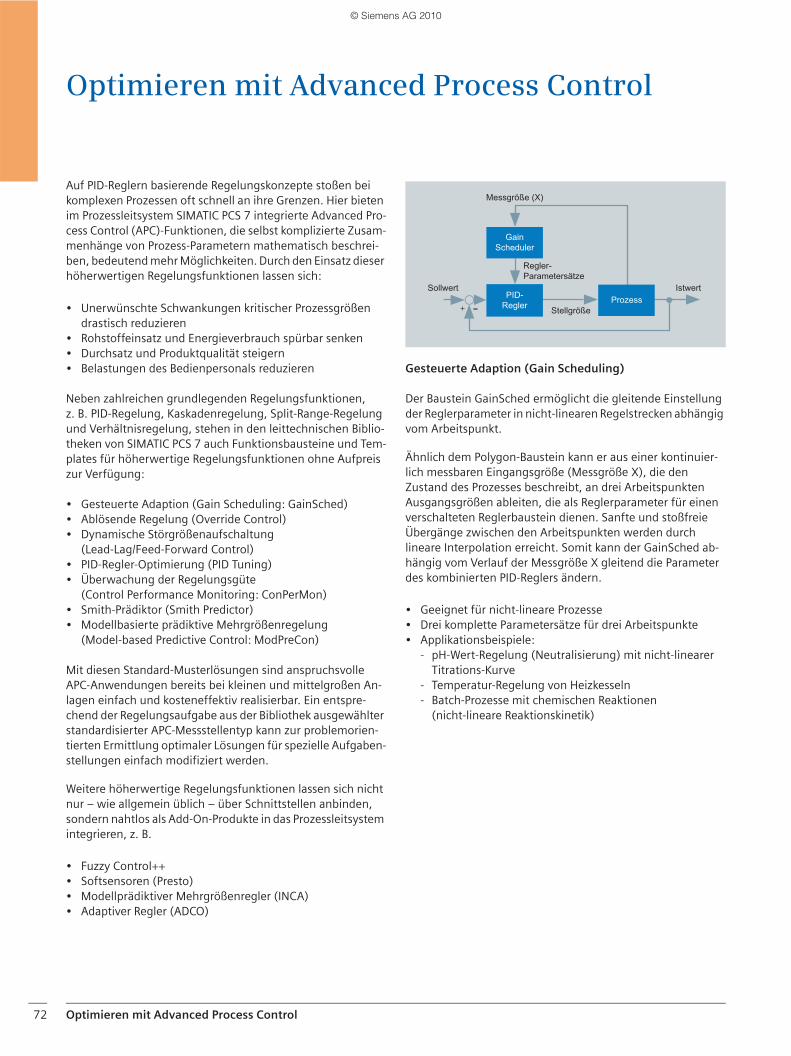
Optimieren mit Advanced Process Control72
Optimieren mit Advanced Process Control
Auf PID-Reglern basierende Regelungskonzepte stoßen bei komplexen Prozessen oft schnell an ihre Grenzen. Hier bieten im Prozessleitsystem SIMATIC PCS 7 integrierte Advanced Pro-cess Control (APC)-Funktionen, die selbst komplizierte Zusam-menhänge von Prozess-Parametern mathematisch beschrei-ben, bedeutend mehr Möglichkeiten. Durch den Einsatz dieser höherwertigen Regelungsfunktionen lassen sich:
• Unerwünschte Schwankungen kritischer Prozessgrößen drastisch reduzieren
• Rohstoffeinsatz und Energieverbrauch spürbar senken• Durchsatz und Produktqualität steigern• Belastungen des Bedienpersonals reduzieren
Neben zahlreichen grundlegenden Regelungsfunktionen, z. B. PID-Regelung, Kaskadenregelung, Split-Range-Regelung und Verhältnisregelung, stehen in den leittechnischen Biblio-theken von SIMATIC PCS 7 auch Funktionsbausteine und Tem-plates für höherwertige Regelungsfunktionen ohne Aufpreis zur Verfügung:
• Gesteuerte Adaption (Gain Scheduling: GainSched) • Ablösende Regelung (Override Control) • Dynamische Störgrößenaufschaltung
(Lead-Lag/Feed-Forward Control)• PID-Regler-Optimierung (PID Tuning)• Überwachung der Regelungsgüte
(Control Performance Monitoring: ConPerMon)• Smith-Prädiktor (Smith Predictor)• Modellbasierte prädiktive Mehrgrößenregelung
(Model-based Predictive Control: ModPreCon)
Mit diesen Standard-Musterlösungen sind anspruchsvolle APC-Anwendungen bereits bei kleinen und mittelgroßen An-lagen einfach und kosteneffektiv realisierbar. Ein entspre-chend der Regelungsaufgabe aus der Bibliothek ausgewählter standardisierter APC-Messstellentyp kann zur problemorien-tierten Ermittlung optimaler Lösungen für spezielle Aufgaben-stellungen einfach modifiziert werden.
Weitere höherwertige Regelungsfunktionen lassen sich nicht nur – wie allgemein üblich – über Schnittstellen anbinden, sondern nahtlos als Add-On-Produkte in das Prozessleitsystem integrieren, z. B.
• Fuzzy Control++• Softsensoren (Presto)• Modellprädiktiver Mehrgrößenregler (INCA)• Adaptiver Regler (ADCO)
Gesteuerte Adaption (Gain Scheduling)
Der Baustein GainSched ermöglicht die gleitende Einstellung der Reglerparameter in nicht-linearen Regelstrecken abhängig vom Arbeitspunkt.
Ähnlich dem Polygon-Baustein kann er aus einer kontinuier-lich messbaren Eingangsgröße (Messgröße X), die den Zustand des Prozesses beschreibt, an drei Arbeitspunkten Ausgangsgrößen ableiten, die als Reglerparameter für einen verschalteten Reglerbaustein dienen. Sanfte und stoßfreie Übergänge zwischen den Arbeitspunkten werden durch lineare Interpolation erreicht. Somit kann der GainSched ab-hängig vom Verlauf der Messgröße X gleitend die Parameter des kombinierten PID-Reglers ändern.
• Geeignet für nicht-lineare Prozesse • Drei komplette Parametersätze für drei Arbeitspunkte • Applikationsbeispiele:
- pH-Wert-Regelung (Neutralisierung) mit nicht-linearer Titrations-Kurve
- Temperatur-Regelung von Heizkesseln- Batch-Prozesse mit chemischen Reaktionen
(nicht-lineare Reaktionskinetik)
Messgröße (X)
Regler-Parametersätze
Sollwert
GainScheduler
PID-Regler Prozess
Istwert
Stellgröße
© Siemens AG 2010
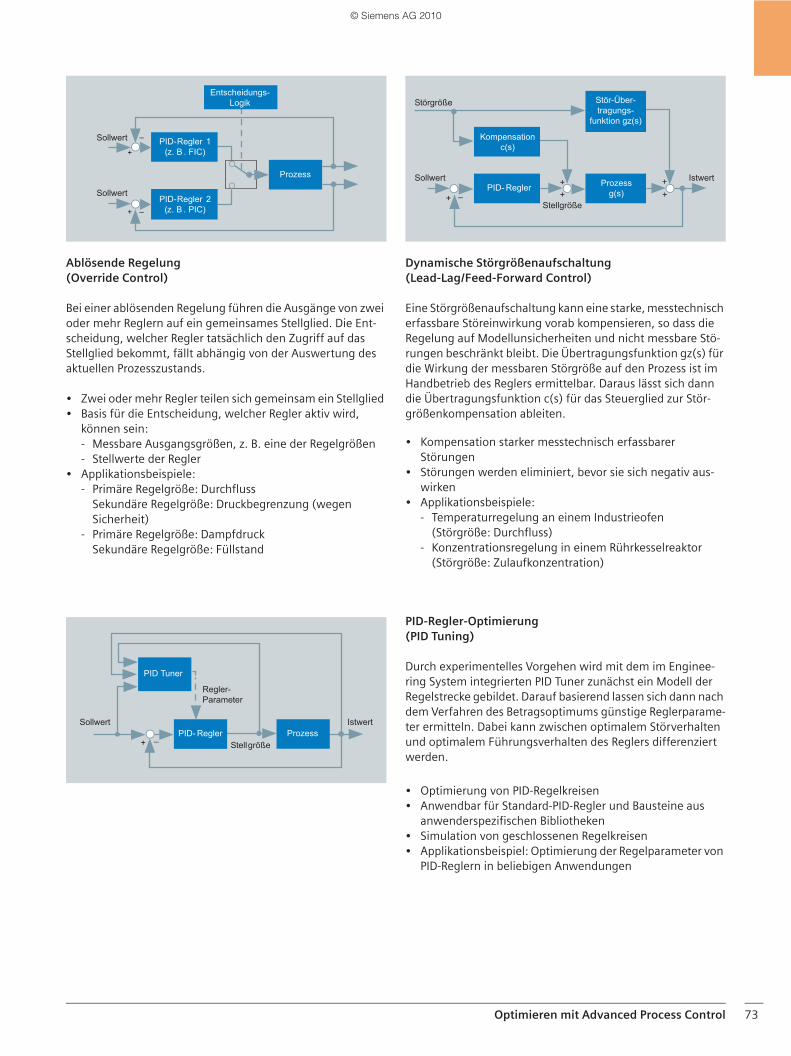
Optimieren mit Advanced Process Control 73
Ablösende Regelung (Override Control)
Bei einer ablösenden Regelung führen die Ausgänge von zwei oder mehr Reglern auf ein gemeinsames Stellglied. Die Ent-scheidung, welcher Regler tatsächlich den Zugriff auf das Stellglied bekommt, fällt abhängig von der Auswertung des aktuellen Prozesszustands.
• Zwei oder mehr Regler teilen sich gemeinsam ein Stellglied • Basis für die Entscheidung, welcher Regler aktiv wird,
können sein:- Messbare Ausgangsgrößen, z. B. eine der Regelgrößen- Stellwerte der Regler
• Applikationsbeispiele:- Primäre Regelgröße: Durchfluss
Sekundäre Regelgröße: Druckbegrenzung (wegen Sicherheit)
- Primäre Regelgröße: DampfdruckSekundäre Regelgröße: Füllstand
Dynamische Störgrößenaufschaltung (Lead-Lag/Feed-Forward Control)
Eine Störgrößenaufschaltung kann eine starke, messtechnisch erfassbare Störeinwirkung vorab kompensieren, so dass die Regelung auf Modellunsicherheiten und nicht messbare Stö-rungen beschränkt bleibt. Die Übertragungsfunktion gz(s) für die Wirkung der messbaren Störgröße auf den Prozess ist im Handbetrieb des Reglers ermittelbar. Daraus lässt sich dann die Übertragungsfunktion c(s) für das Steuerglied zur Stör-größenkompensation ableiten.
• Kompensation starker messtechnisch erfassbarer Störungen
• Störungen werden eliminiert, bevor sie sich negativ aus-wirken
• Applikationsbeispiele:- Temperaturregelung an einem Industrieofen
(Störgröße: Durchfluss)- Konzentrationsregelung in einem Rührkesselreaktor
(Störgröße: Zulaufkonzentration)
PID-Regler-Optimierung (PID Tuning)
Durch experimentelles Vorgehen wird mit dem im Enginee-ring System integrierten PID Tuner zunächst ein Modell der Regelstrecke gebildet. Darauf basierend lassen sich dann nach dem Verfahren des Betragsoptimums günstige Reglerparame-ter ermitteln. Dabei kann zwischen optimalem Störverhalten und optimalem Führungsverhalten des Reglers differenziert werden.
• Optimierung von PID-Regelkreisen• Anwendbar für Standard-PID-Regler und Bausteine aus
anwenderspezifischen Bibliotheken• Simulation von geschlossenen Regelkreisen• Applikationsbeispiel: Optimierung der Regelparameter von
PID-Reglern in beliebigen Anwendungen
+ –
+
–
Prozess
PID- Regler 1(z. B . FIC)
Entscheidungs-Logik
Sollwert
SollwertPID- Regler 2
(z. B . PIC)+ – +
+++ IstwertSollwert
Störgröße
Stellgröße
Kompensationc(s)
Prozessg(s)PID- Regler
Stör-Über-tragungs-
funktion gz(s)
+ –ProzessPID- Regler
Sollwert Istwert
PID Tuner
Stellgröße
Regler-Parameter
© Siemens AG 2010
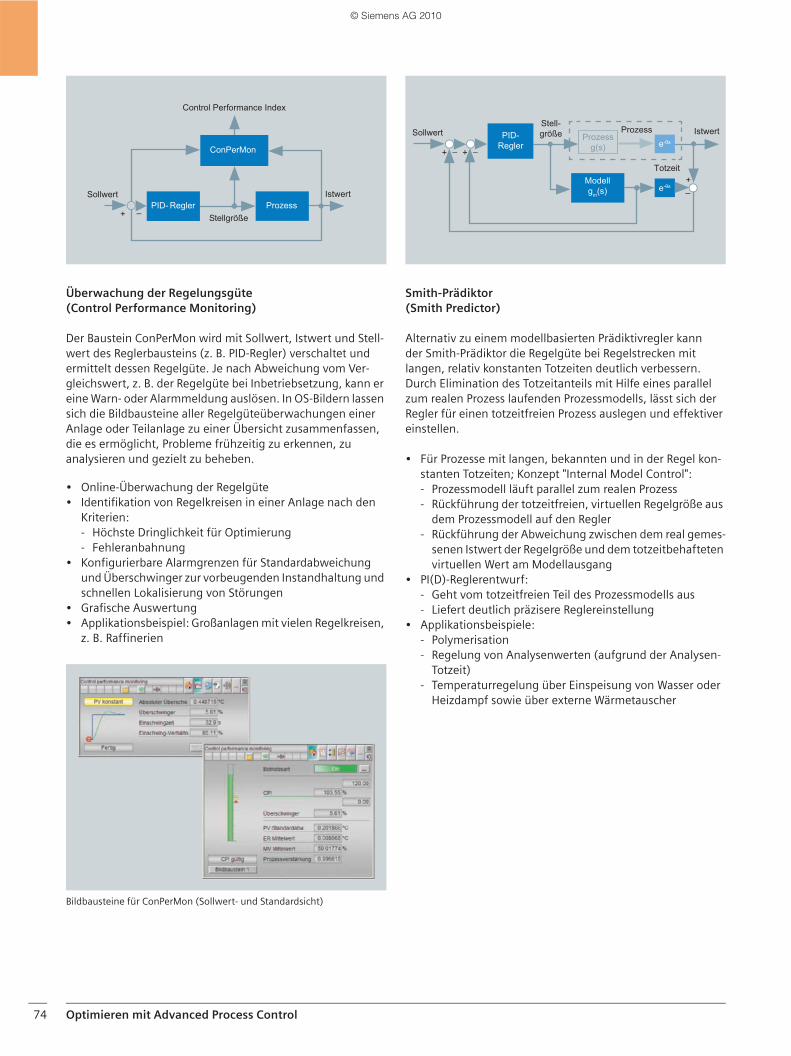
Optimieren mit Advanced Process Control74
Überwachung der Regelungsgüte (Control Performance Monitoring)
Der Baustein ConPerMon wird mit Sollwert, Istwert und Stell-wert des Reglerbausteins (z. B. PID-Regler) verschaltet und ermittelt dessen Regelgüte. Je nach Abweichung vom Ver-gleichswert, z. B. der Regelgüte bei Inbetriebsetzung, kann er eine Warn- oder Alarmmeldung auslösen. In OS-Bildern lassen sich die Bildbausteine aller Regelgüteüberwachungen einer Anlage oder Teilanlage zu einer Übersicht zusammenfassen, die es ermöglicht, Probleme frühzeitig zu erkennen, zu analysieren und gezielt zu beheben.
• Online-Überwachung der Regelgüte• Identifikation von Regelkreisen in einer Anlage nach den
Kriterien:- Höchste Dringlichkeit für Optimierung- Fehleranbahnung
• Konfigurierbare Alarmgrenzen für Standardabweichung und Überschwinger zur vorbeugenden Instandhaltung und schnellen Lokalisierung von Störungen
• Grafische Auswertung• Applikationsbeispiel: Großanlagen mit vielen Regelkreisen,
z. B. Raffinerien
Bildbausteine für ConPerMon (Sollwert- und Standardsicht)
Smith-Prädiktor (Smith Predictor)
Alternativ zu einem modellbasierten Prädiktivregler kann der Smith-Prädiktor die Regelgüte bei Regelstrecken mit langen, relativ konstanten Totzeiten deutlich verbessern. Durch Elimination des Totzeitanteils mit Hilfe eines parallel zum realen Prozess laufenden Prozessmodells, lässt sich der Regler für einen totzeitfreien Prozess auslegen und effektiver einstellen.
• Für Prozesse mit langen, bekannten und in der Regel kon-stanten Totzeiten; Konzept "Internal Model Control":- Prozessmodell läuft parallel zum realen Prozess- Rückführung der totzeitfreien, virtuellen Regelgröße aus
dem Prozessmodell auf den Regler- Rückführung der Abweichung zwischen dem real gemes-
senen Istwert der Regelgröße und dem totzeitbehafteten virtuellen Wert am Modellausgang
• PI(D)-Reglerentwurf:- Geht vom totzeitfreien Teil des Prozessmodells aus- Liefert deutlich präzisere Reglereinstellung
• Applikationsbeispiele:- Polymerisation- Regelung von Analysenwerten (aufgrund der Analysen-
Totzeit)- Temperaturregelung über Einspeisung von Wasser oder
Heizdampf sowie über externe Wärmetauscher
+ –ProzessPID- Regler
Sollwert Istwert
ConPerMon
Control Performance Index
Stellgröße
++ – –e-θs
+–e-θs
Prozessg(s)
PID-Regler
IstwertSollwert
Modellgm(s)
Stell-größe
Totzeit
Prozess
© Siemens AG 2010
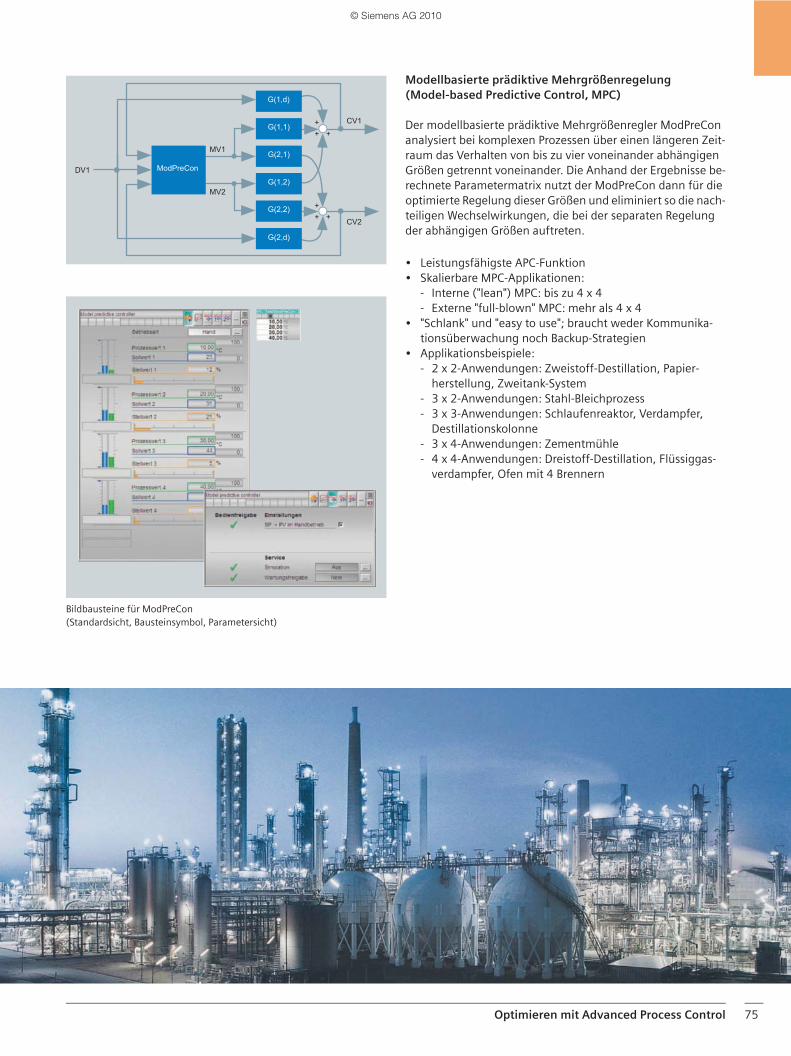
Optimieren mit Advanced Process Control 75
Bildbausteine für ModPreCon (Standardsicht, Bausteinsymbol, Parametersicht)
Modellbasierte prädiktive Mehrgrößenregelung (Model-based Predictive Control, MPC)
Der modellbasierte prädiktive Mehrgrößenregler ModPreCon analysiert bei komplexen Prozessen über einen längeren Zeit-raum das Verhalten von bis zu vier voneinander abhängigen Größen getrennt voneinander. Die Anhand der Ergebnisse be-rechnete Parametermatrix nutzt der ModPreCon dann für die optimierte Regelung dieser Größen und eliminiert so die nach-teiligen Wechselwirkungen, die bei der separaten Regelung der abhängigen Größen auftreten.
• Leistungsfähigste APC-Funktion• Skalierbare MPC-Applikationen:
- Interne ("lean") MPC: bis zu 4 x 4- Externe "full-blown" MPC: mehr als 4 x 4
• "Schlank" und "easy to use"; braucht weder Kommunika-tionsüberwachung noch Backup-Strategien
• Applikationsbeispiele:- 2 x 2-Anwendungen: Zweistoff-Destillation, Papier-
herstellung, Zweitank-System- 3 x 2-Anwendungen: Stahl-Bleichprozess- 3 x 3-Anwendungen: Schlaufenreaktor, Verdampfer,
Destillationskolonne- 3 x 4-Anwendungen: Zementmühle- 4 x 4-Anwendungen: Dreistoff-Destillation, Flüssiggas-
verdampfer, Ofen mit 4 Brennern
++ +
++ +
MV2
MV1
CV1
CV2
DV1 ModPreCon
G(1,d)
G(1,1)
G(2,1)
G(1,2)
G(2,2)
G(2,d)
© Siemens AG 2010
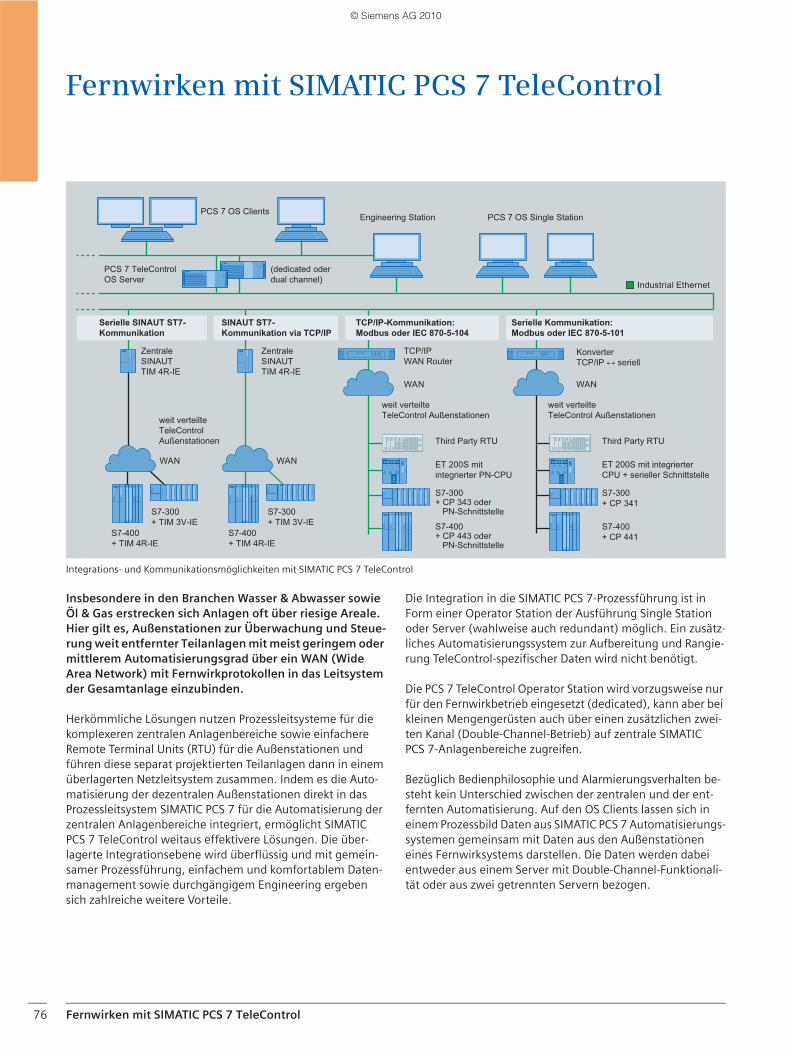
Fernwirken mit SIMATIC PCS 7 TeleControl76
Fernwirken mit SIMATIC PCS 7 TeleControl
Integrations- und Kommunikationsmöglichkeiten mit SIMATIC PCS 7 TeleControl
Insbesondere in den Branchen Wasser & Abwasser sowie Öl & Gas erstrecken sich Anlagen oft über riesige Areale. Hier gilt es, Außenstationen zur Überwachung und Steue-rung weit entfernter Teilanlagen mit meist geringem oder mittlerem Automatisierungsgrad über ein WAN (Wide Area Network) mit Fernwirkprotokollen in das Leitsystem der Gesamtanlage einzubinden.
Herkömmliche Lösungen nutzen Prozessleitsysteme für die komplexeren zentralen Anlagenbereiche sowie einfachere Remote Terminal Units (RTU) für die Außenstationen und führen diese separat projektierten Teilanlagen dann in einem überlagerten Netzleitsystem zusammen. Indem es die Auto-matisierung der dezentralen Außenstationen direkt in das Prozessleitsystem SIMATIC PCS 7 für die Automatisierung der zentralen Anlagenbereiche integriert, ermöglicht SIMATIC PCS 7 TeleControl weitaus effektivere Lösungen. Die über-lagerte Integrationsebene wird überflüssig und mit gemein-samer Prozessführung, einfachem und komfortablem Daten-management sowie durchgängigem Engineering ergeben sich zahlreiche weitere Vorteile.
Die Integration in die SIMATIC PCS 7-Prozessführung ist in Form einer Operator Station der Ausführung Single Station oder Server (wahlweise auch redundant) möglich. Ein zusätz-liches Automatisierungssystem zur Aufbereitung und Rangie-rung TeleControl-spezifischer Daten wird nicht benötigt.
Die PCS 7 TeleControl Operator Station wird vorzugsweise nur für den Fernwirkbetrieb eingesetzt (dedicated), kann aber bei kleinen Mengengerüsten auch über einen zusätzlichen zwei-ten Kanal (Double-Channel-Betrieb) auf zentrale SIMATIC PCS 7-Anlagenbereiche zugreifen.
Bezüglich Bedienphilosophie und Alarmierungsverhalten be-steht kein Unterschied zwischen der zentralen und der ent-fernten Automatisierung. Auf den OS Clients lassen sich in einem Prozessbild Daten aus SIMATIC PCS 7 Automatisierungs-systemen gemeinsam mit Daten aus den Außenstationen eines Fernwirksystems darstellen. Die Daten werden dabei entweder aus einem Server mit Double-Channel-Funktionali-tät oder aus zwei getrennten Servern bezogen.
WAN
WAN WAN
WAN
S7-400 + TIM 4R-IE
S7-300 + TIM 3V-IE
S7-300 + TIM 3V-IE
S7-400 + TIM 4R-IE
S7-400 + CP 441
S7-300 + CP 341
PCS 7 TeleControl OS Server
Engineering StationPCS 7 OS Clients
PCS 7 OS Single Station
(dedicated oder dual channel)
Zentrale SINAUT TIM 4R-IE
weit verteilte TeleControl Außenstationen
weit verteilte TeleControl Außenstationen
weit verteilte TeleControl Außenstationen
Zentrale SINAUT TIM 4R-IE
TCP/IPWAN Router
Konverter TCP/IP ↔ seriell
SINAUT ST7-Kommunikation via TCP/IP
Serielle SINAUT ST7-Kommunikation
TCP/IP-Kommunikation: Modbus oder IEC 870-5-104
Serielle Kommunikation: Modbus oder IEC 870-5-101
Third Party RTUThird Party RTU
ET 200S mit integrierter PN-CPU
ET 200S mit integrierter CPU + serieller Schnittstelle
S7-300 + CP 343 oder PN-Schnittstelle
S7-400 + CP 443 oder PN-Schnittstelle
© Siemens AG 2010
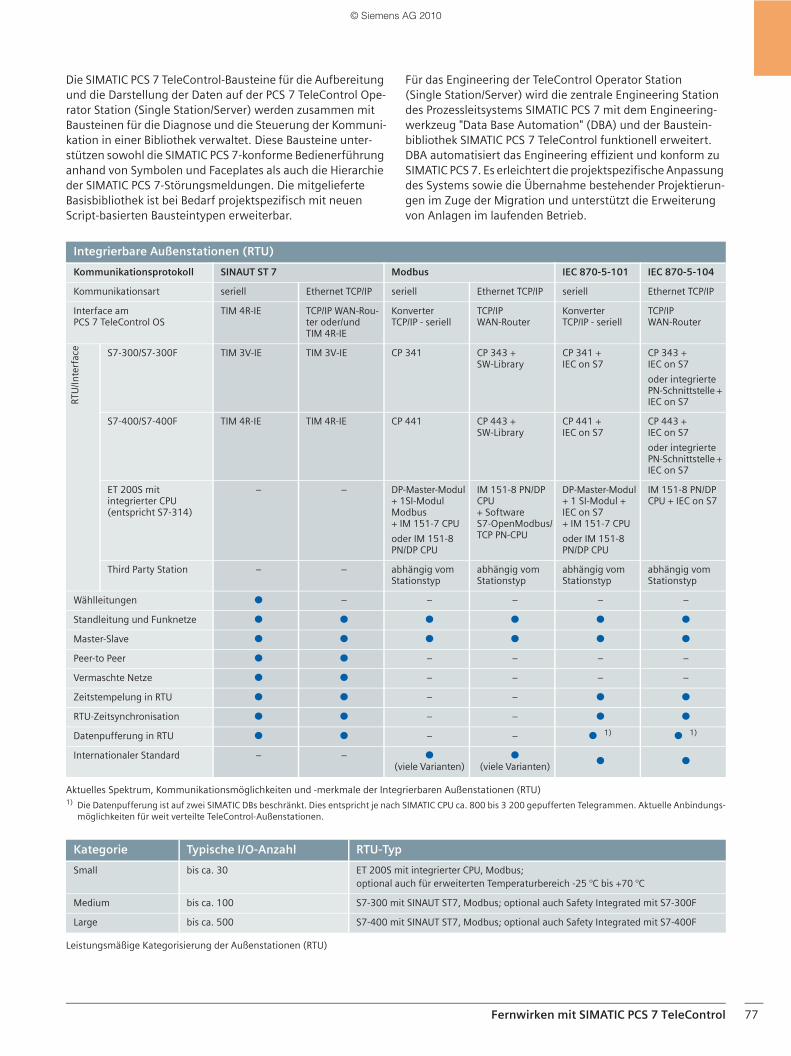
Fernwirken mit SIMATIC PCS 7 TeleControl 77
Die SIMATIC PCS 7 TeleControl-Bausteine für die Aufbereitung und die Darstellung der Daten auf der PCS 7 TeleControl Ope-rator Station (Single Station/Server) werden zusammen mit Bausteinen für die Diagnose und die Steuerung der Kommuni-kation in einer Bibliothek verwaltet. Diese Bausteine unter-stützen sowohl die SIMATIC PCS 7-konforme Bedienerführung anhand von Symbolen und Faceplates als auch die Hierarchie der SIMATIC PCS 7-Störungsmeldungen. Die mitgelieferte Basisbibliothek ist bei Bedarf projektspezifisch mit neuen Script-basierten Bausteintypen erweiterbar.
Für das Engineering der TeleControl Operator Station (Single Station/Server) wird die zentrale Engineering Station des Prozessleitsystems SIMATIC PCS 7 mit dem Engineering-werkzeug "Data Base Automation" (DBA) und der Baustein-bibliothek SIMATIC PCS 7 TeleControl funktionell erweitert. DBA automatisiert das Engineering effizient und konform zu SIMATIC PCS 7. Es erleichtert die projektspezifische Anpassung des Systems sowie die Übernahme bestehender Projektierun-gen im Zuge der Migration und unterstützt die Erweiterung von Anlagen im laufenden Betrieb.
Aktuelles Spektrum, Kommunikationsmöglichkeiten und -merkmale der Integrierbaren Außenstationen (RTU)1) Die Datenpufferung ist auf zwei SIMATIC DBs beschränkt. Dies entspricht je nach SIMATIC CPU ca. 800 bis 3 200 gepufferten Telegrammen. Aktuelle Anbindungs-
möglichkeiten für weit verteilte TeleControl-Außenstationen.
Leistungsmäßige Kategorisierung der Außenstationen (RTU)
Integrierbare Außenstationen (RTU)
Kommunikationsprotokoll SINAUT ST 7 Modbus IEC 870-5-101 IEC 870-5-104
Kommunikationsart seriell Ethernet TCP/IP seriell Ethernet TCP/IP seriell Ethernet TCP/IP
Interface am PCS 7 TeleControl OS
TIM 4R-IE TCP/IP WAN-Rou-ter oder/und TIM 4R-IE
Konverter TCP/IP - seriell
TCP/IP WAN-Router
Konverter TCP/IP - seriell
TCP/IP WAN-Router
RTU
/Inte
rfac
e S7-300/S7-300F TIM 3V-IE TIM 3V-IE CP 341 CP 343 + SW-Library
CP 341 + IEC on S7
CP 343 + IEC on S7
oder integrierte PN-Schnittstelle + IEC on S7
S7-400/S7-400F TIM 4R-IE TIM 4R-IE CP 441 CP 443 + SW-Library
CP 441 + IEC on S7
CP 443 + IEC on S7
oder integrierte PN-Schnittstelle + IEC on S7
ET 200S mit integrierter CPU (entspricht S7-314)
– – DP-Master-Modul + 1SI-Modul Modbus + IM 151-7 CPU
oder IM 151-8 PN/DP CPU
IM 151-8 PN/DP CPU + Software S7-OpenModbus/ TCP PN-CPU
DP-Master-Modul + 1 SI-Modul + IEC on S7 + IM 151-7 CPU
oder IM 151-8 PN/DP CPU
IM 151-8 PN/DP CPU + IEC on S7
Third Party Station – – abhängig vom Stationstyp
abhängig vom Stationstyp
abhängig vom Stationstyp
abhängig vom Stationstyp
Wählleitungen 4 – – – – –
Standleitung und Funknetze 4 4 4 4 4 4
Master-Slave 4 4 4 4 4 4
Peer-to Peer 4 4 – – – –
Vermaschte Netze 4 4 – – – –
Zeitstempelung in RTU 4 4 – – 4 4
RTU-Zeitsynchronisation 4 4 – – 4 4
Datenpufferung in RTU 4 4 – – 4 1)
4 1)
Internationaler Standard – – 4
(viele Varianten)4
(viele Varianten)4 4
Kategorie Typische I/O-Anzahl RTU-Typ
Small bis ca. 30 ET 200S mit integrierter CPU, Modbus; optional auch für erweiterten Temperaturbereich -25 °C bis +70 °C
Medium bis ca. 100 S7-300 mit SINAUT ST7, Modbus; optional auch Safety Integrated mit S7-300F
Large bis ca. 500 S7-400 mit SINAUT ST7, Modbus; optional auch Safety Integrated mit S7-400F
© Siemens AG 2010
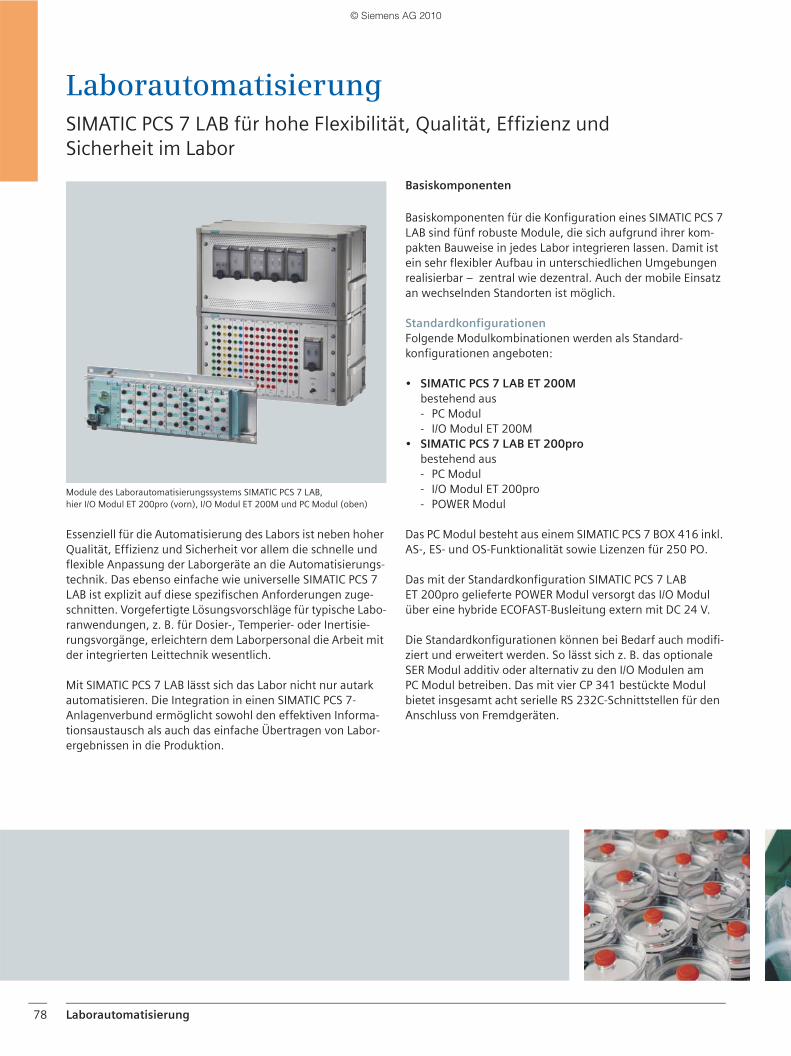
Laborautomatisierung78
LaborautomatisierungSIMATIC PCS 7 LAB für hohe Flexibilität, Qualität, Effizienz und Sicherheit im Labor
Module des Laborautomatisierungssystems SIMATIC PCS 7 LAB,hier I/O Modul ET 200pro (vorn), I/O Modul ET 200M und PC Modul (oben)
Essenziell für die Automatisierung des Labors ist neben hoher Qualität, Effizienz und Sicherheit vor allem die schnelle und flexible Anpassung der Laborgeräte an die Automatisierungs-technik. Das ebenso einfache wie universelle SIMATIC PCS 7 LAB ist explizit auf diese spezifischen Anforderungen zuge-schnitten. Vorgefertigte Lösungsvorschläge für typische Labo-ranwendungen, z. B. für Dosier-, Temperier- oder Inertisie-rungsvorgänge, erleichtern dem Laborpersonal die Arbeit mit der integrierten Leittechnik wesentlich.
Mit SIMATIC PCS 7 LAB lässt sich das Labor nicht nur autark automatisieren. Die Integration in einen SIMATIC PCS 7-Anlagenverbund ermöglicht sowohl den effektiven Informa-tionsaustausch als auch das einfache Übertragen von Labor-ergebnissen in die Produktion.
Basiskomponenten
Basiskomponenten für die Konfiguration eines SIMATIC PCS 7 LAB sind fünf robuste Module, die sich aufgrund ihrer kom-pakten Bauweise in jedes Labor integrieren lassen. Damit ist ein sehr flexibler Aufbau in unterschiedlichen Umgebungen realisierbar – zentral wie dezentral. Auch der mobile Einsatz an wechselnden Standorten ist möglich.
StandardkonfigurationenFolgende Modulkombinationen werden als Standard-konfigurationen angeboten:
• SIMATIC PCS 7 LAB ET 200Mbestehend aus - PC Modul- I/O Modul ET 200M
• SIMATIC PCS 7 LAB ET 200probestehend aus - PC Modul- I/O Modul ET 200pro- POWER Modul
Das PC Modul besteht aus einem SIMATIC PCS 7 BOX 416 inkl. AS-, ES- und OS-Funktionalität sowie Lizenzen für 250 PO.
Das mit der Standardkonfiguration SIMATIC PCS 7 LAB ET 200pro gelieferte POWER Modul versorgt das I/O Modul über eine hybride ECOFAST-Busleitung extern mit DC 24 V.
Die Standardkonfigurationen können bei Bedarf auch modifi-ziert und erweitert werden. So lässt sich z. B. das optionale SER Modul additiv oder alternativ zu den I/O Modulen am PC Modul betreiben. Das mit vier CP 341 bestückte Modul bietet insgesamt acht serielle RS 232C-Schnittstellen für den Anschluss von Fremdgeräten.
© Siemens AG 2010
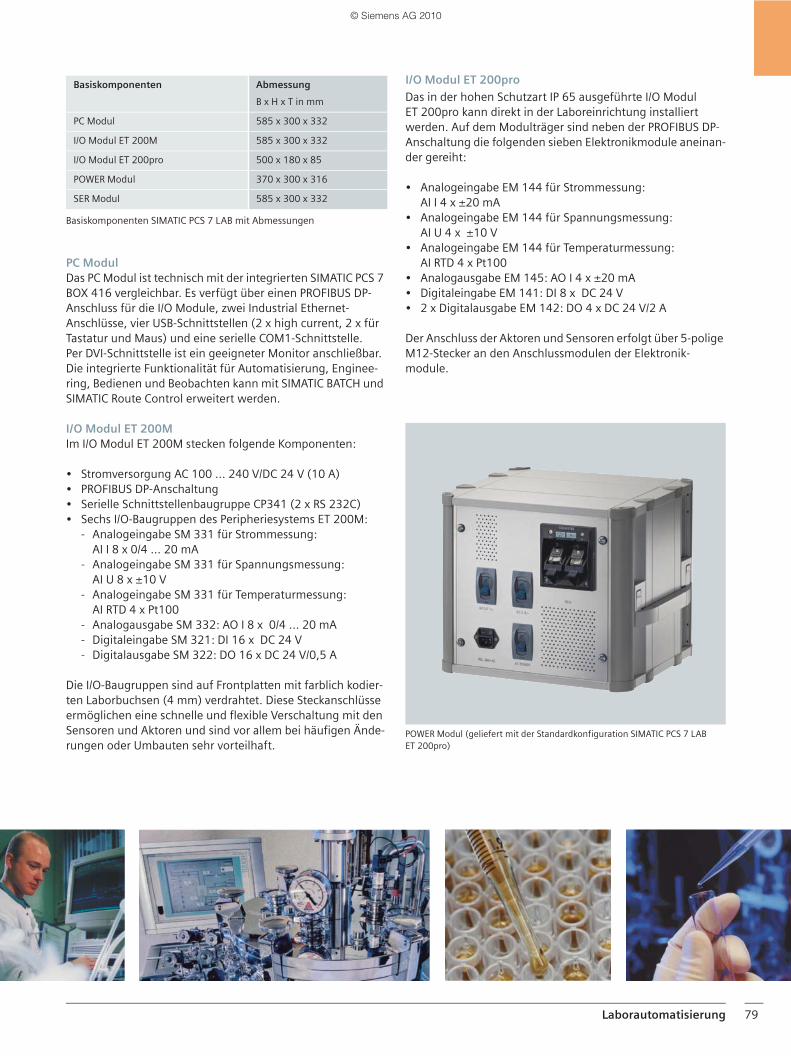
Laborautomatisierung 79
Basiskomponenten SIMATIC PCS 7 LAB mit Abmessungen
PC ModulDas PC Modul ist technisch mit der integrierten SIMATIC PCS 7 BOX 416 vergleichbar. Es verfügt über einen PROFIBUS DP-Anschluss für die I/O Module, zwei Industrial Ethernet-Anschlüsse, vier USB-Schnittstellen (2 x high current, 2 x für Tastatur und Maus) und eine serielle COM1-Schnittstelle. Per DVI-Schnittstelle ist ein geeigneter Monitor anschließbar. Die integrierte Funktionalität für Automatisierung, Enginee-ring, Bedienen und Beobachten kann mit SIMATIC BATCH und SIMATIC Route Control erweitert werden.
I/O Modul ET 200MIm I/O Modul ET 200M stecken folgende Komponenten:
• Stromversorgung AC 100 ... 240 V/DC 24 V (10 A)• PROFIBUS DP-Anschaltung• Serielle Schnittstellenbaugruppe CP341 (2 x RS 232C)• Sechs I/O-Baugruppen des Peripheriesystems ET 200M:
- Analogeingabe SM 331 für Strommessung: AI I 8 x 0/4 ... 20 mA
- Analogeingabe SM 331 für Spannungsmessung: AI U 8 x ±10 V
- Analogeingabe SM 331 für Temperaturmessung: AI RTD 4 x Pt100
- Analogausgabe SM 332: AO I 8 x 0/4 ... 20 mA- Digitaleingabe SM 321: DI 16 x DC 24 V- Digitalausgabe SM 322: DO 16 x DC 24 V/0,5 A
Die I/O-Baugruppen sind auf Frontplatten mit farblich kodier-ten Laborbuchsen (4 mm) verdrahtet. Diese Steckanschlüsse ermöglichen eine schnelle und flexible Verschaltung mit den Sensoren und Aktoren und sind vor allem bei häufigen Ände-rungen oder Umbauten sehr vorteilhaft.
I/O Modul ET 200pro
Das in der hohen Schutzart IP 65 ausgeführte I/O Modul ET 200pro kann direkt in der Laboreinrichtung installiert werden. Auf dem Modulträger sind neben der PROFIBUS DP-Anschaltung die folgenden sieben Elektronikmodule aneinan-der gereiht:
• Analogeingabe EM 144 für Strommessung: AI I 4 x ±20 mA
• Analogeingabe EM 144 für Spannungsmessung: AI U 4 x ±10 V
• Analogeingabe EM 144 für Temperaturmessung: AI RTD 4 x Pt100
• Analogausgabe EM 145: AO I 4 x ±20 mA • Digitaleingabe EM 141: DI 8 x DC 24 V• 2 x Digitalausgabe EM 142: DO 4 x DC 24 V/2 A
Der Anschluss der Aktoren und Sensoren erfolgt über 5-polige M12-Stecker an den Anschlussmodulen der Elektronik-module.
POWER Modul (geliefert mit der Standardkonfiguration SIMATIC PCS 7 LAB ET 200pro)
Basiskomponenten Abmessung
B x H x T in mm
PC Modul 585 x 300 x 332
I/O Modul ET 200M 585 x 300 x 332
I/O Modul ET 200pro 500 x 180 x 85
POWER Modul 370 x 300 x 316
SER Modul 585 x 300 x 332
© Siemens AG 2010
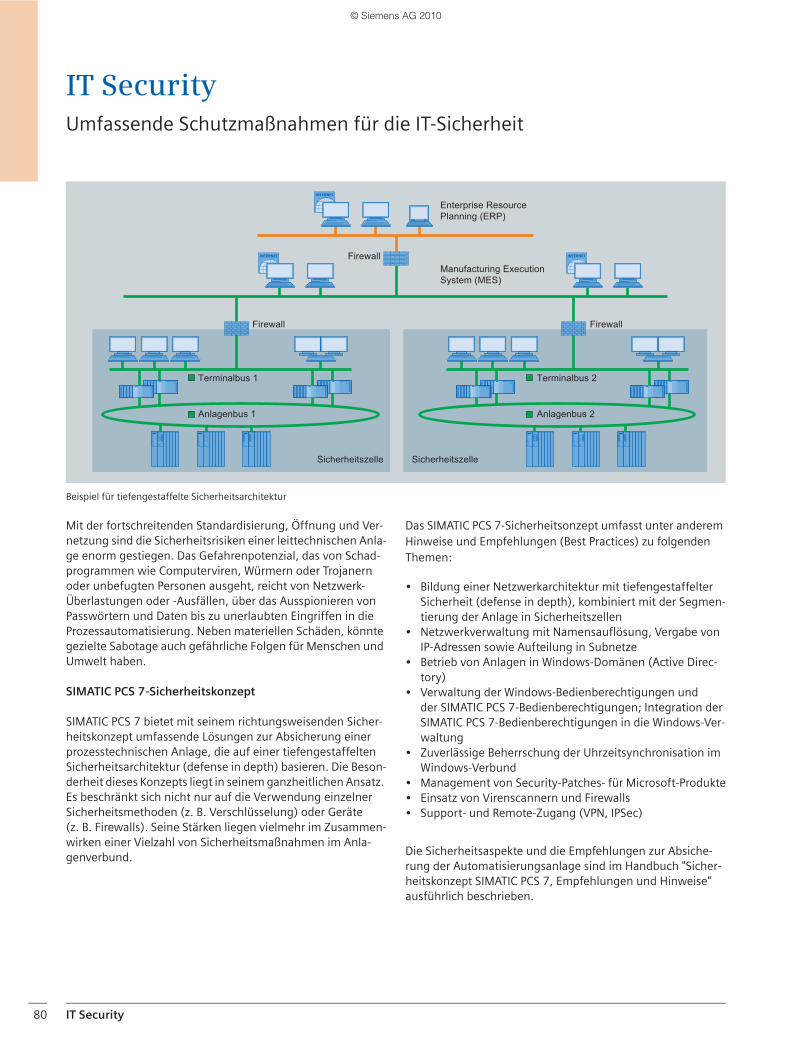
IT Security80
IT SecurityUmfassende Schutzmaßnahmen für die IT-Sicherheit
Beispiel für tiefengestaffelte Sicherheitsarchitektur
Mit der fortschreitenden Standardisierung, Öffnung und Ver-netzung sind die Sicherheitsrisiken einer leittechnischen Anla-ge enorm gestiegen. Das Gefahrenpotenzial, das von Schad-programmen wie Computerviren, Würmern oder Trojanern oder unbefugten Personen ausgeht, reicht von Netzwerk-Überlastungen oder -Ausfällen, über das Ausspionieren von Passwörtern und Daten bis zu unerlaubten Eingriffen in die Prozessautomatisierung. Neben materiellen Schäden, könnte gezielte Sabotage auch gefährliche Folgen für Menschen und Umwelt haben.
SIMATIC PCS 7-Sicherheitskonzept
SIMATIC PCS 7 bietet mit seinem richtungsweisenden Sicher-heitskonzept umfassende Lösungen zur Absicherung einer prozesstechnischen Anlage, die auf einer tiefengestaffelten Sicherheitsarchitektur (defense in depth) basieren. Die Beson-derheit dieses Konzepts liegt in seinem ganzheitlichen Ansatz. Es beschränkt sich nicht nur auf die Verwendung einzelner Sicherheitsmethoden (z. B. Verschlüsselung) oder Geräte (z. B. Firewalls). Seine Stärken liegen vielmehr im Zusammen-wirken einer Vielzahl von Sicherheitsmaßnahmen im Anla-genverbund.
Das SIMATIC PCS 7-Sicherheitsonzept umfasst unter anderem Hinweise und Empfehlungen (Best Practices) zu folgenden Themen:
• Bildung einer Netzwerkarchitektur mit tiefengestaffelter Sicherheit (defense in depth), kombiniert mit der Segmen-tierung der Anlage in Sicherheitszellen
• Netzwerkverwaltung mit Namensauflösung, Vergabe von IP-Adressen sowie Aufteilung in Subnetze
• Betrieb von Anlagen in Windows-Domänen (Active Direc-tory)
• Verwaltung der Windows-Bedienberechtigungen und der SIMATIC PCS 7-Bedienberechtigungen; Integration der SIMATIC PCS 7-Bedienberechtigungen in die Windows-Ver-waltung
• Zuverlässige Beherrschung der Uhrzeitsynchronisation im Windows-Verbund
• Management von Security-Patches- für Microsoft-Produkte• Einsatz von Virenscannern und Firewalls• Support- und Remote-Zugang (VPN, IPSec)
Die Sicherheitsaspekte und die Empfehlungen zur Absiche-rung der Automatisierungsanlage sind im Handbuch "Sicher-heitskonzept SIMATIC PCS 7, Empfehlungen und Hinweise" ausführlich beschrieben.
INTERNET
INTERNET
INTERNET
Anlagenbus 1 Anlagenbus 2
Terminalbus 1 Terminalbus 2
Sicherheitszelle
Firewall
Firewall Firewall
Sicherheitszelle
Manufacturing Execution System (MES)
Enterprise Resource Planning (ERP)
© Siemens AG 2010
IT Security 81
Industrial Security Module SCALANCE S
Systemunterstützung für das Sicherheitskonzept
Systemseitig unterstützt SIMATIC PCS 7 die Realisierung von Richtlinien und Empfehlungen des Sicherheitskonzepts durch:
• Kompatibilität mit den aktuellen Versionen der Viren-scanner Trend Micro OfficeScan, McAfee Virusscan und Symantec Norton AntiVirus
• Anwendung der lokalen Windows XP Firewall• SIMATIC Security Control (SSC) für die automatische Ein-
stellung sicherheitsrelevanter Parameter von DCOM, Registry und Windows Firewall bereits beim Setup
• Bedienerverwaltung und -authentifizierung per SIMATIC Logon
• Integration der Industrial Security Modules SCALANCE S602, S612, S613
Industrial Security Module SCALANCE S
Im Betrieb als Firewall können die Industrial Security Module SCALANCE S602, S612 und S613 industrielle Systeme/Geräte oder Netzsegmente eines Ethernet-Netzwerkes gegen unbe-fugte Zugriffe absichern. SCALANCE S612 und S613 schützen durch Verschlüsselung und Authentifizierung (VPN) zudem die Datenübertragung zwischen Systemen/Geräten oder Netz-segmenten gegen Datenmanipulation und Spionage.
In der Studie "IT Security for Process Control Using Siemens SIMATIC PCS 7" vom September 2007 bestätigt die ARC Advisory Group, dass Siemens über ein effizientes, ganzheitliches Sicherheitskonzept für das Prozessleit-system SIMATIC PCS 7 verfügt. Weitere Informationen siehe unter: www.siemens.com/pcs7/safety_security
© Siemens AG 2010
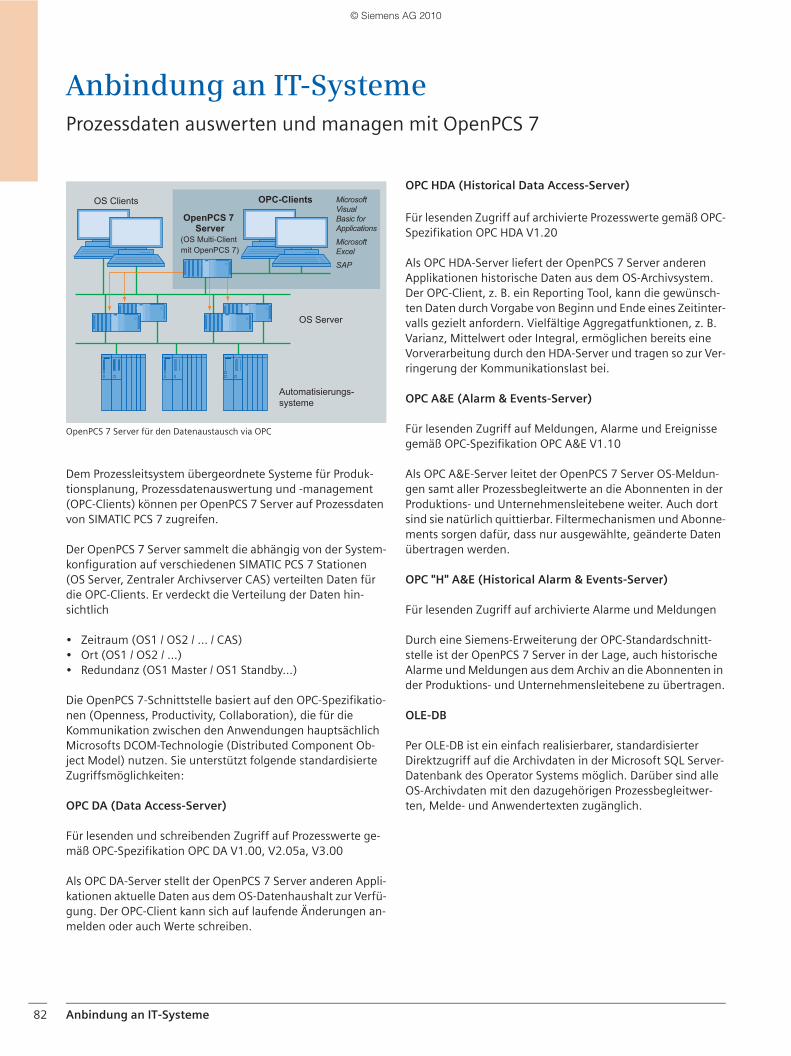
Anbindung an IT-Systeme82
Anbindung an IT-SystemeProzessdaten auswerten und managen mit OpenPCS 7
OpenPCS 7 Server für den Datenaustausch via OPC
Dem Prozessleitsystem übergeordnete Systeme für Produk-tionsplanung, Prozessdatenauswertung und -management (OPC-Clients) können per OpenPCS 7 Server auf Prozessdaten von SIMATIC PCS 7 zugreifen.
Der OpenPCS 7 Server sammelt die abhängig von der System-konfiguration auf verschiedenen SIMATIC PCS 7 Stationen (OS Server, Zentraler Archivserver CAS) verteilten Daten für die OPC-Clients. Er verdeckt die Verteilung der Daten hin-sichtlich
• Zeitraum (OS1 / OS2 / ... / CAS)• Ort (OS1 / OS2 / ...)• Redundanz (OS1 Master / OS1 Standby...)
Die OpenPCS 7-Schnittstelle basiert auf den OPC-Spezifikatio-nen (Openness, Productivity, Collaboration), die für die Kommunikation zwischen den Anwendungen hauptsächlich Microsofts DCOM-Technologie (Distributed Component Ob-ject Model) nutzen. Sie unterstützt folgende standardisierte Zugriffsmöglichkeiten:
OPC DA (Data Access-Server)
Für lesenden und schreibenden Zugriff auf Prozesswerte ge-mäß OPC-Spezifikation OPC DA V1.00, V2.05a, V3.00
Als OPC DA-Server stellt der OpenPCS 7 Server anderen Appli-kationen aktuelle Daten aus dem OS-Datenhaushalt zur Verfü-gung. Der OPC-Client kann sich auf laufende Änderungen an-melden oder auch Werte schreiben.
OPC HDA (Historical Data Access-Server)
Für lesenden Zugriff auf archivierte Prozesswerte gemäß OPC-Spezifikation OPC HDA V1.20
Als OPC HDA-Server liefert der OpenPCS 7 Server anderen Applikationen historische Daten aus dem OS-Archivsystem. Der OPC-Client, z. B. ein Reporting Tool, kann die gewünsch-ten Daten durch Vorgabe von Beginn und Ende eines Zeitinter-valls gezielt anfordern. Vielfältige Aggregatfunktionen, z. B. Varianz, Mittelwert oder Integral, ermöglichen bereits eine Vorverarbeitung durch den HDA-Server und tragen so zur Ver-ringerung der Kommunikationslast bei.
OPC A&E (Alarm & Events-Server)
Für lesenden Zugriff auf Meldungen, Alarme und Ereignisse gemäß OPC-Spezifikation OPC A&E V1.10
Als OPC A&E-Server leitet der OpenPCS 7 Server OS-Meldun-gen samt aller Prozessbegleitwerte an die Abonnenten in der Produktions- und Unternehmensleitebene weiter. Auch dort sind sie natürlich quittierbar. Filtermechanismen und Abonne-ments sorgen dafür, dass nur ausgewählte, geänderte Daten übertragen werden.
OPC "H" A&E (Historical Alarm & Events-Server)
Für lesenden Zugriff auf archivierte Alarme und Meldungen
Durch eine Siemens-Erweiterung der OPC-Standardschnitt-stelle ist der OpenPCS 7 Server in der Lage, auch historische Alarme und Meldungen aus dem Archiv an die Abonnenten in der Produktions- und Unternehmensleitebene zu übertragen.
OLE-DB
Per OLE-DB ist ein einfach realisierbarer, standardisierter Direktzugriff auf die Archivdaten in der Microsoft SQL Server-Datenbank des Operator Systems möglich. Darüber sind alle OS-Archivdaten mit den dazugehörigen Prozessbegleitwer-ten, Melde- und Anwendertexten zugänglich.
Microsoft Visual Basic for Applications
Microsoft Excel
SAP
OPC-ClientsOS Clients
OS Server
OpenPCS 7 Server
(OS Multi-Client mit OpenPCS 7)
Automatisierungs-systeme
© Siemens AG 2010
Anbindung an IT-Systeme 83
Integration und Synchronisation aller Geschäftsprozesse mit SIMATIC IT
Manufacturing Execution Systeme (MES), wie SIMATIC IT von Siemens, ermöglichen eine effektive Integration von Produkt-prozessen und Warenwirtschaftssystemen. Sie unterstützen in jeder Produktionsphase bei der Koordinierung aller herstel-lungsrelevanten Betriebsmittel und Anwendungen.
Mit SIMATIC IT kann man das gesamte Herstellungswissen modellieren, die Betriebsprozesse präzise definieren und in Echtzeit Daten aus der ERP- und der Produktionsebene erfas-sen. Damit ist es möglich, betriebliche Prozesse effektiver zu steuern, Ausfallzeiten, Produktionsabfall und Nacharbeiten zu minimieren, die Lagerhaltung zu optimieren sowie schnell und flexibel auf unterschiedliche Kundenwünsche zu reagie- ren.
Das Modell der Geschäfts- und Produktionsprozesse ist trans-parent, verständlich und unabhängig von den Steuerungssys-temen. Selbst komplexe Geschäfts- und Produktionsprozesse lassen sich leicht modellieren. Spätere Änderungen können problemlos und effizient eingebunden werden.
Die Modellierung der Geschäfts- und Produktionsprozesse mit SIMATIC IT ermöglicht neben der lückenlosen Dokumentation zugleich den wirksamen Schutz des eingesetzten Know-hows.
Die Anlagen- und Produktionsmodelle können in Bibliotheken gespeichert und dann in anderen Projekten erneut verwendet werden. Auf diese Weise sind sie an jedem Unternehmens-standort zur Standardisierung der Abläufe nutzbar. Die "besten Praktiken" stehen somit überall zur Verfügung. Dies verhindert Implementierungsfehler, gibt Investitionssicher-heit, verringert die Einführungs- und Wartungskosten und führt zu einer deutlichen Verkürzung der Projektdauer.
Produktarchitektur und Funktionalität von SIMATIC IT sind konform zu ISA-95, der international anerkannten Norm für Manufacturing Execution Systeme und Manufacturing Opera-tion Management.
SIMATIC IT Bundles
SIMATIC IT besteht aus diversen Komponenten für dedizierte Aufgaben, die der SIMATIC IT Production Modeler koordiniert. Die Realisierung der Grundfunktionen erfolgt mit SIMATIC IT Components in Form folgender Produkt-Bundles:
SIMATIC IT Plant Intelligence Definiert Key Performance-Indikatoren konform mit dem Anlagenmodell zur realistischen Bewertung der Anlage.
SIMATIC IT Genealogy Management Für das Materialmanagement im gesamten Unternehmen unter Berücksichtigung der gesetzlichen Bestimmungen.
SIMATIC IT Order Management Für die Auftragsverwaltung von der Planung bis zur Ausfüh-rung, inkl. Terminierung, Disposition, Überwachung und Protokollierung.
Das Produkt-Portfolio wird durch weitere Bundles abgerundet, z. B. SIMATIC IT Basic Tracking & Tracing, SIMATIC IT Basic Pro-duction Management oder SIMATIC IT Production Suite.
Jedes Bundle ist optional erweiterbar, z. B. mit:
• SIMATIC IT PDS-I (Predictive Detailed Scheduler - Inter-active)
• SIMATIC IT Report Manager • SIMATIC IT OEE-DTM Option (Overall Equipment Efficiency/
Down Time Management) • SIMATIC IT SPC (Statistical Process Control)
Komplettiert wird die MES-Produktpalette von SIMATIC IT durch Komponenten für spezielle ISA-95-Funktionen:
• SIMATIC IT Unilab • SIMATIC IT Interspec• SIMATIC IT XHQ
© Siemens AG 2010
Kompaktsysteme84
KompaktsystemeSIMATIC PCS 7 BOX - Komplettes Leitsystem im kompakten Design
SIMATIC PCS 7 BOX bereichern das SIMATIC PCS 7-Produkt-spektrum mit preisgünstigen, vielseitigen Kompaktsyste-men, die sowohl stand-alone als auch im Anlagenverbund betreibbar sind. Sie sind ausgestattet mit der Funktiona-lität für Automatisierung sowie Bedienung und Beobach-tung, optional auch für Engineering. Kombiniert mit de-zentraler Prozessperipherie am PROFIBUS repräsentieren sie jeweils ein komplettes Prozessleitsystem SIMATIC PCS 7.
Mit der auf 2 000 Prozessobjekte (PO) limitierten Engineering und Runtime Software SIMATIC PCS 7, ausgezeichneten physi-kalischen Eigenschaften und geringen Abmessungen sind SIMATIC PCS 7 BOX prädestiniert für die anlagennahe Automa-tisierung von:
• Kleinen Applikationen/Teilanlagen in der Produktion• Package Units (in sich abgeschlossene Teilprozesse)• Labors oder Instituten
Sie sind darüber hinaus auch als Schulungs-/Trainingssysteme für das Betriebs- und Servicepersonal hervorragend geeignet.
Die Verwendung von SIMATIC PCS 7-Standardkomponenten garantiert Skalierbarkeit und uneingeschränkte Erweiterbar-keit – ohne Kompatibilitätsbruch. Bei steigenden Anforderun-gen, z. B. wenn eine Testanlage später im größeren Maßstab produktiv betrieben werden soll, ist eine Erweiterung mit SIMATIC PCS 7-Systemkomponenten ebenso problemlos mög-lich wie die Integration in die Produktionsanlage.
Das aktuelle Angebot umfasst zwei leistungsmäßig abgestufte SIMATIC PCS 7 BOX:
• SIMATIC PCS 7 BOX RTXmit Software Controller WinAC RTX; realisierbares AS-Mengengerüst vergleichbar mit AS 414
• SIMATIC PCS 7 BOX 416 mit Hardware Controller WinAC Slot 416; realisierbares AS-Mengengerüst vergleichbar mit AS 416
Diese sind jeweils in zwei Ausstattungsvarianten lieferbar:
• SIMATIC PCS 7-Komplettsystem mit AS-, ES- und OS-Funktionalität inkl. Lizenzen für 250 PO
• SIMATIC PCS 7-Runtime-System mit AS- und OS-Funktionalität inkl. Lizenzen für 250 PO
Alle sind mit zwei PROFIBUS DP-Schnittstellen für den Anschluss der dezentralen Prozessperipherie sowie zwei 10/100/1000Mbit/s Ethernet-Schnittstellen RJ45 für die Integration in den Anlagenverbund ausgestattet.
Die Projektierung ist entweder über die im SIMATIC PCS 7 BOX integrierte Engineering Software oder per SIMATIC PCS 7 Engineering System möglich.
Mit der integrierten Diagnosesoftware SIMATIC PC DiagMonitor lassen sich die SIMATIC PCS 7 BOX in das PCS 7 Asset Management einbeziehen. In diesem Kontext sind sie auch als Maintenance Station betreibbar.
© Siemens AG 2010
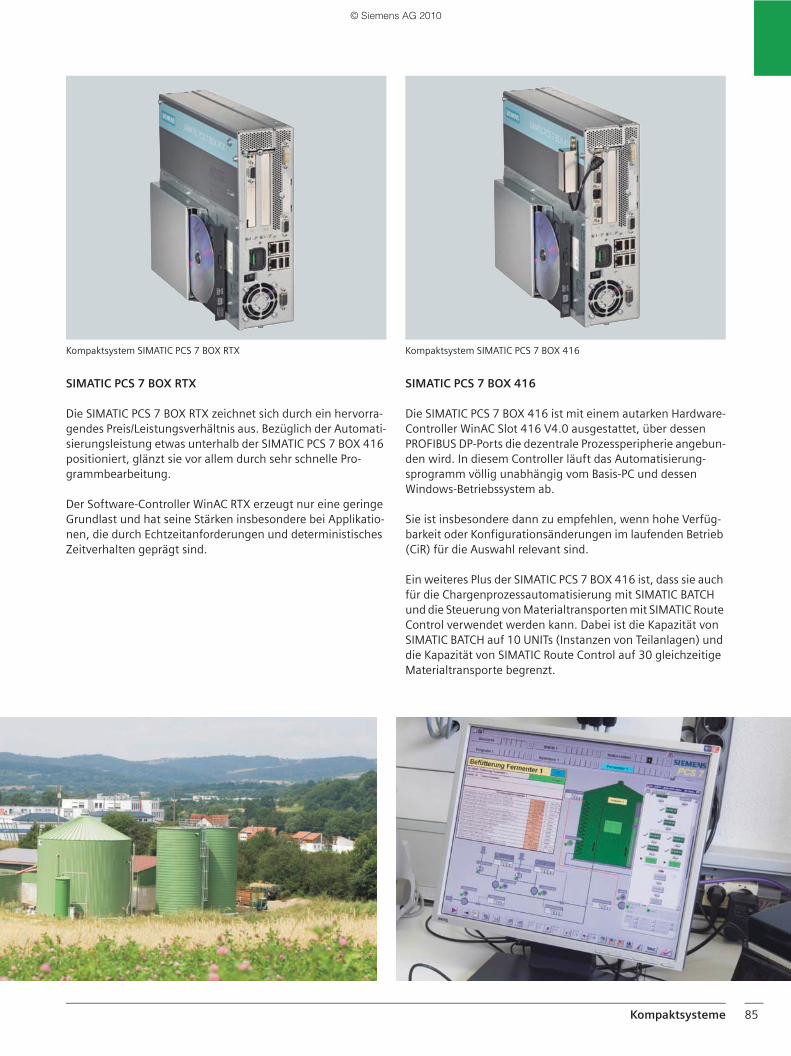
Kompaktsysteme 85
Kompaktsystem SIMATIC PCS 7 BOX RTX
SIMATIC PCS 7 BOX RTX
Die SIMATIC PCS 7 BOX RTX zeichnet sich durch ein hervorra-gendes Preis/Leistungsverhältnis aus. Bezüglich der Automati-sierungsleistung etwas unterhalb der SIMATIC PCS 7 BOX 416 positioniert, glänzt sie vor allem durch sehr schnelle Pro-grammbearbeitung.
Der Software-Controller WinAC RTX erzeugt nur eine geringe Grundlast und hat seine Stärken insbesondere bei Applikatio-nen, die durch Echtzeitanforderungen und deterministisches Zeitverhalten geprägt sind.
Kompaktsystem SIMATIC PCS 7 BOX 416
SIMATIC PCS 7 BOX 416
Die SIMATIC PCS 7 BOX 416 ist mit einem autarken Hardware-Controller WinAC Slot 416 V4.0 ausgestattet, über dessen PROFIBUS DP-Ports die dezentrale Prozessperipherie angebun-den wird. In diesem Controller läuft das Automatisierung-sprogramm völlig unabhängig vom Basis-PC und dessen Windows-Betriebssystem ab.
Sie ist insbesondere dann zu empfehlen, wenn hohe Verfüg-barkeit oder Konfigurationsänderungen im laufenden Betrieb (CiR) für die Auswahl relevant sind.
Ein weiteres Plus der SIMATIC PCS 7 BOX 416 ist, dass sie auch für die Chargenprozessautomatisierung mit SIMATIC BATCH und die Steuerung von Materialtransporten mit SIMATIC Route Control verwendet werden kann. Dabei ist die Kapazität von SIMATIC BATCH auf 10 UNITs (Instanzen von Teilanlagen) und die Kapazität von SIMATIC Route Control auf 30 gleichzeitige Materialtransporte begrenzt.
© Siemens AG 2010
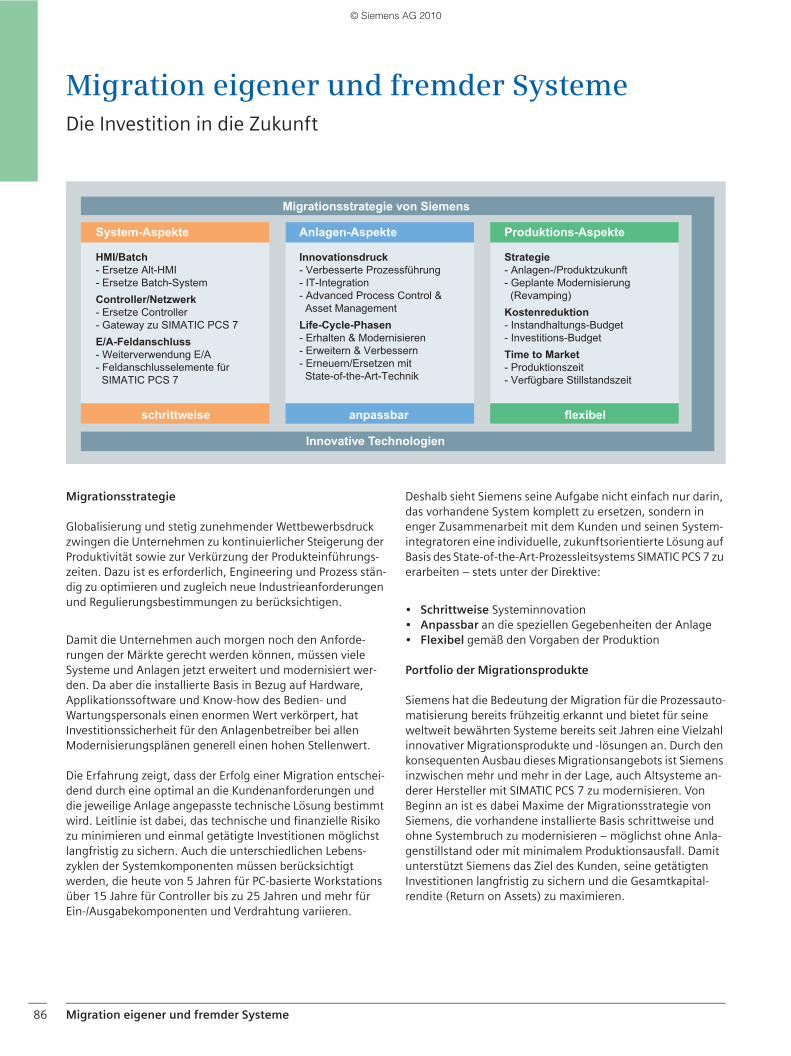
Migration eigener und fremder Systeme86
Migration eigener und fremder SystemeDie Investition in die Zukunft
Migrationsstrategie
Globalisierung und stetig zunehmender Wettbewerbsdruck zwingen die Unternehmen zu kontinuierlicher Steigerung der Produktivität sowie zur Verkürzung der Produkteinführungs-zeiten. Dazu ist es erforderlich, Engineering und Prozess stän-dig zu optimieren und zugleich neue Industrieanforderungen und Regulierungsbestimmungen zu berücksichtigen.
Damit die Unternehmen auch morgen noch den Anforde-rungen der Märkte gerecht werden können, müssen viele Systeme und Anlagen jetzt erweitert und modernisiert wer-den. Da aber die installierte Basis in Bezug auf Hardware, Applikationssoftware und Know-how des Bedien- und Wartungspersonals einen enormen Wert verkörpert, hat Investitionssicherheit für den Anlagenbetreiber bei allen Modernisierungsplänen generell einen hohen Stellenwert.
Die Erfahrung zeigt, dass der Erfolg einer Migration entschei-dend durch eine optimal an die Kundenanforderungen und die jeweilige Anlage angepasste technische Lösung bestimmt wird. Leitlinie ist dabei, das technische und finanzielle Risiko zu minimieren und einmal getätigte Investitionen möglichst langfristig zu sichern. Auch die unterschiedlichen Lebens-zyklen der Systemkomponenten müssen berücksichtigt werden, die heute von 5 Jahren für PC-basierte Workstations über 15 Jahre für Controller bis zu 25 Jahren und mehr für Ein-/Ausgabekomponenten und Verdrahtung variieren.
Deshalb sieht Siemens seine Aufgabe nicht einfach nur darin, das vorhandene System komplett zu ersetzen, sondern in enger Zusammenarbeit mit dem Kunden und seinen System-integratoren eine individuelle, zukunftsorientierte Lösung auf Basis des State-of-the-Art-Prozessleitsystems SIMATIC PCS 7 zu erarbeiten – stets unter der Direktive:
• Schrittweise Systeminnovation• Anpassbar an die speziellen Gegebenheiten der Anlage• Flexibel gemäß den Vorgaben der Produktion
Portfolio der Migrationsprodukte
Siemens hat die Bedeutung der Migration für die Prozessauto-matisierung bereits frühzeitig erkannt und bietet für seine weltweit bewährten Systeme bereits seit Jahren eine Vielzahl innovativer Migrationsprodukte und -lösungen an. Durch den konsequenten Ausbau dieses Migrationsangebots ist Siemens inzwischen mehr und mehr in der Lage, auch Altsysteme an-derer Hersteller mit SIMATIC PCS 7 zu modernisieren. Von Beginn an ist es dabei Maxime der Migrationsstrategie von Siemens, die vorhandene installierte Basis schrittweise und ohne Systembruch zu modernisieren – möglichst ohne Anla-genstillstand oder mit minimalem Produktionsausfall. Damit unterstützt Siemens das Ziel des Kunden, seine getätigten Investitionen langfristig zu sichern und die Gesamtkapital-rendite (Return on Assets) zu maximieren.
System-Aspekte
HMI/Batch- Ersetze Alt-HMI- Ersetze Batch-SystemController/Netzwerk- Ersetze Controller- Gateway zu SIMATIC PCS 7 E/A-Feldanschluss- Weiterverwendung E/A- Feldanschlusselemente für SIMATIC PCS 7
Strategie- Anlagen-/Produktzukunft- Geplante Modernisierung (Revamping)Kostenreduktion- Instandhaltungs-Budget- Investitions-BudgetTime to Market- Produktionszeit- Verfügbare Stillstandszeit
Innovationsdruck- Verbesserte Prozessführung- IT-Integration- Advanced Process Control & Asset ManagementLife-Cycle-Phasen- Erhalten & Modernisieren- Erweitern & Verbessern- Erneuern/Ersetzen mit State-of-the-Art-Technik
Migrationsstrategie von Siemens
Anlagen-Aspekte Produktions-Aspekte
Innovative Technologien
flexibelanpassbarschrittweise
© Siemens AG 2010
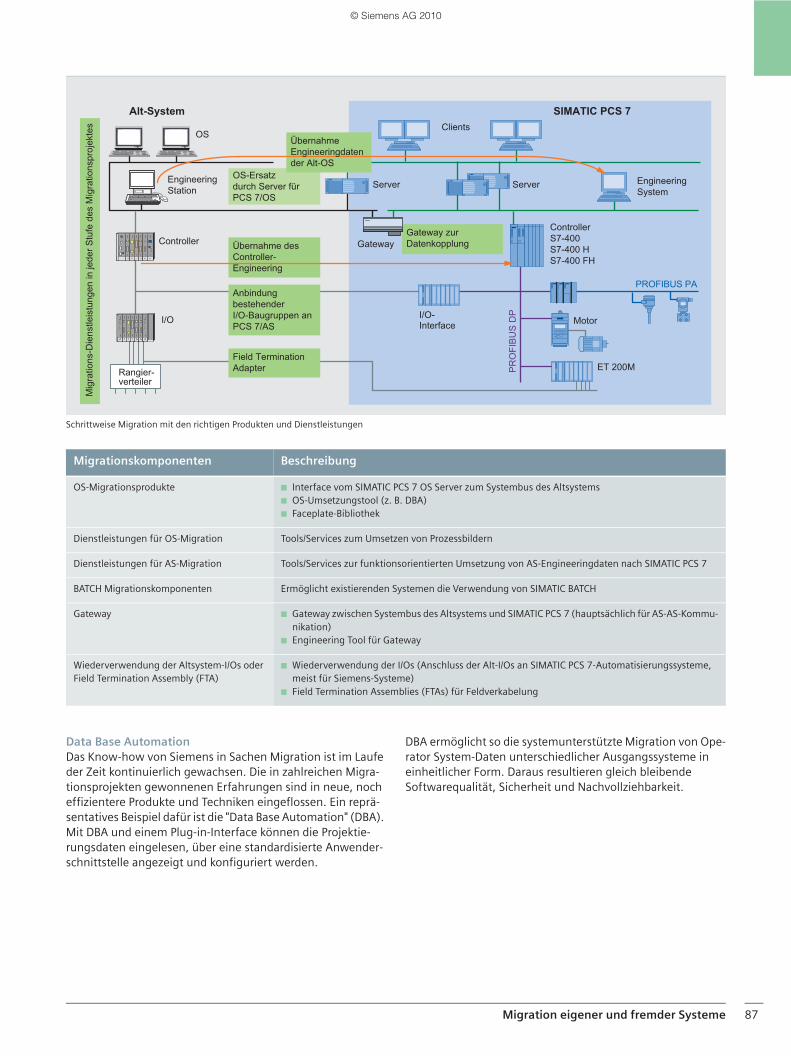
Migration eigener und fremder Systeme 87
Schrittweise Migration mit den richtigen Produkten und Dienstleistungen
Data Base AutomationDas Know-how von Siemens in Sachen Migration ist im Laufe der Zeit kontinuierlich gewachsen. Die in zahlreichen Migra-tionsprojekten gewonnenen Erfahrungen sind in neue, noch effizientere Produkte und Techniken eingeflossen. Ein reprä-sentatives Beispiel dafür ist die "Data Base Automation" (DBA). Mit DBA und einem Plug-in-Interface können die Projektie-rungsdaten eingelesen, über eine standardisierte Anwender-schnittstelle angezeigt und konfiguriert werden.
DBA ermöglicht so die systemunterstützte Migration von Ope-rator System-Daten unterschiedlicher Ausgangssysteme in einheitlicher Form. Daraus resultieren gleich bleibende Softwarequalität, Sicherheit und Nachvollziehbarkeit.
Migrationskomponenten Beschreibung
OS-Migrationsprodukte ■ Interface vom SIMATIC PCS 7 OS Server zum Systembus des Altsystems■ OS-Umsetzungstool (z. B. DBA)■ Faceplate-Bibliothek
Dienstleistungen für OS-Migration Tools/Services zum Umsetzen von Prozessbildern
Dienstleistungen für AS-Migration Tools/Services zur funktionsorientierten Umsetzung von AS-Engineeringdaten nach SIMATIC PCS 7
BATCH Migrationskomponenten Ermöglicht existierenden Systemen die Verwendung von SIMATIC BATCH
Gateway ■ Gateway zwischen Systembus des Altsystems und SIMATIC PCS 7 (hauptsächlich für AS-AS-Kommu-nikation)
■ Engineering Tool für Gateway
Wiederverwendung der Altsystem-I/Os oder Field Termination Assembly (FTA)
■ Wiederverwendung der I/Os (Anschluss der Alt-I/Os an SIMATIC PCS 7-Automatisierungssysteme, meist für Siemens-Systeme)
■ Field Termination Assemblies (FTAs) für Feldverkabelung
ET 200M
PROFIBUS PA
OS
SIMATIC PCS 7
PR
OFI
BU
S D
P
ControllerS7-400S7-400 HS7-400 FH
MotorI/O-InterfaceI/O
Controller
EngineeringStation
Engineering System
Rangier-verteiler
Server Server
Gateway
ÜbernahmeEngineeringdatender Alt-OS
Übernahme des Controller-Engineering
Anbindung bestehender I/O-Baugruppen an PCS 7/AS
Mig
ratio
ns-D
iens
tleis
tung
en in
jede
r Stu
fe d
es M
igra
tions
proj
ekte
s
Gateway zur Datenkopplung
Field Termination Adapter
OS-Ersatz durch Server für PCS 7/OS
Clients
Alt-System
© Siemens AG 2010
Migration eigener und fremder Systeme88
Typische Migrationsszenarien
Abhängig von den spezifischen technischen und wirtschaft-lichen Faktoren eines jeden Migrationsprojektes ist eine Vielzahl unterschiedlicher Migrationsszenarien denkbar. Die Migrationsprodukte bieten die Modularität und Flexibilität, die für die Umsetzung dieser Szenarien benötigt wird.
Typische Migrationsszenarien, die mit diesen Migrations-produkten realisierbar sind:
Szenario 1: Austausch des vorhandenen HMI-Systems gegen ein Operator System SIMATIC PCS 7
Wenn das HMI (Human Machine Interface)-System technisch veraltet oder zu teuer in der Ersatzteilhaltung ist, nicht mehr den aktuellen Richtlinien und Normen für Operator-Arbeits-plätze entspricht oder funktionale Erweiterungen benötigt werden (z. B. IT-Integration), dann kann das vorhandene HMI-System einfach durch ein Operator System SIMATIC PCS 7 ersetzt werden. Controller mit Applikationssoftware und Prozessperipherie bleiben erhalten.
• Minimaler Kostenaufwand• Überschaubares Risiko• Verlängerung der Lebensdauer der Gesamtanlage• Neue Anwendungsmöglichkeiten• Öffnung des Systems für die IT-Welt
Szenario 2: Erweiterung einer bestehenden Anlage
Die bestehende Anlage bleibt vorerst erhalten und wird durch Erweiterung um weitere Abschnitte/Teilanlagen mit SIMATIC PCS 7 modernisiert.
• Einfache, schrittweise Erhöhung der Produktionskapazität• Überschaubares Risiko• Einführung neuer Technologien (z. B. Feldbus PROFIBUS,
HMI)• Öffnung des Systems für die IT-Welt• Ermöglicht in Verbindung mit Szenario 1 die Prozessfüh-
rung über ein einheitliches Operator System
Szenario 3: Umfassende Modernisierung
Engpässe bei der Ersatzteilversorgung, unzureichender Support sowie erforderliche funktionale Erweiterungen (z. B. Feldbus-Technik oder IT Integration) können auch eine umfassende Modernisierung des Altsystems mit dem zukunftsorientierten Prozessleitsystem SIMATIC PCS 7 forcie-ren. Die Umrüstung ist ggf. im laufenden Betrieb möglich. Dabei wird die Weiterverwendung der vorhandenen E/A-Ebene unterstützt und das Investment in Verdrahtung, Hardwarekomponenten oder Applikations-Engineering gesi-chert.
• Erhöhung der Leistungsfähigkeit• Einführung neuer Technologien (z. B. Feldbus PROFIBUS,
HMI)• Öffnung des Systems für die IT-Welt• Verlängerung der Lebensdauer der Gesamtanlage• Reduzierung der Systemlieferanten• Beseitigung von Engpässen und Abhängigkeiten
© Siemens AG 2010
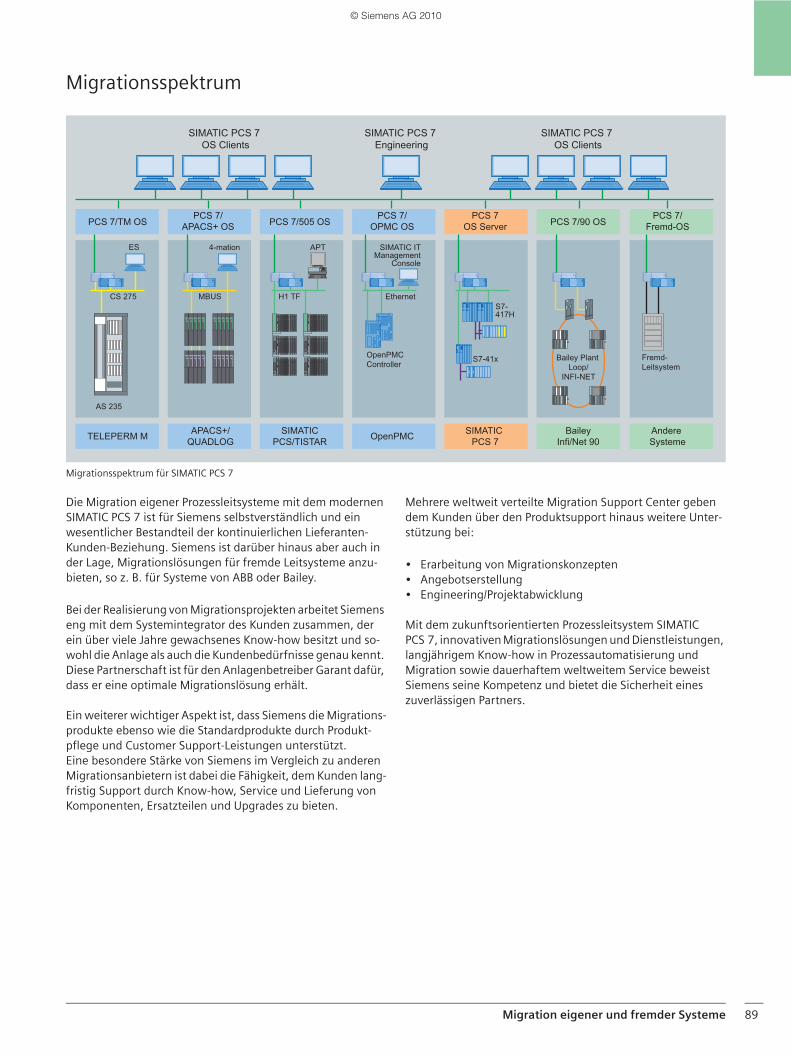
Migration eigener und fremder Systeme 89
Migrationsspektrum
Migrationsspektrum für SIMATIC PCS 7
Die Migration eigener Prozessleitsysteme mit dem modernen SIMATIC PCS 7 ist für Siemens selbstverständlich und ein wesentlicher Bestandteil der kontinuierlichen Lieferanten-Kunden-Beziehung. Siemens ist darüber hinaus aber auch in der Lage, Migrationslösungen für fremde Leitsysteme anzu-bieten, so z. B. für Systeme von ABB oder Bailey.
Bei der Realisierung von Migrationsprojekten arbeitet Siemens eng mit dem Systemintegrator des Kunden zusammen, der ein über viele Jahre gewachsenes Know-how besitzt und so-wohl die Anlage als auch die Kundenbedürfnisse genau kennt. Diese Partnerschaft ist für den Anlagenbetreiber Garant dafür, dass er eine optimale Migrationslösung erhält.
Ein weiterer wichtiger Aspekt ist, dass Siemens die Migrations-produkte ebenso wie die Standardprodukte durch Produkt-pflege und Customer Support-Leistungen unterstützt. Eine besondere Stärke von Siemens im Vergleich zu anderen Migrationsanbietern ist dabei die Fähigkeit, dem Kunden lang-fristig Support durch Know-how, Service und Lieferung von Komponenten, Ersatzteilen und Upgrades zu bieten.
Mehrere weltweit verteilte Migration Support Center geben dem Kunden über den Produktsupport hinaus weitere Unter-stützung bei:
• Erarbeitung von Migrationskonzepten• Angebotserstellung• Engineering/Projektabwicklung
Mit dem zukunftsorientierten Prozessleitsystem SIMATIC PCS 7, innovativen Migrationslösungen und Dienstleistungen, langjährigem Know-how in Prozessautomatisierung und Migration sowie dauerhaftem weltweitem Service beweist Siemens seine Kompetenz und bietet die Sicherheit eines zuverlässigen Partners.
SIMATIC ITManagement
Console
APTES
AS 235
CS 275
4-mation
H1 TF Ethernet
BaileyInfi/Net 90
Bailey Plant Loop/
INFI-NET
PCS 7/TM OS PCS 7/505 OS PCS 7/90 OSPCS 7/
APACS+ OSPCS 7/
OPMC OS
TELEPERM M SIMATICPCS/TISTAR OpenPMCAPACS+/
QUADLOGSIMATIC
PCS 7
OpenPMCController
S7-41x
S7-417H
MBUS
SIMATIC PCS 7 OS Clients
SIMATIC PCS 7 OS Clients
SIMATIC PCS 7 Engineering
PCS 7/Fremd-OS
Andere Systeme
Fremd-Leitsystem
PCS 7OS Server
© Siemens AG 2010

Dienst- und Serviceleistungen90
Dienst- und ServiceleistungenTraining
Wer sich für das Prozessleitsystem SIMATIC PCS 7 entscheidet, kann sich auch auf erstklassige Serviceleistungen verlassen, mit denen wir Sie weltweit schnell und zuverlässig unterstüt-zen. Um welches Service-Thema es sich auch handelt: Für Sie steht der richtige und kompetente Ansprechpartner schnell und unbürokratisch zur Verfügung – weltweit.
Das richtige Training – genau auf Sie zugeschnitten!
Das richtige Training hilft, das Prozessleitsystem besonders effizient zu nutzen – in kürzester Zeit. Ganz gleich, ob Sie "Umsteiger" aus der SPS-Welt sind, ob Sie in die Prozessauto-matisierung einsteigen wollen, oder ob Sie bereits fundiertes Wissen auf diesem Gebiet haben: Wir bieten Ihnen zielgrup-penorientiertes, professionelles Training.
In Trainingscentern in über 60 Ländern weltweit können Sie profunde SIMATIC PCS 7-Systemkenntnisse erwerben oder Ihr vorhandenes Know-how erweitern. Ganz gleich, ob Sie einen Standardkurs belegen oder einen anwenderspezifi-schen Sonderkurs: SIMATIC-Kurse bringen Ihnen schnelle Qualifikation und umfassendes Know-how direkt vom Herstel-ler – in modularer Struktur, mit durchweg praxisnahen Inhal-ten. Hands-on-Training durch Systemspezialisten kann auch direkt vor Ort auf Ihrer Anlage durchgeführt werden.
Nähere Informationen im Internet:www.siemens.de/sitrain
© Siemens AG 2010
Dienst- und Serviceleistungen 91
Weltweiter Service & Support – Unsere Leistungen in jeder Projektphase
In mehr als 100 Ländern stehen Ihnen unsere erfahrenen Spezialisten und bewährte globale Serviceprozesse zur Verfügung.
Online Support
Im Internet haben Sie weltweit rund um die Uhr unmittelba-ren Zugriff auf aktuelles Expertenwissen. In mehreren Spra-chen bietet Ihnen unser Service & Support-Portal die ganze Fülle an Informationen über unser Angebot: vom Produkt-support über Serviceleistungen bis hin zu den regionalen Ansprechpartnern. Dieses wird komplettiert durch länder-spezifische Informationen in der jeweiligen Landessprache.
Technical Support
In den Ländern erhalten Sie regionale Unterstützung in Ihrer Landessprache.
Unsere durchgängige Unterstützungsstrategie basiert auf einem bewährten Stufenkonzept zur Bearbeitung von techni-schen Anfragen. Der regionale Technical Support wird dazu durch den zentralen Technical Support in Europa, Amerika und Asien ergänzt.
Durch die Nutzung der Zeitverschiebung zwischen den Konti-nenten – follow the sun – sind wir 24 Stunden für Sie erreich-bar. Diesen Service bieten wir Ihnen im Rahmen eines speziel-len Leistungsangebotes über unsere Automation Value Card.
Die Bearbeitung der Anfragen erfolgt in einem internatio-nalen, IT-gestützten Verbund. Bei Bedarf haben unsere Spe-zialisten so Zugriff auf alle weltweit verfügbaren Informatio-nen zu Ihrer Anfrage.
Technical Consulting
Auch bei der Planung und Konzeption Ihres Projektes unter-stützen wir Sie: von der detaillierten Ist-Analyse und Ziel-definition über die Beratung zu Produkt- und Systemfragen bis zur Ausarbeitung der Automatisierungslösung.
Field Service
Experten für unser umfassendes Produkt- und System-portfolio sind überall in Ihrer Nähe und schnell bei Ihnen vor Ort. Die entsprechenden Field Service-Einsätze werden über regionale Leitstellen koordiniert, die rund um die Uhr erreich-bar sind.
Ersatzteile und Reparaturen
Ein globales Netz von regionalen Lagern – unterstützt durch eine leistungsfähige Logistik – stellt die schnelle Versorgung mit Ersatzteilen sicher. In vielen Ländern ist darüber hinaus ein Ersatzteil-Notdienst verfügbar.
Ebenso schnell und zuverlässig sowie mit hoher Qualität erledigen wir für Sie verschiedenste Reparaturleistungen – entweder in unseren Reparatur-Centern oder über einen mobilen Reparatur-Service, der Ihnen in vielen Ländern zur Verfügung steht.
Optimierung und Modernisierung
Unser Service & Support unterstützt Sie in allen Lebensphasen Ihrer Maschinen und Anlagen. So auch, wenn es um Optimie-rung oder Modernisierung geht. Unsere Experten vor Ort be-raten Sie fachkundig und kompetent, wie Sie beispielsweise die Produktivität steigern oder Kosten nachhaltig einsparen können.
© Siemens AG 2010

Die Informationen in dieser Broschüre enthalten Beschreibungen bzw. Leistungsmerkmale, welche im konkreten Anwendungsfall nicht immer in der beschriebenen Form zutreffen bzw. welche sich durch Weiterentwicklung der Produkte ändern können. Die gewünschten Leistungsmerkmale sind nur dann verbindlich, wenn sie bei Vertragsschluss ausdrücklich vereinbart werden. Liefermöglichkeiten und technische Änderungen vorbehalten.Alle Erzeugnisbezeichnungen können Marken oder Erzeugnis-namen der Siemens AG oder anderer, zuliefernder Unternehmen sein, deren Benutzung durch Dritte für deren Zwecke die Rechte der Inhaber verletzen kann.
Weitere Informationen
Vielfältige Informationen rund um das Prozessleitsystem SIMATIC PCS 7 bieten wir Ihnen im Internet unter: www.siemens.de/simatic-pcs7
Vertiefende Infos finden Sie im SIMATIC Guide Handbücher:www.siemens.de/simatic-doku
Bestellen Sie weitere Druckschriften zum Thema SIMATIC unter: www.siemens.de/simatic/druckschriften
Vertiefende technische Dokumentation auf unseremService& Support Portal:www.siemens.de/automation/support
Für ein persönliches Gespräch finden Sie Ansprechpartner in Ihrer Nähe unter: www.siemens.de/automation/partner
Mit der Industry Mall können Sie direkt elektronisch per Internet bestellen: www.siemens.com/industrymall
Siemens AGIndustry SectorIndustrial Automation SystemsPostfach 484890026 NÜRNBERGDEUTSCHLAND
Änderungen vorbehaltenBestell-Nr.: E86060-A4678-A131-A93P.8215.58.03 / Dispo 09508BR 0310 3. BD 92 DePrinted in Germany © Siemens AG 2010
www.siemens.com/simatic-pcs7
© Siemens AG 2010

















