Ultrakurzpulslaser bieten in vielen indus -triellen Anwendungen enorme Potenziale,allerdings stellt sich die Suche nach den
idealen Prozessparametern angesichts der Fülleder Applikationen schwierig dar. Ausgangspunktfür Applikationstests und die Prozessoptimierungin der Lasermaterialbearbeitung sind zunächst die Materialeigenschaften und die entsprechenderforderliche Fluenz. Durch die Wahl der Puls -
energie und des Fokusdurchmessers wird die Fluenz (J/cm²) bestimmt. Für viele Materialienbeträgt die benötigte Fluenz nur wenige J/cm².Dieser Wert, zum Beispiel 1 J/cm², ist bereits miteiner Pulsenergie von 40 µJ und einem Fokus-durchmesser von 70 µm erreichbar. In der Literaturund in Fachveröffentlichungen kann die optimaleFluenz für die gewünschten Materialien gefundenwerden. Alternativ kann die Bestimmung derFluenz über eine kleine Testreihe zu Beginn derApplikationsversuche erfolgen. Der Artikel be -schreibt die Untersuchungsergebnisse für dieBearbeitung ausgewählter technischer Materialienmit einem Femtosekundenlaser.
Die Applikationstests wurden mit dem Femto -sekundenlaser ›Tangerine‹ in einer Anlage des franzö-sischen Unternehmens Optec an der Karlsruhe NanoMicro Facility (KNMF) des KIT in Karlsruhe durch -geführt (Bild 1). Neben dem Ziel einer maximalenProduktivität steht die Prozessqualität besondersim Vordergrund und ist oft die entscheidendeMotivation für die Verwendung von UKP-Lasern.
Die Produktivität und damit die Abtragsrate wirdnicht nur von der mittleren Laserleistung, also demProdukt aus Pulsenergie und Repetitionsrate, beein-flusst. Ebenso ist die Wahl der weiteren Komponen-ten der Laserbearbeitungsanlage von entscheiden-der Bedeutung. Dies betrifft folgende Parameter:� Pulsenergie,� Strahlqualität (Gauß- mit M²- oder Top-Hat-Profil)� Repetitionsrate,� Strahlaufweitung,
Bearbeitung technischerWerkstoffe mit fs-LasernFür die Effizienz von Ultrakurzpulslasern ist die Auslegung der Bearbeitungsanlage entscheidend. Nur hochdynamische Scan- und Bohrlösungen ermöglichen einen hohenDuty Cycle. Ausschlaggebend sind darüber hinaus die ANSTEUERUNG des Lasers sowie eine integrierte Kamera zur Beurteilung der Applikationsergebnisse.
Bild 1. Bearbei-tungsraum derMaschine mit Fem-tosekundenlaser›Tangerine‹ an derKarlsruhe NanoMicro Facility(KNMF) des KIT
� Pulsdauer,� Brennweite der Fokussieroptik (zum Beispiel f-Theta-Objektiv),� Scangeschwindigkeit, � statisches oder mit XY(Z)-Achsen bewegtes Werkstück,� Polarisierung (linear, zirkular),� Prozessstrategie und Optimierung.Für die Mikromaterialbearbeitung ist der Fokusdurch-messer die relevante Größe. Der Fokusdurchmesserwird bestimmt durch Strahlqualität, Strahldurch -messer (inklusive Aufweitung), Brennweite derFokussieroptik und Wellenlänge (Formel 1).
Neben der rechnerischen Bestimmung des Fokus-durchmessers sind praktische Tests mit dem Laserzum Vergleich sinnvoll. Zum Beispiel kann Stahl miteinem Edding markiert werden. Wird die Fluenz soangepasst, dass nur die Markierung durch den Laser-strahl abgetragen wird, so kann die Größe des Kreisesals Fokusdurchmesser für das gegebene Materialangenommen werden. In dieser Testreihe wurde dieOxidschicht einer multikristallinen Solarzelle für diesenZweck verwendet (Bild 2). Für einen Testvergleichwurde die Oberfläche von CFK gewählt (Bild 3).
Für die Applikationstests wurden ein Laserroh-strahl von 2 mm Durchmesser, eine 2-fach-Aufwei-tung, eine Lambdaviertelplatte zur Erzeugung einerzirkularen Polarisation und ein galvanometerbasierterScan-Kopf mit einem f-Theta-Objektiv mit 100 mmBrennweite gewählt. Der verwendete Femtosekunden-
laser Tangerine mit 1030 nm hat die Strahlqualität vonM² < 1,2 und eine Pulsdauer von 385 fs.
Der rechnerische Fokusdurchmesser (1/e²) be -trägt circa 56 µm. Der mit den Tests ermittelte Fokus-durchmesser von circa 50 µm ist damit etwas kleiner.
Für die Tests wurde eine Pulsenergie von 40 µJgewählt, die mit dem Fokusdurchmesser von 50 µmeine Fluenz von 2 J/cm² ergibt. Die Repetitionsratenvon 200 kHz und 375 kHz ergeben somit 8 W und 15 W mittlere Leistung, was für viele Anwendungenin der Mikromaterialbearbeitung ausreichend ist.
Die Skalierung für eine höhere Produktivität wirdimmer über eine Steigerung der mittleren Leistungenerfolgen. Piko- und Femtosekundenlaser sind jeweilsmit 100 W verfügbar. Laser mit einigen 100 µJ undRepetitionsraten von mehreren MHz sind im Einsatz.Diese hohen Repetitionsraten sind allerdings nur mithochdynamischen Scanlösungen nutzbar.
Scansysteme, die den Laserstrahl ablenken, errei-chen je nach Größe der Spiegel und der gewähltenBrennweite des f-Theta-Objektivs Scangeschwindig-keiten von einigen Metern pro Sekunde. Eine Steige-rung der Ablenkgeschwindigkeit ist durch längereBrennweiten möglich. Um den Fokusdurchmesserkonstant zu halten, ist parallel eine Vergrößerung derStrahlaufweitung nötig. Motorisierte Strahlaufweiterermöglichen eine dynamische Regelung des Fokus-durchmessers. Ein Vorteil der galvobasierten Scan-systeme ist ihr Einsatz für die Vektorbearbeitungenund Rasterstrukturierungen.
Polygonscanner ermöglichen eine weitere Steige-rung der Ablenkgeschwindigkeiten auf einige 10 bis100 m/s. Typische Anwendungen sind Rasterstruktu-rierungen; eine Vektorbearbeitung ist nicht möglich.Beim Bohren ermöglicht die Kombination von Ultra-kurzpulslasern mit speziellen Trepanier- und Bohr-optiken sehr gute Ergebnisse [1].
MIKROLASERBEARBE I TUNG l S P E C I A L l 11
MIKROPRODUKTION 02/16
Bild: Laser 2000
Bild 2. Oxidschicht einer multikristallinen Solarzelle mitMessung des Fokusdurchmessers
Bild 3. Vergleichsmessung bei einer CFK-Oberfläche
�
Material Laserleistung Repetitionsrate Pulsenergie Scangeschwindigkeit Pulsüberlapp
Test 1 8 W 200 kHz 40 µJ 400 mm/s 95%Test 2 8 W 200 kHz 40 µJ 2000 mm/s 75%Test 3 15 W 375 kHz 40 µJ 3750 mm/s 75%
Höhere Pulsenergien können darüber hinaus füreine Parallelisierung des Laserprozesses eingesetztwerden. Bereits mit einfachen Strahlteilern kann dieLeistung eines Lasers auf mehrere Bearbeitungs -stationen verteilt werden. Mithilfe passiver DOEskann die Aufteilung in mehrere Teilstrahlen erfolgen.Die Erzeugung komplexer Strahlprofile (Top-Hat oderDonut-Mode) ist mit entsprechenden Optiken mög-lich. Aktive Phasenmodulatoren, sogenannte SpatialLight Modulatoren (SLMs), ermöglichen eine Soft-waresteuerung der Teilstrahlen und Strahlprofile.Allerdings haben diese aktiven Elemente Einschrän-kungen bezüglich ihrer maximalen Laserleistung.
Tests mit verschiedenen WerkstoffenDie Applikationstests wurden unter anderem mit Siliziumkarbid, Polykristallinem Diamant (PKD), Sili -zium, Keramik, Glas, Saphir sowie organischen Ver-bundwerkstoffen wie CFK und Leiterplatten (PCBs)durchgeführt. Für die Testreihe wurden die Scan -geschwindigkeit und Repetitionsrate variiert. Damitergab sich eine Änderung der mittleren Leistung unddes Pulsüberlapps entsprechend Tabelle 1.
Der Abstand von Scan-Linie zu Scan-Linie beträgt10 µm. Gescannt wird bidirektional mit jeweils sechsLagen, von denen jede um 90° zur nächsten gedrehtist. Der Applikationstest zeigt den Einfluss der Scangeschwindigkeit und wurde mit Nitinol, multi-kristallinem Silizium (Solarzelle), Keramik (Al2O3),PKD, Wolframcarbid und Siliziumcarbid (SiC) durch-geführt (Testreihen 1 und 2).
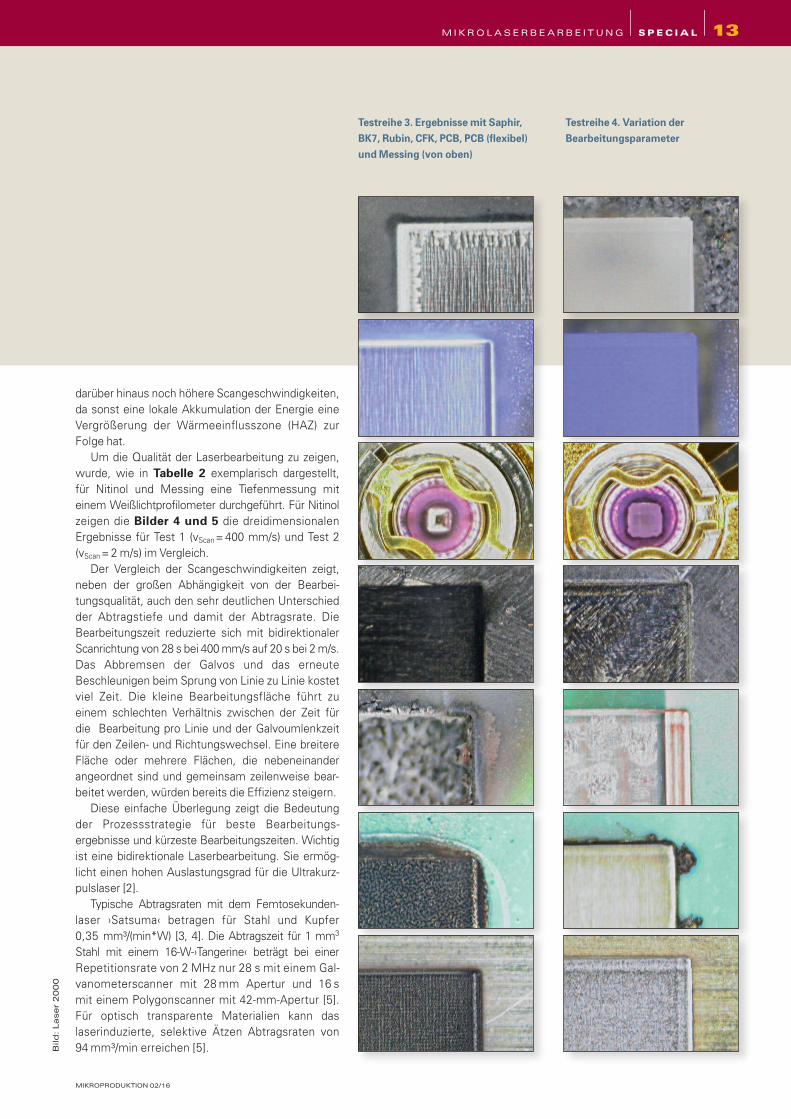
Für alle Materialien konnte ein besseres Bear -beitungsergebnis erzielt werden. Die gleichen Appli-kationstests wurden für Saphir, BK7, Rubin, CFK,PCB, PCB (flexibel) und Messing durchgeführt undim Vergleich gezeigt (Testreihen 3 und 4).
Das Optimum von Bearbeitungsqualität und Ab -tragsrate liegt für die gewählten Laserparameter beiScangeschwindigkeiten von 400 mm/s bis 2000 mm/sund variiert mit dem jeweiligen Material. HöhereLeistungen und Repetitionsraten der Laser erfordern
Testreihe 1. Ergebnisse mit Nitinol,multikristallinem Silizium (Solarzel-le), Keramik (Al2O3), PKD, Wolfram-carbid und Siliziumcarbid (SiC) (von oben)
Testreihe 2. Ergebnisse mit geänderter Scangeschwindigkeit
darüber hinaus noch höhere Scangeschwindigkeiten,da sonst eine lokale Akkumulation der Energie eineVergrößerung der Wärmeeinflusszone (HAZ) zurFolge hat.
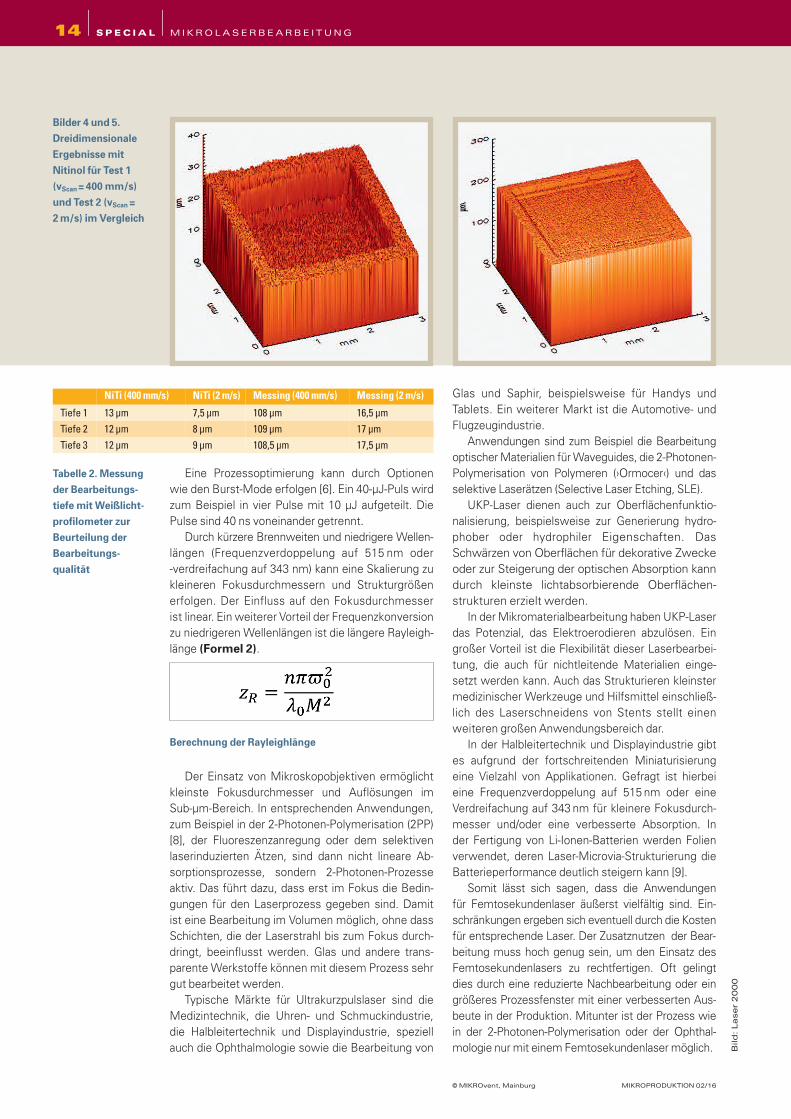
Um die Qualität der Laserbearbeitung zu zeigen,wurde, wie in Tabelle 2 exemplarisch dargestellt, für Nitinol und Messing eine Tiefenmessung miteinem Weißlichtprofilometer durchgeführt. Für Nitinolzeigen die Bilder 4 und 5 die dreidimensionalenErgebnisse für Test 1 (vScan = 400 mm/s) und Test 2(vScan = 2 m/s) im Vergleich.
Der Vergleich der Scangeschwindigkeiten zeigt,neben der großen Abhängigkeit von der Bearbei-tungsqualität, auch den sehr deutlichen Unterschiedder Abtragstiefe und damit der Abtragsrate. Die Bearbeitungszeit reduzierte sich mit bidirektionalerScanrichtung von 28 s bei 400 mm/s auf 20 s bei 2 m/s.Das Abbremsen der Galvos und das erneuteBeschleunigen beim Sprung von Linie zu Linie kostetviel Zeit. Die kleine Bearbeitungsfläche führt zueinem schlechten Verhältnis zwischen der Zeit für die Bearbeitung pro Linie und der Galvoumlenkzeitfür den Zeilen- und Richtungswechsel. Eine breitereFläche oder mehrere Flächen, die nebeneinanderangeordnet sind und gemeinsam zeilenweise bear-beitet werden, würden bereits die Effizienz steigern.
Diese einfache Überlegung zeigt die Bedeutungder Prozessstrategie für beste Bearbeitungs -ergebnisse und kürzeste Bearbeitungszeiten. Wichtigist eine bidirektionale Laserbearbeitung. Sie ermög-licht einen hohen Auslastungsgrad für die Ultrakurz-pulslaser [2].
Typische Abtragsraten mit dem Femto sekunden -laser ›Satsuma‹ betragen für Stahl und Kupfer 0,35 mm³/(min*W) [3, 4]. Die Abtragszeit für 1 mm3
Stahl mit einem 16-W-›Tangerine‹ beträgt bei einerRepetitionsrate von 2 MHz nur 28 s mit einem Gal-vanometerscanner mit 28 mm Apertur und 16 s mit einem Polygonscanner mit 42-mm-Apertur [5].Für optisch transparente Materialien kann daslaser induzierte, selektive Ätzen Abtragsraten von94 mm³/min erreichen [5].
Eine Prozessoptimierung kann durch Optionenwie den Burst-Mode erfolgen [6]. Ein 40-µJ-Puls wirdzum Beispiel in vier Pulse mit 10 µJ aufgeteilt. DiePulse sind 40 ns voneinander getrennt.
Durch kürzere Brennweiten und niedrigere Wellen-längen (Frequenzverdoppelung auf 515 nm oder -verdreifachung auf 343 nm) kann eine Skalierung zukleineren Fokusdurchmessern und Strukturgrößenerfolgen. Der Einfluss auf den Fokusdurchmesserist linear. Ein weiterer Vorteil der Frequenzkonversionzu niedrigeren Wellenlängen ist die längere Rayleigh -länge (Formel 2).
Der Einsatz von Mikroskopobjektiven ermöglichtkleinste Fokusdurchmesser und Auflösungen imSub-µm-Bereich. In entsprechenden Anwendungen,zum Beispiel in der 2-Photonen-Polymerisation (2PP)[8], der Fluoreszenzanregung oder dem selektivenlaserinduzierten Ätzen, sind dann nicht lineare Ab -sorptionsprozesse, sondern 2-Photonen-Prozesseaktiv. Das führt dazu, dass erst im Fokus die Bedin-gungen für den Laserprozess gegeben sind. Damit ist eine Bearbeitung im Volumen möglich, ohne dassSchichten, die der Laserstrahl bis zum Fokus durch-dringt, beeinflusst werden. Glas und andere trans -parente Werkstoffe können mit diesem Prozess sehrgut bearbeitet werden.
Typische Märkte für Ultrakurzpulslaser sind dieMedizintechnik, die Uhren- und Schmuckindustrie,die Halbleitertechnik und Displayindustrie, speziellauch die Ophthalmologie sowie die Bearbeitung von
Glas und Saphir, beispielsweise für Handys undTablets. Ein weiterer Markt ist die Automotive- undFlugzeugindustrie.
Anwendungen sind zum Beispiel die Bearbeitungoptischer Materialien für Waveguides, die 2-Photonen-Polymerisation von Polymeren (›Ormocer‹) und dasselektive Laserätzen (Selective Laser Etching, SLE).
UKP-Laser dienen auch zur Oberflächenfunktio -nalisierung, beispielsweise zur Generierung hydro -phober oder hydrophiler Eigenschaften. DasSchwärzen von Oberflächen für dekorative Zweckeoder zur Steigerung der optischen Absorption kanndurch kleinste lichtabsorbierende Oberflächen-strukturen erzielt werden.
In der Mikromaterialbearbeitung haben UKP-Laserdas Potenzial, das Elektroerodieren abzulösen. Eingroßer Vorteil ist die Flexibilität dieser Laserbearbei-tung, die auch für nichtleitende Materialien einge-setzt werden kann. Auch das Strukturieren kleinstermedizinischer Werkzeuge und Hilfsmittel einschließ-lich des Laserschneidens von Stents stellt einenweiteren großen Anwendungsbereich dar.
In der Halbleitertechnik und Displayindustrie gibtes aufgrund der fortschreitenden Miniaturisierungeine Vielzahl von Applikationen. Gefragt ist hierbeieine Frequenzverdoppelung auf 515 nm oder eineVerdreifachung auf 343 nm für kleinere Fokusdurch-messer und/oder eine verbesserte Absorption. In der Fertigung von Li-Ionen-Batterien werden Folienverwendet, deren Laser-Microvia-Strukturierung dieBatterieperformance deutlich steigern kann [9].
Somit lässt sich sagen, dass die Anwendungen für Femtosekundenlaser äußerst vielfältig sind. Ein-schränkungen ergeben sich eventuell durch die Kostenfür entsprechende Laser. Der Zusatznutzen der Bear-beitung muss hoch genug sein, um den Einsatz desFemtosekundenlasers zu rechtfertigen. Oft gelingtdies durch eine reduzierte Nachbearbeitung oder eingrößeres Prozessfenster mit einer verbesserten Aus-beute in der Produktion. Mitunter ist der Prozess wie in der 2-Photonen-Polymerisation oder der Ophthal-mologie nur mit einem Femtosekundenlaser möglich.
Tabelle 2. Messungder Bearbeitungs -tiefe mit Weißlicht-profilometer zurBeurteilung derBearbeitungs -qualität
Berechnung der Rayleighlänge
Ein weiterer Aspekt ist die Zukunftssicherheit beider Investition in einen Femtosekundenlaser. Eineweitere Entwicklung hin zu industriellen Lasern mitnoch kürzeren Pulsdauern (Attosekundenlaser) wirdes wahrscheinlich nicht geben. Der Femtosekunden-laser wird so zum ultimativen optischen Werkzeug.
Für den industriellen Einsatz von Lasern hat dieFasertechnologie eine Reihe von Vorteilen, die sichauch für fs-Laser nutzen lassen. Die Femtosekunden-laser der Satsuma-Serie von Amplitude Systèmesbasieren auf dieser Technik und sind in industriellenAnwendungen seit Jahren erfolgreich. Eine Skalie-rung der Fasertechnik für höhere Leistungen undPulsenergien ist möglich und wird mit entspre-chenden Produkten umgesetzt. Die Industrietaug-lichkeit der Femtosekundenlaser wird durch ver-schiedene Zertifizierungen und Qualitätsnormeneinschließlich RoHs, Reach, HASS, HALT, ISO9001 und 13485 sichergestellt. � MI110415
AUTORMARK DRECHSLER ist Sales Manager bei Amplitude Systèmes/Laser 2000 GmbH in Wessling; [email protected]
REFERENZEN1 Trepanning drilling of stainless steel using a high-power
Ytterbium-doped fiber ultrafast laser: influence of pulseduration on hole geometry and processing quality;J. Lopez, M. Dijoux, R. Devillard, M. Faucon, R. Kling
2 Improvements in ultra-high precision surface structuringusing synchronized galvo or polygon scanner with alaser system in MOPA arrangement; M. Zimmermann,B. Jaeggi, B. Neuenschwander,
3, 4 Surface structuring with ultra-short laser pulses: Basics, limitations and needs for high throughput; B. Neuenschwander, B. Jaeggi, M. Schmid, G. Hennig, 5 Ablation efficiency of high average power ultrafast laser;
J. Lopez, G. Mincuzzi, R. Devillard, Y. Zaouter, C. Hönninger, E. Mottay, R. Kling
6 Herstellung von 3D-Glasbauteilen durch selektives laserinduziertes Ätzen; J. Gottmann, M. Hermans, J. Ortmann, N. Repiev, Lightfab GmbH
7 Transient waveguiding effects during glass processingby bursts of ultrashort laser pulses; K. Mishchik, C. Javaux L´eger, o Dematteo Caulier, S. Skupin, B. Chimier, G. Duchateau, A. Bourgeade, R. Kling, C. Hoenninger, J. Lopez
8 Effizienz durch Zwei-Photonen-Absorption; R. Houbertz, S. Steenhusen.https://www.energie.fraunhofer.de/de/presse/pressein-formationen-1/pressemitteilungen_dateien/fraunhofer-isc-effizienz-durch-zwei-photonen-absorption
9 Femtosecond laser patterning of lithium-ion batteryseparator materials: impact on liquid electrolyte wettingand cell performance; J. Pröll , B. Schmitz, A. Niemöeller,B. Robertz, M. Schäfer, M. Torge, P. Smyrek, H. J. Seifert, W. Pfleging
S P E C I A L l 15Bild: Laser 2000
LS Lasersysteme überzeugen mitmaßgeschneidertenLaserlösungen, diesich einfach undkostengünstig ausbauen lassen.
Damit Sie auch fürzukünftige Heraus-forderungen gerüstet sind.