2.5 Minderung von Luftschadstoffen Großfeuerungsanlagen - GFA, Müllverbrennungsanlagen, Industrieanl. Rauchgaswäsche, mehrstufig (13. BImSchV) Planung, Bau, Wartung, Betrieb und Stilllegung einer Anlage nach Konzept der besten verfügbarenTechniken (BVT) entspricht in Deutschland dem "Stand der Technik" Kleinfeuerungsanlagen - KFA Partikelabscheider, evtl. Rauchgas- wäscher, einstufig (1. BImSchV) neue Emissionsgrenzwerte 2010 für Feinstaub und CO (mehr Feinstaub als LKW + PkW!!)
Rauchgaswäsche, mehrstufig (13. BImSchV) Planung, Bau, Wartung, Betrieb und Stilllegung einer Anlage nach Konzept der besten verfügbarenTechniken (BVT) entspricht in Deutschland dem "Stand der Technik" Kleinfeuerungsanlagen - KFA
Partikelabscheider, evtl. Rauchgas- wäscher, einstufig (1. BImSchV) neue Emissionsgrenzwerte 2010 für Feinstaub und CO (mehr Feinstaub als LKW + PkW!!)
Entfernung von SO2 (SO3) aus den Abgasen von Kraftwerken (sowie aus den Abgasen der Eisen- und Stahl-industrie, der chemischen Industrie und von Müllverbrennungsanlagen).
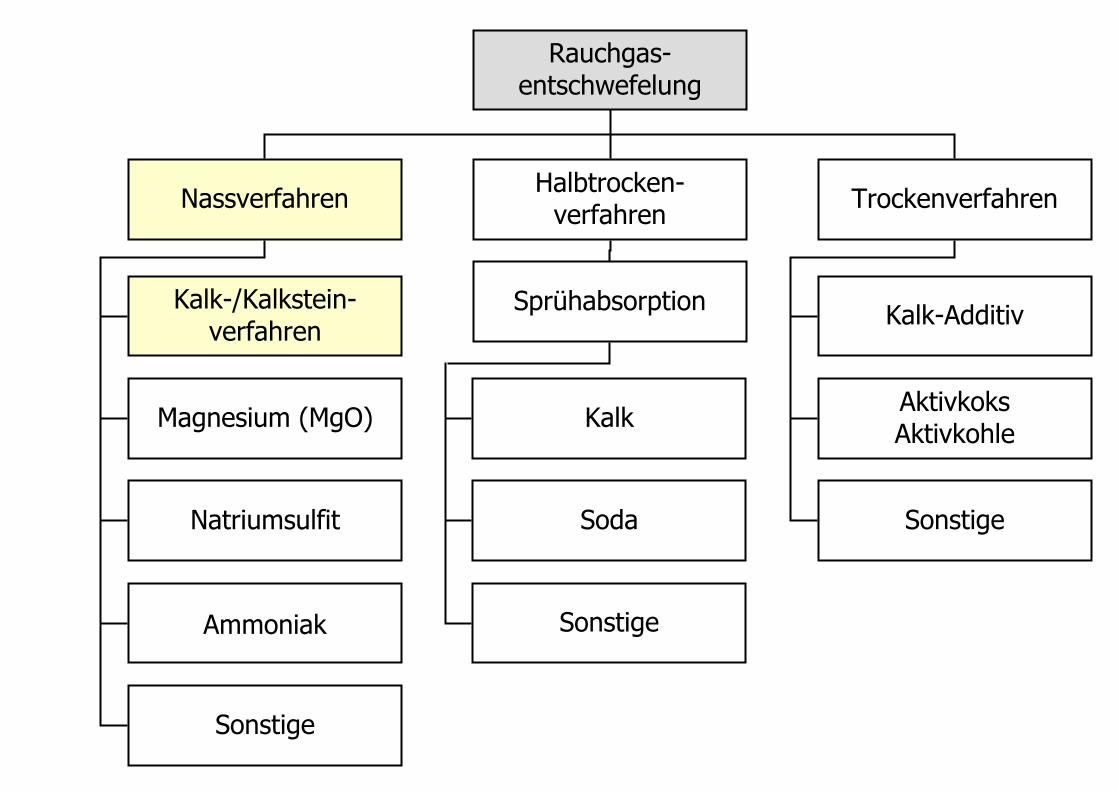
100 Verfahren weltweit, am wichtigsten Kalk-/Kalkstein-Nassverfahren
Gesetzliche Vorgaben: 13. BImSchV (Großfeuerungsanlagen-verordnung), Neufassung 2004, (Um- setzung der europäischen Großfeu-erungsrichtlinie 2001/80/EG) und TA Luft, 2002
SO2-Emission 1982: 1.550.000 t SO2-Emission heute: < 120.000 t
Kalk- / Kalkstein-Verfahren (Nasswäsche) Einsatz von gebranntem Kalk (Kalkverfahren) oder von Kalkstein (Kalksteinverfahren) Prinzip: Waschflüssigkeit (Kalk- oder Kalksteinsuspension) wird in den Weg des SO2-haltigen Rauchgases gesprüht
Ca(OH)2 + SO2 CaSO3 + H2O
CaCO3 + SO2 CaSO3 + CO2
Oxidation von Calciumsulfit durch Luftsauerstoff zu Calciumsulfat- dihydrat (REA-Gips)
CaSO3 + ½ O2 + 2 H2O CaSO4 ⋅ 2 H2O SO2-Abscheidungsgrad: über 95 %
Kalk-Verfahren (CaO, Branntkalk) Kalkstein-Verfahren (CaCO3) Herstellung energieintensiv, Rohstoff, Abbau- und Transport teurer als CaCO3
bessere Löslichkeit als CaCO3 geringere Löslichkeit als Ca(OH)2 (1,26 g Ca(OH)2/L Wasser, 20 °C) (0,014 g CaCO3 /L Wasser, 20 °C), höherer Verbrauch
erhöhter Verschleiß durch größere Härte
Kalk- oder Kalkstein-Verfahren?
Abwägung der Faktoren!
REA-Gips Durch neue Reinigungsverfahren wird REA-Gips aus Braunkohle heute in gleicher Qualität wie REA-Gips aus Steinkohle hergestellt Anwendungsbereiche Gipsbaustoffe Gipskartonplatten, Gipsfaserplatten Fließestriche Putzgips, Stuckgips Fließestriche
Abbindeverzögerer in Zement Gießformen für die Keramikindustrie
Zusammensetzung von Naturgips und REA-Gips
Komponente Naturgips REA-Gips
Feuchtigkeit (M.-%) 1 < 10
CaSO4 ⋅ 2 H2O 78 - 95 > 95
Cl- < 0,001 < 0,01
Inertstoffe 5 - 20 -
pH-Wert 6 - 7 5 -9
Radioaktivität (Bq/kg)
K-40 1) 370 80
Ra-226 30 25
Th-232 20 20
1) 40K: 0,012 % Anteil (39K: 93,26 %, 41K: 6,73 %), fast 10 % der natür- lichen radioaktiven Belastung durch körpereigenes Kalium
89%: K4019 Ca40
20 + −− e01
11 %: K4019 + −
− e01 Ar40
18 + γ
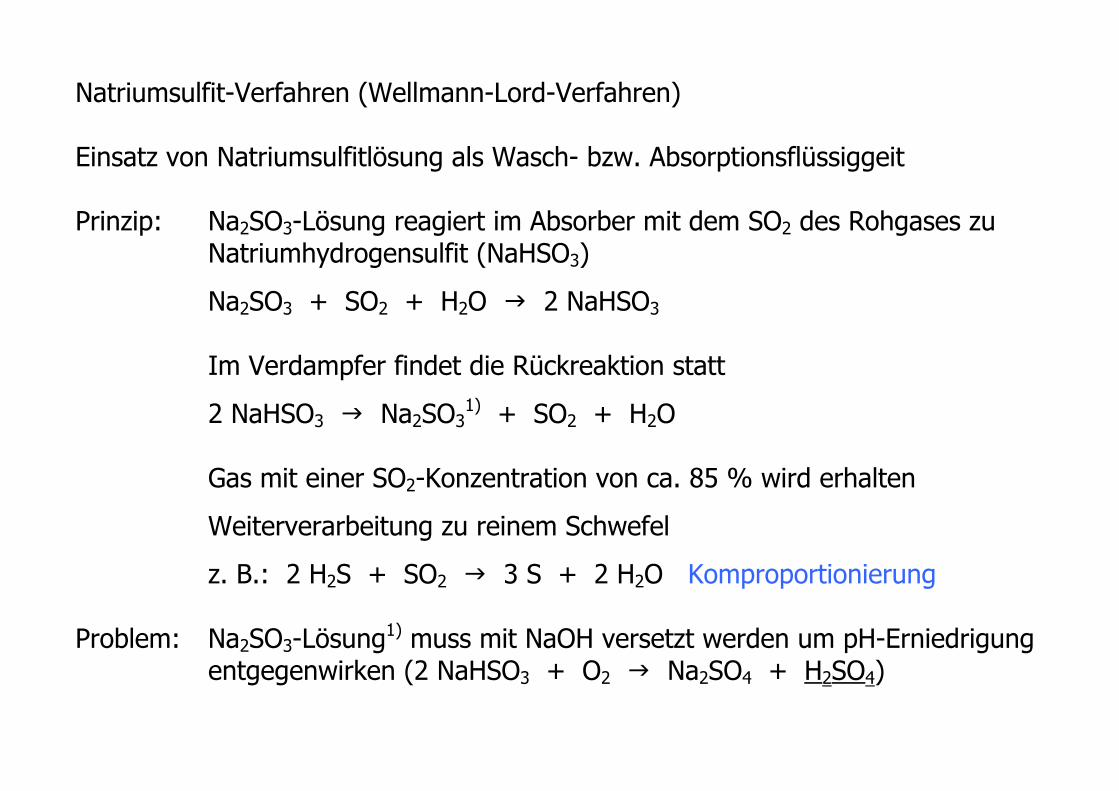
Natriumsulfit-Verfahren (Wellmann-Lord-Verfahren) Einsatz von Natriumsulfitlösung als Wasch- bzw. Absorptionsflüssiggeit Prinzip: Na2SO3-Lösung reagiert im Absorber mit dem SO2 des Rohgases zu Natriumhydrogensulfit (NaHSO3)
Na2SO3 + SO2 + H2O 2 NaHSO3
Im Verdampfer findet die Rückreaktion statt
2 NaHSO3 Na2SO31) + SO2 + H2O
Gas mit einer SO2-Konzentration von ca. 85 % wird erhalten
Weiterverarbeitung zu reinem Schwefel
z. B.: 2 H2S + SO2 3 S + 2 H2O Komproportionierung Problem: Na2SO3-Lösung1) muss mit NaOH versetzt werden um pH-Erniedrigung entgegenwirken (2 NaHSO3 + O2 Na2SO4 + H2SO4)
Kalk-Additiv-Verfahren (Direktentschwefelung) Trockener Kalk oder Kalksteinmehl wird zusätzlich zum Brennstoff in den Kessel geblasen
CaO + SO2 + ½ O2 + 2 H2O CaSO4 ⋅ 2 H2O
Gas-Feststoff-Reaktion Abscheidungsgrad bei max. 60 % Für kleinere Anlagen bis 300 MW, in Deutschland nur 4 % der Kraftwerke
• Rauchgasentstickung (DeNOX)
Wie beim Verbrennungsmotor kann primär gebildetes NO zwei Gruppen zugeordnet werden:
Brennstoff-NO Bildung aus den im Brennstoff enthaltenen N-Verbindungen durch Oxidation mit Luftsauerstoff
überwiegender Teil der NO-Emission Kohle mit bis zu 2 M.-% N-Anteil
Thermisches NO Reaktion von Luftsauerstoff mit Luftstickstoff bei Verbrennungsprozes-sen
Verbrennung von Gas und Heizöl (geringer Anteil von gebundenem N)
Anteil steigt mit der Temperatur an
Ausbeute an NO bei Erhitzen von Luft (4 N2 + O2)
N2 + O2 2 NO
∆H0 = 181 kJ/mol Gleichgewicht liegt bei
RT vollständig auf der linken Seite
Nur bei hohen Tempe-
raturen erfolgt Bildung von NO
Selektive katalytische Reduktionsverfahren (SCR-Verfahren) Einsatz von NH3 und TiO2-Katalysatoren, mit katalytisch aktiven Metalloxiden dotiert Prinzip: NH3 wird in Rauchgasstrom eingedüst, NO setzt sich bei etwa 300 - 400 °C mit NH3 zu Wasser und Stickstoff um
6 NO + 4 NH3 5 N2 + 6 H2O Komproportionierung Reduktion des in geringen Konzentrationen ebenfalls vorhandenen NO2 zu N2
6 NO2 + 8 NH3 7 N2 + 12 H2O Komproportionierung NOX-Emission kann um 80 % auf unter 200 mg/m3 (geforderter Grenzwert) verringert werden
Prinzipskizze einer DENOX-Anlage
- Absenkung der Reaktionstemperatur durch Kat. (1000 °C bei SNCR 300 - 500 ° bei SCR)
- Katalysatorgift: As, Flugstäube
- Aufarbeitung der Katalysatoren möglich
Produkte Katalysator, u. a. TiO2, V2O5, WO3
Prinzip der Rauchgasreinigung in Großfeuerungsanlagen
Stufe I: DeNOX
Stufe II: Entstaubung
Stufe III: DeSOX
High-Dust-Anordnung: (Start mit DeNOX)
- Gase mit hoher Betriebstemperatur - aber noch hoher Staubanteil
Verbrennung (800 - 900 °C)
Elektrofilter
HCl-Wäscher
DeSOX
DeNOX
Dioxin-Filter (Aktivkohle)
Dampf Schlacke (Pb, Cr)
Filterstaub (schwermetallhaltig)
Abwasser (schwermetallh.) pH = 0,5 - 1
Gips
Müllbunker
Nachverbrennung
Rauchgaswäsche in Müllverbrennungsanlagen
Schutz der Stahloberfläche in Anlagen zur Rauchgasreinigung temperatur-, chlorid-, säurefeste Ausrüstung notwendig
Polymerbeschichtung aus Vinylesterharz - gut säurebeständig
- Kenntnis der Randbedingungen wichtig: Durchschnittstemperatur, Temperaturspitzen, pH-Wert, Chloridkonzentration - Vorbereitung der Stahloberfläche, mindestens Sa 2½ - porenfreies Auftragen des Beschichtungs- systems
Gummierung - gute Säurebeständigkeit und Abriebfestigkeit
Emaillierung
• Abgasreinigung von Kraftfahrzeugen Ohne Abgasnachbehandlung
Diesel mit 13 % höheren Energiegehalt, aber auch CO2-Ausstoß pro Liter als Benzin Neben den Verbrennungsprodukten CO2 und H2O werden in Otto- und Dieselmotoren folgende Schadgase erzeugt: - CO2
- CO - NOX
- NMVOC (non methane vol. org. comp.) - Ruß Zur Senkung der Schadstoffemissionen werden insbesondere spezielle Katalysatoren und Partikelfilter zur Abgasnachbehandlung eingesetzt
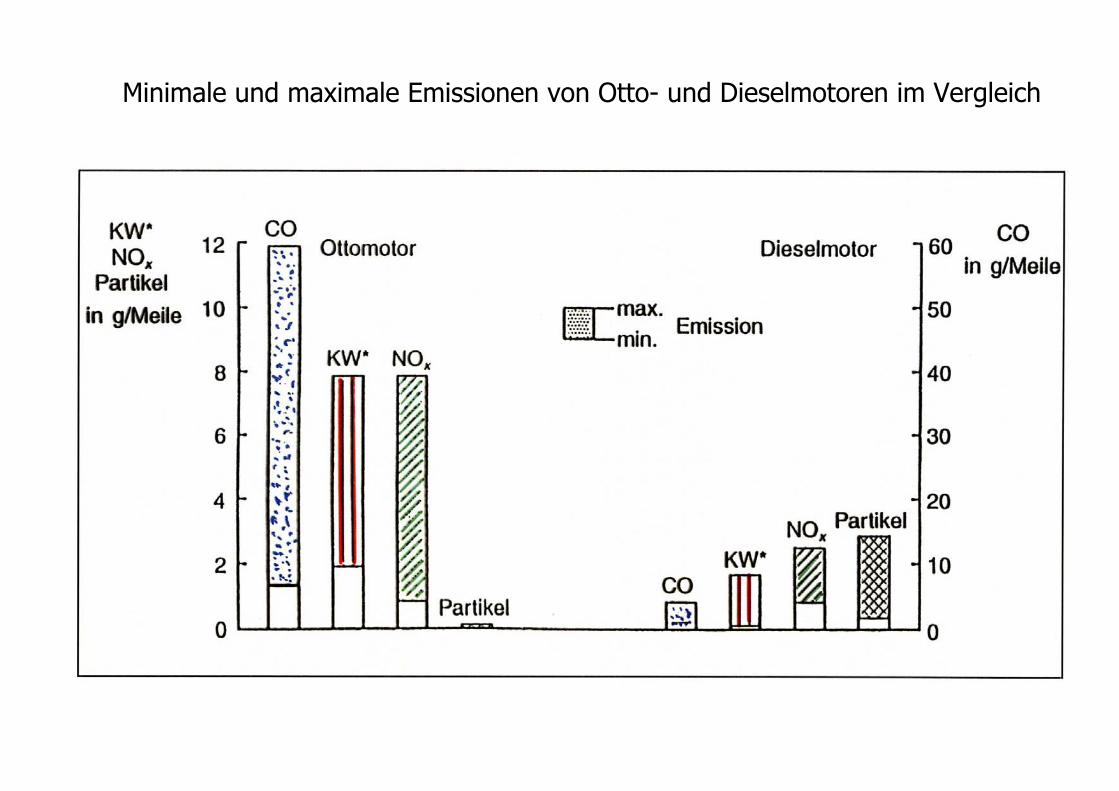
Minimale und maximale Emissionen von Otto- und Dieselmotoren im Vergleich
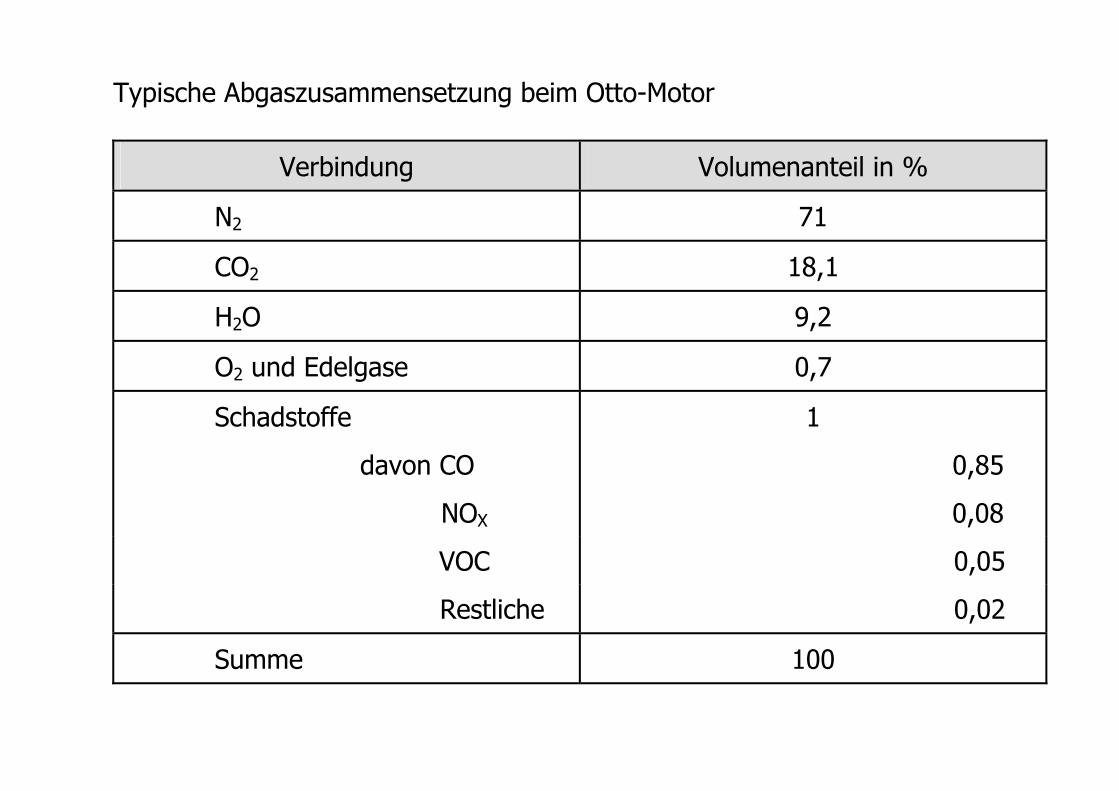
Typische Abgaszusammensetzung beim Otto-Motor
Verbindung Volumenanteil in %
N2 71
CO2 18,1
H2O 9,2
O2 und Edelgase 0,7
Schadstoffe 1
davon CO 0,85
NOX 0,08
VOC 0,05
Restliche 0,02
Summe 100
Benzinverbrauch, Schadstoffemission und Geschwindigkeit (Bliefert 2002)
PKW ohne Abgasreinigung
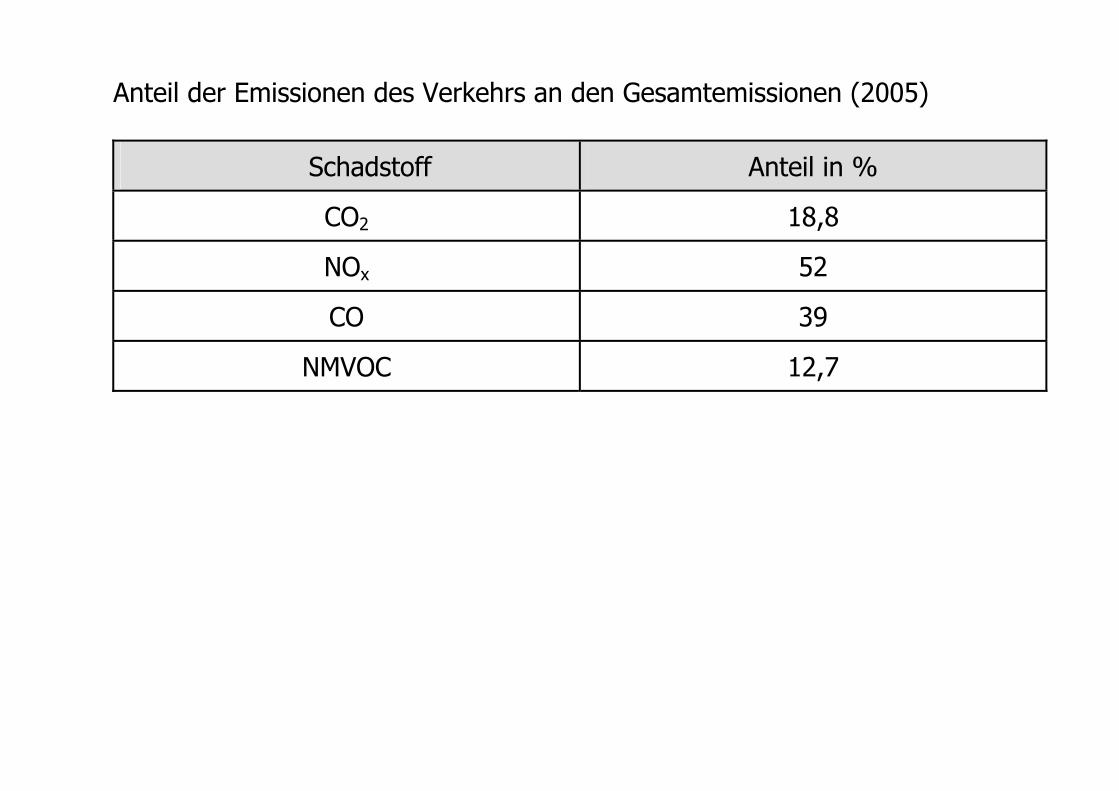
Anteil der Emissionen des Verkehrs an den Gesamtemissionen (2005)
Schadstoff Anteil in %
CO2 18,8
NOx 52
CO 39
NMVOC 12,7
Katalysatortechnik
Katalytische Abgasreinigung
- Umwandlung von Schadgasen in un- schädliche Endprodukte - Katalysator beschleunigt Umwand- lungsreaktionen, kein Verbrauch!
- Edelmetalle, insbesondere Pt und Rh
- Prinzipielles Problem: Gleichzeitige Oxidation (Verbrennung) von CO und KW zu CO2 sowie Reduktion von NOX zu N2
stöchiometrischer Ablauf der Teil- reaktionen - Einsatz von Einbett- (Drei-Wege-Kata- lysator mit λ-Sonde) oder Zweibett- katalysatoren
Hauptreaktionen im Drei-Wege- Katalysator Oxidation von CO und KW
CO + ½ O2 CO2
CmHn + (m + n/4) O2 m CO2 + n/2 H2O Reduktion von NO
NO + CO CO2 + ½ N2
Nebenreaktionen im Drei-Wege- Katalysator Mehr als 10 weitere Reaktionen
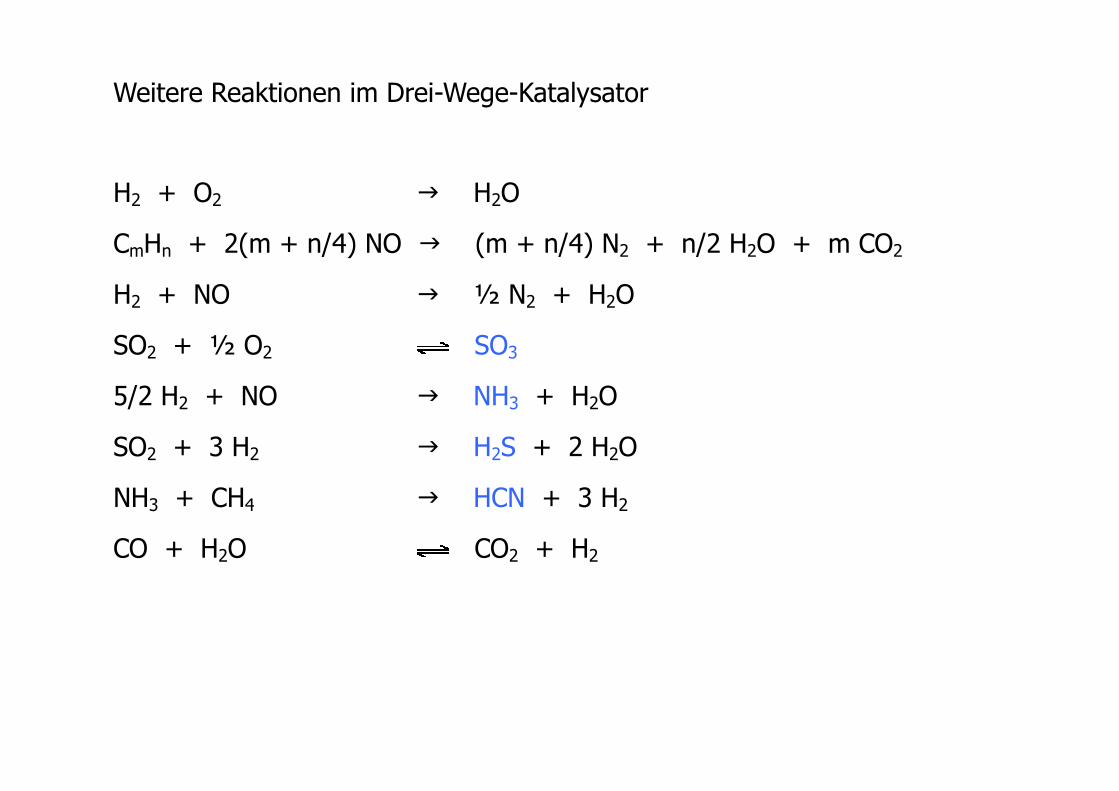
Weitere Reaktionen im Drei-Wege-Katalysator
H2 + O2 H2O
CmHn + 2(m + n/4) NO (m + n/4) N2 + n/2 H2O + m CO2
H2 + NO ½ N2 + H2O
SO2 + ½ O2 SO3
5/2 H2 + NO NH3 + H2O
SO2 + 3 H2 H2S + 2 H2O
NH3 + CH4 HCN + 3 H2
CO + H2O CO2 + H2
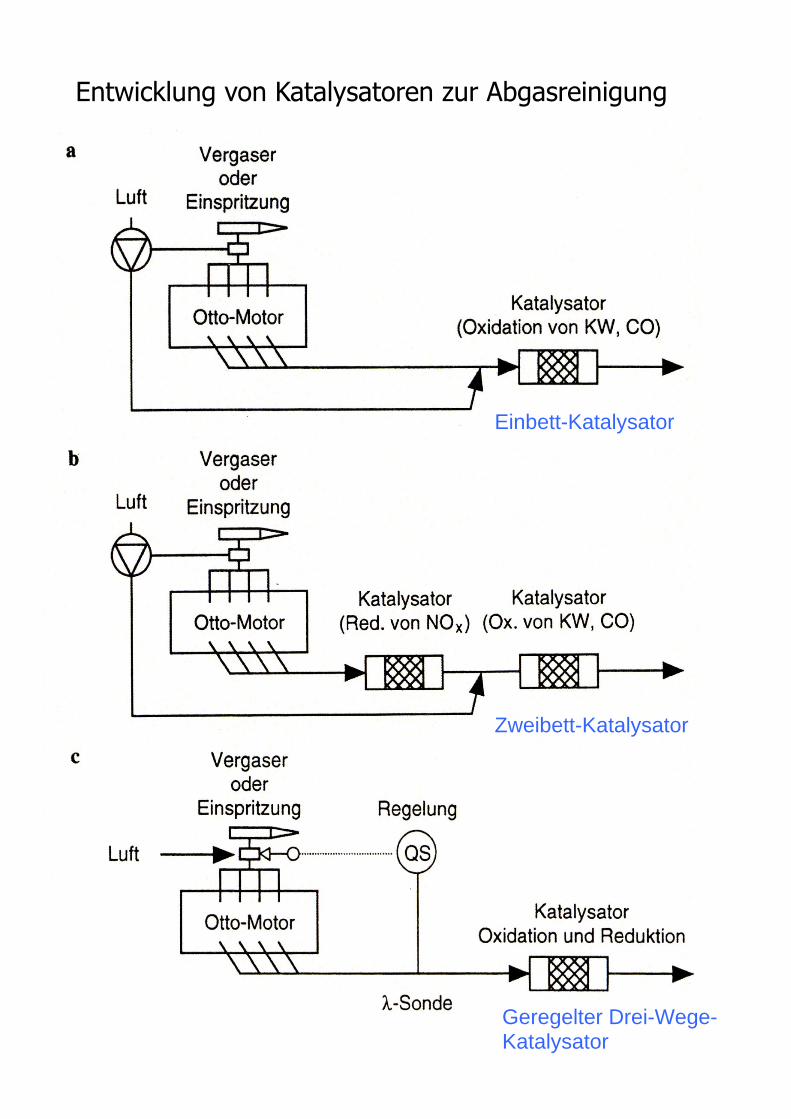
Entwicklung von Katalysatoren zur Abgasreinigung
Einbett-Katalysator
Geregelter Drei-Wege-Katalysator
Zweibett-Katalysator
Luftzahl und λ-Schnittkurven
λ-Schnittkurven stellen den Umwand- lungsgrad der Schadstoffkomponenten CO, KW und NOX in Abhängigkeit der Luftzahl λ dar Luftzahl λ Verhältnis der real zugeführten Luft zum Luftbedarf, der für eine vollständige Verbrennung (stöchiometrisches Luft / Kraftstoff-Verhältnis) des Kraftstoffs notwendig ist CmHn + (m + n/4) O2 m CO2 + n/2 H2O Luftbedarf (nach Kraftstoffnorm)
14,7 kg Luft pro 1 kg Super-Benzin 14,9 kg Luft pro 1 kg Normal-Benzin
Fallunterscheidungen
λ < 1 vorhandene Luftmenge ist klei- ner, als für einen vollständigen Umsatz des Kraftstoffs notwen- dig ist fettes Gemisch
λ = 1 vorhandene Luftmenge ist gleich der Luftmenge, die für einen vollständigen Umsatz des Kraftstoffs notwendig ist
λ > 1 vorhandene Luftmenge ist grö- ßer, als für einen vollständigen Umsatz des Kraftstoffs notwen- dig ist mageres Gemisch
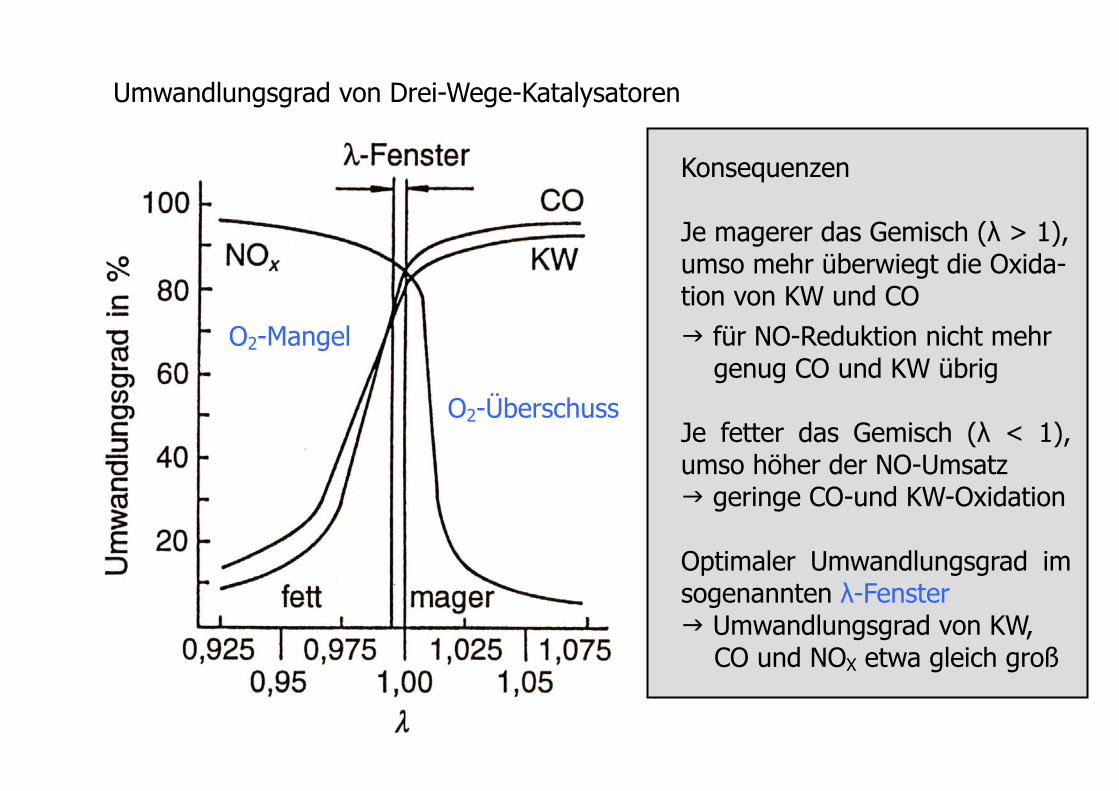
Umwandlungsgrad von Drei-Wege-Katalysatoren
Konsequenzen Je magerer das Gemisch (λ > 1), umso mehr überwiegt die Oxida- tion von KW und CO für NO-Reduktion nicht mehr genug CO und KW übrig Je fetter das Gemisch (λ < 1), umso höher der NO-Umsatz geringe CO-und KW-Oxidation Optimaler Umwandlungsgrad im sogenannten λ-Fenster Umwandlungsgrad von KW, CO und NOX etwa gleich groß
O2-Überschuss
O2-Mangel
Aufbau und Funktion der Sauerstoffsonde (λ-Sonde) Vor dem Katalysator angeordnet, misst Restsauerstoff im Abgas
Anhand der Messwerte der λ-Sonde wird über das Steuergerät die Zusammenset-zung des Kraftstoff-Luft-Gemischs geregelt
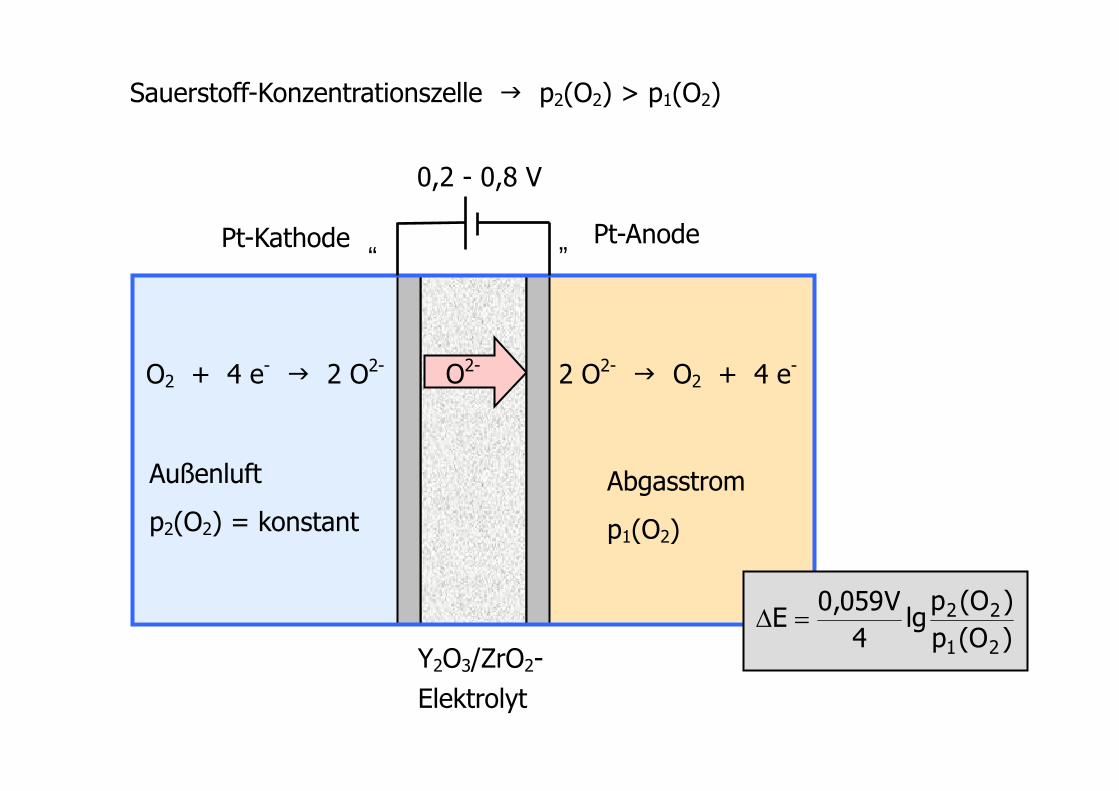
Galvanische Hochtemperatur- Sauerstoff-Konzentrationszelle mit Feststoffelektrolyt (ZrO2/ Y2O3)
Über nicht besetzte Leerstellen im Gitter erfolgt O2- - Ionenlei- tung ab 300 °C, optimale Be- triebstemtemperatur 600 °C
Aufgrund der unterschiedlichen Sauerstoffanteile Potenzialdiffe- renz zwischen den Pt-Elektroden
Charakteristischer Rest-Sauerstoffgehalt p1(O2), je nach momentanen Kraftstoff-Luft-Gemisch
p2(O2) = konstant
Sauerstoff-Konzentrationszelle p2(O2) > p1(O2)
Y2O3/ZrO2- Elektrolyt
“ ”
Außenluft
p2(O2) = konstant
2 O2- O2 + 4 e- O2 + 4 e- 2 O2-
Abgasstrom
p1(O2)
O2-
Pt-Anode Pt-Kathode
)O(p)O(p
lg4
V059,0E
21
22=∆
0,2 - 0,8 V
Dieselpartikelfilter
^
Rußpartikel-Emission als zentrales Pro- blem bei Diesel KFZ
Filter verstopfen innerhalb von Tagen
Regeneration durch Verbrennung des Rußes zu CO bzw. CO2 !?
Aber: Abgastemperaturen moderner Dieselfahrzeuge dafür zu niedrig Lösungen
Abgastemperaturerhöhung
Additivzugabe zum Kraftstoff
katalytische Beschichtung des Par- tikelfilters
Funktionsweisen des Ruß-Partikelfilters Wandstromfilter Nebenstromfilter (Durchflussfilter)
Abgas durchdringt im Filter eine Abgas durchströmt den Filter entlang poröse Wand seiner inneren Oberfläche
Wandstromfilter aus SiC - Segmenten Offene Metallträger-Struktur
Oberflächliche Adhäsion ( Filterkuchen), Adhäsion in der Tiefe des Filters, insbesondere in Neufahrzeugen insbesondere für Nachrüstung zyklische Regeneration bei Druckerhöhung kontinuierliche Nachverbrennung
Prinzipien der Nachverbrennung von Ruß und NOX-Problematik beim Dieselmotor 1) Abgastemperaturerhöhung infolge Nacheinspritzung von Kraftstoff oder durch vorgeschalteten Oxidationskatalysator (Rußverbrennung erst ab 600 °C!) durch Verbrennung von KW und CO (+ Konzentrationsminderung im Abgas) 2) Katalytische Regeneration durch beschichteten Filter (analog Oxidationskata- lysator) bzw. vorgeschalteten Oxidationskatalysator, neben KW und CO auch NO-Oxidation zu NO2 NO2 oxidiert Ruß zu CO2 3) Additivunterstützte Regeneration (ca. 5 L in seperatem Tank für 120 000 km) Absenkung der Verbrennungstemperatur der Rußpartikel auf 300 - 400 °C, Verbrennung alle 700 km durch Fe- oder Ce-haltige Verbindung als Katalysator 4) ungleichmäßige Verbrennung, hoher Luftüberschuss (λ > 1) NOX-Reduktion mit Hilfe eines Drei-Wege-Katalysators nicht möglich, Anwendung SCR-Verfahren (Zudosierung von Harnstofflösung, AdBlue) oder NOX-Speicherkatalysator (NH2)CO NH3 + HNCO und HNCO + H2O NH3 + CO2
5) Kombination verschiedener Verfahren möglich (auch Beheizung des Filters)