28
MIG/MAG BETRIEBSANLEITUNG WIG BETRIEBSANLEITUNG WIG 201i DC WIG 201i AC/DC
MIG/MAGBETR IEBSANLE I TUNG WIGBETR IEBSANLE I TUNG
WIG 201i DC WIG 201i AC/DC


WIG 201i DC-AC/DC
Allgemeine Informationen:
Diese Betriebsanleitung soll Sie dabei unterstützen, mit dem Schweißgerät effektiv und sicher zu arbeiten.
Bitte lesen Sie die Anleitung vor Inbetriebnahme der Anlage gründlich durch.
Die Informationen dieser Betriebsanleitung müssen dem Bedienungspersonal zugänglich gemacht werden. Die Anleitung sollte als Nachschlagewerk immer griffbereit in der Nähe der Anlage sein.
Warnung: Elektromagnetische Verträglichkeit EMV (DIN EN 6097 4-10):
Diese Klasse A Schweißeinrichtung ist nicht für den Gebrauch in Wohnbereichen vorgesehen, in denen die Stromversorgung über ein öffentliches Niederspannungs- versorgungssystem erfolgt. Es kann, sowohl durch leitungsgebundene als auch ab- gestrahlte Störungen, möglicherweise schwierig sein, in diesen Bereichen elektro- magnetische Verträglichkeit zu gewährleisten.
INFORMATION: Der Anwender ist für Störungen verantwortlich, die vom Betrieb der Anlage ausgehen. Er muss mögliche elektromagnetische Probleme in der Umgebung bewerten und berücksichtigen.
Hinweis: Sicherheitsprüfung:
Die Anlage muss aus Sicherheitsgründen mindestens einmal im Jahr durch die Fa. JÄCKLE oder einen anderen autorisierten Fachmann einer Sicherheitsprüfung
nach DIN IEC 60974 Teil 4: Sicherheit, Instandhaltung und Prüfung von Lichtbogenschweißeinrichtungen im Gebrauch unterzogen werden!
Netzanschlussleitung und Netzstecker:
Laut Norm DIN EN 60974 – Teil 1, Punkt 10.9 und 10.10, Absatz b)
…müssen diese für den größten effektiven Netzstrom I1eff bemessen sein (siehe Leistungsschild)… Sie müssen NICHT nach dem maximalen Netzstrom bemessen werden!
Gewährleistung:
Unsachgemäße Reparatur oder Wartung, technische Veränderung des Produktes, eigenmächtige, nicht ausdrücklich von Jäckle GmbH angeordnete oder gestattete Eingriffe, sowie Fahrlässigkeit beim Einbau bzw. Gebrauch oder die Außerachtlassung der Sorgfalt in eigenen Angelegenheiten führen zum Erlöschen jeglicher Gewähr- leistungsansprüche.

WIG 201i DC-AC/DC
EG-KONFORMITÄTSERKLÄRUNG Hersteller: Jäckle Schweiß- und Schneidtechnik GmbH Riedweg 4 D – 88339 Bad Waldsee Hiermit erklären wir, daß nachfolgend aufgeführte Stromquelle den Sicherheitsanforderungen der EG-Richtlinien entspricht. Bezeichnung der Anlage: WIG Schweißanalge Typ der Anlage: WIG 201i DC, WIG 201i AC/DC Einschlägige EG-Richtlinien: EMV-Richtlinie 2004/108/EG (seit 20.07.2007) Niederspannungsrichtlinie 2006/95/EG (seit 16.01.2007) Angewandte harmonisierte Normen: EN 60 974 – Teil 1 Lichtbogenschweißeinrichtungen / Schweißstromquellen EN 60 974 – Teil 10 EMV Produktnorm für Lichtbogenschweißeinrichtungen Zusätzliche Information: Beschränkter Einsatzbereich, Klasse A Schweißeinrichtung Jäckle Schweiß- und Schneidtechnik GmbH
Reinhard Jäckle

WIG 201i DC-AC/DC
Inhalt Inhaltsverzeichnis: Seite 1. Kurzbeschreibung ...................................................................................................... 1 2. Technische Daten ...................................................................................................... 2 3. Sicherheitshinweise ................................................................................................... 3 4. Bedienelemente ......................................................................................................... 8 5. Inbetriebnahme und Schweißen .............................................................................. 13 6. Pflege und Sicherheitsprüfung ................................................................................. 14 7. Beschreibung der optionalen Fernsteller ................................................................. 14 8. Störungen, Fehler, Ursache und Beseitigung .......................................................... 15 9. Ersatzteilliste ............................................................................................................ 17 10. Schaltpläne .............................................................................................................. 21 Abbildungsverzeichnis: Abbildung 4.1 Bedienelemente ............................................................................................ 8 Abbildung 8.1 Frontansicht ................................................................................................ 17 Abbildung 8.2 Seitenansichten .......................................................................................... 19 Schaltplan WIG 201i DC .................................................................................................... 21 Schaltplan WIG 201i AC/DC .............................................................................................. 22 Irrtümer und technische Änderungen vorbehalten ! Version 2.00 Dezember 2008

WIG 201i DC-AC/DC
Betriebsanleitung Seite 1
1. Kurzbeschreibung Durch den Einsatz modernster PFC-Technologie ist es möglich, bei den WIG Schweißinvertern WIG 201i DC und WIG 201i AC/DC mit einem 230 V Netzanschluß einen maximalen Schweißstrom von 200 A zu erzielen. Durch diese Netzversorgung und den leichten kompakten Aufbau, umgeben von einem stabilen Rohrrahmen, eignet sich das Gerät auch für den rauhen Montageeinsatz. Brennerschlauchpaket und weitere erforderliche Leitungen können am Rohrrahmen umgehängt werden. Die Inverterstromquelle zeichnet sich durch hervorragende Schweißeigenschaften bei allen Metallen aus. Im Wechselstrom- (AC) Bereich (WIG 201i AC/DC) wird durch die rechteckförmige Spannung mit verstellbarer Frequenz von 40 - 200 Hz und Balance-verstellung von +/- 25% das Schweißen von Aluminium und Aluminiumlegierungen auch hohen Ansprüchen gerecht. Netzspannungsschwankungen und lange Leitungen werden von der Regelung problemlos ausgeglichen, somit kann ein gleichbleibend gutes Schweißergebnis erzielt werden. Kühlung der Stromquelle durch Ventilator Die Stromquelle wird durch geräuscharme Ventilatoren gekühlt. Die eingebaute Thermo-überwachung schaltet die Ventilatoren erst ein wenn es nötig ist. Schweißen unter erhöhter elektrischer Gefährdung Die Anlage kann auch für das Schweißen unter erhöhter elektrischer Gefährdung nach Euronorm EN 60 974-1 verwendet werden. Komfortabler Steuerungsablauf Folgende Funktionen sind serienmäßig eingebaut und mit wenigen Bedienelementen einstellbar: • Wahl der Betriebsarten: WIG-2-Takt / WIG-4-Takt / Elektrode • Präzise einstellbarer Strom I1 durch 3-Gang Wendelpotentiometer. Durch einen 2.
Taster am Brenner kann während des Schweißvorgangs zwischen I1 und I2 umgeschaltet werden.
• Stufenlose Einstellung der Schweißstromabsenkzeit verhindert die Entstehung von Endkratern am Ende der Schweißung.
• Gasnachströmzeit stufenlos einstellbar. • Bei AC Einstellung der Frequenz von 40 - 200 Hz. • Korrigierung der Balance von +/- 25% um bei Wechselstrom die optimale Schweiß-
eigenschaft zu erreichen.

WIG 201i DC-AC/DC
Betriebsanleitung Seite 2
2. Technische Daten
Stromquelle WIG 201i DC WIG 201i AC/DC
Netzspannung, 50 Hz 230 V 230 V
Max. Stromaufnahme 24 A 26 A
Max. Leistungsaufnahme 5,5 kVA 6,0 kVA
Netzsicherung 16 A 16 A
Cos phi 0,99 0,99
Stromart DC AC/DC
WIG Elektrode WIG Elektrode
Einstellbereich stufenlos 3 - 200 A 10 - 160 A 3 - 200 A 10 - 160 A
Arbeitsspannung 10 - 18 V 10 - 26,4 V 10 - 18 V 10 - 26,4 V
Leerlaufspannung 91 V 91 V 91 V 91 V
Einschaltdauer 35 % 200 A / 18 V 160 A / 26,4 V 200 A / 18 V 160 A / 26,4 V
Einschaltdauer 60 % 180 A / 17 V 150 A / 26 V 170 A / 17 V 140 A / 26 V
Einschaltdauer 100 % 150 A / 16 V 140 A / 25,6 V 130 A / 15 V 120 A / 25 V
Schutzart IP 23 IP 23
Isolationsklasse F F
Kühlart F F
Gewicht 23,5 kg 24,5 kg
Maße L x B x H (mm) 600 x 255 x 440
Zulassung für das Schweißen unter erhöhter elektrischer Gefährdung
Herstellung gemäß Euronorm EN 60 974-1 und EN 60 974-10

WIG 201i DC-AC/DC
Betriebsanleitung Seite 3
3. Sicherheitshinweise Die Anlage ist nach den einschlägigen internationalen Normen gebaut. Wie bei jedem technischen Produkt können aber von der Anlage bei unsachgemäßer oder nicht bestimmungsgemäßer Benutzung Gefahren ausgehen.
a) Die Anlage ist ausschließlich für das WIG -und Elektroden- Schweißen bestimmt. Das Bedienungspersonal muß über - die Sicherheitshinweise unterrichtet werden. Die Anlage darf unter keinen Umständen von ungeschultem Personal bedient werden.
b) Reparaturen im elektrischen Bereich dürfen nur von Elektrofachkräften ausgeführt werden.
c) Bei Pflege-, Wartungs- und Reparaturarbeiten sowie vor Öffnen des Gehäuses immer Netzstecker ziehen.
d) Die Anlage ist stets in einem funktionstüchtigen Zustand zu halten
e) Modifikationen an der Anlage führen zum Erlöschen der Betriebserlaubnis und der Garantie, außer Sie sind ausdrücklich vom Hersteller erlaubt.
Die nachfolgend aufgeführten Sicherheitsbestimmungen sind zu beachten. Durch den Aktionsraum bedingt, sind in der Nähe arbeitende Personen, ebenfalls vor eventuellen Gefahren zu schützen.
3.1 Brand bzw. Explosionsverhütung
Brennbare Stoffe sind von der Schweißzone fernzuhalten. Sie könnten sich durch Funken und heisse Schlacke entzünden. Warnung:
Brennbare Materialien entfernen (Wir empfehlen in Anbetracht des Funkenfluges einen Bereich von min. 10 mtr.)
Heiße Metallteile und Schmelze abkühlen lassen.
Entflammbare Bereiche zuerst entlüften.
Keine Behälter schweißen die brennbare Materialien enthalten (auch keine Reste davon; Gefahr entflammbarer Gase!)
Die Anlage nicht in Betrieb nehmen, wenn die Umgebungsluft explosiven Staub o. Gase enthält.
Behälter bzw. Rohre, die sich im Über-bzw. Unterdruck befinden, dürfen nicht geschweißt werden. (Explosions- bzw. Implusions-gefahr!)
Beim Schweißen von Aluminium können sich entflammbare Schlacken und Stäube (Rauch) bilden. Beachten Sie eine erhöhte Brand- bzw. Explosionsgefahr.
WIG 201i DC-AC/DC
Betriebsanleitung Seite 4
3.2 Verhütung von elektrischen Schlägen
Warnung: Das Berühren stromführender Teile kann tödliche elektrische Schläge oder schwere Verbrennungen verursachen. Beim Schweißen entsteht ein Stromkreis über den Brenner, das Werkstück (alle damit verbundenen Teile) und das Massekabel, zurück in die Anlage. Dieser Stromkreis darf während des Schneidens nicht direkt berührt bzw. unterbrochen werden. Die Massezange muß mit einwandfreien metallischem Kontakt am Werkstück angebracht sein, im Nahbereich des zu schweißenden Teils. Der Schweißstrom muß vom Brenner über das Werkstück durch das Massekabel zurück in die Anlage fließen. Bei falscher Kontaktierung des Werkstück- bzw. Massekabels kann der Schweißstrom über eine indirekte Verbindung fließen und dort zu Schaden führen, z.B. über die Schutzleiter-Installation (PE, Erde). Da der Bediener bei unsachgemäßem Gebrauch bzw. einem einfachen Defekt in Berührung kommen könnte, gelten erweiterte Sicherheitsmaßnahmen. Handschuhe und Schuhe sind zu tragen, die ausreichende Iso-lierung bieten. Die gesamte Kleidung ist trocken zu halten. Erhöhte Vorsicht gilt in einer Umgebung mit hoher Feuchtigkeit! Alle an der Anlage angeschlossenen elektrischen Leitungen sind auf einwandfreien Zustand zu überprüfen. Warnung: Blanke Stellen ohne bzw. mit schadhafter Isolierung sind lebens-gefährlich. Beschädigte Kabel bzw. Schlauchpakete sofort ersetzen! Beim Wechsel der Brennerteile die Anlage am Hauptschalter außer Betrieb setzen. Vor öffnen des Anlagengehäuses Netzstecker ziehen. Die Anlagen sind in regelmäßigen Abständen auf Ihren einwand-freien Zustand zu prüfen, hierfür gilt: DIN VDE 60 974-4: Sicherheit, Instandhaltung und Prüfung von Lichtbogenschweißeinrichtungen im Gebrauch Achtung: DIN VDE 701, 702 ist nicht ausreichend!

WIG 201i DC-AC/DC
Betriebsanleitung Seite 5
3.3 Strahlung
Die Strahlung des Lichtbogens kann zu Augenschä-den und Hautverbrennungen führen. Deshalb sollte zum Schutz der Augen ein Schweißschild oder ein Schutzhelm verwendet werden. Die Haut muß durch geeignete Schutzbekleidung (Schweißerhandschuhe, Lederschürze, Sicherheits-schuhe) geschützt werden. In der Nähe arbeitende Personen sind ebenfalls vor der Lichtbogenstrahlung zu schützen.
3.4 Schutz vor Lärm
Beim Gebrauch des Schweißgerätes entsteht sehr großer Lärm, der auf Dauer das Gehör schädigt! Im Dauereinsatz ist ein ausreichender Gehörschutz zu tragen. In der Nähe arbeitende Personen sind ebenfalls vor Lärm zu schützen.
WIG 201i DC-AC/DC
Betriebsanleitung Seite 6
3.5 Rauchgas
Beim Schweißen entstehen Rauchgase bzw. toxische Dämpfe. Deshalb darf die Schweißanlage nur in gut belüfteten Hallen, im Freien oder in geschlossenen Räumen mit starker Absaugung (am besten unterhalb der Schweißzone absaugen) verwendet werden. Der Schweißbereich des Werkstücks muß von Lösungs- und Entfettungsmitteln gereinigt werden, um die Bildung von Giftgasen zu vermeiden bzw. zu vermindern. Schweißen von Blei, auch in Form von Überzügen, verzinkten Teilen, Kadmium, "kadmierten Schrauben", Beryllium (meist als Legierungsbestandteil, z.B. Beryllium-Kupfer) und andere Metalle, die beim Schweißen giftige Dämpfe entwickeln, ist nur mit Atemschutzmaske und -gerät, sowie scharfer Absaugung und Filterung der giftigen Gase und Dämpfe erlaubt. Erhöhte Vorsicht gilt beim Schweißen von Behältern, diese zuvor entleeren und sauber reinigen. Warnung: Entstehung von Rauchgasen bzw. toxischen Dämpfen kann zu Sauerstoffmangel in der Atemluft führen. Immer für ausreichend Frischluft sorgen! (oder zugelassenes Atmungsgerät)
3.6 Gasdruckausrüstung
Gasflaschen stehen unter hohem Druck und stellen eine Gefahren-quelle dar. Der richtige Umgang mit ihnen ist unbedingt beim Gaslieferanten zu erfragen. Beispielsweise müssen die Flaschen auf jeden Fall vor direkter Sonneneinstrahlung, vor offenem Feuer und starken temperatur-schwankungen, z. B. sehr tiefen Temperaturen geschützt werden. Gasbehälter und –zubehör sind in einwandfreiem Zustand zu halten. Achten Sie darauf, daß nur zugelassene Teile, wie Schläuche, Kupplungen, Druckminderer usw. eingesetzt werden. Achtung: Anschlüsse dürfen nicht mit Öl bzw. Fett geschmiert werden.

WIG 201i DC-AC/DC
Betriebsanleitung Seite 7
3.7 Weitere Vorschriften Neben den Hinweisen in dieser Betriebsanleitung sind die allgemeingültigen Sicherheitsvorschriften zu beachten, insbesondere die Unfallverhütungsvorschriften
BGV A3 (Elektrische Anlagen und Betriebsmittel) und
BGR 500 Kap. 2-26 (Schweißen, Schneiden und verwandte Arbeitsverfahren) Außerdem weisen wir darauf hin, daß die Anlage in bestimmten Einsatzbereichen trotz eingehaltener Aussendungsgrenzwerte elektromagnetische Störungen verursachen kann und daß diese Störungen im Verantwortungsbereich des Anwenders liegen.
Personen, die Herzschrittmacher oder Hörgeräte tragen, sollten sich vor Arbeiten in der Nähe der Maschinen,von einem Arzt beraten lassen. Achtung: Es ist möglich, daß im Bereich eines Krankenhauses oder ähn-lichem durch den Betrieb der Anlage elektromedizinische, infor-mationstechnische oder auch andere Geräte (EKG,PC, ...) in ihrer Funktion beeinträchtigt werden können.
Vor Inbetriebnahme der Anlage ist daher sicherzustellen, daß Betreiber, die solche oder ähnliche Geräte betreiben, vorher informiert werden. Auch bei der Verwendung der Anlage im häuslichen Bereich sind besondere Vorkehrungen erforderlich. Entsprechende Hilfen zur Bewertung des Einsatzbereichs und zur Minimierung von elektromagnetischen Störungen (z.B. Gebrauch abgeschirmter Leitungen) sind der EMV-Produktnorm für Lichtbogenschweißeinrichtungen zu entnehmen: EN 60 974-10 (Elektromagnetische Verträglichkeit EMV)
WIG 201i DC-AC/DC
Betriebsanleitung Seite 8
4. Bedienelemente
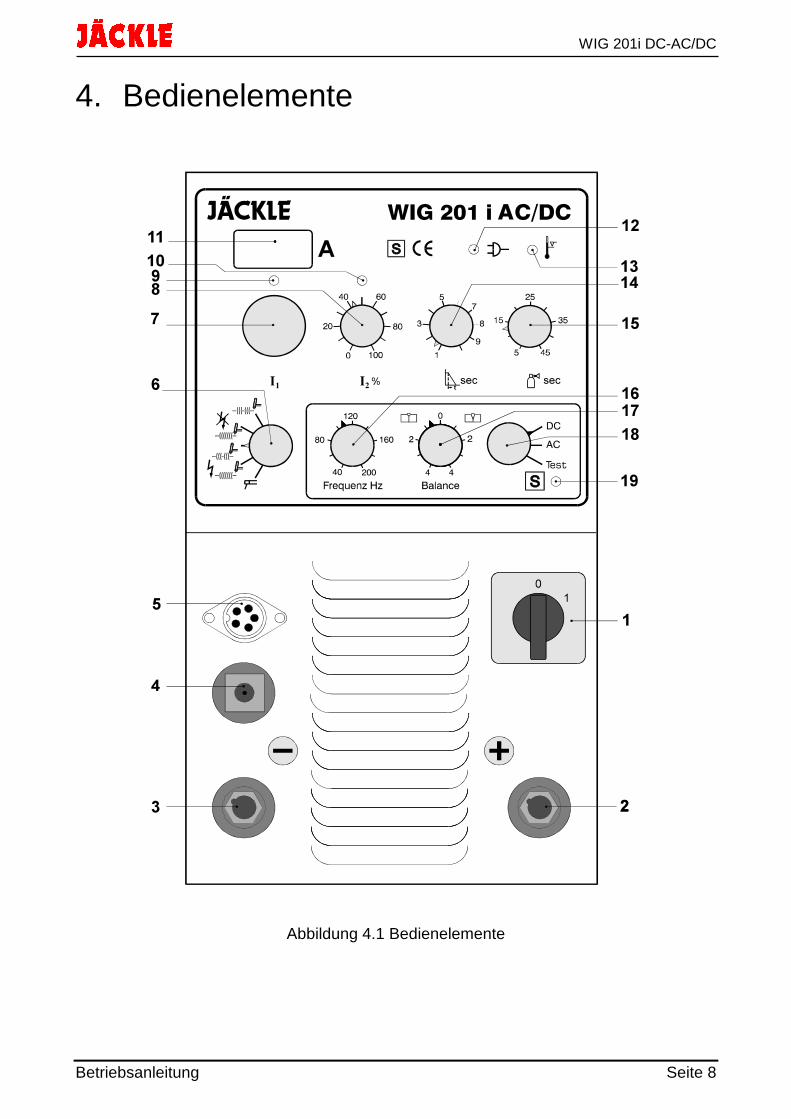
Abbildung 4.1 Bedienelemente

WIG 201i DC-AC/DC
Betriebsanleitung Seite 9
1 Hauptschalter Stellung „0“: Anlage ausgeschaltet Stellung „1“: Anlage eingeschaltet, Kontrolleuchte „Netz“ leuchtet, Stromanzeige leuchtet. 2 Werkstückanschlußbuchse Anschluß der Masseklemme (Bei DC: Anschluß + ). 3 Schweißkabelsteckbuchse Für den Anschluß eines WIG-Schweißbrenners (Schweißstrom) oder eines Elektrodenhalters. 4 WIG-Schweißbrenneranschluß Gewinde G ¼“ für den Anschluß eines WIG-Schweißbrenners (Gas und Schweißstrom). 5 Steuersteckdose Zum Anschluß der Steuerleitung des Schweißbrenners. Belegung (Tuchel 5pol.) siehe Stromlaufplan. 6 Wahlschalter WIG-2-Takt / WIG-4-Takt / Elektrode
WIG-2-Takt-Betrieb ohne HF (Lift Arc) -nicht geeignet für AC-Schweißen- für kurze Schweißnähte und Heftarbeiten.
Die Wolframelektrode muß auf dem Werkstück aufliegen. 1. Takt: Brennertaster drücken. Das Schutzgas strömt vor. Nach einer kurzen Gasvorströmzeit kann die Elektrode vom Werkstück abgezogen werden. Nun zündet der Lichtbogen mit der am Poti I1 eingestellten Stromstärke. 2. Takt: Brennertaster wieder loslassen. Die Stromstärke sinkt in der eingestellten Zeit (Poti Slope-Down Pos. 9) auf Min. Strom ab. Der Lichtbogen geht aus. Das Schutzgas strömt mit der eingestellten Gasnachströmzeit nach.
WIG-4-Takt-Betrieb ohne HF (Lift Arc) -nicht geeignet für AC-Schweißen- Die Wolframelektrode muß auf dem Werkstück aufliegen.
1. Takt: Brennertaster drücken. Das Schutzgas strömt vor. Nach einer kurzen Gasvorströmzeit kann die Elektrode vom Werkstück abgezogen werden. Nun zündet der Lichtbogen mit 20% des eingestellten Stromes I1. 2.Takt: Brennertaster wieder loslassen. Die Stromstärke steigt auf den eingestellten Strom I1 an. 3.Takt: Brennertaster drücken. Die Stromstärke sinkt in der eingestellten Zeit (Poti Slope-Down Pos. 9) auf Min. Strom ab und bleibt auf Minimum. 4. Takt: Brennertaster wieder loslassen. Der Lichtbogen geht aus. Das Schutzgas strömt mit der eingestellten Gasnachströmzeit nach.

WIG 201i DC-AC/DC
Betriebsanleitung Seite 10
WIG-2-Takt-Betrieb mit HF
für kurze Schweißnähte und Heftarbeiten. 1. Takt: Brennertaster drücken. Das Schutzgas strömt vor.
Nach einer kurzen Gasvorströmzeit zündet der Lichtbogen mit der am Poti I1 eingestellten Stromstärke. 2. Takt: Brennertaster wieder loslassen. Die Stromstärke sinkt in der eingestellten Zeit (Poti Slope-Down Pos. 9) auf Min. Strom ab. Der Lichtbogen geht aus. Das Schutzgas strömt mit der eingestellten Gasnachströmzeit nach.
WIG-4-Takt-Betrieb mit HF 1. Takt: Brennertaster drücken. Das Schutzgas strömt vor. Nach einer kurzen Gasvorströmzeit zündet der Lichtbogen mit 20% des eingestellten Stromes I1.
2.Takt: Brennertaster wieder loslassen. Die Stromstärke steigt auf den eingestellten Strom I1 an. 3.Takt: Brennertaster drücken. Die Stromstärke sinkt in der eingestellten Zeit (Poti Slope-Down Pos. 9) auf Min. Strom ab und bleibt auf Minimum. 4. Takt: Brennertaster wieder loslassen. Der Lichtbogen geht aus. Das Schutzgas strömt mit der eingestellten Gasnachströmzeit nach.
Stabelektroden-Schweißen Schweißen mit Hot-Start, 20% über eingestelltem Strom. Einstellbereich 10 - 160 A. Die „Anti-Stick“-Funktion verhindert das
Ausglühen der Elektrode beim Festbrennen. Die eingebaute „Arc-Force“- Funktion erlaubt auch das Verschweißen von grobtropfigen Elektroden, da bei Kurzschluß der Schweißstrom kurzzeitig erhöht wird. 7 Poti-Drehknopf Strom I1 Zur stufenlosen Einstellung von Schweißstrom I1. Einstellbereich bei WIG 3 - 200 A, bei Elektrode 10 - 160 A. Der eingestellte Strom wird im Display angezeigt. 8 Poti-Drehknopf Strom I2 Zur stufenlosen Einstellung von Schweißstrom I2, prozentual zu eingestelltem Wert von I1. Durch einen 2. Taster am Brenner (siehe 2 Wert-Taster S2 im Stromlaufplan ) kann während des Schweißvorganges von Strom 1 auf Strom 2 umgeschaltet werden. Strom 2 ist eingeschaltet solange Taster S2 gedrückt bleibt. Der eingestellte Strom wird durch Drücken von S2 am Display angezeigt. 9 Kontrolleuchte Betrieb I1 Leuchtet, wenn Stromquelle in Betrieb ist, d.h. an den Schweißstrom- anschlüssen Spannung anliegt. Außerdem wird angezeigt, ob Strom 1 oder Strom 2 aktiv ist.

WIG 201i DC-AC/DC
Betriebsanleitung Seite 11
10 Kontrolleuchte Betrieb I2 Leuchtet, wenn Strom 2 aktiv ist (bei 2 Wert oder Pulsen). 11 Stromanzeige (Display) Anzeige des vorgewählten Stromes in Ampere. Blinkt bei Störung. 12 Kontrolleuchte Netz Leuchtet, wenn Betriebsspannung anliegt und das Gerät betriebsbereit ist. 13 Störungsleuchte Temperatur Leuchtet bei Überhitzung und erlischt wieder nach einigen Minuten wenn das Gerät abgekühlt ist. Die Stromquelle ist wieder betriebsbereit. 14 Poti-Drehknopf Slope-Down- Zeit 1- 10 sec. Bei 4-Takt-Betrieb: Einstellbare Zeit, in der der Strom im 3.Takt von Wert I1 auf Minimum absenkt. Bei 2-Takt-Betrieb: Einstellbare Zeit, in der der Strom nach Loslassen des Brennertasters auf Minimum absenkt und anschl. ausschaltet. 15 Poti-Drehknopf Gasnachströmzeit 5 - 45 sec. Nur beim WIG-Schweißen. Zur stufenlosen Einstellung der gewünschten Gasnachströmzeit. Zur Gaseinsparung tritt keine Gasnachströmzeit ein wenn eingeschaltet wurde, aber kein Lichtbogen zustande kam. 16 Poti-Drehknopf Frequenz 40 - 200 Hz (nur bei WIG 201i AC/DC) Stufenlos einstellbar im AC-Bereich. Eine höhere Frequenz bewirkt einen stabileren Lichtbogen, besonders geeignet im Dünnblechbereich. 17 Poti-Drehknopf Balance +/- 25% (nur bei WIG 201i AC/DC) Stufenlos einstellbar im AC-Bereich. Mit diesem Drehknopf kann das zeitliche Verhältnis von positiver zu negativer Halbwelle verstellt werden. In Null- (Mittel-) stellung ist die positive Halbwelle gleich groß wie die Negative. Durch diese zeitliche Einstellung der Halbwellen kann die Einbrandtiefe, die Strombelastung, die thermische Belastung der Elektrode und die Reinigungswirkung der jeweiligen Schweißaufgabe angepaßt werden. Erhöhung der Minushalbwelle (Drehen nach rechts) bewirkt: -Tieferer Einbrand, schmälere Schweißnaht -Höhere Strombelastbarkeit der Elektrode -Geringere thermische Belastung der Wolframelektrode -Geringere Reinigungswirkung Erhöhung der Plushalbwelle (Drehen nach links) bewirkt: -Flacherer Einbrand, breitere Schweißnaht -Geringere Strombelastbarkeit der Elektrode -Höhere thermische Belastung der Wolframelektrode -Bessere Reinigungswirkung

WIG 201i DC-AC/DC
Betriebsanleitung Seite 12
18 Wahlschalter DC / AC/ Test (nur bei WIG 201i AC/DC) Stellung „DC“ Anwahl Gleichstromschweißung (in WIG oder Elektrode). Die Elektrode ist minusgepolt. Stellung „AC“ Anwahl Wechselstromschweißung (in WIG oder Elektrode) Stellung „Test“ Testfunktion zur Kontrolle der Gefahrenminderungseinrichtung. Diese überprüft,ob die Überwachung der Ausgangsspannung noch gewährleistet ist. Nach Drehen auf Stellung „Test“ muß die LED erlöschen, ebenso erlischt die Kontrolleuchte „Netz“ (Pos. 12) und das Display (Pos. 11) blinkt. Das Gerät ist nicht mehr funktionsbereit. Ist diese Überprüfung durchgeführt worden und die 2 LEDs sind ordnungsgemäß erloschen, kann der Drehschalter wieder in Stellung DC oder AC gebracht werden. Um nun die Funktions-
bereitschaft wieder herzustellen, muß der Hauptschalter aus- und nach Erlöschen des Displays wieder eingeschaltet werden. Sind nicht beide LEDs erloschen, darf das Gerät nicht mehr betrieben werden und muß zur Überprüfung ans Werk zurückgesandt werden.
19 Kontrolleuchte Funktion Gefahrenminderungseinr ichtung Solange die grüne LED leuchtet, ist die Spannungsminderungseinrichtung in Ordnung.

WIG 201i DC-AC/DC
Betriebsanleitung Seite 13
5. Inbetriebnahme und Schweißen Es ist zu Beachten das beim Einsatz als Elektrodenschweißgerät einige der nachfolgenden Punkte wegfallen. Im weiteren ist das Kapitel 4 mit den beschriebenen Einstellungen zu berücksichtigen. � Anlage aufstellen Achten Sie bei der Aufstellung auf ausreichenden Platz für Eintritt und Austritt der Kühlluft, damit die angegebene Einschaltdauer erreicht werden kann. Die Anlage sollte nach Möglichkeit nicht Nässe, Schweißspritzern und dem direkten Funkenstrahl bei Schleifarbeiten ausgesetzt werden. Die Anlage kann nicht im Freien bei Regen eingesetzt werden. � Schutzgas anschließen Der Schutzgasanschluß liegt auf der Geräterückseite. Nach dem Anschliessen die Anschlüsse auf Dichtheit prüfen. � Schweißbrenner-Schlauchpaket anschließen bzw. Elek trodenkabel anschließen Für den Anschluß des WIG-Schweißbrenners steht eine Gewinde-Anschlußbuchse G1/4“ (Gas und Schweißstrom) und eine Schweißkabel-Steckbuchse (Schweißstrom) zur Verfügung. Die WIG-Steuerleitung wird an der mehrpoligen Brennerbuchse eingesteckt. � Gasfluten Beim Einschalten des Hauptschalters wird einmalig für 1 sec. das Gasventil betätigt um die Leitungen mit Gas zu füllen. � Flaschendruckminderer einstellen Erforderliche Schutzgasmenge am Flaschendruckminderer einstellen (7 - 15 l/min). Die einzustellende Gasmenge steigt mit der Schweißstromstärke. � Werkstückkabel anschließen Werkstückklemme am Werkstück gut leitend, d.h. nicht auf Farbe, Rost u.ä. anklemmen. Das Werkstückkabel muß beim WIG-Schweißen an der Steckbuchse „+“ angeschlossen werden.
Bei allen Verbindungen im Schweißstromkreis wie Werkstückanschluß und Brenneranschluß ist für guten Kontakt zu sorgen. Ein schlechter Kontakt bewirkt einen hohen Übergangswiderstand, der zur Erwärmung und zu schlechten Schweißeigenschaften führt.
� Einstellungen auf Bedienfeld Die Einstellungen erfolgen mit Hilfe von Kapitel 4. � Schweißvorgang durch Drücken des Brennertasters st arten
WIG 201i DC-AC/DC
Betriebsanleitung Seite 14
6. Pflege und Sicherheitsprüfung Die Wartung der Anlage sollte in regelmäßigen Zeitabständen in Abhängigkeit von Benutzungsgrad und Arbeitsplatzverhältnis erfolgen.
Vor Beginn der Wartungsarbeiten Netzstecker ziehen !
- Innenraum der Anlage je nach Verschmutzungsgrad mit Staubsauger reinigen. Hinweis: Die Anlage muss aus Sicherheitsgründen einmal im Jahr durch die Fa. JÄCKLE oder einen anderen autorisierten Fachmann einer Sicherheitsprüfung nach DIN IEC 60974 Teil 4: Sicherheit, Instandhaltung und Prüfung von Lichtbogenschweißeinrichtungen im Gebrauch unterzogen werden!
7. Beschreibung der optionalen Fernsteller � Fußfernsteller FF2 i Die Fernbedienungs-Steckdose ist serienmäßig für Fußfernstellerbetrieb ausgerüstet. Beim Einstecken des Steckers wird durch einen Kodierungswiderstand der Fernsteller erkannt und automatisch auf 2-Takt umgeschaltet. Der zu regelnde Strom wird durch das interne Poti I1 begrenzt. Somit kann auch ein geringer Strom genau eingestellt werden. Solange der Fußfernsteller nicht betätigt wird, zeigt das Display den maximal erreichbaren Strom (begrenzt durch int. Poti) an. Sobald dieser gedrückt wird, erscheint am Display der tatsächliche Strom.
� Handfernsteller Schweißstrom I1 FW2 i Sobald der Fernsteller eingesteckt ist, ist der Strom I1 vom Fernsteller einstellbar von Min. bis Max. Der interne Potentiometer I1 ist nun ohne Funktion. Der eingestellte Strom wird am Display angezeigt.
� Handfernsteller Pulsen FW3 i Durch das Einstecken des Fernstellers kann die Funktion „Pulsen“ aufgerufen werden. Auf dem Fernsteller können die Zeiten t1 (I1) und t2 (I2) stufenlos von 0,03 bis 1,5 sec. eingestellt werden.
� Handfernsteller Punkten FW4 i Durch das Einstecken des Fernstellers kann die Funktion „Punktzeit“ aufgerufen werden. Diese läßt sich im 2-Takt- sowie im 4-Takt-Betrieb starten. Auf dem Fernsteller kann die Punktzeit stufenlos von 0,2 bis 8,0 sec. eingestellt werden. Die Zeit läuft ab, sobald der Lichtbogen steht.

WIG 201i DC-AC/DC
Betriebsanleitung Seite 15
8. Störungen, Fehler, Ursache und Beseitigung
Fehler und Defekte an der elektrischen Anlage dürfen nur von einer Elektrofach-kraft behoben werden
Störungen / Fehler Ursache Beseitigung Netz angeschlossen und Hauptschalter ein / Display leuchtet nicht LED „S“ leuchtet nicht
Netzspannung ausgefallen Netzsicherung prüfen, Netzkabel prüfen
Netz angeschlossen und Hauptschalter ein / Display blinkt, Netzkontroll- leuchte leuchtet nicht LED „S“ leuchtet nicht
Spannungsminderungsein- richtung löst aus / Drehschalter steht auf „Test“ Spannungsminderungsein- richtung löst aus
Drehschalter auf Stellung AC oder DC stellen und Haupt- schalter aus- und wieder ein- schalten Zur Reparatur ans Werk
LED „S“ ist an, aber Display und Netzkontrolle aus
Feinsicherung F1 oder F2 im Gerät defekt
Sicherung wechseln
Display blinkt, Netzkontrolleuchte leuchtet nicht
Netzunter- oder über- spannung Leistungsteil defekt
Netzspannung prüfen Zur Reparatur ans Werk
Beim Drücken des Brenner- tasters keine Funktion
Brennertaster defekt Brennersteuerleitung unter- brochen Störleuchte Temperatur leuchtet auf
Brennertaster prüfen Brennersteuerleitung über- prüfen siehe Kapitel 5 (Bedienung)
Poröse Schweißnaht Unsaubere Werkstückober- fläche (Farbe, Rost, Öl, Fett) Kein Schutzgas (Magnet- ventil öffnet nicht) Zu wenig Schutzgas
Oberfläche reinigen Magnetventil prüfen / wechseln Schutzgasmenge am Druck- minderer prüfen Gasführung auf Gasverlust prüfen mit Gasmeßrohr

WIG 201i DC-AC/DC
Betriebsanleitung Seite 16

WIG 201i DC-AC/DC
Betriebsanleitung Seite 17
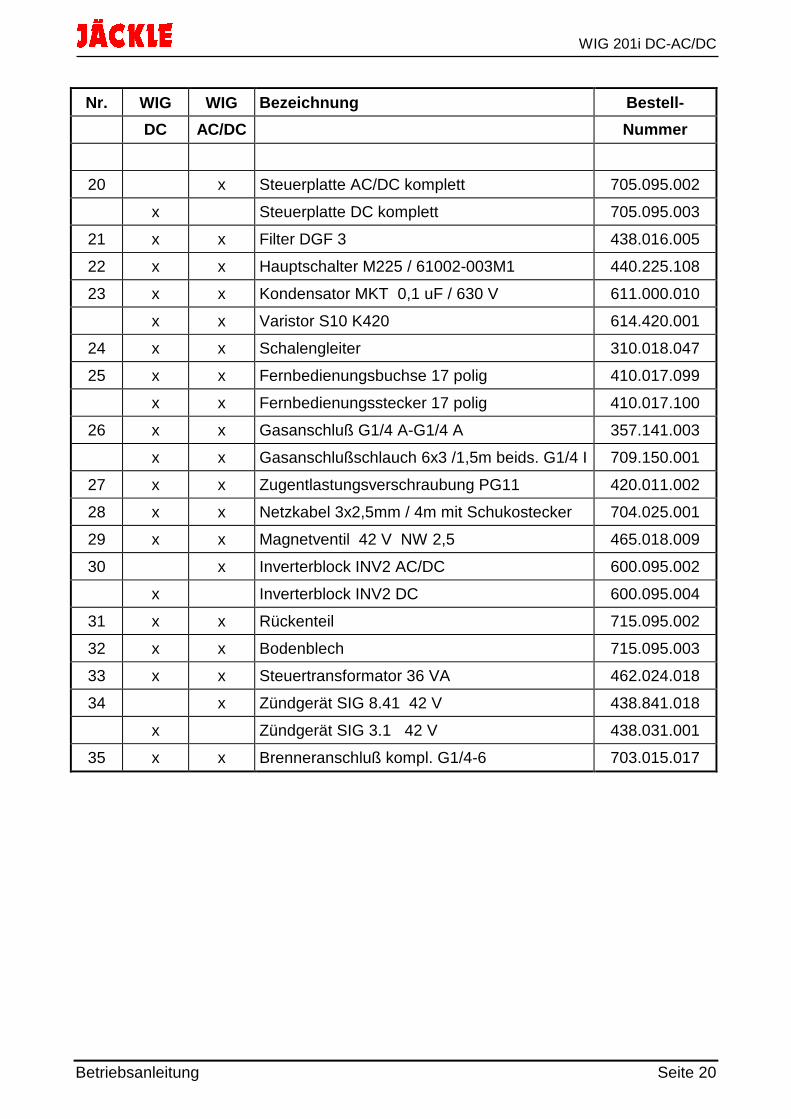
9. Ersatzteilliste
Abbildung 8.1 Frontansicht

WIG 201i DC-AC/DC
Betriebsanleitung Seite 18
Nr. WIG WIG Bezeichnung Bestell-
DC AC/DC Nummer
1 x x Seitenblech links 715.095.004
x x Klebeschild ‚JÄCKLE’ weiß 304.100.001
2 x x Drehknopf 28 mm schwarz / blau 711.028.011
3 x Frontschild WIG 201i AC/DC (Klebeschild) 304.095.001
x Frontschild WIG 201i DC (Klebeschild) 304.095.007
4 x x Flanschdose 5 polig mit Renkverschluß 410.005.012
x x Stecker 5 polig mit Renkverschluß 410.005.004
5 x x Brenneranschluß kompl. G1/4-6 703.015.017
6 x x Klebeschild „ - „ 304.095.004
7 x x Einbau-Steckbuchse 35 - 50 422.031.024
8 x x Rohrrahmen 715.095.011
9 x x Haube 715.095.012
10 x x Seitenblech rechts 715.095.005
x x Klebeschild ‚JÄCKLE’ weiß 304.100.001
11 x x Drehknopf 20 mm schwarz / blau 711.020.012
12 x x Frontteil 715.095.001
13 x x Klebeschild „ + „ 304.095.003

WIG 201i DC-AC/DC
Betriebsanleitung Seite 19
Abbildung 8.2 Seitenansichten
WIG 201i DC-AC/DC
Betriebsanleitung Seite 20
Nr. WIG WIG Bezeichnung Bestell-
DC AC/DC Nummer
20 x Steuerplatte AC/DC komplett 705.095.002
x Steuerplatte DC komplett 705.095.003
21 x x Filter DGF 3 438.016.005
22 x x Hauptschalter M225 / 61002-003M1 440.225.108
23 x x Kondensator MKT 0,1 uF / 630 V 611.000.010
x x Varistor S10 K420 614.420.001
24 x x Schalengleiter 310.018.047
25 x x Fernbedienungsbuchse 17 polig 410.017.099
x x Fernbedienungsstecker 17 polig 410.017.100
26 x x Gasanschluß G1/4 A-G1/4 A 357.141.003
x x Gasanschlußschlauch 6x3 /1,5m beids. G1/4 I 709.150.001
27 x x Zugentlastungsverschraubung PG11 420.011.002
28 x x Netzkabel 3x2,5mm / 4m mit Schukostecker 704.025.001
29 x x Magnetventil 42 V NW 2,5 465.018.009
30 x Inverterblock INV2 AC/DC 600.095.002
x Inverterblock INV2 DC 600.095.004
31 x x Rückenteil 715.095.002
32 x x Bodenblech 715.095.003
33 x x Steuertransformator 36 VA 462.024.018
34 x Zündgerät SIG 8.41 42 V 438.841.018
x Zündgerät SIG 3.1 42 V 438.031.001
35 x x Brenneranschluß kompl. G1/4-6 703.015.017

W
IG 201i D
C-A
C/D
C
Betriebsanleitung
Seite 21
10. Schaltpläne
JÄCKLE
L1
Q1
N PE
MM1 MM2
F1
T2400 V
230 V
0 V
42 V
0 VF2
Y1
Name:
Datum:
Nr.:
Schneidtechnik 230V 1~50Hz
Stromlaufplan
Schweiß- und
L1
1
2
3
4
Ventilator
123456
1
2
3
4
5
6
7
8
HF
Gas
I>0
24V
4321
L1NPE
A2
T1
C1
X2
T 1,0 A
+
X2
X1
INV2SEK
INVCONT1
INVPRIM1
Flachband 16 pol.
Flachband 26 pol.
X1
M1,M2Q1 Hauptschalter
A1
L2
Ventilatoren
Bedienplatine
1Strom 1
2Strom 2
3Pulsen t1
4Pulsen t2
5Soft-Start
6Soft-Down
7Punktzeit
8Mode- Extern
9Ground 0V
10
11
12
13
14
15
Meldung I>0
10V-Extern
Meldung I>0
Gas Ein
Gas Ein
LB Start
LB Start
T 0,5 A
Sub.D
15 pol.
1 32
A
X2
B
C
D
E
F
G
H
I
K
L
M
N
P
R
S
T
1
2
3 S2
S1
SteckdoseBrenner-
(Tuchel 5pol.)
R
S
T
Steckdose
Fernregler 17 pol.
R1R2R3R11R13
Poti Pulsen t1 10k lin.Poti Pulsen t2 10k lin.Kodierung FW3i 1kKodierung FF2i 10k
S13
E
A
A
H
I
K
R13
R1
FF2i
T
Fußfern-steller
C
D
H
I
K
FernreglerPulsen
E
A
E
A
R3
R11
S11
R2
FW3 i
E
A
A
H
I
K
R1
stellerHandfern-
FW2i
R15
TAbschirmung
(I1 ein)(I2 ein)
S1 BrennertasterS2 2-Wert-Taster
T1T2 Steuertrafo
Y1 Magnetventil Gas
X1 BrennersteckdoseX2 Steckdose Fernregler
Leistungsübertrager
S11S13
Pulsen Ein/ AusFußtaster I1
R15 Kodierung FW2i 47k
Potentiometer I1 10k lin.
WIG 201 i DC
HF-Zündgerät
H0 HB
SIG 3.1
42V L3
-
Flachband 16 pol.
X120
INV CB 40
X2
X3
Gerlach3
10
8
1
29
X1
HF- Filter DGF - 3
18.03.04
WIG-201.200
6
X6Werkstück Brenner/
Elektrode
A4
A5
A6
L4
L1 Booster-DrosselL2 GlättungsdrosselL3
SicherungF1,F2
HF- Impulssperrdrossel
Kondensator 0,1µF/630VC1
Platine INVCONT1
HF- ZündgerätPlatine INV CB 40
A1A2 Platine INV2SEK1
Platine INV2PRIM1
A4A5A6
L4
S10K420U
Schaltplan W
IG 201i D
C

W
IG 201i D
C-A
C/D
C
Betriebsanleitung
Seite 22
JÄCKLE
L1
Q1
N PE
MM1 MM2
F1
T2
230 V
0 V
42 V
0 VF2
Y1
Name:
Datum:
Nr.:
230V 1~50Hz
Stromlaufplan
L1
1
2
3
4
Ventilator
123456
1
2
3
4
5
6
7
8
HF
Gas
I>0
24V
4321
L1NPE
A5
A2
T1
A4
L1 N PE
HF-Zündgerät
L3
D0
A3
C1
X7
T 1,0 A
-+
X2
X1
INV2SEK
INV2AC1
INVCONT1
INVPRIM1
Flachband 16 pol.
Flachband 16 pol.
Flachband 26 pol.
X1
M1,M2Q1 Hauptschalter
A1
L2
WIG 201 i AC/DC
Ventilatoren
Flachband 16 pol. zu INV2CB1
Bedienplatine
Flachband 20 pol.
SB WS
T0 C2
1Strom 1
2Strom 2
3Pulsen t1
4Pulsen t2
5Soft-Start
6Soft-Down
7Punktzeit
8Mode- Extern
9Ground 0V
10
11
12
13
14
15
Meldung I>0
10V-Extern
Meldung I>0
Gas Ein
Gas Ein
LB Start
LB Start
T 0,5 A
Sub.D
15 pol.
1 32
A
X2
B
C
D
E
F
G
H
I
K
L
M
N
P
R
S
T
R
S
T
Steckdose
Fernregler 17 pol.
R1R2R3R11R13
Poti Pulsen t1 10k lin.Poti Pulsen t2 10k lin.Kodierung FW3i 1kKodierung FF2i 10k
S13
DB
42V T70
E
A
A
H
I
K
R13
R1
FF2i
T
Fußfern-steller
C
D
H
I
K
FernreglerPulsen
E
A
E
A
R3
R11
S11
R2
FW3 i
E
A
A
H
I
K
R1
stellerHandfern-
FW2i
R15
TAbschirmung
(I1 ein)(I2 ein)
S1 BrennertasterS2 2-Wert-Taster
T1T2 Steuertrafo
Y1 Magnetventil Gas
X1 BrennersteckdoseX2 Steckdose Fernregler
Leistungsübertrager
S11S13
Pulsen Ein/ AusFußtaster I1
R15 Kodierung FW2i 47k
Potentiometer I1 10k lin.
A6
SIG 8.41
Schweiß- undSchneidtechnik
X120
INV CB 40
X2
X3
Gerlach
1
2
3 S2
S1
SteckdoseBrenner-
(Tuchel 5pol.)
3
10
8
1
29
X1
6
X6
HF- Filter DGF - 3L4
L1 Booster-DrosselL2 GlättungsdrosselL3
SicherungF1,F2
A1A2A3A4A5
Platine INV2SEK1Platine INV2PRIM1
Platine INV2AC1Platine INVCONT1
A6 HF- Zündgerät
Kondensator 0,1µF/630V
HF- Impulssperrdrossel
C1,C2
Platine INV CB 40
L4
18.03.04
WIG-201.201
Brenner/Elektrode
Werkstück
S10K420U
Schaltplan W
IG 201i A
C/D
C

Ihr F
ac
hhä
ndle
r / Y
ou
r tra
de
r
Text und Abbildungen entsprechen dem technischen Stand bei Drucklegung. Irrtümer und Änderungen vorbehalten.Contents corresponding to technical standard at printing. Errors and subjects to change without notice excepted.05/09, online: www.jaeckle-sst.de, copyrightJÄCKLE GmbH Bad Waldsee, Germany
JÄCKLE Schweiß- u.Schneidtechnik GmbHRiedweg 4 u. 9D-88339 Bad WaldseeGERMANY

















