Page 1
- 1 -Hahn-Schickard-GesellschaftInstitut für Feinwerk- und Zeitmeßtechnik
HSG-IFZ •••• Hahn-Schickard-Gesellschaft •••• Institut für Feinwerk- und ZeitmeßtechnikBreitscheidstr. 2b • 70174 Stuttgart • Telefon: +49 711 121-3712 • Telefax: +49 711 121-3705
Institutsleiter: Prof. Dr. H. Kück
AbschlussberichtFV-Nr. 12120 N
Thema:
Verbundfestigkeit von Thermoplasten bei
der Zwei-Komponenten-MID-Technik für
miniaturisierte Mikrosystemgehäuse
Auftraggeber: AiF
Projekt-Nr.: 55037
Projektleiter: Dr. W. Eberhardt
Bearbeiter: M. Münch
Bearbeitungszeitraum: 01.10.1999 � 30.09.2001
Datum: 07.11.2001
Kurzbezeichnung:
Verbundfestigkeit
Page 2
- 2 -
Inhaltsverzeichnis
1 Zusammenfassung .............................................................................................. 42 Problemstellung ................................................................................................... 63 Modellteil ............................................................................................................. 74 Materialauswahl................................................................................................... 95 Füllsimulation..................................................................................................... 11
5.1 Untersuchte Thermoplaste ............................................................................. 115.2 Angussauslegung........................................................................................... 115.3 Simulationsergebnisse ................................................................................... 13
5.3.1 Beispiel LCP ........................................................................................... 135.3.2 Beispiel PPS ........................................................................................... 145.3.3 Beispiel PPE+PS .................................................................................... 16
6 Spritzgießwerkzeug ........................................................................................... 187 Untersuchungsmethoden................................................................................... 21
7.1 Zugprüfung..................................................................................................... 217.2 Dünnschnitte und Mikroskopie ....................................................................... 217.3 ATR-FT-IR - Spektroskopie............................................................................ 227.4 Thermische Analyse (DSC)............................................................................ 227.5 Schältest ........................................................................................................ 22
8 Planung und Durchführung der Spritzgießversuche .......................................... 249 Ergebnisse......................................................................................................... 25
9.1 2-K-Spritzgießen und Charakterisierung der Verbunde ................................. 259.1.1 Polyamid ................................................................................................. 25
9.1.1.1 PA6 und SMA................................................................................ 259.1.1.2 PA6 und sPS �SMA � Blend ......................................................... 289.1.1.3 PA6 und PP � MSA � Blend .......................................................... 289.1.1.4 PA6 und PA12............................................................................... 309.1.1.5 PA6.6 und PA12............................................................................ 319.1.1.6 PA6 und TPU ................................................................................ 319.1.1.7 PA6 � sPS � Blend und sPS ......................................................... 33
9.1.2 ABS+PA-Blend........................................................................................ 339.1.2.1 ABS+PA und ABS ......................................................................... 339.1.2.2 ABS+PA und sPS.......................................................................... 359.1.2.3 ABS+PA und SMA......................................................................... 359.1.2.4 ABS+PA und PA12........................................................................ 359.1.2.5 ABS+PA und TPE ......................................................................... 37
9.1.3 Weitere PA-Blends.................................................................................. 379.1.3.1 PPE+PA � Blend ........................................................................... 379.1.3.2 PPS+PA und PPS ......................................................................... 389.1.3.3 PP+PA und PP.............................................................................. 39
9.1.4 ABS und ABS-Blends ............................................................................. 419.1.4.1 ABS+PC und PC ........................................................................... 419.1.4.2 ABS+PC und TPE ......................................................................... 439.1.4.3 ABS+PBT und PBT ....................................................................... 449.1.4.4 ABS+PSU und PSU ...................................................................... 459.1.4.5 ABS+PSU mit TPE........................................................................ 479.1.4.6 ABS mit PPE+PS .......................................................................... 47
9.1.5 LCP......................................................................................................... 479.1.6 Thermoplastische Elastomere................................................................. 48
Page 3
- 3 -
9.1.6.1 TPU und SMA ............................................................................... 489.1.6.2 TPE und PC .................................................................................. 48
9.1.7 Einfluss der Verbundfläche auf die Zugfestigkeit .................................... 499.2 Selektive Metallisierung ................................................................................. 50
9.2.1 Metallisierungsprozesse.......................................................................... 509.2.1.1 Metallisierung der Polyamide und Polyamidblends ....................... 509.2.1.2 Metallisierung von ABS und ABS-Blends ...................................... 519.2.1.3 Galvanische Verstärkung der Metallschichten............................... 51
9.2.2 Selektivität der Metallisierungen ............................................................. 519.2.2.1 PA6................................................................................................ 519.2.2.2 PA6.6............................................................................................. 529.2.2.3 ABS+PA ........................................................................................ 529.2.2.4 PPS+PA ........................................................................................ 539.2.2.5 PP+PA........................................................................................... 549.2.2.6 ABS+PC ........................................................................................ 549.2.2.7 ABS+PSU...................................................................................... 549.2.2.8 Weitere Materialien........................................................................ 54
9.2.3 Haftfestigkeit der außenstromlos abgeschiedenen Metallschichten........ 559.2.3.1 PA6................................................................................................ 559.2.3.2 PA6.6............................................................................................. 569.2.3.3 ABS+PA ........................................................................................ 569.2.3.4 PPS+PA ........................................................................................ 579.2.3.5 ABS+PC ........................................................................................ 579.2.3.6 ABS+PSU...................................................................................... 58
9.2.4 Zugfestigkeit nach der Metallisierung...................................................... 599.3 Temperaturwechselbelastung ........................................................................ 60
9.3.1 Zugfestigkeit nach Temperaturwechselbelastung ................................... 609.3.2 Haftfestigkeit der Metallschichten nach Temperaturwechselbelastung... 61
10 Literatur ............................................................................................................. 6211 Danksagung....................................................................................................... 64
Page 4
- 4 -
1 Zusammenfassung
Im Forschungsvorhaben �Verbundfestigkeit von Thermoplasten bei der Zwei-Komponenten-
MID-Technik für miniaturisierte Mikrosystemgehäuse� (AiF-Vorhaben-Nr. 12120) sollten für
die 2K-MID-Technik kommerziell erhältliche Materialkombinationen ermittelt werden, welche
im 2K-Spritzgießverfahren stoffschlüssige Verbunde erzielen lassen und weiterhin in einem
chemischen außenstromlosen Metallisierungsprozess selektiv metallisierbar sind. Bei der
Materialauswahl wurden weniger HT-Thermoplaste in Betracht gezogen, sondern eher
kostengünstigere technische Thermoplaste, die nicht unbedingt lötbeständig sein müssen,
sondern eher dann zum Einsatz kommen, wenn die Aufbau- und Verbindungstechnik mit
elektrisch leitfähigem Kleben erfolgen kann.
In einem Screening wurde eine Reihe von kommerziell erhältlichen Thermoplasten
untersucht. Bei der Auswahl der Materialien wurden verschiedene Ansätze verfolgt, um im
2K-Spritzgießverfahren verbundfeste und selektiv metallisierbare Materialkombinationen zu
erhalten. Zum einen wurde auf Polymere mit reaktiven Gruppen zurückgegriffen, um an der
Grenzfläche beider Komponenten eine chemische Reaktion zu ermöglichen. Zum anderen
wurden Kombinationen mit verschiedenen Polymerblends untersucht. Weiterhin wurden
auch Hart-Weich-Verbunde untersucht.
Für die Untersuchungen wurde ein 2K-Modellteil in Form eines speziellen miniaturisierten
2K-Zugstabs entworfen, welches die geometrischen Verhältnisse von einer Leiterbahn in
einem Kunststoffträger wie in einem 2K-MID näherungsweise widerspiegelt. Hierzu wurde
ein 2K-Spritzgießwerkzeug mit integrierter Sensorik hergestellt, mit dem verschiedene Quer-
schnittsflächen im Bereich der Verbundstelle realiserbar sind. Hiermit wurden entsprechende
2K-Probekörper hergestellt, die Verbundfestigkeit in Abhängigkeit von den Spritzparametern
bestimmt und die Materialverbunde mit mikroskopischen Methoden charakterisiert. Mit
verbundfesten Materialkombinationen wurden erste Arbeiten zur selektiven außenstromlosen
chemischen Metallisierung durchgeführt, hierzu wurde der Metallisierungsprozess an die ent-
sprechende Materialkombination angepasst. Die Haftfestigkeiten der Metallisierungen
wurden mittels eines Schältests bestimmt. Dabei wurde ferner der Einfluss der Oberflächen-
rauhigkeit der Kunststoffe auf die Haftfestigkeit der Metallisierung untersucht. Eine
Zusammenfassung der erhaltenen Ergebnisse zeigt Tabelle 1.
An ausgewählten Materialpaarungen wurde der Einfluss einer Temperaturwechselbelastung
auf die Zugfestigkeit untersucht. Hierbei wurde eine Abnahme der Zugfestigkeit von maximal
30% beobachtet. Weiterhin wurde an ausgewählten Thermoplasten die Haftfestigkeit der
Metallschichten nach Temperaturwechselbelastung untersucht.
Insgesamt sind durch die Ergebnisse des Vorhabens weitere Materialkombinationen
verfügbar, welche die Anforderung Verbundfestigkeit und selektive Metallisierbarkeit erfüllen.
Das Ziel des Vorhabens wurde erreicht.
Page 5
- 5 -
Zu metallisierendeKomponente
Nicht metallisierbareKomponente
ZugfestigkeitKunststoff �verbund
Selektivität derMetallisierung
PA und PA-BlendsSMA Dylark 378 P 15 19-25% selektivsPS � SMA � BlendEdgetek QT-30GFDylark 378 P 15
0% -
PP � MSA � BlendHostacom G2U02Qestron KA 802 A
7-11% bedingt selektiv
PA12 Grilamid LV3H 12-20% selektiv
PA6 Durethan BKV 115
TPU Elastollan R3000 27-38% selektivPA6 � sPS BlendDurethan BKV 115Edgetek QT30GF
sPS Edgetek QT30GF0% -
PA6.6 Creamid A3H2G5 mit 4,5% Strahlenvernetzer
PA12 Grilamid LV3H mit 4,5% Strahlenvernetzer 0% -
PPE+PS Vestoran 1900GF20 0% -PA12 Grilamid LV3H 0% -
PPE+PA Noryl GTX 918W
SMA Dylark 378 P 15 0% -PPS+PA Xtel XK2240 PPS Fortron 1140L4 3-6% bedingt selektiv
ABS Terluran 958 I 20-30% selektivsPS Edgetek QT30GF 10-15% selektivSMA Dylark 378 P 15 8% selektivPA12 Grilamid LV3H 27-38% nicht selektiv
ABS+PA Triax 1408GF
TPE Uniflex E72D/M 800 0% -PP+PA Schulablend B12 G8 PP Hostacom G2U02 8-11% nicht metallisierbarABS und ABS-Blends
PC Lexan 121 LS 51-60% selektivABS+PC Bayblend T45TPE Uniflex E72D/M 800 20-34% nicht selektiv
ABS+PBT Pocan KU2-7125 PBT Celanex B2300 GV1/20 3-6% nicht metallisierbarPSU Ultrason S2010 G6 15-26% selektivABS+PSU Mindel A670TPE Uniflex E72D/M 800 10% nicht selektiv
ABS Terluran 958 I PPE+PS Vestoran 1900 GF20 0% -LCP
LCP+PC Vectra LKX 1088 0% -LCP+PPS Vectra V140 0% -TPU Elastollan R3000 0% -
LCP Vectra E820iPd
TPE Uniflex E72D/M 800 0% -Thermoplastische ElastomereTPU Elastollan R3000 SMA Dylark 378 P 15 0% -TPE Uniflex E72D/M 800 PC Lexan 121 LS 13-15% nicht metallisierbar
Tabelle 1: Übersicht über die erreichten Zugfestigkeiten zwischen den Kunststoffkomponentenund über die Selektivität der außenstromlosen Metallisierung. Die angegebene Zugfestigkeitdes Verbunds ist auf die Zugfestigkeit der zuerst gespritzten Komponente bezogen. Wurdekein Verbund erreicht, wurden auch keine Metallisierungsversuche durchgeführt.
Page 6
- 6 -
2 Problemstellung
Das Zwei-Komponenten-Spritzgießverfahren bietet für die MID-Technik (MID = Molded
Interconnect Device) eine große Gestaltungsfreiheit bei der Konstruktion von
dreidimensionalen Schaltungsträgern aus Kunststoff. Dadurch lassen sich neben der
elektrischen Verdrahtungsfunktion weitere Funktionen wie beispielsweise Strukturen für
mechanische oder fluidische Funktionen in einem Bauelement integrieren. Mit dem großen
Potential der Spritzgießtechnik, feinste Strukturen abformen und herstellen zu können, bietet
sich diese Technologie geradezu für miniaturisierte Gehäuse für Mikrosysteme an. Hier steht
neben der elektrischen Verdrahtung und mechanischen Funktionen die Integration mehrerer
verschiedener Systemfunktionen wie beispielsweise fluidische Kanäle und Anschlüsse,
Fenster für chemische und biologische Sensoren, Membranen für Druckaufnehmer usw. im
Vordergrund.
Dem stoffschlüssigen Verbund zwischen der metallisierten und nicht metallisierten
Kunststoffkomponente muss im Hinblick auf Miniaturisierung und fluidische Systemfunktion
eine besondere Beachtung geschenkt werden. Bei vielen der bisherigen 2K-MID-
Bauelemente wird die Verbundfestigkeit durch eine zusätzliche mechanische Verankerung in
Form von Durchkontaktierungen oder Hinterschneidungen erreicht bzw. sichergestellt. Die
Durchkontaktierungen und Hinterschneidungen können dabei die Designmöglichkeiten der
elektrischen Verdrahtung stark beeinträchtigen. Die Hinterschneidungen stehen unmittelbar
der Miniaturisierung entgegen. Darüber hinaus erhöhen Durchkontaktierungen und
Hinterschneidungen die Komplexität des Werkzeugs und damit die Kosten und den
Zeitbedarf für dessen Herstellung.
Die wissenschaftlich-technische Aufgabenstellung des Vorhabens ist daher, Kunststoff-
materialpaarungen mit einer metallisierbaren und nicht metallisierbaren Kunststoffkompo-
nente zu identifizieren, die im 2-K-Spritzgießverfahren eine stoffschlüssige Verbindung
eingehen. Hierbei wurde auf kommerziell erhältliche Materialien zurückgegriffen, um
möglichst anwendungsnahe Ergebnisse zu erzielen.
Über die Verbundfestigkeit von Kunststoffpaarungen beim 2K-Spritzgießen liegen zwar
sowohl theoretische Untersuchungen vor, bei denen der Einfluss der Stoffdaten der
Kunststoffe betrachtet wurde, als auch praktische Messungen an ausgewählten Material-
paarungen. In der verfügbaren Literatur werden jedoch zu den Kompatibilitätsmatrizen beim
2-K-Spritzgießen meist keine Verarbeitungsbedingungen angegeben, so dass diese
Angaben nur als Richtlinien aufzufassen sind, bei denen die Einflüsse der
Verarbeitungsbedingungen, des Angusses und der Geometrie des Bauteils eine nur
untergeordnete Bedeutung haben.
Ferner beruht die Hauptaussage der in der Literatur vorzufindenden Untersuchungen rein auf
der Kompatibilität der Materialien, ohne die Miniaturisierung der spritzgegossenen Bauteile
Page 7
- 7 -
zu berücksichtigen. Da bei miniaturisierten Bauteilen, die im 2-K-Spritzgießverfahren
hergestellt werden andere Verhältnisse bezüglich der Ausbildung der Spritzhaut und
Bauteilgröße und -volumen bzw. zwischen Wärmeeintrag des Fertigspritzlings in den
Vorspritzling und Bauteilgröße und �volumen vorliegen als bei Formteilen mittlerer Größe,
kann aus den verfügbaren Kompatibilitätsmatrizen nicht immer auf die Verhältnisse bei
miniaturisierten Teilen geschlossen werden.
Ferner liegen wenig Untersuchungen vor, die die Besonderheiten der 2-K-MID-Technik
berücksichtigen. Hier muss besonderers Augenmerk auf die Verbundfestigkeit von Material-
paarungen gelegt werden, die anschließend selektiv außenstromlos metallisierbar sind. Die
in der MID-Technik verwendeten Kunststoffe wurden bisher oft im Hinblick auf ihre Lötbarkeit
ausgewählt. Falls für die Aufbau- und Verbindungstechnik jedoch auch Verfahren wie das
leitfähige Kleben zum Einsatz kommen, erweitert sich die in der MID-Technik einsetzbare
Substratpalette.
Bei 2-K-MID-Teilen besteht weiterhin die Notwendigkeit, die Verarbeitungsparameter beim
Spritzgießen im Hinblick auf die Verbundfestigkeit zwischen den Kunststoffkomponenten und
gleichzeitig auf die selektive Metallisierbarkeit hin zu optimieren. So wirken sich beispiels-
weise hohe Werkzeugtemperaturen bei PA und PA-Blends in der Regel günstig auf die
Verbundfestigkeit zwischen den Kunststoffen aus, führen aber andererseits dazu, dass
Polyamide einen höheren Kristallinitätsgrad aufweisen, was sich nachteilig auf die
Metallisierbarkeit auswirkt.
Mittlerweile sind einige selektiv außenstromlos metallisierbare Materialpaarungen für die 2-K-
MID-Technik bekannt. Beispielsweise wird in der Literatur die Kombination PA6 / PA12 mit
selektiv metallisiertem PA6 für eine Reihe von Anwendungen erwähnt. Als nicht
metallisierbare Komponente sind hierbei beispielsweise auch einige teilaromatische
Polyamide möglich. Eine Vielzahl von 2-K-MIDs sind aus einer Kombination mit einem
selektiv metallisierbaren LCP bekannt. LCP hat jedoch den Nachteil, dass es beim 2-K-
Spritzgießverfahren keine stoffschlüssige Verbindung beider Komponenten gibt.
Über den Einsatz von Polymerblends bei der 2-K-MID-Technik ist bisher wenig bekannt.
Insbesondere ist über die außenstromlose Metallisierung von Polymerblends in der Literatur
sehr wenig beschrieben.
3 Modellteil
Zur Bestimmung der im 2-K-Spritzgießverfahren erzielbaren Verbundfestigkeit verschiedener
Materialpaarungen wurde ein miniaturisiertes Modellteil entworfen. Das Modellteil musste
geeignet sein, um die selektive Metallisierung in einen außenstromlosen Metallisierungs-
prozess zu untersuchen.
Page 8
- 8 -
Hierbei wurde in Anlehnung an DIN EN 20527 auf einen 2-K-Zugprüfstab zurückgegriffen,
der in seinen Abmessungen kleiner ist als der DIN-Normzugprüfstab und so den
miniaturisierten Verhältnissen Rechnung trägt (Abbildung 1).
Abbildung 1: Miniaturisierter 2-Komponenten-Zugstab
Um den Einfluss der Oberflächenrauhigkeit des Kunststoffsubstrats auf die chemische
Metallisierung bzw. auf die Haftfestigkeit der abgeschiedenen Schichten zu untersuchen,
weisen die vier äußeren Bereiche der Zugstabkavität unterschiedliche Oberflächen-
rauhigkeiten auf (Ra = 0,8 µm / 2,24 µm / 4,5 µm / 6,3 µm, Abbildung 1).
Der Bereich der Verbundstelle zwischen den beiden Kunststoffkomponenten wurde so
ausgeführt, dass er wie in einem 2-K-MID den Verhältnissen einer Leiterbahn in ihrem Bett
entspricht. Daher werden die Kunststoffe nicht stumpf aufeinander gespritzt, sondern die
eine Komponente umklammert die andere mit einer Tiefe von 0,4 mm. Die Breite des
Zugstabes im Bereich des Verbundes entspricht dabei der Länge einer Leiterbahn. Da die
Leiterbahnbreite je nach Anwendung und eingesetzten Kunststoffen bei einem
Funktionsbauteil variieren kann, ist am Zugprüfstab eine veränderliche �Leiterbahnbreite"
vorgesehen. Realisiert wurden Leiterbahnbreiten von 0,3 mm, 0,4 mm, 0,6 mm und 0,8 mm.
Ra = 0,8 µm
Ra = 2,24 µm Ra = 6,3 µm
Ra = 4,5 µm
Page 9
- 9 -
4 Materialauswahl
Um zwischen beiden Komponenten eine verbesserte Verbundfestigkeit zu erreichen, wurde
auf Polymerblends sowie auf Copolymere mit reaktiven Gruppen zurückgegriffen, welche
kommerziell verfügbar sind. Dabei wurden die Materialkombinationen im Hinblick auf eine
selektive außenstromlose Metallisierung nach entsprechender Vorbehandlung ausgewählt
(Tabelle 2).
Zum einen wurde eine Reihe von PA � Blends untersucht, welche nach einem für PA
modifizierten Verfahren metallisiert wurden. Weiterhin wurden eine Reihe von ABS � Blends
untersucht, die nach einem modifizierten ABS � Verfahren metallisiert wurden. Als zweite
Komponente wurde dabei neben dem Polymerblend ein Thermoplast ausgewählt, welcher
ein Teilbestand des jeweiligen Polymerblends ist und mit entsprechenden
Metallisierungsverfahren nicht metallisierbar ist, z.B. PPS neben einem PPS / PA � Blend.
Mit solchen Materialkombinationen sollte aufgrund gleicher Bestandteile in beiden
Komponenten eine chemische Kompatibilität vorhanden sein und somit eine Interdiffusion
über die Grenzfläche hinweg möglich sein, was zu einer verbesserten stoffschlüssigen
Verbindung beitragen sollte. Die selektive Metallisierung sollte über die andere Phase des
Polymerblends erfolgen.
Mit diesem Ansatz sollte im Vorhaben auch untersucht werden, ob sich auch beim Einsatz
von LCP eine Verbundfestigkeit beim 2-K-Spritzgießen erzielen lässt. Kommerziell
erhältliche LCP � Blends wurden in Kombination mit einem metallisierbaren LCP � Typ
untersucht. Da LCP insbesondere aufgrund der hervorragenden Fließfähigkeit für spritz-
gegossene miniaturisierte Systeme prädestiniert ist, wurden hiermit auch Untersuchungen in
Kombination mit thermoplastischen Elastomeren durchgeführt.
Ein weiteres Konzept zur verbesserten Verbundfestigkeit im 2-K-Spritzgießverfahren ist der
Einsatz von Copolymeren mit reaktiven Gruppen (z.B. SMA). Hierbei sollte bei einer
geeigneten zweiten Komponente eine chemische Reaktion über die Grenzfläche hinweg
möglich sein, wodurch eine verbesserte Haftung beider Komponenten resultieren sollte.
Weitere interessante Materialkombinationen stellen Verbunde aus Thermoplasten und
thermoplastischen Elastomeren dar, welche selektiv metallisierbar sind, beispielsweise PA6
und TPU.
Ferner sollte untersucht werden, ob bei geeigneter Materialkombinationen mittels Block-
copolymeren als Verträglichkeitsvermittler ein stoffschlüssiger Verbund erreicht werden
kann.
Trotz umfangreicher Recherche nach kommerziell verfügbaren Produkten konnten jedoch
keine derartigen Systeme ausfindig gemacht werden. Nach Diskussion mit dem
projektbegleitenden Ausschuss und nach den erfolgversprechenden Ergebnissen bei den
Page 10
- 10 -
anderen untersuchten Systemen wurde dieser Ansatz nicht weiter verfolgt. Alternativ wurde
daher die Materialpalette der untersuchten kommerziell erhältlichen Polymerblends erweitert.
zu metallisierendeKomponente
nicht metallisierbare Komponente
PA und PA-BlendsSMA Dylark 378 P 15sPS � SMA - Blend Edgetek QT-30GF
� Dylark 378 P 15PP � MSA - Blend Hostacom G2U02
� Qestron KA 802 APA12 Grilamid LV3H
PA6 Durethan BKV 115
TPU Elastollan R3000PA6 � sPS Blend Durethan BKV 115
Edgetek QT30GFsPS Edgetek QT-30GF
PA6.6strahlenvernetzbar
Creamid A3H2G5 PA12 Grilamid LV3H
PPE+PS Vestoran 1900GF20PA12 Grilamid LV3H
PPE+PA Noryl GTX 918W
SMA Dylark 378 P 15PPS+PA Xtel XK2240 PPS Fortron 1140L4PP+PA Schulablend B12 G8 PP Hostacom G2U02
ABS Terluran 958 IsPS Edgetek QT-30GFSMA Dylark 378 P 15PA12 Grilamid LV3H
ABS+PA Triax 1408GF
TPE Uniflex E72D/M 800ABS und ABS-Blends
PC Lexan 121 LSABS+PC Bayblend T45TPE Uniflex E72D/M 800
ABS+PBT Pocan KU2-7125 PBT Celanex B2300 GV1/20PSU Ultrason S2010 G6ABS+PSU Mindel A670TPE Uniflex E72D/M 800
ABS Terluran 958 I PPE+PS Vestoran 1900 GF20LCP
LCP+PC Vectra LKX 1088LCP+PPS Vectra V140TPU Elastollan R3000
LCP Vectra E820iPd
TPE Uniflex E72D/M 800Thermoplastische ElastomereTPU Elastollan R3000 SMA Dylark 378 P 15TPE Uniflex E72D/M 800 PC Lexan 121 R
Tabelle 2: Im 2-K- Spritzgießverfahren untersuchte Materialkombinationen.
Page 11
- 11 -
5 Füllsimulation
5.1 Untersuchte Thermoplaste
Da im Rahmen des Projekts Kunststoffe mit sehr unterschiedlichen Eigenschaften untersucht
wurden, muss der Anguss so dimensioniert sein, damit sowohl hoch- als auch niederviskose
Kunststoffe verarbeitet werden können. Dazu wurden die in Tabelle 3 aufgeführten Thermo-
plaste exemplarisch mit dem Programmpaket Moldflow untersucht.
Materialtyp LCPniederviskos
PPSmittlere Viskosität,
geringe Änderung
aufgrund Scherung
PPE + PShohe Viskosität,
starke Abhängigkeit
zwischen η und γ
Name Vectra E820l Fortron 1140 L4 Vestoran 1900 GF20
mittlere Verarbeitungs-
temperatur TM
340°C 320°C 300°C
Viskosität η bei TM, γ =100 1/s 76,8 Pa s 254 Pa s 1920 Pa s
γ =1000 1/s 40,7 Pa s 200 Pa s 572 Pa s
γ =10000 1/s 14,9 Pa s 139 Pa s 145 Pa s
Tabelle 3: Mittels Simulation untersuchte Thermoplaste.
5.2 Angussauslegung
Bei der Simulation kann zwar grundsätzlich auf den Anguss verzichtet werden, jedoch wird
dann besonders der Druckabfall zwischen der Düsenspitze und dem Fließwegende in der
Kavität nur ungenau wiedergegeben. Zu klein ausgelegte Angüsse können dazu führen,
dass das Spritzgießteil nicht oder nicht vollständig gefüllt werden kann. Daher ist es wichtig,
dass das Angusssystem in der Simulation berücksichtigt wird. Abbildung 2 zeigt schematisch
das optimierte Angusssystem im 2-K-Werkzeug.
Der Querschnitt des Angusses orientiert sich an der Fertigungstechnik und wurde auf ein
Trapez mit abgerundetem Grund festgelegt. Solche Querschnitte haben sich bei der Ent-
formung bewährt. Als Maße wurde ein Durchmesser von 3 mm, ein Öffnungswinkel von 20°
und eine Gesamthöhe von 3 mm gewählt (Abbildung 3).
Dadurch ergibt sich unter Berücksichtigung der Auswerfer die in Abbildung 4 dargestellte
Geometrie. Der kegelförmige Teil in Abbildung 4 unterhalb der zweiten Komponente des
Zugstabes ist dabei der Teil des Angusses, der durch die Aufspannplatte und Formteilplatte
der festen Werkzeughälfte läuft. Seine Geometrie in Bezug auf den Durchmesser entspricht
Page 12
- 12 -
dabei einer vorgefertigten, kommerziell erhältlichen Normalie, während die Länge auf die
Stärke der Aufspann- und Formteilplatte abgestimmt ist.
Abbildung 2: Schematische Lage des Zugstabes und der Angüsse bezüglich der Symmetrie-achsen im Werkzeug.
Abbildung 3: Querschnittsgeometrie des Angusses.
Abbildung 4: Komponente 2 des Zugstabes.
Der zylindrische Teil im Anschluss an den Angusskegel dient zum Auffangen von Kunststoff-
schmelze, die im Freistrahl Teile des Angusskegels gefüllt hat. Hier und an den beiden
anderen zylinderförmigen Teilen befinden sich Auswerfer. Durch die Zylinderform wird die
Klemmung zwischen Spritzteil und Werkzeug verbessert. Indem der Anguss im Bereich
zwischen dem dritten Auswerfer und der Anbindung ans Bauteil auf der düsenseitigen
Formplatte geführt wird, wird die Kunststoffschmelze beim Eintreten in die Anbindung
nochmals geschert. Die Anbindung des Zugstabes erfolgt mit einem Filmanguss.
3 mm
20°
R = 1,5 mm
Angüsse
Zugstab
Symmetrieachsendes Werkzeuges
Werkzeug
Page 13
- 13 -
5.3 Simulationsergebnisse
5.3.1 Beispiel LCP
Bei der Simulation des Füllvorgangs mit LCP (Vectra E820i) wurden folgende Parameter
zugrunde gelegt:
Einspritzgeschwindigkeit 10 cm³/s, Schmelzetemperatur 310°C, Werkzeugtemperatur 140°C.
Ausgehend von diesen Parametern ergeben sich folgende Ergebnisse der Simulation
(Abbildung 5 bis Abbildung 10).
Abbildung 5: Viskosität in Zugstabmitte. Abbildung 6: Fließgeschwindigkeit der
Schmelze in Fließrichtung in Zugstabmitte.
Abbildung 7: Schergeschwindigkeit inZugstabmitte.
Abbildung 8: Temperatur in Zugstabmitte.
Abbildung 5 zeigt, dass im Kernbereich des Angusses, im Anschnitt und im breiteren Bereich
des Zugstabes die Viskosität im Bereich von 10 Pa s liegt, das heißt, dass die Schmelze
dünnflüssig und fließfähig ist. Im weiteren Verlauf des Zugstabes nimmt die Viskosität ab, da
sich der Fließquerschnitt von 6,5 mm² im Anguss auf 15 mm² vergrößert, und somit die
Schergeschwindigkeit der Schmelze geringer wird (Abbildung 7). Damit einher geht auch die
in diesem Bereich kleinere Fließgeschwindigkeit der Schmelze (Abbildung 6).
Die weißen Bereiche rechts unten am Zugstab in Abbildung 6 und Abbildung 7 sind auf
numerische Fehler in Zusammenhang mit dem finite Elemente-Gitter zurückzuführen.
Page 14
- 14 -
Abbildung 9: Füllzeit von Anguss undZugstab.
Abbildung 10: Druckverteilung im Angussund Zugstab.
5.3.2 Beispiel PPS
Weiterhin wurde das Füllverhalten von PPS (Fortron 1140L4) untersucht, dessen Viskosität
bei höheren Schergeschwindigkeiten immer noch relativ hoch ist.
Folgende Parameter wurden bei der Simulation zugrundegelegt:
Einspritzgeschwindigkeit 8 cm³/s, Schmelzetemperatur 330°C, Werkzeugtemperatur 120°C.
Es ergaben sich folgende Ergebnisse (Abbildung 11 bis Abbildung 16).
Der in Abbildung 11 dargestellte Viskositätsverlauf am Ende des Füllvorgangs zeigt, dass die
Viskosität sowohl im Anguss als auch im Zugstab gleichmäßig und gering ist. Die im unteren
Bereich des Zugstabes auftretenden hohen Viskositätswerte sind auf die dort bereits erfolgte
Abkühlung der Schmelze zurückzuführen (Abbildung 14). Gründe für die Asymmetrie
bezüglich der x-Achse sind im wesentlichen in der Geometrie des finiten Elemente Gitters zu
sehen.
Abbildung 11: Viskosität in Zugstabmitte. Abbildung 12: Fließgeschwindigkeit in
Fließrichtung in Zugstabmitte.
Page 15
- 15 -
Abbildung 13: Schergeschwindigkeit inZugstabmitte.
Abbildung 14: Temperatur in Zugstabmitte.
Abbildung 15: Füllzeit von Anguss undZugstab.
Abbildung 16: Druckverteilung im Angussund Zugstab.
Abbildung 12 zeigt, dass die Fließgeschwindigkeit ebenfalls gleichmäßig ist und im Bereich
engerer Querschnitte größer wird. Aufgrund der bereits erfolgten Abkühlung der Schmelze
im unteren Bereich des Zugstabs verringert sich hier die Fließgeschwindigkeit stärker als im
oberen Bereich.
Abbildung 13 zeigt, dass auch die Schergeschwindigkeit im Anguss und im Zugstab gleich-
mäßig ist. Die Werte für die Schergeschwindigkeit korrelieren sehr gut mit denen der
Fließgeschwindigkeit. Im Bereich jenseits der Schulter (also dem Bereich des Zugstabs, an
dem dessen Breite von 10 auf 6mm abnimmt) nimmt die Fließgeschwindigkeit aufgrund der
Wandhaftung der Schmelze in Wandnähe nicht zu, während sie infolge des kleineren
Querschnitts im Kern größer wird. Die Schergeschwindigkeit nimmt dabei nicht im Kern
besonders zu, sondern an Wandnähe, da hier der Geschwindigkeitsgradient in y-Richtung
besonders hoch ist.
Page 16
- 16 -
Die in Abbildung 14 dargestellte Temperaturverteilung in der Mitte des Zugstabs lässt erken-
nen, dass entlang des Fließweges keine erhöhte Scherung oder ein Schmelzestillstand auf-
tritt, der die Temperatur beeinflusst. Lediglich im Randbereich des Zugstabs sind aufgrund
der Kühlung die Temperaturen nahe der Werkzeugwandtemperatur von 120°C, während
wegen der stärkeren Schmelzescherung an der Wand jenseits der Schulter die Temperatur
nochmals steigt. Die maximale Temperatur von 352,8°C stellt sich gegenüber der gewählten
Schmelzetemperatur von 330°C aufgrund der hohen Einspritzgeschwindigkeit höher ein.
Abbildung 15 zeigt die Füllzeit des Bauteils. Aufgrund der bisherigen Simulationsergebnisse
wird das Bauteil erwartungsgemäß gleichmäßig gefüllt. Die Füllzeit ist wie beim Füllvorgang
von LCP aufgrund von Verzögerungsvorgängen am Ende der Füllphase geringfügig größer
als der Quotient zwischen Bauteilvolumen und Einspritzgeschwindigkeit.
Der sich beim PPS einstellende Fülldruck ist im Vergleich zu LCP aufgrund der erheblich
größeren Viskosität des PPS deutlich größer, wie man in Abbildung 16 erkennen kann. Es
ergibt sich ein Druckgefälle von 1268 bar. Auch hier ergibt sich wegen numerischen Unge-
nauigkeiten ein negativer minimaler Druck. Der Druckabfall im Zugstab ist mit ca. 300 bar nur
geringfügig höher als bei LCP.
Insgesamt kann daher ausgesagt werden, dass der Anguss auch geeignet ist, um PPS zu
verarbeiten. Es ist jedoch davon auszugehen, dass das Prozessfenster von PPS bezüglich
Werkzeug- und Schmelzetemperaturen kleiner ist als das von LCP.
5.3.3 Beispiel PPE+PS
Für die Simulation von PPE+PS (Vestoran 1900 GF20) wurden folgende Parameter gewählt:
Werkzeugtemperatur 120°C, Schmelzetemparatur 330°C, Einspritzgeschwindigkeit 5 cm³/s.
Die Simulationsergebnisse sind in Abbildung 17 bis Abbildung 22 dargestellt.
Abbildung 17: Viskosität in Zugstabmitte. Abbildung 18: Fließgeschwindigkeit in
Fließrichtung in Zugstabmitte.
Page 17
- 17 -
Abbildung 19: Schergeschwindigkeit inZugstabmitte.
Abbildung 20: Temperatur in Zugstabmitte.
Abbildung 21: Füllzeit von Anguss undZugstab.
Abbildung 22: Druckverteilung im Angussund Zugstab.
Die in Abbildung 17 dargestellte Viskosität der PPE+PS-Schmelze am Ende des Füllvor-
gangs ist auf den Maximalwert von 2000 Pa s begrenzt, um eine erkennbare Auflösung zu
erreichen. Höhere Werte sind hier nicht dargestellt. Man erkennt, dass die Viskosität entlang
der Kavitätswand sowohl im Anguss als auch im Zugstab sehr groß wird, da die Schmelze
hier bereits abgekühlt ist (Abbildung 20). Dadurch nimmt auch die Fließ- und
Schergeschwindigkeit im Bereich der Kavitätswand ab. Im Kern des Angusses und des
Zugstabs wird durch die hohe Einspritzgeschwindigkeit eine noch relativ geringe Viskosität
erreicht. Dadurch wird die Fließfähigkeit erhalten, die sich kurz vor der Schulter des
Zugstabes aufgrund der bis dahin eingetretenen Abkühlung deutlich erhöht. In der Schulter
selber nimmt die Viskosität wieder leicht ab, da aufgrund des kleineren Fließquerschnitts die
Scherung geringfügig zunimmt, siehe auch Abbildung 19.
Die Fließgeschwindigkeit ist an der Kavitätswand erwartungsgemäß klein (Abbildung 18),
bleibt aber auch im Kern des Angusses wegen der hohen Viskosität von PPE+PS klein. Sie
Page 18
- 18 -
korreliert zusammen mit den hohen Werten für die Viskosität mit der in Abbildung 19
dargestellten Schergeschwindigkeit, die hoch ist und dadurch keine hohe Fließgeschwindig-
keit ermöglicht.
Die Temperatur nimmt, wie aus Abbildung 20 ersichtlich, im Bereich kurz vor der Schulter
aufgrund der Kühlung durch das Werkzeug ab, während sie aufgrund der Trägheit von
thermischen Vorgängen im Bereich der Schulter durch die stärkere Scherung nur noch wenig
steigt. Die maximale Temperatur von 346,9°C wird durch Erwärmung aufgrund von starker
Scherung erreicht und zeigt, dass die Einspritzgeschwindigkeit für das Material hoch ist,
insbesondere deshalb, weil diese Temperatur in großen Teilen des Angusses und des
Zugstabs erhalten bleibt.
Die in Abbildung 21 und Abbildung 22 dargestellten Verläufe für Füllzeit und Druckverteilung
lassen auf einen gleichmäßigen Füllvorgang schließen und zeigen, dass zum Füllen des
Bauteils ein hoher Druck von 1673 bar nötig ist und dass die Füllzeit mit 0,5457 s lang ist.
Insgesamt kann bei einem maximalen maschinenseitigen Spritzdruck von 2500 bar das
Bauteil gefüllt werden, wobei von einem kleinen Prozessfenster für die Verarbeitung des
Materials auszugehen ist.
6 Spritzgießwerkzeug
Bei der Herstellung des 2-K-Spritzgießwerkzeugs wurde auf die Kernzugtechnik zurück-
gegriffen. Der Bereich der �Leiterbahn�, also der Bereich des Verbundes zwischen den
beiden Komponenten, wurde in die Mitte des Zugstabes gelegt, um genügend Platz
zwischen dem im Werkzeug nötigen Kernzug und den Auswerfern zu schaffen, die möglichst
symmetrisch jenseits des Kernzugs angeordnet sein sollen, um ein Verkanten des Spritzlings
beim Auswerfen zu vermeiden. Außerdem sind diese geometrischen Bedingungen, bei
denen Angusssysteme mit zum Teil erheblicher Länge entstehen für den Verbund eher
schwierig, wodurch die gewonnenen Ergebnisse sehr belastbar sind und somit am
wahrscheinlichsten auf reale Bauteile übertragen werden können.
Ferner bleibt ein Zwei-Komponenten-Werkzeug mit Kernzugtechnik während der Einspritz-
vorgänge geschlossen, wodurch eine Wärmeabgabe des Vorspritzlings während des
Drehens bei geöffnetem Werkzeug nicht möglich ist und dadurch Störgrößen wie die Um-
gebungslufttemperatur oder Umgebungsluftströmung nur in sehr geringem Umfang Aus-
wirkungen auf den Spritzprozess haben.
Auf der Düsenseite sind in der Kavität Sensoren für die Spritzprozessüberwachung
vorhanden. Die erste Komponente wurde angussnah mit einem Drucksensor und angussfern
mit einem kombinierten Druck- und Temperatursensor ausgerüstet. Bei der zweiten
Komponente ist angussnah ein Temperaturfühler und angussfern ein Drucksensor
Page 19
- 19 -
vorhanden. Durch entsprechende Steuerung der Spritzgießmaschine ist es möglich,
werkzeuginnendruckabhängig vom Einspritz- auf den Nachdruck umzuschalten und die
Spritzparameter schnell zu optimieren. In Abbildung 23 bis Abbildung 25 ist der Aufbau des
Werkzeuges dargestellt.
Abbildung 23: Ansicht des Werkzeuges auswerferseitig.
,~1'/l I j_ I Llll_j
-
--! Ii"'" ~
~
Q -
~
r--·--
w
I I I I I L-,-~TJ
I I I . I I I
I
! I
I I
I
~ I r-n
~_d-==5==~ ~-n I -+ -JJ~==~ III III I I I
III III =t=t4==j itt-1 i=ri===i I I
N <[
N w
---
D
Page 20
- 20 -
Abbildung 24: Schnitt durch das Werkzeug.
Abbildung 25: Detailansicht des düsenseitigen Einsatzes.
Page 21
- 21 -
7 Untersuchungsmethoden
7.1 Zugprüfung
In Anlehnung an DIN EN ISO 527 (DIN 43455) wurden an den Probekörpern Zugversuche
durchgeführt (Zuggeschwindigkeit 0,55 mm/s). Da eine rechnerische Trennung der Grenz-
flächen (U-Form, siehe Kapitel 3), von denen zwei beim Zugversuch einer Scherbeanspruch-
ung und eine einer Zugbeanspruchung unterliegen nicht möglich ist, wurde die Kraft der
gesamten Fläche zugeordnet. Es wurden jeweils 10 Messungen durchgeführt und der
Mittelwert bestimmt.
Zur Durchführung der Zugprüfungen wurde für die 2-K-Zugstäbe eine geeignete Aufnahme
für eine Zugprüfmaschine konstruiert (Abbildung 26 und Abbildung 27).
Abbildung 26: Gesamtaufbau der Zugprüfvorrichtung.
Abbildung 27: Spannvorrichtungen mit eingelegtem Zugstab.
7.2 Dünnschnitte und Mikroskopie
Zur Untersuchung der Grenzfläche zwischen den beiden Kunststoffen wurden mit Hilfe eines
vollautomatischen Mikrotoms (Microm HM355S) Dünnschnitte hergestellt und mittels
eingelegter Zugstab
Spannvorrichtung
Haltedraht, der einebegrenzte axialeBewegung zulässt
Bewegungsrichtungbeim Klemmen
Exzenter
Anschlag
Exzenterwelle
beweglicher Tisch
Auswerte � PC
Spann-vorrichtungen
Kraftmessung
Messumformer
Antriebsmotor
Spindel
beweglicher Tisch
Aufnahme mitWegmesssystem
Page 22
- 22 -
Lichtmikroskopie (Nikon SMZ 1000) bzw. Rasterelektronenmikroskopie (EOL Tescan 5130)
untersucht. Dabei wurden sowohl die Struktur als auch die Verbundstelle der Kunststoffe
charakterisiert.
7.3 ATR-FT-IR - Spektroskopie
Ausgewählte Materialien wurden mit Hilfe von ATR-FT-IR - Spektroskopie (Bruker Vector 22
mit ATR-Einheit golden gate) untersucht. Geeignete Materialkombinationen sollten hierbei
auf eine mögliche chemische Reaktion an der Grenzfläche beim Spritzgießprozess
untersucht werden. Weiterhin sollte mittels ATR-FT-IR Spektroskopie die Auswirkung der
Vorbehandlung bei entsprechenden Metallisierungsprozessen auf die Thermoplaste
exemplarisch untersucht werden.
7.4 Thermische Analyse (DSC)
Mittels thermischer Analyse (DSC, Netzsch DSC 204 Phoenix) wurde an ausgewählten
Materialien der Einfluss der Spritzparameter auf die Kunststoffe untersucht.
7.5 Schältest
Zur Bestimmung der Haftfestigkeit der metallisierten Kunststoffproben mittels Schältest in
Anlehnung an DIN 53494 wurden die chemisch metallisierten Proben galvanisch mit etwa
30 µm Kupfer verstärkt. Anschließend wurden auf den ganzflächig metallisierten Kunst-
stoffen Bahnen definierter Breite durch Strukturierung mit Hilfe eines Nd:YAG � Lasers
erzeugt. Dabei muss gewährleistet sein, dass durch geeignete Auswahl von Laserleistung
und Fokuspunkt die Metallschicht vollständig durchtrennt wird, während der Kunststoff
hierbei so wenig wie möglich geschädigt wird. Abbildung 28 zeigt eine strukturierte Probe.
Abbildung 28: Metallisierte und laserstrukturierte Probe.
Page 23
- 23 -
Die erzeugte Metallbahn wurde anschließend leicht angehoben und mit einer Öse verlötet
(Abbildung 29 und Abbildung 30).
Auf derart präparierten Proben wurden die Metallbahnen mit einem Pulltester (Dage Serie
4000) normgerecht vom Kunststoff abgezogen.
Abbildung 29: Zur Kontaktierungabgehobene Metallschicht.
Abbildung 30: Angelötete Öse.
Page 24
- 24 -
8 Planung und Durchführung der Spritzgießversuche
Beim Zwei-Komponenten-Spritzgießen sind verschiedene Parameter variierbar, die Einfluss
auf den Verbund zwischen den beiden Kunststoffen haben. Dies sind insbesondere
Werkzeugtemperatur, Schmelzetemperatur, Nachdruckhöhe und -dauer und die Einspritz-
bedingungen, die sich aus der Einspritzgeschwindigkeit und dem Umschaltpunkt in
Verbindung mit dem Massepolster und dem Dosiervolumen zusammensetzen. Mit
Ausnahme der Werkzeugtemperatur ist der Einfluss der Parameter der zweiten Komponente
dabei von größerer Bedeutung.
Zunächst wurde in Vorversuchen untersucht, ob und in welchen Grenzen sich die
ausgewählten Materialkombinationen haftfest miteinander verbinden lassen. Dabei wurden
ausgehend von den Herstellerrichtlinien die Spritzparameter, besonders die Schmelze- und
Werkzeugtemperaturen in sinnvollen Grenzen so variiert, dass stoffschlüssige Material-
verbunde erreicht wurden. Materialkombinationen, bei denen sich so kein Verbund erzielen
ließ, wurden nicht weiter untersucht.
Bei Erhalt eines stoffschlüssigen Verbundes wurden bei ausgewählten Material-
kombinationen statistische Versuchspläne zweiter Ordnung erstellt und durchgeführt. Da sich
die Zahl der durchzuführenden Versuche bei Versuchsplänen zweiter Ordnung zu n = 2s
errechnet, wenn s die Anzahl der Einflussparameter ist, ergibt sich mit den Einflussgrößen
Werkzeugtemperatur, Schmelzetemperatur, Nachdruckhöhe und -dauer, Einspritz-
geschwindigkeit und Umschaltpunkt für die Versuchszahl n = 64. Dies stellt zum einen einen
enorm hohen Aufwand dar und ist zum anderen nicht sinnvoll, da die Variation von
Nachdruckhöhe und -dauer, Einspritzgeschwindigkeit und Umschaltpunkt unabhängig
voneinander zu Stockungen im Schmelzefluss oder zu hohen Umschaltdrücken, also zu
unerwünschten Werkzeuginnendruckkurven führen kann. Da die Werkzeuginnendrücke
durch Druckaufnehmer überwacht werden konnten, wurden die Parameter Nachdruckhöhe
und -dauer, Einspritzgeschwindigkeit und Umschaltpunkt als eine einzelne Einflussgröße
behandelt, die so eingestellt wurde, dass sich optimale Werkzeuginnendruckkurven ergaben
und so verändert wurde, dass diese Kurven als ganze hin zu höheren oder niedrigeren
Werten verschoben wurden.
Page 25
- 25 -
9 Ergebnisse
9.1 2-K-Spritzgießen und Charakterisierung der Verbunde
9.1.1 Polyamid
9.1.1.1 PA6 und SMA
Mit PA6 Durethan BKV 115 und SMA Dylark 378 P 15 konnte ein stoffschlüssiger Verbund
erzielt werden, wenn SMA als erste und PA6 als zweite Komponente gespritzt wurde. Auch
bei hohen Werkzeugtemperaturen von bis zu 120°C war in der anderen Spritzfolge kein
Verbund erreichbar. Die Ursache dafür ist wahrscheinlich in der geringeren Verarbeitungs-
temperatur des SMA gegenüber PA6 zu suchen.
Statistischer Versuchsplan
In dem durchgeführten statistischen Versuchsplan zweiter Ordnung zeigte sich, dass die
Schmelzetemperatur TM einen deutlich höheren Einfluss auf die Verbundfestigkeit hat als die
Werkzeugtemperatur TWZ. Die Ursache dafür ist wahrscheinlich in einer höheren Reaktions-
geschwindigkeit der möglichen chemischen Reaktion von Maleinsäureanhydrid � Einheiten
des SMA mit Amidgruppen des PA6 oder auch in einer besseren Diffusion zwischen beiden
Komponenten zu suchen.
Bei den Spritzversuchen, bei denen die Schmelzetemperatur TM zwischen 280 und 290°C,
die Werkzeugtemperatur TWZ zwischen 70 und 80°C und die Einspritzgeschwindigkeit vein
zwischen 4,5 und 5,5 cm³/s variiert wurden, ergibt sich für die Zugfestigkeit FZug folgendes
Regressionspolynom:
FZug [N/mm²] = 10,7 + 2,6*TM + 1,1*TWZ - 0,5*vein - 0,8* TM*TWZ + 0,2* TM*vein - 0,2*TWZ*vein
Zur Berechnung der Zugfestigkeiten müssen die Werte für TM, TWZ und vein in normierter
Form eingesetzt werden, also z.B. bei einer Schmelzetemperatur von 280°C muss TM zu
TM = -1, bei 290°C zu TM = +1 und bei 285°C zu TM = 0 gesetzt werden; die Teilung ist also
linear.
Bei der Betrachtung des Regressionspolynoms fällt auf, dass der Koeffizient von TM am
größten und positiv ist. Daraus folgt, dass eine Erhöhung der Schmelzetemperatur den
größten Einfluss auf die Zugfestigkeit hat, während die Einspritzgeschwindigkeit den
kleinsten Einfluss hat und sich negativ auswirkt. Durch Ausführung des Zentrumsversuchs,
bei dem alle Werte auf ihren Mittelwert gesetzt werden, also auf die Stufe 0, ergab sich
experimentell für die Zugfestigkeit ein Wert von 10,8 N/mm². Aus der Berechnung des
Page 26
- 26 -
Regressionspolynoms ergab sich der Wert zu 10,7 N/mm², das heißt, dass die Rechnung
und die Messung eine Abweichung von 1% aufweisen. Für das Regressionspolynom für die
Standardabweichung ergibt sich:
σ = 0,95 � 0,26*TM � 0,08*TWZ + 0,09*vein + 0,14* TM*TWZ - 0,01* TM*vein + 0,18*TWZ*vein
Daraus folgt, dass die Streuung der Messwerte deutlich größer ist als die Abweichung
zwischen Messung und Rechnung für den Zentrumsversuch.
Der maximale gemessene Wert für die Zugfestigkeit ergab sich bei höchster Schmelze- und
Werkzeugtemperatur und niedrigster Einspritzgeschwindigkeit zu 14,1 N/mm², der dazu
gehörende rechnerische Wert des Regressionspolynoms ergibt sich zu 14,2 N/mm².
Zugprüfung
In Abbildung 31 ist ein typischer Kraft � Weg � Verlauf bei der Zugprüfung für die
Materialkombination PA6 � SMA dargestellt. Kennzeichnend ist der lineare Verlauf bis zum
Bruch (Sprödbruch).
Dies bestätigt sich bei der optischen Inspektion des Bruches nach der Zugprüfung
(Abbildung 32). Man erkennt, dass hierbei ein gemischter Bruch vorliegt, d.h. es ist eine
stoffschlüssige Verbindung beider Komponenten erkennbar.
0
10
20
30
40
50
60
70
80
90
100
0 0,1 0,2 0,3 0,4 0,5 0,6
Weg [mm]
Kra
ft [N
]
Abbildung 31: Typischer Kraft � Weg � Ver-lauf für die Materialkombination PA6 mit SMA.
Abbildung 32: Draufsicht auf die Bruchstel-le. Oben SMA, unten PA6.
Die zur weiteren Untersuchung angefertigten Dünnschnitte (Schnittdicke: 15 µm) zeigen,
dass auf der Stirnfläche der Verbund grundsätzlich besser als an den Flanken ist (Abbildung
33). Dies kann jedoch auf eine Schädigung des Materialverbundes durch die Proben-
präparation zurückgeführt werden, was durch REM (Abbildung 34) bestätigt werden kann.
Hier sind im Flankenbereich nur andeutungsweise sehr kleine Risse erkennbar, die
vermutlich auf Schwindungseffekte und auf mechanische Belastung der Verbundstelle durch
das Auswerfen während des Spritzgießprozesses zurückzuführen sind.
Page 27
- 27 -
Abbildung 33: Dünnschnitt des PA6 � SMA �Verbunds (Schnittstärke 15 µm).
Abbildung 34: REM � Aufnahme desVerbunds PA6 � SMA.
IR � Spektroskopie
Um den Übergangsbereich zwischen den beiden Komponenten im Hinblick auf mögliche
chemische Reaktionen an der Grenzfläche zu untersuchen, wurde mittels Dünnschnittechnik
eine Probe aus der Verbundstelle zwischen PA6 und SMA parallel zur Verbundfläche
präpariert und mittels ATR-FT-IR � Spektroskopie untersucht.
10001200140016001800Wavenumber cm-1
0.0
0.5
1.0
1.5
2.0
PA6
PA6 � SMA Übergangsbereich
SMA
Abbildung 35: ATR-FT-IR � Spektrum von PA6, SMA und dem Übergangsbereich zwischen denMaterialien.
In der Probe aus dem Übergangsbereich ist die Carbonylbande der Anhydridgruppe des
SMA ebenso wie die Carbonylbande der Amidgruppe des PA6 zu beobachten. Die Wellen-
zahlen der charakteristischen Absorptionsbanden sind jedoch gegenüber den
entsprechenden Absorptionsbanden von SMA bzw. PA6 nicht signifikant verschoben. Daher
kann mit Hilfe der IR � Spektroskopie keine Reaktion an der Grenzfläche nachgewiesen
werden, was vermutlich auf die Größe des Messflecks bzw. die zu geringe Empfindlichkeit
zurückgeführt werden kann.
Page 28
- 28 -
9.1.1.2 PA6 und sPS �SMA � Blend
Um die Temperaturstabilität zu erhöhen wurde anstelle des SMA ein SMA-sPS � Compound,
der für die entsprechenden Vorversuche in der Spritzgießmaschine compoundiert wurde
(75% sPS + 25% SMA sowie 50% sPS + 50% SMA), in Kombination mit PA6 Durethan BKV
115 eingesetzt.
Es zeigte sich jedoch, dass im untersuchten Bereich der Schmelzetemperatur (290 bis
330°C) keine stoffschlüssige Verbindung stattfindet und bei höheren Schmelzetemperaturen
ein Zersetzen mit Gasentwicklung eintrat.
9.1.1.3 PA6 und PP � MSA � Blend
PA6 Durethan BKV 115 und ein spritzgießmaschinencompoundierter PP � MSA � Blend aus
90 Massen-% Hostacom G2 U02 und 10 Massen-% Qestron KA 802 A ergab in beiden
Spritzreihenfolgen eine stoffschlüssige Verbindung.
Statistischer Versuchsplan
Die Schmelzetemperatur TM wurde zwischen 280 und 290°C, die Werkzeugtemperatur TWZ
zwischen 90 und 100°C und die Einspritzgeschwindigkeit vein zwischen 13 und 15 cm³/s
variiert. Dabei ergibt sich für die Zugfestigkeit folgendes Regressionspolynom:
FZug [N/mm²] = 6,17 + 0,5*TM + 0,51*TWZ - 0,05*vein - 0,12* TM*TWZ - 0,2* TM*vein - 0,2*TWZ*vein
Es zeigt sich, dass die Einspritzgeschwindigkeit einen vernachlässigbaren Einfluss auf die
Zugfestigkeit hat. Wesentliche Ursache dafür liegt in den elastischen Eigenschaften des
Qestrons, die das Material ähnlich thermoplastischen Elastomeren kompressibel machen.
Bei größerer Einspritzgeschwindigkeit ist dabei die Zugfestigkeit kleiner, da dann eine
stärkere Kompression des Qestrons stattfindet. Der Zentralversuch ergab eine experimentell
ermittelte Zugfestigkeit von 6,8 N/mm², es besteht also ein Fehler von 10% zwischen
Messung und Rechnung. Das Regressionspolynom für die Standardabweichung ergibt sich
zu:
σ = 1,15 + 0,042*TM � 0,18*TWZ - 0,08*vein � 0,13* TM*TWZ - 0,03* TM*vein + 0,14*TWZ*vein
Dies liegt im Bereich der Abweichung zwischen Messung und Rechnung und deutet darauf
hin, dass der Prozess weniger stabil ist als bei der Materialkombination PA6 und SMA.
Ferner ist die Streuung der Messwerte größer als der Einfluss der Parameter, so dass hier
keine Signifikanz vorliegt.
Page 29
- 29 -
Der maximale gemessene Wert für die Zugfestigkeit ergab sich bei höchster Schmelze- und
Werkzeugtemperatur und niedrigster Einspritzgeschwindigkeit zu 7,9 N/mm², der dazu
gehörende rechnerische Wert des Regressionspolynoms ergibt sich zu 8,0 N/mm².
Zugprüfung
0
5
10
15
20
25
30
35
40
45
50
0 0,05 0,1 0,15 0,2 0,25 0,3 0,35 0,4
Weg [mm]
Kra
ft [N
]
Abbildung 36: Typischer Kraft � Weg � Ver-lauf für die Materialkombination PA6 undPP � MSA � Blend.
Abbildung 37: Draufsicht auf die Bruch-stelle. Oben PA6, unten PP � MSA � Blend.
Die in Abbildung 36 dargestellte Kraft-Weg-Kurve beim Zugversuch zeigt, dass es sich trotz
der elastischen Eigenschaften des MSA um einen Sprödbruch handelt. Abbildung 37 zeigt,
dass an der Grenzfläche ein Adhäsionsbruch aufgetreten ist.
Abbildung 38: Dünnschnitt von PA6 und PP� MSA (Schnittstärke 10 µm).
Abbildung 39: REM � Aufnahme derVerbundstelle.
Der Dünnschnitt (Abbildung 38) und die REM � Aufnahme (Abbildung 39) zeigen die
Verbundstelle zwischen beiden Komponenten.
Page 30
- 30 -
9.1.1.4 PA6 und PA12
Zum Vergleich der bei den bisher untersuchten Polymere mit reaktiven Gruppen erzielten
Zugfestigkeiten wurde die Kombination PA6 Durethan BKV 115 und PA12 Grilamid LV3H
untersucht, welche sich im 2-K-Spritzgießverfahren stoffschlüssig verbinden läßt.
Statistischer Versuchsplan
Bei der Umsetzung des statistischen Versuchsplans wurde die Schmelzetemperatur TM
zwischen 280 � 300°C, die Werkzeugtemperatur TWZ zwischen 70 � 90°C und die Einspritz-
geschwindigkeit vein zwischen 3 � 12cm³/s variiert. Dabei ergaben sich die Regressions-
polynome zu:
FZug [N/mm²] = 8,4 + 3,13*TM + 0,48*TWZ - 2,34*vein - 0,32*TM*TWZ - 0,2*TM*vein + 0,15*TWZ*vein
σ = 1,22 - 0,13*TM + 0,13*TWZ - 0,032*vein + 0,16*TM*TWZ - 0,4*TM*vein + 0,01*TWZ*vein
Man erkennt, dass die Schmelzetemperatur den größten Einfluss auf die Zugfestigkeit hat
und die Werkzeugtemperatur einen verhältnismäßig kleinen. Der Zentrumsversuch ergab
eine experimentell ermittelte Zugfestigkeit von 7,1 N/mm², während das Regressionspolynom
8,4 N/mm² (σ = 1,22) liefert. Das heißt, dass die Annahme der Linearität im untersuchten
Bereich nicht mehr gegeben ist.
Der maximale gemessene Wert für die Zugfestigkeit ergab sich bei höchster
Schmelzetemperatur sowie niedrigster Werkzeugtemperatur und Einspritzgeschwindigkeit zu
14,6 N/mm², der dazu gehörende rechnerische Wert des Regressionspolynoms ergibt sich
zu 14,5 N/mm².
Zugprüfung
Die Untersuchungen des Kraft � Weg � Verlaufs bei der Zugprüfung (Abbildung 40) und der
Bruchfläche (Abbildung 41) zeigen, dass es sich um eine spröden Adhäsionsbruch handelt.
0
20
40
60
80
100
120
140
0 0,1 0,2 0,3 0,4 0,5 0,6 0,7 0,8
Weg [mm]
Kra
ft [N
]
Abbildung 40: Typischer Kraft � Weg �Verlauf bei PA6 und PA12.
Abbildung 41: Draufsicht auf dieBruchstelle. Oben PA6, unten PA12.
Page 31
- 31 -
Sowohl der Dünnschnitt (Abbildung 42) als auch die REM � Aufnahme (Abbildung 43)
zeigen, dass entlang aller Kanten ein direkter Kontakt zwischen den Komponenten besteht,
bzw. dass die Phasengrenze nicht mehr erkennbar ist.
Abbildung 42: Dünnschnitt des PA6 � PA12� Verbunds.
Abbildung 43: REM � Aufnahme des PA6 �PA12 � Verbunds.
9.1.1.5 PA6.6 und PA12
Im Hinblick auf eine höhere Temperaturbelastbarkeit wurde weitergehend eine Kombination
aus strahlenvernetzbaren Polyamiden untersucht.
Zu den Komponenten der Kombination PA6.6 Creamid A3H2G5 und PA12 Grilamid LV3H
wurde jeweils 4,5 Massen-% Vernetzungsverstärker zugegeben, der eine Vernetzung der
Komponenten nach einer Bestrahlung mit Elektronen bewirkt. Dadurch wurde untersucht,
inwieweit eine Vernetzung beider Komponenten über die Phasengrenze hinweg zu erreichen
ist.
Vermutlich aufgrund der rheologischen Eigenschaften des Vernetzungsverstärkers, die dazu
führen, dass sich dieser an der Oberfläche der Spritzteile anreichert, konnte jedoch eine nur
ungenügende Haftung zwischen den Komponenten erzielt werden. Die 2-K-Zugstäbe hielten
den mechanischen Belastungen beim Handling während des Vernetzungsvorganges nicht
stand.
9.1.1.6 PA6 und TPU
PA6 Durethan BKV 115 konnte mit dem thermoplastischen Elastomer (TPU) Elastollan
R3000 zu einem stoffschlüssigen Verbund kombiniert werden. Dabei wurde aufgrund der
elastischen Eigenschaften des TPU nur die Spritzfolge PA6 � TPU untersucht.
Page 32
- 32 -
Statistischer Versuchsplan
Bei den Spritzversuchen wurde die Schmelzetemperatur TM zwischen 220 � 230°C, die
Werkzeugtemperatur TWZ zwischen 50 � 60°C und die Einspritzgeschwindigkeit vein zwischen
11 � 15 cm³/s variiert. Es ergeben sich folgende Regressionspolynome:
FZug [N/mm²] = 7,9 + 1,0*TM + 0,82*TWZ + 0,16*vein - 0,06*TM*TWZ � 0,1*TM*vein + 0,55*TWZ*vein
σ = 1,1 + 0,25*TM + 0,30*TWZ + 0,21*vein + 0,075*TM*TWZ + 0,18*TM*vein + 0,09*TWZ*vein
Man erkennt, dass TM und TWZ etwa denselben Einfluss auf die Zugfestigkeit hat, während
der Einfluss von vein aufgrund der elastischen Eigenschaften des TPU erwartungsgemäß
klein ausfällt. Beim Vergleich zwischen gerechnetem FZug = 7,9 N/mm² und gemessenem
FZug = 10,0 N/mm² (Zentrumsversuch) kann bei σ = 1,1 gesagt werden, dass die
angenommene Linearität nicht gewährleistet ist.
Der maximale gemessene Wert für die Zugfestigkeit ergab sich bei höchster Schmelze- und
Werkzeugtemperatur und höchster Einspritzgeschwindigkeit zu 10,0 N/mm², der dazu
gehörende rechnerische Wert des Regressionspolynoms ergibt sich zu 10,2 N/mm².
Zugprüfung
Die Materialkombination PA6 � TPU wies ein sprödes Bruchverhalten auf, wenn beim
Spritzgießen eine Werkzeugtemperatur von 60°C gewählt wurde (Abbildung 44), während
bei 50°C Werkzeugtemperatur durchweg ein zäheres Bruchverhalten zu beobachten war
(Abbildung 45), wobei bei 60°C Werkzeugtemperatur die besseren Ergebnisse für die
Zugfestigkeit erreicht wurden. Dabei traten in beiden Fällen Adhäsionsbrüche auf (Abbildung
46 und Abbildung 47).
0
10
20
30
40
50
60
70
80
0 0,05 0,1 0,15 0,2 0,25 0,3 0,35 0,4 0,45 0,5
Weg [mm]
Kra
ft [N
]
0
10
20
30
40
50
60
70
80
0 0,05 0,1 0,15 0,2 0,25 0,3 0,35 0,4 0,45 0,5
Weg [mm]
Kra
ft [N
]
Abbildung 44: Typischer Kraft � Weg �Verlauf des PA6 � TPU � Verbunds beiTWZ = 60°C.
Abbildung 45: Typischer Kraft � Weg �Verlauf des PA6 � TPU � Verbunds beiTWZ = 50°C.
Die Anfertigung von Dünnschnitten zur optischen Untersuchung und zum Anfertigen von
REM � Aufnahmen war aufgrund der elastischen Eigenschaften des TPU nicht möglich.
Page 33
- 33 -
Abbildung 46: Draufsicht auf die Bruchstel-le, TWZ = 60°C. Oben PA6, unten TPU.
Abbildung 47: Draufsicht auf die Bruchstel-le, TWZ = 50°C. Oben PA6, unten TPU.
9.1.1.7 PA6 � sPS � Blend und sPS
Um die Kompatibilität zwischen PA6 und sPS zu untersuchen, wurde ein Compound aus
1/3 Massen-% PA 6 Durethan BKV 115 und 2/3 sPS Edgetek QT-30GF auf der Spritzgieß-
maschine hergestellt und mit reinem sPS als zweite Komponente verspritzt. Hierbei war die
Überlegung, über den in sPS verwendeten Kompatibilizer für die Glasfasern auch eine
Verträglichkeit zu PA6 zu erhalten.
Der Compound erwies sich jedoch im Temperaturbereich zwischen 280 � 320°C als sehr
weich und es konnte kein Verbund zum sPS erreicht werden. Eine weitere Absenkung der
Schmelzetemperatur konnte aufgrund der Schmelztemperatur des sPS von 270°C nicht
vorgenommen werden. Auch die Variation der Werkzeugtemperatur zwischen 60 � 100°C
brachte keine Verbesserung.
9.1.2 ABS+PA-Blend
9.1.2.1 ABS+PA und ABS
Zwischen ABS+PA Triax 1408 GF und ABS Terluran 958 I konnte nur ein stoffschlüssiger
Verbund erzielt werden, wenn ABS als erste Komponente verarbeitet wurde, obwohl die
Verarbeitungstemperaturen beider Materialien sehr ähnlich sind.
Da erst bei 100°C Werkzeugtemperatur stabile Zyklen erreichbar waren und dabei die von
den Herstellern empfohlenen Temperaturen bereits überschritten waren, wurde auf eine
Variation der Werkzeugtemperatur verzichtet. Ferner wurde die Werkzeugtemperatur auf
110°C festgelegt, um auch bei ungünstigen Parametern noch einen Verbund zu erzielen und
dadurch den Versuchsplan vollständig durchführen zu können.
Bei der Betrachtung der Schmelzetemperatur (290 ≤ TM ≤ 300°C), des Nachdrucks (1000 ≤
pn ≤ 1300 bar) und der Einspritzgeschwindigkeit (6 ≤ vein ≤ 12 cm³/s) ergibt sich das
Regressionspolynom zu:
Page 34
- 34 -
FZug [N/mm²] = 9,25 - 0,3*TM - 0,7*pnach - 0,8*vein - 0,85*TM*pnach + 0,33*TM*vein - 0,2*pnach*vein
Das Regressionspolynom für die Standardabweichung ergibt sich zu:
σ = 1,76 + 0,75*TM + 0,07*pnach - 0,27*vein + 0,23*TM*pnach - 0,4*TM*vein + 0,2*pnach*vein
Alle betrachteten Parameter weisen im untersuchten Bereich einen kleineren Einfluss auf die
Zugfestigkeit auf als die Streuung, das heißt dass die Einflussparameter TM, pnach und vein im
betrachteten Bereich keinen signifikanten Einfluss haben.
Der maximale gemessene Wert für die Zugfestigkeit ergab sich bei höchster Schmelze-
temperatur, niedrigstem Nachdruck und längster Rampenzeit und gleichzeitig bei der
niedrigsten Stufe aller Einflußparameter zu 11,0 N/mm², die dazu gehörenden rechnerischen
Werte des Regressionspolynoms ergeben sich beide zu 11,0 N/mm².
Zugprüfung
Der Verbund ABS+PA und ABS zeigt einen typischen Sprödbruch (Abbildung 48). Die
Draufsicht auf die Komponenten nach der Zugprüfung zeigt im Bereich der Stirnseiten der
zweiten Komponente (ABS+PA) jenseits der eigentlichen Verbundstelle Reste von ABS, wo
Überspritzungen aus ABS am ABS+PA � Blend hängen geblieben sind (Abbildung 49).
0
10
20
30
40
50
60
70
80
90
100
0 0,1 0,2 0,3 0,4 0,5 0,6 0,7 0,8
Weg [mm]
Kra
ft [N
]
Abbildung 48: Typischer Kraft � Weg �Verlauf der Kombination ABS+PA � ABS.
Abbildung 49: Draufsicht auf dieBruchstelle. Oben ABS, unten ABS+PA.
Abbildung 50 und Abbildung 51 zeigen die Verbundstelle zwischen beiden Komponenten.
Page 35
- 35 -
Abbildung 50: Dünnschnitt ABS+PA undABS (Schnittstärke 15µm).
Abbildung 51: REM � Aufnahme des Ver-bunds ABS+PA (links) und ABS (rechts).
9.1.2.2 ABS+PA und sPS
Mit der Materialkombination ABS+PA Triax 1408GF und sPS Edgetek QT-30GF konnte erst
bei Werkzeugtemperaturen ab 110°C ein stoffschlüssiger Verbund erzielt werden. Da diese
Temperatur bereits außerhalb des vom Hersteller empfohlenen Bereichs liegt, wurde auf
eine weitere Untersuchung mit Hilfe eines statistischen Versuchsplans verzichtet.
Ferner konnte bei dieser Werkzeugtemperatur eine Zugfestigkeit von lediglich 2,2 N/mm²
erreicht werden, so dass diese Kombination nicht näher untersucht wurde.
9.1.2.3 ABS+PA und SMA
Ähnlich der Materialkombination ABS+PA und sPS konnte auch mit der Kombination
ABS+PA und SMA erst bei sehr hohen Werkzeugtemperaturen von 130°C ein stoff-
schlüssiger Verbund von lediglich 4,1 N/mm² erreicht werden, so dass diese Kombination
nicht näher untersucht wurde.
9.1.2.4 ABS+PA und PA12
Bei der Materialkombination ABS+PA Triax 1408GF und PA12 Grilamid LV-3H wurde der
Einfluss der Werkzeugtemperatur auf die Zugfestigkeit untersucht (Abbildung 52).
Die Änderung der Werkzeugtemperatur von 60 auf 70°C hat eine signifikante Verbesserung
der Zugfestigkeit zur Folge, während die Erhöhung auf 80°C keine signifikante Erhöhung zur
Folge hat. Ab 90°C kam es zu einer leichten Verfärbung von PA12, was vermutlich auf zu
hohe Werkzeugtemperaturen zurückzuführen ist.
Die thermische Analyse von ABS+PA bei 60°C und 100°C Werkzeugtemperatur zeigt keine
signifikanten Unterschiede (Abbildung 53).
Page 36
- 36 -
8
9
10
11
12
13
14
15
16
60 70 80 90 100
Werkzeugtemperatur [°C]
Zugf
estig
keit
[N/m
m²]
Abbildung 52: Zugfestigkeit über der Werkzeugtemperatur bei ABS+PA und PA12. Dargestelltist der Mittelwert und die Standardabweichung.
50 100 150 200 250Temperatur/°C
0.50
0.60
0.70
0.80
0.90
1.00
[1](mW/mg)
V10-a Wkz.-Temp.: 60°C
V10-e Wkz.-Temp.: 100°C
2-K-Zugstab ABS/PA Triax↓ Exo
[#] Gerät Datei Versuchs-ID Probe Datum Masse SEGMENT Bereich Atmosphäre Korrektur
TWz = 60°C
TWz = 100°CFläche: 29,73 J/g
Fläche: 31,97 J/g
Temperatur [°C]
Abbildung 53: Thermische Analyse des ABS+PA � Blends (1. Aufheizung).
Abbildung 54 zeigt den für die Materialkombination typischen Sprödbruch. Abbildung 55
zeigt, dass es sich um einen Adhäsionsbruch handelt.
Abbildung 56 und Abbildung 57 zeigen, dass an der gesamten Kontaktfläche ein
stoffschlüssiger Verbund vorhanden ist. Damit kann die hohe erreichte Zugfestigkeit erklärt
werden.
Page 37
- 37 -
0
20
40
60
80
100
120
0 0,1 0,2 0,3 0,4 0,5 0,6 0,7 0,8
Weg [mm]
Kra
ft [N
]
Abbildung 54: typischer Kraft � Weg �Verlauf der Materialkombination ABS+PAund PA12.
Abbildung 55: Draufsicht auf dieBruchstelle. Oben ABS+PA, unten PA12.
Abbildung 56: Dünnschnitt des ABS+PA �PA12 � Verbunds.
Abbildung 57: REM � Aufnahme desABS+PA � PA12 � Verbunds.
9.1.2.5 ABS+PA und TPE
Zwischen ABS+PA Triax 1408GF und TPE Uniflex E72D/M 800 ließ sich kein stoff-
schlüssiger Verbund erreichen. Die Unterschiede in den Verarbeitungsbedingungen
hinsichtlich der Werkzeugtemperatur zwischen Triax 1408GF (80°C) und Uniflex E72D/M
800 (20 � 40°C) erschweren das Erreichen eines Verbunds zusätzlich.
9.1.3 Weitere PA-Blends
9.1.3.1 PPE+PA � Blend
Der PPE+PA Blend Noryl GTX 918W wurde im 2-K-Spritzgießverfahren mit PPE+PS
Vestoran 1900GF20, PA12 Grilamid LV3H sowie SMA Dylark 378 P 15 kombiniert. Es
konnte jedoch in keinem Fall auch durch intensive Variation der Parameter eine
stoffschlüssige Verbindung erzielt werden.
Page 38
- 38 -
9.1.3.2 PPS+PA und PPS
Mit PPS+PA Xtel XK 2240 und PPS Fortron 1140L4 konnte in genannter Spritzfolge ein stoff-
schlüssiger Verbund erzielt werden. Aufgrund der Verarbeitungsrichtlinien des Herstellers,
die für Xtel eine Schmelzetemperatur von 290°C und für Fortron 310 � 340°C angeben, ist
die andere Spritzfolge nicht sinnvoll.
Statistischer Versuchsplan
Da erst bei einer Werkzeugtemperatur von 140°C ein stoffschlüssiger Verbund erzielt
werden konnte, was der für die verwendeten Temperiergeräte maximal möglichen Vorlauf-
temperatur entspricht, wurde der Einspritzvorgang in die Parameter Nachdruck pn und
Rampenzeit tR, also der Zeit die zwischen dem Abschalten des Einspritzdrucks und dem
Zuschalten des Nachdrucks vergeht, gegliedert. Die Schmelzetemperatur TM wurde als
Parameter beibehalten.
Dabei ergibt sich für das Regressionspolynom der Zugfestigkeit (340 ≤ TM ≤ 360°C;
750 ≤ pn ≤ 1050 bar; 0,05 ≤ tR ≤ 0,2s):
FZug [N/mm²] = 7,41 + 1,69*TM � 0,09*pn - 0,35*tR + 0,11*TM*pn + 0,54*TM*tR + 0,28*pn*tR
Man erkennt, dass die Schmelzetemperatur einen sehr großen Einfluss hat. Der
rechnerische Wert für die Zugfestigkeit des Zentrumsversuchs von 7,41 N/mm² weicht
jedoch stark vom experimentell ermittelten ab, der sich zu 9,21 N/mm² ergab. Daraus kann
zusammen mit der Standardabweichung geschlossen werden, dass die Linearität des
Versuchsplans im gewählten Temperaturbereich nicht gegeben ist.
Das Regressionspolynom für die Standardabweichung ergibt sich zu:
σ = 1,73 - 0,41*TM � 0,32*pn � 0,14*tR + 0,26*TM*pn � 0,10*TM*tR + 0,14*pn*tR
Es zeigt, dass die statistischen Schwankungen geringfügig kleiner sind als die Differenz
zwischen gemessenem und errechnetem Zentrumversuch.
Der maximale gemessene Wert für die Zugfestigkeit ergab sich bei höchster Schmelze-
temperatur, niedrigstem Nachdruck und längster Rampenzeit zu 9,2 N/mm², der dazu
gehörende rechnerische Wert des Regressionspolynoms ergibt sich zu 9,4 N/mm².
Page 39
- 39 -
Zugprüfung
Die Untersuchungen des Bruchs zeigen im wesentlichen einen Sprödbruch mit geringfügig
zähem Anteil, bei dem Reste der ersten Komponente an der zweiten zu erkennen sind
(Adhäsionsbruch, Abbildung 58 und Abbildung 59).
Die Untersuchungen der Verbundstelle (Abbildung 60 und Abbildung 61) zeigen, dass die
Phasengrenze noch erkennbar ist.
0
5
10
15
20
25
30
35
40
45
50
0 0,05 0,1 0,15 0,2 0,25 0,3
Weg [mm]
Kra
ft [N
]
Abbildung 58: Typischer Kraft � Weg �Verlauf für PPS+PA und PPS.
Abbildung 59: Ansicht der Bruchstelle.Oben PPS+PA, unten PPS.
Abbildung 60: Dünnschnitt des PPS+PA �PPS � Verbunds.
Abbildung 61: REM � Aufnahme desPPS+PA � PPS � Verbunds.
9.1.3.3 PP+PA und PP
Mit PP Hostacom G2U02 und PP+PA Schulablend B12 G8 konnte nur in genannter Spritz-
folge ein Verbund erzielt werden.
Hier wurde der Einfluss der Werkzeugtemperatur auf die Zugfestigkeit untersucht (Abbildung
62). Dabei zeigt sich, dass eine Erhöhung der Werkzeugtemperatur von 60 auf 80°C eine
deutliche Verbesserung der Zugfestigkeit zur Folge hat, während eine weitere Erhöhung auf
100°C für die Zugfestigkeit ungünstig ist.
Als Ursache dafür wurde ein langsameres Einfrieren des PP+PA � Blends vermutet, was
eine stärkere Kristallisation und dadurch einen stärkeren Verzug zur Folge hat. Dies ließ sich
jedoch durch thermische Analyse nicht bestätigen (Abbildung 63), die Unterschiede
zwischen 60°C und 100°C Werkzeugtemperatur sind nicht signifikant. Möglicherweise findet
Page 40
- 40 -
der vermutete Effekt nur an der Oberfläche statt, wodurch ein Nachweis mittels DSC nicht
möglich war.
2,5
3
3,5
4
4,5
5
5,5
60 80 100
Werkzeugtemperatur [°C]
Zugf
estig
keit
[N/m
m²]
Abbildung 62: Zugfestigkeit in Abhängigkeit der Werkzeugtemperatur bei der Material-kombination PP+PA und PP.
50 100 150 200 250
0.50
0.60
0.70
0.80
0.90
1.00
1.10
1.20
1.30
mW/mg↓ Exo
Temperatur [°C]
Fläche: 33,13 J/g Fläche:36,1 J/g
Fläche: 31,61 J/g
Fläche:34,62 J/g
TWZ = 60°C
TWZ = 100°C
Abbildung 63: Thermische Analyse des PP+PA � Blends (1. Aufheizung).
Der Verlauf der Kraft � Weg � Kurve (Abbildung 64) zeigt, dass es sich um einen zähen
Bruch handelt. Abbildung 65 zeigt, dass keine Aussage mehr darüber gemacht werden kann,
welche Komponente an der Bruchfläche zu sehen ist.
Die Dünnschnitt- (Abbildung 66) sowie REM- Aufnahme (Abbildung 67) verdeutlichen die
geringe Zugfestigkeit zwischen den Komponenten. Bereits das Anfertigen des Dünnschnitts
hat die Probe soweit geschädigt, dass ein Spalt zwischen den Komponenten erkennbar ist.
Page 41
- 41 -
0
5
10
15
20
25
30
0 0,05 0,1 0,15 0,2 0,25 0,3 0,35 0,4 0,45 0,5
Weg [mm]
Kra
ft [N
]
Abbildung 64: Typischer Kraft � Weg �Verlauf von PP+PA und PP.
Abbildung 65: Draufsicht auf dieBruchstelle. Oben PP, unten PP+PA.
Abbildung 66: Dünnschnitt des PP+PA � PP� Verbunds.
Abbildung 67: REM � Aufnahme des PP+PA� PP � Verbunds (184-fache Vergrößerung).
9.1.4 ABS und ABS-Blends
9.1.4.1 ABS+PC und PC
Für die Materialkombination ABS+PC Bayblend T45 und PC Lexan 121 LS wurde der
Einfluss der Werkzeugtemperatur auf die Zugfestigkeit untersucht (Abbildung 68).
Dabei fällt auf, dass für 50°C und 60°C Werkzeugtemperatur sehr große Abweichungen
bezüglich des jeweiligen Mittelwerts auftreten. Dies ist auf den in diesem Temperaturbereich
instabil laufenden Spritzgießprozess zurückzuführen, bei dem aufgrund von frühzeitig
einfrierender Schmelze der Einspritzvorgang nicht reproduzierbar abläuft.
Ab 70°C Werkzeugtemperatur steigt die Zugfestigkeit deutlich an, die Streuung wird
erheblich kleiner, was auf einen stabilen Spritzgießprozess hindeutet.
Eine weitere Erhöhung der Werkzeugtemperatur auf den Bereich zwischen 90 � 110°C bringt
nur noch eine geringfügige Verbesserung der Zugfestigkeit bei ähnlich kleiner Streuung.
Page 42
- 42 -
17
18
19
20
21
22
23
24
25
50 60 70 90 100 110
Werkzeugtemperatur [°C]
Zugf
estig
keit
[N/m
m²]
Abbildung 68: Zugfestigkeit in Abhängigkeit der Werkzeugtemperatur bei derMaterialkombination ABS+PC und PC.
Die Auswertung des Zugversuchs ergibt, dass es sich um einen Sprödbruch handelt
(Abbildung 69). Es handelt sich hierbei um einen Kohäsionsbruch (Abbildung 70), bei dem
die Komponente mit dem kleineren Querschnitt (ABS+PC) versagt hat. Man erkennt im
inneren Bereich noch Reste des ABS+PC im PC.
0
20
40
60
80
100
120
140
160
180
200
0 0,2 0,4 0,6 0,8 1 1,2 1,4 1,6
Weg [mm]
Kra
ft [N
]
Abbildung 69: Typischer Kraft � Weg �Verlauf von ABS+PC und PC.
Abbildung 70: Draufsicht auf dieBruchstelle. Oben ABS+PC, unten PC.
Abbildung 71: Dünnschnitt des VerbundesABS+PC und PC.
Abbildung 72: REM � Aufnahme desVerbundes ABS+PC und PC.
Page 43
- 43 -
Der Dünnschnitt (Abbildung 71) und die REM � Aufnahme (Abbildung 72) verdeutlichen die
gute Haftung zwischen den Komponenten. Der Dünnschnitt zeigt entlang der ganzen Fläche
einen stoffschlüssigen Verbund, auf der REM � Aufnahme ist keine Phasengrenze
erkennbar.
9.1.4.2 ABS+PC und TPE
ABS+PC Bayblend T45 ergab mit TPE Uniflex E72D/M 800 einen stoffschlüssigen Verbund.
Es wurde nur die genannte Spritzfolge untersucht, um das relativ weiche TPE nicht durch
den Einspritzvorgang zu komprimieren.
Statistischer Versuchsplan
Bei den Spritzversuchen wurde die Schmelzetemperatur TM zwischen 240 � 250°C, die
Werkzeugtemperatur TWZ zwischen 100 � 120°C und die Einspritzgeschwindigkeit vein
zwischen 3 � 6 cm³/s variiert. Es ergeben sich folgende Regressionspolynome:
FZug [N/mm²] = 10,7 + 1,1*TM + 0,66*TWZ - 1,1*vein - 0,08*TM*TWZ - 0,14*TM*vein - 0,39*TWZ*vein
σ = 0,52 + 0,063*TM - 0,03*TWZ + 0,02*vein + 0,014*TM*TWZ + 0,052*TM*vein + 0,025*TWZ*vein
Man erkennt, dass TM und vein etwa denselben Einfluss auf die Zugfestigkeit haben, während
der Einfluss von TWZ kleiner ausfällt. Beim Vergleich zwischen gerechnetem Zentrums-
versuch mit einer Zugfestigkeit von FZug = 10,7 N/mm² und experimentell ermitteltem
Zentrumsversuch mit FZug = 10,6 N/mm² kann bei σ = 0,52 gesagt werden, dass die
statistischen Schwankungen erheblich größer sind als die Differenzen zwischen Rechnung
und Messung, die Annahme der Linearität im gewählten Bereich also gegeben ist.
Der maximale gemessene Wert für die Zugfestigkeit ergab sich bei höchster Schmelze- und
Werkzeugtemperatur und niedrigster Einspritzgeschwindigkeit zu 13,5 N/mm², der dazu
gehörende rechnerische Wert des Regressionspolynoms ergibt sich zu 13,5 N/mm².
Zugprüfung
Die Materialkombination bricht spröde (Abbildung 73) in einem Adhäsionsbruch (Abbildung
74). Sowohl die Dünnschnitt � als auch die REM � Aufnahme zeigen, dass der Verbund im
Flankenbereich schwächer ausgeprägt ist.
Jedoch kann dies auch eine Folge der Probenpräparation sein, bei der die elastischen
Eigenschaften des TPE der Verbund beeinträchtigen können (Abbildung 75).
Page 44
- 44 -
0
10
20
30
40
50
60
70
80
90
100
0 0,1 0,2 0,3 0,4 0,5 0,6 0,7 0,8
Weg [mm]
Kra
ft [N
]
Abbildung 73: Typischer Kraft � Weg � Ver-lauf für die Kombination ABS+PC und TPE.
Abbildung 74: Draufsicht auf dieBruchstelle. Oben ABS+PC, unten TPE.
Abbildung 75: Dünnschnitt des ABS+PC �TPE � Verbunds (Schnittstärke 15µm).
9.1.4.3 ABS+PBT und PBT
Bei der Materialkombination ABS+PBT Pocan KU2-7125 und PBT Celanex B2300 GV 1/20
wurde der Einfluss der Werkzeugtemperatur auf die Zugfestigkeit untersucht (Abbildung 76).
2,5
3
3,5
4
4,5
5
5,5
6
6,5
90 100 110
Werkzeugtemperatur [°C]
Zugf
estig
keit
[N/m
m²]
Abbildung 76: Zugfestigkeit in Abhängigkeit der Werkzeugtemperatur bei der Material-kombination ABS+PBT und PBT.
Page 45
- 45 -
Erst ab 90°C Werkzeugtemperatur ließ sich dabei ein stoffschlüssiger Verbund erzielen, mit
zunehmender Werkzeugtemperatur steigt die Zugfestigkeit stetig an.
Der Verbund weist spröden Charakter auf (Abbildung 77), es handelt sich um einen
Adhäsionsbruch (Abbildung 78).
0
10
20
30
40
50
0 0,1 0,2 0,3 0,4
Weg [mm]
Kraf
t [N
]
Abbildung 77: Typischer Verlauf der Kraft �Weg � Kurve für ABS+PBT und PBT.
Abbildung 78: Draufsicht auf dieBruchstelle. Oben ABS+PBT, unten PBT.
Aufnahmen der Verbundstelle zeigen, dass die Phasengrenze nur noch schwer auszu-
machen ist (Abbildung 79 und Abbildung 80).
Abbildung 79: Dünnschnitt des VerbundsABS+PBT und PBT.
Abbildung 80: REM � Aufnahme desVerbunds ABS+PBT und PBT.
9.1.4.4 ABS+PSU und PSU
Mit der Materialkombination ABS+PSU Mindel A670 und PSU Ultrason S2010 G6 konnte ein
stoffschlüssiger Verbund erreicht werden.
Statistischer Versuchsplan
Bei den Spritzversuchen wurde die Schmelzetemperatur TM zwischen 345 � 375°C, die
Werkzeugtemperatur TWZ zwischen 110 � 130°C und die Einspritzgeschwindigkeit vein
zwischen 3 � 6 cm³/s variiert. Es ergeben sich folgende Regressionspolynome:
FZug [N/mm²] = 9,9 - 0,28*TM - 0,33*TWZ - 1,1*vein + 0,57*TM*TWZ + 0,19*TM*vein + 0,63*TWZ*vein
Page 46
- 46 -
σ = 0,89 + 0,051*TM - 0,17*TWZ + 0,11*vein - 0,02*TM*TWZ - 0,1*TM*vein + 0,02*TWZ*vein
Man erkennt, dass TM und TWZ etwa denselben geringen Einfluss auf die Zugfestigkeit
haben, während der Einfluss von vein größer ausfällt. Beim Vergleich zwischen gerechnetem
FZug = 9,9 N/mm² und gemessenen FZug = 10,5 N/mm² (Zentrumsversuch) kann bei σ = 0,89
gesagt werden, dass die statistischen Schwankungen erheblich größer sind als die
Differenzen zwischen Rechnung und Messung, die Annahme der Linearität im gewählten
Bereich also gegeben ist.
Der maximale gemessene Wert für die Zugfestigkeit ergab sich bei niedrigsten Werten für
Schmelze- und Werkzeugtemperatur und Einspritzgeschwindigkeit zu 12,9 N/mm², der dazu
gehörende rechnerische Wert des Regressionspolynoms ergibt sich zu 13,0 N/mm².
Zugprüfung
Abbildung 81 zeigt die typisch spröde Bruchcharakteristik des Verbunds. Dabei handelt es
sich um einen gemischten Bruch (Abbildung 82).
0102030405060708090
0 0,1 0,2 0,3 0,4 0,5 0,6
Weg [mm]
Kraf
t [N
]
Abbildung 81: Typischer Kraft � Weg � Ver-lauf der Kombination ABS+PSU mit PSU.
Abbildung 82: Ansicht der Bruchstelle.Oben ABS+PSU, unten PSU.
Abbildung 83: Dünnschnitt des ABS+PSU �PSU � Verbunds.
Abbildung 84: REM � Aufnahme desABS+PSU � PSU � Verbunds.
Page 47
- 47 -
Der Dünnschnitt zeigt, dass entlang der gesamten Phasengrenzlinie ein Verbund fest-
zustellen ist (Abbildung 83). Der Dünnschnitt selber weist aufgrund von Schwierigkeiten beim
Schneiden einen Riss innerhalb des PSU auf. In der REM � Aufnahme ist die Phasengrenze
fast völlig verschwunden (Abbildung 84).
9.1.4.5 ABS+PSU mit TPE
Mit der Materialkombination ABS+PSU Mindel A670 und TPU Uniflex E72D/M 800 ließ sich
ein stoffschlüssiger Verbund von 3,96 N/mm² bei einer Werkzeugtemperatur von 100°C
erreichen. Da diese Werkzeugtemperatur für TPE sehr hoch ist, wurden keine weitere
Versuche durchgeführt.
9.1.4.6 ABS mit PPE+PS
Mit der Materialkombination ABS Terluran 958 I und PPE+PS Vestoran 1900 GF20 ließ sich
bei Werkzeugtemperaturen zwischen 80 � 120°C kein stoffschlüssiger Verbund herstellen.
9.1.5 LCP
Das metallisierbare LCP Vectra E820iPd wurde als erste Komponente mit verschiedenen
nicht metallisierbaren LCP-Blends (LCP+PC Vectra LKX 1088 und LCP+PPS Vectra V140)
und thermoplastischen Elastomeren (TPU Elastollan R3000 und TPE Uniflex E72D/ M 800)
bei mittleren bis hohen Werkzeug- und Schmelzetemperaturen verarbeitet.
Auch durch Variation der Parameter konnte jedoch in keinem Fall ein stoffschlüssiger
Verbund erzielt werden.
Insbesondere durch die flüssigkristallinen Eigenschaften wird beim 2-K-Spritzgießen eine
Diffusion in einen anderen Kunststoff oder eines anderen Kunststoffs in das LCP erschwert
bzw. verhindert, auch wenn die Materialien aufgrund ihrer chemischen Struktur eine
entsprechende Ähnlichkeit aufweisen. Die geringe spezifische Wärmekapazität hat zur
Folge, dass das LCP nach Q = cp*T*m aufgrund der niedrigen spezifischen Wärmekapazität
von cp = 1,40 kJ/(kg K) wenig Wärme mit sich führt und dadurch, wenn es im 2-K-
Spritzgießverfahren als zweite Komponente verarbeitet wird, eine erste Komponente nur in
geringem Umfang wieder aufschmelzen kann. Als erste Komponente gespritzt kann es
aufgrund seiner hohen Schmelztemperatur kaum von anderen Kunststoffen wieder
aufgeschmolzen werden.
Page 48
- 48 -
9.1.6 Thermoplastische Elastomere
9.1.6.1 TPU und SMA
Mit der Materialkombination TPU Elastollan R3000 und SMA Dylark 378 P 15 wurde
versucht, eine stoffschlüssige Verbindung zu erreichen. Diese konnte jedoch bei Werkzeug-
temperaturen zwischen 60 � 120°C nicht erzielt werden.
9.1.6.2 TPE und PC
Bei der Materialkombination TPE Uniflex E72D/M 800 und PC Lexan 121 R wurde der
Einfluss der Werkzeugtemperatur auf die Zugfestigkeit untersucht (Abbildung 85). Dabei fällt
auf, dass die Zugfestigkeit mit zunehmender Werkzeugtemperatur abfällt und dabei die
Streuung zunimmt.
8
8,5
9
9,5
10
10,5
60 80
Werkzeugtemperatur [°C]
Zugf
estig
keit
[N/m
m²]
Abbildung 85: Zugfestigkeit in Abhängigkeit der Werkzeugtemperatur bei der Material-kombination TPE und PC.
Das Bruchverhalten ist spröde (Abbildung 86). Die Draufsicht auf die Bruchstelle zeigt, dass
es sich um einen gemischten Bruch handelt, bei dem teils der Verbund im Adhäsionsbruch,
teils das TPE im Kohäsionsbruch Versagensursache war (Abbildung 87). Es zeigt sich dabei,
dass der Verbund im äußeren Bereich schlechter ist (schnellere Abkühlung im Werkzeug)
und hier immer ein Adhäsionsbruch eintritt.
Die Dünnschnitt- und REM � Aufnahmen (Abbildung 88 und Abbildung 89) zeigen eine klar
erkennbare Phasengrenzlinie, wobei der Spalt zwischen den Komponenten im Bereich der
Flanken auf eine schlechtere Verbindung in diesem Bereich hindeutet.
Page 49
- 49 -
0
10
20
30
40
50
60
70
80
-0,1 0 0,1 0,2 0,3 0,4 0,5
Weg [mm]
Kra
ft [N
]
Abbildung 86: Typischer Kraft � Weg �Verlauf der Kombination TPE und PC.
Abbildung 87: Draufsicht auf dieBruchstelle. Oben TPU, unten PC.
Abbildung 88: Dünnschnitt des TPE � PC �Verbunds.
Abbildung 89: REM � Aufnahme des TPE �PC � Verbunds.
9.1.7 Einfluss der Verbundfläche auf die Zugfestigkeit
Anhand der Materialkombination PA6 und SMA wurde der Einfluss der Verbundfläche auf die
Zugfestigkeit zwischen den Kunststoffkomponenten exemplarisch untersucht.
Bei einer Leiterbahnbreite b = 0,6 mm wurden die besten Werte für die Zugfestigkeit erreicht
und bei einer Leiterbahnbreite von 0,3 mm konnte die Schmelzetemperatur nicht mehr
variiert werden.
In Tabelle 4 und Tabelle 5 sind die Mittelwerte und die Koeffizienten der Regressionspoly-
nome der Zugkraft und der Standardabweichung bei unterschiedlichen Leiterbahnbreiten
zusammengestellt.
Leiterbahn-
breite
Mittel-
wert
TM TWZ vein TM*TWZ TM*vein TWZ*vein Grenzen
TWZ
0,3 mm +6,67 - +0,06 -1,85 - - +0,76 70 � 80°C
0,4 mm +4,01 +2,1 +3,5 -0,76 +2,8 +0,16 -0,06 70 � 80°C
0,6 mm +10,7 +2,6 +1,1 -0,5 -0,8 +0,2 -0,2 70 � 80°C
0,8 mm +10,4 +0,36 +0,19 +0,74 -1,43 +1,29 1,00 80 � 90°C
Tabelle 4: Koeffizienten des Regressionspolynoms der Zugkraft in N/mm² (- nicht variierbar).
Page 50
- 50 -
Leiterbahn-
breite
Mittel-
wert
TM TWZ vein TM*TWZ TM*vein TWZ*vein Grenzen
TWZ
0,3 mm +1,25 - +0,04 -0,22 - - +0,27 70 � 80°C
0,4 mm +1,25 +0,28 +0,62 +0,07 +0,97 +0,78 +0,76 70 � 80°C
0,6 mm +0,95 -0,26 -0,08 +0,09 +0,14 -0,01 +0,18 70 � 80°C
0,8 mm +1,88 +0,59 +0,47 -0,97 +0,70 -0,55 -0,35 80 � 90°C
Tabelle 5: Koeffizienten des Regressionspolynoms der Standardabweichung (- nichtvariierbar).
Bei allen Versuchen wurde die Schmelzetemperatur TM zwischen 280 � 290°C und die
Einspritzgeschwindigkeit vein zwischen 4,5 � 5,5 cm³/s variiert. Für die Versuchsreihe mit
0,8 mm Leiterbahnbreite musste die Werkzeugtemperatur TWZ um 10°C erhöht werden, um
einen stoffschlüssigen Verbund zu erreichen.
Der Mittelwert der Standardabweichung der Versuchsreihe mit 0,8 mm Leiterbahnbreite fällt
am höchsten aus, was eventuell auf die instabilen Prozesse zurückzuführen ist. Daher läßt
sich trotz höherer Werkzeugtemperatur keine bessere Zugfestigkeit im Vergleich zu 0,6 mm
Leiterbahnbreite erreichen. Ursache dafür könnte die Präzision des Schiebers und der
Einsätze im Spritzgießwerkzeug sein.
Aus demselben Grund ist wahrscheinlich die Zugfestigkeit für 0,4 mm Leiterbahnbreite
kleiner als die für 0,3 mm.
9.2 Selektive Metallisierung
9.2.1 Metallisierungsprozesse
9.2.1.1 Metallisierung der Polyamide und Polyamidblends
Die Metallisierung von PA6, PA6.6, ABS+PA, PPS+PA und PP+PA erfolgte nach folgendem
Prozessschema:
• Reinigen (wässrige Tensidlösung, ggf. Ultraschall)
• Spülen
• Konditionieren und Aktivieren (alkoholische, saure Metallsalzlösung)
• Spülen
• Reduzieren (DMAB)
• Spülen
• Beschichten mit chemisch Nickel (Atotech Noviganth Ni AK)
Page 51
- 51 -
Durch leichte Variation der Aktivatorzusammensetzung sowie der Prozessparameter
(Temperatur, Expositionszeit) wurde das System an den jeweiligen Thermoplasten
angepasst. Falls erforderlich wurde vor der Aktivierung noch eine Ätzung der Kunststoffteile
auf der Basis von Chromschwefelsäure vorgenommen.
9.2.1.2 Metallisierung von ABS und ABS-Blends
Die Metallisierung der ABS-Blends ABS+PC, ABS+PSU und ABS+PBT erfolgte nach einem
modifizierten ABS-Prozess. Als Metallisierung wurde chemisch Nickel verwendet. Die
Prozesse wurden bei der Firma Chrom Schaal durchgeführt.
9.2.1.3 Galvanische Verstärkung der Metallschichten
Zur Bestimmung der Haftfestigkeit mittels Schältest in Anlehnung an DIN 53494 wurden die
Proben galvanisch mit einem sauren Kupferelektrolyt (AMI DODUCO Docural 91) verstärkt.
9.2.2 Selektivität der Metallisierungen
9.2.2.1 PA6
Erste Versuche zur selektiven Metallisierung haben gezeigt, dass sich PA Durethan BKV 115
neben SMA Dylark 378 P 15, PA12 Grilamid LV3H und TPU Elastollan R3000 als jeweils
zweite Komponente selektiv metallisieren lässt. Das Prozessfenster für PA6 mit PP � MSA �
Blend (Hostacom G2U02 mit Qestron KA 802 A) erwies sich als relativ klein. Bei zu starker
Aktivierung neigte der PP � MSA � Blend zu Fremdabscheidung, während bei schwächerer
Aktivierung die Metallisierbarkeit des PA6 nicht immer sichergestellt werden konnte
(Abbildung 90 bis Abbildung 93).
Die Spritzparameter hatten auf die selektive Metallisierbarkeit im untersuchten Bereich
keinen signifikanten Einfluss.
Abbildung 90: PA6 Durethan BKV 115(rechts) und SMA Dylark 378 P 15 (links).
Abbildung 91: PA6 Durethan BKV 115(rechts) und PA12 Grilamid LV3H (links).
Abbildung 92: PA6 Durethan BKV 115(links) und TPU Elastollan R3000 (rechts).
Abbildung 93: PA6 Durethan BKV 115(rechts) und PP � MSA - Blend (links).
Page 52
- 52 -
Die Wechselwirkung der eingesetzten Aktivierungslösung auf die Oberfläche von PA6
Durethan BKV 115 wurde mit ATR-FTIR � Spektroskopie untersucht (Abbildung 94). Hierbei
zeigt sich, dass mit zunehmender Aktivierungszeit eine zunehmende Quellung der
Kunststoffoberfläche erfolgt. Nach einer Aktivierungszeit von 15 min ist dieser Effekt
schwach ausgeprägt, bei einer Aktivierungszeit von 45 min ist die zusätzliche Absorptions-
bande bei etwa 1000 cm-1 deutlich zu erkennen.
Sample Name: PA 6 Durethan BKV115
Sample Name: PA 6 nach 15 min Aktivieren
Sample Name: PA 6 nach 45 Min Aktivieren
1000150020002500300035004000
1000150020002500300035004000
Wavenumber cm-1
0.0
0.5
1.0
1.5
2.0
0.0
0.5
1.0
1.5
2.0
BRUKER
Abbildung 94: ATR-FTIR � Spektroskopie an PA6 Durethan BKV 115 bei verschiedenenAktivierungszeiten.
9.2.2.2 PA6.6
Das mit 2 Massen-% Strahlenvernetzer versetzte PA6.6 Creamid A3H2G5 konnte nach dem
Strahlenvernetzen ebenfalls haftfest metallisiert werden. In Kombination mit PA12 Grilamid
LV3H (mit 2 Massen-% Strahlenvernetzer versetzt) konnte jedoch kein stoffschlüssiger
Verbund erzielt werden. Deshalb wurden keine weiteren Untersuchungen zur selektiven
Metallisierbarkeit durchgeführt.
9.2.2.3 ABS+PA
Erste Versuche haben gezeigt, dass ABS+PA Triax 1408 GF neben ABS Terluran 958 I, sPS
Edgetek QT-30GF, SMA Dylark 378 P 15 und PC Lexan 121 LS als jeweils zweite
Page 53
- 53 -
Komponente selektiv metallisiert werden kann. In Kombination mit PA12 Grilamid LV3H ist
jedoch das Prozessfenster sehr eng, so dass bei dieser Kombination entweder
Fremdabscheidung auf PA12 oder mangelhafte Beschichtung von ABS+PA beobachtet
wurde.
In allen Fällen zeigte sich, dass die Prozesse hinsichtlich der Prozessführung empfindlich
sind. Die Spritzparameter haben im untersuchten Bereich keinen signifikanten Einfluss auf
die selektive Metallisierbarkeit.
Einen Überblick über die Ergebnisse geben Abbildung 95 bis Abbildung 99.
Abbildung 95: ABS+PA Triax 1408 GF(rechts) und ABS Terluran 958 I (links).
Abbildung 96: ABS+PA Triax 1408 GF(rechts) und sPS Edgetek QT-30GF (links).
Abbildung 97: ABS+PA Triax 1408 GF(rechts) und SMA Dylark 378 P 15 (links).
Abbildung 98: ABS+PA Triax 1408 GF(rechts) und PC Lexan 121 LS (links).
Abbildung 99: ABS+PA Triax 1408 GF (rechts) und PA12 Grilamid LV3H (links).
9.2.2.4 PPS+PA
Das Prozessfenster der selektiven Metallisierung von PPS+PA Xtel XK 2240 neben PPS
Fortron 1140L4 ist sehr klein. Die Zugstaboberflächen des PPS+PA-Blends sind relativ
inhomogen, was zu einer ungleichmäßigen Konditionierung und Aktivierung führt. Eine
Verschärfung der Vorbehandlung durch den Einsatz von Chromschwefelsäure führt zu einer
Verbesserung der Homogenität, teilweise aber auch zu einem starken Angriff der PA-Phase.
Dadurch resultiert aus dem nachfolgenden Vernickelungsprozess eine ungleichmäßige
Metallschicht (Abbildung 100).
Abbildung 100: PPS+PA Xtel XK2240 (rechts) und PPS Fortron 1140L4 (links).
Page 54
- 54 -
9.2.2.5 PP+PA
PP+PA Schulablend B12 G8 konnte neben PP nicht ganzflächig metallisiert werden. Auch
durch eine Verschärfung der Aktivierungsbedingungen konnte keine ganzflächige
Metallisierung erzielt werden. Die Ursache dafür liegt wahrscheinlich an der schwarzen
Einfärbung des Materials (ungefärbtes Material war nicht lieferbar), was einer homogenen
Beschichtung entgegenwirkt. Ein negativer Einfluss von Schwarzpigment auf die
Metallisierbarkeit wird teilweise auch bei anderen Materialien beobachtet.
9.2.2.6 ABS+PC
ABS+PC Bayblend T45 konnte neben PC Lexan 121 LS selektiv metallisiert werden. PC
verhält sich gegenüber dem Metallisierungsprozess als inert (Abbildung 101).
Neben TPE Elastollan R3000 konnte jedoch kein Prozessfenster ermittelt werden, in dem
eine selektive Metallisierung möglich ist
Abbildung 101: ABS+PC Bayblend T45 (rechts) und PC Lexan 121 LS (links).
9.2.2.7 ABS+PSU
ABS+PSU Mindel A670 konnte neben PSU Ultrason S2010 G6 selektiv metallisiert werden
(Abbildung 102).
Bei der Kombination ABS+PSU neben TPE Elastollan R3000 konnte ABS+PSU Mindel A670
nicht selektiv metallisiert werden.
Abbildung 102: ABS+PSU Mindel A670 (rechts) und PSU Ultrason S2010 G6 (links).
9.2.2.8 Weitere Materialien
ABS+PBT Pocan KU2-7125 konnte neben PBT Celanex B2300 GV1/20 nicht selektiv
metallisiert werden.
Bei Metallisierungsversuchen von ABS+PSU Mindel A670 neben TPE Uniflex E72D/M 800
bzw. ABS+PC Bayblend T45 neben TPE Uniflex E72D/M 800 hat sich nach Chrom-
schwefelsäurevorbehandlung gezeigt, dass keine selektive Metallisierung möglich ist. Eine
Verschärfung der Aktivierungsbedingungen hat eine nicht haftfeste partielle Abscheidung auf
Page 55
- 55 -
TPE zur Folge. Dieser Ansatz wurde daher nicht weiter verfolgt. Insbesondere wurde
deshalb auch nicht weiter untersucht, eine Materialkombination zu finden, bei der eine
selektive Metallisierung von TPE möglich ist. Hierbei müssen die Aktivierungsbedingungen
so drastisch gewählt werden, dass keine selektive Abscheidung möglich ist.
9.2.3 Haftfestigkeit der außenstromlos abgeschiedenen Metallschichten
Die Kavität des 2-K-Zugstabes ist mit vier unterschiedlichen Rauhigkeiten ausgestattet
(Ra = 0,8µm, 2,24µm, 4,5µm und 6,3µm), um den Einfluss der Rauhigkeit der Kunststoff-
oberfläche auf die Haftfestigkeit der Metallisierung zu untersuchen.
Weiterhin wurde exemplarisch der Einfluss der Werkzeugtemperatur auf die Haftfestigkeit
der Metallschicht untersucht.
9.2.3.1 PA6
Beim Vergleich der verschiedenen Rauhigkeiten der Kavität zeigt sich, dass bei Ra = 4,5 µm
ein Optimum der Haftfestigkeit vorliegt. Dies ist bei allen untersuchten Werkzeug-
temperaturen zu beobachten. Jedoch unterliegen die Ergebnisse zum Teil erheblichen
Schwankungen (Abbildung 103, jeder Punkt mit Ausnahme der Mittelwerte entspricht einer
Messung). Der beste Wert für die Haftfestigkeit wurde bei PA6 Durethan BKV 115 mit 80°C
Werkzeugtemperatur und Ra = 4,5 µm erzielt, jedoch liegt hier auch eine sehr große
Streuung vor.
0
0,5
1
1,5
2
2,5
0 1 2 3 4 5 6 7
Kra
ft [N
/mm
]
70°C100°C80°CMittelwert
Abbildung 103: Haftfestigkeiten der Metallschichten auf PA6 Durethan BKV 115 beiverschiedenen Werkzeugtemperaturen und Werkzeugrauhigkeiten.
0,8 µm 2,23 µm 4,5 µm 6,3 µm Werkzeugrauhigkeit Ra
Page 56
- 56 -
9.2.3.2 PA6.6
Tendenziell zeigt sich auch bei PA6.6 Creamid A3H2G5 mit 2 Massen-% Strahlenvernetzer,
dass bei Ra = 4,5 µm eine höhere Haftfestigkeit erreicht wird als bei Ra = 6,3 µm, jedoch sind
die Unterschiede nicht signifikant.
0
0,2
0,4
0,6
0,8
1
1,2
0 1 2 3 4 5 6 7
Mitt
elw
ert K
raft
[N/m
m]
70°CMittelwert
Abbildung 104: Haftfestigkeiten der Metallschichten auf PA6.6 CreamidA3H2G5 mit2 Massen-% Strahlenvernetzer bei verschiedenen Werkzeugrauhigkeiten.
9.2.3.3 ABS+PA
0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
0 1 2 3 4 5 6 7
Kra
ft [N
/mm
]
60°C80°CMittelwert
Abbildung 105: Haftfestigkeiten der Metallschichten auf ABS+PA Triax 1408 GF beiverschiedenen Werkzeugtemperaturen und Werkzeugrauhigkeiten.
0,8 µm 2,23 µm 4,5 µm 6,3 µm Werkzeugrauhigkeit Ra
4,5 µm 6,3 µm Werkzeugrauhigkeit Ra
Page 57
- 57 -
Auch bei ABS+PA Triax 1408 GF wurde ein Optimum der Haftfestigkeit bei einer
Werkzeugrauhigkeit von Ra = 4,5 µm ermittelt. Die erreichte durchschnittliche Haftfestigkeit
beträgt 0,7 N/mm bei 80°C Werkzeugtemperatur. Die Unterschiede der Haftfestigkeiten
bezüglich der untersuchten Werkzeugtemperatur (60°C, 80°C) sind nicht signifikant
(Abbildung 105).
9.2.3.4 PPS+PA
Die erreichten Haftfestigkeiten auf PPS+PA Xtel XK2240 sind im Vergleich zu PA6 und
ABS+PA niedriger (Abbildung 106). Tendenziell wird wieder bei einer Rauhigkeit von
Ra = 4,5µm die höchste Haftfestigkeit erreicht. Es werden dieselben starken Schwankungen
wie bei PA6 beobachtet. Beim Betrachten der Haftfestigkeitswerte in Abhängigkeit der
Werkzeugtemperatur fallt auf, dass bei einer Werkzeugtemperatur TWz = 80°C die höchsten
Werte erzielt werden. Die bei TWz = 60°C gemessenen Werte sind allesamt niedriger, was
eventuell auf eine schlechte Homogenität der Oberfläche hindeuten könnte. Bei TWz = 100°C
ist die Oberflächenkristallinität wahrscheinlich zu hoch, so dass bei TWz = 80°C die besten
Haftfestigkeiten resultieren.
0
0,05
0,1
0,15
0,2
0,25
0,3
0,35
0,4
0,45
0,5
0 1 2 3 4 5 6 7
Kra
ft [N
/mm
] 100°C80°CMittelwert60°C
Abbildung 106: Haftfestigkeiten der Metallschichten auf PPS+PA Xtel XK 2240 beiverschiedenen Werkzeugtemperaturen und Werkzeugrauhigkeiten.
9.2.3.5 ABS+PC
Ein Einfluss der Rauhigkeit auf die Haftung der Metallschicht auf dem Kunststoff kann bei
ABS+PC Bayblend T45 im untersuchten Bereich nicht beobachtet werden (Abbildung 107).
Im Unterschied dazu läßt sich jedoch eindeutig die Tendenz erkennen, dass mit steigender
Werkzeugtemperatur die Haftfestigkeit zunimmt. Dabei ist die Streuung bei 90°C Werkzeug-
0,8 µm 2,23 µm 4,5 µm 6,3 µm Werkzeugrauhigkeit Ra
Page 58
- 58 -
temperatur am geringsten. Im Vergleich zu PA6 und PPS+PA sind die Streuungen etwa
gleich.
0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
1
6,5 7
Kra
ft [N
/mm
]
WZT 70°C
WZT 90°C
WZT 100°C
Mittelwert
Abbildung 107: Haftfestigkeiten der Metallschichten auf ABS+PC Bayblend T 45 beiverschiedenen Werkzeugtemperaturen und Werkzeugrauhigkeiten.
9.2.3.6 ABS+PSU
Im Gegensatz zu ABS+PC ist bei ABS+PSU kein signifikanter Einfluss von Werkzeug-
temperatur zu beobachten (Abbildung 108). Auch hier wird eine relativ große Streuung
beobachtet.
0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
1
7
Kra
ft [N
/mm
]
WTZ 110°C
WZT 120°C
WZT 130°C
Mittelwert
Abve
4 5 64,5 µm 6,3 µm
Werkzeugrauhigkeit Ra
4 4,5 5 5,5 64,5 µm 6,3 µmWerkzeugrauhigkeit Ra
bildung 108: Haftfestigkeiten der Metallschichten auf ABS+PSU Mindel A670 beirschiedenen Werkzeugtemperaturen und Werkzeugrauhigkeiten.
Page 59
- 59 -
9.2.4 Zugfestigkeit nach der Metallisierung
Exemplarisch wurde die Zugfestigkeit nach den Metallisierungsversuchen an ausgewählten
Materialkombinationen untersucht. Dabei wurden 8 Proben je Charge geprüft. Tabelle 6 gibt
eine Übersicht über die Mittelwerte der jeweils 8 Messungen.
Abhängig von den untersuchten Kunststoffpaarungen beträgt die Abnahme der Zugfestigkeit
maximal 40%.
Die beiden Fälle, in denen die Zugkraft nach der Metallisierung höher ist als vorher, liegen im
Bereich der statistischen Streuung und müssen dahingehend interpretiert werden, dass
hierbei der Metallisierungsprozess keine Auswirkung auf die Zugfestigkeit hat.
Materialkombination Spritzparameter Zugkraft vor
Metallisierung
Zugkraft nach
Metallisierung
PA6 Durethan BKV115 neben
SMA Dylark 378 P 15
TWZ = 70°C; TM = 290°C;
vein = 4,5 cm³/s
13,3 N/mm² 11,0 N/mm²
PA6 Durethan BKV115 neben
TPU Elastollan R3000
TWZ = 70°C; TM = 230°C;
vein = 15 cm³/s
25,4 N/mm² 21,5 N/mm²
TWZ = 110°C; TM = 290°C;
pnach = 1000 bar
11,0 N/mm² 8,2 N/mm²ABS+PA Triax 1408 GF neben
ABS Terluran 958 I
TWZ = 110°C; TM = 290°C;
pnach = 1300 bar
10,3 N/mm² 6,3 N/mm²
TWZ = 70°C; TM = 290°C;
vein = 5 cm³/s
20,5 N/mm² 20,1 N/mm²ABS+PC Bayblend T45 neben
PC Lexan 121 LS
TWZ = 100°C; TM = 290°C;
vein = 5 cm³/s
21,0 N/mm² 21,0 N/mm²
TWZ = 110°C; TM = 345°C;
vein = 3 cm³/s
12,9 N/mm² 13,0 N/mm²
TWZ = 130°C; TM = 375°C;
vein = 6 cm³/s
9,6 N/mm² 8,3 N/mm²
ABS+PSU Mindel A670 neben
PSU Ultrason S2010 G6
TWZ = 120°C; TM = 360°C;
vein = 4,5 cm³/s
10,5 N/mm² 10,8 N/mm²
Tabelle 6: Übersicht über den Einfluss der Metallisierung auf die Zugfestigkeit derKunststoffkomponenten
Page 60
- 60 -
9.3 Temperaturwechselbelastung
9.3.1 Zugfestigkeit nach Temperaturwechselbelastung
Ausgewählte nicht metallisierte Materialkombinationen wurden einer Temperaturwechsel-
belastung nach DIN IEC 60068 bei Temperaturen zwischen �40 - +90°C mit Haltezeiten von
30 min unterworfen. Es wurden 50 Zyklen durchlaufen und jeweils vier Proben gemessen
und der Mittelwert bestimmt.
Mit Ausnahme der Materialkombination PA6 Durethan BKV 115 mit PP+MSA � Blend aus
Hostacom G2U02 und Qestron KA 802 A hat die Temperaturwechselbelastung keine
signifikante Auswirkung auf die Zugfestigkeit (Tabelle 7).
Da Qestron eine Vicat-Erweichungstemperatur von 50°C aufweist, können eventuell
Spannungen im Blend auftreten, was zu einer Abnahme der Zugfestigkeit führt.
Tabelle 8 zeigt, dass auch bei der Materialkombination ABS+PA mit ABS keine signifikanten
Abweichungen feststellbar sind.
Materialkombination Mittel
wert
TM TWZ TM *
TWZ
vein TM *
vein
TWZ *
vein
Variation
TM TWZ vein
Fu 10,73 +2,65 +1,08 -0,81 -0,53 +0,16 -0,15
FT 10,12 +2,57 +0,96 -0,65 -0,50 +0,15 +0,14
σu 0,95 -0,26 -0,08 +0,14 +0,09 -0,01 +0,18
PA6 Durethan BKV 115
- SMA Dylark 378 P 15
σT 1,04 -0,39 -0,20 +0,13 -0,06 -0,08 +0,10
280-290°C
70-80°C
4,5-5,5 cm³/s
Fu 6,18 +0,51 +0,51 +0,12 -0,06 -0,20 -0,20
FT 4,33 +0,36 +0,67 +0,07 +0,05 -0,10 -0,20
σu 1,15 +0,04 -0,18 -0,13 -0,08 0 +0,14
PA6 Durethan BKV 115
- PP+MSA � Blend
σT 0,645 -0,01 -0,01 +0,04 +0,04 -0,10 0
280-290°C
90-100°C
13-15 cm³/s
Fu 7,88 +1,00 +0,82 -0,06 +0,16 -0,10 +0,55
FT 7,35 +0,83 +0,64 -0,05 +0,08 -0,10 +0,31
σu 1,07 +0,25 +0,30 +0,08 +0,21 +0,18 +0,09
PA6 Durethan BKV 115
- TPU Elastollan R3000
σT 1,24 +0,15 +0,13 -0,03 +0,30 +0,15 -0,20
220-230°C
50-60°C
11-15 cm³/s
Fu 9,90 -0,28 -0,33 +0,57 -1,13 +0,19 +0,63
FT 9,69 -0,43 -0,29 +0,32 -1,28 +0,22 +0,73
σu 0,89 +0,05 -0,17 -0,02 +0,11 -0,10 +0,02
ABS+PSU Mindel A670
- PSU Ultrason S2010
σT 0,79 -0,01 0 -0,02 -0,13 -0,10 +0,01
345-375°C
110-130°C
3-6 cm³/s
Tabelle 7: Vergleich der Koeffizienten der Regressionspolynome der Zugfestigkeiten und dazu-gehörigen Standardabweichungen vor (Index �u�) und nach (Index �T�) der Temperaturschock-belastung.
Page 61
- 61 -
Materialkombination Mittel
wert
TM pnach TM *
pnach
vein TM *
vein
pnach *
vein
Variation
TM pnach vein
Fu 9,25 -0,30 -0,70 -0,85 -0,80 +0,33 -0,20
FT 9,08 +1,30 +0,97 -1,73 +0,71 -1,10 -1,10
σu 1,76 +0,75 +0,07 +0,23 -0,27 -0,40 +0,20
ABS+PA Triax 1408 -
ABS Terluran 958 I
σT 0,917 +0,03 +0,16 -0,06 +0,26 -0,10 -0,10
290-300°C
100 � 130
MPa
6-12 cm³/s
Tabelle 8: Vergleich der Koeffizienten der Regressionspolynome der Zugfestigkeiten und dazu-gehörigen Standardabweichungen vor (Index �u�) und nach (Index �T�) der Temperaturschock-belastung.
9.3.2 Haftfestigkeit der Metallschichten nach Temperaturwechselbelastung
An ausgewählten Materialien, PA6 Durethan BKV 115, ABS+PC Bayblend T45 und
ABS+PSU Mindel A670, wurden Haftfestigkeit der Metallschicht nach Temperaturwechsel-
belastung durchgeführt (Abbildung 109 bis Abbildung 111).
0
0,5
1
1,5
2
0 0,5 1 1,5 2 2,5 3 3,5 4 4,5 5
Kra
ft [N
/mm
]
nach Temperaturwechselbelastungvor TemperaturwechselbelastungMittelwert
Abbildung 109: Einfluss der Temperaturwechselbelastung auf die Haftfestigkeit der Metall-schicht auf PA6 Durethan BKV 115. Dargestellt sind die einzelnen gemessenen Werte sowieder entsprechende Mittelwert vor und nach der Temperaturwechselbelastung.
Bei PA6 Durethan BKV 115 zeigt sich, dass bei Ra = 4,5 µm keine signifikante Änderungen
der Haftfestigkeit durch die Temperaturwechselbelastung feststellbar ist.
Bei ABS+PC Bayblend T45 kann beobachtet werden, dass die Haftfestigkeit bei Ra = 4,5 µm
nach der Temperaturwechselbelastung größer ist als vorher. Dies ist wahrscheinlich auf
statistische Schwankungen bei nur wenig zur Verfügung stehenden Proben zurückzuführen.
Bei ABS+PSU Mindel A670 wurde wie bei PA6 durch die Temperaturwechselbelastung
ebenfalls keine signifikante Änderung der Haftfestigkeit beobachtet.
4,5 µmWerkzeugrauhigkeit Ra
Page 62
- 62 -
0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
1
4 4,5 5 5,5 6 6,5 7
Kra
ft [N
/mm
]
nach Temperatur-wechselbelastung
vor Temperatur-wechselbelastung
Mittelwert
Abbildung 110: Einfluss der Temperaturwechselbelastung auf die Haftfestigkeit der Metall-schicht auf ABS+PC Bayblend T45. Dargestellt sind die einzelnen gemessenen Werte sowie derentsprechende Mittelwert vor und nach der Temperaturwechselbelastung.
0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
1
4 5 6 7
Kra
ft [N
/mm
]
nach Temperatur-wechselbelastung
vor Temperatur-wechselbelastung
Mittelwert
Abbildung 111: Einfluss der Temperaturwechselbelastung auf die Haftfestigkeit der Metall-schicht auf ABS+PSU Mindel A670. Dargestellt sind die einzelnen gemessenen Werte sowie derentsprechende Mittelwert vor und nach der Temperaturwechselbelastung.
10 Literatur
1. E. Boucher, J. P. Folkers, C. Creton, H. Hervet, L. Leger: Enhanced Adhesion between
Polypropylen and Polyamid-6; Macromolecules 1997, 30, 2102-2109.
4,5 µm 6,3 µm Werkzeugrauhigkeit Ra
4,5 µm 6,3 µm Werkzeugrauhigkeit
Page 63
- 63 -
2. S. Brinkmann: Verbesserte Vorhersage der Verbundfestigkeit von 2-Komponenten-
Spritzgießbauteilen, Dissertation RWTH Aachen, 1996.
3. G.W. Ehrenstein, K. Kuhmann: Spritzgießen von PA6/TPU-Verbunden; Kunststoffe 1996,
9, 1264-1267.
4. G. W. Ehrenstein, K. Kuhmann: Mehrkomponentenspritzgießen; Springer-VDI-Verlag
1997.
5. C. Jaroschek: Spritzgießen von Formteilen aus mehreren Komponenten, Dissertation
RWTH Aachen, 1993.
6. C. Jaroscheck, W. Pfleger: Harte und weiche Kunststoffe beim Spritzgießen kombinieren;
Kunststoffe 1994, 6, 705-710.
7. G. Klein: Standardkunststoffe vs. Technische Kunststoffe; Kunststoffe 1998, 12, 2270-
2272.
8. Y. Lee, K. Char: Effect of Styrene � Maleic Anhydride Copolymers on Adhesion between
Amorphous Polyamide and Polystyrene; Macromolecules 1998, 31, 7091-7094.
9. E. Maaßen: Beschichten von MIDs. Metalloberfläche 1998, 3, 187-188.
10. E. Maaßen, J. Gleixner: Steckerplatine für ein ABS-System; in [12. c].
11. Kunststoff-Metallisierung: Handbuch für Theorie und Praxis; Schriftenreihe
Galvanotechnik Band 22; Leuze Verlag 1991.
12. a) Proceedings 1. International Congress: Molded Interconnect Devices MID ´94,
28.-29.9.94 Erlangen.
b) Proceedings 2. International Congress: Molded Interconnect Devices MID ´96,
25.-26.9.96 Erlangen.
c) Proceedings 3. International Congress: Molded Interconnect Devices MID ´98,
23.-24.9.98 Erlangen.
d) Proceedings 4. International Congress: Molded Interconnect Devices MID ´00,
27.-28.9.00 Erlangen.
13. W. Riedel: Funktionelle chemische Vernickelung, Saulgau, 1989.
14. M. Römer: News in Two Shot Molding Technology for 3D-MIDs; in [12. c].
15. Saechtling, Kunststoff-Taschenbuch, 27. Ausgabe, Carl Hanser Verlag 1998.
16. E. Scheffler: Statistische Versuchsplanung und �auswertung, 3. Auflage DVG, Stuttgart
1997.
17. R. Selden: Coinjection Molding: Compatibilization of Polyamide-Polypropylene Sandwich
Structures; Journal of Injection Molding Technology 1998.
18. S. Stampfer, N. Hallschmid, G. W. Ehrenstein: Metallisieren spritzgegossener
Schaltungsträger. Metalloberfläche 1999, 5, 20-24.
19. S. Stampfer, G. W. Ehrenstein: Spritzgegossene Formteile mit strukturiertem Leiterbild.
Metalloberfläche 2000, 8, 23-27.
Page 64
- 64 -
11 Danksagung
Dieses Forschungsvorhaben wurde aus Haushaltsmitteln des Bundesministeriums für
Wirtschaft und Technologie über die Arbeitsgemeinschaft industrieller Forschungs-
vereinigungen �Otto von Guerike� e.V. (AiF) unter der AiF-Vorhaben-Nr. 12120 gefördert. Für
diese Förderung sei gedankt.
Dem projektbegleitenden Ausschuss sei für die Unterstützung und den Hinweisen aus den
zahlreichen Diskussionen gedankt. Namentlich sind dies:
• Fr. Dr. Maaßen, AHC Oberflächentechnik GmbH & Co. OHG, Kerpen
• Hr. Zippmann, Buss-Werkstofftechnik GmbH & Co. KG, Münzenberg
• Hr. Dr. Vollmer, Hr. Dr. Weinmann, FESTO AG + Co., Esslingen
• Fr. Ashauer, Hr. Steger, HSG-IMIT, Institut für Mikro- und Informationstechnik, Villingen
• Hr. Müller, Marquardt GmbH, Rietheim-Weilheim
• Hr. Aumüller, PTS Marketing- & Vertriebs-GmbH, Adelshofen / Tauberzell
• Hr. Kuhn, SCHMIDT Feintechnik GmbH, St. Georgen
• Hr. Dr. Orschel, Siegfried Schaal Metallveredelung GmbH & Co, Sigmaringendorf
• Hr. Staiger, Staiger Formenbau GmbH, Königsfeld-Neuhausen
Besonderer Dank gilt den Firmen Siegfried Schaal Metallveredelung, Sigmaringendorf für die
Metallisierung von Probekörpern und PTS Plastic Technologie Service, Adelshofen für die
Bereitstellung von PA6.6, TPE und Strahlenvernetzern für PA6.6 und PA12 sowie für die
Strahlenvernetzung der Proben.
Für die Bereitstellung von Kunststoffgranulat sei folgenden Firmen gedankt:
• Amoco Düsseldorf für ABS+PSU,
• BASF Ludwigshafen für ABS und PSU,
• Bayer Leverkusen für ABS+PA, ABS+PC, ABS+PBT und PA6,
• Bergmann Gaggenau für sPS,
• Degussa-Hüls Marl für PPE+PS,
• Elastogran Lemförde für TPU,
• Ems Groß-Umstadt für PA12,
• GE Plastics Rüsselsheim für PPE+PA und PC,
• Montell Eschborn für MSA,
• Nova Eschborn für SMA,
• Phillips Emden für PPS+PA,
• Schulmann Kerpen für PP+PA,
• Targor Mainz für PP,
• Ticona Frankfurt / Main für LCP und LCP+PC, LCP+PPS, PBT und PPS.
Den Firmen Ami Doduco, Pforzheim und Atotech, Berlin sei für die Lieferung von
Chemikalien für die Metallisierung gedankt.




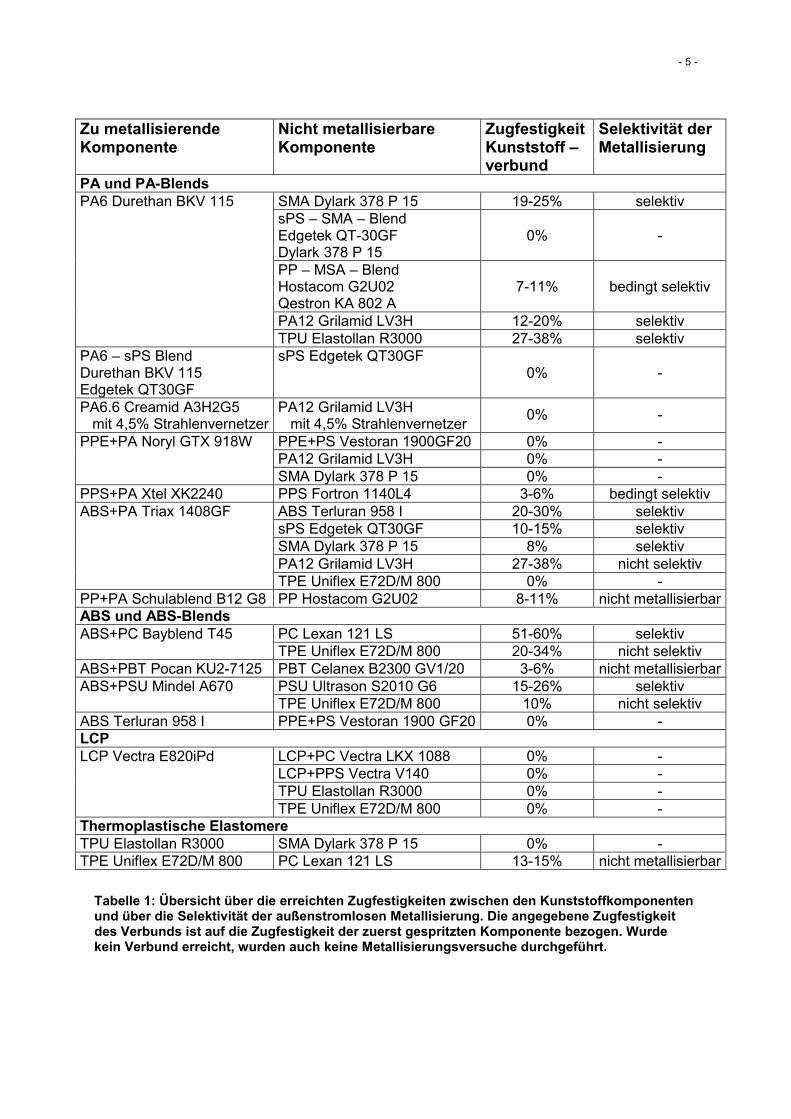



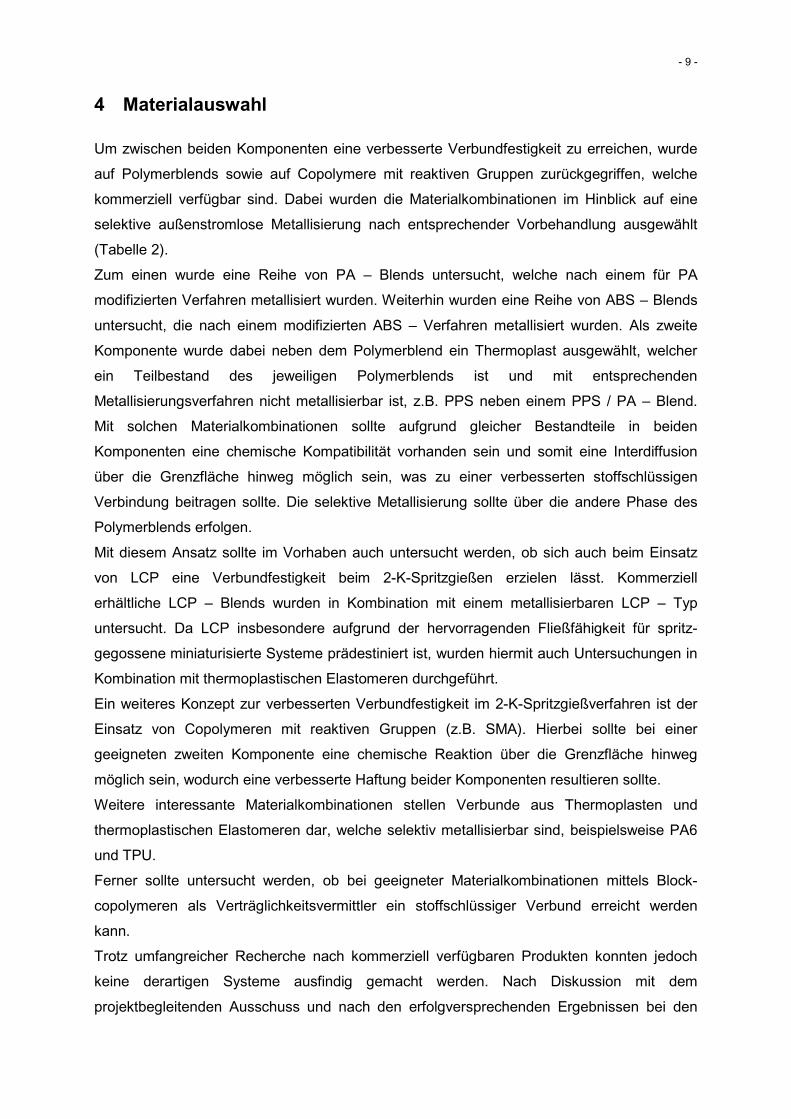



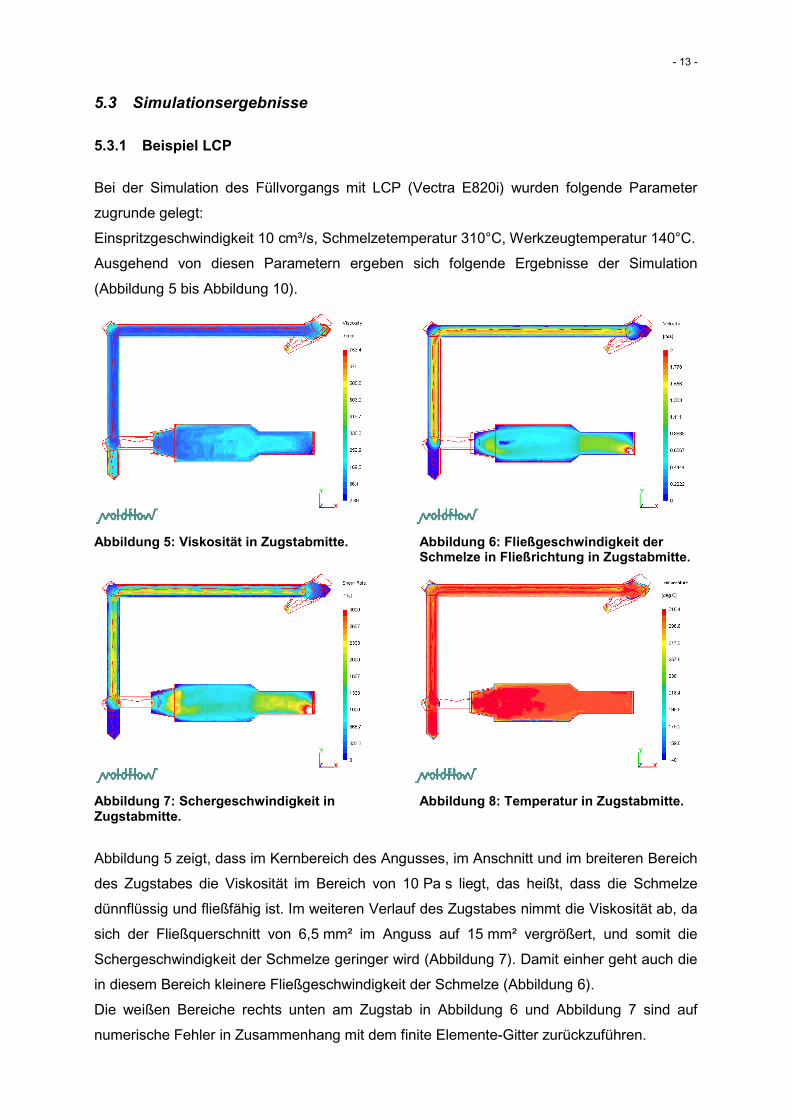


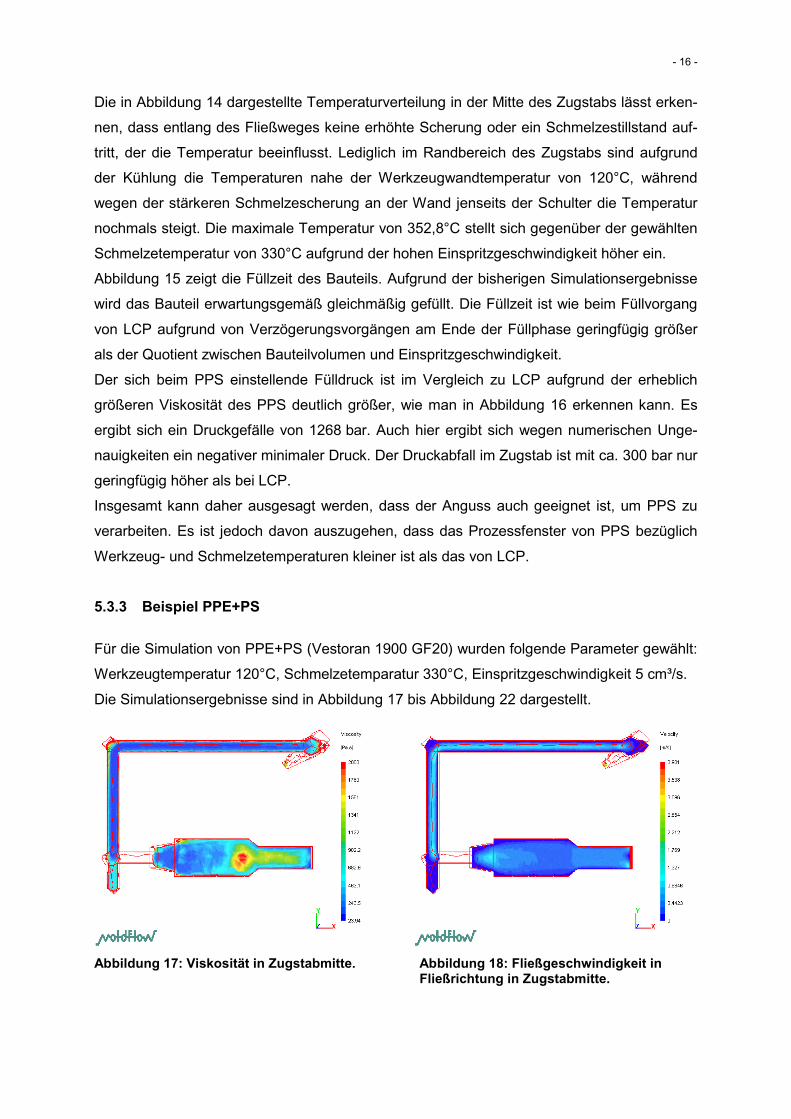


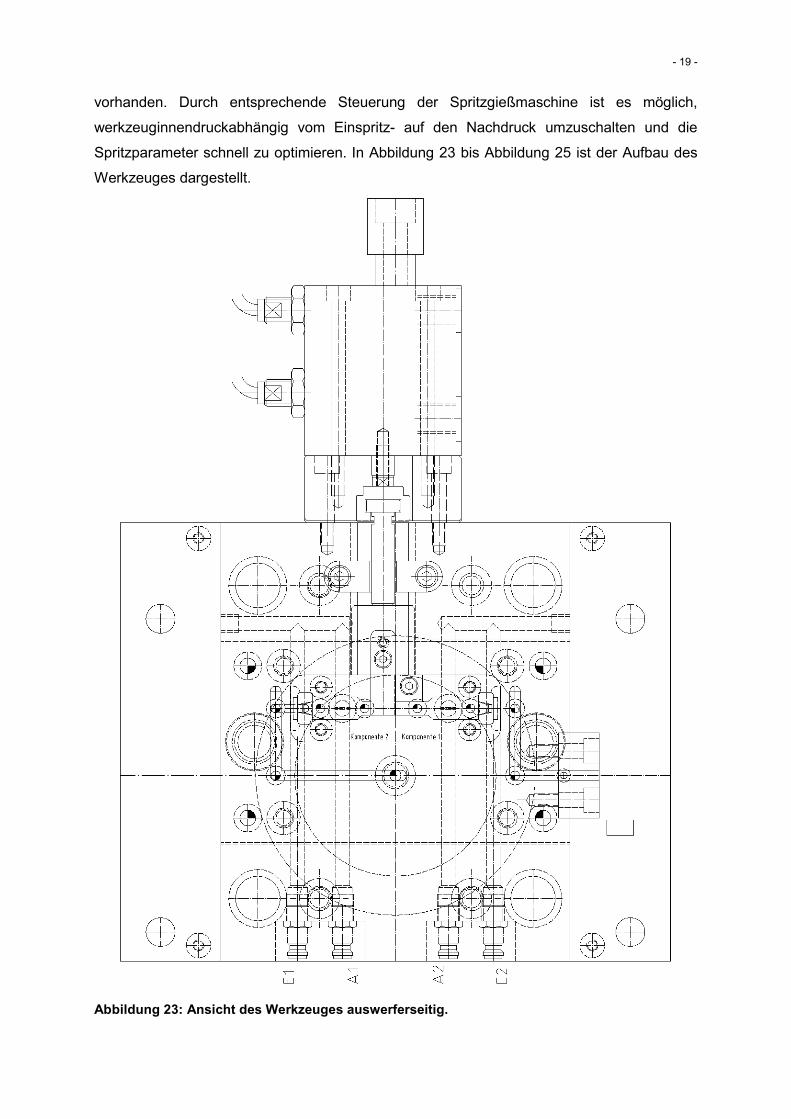


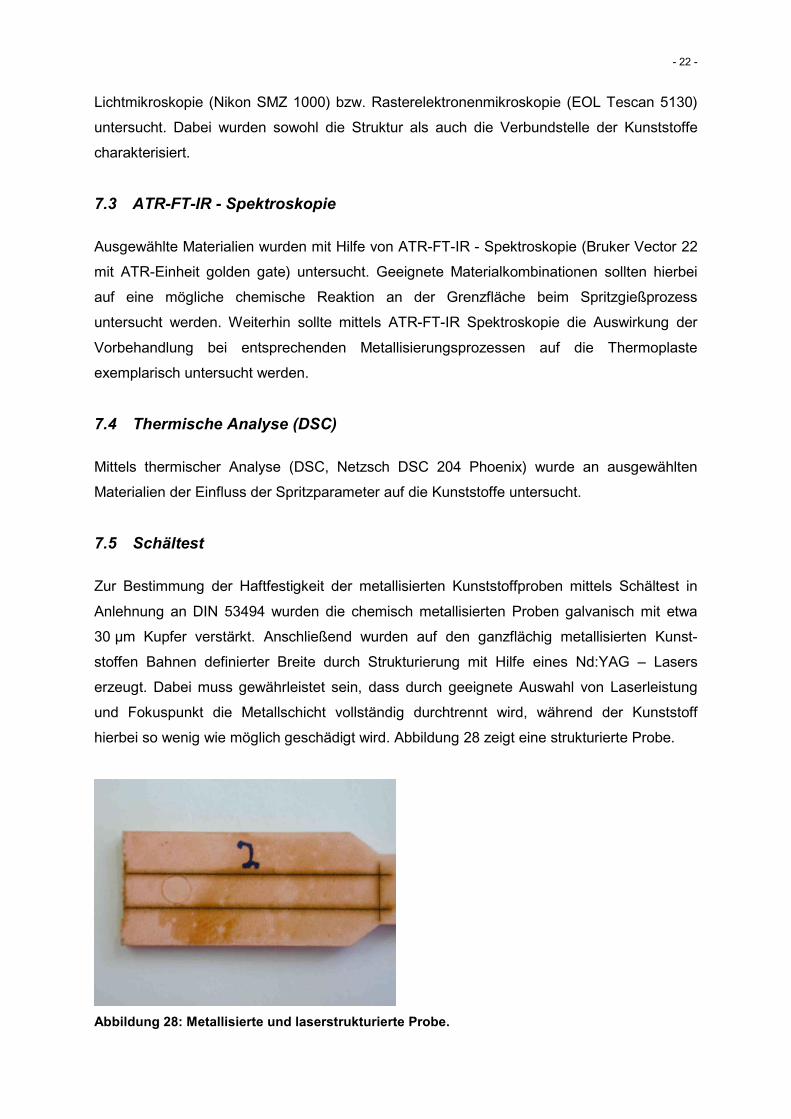


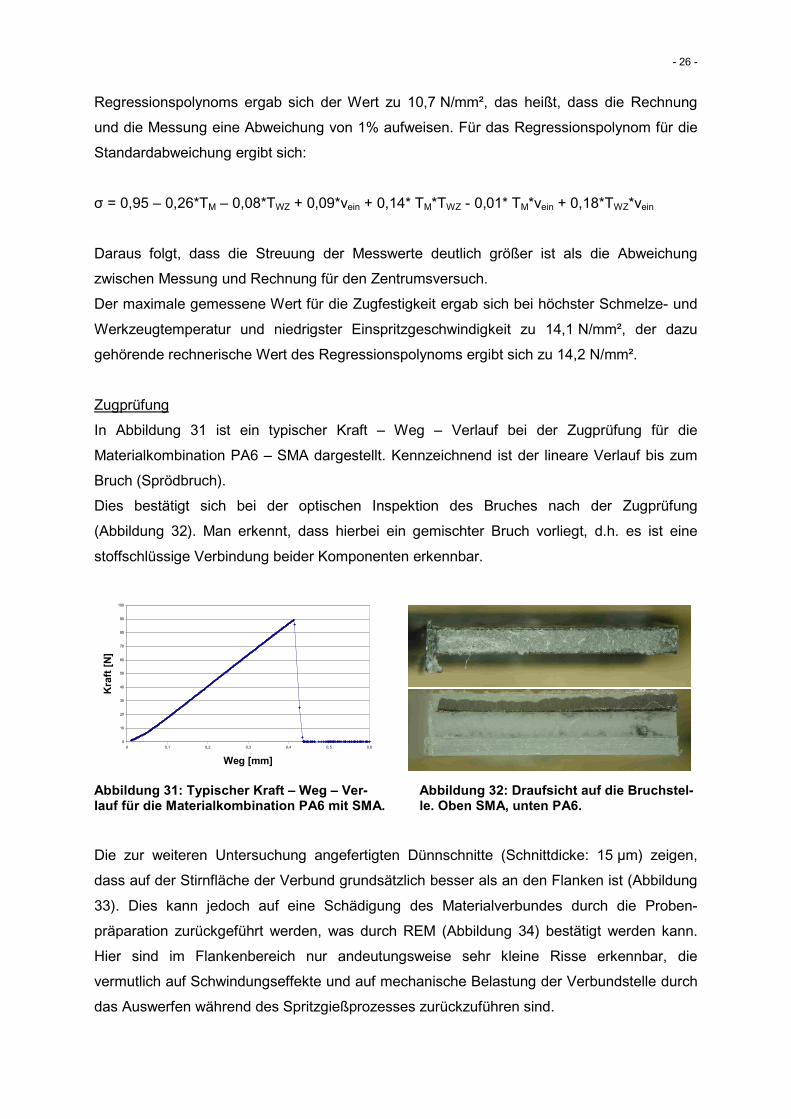

























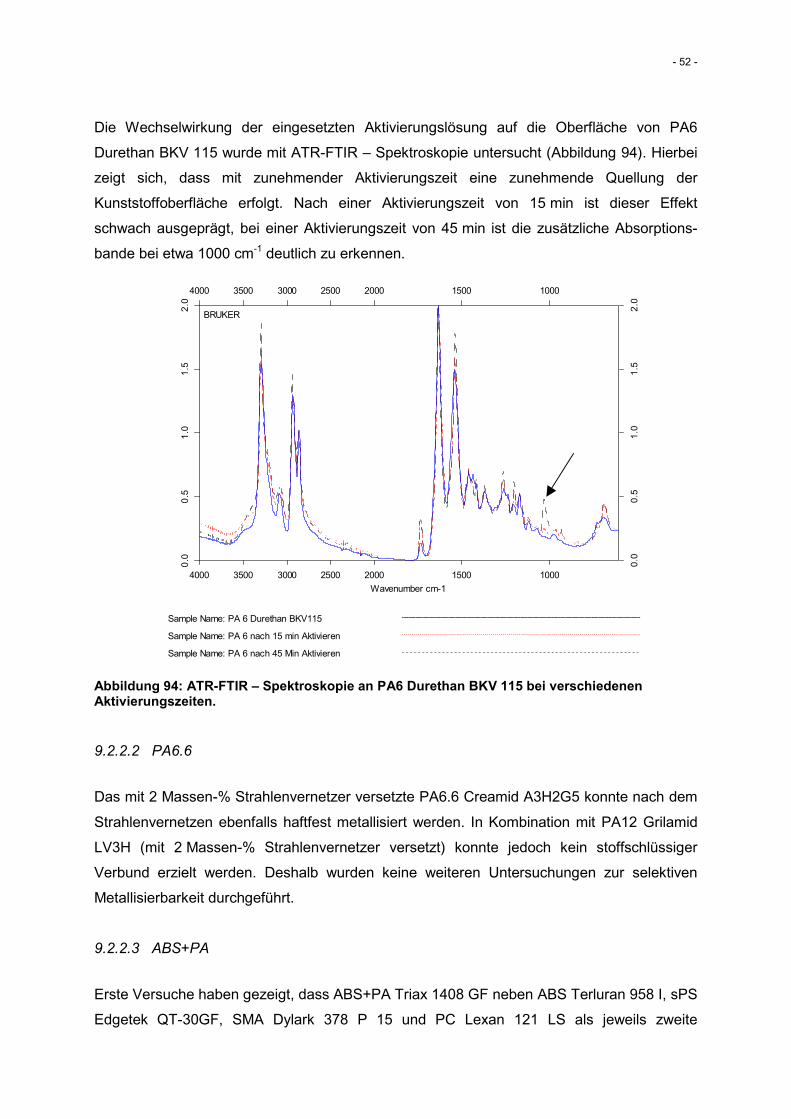




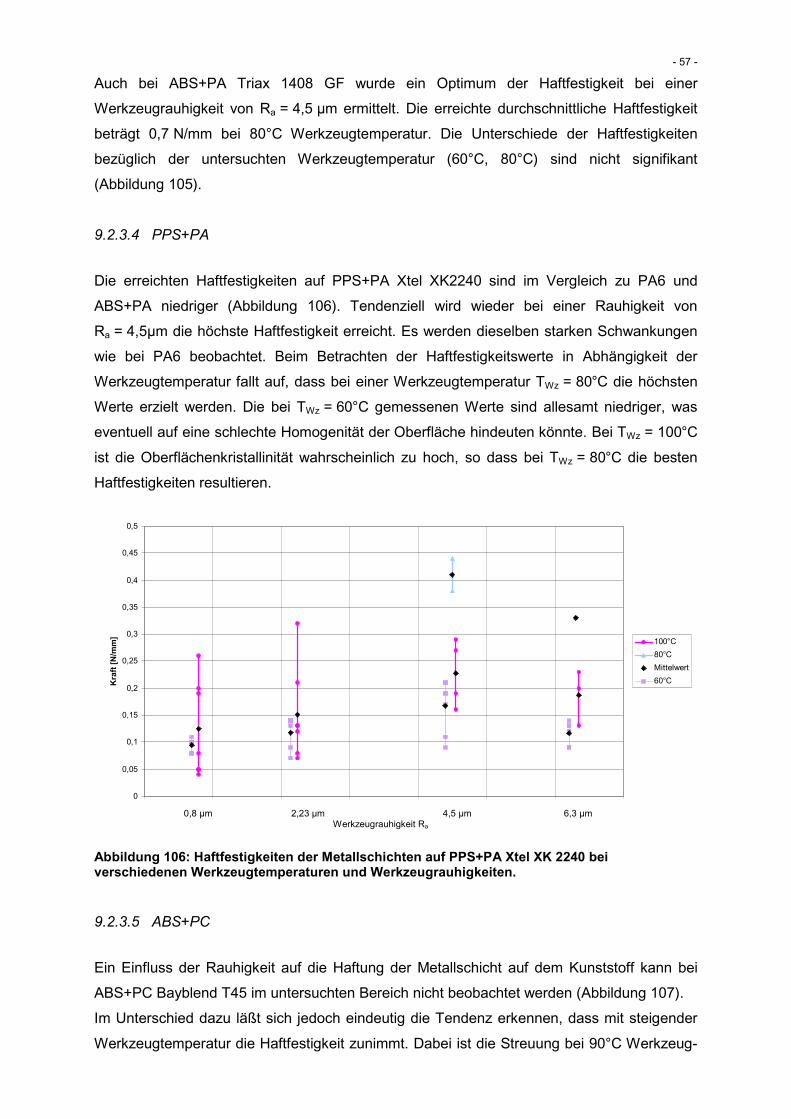






















![11089 PCE TITEL Katalog Digital - PC · PDF fileKontaktschrauben [Ncm] 100 Ncm 110 Ncm Gewicht [g] 86 101 118 125 145 165 • mit Schraubklemmen • Gehäusematerial: PA6 • Kontakte:](https://static.unterlagen.site/doc/80x56/5a9e51cb7f8b9a0d7f8d1fc9/11089-pce-titel-katalog-digital-pc-ncm-100-ncm-110-ncm-gewicht-g-86-101-118.jpg)
