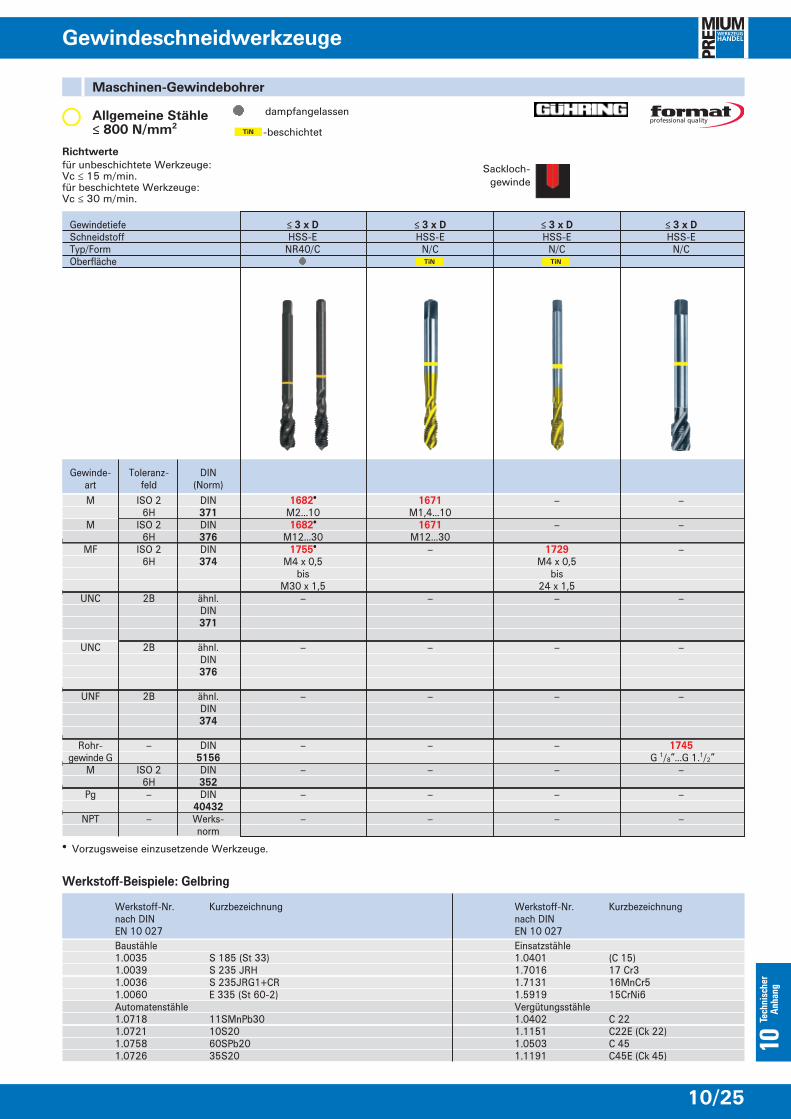
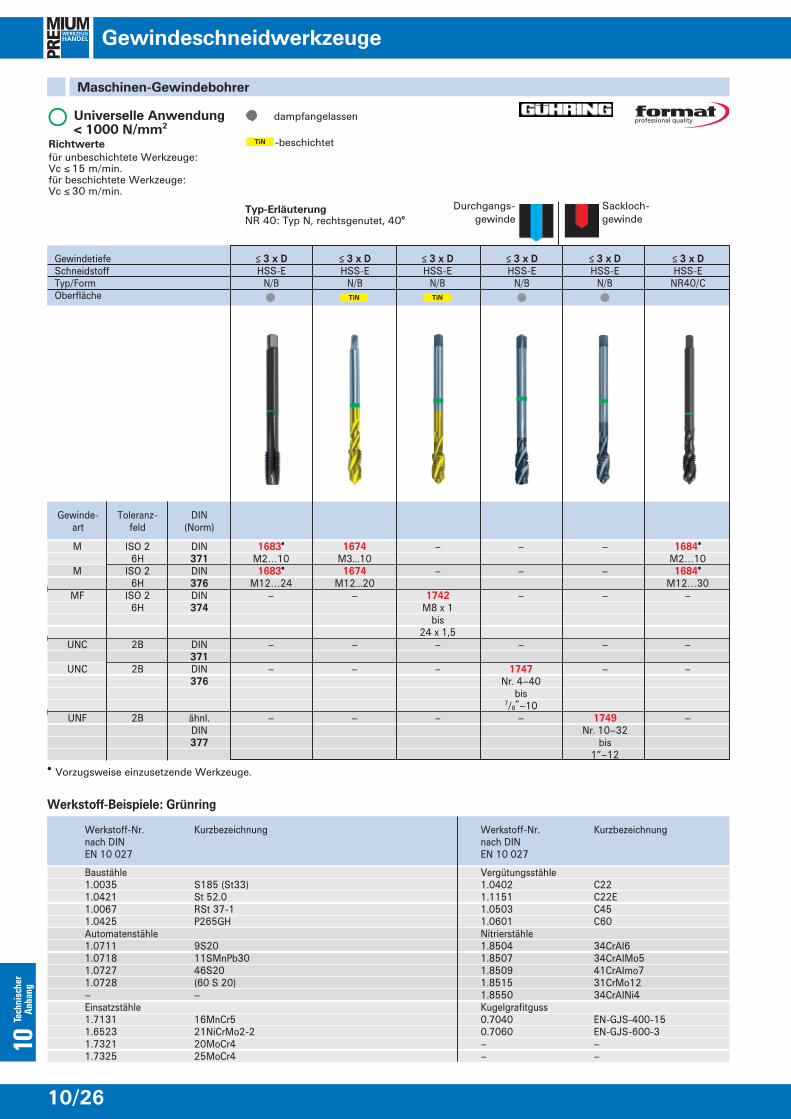
Gewindetiefe ≤ 3 x D ≤ 3 x D ≤ 3 x D ≤ 3 x D ≤ 3 x D ≤ 3 x DSchneidstoff HSS-E HSS-E HSS-E HSS-E HSS-E HSS-ETyp/Form N/B N/B N/B N/B N/B NR40/COberfläche
M ISO 2 DIN 1683• 1674 – – – 1684• 6H 371 M2…10 M3...10 M2…10
M ISO 2 DIN 1683• 1674 – – – 1684• 6H 376 M12…24 M12...20 M12…30
MF ISO 2 DIN – – 1742 – – –6H 374 M8 x 1
bis24 x 1,5
UNC 2B DIN – – – – – –371
UNC 2B DIN – – – 1747 – –376 Nr. 4–40
bis7/8”–10
UNF 2B ähnl. – – – – 1749 –DIN Nr. 10–32377 bis
1”–12
Gewinde- Toleranz- DINart feld (Norm)
TiNTiN
dampfangelassen
-beschichtetTiN
Typ-ErläuterungNR 40: Typ N, rechtsgenutet, 40°
x x x
• Vorzugsweise einzusetzende Werkzeuge.
Gewindeschneidwerkzeuge
10Te
chni
sche
rAn
hang
10/27
Maschinen-Gewindebohrer
Werkstoff-Nr. Kurzbezeichnung Werkstoff-Nr. Kurzbezeichnungnach DIN nach DINEN 10 027 EN 10 027
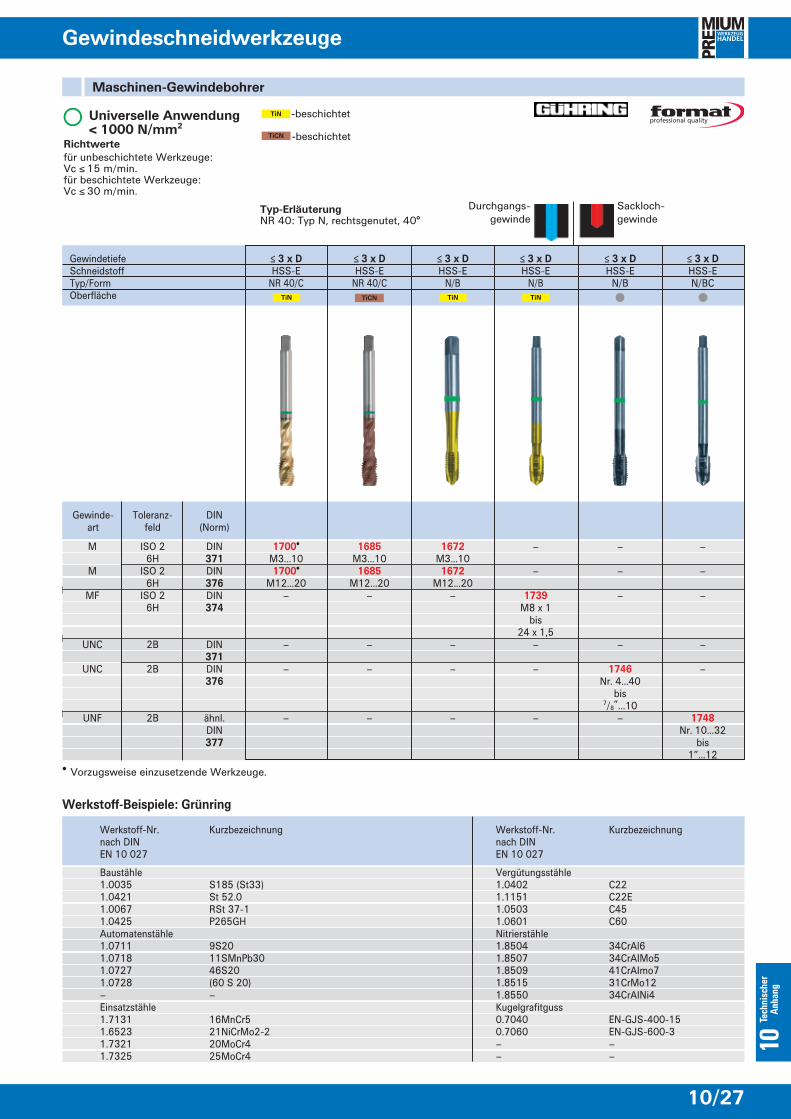
Gewindetiefe ≤ 3 x D ≤ 3 x D ≤ 3 x D ≤ 3 x D ≤ 3 x D ≤ 3 x DSchneidstoff HSS-E HSS-E HSS-E HSS-E HSS-E HSS-ETyp/Form NR 40/C NR 40/C N/B N/B N/B N/BCOberfläche
M ISO 2 DIN 1700• 1685 1672 – – –6H 371 M3...10 M3...10 M3...10
M ISO 2 DIN 1700• 1685 1672 – – –6H 376 M12...20 M12...20 M12...20
MF ISO 2 DIN – – – 1739 – –6H 374 M8 x 1
bis24 x 1,5
UNC 2B DIN – – – – – –371
UNC 2B DIN – – – – 1746 –376 Nr. 4...40
bis7/8”...10
UNF 2B ähnl. – – – – – 1748DIN Nr. 10...32377 bis
1”...12
Gewinde- Toleranz- DINart feld (Norm)
TiN TiN TiN
• Vorzugsweise einzusetzende Werkzeuge.
TiCN
TiN
x x
10Te
chni
sche
rAn
hang
10/28
Gewindeschneidwerkzeuge
Maschinen-Gewindebohrer
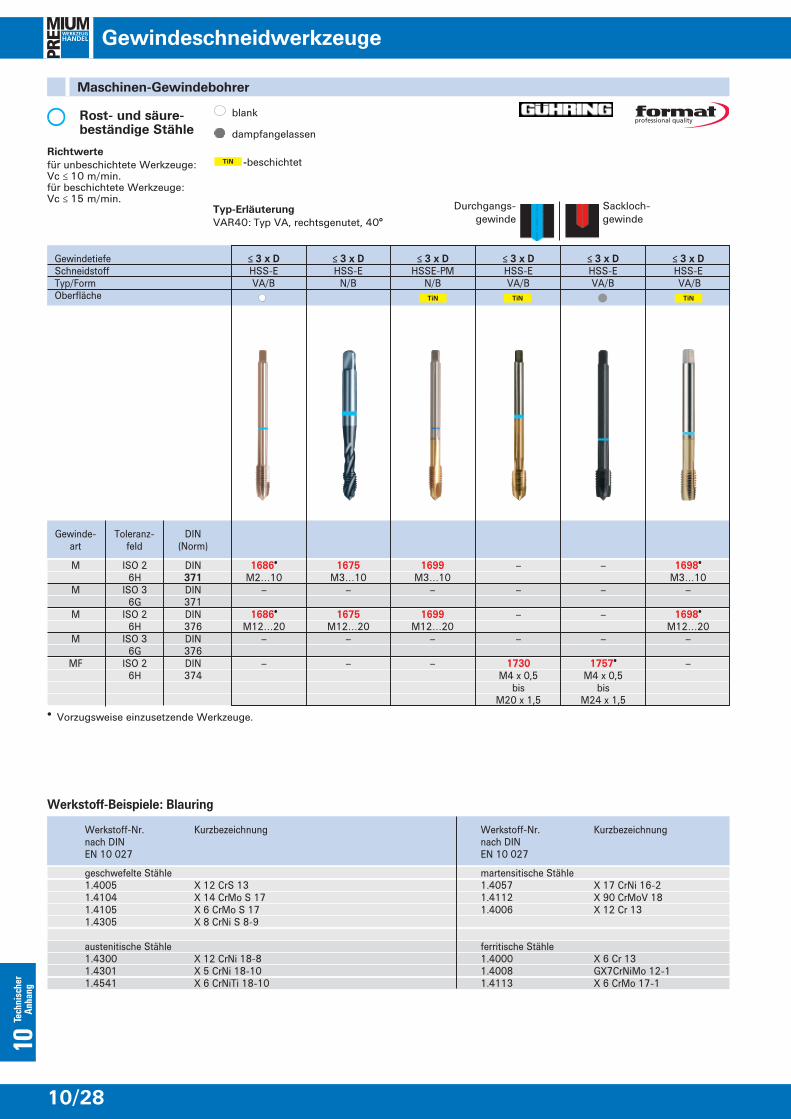
Gewindetiefe ≤ 3 x D ≤ 3 x D ≤ 3 x D ≤ 3 x D ≤ 3 x D ≤ 3 x DSchneidstoff HSS-E HSS-E HSSE-PM HSS-E HSS-E HSS-ETyp/Form VA/B N/B N/B VA/B VA/B VA/BOberfläche
M ISO 2 DIN 1686• 1675 1699 – – 1698•6H 371 M2…10 M3…10 M3…10 M3…10
M ISO 3 DIN – – – – – –6G 371
M ISO 2 DIN 1686• 1675 1699 – – 1698•6H 376 M12…20 M12…20 M12…20 M12…20
M ISO 3 DIN – – – – – –6G 376
MF ISO 2 DIN – – – 1730 1757• –6H 374 M4 x 0,5 M4 x 0,5 bis bis
Werkstoff-Nr. Kurzbezeichnung Werkstoff-Nr. Kurzbezeichnungnach DIN nach DINEN 10 027 EN 10 027
geschwefelte Stähle martensitische Stähle1.4005 X 12 CrS 13 1.4057 X 17 CrNi 16-21.4104 X 14 CrMo S 17 1.4112 X 90 CrMoV 181.4105 X 6 CrMo S 17 1.4006 X 12 Cr 131.4305 X 8 CrNi S 8-9
austenitische Stähle ferritische Stähle1.4300 X 12 CrNi 18-8 1.4000 X 6 Cr 131.4301 X 5 CrNi 18-10 1.4008 GX7CrNiMo 12-11.4541 X 6 CrNiTi 18-10 1.4113 X 6 CrMo 17-1
Werkstoff-Beispiele: Blauring
TiNTiN TiN x
10Te
chni
sche
rAn
hang
10/29
Gewindeschneidwerkzeuge
Vorzugsweise einzusetzende Werkzeuge. •
Maschinen-Gewindebohrer
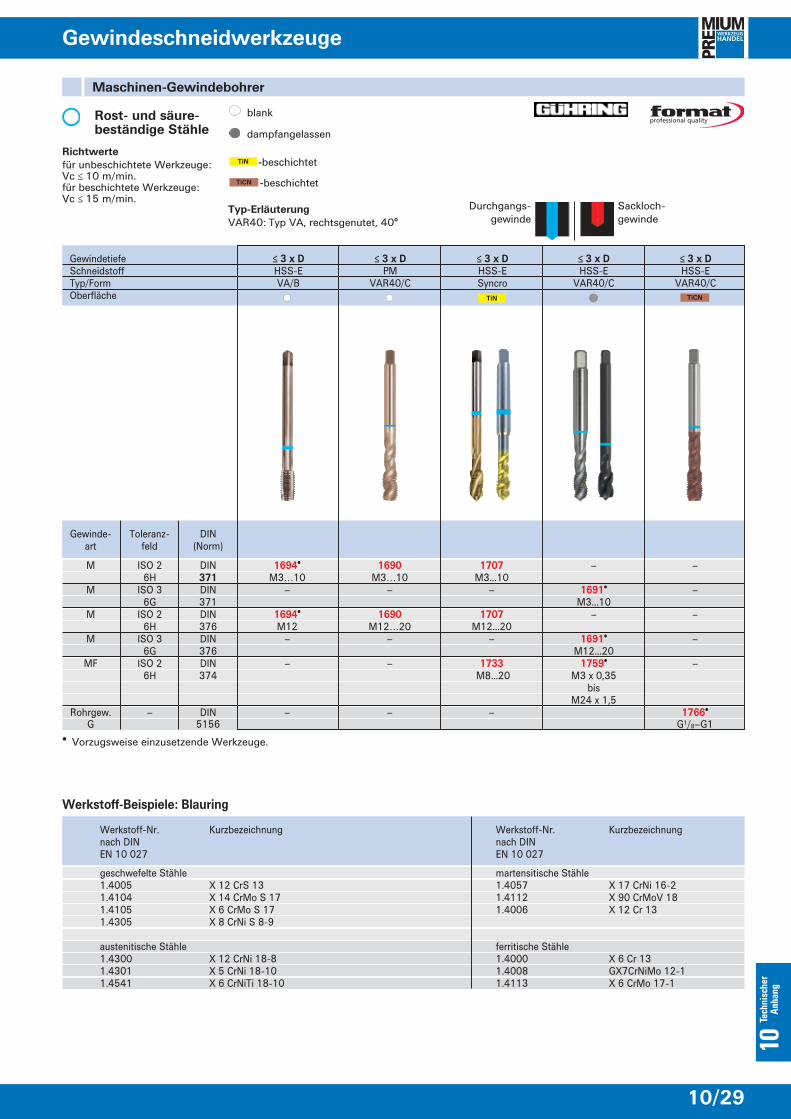
Gewindetiefe ≤ 3 x D ≤ 3 x D ≤ 3 x D ≤ 3 x D ≤ 3 x DSchneidstoff HSS-E PM HSS-E HSS-E HSS-ETyp/Form VA/B VAR40/C Syncro VAR40/C VAR40/COberfläche
M ISO 2 DIN 1694• 1690 1707 – –6H 371 M3…10 M3…10 M3...10
M ISO 3 DIN – – – 1691• –6G 371 M3...10
M ISO 2 DIN 1694• 1690 1707 – –6H 376 M12 M12…20 M12...20
M ISO 3 DIN – – – 1691• –6G 376 M12...20
MF ISO 2 DIN – – 1733 1759• –6H 374 M8...20 M3 x 0,35 bis
Werkstoff-Nr. Kurzbezeichnung Werkstoff-Nr. Kurzbezeichnungnach DIN nach DINEN 10 027 EN 10 027
geschwefelte Stähle martensitische Stähle1.4005 X 12 CrS 13 1.4057 X 17 CrNi 16-21.4104 X 14 CrMo S 17 1.4112 X 90 CrMoV 181.4105 X 6 CrMo S 17 1.4006 X 12 Cr 131.4305 X 8 CrNi S 8-9
austenitische Stähle ferritische Stähle1.4300 X 12 CrNi 18-8 1.4000 X 6 Cr 131.4301 X 5 CrNi 18-10 1.4008 GX7CrNiMo 12-11.4541 X 6 CrNiTi 18-10 1.4113 X 6 CrMo 17-1
Werkstoff-Beispiele: Blauring
TiN x TiCN
Gewindeschneidwerkzeuge10
Tech
nisc
her
Anha
ng
10/30
Maschinen-Gewindebohrer
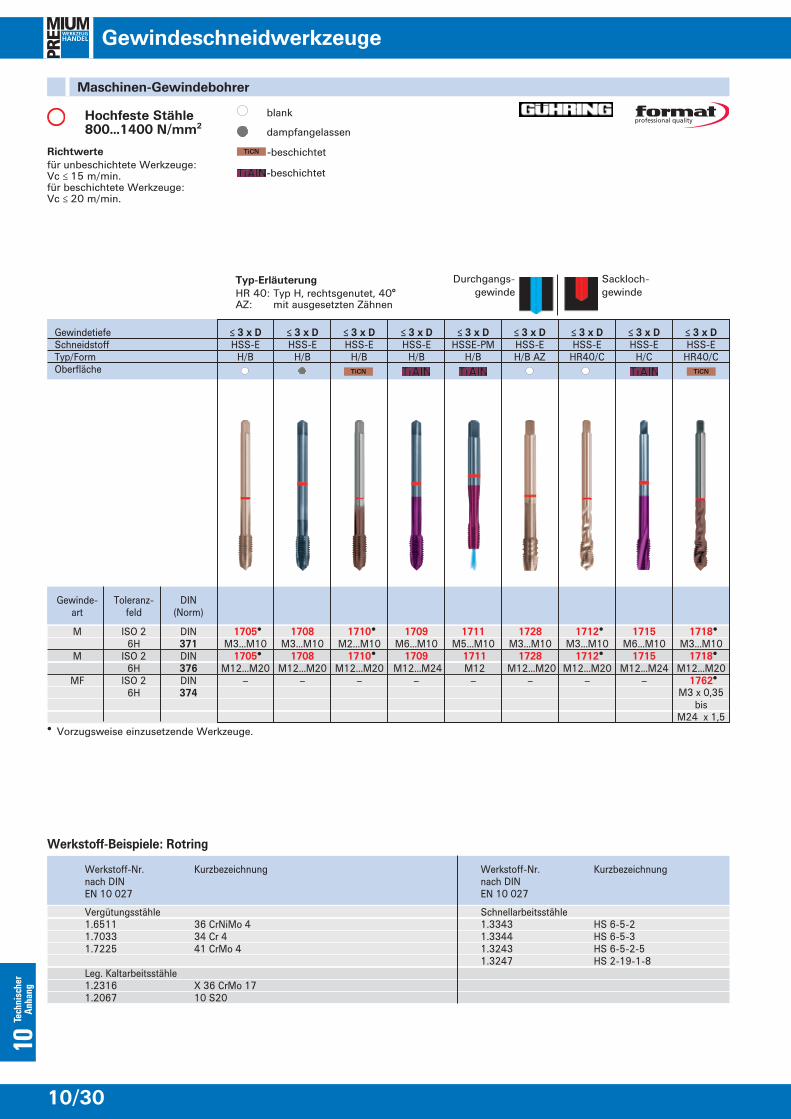
M ISO 2 DIN 1705 1708 1710 1709 1711 1728 1712 1715 17186H 371 M3...M10 M3...M10 M2...M10 M6...M10 M5...M10 M3...M10 M3...M10 M6...M10 M3...M10
M ISO 2 DIN 1705 1708 1710 1709 1711 1728 1712 1715 17186H 376 M12...M20 M12...M20 M12...M20 M12...M24 M12 M12...M20 M12...M20 M12...M24 M12...M20
MF ISO 2 DIN – – – – – – – – 17626H 374 M3 x 0,35
bisM24 x 1,5
Gewinde- Toleranz- DINart feld (Norm)
Gewindetiefe ≤ 3 x D ≤ 3 x D ≤ 3 x D ≤ 3 x D ≤ 3 x D ≤ 3 x D ≤ 3 x D ≤ 3 x D ≤ 3 x DSchneidstoff HSS-E HSS-E HSS-E HSS-E HSSE-PM HSS-E HSS-E HSS-E HSS-ETyp/Form H/B H/B H/B H/B H/B H/B AZ HR40/C H/C HR40/COberfläche TiCNTiCN
blank
dampfangelassen
-beschichtet
-beschichtet
TiCN
Hochfeste Stähle800...1400 N/mm2
Werkstoff-Nr. Kurzbezeichnung Werkstoff-Nr. Kurzbezeichnungnach DIN nach DINEN 10 027 EN 10 027
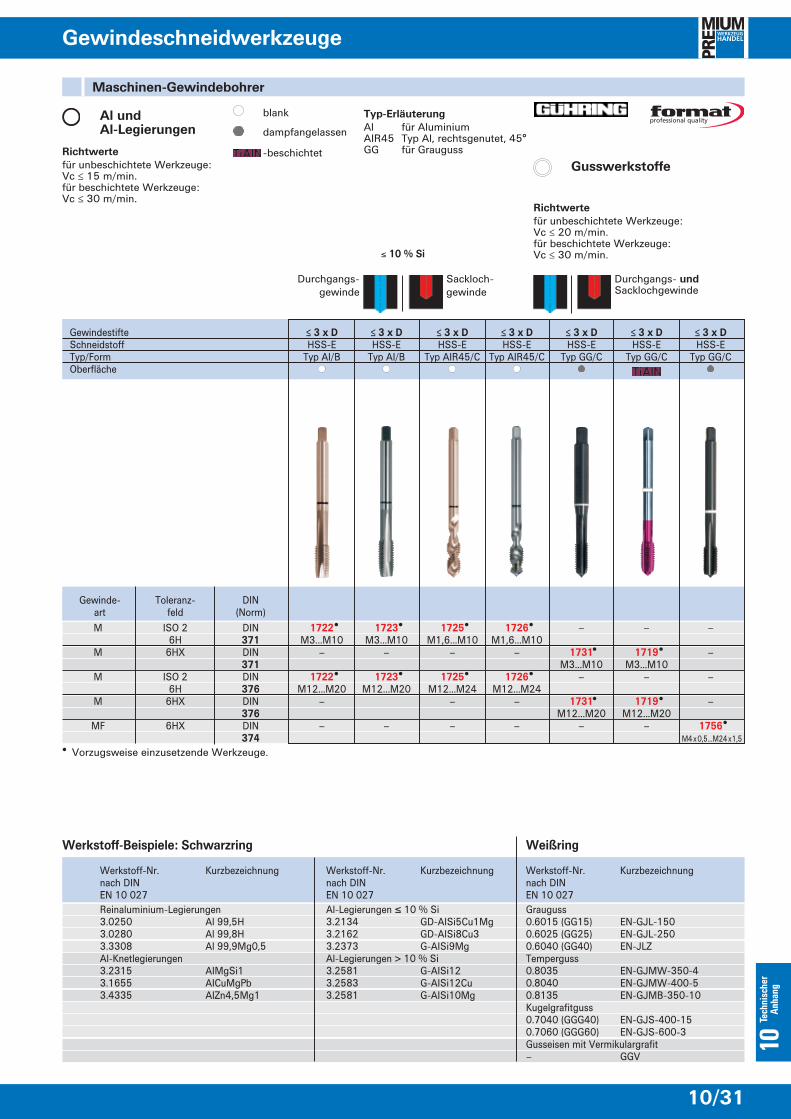
M ISO 2 DIN 1722 1723 1725 1726 – – –6H 371 M3...M10 M3...M10 M1,6...M10 M1,6...M10
M 6HX DIN – – – – 1731 1719 –371 M3...M10 M3...M10
M ISO 2 DIN 1722 1723 1725 1726 – – –6H 376 M12...M20 M12...M20 M12...M24 M12...M24
M 6HX DIN – – – 1731 1719 –376 M12...M20 M12...M20
MF 6HX DIN – – – – – – 1756374 M4x0,5...M24x1,5
Gewinde- Toleranz- DINart feld (Norm)
Gewindestifte ≤ 3 x D ≤ 3 x D ≤ 3 x D ≤ 3 x D ≤ 3 x D ≤ 3 x D ≤ 3 x DSchneidstoff HSS-E HSS-E HSS-E HSS-E HSS-E HSS-E HSS-ETyp/Form Typ AI/B Typ AI/B Typ AIR45/C Typ AIR45/C Typ GG/C Typ GG/C Typ GG/COberfläche
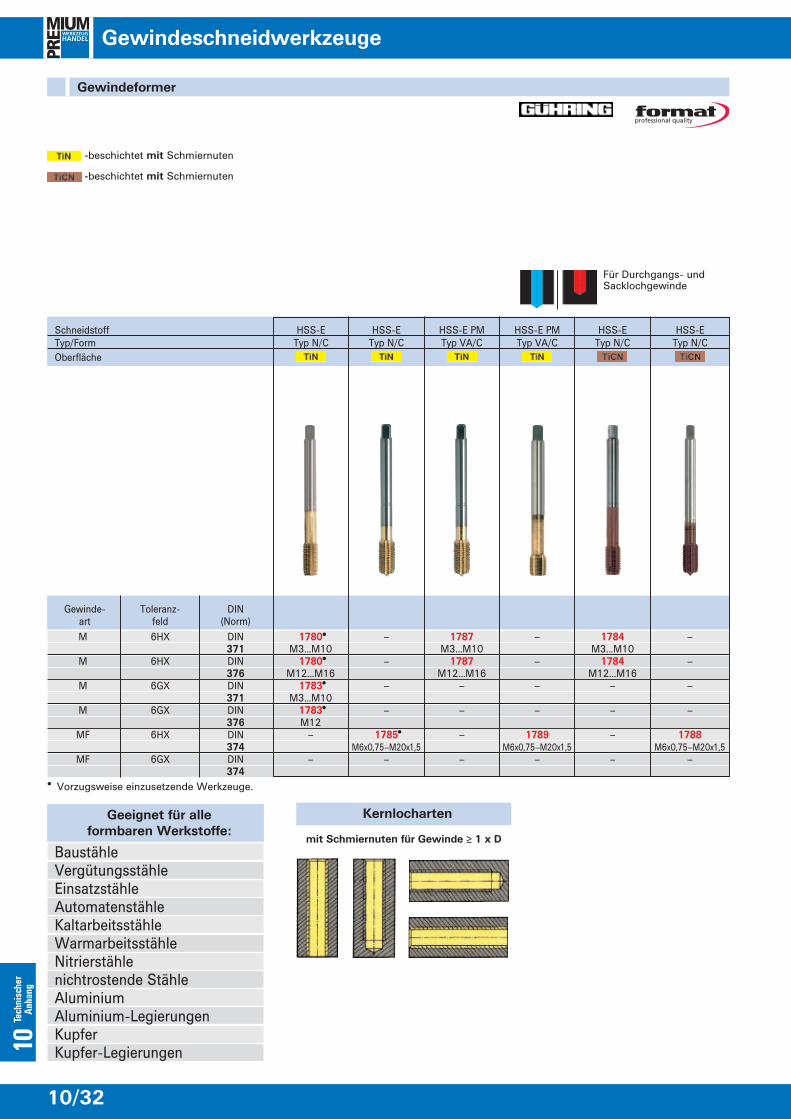
Schneidstoff HSS-E HSS-E HSS-E PM HSS-E PM HSS-E HSS-ETyp/Form Typ N/C Typ N/C Typ VA/C Typ VA/C Typ N/C Typ N/COberfläche
•
•
•
•
•
Gewindeformer
Vorzugsweise einzusetzende Werkzeuge. •
10Te
chni
sche
rAn
hang
10/33
Gewindeschneidwerkzeuge
Maschinengewindeformer
Werkzeuggeometrie Gewindeformen
Gewindeformer sind Werkzeuge für die spanlose Herstellung vonInnengewinden. Hierbei wird ähnlich wie beim Walzen von Außen -gewinden der Werkstoff im Gewindebereich verformt, ohne denFaserverlauf zu zerstören.
Gewindeformer bieten deshalb folgende Vorteile:x Geringe Bruchgefahr durch stabile Konstruktionx Großer Anwendungsbereich: Durchgangs- und Sackloch, breite Werkstoffpalette
x Kein Späneabfallx Kein Verschneidenx Höhere Festigkeitx Bessere Oberfläche des Gewindesx Höhere Standzeitx Höhere Schnittgeschwindigkeit
Besonders gut geeignet sind Gewindeformer für die Bearbeitung vonStanz- und Pressteilen aus langspanenden und kaltfließenden Werk-stoffen, z. B. Stähle mit mindestens 10 % Dehnbarkeit, Alu miniumund Al-Legierungen mit max. 10 % Si-Gehalt, Zink- und Al-Druck -gusslegierungen und langspanenden Buntmetall-Legierungen.
Die Kernlochdurchmesser sind größer als bei der zerspanendenGewindeherstellung zu wählen.
Von ganz großer Bedeutung ist die Schmierung. Motto: Gut geschmiertist halb geformt. Die Schmierung muss so gut sein, dass sich niemals Werkstoff auf den Gewindeflanken ansetzt und das für dieVerformungsarbeit notwendiger Drehmoment gewährleistet ist.
Auf keinen Fall darf die Schmierung ausfallen. Schmierfähige, graphithaltige Kühlschmiermittel oder Öle, wie sie auch beim Walzen Verwendung finden, sind zu bevorzugen.
Konstruktive und fertigungstechnische Feinheiten:
Außenkontur und Anlauf bestimmen in hohem Maße die Arbeits -leistung des Formers. So hat sich in zahlreichen Versuchen gezeigt,dass Former mit optimaler Drückstollengeometrie und -anzahl hoheStandzeit und Maßgenauigkeit erzielen.
Einen weiteren Qualitätsfortschritt erreichen wir, wenn die gesamteFormer geometrie in einer Aufspannung und mit einer Schleifscheibe– abgerichtet mit einer Spezialrolle – hergestellt wird. Steigungs -fehler in den Gangspitzen beim Anlaufübergang, wie sie sonst beiherkömmlichen Schleifverfahren entstehen, gibt es nicht.
Geeignet für alle formbaren Werkstoffe wie:x Baustählex Vergütungsstählex Einsatzstählex Automatenstählex Kaltarbeitsstählex Warmarbeitsstählex Nitrierstählex Nichtrostende Stählex Aluminiumx Aluminium-Legierungenx Kupferx Kupfer-Legierungen
Maschinengewindeformer ab Seite 1/183.
Der Former-Querschnitt
Die spanlose Innengewinde-Herstellung (Gewindeformen) im Vergleichzum Gewindeschneiden.
Gewinde-FORMER Gewinde-BOHRER
x Detail x
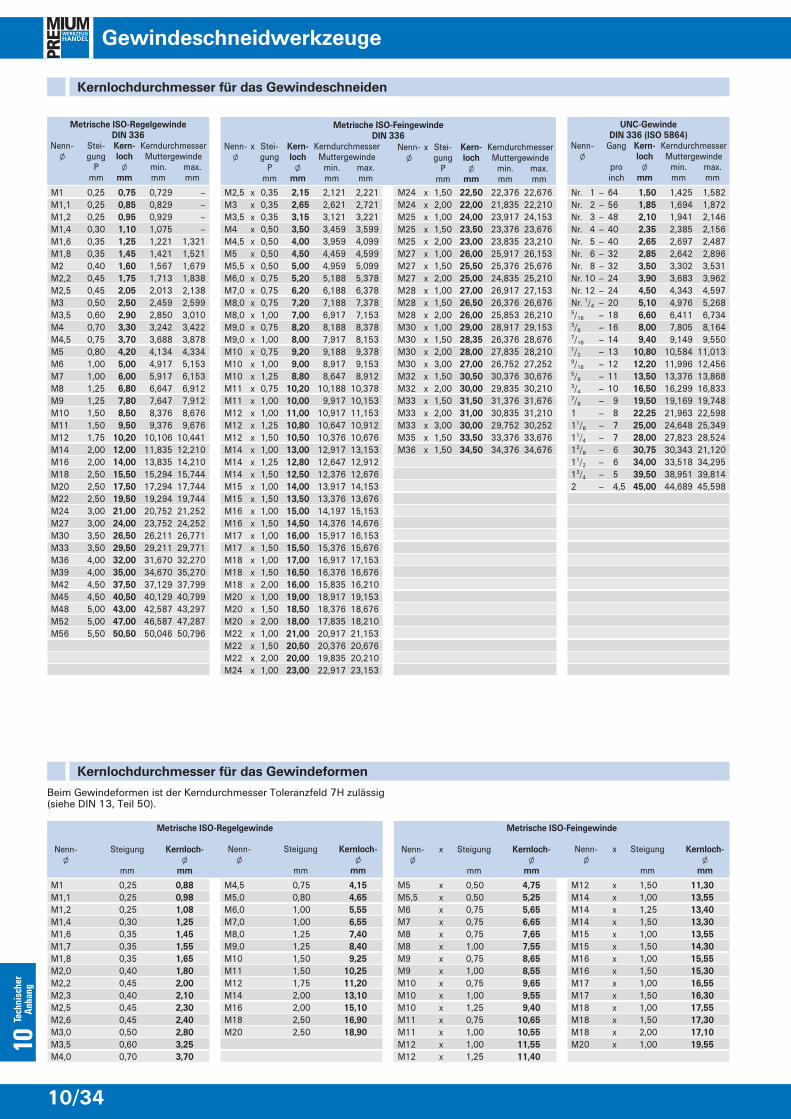
Bei Einhaltung der empfohlenen Vorbohrdurchmesser wird ein Mutter-kerndurchmesser erreicht, der innerhalb des Mutterkern-Toleranzfeldesnach DIN 13 Teil 50 liegt. Voraussetzung ist jedoch, dass in verform -bare Werkstoffe geformt wird.Der günstigste Vorbohrdurchmesser sollte jeweils durch Versuchermittelt werden.
Beim Gewindeformen ist der Kerndurchmesser Toleranzfeld 7H zulässig(siehe DIN 13, Teil 50).
Nenn- Steigung Kernloch-l l
mm mm
Metrische ISO-Feingewinde
Nenn- x Steigung Kernloch-l l
mm mm
M5 x 0,50 4,75M5,5 x 0,50 5,25M6 x 0,75 5,65M7 x 0,75 6,65M8 x 0,75 7,65M8 x 1,00 7,55M9 x 0,75 8,65M9 x 1,00 8,55M10 x 0,75 9,65M10 x 1,00 9,55M10 x 1,25 9,40M11 x 0,75 10,65M11 x 1,00 10,55M12 x 1,00 11,55M12 x 1,25 11,40
M12 x 1,50 11,30M14 x 1,00 13,55M14 x 1,25 13,40M14 x 1,50 13,30M15 x 1,00 13,55M15 x 1,50 14,30M16 x 1,00 15,55M16 x 1,50 15,30M17 x 1,00 16,55M17 x 1,50 16,30M18 x 1,00 17,55M18 x 1,50 17,30M18 x 2,00 17,10M20 x 1,00 19,55
Das Schneideisen muss sorgfältig in die Aufnahme eingelegt werden.Es dürfen keine Späne am Schneideisen oder im Halter haften, da sonst die Stirnseite des Schneideisens nicht genau anliegt und die Gewinde verschnitten werden. Ohne Spannschrauben: Arretierung des Schneideisens über die Nutmit einer verstellbaren Backe, ähnlich wie beim Windeisen. Durch diebesondere Konstruktion der Backe und der geringen Toleranzen sitzendie Schneideisen absolut sicher und fest im Schneideisenhalter.
Um gute Schneidergebnisse zu erhalten, ist der Spanwinkel dem zubearbeitenden Werkstoff anzupassen. Es gilt auch beim Gewinde-schneiden die Regel: langspanende Werkstoffe erfordern größereSpanwinkel, kurzspanende Werkstoffe erfordern kleinere Spanwinkel.Wenn in der Bestellung keine Werkstoffangaben enthalten sind, liefern wir unsere Schneideisen mit einem Spanwinkel für Stahl mittlerer Festigkeit.
Normaler Anschnitt: Die HSS-Schneideisen für Stahlbearbeitunghaben in der Normalausführung eine Anschnittlänge von ca. 1,75 xSteigung. VA-Schneideisen liefern wir mit einer Anschnittlänge vonca. 2 x Steigung. Schneideisen für Messing-Bearbeitung haben eineAnschnittlänge von ca. 1,25 x Steigung.Kurzer Anschnitt: Sollen Gewinde dicht an einen Bund geschnittenwerden, liefern wir Anschnitt kurz mit einer Anschnittlänge von ca.1,25 x Steigung. Ein kurzer Anschnitt kann nicht durch Planschleifenerzielt werden, da der notwendige Anschnitt-l dann zu klein ist unddas Schneideisen nicht mehr richtig schneidet.Langer Anschnitt:Wenn das Werkstück es zulässt, mit längeremAnschnitt zu arbeiten, erreicht man vor allem bei schwer zerspan -baren Werkstoffen bessere Schneidergebnisse. Wir liefern deshalbauch Schneideisen mit einer Anschnittlänge von ca. 3 x Steigung auf Anfrage.
Der Schälanschnitt bewirkt ein freies Abfließen der Späne nach vorneund eine Verringerung des Schnittmomentes. Spänestauungen in denSpanlöchern werden dadurch vermieden.Das Ergebnis ist eine verbesserte Oberflächengüte bei den geschnit-tenen Gewinden und höhere Standzeit des Werkzeuges. Schneid -eisen, die auf Maschinen eingesetzt werden, müssen deshalb mitSchälanschnitt bestellt werden. HSS-Schneideisen sind ab Gew.-l3 mm mit Schälanschnitt lieferbar. Alle VA werden ab Gew.-l 2 mmmit Schälanschnitt geliefert.
Um die Zerspanungswärme abzuleiten und die Reibung zu vermindern,ist ein möglichst großes Kühl- bzw. Schmiermittelvolumen auf dieZerspanungsstelle zu richten. Der Kühlmittelstrahl muss die Späne imSchneideisen bis zum Wiedereinleiten des Gewindeschneidvorgangesausspülen. Dadurch wird eine gute Oberflächengüte erzielt und dasWerkzeug geschont. Unsere Kühl- und Schmiermittelempfehlungenentnehmen Sie bitte nachstehender Tabelle.
sind aus hochlegiertem pulvermetallurgisch hergestelltem Schnellar-beitsstahl (ASP-Stahl) gefertigt. VA-Schneideisen sind zum Gewinde-schneiden von Stählen bis 1200 N/mm2 geeignet, besonders aber für rost- und säurebeständige Stähle, Vergütungsstähle, Einsatzstähleusw. Es können auch gut zerspanbare Stähle wie z. B. Automaten -stähle bearbeitet werden. Man erreicht damit wesentlich höhereStandzeiten oder höhere Schnittgeschwindigkeiten als dies mit HSS-Schneideisen möglich ist. Für andere Werkstoffe liefern wirebenfalls HSSE-Schneideisen mit der darauf abgestimmten Geo -metrie, z. B. für Rotguss (HSSE-RG nitr. bezeichnet), für Messing(HSSE-Ms bezeichnet) usw. auf Anfrage.
Die nachfolgend aufgeführten Schnittgeschwindigkeiten können nurals Richtwerte gelten. Bestwerte müssen in eigenen Schneidver -suchen ermittelt werden, da sie nicht nur von dem zu bearbeitendenWerkstoff, sondern auch von der Qualität des Kühl- bzw. Schmier -mittels und dem Zustand der Maschine abhängig sind. Eine zu hoheSchnittgeschwindigkeit bewirkt jedoch eine Verkürzung der Standzeitdes Schneideisens und bei den zu schneidenden Gewinden eine herabgesetzte Maßhaltigkeit und Oberflächengüte.
Gewindegeschliffene Schneideisen (mit Gewindehinterschliff) könnenein Mehrfaches der Standzeit normaler Schneideisen erreichen. Das Schneidmoment ist kleiner und die Neigung zu Kaltschweiß ungengering. Wir liefern diese Ausführung ≥ Gewinde-l ca. 16 mm aufAnfrage.
Schneideisen ab Seite 1/185.
Richtwerte für Schnittgeschwindigkeit, Kühl-Schmiermittel und Spanwinkel.Angaben über zu verwendende Schneideisen.
1 Verfahren auf Startposition zentrisch über Kernlochbohrung und Drehzahlaufruf2 Einfahrschleife 180° auf Profiltiefe, Beginn des Gewindefräsens3 Gewindefräszyklus 360° mit axialer Bewegung der Gewindesteigerung in Z-Richtung4 Ausfahrschleife 180° auf Gewindemittelpunkt, Ende des Gewindefräsens5 Verfahren aus der Bohrung heraus auf Startposition zentrisch über Kernlochbohrung
Gewindefräser ohne Senkfase
Ablaufschritte
Programmierbeispiel:
1 Verfahren auf Startposition zentrisch über Kernlochbohrung und Drehzahlaufruf2 Einfahrschleife 180°, Beginn des Gewindefräsens3 Gewindefräszyklus 360° mit axialer Bewegung der Gewindesteigerung in Z-Richtung4 Ausfahrschleife 180° auf Gewindemittelpunkt, Ende des Gewindefräsens5 Verfahren aus der Bohrung heraus auf Startposition zentrisch über Kernlochbohrung
Mehrbereichsgewindefräser Typ TMU SP – 1 Fräsumlauf
Programmierbeispiel:
1 Verfahren auf Startposition zentrisch über Kernlochbohrung und Drehzahlaufruf2 Einfahrschleife 180°, Beginn des 1. Gewindefräsvorgangs3 1. Gewindefräsvorgang, Gewindefräszyklus 360° mit axialer Bewegung der
Gewindesteigung in Z-Richtung4 1. Gewindefräsvorgang, Ausfahrschleife 180° auf Gewindemittelpunkt5 Verfahren im Eilgang auf Startposition zentrisch in Kernlochbohrung für
2. Gewindefräsvorgang6 Einfahrschleife 180°, Beginn des 2. Gewindefräsvorgangs7 2. Gewindefräsvorgang, Gewindefräszyklus 360° mit axialer Bewegung der
Gewindesteigung in Z-Richtung8 2. Gewindefräsvorgang, Ausfahrschleife 180° auf Gewindemittelpunkt9 Verfahren aus der Bohrung heraus auf Startposition zentrisch über Kernlochbohrung
Mehrbereichsgewindefräser Typ TMU SP – 2 Fräsumlauf
Programmierbeispiel:
1 Verfahren auf Startposition zentrisch über Kernlochbohrung und Drehzahlaufruf2 Ansenken der 90° Fase3 Verfahren im Eilgang auf Gewindefrässtartposition zentrisch in Kernlochbohrung4 Einfahrschleife 180°, Beginn des Gewindefräsens5 Gewindefräszyklus 360° mit axialer Bewegung der Gewindesteigung in Z-Richtung6 Ausfahrschleife 180° auf Gewindemittelpunkt, Ende des Gewindefräsens7 Verfahren aus der Bohrung heraus auf Startposition zentrisch über Kernlochbohrung
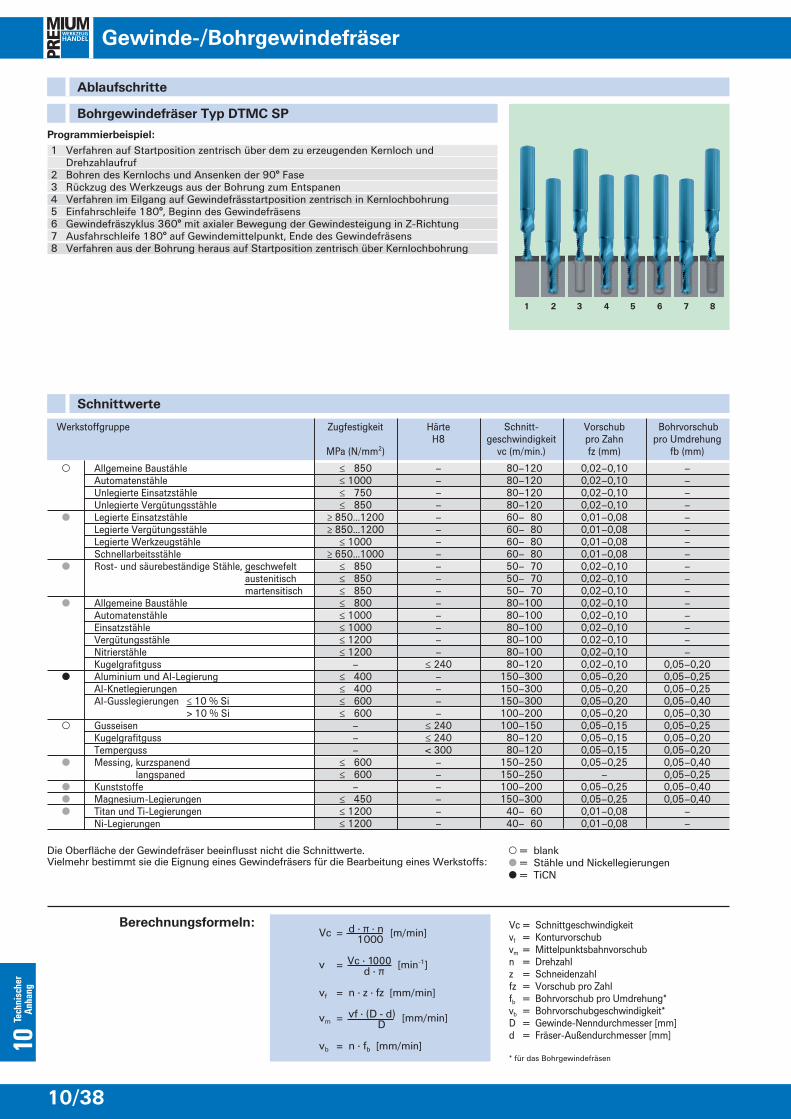
1 Verfahren auf Startposition zentrisch über dem zu erzeugenden Kernloch undDrehzahlaufruf
2 Bohren des Kernlochs und Ansenken der 90° Fase3 Rückzug des Werkzeugs aus der Bohrung zum Entspanen4 Verfahren im Eilgang auf Gewindefrässtartposition zentrisch in Kernlochbohrung5 Einfahrschleife 180°, Beginn des Gewindefräsens6 Gewindefräszyklus 360° mit axialer Bewegung der Gewindesteigung in Z-Richtung7 Ausfahrschleife 180° auf Gewindemittelpunkt, Ende des Gewindefräsens8 Verfahren aus der Bohrung heraus auf Startposition zentrisch über Kernlochbohrung
Bohrgewindefräser Typ DTMC SP
Ablaufschritte
Werkstoffgruppe Zugfestigkeit Härte Schnitt- Vorschub BohrvorschubH8 geschwindigkeit pro Zahn pro Umdrehung
MPa (N/mm2) vc (m/min.) fz (mm) fb (mm)
Die Oberfläche der Gewindefräser beeinflusst nicht die Schnittwerte. Vielmehr bestimmt sie die Eignung eines Gewindefräsers für die Bearbeitung eines Werkstoffs: